
Microbiologically Induced Carbonate Precipitation in ... - MDPI
Upload
independentCategory
view
1download
0
International Dairy Journal 13 (2003) 685–697
ARTICLE IN PRESS
*Correspondin
University of Te
Netherlands. Tel
E-mail addre
l.a.m.vanderwiele
0958-6946/03/$ -
doi:10.1016/S095
Dynamics of precipitation of casein with carbon dioxide
G.W. Hoflanda,b,*, M. Berkhoffa, G.J. Witkampa, L.A.M Van der Wielenb
aLaboratory for Process Equipment, Delft University of Technology, Leeghwaterstraat 44, 2628 CA Delft, The NetherlandsbKluyverlaboratory for Biotechnology, Delft University of Technology, Julianalaan 67, 2624 BA Delft, The Netherlands
Received 6 January 2003; accepted 24 March 2003
Abstract
Carbon dioxide is a green alternative for mineral acids (e.g., sulphuric acid) in protein precipitation. The precipitation using a
gaseous precipitant differs from the conventional precipitation in the way and the rate at which the precipitant can be applied to the
aqueous solution. In this paper, the consequences of using carbon dioxide were investigated for the precipitation of the milk protein
casein. Product properties, such as particle size, solids content and calcium release were investigated in a batch system at various
mixing conditions and gas addition rates. In addition, mass transfer coefficients were determined from pH response data.
The experiments revealed a strong influence of stirring rate and gas flow rate on the particle size. The main effect of varying the
gas flow was through the change of acidification rate, much alike precipitation with sulphuric acid. At high acidification rates, the
particle size of casein precipitated with carbon dioxide was smaller than with sulphuric acid.
r 2003 Elsevier Ltd. All rights reserved.
Keywords: Protein; CO2; Mass transfer
1. Introduction
High pressure carbon dioxide has been applied as arecyclable auxiliary compound in several processes.Supercritical carbon dioxide is used as a reactionmedium, a solvent or an anti-solvent (Jarzebski &Malinowski, 1995). Except for being suitable as asolvent or anti-solvent, carbon dioxide can also be usedfor its acidifying properties in aqueous solutions.Carbon dioxide pressurized to 6MPa can acidifyaqueous solutions to a pH-values down to 3–5,depending on the concentration of buffering compo-nents (Hofland, Van Es, Van der Wielen, & Witkamp,1999). Low pressure carbon dioxide has been used forstabilisation of milk (pH 6.0–6.2) (King & Mabbitt,1982; Amigo, Olano, & Calvo, 1995). High pressurecarbon dioxide has successfully been applied for theisoelectric precipitation of some important food proteinswhich often have isoelectric points in the weak acidicregion (pH 4.5–5).
g author. Laboratory for Process Equipment, Delft
chnology, Leeghwaterstraat 44, 2628 CA Delft, The
.: +31-15-278-3839; fax: +31-15-278-6975.
sses: [email protected] (G.W. Hofland),
[email protected] (L.A.M. Van der Wielen).
see front matter r 2003 Elsevier Ltd. All rights reserved.
8-6946(03)00116-X
Isoelectric precipitation using carbon dioxide was firstdescribed by Jordan, Lay, Ngan, and Rodley (1987) forcasein. Tomasula and co-workers extended this research(Tomasula, Craig, Boswell, Cook, Kuranz, & Maxwell,1995) and also investigated continuous processing (Toma-sula, Craig, & Boswell, 1997). The product propertiesdiffered from conventional acid casein. High calciumcontents and good foam stability were found (Strangeet al., 1998). In addition, the casein could be used toproduce films that are stronger and less sensitive tohumidity (Tomasula, Parris, Yee, & Coffin, 1998). The useof carbon dioxide was also investigated for the productionof high quality soy protein isolates (Hofland, De Rijke,Thiering, Witkamp, & Van der Wielen, 2000; Thiering,Hofland, Foster, Witkamp, & Van der Wielen, 2001). Justas with casein, high precipitation yields were achieved. Thecontrol over pH during carbon dioxide acidificationappeared to be an interesting feature of the process, whichwas highlighted by improved particle morphology andsimple fractionation of the soy protein fractions.The interesting features of carbon dioxide induced
precipitates ask for an explanation of the effects ofcarbon dioxide in the process. It was established that thepH during precipitation is higher than customary duringmineral acid precipitation. Depending on the appliedpressure and temperature, pH may range between 4.8 and

ARTICLE IN PRESS
Nomenclature
Di diffusion coefficient of the transferredcomponent i [m2 s–1]
G mean shear rate [s–1]H distance between the sparger and the
liquid level [m]Ka dissociation constant of carbon dioxide
[dimensionless]N stirring speed, revolutions per minute
[min�1]Ps ungassed power input by the stirrer [W]Pg gassed power input by the stirrer [W]Vl liquid volume [m3]a gas–liquid interface per unit volume [m�1]c constantci molal concentration of component i
[mol kg�1]di impeller diameter [m]dt vessel diameter [m]g gravitational acceleration [m s�2]hi height of the impeller blades [m]kl mass transfer rate coefficient [m s�1]t time/characteristic time [s]ugs superficial gas velocity in the precipita-
tion vessel [m s�1]
uptakeHþ uptake of protons by the solutes presentin the reconstituted milk [mol kg�1]
Greek letters
a collision efficiency [dimensionless]g activity coefficient [kgmol�1]d constant [dimensionless]e specific power input (=P/(rlVl))
[Wkg�1]eg gas hold-up [dimensionless]Zl dynamic viscosity of the liquid phase
[kgm�1 s�1]rg the gas density [kgm�3]rl liquid density [kgm�3]rp particle density [kgm�3]s interfacial tension [kg s�2]fg gas flow rate [kg s�1]fm.p mass fraction of particles in the slurry
[dimensionless]nl kinematic viscosity of the liquid [m2 s�1]
Subscript letters
er electrode response0 initiale end
CO2
Gas phase
Liquid phase
H2O
CO2 + H2O H2CO3 H+ + HCO3-K3k1
k2
Fig. 1. Scheme of acidification of water with CO2.
G.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697686
5.0 (Gevaudan, Lagaude, Tarodo de la Fuente, & Cuq,1996; Hofland et al., 1999). The properties of a product ina precipitation or crystallization process are determinedin part by the imposed conditions: here pressure (pH) andtemperature. However also the dynamics of the process—that is, the path of conditions which is followed duringthe process—influences the product properties to a largeextent. In research on acid precipitation of casein littleattention has been directed to the influence of thedynamics of the process on the particle characteristics.Bhaskar, Campanella, and Munro (1993) investigated theinfluence of mixing on the casein coagulation usingsulphuric acid. In a previous study, we investigated theinfluences of acidification rate, aging period and stirringrate for conventional processing using sulphuric acid(Hofland, Berkhof, Van der Wielen, & Witkamp, 2003).The most important process steps in the mechanism ofconventional mineral acid precipitation are the mixing ofthe acid, the precipitate formation itself includingaggregation and break-up, and the transport of compo-nents into and out of the precipitates.In this paper, dynamic aspects of the carbon dioxide
precipitation are investigated and compared with themineral acid precipitation. Precipitation using a gas ismore complex than normal acid precipitation. Extramechanistic steps are introduced in the precipitationsuch as the mass transfer of carbon dioxide from the gas
to the aqueous phase and the reaction of carbon dioxidewith water (Fig. 1). The influence of these steps wasinvestigated via a characteristic time analysis.In order to adequately design the process, information
on the influences of dynamics-related process conditionssuch as gas addition rate, mixing conditions andacidification and aging times are needed. For thispurpose, experiments were performed in a stirred tankusing carbon dioxide as the precipitant. For compar-ison, experiments were done using sulphuric acid. Theprocesses were studied using online measurement of pHand offline analysis of the particle size, calcium contentand solids content of the precipitate.

ARTICLE IN PRESSG.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697 687
2. Mechanistic aspects in using a gas as a precipitant
2.1. Reaction of carbon dioxide with water
The reaction of the carbon dioxide with water tocarbonic acid is considerably slower than the dissocia-tion of carbonic acid and other dissociation andassociation reactions occurring in solution. When thereaction of carbon dioxide and water is approximated asa pseudo-first order equilibrium reaction, the concentra-tions exhibit exponential curves with a characteristictime tr:
tr ¼1
k1 þ k2: ð1Þ
Data of Van Eldik and Palmer (1982) indicate thecharacteristic time is equal to 0.05 s (k1 4.37� 10�2 s�1
and k2 19.2 s�1).
2.2. Mass transfer of high pressure gases
Gas–liquid mass transfer is important as it is oftentime-limiting in process mechanisms. The rate of thegas–liquid mass transfer is characterized by the volu-metric mass transfer coefficient kla, the product of themass transfer coefficient kl (based on the liquid phase)and the specific interfacial area a. The characteristic timefor mass transfer is equal to the inverse of the kla
ttr ¼ 1=kla: ð2Þ
Numerous investigations have been done to determineand correlate kla for specific media and reactor sizesand geometries. Reviews are given by Joshi, Pandit, andSharma (1982), Van’t Riet and Tramper (1991) andMezaki, Mochizuki, and Ogawa (2000). Many of theequations on mass transfer are empirical and contain thepower input and the superficial gas velocity of gas flowrate as variables:
klaBPg
Vl
� �n
umg ; ð3Þ
where Pg is the power input by the stirrer in presence ofa dispersed gas, V is the liquid volume and ug is thesuperficial gas velocity in the vessel. The value ofexponent n reported is usually around 0.4. The exponentof the gas velocity m is usually very small or even zerofor non-coalescing systems and 0.5 for coalescingsystems. In the appendix, a complete set of equationsis given to estimate the mass transfer coefficient.
2.3. Other hydrodynamic phenomena
In a system in which a gas is dispersed and particlesare formed several requirements have to be fulfilled inrelation with mixing, some of them being contra-dictorily. The carbon dioxide process involves apart
from dispersion of a gas: liquid mixing, precipitationand suspension of the formed particles.For optimal mixing and mass transfer, high shear
rates and high gas flow rates are preferable. With respectto agglomeration, intermediate shear rates are requiredin order to produce particles of the desired size range.To prevent break-up, the power input should be keptlow. When the stirring rate cannot be chosen very high,other phenomena may occur:
* flotation of gas,* settling of particles.
To evenly disperse the introduced gas—even at lowgas flow rates—a minimum stirring speed is required.Westerterp, Van Dierendonck, and De Kraa (1963)derived an equation for the critical stirring rate at whichthe system becomes dispersed:
N0 di
sg=rl� �1=4 ¼ aþ b �
dt
di; ð4Þ
where the term sg=rl� �1=4
has the significance of the risevelocity of the bubble. They found the constants a and bto be 1.22 and 1.25. Oyevaar, Bos, and Westerterp(1991), doing research on the influence of pressure onmass transfer, found the critical agitation rate to beoverestimated using these values. They proposed a=0and b=1. No influence of pressure on the criticalagitation rate was found.At high gas flow rates, flooding occurs when the gas
flow rate exceeds the amount of gas per unit time thatcan be dispersed by the stirrer. Nienow, Warmoesker-ken, Smith, and Konno (1985) developed a relation forbaffled systems with a turbine stirrer, connecting theflow number to the Froude number:
Flo30di
dt
� �3:5
Fr ð5Þ
where Fl ¼ fg=N � d3i and Fr ¼ N2di=g:
Takahashi and Nienow (1992) found the transitionfor the loading to the flooding regime to be independentof gas density. The critical flow number decreased up to50% when baffles were absent (Tanaka & Izumi, 1987).The settling of particles was investigated by Zwieter-
ing (1958) in an ungassed stirred tank reactor. To keepthe vessel bottom free of particles, the stirring rateshould satisfy a certain minimum value, given by:
N ¼ cn0:1l d0:2p
g rp � rl� �
rl� fm;p
!0:45
d�0:85i ; ð6Þ
where fm.p is the mass fraction of particles in the slurry,rp is the density of the particles, nl is the kinematicviscosity of the liquid and c is a constant that dependson the vessel geometry, the type of stirrer and theparticle geometry. For spherical particles in a vessel witha turbine stirrer the value of c is 0.7, for a propeller 0.8.

ARTICLE IN PRESS
CO2
P
Depressurization
Casein-whey slurry
Gas out
pH
Caseinsample
Whey
1
2
3
4
5 67
8
9
10 11
12
13
Tic1
FT
Fig. 2. Scheme of the experimental set-up, as used for the high
pressure carbon dioxide precipitation experiments. Components: 1.
sight glasses; 2. jacketed pressure vessel; 3. corriolis type mass flow
meter; 4. pH electrode; 5. forward pressure control valve; 6. needle
valve for gas venting; 7. electrical heater; 8. piston valve; 9. sample
vessel; 10. valve connecting the sample vessel to the main vessel during
sampling; 11. needle valve for depressurisation of the sample vessel; 12.
candle filter; 13. gas exit valve.
G.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697688
3. Experimental
3.1. Equipment
A high pressure set-up was constructed comprising ajacketed stirred vessel (total volume of 13 L, maximumworking pressure 10MPa) as a precipitator (Fig. 2).The internal diameter of the vessel was 240mm. Theliquid height was chosen to be equal to the vesseldiameter. The impeller was a Rushton turbine (di/dr=0.375), mounted at 1/3 dr of the bottom. To preventextensive piling up of precipitate behind obstacles, nobaffles were applied. The vessel was equipped with sightglasses at the height of the impeller and at the gas–liquidinterface. Carbon dioxide could be added to the vesseleither at the headspace or via a sparger below theimpeller (2). The sparger tube had an internal diameterof 4.9mm. The mass flow, the temperature and thedensity of the carbon dioxide added via the sparger waremeasured using a coriolis type mass flow meter (Fisher–Rosemount) (3). In the vessel, the pressure, temperatureand pH were measured and recorded on a personalcomputer. The pH electrode (4) was a high pressureelectrode (TBI Bailey, Carson City, Ne USA). As analternative, a low pressure pH electrode (Radiometer,Denmark) was used.The pressure in the vessel was controlled using a
forward pressure control valve (5). The entering gas flowrate was controlled indirectly via a needle valve at theexit of the vessel (6). This indirect control worked betterthan controlling the inlet flow rate and the pressure via abackpressure valve, particularly with varying upstreampressure. To prevent freezing of the needle valve due tothe decompression of the gas, the flow was first heatedbefore decompression (7).Slurry samples could be taken from the bottom of
the vessel. An air-driven piston valve (8) was used toenable quick sampling. Before sampling, the samplevessel (9) was pressurized to the same pressure as themain precipitation vessel. At the same time as thebottom valve was opened, also the valve (10) connectingthe top of the sample vessel to the main vessel wasopened. In such a way, the sample could be takenwithout changing the pressure in the main vessel,minimizing foaming. After closing the valves (8,10) theslurry in the sample vessel could be depressurized (11) atsuch a rate that the particles were not damaged by thepressure decrease. Solid and liquid samples for the solidscontent and mineral analyses were taken via a candlefilter (12).Apart from experiments with carbon dioxide, experi-
ments with sulphuric acid were done as a reference formineral acid precipitation. The set-up described abovewas adapted for these experiments by disconnecting thecarbon dioxide inlet and connecting a peristaltic pump(hose pump) and an acid storage vessel.
3.2. Experiments
Reconstituted milk was made by dissolving low-heat milkpowder in demineralized water to give a 10% solution. Theconcentration of casein was determined to be 2.7wt%. Themilk was stabilized by keeping it at 40�C for half an hour,before starting the experiment. Series of experiments weredone using either carbon dioxide or sulphuric acid as theprecipitant. As a standard, temperature was controlled at40�C. In the experiments with carbon dioxide, the pressurewas 5.2MPa. The density of the carbon dioxide gas is atthese conditions: 122kgm�3. Some experiments were doneat higher temperatures: 45�C, 50�C. At these temperatures,the density is 117 and 112kgm�3, respectively. Stirrerspeeds between 100 and 450min�1 were investigated. Thegas flow rates ranged between 3 and 30kgh�1. Thesuperficial gas velocity was then (at 40�C): 0.15–1.5mms�1. Results represent single experiments.In the carbon dioxide experiments, the vessel was
filled with 10 kg reconstituted milk. After thermalequilibration, the experiment was started by filling theheadspace with carbon dioxide up to the desiredpressure via valve (14). After closing the carbon dioxidesupply to the headspace and opening the supply to thesparger, the stirrer was switched on and the exit valve(13) was opened simultaneously.During the experiments, the vessel pressure, solution
temperature and pH was monitored on-line. It must benoted that the pH was measured while stirring, whichmay result in deviations due to the disturbance of theelectric field around the electrode. Comparing the pHvalue of equilibrated whey measured while stirring withthe value at stagnant conditions, gave however amaximum difference of 0.05.

ARTICLE IN PRESSG.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697 689
The acidification period was said to end when the pHdropped below 4.9. The length of the acidification variedbetween experiments. In all experiments, an agingperiod of 10min was applied after the acidificationperiod. In preliminary experiments, gas was appliedduring both the acidification and aging periods. How-ever, sparging of gas during aging caused flotation of theformed particles. The particles floated into the frothwhich could lead to blocking of the gas exit. Therefore,the gas flow was stopped directly after the acidification,unless stated otherwise. A period of 10min was takenfor aging. After aging, a slurry sample and filter sampleswere taken. ‘‘A saturated solution of ferric ammoniumsulphate (iron alum) was added to the (depressurised)precipitate slurry in equal amounts and gently mixed.’’The series of sulphuric acid experiments were done
using a 0.5mol kg�1 sulphuric acid. In each experiment0.56 L sulphuric acid was added at a constant rate in acertain period, the acidification time, which wasfollowed by an aging period.
3.3. Analyses
3.3.1. Particle size
The particle size of the casein precipitate wasdetermined by a wet-sieving technique developed byJablonka and Munro (1985). In this method theprecipitate is hardened before sieving to prevent cakingto the sieves. In the low pressure experiments, asaturated solution of ferric ammonium sulphate wasadded to the precipitate slurry in equal amounts andgently mixed. After 15min the mixture was wet-sievedover 8 sieves using normal tap water for spraying. Thesieves varied in diameter between 75 mm and 5.6mm.The fractions were dried overnight in an oven at 80�Cand weighed after cooling. A single particle size analysiswas done for each experiment.It was tested whether it was possible to minimize the
effect of the pressure release on the particle sizedistribution by adding the ferric ammonium sulphatesolution before the pressure release. For that purpose,the sample vessel (9), was filled with 300 g of alumsolution before pressurizing the equipment for theprecipitation experiment. The slurry sampling was thenperformed as outlined above. The differences betweenthe methods were found to be small (less than 0.15mm).High pressure mixing of ferric ammonium sulphate wasnot preferable, though, because it produced a muchstronger foam and the release of pressure was conse-quently more arduous.
3.3.2. Other particle characteristics
The solids content of the precipitate was determinedby drying in an oven at 80�C during at least 24 h.Contrary to casein precipitated with sulphuric acid, theCO2-precipitated casein sometimes spattered out of the
cup at higher temperatures (105�C). The spattering wasreduced by lowering the drying temperature, givingmore reliable results. The analysis was done in duplicate.The deviation between the duplos was 3% or less.Calcium and phosphate contents were determined fromthe whey solutions. The analytical procedure involvedprecipitation of the residual protein fraction with12wt% trichloroacetic acid and further dilution in 2%hydrochloric acid. The calcium, phosphorus, sodiumand potassium content were analysed in five-fold usingan induced coupled plasma with atomic emissionspectrophotometry detection (ICP-AES). The deviationbetween the measurements was maximally 1%.
3.4. Determination of the mass transfer coefficient
pH response measurements were used for determina-tion of the volumetric mass transfer coefficient kla. As atthe start of the experiments the hold-up was notconstant, the first part of the curve was disregarded. Itwas assumed that in all experiments the hold-up hadbecome constant before the precipitation occurred.To use pH measurements for determination of kla, a
number of assumptions had to be made, as the acidity ofa solution is an indirect measure to determine the uptakeof carbon dioxide. First, it should be valid to assumethat the mass transfer is the only relevant step in theacidification mechanism. Characteristic time analysisshowed us that this can only be assumed for the pHregion for which no precipitation has occurred. As soonas precipitation occurs, diffusion limitations cannot beneglected. At pH above 5.2 no particles were visible.Therefore this method should only use the part of thepH curve for which pH is larger than 5.2. The influenceof liquid phase mixing is negligible as long as thecharacteristic time for mass transfer is larger than 34 s(10 times the characteristic time for mixing). That is,values of the mass transfer coefficient are reliable up to0.03 s�1.When using electrodes to determine kla also the delay
in the response of the electrode must be examined. Theresponse was tested by dipping the pH electrode into astirred milk solution acidified to a different pH. Theresponse of electrode was best fitted using a logistic doseresponse equation:
pH ¼ pHN
þpH0 � pH
N
� �1þ t=ter
� �d : ð7Þ
The fitted values for ter and d were 2.33 s and 1.36.The characteristic time for the response delay (tkar) ismore than 50 times smaller than the characteristic timefor the mass transfer (See Section 4). The influence ofthe pH electrode could hence be ignored in thecalculations without introducing a significant error.
ARTICLE IN PRESSG.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697690
The carbon dioxide concentration was calculatedfrom Eq. (9) which combines an electroneutralityEq. (8), the dissociation equilibrium equation and anequation for the uptake of protons by the weakelectrolyte solutes in milk, which was derived from atitration curve (Hofland et al., 1999).
cHþ � cOH� � cHCO�3þ uptakeHþðpHÞ ¼ 0 ð8Þ
which leads to
10�pH
g�
Ka
10�pH � g� cCO2
þ uptakeHþðpHÞ ¼ 0; ð9Þ
where ci is the concentration of component i and Ka isthe overall dissociation constant of carbon dioxide,taken as 5.02� 10�7 (Edwards, Maurer, Newman, &Prausnitz, 1978). The activity coefficient (g) of themonovalent ions was calculated from the extendedDebye–H .uckel theory. In the range of pH of interest,the activity coefficient calculated to be between 0.73 and0.77. For simplicity, a constant value of 0.75 wasapplied. The activity coefficient of carbon dioxide wasset to unity. Using the calculated carbon dioxideconcentrations, the volumetric mass transfer coefficient(kla) and the equilibrium concentration ðc�CO2
Þ can befitted using
c�CO2� cCO2
ðtÞ ¼ e�kla� t � c�CO2� c0CO2
� �: ð10Þ
4. Results and discussion
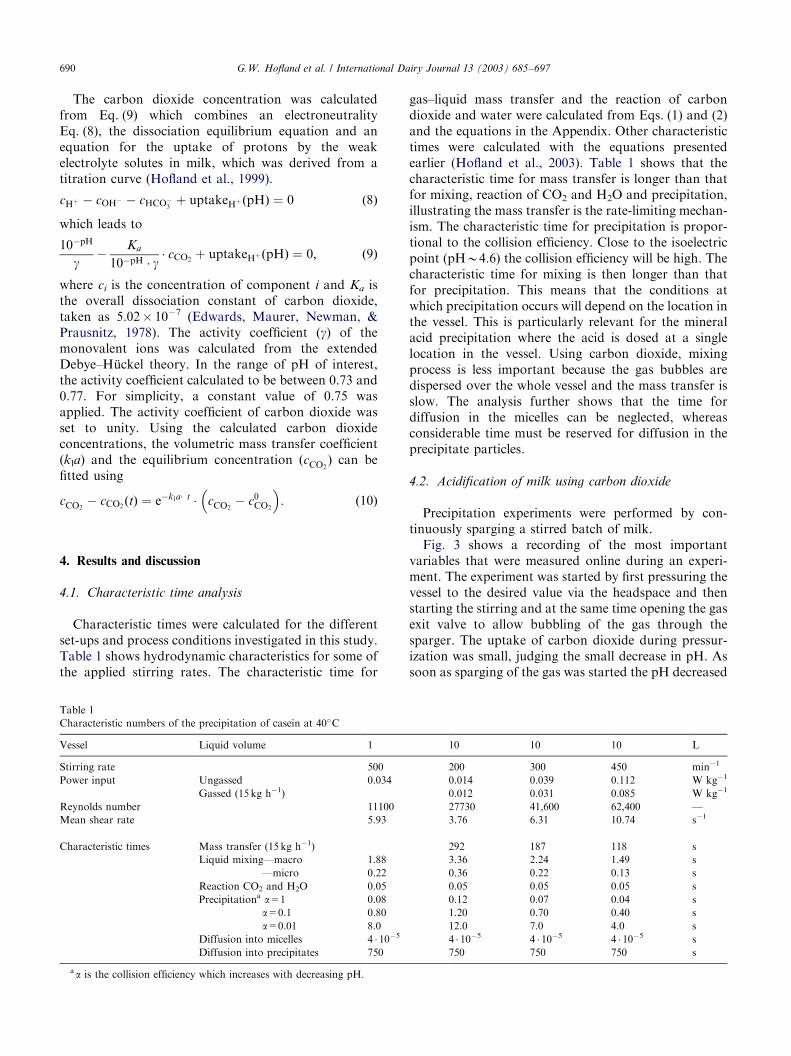
4.1. Characteristic time analysis
Characteristic times were calculated for the differentset-ups and process conditions investigated in this study.Table 1 shows hydrodynamic characteristics for some ofthe applied stirring rates. The characteristic time for
Table 1
Characteristic numbers of the precipitation of casein at 40�C
Vessel Liquid volume 1
Stirring rate 500
Power input Ungassed 0.034
Gassed (15 kg h�1)
Reynolds number 11100
Mean shear rate 5.93
Characteristic times Mass transfer (15 kg h�1)
Liquid mixing—macro 1.88
—micro 0.22
Reaction CO2 and H2O 0.05
Precipitationa a=1 0.08
a=0.1 0.80
a=0.01 8.0
Diffusion into micelles 4 � 10�5
Diffusion into precipitates 750
aa is the collision efficiency which increases with decreasing pH.
gas–liquid mass transfer and the reaction of carbondioxide and water were calculated from Eqs. (1) and (2)and the equations in the Appendix. Other characteristictimes were calculated with the equations presentedearlier (Hofland et al., 2003). Table 1 shows that thecharacteristic time for mass transfer is longer than thatfor mixing, reaction of CO2 and H2O and precipitation,illustrating the mass transfer is the rate-limiting mechan-ism. The characteristic time for precipitation is propor-tional to the collision efficiency. Close to the isoelectricpoint (pHB4.6) the collision efficiency will be high. Thecharacteristic time for mixing is then longer than thatfor precipitation. This means that the conditions atwhich precipitation occurs will depend on the location inthe vessel. This is particularly relevant for the mineralacid precipitation where the acid is dosed at a singlelocation in the vessel. Using carbon dioxide, mixingprocess is less important because the gas bubbles aredispersed over the whole vessel and the mass transfer isslow. The analysis further shows that the time fordiffusion in the micelles can be neglected, whereasconsiderable time must be reserved for diffusion in theprecipitate particles.
4.2. Acidification of milk using carbon dioxide
Precipitation experiments were performed by con-tinuously sparging a stirred batch of milk.Fig. 3 shows a recording of the most important
variables that were measured online during an experi-ment. The experiment was started by first pressuring thevessel to the desired value via the headspace and thenstarting the stirring and at the same time opening the gasexit valve to allow bubbling of the gas through thesparger. The uptake of carbon dioxide during pressur-ization was small, judging the small decrease in pH. Assoon as sparging of the gas was started the pH decreased
10 10 10 L
200 300 450 min�1
0.014 0.039 0.112 W kg�1
0.012 0.031 0.085 W kg�1
27730 41,600 62,400 —
3.76 6.31 10.74 s�1
292 187 118 s
3.36 2.24 1.49 s
0.36 0.22 0.13 s
0.05 0.05 0.05 s
0.12 0.07 0.04 s
1.20 0.70 0.40 s
12.0 7.0 4.0 s
4 � 10�5 4 � 10�5 4 � 10�5 s
750 750 750 s

ARTICLE IN PRESSG.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697 691
first rapidly, later more gradually when the solutionbecame more and more saturated with carbon dioxide.The temperature rose a little which is mainly due to theheat of compression of the gas present in the headspacebefore the pressure step.Around pH of 5.1, the curve of the pH shows a slight
inflection. Points of inflection in the pH curves were alsofound for acidification with sulphuric acid (Hoflandet al., 2003). It was shown that the inflection is caused bythe temporarily lowered buffering of the solution due todiminished accessibility of buffering groups of theprecipitating protein. The point of inflection indicatesthe point at which the particles become large enough fordiffusion limitations to become effective. In next section,it is argued that a change in the mass transfer rate alsocontributed to the observed inflection. The acidificationproceeded at a slower pace below pH 4.9 becausesparging was stopped at that point.
4.3. Mass transfer of carbon dioxide in skim milk
Before the precipitation starts, the acidification rate incarbon dioxide precipitation is fully dominated by masstransfer across the interface. In a stirred vessel, thetransfer is determined by the gas flow rate, the stirringrate and geometrical aspects, such as the ratio of liquidheight over vessel diameter and stirrer diameter. A basicvessel configuration was chosen here, which means thatimprovement of the mass transfer rate is well possible.The determination of the influence of the processconditions was here the main concern, rather than theoptimisation of the transfer rate.The influence of the gas flow rate and stirrer speed are
shown in Fig. 4. It was also assumed that the masstransfer rate was constant for the investigated pH range.Volumetric mass transfer coefficients ranged between
4
4.5
5
5.5
6
6.5
7
0 200 400 600 800 1000 1200 1400
pH
Time (s)
0
10
20
30
40
50
60
Tem
per
atu
re (
°C),
Pre
ssu
re (
bar
)G
as f
low
rat
e (k
g h
)-1
Pressure
Temperature
pH
Gas flow rate
Fig. 3. Recording of the measured variables in a typical precipitation
experiment. Stirring rate: 200min�1; temperature: 40�C.
0.001 and 0.02 s�1. This confirms the mass transfer israte-limiting. Using Eq. (1), the characteristic time canbe estimated to range between 1000 and 50 s. Figure 4shows that at a low stirring rate the influence of the gasflow rate is much stronger. The kla increased with thegas flow rate via a power 1.0 for a stirrer speed of200min�1 and 0.54 for 300min�1. The value 1.0 for200min�1 is in accordance with Westerterp et al. (1963)who state that below the critical stirring rate fordispersion, the interfacial area increases linearly withthe amount of gas introduced. The stirring rate at whichthe system becomes dispersed can be estimated usingEq. (5). Using the values for the constants a and b asproposed by Oyevaar et al. (1991), the critical stirringrate is calculated as 231min�1. Insufficient dispersioncan therefore be expected for the 200min�1 experiments.Visual analysis of the turbidity of water that wassparged with CO2 indicated that the degree of dispersionindeed strongly changed with the stirring rate in therange 200–500min�1. At stirring speeds higher than500min�1 no increase of turbidity could be observed. At300min�1, kla increases with the gas flow rate to thepower 0.54. This value lies within the range given byVan’t Riet and Tramper (1991). The volumetric masstransfer coefficient was higher for milk than for water.No significant influence of pressure (0.7–6MPa) wasfound in the experiments.
4.4. Mass transfer in casein–whey slurries
Using the mass transfer coefficients found in theprevious section, it would be possible to model the curveof pH versus time, provided that the diffusion into andout of the precipitates is correctly described. In aprevious paper (Hofland et al., 2003) it was found that
kl a ~ φg0.543
kl a ~ φg0.998
0.0001
0.001
0.01
0.1
1 10 100
Gas flow rate (kg h-1)
k la
(s-1
)
Fig. 4. Mass transfer coefficient of carbon dioxide in milk as function
of the gas flow rate at 40�C and 5.0MPa. Stirrer speed: ~ 200min�1
and ’ 300min�1.

ARTICLE IN PRESS
0%
20%
40%
60%
80%
100%
0 0.5 1 1.5 2 2.5 3 3.5
Particle size (mm)
Cu
mu
lati
ve u
nd
ersi
ze
Fig. 5. Typical cumulative undersize distributions in batch precipita-
tion with carbon dioxide: ~ Stirrer speed 450min�1, Gas flow
rate 22 kg h�1; ’ 200min�1, 16 kg h�1; m 300min�1, 22 kg h�1;
300min�1, 10 kg h�1, : 200min�1, 22 kg h�1.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0 5 10 15 20 25 30
Flow CO2 (kg h-1)
Mea
n p
arti
cle
size
(m
m)
Fig. 6. Mean particle sizes of casein precipitate produced batch wise at
various stirrer speeds and flow rates of the either isothermal gaseous
carbon dioxide (closed symbols) or cooled (18�C) liquid carbon
dioxide (open symbols). Stirring speed~ 200min�1; ’ 300min�1 and
m 450min�1.
G.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697692
upon coagulation of the casein, the slope of the pHsuddenly changed, which could be related to the lowerconcentration of buffering components in solution.After precipitation only the whey components arepresent to buffer the added acid, causing the pH todrop faster.Doing the same here, it was found that the inflection
in the pH curve could not be attributed to the reductionin the buffering alone. Actually, the reduction in bufferindex had only a small effect on the pH, because the pHchanges relatively slowly to the end of the acidification.The inflection must therefore be caused by anotherfactor, most probably being a change in the masstransfer rate. It was estimated that the mass transfercoefficient increased after precipitation with a factor1.5–2.0. The increase can be due to a reduction of theviscosity after the precipitation has occurred or to thepresence of the particles interacting with gas bubbles.
4.5. Influence of acidification rate and power input on the
particle size
4.5.1. Precipitation using carbon dioxide
Series of experiments were done in which theacidification rate and power input were varied via thegas flow rate and the stirring speed. In these experimentssparging of the gas was stopped during the aging periodof 10min. Fig. 5 shows some typical cumulative particlesize distributions. Similar to acidification with sulphuricacid (Hofland et al., 2003), the particle size distributionswere generally best described using a log-normaldistribution. For larger particles, in some cases theRosin–Rammler distribution fitted better. The normaldistribution performed significantly less well and alsothe Gamma distribution was less suitable. The meanparticle sizes resulting from the series are plotted as afunction of the gas flow rate (Fig. 6).Upon an increase of the gas flow, the particle size
increases until it reaches a maximum. Beyond themaximum, the particle size remains constant or slightlydecreases. Increasing the stirrer speed between 200 and450min�1 generally caused the size of the particles todecrease. At intermediate gas flow rates, the particles ofthe 300min�1 experiments were larger than at200min�1, though. Decreasing the stirrer speed to100min�1 even gave much smaller particles. Stagnantregions were observed during the precipitation, even atthe level of the stirrer, due to gelation. The maximummean particle size was around 1.25mm at 200min�1 and0.9mm at a stirrer speed 300min�1. The decrease inparticle size with increasing stirring speed shows that thebreak-up of the particles during the acidification andaging periods is predominant over the aggregation ofparticles which rate increases at higher stirrer speeds aswell (Bhaskar, Campanella, & Munro, 1993).
Comparing the curves for 200 and 300min�1, the gasflow rate needed to reach the plateau value, decreaseswith the stirring speed as well. The corresponding gasflow rates were 18 and 12 kg h�1, respectively. The timesrequired for acidification to pH 4.9 at these gas flowrates were 450 and 120 s, respectively. The efficiency ofthe mass transfer, defined as ratio of the transferred CO2
and supplied CO2 gas, is then 16% and 81%, whichillustrates the strong influence of stirring on thedispersion of the gas. It was tested whether the additionof cold liquid carbon dioxide led to a change in theparticle size. To maintain the precipitation temperatureat 40�C, the initial temperature of the milk was raised to44�C. No substantial difference was, however, found for

ARTICLE IN PRESS
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
0 5 10 15 20
Acidification time (min)
Mea
n p
arti
cle
size
(m
m)
Fig. 7. Mean particle sizes of casein precipitated with a 0.5M
sulphuric acid solution at 40�C at various acidification times in a 1-
L (J) and a 10-L vessel (&). Aging period: 10min. Stirring rates: 500
and 300min�1, respectively. Power input: 0.035 and 0.039Wkg�1,
respectively.
G.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697 693
this procedure and the normal procedure using gaseouscarbon dioxide.Large gas flow rates bring about several unwanted
phenomena, such as foam formation and flooding.Through the upper sight glass, it was observed that foamwas formed at all investigated gas flow rates. At a stirringrate of 200min�1, the foam became problematic whengas flow rates were above 20kg h�1 (B1.0mms�1), andparticularly above 26kg h�1 (B1.3mms�1). At thesehigh gas flow rates, significant amounts of froth weredischarged from the vessel via the gas exit. At 300 and450min�1, foaming became only problematic at the endof the acidification. At the start of the acidification, mostof the carbon dioxide is taken up by the liquid. As aconsequence the exit gas flow was much lower than in gasinput flow. The observed flooding behaviour correspondswith the correlation of Nienow et al. (1985), despite theabsence of baffles in this study. For 200min�1 the criticalgas flow rate was calculated to be 32kg h�1; for300min�1 110 kg h�1 (Eq. (5)).Apart from flooding, a certain degree of segregation
was visible via the sight glasses at stirring rates of 200and 300min�1. According to Zwietering’s equation(Zwietering, 1958), the minimum stirring rate forcomplete clearance of the bottom was 362min�1 in caseof 1mm particles and 262min�1 in case of 0.2mmparticles. Consequently, the range of operation hereapplied is not optimal, where settling is concerned.
4.5.2. Comparison of carbon dioxide and sulphuric acid
as precipitants
4.5.2.1. Scaling up precipitation using sulphuric acid. Theparticle sizes obtained for the carbon dioxideprecipitation of casein and conventional mineral acidprecipitation were compared. The influence of thevarious process variables of the mineral acid precipita-tion was investigated previously on the basis of experi-ments in a 1-L stirred vessel (Hofland et al., 2003). Inthose investigations the large influence of the acidifica-tion rate on the particle size was demonstrated. To avoidinterference of scale effects, mineral acid precipitationexperiments were performed in the 10-L vessel. Fig. 7shows the results of particle size analysis of sulphuricacid precipitation at both scales. The comparison isfacilitated by the fact that the average specific powerinput by the stirrer (e) was kept practically constant(34mWkg�1 in the 1-L vessel versus 39mWkg�1 inthe 10-L vessel) in the series of experiments. Thespecific power input is often used as a scale-upcriterion, particularly in particle formation, because ofits relation with the shear rate (G), an importantparameter in precipitation kinetics (S .ohnel & Garside,1992)
G ¼
ffiffiffien
r: ð11Þ
In strongly precipitating systems, the viscosity of theslurry cannot be assumed to be constant. Kim andKinsella (1989) found the apparent dynamic viscosity torise to 8 mPa s in a viscosimeter. We found in similarexperiments transient values up to 18 mPa. The viscositymay however conceivably be assumed to change in asimilar way at different process scales when the powerinput is constant.Other scale-up criteria such as the Reynolds number
and the tip speed of the impeller can inevitably not bekept constant simultaneously with the power input. Atthe 1- and 10-L scales, Reynolds numbers were 1.1� 104
and 4.2� 105, respectively. The values of the tip speedwere 0.94–1.4m s�1, respectively.Comparing the mean particle sizes as a function of the
acidification time, the period in which the acid solutionwas added, similar trends can be observed (Fig. 7).Upon increase of the acidification time, or decrease ofthe acidification speed, the mean particle size decreases.The particle size in the large vessel is however smallerthan in the small vessel at all acidification times. Thecurve seems to be shifted to smaller acidification times.This shows the imperfection of the average power inputas a scale-up criterion. Cause of the shift could berelated to the higher tip speed and the longer macro-mixing time when scaling up using a constant powerinput. This may have led to increased break-up near thestirrer and a slower acidification at locations far fromthe stirrer.Our findings contradict with those of Jablonka and
Munro (1985, 1986a, b, 1987) who found larger particlesat a larger scale. They however give no information onthe equipment and the hydrodynamic conditions, whichcould well be different at the various scales theyinvestigated.

ARTICLE IN PRESS
0
0.5
1
1.5
2
0 0.01 0.02 0.03 0.04
-∆pH∆t(s-1)
Mea
n p
arti
cle
size
(m
m)
Fig. 8. Mean particle size versus the experimentally measured
acidification rate between pH 5.1 and 4.9. Stirring speed:~ 200min�1
CO2; ’ 300min�1, CO2; m 450min�1, CO2; B 200min�1, H2SO4; &
300min�1, H2SO4; J 500min�1, 1-L vessel, H2SO4.
G.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697694
The width of the distributions also becomes smaller asthe acidification time increases. Relative to the particlesize, the deviation however hardly decreased. The valuesranged between 0.8 and 0.7 for acidification timesbetween 3 and 8min. Remarkably, the relative standarddeviation was smaller when only 1min of aging wasapplied. The values then ranged between 0.7 and 0.6.
4.5.2.2. Precipitation using carbon dioxide. Comparingthe carbon dioxide induced precipitation with sulphuricacid induced precipitation is not simple, because theexact precipitation kinetics are not known. To investi-gate the influence of the acidification rate, one couldcalculate the time required for acidification with carbondioxide just as for mineral acid precipitation. This is notinformative though, due to the differences in the shapesof the pH profiles. Carbon dioxide induced acidificationexhibited a strong decrease in pH at the start of theexperiment, followed by a more gradual decrease whentime proceeded (Fig. 3). Sulphuric acid acidification at aconstant addition rate had a more linear profile (Hof-land et al., 2003). Restricting the pH range to the rangein which the actual precipitation occurs reduces thiseffect. Casein precipitates already between pHB5.1–4.9,irrespective of the final pH. In order to compare thecarbon dioxide induced precipitation with sulphuric acidinduced precipitation, the rate of change of the pH inthis precipitation region was calculated for bothprecipitants. The rate of change in pH was defined as
�DpHDt
¼4:9� 5:1
tpH 4:9 � tpH 5:1: ð12Þ
Despite the narrowing of the pH range, the rate ofchange of pH was not completely constant within thepH range of interest. The rate was typically a factor 2higher at pH 5.1 than at pH 4.9.Fig. 8 shows the mean particle size as a function of
this rate of change of pH both for the carbon dioxideand the sulphuric acid experiments. Also the sulphuricacid experiments in the 1-L set-up were added in thisfigure. A strong increase in the mean particle size isobserved at increasing rate of change of pH, for all seriesbetween 0 and 0.01 s�1. The increase of the particle sizestarts at lower values when the stirring speed is low. Thiscan be explained by the large influence of the stirringspeed on the break-up. The curves for sulphuric acidprecipitates and carbon dioxide precipitates are closetogether at low acidification rates. At high acidificationrates, however, the carbon dioxide curves level offwhereas the sulphuric acid curves remain to increase.The deviations can be explained by the pH limitation
in the carbon dioxide experiments. At low and moderateacidification rates during sulphuric acid precipitation,the particles completely develop in a time frame in whichpH is between 5.1 and 4.9. Further decrease of the pHthen hardly influences the particle size (Hofland et al.,
2003). In the carbon dioxide experiments, the behaviouris similar at these conditions. At high acidificationrates—that is, higher precipitant flow rates—the timefor development of the particle size distribution is shortrelative to the rate of change of pH. Consequently alsothe lower pH range attribute to the particle formation.From experiments by Bringe and Kinsella (1990), it isknown that the aggregation rate strongly increases withpH. As pH values below 4.9 are difficult to be reachedwith carbon dioxide, further particle growth will onlyoccur for sulphuric acid precipitation. Limitation of theparticle size in carbon dioxide precipitation may be seenas a nuisance in case large particle sizes are desired butcan conversely be interesting in preventing the forma-tion of large lumps that are difficult to wash. Thelimitation may be strengthened by the absence of localovershoots in the pH in carbon dioxide inducedprecipitation. At high acidification rates, the acidifica-tion time is of the same order of magnitude as themixing time. In sulphuric acid precipitation, this meansthat local overshoots in the acid concentration will bepresent which influences the precipitation.
4.6. Influence of acidification rate and power input on
other product characteristics
4.6.1. Solids content
The solids content of the precipitate was measuredfrom the filtered sample for the series of 200 and300min�1 at 40�C. Experimental values are plotted as afunction of the rate of acidification in Fig. 9.The solids content for carbon dioxide precipitates
appears to be much higher than that for the sulphuricacid precipitates. Whereas the sulphuric acid precipitate

ARTICLE IN PRESS
0%
10%
20%
30%
40%
50%
0 0.005 0.01 0.015 0.02
-∆ pH/∆ t (s-1)
So
lids
con
ten
t
Fig. 9. Solids content of carbon dioxide precipitated casein as a
function of the rate of acidification. Stirring speed: ~ 200min�1, and
’ 300min�1.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 0.5 1 1.5
Mean particle size (mm)
Min
eral
co
nce
ntr
atio
n in
wh
ey(g
kg
-1)
Ca
P
Fig. 10. Calcium and phosphorus concentrations in whey after
precipitation with carbon dioxide versus the mean particle size.
Stirring speed: ~ 200min�1; B 200min�1, liquid CO2; ’ 300min�1;
m 450min�1. Dotted lines indicate the concentrations after complete
release from the precipitate. Solid lines indicate the general trends.
G.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697 695
gave between 15% and 25%, carbon dioxide precipitatereaches up to 40% dry weight.The difference in solids content can for the largest
part be attributed to the differences in the wheyseparation technique. The sulphuric acid precipitatewas separated from the whey using a metal screen of0.1mm, using gravity as the driving force. Simplysucking out remaining whey in case of sulphuric acidprecipitation using tissue paper, however, increased thesolids content to about 30%. When the filtration isperformed at high pressure, a similar action takes placeduring the depressurization of the filter. During pressurerelease dissolved carbon dioxide will evaporate andreplace the whey in the voids between the particles. Theeffect of this action appears to be quite high. Note thatno extra carbon dioxide was led over the filter as adrying medium.It is difficult to draw conclusions of the influence of
the rate of acidification due to the scatter of the data. Anextra complication was that the mass of wet precipitateon the filter was not constant in the experiments andcorrelated with the measured solids content: the higherthe wet mass the higher the measured solids content.
4.6.2. Calcium phosphate release
Fig. 10 shows the effect of the process conditions in themineral concentrations in the whey after precipitationwith carbon dioxide. The data are plotted against theparticle diameter, to illustrate the strong correla-tion between the two particle characteristics. The calciumand phosphorus concentrations in the whey rangebetween 0.85–1.24 and 0.60–0.73 g kg�1. The calciumcontent in the unwashed casein is then calculated as6–18 g kg�1. Calcium and phosphate releases to the wheyare larger for smaller particle sizes due tothe larger surface and the shorter path that has to becovered by diffusion. The stirring rate as such does not
seem to effect the mineral concentrations, which indicatesthat the stirrer speed did not influence the internalstructure of the particles to a great extent. Surprisingly,the use of liquid carbon dioxide led to higher calcium andphosphate concentrations in the whey.Jablonka and Munro (1986a, b) also found a strong
correlation between particle size and calcium retentionand also particle strength and calcium retention. Theysuggested that the calcium causes the particles tobecome larger and stronger. The results here suggestthat it is the increased particle size that is causing theincreased calcium retention.
5. Conclusions
The dynamics of the carbon dioxide precipitationprocess was analysed via a characteristic time analysisand via experiments. The mass transfer of the carbondioxide from gas to liquid phase is often limiting theoverall rate of the precipitation process and thereforedeterminative for the precipitate characteristics. Stronginfluence of the gas flow rate and stirring rate wereobserved for the mass transfer efficiency of the suppliedgas, the resulting acidification rate and the particle size.The mass transfer rate appears to increase when thecasein precipitated.At low acidification rates, the trends in the mean
particle size for precipitation with carbon dioxide andsulphuric acid were similar. At higher acidification rates,the particle size was restricted using carbon dioxide.This is thought to be a consequence of the limitation ofthe pH and the slow acidification at the end of theprocess when the solution became more and more

ARTICLE IN PRESSG.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697696
saturated with carbon dioxide. Addition of carbondioxide gas after the acidification had completedresulted in flotation of the casein particles.High solids contents were obtained for the filtrated
precipitate in the carbon dioxide experiments. It isthought that dissolved gas displaces the whey betweenthe particles during depressurisation, resulting a rela-tively dry product. The casein precipitated with carbondioxide retained more calcium than casein precipitatedwith mineral acids. The calcium content of theprecipitate strongly correlated with the particle size.
Acknowledgements
Dr. ir. Rob Van der Lans is gratefully acknowledgedfor his comments and discussions.
Appendix A
An often used set of equations for the calculation ofthe kla are the equations of Calderbank (1958).
kl ¼ 0:42 � Sc�1=2Zl � g
rl
� �1=3
; ðA:1Þ
where Sc is the Schmidt number (Zl/(rl Di)), Zl the liquidviscosity, rl the liquid density, Di the diffusioncoefficient of the transferred component i, g is thegravitational acceleration.
a ¼ 1:44 �Pg
Vl
� �0:4
�r0:2ls0:6
�ug
us
� �0:5
�rgrl
� �0:16
; ðA:2Þ
where Pg is the gassed power input, Vl the liquid volume,s the interfacial tension, ug the superficial velocity and usthe terminal velocity of a single gas bubble and rg thegas density.Eq. (A.2) has been adapted by adding a factor
ðrg=rlÞ0:16; according to Sridhar and Potter (1980) to
incorporate the effect of pressurized (dense) gases.The gassed power input can be calculated using the
equation of Hughmark (1980).
Pg ¼ 0:1 �fg
N Vl
� ��1=4
�N2d4
i
g hi V2=31
!�1=5
�Ps; ðA:3Þ
where fg is the gas flow rate, N is the stirring speed, di isthe impeller diameter and hi is the height of the impellerblades, Ps is the ungassed power input by the stirrer.
Pg ¼ NP � rl � N3 � d5i : ðA:4Þ
The following values were used in the calculation ofthe characteristic times.rg=122 kgm�3
rl=1026 kgm�3
Z = 10�3 kgm�3
s=0.03 kg s�2
D=1.8� 10�9m2 s�1
Vl=10.9 Ldi=0.09mdt=0.24mNp=0.62/0.52 (at 200min�1/300min�1)us=0.265m s�1
Fg=15 kg h�1
References
Amigo, L., Olano, A., & Calvo, M. M. (1995). Preservation of
raw milk with CO2. Zeitschrift f .ur Lebensmittel-Untersuchung
und -Forschung, 200, 293–296.
Bhaskar, G. V., Campanella, O. H., & Munro, P. A. (1993). Effect of
agitation on the coagulation time of mineral acid casein curd:
Application of Smoluchowski’s Orthokinetic aggregation theory.
Chemical Engineering Science, 48, 4075–4080.
Bringe, N. A., & Kinsella, J. E. (1990). Acidic coagulation of casein
micelles: Mechanisms inferred from spectrophotometric studies.
Journal of Dairy Research, 57, 365–375.
Calderbank, P. H. (1958). Physical rate processes in industrial
fermentation, Part 1: The interfacial area in gas–liquid contacting
with mechanical action. Transactions of the Institute of Chemical
Engineers, 36, 443.
Edwards, T. J., Maurer, G., Newman, J., & Prausnitz, J. M. (1978).
Vapor-liquid equilibria in multicomponent aqueous solutions of
volatile weak electrolytes. AIChE Journal, 24, 966–976.
Gevaudan, S., Lagaude, A., Tarodo de la Fuente, B., & Cuq, J. L.
(1996). Effect of treatment by gaseous carbon dioxide on the
colloidal phase of skim milk. Journal of Dairy Science, 79,
1713–1721.
Hofland, G. W., Berkhoff, M., Van der Wielen, L. A. M., & Witkamp,
G. J. (2003). Dynamics of isoelectric precipitation of casein using
sulphuric acid. AIChE Journal, in press.
Hofland, G. W., De Rijke, A., Thiering, R., Witkamp, G. J., & Van
der Wielen, L. A. M. (2000). Isoelectric precipitation of soybean
protein using carbon dioxide as a volatile acid. Journal of
Chromatography B, 743, 357–368.
Hofland, G. W., Van Es, M., Van der Wielen, L. A. M., & Witkamp,
G. J. (1999). Isoelectric precipitation of casein using high-pressure
carbon dioxide. Industrial and Engineering Chemistry Research, 38,
4919–4927.
Hughmark, G. (1980). Power requirements and interfacial area in gas–
liquid turbine agitated systems. Industrial and Engineering Chem-
istry, Process Design and Development, 19, 638.
Jablonka, M. S., & Munro, P. A. (1985). Particle size distribution and
calcium content of batch-precipitated acid casein curd: Effect of
precipitation temperature and pH. Journal of Dairy Research, 52,
419–428.
Jablonka, M. S., & Munro, P. A. (1986a). Effect of precipitation
temperature and pH on the mechanical strength of batch
precipitated acid casein curd. Journal of Dairy Research, 53, 69–73.
Jablonka, M. S., & Munro, P. A. (1986b). Effect of temperature and
pH on the continuous pilot-scale precipitation of acid casein curd.
New Zealand Journal of Dairy Science and Technology, 21, 111–123.
Jablonka, M. S., & Munro, P. A. (1987). Mechanical properties of
lactic, mineral acid and rennet casein curds from commercial
plants. New Zealand Journal of Dairy Science and Technology, 22,
67–74.

ARTICLE IN PRESSG.W. Hofland et al. / International Dairy Journal 13 (2003) 685–697 697
Jarzebski, A. B., & Malinowski, J. J. (1995). Potentials and prospects
for application of supercritical fluid technology in bioprocessing.
Process Biochemistry, 30, 343–352.
Jordan, P. J., Lay, K., Ngan, N., & Rodley, G. F. (1987). Casein
precipitation using high pressure carbon dioxide. New Zealand
Journal of Dairy Science and Technology, 22, 247–256.
Joshi, J. B., Pandit, A. B., & Sharma, M. M. (1982). Mechanically
agitated gas–liquid reactors. Chemical Engineering Science, 37,
813–844.
Kim, B. Y., & Kinsella, J. E. (1989). Effect of temperature and pH on
the coagulation of casein. Milchwissenschaft, 44, 622–625.
King A, D., & Mabbitt, L. A. (1982). Preservation of raw milk by
addition of carbon dioxide. Journal of Dairy Research, 49, 436–447.
Mezaki, R., Mochizuki, M., & Ogawa, K. (2000). Engineering data on
mixing. Amsterdam: Elsevier Science.
Nienow, A. W., Warmoeskerken, M. M. C. G., Smith, J. M., &
Konno, M. (1985). Fifth European conference on mixing, W .urzberg
Germany 10–12 June 1985, (p.143).
Oyevaar, M. H., Bos, R., & Westerterp, K. R. (1991). Interfacial areas
and gas holdups in gas–liquid contactors at elevated pressures from
0.1 to 8.0MPa. Chemical Engineering Science, 46, 1217–1231.
S .ohnel, O., & Garside, J. (1992). Precipitation; basic principles and
industrial applications. Oxford: Butterworth-Heinemann.
Sridhar, T., & Potter, O. E. (1980). Interfacial areas in gas–liquid
stirred vessels. Chemical Engineering Science, 35, 683–695.
Strange, E. D., Konstance, R. P., Tomasula, P. M., Van Hekken, D.
L., Smith, P. W., Boswell, T. R., Lu, D. P., & Holsinger, V. H.
(1998). Functionality of casein precipitated by carbon dioxide.
Journal of Dairy Science, 81, 1517–1524.
Takahashi, K., & Nienow, A. W. (1992). Effect of gas density on the
power consumption in aerated vessel agitated by a Rushton
turbine. Journal of Chemical Engineering of Japan, 25, 432–434.
Tanaka, M., & Izumi, T. 1987. Gas entrainment in stirred-tank
reactors. Chemical Engineering Research and Design, 65, 195.
Thiering, R., Hofland, G. W., Foster, Witkamp, G. J., & Van der
Wielen, L. A. M. (2001). Fractionation of soybean protein using
carbon dioxide as a volatile acid. Biotechnology and Bioengineering,
73, 1–11.
Tomasula, P. M., Craig, J. C., & Boswell, R. T. (1997). A continuous
process for casein production using high-pressure carbon dioxide.
Journal of Food Engineering, 33, 405–419.
Tomasula, P. M., Craig, J. C., Boswell, R. T., Cook, R. D., Kuranz,
M. J., & Maxwell, M. (1995). Preparation of casein using carbon
dioxide. Journal of Dairy Science, 78, 506–514.
Tomasula, P. M., Parris, N., Yee, W., & Coffin, D. (1998). Properties
of films made from CO2-precipitated casein. Journal of Agricultural
and Food Chemistry, 46, 4470–4474.
Van Eldik, R., & Palmer, D. A. (1982). Effects of pressure on the
kinetics of he dehydration of carbonic acid and the hydrolysis
of CO2 in aqueous solution. Journal of Solution Chemistry, 11,
339–346.
Van’t Riet, K., & Tramper, H. (1991). Bioreactor design. New York:
Marcel Dekker.
Westerterp, K. R., Van Dierendonck, L. L., & De Kraa, J. A. (1963).
Interfacial areas in agitated gas–liquid contactors. Chemical
Engineering Science, 18, 157–176.
Zwietering, T. N. (1958). Suspension of solid particles in liquid by
agitators. Chemical Engineering Science, 8, 244.
Copyright © 2022 FDOKUMEN




















