development of materials for automotive disc brakes - FIPAI
10
Minerva, 4(2): 149-158 DEVELOPMENT OF MATERIALS FOR AUTOMOTIVE DISC BRAKES Omar Maluf Maurício Angeloni Marcelo Tadeu Milan Dirceu Spinelli Waldek Wladimir Bose Filho Automobilistic, Aeronautics and Materials Engineering Department, São Carlos Engineering School, University of São Paulo, São Carlos, SP, Brazil Abstract At the end of the 19th century the development of a brake system for the newly invented automobile vehicles was needed. From that moment on, this equipment, which makes use of several components (the brake disc among them), was developed. It was after the beginning of the Second World War, in 1938, that the brake system technological advance got great impulse due to the aeronautics industry necessity. Historically, the first material used to make brake discs was the gray cast iron, which is a material that fits the requirements it is intended for, such as: good thermal conductivity, good corrosion strength, low noise, low weight, long durability, steady friction, low wear rate, and a good price/benefit ratio. Therefore, for more than one hundred years, a great number of materials were developed with this intention, but the most used until today is the cheap and easily produced gray cast iron. Nowadays, a lot of emphasis has been given to the study of fatigue strength of gray cast iron alloys through modeling to improve the service life of the component. Although this kind of analysis presents meaningful results, experimental works are necessary to validate them, i.e., the component must be studied under real rather than only virtual conditions. Key words: Brake discs; gray cast iron; fatigue; graphite flakes. Introduction It was at the end of the 19 th century, with the development of trains and the beginning of car production, that the necessity of developing a brake mechanism for them emerged. Its purpose is to decelerate a vehicle transforming kinetic energy into thermal energy using friction and dissipating the heat to the atmosphere. The history of automobiles began in 1700 when Nicholas Cugnot convinced the king of France to finance his design of an almost 10-ton vehicle to drag the cannons used then, as see in Figure 1. The vehicle, powered by a steam boiler, reached the speed of 10 km/h. However, the inventor found out, in his first voyage, that he had not thought about how to stop his invention. Thus, the first automobilistic accident we have ever heard of happened, when the heavy car brought a wall down. For this reason, he was parted from the court and died in misery, but his merit cannot be denied. Cugnot’s vehicle is preserved until today in Turin Automobile Museum, in Italy. Figure 1 First known automobile.
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of development of materials for automotive disc brakes - FIPAI

Minerva, 4(2): 149-158
DEVELOPMENT OF MATERIALS FOR AUTOMOTIVE DISC BRAKES 149
DEVELOPMENT OF MATERIALS FORAUTOMOTIVE DISC BRAKES
Omar MalufMaurício Angeloni
Marcelo Tadeu MilanDirceu Spinelli
Waldek Wladimir Bose FilhoAutomobilistic, Aeronautics and Materials Engineering
Department, São Carlos Engineering School, Universityof São Paulo, São Carlos, SP, Brazil
AbstractAt the end of the 19th century the development of a brake system for the newly invented automobile vehicles wasneeded. From that moment on, this equipment, which makes use of several components (the brake disc among them),was developed. It was after the beginning of the Second World War, in 1938, that the brake system technologicaladvance got great impulse due to the aeronautics industry necessity. Historically, the first material used to make brakediscs was the gray cast iron, which is a material that fits the requirements it is intended for, such as: good thermalconductivity, good corrosion strength, low noise, low weight, long durability, steady friction, low wear rate, and a goodprice/benefit ratio. Therefore, for more than one hundred years, a great number of materials were developed with thisintention, but the most used until today is the cheap and easily produced gray cast iron. Nowadays, a lot of emphasis hasbeen given to the study of fatigue strength of gray cast iron alloys through modeling to improve the service life of thecomponent. Although this kind of analysis presents meaningful results, experimental works are necessary to validatethem, i.e., the component must be studied under real rather than only virtual conditions.Key words: Brake discs; gray cast iron; fatigue; graphite flakes.
IntroductionIt was at the end of the 19th century, with the
development of trains and the beginning of car production,that the necessity of developing a brake mechanism forthem emerged. Its purpose is to decelerate a vehicletransforming kinetic energy into thermal energy using frictionand dissipating the heat to the atmosphere.
The history of automobiles began in 1700 whenNicholas Cugnot convinced the king of France to financehis design of an almost 10-ton vehicle to drag the cannons
used then, as see in Figure 1. The vehicle, powered by asteam boiler, reached the speed of 10 km/h. However,the inventor found out, in his first voyage, that he hadnot thought about how to stop his invention. Thus, thefirst automobilistic accident we have ever heard ofhappened, when the heavy car brought a wall down. Forthis reason, he was parted from the court and died inmisery, but his merit cannot be denied. Cugnot’s vehicleis preserved until today in Turin Automobile Museum,in Italy.
Figure 1 First known automobile.

Minerva, 4(2): 149-158
150 MALUF et al.
Around 1886, in Germany, Gotlieb Daimler andCarl Benz would change the history of the world forever,because they created, independently, the first prototypesof internal combustion automobiles. They started to beeffectively produced ten years later. This invention gaverise to the development of several automobile components,and among them was the brake system.
In the United States, in 1890, according to Hughes(1971), the American Elmer Ambrose Sperry invented abrake similar to the present electromagnetic disc (Sperry,1894-6). The disc, known as magnetic brake, was placedin contact with another disc (brake disc) to apply a brakingtorque. The interesting thing is that Sperry noticed thatbraking torque was partially due to the Foucault streamsand partially to the friction between the discs.
According to Nicholson (1995), the inventor of thefirst material used in brake lining was Herbert Frood, in1897. The material was made of cotton impregnated witha bitumen solution and was used in both railway car wheelsand the first automobiles. His invention led to the foundationof Ferodo Company, a firm that produces brake materialsuntil today.
The history records the use of many types of differentmaterial for brakes (friction materials). For instance, woodand leather were used in the brakes of railway cars. Untiltoday, many brake materials have organic based elementssuch as polymers and vegetable fibers.
As a result of railroad transportation development,the brake material technology for high loads and speedswas also developed and the first braking experiences beganto be carried out around the end of the 19th century Figure 2.
One of the first known equipments for braking with discbrakes is credited to the English engineer Frederick WillianLanchester, who patented the product (Clark, 1995; Harper,1998).
In his patent, he describes the disc brake as a metaldisc, leaf shaped rigidly connected to each of the backwheels of the vehicle. It has its borders pressed by a pairof claws to brake.
This period also evidenced the development of newbraking technology. For instance, according to Newcomb& Spurr (1989), Mercedes and Renault companies introducedvariations in their prototypes of what would be the presentdrum brakes in 1903.
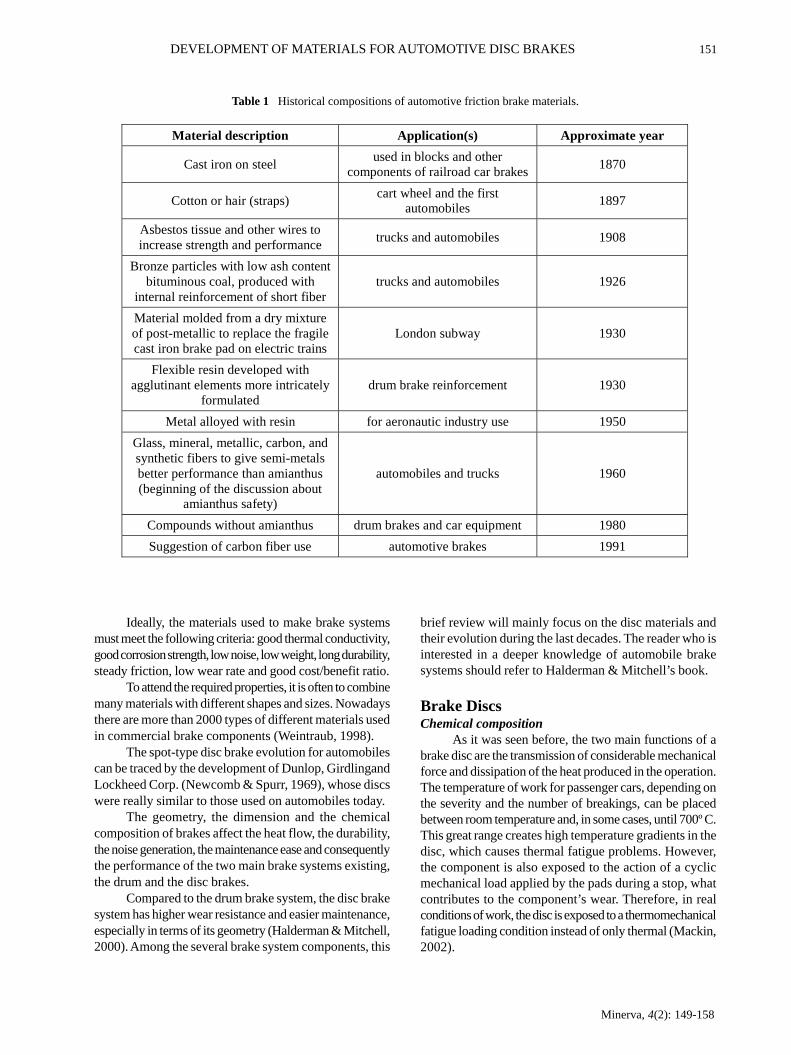
Below, in Table 1, there’s a chronological sequenceof the most common materials used for brakes appearance,according to Nicholson (1995).
It is not necessary to say that Lanchester (1902)and Sperry (1895) first brake designs were substantiallymodified along the 20th century, especially as to the materialsused and performance methods that were improved. Untilthe beginning of the Second World War, in 1938, the brakingsystem development took place slowly and gradually. Later,according to Harper (1998), there was a fast and consistentadvance impelled by aviation industry demand. Clutch-type disc brakes were developed for aircrafts. The contactbetween the pads and the disc takes place in an annulararea, which extends itself over most part of the disc angulararea and it is this contact that generats friction. The conceptis different from the one used today on spot-type discbrakes of passenger cars, where the friction area is theupper medium of the disc.
Figure 2 Test results from the work of Captain D. Galton (1878) using aspecial railroad wheel brake simulator and steel test wheels.
0 10 20 30 40 50 60
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
Friction
coeffic
ient
(0-3
seconds
ofbra
ckin
g)
Speed (mph)
Cast iron brake blocksWrought iron brake blocks
Minerva, 4(2): 149-158
DEVELOPMENT OF MATERIALS FOR AUTOMOTIVE DISC BRAKES 151
Ideally, the materials used to make brake systemsmust meet the following criteria: good thermal conductivity,good corrosion strength, low noise, low weight, long durability,steady friction, low wear rate and good cost/benefit ratio.
To attend the required properties, it is often to combinemany materials with different shapes and sizes. Nowadaysthere are more than 2000 types of different materials usedin commercial brake components (Weintraub, 1998).
The spot-type disc brake evolution for automobilescan be traced by the development of Dunlop, GirdlingandLockheed Corp. (Newcomb & Spurr, 1969), whose discswere really similar to those used on automobiles today.
The geometry, the dimension and the chemicalcomposition of brakes affect the heat flow, the durability,the noise generation, the maintenance ease and consequentlythe performance of the two main brake systems existing,the drum and the disc brakes.
Compared to the drum brake system, the disc brakesystem has higher wear resistance and easier maintenance,especially in terms of its geometry (Halderman & Mitchell,2000). Among the several brake system components, this
brief review will mainly focus on the disc materials andtheir evolution during the last decades. The reader who isinterested in a deeper knowledge of automobile brakesystems should refer to Halderman & Mitchell’s book.
Brake DiscsChemical composition
As it was seen before, the two main functions of abrake disc are the transmission of considerable mechanicalforce and dissipation of the heat produced in the operation.The temperature of work for passenger cars, depending onthe severity and the number of breakings, can be placedbetween room temperature and, in some cases, until 700º C.This great range creates high temperature gradients in thedisc, which causes thermal fatigue problems. However,the component is also exposed to the action of a cyclicmechanical load applied by the pads during a stop, whatcontributes to the component’s wear. Therefore, in realconditions of work, the disc is exposed to a thermomechanicalfatigue loading condition instead of only thermal (Mackin,2002).
Table 1 Historical compositions of automotive friction brake materials.
Material description Application(s) Approximate year
Cast iron on steel used in blocks and other components of railroad car brakes 1870
Cotton or hair (straps) cart wheel and the first automobiles 1897
Asbestos tissue and other wires to increase strength and performance trucks and automobiles 1908
Bronze particles with low ash content bituminous coal, produced with
internal reinforcement of short fiber trucks and automobiles 1926
Material molded from a dry mixture of post-metallic to replace the fragile cast iron brake pad on electric trains
London subway 1930
Flexible resin developed with agglutinant elements more intricately
formulated drum brake reinforcement 1930
Metal alloyed with resin for aeronautic industry use 1950 Glass, mineral, metallic, carbon, and synthetic fibers to give semi-metals better performance than amianthus (beginning of the discussion about
amianthus safety)
automobiles and trucks 1960
Compounds without amianthus drum brakes and car equipment 1980 Suggestion of carbon fiber use automotive brakes 1991
Minerva, 4(2): 149-158
152 MALUF et al.
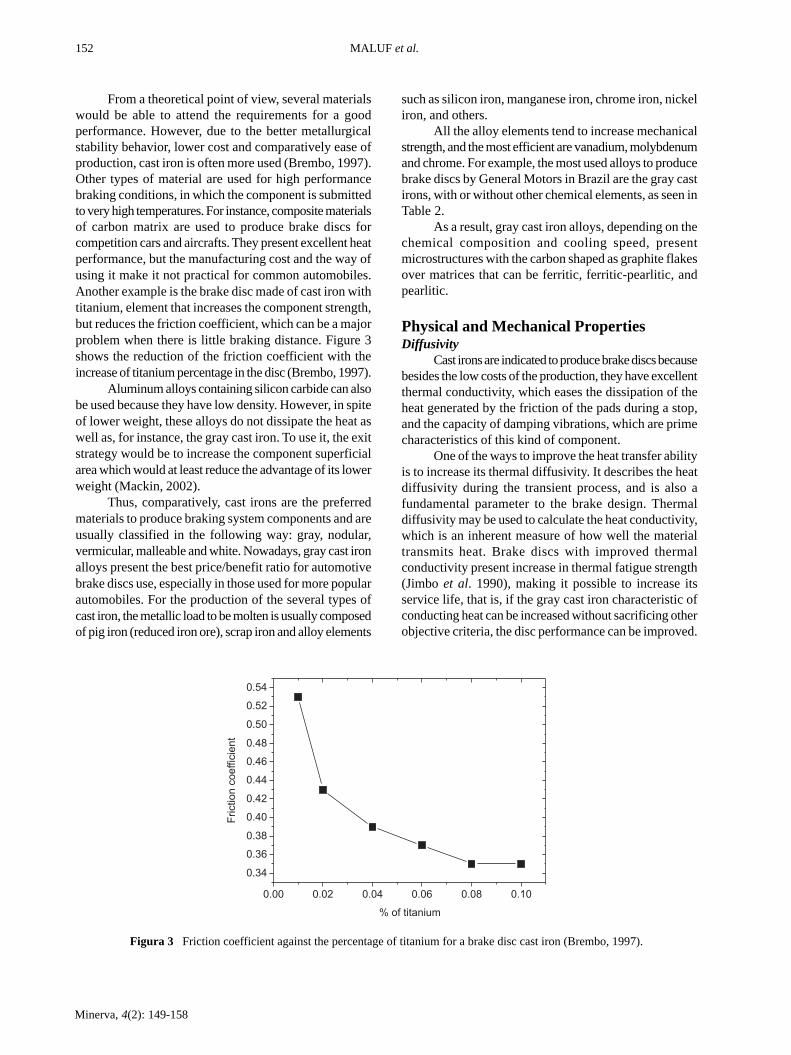
From a theoretical point of view, several materialswould be able to attend the requirements for a goodperformance. However, due to the better metallurgicalstability behavior, lower cost and comparatively ease ofproduction, cast iron is often more used (Brembo, 1997).Other types of material are used for high performancebraking conditions, in which the component is submittedto very high temperatures. For instance, composite materialsof carbon matrix are used to produce brake discs forcompetition cars and aircrafts. They present excellent heatperformance, but the manufacturing cost and the way ofusing it make it not practical for common automobiles.Another example is the brake disc made of cast iron withtitanium, element that increases the component strength,but reduces the friction coefficient, which can be a majorproblem when there is little braking distance. Figure 3shows the reduction of the friction coefficient with theincrease of titanium percentage in the disc (Brembo, 1997).
Aluminum alloys containing silicon carbide can alsobe used because they have low density. However, in spiteof lower weight, these alloys do not dissipate the heat aswell as, for instance, the gray cast iron. To use it, the exitstrategy would be to increase the component superficialarea which would at least reduce the advantage of its lowerweight (Mackin, 2002).
Thus, comparatively, cast irons are the preferredmaterials to produce braking system components and areusually classified in the following way: gray, nodular,vermicular, malleable and white. Nowadays, gray cast ironalloys present the best price/benefit ratio for automotivebrake discs use, especially in those used for more popularautomobiles. For the production of the several types ofcast iron, the metallic load to be molten is usually composedof pig iron (reduced iron ore), scrap iron and alloy elements
such as silicon iron, manganese iron, chrome iron, nickeliron, and others.
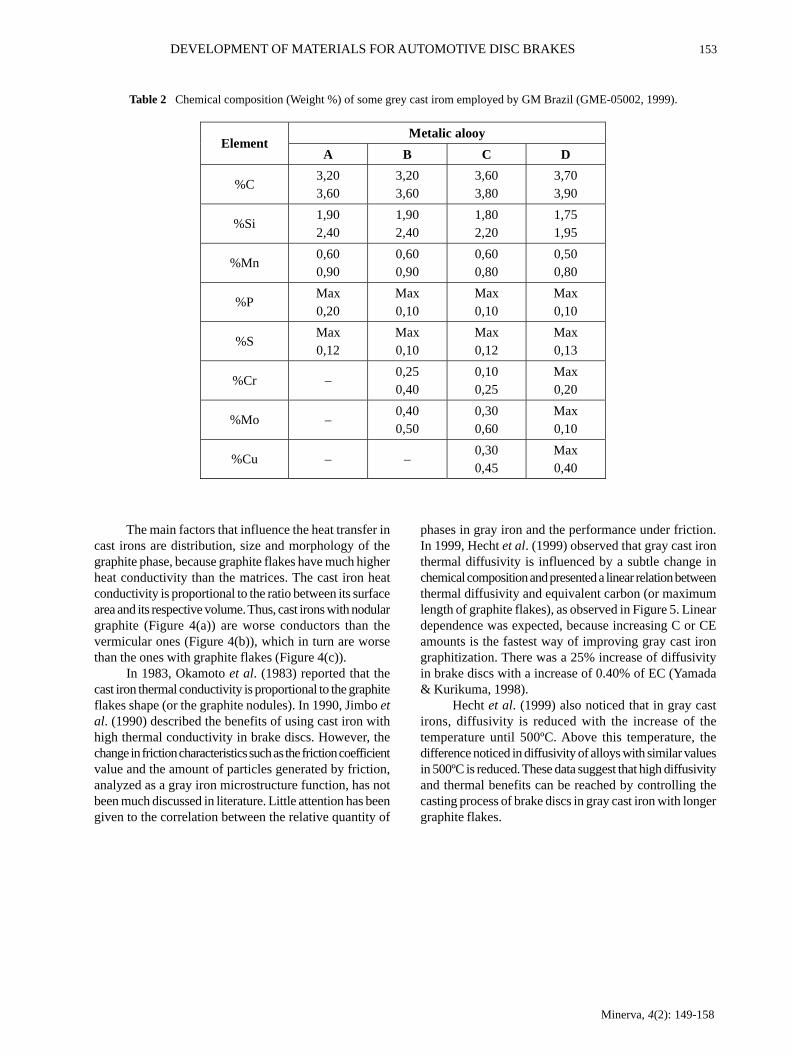
All the alloy elements tend to increase mechanicalstrength, and the most efficient are vanadium, molybdenumand chrome. For example, the most used alloys to producebrake discs by General Motors in Brazil are the gray castirons, with or without other chemical elements, as seen inTable 2.
As a result, gray cast iron alloys, depending on thechemical composition and cooling speed, presentmicrostructures with the carbon shaped as graphite flakesover matrices that can be ferritic, ferritic-pearlitic, andpearlitic.
Physical and Mechanical PropertiesDiffusivity
Cast irons are indicated to produce brake discs becausebesides the low costs of the production, they have excellentthermal conductivity, which eases the dissipation of theheat generated by the friction of the pads during a stop,and the capacity of damping vibrations, which are primecharacteristics of this kind of component.
One of the ways to improve the heat transfer abilityis to increase its thermal diffusivity. It describes the heatdiffusivity during the transient process, and is also afundamental parameter to the brake design. Thermaldiffusivity may be used to calculate the heat conductivity,which is an inherent measure of how well the materialtransmits heat. Brake discs with improved thermalconductivity present increase in thermal fatigue strength(Jimbo et al. 1990), making it possible to increase itsservice life, that is, if the gray cast iron characteristic ofconducting heat can be increased without sacrificing otherobjective criteria, the disc performance can be improved.
Figura 3 Friction coefficient against the percentage of titanium for a brake disc cast iron (Brembo, 1997).
0.00 0.02 0.04 0.06 0.08 0.10
0.34
0.36
0.38
0.40
0.42
0.44
0.46
0.48
0.50
0.52
0.54
Friction
coeffic
ient
% of titanium
Minerva, 4(2): 149-158
DEVELOPMENT OF MATERIALS FOR AUTOMOTIVE DISC BRAKES 153
The main factors that influence the heat transfer incast irons are distribution, size and morphology of thegraphite phase, because graphite flakes have much higherheat conductivity than the matrices. The cast iron heatconductivity is proportional to the ratio between its surfacearea and its respective volume. Thus, cast irons with nodulargraphite (Figure 4(a)) are worse conductors than thevermicular ones (Figure 4(b)), which in turn are worsethan the ones with graphite flakes (Figure 4(c)).
In 1983, Okamoto et al. (1983) reported that thecast iron thermal conductivity is proportional to the graphiteflakes shape (or the graphite nodules). In 1990, Jimbo etal. (1990) described the benefits of using cast iron withhigh thermal conductivity in brake discs. However, thechange in friction characteristics such as the friction coefficientvalue and the amount of particles generated by friction,analyzed as a gray iron microstructure function, has notbeen much discussed in literature. Little attention has beengiven to the correlation between the relative quantity of
phases in gray iron and the performance under friction.In 1999, Hecht et al. (1999) observed that gray cast ironthermal diffusivity is influenced by a subtle change inchemical composition and presented a linear relation betweenthermal diffusivity and equivalent carbon (or maximumlength of graphite flakes), as observed in Figure 5. Lineardependence was expected, because increasing C or CEamounts is the fastest way of improving gray cast irongraphitization. There was a 25% increase of diffusivityin brake discs with a increase of 0.40% of EC (Yamada& Kurikuma, 1998).
Hecht et al. (1999) also noticed that in gray castirons, diffusivity is reduced with the increase of thetemperature until 500ºC. Above this temperature, thedifference noticed in diffusivity of alloys with similar valuesin 500ºC is reduced. These data suggest that high diffusivityand thermal benefits can be reached by controlling thecasting process of brake discs in gray cast iron with longergraphite flakes.
Table 2 Chemical composition (Weight %) of some grey cast irom employed by GM Brazil (GME-05002, 1999).
Metalic alooy Element
A B C D
%C 3,20 3,60
3,20 3,60
3,60 3,80
3,70 3,90
%Si 1,90 2,40
1,90 2,40
1,80 2,20
1,75 1,95
%Mn 0,60 0,90
0,60 0,90
0,60 0,80
0,50 0,80
%P Max 0,20
Max 0,10
Max 0,10
Max 0,10
%S Max 0,12
Max 0,10
Max 0,12
Max 0,13
%Cr – 0,25 0,40
0,10 0,25
Max 0,20
%Mo – 0,40 0,50
0,30 0,60
Max 0,10
%Cu – – 0,30 0,45
Max 0,40

Minerva, 4(2): 149-158
154 MALUF et al.
Figure 4 (a) Pearlitic ductile cast iron showing the “bull’s eye” structure, which consists of graphite nodules surrounded by freeferrite (white). Etching: Nital 2% (Milan et al., 2004). (b) Vermicular cast iron. Etching: Nital 2% (Milan et al., 2004). (c)
Pearlitic matrix gray cast iron depicting several graphite flakes. Etching: Nital 2% (Milan et al., 2004).
Figure 5 Room temperature thermal diffusivity increases as a function ofcarbon equivalent (CE), where CE = %C + 1/3(%Si + %P) (Hecht et al., 1999).
The solidification rate influences the morphologyof graphite flakes, so different configuration in castingmolds, such as the number of cores, type of molding sandand process or new component design can modify, evenif just a little, graphite flakes morphology. Knowing howgraphite morphology influences the heat transfer, it is possibleto analyze how a process variation during casting the discscan change their performances, because as it was seenbefore, an important three-dimensional property for heattransfer is the graphite superficial area/volume ratio.Nowadays there are computer programs capable of measuringmorphological parameters of graphite flakes analyzingtwo dimensional images, dividing the perimeter (P) bythe area (A) enclosed by it, as seen in Figure 6. It is alsoknown that the longer the length of the flakes, the higherthe diffusivity and conductivity (Hecht et al., 1999).
Abrasion strengthThe diffusivity value on ferrite phase is higher than
the one presented by the pearlitic microstructure. Thus,it could be concluded that best iron alloy to brake discsproduction would be a gray iron presenting longer graphiteflakes on a ferritic matrix.
This is not true because the matrix type influencesdiffusivity just a little (Fitzgeorge & Pope, 1959; Omerod,1978) and the disc must present good mechanical strength,especially regarding abrasion.
This is why most brake discs used in passenger carsare produced with cast irons whose microstructure presentsgraphite flakes on pearlitic matrix. Pearlite, consisting ofintercalated lamellae of ferrite phase and cementite phase(Fe3C), results in a matrix with higher mechanical strength(Omerod, 1978).
(a) (b) (c)
100 m� 40 m� 40 m�
4.10 4.15 4.20 4.25 4.30 4.35 4.40 4.45 4.50 4.550.15
0.16
0.17
0.18
0.19
0.20
Therm
aldiffu
siv
ity
(cm
³/sec)
Carbon equivalent (%)
Brake rotor samples
Cast iron slug samples

Minerva, 4(2): 149-158
DEVELOPMENT OF MATERIALS FOR AUTOMOTIVE DISC BRAKES 155
To avoid producing the components from gray castiron alloys with identical chemical composition and differentmechanical properties, it is necessary that the solidificationrate is the same, so that the microstructure is not modified.As a consequence, molding, fusion and casting parametershave to be strictly controlled at every new production.
If the chemical composition is modified by meansof adding alloy elements, the mechanical properties willbe changed. In other words, to modify mechanical properties,two factors are really important: cooling speed and chemicalcomposition.
Despite being possible to produce good quality castirons without adding alloy elements, just controlling thecarbon, silicon and manganese contents and the productiontechnique, it is usual to add alloy elements to obtain notonly higher strengths with higher equivalent carbon, butalso because microstructures are less susceptible to thicknessvariation of the parts. Practically all alloy elements tendto increase the tensile and toughness strength, and themost efficient to gray cast iron are manganese, vanadium,molybdenum, chrome and copper. Manganese promotesthe pearlitic microstructure formation, increasing mechanicalstrength and toughness; vanadium is a strong pearlite formerand graphite refiner; molibdenum increases mechanicalstrength to heat, creep and corrosion, Cr increases corrosionand abrasion strength and Cu is a strong pearlite stabilizer.
The hardening effect produced by alloy elementsin solid solution in ferrite can be seen schematically inTable 3 (Milan et al., 2004). Notice that despite all elements
Figure 6 Schematic representation showing the parameters defined to characterize graphite flake morfology.A commercial image analysis software program was used to measure the dimensions defined here: P perimeter lengthof graphite shape, A area of graphite shape, L actual length of graphite shape, X major axis of graphite flake shape, Y
minor axis of graphite flake shape (Hecht et al., 1999).
increase the alloy strength, the ones that form interstitialsolid solution have a stronger effect than the substitutionalones.
Besides the direct way, by forming a solid solutionand second-phase precipitates, alloy elements can indirectlyact upon the increase in strength through grain refining,dessulfuring or globulizing sulfides, stabilizing carbides,degasifying and also increasing the material hardenability.
Table 3 Solid solution hardening effect of alloying elementsin ferrite phase. The arrow points to an increasing effect
(Milan et al., 2004).
Element Hardening effect C, N
P Si Ti Al Cu Mn Mo V Ni Cr
P
A
X
L
Y

Minerva, 4(2): 149-158
156 MALUF et al.
Rhee et al. (1972) pointed that a change in the discchemical composition affected very strongly both mechanicalproperties and the lining/disc wear rates. Libsch & Rhee(1979) related the effects of variation in chemical compositionupon the disc. They showed that small changes on alloyelements level changed the lining and disc wear level.Anderson (1992) stated that thin graphite flakes reducelining and disc wear. Zhang et al. (1993) studied cast irontriblological properties in terms of phosphorus concentrationand graphite morphology and observed that cast iron withphosphorus and compact (or vermicular) graphitemorphology presented high friction coefficient and lowmass loss due to wear. Cho et al. (2003) investigated graycast iron features regarding phase quantities, graphite andferrite, and the microconstituent pearlite, controlling themicrostructure by the carbon quantity variation (equivalentcarbon) and cooling speed. They noticed the free ferritequantity and the pearlite quantity in the gray iron disc donot affect the friction coefficient. Additionally, they observeda friction coefficient increase with a higher graphite areapercentual.
FatigueIt is known that the brake disc form and physical
properties can affect the braking performance and causeproblems such as vibration, material loss during the stopand noise (Metzler, 1990; Rhee, 1972). This happens becausegray cast iron physical properties, such as thermalconductivity, vibration weakening, thermal expansioncoefficient and the specific heat, change according to thephases present in gray cast iron (Chapman & Mannion,1982).
In the last decades, great attention has been givento improve brake discs performance concerning its behaviorwhen there is friction with the brake pads. This great effortled to materials development, such as: non-ferrous copperalloys, aluminum matrix composites and, nowadays, carboncomposites (Wycliffe, 1993; Rhee, 1970).
However, gray cast iron is still very used in automobiledisc brakes because, as mentioned earlier, besides havinggood physical and mechanical properties, it is cheap andeasily produced. Nevertheless, a more detailedcharacterization of these alloys is necessary, especiallyconcerning the wear strength to determine which one ofthem is more appropriate to braking because, with trucksand passenger cars performance improvement, there is agrowing increase of the demand for brake discs technologicalimprovement.
Because it is, perhaps, the most important piece ofthe disc brake system, the brake disc is submitted to threetypes of fatigue: thermal, where the component is onlysubmitted to abrupt temperature variations with no load;isothermal, where the temperature is stable and the load,variable; and thermomechanical (in or out-of-phase), where
temperature and load are changeable. The most important,for representing better the conditions the disc is submittedto during the braking process, is the out-of-phasethermomechanical fatigue, where the maximum load isapplied when the temperature is the lowest possible andvice-versa.
The discs exposed to high thermal stresses requirematerials that offer better strength to thermal fatigue. Inthese cases, gray cast irons with nickel, chrome andmolybdenum have been used (Yamabe et al., 2002), asthe ones used by General Motors, for example, whichposses 12% nickel, more chrome and molybdenum(Sakamoto et al., 1993). However, the disadvantage ofthese alloys is, without a doubt, the high cost.
Yamabe et al. (2002) studied the possibility ofproducing truck discs with a cheaper cast iron alloy withhigh thermal fatigue strength. They used prototypes ofdifferent alloys with variable quantities of elements andsome of them had cerium inoculated. They verified theconnection between the material thermal fatigue strength,its physical and mechanical properties, and its correspondingmicrostructure. They noticed that the higher graphite quantityis distributed on a matrix with refined grains, the lowerthe crack propagation rate is, and that the number of graphiteflakes increases with nickel addition and some ceriuminoculation. They also observed that the thermal fatiguelimit is not severely affected by the number of cycles beforethe beginning of the crack, but after it. From this survey,a low cost brake discs alloy was developed, equivalent tothe one used nowadays.
ConclusionIt is noticed that, historically, despite all the evolution
that took place during the 20th century, brake discs ofautomobile vehicles are still produced with the centennialand very cheap gray cast iron, which still offers the bestprice/benefit ratio, even after receiving some alloy elementsaddition.
From the technological point of view, along the timea great number of experiments were accomplished, especiallyafter 1938, with the beginning of the Second World War.However, as experimental projects like the ones describedabove are really expensive and slowly executed, nowadaysthe advance of the development of materials and brakediscs project has been almost exclusively based on modelingin terms of low cost and speed. In modeling, one tries topredict the component behavior (life), through finite elements,simulating several parameters under thermal, isothermal,and especially thermomechanical fatigue, which is the onethat represents best the real braking. Although this typeof analysis presents meaningful results, there is the needof experimental works to validate them, i.e., it is necessaryto study the component under real rather than only virtualconditions.

Minerva, 4(2): 149-158
DEVELOPMENT OF MATERIALS FOR AUTOMOTIVE DISC BRAKES 157
The literature about experimental thermal andisothermal fatigue is scarce, and even less aboutthermomechanical fatigue can be found. This is preoccupying,because only experimental fatigue tests can definitely validatethe results obtained through modeling and elucidate theactive mechanisms in the component.
With a view to cooperating for the enlightening ofthe issue, a techno-scientific project, with an experimentalnature, is being developed in the Automotive, Aeronauticsand Materials Department at the University of São Paulo –USP in association with General Motors of Brazil, in whichit is intended to determine isothermal, thermal andthermomechanical fatigue properties in several temperaturesby low cycle fatigue testing of seven different gray castiron alloys used to produce brake discs. Moreover, traditionaltensile, impact, toughness and diffusivity tests will helpto distinguish them better. From then, it will be tried toestablish life prediction models to disc brakes, trying toreduce the number of possible alloys and creating a databaseconcerning the alloys mostly used in the componentproduction. The bigger range of knowledge will allow afaster development of more trustful products which willbring important commercial benefits by the gain in scaleeconomy and the decrease of item variety in stock.
AcknowledgementsThis work is a part of an applied research program
in the behavior of the automotive brake discs and the financialsupport of General Motors of Brazil through the FIPAI isgratefully acknowledged.
ReferencesANDERSON, A. E. Friction and wear of automotive brakes.
Materials Park, OH. ASM Handbook, v. 18, 1992.BREMBO. Il manual del disco freno. 1997. Capítulo 2.CHAPMAN, B. J.; MANNION, G. Titanium-bearing cast
irons for automotive braking applications. Foundry TradeJournal, v. 23, p. 230-246, 1982.
CHO, M. H.; KIM, S. J.; BASCHK R. H.; FASHK J. W.;JANG, H. Tribological study of gray cast iron withautomotive brake linings: the effect of rotor microstructure.Tribology International, v. 36, p. 537-545, 2003.
CLARK, C. S. The lanchester Legacy, a trilogy of Lanchesterworks. England: Butler & Tanner, Frome and London,1995. v. 1. p. 1895-1931.
FITZGEORGE, D.; POPE, J. A. Transactions of the NorthEast Coast Institution of Engineers and Shipbuilders,v. 75, p. 284, 1959.
GME-05002. Engineering Standards Europe, GeneralSpecification to Brake Disc. 1999. p. 1-7.
HALDERMAN, J. D.; MITCHELL Jr., C. D. Automotivebrake systems. 2. ed. Upper Saddle River, NJ: Prentice-Hall, 2000.
HARPER, G. A. Brakes and friction materials: the historyand development of the technologies, mechanicalengineering publications limited. London: England,1998.
HECHT, R. L.; DINWIDDIE, R. B.; PORTER, W.; WANG,H. SAE Technical Paper Series 962126. 1996.
HUGHES, T. P.; SPERRY, E. Inventor and engineer.Baltimore, MD: John Hopkins Press, 1971.
JIMBO, Y.; MIBE, T.; AKIYAMA, K.; MATSUI, H.;YOSHIDA, M.; OZAWA, A. SAE International. SAE900002, 1990. p. 22.
LANCHESTER, F. W. Improvements in the brake mechanismof power-propelled road vehicles. G. B. Patent No.26407.1902.
LIBSCH, T. A.; RHEE, S. K. The effects of compositionalvariations in heavy truck rotors upon rotor and padwear, Wear of Materials, v. 34, p. 350, 1979.
MACKIN, T. J. Thermal cracking in disc brakes. EngineeringFailure Analysis, February, v. 9, n. 1, p. 63-76(14),2002.
METZLER, H. The brake rotor-friction partner of brakelinings. SAE Technical Papers, no. 900847, 1990.
MILAN, M.; MALUF, O.; SPINELLI, D.; BOSE FILHO,W. W. Metais – uma visão objetiva. São Carlos, Brasil:Ed. Suprema. 2004.
NEWCOMB, T. P.; SPURR, R. T. Automobile brakes andbraking systems. Cambridge, MA: R. Bentley Inc., 1969.
NEWCOMB, T. P.; SPURR, R. T. A technical history ofthe motor car. New York: Adam Hilger, 1989.
NICHOLSON, G. Facts about friction. Croydon, PA: P&WPrice Enterprises, Inc., 1995.
OKAMOTO, T.; KAGAWA, A.; KAMEI, K.;MATSUMOTO, H. Effects of graphite shape on thermalconductivity, electrical resistivity, damping capacityand Young’s Modulus of cast iron below 500 deg. C.Journal of the Japanese Foundrymen’s Society, v. 55,p. 32-36, 1983.
OMEROD, J.; TAYLOR, R. E.; EDWARDS, R. J. Met.Tech., p. 109, abr. 1978.
PALMER, K. B. J. Bcira, v. 8, 1960, p. 266.RHEE, K.; TURAK, J. L.; SPURGEON, W. M. An inertial
dynamometer evaluation of three alloys for automotivebrake drums. SAE Technical Papers, no. 700138, 1970.
RHEE, S. K.; DUCHARME, R. T.; SPURGEON, W. M.Characterization of cast iron friction surfaces. SAETechnical Papers, 720056, 1972.
RHEE, S. K.; THESIE, P. A. Effects of surface roughnessof brake drum on coefficient of friction and lining wear.SAE Technical Papers, no.720449, 1972.

Minerva, 4(2): 149-158
158 MALUF et al.
SAKAMOTO, H. et al. Heavy-duty brake disk for highspeed trains (in Japanese with English summary). TechnicalReport of Sumitomo Metal Industries, Ltd., v. 45, n. 6,p. 11-29, 1993.
SPERRY, E. A. The electric brake in practice. TransactionsAIEE 11, 1894. p. 682-728.
SPERRY, E. A. Electric brake. US Patent Nos. 534974,534977, 1895.
SPERRY, E. A. Electric brake. US Patent No. 565937,1896.
WEINTRAUB, M. Brake additives consultant. PrivateCommunication, 1998.
WYCLIFFE, P. Friction and wear of Duralcan reinforcedaluminum composites in automotive braking systems.SAE Technical Papers, n. 930187, 1993.
YAMABE, J.; TAKAGI, M.; MATSUI, T.; KIMURA,T.; SASAKI, M. Development for disc brake rotorsfor trucks with high thermal fatigue strength. JSAE Review,v. 23, p. 105-112, 2002.
YAMADA, S.; KURIKUMA, T. Paper F98T683.Proceedings form 1998 FISITA World AutomotiveCongress. Paris, Sep.-Oct. 1998.
ZHANG, Y.; CHEN, Y.; HE, R.; SHEN, B. Investigationof tribological properties of brake shoe materials-phosphorous cast irons with different graphitemorphologies. Wear, 1993. v. 166, p. 179-186.