
Design of Mobile Gas Sensor Systems for Industrial ... - Técnico Lisboa
10
1 Design of Mobile Gas Sensor Systems for Industrial Processes David Simões da Silva a , Carla I. Pinheiro a , Prof. Rui M. Filipe b a DEQ, Instituto Superior Técnico, Universidade de Lisboa, Av. Rovisco Pais, nº 1, 1049-001 Lisboa, Portugal; b ADEQ, Instituto Superior de Engenharia de Lisboa, Rua Conselheiro Emídio Navarro, 1 1959-007 Lisboa The study of mobile gas sensors’ spatial distribution around varied equipment configurations was performed. The difference between mobile and static sensors was briefly addressed and two alternatives to the sensor concentration sensitivity were proposed and compared. The possibility of temporary dead-zones, i.e. temporary uncontrolled zones, during control was discussed. The results yielded a reduction in sensors needed for the mobile sensor system due to the possibility of temporary dead-zones’ existence. Analytical solutions for the minimization problem were presented and an agent based program with different heuristics was created in MATLAB for the prediction of the minimal amount of required sensors. The analytical solutions to the mobile problem were both centred on allowing all dead-zones to reach the maximum dead-zone time of 5 s. Both approaches were compared in three distinct equipment geometries: an 11 m pipeline, a small pressurization station and a 10 m high distillation column. These solutions presented a minimum amount of sensors required equal to a sixth of the control volume’s cubic meters. The programs’ best possible minimum was determined to be twice the amount of the analytical solutions and is only achieved for certain equipment geometries, with possible over dimensioning of the solution. It was also determined that the programs’ results possess higher redundancy than the analytical solutions. Therefore, industrial implementation should be studied case by case, with pros and cons weighted using the tools developed in this work. Keywords: MATLAB, agent based modelling, GRASP, PSO, mobile gas sensors, drones, equipment control. Introduction The motivation for the subject of this work was the important industrial issue of flammable gases’ early detection and the fact that a reliable method for positioning static gas sensors doesn’t exist. Therefore, the aim of this work was to create a model of mobile sensors dedicated to the leaks identification of flammable gases with and without a programming method. Currently, the industry has developed many ways of effectively detecting gas leaks, each with its advantages and disadvantages. There are three different categories, as proposed by Murvay and Silea, to define gas sensing methods: “non- technical, hardware based and software based” methods. 1 Non-technical methods are solely based on human capabilities and since the human senses are fallible, this approach presents obvious limitations. Hardware methods use equipment that control changes in physical properties directly on the exterior of the equipment that we want to control, while software based methods use the data read on the equipment itself and infer the probability of a leak when specific parameters change. 1 Most of the hardware methods require the implementation of multiple components along the equipment if we desire continuous control, which increases the costs as the size of the equipment rises. Therefore, the hardware methods are mostly
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Design of Mobile Gas Sensor Systems for Industrial ... - Técnico Lisboa

1
Design of Mobile Gas Sensor Systems for Industrial Processes
David Simões da Silvaa, Carla I. Pinheiroa, Prof. Rui M. Filipeb
a DEQ, Instituto Superior Técnico, Universidade de Lisboa, Av. Rovisco Pais, nº 1, 1049-001 Lisboa, Portugal;
b ADEQ, Instituto Superior de Engenharia de Lisboa, Rua Conselheiro Emídio Navarro, 1 1959-007 Lisboa
The study of mobile gas sensors’ spatial distribution around varied equipment configurations was
performed. The difference between mobile and static sensors was briefly addressed and two alternatives to the
sensor concentration sensitivity were proposed and compared. The possibility of temporary dead-zones, i.e.
temporary uncontrolled zones, during control was discussed. The results yielded a reduction in sensors needed
for the mobile sensor system due to the possibility of temporary dead-zones’ existence. Analytical solutions for
the minimization problem were presented and an agent based program with different heuristics was created in
MATLAB for the prediction of the minimal amount of required sensors. The analytical solutions to the mobile
problem were both centred on allowing all dead-zones to reach the maximum dead-zone time of 5 s. Both
approaches were compared in three distinct equipment geometries: an 11 m pipeline, a small pressurization
station and a 10 m high distillation column. These solutions presented a minimum amount of sensors required
equal to a sixth of the control volume’s cubic meters. The programs’ best possible minimum was determined to
be twice the amount of the analytical solutions and is only achieved for certain equipment geometries, with
possible over dimensioning of the solution. It was also determined that the programs’ results possess higher
redundancy than the analytical solutions. Therefore, industrial implementation should be studied case by case,
with pros and cons weighted using the tools developed in this work.
Keywords: MATLAB, agent based modelling, GRASP, PSO, mobile gas sensors, drones, equipment control.
Introduction
The motivation for the subject of this work
was the important industrial issue of flammable
gases’ early detection and the fact that a reliable
method for positioning static gas sensors doesn’t
exist. Therefore, the aim of this work was to create
a model of mobile sensors dedicated to the leaks
identification of flammable gases with and without
a programming method.
Currently, the industry has developed many
ways of effectively detecting gas leaks, each with
its advantages and disadvantages. There are three
different categories, as proposed by Murvay and
Silea, to define gas sensing methods: “non-
technical, hardware based and software based”
methods.1
Non-technical methods are solely based on
human capabilities and since the human senses are
fallible, this approach presents obvious limitations.
Hardware methods use equipment that control
changes in physical properties directly on the
exterior of the equipment that we want to control,
while software based methods use the data read on
the equipment itself and infer the probability of a
leak when specific parameters change.1
Most of the hardware methods require the
implementation of multiple components along the
equipment if we desire continuous control, which
increases the costs as the size of the equipment
rises. Therefore, the hardware methods are mostly

2
used as a maintenance tool. This is why software
methods are used as a complement to the hardware
methods.1
With this premise in mind, we proposed the
hypothesis of reducing the number of sensing
equipment by allowing it to move along and around
the equipment in order to fully monitor it and
reduce the operation costs by reducing the hardware
quantity required through automation of movement.
We considered for this purpose flying drones as a
medium and chose vapour sensing technology to go
with it.
Although the chosen sensing method is a
proven technology, advances in drone technology
are not yet at the required level, but show sufficient
promises to be considered as viable in a medium to
close future. Companies such as Parrot and DJI are
constantly pushing the limits of commercial drone
technology and their respective performances.2, 3, 4
Sensing technology is also evolving
continuously, becoming highly performant with the
use of nanotechnological fabrication processes. A
recent thesis work has shown that for a
nanostructured tungsten oxide basis, the lowest
detection limit of hydrogen can be as little as
10 ppm.5 The current average detection
concentration is worse, yet still considerably lower
than the lower explosive limit (LEL) concentration
of 40,000 ppm.
The requirements for simulating a system of
drones with sensing capabilities led to the choice of
agent based modelling programming as well as the
use of the MATLAB programming language. The
ability to separate individual sensors into agents
with identical set of rules from which emergent
swarm behaviour emerges was the main
consideration for this choice.6
Likewise, the use of heuristics was needed in
order to reduce computational times while
obtaining a close to optimal solution. Furthermore,
the goal of using heuristics was to improve on
redundancy issues arising with analytical solutions.
The heuristics used were heavily inspired by
particle swarm optimisation (PSO) and greedy
randomized adaptive search procedures (GRASP).7
PSO is a heuristic method used commonly in
bird flock simulations as well as any other swarm
like group in which each single element has the
same goal. PSO is relevant for our work as in many
aspects the drones behave like a flock of birds.
They try to avoid each other, hence not moving to
where another bird/drone is or has just been and
they both look for the highest output; food in the
birds’ case and for the drones dead-zone time,
defined as how long a given volume can be left to
fill up with maximum hydrogen leak flow before
the lower explosive limit of hydrogen is reached.
The difference being that the food distribution
diminishes with time, as birds consume it, whereas
the dead-zone time continuously increases with the
absence of a drone.7
Meanwhile, a GRASP algorithm incorporates
multiple sub heuristics working for the benefit of
the higher order GRASP heuristic, called
metaheuristic. At the same time, a greedy algorithm
is called greedy, as it constantly reexamines
variables that increase or decrease as time passes.
At each tick, it chooses the best solution, minimum
or maximum depending on its objective,
subjectively deciding between equivalent solutions,
in order to build up an overall solution to the
problem. A randomized greedy metaheuristic is any
greedy metaheuristic that includes elements of
randomness in its process. The drone simulation
used in this paper is partially inspired in simple
GRASP techniques, as for instance each drone
chooses the best solution from a selected amount of
destinations, although even results are broken
arbitrarily.

3
Case Study
Before we could start modeling the mobile
sensor system, initial information had to be
gathered. Furthermore, as the detection sensitivity
of gas vapor sampling sensors is defined in
concentration as opposed to an effective range, we
developed two opposing models of sensor detection
range.
Both models assume that detection occurs if
the sensitivity concentration threshold is passed in a
volume of one cubic meter in which the sensor is
located at the center. The difference between
models lies in the volume’s geometry. The first one
is cubical while the second model is spherical.
Both models were tested under the same
conditions and assumptions. We used 10 ppm as
detection limit for the detection of hydrogen as
suggested by Kukkola.5 We used 100 atm of gas
pressure as it was found to be the highest common
pressure in equipment under normal operating
conditions.8, 9
We defined a leak flow using the maximum
wall thickness l used in pipelines of 7.2 mm10
and
an arbitrary leak diameter d of 1 mm, with the
Knudsen formula for molecular flow (1) provided
by KVS.11
𝑞 =√2𝜋
6√𝑅𝑇
𝑀
𝑑3
𝑙(𝑝1 − 𝑝2) (1)
In order to obtain a realistic although
approximate value of the leak flow q, we assumed
the temperature and outside pressure to be ambient,
i.e. 298.15 K and 1 atm respectively. The value and
units chosen for R, the universal gas constant, was
8.314 m3
Pa K−1
mol−1
and we used 0.001 m for the
leak’s diameter. The result was the following
volumetric flow value of q = 6.395 x 10-3
m3
atm s-1
or 6395 ml atm s-1
.
We used the lower explosive limit (LEL) of
hydrogen as provided by Ren & Paerton of
4 % (V/V).12
We also assumed that drones move
between adjacent cubical volumes’ centers in 1 s.
All the above data allowed us to determine the
possibility of dead-zones. The resulting dead-zone
time was determined to be 6.09 s, time which we
reduced to 5 s in order to be more restrictive and
have a safer approach.
Subsequently, the equipment geometry was
defined, as well as its surrounding control volume,
which can be observed in figure 1 for the initial
10 m pipeline test case.
Figure 1: Visual representation of the volume to be controlled
around the pipeline.
Next, we assumed that leaks flowed into a
virtual volume, called leak volume, of one cubic
meter and would not disperse or flow further from
the leak’s origin. With this, we verified that
overlapping of leak volume and detection volume
would ensure detection. Due to the high output of
the leak and the low detection concentration limit of
the sensors, only a fraction of overlap is needed to
guarantee detection.
At the same time, two scenarios were devised:
one in which sensors are static and another in which
they’re mobile. Both models, cubical and spherical,
were then tested in the two scenarios and according
to the following criteria: number of sensors needed
to cover all the control volume and percentage of
maximum overlap between two adjacent sensor’s
detection volumes, both data which we want to
minimize. Furthermore, percentages of dead- zones,

4
which we want to maximize, were compared. The
results can be seen in table 1.
Table 1: Case and model results comparison.
Case Model Sensors Max
overlap %
Dead-
zone %
Static Cubical 40 5.37 0
Spherical 40 39.93 0
Mobile Cubical 8 5.37 80
Spherical 8 31.20 80
The results clearly show that the mobile case
requires fewer sensors than the static case, while
there is no difference in using either the spherical or
cubical detection volume. We chose therefore to
use the more convenient cubical model.
A quick study of possible drone collisions was
performed, concluding that depending on drone size
and in certain movement configurations, collisions
were in fact possible, but that with the proper
software, collision issues can be overcome and
hence were ignored in our work.
The first iteration proposed for the drone’s
movement was an analytical solution to the
problem. As detection volumes are cubical with
1 m3 of volume, we can divide any given control
volume in such 1 m3 units. Likewise, given the
maximum dead-zone time allowed of 5 s we know
that to perform a control loop, a drone, moving at a
pace of 1 control volume per second, will control 5
volumes and then return to its origin on the sixth
second. We defined this as the small loop
configuration. A total of 6 volumes, configured in
such a way that after six seconds all volumes have
been controlled and the drone is back at the initial
volume.
Any volume broken down into x cubical
volume elements has therefore a minimum sensor
requirement of x divided by 6. Incidentally, this
number is the same as the number of loops present
along the control volume. These can be opened up
and combined to create a single big loop in which
drones follow each other in a train like fashion with
an interval of 5 empty volume elements between
each other.
The issue with both small and big analytical
loop approaches is the lack of redundancy. In fact,
if one sensor is malfunctioning without the
operator’s knowledge, then a section of six volumes
is not being controlled at all in the small loop
configuration, while in the big loop configuration
there is a portion of volumes that reaches 11 s of
dead-zone time and this failure propagates along
the entire system.
There are ways to mitigate these effects, such
as creating intermediate loops, such a 12 volume
elements binary loops, or adding additional sensors
in order to reduce the interval between subsequent
drones.
To look for increased redundancy solutions,
we decided to test the implementation of heuristics
in an agent based modelling program developed in
MATLAB. In fact, according to Katta: A heuristic
is a method used to solve a problem in such a way
that assumptions are taken as premise to most likely
lead to a near optimal solution without the
guarantee of the solution being the absolute
optimum.13
We developed 5 different heuristics for our
drone’s movement decision making. By using the
time since last being controlled (tsc) displayed by
adjacent volume elements, the first heuristic (H1)
decides to move the drones towards the volume
element with maximum tsc value regardless of
spatial orientation and breaks ties in order of first
maximum encountered during the geometrically
constant screening process. In case of no free
adjacent space, or “stuck “event, the drone waits in
place until the next computing cycle.
In heuristic 2 (H2) the drones choose
identically to heuristic 1 (H1), but if a “stuck” event

5
occurs it will join a queue in which it tries to move
once more after all other drones have passed before
it. This is designed to gum out the issues of
programming sequentiality and simulate a more
parallel movement process.
Heuristic 3 (H3) is based on heuristic 2 and
shares all its rules, but when confronted to multiple
equivalent maxima during the drone’s choosing
process, the concerned drone will cede his place
just like a non-movable drone does in heuristic 2
and then chooses a heading once according to
heuristic 1 during the second pass. The aim is to
eventually have the multiple maxima reduced to
only one, when the concerned drone is allowed to
choose from its surroundings again.
Heuristic 4 (H4) is based on heuristic 1, but
with the added restriction that the drone’s
movement is only allowed when tsc is above 3
seconds. The aim of this heuristic is to artificially
increase the efficiency of the program’s solution in
situations where the average time since last checked
is a low value.
Heuristic 5 (H5) is based on heuristic 1, but
diagonal movement of the drones is not allowed.
Movement is restricted to the six main axes. The
aim of this heuristic is to add more order in the
drones’ movement and try to reduce bizarre
trajectories with many kinks; the expectation being
to have smoother straighter paths and less
backtracking.
Next, the best possible solution for heuristic 1
was determined. Since all our heuristics are based
on heuristic 1, a deterministic sequential pattern can
be tested. Consequentially, we can explore all
solution provided by the multiple possible
outcomes of the arbitrary tie breaks applied in
heuristic 1 in a brute force type of approach.
Hence, when using the same 6 volume
elements as determined in the loop configuration,
starting with a single sensor and adding one sensor
when a configuration is found to allow tsc to
exceed 5 s, we concluded that 2 sensors is the
absolute minimum required to effectively and
indefinitely control a group of 6 adjacent volume
elements when the drones use the basic movement
process based on maximum tsc values, as described
in heuristic 1. We called this the best possible
program result.
This means that no matter how much we
would try to refine upon heuristic 1, the best
possible result obtainable would be the double of
the value obtained with the analytical loop
configuration result.
We then implemented all of the above
heuristics into a coherent MATLAB program in
which both sensors/drones and volume elements
were considered as agents and therefore defined as
mathematical objects. Both received individual
properties and we devised a list creation process to
store the agents as well as access and modify their
properties. Further details can be found in
reference 14
.
The drones’ movement was initially
programmed as coordinate sensitive to allow for a
complete freedom of movement, yet the resolution
of a system of three parametric equations with up to
27 restrictions based on parametric equations
themselves to solve in MATLAB was out of our
range of abilities. This fact, led us to choose a
volume tied movement. This means that sensors
travel at varying speed, but move from adjacent
volume element’s center to center in a constant 1 s.
Mathematical tools for the sensors to analyze
their surroundings for sensor presence were
implemented as well as the heuristics that define a
drone’s heading choice. Details, like ensuring
drones don’t choose the same destination, were fine
tuned.
Finally, we started the program with a single
sensor, adding more sensors if the maximum tsc
6
condition failed. The success condition given was
the conservation of tsc under the allowed threshold
in all volume elements for a given interval of time.
The resulting number of sensors was the minimum
required for running the heuristic for a given
interval of time.
Results
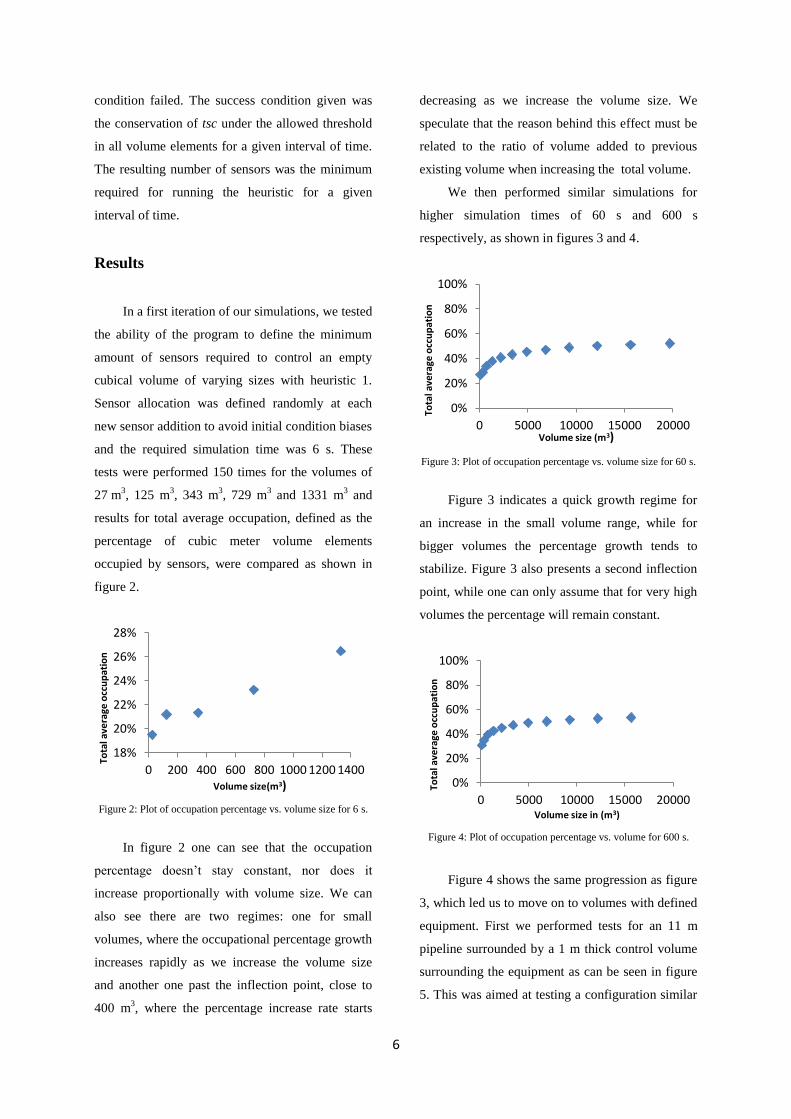
In a first iteration of our simulations, we tested
the ability of the program to define the minimum
amount of sensors required to control an empty
cubical volume of varying sizes with heuristic 1.
Sensor allocation was defined randomly at each
new sensor addition to avoid initial condition biases
and the required simulation time was 6 s. These
tests were performed 150 times for the volumes of
27 m3, 125 m
3, 343 m
3, 729 m
3 and 1331 m
3 and
results for total average occupation, defined as the
percentage of cubic meter volume elements
occupied by sensors, were compared as shown in
figure 2.
Figure 2: Plot of occupation percentage vs. volume size for 6 s.
In figure 2 one can see that the occupation
percentage doesn’t stay constant, nor does it
increase proportionally with volume size. We can
also see there are two regimes: one for small
volumes, where the occupational percentage growth
increases rapidly as we increase the volume size
and another one past the inflection point, close to
400 m3, where the percentage increase rate starts
decreasing as we increase the volume size. We
speculate that the reason behind this effect must be
related to the ratio of volume added to previous
existing volume when increasing the total volume.
We then performed similar simulations for
higher simulation times of 60 s and 600 s
respectively, as shown in figures 3 and 4.
Figure 3: Plot of occupation percentage vs. volume size for 60 s.
Figure 3 indicates a quick growth regime for
an increase in the small volume range, while for
bigger volumes the percentage growth tends to
stabilize. Figure 3 also presents a second inflection
point, while one can only assume that for very high
volumes the percentage will remain constant.
Figure 4: Plot of occupation percentage vs. volume for 600 s.
Figure 4 shows the same progression as figure
3, which led us to move on to volumes with defined
equipment. First we performed tests for an 11 m
pipeline surrounded by a 1 m thick control volume
surrounding the equipment as can be seen in figure
5. This was aimed at testing a configuration similar
18%
20%
22%
24%
26%
28%
0 200 400 600 800 1000 1200 1400
Tota
l ave
rage
occ
up
atio
n
Volume size(m3)
0%
20%
40%
60%
80%
100%
0 5000 10000 15000 20000To
tal a
vera
ge o
ccu
pat
ion
Volume size (m3)
0%
20%
40%
60%
80%
100%
0 5000 10000 15000 20000
Tota
l ave
rage
occ
up
atio
n
Volume size in (m3)

7
to the one used in defining the sensor’s detection
range.
Figure 5: Visual representation of the volume elements used for
the simulations with pipe in the centre.
Simulations were performed from 60 to 6000 s
of simulation time, still under random sensor
allocation and using heuristic 1. The occupation
percentages resulting from the simulation were
sensibly smaller than for the previous empty
cubical volume case, while the average of minimum
required amount of sensors can be seen in figure 6.
Figure 6: Average sensor number needed vs. simulation time for
random allocation 11 m pipeline control.
In figure 7 we performed non-random sensor
allocation to begin comparison of different
heuristics with each other. The non-random sensor
allocation performs the addition of a new sensor at
the point where the program detects the first
volume element with tsc value higher than allowed,
while leaving the previous sensors at their current
location.
Figure 7: Sensor number needed vs. simulation time for non-
random allocation 11 m pipeline control (H1).
In figure 8 the blue diamonds are the results
for the non-random allocation test and they have
always values higher than all the other random
allocation tests. This is due to random allocation
allowing the emergence of favourable patterns in
which the simulation time requested can be
sustained while maintaining the tsc value under the
defined limit, but which would eventually need
more sensors if simulation times were longer. We
are forced to choose the most restrictive answer to
ensure safety and this means choosing the highest
minimum result we get. Therefore the non-random
allocation proves to be a better tool than the random
allocation and we decided to proceed with tests in
the non-random allocation branch.
Figure 8: Non-random vs. random sensor allocation for 11 m
pipe simulation (60 to 600 s).
We continued with performing tests for all
other heuristics in order to determine the one
performing closest to the program’s best possible
0
10
20
30
40
0 2000 4000 6000 8000
Ave
rage
se
nso
rs n
ee
de
d
Simulation time (s)
0
10
20
30
40
50
0 2000 4000 6000 8000
Nu
mb
er
of
sen
sors
Simulation time (s)
20
25
30
35
40
0 200 400 600
Nu
mb
er
of
sen
sors
Simulation time (s)
8
result. The maxima encountered can be seen in
tables 2a and 2b.
Table 2a: Minimum sensors required for 11m pipeline control
according to different methods for 6000s.
Method Analytical loop
configuration
Program’s
best possible
result
H 1
Max.
sensors 15 30 40
Table 2b: Minimum sensors required for 11 m pipeline control
according to different methods for 6000 s.
Method H 2 H 3 H 4 H 5
(@600 s)
Max.
sensors 40 39 43 43
We proceeded to test other equipment such as
a pressure station and a distillation column under
non-random allocation, but solely for heuristics 1 to
3 as heuristics 4 and 5 showed poor performance.
The results can be observed in tables 3 and 4.
Table 3: Minimum sensors required for designed pressure station
control with 3 heuristics for 6000 s.
Method
Program’s
best possible
result
H 1 H 2 H 3
Max.
sensors 26 27 26 27
Table 4: Minimum sensors required for designed distillation
column control with 3 heuristics for 6000 s.
Method
Program’s
best possible
result
H 1 H 2 H 3
Max.
sensors 46 51 53 51
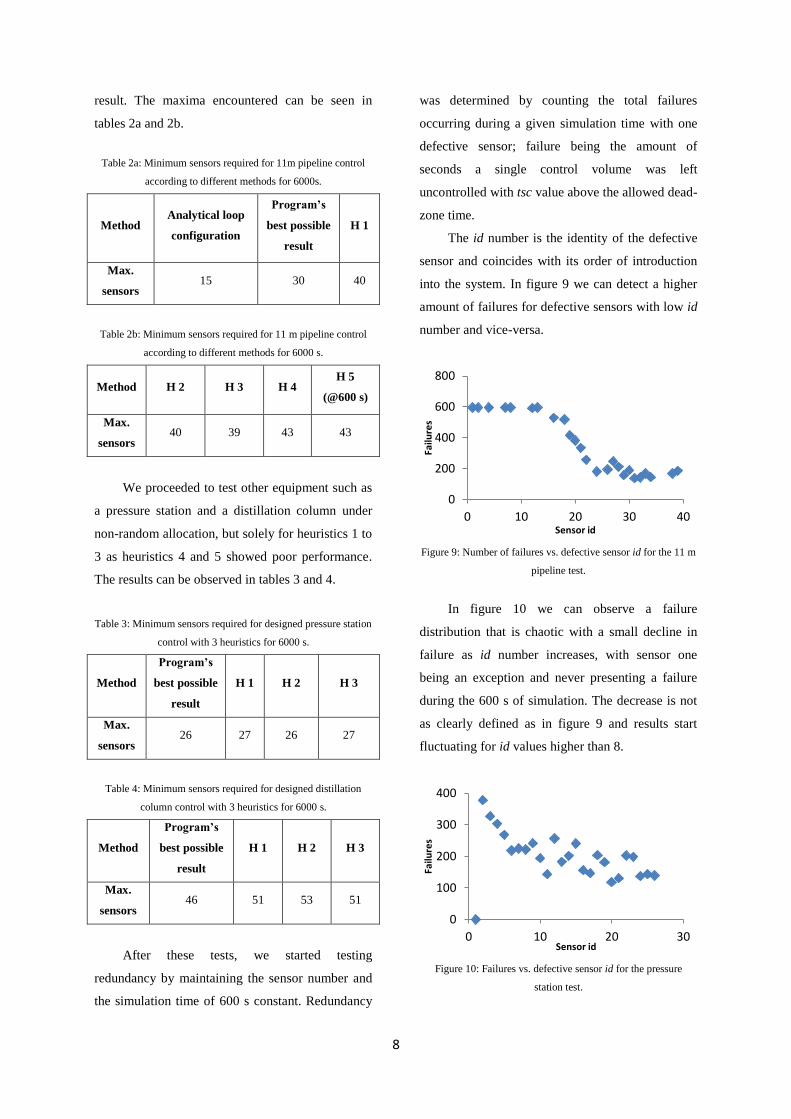
After these tests, we started testing
redundancy by maintaining the sensor number and
the simulation time of 600 s constant. Redundancy
was determined by counting the total failures
occurring during a given simulation time with one
defective sensor; failure being the amount of
seconds a single control volume was left
uncontrolled with tsc value above the allowed dead-
zone time.
The id number is the identity of the defective
sensor and coincides with its order of introduction
into the system. In figure 9 we can detect a higher
amount of failures for defective sensors with low id
number and vice-versa.
Figure 9: Number of failures vs. defective sensor id for the 11 m
pipeline test.
In figure 10 we can observe a failure
distribution that is chaotic with a small decline in
failure as id number increases, with sensor one
being an exception and never presenting a failure
during the 600 s of simulation. The decrease is not
as clearly defined as in figure 9 and results start
fluctuating for id values higher than 8.
Figure 10: Failures vs. defective sensor id for the pressure
station test.
0
200
400
600
800
0 10 20 30 40
Failu
res
Sensor id
0
100
200
300
400
0 10 20 30
Failu
res
Sensor id

9
Figure 11, resembles closely the high id range
of figure 9’s results, indicating that most sensors
controlling a distillation tower have a lower failure
count than the sensors used in the 11 m pipeline
control.
Figure 11: Failures vs. defective sensor id for the distillation
column test.
A summary of maximum failures compared to
the analytical loop configuration performances can
be observed in table 5.
Table 5: Analytical loop configuration failures vs. maximum
Heuristic 1 failures for all equipment
Equipment 11 m
pipe
Pressure
station
Distillation
column
Loop
configuration
failures
3595 3595 3595
Maximum
failures 595 378 554
Straight away we can see that the applied
heuristics are much more robust when subjected to
sensor failures than the analytical loop
configurations and hence, they are more redundant.
Conclusions
According to the loop configurations, one
sensor can cover six volumes at all times. This
means that for any given total volume, the total
occupation percentage will be of one sixth or
approximately 17 %. Both the big and the small
loop configurations offer the same level of
efficiency but with different outcomes in the event
of sensor failure.
The empty cubical volume tests showed that
for lower simulation times and smaller volumes,
favourable configurations can appear that are not
stable over the long run, requiring extreme
simulation times for stability. Also, in this test, the
program with heuristic 1 is not efficient at all, as it
offers results always superior than 50 % of
occupation.
In the 11 m pipeline tests, for heuristic 1 using
random allocation we get a result of 38.58 %
maximum coverage. This result is close to the
program’s best possible result of 34 %. The most
likely explanation for the discrepancy is the
increased amount of unfavourable drone
configurations, which increases as the symmetry of
the system rises.
The differences between the various heuristics
applied to the non-random allocation tests are
subtle. The maximum of heuristic 2 is the same as
heuristic 1, due to blocked sensors most likely
being a rare occurrence.
Heuristic 3 shows a very small improvement
of one sensor, most likely due to the fact that by
having some multiple maxima resolved by previous
sensors, the totality of sensors are working slightly
better together and obtain better results.
Heuristic 4 is less efficient than all the others,
most likely due to the fact that by allowing
movement only after 3 seconds have passed, most
volumes will be too far into the process of dead-
zone and sensors will have trouble catching up with
the volumes that require verification.
Heuristic 5 is even worse than heuristic 4, as
removing diagonal movement only removes
degrees of freedom to the sensors choice, limiting
its effectiveness.
0
100
200
300
400
500
600
0 20 40 60
Failu
res
Sensor id

10
The program’s best possible result for the
pressure station is 26 sensors. With heuristics 1 and
3 we obtained 27 sensors and for heuristic 2 we
matched the program’s best possible result. The
more asymmetric geometry of the pressure station
lowers the chances of encountering equivalent tsc
maxima from which to choose from and hence
reduces the possibility for unfavourable drone
patterns.
The distillation column tests performed almost
identically to the 11 m pipeline tests, leading to
identical conclusions.
The redundancy tests for all equipment
geometries showed lower failure events as opposed
to the analytical loop configurations, meaning the
heuristics are more redundant.
At the same time, tests showed a separation
between sensors. Some will have higher
redundancy than others. The equipment geometry
determines their distribution. Failure graphs can
therefore be used for determination of the
program’s performance for specific geometries.
In conclusion, the analytical loop
configurations are the most drone effective
solutions, but with clear redundancy problems,
while the heuristic approaches offer better
redundancy, but will perform poorly for certain
equipment geometries. It is possible to opt for a
mixt small and big loop configuration, but the final
choice remains at the operator’s discretion.
Furthermore, we recommend waiting for drone
technologies to improve, before applying mobile
drone sensor control systems.
Further areas of study originating from this
work are collision avoidance, additional heuristics
as well as additional equipment geometries testing.
Also future approaches can consider the inclusion
of diffusion and convection of the leak’s escaping
gases, as well as the rewriting of the MATLAB
program in a different programming language, such
as C++. Finally, further possible fields of study are
testing of high volumes with high simulation times,
as well as performing equipment cost optimization
analyses.
References
(1) Murvay P., Silea I. (2012). A survey on gas leak detection
and localization techniques. In Elsevier: Journal of Loss
Prevention in the Process Industries.
(2) Parrot Blog (2014). [www document]. [Accessed 13 June
2014]. http://blog.parrot.com/2014/01/07/parrot-
minidrone/
(3) DJI Store (2014). [www document]. [Accessed 13 June
2014]. https://store.dji.com/buy/phantom-2-vision-plus-
with-extra-battery
(4) DJI Youtube (2014). [www document]. [Accessed 13
June 2014].
https://www.youtube.com/watch?v=VhDAILW9UAE
(5) Kukkola J. (2013) Gas sensors based on nanostructured
tungsten oxides. University of Oulu. Oulu. Acta
Universitatis Oulensis C 462.
(6) Lukszo Z., Nikolic I., van Dam K. (2013) Agent-Based
Modelling of Socio-Technical Systems, volume 9,
Springer.
(7) Burke E. K. & Kendall G. Search Methodologies
Introductory, Tutorials in Optimization and Decision
Support Techniques, 2014.
(8) American Gas Association (2014). [www document].
[Accessed 15 September 2014].
http://www.aga.org/KC/ABOUTNATURALGAS/CONS
UMERINFO/Pages/NGDeliverySystem.aspx
(9) Sletfjerding, E. (1999) Friction Factor in Smooth and
Rough Gas Pipelines. PhD Thesis. Norwegian University
of Science and Technology, Tronheim.
(10) PNGRB (2009). [www document]. [Accessed 16
September 2014].
http://www.pngrb.gov.in/GSR808(E).pdf
(11) KVS Vakuum- und Lecksuchtechnik (2014). [www
document]. [Accessed 16 September 2014].
http://www.leakdetection-technology.com/science/the-
flow-of-gases-in-leaks
(12) Ren & Pearton, Semiconductor Device-Based Sensors for
Gas, Chemical, and Biomedical Applications, 2011.
(13) Katta G. M. (2003) Optimization Models For Decision
Making. University of Michigan, Ann Arbor.
(14) Simões da Silva D. (2015) Design of Mobile Gas Sensor
Systems for Industrial Processes. MSc Thesis. IST,
University of Lisbon, Lisbon.




















