Design of high-strength steels by microalloying and thermomechanical treatment
9
Materials Science and Engineering A 463 (2007) 138–146 Design of high-strength steels by microalloying and thermomechanical treatment A. Ardehali Barani ∗ , F. Li, P. Romano, D. Ponge, D. Raabe Max-Planck-Institut f¨ ur Eisenforschung, Max-Planck-Str. 1, 40237 D¨ usseldorf, Germany Received 16 March 2006; received in revised form 6 August 2006; accepted 6 August 2006 Abstract Steels with higher strength, ductility and improved fatigue behavior are required for light-weight structures in the transportation industry. It is shown that for martensitic steels the combination of microalloying and an optimized thermomechanical treatment (TMT) results in increased strength and improved ductility. Proper conditioning of the austenite by deformation either refines the austenitic grains or generates a dislocation substructure that is inherited to the martensite structure. In contrast to simply quenched and tempered martensite with no prior deformation, the thermomechanically processed martensite exhibits a more refined structure with refined blocks and is free of grain boundary carbides. Addition of vanadium is beneficial in controlling the austenite grain size during austenitization and for the stabilization of the austenite defect structures that are produced by deformation. It enables to use higher deformation temperatures for TMT, i.e. lower rolling forces can be applied in an industrial process. It is possible to increase the strength and ductility of conventionally heat treated Si–Cr steel by addition of vanadium or by TMT, but the highest improvement is achieved through the combination of both. In this study, an increase of more than 600 MPa in the ultimate tensile strength and an improvement of 40% in the reduction area are reported. © 2007 Elsevier B.V. All rights reserved. Keywords: Microalloying; Medium carbon spring steel; Austenite grain size; Static recrystallization; Austenite conditioning; Effective grain size martensite; Martensite block refinement 1. Introduction The demand for new materials that provide excellent structural performance while reducing weight and being cost- effectively manufactured is increasing. For applications with high strength requirements high-strength martensitic steels have been widely used. Those steels, quenched and tempered, are used today in airframes including landing gear components, shafts, gears and in automotive structures as springs and stabilizers. The strength of such steels is increased by lowering the tempering temperature but it means as well, a loss in ductility and tough- ness [1,2]. Thus, commercial steel grades cannot be used above certain strength levels because they do not fulfill the ductility and toughness levels imposed by design requirements. It is known that refinement of austenite grain size can improve the toughness of martensitic steels, because it refines the ∗ Corresponding author. Present address: ThyssenKrupp Nirosta GmbH, Germany. Tel.: +49 211 7107450; fax: +49 211 7107311. E-mail address: [email protected] (A.A. Barani). microstructural units of martensite, i.e. the packet or block size [3,4]. Carbo-nitrides of microalloying elements such as vana- dium and niobium can refine the austenite grain size during heat treatment. Systematic investigations to optimize the mechanical properties of medium-carbon martensitic steels by focusing on austenite grain refinement have been rare [5]. In case of medium carbon spring steels, microalloying elements have been stud- ied in combination with thermomechanical treatment [5–8] and superior combinations of mechanical properties were achieved. In these studies the aim was to stabilize the structure of austenite produced by deformation prior to quenching with a fine disper- sion of vanadium [5] or niobium carbo-nitrides [6–8]. However, in order to determine the structural characteristics of martensite, it is desirable to have a clear understanding of the condition of the material from which the martensite is generated. Hence, a proper study and conditioning of the austenite prior to quenching is essential [9–11]. In the present study, the effect of microalloying with vana- dium and thermomechanical treatment on the tensile properties and the microstructure is investigated in a silicon chromium medium-carbon steel. The steel was produced with (54SiCrV6) 0921-5093/$ – see front matter © 2007 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2006.08.124
Transcript of Design of high-strength steels by microalloying and thermomechanical treatment

A
isstvapha©
KM
1
sehbtgstnca
i
G
0d
Materials Science and Engineering A 463 (2007) 138–146
Design of high-strength steels by microalloyingand thermomechanical treatment
A. Ardehali Barani ∗, F. Li, P. Romano, D. Ponge, D. RaabeMax-Planck-Institut fur Eisenforschung, Max-Planck-Str. 1, 40237 Dusseldorf, Germany
Received 16 March 2006; received in revised form 6 August 2006; accepted 6 August 2006
bstract
Steels with higher strength, ductility and improved fatigue behavior are required for light-weight structures in the transportation industry. Its shown that for martensitic steels the combination of microalloying and an optimized thermomechanical treatment (TMT) results in increasedtrength and improved ductility. Proper conditioning of the austenite by deformation either refines the austenitic grains or generates a dislocationubstructure that is inherited to the martensite structure. In contrast to simply quenched and tempered martensite with no prior deformation, thehermomechanically processed martensite exhibits a more refined structure with refined blocks and is free of grain boundary carbides. Addition ofanadium is beneficial in controlling the austenite grain size during austenitization and for the stabilization of the austenite defect structures thatre produced by deformation. It enables to use higher deformation temperatures for TMT, i.e. lower rolling forces can be applied in an industrialrocess. It is possible to increase the strength and ductility of conventionally heat treated Si–Cr steel by addition of vanadium or by TMT, but the
ighest improvement is achieved through the combination of both. In this study, an increase of more than 600 MPa in the ultimate tensile strengthnd an improvement of 40% in the reduction area are reported. 2007 Elsevier B.V. All rights reserved.eywords: Microalloying; Medium carbon spring steel; Austenite grain size; Static recrystallization; Austenite conditioning; Effective grain size martensite;
m[dtpacisIpsi
artensite block refinement
. Introduction
The demand for new materials that provide excellenttructural performance while reducing weight and being cost-ffectively manufactured is increasing. For applications withigh strength requirements high-strength martensitic steels haveeen widely used. Those steels, quenched and tempered, are usedoday in airframes including landing gear components, shafts,ears and in automotive structures as springs and stabilizers. Thetrength of such steels is increased by lowering the temperingemperature but it means as well, a loss in ductility and tough-ess [1,2]. Thus, commercial steel grades cannot be used aboveertain strength levels because they do not fulfill the ductility
nd toughness levels imposed by design requirements.It is known that refinement of austenite grain size canmprove the toughness of martensitic steels, because it refines the
∗ Corresponding author. Present address: ThyssenKrupp Nirosta GmbH,ermany. Tel.: +49 211 7107450; fax: +49 211 7107311.
E-mail address: [email protected] (A.A. Barani).
itpi
dam
921-5093/$ – see front matter © 2007 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2006.08.124
icrostructural units of martensite, i.e. the packet or block size3,4]. Carbo-nitrides of microalloying elements such as vana-ium and niobium can refine the austenite grain size during heatreatment. Systematic investigations to optimize the mechanicalroperties of medium-carbon martensitic steels by focusing onustenite grain refinement have been rare [5]. In case of mediumarbon spring steels, microalloying elements have been stud-ed in combination with thermomechanical treatment [5–8] anduperior combinations of mechanical properties were achieved.n these studies the aim was to stabilize the structure of austeniteroduced by deformation prior to quenching with a fine disper-ion of vanadium [5] or niobium carbo-nitrides [6–8]. However,n order to determine the structural characteristics of martensite,t is desirable to have a clear understanding of the condition ofhe material from which the martensite is generated. Hence, aroper study and conditioning of the austenite prior to quenchings essential [9–11].
In the present study, the effect of microalloying with vana-ium and thermomechanical treatment on the tensile propertiesnd the microstructure is investigated in a silicon chromiumedium-carbon steel. The steel was produced with (54SiCrV6)

and
aaoepmssp
2
Tcmm
aTAta1atmtttdt
2
abmtatahtea9sF
wa1t
2
c2[w1maftiattaFspiamihmFltoo
2c
tot[p
TC
S
55
A.A. Barani et al. / Materials Science
nd without (54SiCr6) the addition of vanadium to differenti-te the effects of the microalloying and the process. The effectf vanadium on austenite grain growth and recrystallization isxplored and correlated to the microstructure and mechanicalroperties of the final martensite. Additionally, different ther-omechanical treatments with and without microalloying are
tudied to understand the effect of austenite grain and grain sub-tructure on the final martensite microstructure and mechanicalroperties.
. Experimental
The chemical composition of the alloys studied is given inable 1. The amount of copper and tin present in the alloyorresponds to the average concentration of these elements inaterials obtained from an electrical arc furnace, which useainly scrap steel as a source.Two ingots with a cross-section of 140 mm × 140 mm and
mass of 70 kg were prepared by vacuum induction melting.hey were cut into bars with a cross-section of 70 mm × 70 mm.fter homogenization at 1100 ◦C for 1 h the samples were rolled
o 30 mm thickness and air cooled. After reheating to 1100 ◦Cnd holding for 1 h again the samples were then rolled to 21 or5 mm thickness, respectively, and air cooled to room temper-ture. Cylindrical samples for dilatometry were machined fromhe bars. The rotation axis of the samples was parallel to the nor-
al direction of the bars. Cuboidal samples for conventional heatreatment (85 mm × 55 mm × 12.4 mm) and thermomechanicalreatment (65 mm × 56 mm × 18.4 mm) were machined fromhe same bars. The length of the samples is parallel to the rollingirection, the width to the transverse direction and the thicknesso the normal direction of the bars.
.1. Dilatometry experiments
The dilatometry experiments were performed to explore theustenite grain coarsening and the austenite recrystallizationehavior after deformation. For the grain coarsening experi-ents, the samples (5 mm diameter, 10 mm length) were heated
o the austenitization temperature (850 to 1000 ◦C) with 50 K/snd held at that temperature between 300 and 3600 s. The recrys-allization experiments were separated in two parts for dynamicnd for static recrystallization. The first will not be describedere. The static recrystallization was investigated employinghe interrupted compression test [12]. Samples (4 mm in diam-ter and 9 mm in length) were heated with 15 K/s to 1000 ◦C
nd held at that temperature for 300 s (vanadium-free steel) or00 s (steel with vanadium). The different holding times wereelected to obtain the same austenite grain size for both steels.rom the austenitization temperature the samples were cooledspat
able 1hemical analysis of the investigated spring steel (mass %)
teel C Si Mn P S
4SiCr6 0.55 1.56 0.59 0.0023 0.024SiCrV6 0.56 1.47 0.66 0.0025 0.02
Engineering A 463 (2007) 138–146 139
ith −10 K/s to the deformation temperature, compressed withlogarithmic strain of 0.2 and a strain rate of 5 s−1, held betweenand 10,000 s at the same temperature and deformed again with
he same strain.
.2. Heat treatment and thermomechanical experiments
The conventional heat treatment (CHT) and the thermome-hanical treatment (TMT) were conducted using a large-scale.5 MN hot press at the Max-Planck-Institut fur Eisenforschung13,14]. The temperature of the specimen was determinedith a thermocouple inserted in a bore (2 mm diameter and2 mm depth) at half thickness. The conventional heat treat-ent comprises heating to austenitization temperature (900 ◦C)
nd soaking for 300 s, followed by quenching and temperingor 1 h between 250 and 450 ◦C. The heating to austenitizationemperature was carried out by induction heating. After austen-tization samples were cooled for 15 s in air before quenching inn oil bath at 60 ◦C. Tempering was performed in air for 1 h. Thehermomechanically treated specimens were austenitized andempered in the same manner as described above, introducingn additional step between the austenitization and the quenching.rom austenitization temperature (900 ◦C for the vanadium-freeteel and 920 ◦C for the microalloyed vanadium steel) the sam-les were air cooled to the deformation temperature, deformedn flat compression to a thickness of 13 mm and either quenchedfter 15 s of quench delay or deformed again at a lower defor-ation temperature and then quenched. The quench delay tQD
s the time between the end of austenitization (for conventionaleat treatment) or the end of the last deformation step (for ther-omechanical treatment) and the beginning of the quenching.or all the deformations the strain rate was 5 s−1 and the nominal
ogarithmic strain per deformation step was 0.4. Hence, sampleshat were deformed once had a logarithmic deformation strainf 0.4, and those deformed twice had a total logarithmic strainf 0.8.
.3. Mechanical testing and microstructureharacterization
Round tensile specimens with a test diameter of 5 mm and aest length of 25 mm were machined from the tempered CHTr TMT samples. Three samples were taken from the halfhickness of each CHT or TMT sample as described in Ref.15]. The longitudinal direction of the tensile specimen wasarallel to the rolling direction (RD). The average of three mea-
urements characterizes the tensile properties of one specificarameter combination. Samples for metallography were takens well. Microstructural observations, optical and scanning elec-ron microscopy were performed on the plane normal to theCr Cu Sn V Fe
31 0.69 0.281 0.030 – Bal.18 0.69 0.285 0.031 0.163 Bal.

140 A.A. Barani et al. / Materials Science and Engineering A 463 (2007) 138–146
Ff
tigaOam0
3
3
rsampsFfabgVtgAgvFibtrabg
Ftg
sctv
3
tAhmewtcoccurs at 350◦. The stress–strain curves of samples temperedat 350 ◦C are compared in Fig. 4. The uniform elongation andelongation to fracture of the vanadium-free steel is 2.7%, while
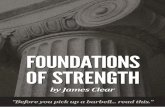
ig. 1. Grain growth behavior of 54SiCr6 and 54SiCrV6 during austenitizationor various temperatures and times.
ransverse direction after standard sample preparation and etch-ng in 1% alcoholic solution of HNO3 (nital). The prior austeniterain size was determined employing chemical etching (picriccid solution with CuCl2 addition) and thermal etching [16].rientation imaging microscopy of the final microstructure by
utomated electron backscatter diffraction (EBSD) measure-ents was applied. The step size for all measurements was
.1 �m.
. Results & discussion
.1. Effect of vanadium on austenite grain size
The austenite grain size before quenching plays an importantole in controlling the toughness and ductility of marten-itic steels [3,4,17] since it determines the martensite packetnd block size [17,18]. To explore the influence of vanadiumicroalloying on the austenite grain size, the austenitization
arameters time and temperature were varied and the grainizes were determined after quenching to room temperature.ig. 1 compares the austenite grain sizes of the two steelsor austenitization temperatures between 850 and 1000 ◦Cnd various holding times (300–3600 s). The grain coarseningehavior of the steel without vanadium follows normal grainrowth, increasing grain size with temperature and soaking time.anadium addition leads to very small grain sizes at low austeni-
ization temperatures. In a medium temperature range a bimodalrain size distribution is observed for different soaking times.t higher temperatures or at longer soaking times normal grainrowth is observed again. The grain growth behavior of theanadium steel at the three temperature regimes is shown inig. 2. The diameter of the circles represents the average austen-
te grain size, and its value is written inside each circle. In theimodal temperature and time range the outer circles representhe average grain size of large grains, whereas the inner circles
epresent the one of the small grains. Between 850 and 950 ◦Custenitization temperature (Fig. 2, region 2) the vanadium car-ides partially dissolve or coarsen. In these areas abnormal grainrowth occurs, while in regions where vanadium carbides areFt
ig. 2. Grain growth behavior of 54SiCrV6 during austenitization for variousemperatures and times. Circle diameter represents average austenite grain size,iven partially as numbers within circles.
till present the austenite grain growth is retarded. The grainoarsening which occurs at high temperatures is closely relatedo the complete dissolution of the precipitates, in this case of theanadium carbides.
.2. Effect of vanadium on mechanical properties
Between the tempering temperature of 250 and 400 ◦C theensile strength values of both steels are similar to each other.t and above 400 ◦C the steel with vanadium exhibits slightlyigher strength values. This increase is attributed to the for-ation of additional vanadium carbides. Fig. 3 presents the
longation values for quenched and tempered samples with andithout vanadium. Below the tempering temperature of 450 ◦C
he addition of vanadium enhances the ductility of the steel. Inontrast to the steel without vanadium no minimum in ductility
ig. 3. Elongation to fracture of 54SiCr6 and 54SiCrV6 for different temperingemperatures. Austenitization 300 s at 900 ◦C.

A.A. Barani et al. / Materials Science and Engineering A 463 (2007) 138–146 141
Fq
tesa
ibbtboeeewgstta
F5
g3s
(lcaagr[fs
fiowav
Fq
ig. 4. Stress–strain curves for conventionally heat treated (300 s at 900 ◦C, oiluench, 1 h at 350 ◦C) samples.
he uniform elongation of the microalloyed steel is 4.2% and thelongation to fracture is 7.3%. For the austenitization conditionelected (300 s at 900 ◦C) the addition of vanadium reduces theustenite grain size significantly (Fig. 1).
In Fig. 5 the inverse pole figure maps of the samples discussedn Fig. 4 are presented. Black lines mark the prior austenite grainoundaries. According to Guo et al. [19] and Morris et al. [3] incc crystals the coherence length on the {1 0 0} planes is impor-ant for toughness or ductility. Additionally, high angle grainoundaries are effective obstacles to the progressing crack fromne grain to the next. From the inverse pole figure maps theffective grain size distributions and average grain sizes werextracted. The effective grain size was defined here as the areanclosed by high angle grain boundaries. All grain boundariesith a misorientation larger than 15◦ were considered high anglerain boundaries. In lath martensitic steels such effective grain
ize corresponds to the size of blocks [20]. The average effec-ive grain size calculated in such a way for conventionally heatreated samples tempered at 350 ◦C is refined by the vanadiumddition from 30.5 to 7.5 �m2. The ratio of the average austeniteiccq
ig. 5. Inverse pole figure maps of conventionally heat treated samples of 54SiCr6uenched and tempered for 1 h at 350 ◦C. Some prior austenite grain boundaries high
ig. 6. Scanning electron micrograph of conventionally heat treated sample of4SiCr6 tempered at 350 ◦C.
rain size of the vanadium-free steel to the microalloyed steel is.75 and is close to the ratio of the effective grain size of bothteels.
The loss of ductility observed after tempering at 350 ◦CFig. 3) is related to the formation of cementite films at theower temperature range of the third stage of tempering [21]. Theementite films that form either at prior austenite grain bound-ries or at lath, block or packet boundaries [22] act as slip barriersnd are sources for crack initiation [21]. If the prior austeniterain boundaries are enriched with impurities such as phospho-ous or tin the loss in ductility or toughness is more pronounced21,23]. Such cementite films were observed in the vanadium-ree steel as shown in Fig. 6, whereas in the microalloyed oneuch films were absent (Fig. 7).
Additionally, in the vanadium steel allotriomorphic ferritelms as shown in Fig. 7 were observed. The austenitizationf the microalloyed steel was carried out at a temperature athich vanadium carbides were present. This means, that the
mount of carbon in solid solution was lower in the steel withanadium. Lower carbon concentration in solid solution results
nto a lower driving force for grain boundary segregation ofarbon during austenitization and therefore the grain boundaryoncentration of carbon must be less in the austenite prior touenching. Hence, for a constant austenite grain size the for-(a) and 54SiCrV6 (b). Both samples were austenitized for 300 s at 900 ◦C,lighted with black lines.

142 A.A. Barani et al. / Materials Science an
F5
mirtbams�od
3
bto
stcttrcohtvaiapuilelvhattrat(t
ig. 7. Scanning electron micrograph of conventionally heat treated sample of4SiCrV6 tempered at 350 ◦C.
ation of cementite films at prior austenite grain boundariess retarded during tempering. Since the diffusion of carbon isequired to the prior austenite grain boundaries, less cemen-ite films can be observed after constant tempering time. Butecause the vanadium carbides reduce the austenite grain sizes well and enhance the grain boundary area, this effect is evenore pronounced. At the same time the decrease of carbon in
olid solution enhances the transformation temperature for the–�-transformation, which increases the formation of allotri-morphic ferrite during air cooling before quenching or evenuring quenching itself.
.3. Thermomechanical treatment
The aim of TMT is to modify the austenite conditiony deformation in order to achieve the desired properties inhe final product phase. The deformation of austenite allowsbtaining various austenite grain structures and grain sub-
ttbp
Fig. 8. Schematic representation of the relation between austenite condi
d Engineering A 463 (2007) 138–146
tructures. Refinement of the austenite grain can be achievedhrough recrystallization (either dynamic or static) by properontrol of the deformation process and of the evolution ofemperature–time. However, in some cases a grain substruc-ure with increased defect density (work-hardened austenite) orecovered structure might be beneficial. Because of the displacedharacter of the martensitic transformation and the inheritancef defects from the parent phase, the conditioning of austeniteas an influence on the �–�-transformation and on the precipita-ion reactions during tempering. Fig. 8 compares schematicallyarious possible austenite conditions. It shows how differentustenite conditions could affect the concentration [24,25] ofmpurities at grain boundaries, the carbide formation on priorustenite grain boundaries [26–28] and the morphology and dis-ersion of carbides within the matrix [26,27]. The distribution ofndesirable impurity elements by thermomechanical treatments known. It is expected that a work-hardened or recrystal-ized state reduces the grain boundary segregation of theselements by offering more preferential segregation sites or trapsike dislocation substructures, increased grain boundary area oracancies within the austenite grains [6]. However, it is not clearow recrystallization changes the impurity concentration at theustenite grain boundaries [24]. Depending on the velocity ofhe grain boundary during recrystallization and the diffusivity ofhe impurity elements, the grain boundary concentration can beeduced or enhanced. Therefore, for the recrystallized austeniterange of concentrations is schematically shown in Fig. 8. Fur-
hermore, there is a consensus that the size of martensitic unitsblocks, packets) correlate with the austenite grain size and withhe strain applied during work-hardening of austenite [17,18].
The austenite conditions presented are obtained by deforma-
ion and subsequent recrystallization, by deformation at loweremperature without subsequent recrystallization and by com-ination of both. For the vanadium-free steel these states wereroduced by deformation at 850 ◦C, at 750 ◦C and by a sequencetion generated by different processes and microstructural features.

A.A. Barani et al. / Materials Science and
Ft
oa
cttm1mw
oapaitltsmsc(
iaaFag(pitbochas been shown in Ref. [27], deformation of austenite at 850 ◦C
Fd
ig. 9. Tensile properties of conventionally heat treated and thermomechanicallyreated samples of 54SiCr6 and 54SiCrV6.
f two deformations at both temperatures. The logarithmic strainpplied at each deformation was 0.4.
In Fig. 9 the tensile tests results for various austeniteonditions are presented. Two austenite conditions, the recrys-allized (TMTRX) and the non-recrystallized (TMTNRX), wereempered at 300, 350 and 400 ◦C, corresponding to ulti-
ate tensile strength levels of approximately 2250, 2150 and900 MPa, respectively. The two-step thermomechanical treat-ent employing recrystallization followed by work-hardeningas tempered at 300 ◦C. The ultimate tensile strength values
rag
ig. 10. Inverse pole figure maps of thermomechanically treated samples of 54SiCreformed at 850 and 750 ◦C. Some prior austenite grain boundaries highlighted with
Engineering A 463 (2007) 138–146 143
f thermomechanically treated samples of 54SiCr6 (circles)re equivalent or higher than conventionally heat treated sam-les of the same alloy tempered at the same temperature (seelso Fig. 3). The reduction of area is enhanced for all temper-ng temperatures and all austenite conditions. With respect tohe work-hardened austenite condition TMTNRX the recrystal-ized austenite condition TMTRX is superior in ductility. Afterempering at 300 ◦C the two-step thermomechanically treatedample (TMT2-step) exhibits the highest ductility. The thermo-echanically treated samples of 54SiCr6, i.e. the vanadium-free
teel, show a reduction of area equivalent or higher thanonventionally heat treated samples of the microalloyed steel54SiCrV6).
Fig. 10 presents the microstructure of the thermomechan-cally treated samples. The prior austenite grain boundariesre shown as black lines. The deformation at 850 ◦C leads torefinement of the austenite grains (Fig. 10(a) compare withig. 5), at 750 ◦C it gives elongated austenite grains (Fig. 10(b))nd a sequence of both deformations shows refined and elon-ated austenite grains (Fig. 10(c)). The effective grain sizeas described above) of the thermomechanically treated sam-les with one deformation step, i.e. of TMTRX and TMTNRX,s 9 �m2 and higher than the one of the conventionally heatreated samples of the steel with vanadium. The combination ofoth results in martensite with an average effective grain sizef 5 �m2. The deformation of austenite has an influence on thearbide morphology at the prior austenite grain boundaries. As it
efines the carbides at prior austenite grain boundaries, whereasdeformation at 750 ◦C eliminates carbides at prior austenite
rain boundaries.
6 tempered at 350 ◦C: (a) deformed at 850 ◦C, (b) deformed at 750 ◦C and (c)black lines.

1 ce and Engineering A 463 (2007) 138–146
3
mmicteitmftiwpt
3
rdhvvtcuigepwlsta
stdtt1
dassivTwina
Fd
cma
3
tdlmFapquenched after 15 s holding in air. The mechanical propertiesof samples treated in this way and tempered at 300 or 350 ◦Care shown in Fig. 9 as inverted triangles. The thermomechan-ically treated steel with vanadium exhibits higher reduction of
44 A.A. Barani et al. / Materials Scien
.4. Microalloying and thermomechanical treatment
To achieve optimized mechanical properties through ther-omechanical treatment it is necessary to preserve theicrostructure produced by the deformation prior to quench-
ng. For recrystallized structures it is necessary to avoid grainoarsening of refined austenite grains. For work-hardened grainshe austenite grain substructure must be preserved, i.e. recov-ry or recrystallization needs to be avoided. Additionally, inndustrial practice, e.g. in the production of spring steels, fur-her process steps have to be carried out before quenching so the
icrostructure produced by deformation has to be stable evenor longer times. It has been reported by Peters et al. [6] thathe thermomechanical process can be optimized by microalloy-ng with niobium. The spring steel investigated here is availableith or without vanadium additions. In the present study, theotential of vanadium for microalloying in combination withhermomechanical treatment has been studied.
.4.1. RecrystallizationAs part of our studies, the critical strains εc for dynamic
ecrystallization of 54SiCr6 spring steel with and without vana-ium have been determined based on changes in the strainardening rate as a function of the flow stress [29]. Eitheranadium in solution at high austenitization temperature oranadium carbides remaining undissolved at low austenitizationemperature have little effect on the critical strain of dynami-al recrystallization in the present steels. However, for the steelnder investigation, we observed that addition of vanadiumncreases the (static) recrystallization temperature after a sin-le deformation and quench delay of 15 s [30]. To ascertain theffect of vanadium on static recrystallization, interrupted com-ression tests were carried out. The strain applied in these testsas 0.2 and smaller than the critical strain for dynamic recrystal-
ization obtained by Li et al. [29]. Assessment of the amount ofoftening is carried out by the analysis of the initial loading andhe reloading curve. In the present work the 2% offset methods described in Ref. [12] was used.
For all deformation temperatures tested addition of vanadiumlows the static softening kinetics (Fig. 11). The time betweenwo deformations in Fig. 11 is 15 s and corresponds to the quenchelay used for the conventional and thermomechanical tests inhe hot deformation simulator. At all deformation temperaturesested the fractional softening of the microalloyed steel is at least5% less.
Fig. 12 shows the static softening kinetics after austeniteeformation at 850 ◦C. The softening of 54SiCr6 takes placefew seconds after deformation. After 100 s the fractional
oftening is over 90%. The addition of vanadium retards theoftening after deformation significantly. The fractional soften-ng increases slowly until 40% and remains constant around thisalue. The complete softening takes place between 104 and 105 s.he austenitization of both steels, with and without vanadium
as carried out at 1000 ◦C to dissolve all the carbides. Accord-ng to the grain growth experiments and the solubility equationso vanadium carbides should be present after the austenitizationt this temperature. It can be therefore concluded that vanadium
F8
ig. 11. Fractional softening for 54SiCr6 and 54SiCrV6 after deformation atifferent temperatures and 15 s holding time.
arbides are formed after and with less probability during defor-ation and retard the recrystallization as reported by Ayada et
l. [5].
.4.2. Tensile properties and microstructureFrom the results of static softening it is concluded that in
he microalloyed steel a work-hardened austenite can be pro-uced at higher rolling temperatures and be preserved even foronger times after deformation. In our study, a two-step ther-
omechanical treatment was defined for the microalloyed steel.irst, the samples were deformed with a logarithmic strain of 0.4t 900 ◦C and air cooled in 40 s to 850 ◦C. At 850 ◦C the sam-les were deformed again with the same strain (ε2 = 0.4), and
ig. 12. Fractional softening for 54SiCr6 and 54SiCrV6 after deformation at50 ◦C and various holding times.

A.A. Barani et al. / Materials Science and Engineering A 463 (2007) 138–146 145
Fs
aot4
caatmani
sLom
4
tmucdsoid
Fo9
ttsos(et(otthismallest effective grain size distribution. Microalloying resultsin smaller austenite grains during austenitization (see Section3.1 on grain size). The first deformation at 900 ◦C induces
ig. 13. Inverse pole figure map of thermomechanically treated microalloyedteel 54SiCrV6 tempered at 350 ◦C. Orientation triangle see Fig. 10.
rea values than conventionally heat treated ones. Deformationf austenite slightly increases the ultimate tensile strength. Afterempering at 350 ◦C the increment is 35 MPa, after 300 ◦C it is8 MPa.
Fig. 13 presents the inverse pole figure map of the thermome-hanically treated microalloyed steel 54SiCrV6 after temperingt 350 ◦C. Comparing with conventionally heat treated (withnd without vanadium, see Fig. 5) and thermomechanicallyreated samples (without vanadium, see Fig. 10) the thermo-
echanically treated microalloyed steel exhibits the smallestustenite grain size. Most of these grains are elongated andot recrystallized. The average value for the effective grain sizes 3 �m2.
In Fig. 14 the microstructure of a thermomechanically treatedample of the steel with vanadium, tempered at 350 ◦C is shown.ike the thermomechanically treated samples of steel with-ut vanadium and conventionally heat treated samples of theicroalloyed steel, cementite films were not observed.
. Summary
Two possible means of improving the mechanical proper-ies and their combination have been investigated. The first is
icroalloying with vanadium without any change of the reg-lar process. The second is thermomechanical treatment. Theombination includes thermomechanical treatment of the vana-ium microalloyed steel. It is shown that equivalent level of
trength and ductility can be obtained by either microalloyingr thermomechanical treatment. Application of thermomechan-cal treatment on the steel without vanadium can lead to higheructilities with less scatter in the values.Fp
ig. 14. Scanning electron micrograph of thermomechanically treated samplef 54SiCrV6. Austenitization for 300 s at 920 ◦C, deformed with strain of 0.4 at00 and 850 ◦C, quenched in oil and tempered at 350 ◦C.
Fig. 15 shows the distribution of effective grain size for allhe processes discussed above and tempered at 350 ◦C. Thehermomechanically treated samples of the same steel havemaller grains. The refinement of the austenite by additionf vanadium produces martensite with an effective grain sizemaller than that of the thermomechanically treated samplesone deformation step) of vanadium-free steel. Furthermore,quivalent effective grain sizes were obtained for the recrys-allized austenite (TMTRX) and for the work-hardened austeniteTMTNRX). Hence, the packet or block size is not only dependentn the austenite grain size, but as well on the grain substruc-ure of the austenite [25,31]. The two-step thermomechanicallyreated sample exhibits a smaller grain size than conventionallyeat treated microalloyed steel. Combination of microalloy-ng and two-step thermomechanical treatment results in the
ig. 15. Distribution of effective grain sizes in the final martensite for variousrocesses and both steels. All samples tempered at 350 ◦C.

1 ce an
rTdtttbbttas
5
vatad
gitb
mb
imcatactsb
iDocts
A
1o
tGAF
R
[[[
[[[
[
[
[
[[
[
[[[[
[
[
[
[
46 A.A. Barani et al. / Materials Scien
ecrystallization and leads to an even finer austenite grain size.he second deformation step work-hardens the austenite. Asescribed above the work-hardened austenite condition refineshe effective grain size in the same way as does the recrys-allized austenite condition. Thus, through microalloying andhermomechanical treatment martensite refinement is achievedy austenite conditioning in three steps, during austenitization,y a first deformation and recrystallization, by a second deforma-ion and work-hardening. Although the effective grain sizes ofhe thermomechanically treated samples of vanadium-free steelre larger than those of conventionally heat treated microalloyedteel, the obtained ductility values are equivalent or higher.
. Conclusion
A silicon chromium steel with and without the addition ofanadium was investigated. The austenite grain growth behaviornd the static recrystallization of the austenite after deforma-ion were investigated using a dilatometer. The microstructurend the tensile properties were characterized with and withouteformation of austenite before quenching to martensite.
Addition of vanadium can be used to refine the austeniterain size. Appropriate combination of temperature and times necessary to obtain uniform grain size distribution. Close tohe complete dissolution temperature of the vanadium carbidesimodal grain size distribution was observed.
Vanadium retards the recrystallization after austenite defor-ation. This retardation is probably due to pinning of the grain
oundaries by deformation induced vanadium carbides.The strength–ductility combination of the 54SiCr6 can be
mproved by addition of vanadium for conventional heat treat-ent including austenitization, quenching and tempering. In the
ase of both steels, with and without vanadium, deformation ofustenite prior to quenching can improve the aforementionedensile properties. This improvement is either due to refinedustenite grains, to the austenite grain substructure or to aombination of both. Those conditions of the austenite reflecthemselves into finer structured martensite, i.e. refined blockize, with no or refined carbides at the prior austenite grainoundaries.
The work presents three possible strategies of produc-ng high-strength martensitic steels with improved ductility.epending on the process boundary conditions, either a changef chemical composition, i.e. microalloying, or change of pro-ess, i.e. from conventional heat treatment to thermomechanicalreatment, or a combination of both can be selected. Thus, highertrength with equivalent or higher ductility can be obtained.
cknowledgements
Results presented here are from the research project AiF3409N. Funding was provided by the German Federal Ministryf Economics and Labour (BMWA) via the German Federa-
[
[
d Engineering A 463 (2007) 138–146
ion of Industrial Cooperative Research Associations “Otto vonuericke” (AiF) and the Steel Forming Research Society (FSV).n extended version of the final report can be ordered from theSV, Goldene Pforte 1, D-58093 Hagen.
eferences
[1] H. Berns, G. Siekmann, I. Wiesenecker, Draht 35 (5) (1984) 247–252.[2] H. Dziemballa, L. Manke, in: I. von Hagen, H.-J. Wieland (Eds.), Steel,
Future for the Automotive Industry, Verlag Stahleisen GmbH, Dusseldorf,2005, pp. 341–348.
[3] J.W. Morris Jr., Z. Guo, C.R. Krenn, Y.-H. Kim, ISIJ Int. 41 (2001) 599–611.[4] H. Ohtani, F. Terasaki, T. Kunitake, Trans. ISIJ 12 (1972) 118–127.[5] M. Ayada, M. Yuga, N. Tsuji, Y. Saito, A. Yoneguti, ISIJ Int. 38 (1998)
1022–1031.[6] A. Peters, R. Kaspar, J. Janovec, O. Pawelski, Steel Res. Int. 67 (1996)
291–297.[7] M. Wettlaufer, R. Kaspar, Steel Res. 71 (2000) 357–361.[8] M. Wettlaufer, R. Kaspar, Steel Res. 71 (2000) 362–365.[9] E. Bain, N.Y. Dunkirk, Trans. AIME Steel Div. 70 (1924) 25–46.10] R.G. Davies, C.L. Magee, Met. Trans. 2 (1971) 1939–1947.11] I. Gonzalez-Baquet, R. Kaspar, J. Richter, Steel Res. Int. 68 (1997) 61–66.12] A.I. Fernandez, B. Lopez, J.M. Rodrıguez-Ibabe, Scr. Mater. 40 (1999)
543–549.13] R. Kaspar, O. Pawelski, Materialprufung 31 (1989) 14–16.14] O. Pawelski, U. Rudiger, R. Kaspar, Stahl und Eisen 98 (1978) 181–189.15] A. Ardehali Barani, D. Ponge, D. Raabe, Mater. Sci. Eng. A 426 (2006)
194–201.16] F. Li, A. Ardehali Barani, D. Ponge, D. Raabe, Steel Res. Int. 77 (2006)
582–586.17] G. Krauss, Steels Heat Treatment and Processing Principles, ASM Inter-
national, OH, USA, 1990.18] T. Maki, in: K.A. Taylor, S.W. Thompson, F.B. Fischer (Eds.), Physical
Metallurgy of Direct-Quenched Steels, The Minerals, Metals and MaterialsSociety, Warrendale, PA, USA, 1993, pp. 3–16.
19] Z. Guo, C.S. Lee, J.W. Morris Jr., Acta Mater. 52 (2004) 5511–5518.20] A. Ardehali Barani, D. Ponge, in: J.M. Howe, D.E. Laughlin, J.K. Lee,
U. Dahmen, W.A. Soffa (Eds.), Solid-to-Solid Phase Transformations inInorganic Materials 2005, vol. 2, The Minerals, Metals & Materials Society,Warrendale, PA, USA, 2005, pp. 121–126.
21] S.K. Banerji, C.J. McMahon Jr., H.C. Feng, Metall. Trans. A 9 (1978)237–247.
22] T. Furuhara, K. Kobayashi, T. Maki, ISIJ Int. 44 (2004) 1937–1944.23] C.L. Briant, S.K. Banerji, Met. Trans. A 10 (1979) 123–126.24] T. Abe, K. Tsujada, H. Tagawa, I. Kozasu, ISIJ Int. 30 (1990) 444–450.25] G. Zouhar, Deutscher Verlag fur Grundstoffindustrie, vol. 244, 1984, pp.
75–103.26] G. Zouhar, J. Kunath, R. Stahlberg, B. Winderlich, Arch. Eisenhuttenwesen
55 (1984) 285–290.27] A. Ardehali Barani, D. Ponge, in: J.M. Howe, D.E. Laughlin, J.K. Lee,
U. Dahmen, W.A. Soffa (Eds.), Solid-to-Solid Phase Transformations inInorganic Materials 2005, vol. 2, The Minerals, Metals & Materials Society,Pennsylvania, USA, 2005, pp. 127–132.
28] S. Yusa, T. Hara, K. Tsuzaki, T. Takahashi, Mater. Sci. Eng. A 273–275(1999) 462–465.
29] F. Li, A. Ardehali Barani, D. Ponge, D. Raabe, J. Mater. Process. Technol.,submitted for publication.
30] A. Ardehali Barani, L. Fei, P. Romano, D. Ponge, Proceedings of firstInternational Conference Super-High Strength Steels, Associazone Italianadi Metallurgica and Centro Sviluppo Materiali, Rome, Italy, 2005.
31] K.-E. Hensger, M.L. Bernstein, Thermomechanische Veredelung von Stahl,Deutscher Verlag fur Grundstoffindustrie, Leipzig, GDR, 1984.