
Cost analysis in laccase production
6
Cost analysis in laccase production Johann F. Osma a, b , José L. Toca-Herrera c , Susana Rodríguez-Couto d, e, * a Centro de Microelectrónica (CMUA), Department of Electrical and Electronics Engineering, Universidad de los Andes, Carrera 1 N 18A e 12, Bogota, Colombia b Departament d’Enginyeria Quimica, Universitat Rovira i Virgili, Av. Països Catalans 26, 43007 Tarragona, Spain c Department of NanoBiotechnology, University of Natural Resources and Applied Life Sciences (BOKU), Muthgasse 11,1190 Vienna, Austria d CEIT, Unit of Environmental Engineering, Paseo Manuel de Lardizábal 15, 20018 San Sebastian, Spain e IKERBASQUE, Basque Foundation for Science, Alameda de Urquijo 36, 48011 Bilbao, Spain article info Article history: Received 11 January 2011 Received in revised form 10 June 2011 Accepted 27 June 2011 Available online 19 July 2011 Keywords: Cost Laccase Pricing Solid-state fermentation Submerged fermentation Trametes pubescens abstract In this paper the cost of producing the enzyme laccase by the white-rot fungus Trametes pubescens under both submerged (SmF) and solid-state fermentation (SSF) conditions was studied. The fungus was cultured using more than 45 culture medium compositions. The cost of production was estimated by analyzing the cost of the culture medium, the cost of equipment and the operating costs. The cost of the culture medium represented, in all cases, the highest contribution to the total cost, while, the cost of equipment was significantly low, representing less than 2% of the total costs. The cultivation under SSF conditions presented a final cost 50-fold lower than the one obtained when culturing under SmF conditions at flask scale. In addition, the laccase production under SSF conditions in tray bioreactors reduced the final cost 4-fold compared to the one obtained under SSF conditions at flask scale, obtaining a final price of 0.04 cent V/U. Ó 2011 Elsevier Ltd. All rights reserved. 1. Introduction Laccases (benzenediol: oxygen oxidoreductases, EC 1.10.3.2) are enzymes with considerable interest in industrial and environ- mental biotechnology due to their broad substrate specificity and to the fact that they use molecular oxygen as the final electron acceptor instead of hydrogen peroxide as used by peroxidases. The cost analysis of the laccase production is an important feature for its industrial exploitation, however most papers neglect this aspect. Several authors have defined their cultivation methods or culture media as low-cost (Mukherjee et al., 2008; Ng et al., 2010), however, in few cases the real cost of production has been calculated. Different approaches at laboratory scale have proved their suitability for industrial scale production but in general terms, few of them have included a cost analysis to give support to this statement. Numerous reports on strategies to improve the production of laccase enzymes, such as the isolation of new fungal strains, heterologous expression of laccase genes, optimization of growth conditions and use of inducers and stimulators, have been recently published. However, the utilization of inducers can cause problems of both cost-effectiveness and environmental pollution. Also, the enzyme yields obtained by recombinant expression of laccase genes (Hong et al., 2002, 2006; Li et al., 2007) are relatively low for the demands in industrial applications. Therefore, the development of approaches for the production of laccase with high efficiency, environmental friendliness and cost-effectiveness is a top priority. One potential solution for the above-mentioned issues would be to decrease the production cost of laccases by using cheap growth substrates such as agricultural and food wastes or wastewater from the food or pulp and paper industries. In addition, the reutilization Abbreviations: ABTS, 2,2 0 -azino-di-[3-ethyl-benzo-thiazolin-sulphonate]; Act Lac , maximum laccase activity of the extracted crude enzyme; Cap, capacity of the equipment; C CM , cost of the culture medium; C Eq A , cost of the autoclave per cultivation; C Eq I , cost of the incubator per cultivation; C Eq , cost of equipment; C Op A , cost of operation of the autoclave per cultivation; C Op I , cost of operation of the incubator per cultivation; C Op , operating costs; Cost Lac , cost of producing laccase; D max , cultivation time in days; E A , energy consumption of autoclaving processes to sterilize the total number of cultures per cycle of cultivation; Gxx, glucose xx concentration in the culture medium; LT, lifetime of the equipment; MEA, malt extract agar; Myy, mandarin peelings concentration (yy) in the culture medium; P, price of equipment divided by the number of cycles; PDA, potato dextrose agar; SmF, submerged fermentation; SS, sunflower-seed shells; SSF, solid-state fermentation; TA, tannic acid; Vol Lac , volume of the extracted crude laccase; Yzz, yeast concentration (zz) in the culture medium. * Corresponding author. CEIT, Unit of Environmental Engineering, Paseo Manuel de Lardizábal 15, 20018 San Sebastian, Spain. Tel.: þ34 943 212800x2239; fax: þ34 943 213076. E-mail address: [email protected] (S. Rodríguez-Couto). Contents lists available at ScienceDirect Journal of Environmental Management journal homepage: www.elsevier.com/locate/jenvman 0301-4797/$ e see front matter Ó 2011 Elsevier Ltd. All rights reserved. doi:10.1016/j.jenvman.2011.06.052 Journal of Environmental Management 92 (2011) 2907e2912
Transcript of Cost analysis in laccase production

lable at ScienceDirect
Journal of Environmental Management 92 (2011) 2907e2912
Contents lists avai
Journal of Environmental Management
journal homepage: www.elsevier .com/locate/ jenvman
Cost analysis in laccase production
Johann F. Osma a,b, José L. Toca-Herrera c, Susana Rodríguez-Couto d,e,*
aCentro de Microelectrónica (CMUA), Department of Electrical and Electronics Engineering, Universidad de los Andes, Carrera 1 N� 18A e 12, Bogota, ColombiabDepartament d’Enginyeria Quimica, Universitat Rovira i Virgili, Av. Països Catalans 26, 43007 Tarragona, SpaincDepartment of NanoBiotechnology, University of Natural Resources and Applied Life Sciences (BOKU), Muthgasse 11, 1190 Vienna, AustriadCEIT, Unit of Environmental Engineering, Paseo Manuel de Lardizábal 15, 20018 San Sebastian, Spaine IKERBASQUE, Basque Foundation for Science, Alameda de Urquijo 36, 48011 Bilbao, Spain
a r t i c l e i n f o
Article history:Received 11 January 2011Received in revised form10 June 2011Accepted 27 June 2011Available online 19 July 2011
Keywords:CostLaccasePricingSolid-state fermentationSubmerged fermentationTrametes pubescens
Abbreviations: ABTS, 2,20-azino-di-[3-ethyl-benzo-maximum laccase activity of the extracted crude eequipment; CCM, cost of the culture medium; CEqcultivation; CEq I, cost of the incubator per cultivation;cost of operation of the autoclave per cultivation; Cincubator per cultivation; COp, operating costs; CostLDmax, cultivation time in days; EA, energy consumptiosterilize the total number of cultures per cycle ofconcentration in the culture medium; LT, lifetime oextract agar; Myy, mandarin peelings concentration (price of equipment divided by the number of cyclesSmF, submerged fermentation; SS, sunflower-sefermentation; TA, tannic acid; VolLac, volume of theyeast concentration (zz) in the culture medium.* Corresponding author. CEIT, Unit of Environmenta
de Lardizábal 15, 20018 San Sebastian, Spain. Tel.: þ34943 213076.
E-mail address: [email protected] (S. Rodríguez-C
0301-4797/$ e see front matter � 2011 Elsevier Ltd.doi:10.1016/j.jenvman.2011.06.052
a b s t r a c t
In this paper the cost of producing the enzyme laccase by the white-rot fungus Trametes pubescens underboth submerged (SmF) and solid-state fermentation (SSF) conditions was studied. The fungus wascultured using more than 45 culture medium compositions. The cost of production was estimated byanalyzing the cost of the culture medium, the cost of equipment and the operating costs. The cost of theculture medium represented, in all cases, the highest contribution to the total cost, while, the cost ofequipment was significantly low, representing less than 2% of the total costs. The cultivation under SSFconditions presented a final cost 50-fold lower than the one obtained when culturing under SmFconditions at flask scale. In addition, the laccase production under SSF conditions in tray bioreactorsreduced the final cost 4-fold compared to the one obtained under SSF conditions at flask scale, obtaininga final price of 0.04 cent V/U.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Laccases (benzenediol: oxygen oxidoreductases, EC 1.10.3.2) areenzymes with considerable interest in industrial and environ-mental biotechnology due to their broad substrate specificity and tothe fact that they use molecular oxygen as the final electronacceptor instead of hydrogen peroxide as used by peroxidases.
thiazolin-sulphonate]; ActLac,nzyme; Cap, capacity of theA, cost of the autoclave perCEq, cost of equipment; COp A,Op I, cost of operation of theac, cost of producing laccase;n of autoclaving processes tocultivation; Gxx, glucose xxf the equipment; MEA, maltyy) in the culture medium; P,; PDA, potato dextrose agar;ed shells; SSF, solid-stateextracted crude laccase; Yzz,
l Engineering, Paseo Manuel943 212800x2239; fax: þ34
outo).
All rights reserved.
The cost analysis of the laccase production is an importantfeature for its industrial exploitation, however most papers neglectthis aspect. Several authors have defined their cultivation methodsor culture media as low-cost (Mukherjee et al., 2008; Ng et al.,2010), however, in few cases the real cost of production has beencalculated. Different approaches at laboratory scale have provedtheir suitability for industrial scale production but in general terms,few of them have included a cost analysis to give support to thisstatement.
Numerous reports on strategies to improve the production oflaccase enzymes, such as the isolation of new fungal strains,heterologous expression of laccase genes, optimization of growthconditions and use of inducers and stimulators, have been recentlypublished. However, the utilization of inducers can cause problemsof both cost-effectiveness and environmental pollution. Also, theenzyme yields obtained by recombinant expression of laccasegenes (Hong et al., 2002, 2006; Li et al., 2007) are relatively low forthe demands in industrial applications. Therefore, the developmentof approaches for the production of laccase with high efficiency,environmental friendliness and cost-effectiveness is a top priority.One potential solution for the above-mentioned issues would be todecrease the production cost of laccases by using cheap growthsubstrates such as agricultural and food wastes or wastewater fromthe food or pulp and paper industries. In addition, the reutilization

J.F. Osma et al. / Journal of Environmental Management 92 (2011) 2907e29122908
of such wastes would help to alleviate smog pollution. Thus, suchan approach is being subject of increased research. However,economical studies regarding the production of laccase enzymesusing synthetic media and waste materials are lacking. The presentpaper provides an estimation of the production cost of laccaseenzymes under different culture conditions.
2. Materials and methods
2.1. Microorganism
Trametes pubescens MB 89 (CBS 696.94; Centraalbureau voorSchimmelcultures, Utrecht, The Netherlands) was obtained fromthe Institute of Applied Microbiology, University of NaturalResources and Applied Life Sciences (Vienna, Austria) and wasmaintained on malt extract agar (MEA) or potato dextrose agar(PDA) plates at 4 �C and sub-cultured every three months.
2.2. Culture conditions
T. pubescens was cultured in both submerged (SmF) and solid-state fermentation (SSF) conditions using different culture media.Under SmF conditions cultures were performed in cotton-pluggedErlenmeyer flasks (250 mL) containing 100 mL of culturemedium. The composition of the culture medium was preparedaccording to Rodríguez-Couto et al. (2006). Three different vari-ables were taken into consideration in our analysis: carbon andorganic nitrogen sources and inducers of laccase activity. Threecarbon sources were tested: glucose (10 g/L), glycerol (10 g/L) andmandarin peelings (30 g/L). Also, the addition of yeast extract as anorganic nitrogen source was studied by the combination indifferent proportions of glucose, mandarin peelings and yeastextract (GxxeMyyeYzz cultures). The concentration of glucose(Gxx) was varied between 0 and 30 g/L, the concentration ofmandarin peelings (Myy) between 0 and 60 g/L and the concen-tration of yeast extract (Yzz) between 0.5 and 25 g/L. Finally, theaddition of different inducers in the culture with glucose (10 g/L)was analyzed. Cultures were incubated statically, under an airatmosphere, at 30 �C and in complete darkness.
Under SSF conditions flask-scale cultures were performed incotton-plugged Erlenmeyer flasks (250 mL) containing 20 mL ofculture medium. The compositions of the culture medium wereprepared according to Osma et al. (2007) when using banana skin,Osma et al. (2006) when using wheat bran and Rodríguez-Coutoet al. (2009) when using sunflower-seed shells as support. Traybioreactors were used when cultures were scaled-up as describedin Rodríguez-Couto et al. (2009). All cultures were incubated stat-ically, under an air atmosphere, at 30 �C and in complete darkness.
2.3. Analytical determinations
Laccase activity was determined spectrophotometrically asdescribed by Niku-Paavola et al. (1990) with ABTS (2,20-azino-di-[3-ethyl-benzo-thiazolin-sulphonate]) as a substrate. One activityunit was defined as the amount of enzyme that oxidized 1 mmolABTS per min. The activities were expressed in U/L.
2.4. Cost analysis
In this study, the cost of the laccase production was divided inthree terms: CCM, CEq and COp. In order to determine the costsrelated with equipment and operation (CEq and COp), an IsotempStandard Lab incubator and a 2340-M Heidolph/Tuttnauer Tabletopautoclave from Fisher Scientific Inc. (Suwanee, USA) were selectedas model equipments. Their lifetime (LT) was determined equal to
their warranty time, one year for the incubator and two years forthe autoclave. Power consumption and capacity of both equip-ments were calculated upon manufacturer description.
For the CCM, most of the market prices for reagents orcompounds were obtained from SIGMAeAldrich� (St. Louis, USA).In some special cases, such as agricultural materials, the cost wasassumed to be equal to the lowest one of any commercializedproduct with similar characteristics (E-Food Depot, 2010; IndexMundi, 2010; Czech Direct, 2010; Vita Cost, 2010). Thus, in thecase of the mandarin peelings, the price of a cooking product offresh mandarin peelings was used, whereas for the sunflower-seedshells the price of bricks, made of sunflower hulls, for heating wasused. Unfortunately, the price of banana skin could not be esti-mated and had to be assumed as null.
The CEq was represented in all cases as the price of an incubator(considering the number of cultures that can be grown simulta-neously) and an autoclave. For COp, the energy spent by the use ofthe autoclave and the incubator was taken into consideration(Esplugas et al., 2002). Nevertheless, the cost of manpower was notconsidered in the analysis, since it will depend on the automationand monitoring of the process, the experience of the worker andthe volume of laccase to be produced. The cost of producing laccase(CostLac) was calculated as the ratio between the sum of the culturemedium, equipment and operating costs and the produced enzymeactivity (Equation (1)). The latter was calculated as the maximumlaccase activity (ActLac) multiplied by the volume of the extractedcrude enzyme (VolLac) that represents the number of total units oflaccase produced.
CostLac ¼ CCM þ CEq þ COpActLac$VolLac
(1)
2.4.1. Cost of equipmentThe CEq reflects the cost of the incubator and the autoclave.
However, it is important to remark that this termwas not expressedas the simple sum of the cost of these items but also their LT andcapacity were included to determine the real price of the equip-ment per cultivation. In order to express this cost as detailed aspossible, the price of the equipment (P) was divided by the numberof cycles of operation that can be carried out depending on thecultivation time. Thus, if the maximum laccase activity of a specificculture is obtained in 7 days (Dmax), then the number of cycles thatthe incubator can be used is 52 in a year. Therefore, if the LT of theequipment is 2 years 104 cycles can be carried out. Also, thecapacity of the equipment (Cap) has to be taken into considerationin order to establish themaximumnumber of cultures that can takeplace in each cycle. If the incubator can hold 50 Erlenmeyer flasks(250 mL), then the maximum number of cultures that can becarried out is 5200 during the 2 years of operation of the incubator.In this sense, the following expression (Equation (2)) can be sug-gested to calculate the cost of the incubator per culture (CEq I).
CEq I ¼ PI�365Dmax
$LTI$CapI
� (2)
The operating capacity of the autoclave is limited by the capacity ofthe incubator and, thus, the correct expression to calculate theautoclave cost (CEq A) can be expressed as: (Equation (3))
CEq A ¼ PA�365Dmax
$LTA$CapI
� (3)
In general, the CEq can be calculated as the sum of the cost of bothequipments per culture (Equation (4)):

J.F. Osma et al. / Journal of Environmental Management 92 (2011) 2907e2912 2909
CEq ¼ CEq I þ CEq A ¼Dmax=365
CapI$
�PILTI
þ PALTA
�(4)
2.4.2. Operating costIn a similar way to the CEq, the COp has to reflect the culture
conditions in its calculation. Therefore, The COp I can be expressedas the price of the energy spent per hour (EI) multiplied by the timeof cultivation in hours divided by the capacity of the incubator. Inthe case of the autoclave, the operating cost (COp A) was calculatedusing the energy consumption (EA) of the necessary autoclavingprocesses to sterilize the total number of cultures per cycle ofcultivation. The cost of operation of the incubator (COp I) and theautoclave (COp A) per cultivation was calculated as follows (Equa-tions (5) and (6)).
COp I ¼ EI$ð24$DmaxÞCapI
(5)
COp A ¼ EACapI
(6)
The COp was calculated as the sum of COp I and COp A.
3. Results
3.1. Laccase production
3.1.1. SmF cultivationT. pubescens reached maximum laccase activities of 51 U/L (15th
day), 89 U/L (16th day) and 228 U/L (3rd day) when using glucose,glycerol and mandarin peelings as the carbon source, respectively(Table 1). Additionally, yeast extract, an organic nitrogen source,was tested in combination with glucose and mandarin peelings atdifferent concentrations. The combination of these threecompounds (glucose, mandarin peelings and yeast extract) led toa maximum laccase activity of 2100 U/L (Table 1). Therefore, theaddition of yeast extract in the culture medium led to higher lac-case activities than those obtained by just using glucose ormandarin peelings.
3.1.2. SSF cultivationT. pubescens was also cultured under SSF conditions at flask
scale, testing three natural supports: banana skin, wheat bran andsunflower-seed shells. The use of sunflower-seed shells consider-ably increased the laccase production reaching maximum laccaseactivities of 7750 U/L (10th day), compared to the 2500 U/L (10thday) and the 1600 U/L (20th day) obtained when using wheat branand banana skin, respectively (Fig. 1) (Osma et al., 2006, 2007;Rodríguez-Couto et al., 2009). The culture medium withsunflower-seed shells was selected as the basal medium to test theeffect of different inducers (Rodríguez-Couto et al., 2009). It isknown that the addition of inducers considerably influences theactivity of laccase (Bollag and Leonowicz, 1984), thus, five inducerswere tested at different concentrations and added at different timepoints of cultivation (inoculation, tropophase e 3rd day and idio-phase e 7th day). In almost all cases, laccase activities increased bythe addition of the inducer, reaching a maximum of 25,773 U/Lwhen adding 0.5 mMCu2þ on the 3rd day of cultivation (Rodríguez-Couto et al., 2009). The joint effect of inducers was also investigatedby combining the addition of 0.5 mMCu2þwith 1 mMof xylidine or50 mM of tannic acid on the 3rd day or on both the 3rd and the 7thday of cultivation. The use of Cu2þ and tannic acid added on the3rd day of cultivation reached a maximum laccase activity of30,272 U/L, while the other combinations led to maximum laccase
activities similar or lower than the one obtained by just the addi-tion of 0.5 mM Cu2þ on the 3rd cultivation day.
Finally, the sunflower-seed shells cultures induced with 0.5 mMCu2þ and 50 mM of tannic acid were scaled-up to tray bioreactors(Rodríguez-Couto et al., 2009). The surface area of the tray biore-actor was 7.5 times higher than the surface area of the Erlenmeyerflasks used. Due to the technical difficulties of mixing at this scale,the addition of inducers was only studied at inoculation and tro-pophase (3rd day). The scaled cultures presented a similar behaviorto their counterpart at flask scale. Thus, when cultures were notinduced, the maximum laccase activity was about 7130 U/L (13thday), while induced cultures reachedmaximum laccase activities of31,610 (14th day) and 41,135 U/L (13th day) when induced atinoculation and tropophase, respectively (Rodríguez-Couto et al.,2009).
3.2. Cost analysis
The total cost of the culture medium, equipment and operationwas compared with the maximum laccase obtained in each cultureand the time of cultivation needed. In this sense, the price of thelaccase produced was influenced by all three terms (CCM, CEq andCOp). Table 1 summarizes the calculation of these three costs, thelaccase produced, the time of cultivation and the final price of thelaccase produced for each culture performed.
3.2.1. Effect of inducers on the final price of laccase productionThe addition of most inducers increased the maximum laccase
activity in both SmF and SSF cultures. By simply considering theincrement on laccase activity, the use of inducers is coherent andreasonable. However, when analyzing the final price of producedenzyme, the use of inducers is not always suitable.
Cultures under SmF conditions using glucose as a carbon sourceand no inducers presented a final price of about 17 cents of Euro perUnit of laccase produced. Themaximum laccase activity obtained inthis type of culture was 51 U/L after 15 days of cultivation. Whenadding inducers, the maximum activity was in some cases morethan 4-fold higher than that obtained in cultures with no inducersin about the same time of cultivation (16 days). This increment was,however; not reflected in the final price of the produced laccase,which on the contrary increased in 666% its final price compared tothe one produced without the addition of inducers.
On the other hand, the use of inducers in cultures under SSFconditions presented a decrement in the final price of the producedlaccase. Cultures using sunflower-seed shell as support presenteda maximum laccase activity of 7750 U/L after 10 days of cultivation.The addition of inducers in this type of culture also increased thelaccase activity up to 4-fold in relation to the cultures with noinducers in about the same time of cultivation. In this case, theincrement of the laccase activity was reflected in a decrement of thefinal price of the produced laccase; thus, while cultures withoutinduction presented a final price of 0.3 cents of Euro per Unit,induced cultures presented an average final price of 0.15 cents ofEuro per Unit, a reduction of about 49%.
3.2.2. Effect of scaling-up on the final price of laccase productionThe effect of scaling-up was also analyzed in terms of the final
price of the produced laccase. Cultures with sunflower-seed shellswith and without inducers were scaled-up to tray bioreactors.Although, the laccase activity profile obtained at flask-scale andreactor-scale cultures was very similar, the final price was reducedwhen cultures were carried out at larger scale. The final price of thelaccase produced in tray bioreactors was 22% lower for cultureswithout inducers and about 69% lower when induced than theirflask-scale counterparts.
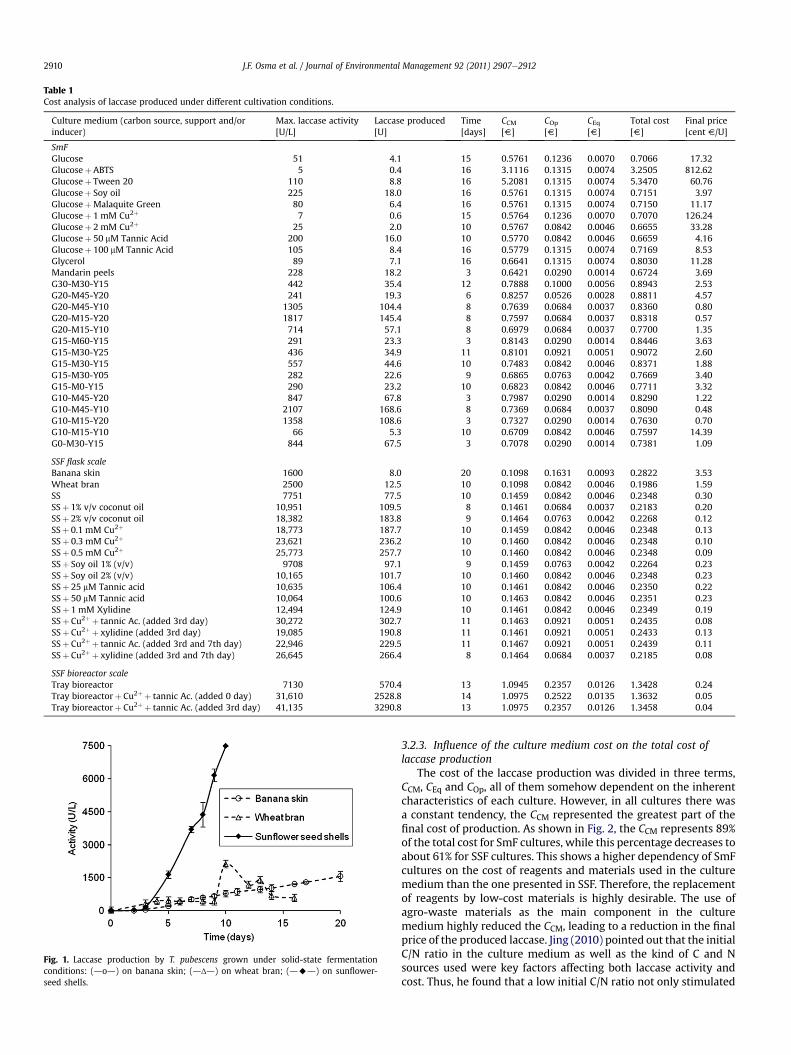
Fig. 1. Laccase production by T. pubescens grown under solid-state fermentationconditions: (dod) on banana skin; (dΔd) on wheat bran; (dAd) on sunflower-seed shells.
Table 1Cost analysis of laccase produced under different cultivation conditions.
Culture medium (carbon source, support and/orinducer)
Max. laccase activity[U/L]
Laccase produced[U]
Time[days]
CCM[V]
COp[V]
CEq[V]
Total cost[V]
Final price[cent V/U]
SmFGlucose 51 4.1 15 0.5761 0.1236 0.0070 0.7066 17.32GlucoseþABTS 5 0.4 16 3.1116 0.1315 0.0074 3.2505 812.62Glucoseþ Tween 20 110 8.8 16 5.2081 0.1315 0.0074 5.3470 60.76Glucoseþ Soy oil 225 18.0 16 0.5761 0.1315 0.0074 0.7151 3.97GlucoseþMalaquite Green 80 6.4 16 0.5761 0.1315 0.0074 0.7150 11.17Glucoseþ 1 mM Cu2þ 7 0.6 15 0.5764 0.1236 0.0070 0.7070 126.24Glucoseþ 2 mM Cu2þ 25 2.0 10 0.5767 0.0842 0.0046 0.6655 33.28Glucoseþ 50 mM Tannic Acid 200 16.0 10 0.5770 0.0842 0.0046 0.6659 4.16Glucoseþ 100 mM Tannic Acid 105 8.4 16 0.5779 0.1315 0.0074 0.7169 8.53Glycerol 89 7.1 16 0.6641 0.1315 0.0074 0.8030 11.28Mandarin peels 228 18.2 3 0.6421 0.0290 0.0014 0.6724 3.69G30-M30-Y15 442 35.4 12 0.7888 0.1000 0.0056 0.8943 2.53G20-M45-Y20 241 19.3 6 0.8257 0.0526 0.0028 0.8811 4.57G20-M45-Y10 1305 104.4 8 0.7639 0.0684 0.0037 0.8360 0.80G20-M15-Y20 1817 145.4 8 0.7597 0.0684 0.0037 0.8318 0.57G20-M15-Y10 714 57.1 8 0.6979 0.0684 0.0037 0.7700 1.35G15-M60-Y15 291 23.3 3 0.8143 0.0290 0.0014 0.8446 3.63G15-M30-Y25 436 34.9 11 0.8101 0.0921 0.0051 0.9072 2.60G15-M30-Y15 557 44.6 10 0.7483 0.0842 0.0046 0.8371 1.88G15-M30-Y05 282 22.6 9 0.6865 0.0763 0.0042 0.7669 3.40G15-M0-Y15 290 23.2 10 0.6823 0.0842 0.0046 0.7711 3.32G10-M45-Y20 847 67.8 3 0.7987 0.0290 0.0014 0.8290 1.22G10-M45-Y10 2107 168.6 8 0.7369 0.0684 0.0037 0.8090 0.48G10-M15-Y20 1358 108.6 3 0.7327 0.0290 0.0014 0.7630 0.70G10-M15-Y10 66 5.3 10 0.6709 0.0842 0.0046 0.7597 14.39G0-M30-Y15 844 67.5 3 0.7078 0.0290 0.0014 0.7381 1.09
SSF flask scaleBanana skin 1600 8.0 20 0.1098 0.1631 0.0093 0.2822 3.53Wheat bran 2500 12.5 10 0.1098 0.0842 0.0046 0.1986 1.59SS 7751 77.5 10 0.1459 0.0842 0.0046 0.2348 0.30SSþ 1% v/v coconut oil 10,951 109.5 8 0.1461 0.0684 0.0037 0.2183 0.20SSþ 2% v/v coconut oil 18,382 183.8 9 0.1464 0.0763 0.0042 0.2268 0.12SSþ 0.1 mM Cu2þ 18,773 187.7 10 0.1459 0.0842 0.0046 0.2348 0.13SSþ 0.3 mM Cu2þ 23,621 236.2 10 0.1460 0.0842 0.0046 0.2348 0.10SSþ 0.5 mM Cu2þ 25,773 257.7 10 0.1460 0.0842 0.0046 0.2348 0.09SSþ Soy oil 1% (v/v) 9708 97.1 9 0.1459 0.0763 0.0042 0.2264 0.23SSþ Soy oil 2% (v/v) 10,165 101.7 10 0.1460 0.0842 0.0046 0.2348 0.23SSþ 25 mM Tannic acid 10,635 106.4 10 0.1461 0.0842 0.0046 0.2350 0.22SSþ 50 mM Tannic acid 10,064 100.6 10 0.1463 0.0842 0.0046 0.2351 0.23SSþ 1 mM Xylidine 12,494 124.9 10 0.1461 0.0842 0.0046 0.2349 0.19SSþ Cu2þþ tannic Ac. (added 3rd day) 30,272 302.7 11 0.1463 0.0921 0.0051 0.2435 0.08SSþ Cu2þþ xylidine (added 3rd day) 19,085 190.8 11 0.1461 0.0921 0.0051 0.2433 0.13SSþ Cu2þþ tannic Ac. (added 3rd and 7th day) 22,946 229.5 11 0.1467 0.0921 0.0051 0.2439 0.11SSþ Cu2þþ xylidine (added 3rd and 7th day) 26,645 266.4 8 0.1464 0.0684 0.0037 0.2185 0.08
SSF bioreactor scaleTray bioreactor 7130 570.4 13 1.0945 0.2357 0.0126 1.3428 0.24Tray bioreactorþ Cu2þþ tannic Ac. (added 0 day) 31,610 2528.8 14 1.0975 0.2522 0.0135 1.3632 0.05Tray bioreactorþ Cu2þþ tannic Ac. (added 3rd day) 41,135 3290.8 13 1.0975 0.2357 0.0126 1.3458 0.04
J.F. Osma et al. / Journal of Environmental Management 92 (2011) 2907e29122910
3.2.3. Influence of the culture medium cost on the total cost oflaccase production
The cost of the laccase production was divided in three terms,CCM, CEq and COp, all of them somehow dependent on the inherentcharacteristics of each culture. However, in all cultures there wasa constant tendency, the CCM represented the greatest part of thefinal cost of production. As shown in Fig. 2, the CCM represents 89%of the total cost for SmF cultures, while this percentage decreases toabout 61% for SSF cultures. This shows a higher dependency of SmFcultures on the cost of reagents and materials used in the culturemedium than the one presented in SSF. Therefore, the replacementof reagents by low-cost materials is highly desirable. The use ofagro-waste materials as the main component in the culturemedium highly reduced the CCM, leading to a reduction in the finalprice of the produced laccase. Jing (2010) pointed out that the initialC/N ratio in the culture medium as well as the kind of C and Nsources used were key factors affecting both laccase activity andcost. Thus, he found that a low initial C/N ratio not only stimulated

Fig. 2. Culture medium, equipment and operation costs (CCM, CEq and COp) percentages in SmF cultures, SSF cultures at flask scale and SSF cultures at bioreactor scale.
Table 2Price of different commercial laccases.
Supplier/reference Description Price [V] Amount [g] Estimated activity [U] Final price [V/U]
Sigma/L2157 Laccase from Rhus vernificera (>50 units/mg) 153.9 e 10,000 0.015Sigma/53739 Laccase from Trametes versicolor, BioChemika (>20 units/mg) 70.4 1 20,000 0.004Sigma/38429 Laccase from Trametes versicolor, BioChemika (�0.5 units/mg) 378.5 10 5000 0.076Jena Bioscience/EN-204 Laccase EC 1.10.3.2 from Trametes versicolor 300 e 5000 0.060
J.F. Osma et al. / Journal of Environmental Management 92 (2011) 2907e2912 2911
the simultaneous production of laccase and lignin peroxidase (LiP)by Streptomyces lavendulae but also the cost of enzyme productionwas cut down effectively. However, according to Eggert et al. (1996)the production of ligninolytic enzymes including laccases wasstimulated and triggered under N-limitation conditions, i.e. highC/N ratio. We could not find any relationship between the C/N ratioand laccase activity in our cultures. This is in agreement with theresults reported by Lebrun et al. (2011), who found no relationshipsbetween the C/N ratios and the production of oxidoreductases.
One of the major concerns in the production of ligninolyticenzymes is the small amount of enzymes produced that can besometimes relaxed by scaling them up. However, when SSF cultureswere scaled-up to tray bioreactors the final cost of the producedlaccase was reduced by reducing the COp, representing only the 18%of the total production costs. Additionally, in all cases the CEq rep-resented less than 2% of the total production costs.
3.2.4. Final price of the produced laccaseThe price of the produced laccase in each type of cultivation and
for different culture conditions was different. In this sense, theaverage price per type of cultivationwas calculated considering thesuccessful cultivation cases (all cultures except SmF culturesinducedwith ABTS or Cu2þ) showing a final mean price of 7 cents ofEuro per Unit for SmF cultures, compared to 0.44 and 0.11 cents ofEuro per Unit for SSF cultures at flask scale and at bioreactor scale,respectively. Laccase produced by SSF cultures showed a lower finalprice than the ones obtained when culturing under SmF conditions.Additionally, the scale-up of the SSF cultures decreased in about 4-fold the final price of the laccase produced. This effect was becauseof the slight decrement in the culturemedium costs per volume butmainly because of the reduction in the operating costs. Thegeometry of the bioreactors led to have more working volume inthe incubator and, thus, reducing the operating costs.
In comparisonwith commercially available laccases, the price ofthe laccase produced under SSF conditions using bioreactors wasmore than 10-fold lower than those commercialized bySIGMAeAldrich� (St. Louis, USA) and Jena Bioscience (Jena,Germany). This, however, does not consider other industrial costsrelated to the packaging, storage and distribution of the enzyme.Table 2 shows the price of different commercial laccases.
4. Conclusions
T. pubescens was cultured under both SmF and SSF conditionsusing more than 45 different culture medium compositions.
Different variables from the composition of the culture mediumwere taken into consideration such as carbon source, nitrogensource, supports and inducers. The laccase activity of all cultureswas measured and the cost of laccase production was estimated. Inthis sense, three main terms were defined: cost of the culturemedium, cost of equipment and operating costs. In all cases, thecost of the culture medium represented the highest contribution tothe total cost, while, the cost of the equipment was significantlylow, representing less than 2% of the total costs. Also, the cultivationof the fungus under SSF conditions led to lower costs of the culturemedium and operation, presenting a final production cost of about50-fold lower than the one obtained when culturing under SmFconditions. In addition, the production under SSF conditions wasscaled-up to tray bioreactors. In this case the operating costs wereclearly reduced, reflecting a final price 4-fold lower than the oneobtained at flask scale. In view of the results obtained more effortsin reducing the cost of the culture medium are required to reacheconomically feasible laccase production systems.
Acknowledgments
This research was financed by the Spanish Ministry of Educationand Science (Project CTQ2007-66541).
Appendix. Supplementary material
Supplementary data associated with this article can be found, inthe on-line version, at doi:10.1016/j.jenvman.2011.06.052.
References
Bollag, J.M., Leonowicz, A., 1984. Comparative studies of extracellular fungal lac-cases. Applied and Environmental Microbiology 48, 849e854.
Czech Direct, 2010. http://www.czechdirect.ie/ecowoodpellets.E-Food Depot, 2010. http://www.efooddepot.com/products/jiabao_brand/5834/
preserved_mandarin_peel__hypen__0_dot_52oz.html.Eggert, C., Temp, U., Dean, J.F.D., Eriksson, K.-E.L., 1996. A fungal metabolite medi-
ates degradation of non-phenolic lignin structures and synthetic lignin bylaccase. FEBS Letters 391, 144e148.
Esplugas, S., Giménez, J., Contreras, S., Pascual, E., Rodríguez, M., 2002. Comparisonof different advanced oxidation processes for phenol degradation. WaterResearch 36, 1034e1042.
Hong, F., Meinander, N.Q., Jönsson, L.J., 2002. Fermentation strategies for improvedheterologous expression of laccase in Pichia pastoris. Biotechnology andBioengineering 79, 438e449.
Hong, Y.Z., Xiao, Y.Z., Zhou, H.M., Fang, W., Zhang, M., Wang, J., Wu, L., Yu, Z., 2006.Expression of a laccase cDNA from Trametes sp. AH28-2 in Pichia pastoris andmutagenesis of transformants by nitrogen ion implantation. FEMS MicrobiologyLetters 258, 96e101.

J.F. Osma et al. / Journal of Environmental Management 92 (2011) 2907e29122912
Index Mundi, 2010. http://www.indexmundi.com/es/precios-de-mercado/?mercancia¼aceite-de-soja.
Jena Bioscience, 2010. http://www.jenabioscience.com.Jing, D., 2010. Improving the simultaneous production of laccase and lignin
peroxidase from Streptomyces lavendulae by medium optimization. BioresourceTechnology 101, 7592e7597.
Lebrun, J.D., Lamy, I., Mougin, C., 2011. Favouring the bioavailability of Zn and Cu toenhance the production of lignin-modifying enzymes in Trametes versicolorcultures. Bioresource Technology 102, 3103e3109.
Li, J.F., Hong, Y.Z., Xiao, Y.Z., Xu, Y.H., Fang, W., 2007. High production of laccase Bfrom Trametes sp. in Pichia pastoris. World Journal of Microbiology & Biotech-nology 23, 741e745.
Mukherjee, A.K., Adhikari, H., Rai, S.K., 2008. Production of alkaline protease bya thermophilic Bacillus subtilis under solid-state fermentation (SSF) conditionusing Imperata cylindrica grass and potato peel as low-cost medium: charac-terization and application of enzyme in detergent formulation. BiochemicalEngineering Journal 39, 353e361.
Ng, I.-S., Li, C.-W., Chan, S.-P., Chir, J.-L., Chen, P.T., Tong, C.-G., Yu, S.-M., Ho, T.-H.D.,2010. High-level production of a thermoacidophilic b-glucosidase from
Penicillium citrinum YS40-5 by solid-state fermentation with rice bran. Bio-resource Technology 101, 1310e1317.
Niku-Paavola, M.-L., Raaska, L., Itävaara, M., 1990. Detection of white-rot fungi bya non-toxic stain. Mycological Research 94, 27e31.
Osma, J.F., Toca Herrera, J.L., Rodríguez Couto, S., 2006. Laccase production by Tra-metes pubescens grown on wheat bran under solid-state conditions. In: 6thEuropean Symposium on Biochemical Engineering Science, Salzburg, Austria,August 27e30.
Osma, J.F., Toca Herrera, J.L., Rodríguez Couto, S., 2007. Banana skin: a novel wastefor laccase production by Trametes pubescens under solid-state conditions.Application to synthetic dye decolouration. Dyes and Pigments 75, 32e37.
Rodríguez-Couto, S., Rodríguez, A., Paterson, R.R.M., Lima, N., Teixeira, J.A., 2006.Laccase activity from the fungus Trametes hirsuta using an air-lift bioreactor.Letters in Applied Microbiology 42, 612e616.
Rodríguez-Couto, S., Osma, J.F., Toca Herrera, J.L., 2009. Removal of synthetic dyes byan eco-friendly strategy. Engineering in Life Sciences 9, 116e123.
SIGMAeAldrich�, 2010. http://www.sigmaaldrich.com.Vita Cost, 2010. http://www.vitacost.com/Nutiva-Organic-Extra-Virgin-Coconut-
Oil-15-fl-oz?csrc¼GPF-692752200014.




















