Corrosion Zink Coats
14
1 АНАЛІТИЧНА ЧАСТИНА 1.1 Композиційні електрохімічні покриття Металічна гальванізація є одним із багатьох фінішних процесів обробки поверхні, що можуть задовольнити вимоги декоративного та функціонального застосування. Вона збільшує час використання виробу та покращує експлуатаційні характеристики матеріалів та виробів на їх основі в умовах різного оточення. Найбільш функціональними покриттями вважаються цинкові, нікелеві, кобальтові, мідні та хромові. Нанесення покриття і процеси підготовки поверхні, як правило, серійні операції, при яких металічні об’єкти занурюються в ванни, що містять різні реактиви, підбираються оптимальні режими електролізу з метою досягнення бажаних властивостей поверхні. Одним з відомих та широко використовуємих способів захисту металопрокату від корозійних пошкоджень є нанесення електролітичних цинкових покриттів. Для поліпшення властивостей та корозійної стійкості цих покриттів використовують неелектропровідні та поверхнево-активні добавки до електроліту. В результаті отримують композиційні електрохімічні покриття (КЕП).
Transcript of Corrosion Zink Coats
1 АНАЛІТИЧНА ЧАСТИНА
1.1 Композиційні електрохімічні покриття
Металічна гальванізація є одним із багатьох
фінішних процесів обробки поверхні, що можуть
задовольнити вимоги декоративного та функціонального
застосування. Вона збільшує час використання виробу та
покращує експлуатаційні характеристики матеріалів та
виробів на їх основі в умовах різного оточення.
Найбільш функціональними покриттями вважаються цинкові,
нікелеві, кобальтові, мідні та хромові. Нанесення
покриття і процеси підготовки поверхні, як правило,
серійні операції, при яких металічні об’єкти
занурюються в ванни, що містять різні реактиви,
підбираються оптимальні режими електролізу з метою
досягнення бажаних властивостей поверхні.
Одним з відомих та широко використовуємих способівзахисту металопрокату від корозійних пошкоджень єнанесення електролітичних цинкових покриттів. Дляполіпшення властивостей та корозійної стійкості цихпокриттів використовують неелектропровідні таповерхнево-активні добавки до електроліту. В результатіотримують композиційні електрохімічні покриття (КЕП).
Композиційні електрохімічні покриття представляють
собою композиції на основі металу, в структурі яких
можуть знаходитись від 1 до 50 % (та більше) часток
різних розмірів. До класу КЕП відносять покриття, що
отримують із електролітів, в які штучно введені
дисперсні частки різної природи, які осідають разом з
металом, або покриття, що отримують шляхом
електрохімічного зарощування металом (сплавом)
дисперсних часток, заздалегідь розташованих
(укріплених) на основному металі (катоді).
Створення композиційних електрохімічних покриттів
(КЕП) є одним з актуальних напрямів функціональної
гальванотехніки.
Включаючись в покриття, частки істотно покращують
їх експлуатаційні властивості (твердість,
зносостійкість, корозійну стійкість) і надають їм нові
якості (антифрикційні, магнітні, каталітичні).
Ефективність використання КЕП багато в чому
визначається природою дисперсної фази. В якості
дисперсної фази в електроліти вводять тверді частки,
розміри яких, як правило, не перевищують 3-5 мкм, але в
окремих випадках складають декілька десятків
мікрометрів. Останнім часом усе більш активно
досліджуються композиційні покриття, модифіковані
нанорозмірними частками [1].
КЕП відрізняються від звичайних гальванічних
покриттів тим, що містять включення часток іншої
речовини з розмірами 0,1…10 мкм: оксидів, карбідів,
органічних полімерів, бориду, нітриду, алмазу, графіту
і інших, які мають високу хімічну інертність, твердість
і термостійкість. До перспективних відноситься спосіб
електрополімеризації, із застосуванням якого можна
покрити поверхню металевих матеріалів тонким шаром
пластмаси [3].
1.1.1 Отримання композиційних електрохімічних
покриттів
Для отримання КЕП використовують дисперсніматеріали з розміром часток 0,01 – 50 мкм та більше.Чим менше розмір часток, тем легше та рівномірнішевідбувається їх осадження разом з металом на катоді.Завдяки поверхнево-активним добавкам уникаютьагломерації часток, що приводить до формування рихлихпокриттів внаслідок групового осадження часток, щозлиплися. Композиційні електрохімічні покриття (КЕП)отримують із суспензій, що є електролітами з добавкоюпевної кількості високодисперсного порошку, або земульсій.
При накладенні електричного струму на поверхню
предмета, що покривається, осідає метал (перша фаза або
матриця) і частки порошку (друга фаза), які
цементуються матрицею. Процес осадження КЕП зазвичай
проводять при безперервному перемішуванні суспензії;
при цьому частки другої фази постійно знаходяться в
зваженому стані і осадження відбувається швидше.
Вибір способу перемішування визначається формою
виробу, умовами електролізу і економічною доцільністю.
У ваннах малої місткості перемішування здійснюють
механічним шляхом, а у більших місткостях - за
допомогою повітря (чи інертного газу). Крім того, можна
отримати рівномірне переміщення суспензії обертанням
катода або циркуляцією електроліту. У останньому
випадку відсутній пітинг і виходять найбільш відтворні
результати.
Істотною відмінністю КЕП від звичайних
електрохімічних покриттів є наявність речовини другої
фази, завдяки чому значно покращуються механічні та
антикорозійні властивості [1].
1.1.2 Композиційні електрохімічні покриття, та їх
властивості
Сутність КЕП в цілому залежить від вмісту
компонентів, їх властивостей, та і від характеру
розподілу в об'ємі покриття і умов осадження
Покриття за своїми фізико-механічними і хімічними
властивостями визначає практичне застосування
композицій, що особливо характерно для КЕП. В процесі
електрохімічного осадження з дисперсними частками метал
зберігає, головним чином, властивості електрохімічних
металевих покриттів. Проте в процесі отримання КЕП
відбувається поліпшення його фізико-механічних та
хімічних властивостей - твердості, межі міцності на
розтягування, стискування і інших, значною мірою
залежних від умов кристалізації.
На КЕП тай його властивість також впливає
присутність дисперсних частинок в електроліті.
Призначення дисперсних матеріалів полягає в наданні КЕП
та композиційних електрохімічних матеріалів (КЕМ)
цінних властивостей, не характерних для металу
покриття. Вплив їх на метал може бути різноманітний.
Проте неодмінна умова їх застосування - утворення
композицій з поліпшеними фізико-механічними або
хімічними властивостями, що перевершують властивості
початкових компонентів.
Для отримання КЕП можуть використовуватися
дисперсні матеріали як природного, так і штучного
походження [1].
1.1.3 Поверхнево-активниі речовини та органічні
добавки, їх вплив на композиційні електрохімічні
покриття
Кількість поверхнево-активних речовин і органічних
добавок, рекомендованих для процесів електрохімічного
осадження металів, досягає декількох сотень. Лише
небагато з них знайшли практичне застосування і
використовуються, головним чином, в якості
блискоутворювачів і вирівнювачів покриттів (ГОСТ 9.047-
75).
Для того щоб поліпшити якість покриттів і збільшити
зміст часток застосовуються електроліти з
блискоутворювачами і іншими добавками. До їх числа
відносяться антипітингові і поверхнево-активні речовини
аніонного, катіонного, неіоногенного і амфотерного
типу. Ці добавки дуже добре сприяють адсорбції іонів на
поверхні часток, що забезпечує відповідний заряд, що
стабілізує процес осадження і у ряді випадків усуває їх
агломерацію. Крім того, розряд іонів металу добавки на
поверхні катода забезпечує гальмування розряду іонів
основного металу покриття і підвищення поляризації
катода, що зрештою призводить до зміни умов
кристалізації і підвищеному вмісту часток.
З неорганічних добавок, переважно сульфатів,
поверхнево-активних речовин (цезій, талій, амоній,
літій, калій, натрій), кращі результати при осадженні
нітриду бору з нікелем з електроліту Уаттса дає іон
літію. При цьому забезпечується хороша якість покриття,
більш високий вміст включень, задовільне зчеплення з
основою і високий вихід нікелю за струмом. Іони талію і
цезію сприяють збільшенню кількості включень, але не
забезпечують якості покриття.
З органічних добавок (аліфатичні аміни і поліамини,
змочувачі, поверхнево-активні добавки молекулярного
аніонного і катіонного типу) найкращі результати при
осадженні нітриду бору з нікелем дають катіонно-активні
добавки (КАД). При введенні КАД в електроліт у
кількості 0,02-0,1 г/л зміст часток в КЕП
збільшується в 1,5-2,5 разу, вихід нікелю по струму
складає 95-98%.
В деяких випадках осадження часток без ПАР
неможливе. Відомо, що особливу трудність представляє
осадження часток дисульфіду молібдену і графіту з
нікелем . У електролітах без ПАР осади виходять
дендритоподібні з графітом або рихлі з МоS. Отримання
якісних покриттів з цими речовинами можливе із
застосуванням ПАР, які покращують змочуваність часток і
підвищують перенапруження виділення водню, знижуючи тим
самим витрату струму на його виділення. Вихід за
струмом нікелю у присутності ПАР зростає до 90 %. Крім
того, ПАР, адсорбуючись на частках графіту і МоS,
усуває їх агломерацію, що сприяє отриманню гладких
покриттів і знижує підвищену адгезію до катода, що
гальмує процес виділення нікелю.
Вивчення впливу поверхнево-активних і органічних
добавок відноситься в основному до КЕП на основі
нікелю, міді і частково хрому. Для осадження нікелю з
органічними фторвмісткими сполуками монофторидів і
політетрафторетилену використовувалися фторорганічні
ПАР катіонного або неіогенного типу. Об'ємний вміст
часток розміром 0,3 мкм в покритті з високими
експлуатаційними властивостями складало відповідно до
15-30% [2].
1.2 Новітні технології та розробки в галузі
композиційних електролітичних покриттів
Наноструктуровані матеріали (1-100 нм) відомі
своїми чудовими механічними і фізичними
характеристиками через їх надзвичайно невеликий розмір
зерен і високої об'ємної частки грані зерна [4].
Значний прогрес був досягнутий в різних аспектах
синтезу нанорозмірних матеріалів. Увага, на даний час,
переходить від синтезу для виробництва корисних
структур і покриттів, що мають більшу корозійну
стійкість. Електроосадження це універсальний метод
отримання нанокристалічних матеріалів [5]. Властивості
наноструктурованих електродепозитів, такі як твердість,
зносостійкість і електричного опору сильно залежить від
розміру зерна [6]. Розмір зерна електродепозитів
залежить від осадження параметрів, таких як рН,
щільність струму, а також від типу та кількості
добавок, включених в електроліт [7].
Використання добавок у електроосадження
надзвичайно важливо через їх вплив на ріст і структуру
в результаті відкладень. Присутність добавок, як було
показано, впливає на фізичні та механічні властивості
електродепозитів, такі як розмір зерна, яскравість,
внутрішнє напруження (рис. 1.1-1.7) [8].
Протягом останнього десятиліття проводилася, велика
робота з визначення параметрів нанокристалічних
матеріалів. Однак, є тільки кілька експериментальних
досліджень дослідження нанокристалічних матеріалів з
розміром зерна менше 25 нм [10-11]. Одна з причин браку
результатів, це трудність отримання чистих і вільних
від дефектів матеріалів [9].
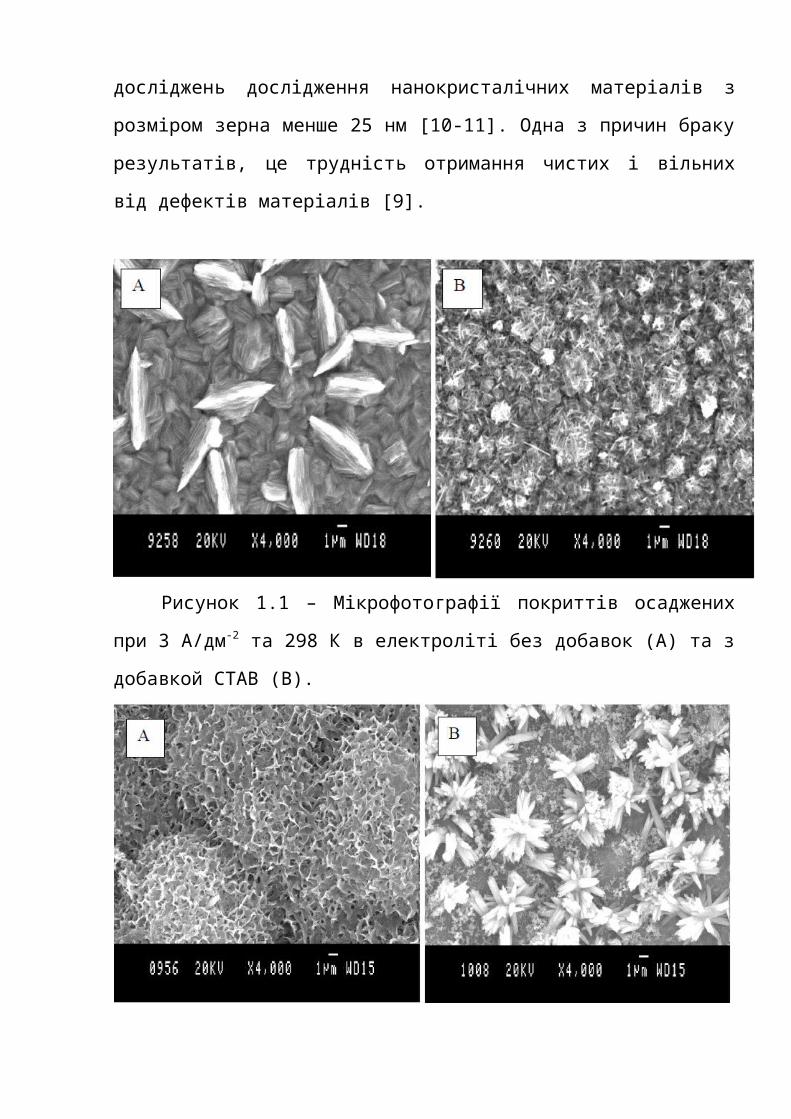
Рисунок 1.1 – Мікрофотографії покриттів осаджених
при 3 А/дм-2 та 298 К в електроліті без добавок (А) та з
добавкой СТАВ (В).
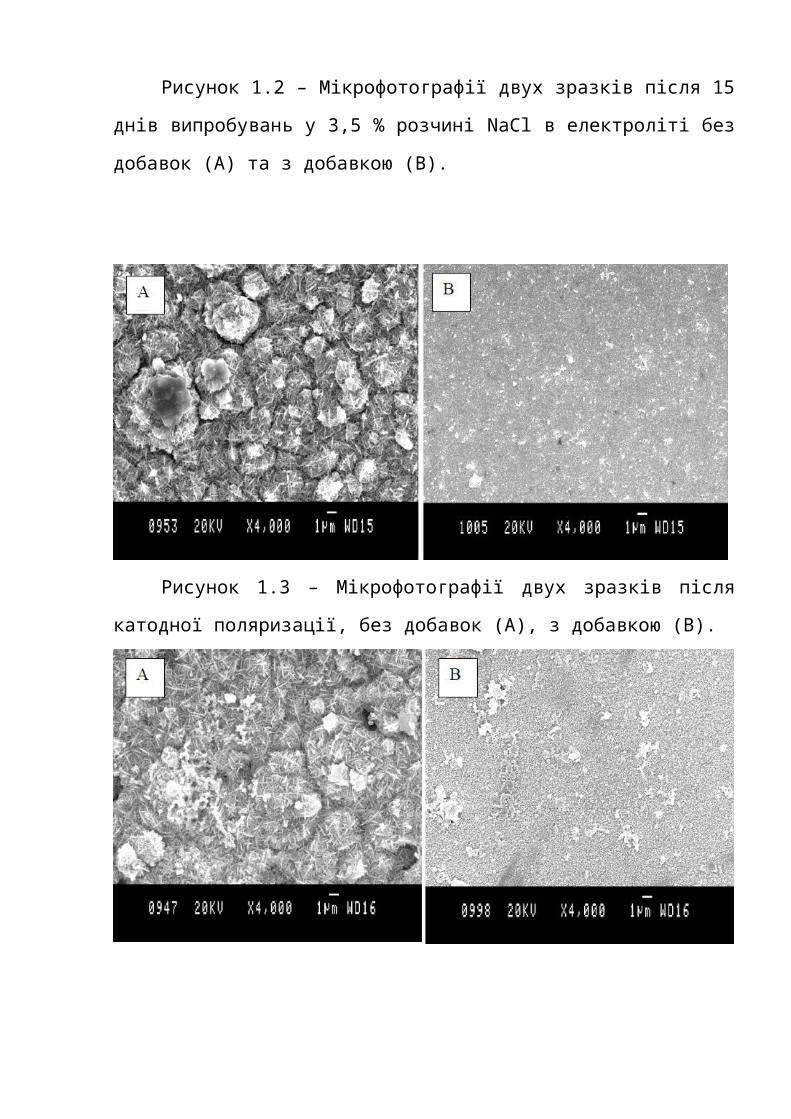
Рисунок 1.2 – Мікрофотографії двух зразків після 15
днів випробувань у 3,5 % розчині NaCl в електроліті без
добавок (А) та з добавкою (В).
Рисунок 1.3 – Мікрофотографії двух зразків після
катодної поляризації, без добавок (А), з добавкою (В).
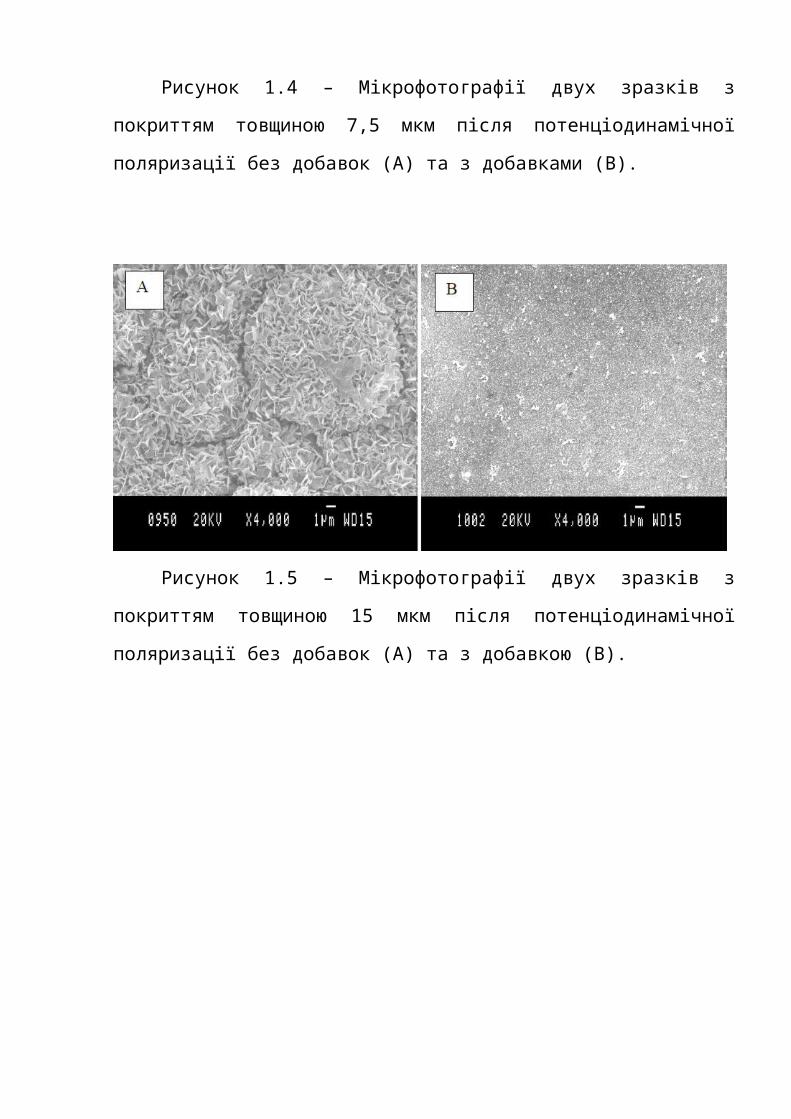
Рисунок 1.4 – Мікрофотографії двух зразків з
покриттям товщиною 7,5 мкм після потенціодинамічної
поляризації без добавок (А) та з добавками (В).
Рисунок 1.5 – Мікрофотографії двух зразків з
покриттям товщиною 15 мкм після потенціодинамічної
поляризації без добавок (А) та з добавкою (В).
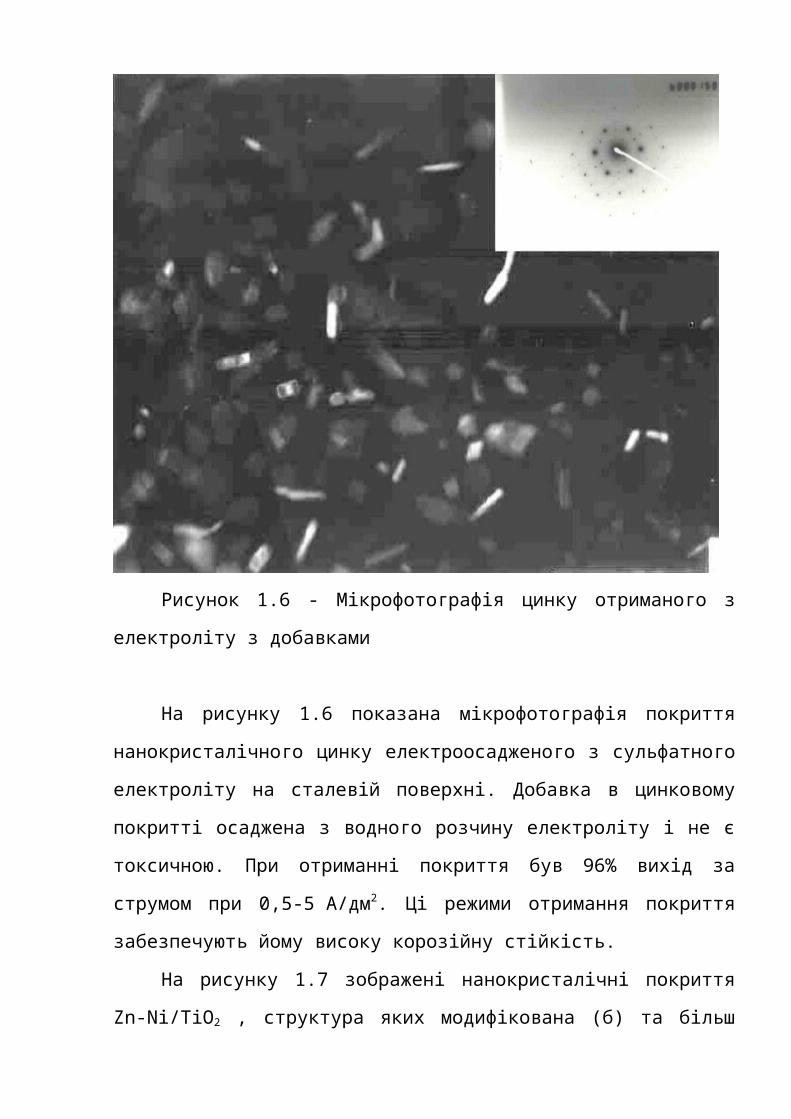
Рисунок 1.6 - Мікрофотографія цинку отриманого з
електроліту з добавками
На рисунку 1.6 показана мікрофотографія покриття
нанокристалічного цинку електроосадженого з сульфатного
електроліту на сталевій поверхні. Добавка в цинковому
покритті осаджена з водного розчину електроліту і не є
токсичною. При отриманні покриття був 96% вихід за
струмом при 0,5-5 А/дм2. Ці режими отримання покриття
забезпечують йому високу корозійну стійкість.
На рисунку 1.7 зображені нанокристалічні покриття
Zn-Ni/TiO2 , структура яких модифікована (б) та більш
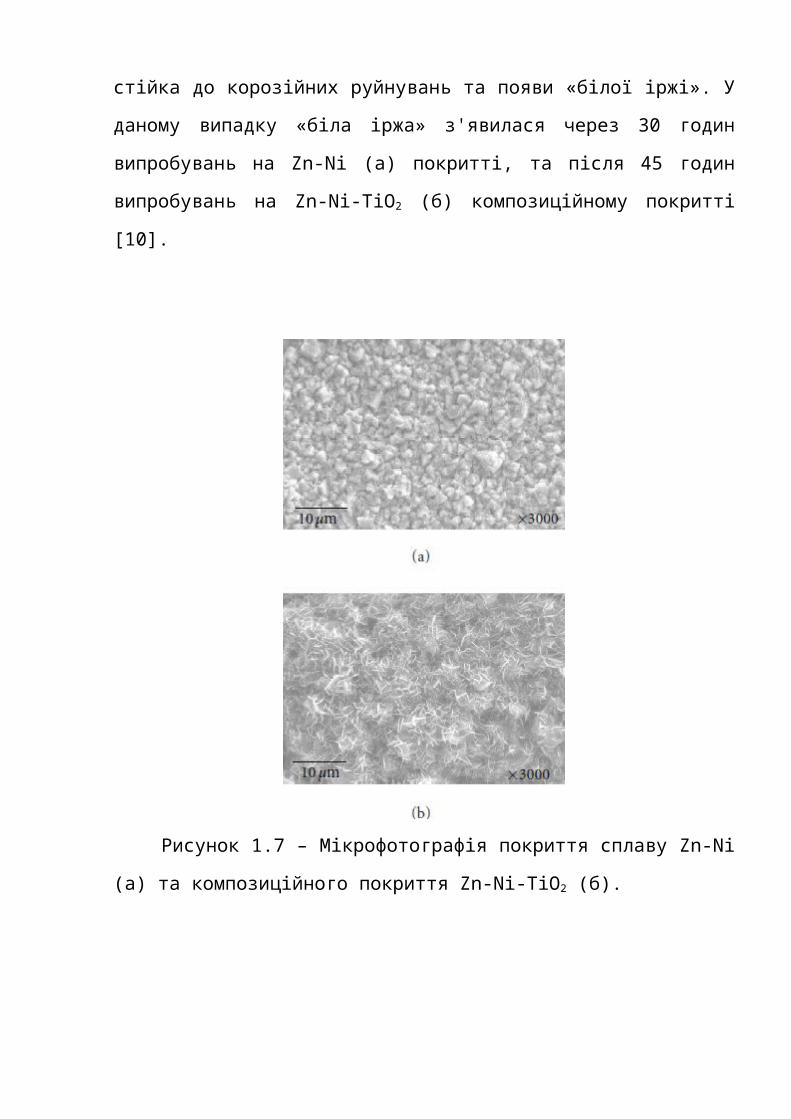
стійка до корозійних руйнувань та появи «білої іржі». У
даному випадку «біла іржа» з'явилася через 30 годин
випробувань на Zn-Ni (а) покритті, та після 45 годин
випробувань на Zn-Ni-TiO2 (б) композиційному покритті
[10].
Рисунок 1.7 – Мікрофотографія покриття сплаву Zn-Ni
(а) та композиційного покриття Zn-Ni-TiO2 (б).