Corrosion Special
64
HYDERABAD - 2017 13-15, December 2017 Venue: Hyderabad, India GUJARAT - 2018 23-25, January 2018 Venue: Ahmedabad, Gujarat, India MUMBAI - 2019 20-23, February 2019 Venue: Mumbai, India Corrosion Special
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of Corrosion Special

CHRONICLING PROCESS INDUSTRY INNOVATIONS SINCE 1966 VOL.52 | ISSUE 8 | AUGUST 2017 | TOTAL PAGES 72 | US $ 10 | ` 150
HYDERABAD - 2017
13-15, December 2017Venue: Hyderabad, India
GUJARAT - 2018
23-25, January 2018Venue: Ahmedabad, Gujarat, India
MUMBAI - 2019
20-23, February 2019Venue: Mumbai, India
Corrosion Special

August 2013 • 3Chemical Engineering World


ContentsCEW
4 • August 2017 Chemical Engineering World
Printed and published by Mr Hemant K. Shetty on behalf ofJasubhai Media Pvt. Ltd., 26, Maker Chamber VI, Nariman Point, Mumbai 400 021 and printed at
The Great Art Printers, 25, S A Brelvi Road, Fort, Mumbai 400 001 and published from 3rd Floor, Taj Building, 210, Dr. D N Road, Fort, Mumbai 400 001.
Editor: Ms. Mittravinda Ranjan, 3rd Floor, Taj Building, 210, Dr. D N Road, Fort, Mumbai 400 001.
Disclaimer: The Editorial/Content team at Jasubhai Media Pvt Ltd has not contributed to writing or editing “Marketing Initiative.” Readers would do well to treat it as an advertisement.
CHEMICAL ENGINEERING WORLDRNI REGISTRATION NO. 11403/66
Chairman Maulik Jasubhai ShahPublisher & Printer Hemant K. ShettyChief Executive Officer Hemant K. Shetty
EDITORIALEditor Mittravinda Ranjan ([email protected])Editorial Advisory Board D P Misra, N G Ashar, Prof. M C DwivediContributing Editors P V Satyanarayana, Dr S R Srinivasan, R B Darji, R P SharmaSub Editor Bernard Rapose ([email protected])Feature Writer Mahesh Kallayil Design Team Arun Parab, Shankar Joshi Subscription Team Dilip Parab Marketing Co-ordinator Brenda FernandesProduction Team V Raj Misquitta (Head), Arun Madye
Place of Publication:Jasubhai Media Pvt Ltd210, Taj Building, 3rd Floor, Dr. D. N. Road, Fort, Mumbai 400 001, Tel: +91-22-4037 3636, Fax: +91-22-4037 3635
SALESGeneral Manager, Sales Amit Bhalerao ([email protected]) Prashant Koshti ([email protected])
MARKETING TEAM & OFFICESMumbai Godfrey Lobo / V Ramdas 210, Taj Building, 3rd Floor, Dr. D. N. Road, Fort, Mumbai 400 001 Tel: +91-22-4037 3636, +91-22-4213 6400 Fax: +91-22-4037 3635 E-mail: [email protected], [email protected] Ahmedabad 64/A, Phase 1, GIDC Indl Estate, Vatva, Ahmedabad 382 445 Tel: +91-79-49003636/627, Fax: +91-79-25831825 E-mail: [email protected]
Vadodara 202 Concorde Bldg, Above Times of India Office, R C Dutt Road, Alkapuri, Vadodara 390 007 Tel: +91-79-49003636/627, Fax: +91-79-25831825 E-mail: [email protected]
Bengaluru Princebel M Mobile: +919444728035 E-mail: [email protected]
Chennai / Coimbatore Princebel M / Yonack Pradeep 1-A, Jhaver Plaza, 1st floor, Nungambakkam High Road, Chennai 600 034 Tel: +91-44-43123936 Mobile: +919444728035, +919176963737 E-mail: [email protected], [email protected]
Delhi Priyaranjan Singh / Suman Kumar 803, Chiranjeev Tower, No 43, Nehru Place, New Delhi – 110 019, Mobile: +919818148551 Tel: +91-11-46745555, Fax: +91-11-26427404 E-mail: [email protected], [email protected] Hyderabad Princebel M / Sunil Kulkarni Mobile: +919444728035, +919823410712 E-mail: [email protected], [email protected]
Kolkata E-mail: [email protected]
Pune Sunil Kulkarni Suite 201, White House, 1482 Sadashiv Peth, Tilak Road, Pune 411 030 Tel: +91-20-24494572, Telefax: +91-20-24482059 Mobile: +919823410712 E-mail: [email protected]
Subscription Rate (per year with effect from 1st April 2013): Indian - ` 1620; Foreign - US$ 180Student Concessional Rate: ` 800; Price of this copy: ` 150
The Publishers and the Editors do not necessarily individually or col lectively identify themselves with all the views expressed in this journal. All rights reserved. Reproduction in whole or in part is strictly prohibited without written permission from the Publishers.
Jasubhai Media Pvt. Ltd.
Registered Office: 26, Maker Chambers VI, 2nd Floor, Nariman Point, Mumbai 400 021, INDIA. Tel.: 022-4037 3737 Fax: 022-2287 0502 E-mail: [email protected]
NEWS
Industry News 8 Technology News 12
FEATURE
Technological Innovations in Coatings for Combating Corrosion - by Shrikant M. Naik, Chief Manager – Technology and Dr. Suman Mitra, Lead Researcher Asian Paints Limited 18
ICDA Successfully Applied for a Piggable Refined Product Pipeline - by Ashish Khera, P. Eng, NACE InstructorDirect Assessment and Bidyut B. Baniah, Allied Engineers 24
ElcoMaster® Data Management Software forUltrasonic NDT Applications - by John Fletcher, Technical Support Manager, Elcometer 34
Advances in Subsea Integrity and Technology - by AJustin Daarud, President, Americas Operations Manager, Asset Integrity & Development Solutions 44
MARKETING INITIATIVE
Praj Recognised by IIMM for its Supply Chain Management Practices 52
PRODUCTS 54
EVENTS 62
PROJECT UPDATE 63
BOOK SHELF 66
AD INDEX 67
INTERVIEW
“The Global Market Opportunity For Lng As A Transportation Fuel Is Immense” -Rahul Deep Singh, MD, Hazira Lng Pvt Ltd 68
VOL. 52 | ISSUE NO. 08 | AUGUST 2017 | MUMBAI | ` 150

GEA Crystallization TechnologyUnique know-how center for Solution Crystallization,Melt Crystallization and Freeze Concentration
GEA is a world leader in the fi eld of crystallization covering all engineering
services for chemical, food technology, steel technology and environmental
industries. Working with GEA means having a solid partnership every step
of the way, from process testing and design throughout project execution to
the start-up and operation of your plant until after sales service. With thou-
sands of references worldwide, we maintain our leading position by focusing
on product quality, system reliability, energy savings and emission control.
For more information, please contact: [email protected]



PROVEN PERFORMANCEASSURANCE OF SAFETY
CORZAN HP INDUSTRIAL SYSTEMS ESTABLISH CONFIDENCE
As a plant engineer, a lot is riding on your decisions. Selecting a proven piping system with problem-free Corzan CPVC technology will give you and your company the peace of mind from choosing the leading industrial piping system.
Visit www.corzan.com/blog to see Corzan in Industrial Applications.
Delivering Reliability. For Life.
© 2017 The Lubrizol Corporation, all rights reserved.All marks are the property of The Lubrizol Corporation.
The Lubrizol Corporation is a Berkshire Hathaway company.

Industry NewsCEW
8 • August 2017 Chemical Engineering World
LANXESS Continues to Expect Record Earnings for 2017 Following Strong Second Quarter
Cologne, Germany: Following a good second quarter 2017, specialty chemicals company LANXESS continues to expect the highest earnings in the company’s history for the current financial year.
Global sales of the company increased by almost 30 percent to EUR 2.5 billion, up from EUR 1.9 billion a year earlier. EBITDA pre exceptionals improved by around 25 percent to EUR 367 million, compared with EUR 293 million in the prior-year quarter. This increase was primarily due to the earnings contribution from the newly acquired Chemtura businesses as well as to higher volumes and selling prices. The EBITDA margin pre exceptionals in the second quarter of 2017 stood at 14.6 percent, which was slightly below the high value of 15.1 percent reported in the prior-year period.
“Our growth strategy is paying off. Our strong operating performance and our profitable acquisitions are the basis for our strong results in the second quarter. The newly acquired Chemtura businesses are
Solenis Completes Acquisition of Nopco Colombiana
Wilmington, USA: Solenis LLC (“Solenis”) closed on its previously announced acquisition of the business and assets of Nopco Colombiana S.A. (“Nopco Colombiana”).
Headquartered in Medellin, Colombia, Nopco Colombiana is a leading producer and supplier of specialized chemical solutions for water intensive industries, including pulp and paper, oil and gas, food and beverage and other industrial markets in Central and South America. The business will be integrated into Solenis as part of its direct-to-market strategy in emerging markets.
“This acquisition represents Solenis’ commitment to direct channel investments in strategic growth markets,” stated John Panichella, president and CEO. “The addition of Nopco Colombiana allows Solenis to expand its capabilities to serve the growing process and water treatment markets in Central and South America.”
“The strategic location of Nopco Colombiana’s production facility along with a talented commercial team, grants Solenis the opportunity to provide its broad technology portfolio to better serve the local market,” said José Armando Piñón Aguirre, vice president, Latin America. “We are initiating the integration of Nopco Colombiana’s business into Solenis, establishing Solenis’ solutions service model to create enhanced value for customers.”
Solenis is a leading global producer of specialty chemicals for water intensive industries, including the pulp, paper, oil and gas, chemical processing, mining, biorefining, power and municipal markets. The company’s product portfolio includes a broad array of process, functional and water treatment chemistries as well as state-of-the-art monitoring and control systems. These technologies are used by customers to improve operational efficiencies, enhance product quality, protect plant assets and minimize environmental impact. Headquartered in Wilmington, Delaware, the company has 37 manufacturing facilities strategically located around the globe and employs a team of approximately 3,700 professionals in 118 countries across five continents.
already making a significant earnings contribution, and the other areas of our speciality chemicals portfolio are also developing positively,” said LANXESS CEO Matthias Zachert.
Due to one-time exceptional charges, net income was EUR 3 million, after EUR 75 million in the prior-year quarter. The one-time effects resulted from the Chemtura acquisition and the planned closure of chrome chemicals production at the Zárate site in Argentina in the fourth quarter of 2017. Adjusted for these effects, net income increased by around 75 percent to EUR 141 million, compared with EUR 80 million in the second quarter of 2016.
“We are overall well on track and continue to expect record earnings for the full year. However, compared with the very strong prior year, we are anticipating a slightly weakened momentum for the second half of 2017,” said Zachert.
LANXESS continues to forecast EBITDA pre exceptionals for the full year 2017 of between EUR 1.225 billion and EUR 1.3 billion. The company achieved its highest operating result to date in 2012, when it posted a figure of around EUR 1.2 billion.
WACKER and Royal Tech CSP Sign Partnership Agreement
Munich, Germany: Munich-based Wacker Chemie AG has intensified its cooperation with Royal Tech CSP Limited of China, a specialist for highly efficient solar thermal systems that are based on CSP (concentrated solar power) technologies. The two companies signed an agreement to this effect. Under its terms, WACKER will supply its newly developed HELISOL® silicone fluid to Royal Tech, its exclusive partner in China. Royal Tech uses the silicone fluid as a heat-transfer medium in its solar power plants. HELISOL® can withstand thermal stress of up to 425oC for a long period of time and its viscosity remains low even at -40oC. In combination with Royal Tech’s parabolic trough collectors, the fluid enables efficiency levels that are not possible with conventional heat-transfer fluids. At present, Royal Tech is building a 50- megawatt solar power plant in the city of Yuen in western China.
Auguste Willems, member of WACKER’s Executive Board, underscored the importance of the new partnership: “As a leading polysilicon manufacturer, we have become a key player in the global expansion of solar power. With our newly developed silicone fluid for solar power plants, we are strengthening our portfolio in the renewable- energy field and, at the same time, are supporting initiatives to cut carbon dioxide emissions. Our partnership with Royal Tech will contribute to significantly enhancing the efficiency of solar power plants and, in turn, bolster the market position of our two companies in the highly promising market for high-performance CSP systems.” Richard Yu, general manager of Royal Tech, said at the signing ceremony:
The systems use reflecting parabolic troughs to concentrate sunlight onto pipes (vacuum receivers) filled with heat transfer fluid. Heat exchangers and steam turbines then convert solar energy into electricity. In such systems, the level of efficiency primarily depends on keeping the heat-transfer medium at the highest possible temperature and on effectively storing part of the heat obtained during the day so that the system can generate electricity after sunset and can operate around the clock.

Industry NewsCEW
10 • August 2017 Chemical Engineering World
Anantha Padmanabhan Appointed Managing Director, Alfa Laval (India) Limited
Pune, India: Anantha Padmanabhan has been appointed as Managing Director, Alfa Laval India Limited and Cluster President for India - Middle East – Africa, with effect from January 1st 2017. Anantha will be based in Pune, headquarters of Alfa Laval India.
Anantha Padmanabhan, with over 30 years’ experience, was the Managing Director Alfa Laval Middle East Limited heading Middle East business operations before taking up the new role in India.
Anantha is a Mechanical Engineer and has undergone Management training with Stanford Business School, Ashridge Business School, United Kingdom and Marketing Akademie, Hamburg. Anantha started his career with M/s. Fertilisers and Chemicals Travancore Limited and joined Alfa Laval (India) Limited in 1985. Anantha has been serving in various senior and leadership positions with Alfa Laval, in India, Indonesia and Middle East and most recently as Regional Managing Director for Alfa Laval in the Middle East.
Alfa Laval has been present in India since 1937. The Indian company holds a unique Group Manufacturing Unit status for supplying Centrifugal Separators, Decanters and Flow equipment for the global market through sales companies across the globe. The company's products & systems are widely used in a variety of applications in Indian industries like Food Processing, Inorganic, Marine, Pharmaceutical, Oil & Gas, Energy, Effluent Handling, Steel & Metal, Sugar, Petrochemical, Pulp & Paper, Distillery, Starch, Edible oil Processing and Brewery.
Alfa Laval India Limited holds ISO 9001:2008 Certification from LRQA of UK for its entire manufacturing operations and after sales services. With deep knowledge of processes, experience and expertise in handling projects, in-house manufacturing of a wide range of equipment have given a cutting edge advantage to the company to offer complete projects in diverse sectors like vegetable oil refineries, breweries, ethanol production and food processing.
Singapore eDevelopment's Global Bio Life & Chemia Corporation to Develop Functional Fragrances to Fight Mosquito-Borne Diseases
Singapore: Singapore eDevelopment Ltd has announced that its indirect subsidiary, Global BioLife Inc., is collaborating with U.S.-based Chemia Corporation to develop specialised fragrances which can counter mosquito-borne diseases, diminish stress and anxiety, and act in anti-viral medical applications.
3F (Functional Fragrance Formulation) is a suite of functional fragrances being developed. The first product, 3F Mosquito, is made of specialised oils sourced from botanicals which mosquitoes avoid. 3F Mosquito was designed with an objective to identify, then create a suitable formula that was pleasant, yet excels in providing layers of protection against mosquitoes.
Daryl Thompson, Global BioLife Director of Scientific Initiatives, leads the 3F research. "The specialised oils in 3F Mosquito are scientifically
proven to affect a mosquito's receptors, essentially making the mosquito blind to your presence," says Thompson.
In addition to 3F Mosquito, Global BioLife and Chemia are developing fragrances as additives for use in laundry detergents, shampoos and lotions, providing additional layers of protection against mosquitoes, and developing advanced coatings for industrial and medical applications.
"Biomedical science has become increasingly vital. Global BioLife is taking steps toward providing solutions to issues that have plagued the biomedical field for decades. This working collaboration marks a first steps in actively changing the game of healthcare," said Chan Heng Fai, SeD Executive Chairman and Chief Executive Officer, and a Global BioLife Director.
Global BioLife is an 80%-held subsidiary of SeD wholly-owned Global BioMedical Inc. The remaining shareholding in Global BioLife is held by Thompson's GRDG Sciences LLC and Australia Securities Exchange-listed Holista CollTech Limited, in equal propor tions of 10% each.
Repsol invests 5 million Euros in Puertollano lubricants Plant
Madrid, Spain: Repsol will invest 5 million euros in its Puertollano lubricants plant as part of the company’s objective to increase sales in both domestic and international markets. Production will be increased until maximum capacity is reached.
The lubricants plant, Repsol’s most impor tant worldwide, will produce between 115,000 to 170,000 tons per year, within the framework of the 2017-2021 strategic plan for the lubricants business. This is Repsol’s most international business, selling in more than 80 countries.
The new strategic plan for the lubricants sector of the company aims to double the total sales volume to 300,000 tons, and quadruple it abroad. The main areas of growth will be in Asia and Latin America.
Of the 147,000 tons of lubricants that Repsol sold in 2016, 115,000 tons (nearly 80%) was produced in Puertollano, while the rest came from company’s 10 other factories in countries like China, Japan, Indonesia, and Malaysia.
To handle the expected increase in production, the Puertollano lubricants plant will begin operating 24 hours a day, and has increased its workforce to close to 75 people.
Repsol handles the entire process of manufacturing lubricants in Puertollano, from distilling the petroleum, to adding additives and the subsequent packaging. In addition, the company’s Technology Center conducts research to create products that are at the forefront of the sector and that meet the highest standards.
The company has been a leader in the Spanish lubricants market for more than 20 years. The world’s most demanding motorsport competitions, such as the MotoGP World Championship, the Trial World Championships (indoor and outdoor) and the Dakar Rally are serve as excellent testing grounds for Repsol lubricants.
R-548/549, TTC Industrial Area, Rabale MIDC, Navi Mumbai-400701, Maharashtra India, Tel: +91-22-6108 8989/926, Fax: +91-22-6108 8917 Email: [email protected], Website: www.dedietrich.co.in
Benefits:
Corrosion Resistant Packing & Internals for Columns Made from Glass, Glass-Lined or from Other Materials.
• Diameter up to DN2400 • High value of process know how, best
references • Design, fabrication, installation, revamp,
put into service: all from one hand
• More than 1000 units built • Long lifetime due to best tolerances, long-life enamel lining
DD3009 • Extensive guarantees • Service world-wide where ever you are
Corrosion is Attacking you Every Moment... Choose the Experts Before it is Too Late!

Technology NewsCEW
12 • August 2017 Chemical Engineering World
She l l Comple tes Sa le o f Chemica ls JV to SABIC for USD 820 mJubail, Saudi Arabia: Shell has completed the sale of 50% interest in its petrochemicals joint venture (JV) SADAF located in Al Jubail, Saudi Arabia, to SABIC in a deal valued at USD 820 million.
Announced in January this year, the sale was completed following anti-trust filings in the relevant countries and regulatory approval from the Saudi Arabian Government.
The divestment is part of Shell’s global value-driven $30bn divestment programme and will enable it to focus on its downstream activities and advance selective investments in its global chemicals business.
Shell’s other activities in Saudi Arabia remain unaffected due to this transaction. The SADAF JV includes six petrochemical plants that have a combined production of more than four million metric tonnes annually.
SABIC is expected to make additional investments in SADAF and integrate all its activities with its other affiliates.
At the time of announcing the transaction, SABIC CEO and vice-chairman Yousef Al-Benyan said: “With this transaction, SABIC is looking to capitalise on synergy opportunities of SADAF with other affiliates, and improve its operation and profitability.”
The Saudi Arabian Government owns 70 per cent of petrochemicals manufacturer SABIC’s shares, while the remaining 30 per cent is publicly traded on the country’s stock exchange.
The Plaza Group to Purchase US chemical distributor Conchemco
Texas, USA: Petrochemical marketing firm The Plaza Group is set to acquire US-based marketer and distributor of chemicals and solvents Conchemco, for an undisclosed sum.
Established in 1990, Conchemco operates as an independent company focusing on in-home services of buying, selling and brokering chemicals.
The company’s core products are acetone, toluene, xylene as well as other major aromatic and aliphatic hydrocarbons. Conchemco owner and CEO Tommy Mrazek said: “We are excited to be part of a company that shares the common business principles of integrity, quality and a positive outlook on the future of our business.”
The Plaza Group president and CEO Randy Velarde stated that the upcoming acquisition of the Conchemco brand will add significant strategic value to it, including the addition of its key officials, such as Tommy Mrazek, Rich Olson and Steve Martin. Velarde said: “The acquisition of Conchemco is a great opportunity to expand our expertise in chemical distribution and marketing, as well as grow our client base.
“The addition of these key players enhances the value of the acquisition and fortifies future growth plans for The Plaza Group.”
The Plaza Group was founded in 1994 and focuses on marketing refinery and petrochemical products. The company markets certain refining and chemical products for Husky Oil, Mitsui, Olin, Shell, Valero, Southern and Total Petrochemicals.
Sadara Chemical Company Commissions Last of its 26 Units at Saudi Petrochemicals Complex
Riyadh, Saudi Arabia: Saudi-based Sadara Chemical Company, a USD 20 bi l l ion jo int venture between Saudi Aramco and US-based Dow Chemical, has commissioned the last of i ts 26 plants at its petrochemicals complex in Jubail.The toluene diisocyanate (TDI) unit commenced production last week while the dinitro toluene (DNT) and toluene diamine (TDA) units began operations in April.
TDI is primarily used in the production of flexible polyurethane foam for furniture, mattresses and car seats. It is also used in coatings, adhesives, sealants, speciality foams among others.
Sadara claimed that this complex is the world's largest petrochemical facility to be developed in a single phase.
Last August, its mixed feed cracker, the core part of Sadara’s operations, commenced cracking ethane gas and naphtha liquid feedstock to produce chemicals for the site’s other facilities.
Sadara’s four polyethylene production units came online between 2015 and early 2017.
Tronox to Sell Alkali Chemicals Business for USD 1.325 bn
Connecticut, USA: US-based Tronox has signed a definitive agreement to divest its Alkali Chemicals business to Genesis Energy for USD 1.325 billion.
With its mining and processing facilities located in Green River at Wyoming, Alkali Chemicals focuses on producing natural soda ash that is used in multiple sectors such as glass manufacturing, detergents, baked goods and pharmaceuticals.
Tronox CEO Peter Johnston said: “We were pleased to have received significant interest in our Alkali business from multiple potential buyers. “Genesis' proposal was the most compelling for its overall value, with its combination of pr ice, favourable contract terms, and speed to closing, committed financing, and expected ease of regulatory approvals. These considerations, in aggregate, provided the highest level of certainty to Tronox.”
In February, Tronox signed a definitive agreement to acquire the TiO2business of Cristal for USD 1.673 billion. The company plans to use the proceeds received from the sale of Alkali Chemicals in funding TiO2 acquisition, which is expected to close in the first quarter of next year.
After the completion of the Alkali Chemicals divestment, Tronox will focus on TiO2 business. The company is also planning to refinance a portion of its capital structure to lower its overall cost of debt.
The transaction is subject to customary regulatory approvals and closing conditions and is expected to close in the second half of this year.
In both the transactions, Credit Suisse is acting as financial adviser to Tronox, while Kirkland & Ellis and Willkie Farr & Gallagher are providing legal assistance to the company.

Technology NewsCEW
16 • August 2017 Chemical Engineering World
BASF's Dahej Site Certified for Production of Sustainable Oil Palm Products
Dahej, Gujarat: BASF’s Dahej site, along with Gebze (Turkey) facility, has been certified for the production of sustainable oil palm products. “Two more BASF Group’s production plants have received the Supply Chain Certificate of the Roundtable on Sustainable Palm Oil (RSPO). The certification of the two plants - Dahej (Gujarat, India) and Gebze (Turkey) - helps further strengthen BASF’s operations network for certified palm products,” said the company in a press statement on the occasion of the RSPO’s fifth annual European Roundtable in London.
At 20 locations around the world, including Dahej, BASF manufactures certified ingredients for the cosmetics, detergent and cleaning agent industries, from products derived from sustainable palm oil sources.
“Sustainability is becoming increasingly important in South Asia. BASF is committed to providing local customers with sustainable palm products. With our site in Dahej, India, now certified according to the RSPO supply chain standard, we are able to offer the optimal conditions required for customers to change over to cer tified ingredients and therefore jointly transform the market towards sustainable products along the entire value chain,” said Rahul Tilve, vice president operations, care chemicals, Asia Pacific.
BASF is one of the largest global manufacturers of ingredients for cosmetic products, detergents and cleaning agents as well as food performance ingredients. For the manufacture of these products, mainly palm kernel oil and its derivatives and to a lesser extent
Andhra Petrochemicals Oxo-Alcohols Facility Expansion, India
Mumbai, India: Andhra Petrochemicals' oxo-alcohols facility in Visakhapatnam, in the state of Andhra Pradesh, is the only producer of oxo-alcohols in India and accounts for 30% of the market. It produces Isobutanol; 2-ethylhexanol and n-butanol. The facility began its operations in 1994 with an initial capacity of 30,000mtpa. Over the years the company enhanced its production capacity to 39,000mtpa. The estimated investment in setting up the facility was about $50m.
In March 2007, Andhra Petrochemicals announced its plans to expand the capacity of the oxo alcohols facility in Visakhapatnam. The expansion was completed in May 2010. The expansion plan increased the plant's production capacity from 39,000mtpa to 73,000mtpa. Andhra Petrochemicals invested about USD 65m in the expansion. The expansion project was carried out using loans, internal accruals and debt. About $44m is a term loan and the rest of the investment came from internal accruals and equity.IDBI Bank, State Bank of India, State Bank of Hyderabad and Andhra Bank are some of the lenders for the project.
In October 2007, Andhra Petrochemicals announced that it had chosen modern LP Oxo SelectorSM 30 Technology, from Davy Process Technology, a London-based supplier of proprietary process technologies. Davy's technology is considered the most efficient and economical method for the production of oxo-alcohols.
IMCD to Buy Specialty Chemicals and Ingredients Distributor LV Lomas
The Netherlands: Netherlands-based distributor of speciality chemicals and ingredients IMCD is set to purchase Canadian and US speciality chemicals and ingredients distributor LV Lomas.
With offices in Toronto, Montreal, and Vancouver, LV Lomas will enable IMCD to increase its presence in Canada and improve its position in the US. IMCD CEO Piet van der Slikke said: “This is an important step in the further development of IMCD’s North America region as it not only expands our geographical presence into Canada in all core markets but also further strengthens our US organisation and coverage.”
The deal is expected to close at the end of this month. It is subject to customary regulatory review.Based in Rotterdam, the Netherlands, IMCD had a turnover of EUR 1.75 billion in 2016 and employs over 1,800 people in over 40 countries.
Canada’s Superior Gains US Assets of Yankee Propane and Virginia Propane
Ottawa, Canada: Canada-based Superior Plus has completed the acquisition of all the assets of Yankee Propane and Virginia Propane in the US. The intent to acquire the two US firms was announced by Superior last month. The company has paid approximately $27.5m out of an aggregate purchase price of nearly $31.5m on closing.
The purchase price was paid in cash from Superior's credit facility.Yankee Propane is a propane distributor serving residential and commercial customers in New York and New Jersey, while Virginia Propane is a similar business serving Virginia.
palm oil, are used. Certification according to the RSPO Mass Balance Module allows the mixing of certified sustainable oil palm products with non-certified products. The Mass Balance supply chain administratively monitors the trade of RSPO certified palm oil and its derivatives throughout the entire supply chain, as a driver for mainstream trade in sustainable palm oil.
In the past year, BASF globally has doubled its sales of products based on certified palm kernel oil. BASF processed a total of 508,000 tons of palm-based raw materials in 2016. BASF is thus one of the largest processors of palm products worldwide.
Each year, 71 million tons of palm products are manufactured globally. Currently, around ten percent of this is palm kernel oil. This represents approximately seven million tons of palm kernel oil, of which only about 1.3 million tons are currently RSPO-certified. For many years, BASF has been advocating to make sustainable oil palm products the industry standard in the cosmetics, detergents and cleaning agent industries. BASF has been a member of the Roundtable on Sustainable Palm Oil (RSPO) since 2004 and also joined the High Carbon Stock Steering Group in 2016 to promote the industry activities for forest conservation.


CHEMICAL & PHARMA INDUSTRY

CEW Features
18 • August 2017 Chemical Engineering World
Technological Innovations in Coatings for Combating Corrosion
Corrosion is a natural process which leads to energy and material loss. Globally, the annual
cost related to corrosion and corrosion mitigation has been estimated to constitute 3-4 per cent of the gross domestic product (GDP)1. As per one conservative estimate, India with a GDP of around USD 2 trillion loses as much as USD 100 billion (more than ̀ 6 lakh crore) every year on account of corrosion. In addition to the economic costs corrosion can lead to structural failures that have catastrophic consequences for humans and the surrounding environment e.g. bridge collapse, leakages in gas pipelines etc.2, 3
Coatings for corrosion inhibition purposes are usually applied as functional barriers in various environments eg, immersion in water, buried in soils, exposed in industrial areas where it has to encounter ultraviolet radiation, hot corrosive liquids, and air pollution. Over the years various chemistries have been used for protection of steel in adverse climatic conditions. 2k Epoxy and 2k Polyurethane are the front runner here and are used extensively across the segment. Apart from this Inorganic & Organic Zinc rich primer find major use in protection of steel.
In this article we will be touching upon two of the upcoming technologies in corrosion protection viz. “Smart coatings” and “Nano materials based coatings”.
Smart Coatings:
In the recent years there has been major development in the area of smart coatings
category. Depending on the formulation, smart coatings are special films that exhibit auto-responsive characteristics when in contact with an aggressive environment. Smart coatings respond to the aggressive changes caused as a result of a change in pH, temperature, pressure, surface tension, ionic strength, electrical or magnetic fields, acoustics, light, mechanical forces including abrasions etc. resulting in certain photochemical, acid-base, complexation, bond formation/ breakage, electrochemical reactions etc.4. Few examples of smart coatings are self- cleaning coatings and super hydrophobic systems, self-healing coatings, anti-fogging coatings, corrosion sensing coatings, intumescent fire-retardant coatings, radio frequency identification coatings, etc.
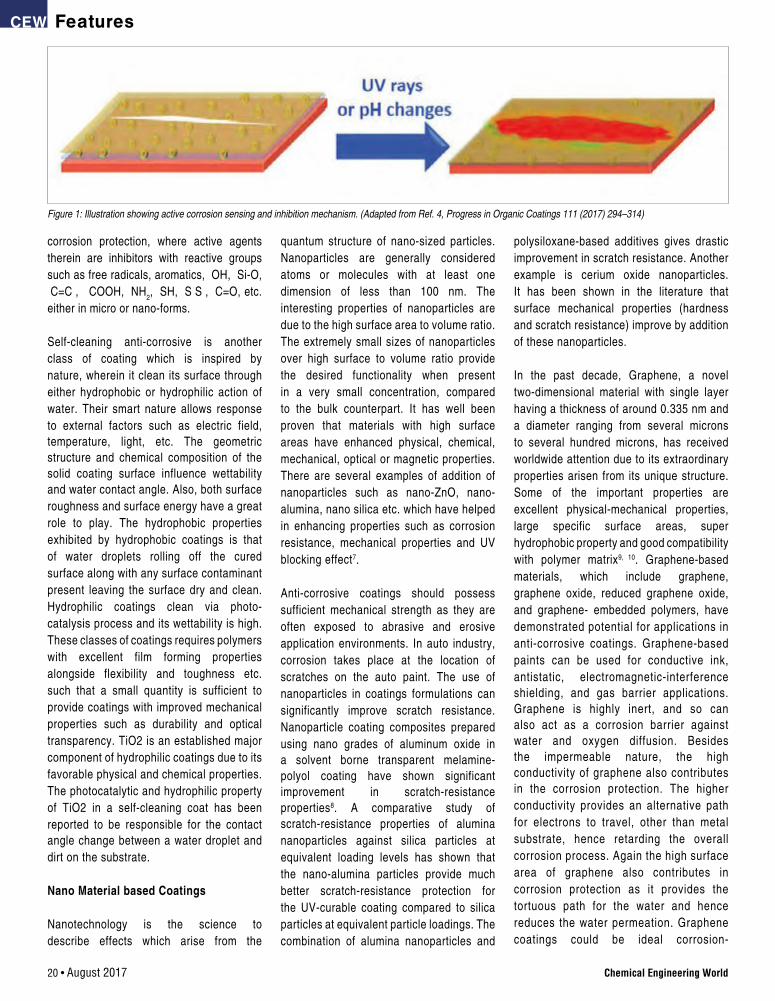
The corrosion sensing coatings are mostly pH sensitive coatings required to expose oxygen reduction following the oxidative corrosion reaction. The onset of corrosion on metals and alloys coated with such coating experience an increased pH at the site. These coatings contain some color changing dyes and/or compounds within the film matrix that fluoresce or change color due to oxidation at high pH values or complex formation with metal cations upon possible mechanical damage. Mostly transparent matrices are used so the color change or fluorescence is visible upon reaction with the corroding species. The color dyes contain anticorrosive species and additives within microcapsules. They are also pigments formulated without observable color changes to release anticorrosive species upon damage or sense the presence
of corroding species. This area has encouraged innovations in the formulation of coatings and paints from polymeric materials. Compounds such as Schiff bases, hydroxyquinolines, fluorescein, phenolphthalein, oxines, bromothymol blue, 7-amino-4-methylcoumarin, 7-diethylamino-4-methylcoumarin etc. have been consolidated with the primer coatings and inhibiting additives for this purpose.
Most fluorescent systems are classified as active and the color changing types are said to be passive. This corrosion sensing indicators are better placed in the primer layer next to the substrate and covered with preferably a transparent top coat as shown in Figure 1.
Self-healing is another class of coatings in the smart category. Self-healing properties are required for the total or partial repair of coated areas damaged by ageing or unexpected aggressive events. Concerning self-healing coatings for corrosion protection, two main strategies have been pursued: (i) mending of defects formed in the polymeric coating matrix via addition of polymerisable agents and (ii) inhibition of corroding areas due to the presence of corrosion inhibitors 4, 5, 6. By definition, these are coatings that ensure that the polymer matrix is constructively repaired after damage occurs to maintain its mechanical properties and deter the onset of corrosion. The functional nature of the self-healing coating depends on its chemical composition and structure and is modeled after the biological wound healing process. One of the most applicable areas of structural self-healing is that of
Corrosion causes enormous industrial losses with a depletion of our natural resources. Organic coatings are one of the most widely used methods for corrosion protection of metallic substrates. Over the last few decades various types of technologies have been explored for corrosion protection with the aim of improving the service life and exterior durability of the system. Some of the disruptive approaches to achieve durable mitigation of corrosion are immensely attractive both for technological and commercial reasons. This paper highlights few of the recent advancements in coating technologies for corrosion control.
CEW Features
20 • August 2017 Chemical Engineering World
corrosion protection, where active agents therein are inhibitors with reactive groups such as free radicals, aromatics, −OH, −Si-O, −C=C−, −COOH, −NH2, −SH, −S−S−, −C=O, etc. either in micro or nano-forms.
Self-cleaning anti-corrosive is another class of coating which is inspired by nature, wherein it clean its surface through either hydrophobic or hydrophilic action of water. Their smart nature allows response to external factors such as electric field, temperature, light, etc. The geometric structure and chemical composition of the solid coating surface influence wettability and water contact angle. Also, both surface roughness and surface energy have a great role to play. The hydrophobic properties exhibited by hydrophobic coatings is that of water droplets rolling off the cured surface along with any surface contaminant present leaving the surface dry and clean. Hydrophilic coatings clean via photo-catalysis process and its wettability is high. These classes of coatings requires polymers with excellent film forming properties alongside flexibility and toughness etc. such that a small quantity is sufficient to provide coatings with improved mechanical properties such as durability and optical transparency. TiO2 is an established major component of hydrophilic coatings due to its favorable physical and chemical properties. The photocatalytic and hydrophilic property of TiO2 in a self-cleaning coat has been reported to be responsible for the contact angle change between a water droplet and dirt on the substrate.
Nano Material based Coatings
Nanotechnology is the science to describe effects which arise from the
quantum structure of nano-sized particles. Nanoparticles are generally considered atoms or molecules with at least one dimension of less than 100 nm. The interesting properties of nanoparticles are due to the high surface area to volume ratio. The extremely small sizes of nanoparticles over high surface to volume ratio provide the desired functionality when present in a very small concentration, compared to the bulk counterpart. It has well been proven that materials with high surface areas have enhanced physical, chemical, mechanical, optical or magnetic properties. There are several examples of addition of nanoparticles such as nano-ZnO, nano-alumina, nano silica etc. which have helped in enhancing properties such as corrosion resistance, mechanical properties and UV blocking effect7.
Anti-corrosive coatings should possess sufficient mechanical strength as they are often exposed to abrasive and erosive application environments. In auto industry, corrosion takes place at the location of scratches on the auto paint. The use of nanoparticles in coatings formulations can significantly improve scratch resistance. Nanoparticle coating composites prepared using nano grades of aluminum oxide in a solvent borne transparent melamine-polyol coating have shown significant improvement in scratch-resistance properties8. A comparative study of scratch-resistance properties of alumina nanoparticles against silica particles at equivalent loading levels has shown that the nano-alumina particles provide much better scratch-resistance protection for the UV-curable coating compared to silica particles at equivalent particle loadings. The combination of alumina nanoparticles and
polysiloxane-based additives gives drastic improvement in scratch resistance. Another example is cerium oxide nanoparticles. It has been shown in the literature that surface mechanical properties (hardness and scratch resistance) improve by addition of these nanoparticles.
In the past decade, Graphene, a novel two-dimensional material with single layer having a thickness of around 0.335 nm and a diameter ranging from several microns to several hundred microns, has received worldwide attention due to its extraordinary properties arisen from its unique structure. Some of the important properties are excellent physical-mechanical properties, large specific surface areas, super hydrophobic property and good compatibility with polymer matrix9, 10. Graphene-based materials, which include graphene, graphene oxide, reduced graphene oxide, and graphene- embedded polymers, have demonstrated potential for applications in anti-corrosive coatings. Graphene-based paints can be used for conductive ink, antistatic, electromagnetic-interference shielding, and gas barrier applications. Graphene is highly inert, and so can also act as a corrosion barrier against water and oxygen diffusion. Besides the impermeable nature, the high conductivity of graphene also contributes in the corrosion protection. The higher conductivity provides an alternative path for electrons to travel, other than metal substrate, hence retarding the overall corrosion process. Again the high surface area of graphene also contributes in corrosion protection as it provides the tortuous path for the water and hence reduces the water permeation. Graphene coatings could be ideal corrosion-
Figure 1: Illustration showing active corrosion sensing and inhibition mechanism. (Adapted from Ref. 4, Progress in Organic Coatings 111 (2017) 294–314)

CEW Features
22 • August 2017 Chemical Engineering World
inhibiting coatings in applications where a thin coating is favorable, such as microelectronic components (eg, interconnects, aircraft components and implantable devices). Graphene is found to be effective towards the microbial induced corrosion also. Microbial corrosion is lesser understood form of corrosion where micro-organism affects the metallic surface and the damaged is unnoticeable until the major loss occurs.
Summary
Corrosion protection will always remain a challenge in highly aggressive environment. The recent development in the areas of smart coatings and the use of nano materials for specific properties enhancement in coatings have shown promising results. While some of the nano materials are now being made available for commercial use this new class of coatings will play a significant role in corrosion protection in the coming years.
References:
1. Koch, GH, Brongers, MPH, Thomson, NG, Virmani, YP, Payer, JH, ‘‘Corrosion Cost and Preventive Strategies in the United States.’’ Mater. Perform., 65 1 (2002).
2. Fragata, F, Salai, RP, Amorin, C, Almeida, E, ‘‘Compatibility and Incompatibility in Anticorrosive Painting—The Particular Case of Maintenance Painting.’’ Prog. Org. Coat., 56 257 (2006).
3. P. A. Sørensen, S. Kiil, K. Dam-Johansen, C. E. Weinell, “Anticorrosive coatings: a review”, J. Coat. Technol. Res., 6 (2) 135–176, 2009.
4. Sarah B. Ulaeto, Ramya Rajan, Jerin K. Pancrecious, T.P.D. Rajan, B.C. Pai, “Developments in smart anticorrosive coatings with multifunctional characteristics” Progress in Organic Coatings 111 (2017) 294–314.
5. R.P. Wool, Self-healing materials: a review, Soft Matter 4 (3) (2008) 400–418.
6. J. Yang, M. Huang, One-part self-healing anticorrosive coatings: design strategy and examples, in: A. Tiwari, J. Rawlins, L.H. Hihara (Eds.), Intelligent Coatings for Corrosion Control, Elsevier Inc., Oxford UK, 2015, pp. 491–535.
7. V.S. Saji, J. Thomas, Nanomaterials for corrosion control, Curr. Sci. 92 (1) (2007) 51–55.
8. Deepak Shanbhag and Prashant Dhamdhere, “Recent Developments to Improve Scratch and Mar
9. Resistance in Automotive Coatings”, PCI Magazine, June 2012.
10. R.K. Singh Raman and A Tiwari, “Graphene: The Thinnest Known Coating for Corrosion
11. Protection”, JOM: the journal of the Minerals, Metals & Materials Society · April 2014
12. [10] K. S. Aneja and A.S. Khanna, “Graphene based anti-corrosive coatings for Cr (vi) replacement, Nanoscale, 7 (2015), 17879-17888.
Authors’ Details
Dr. Suman MitraLead Researcher
Asian Paints Limited
Authors’ Details
Mr. Shrikant M. NaikChief Manager – Technology
Asian Paints Limited
JASUBHAI MEDIA PVT. LTD.Taj Bldg., 3rd Floor, 210, Dr. D. N. Road, Fort, Mumbai-400 001.
Tel.: 91-22-40373636, Fax: 91-22-40373635. E-mail: [email protected]: www.pharmabioworld.com
CHRONICLING PROCESS INDUSTRY INNOVATIONS SINCE 1966
CH
EMIC
AL EN
GIN
EERING
WO
RLDM
umbai
` 150VO
L.52 ISSUE 5
MAY 2017
VOL.52 | ISSUE 5 | MAY 2017 | TOTAL PAGES 76 | US $ 10 | ` 150
CH
EMIC
AL EN
GIN
EERING
WO
RLDM
umbai
HYDERABAD - 2017
13-15, December 2017Venue: Hyderabad, India
GUJARAT - 2018
23-25, January 2018Venue: Ahmedabad, Gujarat, India
MUMBAI - 2019
20-23, February 2019Venue: Mumbai, India
` 150A
PR
IL-MAY 2017
MU
MB
AI
VO
L. 36 NO
.1C
HE
MIC
AL P
RO
DU
CTS
FIND
ER
` 100
The Journal of Materials & Equipment for the Process Industrieswww.cpfindia.com
Vol. 36 No. 1April-May 2017
Mumbai` 100/-
HYDERABAD - 2017
13-15, December 2017Venue: Hyderabad, India
GUJARAT - 2018
23-25, January 2018Venue: Ahmedabad, Gujarat, India
MUMBAI - 2019
20-23, February 2019Venue: Mumbai, India
Pumps, Valves, Actuators, Pipes & Fittings
INSIGHT INTO THE PHARMACEUTICAL AND BIOTECH INDUSTRIES
www.pharmabioworld.com
VOL 15 | ISSUE 10 | MAY 2017 | MUMBAI | TOTAL PAGES 60 | PRICE ` 150
PHA
RMA
BIO W
ORLD
VOL 15 ISSU
E 10M
UM
BAI
TOTA
L PAGES 60
` 150M
AY 20
17
HYDERABAD - 2017
13-15, December 2017Venue: Hyderabad, India
GUJARAT - 2018
23-25, January 2018Venue: Ahmedabad, Gujarat, India
MUMBAI - 2019
20-23, February 2019Venue: Mumbai, India
Quality by Design
www.oswindia.comINSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
VOL.14 | ISSUE 3 | APRIL-MAY 2017 | MUMBAI | US $ 10 | ` 150
Addressing the future Challenges
OFFSH
ORE W
ORLD
M
UM
BAI
US $
10
` 15
0VO
L. 14 ISSUE 3
APRIL-M
AY 2017
International Exhibition & Conference21-23, February 2018 : Mumbai, India
ADVERTISE TO EXPAND your reach through


C
M
Y
CM
MY
CY
CMY
K


CEW Features
24 • August 2017 Chemical Engineering World
ICDA Successfully Applied for a Piggable Refined Product Pipeline
Learning from the recent catastrophic gas pipeline failure incident in India, an Indian pipeline operator
with a Trans-India presence of refined
product pipelines decided to take the
high road and have their jetty pipelines
assessed in the year 2015. Majority of the
pipelines under the scope of assessment were termed as ‘non-piggable’, whilst the remaining 20 per cent that is three pipelines was classified as ‘piggable’.
Using OISD’s guideline document (no. 233) for inspection of non-piggable pipelines as the base, the operator took complete support from NACE International’s Direct Assessment (DA) standards to design their scope of work. Using the NACE DA Standards as well as OISD’s Standard Operating Procedure
(SOP) released in November 2014 –
the operator targeted to complete the
assessment of these pipelines to define
the further course of action.
What is Direct Assessment (DA)?
The four (4) step, cont inuously i terat ive process requires the integrat ion of data
from avai lable histor ies, mult ip le above
ground f ie ld surveys, internal corrosion
predict ive model ing ( ICPM), detai led
examinat ion on the pipe surface and
f inal ly concluding the whole process in
the fourth and f inal step known as the
Post Assessment stage. Typical ly, DA
process combines both exist ing and newer techniques for understanding the integr i ty of the pipel ine.
The key major advantages of DA over the other available integrity assessment techniques are:• Can locate and predict susceptible
areas where corrosion could form
in the future rather than areas where defects have already formed (proactive)
• No product interruption is required (non-intrusive)
• Mandatory for DA programs to perform ‘root cause analysis’
for determining the corrosion
mechanism. Answers the principal
question asked by operators ‘Why does the corrosion anomaly exist?’
• A need to deliver a go-forward plan (mitigation plan)
These advantages highl ight the major technical di f ferences between Intel l igent Pigging, Pressure Test ing and DA and this is how these techniques can complement each other rather than compete each other. The fact that 80% of the pipel ines under the scope of assessment were not designed to be piggable, al together removes the opt ion of Intel l igent Pigging with convent ional Intel l igent Pigging tools. Al though, today there exists highly advanced high f idel i ty intel l igent pigging tools designed speci f ical ly for non-piggable pipel ines. At the t ime of the job execut ion, the operator preferred to ut i l ize the opt ion of performing Direct Assessment (DA), speci f ical ly External Corrosion Direct Assessment (ECDA) and Internal Corrosion Direct Assessment ( ICDA).
As per laws of nature, iron / iron alloy such as carbon steel used in manufacturing pipelines will eventually want to return to its natural form. Based on the in-place, asset integrity management practices of the pipeline owner this process can be delayed and ideally controlled.
Figure 1: Extensive debris retrieved on cleaning pigging

CEW Features
28 • August 2017 Chemical Engineering World
Figure 2: Predicted corrosion rates for the pipeline without oxygen ingress
Focus
Although, the integrity assessment for all fifteen (15) lines under the scope of study was deemed successful. The objective of this article is to focus on the results obtained for the time dependent threat of internal corrosion (using ICDA) for the three (3) refined product pipelines under the scope of study which were designed to be piggable. These lines also undergo routine maintenance pigging being performed by the operator.
I t further discusses the advantages and the complexit ies to al low for a successful ICDA program. Even though, the three (3) pipelines under discussion may be relatively new as commissioned in year 2007, but lack of an integrity management program or incorrect operation practices leads to missing data, procedures or gaps in historic information. This crit ical information greatly assists in performing an effective internal corrosion integrity assessment.
It is hoped that petroleum pipeline operators use this as an example to further educate the industry to proactively
assess corrosion, risk-rank it and then effectively mitigate the cause in a sensible economic and environmentally friendly manner with public safety being of paramount importance.
Steps-1 (Pre-assessment) and 2 (Indirect Inspection) of DA
Extensive histor ical data col lect ion
was executed dur ing this stage.
Pipel ine operator personnel f rom the
technicians in the f ie ld execut ing the
tasks to the managers were interviewed in detai l . Based on the prel iminary data col lected and discussions, i t was fel t by al l part ies involved that internal corrosion threat should be minimal for such l ines because:• Relatively new lines (2007
commissioning)
• Refined product being transported (less propensity for carrying any dissolved gases and water which are the key drivers for internal corrosion)
• Routine cleaning pigging program in place
• Confidence of the operator for the overall health of these pipelines
Subsequent ly, a c leaning pigging was planned in the presence of ICDA team. The main idea was to col lect sol id and l iquid samples ( i f any) along with advanced lab test ing. For pipel ine of only 7 Km length, the expectat ion of any experienced pipel iner would be that of a few Kg’s of debris / muck. The resul ts of c leaning pigging were opposite! (refer Figure-1)
For two (2) out of the three (3) pipelines, the volume of debris retrieved could be quantified at approx. 100 Kgs. This was not the case for the third (3rd) line, i.e. the HSD product line. This line also so happens to be the pipeline that is under operation with maximum frequency that is 22 days per month. Coincidentally, the other two (2) pipelines of MS and SKO product were operated for a time period that may only equal to 8 days and 3 days per month respectively.
To deduce the above situation, the MS and SKO pipelines remain under ‘shut-in’ / dead-leg condition for 73 and 90 per cent respectively!
The liquid samples collected were further sent for wet chemistry lab testing. Balance water samples extracted from tank bottoms as well as the pig receiver were further analyzed for DNA genetics bacteriological tests.
The solid samples collected were further sent for the following tests:• Energy Dispersive X-Ray Analysis
• X-ray Diffraction (XRD) Analysis
• Scanning Electron Microscope (SEM) Analysis
Based on the unexpected results, a discussion was further held with the operators’ team. This was when it was further divulged that the subject pipelines are flowing liquid (product) only when a ship is berthed. The cleaning pigs for the SKO and HSD product pipelines are pushed with compressed air, whilst for the MS pipeline, the pig is pushed by 50

CEW Features
30 • August 2017 Chemical Engineering World
per cent nitrogen followed by a column of compressed air. Compressed nitrogen is used for the first half column of length in order to avoid any spark caused by ingress of oxygen from compressed air.
Uti l izing al l the information, i t was decided that the authors wil l perform mult iple scenario simulations using proprietary internal corrosion predictive model called the ‘Teevens Model’ in order to capture the various operational scenarios that the subject pipelines have undergone throughout i ts operational history. ‘Teevens Model’ is commercial ly known as enpICDATM. The predicted uniform corrosion rates and subsequent remaining walls for the pipelines taking into consideration no ingress of oxygen in the pipeline system can be seen in Figure-2.
For the same system, if we consider the below factors for conducting ICPM:• - O2 @ 0.5 mol% (due to incorrect
operational practice of utilizing compressed air which may remain shut-in within the system until the next ship/vessel berths)
• - CO2 @ 350 ppm
• - H2S @ 0.1 ppm
• - Water flow rate @ 0.5% of the product volumetric flow rate
The subsequent wall loss % predicted post re-modeling in this case is shown in Figure-3.
Step-3: Actual in-field inspections:
From Figure-2 above, we can see that the internal corrosion predicted is very low in the range of 0.4 to 0.65 mpy (mils per year).
Post re-modeling using enpICDATM
and modified conditions mimicking the field scenarios which can be otherwise termed as ‘upsets’ / improper operational practices etc. the predicted wall loss is illustrated in above Figure-3. This would mean a very high corrosion rate leading to loss of 50 per cent of the pipe wall in only 7 operational years!
Locations were selected based on the results of Internal Corrosion Predictive Modeling (ICPM) of water accumulation, solid accumulation and cumulative wall loss predicted for various scenarios. The
pipeline was day lighted at these locations and as per below Figure-4 depicts an Ultrasonic (UT) based wall thickness measurement from the field.
The nominal wall thickness of this pipeline was 9.5 mm (0.375”). For an anomaly of remaining wall 5.48 mm. The calculated actual wall loss was 42.3 per cent. The predicted wall loss based on ICPM was 50% which was performed theoretically by simulating the pipeline historic operations and getting the science right!
The difference between theoretical modeling calculations and actual field findings was a mere 7.7 per cent!
Conclusions of the Program
• a. Confirm presence and severity of the threat of internal corrosion non-intrusively utilizing proven ‘Teevens Model’. This underscores the ability of a strong science and engineering basis to define pipeline integrity from first principles
• b. Advanced liquid deposition modeling capability of the Teevens Model is proven
• c. Advanced solid deposition modeling capability of the Teevens Model is proven. Solids deposition prediction leading to under deposit corrosion (UDC) and also erosion corrosion / abrasion
• d. Allowed the operator to take immediate action of provision of corrosion inhibitor
• e. Allowed the operator to take immediate action of executing an Intelligent Pigging program
• f. Based on the nature of the internal corrosion observed by manual UT inspection i.e. narrow channeling corrosion as well as uniform corrosion, the Operator was advised to conduct Ultrasonic (UT) based “direct measurement” intelligent pigging
Figure 3: Predicted wall loss % post re-modeling with oxygen ingress and other factors

CEW Features
32 • August 2017 Chemical Engineering World
• g. Operator decided to perform Magnetic Flux Leakage (MFL) intel l igent pigging with both specif ications of axial and circumferential direction based tools, which does remain an indirect inspection
• h. Because of the inherent nature of the MFL technology as can be seen in Figure-5, i t was not possible to identify the very narrow channeling corrosion anomalies as well as uniform corrosion due to low / ni l f lux leakage. As shown in below figure, an elongated anomaly is seen as ‘spots’ by a MFL tool, but with an UT tool the actual ‘ interaction’ can be ful ly visualized and measured.
• i . Unfortunately the Intel l igent pigging report provided by the ILI vendor was not able to catch the elongated internal corrosion wall losses that was reported and verif ied during the ICDA program
The Operator did uti l ize the predictive based Internal Corrosion Direct Assessment (ICDA) as per OISD standard 233 and respective NACE International standards, to know that the relatively newer product l ine was
suffering through severe internal corrosion. Intel l igent pigging was fol lowed and gaps due to the MFL technology l imitations compared to Ultrasonic based In Line Inspection were evident for identifying the severity of the anomalies. ICDA and ILI do remain as tools available for the pipeline owner to assess the integrity of their asset and be able to manage the corrosion!
Figure 4: measured wall thickness from fi eld
Figure 5: (Top) corrosion anomaly; (middle) how a MFL tool sees this anomaly; (bottom) how an UT tool sees the same anomaly
Bidyut B. BaniahAllied Engineers, New Delhi, India
Authors’ Details
Ashish Khera, P. EngNACE Instructor
– Direct AssessmentAllied Engineers, New Delhi, India

Customized Vacuum TechnologyVacuum technology plays a vital role in many chemical and pharmaceutical processes. Robustness, reliability and energy consumption are now more important than ever.
With energy savings of up to 20% and reduced operating costs of up to 60%, Busch vacuum technology sets new standards.
Find out more about economical vacuum generation from Busch. Contact us.
Busch Vacuum India Pvt Ltd. +91 (0)124 421 2171 l [email protected]



TORAY INTERNATIONAL INDIA Private LimitedTower 3, East Wing, 6th Floor, Equinox Business Park, Lal Bahadur Shastri Marg, Kurla(W), Mumbai - 400070, INDIA Tel +91 22 6123 0400
Jay Water - Asia’s largest Membrane distribution CompanyExclusive distributor for West, North, South India and Bangladesh

CEW Features
34 • August 2017 Chemical Engineering World
ElcoMaster® Data Management Software for Ultrasonic NDT Applications
Elcometer Limited offers the ElcoMaster® Data Management Software package as support for their range of digital
gauges. As each new Elcometer digital electronic gauge is launched ElcoMaster® is developed to accommodate the specific features of the new gauge.
As a data management tool, ElcoMaster®
can facilitate the transfer of data from the gauge to a computer and can then analyse the data, produce reports including relevant documents, photographs and notes, share these reports electronically and then archive the data for future analysis or record keeping
When the Elcometer Ultrasonic Material Thickness Gauges (MTG) and Precision Thickness Gauges (PTG) were launched, ElcoMaster® was updated to allow the new feature of these gauges to be util ised and operated for material thickness data management.
These gauges have applications for measuring pipe wall thicknesses when only one side of the pipe is accessible and therefore they are ideal for assessing pipeline that are in service for excessive internal corrosion or erosion.
The Elcometer MTG & PTG range of gauges has a number of measurement modes available to help the user establish the most accurate thickness value. The modes available vary between models but normally increase as the model number increases. These measurement modes are summarised as follows:• Pulsed - Echo Mode (P-E): Ideal for pit
and flaw detection, the total thickness from the base of the transducer to the material density boundary (typically the back wall) is measured.
• Echo - Echo Mode (E-E): Sometimes known as ThruPaint™ mode, the coating thickness is ignored and the material thickness from the top surface of the material to the material density boundary (typically the back wall) is measured. A highly damped, coating thickness transducer is required.to make use of Echo-Echo ThruPaint™ mode,
• Interface Echo Mode (I-E): A highly accurate measurement mode, Interface Echo displays the total thickness from the top surface to the material density boundary.
• Plastic Mode (PLAS): A mode specifically used for measuring very thin plastics. A special graphite delay line accessory is required to make use of this mode.
• Velocity Mode (VM): Velocity mode measures the speed of sound of materials and is ideal for determining the homogeneity of a material/alloy and the correct velocity of a material for calibration.
The Elcometer MTG Ultrasonic Thickness Gauge
The Elcometer MTG Range of Ultrasonic Material Thickness Gauges is a group of four products, from the entry level MTG2 through the MTG4 and MTG6 to the top-of-the-range MTG8, designed to be ergonomic, rugged, accurate and easy-to-use. A wide range of potted, right angle and dual-element transducers is available for measuring various materials. Elcometer MTG transducers are ‘intelligent’; when the transducer is connected it is automatically identified by the gauge.
Each of the four MTG products has a number of operational features allowing the user to select the gauge that is most appropriate for the application.
The Elcometer MTG2 is supplied complete with 5MHz, ¼” transducer and is pre-calibrated for measuring on steel only with a thickness range of up to 500mm (20”) in Pulsed-Echo (P-E) mode. The operational features of the Elcometer MTG2 Ultrasonic Material Thickness Gauge are as follows: • S ing le measurement mode;
Pulse-Echo• Pre-cal ibrated for measuring steel• Pre-def ined measurement rate; 4
readings per second• Live reading mode; USB transfer
of indiv idual readings to a PC or s imi lar device
Ultrasonic material thickness gauges are widely used as a non-destructive testing technique for determining the wall thickness of steel pipes in service to assess the effects of internal corrosion and erosion on the original wall thickness and to confirm that there is sufficient wall thickness left for continued service.
The Elcometer MTG2 Ultrasonic Material Thick-ness Gauge

CEW Features
36 • August 2017 Chemical Engineering World
Examples of Ultrasonic Transducers showing single element, dual element and delay line versions
The Elcometer PTG Ultrasonic Precision Thick-ness Gauge
With a choice of calibration options and measurement modes, the Elcometer MTG4 is ideal for taking readings on a wide range of coated and uncoated materials. The Elcometer Model MTG4 has all the features of MTG2 plus:• Additional measurement mode; Echo-
Echo ThruPaint™• Choice of calibration methods; 1 Point,
Material and Factory Calibration
With a choice of calibration options, measurement modes – including high speed scan mode, display options and data-logging, the MTG6 is ideal for taking readings on a wide range of coated and uncoated materials and downloading data for further analysis and reporting. The Elcometer Model MTG6 has all the features of MTG2 & MTG4 plus:• Additional measurement mode; Velocity• Additional calibration methods; 2
Point, Velocity & Thickness Set• User selectable reading resolution;
0.1 mm or 0.01 mm• User Sequential selectable
measurement rate; 4, 8 or 16 readings per second
• User definable display; Readings, Selected Statistics, Bar Graph & Run Chart
• Batching & Gauge memory; Single sequential batch of up to 1,500 readings
• USB & Bluetooth® data output to ElcoMaster™ and ElcoMaster Mobile Apps for Android™ and iOS Devices
The MTG8 is the top-of-the-range MTG gauge with all the features and functionality necessary for measuring material thickness and velocity on virtually any material and for a wide range of applications. The Elcometer Model MTG8 has all the features of MTG2, MTG4 & MTG6 plus:
• Three user programmable calibration memories
• Extra display options; Readings, Differential & B-Scan
• Grid Batching• Gauge memory; up to 100,000
readings in 1,000 sequential or grid batches
• User definable upper & lower limits with audible & visual pass/fail warnings
The Elcometer PTG Ultrasonic Precision Thickness Gauge
The Elcometer PTG Ultrasonic Thickness Gauge is a precision ultrasonic material thickness gauge with a measurement range of 0.15mm (0.006”) to 25.40mm (1.000”) with ±1% accuracy, across three measurement modes, Interface Echo (I-E), Echo-Echo ThruPaint™ and Plastic Mode (PLAS). These gauges use 15 MHz, single element transducers with a delay line to achieve measurements with pinpoint accuracy. The PTG series of ultrasonic precision thickness gauges has ThruPaint™ technology allowing the accurate measurement of the thickness of extremely thin substrates. There are two models in the PTG range, the Elcometer PTG6 and Elcometer PTG8.
The Elcometer PTG6 has the following features:
• Interface Echo (I-E), Echo-Echo ThruPaint™ (E-E) & Plastic Mode (PLAS) measurement modes
• Measurement range from 0.15mm (0.006”) to 25.40mm (1.000”)
• 2-Point, 1-Point, Material, Velocity and Factory Calibration options
• User selectable measurement rate; 4,8,16 readings per second
• User selectable reading resolution; 0.1mm (0.01”) or 0.01mm (0.001”)
• USB output to ElcoMaster®
The Elcometer PTG8 is the top-of-the-range gauge with all the features and functionality necessary for measuring, with high precision, material thickness on virtually any material. With a user definable display, users can choose to view readings, statistical information, bar graph together with the highest (Hi); lowest (Lo); and average (x); reading or a trend graph of the last 20 readings.
In Scan Mode, readings can be taken at a rate of 16Hz (16 readings per second) over a large surface area. When the transducer is lifted off the surface, the average, lowest and highest thickness values are displayed. The PTG8 allows users to store into memory up to three calibration settings. Once saved, the user can select a calibration without the need to re-calibrate the gauge, ideal for users who are measuring a variety of materials or thicknesses. Using the gauge’s alpha-numeric function, calibration memories can be re-named to suit the calibration setting.
The PTG8 has user definable upper and lower limits with audible and visual pass/fail warnings. Limits can be set for individual readings or for each batch. If a measurement is taken which falls outside

CEW Features
40 • August 2017 Chemical Engineering World
the set limits, the reading value and the limit icon turns red, the red LED flashes and the alarm beeps.
The PTG8 has Differential Mode; once a user defined nominal thickness value is set, the gauge displays the measured thickness together with the variation from the set nominal value thus indicating areas
of the material which is thinner or thicker than expected.
The PTG8 offers B-Scan, a time based, cross sectional 2 dimensional graphical view of the material under test, ideal for relative depth analysis. The zoom of the B-Scan reading can either be set to automatic or can be defined by the user to focus on areas of interest.
The PTG8 can store 100,000 readings in up to 1,000 sequential or grid type batches. Using grid batching, readings are stored in a spreadsheet type format. The “Obst” feature, allows the user to record an obstruction within the grid.
The Elcometer PTG8 features can be summarised as follows:
• Interface Echo (I-E) Echo-Echo ThruPaint™ (E-E) & Plastic Mode (PLAS) measurement modes
• Measurement range from 0.15mm (0.006”) to 25.40mm (1.000”)
• 2-Point, 1-Point, Material, Velocity & Factory Calibration options
• Three user programmable calibration memories
• User selectable measurement rate; 4,8,16 readings per second
• User selectable reading resolution; 0.1mm (0.01”) or 0.01mm (0.001”)
• Scan Mode• Readings, selected statistics,
Bar Graph, Run Chart, B-Scan & Differential Mode
• Gauge memory; stores up to 100,000 readings in up to 1,000 sequential or grid batches
Wireless Communication via Bluetooth between the MTG and a Smart Phone using the ElcoMaster® Mobile App
ElcoMaster Data Screen showing a batch collected in a 7 rows by 5 columns grid format with Limits

CEW Features
42 • August 2017 Chemical Engineering World
• User definable upper and lower limits with audible & visual pass/fail warnings
• USB and Bluetooth® data output to ElcoMaster® and ElcoMaster® Mobile Apps
ElcoMaster® and ElcoMaster® Mobile App
The Elcometer MTG6, MTG8 and PTG8 all have data output capability and can upload data to the ElcoMaster®
Data Management Software and to the ElcoMaster Mobile App. ElcoMaster® is a fast, easy to use software and mobile app for all data management, reporting and quality assurance needs. Elcometer Bluetooth® enabled gauges such as the MTG8 and the PTG8 can be connected directly to iPhone, iPad and iPod or Android™ mobile phones and tablets via ElcoMaster® Mobile App. When out in the field or on site, you can review data instantly using the free ElcoMaster® Mobile App. Press ‘Generate PDF’ and watch the ElcoMaster® App produce a professional report instantly. E-mail the report to your client seconds after you have finished inspecting or upload it via cloud technology so it can be accessed anywhere in the world.
What ElcoMaster® can do: • Import and combine measurements
via Bluetooth® or USB from a full range of Elcometer gauges, including; Surface Profile, Salt Contamination, Climatic Conditions, Oven Data Logging, Coating Thickness, Corrosion Thickness, Adhesion Testing, Gloss Measurements Store data in a simple file tree, by project and by inspection type.
• Easy on screen analysis with histograms, statistics, measurements, limits, notes, diagrams and photographs.
• Export data direct to Microsoft Excel, .csv, txt or cqatk formats to save time and prevent keying in errors.
ElcoMaster® Example
If a pipeline is to be inspected to check if the internal wall of the steel pipe has
Authors’ Details
John FletcherTechnical Support Manager,
Elcometer, President of the Institute
of Corrosion (November 2016) Chairman, ASTM D01 Main
Committee on Paint Chairman of ASTM sub-committee
D01.23 Physical Tests for Paints.
been corroded or eroded in service then the collection of the data can be set up to maximise the effectiveness of the inspection process.
Firstly the gauge can be set up to record the readings in a memory batch using the New Batch menu option.
Selecting the Batch Type allows the data
collection method to be chosen for the
batch or batches of data to be collected.
This can be Sequential, where readings
are taken along the axis of the pipe or
once round the circumference at a single
position, or Grid, where a matrix of rows and columns are pre-defined for the area to be inspected. Selecting Grid provides the option to set the number of rows and columns that define the grid and to set how the data is collected, indicates the data is collected across the columns before moving to the next row, indicates the data is collected down the rows before moving to the next column.
Next the limits for the acceptance and rejection of the measurements can be set using the Limit Memories option from the Main menu.
The Limit Memories menu gives the option to select existing limits, to create new limits or to edit limits.n
The Crea te L im i t Memory sc reen a l lows the upper and lower l im i t va lues to be en te red , in the example be low these l im i ts a re in mm and i t i s a lso poss ib le to ac t i va te and se t a Nomina l va lue fo r the th ickness o f the p ipe wa l l . There a re up to 40 l im i t memor ies tha t can be s to red in the MTG8 and the PTG8.
The gauge is now ready to collect the data in the format defined in the batch and when the data is uploaded to ElcoMaster® it can be viewed, analysed and reported using the software features.
Conclusion
Ultrasonic material thickness gauges are widely used as a non-destructive testing technique for determining the wall thickness of steel pipes in service to assess the effects of internal corrosion and erosion on the original wall thickness and to confirm that there is sufficient wall thickness left for continued service.
The new Elcometer MTG and PTG gauges can be used for this purpose and are supported by the well proven data management software package, ElcoMaster®. The gauge operating system has been developed to make the inspection and assessment of the resulting data as easy as possible and consistent with other gauges in the product range that are used for coating inspection tasks, which are also applicable to pipeline construction and maintenance.

www.processsystems.sandvik.com
ROTOFORM GRANULATION FOR PETROCHEMICALS AND OLEOCHEMICALSHigh productivity solidifi cation of products as diff erent as resins, hot melts, waxes, fat chemicals and caprolactam has made Rotoform® the granulation system of choice for chemical processors the world over. Whatever your solidifi cation requirements, choose Rotoform for reliable, proven performance and a premium quality end product.
High productivity – on-stream factor of 96%
Proven Rotoform technology – nearly 2000 systems installed in 30+ years
Complete process lines or retrofi t of existing equipment
Global service / spare parts supply
PROVEN PERFORMANCE
Sandvik Process SystemsSandvik Asia Pvt. Ltd.Mumbai Pune Road Dapodi, Pune 411012 - IndiaTel: +91 20 2710 3346 · Fax: +91 20 27 10 31 32 · [email protected]

Manufacturer & Exporter : Pollution & Environment Monitoring Equipment
Proud to be part of & , “MAKE IN INDIA” “MADE IN INDIA”An Ini�a�ve of Hon. Prime Minister of India.
Con�nuous Emission Monitoring SystemExtrac�ve, Hot Extrac�ve, Hot-Wet Extrac�on, Dilu�on or In-situ measurement system with
- Electrochemical Gas Analyzer - NDIR Gas Analyzer - UV- DOAS Gas Analyzer - Laser TDLAS Gas Analyzer - Photo Ioniza�on Gas Analyzer - Flame Ioniza�on Gas Analyzer Dust Monitoring System - Opacity / Triboelectric / Laser Sca�eredVOCs On-line Analyzer Toxic Gas Analyzer / DetectorOxygen & Trace Oxygen Gas Analyzer Head Space Oxygen AnalyzerMul� Point Area Surveillance Gas Detec�on Single Point Gas Detec�onFlue Gas AnalyzerPortable / Hand-Held Gas DetectorLow Volume Personal Air SamplerAmbient Air Quality Monitoring System Water Quality Monitoring Instrument
I ndustrial Process AnalysisG as Emission MonitoringD ust Emission MonitoringEffluent Water MonitoringSafety & Occupa�on Heath MonitoringQuality Control Monitoring Environmental Monitoring
Indigenously Designed & Manufactured.Mul�ple Technology Solu�on under one roof. Applica�on & Technical SupportExtremely User Friendly & Configurable SystemsFlexible coopera�on modes Customized Design Compe��ve Price Smooth Communica�on Fast Response & Delivery Excellent A�er Sales ServiceAccompanied by Tes�monials
APPLICATIONS
ADVANTAGES
PRODUCT LINES
Works & R&D: Block No.128, Dabhasa-umraya Road, Opp. Cadila Healthcare Ltd, Village. Dabhasa, Ta. PADRA, Dist. VADODARA - 391 440, INDIAPhone: #91 2662-244371/2/3, 75748 56749/50
Registered Office Address: 21, 3rd Floor, Lohana Building, Raopura, VADODARA-390001, INDIA#91 265 2416938, M. #91 98250 07609 Email: [email protected], Web: www.primaequipment.com
PRIMA HI-TECH EQUIPMENT PVT. LTD.Mfgr.& Exporter: Pollution & Environment Monitoring Equipment
PRIMA AXOL, Industrial Lubricants
Channel Partner:
We
are
co
nc
ern
ed
ab
ou
t th
e m
os
t c
he
ris
he
d d
rea
m i
n t
he w
orl
d..
. LIFE
TOLL FREE: 1800 270 7609
GROUP COMPANIES :
More than 3000
Customers
Satisfactiorily

The Middle East’s flagship Specialty Chemicals event provides a regional forum for Petrochemical Suppliers, Converters, Original Equipment Manufacturers (OEMs) and potential investors to showcase, network, and share knowledge & experiences across the whole value chain.
Industries in focus:
Water ManagementOil & Gas Packaging Automotive
Building & Construction
Steering Committee MembersJamel Attal Sr. Director - Value Park Dow Saudi Arabia
Mohammad Alazzaz Director, Value Park, Sadara Chemical Company
Dr. Richard Charlesworth Managing Director Chemicals IHS Markit
Dr. Abdoul Al-Shamrani Director, Business Development, SABIC
Dr. Anissa Bendjeriou Sedjerari Research Scientist, KAUST
Fuad Mosa GM - Local Content, SABIC
Misfer Ali Al Ghamdi Operational Consultant, SABIC
ME-SPEC 2017 Chairman
Ziad Al-Labban CEO, Sadara Chemical Company
09 – 11 October 2017Bahrain International Exhibition and Convention Centre
Platinum Sponsors Supporting Organizations
Co-located Events
Under the Patronage of H.E. Shaikh Mohammed bin Khalifa Al Khalifa Minister of Oil, Kindgom of Bahrain
www.mepsc.org www.mepec.org www.lewa-symposium.org
Visit: www.me-spec.org, Call: +9714 4270739 or Email: [email protected]
Why ME-SPEC?• Provides the Middle East a platform to support regional transformation to further the downstream industry
• Designed to provide knowledge, opportunities and connections to all stakeholders to accelerate the growth of the new industry
• World-class networking event for all Material and Solutions Suppliers, Converters, OEMs, Investors and related Governmental organizations
• Aimed at opening new markets within the region to expand the current industrial portfolio
• Addresses challenges associated with such an industry and provide best practices from the other regions
Strategic Partner
REGISTRATION NOW OPEN

PAYMENT OPTIONS Cheque : Please send your cheque in favour of “JASUBHAI MEDIA PVT LTD”.
All the above complete fi eld along with cheque should reach us at: Jasubhai Media, 3rd Floor, Taj Building, 210 Dr D N Road, Fort, Mumbai-400001. Tel: 022-4037 3636 / 4037 3620 (Direct)Email ID: [email protected]: www.cewindia.com
BANK TRANSFER Benefi ciary: JASUBHAI MEDIA PVT.LTDBank: HDFC Bank LtdBranch: Marine DriveAddress: 143, Ground Floor, Soona Mahal, Marine Drive, Mumbai-400021Bank Account No.: 12122020002057IFSC Code (NEFT/RTGS): HDFC0001207
Please fi ll up the contact details
Sr. No.
Period of Subscription
Yearly Subscription (in `)
% Discount
Amount to be paid (in `)
Amount You Save (in `)
Please Tickthe box
1 1 year 1800 10% 1620 180
2 2 year 3600 25% 2700 900
3 3 year 5400 40% 3240 2160
First Name
Last Name
Company Name
Mailing Address
City
Pin Code
State
Contact Number
Subscribe NOW !
The Official Organ CHEMTECH Foundation it is India’s premier technology magazine for chemical proces industry professional. This highly reputed monthly publication provides novel insights on the dynamics of Indian and global process industries.

CEW Features
44 • August 2017 Chemical Engineering World
Advances in Subsea Integrity and Technology
With many of the easily accessible stores of hydrocarbon energy having been recovered, the
world’s offshore exploration activities are migrating into exceedingly hostile environments and pushing the boundaries of technology and materials.
The drive to push the boundaries of capabilities within the offshore oil and gas industry come with challenges on two fronts, those of internal origin and those derived from external sources.
Internally, more and more pipelines are being required to operate at temperatures that reach or exceed the limits of traditional materials of construction. Depending on the service, pipelines must be able to withstand increasingly high operating temperatures, or the extreme cold conditions associated with arctic exploration.
Externally, the push is on to operate pipelines in ever deeper waters and in increasingly host i le environments with bigger waves, stronger, more complex currents; these act iv i t ies are often taking place in more isolated locat ions with dwindl ing amounts of support ing infrastructure, whi le facing the possibi l i ty of s igni f icant environmental hazards such as icebergs or unsurvivable storm condit ions.
Challenges and Design Considerations
Deepwater pipelines are exposed to high external pressures that require thicker pipe to withstand the subsea pressures and the stresses they are subjected to during installation.
However the added weight of the thicker diameter pipe together with the length of the catenary when the pipe is laid in deepwater environments has led to challenges associated with the tension capacity of pipe-laying vessels and their ability to withstand the bending stresses that may result in collapse or buckling.
The tension capacity of current vessels significantly limits how deep pipelines can be laid; as such, water depths are currently capped at around 3,000 metres for traditional steel pipelines.
To go beyond 3,000 metres, new installation techniques, increased tension capacities from lay barges, or alternative materials will be required.
Once installed, deepwater and cold climate pipeline operators face challenges of flow assurance due to the formation of hydrates, a mixture of water and gas molecules that crystallise to form a solid ‘ice plug’ or due to plugging from wax deposition.
In fact, managing the flow assurance and integrity of assets that are difficult to access presents its own challenges, let alone those that are also exposed to risks from extreme environments. Pipelines operating in frigid climates such as off the coasts of Nova Scotia, Alaska and the Arctic, face extreme storm conditions, which can affect their structural integrity, and floating icebergs, which can result in mechanical damage, particularly to their risers.
There are ways to mitigate these potential risks: pipelines can be buried beneath
the seabed or covered with protective concrete ‘mattresses’; and rigid steel risers or catenaries can be replaced with ‘flexible’ risers that are designed to disconnect from FPSOs when floating icebergs approach, or when extreme storm events threaten.
However, pipelines situated in deep water or remote areas both face challenges associated with a lack of supporting infrastructure. Each engineering project will have its own specific challenges which, to manage costs and maximise environmental performance, are best addressed in a holistic manner throughout the design, installation, operations, life-extension and decommissioning stages.
The technology that is immediately available to an operator and the associated financial risks often have greater influence on which solution is selected than does the promise of innovation, largely due to the time it takes to test and validate new technology.
Similarly, technically challenging projects with longer gestation periods more readily lend themselves to exploring the application of new technology.
New Technologies
With oil revenues in decline, the greatest barrier to innovation and its implementation is cost. Nowhere is that more true than with projects located in the ‘frontier’ sectors.
Nonetheless, technical innovation continues to be a central focus for
The oil and gas industry has moved into more extreme territories in recent years, sanctioning an increasing number of ultra deepwater projects that require the use of remote and long-distance subsea tiebacks as well as subsea processing systems. As the offshore assets mature, operating them becomes increasingly more complex and monitoring their condition is essential to ensure integrity. This article addresses some of the challenges pipeline design, installation and operation may face in deep and ultra-deep waters and advancements in this space.

CEW Features
46 • August 2017 Chemical Engineering World
subsea pipeline owners as they explore operations at unprecedented new ocean depths. In part, the drive towards emerging technologies has been brought about by the limitations of traditional engineering materials and technology; simply put, the industry is at the extremes of the existing envelope of capability, and the application of new design techniques, along with exotic materials, are now necessary to achieve the industry’s goals.
However, just as the materials and designs in use today needed to be tested
and qualified prior to being used in current operating conditions, new technologies need to undergo the same due diligence: They need to be tested, qualified and verified as fit for service, while also having their operating characteristics tested and verified to ensure accurate system design and performance assessment.
Often, new technologies require a whole new set of test parameters to be developed, along with new test methodologies, which themselves need to be assessed in detail prior to their application. All
this makes new technology expensive to develop. The processes can take years to complete, but they are essential to keep the engineering and financial risks at acceptable levels.
Some new technologies that have been implemented in deepwater fields include subsea boosting and processing. These technologies have allowed many reservoirs to be more economically developed, while reducing the risks of damage to assets from adverse weather conditions on the surface.
Subsea boosting provides the pressure needed for the risers to transfer production fluids from the reservoir to the surface, thereby increasing the recovery volumes from mature wells and making viable the production of fields that may have been previously considered marginal.
Subsea processing is being implemented in several deepwater f ields to separate the oi l and gas phases and remove water and sand, thereby reducing the amount of f luids that need to be transported to the surface. This improves the eff iciency of f low-l ines and risers by supporting a single-phase transportation of production f luids, and it reduces or el iminates the need for the chemical injections that control the formation of hydrates.
Subsea processing also can allow the operator to maintain operations during extreme weather conditions on the surface, and reduces the risk of damage to the asset during such an event.
To support asset-integrity management programmes, the industry is exploring the use of autonomous underwater vehicles (AUV), which are docked and recharged subsurface to perform routine visual inspections, freespan pipe monitoring and cathodic protection surveys that detect erosion.
In some cases, AUVs could replace current remotely operated vehicles and

CEW Features
48 • August 2017 Chemical Engineering World
their support vessels, potentially reducing cost and improving integrity-management practices and maintenance activities.
Advancements in data analytics are also playing an increasingly important role in the integrity management of pipelines. They are giving operators better visibi l i ty of the operating health of subsea pumps and the f luids produced in subsea processing facil i t ies, as well as helping to monitor the condit ion of the pipeline, including the use of leak-detection systems.
Pipelines, too, are undergoing a technological evolution with the emergence and application of thermoplastic composite pipes.
The fibre materials providing the strength within the composite are typical industry materials, such as glass or graphite fibres and Kevlar. And the polymers remain typical industry materials.
The real innovation is that the pipe is a true composite pipe, rather than a reinforced thermoplastic pipe. The reinforcing fibres are embedded in the composite matrix, resulting in a solid pipe wall, whereas in a reinforced thermoplastic pipe the fibre reinforcement ‘rovings’ (tapes) are wound around the liner pipe.
This is similar to traditional fibre reinforced plastic pipe, but it uses a high-performance polymer as the matrix rather than a thermoset plastic, such as epoxy. This advance produces a collapse-resistant pipe that can operate at a wider range of temperatures. It is also less brittle, therefore more flexible, and less susceptible to the problems associated with sour service operations and corrosion.
When compared with traditional flexible pipes, the new reinforcement materials can improve structural performance, reduce fatigue and improve a pipeline’s compatibility with the fluids it is moving -- reducing its reliance on the chemical
scavengers and inhibitors that are injected to control the composition of the bore fluids.
The reduced mass offers engineers lower connection loads and, ultimately, simpler installation in ultra-deep water.
However, the improved structural performance and increased resistance to corrosive liquids comes at an engineering cost, including a significant increase in the bending stiffness of the pipe and its minimum bend radius, both of which have implications for system designs and installation procedures.
Another exciting emerging technology is the use of ‘additive manufacturing’ for fabrication of subsea equipment. Since deepwater processing facilities require thick- walled vessels to contain pressure, equipment such as gravity-based separators have become very large and difficult to transport when fabricated using solid steel plate.
In fact, the size of today’s subsea separation equipment is often limited by the capacity of the lifting equipment during installation, rather than the performance that is required for separation.
Additive manufacturing can be used to build plates constructed in different shapes -- such as 3D honeycomb lattice – to provide a high strength-to-weight ratio when compared with solid steel plate.
The additive manufacturing process takes a 3D model of an object stored in a computer and translates it into very thin layers and builds the object by adding one layer at a time, stacking up material until the object is complete.
The technologies associated with additive manufacturing have progressed to support component manufacture, moulding applications and structure repair. These advancements have been enabled by significant innovation in materials (e.g. metal and thermoplastic
powders, wire, resins and composite materials) and binding sources (e.g. laser melting, electron beam melting, photopolymerisation and chemical reaction).
One of the related short-term opportunities for the subsea industry appears to lie in the ability to rapidly generate or repair often-replaced or obsolete components from ageing assets.
But just as additive manufacturing offers an opportunity to customise materials, these variations from solid materials can compromise the structural integrity of an asset in ways that would be new to the industry. Clearly, a deeper understanding of the benefits and barriers to adoption is required.
Authors’ Details
Justin Daarud President, Americas Operations Manager
Asset Integrity & Development Solutions

For Details Contact
Jasubhai Media Pvt. Ltd.Taj Building, 3rd Floor, 210 Dr D N Road, Fort, Mumbai - 400 001Tel: 022-4037 3636, Fax: 022-4037 3635Email: [email protected]
ADVERTISE TO EXPAND your reach through
ADVERTISE TO EXPAND your reach through
INSIGHT INTO THE PHARMACEUTICAL AND BIOTECH INDUSTRIES
Planex® System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry® System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Saurus939:The vacuum pump made
to live longer. Unique in reliability, performance and
consumption.
Fit and forget!
Your vacuum drying specialist
Criox® System:Patented rotary vacuum dryer/powderer with motor-driven lump breaker units
Brilliant technology Italian quality
[email protected] | italvacuum.com
Agent for vacuum pumps
Vac Enterprises India LLP, Mr. Jayant JoshiB 102 Shubh Sarita, Appasheb Sidhaye RoadShree Krishna Nagar, Borivali (East)Mumbai 400 066Tel. 02228975275 | Mobile [email protected]
Your vacuum drying specialistHyderabad13 - 15 DecemberHall 2, Booth H49
Fit and forget!
Fit and forget!
Saurus939:The vacuum pump made
to live longer. Unique in reliability, performance and
consumption.
Planex® System:multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry® System:paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections
Criox® System:patented rotary vacuum dryer/powderer with motor-driven lump breaker units
Brilliant technology Italian quality
[email protected] | [email protected] | [email protected] | [email protected] | [email protected] | italvacuum.com
Italvacuum Agent for vacuum pumps: Vac Enterprises India LLP, Mr. Jayant Joshi - B 102 Shubh Sarita, Appasheb Sidhaye RoadShree Krishna Nagar, Borivali (East) - Mumbai 400 066 - Tel. 02228975275 - Mobile 9820047858 - [email protected]


For Details Contact
Jasubhai Media Pvt. Ltd.Taj Building, 3rd Floor, 210 Dr D N Road, Fort, Mumbai - 400 001Tel: 022-4037 3636, Fax: 022-4037 3635Email: [email protected]
ADVERTISE TO EXPAND your reach through
ADVERTISE TO EXPAND your reach through
INSIGHT INTO THE PHARMACEUTICAL AND BIOTECH INDUSTRIES
LIQUID RING VACUUM PUMPS• SINGLE STAGE• DOUBLE STAGE
MONOBLOCK LIQUID RING VACUUM PUMPS• UPTO 10 HP• C O M PA C T / S PA C E S AV I N G / N O I S E L E S S /
L E A K P R O O F
WITH ATMOSPHERIC AIR EJECTOR FOR IMP ROVED
VACUUM
WITH SEAL W ATER COOLER CUM RECIRCULATION
S Y S T E M S
E N V I R O N M E N T FR I E N D L Y / H U G E COST SAVINGS IN SEAL WATER USAGE
NEWGENRE PUMPS & SYSTEMS
ADVERTISE TO EXPAND your reach through
INSIGHT INTO THE PHARMACEUTICAL AND BIOTECH INDUSTRIES

CEW
52 • August 2017 Chemical Engineering World
Marketing Initiatives
Praj Recognised by IIMM for its Supply Chain Management Practices 4th Annual Awards by Indian Inst i tute of Mater ials Management was held in Pune
Pu n e , I n d i a , 1 s t Au g u s t , 2 0 1 7 : Praj Industr ies, a global process s o l u t i o n s c o m p a n y, h a s b e e n
r e c o g n i s e d f o r i t s s u p p l y c h a i n management (SCM) practices by Indian
Institute of Materials Management (IIMM).
Praj has been awarded the “Best Supply
Cha in Management Prac t ices” in the
large manufactur ing sector category at the 4th Annual Awards held at Sheraton Grand Pune.
IIMM is a national apex body representing a wide spectrum of professionals engaged in various facets of Material Management such as p lann ing, sourc ing, log is t ics & supply chain management. I t has a network of 51 branches and 19 chapters
and I IMM Pune i s the o ldes t b ranch es tabl i shed way back in 1966 . I IMM Pune star ted First Logistics and Supply Chain Management Awards in 2014 and these awards have gained widespread acceptability in India Inc.
The 4 th Annua l Award recogn izes an
o rgan i sa t i on t ha t has demons t ra ted
s u p e r i o r c o m m i t m e n t , i n n o v a t i v e
s t ra t e g i c l eade rsh i p and s i gn i f i can t
s u p p l y c h a i n m a n a g e m e n t / l o g i s t i c s
c o n t r i bu t i o n s w i t h i n t h e i n d u s t r y. I t had esteemed jur y compr is ing industr y s t a l w a r t s a n d t h e y u n a n i m o u s l y s e l e c t e d P r a j f o r i m p l e m e n t i n g e f fe c t i ve s u p p l y c h a i n m a n a g e m e n t us ing power fu l SCM so lu t ions.
S p e a k i n g o n t h i s d eve l o p m e n t , M r Pramod Chaudhari, Executive Chairman of Praj Industr ies said, “ Innovat ion is the backbone o f Pra j ’s operat ion, be i t 2 nd Genera t ion Ethano l techno logy o r p rocesses inc lud ing supp ly cha in management. It is in the DNA of Praj to
challenge ourselves and come up with
newer ways o f conduc t ing bus iness,
and achieving bet ter ef f ic iencies in a
competit ive environment. Praj is happy
to be recognised by the National Apex
Body of Mater ia l Management for our practices in supply chain management. In the scheme of manufactur ing, and especial ly in the case of Praj , supply chain management plays a pivotal role. In fact, it would only be fair to say that it

CEW
August 2017 • 53Chemical Engineering World
Marketing Initiatives
Contact Details:Sandeep JadhavPraj Industries LtdTel: +91-20-71802000 / 22941000Email: [email protected]
Suman SharmaAOR MarComm Pvt LtdMobile: 8600113106Email: [email protected]
plays a ‘strategic business’ role and that’s why SCM is being discussed in board meetings too”.
Praj has been focussing on real t ime monitor ing of savings by implementing var ious techniques such as par tner ing wi th the suppl iers, p ivot ing a l ternate suppliers and smar t logistics initiatives. T h e c o m p a n y a l s o a p p l i e s va r i o u s innovat ive st rategies for in ternat ional sourcing such as Best Cost Countr ies fo r va r i ous commod i t i es , l eve rag ing embassies and trade bodies, sourcing through trade bodies and establishing Tri-par ty agreement ‘We win together (Three handshake)’ for leveraging geographic advan tage. Under the green pa r tne r program, Praj has retained BSI to do audit training and cer tification of par tners for green SCM initiative.
Mr. K.R. Nair, Chairman of I IMM said, “This year we received overwhelming
response f rom compan ies by way o f par t ic ipated in the 4 th edi t ion of I IMM awa r d s a n d c o m p e t i t i o n wa s ra t h e r t o u g h . We c o n g ra t u l a t e P ra j fo r i t s i nnova t i ve p rac t i ces in supp ly cha in m a n a g e m e n t , w h i c h I a m s u r e w i l l i nsp i re fe l l ow members o f I IMM and also other organizations especial ly from SME sector.”
About Praj Industries Limited P r a j i s a g l o b a l p r o c e s s s o l u t i o n s c o m p a n y d r i ve n by i n n o va t i o n a n d integration capabilit ies, offers solutions to add signif icant value to Bio-ethanol fa c i l i t i e s , B r ew e r y p l a n t s , Wa t e r & Wastewater treatment systems, Crit ical Process Equipment & Systems, Hipurity so lu t ions and Bio-products. Over the past three decades, Praj has focused on Environment, Energy and Agri process led applications. Praj has been a trusted par tner for process engineering, plant &
critical equipment and systems with over 750 references across f ive continents. Solutions offered by Praj are backed by i ts state of the ar t R&D Center cal led Pra j Mat r ix . Led by an accompl ished and caring leadership, Praj is a socially responsible cor porate c i t izen. Pra j is l isted on the Bombay and National Stock Exchanges of India.

ProductsProductsCEW
54 • August 2017 Chemical Engineering World
or Circle Readers’ Service Card 3or Circle Readers’ Service Card 3or Circle Readers’ Service Card 2
Medium Pressure Push-in FittingsMP is a push-in fitting conceived for medium pressure grease applications up to max 80 bar. MP completes, with its technical features the existing products offer for central lubrication applications and highlights fur ther the distinguishing markets of the whole C MATIC production: quick
connections, performance and reliance guarantee.
For details contact:Luthra Pneumsys38 Madhu Vrinda Dhuri Indl EstateWaliv Pata, Vasai (E), Dist: Thane, Maharashtra 401 208E-mail: [email protected]
Programmable DC Power Supply
P r o g r a m m a b l e electronic power supply is a high performance single/double output programmable DC power source. It is easy to control from the front panel
or via the serial port by the computer. It has low noise, excellent regulation and built-in voltmeter/ammeter.
For details contact:Vasavi Electronics95, Road No: 6A, Jyothi ColonySecunderabad, Andhra Pradesh 500 015Tel: 040-27744445E-mail: [email protected]
or Circle Readers’ Service Card 02or Circle Readers’ Service Card 01
SS Seamless & Welded Pipes, Tubes, “U” Tubes, Instrumentation Tubes, Foil, Coil, Flanges & Fittings
Suraj Ltd, an ISO-9001, 14000, BS OHS 18001 Certified Company are one of the leading manufacturers and exporters of SS seamless and welded pipes, tubes,
“U” tubes, instrumentation tubes, foil, coil, flanges and fittings in various sizes,
specifications and grades, and also as per customer’s requirements. Suraj has strong
presence in the global market.Materials are all austenitic, ferritic, duplex and super
duplex SS; specification as per ASTM, ASME, EN, NFA, JIS Standard; size range from 6.0 to 323.9 mm OD; thickness 0.8 to 25 mm; pipe length up to 12 metre long; and tube length up to 30 metre long.
Specialization - heat exchangers, heating elements, surface condensers, automotive digestors, instrumentation tubing and fluid piping.It finds application in refinery, petrochemical, LP HP heaters, food, pharma, fertilizer, oil and gas, breweries sugar and ship building.
Suraj also holds various Certificates for quality in accordance with AD2000 MERKBLATT W0 and Pressure Equipment Directives (PED) 97/23/EC from TUV, NORD and supply their above products under all national and international third party inspection authorities. Suraj also have their own testing laboratories to undertake various tests such as hydro, eddy current, PMI, IGC, UT, RT, spectro-analysis, mechanical properties and many others as per customers’ specification and requirements.
For details contact:Suraj Ltd Suraj House, Opp: Usmanpura GardenAshram Road, Ahmedabad, Gujarat 380 014 Tel: 079-27540720, 27540721Fax: 91-079-27540722E-mail: [email protected]
or Circle Readers’ Service Card 03

Products CEWProducts
August 2017 • 55Chemical Engineering World
Under Driven Cone Mill
Under dr iven technology meets a l l your requi rements of over dr iven cone mi l l w i th addi t ional advantages inc lud ing eas ier in l ine in tegrat ion, compact des ign, unhindered in l ine product f low for qu icker d ischarge.Easily interchangeable parts can cover same unit into rotary sifter applying centrifugal principal for sifting.
Advanced compact design with higher throughput allows milling with table top models for R&D labs. Under driven design can be readily installed in through the wall concept.
For details contact:Tapasya Engg Works Pvt LtdPlot A/212, Road No: 30, Wagle Indl EstateThane, Maharashtra 400 604Tel: 022-61579400Fax: 91-022-25825243E-mail: [email protected]
Gas Chromatograph
The Thermo Scientific TRACE 1110 GC is a new multi-channel, high performance, robust gas chromatograph offering up to four injectors and four detectors allowing users to efficiently switch between different applications on the same GC. TRACE 1110 is a world class GC, offering advanced accessories. This winning quality GC is capable of easily handling routine and challenging applications in the most cost-effective way.
For details contact:Thermo Fisher Scientific India Pvt Ltd102, 104, Delphi C-WingHiranandani Business ParkPowai, Mumbai 400 076Tel: 022-67429494Fax: 91-022-67429495E-mail: [email protected]
or Circle Readers’ Service Card 05
or Circle Readers’ Service Card 04
ProductsProductsCEW
56 • August 2017 Chemical Engineering World
Octagon Blender
The octagon blender ensures good rolling and cross-mixing. A-shaped frames provide stability of structure. Main drive provided with variable frequency drive to control blender RPM. There is a start-stop arrangement to ensure that the blender always stops in an upright position. Internal baffles ensure good blending and break lumps. Guard rails
are provided with limit switch for safety. PLC/HMI-based control panel models available.
For details contact:Kunal Machines104 Kothari Indl Estate Next to Asian PaintsLBS Marg, Bhandup (W)Mumbai 400 078Tel; 022-61271111, 67251949E-mail: [email protected]
Double Cone Blender
Leveraging on their years of experience and in-depth knowledge of this domain, Shefa Industries are offering a broad spectrum of quality assured double cone blender. These double cone blenders are widely used for mixing granules and dry powder homogeneously. Offered array of double cone
blender is manufactured by using premium quality SS, which is procured from the reliable vendors of the market. These blenders are commonly used in the pharma, chemical, food and cosmetic industries.
For details contact:Shefa IndustriesGala No: 1, U K Quari CompoundGandhi Nagar, Vikhroli (W)Mumbai 400 083Tel: 022-25942473E-mail: [email protected]
or Circle Readers’ Service Card 07or Circle Readers’ Service Card 06
Generator Control Station
The generator control station is a complete digital console for generators to monitor and control the key parameters thereby ensuring the safety of the generator. GCS-909 is suitable for local and remote start/stop applications. The controller can be used to electronic and non-electronic engines for providing monitoring and protection. The same controller can also be used in industrial engine only applications. The controller is equipped with graphics LCD display for showing the parameters and running faults in graphical and character formats.
The controller monitors key engine parameters such as oil pressure, water temperature, fuel level, battery voltage, charging current, RPM (monitored through main alternator voltage/MPU/charging alternator) and frequency. It also monitors safety switches such as high water temperature, low lube oil pressure, low fuel level, radiator water level and canopy temperature. The controller
supports basic level configuration using keys and display; allowing field level staff to modify parameters which require customisation at the time of installation. All advanced level parameters are configurable only from a PC-based application through USB port. The controller offers electronic start/stop facility without need for manual keys. The controller offers many features such as setting delay values, set-points, switch configurations, etc.
For details contact:SUN Industrial Automation & SolutionsPlot No: 95, Developed Electronic Indl EstatePerungudi, Chennai 600 096Tel: 044-30788900E-mail: [email protected]
or Circle Readers’ Service Card 08

Products CEWProducts
August 2017 • 57Chemical Engineering World
Vacuum Dryers
Vacuum dryers are widely used in the industry for drying in variety of products. Vacuum dryers are batch dryers ideal for drying of heat sensitive products, drying of products in solvents (for subsequent solvent recovery), drying requirements necessitating achievement of very low moisture or low oxygen drying environments to minimise oxidation or for explosion-prone products.
AVM offers customised vacuum drying systems with variety of configuration: In agitated cylindrical vacuum dryer, heat is supplied to jacket of stationary cylindrical housing. The material to be dried is kept in agitation by means of specially designed rotor. In double cone vacuum dryer, heat is supplied to double conical shaped rotating jacket. The material to be dried is kept in continuous tumbling within the rotating housing. Conical shape facilitates easy drain-out of material at the end of the batch.
For details contact:New AVM Systech Pvt LtdAVM House, 3B+3 Part, 1/3, Akurdi Indl EstateOpp: Ador-Welding Ltd, D-1 Block, MIDC, ChinchwadPune, Maharashtra 411 019Tel: 020-27459986, 27459987Fax: 91-020-27459988E-mail: [email protected]
Online/Offline Carton Handling System
Sundaram Technologies offers online/offline carton handling system with negligible vibration. The company provides a vacuum belt (offline) from start to end to hold the cartons at their place to avoid them from moving while printing the batch code/barcode. The complete system is without any change of parts and can print at a high speed of 200 cartons per minute. One can print cartons of 50 to 250 mm size on the
same belt without any change of parts and guide adjustment.
For details contact:Sundaram TechnologiesF-339 Raghuleela Mega MallBoraspada Road, Kandivli (W)Mumbai 400 067Tel: 022-42661121E-maiil: [email protected]
or Circle Readers’ Service Card 10
or Circle Readers’ Service Card 09

ProductsProductsCEW
58 • August 2017 Chemical Engineering World
Precision Balances
Citizen’s new and improved precision series incorporates unique and unequalled high end technology built to match the highest international standards. The result is ten-fold increase
in weighing performance, which maintains their proven, simple and easy to use operator interface. Attractive quality of this new design is demonstrated by the CE mark of conformity along with the Citizen ISO 9001:2008 Certification.
For details contact:Citizen Scale (I) Pvt LtdCitizen House, Unit No: E-2, Plot No: 11, WICELOpp: SEEPZ Gate No: 1, Andheri (E)Mumbai 400 093Tel: 022-42437700, Fax: 91-022-42437800E-mail: [email protected]
BlendingThe universal blender is an all in one blending solution for your pharma research and development laboratories The universal blender consists of single drive unit and 4 different interchangeable blending containers: V type, square bin, octagonal, and double cone. Designed to suit every single type of container, it offers max flexibility
taking care of the entire blending needs in R&D.
For details contact:Tapasya Engg Works Pvt LtdPlot A/212, Road No: 30 Wagle Indl EstateThane, Maharashtra 400 604Tel: 022-61579400Fax: 91-022-25825243E-maii: [email protected]
or Circle Readers’ Service Card 12or Circle Readers’ Service Card 11
or Circle Readers’ Service Card 15
Precision Piezo Stage Aerotech’s QFOCUS QF-50 piezo nanopositioning stage is designed for high-performance microscope objective and optics positioning. It offers 400 µm closed loop and 450 µm open loop travel, high speed, 0.01% linearity, sub-nanometer resolution, and 4 nm bi-directional repeatability. The QF-50 accommodates optical instruments and next-generation laser micromachining applications. Due to a high-stiffness mechanical design, the QF-50 can outperform competitive piezo scanner offerings with larger, higher numerical aperture (NA) objectives. The QF-50 is ideal for optical positioning applications requiring high precision and throughput coupled with long travels.
Optional closed-loop feedback using a unique capacitive sensor design allows for sub-nanometer resolution and high linearity. Unlike foil strain gauges or piezoresistive sensors, capacitive sensors provide a direct measurement of the positioning carriage for superior
accuracy and repeatability. When coupled with Aerotech’s Q-series controllers and drives, the QF-50 demonstrates sub-nanometer positioning resolution and in-position stability (jitter) while maintaining high positioning bandwidth. Advanced software options, such as Dynamic Controls Toolbox and Motion Designer, provide a variety of highly-effective, easy-to-use tools including Iterative Learning Control, Harmonic Cancellation and Command Shaping, providing improved tracking errors and faster step-and-settle times. OEM drive options are also available. The QF-50 is available with threaded adapters to fit most microscopes and objectives. The microscope turret mounting allows fast and simple positioning at any desired orientation. In addition, tapped holes on the stage body provide alternative mounting for custom interfaces in machines or other optical instruments. The QF-50 is available with a clear aperture of 29 mm as standard. Custom stage designs, travels, and threaded adapters are available.
For details contact:Aerotech, Inc101 Zeta DrivePittsburgh, PA 15238-2811U.S.A.Tel: +1 (412) 967 6854E-mail: [email protected] / [email protected]
or Circle Readers’ Service Card 13

Products CEWProducts
August 2017 • 59Chemical Engineering World
or Circle Readers’ Service Card 11
Industrial Wet & Dry Vacuum Cleaner
Indovac Pumps & Engg Co offers industrial vacuum cleaner for every useful applications. A complete set of accessories makes it usable for all kind of practical operation without trained personnel. These cleaners are suitable for dry and wet application and patented triple filters avoids any particle entering inside.
Available in tiny and bulk 25 to 200 litres, suction 200 to 400 mbar, and in single/three phase motors
For details contact:Indovac Pumps & Engg Co21 Anand Raj Indl EstateSonapur Lane, B/h Asian PaintsOff L B S Marg, Bhandup (W) Mumbai 400 078Tel: 022-25664937, 65062751Telefax: 91-022-25664917E-mail: [email protected]
Manifold Valves
Excel Metal & Engg Industries offers wide range of instrumentation fitting and valves for use in diverse range of industries and are capable to provide their customers with best possible solutions to meet their various requirements. The production process followed is of higher standards with its modern production and quality assurance facilities where due attention is paid at every level with maximum resource utilization. Excel
Metal & Engg Industries offers manifold valves in SS, brass, CS, alloys ,etc; pressure rating up to 6,000 psi (413 bar) at 100oF (38o°C); temperature rating: -65oF to 973oF (-54oC to 523o°C) with Grafoil packing; 2 V, 3 V and 5 V as standard; remote or direct mounting; non-rotating globe stem tip.
For details contact:Excel Metal & Engg Industries177/181 J T Bldg, 3rd Kumbharwada LaneMumbai 400 004Tel: 022-23892476, 66394004Fax: 91-022-23884109E-mail: [email protected]
or Circle Readers’ Service Card 14
or Circle Readers’ Service Card 15

ProductsProductsCEW
60 • August 2017 Chemical Engineering World
Seamless Integration of Focus Scanner 3D Point Clouds
FARO offers FARO SCENE 7.0 software platform which includes the high quality, high value functionality offered by its predecessor, SCENE 6.2, such as automatic object recognition, scan registration and position, and takes it a step further with integrated real time, on-site registration (www.faro.com/scene) for FARO Focus Scanner 3D point clouds.
The unique value of SCENE 7.0 can be realized by diverse industries, including architecture, engineering, construction and public safety or any industry where there is a premium placed on capturing/scanning, analyzing and enhancing 3D data.Real time, on-site registration enables the 3D scan data, whether it be from a single or multiple scans in process
simultaneously, to be wirelessly transmitted (ie, no SD cards needed) directly to an onsite computer workstation/PC in real time. Additionally, the scans are automatically aligned on the workstation/PC computer in real time, in the field. This enables a new set of powerful user benefits unrivalled in the industry.
For details contact:FARO Business Technologies India Pvt LtdE-12, B-1 Extension Mohan Co-operative Indl EstateMathura Road, New Delhi 110 044Tel: 011-46465664E-mail: [email protected] [email protected]
Ultrasonic Level Transmitter
Ultrasonic level transmitters are used to measure level of all kinds of liquids. The sensor generates ultrasonic sound waves which strikes the medium and returns. The electronics measures the time taken and then computes the distance of measured surface to the sensor. The transmitter generates a 4 to 20 mA current signal proportional to the liquid
level or to the distance of liquid from sensor.
For details contact:Filpro Sensors Pvt LtdNo: 130, 10th Cross, Petechennappa Indl Estate, KamakshipalyaMagadei Main Road, Bengaluru, Karnataka 560 079Tel: 080-23286463E-mail: [email protected]
Conta Bin Blender
Customers can avail of their super ior quality conta bin blender. These bin blenders are appreciated by large number of cl ients due to high
quality and durabil i ty. These
products are available in the
market at most economical
rates. Conta bin blenders are used for mixing, lubr icating and blending in pharma, food, chemical, ceramics, plastics
and other al l ied industr ies of dry powder.
For details contact:Shefa IndustriesGala No: 1, U K Quari CompoundGandhi NagarVikhroli (W)Mumbai 400 083Tel: 022-25942473E-mail: [email protected]
or Circle Readers’ Service Card 17or Circle Readers’ Service Card 16
or Circle Readers’ Service Card 18

Products CEWProducts
August 2017 • 61Chemical Engineering World
Multi-mill
Multi-mill available in standard cGMP and customised models with SS-304/316/316L contact parts. It is ideal equipment for the granulation of pharma material. Precision designed to grind/compress/impact and shear in an effective manner.
Most suitable for granulating, pulverizing, mixing, shredding and kneading of a range of wet and dry material.Features low energy consumption and high degree operation; facilitates automation capability and dust-free product transfer; helps to reduce containment and cross-contamination; and provided with butterfly valve for discharge.It is available in batch capaciites ranging from 50 to 500 kg as per particle size.
For details contact:IPEC Engg Pvt LtdPlot No: 5175, GIDCAnkleshwar, Gujarat 393 002Tel: 02646-221175, Telefax: 91-02646-225175E-mail: [email protected] / [email protected]
Evisceration SystemPrinciple of the system is to recover any substance from the main product for further process. The system is built in fabricated structure incorporated with vacuum pump motor, automatic valves, pipings, switches and control panel. The capacity of the vessel for collection of the substances is approximately 200 litres. The vessel is manufactured in food grade SS-316. The liquid ring vacuum pump develops vacuum in the vessel. The suction nozzles are bypassed through the storage vessel to its connecting point.
The suction nozzle functions with vacuum sensor which is connected to foot-operated switch on both sides of the unit for dual operation.Indovac provides hydro/pneumatic circuit for automatic disposal of the substance to other subsequent processes as may be feasible and as per the customers’ needs. This system is used mainly in sea food process, pharma industries, chemical applications, distillation and recovery processes in any industry.
For details contact:Indovac Pumps & Engg Co21 Anand Raj Indl Estate, Sonapur LaneB/h Asian Paints, Off LBS MargBhandup (W), Mumbai 400 078Tel: 022-25664917, 65062751Telefax: 91-022-25664917E-mail: [email protected]
or Circle Readers’ Service Card 19
or Circle Readers’ Service Card 20

62 • August 2017 Chemical Engineering World
Date : 11-12 October 2017
Venue : Hotel The Lalit, Mumbai
Event : This premier exclusive petrochemicals forum will have
focused coverage of the entire petrochemical sector with a primary
focus on Indian markets and overview of Asian and Global markets.
The conference will broadly focus on the petrochemicals markets,
feedstocks, downstream sectors and technology.
For details contact: Tel: 91 22 23851430Email: [email protected]
19th International Conference INDIAN Petrochem – 2017
Date : 10-11 November 2017
Venue : Holiday Inn Hotel, Mumbai
Event : The integrity of pipelines is a basic concern for pipeline
operators, and therefore, the ability to detect anomalies due to
corrosion, erosion, milling and mechanical damage shall be of
significant interest to the operators. Pipeline Integrity Management
Program not only can extend the life of the existing pipelines, also
helps to prevent any future damage if follows during design and
construction of the new pipelines, maintain adequate safeguards
for assets, human life and the environment. This event- 4th ICEPIM
will provide an ideal platform for experts and technocrats to share
ideas to improve safety & control measures to effectively minimize
corrosion and other damages.
For details contact: Somdatt ChamberBhikaji Cama PlaceNew Delhi-110066Tel: 011-4654 5757Email: [email protected] [email protected]
4th International Conference & Exhibition on “Pipeline Integrity Management”
China International Chemical Industry Fair
Dates : 30 August - 1 September 2017 Venue : Shanghai Wor ld Expo Exhibi t ion and Convent ion Center, Shanghai, ChinaEvent : This fair is an international fair that has created enough space for the petrochemicals and processing, basic inorganic chemicals, basic organic chemicals, agrochemicals, fine and specialty chemicals, new chemical materials, chemical equipment and engineering products, chemical control apparatus and instruments and other chemical services. The fair allows the exhibitors to enter the Chinese market and discover new business traits and prospects. Through his fair, the exhibitors can penetrate through Chinese economy and develop new business
ideas and solutions.
For details contact:
CCPIT Sub-Council of Chemical Industry
Building 16, Block 7, Hepingli
Dongcheng District, Beijing, China
AgroChemEx 2017
Date : 15-17 October,2017
Venue : Shanghai World Expo Exhibition and Convention Center
(SWEECC)
Event : One of the largest international event for agrochemicals,
whether to meet with governmental authorities, high-level decision
makers or visit to see the exhibition gathering most of qualified
manufactures, formulators in China, AgroChemEx provides you
excellent one-stop service.
For details contact: Overseas Visitor Contact:Linda HSUTel: +86-10-84885108 Email:[email protected] Overseas Exhibitor Contact:Jack ZHAOTel: +86-10-84885931 Email:[email protected]
Yapex Building Exhibition 2017
Date : 15 November 2017 - 18 November 2017
Venue : Antalya Expo Center, Antalya, Turkey
Event : Yapex Building Exhibition 2017 is an International Trade
Fair for Building Materials, Construction Technology and Building
Renovation. Yapex Building Exhibition 2017 to be held on 15-18
Nov 2017 at Antalya Expo Center, Antalya, Turkey. It is an excellent
occasion to meet the expanding building market of Turkey, to
present the latest products to international professional visitors
and to establish new contacts with industrialists and businessmen.
For details contact: Mr. Faith OnkarTel: 90-242-3164600
Waste Technology India Expo
Dates : 18-20 January 2018 Venue : Bombay Convention & Exhibition Centre, Mumbai
Event : Waste Technology India Expo is a 3 day event in Mumbai. The waste management and recycling exhibition will have solutions for managing and recycling of different kinds of waste, both solid and liquid, generated in industries, cities, homes, etc, to ensure clean surroundings. This event showcases product from air and water management, environment and waste management industries.
For details contact: Vir tual Info System Pvt Ltd231 Mastermind-1, Royal PalmsMayur Nagar, Aarey Milk ColonyGoregaon (E), Mumbai

CEWProject Update
August 2017 • 63Chemical Engineering World
New Contracts/Expansions/Revamps
The following list is a brief insight into the latest new projects by various companies in India.
CHEMICALSCoal India is planning a ̀ 10,000-crore joint venture along with GAIL India, Rashtriya Chemicals & Fertilizers (RCF) and The Fertilizer Corporation of India (FCIL) to set up a urea and ammonium nitrate chemicals complex that will run on gasified coal. Coal India has appointed Projects and Development India (PDIL) to conduct a feasibility study on the project. The plan is to use around 6 million tonnes of coal from coalfields at Talcher in Odisha and manufacture about 3 lakh tonnes of urea annually and around 300-400 tonnes of ammonium nitrate per day.
AkzoNobel, a Dutch specialty chemicals company and Atul Ltd have agreed to jointly set up a manufacturing plant for monochloroacetic acid (MCA) at Atul’s facility in Gujarat. Each partner will hold a 50 per cent stake in the venture. The partnership will build on Atul’s status as a leading global supplier of the herbicide 2,4-D (which uses MCA as a key raw material) and AkzoNobel’s leading global position in MCA market, with plants in the Netherlands, China, Japan and the US. The investment is subject to regulatory approvals and signing of final agreements. The partnership will use chlorine and hydrogen manufactured by Atul to produce the monochloroacetic acid, taking advantage of both Atul’s existing infrastructure and the leading eco-friendly hydrogenation technology supplied by AkzoNobel. From an initial annual capacity of 32 kilo-tonnes (KT) at start-up, the plant has been designed for future expansion to 60 KT. The plant will produce enough MCA to meet the captive requirement of Atul; AkzoNobel will market the rest of it, primarily in India. Monochloroacetic acid is an essential building block in the chemical industry and is used in a wide variety of chemicals.
Camlin Fine Sciences Ltd, which offers shelf-life solutions (anti-oxidants and intermediates), performance chemicals and aroma chemicals, has received environmental clearance from the State Level Environment Impact Assessment Authority of Gujarat for setting up a manufacturing facility for hydroquinone (HQ) and catechol and their down-stream products at Dahej SEZ. The Dahej plant will expand capacities and provide CFS with a base to manufacture hydroquinone and catechol in India. The plant will also help Camlin Fine Sciences to add capacity for manufacturing of vanillin, for which catechol is a key raw material. The company expects to commission the Dahej plant in FY18. The plant will have capacity to produce 9,000 metric tonne per annum (MTPA) and 6,000 MTPA of HQ and catechol, respectively.
Bodal Chemicals, the Ahmedabad-based Bodal Chemicals has received environmental clearance (EC) from the Ministry of Environment, Forests & Climate Change for the expansion of dyes and dyes intermediates manufacturing facility located at Vadodara, Gujarat. The company is expanding its dyes and intermediates manufacturing capacity from 2,200 metric tonne per month (MTPM) to 6,000 MTPM, and set up a co-generation power plant (5-MW) in Gujarat.
Perstorp, a Swedish specialty chemicals firm is planning to set up a manufacturing facility for pentaerythritol (penta) in Maharashtra. To evaluate the opportunity to invest in a new world scale production plant
for penta in India, the company has signed an MoU with Maharashtra Industrial Development Corporation (MIDC). Pentaerythritol, a white crystalline polyhydric alcohol containing four primary hydroxyl groups, is used as building blocks in alkyd resins for coatings, radiation curing monomers, polyurethanes, rosin esters, synthetic lubricants and explosives.
IOL Chemicals & Pharmaceuticals Ltd (IOLCP), a producer of active pharmaceutical ingredients (APIs), has increased the production capacity of ibuprofen to 6,200 tonnes per annum (TPA) at Barnala plant in Punjab. Expansion follows a de-bottlenecking project undertaken by the company at an estimated cost of ` 24 crores.
MININGNTPC Ltd, the state-owned power generator hopes its captive coal production will reach 100 million tonnes (MT) as soon as its five coal blocks commence operations, aided by faster regulatory clearances and the part-privatization model of Mine Development and Operator (MDO). The success of the plan would determine fuel security of the operations of India’s largest power producer.
KIOCL will revive mining, after the State granted the company a lease of over 474 hectares at Devadaru hills in Ballari. KIOCL had suspended mining in the eco-sensitive Western Ghats following a Supreme Court directive in 2006. Once approvals are given, it would invest ` 1,500 crore in a pellet plant and also a unit to enrich iron ore from the mines. After suspension of mining, KIOCL had shifted to operating 3.5 million tonne per annum pellet plant in Mangaluru. Last year, it produced 1.46 million tonnes, utilising half its capacity, as against almost nil production in the previous year. The company’s blast furnace Unit having a capacity of 216,000 tonnes of pig iron which was put under suspension since 2009 has been taken for repair and the Unit is ready for operation for producing foundry grade pig iron adding towards its profitability in the coming financial year. The firm earned a profit of ` 47.93 crore in FY17 as against a loss of ` 80.15 crore the previous year. Revenues grew 353 per cent to ` 929.36 crore from ` 205.57 crore in the previous fiscal.
Coal India arm Western Coalfields has received the environment clearance for its ` 263 crore expansion project in Nagpur district, Maharashtra. The proposal is to enhance the production capacity of the Gokul open cast mine to 1.875 million tonnes per annum (MTPA) from the existing 1 MTPA. The mine, located in 767.17 hectare, has a mineable reserve of 14.50 million tonnes. Among the conditions specified, the company has been asked to get ‘Consent to Operate’ certificate from the State Pollution Control Board for the existing production capacity of 1 MTPA and also the ‘Consent to Establish’ for the proposed capacity of 1.875 MTPA prior to enhancing the production capacity. With regard to transportation of coal, the company has been asked to take mitigative measures to control dust and other fugitive emissions all along the roads by providing sufficient numbers of water sprinklers. The company has been informed to adopt controlled blasting techniques to control ground vibration and flying rocks. It has also been told to implement a progressive afforestation

Project UpdateCEW
64 • August 2017 Chemical Engineering World
plan covering an area of 376.04 hectare at the end of mining. Of the total quarry area of 231.73 hectare (on floor) and 291.21 hectare (on surface), the backfilled quarry area of 115.39 hectare should be reclaimed with plantation and there will be no void left at the end of the mining operations. The land after mining should be restored for agriculture purpose.
GVMC has initiated a process to take up bio-mining of the accumulated waste proposed at Kapuluppada dump. To begin with bio-mining is proposed to be taken up in five acres of the dump-yard. GVMC has sought the involvement of private companies under corporate social responsibility or by investing money to salvage the dump yard to which garbage is being transported for nearly two decades and piled up there. About 60 of the 100 acres in the dump yard has been filled up, according to officials. The cost of bio-mining is roughly put at ` 400 a tonne going by the experience of other civic bodies. With the city generating about 1,000 tonnes of garbage the cost comes to a whopping ` 4 lakh a day. GVMC has recently come out with plans to set up organic waste converters at six rythu bazars and Poorna Market and asked bulk generators like hotels to go in for OWCs. Also separation of waste in 72 colonies of as many wards has also been taken up.
ENERGYInfrastructure Leasing and Financial Services Limited (IL&FS) is set to invest about ` 35,000 crore for setting up 6,000 megawatt (MW) of power generation capacities in Kutch, Gujarat. IL&FS Group has already laid out plans for a multi-product Special Economic Zone at Kutch and two power generation facilities combining 6,000 MW capacities in the SEZ. The group is proposing to set up 4,000 MW of coal-based power project with a cost of ` 28,004.65 crore and 2,000 MW of gas-based power project at the cost of ` 7,187 crore. The funding will be met through an appropriate mix of debt and equity funds. The company has already signed the agreements with the Gujarat Maritime Board, Government of Gujarat for the development of the Shipyard, Captive Jetties and LNG Terminal at Nana Layja and also for the development of SEZ and Free Trade and Warehousing Zone (FTWZ). IL&FS Group company, IL&FS Maritime Infrastructure Company Ltd. (IMICL) is undertaking the day-to-day project development activities for an Integrated Maritime Complex comprising a Shipyard and a multi-product SEZ at Nana Layja where IL&FS is the co-developer, company’s web site says. The Project site is located at the mouth of Gulf of Kutch and is 95 km from Kandla Port and 65 km from Bhuj.
Gujarat Energy Transmission Corporation’s (GETCO’s) ` 12,500-crore expansion plan will see the utility leveraging 70 per cent of the required funds. The expansion plan entails adding 10,000 circuit km (ckm) of the transmission line and construction of 400 new substations by 2022, through the extension of 2,000 ckm transmission line as well as 80 new substations annually for the next five years. As on date, GETCO has a network of 1,770 substations and over 58,500 circuit km of the transmission line, varying in voltage class levels of 66 kilovolts (kV) to 400 kV. With the addition of 500 substations and 13,500 circuit km of the transmission line, the load handling capacity of GETCO’s network is expected to grow to over 30,000-32,000 MW, from the current 25,000 MW.
CleanMax Solar, the Mumbai-based solar energy firm, which reported to have a 23 per cent market share in rooftop solar space, is planning to double its rooftop installation to 100 MW with an investment of around ` 500 crore. The company is in talks with various investors including private equity firms to raise funds. The investment would be approximately ̀ 5 crore per megawatt as project cost and it would require roughly ` 500 crore for the rooftop projects this year. Around 70 per cent would be debt and the rest would be equity. The company is in discussion to raise private equity fund, which is not concluded yet. The company has bagged a contract from the Chennai Metro Rail Ltd to install rooftop and ground mounted solar PV plants at 12 metro stations and the Koyambedu maintenance depot in Chennai, providing low-cost and renewable solar energy for CMRL’s operations. Once fully operational, the total capacity of rooftops and ground mounted power systems CMRL’s facilities will be 6 MW, which will make it one of the largest onsite solar projects in India. This is expected to help Chennai Metro reduce carbon dioxide emission by 7,438 tonne per annum and help save ` 150 lakh per annum. Cleanmax Solar has installed more than 200 projects, with a combined on-site capacity of more than 80 MW, with a market share of 23 per cent, as per Bridge to India 2016 report. CleanMax Solar was also the first to supply open access solar power to corporate clients in States like Karnataka. Currently have 30 MW Solar Farms in Karnataka and Tamil Nadu respectively.
FERTILISERS Nagarjuna Fertilizers and Chemicals Ltd, is planning to invest ` 5,000 crore in expanding its fertilizer facility in Kakinada by setting up a 1.3 million tonne per annum brownfield urea project. The new expansion facility is slated to come up within the existing complex. It will take two years to complete. The company hopes to raise funds for the expansion through a combination of debt, equity and internal accruals
Greenstar Fertilizers Ltd is kicking off `135-crore expansion of its phosphoric acid unit to meet the raw material demand for Di-ammonium Phosphate (DAP) production. The company has started the environmental clearance plans for the project with a public hearing to be held on December 30. The project is coming up on its existing facility at Tuticorin in south Tamil Nadu. Greenstar Fertilizers, promoted by Ashwin Muthiah, son of AC Muthiah, the promoter of SPIC, acquired the phosphatic businesses of SPIC, through a business transfer agreement in October 2011. Under this agreement, the DAP, aluminium fluoride, SSP units, sulphuric acid and phosphoric acid units came under Greenstar Fertilizers’ fold. Urea production was retained with SPIC. In the proposed project, the raw materials handling will more than double with rock phosphate handling increasing to 62,100 tonnes a month and sulphuric acid capacity to 54,900 tonnes. Phosphoric acid output will double to 1.5 lakh tonnes. The raw material for the proposed project will be brought in from Gujarat, Rajasthan or imported. The final products DAP, SSP and aluminium fluoride will be sold in the domestic market. This will bring down the import dependence of DAP
Indian Farmers Fertilizer Cooperative (IFFCO) has awarded a `300-crore contract to Essar Projects, an engineering procurement and construction (EPC) company, for construction of a new phospho gypsum stack at IFFCO’s Paradip unit in Odisha, which is India’s largest phosphatic fertiliser complex. This is Essar Projects’ fourth major contract from the Indian fertiliser industry giant. The project
CEWProject Update
August 2017 • 65Chemical Engineering World
will be completed in two phases. Phase I, valued at about `190 crore, involves completion of approximately 60 per cent of the total construction and must be completed in 20 months. The second phase involves construction of the remaining 40 per cent and will have to be completed in 10 months. Essar Projects’ previous contracts for IFFCO includes construction and commissioning of two 2,500 MT DAP / NAP silo, revamping of an existing sulphur silo, and EPC and commissioning of the eighth evaporator system of the phosphoric acid plant (PAP) at the IFFCO Paradip complex.
Ramagundam Fertilizers and Chemicals Limited’s Urea plant gets green nod from the Ministry of Environment and Forests (MoEF) Committee for the proposed ` 5,465-crore fertiliser plant in Ramagundam, Telangana. National Fertilizers Limited ( NFL), Engineers India Limited (EIL) and Fertilizer Corporation of India (FCIL) had earlier signed an agreement to form a joint venture company ( JVC) for setting up two new -- Ammonia and Urea -- plants at the existing site of Ramagundam Fertilizer plant. The JV formed a new company called Ramagundam Fertilizers and Chemicals Limited. The gas-based plant which will have the capacity to produce 1.1 million tonnes of urea per annum is expected to be commissioned in 2018-19.
The Rashtriya Chemicals and Fertilisers (RCF) is likely to get clearance from the Public Investment Board (PIB) for establishing a new urea plant at its current manufacturing facility at Thal in Maharashtra with an estimated investment of ` 5,500 crore. As per the proposal, an ammonia-urea plant will be set up at Thal in Maharashtra with a capacity of 1.27 million tonnes per annum at the company’s current manufacturing location. Tender for the plant’s engineering and construction has been awarded to a consortium of Technip and L&T. The Mumbai-based PSU’s annual urea capacity is more than 2 million tonnes and it also produces various grades of complex fertilisers at its two manufacturing units in Thal and Trombay in Maharashtra. RCF, along with Coal India, GAIL and Fertiliser Corporation of India (FCIL), has also formed a consortium to revive the sick unit of FCIL at Talcher at a cost of ̀ 8,000 crore to manufacture urea and ammonium nitrate via coal gasification.
PETROLEUM, OIL & GASAG&P (Atlantic, Gulf and Pacific Company), and Hindustan LNG (HLNG), a Hyderabad-based LNG import terminal development company, have signed a memorandum of understanding (MoU) to supply tolled gas to power stations in the East Godavari region of Andhra Pradesh. AG&P is a leading global integrator of LNG infrastructure solutions, including LNG terminals and related supply chains. Under the agreement, AG&P will provide an integrated solution to deliver regasified LNG through a new LNG import terminal that it will design and build at a port in Andhra Pradesh. The MoU would pave way for a fully integrated solution for tolled gas in India, including design, construction, financing, operations and maintenance of the new terminal, which will ensure a reliable and low-cost supply to power producers, fertiliser plants, cold storage and other industries in Andhra Pradesh and other markets along the east coast. AG&P will be responsible for designing and building all the required facilities for the import terminal, including a floating storage and mooring system, regasification terminal, related utilities and the provision of tolled gas to power plants and other users. It will also carry out any necessary conversion works and, upon commissioning, ongoing operations and maintenance activities.
Bharat Petroleum Corporation Ltd (BPCL), India’s second biggest state-run refiner, plans to spend about ` 13,000 crore on expanding its Numaligarh refinery in Assam by 2017-18. The company plans to expand the Numaligarh refinery to 9 million tonnes from the current 3 million tonnes.
IOC, BPCL and HPCL, State-owned oil firms recently signed an agreement to jointly set up India’s biggest refinery at Ratnagiri district of Maharashtra at a cost of $30 billion or ̀ 2 lakh crore.Indian Oil Corp (IOC) will be the lead partner with 50 per cent stake while Hindustan Petroleum Corp Ltd (HPCL) and Bharat Petroleum Corp Ltd (BPCL) will take 25 per cent stake each. The three oil refining and marketing companies signed the joint venture agreement. The pact was signed by IOC Chairman, HPCL Chairman and Managing Director and BPCL Chairman and Managing Director. Officials said the 60 million tonnes capacity refinery at Babulwadi, Taluka Rajapur in Ratnagiri district is being set up keeping in mind the future fuel demand and the export potential of the country. The refinery and the accompanying mega petrochemical complex will be set up in two phases. Phase-1 will be 40 million tonnes together with an aromatic complex, naphtha cracker and polymer complex. Phase-1 will cost ` 1.2-1.5 lakh crore and will come up in 5-6 years from the date of land acquisition, they said. The entire refinery will include three crude units of 20 million tonnes each -- first of these will be part of Phase-1. The second phase will cost ` 50,000-60,000 crore, they said.IOC has been looking at West coast for a refinery as catering to customers in West and South was difficult with its refineries mostly in the North. HPCL and BPCL have also been looking at a bigger refinery because of constraints they face at their Mumbai units. The refinery will produce petrol, diesel, LPG, ATF and feedstock for making petrochemicals that are basic building blocks in plastic, chemical and textile industries. Fifteen million tonnes a year is the biggest refinery any public sector unit has set up in one stage. IOC recently started its 15 million tonnes unit at Paradip in Odisha.Being on the West coast will provide the unit a natural advantage of easily sourcing crude oil from the Middle-East, Africa and South America, officials said, adding East coast was not being considered as shipping crude oil there will add at least USD 1 per barrel to cost. Also, moving products to consumption heartland from west will not be difficult. India has a refining capacity of 232.066 million tonnes, which exceeded the demand of 194.2 million tonnes in 2016-17 fiscal. According to International Energy Agency (EA), this demand is expected to reach 458 million tonnes by 2040. IOC has 11 refineries with a total capacity of 81.2 million tonnes while BPCL has 4 refineries with a total capacity of 33.4 million tonnes. HPCL has 3 refineries with a total capacity of 24.8 million tonnes.
PACKAGINGEmami Paper Mills is investing ̀ 1,000 crore to double the capacity of its paperboard unit at Balgopalpur in the next three years. -- the current capacity is 132,000 tonnes per annum. The bulk is supplied by smaller, unorganised entities. Emami’s paperboard unit would entirely use imported pulp, sourced from North America, Europe, New Zealand and Scandinavia. Emami also has a newsprint unit here, with a capacity of 145,000 tonnes a year. The high-end paperboard market in the country is estimated to be growing at 15 per cent yearly, fuelled by increased consumer spending and growth in the organised retail sector. Separately, another Emami Group company, Emami Cement, hopes to put on stream a grinding unit at Tangi near Cuttack in the next 12 months.

66 • August 2017 Chemical Engineering World
Book ShelfCEW
Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesAuthors : Alireza BahadoriPrice : USD 75.13Pages : 492 (Hardcover)Publisher : Gulf Professional PublishingAbout the Book: Corrosion is a naturally occurring cost, worth billions in the oil and gas sector. New regulations, stiffer penalties for non-compliance and aging assets are all leading companies to develop new technology, procedures and bigger budgets catering to one prevailing method of prevention, cathodic protection. Cathodic Corrosion Protection Systems: A Guide for Oil and Gas Industries trains on all the necessary reports, inspection criteria,
corrective measures and critical standards needed on various oil and gas equipment, structures, tanks, and pipelines. Demands in the cathodic protection market have driven development for better devices and methods, helping to prolong the equipment and pipeline’s life and integrity. Going beyond just looking for leaks, this handbook gives the engineer and manager all the necessary tools needed to put together a safe cathodic protection system, whether it is for buried casing while drilling, offshore structures or submarine pipelines.
Corrosion in the Petrochemical IndustryAuthors : Linda Garverick Price : USD 512.54Pages : 501 (Hardcover)Publisher : ASM InternationalAbout the Book: Written for engineers, production managers and technicians in the petrochemical and chemical process industries. This book shows how to select the best material for a corrosion-sensitive petrochemical application, as well as how to choose among various prevention methods. In answer to the demands of members and the petrochemical industry, ASM has created a Handbook from peer-reviewed information in ASM Handbooks, Vol. 13, Corrosion and Vol. 11, Failure
Analysis and Prevention; Handbook of Corrosion Data; Handbook of Case Histories in Failure Analysis, Vols. 1 and 2. This unique Handbook includes numerous examples and case histories, and features information on how materials perform in the most important corrosive environments. All information has been compiled and edited for easy use.
Microbiologically Influenced Corrosion in the Upstream Oil and Gas IndustryAuthors : Torben Lund Skovhus, Dennis Enning, Jason S. Lee (Editors)Price : USD 173.65Pages : 558 (Hardcover)Publisher : CRC PressAbout the Book: Microorganisms are ubiquitously present in petroleum reservoirs and the facilit ies that produce them. Pipelines, vessels, and other equipment used in upstream oil and gas operations provide a vast and predominantly anoxic environment for microorganisms to thrive. The biggest technical challenge resulting from microbial activity in these engineered environments is the impact on materials integrity. Oilfield microorganisms can affect materials integrity profoundly through a multitude of elusive (bio)chemical mechanisms, collectively referred to as microbiologically influenced corrosion (MIC). MIC is estimated to account for 20 to 30% of all corrosion-related costs in the oil and gas industry.
This book is intended as a comprehensive reference for integrity engineers, production chemists, oilfield microbiologists, and scientists working in the field of petroleum microbiology or corrosion. Exhaustively researched by leaders from both industry and academia, this book discusses the latest technological and scientific advances as well as relevant case studies to convey to readers an understanding of MIC and its effective management.
Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesAuthors : Alireza Bahadori Price : USD 227.67Pages : 576 (Hardcover)Publisher : WileyAbout the Book: The petroleum and chemical industries contain a wide variety of corrosive environments, many of which are unique to these industries. Oil and gas production operations consume a tremendous amount of iron and steel pipe, tubing, pumps, valves, and sucker rods. Metallic corrosion is costly. However, the cost of corrosion is not just financial. Beyond the huge direct outlay of funds to repair or replace corroded structures are the indirect costs
– natural resources, potential hazards, and lost opportunity. Wasting natural resources is a direct contradiction to the growing need for sustainable development. By selecting the correct material and applying proper corrosion protection methods, these costs can be reduced, or even eliminated. This book provides a minimum design requirement for consideration when designing systems in order to prevent or control corrosion damage safely and economically.

Ad Index CEW
August 2017 • 67Chemical Engineering World
Client’s Name Page NoSr. No. Client’s Name Page NoSr.
No.
1 Atomic Vacuum Company (Exports) Inside Cover I
2 Busch Vacuum India Pvt Ltd 27
3 De Dietirch Process System India Pvt Ltd 11
4 GEA Process Engineering (India) Pvt Ltd 5
5 Hi-tech Applicator 3
6 Horizon Polymer Engineering Pvt Ltd 6&7
7 ImageGrafixEngineeringServicesPvt.Ltd 55,57,59,61
8 Jay Water Management Pvt Ltd 33
9 KSBPumpsLtd 15
10 LubrizolAdvancedMaterialsIndiaPvtLtd 9
11 MistRessonanceEngg.Pvt.Ltd 47
12 Newgenre Engineering Services 51
13 Premium Transmission Ltd 17
14 PrimaEquipment 39
15 RasaiiFlowLinesPvtLtd 29
16 Ross Process Equipment Pvt Ltd 23
17 Sandvik Asia Pvt Ltd 35
18 Sulzer India Pvt Ltd 31
19 SurajLtd 45
20 Tecnimont Pvt Ltd 21
21 UNPPolyvalves(India)PvtLtd 19
22 Vac Enterprises India 45
23 Chemtech World Expo Inside Cover II & Back Cover
For Details Contact
Jasubhai Media Pvt. Ltd.Taj Building, 3rd Floor, 210 Dr D N Road, Fort, Mumbai - 400 001Tel: 022-4037 3636, Fax: 022-4037 3635Email: [email protected]
ADVERTISE TO EXPAND your reach through
ADVERTISE TO EXPAND your reach through
INSIGHT INTO THE PHARMACEUTICAL AND BIOTECH INDUSTRIES

CEW Interview
68 • August 2017 Chemical Engineering World
“Gas has been the fastest-growing hydrocarbon for the past decade, with demand increasing at around 2 per cent a year since 2000. Global LNG demand has grown by an estimated annual average of 6 per cent since 2000, reaching 265 million tonnes per annum (mtpa) in 2016. That’s enough LNG to supply power to around 500 million homes a year!” says Rahul Deep Singh, MD, Hazira Lng Pvt Ltd. In a candid interaction with Chemical Engineering World, he talks about transition in global natural gas market, new business models, challenges and opportunities in the LNG sector, and the way ahead for Hazira LNG Pvt Ltd.
Globally, how the sharp decline in natural gas prices affected the entire supply chain and what are the new business models that the players are following across various international markets? - What are the current and potential markets for Natural Gas in the coming years?
There are broadly three trends arising partly
from the decline in natural gas prices and partly
from the inherently climate friendly nature of
natural gas. First, an increase in demand and
rise of new LNG importing countries while demand from existing importers have tended to go north-ward. Second, the profile of LNG
INTERVIEWCEW
“The global market opportuni ty for LNG as a t ransportat ion fuel is immense”
buyers has changed. New importers – from small or start-up electricity companies to intermediaries to national energy
companies – are emerging as LNG trade
is changing to mirror the evolving needs
of buyers, including shorter-term and lower
volume contracts with greater degrees of flexibility. Third, due to a combination of climate concerns and lower prices, there is increasing deployment of natural gas in more user channels, particularly the transportation sector.
Gas has been the fastest-growing hydrocarbon for the past decade, with demand increasing at around 2 per cent a
year since 2000. Global LNG demand has grown by an estimated annual average of 6 per cent since 2000, reaching 265 million tonnes per annum (mtpa) in 2016. That’s enough LNG to supply power to around 500 million homes a year!
Further, demand lead times have been shrinking with the advent of Floating Storage Regassification Units (FSRUs).
As on date there are now 21 FSRUs in
operation globally, with six more under
construction. They offer a relatively quick
and commercially flexible solution to meet growing gas demand, as well as replacing declining domestic gas production in

CEWInterview
August 2017 • 69Chemical Engineering World
countries where gas has traditionally played a pivotal role in the energy mix.
Since 2015, Colombia, Egypt, Jamaica, Jordan, Pakistan and Poland have all begun importing LNG, bringing the total number of importing countries to 35, up from around 10 at the start of this century. In 2016, Egypt, Pakistan and Jordan were among the top five fastest growing LNG importing countries in the world. Due to regional shortages in gas supplies, they took advantage of the flexibility of LNG supply, importing about 14 mt in total. China and India were the other two fastest growing buyers, increasing their imports by 12 mt of LNG in 2016. This boosted China’s total LNG imports to 27 mt and India’s to about 20 mt.
On the supply side, with new LNG liquefaction projects coming on stream in Australia and the USA, global LNG supplies are expected to increase by about 50% by 2020 from 2014 levels, aggregating about 350 mtpa. One-third of this additional new supply capacity has already been commissioned, while the remaining two-thirds is expected to come on-stream by 2020. Global LNG market developments have kept pace with supply growth so far with the additional LNG supplies being offset by rising demand for new LNG importing countries. Given the concentration of new supply projects towards the end of the decade, some imbalance may perhaps emerge in the market but this is typical for any commodity sector where demand growth is continuous, while supply increase comes in somewhat chunky bits from large projects. In fact, given that global LNG demand is expected to double to about 500 mtpa by 2030, Final Investment Decisions would be required by the industry on new projects beyond 2020 to keep pace with the demand outlook.
The buyers are now looking at the spot markets for gas supplies. What are the kind of contracts Hazira LNG is getting into with the suppliers and the buyers?
World over, LNG trade is changing to meet the evolving needs of buyers, including shorter-term and lower-volume contracts. While earlier the industry was typically
characterized by long-term take-or-pay contracts concluded between the upstream project and downstream utilities with the import terminal being part of the integrated value chain, today, destination flexibility is becoming common place in new contracts, giving an impetus to short-term/spot deals.
When the Hazira terminal was commissioned in 2005, it launched the concept of a merchant terminal in India where the customers had the flexibility to choose various contractual options as per their needs such as the level of contracted quantity, the term of the contract, offtake rates, etc., which was a unique proposition in the Indian LNG market at that time.
Hazira continues to offer such flexible terms to its customers and has since expanded its portfolio of options to include both commodity sales, as well as regassification services for its valued customers. Our value proposition is further strengthened by competitive LNG sourcing from the world’s two biggest LNG suppliers, Shell and Total, who have access to a wide portfolio of LNG liquefaction ventures across the world.
Automotive sector is witnessing a boom in disruptive technologies within the use of conventional hydrocarbon fuel as the scientists have successfully developed LNG fuel based vehicles which are highly fuel & energy efficient. What kind of thrust this may provide to the natural gas suppliers? - What are the challenges in the LNG sector and how the industry is reacting with the popularity of Solar PV system, which is again a green source of energy?
Our shareholders, Shell and Total are pioneers in the LNG domain and are actively propagating the use of LNG as a transport fuel for trucks and ships with potential economic and environmental benefits compared to diesel and fuel oil. The energy density of LNG exceeds that of other liquid fuels, hence LNG is a very efficient fuel choice for heavy duty road transport. It can also reduce sulphur emissions, particulates and nitrogen oxides, helping reduce greenhouse gas emissions right from production to end
use. The use of LNG as a transport fuel is now being extended to railways as well. On the marine side, the International Maritime Organization has agreed to a global 0.5% sulphur cap on marine fuel that will take effect from 2020. LNG as a fuel which contains virtually zero sulphur versus 3.5% specification for global marine fuel today, provides a viable alternative to shippers which is also economically superior as compared to marine gasoil alternatives.
The global market opportunity for LNG as a transportation fuel is immense, with the total demand for heavy duty/marine transportation fuels globally aggregating some 1.2 billion tonnes per annum. The transportation segment alone represents an over four-fold increase compared to the global size of the current LNG market at 265 mtpa! Of course the entire transport segment demand will not switch over to LNG as multiple low carbon solutions are being considered by the industry, but the consensus view is that LNG for transport applications could easily account for about 70 mtpa of demand by 2025 globally. As a reference point, this is comparable to the total Japanese LNG demand, one of the anchor customers for LNG in the world today.
The opportunity in the Indian market is equally significant where the overall transportation fuel demand is about 100 mtpa across petrol and diesel sales. The government has also said that it wants to promote LNG as a fuel for vehicles, particularly for long-haul driven vehicles and trains. In November of last year, Tata Motors commenced trial runs for the country’s first LNG-powered bus in Kerala. Overall, adoption of LNG by the transport structure, particularly trains and long haul trucks and buses will significantly increase demand for natural gas, particularly if enabling infrastructure is also put in place.
On the solar and other renewable energy sources, gas is well positioned to complement the growth of renewables industry in India which is poised to grow to 175 GW over the next few years. Gas is the cleanest fossil fuel source to manage the

CEW Interview
70 • August 2017 Chemical Engineering World
intermittency risk from renewables and will be a critical enabler to ensure round the clock power supplies to customers.
Indian Government envisages increasing share of natural gas in the energy mix to 20 per cent by the year 2025 as compared to 10 per cent in the year 2010 and on the other hand, India aims to become 100 % e-vehicles nation by 2030. How will the market dynamics change and what kind of opportunities & challenges the industry is likely to face in the near foreseeable future?
Both are positive developments towards a more environmentally sustainable energy economy. Given the scale of the Indian market with a collective demand of 100 mtpa of transportation fuels, we would likely need a combination of both gas and e-vehicles to reduce the environmental footprint from transportation. While e-vehicles are more suited towards the passenger segment/city operations, LNG is better geared as a transportation fuel for heavy duty, long distance haulage. In either case, demand for energy would continue to grow in tandem with the increasing number of vehicles on the road.
The key is to enable concerted development of infrastructure in order to ensure that there isn’t a huge lag on either the demand or supply side for either options. A strong pipeline infrastructure is necessary for gas to be readily and reliably available at the last mile. We also need adequate investments in LNG infrastructure as well as a supportive price environment for LNG to actually land in the country. If the two sides are not carefully calibrated, we are likely to see a slower transition to a gas based economy.
A similar fate would await e-vehicles if there aren’t enough charging points or there is unreliable grid supplies to power the e-vehicles. Further, an integrated well to wheel approach should be considered for such a transition as electrification of vehicles at the consumer end alone will not reduce the environmental footprint from transportation if power generation at source is from coal, for instance.
Majority of LNG business in India is with the PSUs who are significantly investing in expansion of their infrastructure. What kind of space does that leave for the private players engaged in this business?
As a rapidly expanding economy, India’s energy requirements are immense. The Gas4India campaign of the Indian government envisages a major share of natural gas in the nation’s energy basket. Against this backdrop, there is plenty of opportunity and space for private companies to grow, with each player crafting its own value proposition for the industry.
Globally, capacity utilisation of LNG terminals is typically in the range of 40-50% as there are several components in the LNG value chain from liquefaction, shipping, port availability and storage, each layer adding its own level of uncertainty on operations. In a traditional tramline LNG value chain model, with high utilisation level of the terminal, there is very little room to offer any flexibility to customers. Given the changing dynamics of the industry with customers keen on shorter, flexible constructs, at Hazira we have focussed on flexibility as a key value proposition. Other players in the industry would likewise create their own unique value propositions for their respective customers.
Tell us about the current infrastructure at Hazira LNG terminal and plans for future expansions. - On the infrastructure front for Natural Gas supplies, how do you compare India with other emerging nations
Hazira LNG is a world-scale LNG terminal together with port infrastructure that has now completed 12 years of operations. Since the commission of Hazira LNG in 2005, the terminal has expanded from an initial regasification capacity of 2 million tonnes per annum (mtpa) to 3 mtpa in 2008 and then further to 5 mtpa in 2013. In addition, we have also facilitated the development of a multicargo port at Hazira through a sub-concession structure with over 1,000 container/bulk cargo ships landing at Hazira today every year.
There is potential to expand terminal capacity further based on market demand. We have undertaken evaluation and technical design work for potential future expansion. Currently, India has sufficient regasification capacity for the current size of the Indian gas market. The timing of the expansion would, therefore, be subject to suitable opportunities in the market.
With the government’s plan to more than double the share of natural gas in India’s energy mix, much of the supply would have to be met by LNG. For that to happen, there is a urgent need to press forward with efforts to generate new demand centres such as green corridors, smart cites as well as use of LNG for road, rail and marine transportation. If India does surge towards a gas based economy at a faster rate, we would need to harness domestic sources and expand infrastructure for LNG import terminals, floating storage, re-gasification facilities, gas transportation, etc.
What are the recent and ongoing research and development programs in the Natural Gas sector, and how will they benefit the industry to sustain competition with renewable resources?
There are a large number of research and development programs underway in the natural gas sector across every part of the value chain which seek to address issues ranging from cost reduction to environment sustainability, discovery of new sources, market expansion for natural gas and faster, distributed infrastructure.
Shell, which is the majority shareholder in Hazira, is a pioneer in the Floating LNG space with Prelude at the upstream end of the value chain, as well as LNG to transport initiatives at the downstream end. In addition, Shell has also announced the formation of its New Energies division which is looking at investments in the renewables space, as well as concepts looking at synergies between natural gas as a clean & green fossil fuel and the renewables sector.


R.N.I. No. 11403/1966 Date of Publication: 29th of every month. Postal Registration No: MCS/095/2015-17Posted at Patrika Channel Sorting Office, Mumbai 400001, on 29th & 30th of every month. Total Pages No.:72