Coprocessing coal with hydrogenated vacuum pyrolyzed tire oil
16
Ž . Fuel Processing Technology 58 1999 135–150 Coprocessing coal with hydrogenated vacuum pyrolyzed tire oil Yanlong Shi, Lian Shao, William F. Olson, Edward M. Eyring ) Department of Chemistry, UniÕersity of Utah, Salt Lake City, UT 84112, USA Accepted 20 November 1998 Abstract Ž . GC–MS and NMR analyses of vacuum pyrolyzed tire oil VPTO show the presence of non-hydrogen donor polyaromatic molecules, such as naphthalene, anthracene, phenanthrene, pyrene, and their methylated derivatives. Thus, VPTO provides weak H-donor capacity. However, partial hydrogenations of VPTO converts the polyaromatics to hydropolyaromatic compounds, which are very good H-donor molecules. In this study, hydrogenation of VPTO was done using several types of presulfided hydrogenation catalysts, including NirAl O , CoMorAl O , 2 3 2 3 NiMorAl O , NiWrAl O , NirSiO –Al O , Pdrcarbon, unsulfided PtrAl O and Ptrcarbon. 2 3 2 3 2 2 3 2 3 Hydrogenation of VPTO was also investigated at different temperatures and hydrogenation Ž . pressures when the catalyst was NirAl O . The partially hydrogenated VPTO HVPTO products 2 3 were then coprocessed with different coal ranks at several reaction temperatures and pressures Ž . Ž . with and without finely dispersed Mo naphthenate, Mo CO , NH MoS and MorFe O rSO 6 42 4 2 3 4 catalysts. The coprocessing of coal with several model compounds indicated that solvent effective- Ž . Ž . Ž ness varies in the order of non-donor polyaromatic model compounds - HVPTO - strong . Ž H-donor model compounds . No effect of varying coal rank is observed. NiMorAl O 6.7% of 2 3 . NiO and 27% MoO and NirAl O are the best catalysts for converting polyaromatics to 3 2 3 hydrogen donor-rich hydroaromatics among nine tested catalysts. The best hydrogenation condi- Ž .Ž . tions are 3258C and 1000 psig of H cold . NH MoS and MorFe O rSO are excellent coal 2 42 4 2 3 4 liquefaction catalysts when HVPTO is coprocessed with coal. q 1999 Elsevier Science B.V. All rights reserved. Keywords: Coprocessing; Vacuum pyrolyzed tire oil; Hydrogenation; Coal ) Corresponding author. Tel.: q 1-801-581-8658; fax: q 1-801-581-8433; e-mail: [email protected] 0378-3820r99r$ - see front matter q 1999 Elsevier Science B.V. All rights reserved. Ž . PII: S0378-3820 99 00003-X
Transcript of Coprocessing coal with hydrogenated vacuum pyrolyzed tire oil
Ž .Fuel Processing Technology 58 1999 135–150
Coprocessing coal with hydrogenated vacuumpyrolyzed tire oil
Yanlong Shi, Lian Shao, William F. Olson, Edward M. Eyring )
Department of Chemistry, UniÕersity of Utah, Salt Lake City, UT 84112, USA
Accepted 20 November 1998
Abstract
Ž .GC–MS and NMR analyses of vacuum pyrolyzed tire oil VPTO show the presence ofnon-hydrogen donor polyaromatic molecules, such as naphthalene, anthracene, phenanthrene,pyrene, and their methylated derivatives. Thus, VPTO provides weak H-donor capacity. However,partial hydrogenations of VPTO converts the polyaromatics to hydropolyaromatic compounds,which are very good H-donor molecules. In this study, hydrogenation of VPTO was done usingseveral types of presulfided hydrogenation catalysts, including NirAl O , CoMorAl O ,2 3 2 3
NiMorAl O , NiWrAl O , NirSiO –Al O , Pdrcarbon, unsulfided PtrAl O and Ptrcarbon.2 3 2 3 2 2 3 2 3
Hydrogenation of VPTO was also investigated at different temperatures and hydrogenationŽ .pressures when the catalyst was NirAl O . The partially hydrogenated VPTO HVPTO products2 3
were then coprocessed with different coal ranks at several reaction temperatures and pressuresŽ . Ž .with and without finely dispersed Mo naphthenate, Mo CO , NH MoS and MorFe O rSO6 4 2 4 2 3 4
catalysts. The coprocessing of coal with several model compounds indicated that solvent effective-Ž . Ž . Žness varies in the order of non-donor polyaromatic model compounds - HVPTO - strong
. ŽH-donor model compounds . No effect of varying coal rank is observed. NiMorAl O 6.7% of2 3.NiO and 27% MoO and NirAl O are the best catalysts for converting polyaromatics to3 2 3
hydrogen donor-rich hydroaromatics among nine tested catalysts. The best hydrogenation condi-Ž . Ž .tions are 3258C and 1000 psig of H cold . NH MoS and MorFe O rSO are excellent coal2 4 2 4 2 3 4
liquefaction catalysts when HVPTO is coprocessed with coal. q 1999 Elsevier Science B.V. Allrights reserved.
Keywords: Coprocessing; Vacuum pyrolyzed tire oil; Hydrogenation; Coal
) Corresponding author. Tel.: q 1-801-581-8658; fax: q 1-801-581-8433; e-m ail:[email protected]
0378-3820r99r$ - see front matter q 1999 Elsevier Science B.V. All rights reserved.Ž .PII: S0378-3820 99 00003-X
( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150136
1. Introduction
w xSolvent plays an important role in coal liquefaction processes 1–9 . Two features arecritical for a solvent to be effective. It must be a good physical solvent for coal products,and it must have H-donor or H-shuttling capacity in order to hydrogenate and stabilizefree radicals derived from coal. Many organic solvents have been used for coalliquefaction studies. Tetralin is known to be a good hydrogen donor, but is relatively
w xexpensive 10 . For a commercial coal liquefaction plant a plentiful, recycled andeconomical supply of process solvent must be available. For instance a fraction of theliquefied product may be hydrogenated and returned to the reactor as the solvent. It maybe possible to utilize various waste oils as coal liquefaction solvents. Utilizing wastematerials has the added advantage of diminishing the amount of waste that must beincinerated or buried in landfills.
Some 240–300 million waste rubber tires are estimated to be discarded annuallyw x11,12 . Waste tires are incinerated, chipped for use in asphalt, and buried in landfills. Itwas estimated that 40 million tires would be incinerated by power companies in 1995w x13 . However, converting rubber tire material back into an oil and utilizing the carbonblack as a solid fuel can recover much of its value because waste rubber tires containmore than 60% organic materials and are rich in hydrogen. Waste rubber tire pyrolysisw x w x14,15 and liquefaction 1,10,16–20 are two technologies that can be applied to wasterubber tires to produce transportation fuel and chemical feedstock.
w xWaste tire liquefaction has been actively investigated in recent years 16–22 .w xFarcasiu and Smith 16 indicated that coprocessing waste rubber tires with coal is
w xbeneficial for enhancing coal conversion. Liu et al. 10 investigated the liquefaction ofcoal and waste rubber tires individually and compared the results to that of thecoprocessing of the two materials. The conversion to liquids obtained from the copro-cessing reactions was greater than that achieved from combining the individual reac-
w xtions. Orr et al. 19 also observed synergism in reactions with a 10 to 30% loading ofwaste tires to coal at 3508C and in reactions at 4308C at almost all loading levels of
w xwaste rubber tires. Tang and Curtis 20 studied thermal and catalytic coprocessing ofwaste rubber tires using waste rubber tires from two sources and coals of three differentranks. They found bituminous coals yielded higher conversions than either subituminouscoal or lignite when coprocessed with waste tires, and the catalytic coprocessing ofwaste rubber tires with coal using slurry phase hydrogenation catalysts increasedconversions of the total system and coal within the system compared to the conversions
w xobtained in thermal reactions. Orr et al. 1,6 coprocessed Blind Canyon coal withŽ .ground waste rubber tire particles and with vacuum pyrolyzed tire oil VPTO . Copro-
cessing coal with VPTO yielded higher coal conversion than coprocessing with groundwaste rubber tire particles. VPTO facilitates coal dissolution during liquefaction becauseit is a good physical solvent. The advantages of coprocessing coal with VPTO overcoprocessing coal with waste rubber tire particles were also observed by Tang and
w x w x w xCurtis 20 , Harrison and Ross 23 and Sharma et al. 24 . A further disadvantage ofcoliquefaction of coal and waste rubber tires is that the carbon black of the tires is lostafter liquefaction since it is mixed with the unreacted coal residue.
( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150 137
w xWilliams and Taylor 25 have shown depolymerization of tire polymer by pyrolysisw xproduces butadiene and styrene products and fragments thereof 22 . The pyrolysis
products then proceed through Diels–Alder type reactions to form cyclic compoundswhich dehydrogenate to yield polyaromatic molecules that are poor hydrogen donorsw x25,26 .
w xMcMillen et al. 27 suggested that non-hydrogen donor molecules aid in the cleavagew x w xof coal bonds. Mochida et al. 28 and de Marco et al. 29 have shown that partial
hydrogenation of non-donors to form H-donor molecules using a hydrogenation catalystfollowed by processing the hydrogenated solvent with coal can be an effective methodof coal liquefaction. In the present study, the objectives of hydrogenating VPTO were toŽ . Ž .1 convert aromatic molecules especially polyaromatic non-donors in the oil to
Ž .hydroaromatics capable of donating hydrogen; 2 crack some large polyaromaticŽ .molecules to lower molecular weight material that could serve as a better solvent; 3
Ž .reduce the coking effect caused by the large polyaromatic molecules; 4 eliminate theneed for a disposable coal liquefaction catalyst, making the coprocessing more economi-
Ž .cal; and 5 optimize coal conversion to liquids by coprocessing the partially hydro-Ž .genated VPTO denoted HVPTO with coals under a range of conditions.
2. Experimental
2.1. Materials
Ž .All coals y60 mesh were obtained from the Penn State Coal Bank and stored underŽ . Ž . Ž .nitrogen at 08C, including Blind Canyon UT coal DECS-6 , Illinois a6 coal DECS-2 ,
Ž . Ž . Ž .Smith–Roland coal DECS-8 , Beulah coal DECS-11 , Pocahontas coal DECS-19 andŽ .Wyodak–Anderson coal DECS-26 . The model compounds were obtained from Aldrich
and used without further purification, including tetralin, naphthalene, pyrene, phenan-threne, anthracene and 9,10-dihydroanthracene. Oil produced by vacuum pyrolysis ofwaste rubber tires was obtained from Conrad Industries, Chehalis, WA. The VPTO wasstored under ambient conditions. Properties of the VPTO are listed in Table 1. Several
Ž .hydrogenation catalysts were used on the VPTO, including NirAl O Harshaw ,2 3Ž . Ž .NiMorAl O Katalco, 6.7% NiO% and 27.0% MoO , CoMorAl O Nalco ,2 3 3 2 3
Ž . Ž .NiWrAl O Harshaw , NiMorAl O 5.4% NiO% and 20.0% MoO , NirSiO –2 3 2 3 3 2
Table 1Ž .Properties of vacuum pyrolyzed tire oil VPTO provided by Conrad Industries, Chehalis, WA
Ž .C wt.% 87.7Ž .H wt.% 11.0Ž .S wt.% 0.6Ž .N wt.% 0.3Ž .O wt.% 0.4
Atomic HrC 1.51Zn 40 ppmCyclohexane insolubles 5.2%

( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150138
Ž . Ž . Ž .Al O Harshaw , Ptractivated carbon 5% Pt, Alfa , PtrAl O 5% Pt, Alfa and2 3 2 3Ž .Pdractivated carbon 5% Pd, Alfa . Four finely dispersed catalytic systems were used
Ž .for the coprocessing of HVPTO with coal:Mo naphthenate ICN Biomedical ,Ž . Ž . Ž . Ž . ŽNH MoS Aldrich , Mo CO Aldrich qS and MorFe O rSO qS Prof. Wen-4 2 4 6 2 3 4
.der’s Laboratory .
2.2. Hydrogenation of VPTO
All hydrogenation catalysts were presulfided at 3508C for 2 h except Pt catalysts. Thehydrogenation experiments were completed using a well-stirred, stainless-steel, 150 cm3
autoclave reactor under various reaction conditions for 1 h. Most reactions were carriedŽ .out at 3258C and 1000 psig of H cold . During a typical hydrogenation run, the reactor2
was charged with 4 g of freshly presulfided catalyst and 20 g of VPTO. The reactor wasŽ .then sealed, purged with N twice, and charged with 1000 psig cold of H . An electric2 2
furnace brought the reactants to the set point temperature at a rate of about 88Crmin. Atthe end of the reaction time, measured from the time at which reaction temperature wasreached, the reactor was cooled with a fan to room temperature. The gases were ventedŽ .H S was trapped by NaOH solution and the hydrogenated liquids with solid catalyst2
were collected for further use or analyses. The separation of the liquid from the solidŽ .catalyst was completed by filtration with fritted glass filters medium pore size .
2.3. Coal–VPTO or HVPTO coprocessing
Coprocessing experiments were carried out in 27 cm3 horizontal tubing reactors.Reactants were brought to the set-point temperature, usually within 10 min, by immers-
Žing the reactor in a preheated fluidized sand bath. The reactor was shaken horizontally 3.timesrs to ensure adequate mixing. At the end of a 1 h reaction time, the reactor was
removed from the sand bath and allowed to cool at room temperature for 5 min, andquenched in cold water. Reaction products and solids were removed and extracted withTHF, and then solvent was removed with a rotary evaporator. The THF soluble portionwas dried under vacuum for 2 h and weighed. The THF insoluble residue remaining inthe Soxhlet extractor thimble was also dried for 2 h under vacuum. The dried THFsolubles were then extracted with cyclohexane. The cyclohexane was removed from theoil sample using a rotary evaporator. The cyclohexane insoluble residue is referred to as
Ž .asphaltenes. The cyclohexane soluble portion is referred to as oil. NH MoS was4 2 4
used as received to impregnate the coal from aqueous solution by the incipient wetnesstechnique. Mo naphthenate was dissolved in HVPTO and then mixed with the coal to
Ž . Ž .get a fine dispersion. Mo CO Aldrich qS was ground to a fine powder and then6
mixed with the coal. MorFe O rSO was calcined at 5508C for approximately 2.5 h2 3 4
before use. All four of the catalysts were used with a 1% by weight presence of Mo orŽ .its equivalent for the MorFe O rSO system .2 3 4
2.4. Reactant and product characterization techniques
GC–MS analyses were completed on a Hewlett-Packard 5890 series II gas chromato-graph coupled to a Hewlett-Packard 5971 mass spectrometer. A J&W 100 m DB-1

( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150 139
column was used for the GC–MS analyses. Elemental analyses were done by AtlanticMicrolabs, Norcross, GA. 1H NMR analyses were completed on a Varian XL-300 NMR
Ž .spectrometer, and CDCl with 1% TMS tetramethylsilane was used as solvent.3Ž .Time-of-flight secondary-ion mass spectra TOF-SIMS were obtained on a TOF-SIMS
IV spectrometer by Dr. Birgit Hagenhoff of CamecarIon-Tof in Germany.Total conversion of coal and conversions to product fractions were defined on an
ash-free basis as follows:Ž . Ž .coal conversion: Y s100 1yY ; Ys W yW yW rWT I C ash maf
Ž .conversion to asphaltenes: Y s100 W rWA A mafŽ .conversion to oils and gases: Y s100 Y yYOq G T A
where W , W , W , W and W are masses of THF insoluble products, catalyst, ash,I C ash A maf
asphaltenes and moisture- and ash-free coal, respectively. Y , Y , and Y denoteT A OqG
total, asphaltenes and gasqoil yields, respectively.
3. Results and discussion
3.1. Hydrogenation of VPTO
An ideal HVPTO would serve as both a good solvent and a good hydrogen donorduring processing with coal. Thus one should seek a suitable hydrogenation catalystunder proper reaction conditions to convert the polyaromatic molecules to partiallyhydrogenated ones, e.g., converting naphthalene to tetralin instead of decalin. Our
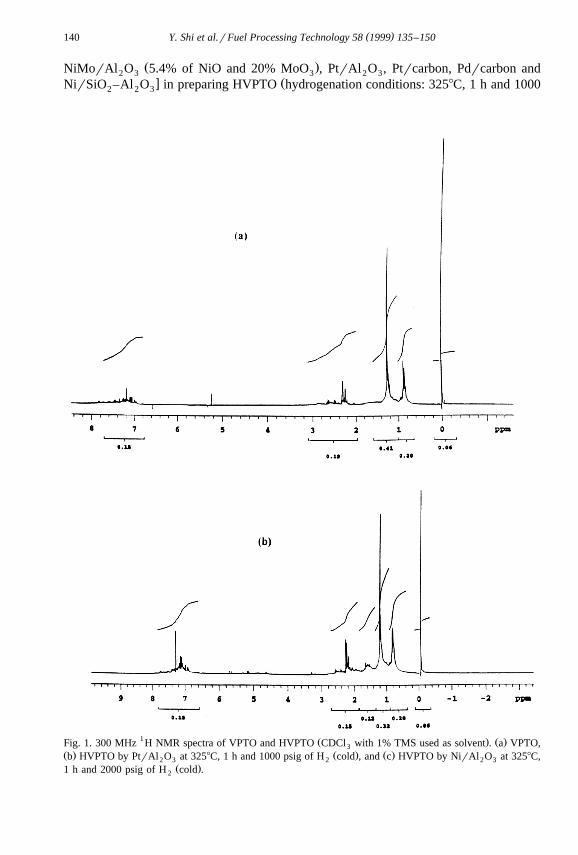
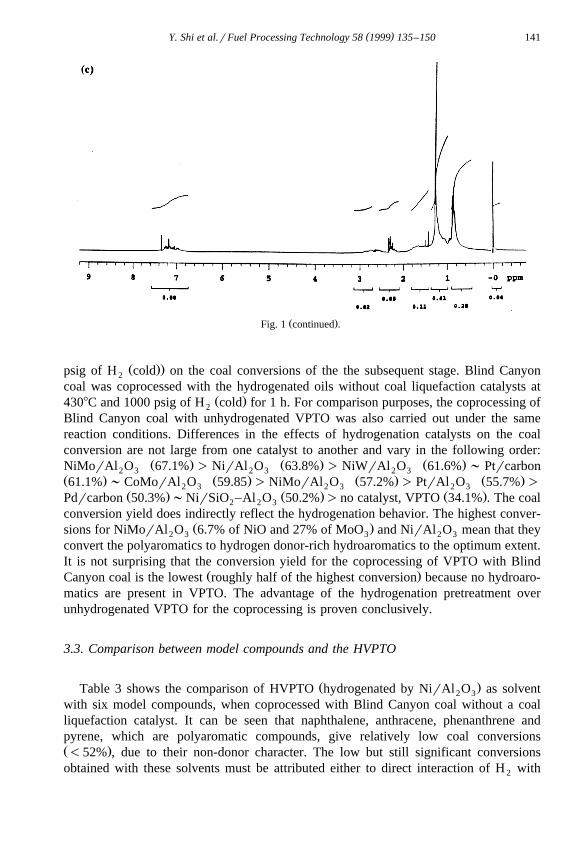
Ž . 1 Ž .GC–MS Fig. 1a and H NMR Fig. 2a analyses show a high percentage of non-donoraromatic molecules in VPTO, such as benzene, naphthalene, anthracene, phenanthrene,pyrene, and their methylated derivatives. Seeking to achieve mild hydrogenation,different types of presulfided hydrogenation catalysts were tested at 3258C and 1000
Ž .psig of H cold for 1 h, including NirAl O , CoMorAl O , NiMorAl O ,2 2 3 2 3 2 3
NiWrAl O , NirSiO –Al O , Pdractivated carbon, unsulfided PtrAl O and2 3 2 2 3 2 3
Ptractivated carbon. Hydrogenation of VPTO was also investigated at different tempera-tures and hydrogenation pressures when the catalyst was NirAl O . NMR, GC and2 3
GC–MS data indicate that the degree of hydrogenation depends not only on the catalystsused but also on the reaction temperature and H pressure. We found that NiMorAl O2 2 3Ž .6.7% NiO and MoO and NirAl O are the best catalysts, and 3258C and 1000 psig3 2 3
Ž .of H cold are the optimum reaction conditions for the subsequent coprocessing of2
HVPTO with coal. Two typical 1H NMR spectra of HVPTO are shown in Fig. 1bŽ . ŽPtrAl O , 3258C and 1000 psig of H and Fig. 1c NirAl O , 3258C and 2000 psig2 3 2 2 3
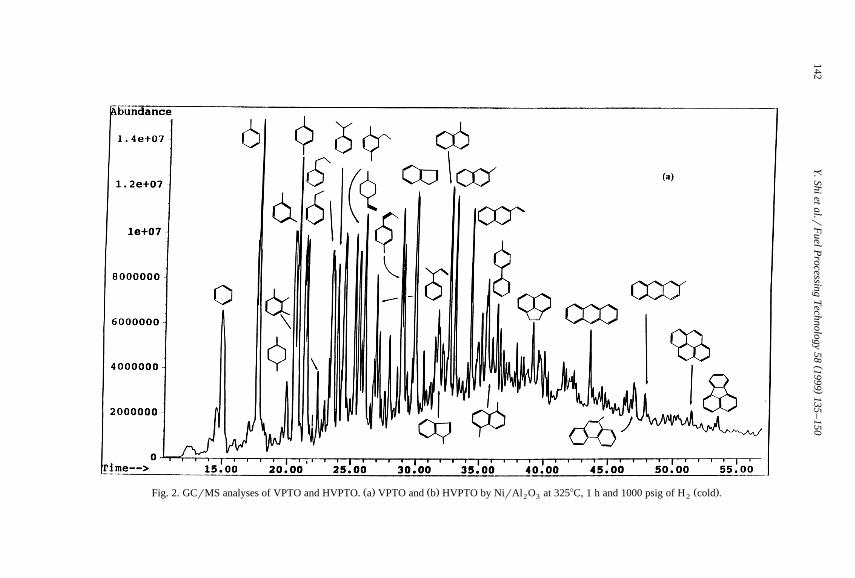
.of H . GC–MS data shown in Fig. 2a and b indicate that many polyaromatic molecules2
were changed to hydroaromatics, e.g., methylated derivatives of naphthalene wereconverted to those of tetralin.
3.2. Effect of hydrogenation catalysts
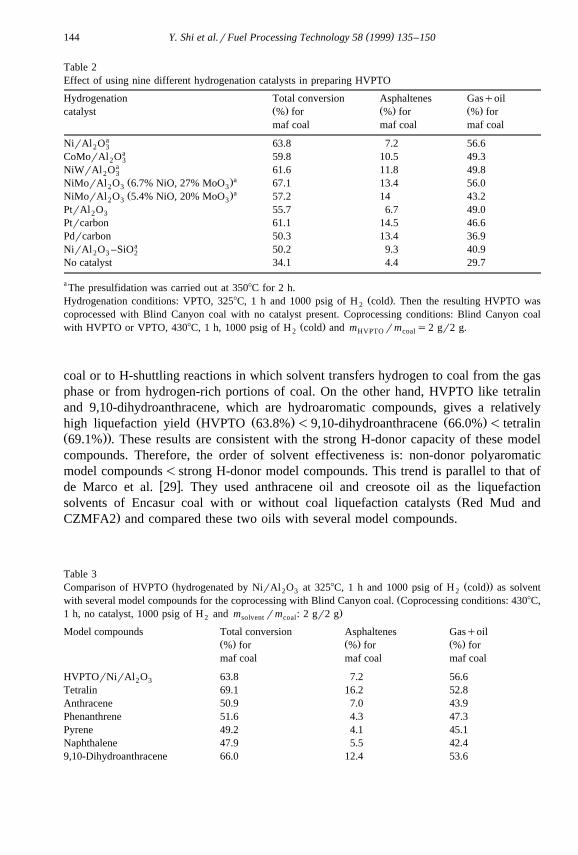
wTable 2 shows the effect of using nine different hydrogenation catalysts NirAl O ,2 3Ž .CoMorAl O , NiWrAl O , NiMorAl O 6.7% of NiO and 27% MoO ,2 3 2 3 2 3 3
( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150140
Ž .NiMorAl O 5.4% of NiO and 20% MoO , PtrAl O , Ptrcarbon, Pdrcarbon and2 3 3 2 3x ŽNirSiO –Al O in preparing HVPTO hydrogenation conditions: 3258C, 1 h and 10002 2 3
1 Ž . Ž .Fig. 1. 300 MHz H NMR spectra of VPTO and HVPTO CDCl with 1% TMS used as solvent . a VPTO,3Ž . Ž . Ž .b HVPTO by PtrAl O at 3258C, 1 h and 1000 psig of H cold , and c HVPTO by NirAl O at 3258C,2 3 2 2 3
Ž .1 h and 2000 psig of H cold .2
( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150 141
Ž .Fig. 1 continued .
Ž ..psig of H cold on the coal conversions of the the subsequent stage. Blind Canyon2
coal was coprocessed with the hydrogenated oils without coal liquefaction catalysts atŽ .4308C and 1000 psig of H cold for 1 h. For comparison purposes, the coprocessing of2
Blind Canyon coal with unhydrogenated VPTO was also carried out under the samereaction conditions. Differences in the effects of hydrogenation catalysts on the coalconversion are not large from one catalyst to another and vary in the following order:
Ž . Ž . Ž .NiMorAl O 67.1% ) NirAl O 63.8% ) NiWrAl O 61.6% ; Ptrcarbon2 3 2 3 2 3Ž . Ž . Ž . Ž .61.1% ; CoMorAl O 59.85 ) NiMorAl O 57.2% ) PtrAl O 55.7% )2 3 2 3 2 3
Ž . Ž . Ž .Pdrcarbon 50.3% ;NirSiO –Al O 50.2% )no catalyst, VPTO 34.1% . The coal2 2 3
conversion yield does indirectly reflect the hydrogenation behavior. The highest conver-Ž .sions for NiMorAl O 6.7% of NiO and 27% of MoO and NirAl O mean that they2 3 3 2 3
convert the polyaromatics to hydrogen donor-rich hydroaromatics to the optimum extent.It is not surprising that the conversion yield for the coprocessing of VPTO with Blind
Ž .Canyon coal is the lowest roughly half of the highest conversion because no hydroaro-matics are present in VPTO. The advantage of the hydrogenation pretreatment overunhydrogenated VPTO for the coprocessing is proven conclusively.
3.3. Comparison between model compounds and the HVPTO
Ž .Table 3 shows the comparison of HVPTO hydrogenated by NirAl O as solvent2 3
with six model compounds, when coprocessed with Blind Canyon coal without a coalliquefaction catalyst. It can be seen that naphthalene, anthracene, phenanthrene andpyrene, which are polyaromatic compounds, give relatively low coal conversionsŽ .-52% , due to their non-donor character. The low but still significant conversionsobtained with these solvents must be attributed either to direct interaction of H with2
()
Y.Shiet
al.rF
uelProcessing
Technology
581999
135–
150142
Ž . Ž . Ž .Fig. 2. GCrMS analyses of VPTO and HVPTO. a VPTO and b HVPTO by NirAl O at 3258C, 1 h and 1000 psig of H cold .2 3 2

( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150 143
Ž.
Fig.
2co
ntin
ued
.
( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150144
Table 2Effect of using nine different hydrogenation catalysts in preparing HVPTO
Hydrogenation Total conversion Asphaltenes GasqoilŽ . Ž . Ž .catalyst % for % for % formaf coal maf coal maf coal
aNirAl O 63.8 7.2 56.62 3aCoMorAl O 59.8 10.5 49.32 3
aNiWrAl O 61.6 11.8 49.82 3aŽ .NiMorAl O 6.7% NiO, 27% MoO 67.1 13.4 56.02 3 3aŽ .NiMorAl O 5.4% NiO, 20% MoO 57.2 14 43.22 3 3
PtrAl O 55.7 6.7 49.02 3
Ptrcarbon 61.1 14.5 46.6Pdrcarbon 50.3 13.4 36.9
aNirAl O –SiO 50.2 9.3 40.92 3 2
No catalyst 34.1 4.4 29.7
a The presulfidation was carried out at 3508C for 2 h.Ž .Hydrogenation conditions: VPTO, 3258C, 1 h and 1000 psig of H cold . Then the resulting HVPTO was2
coprocessed with Blind Canyon coal with no catalyst present. Coprocessing conditions: Blind Canyon coalŽ .with HVPTO or VPTO, 4308C, 1 h, 1000 psig of H cold and m rm s2 gr2 g.2 HVPTO coal
coal or to H-shuttling reactions in which solvent transfers hydrogen to coal from the gasphase or from hydrogen-rich portions of coal. On the other hand, HVPTO like tetralinand 9,10-dihydroanthracene, which are hydroaromatic compounds, gives a relatively
Ž Ž . Ž .high liquefaction yield HVPTO 63.8% -9,10-dihydroanthracene 66.0% - tetralinŽ ..69.1% . These results are consistent with the strong H-donor capacity of these modelcompounds. Therefore, the order of solvent effectiveness is: non-donor polyaromaticmodel compounds-strong H-donor model compounds. This trend is parallel to that of
w xde Marco et al. 29 . They used anthracene oil and creosote oil as the liquefactionŽsolvents of Encasur coal with or without coal liquefaction catalysts Red Mud and
.CZMFA2 and compared these two oils with several model compounds.
Table 3Ž Ž ..Comparison of HVPTO hydrogenated by NirAl O at 3258C, 1 h and 1000 psig of H cold as solvent2 3 2
Žwith several model compounds for the coprocessing with Blind Canyon coal. Coprocessing conditions: 4308C,.1 h, no catalyst, 1000 psig of H and m rm : 2 gr2 g2 solvent coal
Model compounds Total conversion Asphaltenes GasqoilŽ . Ž . Ž .% for % for % formaf coal maf coal maf coal
HVPTOrNirAl O 63.8 7.2 56.62 3
Tetralin 69.1 16.2 52.8Anthracene 50.9 7.0 43.9Phenanthrene 51.6 4.3 47.3Pyrene 49.2 4.1 45.1Naphthalene 47.9 5.5 42.49,10-Dihydroanthracene 66.0 12.4 53.6

( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150 145
3.4. Influence of the hydrogenation temperatures and pressures
The effects of hydrogenation temperatures and pressures on the coprocessing ofŽ .HVPTO with Blind Caynon coal without a coal liquefaction catalyst at 4308C are
shown in Table 4, which indicates that when the hydrogenation temperature is 3258C theŽhighest coal conversion can be obtained 40.9% at 4008C-54.3% at 1708C-55.2% at
.2608C-63.8% at 3258C . Table 4 also shows that when H pressure is 1000 psig2Ž . Ž .cold , coal conversion is better than when H pressure is either 500 psig cold or 15002
Ž . Ž .psig cold . Therefore, hydrogenation at 3258C and 1000 psig of H cold are the best2
reaction conditions of those we have tried. HVPTO obtained under these hydrogenationconditions were used in the subsequent studies. These observations are related to themaximum conversion of polyaromatic compounds to hydroarmatic molecules at 3258C
Ž .and 1000 psig of H cold . These results are supported by Demirel’s detailed hydro-2w xgenation studies of polyaromatics 30 .
3.5. Effect of the rank of coals
Coal conversion values as a function of coal rank and pyrite percentage, when thecoal was coprocessed with the HVPTO hydrogenated by NirAl O without a coprocess-2 3
ing catalyst, are reported in Table 5. The coals are listed according to rank withPocahontas being the highest ranking coal and Beulah the coal of lowest rank. The
Ž . Ž .conversions vary as follows: Illinois a6 81.9% )Smith–Roland 68.0% )Wyodak–Ž . Ž . Ž . Ž .Anderson 65.1% )Blind Canyon 63.8% )Beulah 52.9% )Pocahontas 49.5% .
The data indicate that the coal conversion has no correlation with coal rank when thecoals are coprocessed with HVPTO. Illinois a6 coal has the largest proportion of sulfurand iron oxide among the six coals. These two substances combine to form pyrite orpyrrhotite which can then act as a catalyst. Thus, Illinois a6 coal shows the highestconversion. Pocahontas has a high fixed carbon content and a low volatile matter contentand, thus, is unreactive. We chose Blind Canyon coal for the coprocessing investigationsbecause it has the lowest percentage of sulfur and iron.
Table 4Effect of hydrogenation temperatures and pressures on the second stage of coal liquefaction
Hydrogenation Hydrogenation Total conversion Asphaltenes GasqoilŽ . Ž . Ž .temperature pressure % for % for % for
Ž . Ž . Ž .8C cold psig maf coal maf coal maf coal
170 1000 54.3 8.6 47.7260 1000 55.2 6.4 48.8325 1000 63.8 7.2 56.6400 1000 40.9 5.5 35.4325 500 52.7 7.6 45.1325 1500 54.0 5.9 48.1
Hydrogenation conditions: VPTO, NirAl O as catalyst and 1 h; coprocessing conditions: Blind Canyon coal,2 3Ž .HVPTO, 4308C, 1 h, 1000 psig of H coal and m rm s2 gr2 g.2 HVPTO coal

( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150146
Table 5Dependence of different ranks of coal on the second stage of coprocessing of coal with HVPTO
Ž .Coal Pyrite % Total conversion Asphaltenes GasqoilŽ . Ž . Ž .% for % for % formaf coal maf coal maf coal
Pocahontas 1.50 49.5 9.1 40.4Blind Canyon 0.64 63.8 7.2 56.6Illinois a6 4.90 81.9 17.8 64.1Wyodak–Anderson 0.49 65.1 6.5 58.5Smith–Roland 1.22 68.0 5.7 62.3Beulah 1.31 52.9 6.1 46.8
Ž .Hydrogenation conditions: VPTO, NirAl O as catalyst, 1 h, 3258C and 1000 psig of H cold ; coprocessing2 3 2Ž .conditions: Blind Canyon coal, HVPTO, 1 h, 4308C and 1000 psig of H cold and m rm s2 HVPTO coal
2 gr2 g.
3.6. Effects of coal liquefaction catalysts and coprocessing temperatures
Ž .The comparison of the coprocessing of HVPTO hydrogenated by NirAl O and2 3
VPTO with or without coal liquefaction catalysts at 4308C and 3508C is reported inŽ .Table 6, where the catalytic effect is obvious, especially when NH MoS or4 2 4
MorFe O rSO qS were used. These two catalysts increased the coal conversion to2 3 4
94.2% and 91.3% from 63.8% without coal liquefaction catalyst at 4308C. The incipientŽ .wetness technique for the NH MoS impregnation provided a very fine catalyst4 2 4
dispersion, which is probably the reason why it yielded the highest conversion. The highconversion obtained from the MorFe O rSO qS system is possibly due to the2 3 4
superacid structure of the catalyst, which increased the cracking or hydrocracking ofŽ .coal considerably compared to other catalysts, such as Mo CO qS and Mo naphthen-6
Table 6ŽEffect of coal liquefaction catalysts on the coprocessing of HVPTO hydrogenated by NirAl O at 3258C, 1 h2 3
Ž .. Žand 1000 psig of H cold with Blind Canyon coal coprocessing conditions: 4308C, 1 h, 1000 psig of H2 2Ž . .cold and m rm : 2 gr2 g, Ni)'NirAl Ooil coal 2 3
Hydrogenation catalystr Coprocessing Total conversion Asphaltenes GasqoilŽ . Ž . Ž .coprocessing catalyst temperature % for % for % for
Ž .8C maf coal maf coal maf coal
Nonernone 350 32.4 4.2 28.2Ni)rnone 350 54.0 2.7 51.3
Ž .Ni)rMo CO qS 350 59.1 24.1 35.06Ž .Ni)r NH MoS 350 73.8 28.1 45.74 2 4
Nonernone 430 34.1 4.4 29.7Ni)rnone 430 63.8 5.9 57.9
Ž .Ni)rMo CO qS 430 70.1 7.8 62.36
Ni)rMo naphthenate 430 78.9 4.5 74.4Ni)rMorFe O rSO qS 430 91.3 40.0 51.32 3 4
Ž .Ni)r NH MoS 430 94.2 33.0 61.24 2 4

( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150 147
ate. When the coprocessing temperature was increased from 3508C to 4308C, theconversion for HVPTO without catalyst increased from 53.9% to 63.8%, but conver-
ŽFig. 3. ToF-SIMS spectra for the cation part of the ashrchar from the coprocessing coprocessing conditions:.4308C, 1 h, no catalyst, 1000 psig of H and m rm : 2 gr2 g of Blind Canyon coal with HVPTO2 HVPTO coal
Ž Ž ..hydrogenated by NirAl O at 3258C, 1 h and 1000 psig of H cold .2 3 2
( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150148
Ž . Ž .sions with NH MoS and M CO qS as catalysts increased from 59.1% and 73.8%4 2 4 6
to 70.1% and 94.2%, respectively.
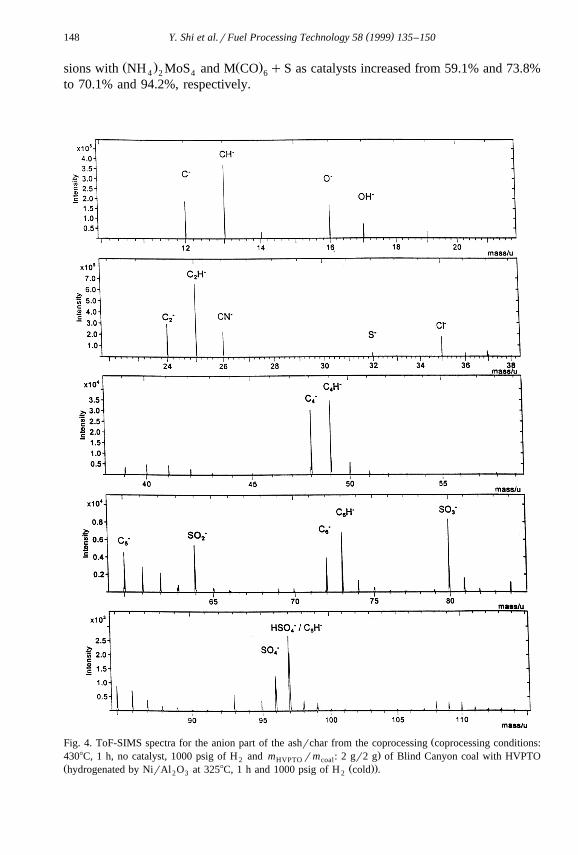
ŽFig. 4. ToF-SIMS spectra for the anion part of the ashrchar from the coprocessing coprocessing conditions:.4308C, 1 h, no catalyst, 1000 psig of H and m rm : 2 gr2 g of Blind Canyon coal with HVPTO2 HVPTO coal
Ž Ž ..hydrogenated by NirAl O at 3258C, 1 h and 1000 psig of H cold .2 3 2

( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150 149
3.7. ToF-SIMS analyses of charrash from the coprocessing of Blind Canyon coal withHVPTO
The most important results of our Tof-SIMS investigations of the charrash powderfrom the coprocessing of Blind Canyon coal with HVPTO can be seen in Figs. 3 and 4.
Ž .The positive spectrum of the ash see Fig. 3 reveals the existence of many elementalŽ q q q q q q q q q.ions Li , B , K , Ca , Na , Fe , N , Al and Ba . Several weak signals were
Ždetected which could be assigned to hydrocarbons. We marked only those peaks e.g.,q q.C H , C H , that typically indicate the existence of aromatic surface compounds. The6 5 7 7
corresponding spectrum of negative secondary ions can be found on Fig. 4. In thisspectrum, only a few elemental signals such as Oy, Fy, Sy or Cly were found.
Ž .Additionally, carbon clusters C , xs1–5 were detected. Carbon clusters hint alongx
with the already mentioned hydrocarbon signals at the existence of aromatic compoundson the sample surface.
4. Conclusions
Ž .Hydrogenated VPTO HVPTO is a much better solvent than unhydrogenated VPTOfor coprocessing with coal, but no effect of varying coal rank is observed. NiMorAl O2 3Ž .6.7% of NiO and 27% MoO and NirAl O are the best catalysts for converting3 2 3
polyaromatics to hydrogen donor-rich hydroaromatics among nine tested catalysts.Ž .3258C and 1000 psig of H cold are the best hydrogenation conditions of those tested.2
While HVPTO is a better solvent for coprocessing compared to non-donor polyaromaticmodel compounds, it is not as effective as strong H-donor model compounds such as
Ž .tetralin and 9,10-dihydroanthracene. NH MoS and MorFe O rSO are excellent4 2 4 2 3 4
coal liquefaction catalysts when HVPTO is coprocessed with coal.
Acknowledgements
We thank Philip Bridges of Conrad Industries, Chehalis, WA for his generousdonation of vacuum pyrolyzed tire oil. We are also grateful to Professor Joseph S.
Ž .Shabtai Department of Chemical and Fuels Engineering, University of Utah forallowing us to use his autoclave reactor and for very helpful discussions. Special thanks
Ž .go to Dr. Xin Xiao Department of Chemical and Fuels Engineering, University of Utahfor some technical assistance with the hydrogenation experiments. The donation of a
Ž .coal liquefaction catalyst MorFe O rSO by Prof. Irving Wender is also greatly2 3 4
appreciated. Financial support by the US Department of Energy, Fossil Energy Division,through the Consortium for Fossil Fuel Liquefaction Sciences, Contract No. UKRF-4-21033-86-24, is gratefully acknowledged.
References
w x Ž .1 E.C. Orr, Y. Shi, Q. Ji, L. Shao, M. Villanueva, E.M. Eyring, Energy and Fuels 10 1996 573.w x Ž .2 M. Aiura, T. Masunaga, K. Moriya, Y. Kageyama, Fuel 63 1984 1138.
( )Y. Shi et al.rFuel Processing Technology 58 1999 135–150150
w x3 A. Grint, W.R. Jackson, F.P. Larkins, M.B. Louey, M. Marshall, M.J. Trewhella, I.D. Watkins, Fuel 73Ž .1994 381.
w x Ž .4 Y. Sato, Y. Yamamoto, T. Kamo, A. Inaba, K. Miki, I. Saito, Energy and Fuels 5 1991 98.w x Ž .5 H.A. Dabbagh, B. Shi, B.H. Davis, Energy and Fuels 8 1994 219.w x6 E.C. Orr, Y. Shi, L. Shao, J. Liang, W. Ding, L.L. Anderson, E.M. Eyring, Fuel Process. Technol. 47
Ž .1996 233.w x7 H. Huang, S. Wang, K. Wang, M.T. Klein, W.H. Calkins, Prep. Pap. Am. Chem. Soc., Div. Fuel Chem.
Ž .41 1996 961.w x Ž .8 B. Chawis, H.A. Dabbagh, B.H. Davis, Energy and Fuels 8 1994 355.w x Ž .9 G. Harrison, A.B. Ross, Fuel 75 1996 1009.
w x Ž .10 Z. Liu, J.W. Zondlo, D.B. Dadyburjor, Energy and Fuels 8 1994 607.w x11 J. Dodds, W.F. Domenico, D.R. Evans, L.W. Fish, P.L. Lassahn, W.J. Toth, Scrap tires: a resource and
technology evaluation of tire pyrolysis and other selected alternative technologies, US Department ofEnergy Report, EGG-2241, 1983.
w x12 Hearing before the Subcommittee on Environment and Labor and Subcommittee on Regulation, BusinessOpportunities and Energy of the Committee on Small Business: House of Representatives, April 18,1990. Scrap Tire Management and Recycling Opportunities, Serial No. 101–152.
w x Ž .13 L. Lamarre, C. McGowin, EPRI J. 28 1995 .w x Ž .14 A.A. Merchant, M.A. Petrich, AIChE J. 39 1993 1370.w x Ž .15 J.A. Coneasa, R. Font, A. Morcilla, Energy and Fuels 10 1996 134.w x Ž .16 M. Farcasiu, C. Smith, Prep. Pap. Am. Chem. Soc., Div. Fuel Chem. 37 1992 472.w x Ž .17 E.C. Orr, J.A. Burghard, W. Tuntawiroon, L.L. Anderson, E.M. Eyring, Fuel Process. Technol. 47 1996
245.w x Ž .18 Y. Tang, C.W. Curtis, Prep. Pap. Am. Chem. Soc., Div. Fuel Chem. 41 1996 1057.w x19 E.C. Orr, W. Tuntawiroon, W.B. Ding, E. Bolat, S. Rumpel, E.M. Eyring, L.L. Anderson, Prep. Pap. Am.
Ž .Chem. Soc., Div. Fuel Chem. 40 1995 44.w x Ž .20 Y. Tang, C.W. Curtis, Fuel Process. Technol. 46 1996 195.w x Ž .21 R.J. Parker, D.W. Carson, Prep. Pap. Am. Chem. Soc., Div. Fuel Chem. 40 1995 51.w x Ž .22 Z. Liu, J.W. Zondlo, D.B. Dadyburjor, Energy and Fuels 9 1995 673.w x Ž .23 G. Harrison, A.B. Ross, Fuel 75 1996 1009.w x24 R.K. Sharma, D. Tian, J.W. Zondlo, D.B. Dadyburjor, Prep. Pap. Am. Chem. Soc., Div. Fuel Chem. 42
Ž .1997 1048.w x Ž .25 P.T. Williams, D.T. Taylor, Fuel 72 1993 1469.w x Ž .26 P.T. Williams, S. Besler, D.T. Taylor, Fuel 69 1993 1474.w x Ž .27 D.F. McMillen, R. Malhotra, G.P. Hum, S.-J. Chang, Energy and Fuels 1 1987 193.w x Ž .28 I. Mochida, A. Yufu, K. Sakanishi, Y. Korai, Fuel 67 1988 114.w x Ž .29 I. de Marco, B. Caballero, M.J. Chomon, J.A. Legarreta, P. Uria, Fuel Process. Technol. 36 1993 169.w x30 B. Demirel, Production of high octane gasoline components by hydroprocessing of coal-derived aromatic
hydrocarbons, Ph.D. Dissertation, University of Utah, Salt Lake City, 1996.