Compresor Booster Modelo 99AX
34
Compresor Booster Modelo 99AX Manual de Mantención y Reparación 1
Transcript of Compresor Booster Modelo 99AX
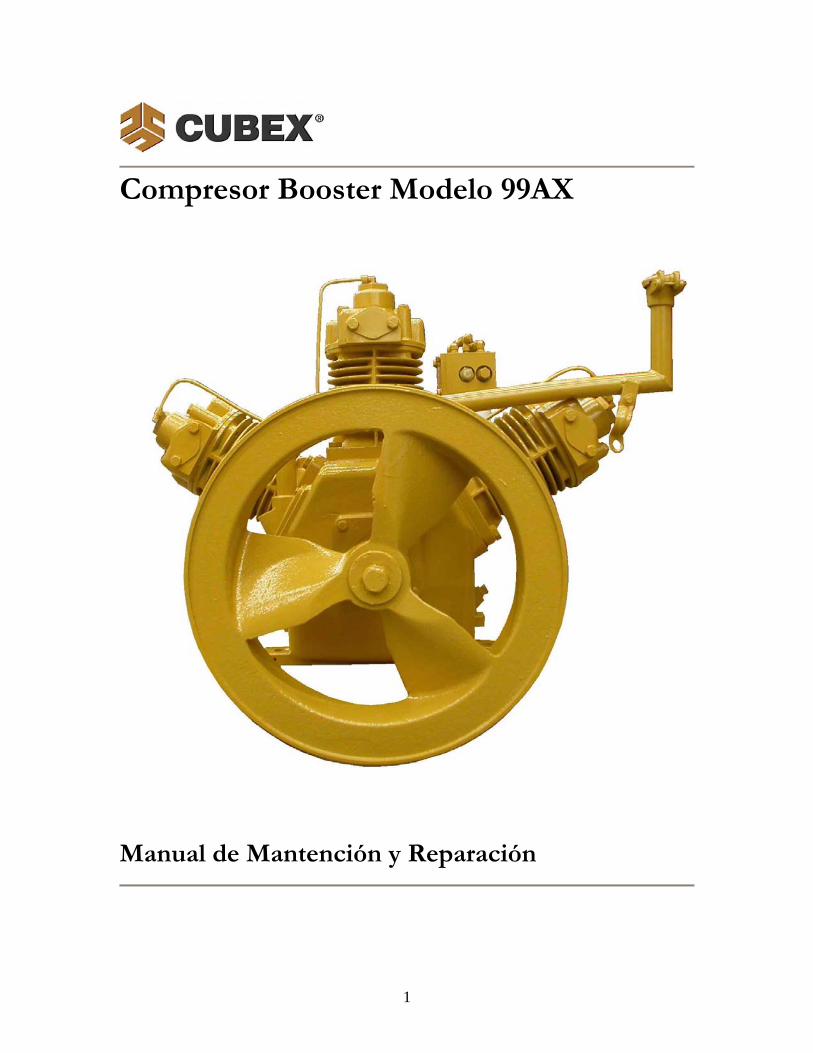
Compresor Booster Modelo 99AX
Manual de Mantención y Reparación
1

INDICE
Sección 1
• 1.1 Procedimientos de Seguridad • 1.3 Revisiones Pre-Partida • 1.4 Partida • 1.5 Especificaciones Técnicas
Sección 2 • Ensamblaje del Booster
Apéndice A – Especificaciones de Ajuste – Tolerancias y Torques
2

SECCION
1 1.1 Procedimientos de Seguridad para operar el Compresor Booster
PROCEDIMIENTOS DE SEGURIDAD Se deben observar los siguientes procedimientos de seguridad para salvaguardar la seguridad del personal y del equipo mismo. Si no se cumplen estos procedimientos de seguridad, pueden ocurrir accidentes graves, e incluso fatales.
PRECAUCIONES ANTES DE LA PARTIDA Antes de activar el suministro de aire que va al sistema, asegúrese que todas las válvulas y los controles estén en la posicion OFF (Apagado).
Antes de activar el suministro principal de aire, revise la cadena o cable de seguridad, para cerciorarse que se encuentra enganchada a las mangueras y anclajes en la forma correcta.
PRECAUCION
SI LA CADENA O CABLE DE SEGURIDAD NO ESTA CORRECTAMENTE ACOPLADO, LA LINEA DE SUMINISTRO DE AIRE PODRIA DESACOPLARSE Y LAS MANGUERAS SALTAR COMO UN LATIGO, CAUSANDO HERIDAS A LAS PERSONAS.
PRECAUCIONES DE OPERACION Use siempre elementos de seguridad, como casco, guantes, lentes protectores y zapatos de seguridad. No use ropa suelta que pueda engancharse en la cercha volante o en alguna correa. Mantenga las manos alejadas de la cercha volante y de la correa.
SEGURIDAD EN LA MANTENCION Y EN LA REPARACION Mantenga el area de trabajo limpia durante el desarme, reparación y rearmado, . Los solventes, aceites y cualquier líquido inflamable deben estar en envases apropiados y debidamente tapados. Elimine los paños de limpieza que se encuentren saturados de líquidos inflamables. No se debe fumar ni encender fósforos, cerillas o encendedores en la areas donde se trabaja con combustibles. Antes de desarmar algun componente, verifique que la máquina esté posicionada en forma estable.
Desconecte el suministro de aire que va al sistema y sangre toda la presión de aire antes de comenzar a desarmar, reparar, reemplazar o sacar algún componente del sistema de aire.
3
1.2 Mantenimiento Preventivo (PM) y Tareas La eficiencia y la vida útil del compresor booster dependen de la calidad de mantenimiento que reciba la unidad. Limpie el area de trabajo, como asimismo las herramientas, con solventes de limpieza. Se deben usar paños de limpieza para evitar contaminar la unidad. Limpie el exterior del compresor antes de comenzar a trabajar. Se recomiendan las siguientes prácticas y programas de mantenimiento para el Compresor Booster CUBEX 99AX, para trabajo en condiciones típicas de una mina. Mantenimiento Diario (Antes de la Partida)
1. Lave el exterior del compresor para lograr la óptima capacidad de enfriamiento.
2. Drene la humedad del separador y del filtro de aire. 3. Revise visualmente todas las mangueras hidráulicas y de aire y sus
correspondientes conectores para cerciorarse que no hay fugas. 4. Revise el nivel de aceite del compresor y rellene si es necesario. 5. Revise la tensión de la correa del compresor. Ajuste la tensión al punto
donde la correa no resbale . 6. Empuje el botón de prueba del panel. Todas las luces indicadoras deben
iluminarse. Si no sucede así, llame al técnico eléctrico para que revise la unidad.
7. Revise visualmente el equipo completo y verifique que no hayan tuercas o pernos sueltos.
Mantenimiento Diario (Equipo funcionando)
1. Ponga atención por si hubiesen ruidos inusuales en el compresor o el motor eléctrico.
2. Revise posibles fugas en los componentes neumáticos e hidráulicos.
Cualquier componente dañado debe ser reparado por un técnico mecánico en forma inmediata.
3. Revise la presión a la cual el compresor descarga automáticamente
4. Asegúrese que la presión de aceite del compresor permanece estable de
15 a 50 psi (1.3 a 3.5 bar). Si la presión es menor, llame al técnico mecánico.
4

250 Horas- Mantención
1. Repita todos los pasos del mantenimiento diario 2. Drene e inspeccione el filtro de aire de la mina y reemplace el
elemento si es necesario. 3. Revise el filtro de aire atmosférico. Reemplace si es necesario. 4. Revise la entrada de la válvula selectora (3-vías) para verificar que la
operación es suave. Limpie si es necesario. 5. Active la válvula de seguridad del separador (air receiver) y asegúrese
que está operando correctamente. Drene el agua del separador. 6. Engrase los rodamientos (bearings) del motor eléctrico. (Sólo debe
hacerlo un técnico eléctrico calificado. El exceso de grasa puede recalentar el motor.
7. Cambie el filtro y el aceite del compresor. Use Shell Corena P122 o equivalente
8. Saque, desarme, limpie e inspeccione la válvula piloto de descarga. Ajuste según sea necesario de acuerdo a las especificaciones de la válvula.
9. Saque e inspeccione las válvulas de succión (3). Para mejor ilustración, vea el Número de Parte (P/N) CP48001-0203. Sumerja los sellos de fieltro en aceite lubricante antes de instalarlos. Cubra los hilos de los bujes (sleeve thread) con un Compuesto Anti-atascamiento, para hilos. Torquee los bujes a 100 ft-lbs (136nm).
10. Saque e inspeccione las empaquetaduras (gaskets) de las válvulas de descarga. Estas empaquetaduras se deben reemplazar cada vez que se sacan las válvulas. Cubra los hilos de los bujes con el Compuesto Anti-atascamiento para hilos y torquee los bujes a 100 ft-lbs (136nm).
500 Horas- Mantención
- Repita todos los pasos del Mantenimiento a las 250 Horas. - Reemplace las válvulas de succión, los sellos de fieltro y los anillos “O” (O’rings). Sumerja los sellos de fieltro en aceite lubricante antes de instalarlos. - Reemplace las válvulas de descarga y las empaquetaduras de estas válvulas.
5
1.3 Revisiones de Pre-Partida
1. Revise si los pernos y tuercas están correctamente apretados. 2. Inspeccione la línea de entrada de aire y verifique que no haya
conexiones sueltas ni suciedad. 3. Revise el nivel de aceite del carter (crankcase). 4. Revise el alineamiento y tensión de la correa motriz. 5. Haga girar el compresor manualmente y vea si gira libremente. 6. Asegúrese que el protector de la correa esté en su lugar.
1.4 Partida
1. Conecte el aire de perforación para permitir una partida sin carga. No conecte el aire de la mina hasta que el compresor esté pre-calentado.
2. Arranque el motor para verificar la rotación correcta, el ventilador de la cercha volante (flywheel fan) debe empujar aire al compresor (en dirección contra reloj cuando esté de pie en el lado del ventilador de la cercha volante del compresor mirando hacia la cercha volante).
3. Continúe arrancando el motor para cebar (prime) con aceite las piezas en movimiento.
4. Haga partir el compresor y verifique que la presión de aceite se mantiene entre15 psi a 55 psi (1.0 – 3.5 bar).
5. Manténgase alerta para verificar si hay ruidos extraños o vibración excesiva. Si detecta algún problema, apague el compresor y revise nuevamente todos los procedimientos.
1.5 Especificaciones Técnicas Rating: 700 CFm @ 350 PSI
6

SECCION
2 2.0 Ensamblaje Antes de ensamblar, inspeccione y limpie todas las piezas de acuerdo con las especificaciones del fabricante. Instale los rodamientos, (P/N CP48001-0414) en las bielas (con-rods), (P/N CP48001-0404). Los rodamientos deben mantenerse como juego (set). No toque la superficie de los rodamientos con las manos. Coloque el eje cigueñal (crankshaft), (P/N CP48001-0300) en un tornillo (vice) e instale las bielas (P/N CP48001-0404) con los rodamientos en el cigueñal. No lubrique los rodamientos en este momento. (Nota: Se debe cuidar que las bielas permanezcan como juego (set) y que las lenguetas (tabs) de los rodamientos estén alineadas) Revise los espacios de las bielas con un Medidor de Tolerancias (Feeler Gauge). El espacio debe ser de .016” (0.406 mm) a .044” (1.118).
7

En este momento, revise la tolerancia de las bielas en movimiento. Para medir, coloque bajo la tapa (cap) una pieza medidora plástica roja que mida de .001” a .003”. Mientras mantiene firmemente las bielas, torquee las tuercas (P/N CP48001-0408) de las bielas a 175 ft-lbs (237 Nm). Mantenga las bielas firmemente y con mucho cuidado saque las tuercas y las tapas. Verifique el medidor plástico en cada biela. La tolerancia debe ser de 0015” (0.381 mm) a .0045” (0.368 mm). Limpie la pieza medidora plástica fuera del cigueñal y los rodamientos, usando un limpiador de frenos o similar. (Nota: Tenga precaución de no dañar los rodamientos mientras limpia) Revise el ajuste del rotor (P/N CP48001-0620) de la bomba de aceite en el cigueñal, el rotor debe deslizarse libremente. Revise el ajuste de la guía (P/N CP48001-0617) en la ranura del rotor, la guía debe deslizarse libremente.
8

Usando un apropiado calentador de rodamientos, caliente los rodamientos (P/N CP48001-0303) a 200 °F (93°C) e instálelos en el cigueñal.
Asegúrese que los rodamientos están haciendo presión apretadamente contra los hombros del cigueñal. Deje que el cigüeñal y los rodamientos se enfríen..
9
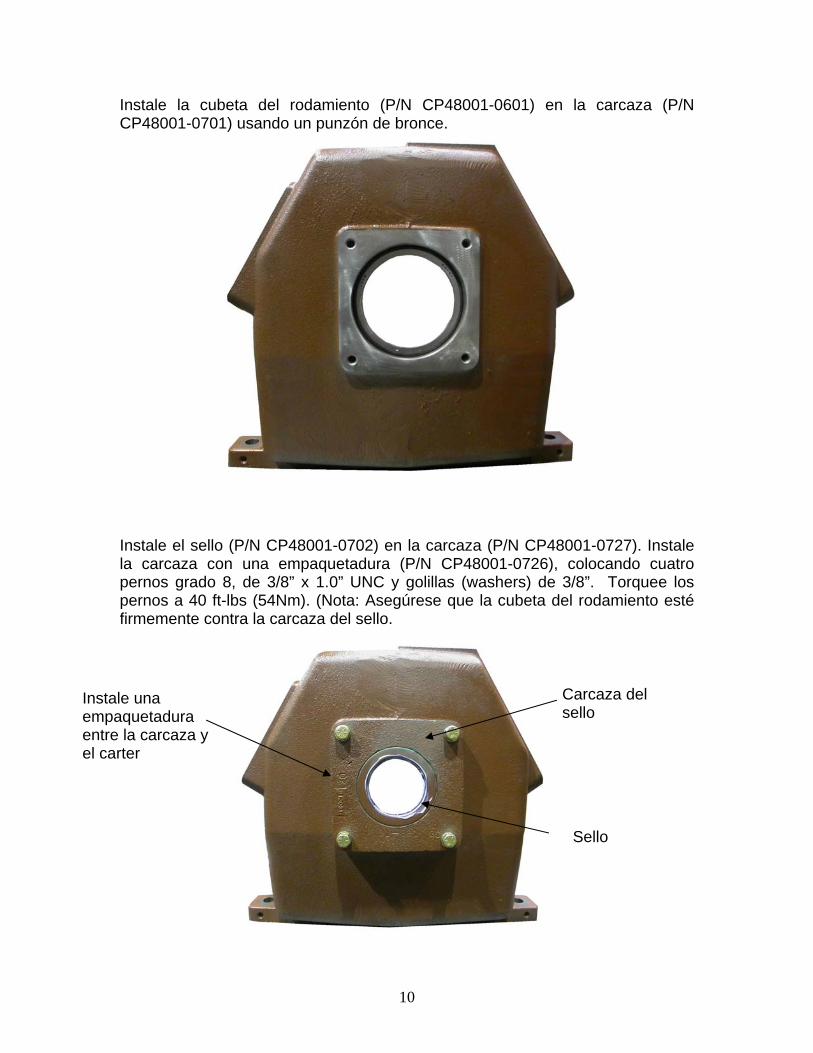
Instale la cubeta del rodamiento (P/N CP48001-0601) en la carcaza (P/N CP48001-0701) usando un punzón de bronce. Instale el sello (P/N CP48001-0702) en la carcaza (P/N CP48001-0727). Instale la carcaza con una empaquetadura (P/N CP48001-0726), colocando cuatro pernos grado 8, de 3/8” x 1.0” UNC y golillas (washers) de 3/8”. Torquee los pernos a 40 ft-lbs (54Nm). (Nota: Asegúrese que la cubeta del rodamiento esté firmemente contra la carcaza del sello. Carcaza del
sello
Sello
Instale una empaquetadura entre la carcaza y el carter
10

Instale un amortiguador de movimiento (baffle) (P/N CP48001-0723) en la carcaza usando un perno grado 8 de 8 5/16” x ¾” UNC y una golilla plana. Aplique un a pequeña cantidad de Loctite rojo en los hilos y torquee a 15 ft-lbs (20Nm).
Voltee la carcaza e instale el cigueñal. Gire el cigüeñal para asegurarse que el amortiguador no golpea.
11

Instale la cubeta de rodamiento (P/N CP48001-0601) en el retenedor (P/N CP48001-0600) del rodamiento trasero con un punzón de bronce hasta que esté asentada firmemente. Use una pequeña cantidad de Loctite rojo en los hilos e instale el chupador de aceite (oil pick-up) (P/N CP48001-0604) en el retenedor del rodamiento trasero. (Nota: El exceso de Loctite puede obstruir el paso del aceite)
Dowels
12

Use todas las lainas (shims) (P/N CP48001-0612, 0613, 0614) e instale el retenedor del rodamiento trasero en la carcaza. (Nota: Si usa dos (2) pasadores guía o espárragos (studs) la instalación resultará más fácil)
Lainas
Instale cuatro (4) pernos grado 8 de 3/8” x 1.0” UNC, espaciados igualmente alrededor del retenedor del rodamiento trasero y torquee a 40 ft-lbs (54Nm).
13

Usando un marcador y una herramienta tipo palanca, mida la cantidad de movimiento axial (juego) del eje cigueñal. Este movimiento debe ser de .003” a .005” Agregue o saque lainas, según sea necesario. Instale 11 pernos grado 8 de 3/8” x 1.0” y golillas de 3/8”. Torquee a 40 ft-lbs (54Nm). Revise nuevamente la medida de movimiento axial del cigüeñal.
Movimiento axial debe ser de 0.003” (0.0762 mm) a 0.005” (0.127 mm)
14

Instale la guía (P/N CP48001-0617) en el cigueñal.
Instale el estator (P/N CP48001-0619) de la bomba de aceite con la flecha hacia arriba y apuntando en dirección de rotación (en sentido del reloj mirando hacia atrás del compresor) y el rotor (P/N CP48001-0620) de la bomba de aceite dentro del retenedor del rodamiento trasero. Mida la tolerancia de altura entre el estator y el rotor, la tolerancia debe ser de .0015” (0.0381 mm) a .0035” (0.0889 mm).
15

Instale los cuatro (4) álabes (vane) (P/N CP48001-0621) de la bomba de aceite con los cuatro (4) resortes (P/N CP48001-0622) en el rotor de la bomba de aceite. La ranura del álabe debe estar en dirección de rotación (En sentido del reloj mirando hacia atrás del compresor). Tenga precaución cuando instale los resortes, para que no se doblen. Instale el anillo “O” (P/N CP48001-0517) en el retenedor del rodamiento trasero.
16
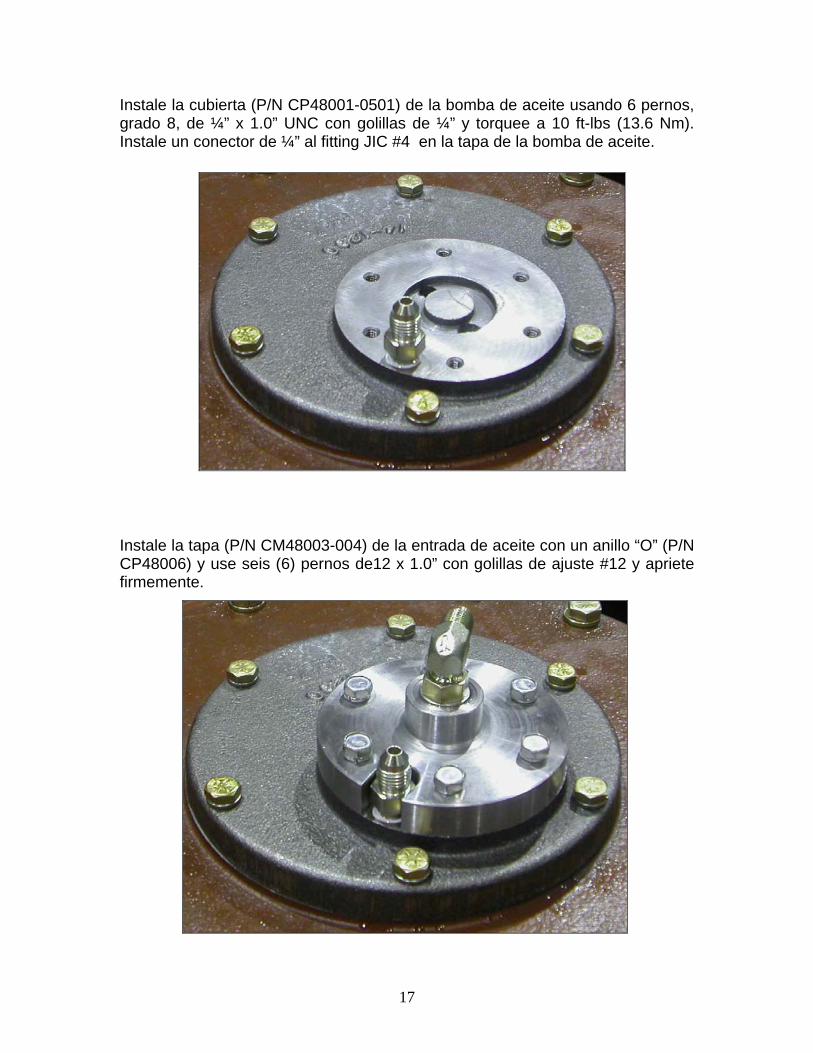
Instale la cubierta (P/N CP48001-0501) de la bomba de aceite usando 6 pernos, grado 8, de ¼” x 1.0” UNC con golillas de ¼” y torquee a 10 ft-lbs (13.6 Nm). Instale un conector de ¼” al fitting JIC #4 en la tapa de la bomba de aceite.
Instale la tapa (P/N CM48003-004) de la entrada de aceite con un anillo “O” (P/N CP48006) y use seis (6) pernos de12 x 1.0” con golillas de ajuste #12 y apriete firmemente.
17

Ajuste la posición del chupador, hasta que éste descanse plano en la parte inferior de la carcaza. Usando un (1) anillo de pistón, revise el espacio de los anillos en los tres (3) cilindros. El espacio debe ser de .013” (.330 mm) a .023” (0.584 mm)
18

Lubrique los rodamientos de las bielas y el eje cigueñal con aceite de compresor limpio. Instale primero las bielas a la izquierda y derecha, asegurándose que están en pares, la biela y la tapa (ver los números estampados) y que las lenguetas de los rodamientos están en el mismo lado de la biela. Gire el hoyo del perno de la biela hasta la posición mirando hacia arriba e instale cuidadosamente el cigüeñal. Torquee las tuercas de las bielas a 175 ft-lbs (102 Nm).
19
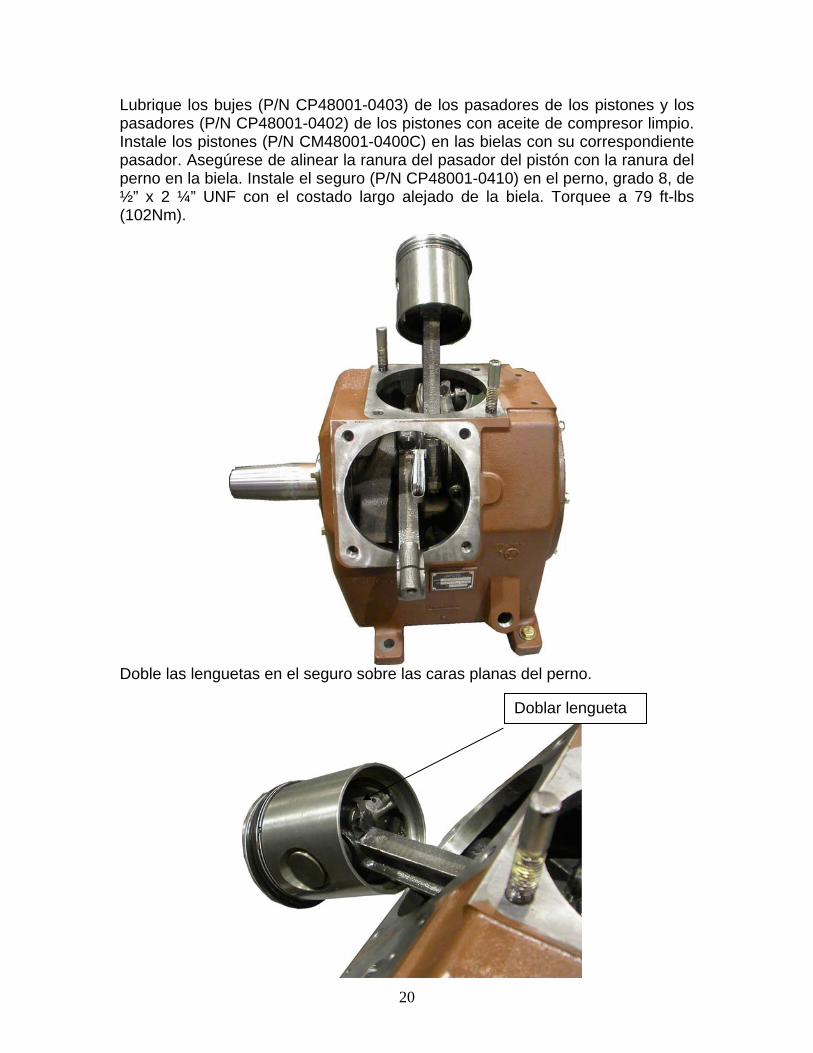
Lubrique los bujes (P/N CP48001-0403) de los pasadores de los pistones y los pasadores (P/N CP48001-0402) de los pistones con aceite de compresor limpio. Instale los pistones (P/N CM48001-0400C) en las bielas con su correspondiente pasador. Asegúrese de alinear la ranura del pasador del pistón con la ranura del perno en la biela. Instale el seguro (P/N CP48001-0410) en el perno, grado 8, de ½” x 2 ¼” UNF con el costado largo alejado de la biela. Torquee a 79 ft-lbs (102Nm). Doble las lenguetas en el seguro sobre las caras planas del perno.
Doblar lengueta
20

Instale el kit de anillos (P/N CP48001-0411) en los pistones. Instale los tres anillos cortadores de aceite (oil control ring) primero en la ranura inferior de los pistones. Luego instale los dos anillos limpiadores (scraper rings) verificando que la marca en los anillos están enfrentando la parte superior del pistón, instale el anillo de compresión al final en la ranura superior verificando que la marca del anillo mira hacia arriba del pistón. (Nota: los anillos limpiadores deben tener el bisel mirando hacia abajo con la marca arriba, el anillo de compresión debe tener el bisel hacia arriba con la marca arriba) Alinee los espacios de los anillos 120 grados aparte el uno del otro.
21

Mida la tolerancia de la ranura donde van los anillos. Debe ser de .002” (0.051 mm) a .004” (0.102 mm).
Aplique a los cilindros (cylinder) una capa de sellador de empaquetaduras e instale las empaquetaduras (P/N CP48001-0103) en los cilindros.
22

Instale dos (2) pasadores guías (espárragos) de 5/8” x 2 1/2” UNC en la carcaza. Lubrique interiormente los cilindros (P/N CP48001-0102), los pistones y anillos, con aceite de compresor limpio. Aplique una capa de sellador de empaquetaduras al area de la empaquetadura del cilindro. Lentamente instale el cilindro sobre el pistón mediante un suave movimiento de lado a lado. El cilindro tiene un bisel en la parte inferior que permite que los anillos se compriman y se deslicen dentro del cilindro. (Nota: No se debe forzar el cilindro hacia abajo, ya que los anillos se pueden quebrar, se debe usar un destornillador para ayudar a comprimir los anillos dentro del cilindro). Instale cuatro (4) pernos grado 8 de 5/8” x 1 ¾” UNC y torquee a 150 ft-lbs (203 Nm).
Use una pieza de borde recto y un medidor de tolerancias y mida desde la parte superior del pistón a la parte superior del cilindro. La medida debe ser de .006” (0.152 mm) a .026” (0.660mm).
23
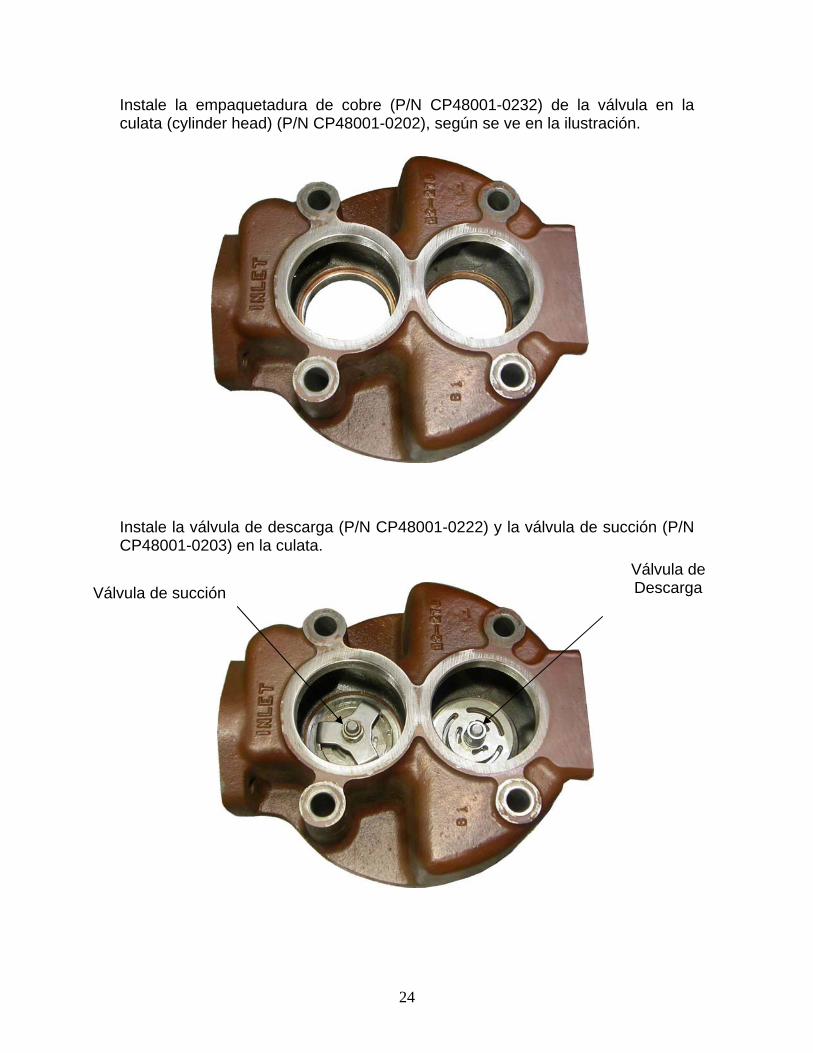
Instale la empaquetadura de cobre (P/N CP48001-0232) de la válvula en la culata (cylinder head) (P/N CP48001-0202), según se ve en la ilustración.
Instale la válvula de descarga (P/N CP48001-0222) y la válvula de succión (P/N CP48001-0203) en la culata.
Válvula de Descarga
Válvula de succión
24

Instale dos (2) sellos de fieltro (P/N CP48001-0219), uno en la ranura superior y el otro en la ranura inferior del buje de la válvula de succión. (Nota: Los fieltros pueden estar ligeramente sobredimensionados. Use un desatascador (P/N CP48001-0220) usado, llévelo a través de los sellos, y esta acción cortará los sellos a la medida correcta) Instale el anillo “O” (P/N CP48001-0218) en la ranura del medio y lubrique bien con un grasa liviana.
Cubra ligeramente los hilos del buje (P/N CP48001-0217) de la válvula de succión y el buje (P/N CP48001-0233) de la válvula de descarga con un producto anti-atascamiento. (Nota: El exceso de producto anti-atascamiento puede provocar que la válvula falle prematuramente) e instale en la culata.
25
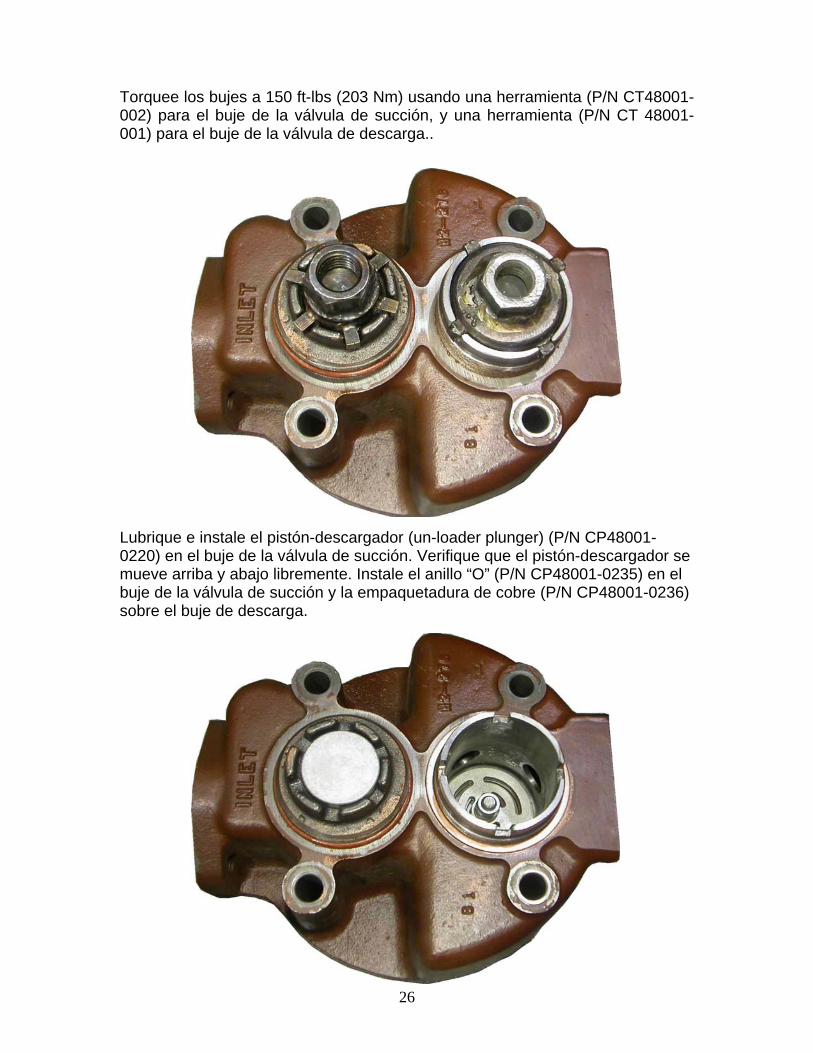
Torquee los bujes a 150 ft-lbs (203 Nm) usando una herramienta (P/N CT48001-002) para el buje de la válvula de succión, y una herramienta (P/N CT 48001-001) para el buje de la válvula de descarga.. Lubrique e instale el pistón-descargador (un-loader plunger) (P/N CP48001-0220) en el buje de la válvula de succión. Verifique que el pistón-descargador se mueve arriba y abajo libremente. Instale el anillo “O” (P/N CP48001-0235) en el buje de la válvula de succión y la empaquetadura de cobre (P/N CP48001-0236) sobre el buje de descarga.
26

Instale la tapa (P/N CP48001-0221) de la válvula de succión (la que tiene un hoyo al centro) y la tapa (P/N CP48001-0134) de la válvula de descarga y torquee a 150 ft-lbs (203Nm).
Cubra el area de la empaquetadura de los cilindros con sellador de empaquetaduras e instale la empaquetadura de culata (P/N CP48001-0237).
27
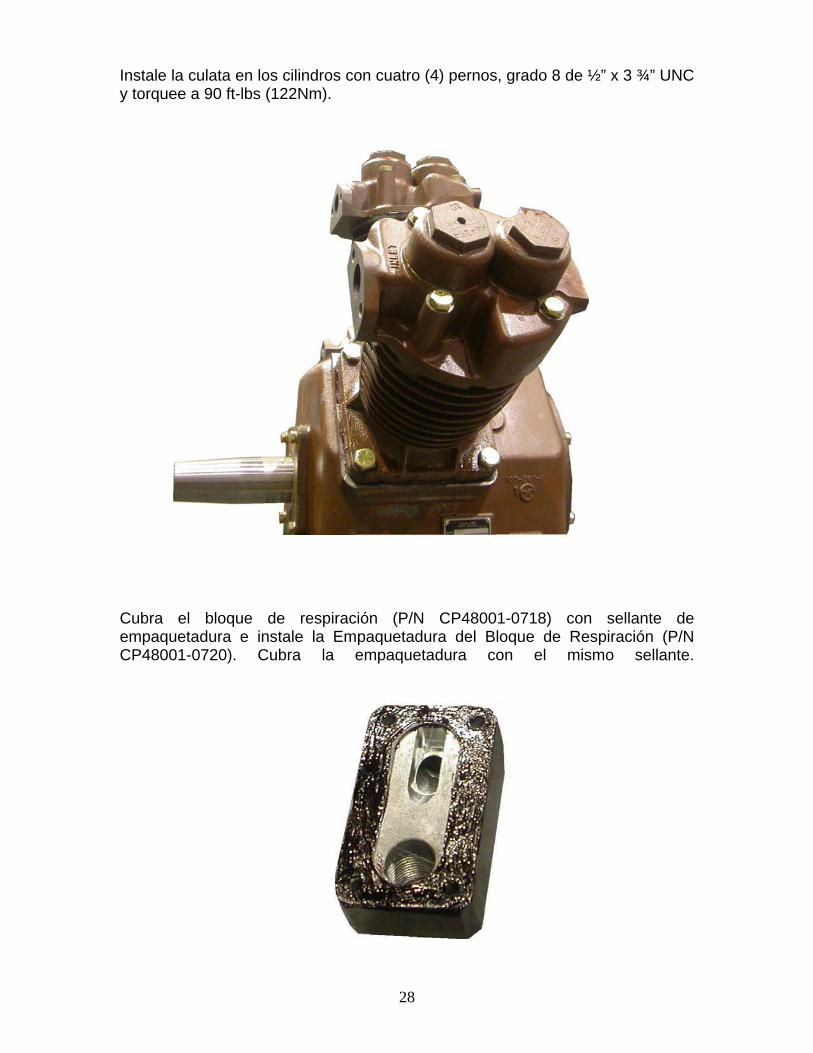
Instale la culata en los cilindros con cuatro (4) pernos, grado 8 de ½” x 3 ¾” UNC y torquee a 90 ft-lbs (122Nm).
Cubra el bloque de respiración (P/N CP48001-0718) con sellante de empaquetadura e instale la Empaquetadura del Bloque de Respiración (P/N CP48001-0720). Cubra la empaquetadura con el mismo sellante.
28
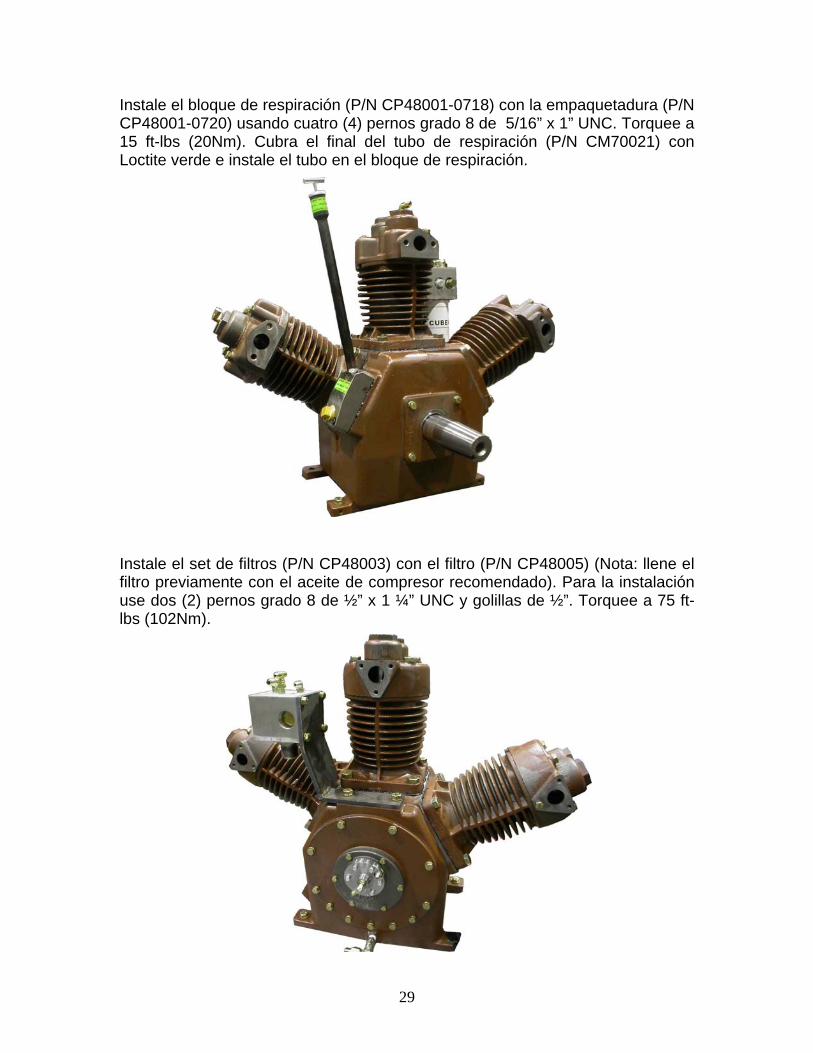
Instale el bloque de respiración (P/N CP48001-0718) con la empaquetadura (P/N CP48001-0720) usando cuatro (4) pernos grado 8 de 5/16” x 1” UNC. Torquee a 15 ft-lbs (20Nm). Cubra el final del tubo de respiración (P/N CM70021) con Loctite verde e instale el tubo en el bloque de respiración. Instale el set de filtros (P/N CP48003) con el filtro (P/N CP48005) (Nota: llene el filtro previamente con el aceite de compresor recomendado). Para la instalación use dos (2) pernos grado 8 de ½” x 1 ¼” UNC y golillas de ½”. Torquee a 75 ft-lbs (102Nm).
29

Instale Las líneas hidráulicas y los conectores de acuerdo al diagrama mostrado abajo.
Este fitting está enganchado al marcador de presión de
aceite
Este fitting está enganchado a la válvula de descarga
Bypass del filtro a la parte inferior del carter
Suministro de Aceite al Cigueñal
Descarga de la bomba al filtro de aceite
30
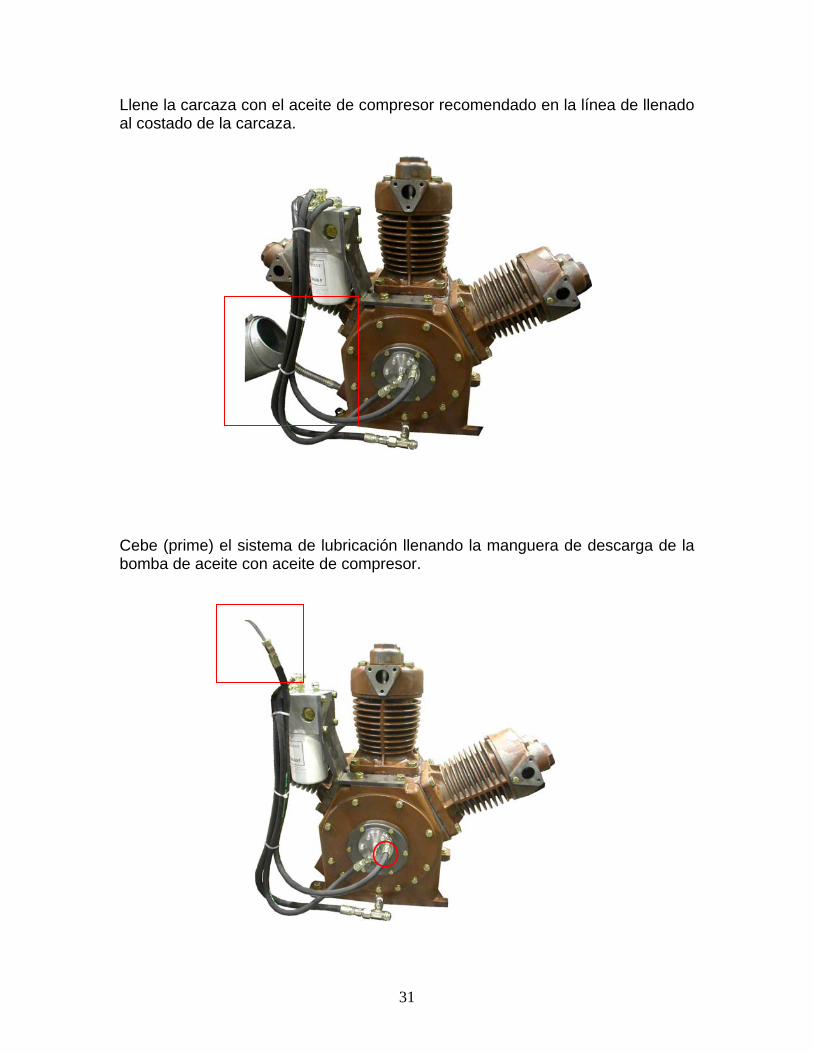
Llene la carcaza con el aceite de compresor recomendado en la línea de llenado al costado de la carcaza.
Cebe (prime) el sistema de lubricación llenando la manguera de descarga de la bomba de aceite con aceite de compresor.
31

Instale el kit de mangueras P/N CP48001-PK.
32
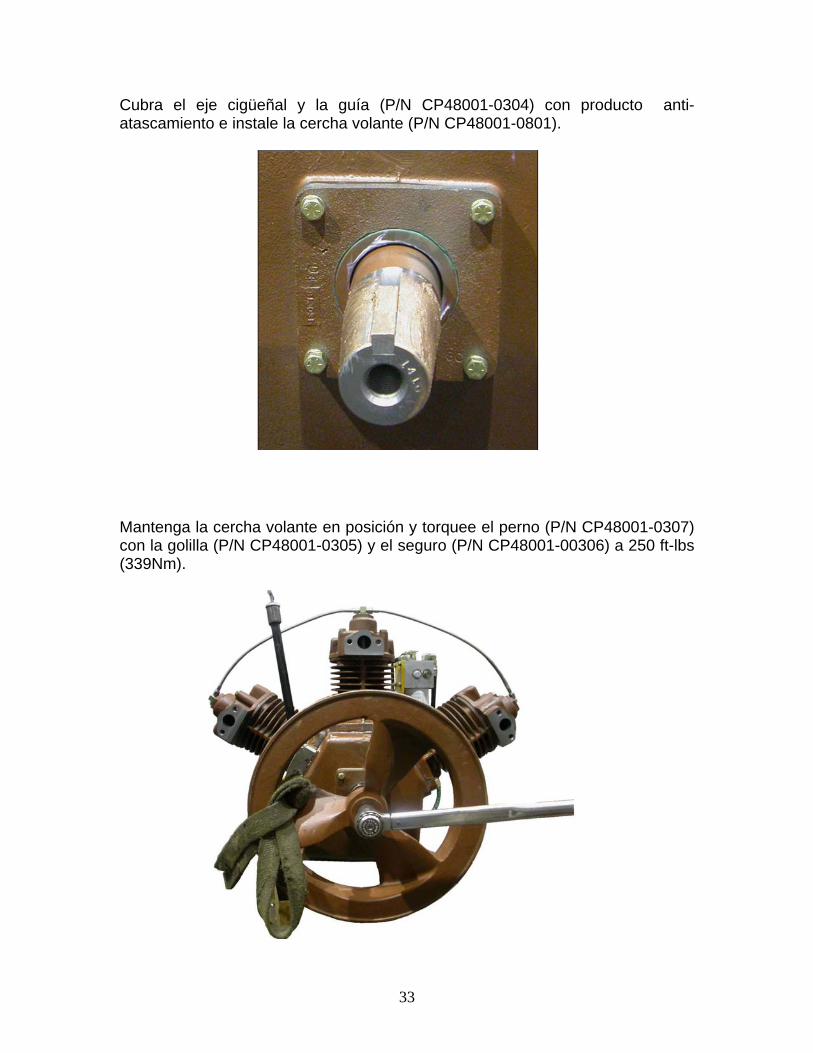
Cubra el eje cigüeñal y la guía (P/N CP48001-0304) con producto anti-atascamiento e instale la cercha volante (P/N CP48001-0801). Mantenga la cercha volante en posición y torquee el perno (P/N CP48001-0307) con la golilla (P/N CP48001-0305) y el seguro (P/N CP48001-00306) a 250 ft-lbs (339Nm).
33
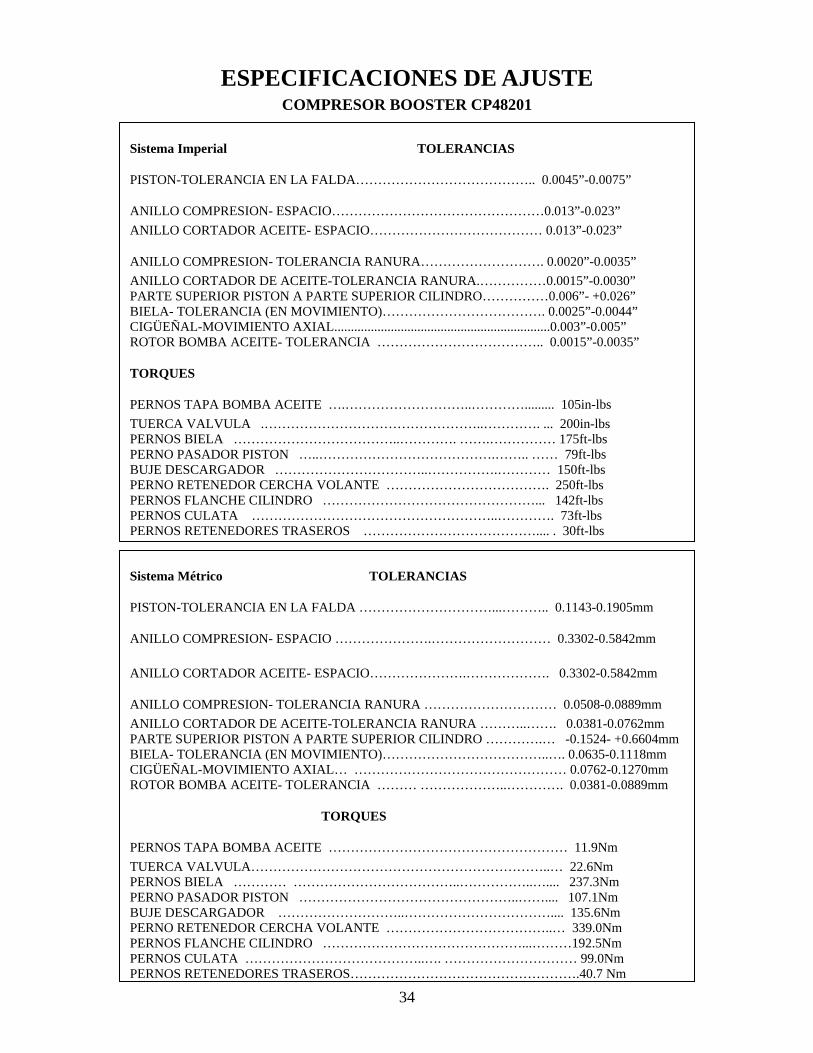
ESPECIFICACIONES DE AJUSTE COMPRESOR BOOSTER CP48201
PISTON-TOLERANCIA EN LA FALDA………………………………….. 0.0045”-0.0075”
ANILLO COMPRESION- ESPACIO…………………………………………0.013”-0.023” ANILLO CORTADOR ACEITE- ESPACIO………………………………… 0.013”-0.023”
ANILLO COMPRESION- TOLERANCIA RANURA………………………. 0.0020”-0.0035” ANILLO CORTADOR DE ACEITE-TOLERANCIA RANURA.……………0.0015”-0.0030” PARTE SUPERIOR PISTON A PARTE SUPERIOR CILINDRO……………0.006”- +0.026” BIELA- TOLERANCIA (EN MOVIMIENTO)………………………………. 0.0025”-0.0044” CIGÜEÑAL-MOVIMIENTO AXIAL.................................................................0.003”-0.005” ROTOR BOMBA ACEITE- TOLERANCIA ……………………………….. 0.0015”-0.0035”
TORQUES
PERNOS TAPA BOMBA ACEITE ….………………………..…………......... 105in-lbs TUERCA VALVULA .…………………………………………..…………. ... 200in-lbs PERNOS BIELA ………………………………..…………. …….…………… 175ft-lbs PERNO PASADOR PISTON …..………………………………….…….. …… 79ft-lbs BUJE DESCARGADOR ……………………………..…………….………… 150ft-lbs PERNO RETENEDOR CERCHA VOLANTE ………………………………. 250ft-lbs PERNOS FLANCHE CILINDRO …………………………………………... 142ft-lbs PERNOS CULATA ………………………………………………..…………. 73ft-lbs PERNOS RETENEDORES TRASEROS ………………………………….... . 30ft-lbs
Sistema Métrico TOLERANCIAS
PISTON-TOLERANCIA EN LA FALDA …………………………...……….. 0.1143-0.1905mm
ANILLO COMPRESION- ESPACIO ………………….……………………… 0.3302-0.5842mm ANILLO CORTADOR ACEITE- ESPACIO………………….………………. 0.3302-0.5842mm
ANILLO COMPRESION- TOLERANCIA RANURA ………………………… 0.0508-0.0889mm ANILLO CORTADOR DE ACEITE-TOLERANCIA RANURA ………..……. 0.0381-0.0762mm PARTE SUPERIOR PISTON A PARTE SUPERIOR CILINDRO ………….… -0.1524- +0.6604mm BIELA- TOLERANCIA (EN MOVIMIENTO)………………………………..…. 0.0635-0.1118mm CIGÜEÑAL-MOVIMIENTO AXIAL… ………………………………………… 0.0762-0.1270mm ROTOR BOMBA ACEITE- TOLERANCIA ……… ………………..…………. 0.0381-0.0889mm
TORQUES
PERNOS TAPA BOMBA ACEITE ……………………………………………… 11.9Nm TUERCA VALVULA…………………………………………………………..… 22.6Nm PERNOS BIELA ………… ………………………………..……………..….... 237.3Nm PERNO PASADOR PISTON …………………………………………..…….... 107.1Nm BUJE DESCARGADOR ………………………..…………………………….... 135.6Nm PERNO RETENEDOR CERCHA VOLANTE ………………………………..… 339.0Nm PERNOS FLANCHE CILINDRO ………………………………………...………192.5Nm PERNOS CULATA …………………………………..…. ………………………… 99.0Nm PERNOS RETENEDORES TRASEROS…………………………………………….40.7 Nm
Sistema Imperial TOLERANCIAS
34