Comparison of the Performance of Single Punch and Rotary ...
8
1 TechnoPharm 8, Nr. 2, 96–103 (2018) © ECV • Editio Cantor Verlag Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses Maschinen- und Anlagenbau Comparison of the Performance of Single Punch and Rotary Tablet Presses from Different Vendors Maren Zimmermann, Gerhard Schaldach, Markus Thommes l Department of Biochemical and Chemical Engineering, TU Dortmund University, Dortmund (Germany) Annette Bauer-Brandl l Department of Physics, Chemistry and Pharmacy, University of Southern Denmark, Odense (Denmark) Peter Kleinebudde l Institute of Pharmaceutics and Biopharmaceutics, Heinrich-Heine-University, Düsseldorf (Germany) Correspondence: Markus Thommes, Department of Biochemical and Chemical Engineering, TU Dortmund University, Emil-Figge-Str. 68, 44227 Dortmund (Germany); e-mail: [email protected] Abstract As tablets are the most common dosage form for drug delivery, many different rotary presses are available on the market in order to produce tablets with a high throughput. Single punch presses are used for pharmaceutical development or to simulate the compaction process using small material quantities. In this study, 5 different rotary presses and 4 single punch presses were utilized using 3 different model formulations. Tablet masses and tensile strengths were investigated as a function of compaction force and process time. The corresponding force-time profiles were analyzed as well. In general, significant differences between the presses were observed even if the deviations were rather small from a practical point of view. The lowest variations of tablet properties were found using the plastically deforming formulation, while the elastic formulation was more challenging. High throughput with comparable high tablet tensile strength can be achieved by the brittle formulation. By analyzing representative force-time diagrams it was found that dwell times varied considerably between the different machines. Introduction Tablets are solid single unit dosage forms made from dry powder blends or granules using high compression forces [1]. They are the most com- mon drug delivery systems today: According to the International Asso- ciation for Pharmaceutical Technol- ogy (APV) about 80 % of the pro- duced dosage forms are solid [2]. Tablets offer a number of advan- tages: They have a high level of patient compliance. In addition, tablets are typically of excellent dosing accura- cy, easy to pack, to store, and to transport [3]. A high production ra- te is realized on rotary presses, whe- re the maximum output of a single tablet machine may be up to 1.6 mil- lion tablets/h [2]. The practical environment for the experiments was a workshop. Suppliers of 5 rotary presses and 3 single punch devices were invited to present their machines. To ensure comparability, all machine suppliers used the same materials, as far as possible the same type of punches and performed the same trials dur- ing the workshop. Due to different die types tablet throughput could vary even though the rotary tablet presses have a similar pitch circle diameter. The compressed tablets were analyzed regarding their mass, dimensions and breaking force im- mediately after the experiments. The following rotary presses were involved in this study: “TPR 500” (Bosch, Gerlingen, Germany), “102i” (Fette Compacting, Schwarzenbek, Germany), “PREXIMA 300” (IMA Pharma, Ozzano dell'Emilia, Italy), “KTP 420X” (Romaco Kilian, Köln, Germany) and “XL 400 MFP” (Korsch, Berlin, Germany). The “TPR 500” provided by Bosch was the ro- tary press with the largest pitch circle diameter and the highest num- ber of press stations resulting in the machine with the highest nominal throughput of more than 400 000 tablets/h (table 1). For rotary tablet Key Words • Tablets • Tensile strength • Rotary tablet presses • Single punch tablet presses • Force-time profiles
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Comparison of the Performance of Single Punch and Rotary ...

1TechnoPharm 8, Nr. 2, 96–103 (2018)© ECV • Editio Cantor Verlag Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses
Dipl.-Ing. (FH) Erwin Ruppelt und Dipl.-Betriebswirtin DanielaKoehler • Kaeser Kompressoren SE, Coburg
Korrespondenz: Daniela Köhler, Pressesprecherin, Kaeser Kompressoren SE,Carl-Kaeser-Str. 26, 96450 Coburg; e-mail: [email protected]
ZusammenfassungWenn Bedarf, Anforderungen an die Druckluft und die Komponenten zur Erzeugung klarsind, geht es an die Aufstellung der Druckluftstation und die Verteilung. Teil 5 dieserDruckluftserie zeigt die wichtigsten Punkte, die bei der Installation eines Druckluftsystemsin der pharmazeutischen Industrie zu beachten sind.
Aufstellungs- und Umgebungsbedin-gungen haben wesentlichen Einflussdarauf, wie wirtschaftlich und zuver-lässig eine Druckluftversorgung ist.Wer seine Station sauber hält, für ge-mäßigte Temperaturen sorgt und siewartungsfreundlich gestaltet, hat diewichtigsten Grundlagen bei der Auf-stellung beachtet.
Gerade in der pharmazeutischenIndustrie spielt Sauberkeit einegroße Rolle. Dies beginnt schon da-mit, die Druckluftstation möglichstoptimal aufzustellen und sie – bzw.die Ansaugluftfilter – vor Staub zuschützen. Was nicht angesaugt wird,muss hinterher auch nicht energie-kostensteigernd herausgefiltert wer-den. Sog. Rollbandfilter schützendie Druckluftstation vor Grobver-schmutzung von außen. Böden,Wände und Pfeiler sollten abriebfestund leicht zu säubern sein und infesten Intervallen einer Reinigungunterzogen werden.
Auch gemäßigte Temperaturensind wichtig. So sollte die Stationim Winter frostfrei sein. Vor der Auf-
bereitung ist die Druckluft feucht;dadurch kann sich Kondensat bilden.Bei Frost besteht deshalb die Gefahr,dass die Leitungen einfrieren, waswiederum empfindliche Betriebsstö-rungen zur Folge hätte. Außerdem
haben die Öle und Lagerfette derKompressoren bei Temperaturen un-ter +5 °C nur noch eingeschränkteSchmierfähigkeit, was ebenfalls zuBetriebsstörungen führen kann.
Serie: Druckluft in der pharmazeutischen IndustrieTeil 5*): Richtig installieren und verteilen
Autoren
Dipl.-Ing. (FH) Erwin Ruppelt
Dipl.-Ing. (FH) Erwin Ruppelt studierte Maschi-nenbau an der Fachhochschule Coburg. Seit 1982ist er bei Kaeser Kompressoren tätig – zunächst alsProjektingenieur, seit 1989 als Leiter der AbteilungProjektingenieure. Seine Zuständigkeit umfasst dieProjektierung von Druckluftstationen, die Ent-wicklung von wirtschaftlichen, energiesparendenKonzepten für Druckluftstationen und die welt-weite Schulung der Kaeser-Projektingenieure. Au-ßerdem fungiert er als Dozent für Drucklufttechnikfür verschiedene Aus- und Weiterbildungseinrich-tungen. Hinzu kommt eine umfangreiche Tätigkeitals Fachautor und Herausgeber von Veröffentli-chungen im Bereich Drucklufttechnik (u.a. He-rausgeber und Mitautor der 3. und 4. Auflage des„Druckluft Handbuch“ (1996/2003) und des „Ta-schenbuch Drucklufttechnik“ (1999).
Dipl.-Betriebswirtin Daniela Koehler
Dipl.-Betriebswirtin Daniela Koehler studierte Be-triebswirtschaftslehre an der Hochschule Coburg,absolvierte u.a. ein Volontariat und war über10 Jahre Leiterin der Wirtschaftsredaktion einerTageszeitung. Seit 2012 ist sie für Kaeser Kom-pressoren als Pressesprecherin tätig. Ihre Zustän-digkeit umfasst alle Bereiche und Aufgaben derinternen und externen Kommunikation. Sie istAutorin und Co-Autorin zahlreicher Fachartikelund Veröffentlichungen in unterschiedlichen Me-dien in Deutschland und weltweit.
Key Words. Aufstellungs- und Umgebungsbedingungen. Druckluftrohrleitung. Rohrleitungsmaterialien. Leckagen. Dimensionierung
*) Teil 1 der Serie ist erschienen in TechnoPharm 7, Nr. 4, 210-215 (2017); Teil 2 in TechnoPharm 7, Nr. 5, 284-288 (2017); Teil 3 in TechnoPharm 7, Nr. 6, 348-353 (2017); Teil 4 in TechnoPharm 8, Nr. 1, 30-35 (2018).
Maschinen- und Anlagenbau
110 Ruppelt und Koehler • Druckluftserie Teil 5TechnoPharm 8, Nr. 2, 110–114 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
Comparison of the Performance ofSingle Punch and Rotary TabletPresses from Different VendorsMaren Zimmermann, Gerhard Schaldach, Markus Thommes l
Department of Biochemical and Chemical Engineering, TU DortmundUniversity, Dortmund (Germany)Annette Bauer-Brandl l Department of Physics, Chemistry andPharmacy, University of Southern Denmark, Odense (Denmark)Peter Kleinebudde l Institute of Pharmaceutics and Biopharmaceutics,Heinrich-Heine-University, Düsseldorf (Germany)
Correspondence: Markus Thommes, Department of Biochemical and ChemicalEngineering, TU Dortmund University, Emil-Figge-Str. 68, 44227 Dortmund(Germany); e-mail: [email protected]
Abstract
As tablets are the most common dosage form for drug delivery, many different rotarypresses are available on the market in order to produce tablets with a high throughput.Single punch presses are used for pharmaceutical development or to simulate thecompaction process using small material quantities. In this study, 5 different rotary pressesand 4 single punch presses were utilized using 3 different model formulations. Tabletmasses and tensile strengths were investigated as a function of compaction force andprocess time. The corresponding force-time profiles were analyzed as well. In general,significant differences between the presses were observed even if the deviations wererather small from a practical point of view. The lowest variations of tablet properties werefound using the plastically deforming formulation, while the elastic formulation was morechallenging. High throughput with comparable high tablet tensile strength can be achievedby the brittle formulation. By analyzing representative force-time diagrams it was foundthat dwell times varied considerably between the different machines.
Introduction
Tablets are solid single unit dosageforms made from dry powder blendsor granules using high compressionforces [1]. They are the most com-mon drug delivery systems today:According to the International Asso-ciation for Pharmaceutical Technol-ogy (APV) about 80 % of the pro-duced dosage forms are solid [2].Tablets offer a number of advan-tages: They have a high level of patientcompliance. In addition, tablets aretypically of excellent dosing accura-cy, easy to pack, to store, and totransport [3]. A high production ra-te is realized on rotary presses, whe-
re the maximum output of a singletablet machine may be up to 1.6 mil-lion tablets/h [2].
The practical environment forthe experiments was a workshop.Suppliers of 5 rotary presses and 3single punch devices were invited topresent their machines. To ensurecomparability, all machine suppliersused the same materials, as far aspossible the same type of punchesand performed the same trials dur-ing the workshop. Due to differentdie types tablet throughput couldvary even though the rotary tabletpresses have a similar pitch circlediameter. The compressed tabletswere analyzed regarding their mass,
dimensions and breaking force im-mediately after the experiments.
The following rotary presses wereinvolved in this study: “TPR 500”(Bosch, Gerlingen, Germany), “102i”(Fette Compacting, Schwarzenbek,Germany), “PREXIMA 300” (IMAPharma, Ozzano dell'Emilia, Italy),“KTP 420X” (Romaco Kilian, Köln,Germany) and “XL 400 MFP”(Korsch, Berlin, Germany). The “TPR500” provided by Bosch was the ro-tary press with the largest pitchcircle diameter and the highest num-ber of press stations resulting in themachine with the highest nominalthroughput of more than 400 000tablets/h (table 1). For rotary tablet
Key Words
• Tablets
• Tensile strength
• Rotary tablet presses
• Single punch tablet presses
• Force-time profiles
Maschinen- und Anlagenbau
96 Zimmermann et al. l Comparison of Tablet PressesTechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
2TechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag Aulendorf (Germany)Zimmermann et al. l Comparison of Tablet Presses
I = I0 -μ d
Röntgen-quelle
Kapsel-halterung
Röntgen-sensor
Dipl.-Ing. (FH) Erwin Ruppelt und Dipl.-Betriebswirtin DanielaKoehler • Kaeser Kompressoren SE, Coburg
Korrespondenz: Daniela Köhler, Pressesprecherin, Kaeser Kompressoren SE,Carl-Kaeser-Str. 26, 96450 Coburg; e-mail: [email protected]
ZusammenfassungWenn Bedarf, Anforderungen an die Druckluft und die Komponenten zur Erzeugung klarsind, geht es an die Aufstellung der Druckluftstation und die Verteilung. Teil 5 dieserDruckluftserie zeigt die wichtigsten Punkte, die bei der Installation eines Druckluftsystemsin der pharmazeutischen Industrie zu beachten sind.
Aufstellungs- und Umgebungsbedin-gungen haben wesentlichen Einflussdarauf, wie wirtschaftlich und zuver-lässig eine Druckluftversorgung ist.Wer seine Station sauber hält, für ge-mäßigte Temperaturen sorgt und siewartungsfreundlich gestaltet, hat diewichtigsten Grundlagen bei der Auf-stellung beachtet.
Gerade in der pharmazeutischenIndustrie spielt Sauberkeit einegroße Rolle. Dies beginnt schon da-mit, die Druckluftstation möglichstoptimal aufzustellen und sie – bzw.die Ansaugluftfilter – vor Staub zuschützen. Was nicht angesaugt wird,muss hinterher auch nicht energie-kostensteigernd herausgefiltert wer-den. Sog. Rollbandfilter schützendie Druckluftstation vor Grobver-schmutzung von außen. Böden,Wände und Pfeiler sollten abriebfestund leicht zu säubern sein und infesten Intervallen einer Reinigungunterzogen werden.
Auch gemäßigte Temperaturensind wichtig. So sollte die Stationim Winter frostfrei sein. Vor der Auf-
bereitung ist die Druckluft feucht;dadurch kann sich Kondensat bilden.Bei Frost besteht deshalb die Gefahr,dass die Leitungen einfrieren, waswiederum empfindliche Betriebsstö-rungen zur Folge hätte. Außerdem
haben die Öle und Lagerfette derKompressoren bei Temperaturen un-ter +5 °C nur noch eingeschränkteSchmierfähigkeit, was ebenfalls zuBetriebsstörungen führen kann.
Serie: Druckluft in der pharmazeutischen IndustrieTeil 5*): Richtig installieren und verteilen
Autoren
Dipl.-Ing. (FH) Erwin Ruppelt
Dipl.-Ing. (FH) Erwin Ruppelt studierte Maschi-nenbau an der Fachhochschule Coburg. Seit 1982ist er bei Kaeser Kompressoren tätig – zunächst alsProjektingenieur, seit 1989 als Leiter der AbteilungProjektingenieure. Seine Zuständigkeit umfasst dieProjektierung von Druckluftstationen, die Ent-wicklung von wirtschaftlichen, energiesparendenKonzepten für Druckluftstationen und die welt-weite Schulung der Kaeser-Projektingenieure. Au-ßerdem fungiert er als Dozent für Drucklufttechnikfür verschiedene Aus- und Weiterbildungseinrich-tungen. Hinzu kommt eine umfangreiche Tätigkeitals Fachautor und Herausgeber von Veröffentli-chungen im Bereich Drucklufttechnik (u.a. He-rausgeber und Mitautor der 3. und 4. Auflage des„Druckluft Handbuch“ (1996/2003) und des „Ta-schenbuch Drucklufttechnik“ (1999).
Dipl.-Betriebswirtin Daniela Koehler
Dipl.-Betriebswirtin Daniela Koehler studierte Be-triebswirtschaftslehre an der Hochschule Coburg,absolvierte u.a. ein Volontariat und war über10 Jahre Leiterin der Wirtschaftsredaktion einerTageszeitung. Seit 2012 ist sie für Kaeser Kom-pressoren als Pressesprecherin tätig. Ihre Zustän-digkeit umfasst alle Bereiche und Aufgaben derinternen und externen Kommunikation. Sie istAutorin und Co-Autorin zahlreicher Fachartikelund Veröffentlichungen in unterschiedlichen Me-dien in Deutschland und weltweit.
Key Words. Aufstellungs- und Umgebungsbedingungen. Druckluftrohrleitung. Rohrleitungsmaterialien. Leckagen. Dimensionierung
*) Teil 1 der Serie ist erschienen in TechnoPharm 7, Nr. 4, 210-215 (2017); Teil 2 in TechnoPharm 7, Nr. 5, 284-288 (2017); Teil 3 in TechnoPharm 7, Nr. 6, 348-353 (2017); Teil 4 in TechnoPharm 8, Nr. 1, 30-35 (2018).
Maschinen- und Anlagenbau
110 Ruppelt und Koehler • Druckluftserie Teil 5TechnoPharm 8, Nr. 2, 110–114 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
presses the pitch circle diameter di-rectly correlates with dwell time.The pitch circle diameter of Fette’s“102i” was the smallest one(280 mm) which thus accompaniessmaller dwell times of this galenicmachine compared to high perfor-mance production machines withlarger turrets. In order to support arealistic galenic trial scenario, wherea high accuracy of the measure-ments is of high importance, 4 pun-ches were removed and the relateddies were blinded in order to avoidpotential inaccuracy of punch forcemeasurements by signals fromneighboring punches during record-ing of typical force-time diagrams.The maximum output of IMA’s“PREXIMA 300” was 237 600 tablets/hwith 33 press stations. The rotarypresses of Kilian and Korsch fea-tured almost the same pitch circlediameter. The maximum output ofthe Kilian press was 324 000 tablets/h and of the Korsch press 252 000
tablets/h due to a different numberof press stations. In addition to therotary presses, 3 single punch pres-ses were considered in this study:“Series D” (Gamlen Instruments,London, United Kingdom), “Styl’OneEvolution” (Medelpharm, Beynost,France) and “FlexiTab XL” (Röltgen,Solingen, Germany). When using the“Series D”, the tableting material hadto be weighed manually. However, itwas the smallest and cheapest de-vice in this study. The “Styl’One Evo-lution” mimicked the “KTP 420X” byKilian and was operated with a grav-ity feeder. The dwell time can be cho-sen from several seconds to 2 ms (~rotary press of 400 000 tablets/h).Röltgen’s “FlexiTab XL” is a hydraulicpress and offers a high flexibility. Inaddition, the “EK 0” (Korsch, Berlin,Germany) was used for preliminarytests when designing the study. Thistype has been widely used in tabletdevelopment for many years and ser-ved as a reference in this study.
The aim of this study was to com-pare the performance of differenttablet presses based on tablet prop-erties (mass and tensile strength orbreaking force). Therefore, 3 differ-ent model formulations were chosenin order to challenge the machines.
Powder compression can be attri-buted to 3 different mechanisms:plastic and elastic deformation andbrittle fracture [2]. The first formu-lation mainly consists of lactose mo-nohydrate and microcrystalline cel-lulose (table 2). Microcrystalline cel-lulose is considered to be aplastically deforming material [4; 5].The second formulation containsmicrocrystalline cellulose andstarch. Starch is used as a pharma-ceutical excipient with predomi-nantly elastic deformation charac-teristics [6; 7]. The third formulationis composed of dicalcium phosphateanhydrate, which is known for itsbrittleness [7; 8]. In all formulationsmagnesium stearate was used as a
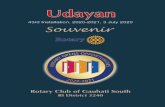
Table 1
Technical data of rotary and single punch tablet presses.
Manufacture Press type Numberof pressstations
Pitch circlediameter
Pre-/maincompactionforce(max.)
Output(max.)
Punchdiameter
Punch cur-vature ra-dius
Punch/die type
[ ] [mm] [kN] [tabl./h] [mm] [mm] [ ]
Rotary presses
Bosch TPR 500 56 470 100/100 406 000 8 12 XDF/BBS
Fette 102i 30* 280 80/80 216 000 8 12 FS19/BB
IMA PREXIMA 300 33 380 100/100 237 600 8 10 B/B
Kilian KTP 420X 45 416 100/100 324 000 8 12 B/BB
Korsch XL 400 MFP 35 410 100/100 252 000 8 12 B/B
Single punch presses
Gamlen Series D 1 − −/5 − 5 Flat −
Korsch EK 0 1 − −/30 3 600 8 12 B/B
Medelpharm Styl’One Evolu-tion
1 − 50/50 1 650 8 12 B/BB
Röltgen FlexiTab XL 1 − −/100 900 8 12 B/B
*4 punches were removed to simulate single-punch mode. The used number of punches is 26.
TechnoPharm 8, Nr. 2, 96–103 (2018)© ECV • Editio Cantor Verlag, Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses 97
3TechnoPharm 8, Nr. 2, 96–103 (2018)© ECV • Editio Cantor Verlag Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses
lubricant. These 3 model formula-tions were chosen due to their wide-ly different compression and com-paction behaviors in order to evalu-ate the performance of the ma-chines.
Materials and Methods
MaterialsAll materials were used as received.The materials used in this study in-cluded colloidal silicon dioxide(AEROSIL® 200, Evonik, Parsippany,USA), dicalcium phosphate anhydra-te (DI-CAFOS® A150, Chemische Fa-brik Budenheim, Budenheim, Ger-many), microcrystalline cellulose(EMCOCEL® 90M, JRS, Rosenberg,Germany), starch (Starch 1500®, Co-lorcon, Dartford, United Kingdom),lactose monohydrate (Tablettose®80, Meggle, Wasserburg, Germany)and microcrystalline cellulose(VIVAPUR® 102, JRS, Rosenberg,Germany). Magnesium stearate(LIGAMED®, Peter Greven, Venlo,Netherlands) was used as a lubri-cant. All substances were donationsof the material suppliers.
Formulation preparationThe 3 formulations were prepared ina drum mixer (BM 125 S, ATIKA,Burgau, Germany) in batches of30 kg each. The powder mixtureswere blended at 28 rpm for 15 min.Afterwards, magnesium stearate
was added and the blends weremixed for another 3 min. The formu-lations were stored in sealed tin-plate containers.
Tableting on rotary and singlepunch pressesFor each formulation 2 differentstudies were performed. The firsttest series was a compression study.Convex-faced tablets with a targetmass of 250 mg and a diameter of8 mm were compressed at fourdifferent compaction stresses (50,100, 200, 400 MPa) with an output of100 000 tablets/h for the rotary pres-ses (table 3). Sampling was done af-ter 15 min. of equilibration at eachapplied level of compaction stress.Tablet masses and tensile strengths(n = 20) were determined. Represen-tative force-time profiles for eachcompaction stress level were record-ed by the respective built-in dataacquisition systems. The singlepunch presses were run under com-parable conditions. However, dwelltime at Korsch’s “EK 0” and the sin-gle punch device of Gamlen couldnot be adjusted. Furthermore, Gam-len produced flat tablets with a dia-meter of 5 mm and a mass of 55–60 mg.
In the second test series, a stabili-ty study was performed at high pro-duction rates. Therefore, the tabletproperties were investigated withrespect to the process time for all ro-
tary tablet presses. Targets for alltablets were a mass of 250 mg and abreaking force of 100 N. The processconditions were chosen accordingto the machine suppliers’ recom-mendations (table 4). Samples weretaken after 25 000, 50 000, 75 000and 100 000 compressed tablets andtablet masses and breaking forces(n = 20) were determined. The singlepunch presses were not included inthe stability study, since these ma-chines are not intended to be usedfor long term production.
Tablet characterizationAll samples were collected and ana-lyzed directly after they were taken.Mass, diameter, thickness and break-ing force of 20 tablets were tested bya semi-automatic tablet testing sys-tem (ST50, Sotax, Aesch, Switzer-land). The tensile-strength of thetablets was calculated using the US-Pharmacopeia(USP)-equation forconvex-faced (1) [9; 10] or for flat-faced tablets (2) [11].
(1)
(2)
The parameter F describes thetablet breaking force. D, H and W re-present the tablet diameter, the tab-let thickness and the central cylin-der thickness, respectively.
Results and discussion
Compression StudyIn a first series of experiments thedifferent presses were tested usingthe 3 formulations at varying com-paction stress. These experimentswere done at a throughput of100 000 tablets/h for the rotary pres-ses. If possible, dwell time of the sin-gle punch presses were adjusted ac-cordingly (see Materials and Me-thods). Tablet mass correlates withthe drug content in homogeneousblends. Therefore, it is a highly rele-vant processing parameter. The uni-formity of mass was tested for all
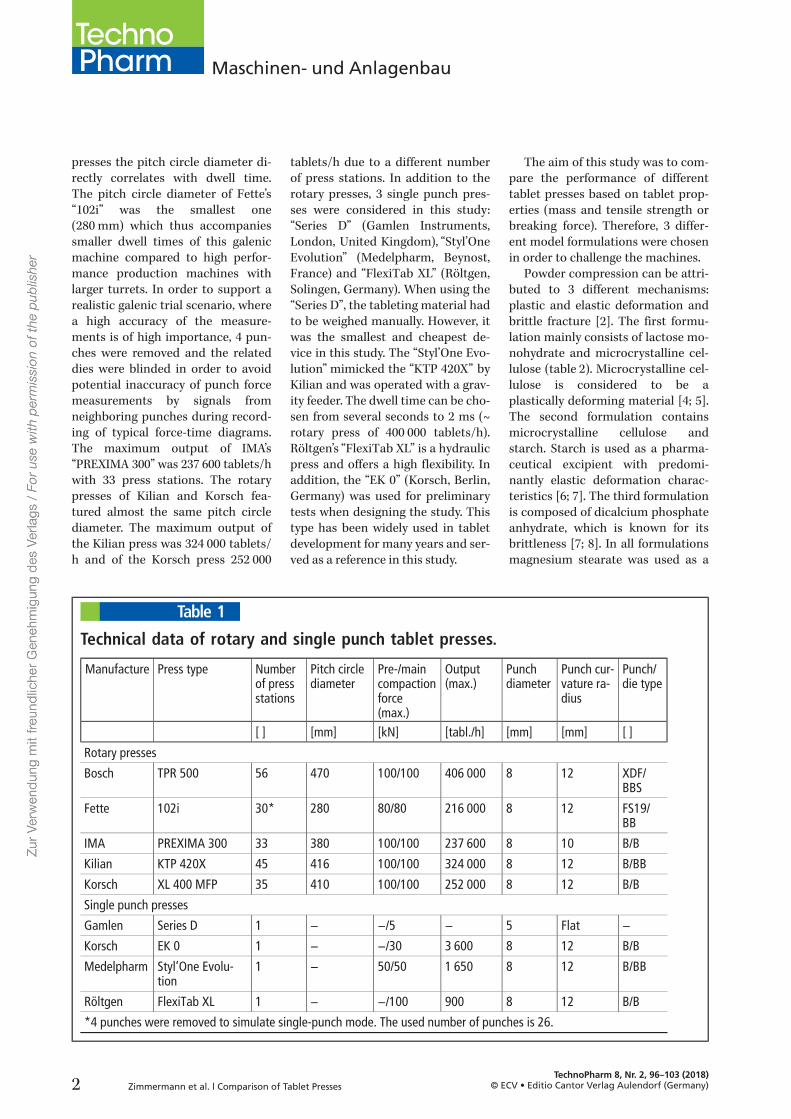
Table 2
Components of the 3 different model formulations [%].
Plastic formu-lation
Elastic formu-lation
Brittle formu-lation
Lactose monohydrate 66.33
Microcrystalline cellulose 33.17 9.95
Starch 89.55
Dicalcium phosphate an-hydrate
99.00
Silicon dioxide 0.25
Magnesium stearate 0.50 0.25 1.00
Maschinen- und Anlagenbau
98 Zimmermann et al. l Comparison of Tablet PressesTechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
4TechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag Aulendorf (Germany)Zimmermann et al. l Comparison of Tablet Presses
I = I0 -μ d
Röntgen-quelle
Kapsel-halterung
Röntgen-sensor
Dipl.-Ing. (FH) Erwin Ruppelt und Dipl.-Betriebswirtin DanielaKoehler • Kaeser Kompressoren SE, Coburg
Korrespondenz: Daniela Köhler, Pressesprecherin, Kaeser Kompressoren SE,Carl-Kaeser-Str. 26, 96450 Coburg; e-mail: [email protected]
ZusammenfassungWenn Bedarf, Anforderungen an die Druckluft und die Komponenten zur Erzeugung klarsind, geht es an die Aufstellung der Druckluftstation und die Verteilung. Teil 5 dieserDruckluftserie zeigt die wichtigsten Punkte, die bei der Installation eines Druckluftsystemsin der pharmazeutischen Industrie zu beachten sind.
Aufstellungs- und Umgebungsbedin-gungen haben wesentlichen Einflussdarauf, wie wirtschaftlich und zuver-lässig eine Druckluftversorgung ist.Wer seine Station sauber hält, für ge-mäßigte Temperaturen sorgt und siewartungsfreundlich gestaltet, hat diewichtigsten Grundlagen bei der Auf-stellung beachtet.
Gerade in der pharmazeutischenIndustrie spielt Sauberkeit einegroße Rolle. Dies beginnt schon da-mit, die Druckluftstation möglichstoptimal aufzustellen und sie – bzw.die Ansaugluftfilter – vor Staub zuschützen. Was nicht angesaugt wird,muss hinterher auch nicht energie-kostensteigernd herausgefiltert wer-den. Sog. Rollbandfilter schützendie Druckluftstation vor Grobver-schmutzung von außen. Böden,Wände und Pfeiler sollten abriebfestund leicht zu säubern sein und infesten Intervallen einer Reinigungunterzogen werden.
Auch gemäßigte Temperaturensind wichtig. So sollte die Stationim Winter frostfrei sein. Vor der Auf-
bereitung ist die Druckluft feucht;dadurch kann sich Kondensat bilden.Bei Frost besteht deshalb die Gefahr,dass die Leitungen einfrieren, waswiederum empfindliche Betriebsstö-rungen zur Folge hätte. Außerdem
haben die Öle und Lagerfette derKompressoren bei Temperaturen un-ter +5 °C nur noch eingeschränkteSchmierfähigkeit, was ebenfalls zuBetriebsstörungen führen kann.
Serie: Druckluft in der pharmazeutischen IndustrieTeil 5*): Richtig installieren und verteilen
Autoren
Dipl.-Ing. (FH) Erwin Ruppelt
Dipl.-Ing. (FH) Erwin Ruppelt studierte Maschi-nenbau an der Fachhochschule Coburg. Seit 1982ist er bei Kaeser Kompressoren tätig – zunächst alsProjektingenieur, seit 1989 als Leiter der AbteilungProjektingenieure. Seine Zuständigkeit umfasst dieProjektierung von Druckluftstationen, die Ent-wicklung von wirtschaftlichen, energiesparendenKonzepten für Druckluftstationen und die welt-weite Schulung der Kaeser-Projektingenieure. Au-ßerdem fungiert er als Dozent für Drucklufttechnikfür verschiedene Aus- und Weiterbildungseinrich-tungen. Hinzu kommt eine umfangreiche Tätigkeitals Fachautor und Herausgeber von Veröffentli-chungen im Bereich Drucklufttechnik (u.a. He-rausgeber und Mitautor der 3. und 4. Auflage des„Druckluft Handbuch“ (1996/2003) und des „Ta-schenbuch Drucklufttechnik“ (1999).
Dipl.-Betriebswirtin Daniela Koehler
Dipl.-Betriebswirtin Daniela Koehler studierte Be-triebswirtschaftslehre an der Hochschule Coburg,absolvierte u.a. ein Volontariat und war über10 Jahre Leiterin der Wirtschaftsredaktion einerTageszeitung. Seit 2012 ist sie für Kaeser Kom-pressoren als Pressesprecherin tätig. Ihre Zustän-digkeit umfasst alle Bereiche und Aufgaben derinternen und externen Kommunikation. Sie istAutorin und Co-Autorin zahlreicher Fachartikelund Veröffentlichungen in unterschiedlichen Me-dien in Deutschland und weltweit.
Key Words. Aufstellungs- und Umgebungsbedingungen. Druckluftrohrleitung. Rohrleitungsmaterialien. Leckagen. Dimensionierung
*) Teil 1 der Serie ist erschienen in TechnoPharm 7, Nr. 4, 210-215 (2017); Teil 2 in TechnoPharm 7, Nr. 5, 284-288 (2017); Teil 3 in TechnoPharm 7, Nr. 6, 348-353 (2017); Teil 4 in TechnoPharm 8, Nr. 1, 30-35 (2018).
Maschinen- und Anlagenbau
110 Ruppelt und Koehler • Druckluftserie Teil 5TechnoPharm 8, Nr. 2, 110–114 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
formulations for all presses and inall cases the requirements of the Eu-ropean Pharmacopeia (Reference2.9.5.: Uniformity of mass of single-dose preparations) were met [12].The scaling of the mass axes in fig. 1is over-discriminative in order tovisualize the differences. The “EK 0”shows the largest deviations of tab-let mass from the set value (250 mg).This fact may be attributed to the fil-ling principle using an oscillatinghopper, which causes densificationof the powder in the feeder overtime based on the motion. This ob-
servation was made using the plas-tic formulation and was compen-sated in the later experiments by ad-justing the mass for each stress levelfor the elastic and brittle formula-tion separately. Additionally, massvariations are listed as mean valuesof the coefficients of variation intable 5. Almost all tablet mass devia-tions were below 1 % of the averagetablet mass which is excellent andfar below the requirements of theEuropean pharmacopoeia of 5 %(Reference 2.9.5) [12]. It should bekept in mind that 4 punches had
been removed from the Fette machi-ne for a more accurate determina-tion of the force-time profiles, whichis assumed to be the reason for theslightly higher mass variation forthe elastic formulation due to itspoor flowability.
The radial tensile strength of tab-lets describes the breaking forcenormalized on the tablet size. It is arelevant parameter in terms ofhandling and further processing andis typically highly correlated to thecompaction stress. In general, high-er compaction stresses led to higher
Table 3
Compression study: Process conditions for the plastic, elastic, and brittleformulation, respectively (manufacturer’s data). The speed of the main feeder islisted.
Plastic formulation Elastic formulation Brittle formulation
Revolutionsper minute
Dwelltime
Feederspeed
Revolutionsper minute
Dwelltime
Feederspeed
Revolutionsper minute
Dwelltime
Feederspeed
[rpm] [ms] [rpm] [rpm] [ms] [rpm] [rpm] [ms] [rpm]
Bosch 29 20 14 29 20 15 29 20 10
Fette 56 15 55 56 15 30 56 15 30
IMA 50 9 16 50 9 12 50 9 20
Kilian 37 12 20 37 12 13 37 12 18
Korsch 48 10 24 48 10 29 48 10 32
Table 4
Stability study: Process conditions for the plastic, elastic, and brittle formulation,respectively (manufacturer’s data). The speed of the main feeder is listed.
Plastic formulation Elastic formulation Brittle formulation
Output Pre-/maincompactionforce
Feederspeed
Output Pre-/maincompactionforce
Feederspeed
Output Pre-/maincompactionforce
Feederspeed
[tabl./h] [kN] [rpm] [tabl./h] [kN] [rpm] [tabl./h] [kN] [rpm]
Bosch 300 000 2.0/9.3 37 300 000 15.0/15.0 31 300 000 1.5/14.8 14
Fette 100 000 1.4/8.5 55 110 000 1.8/20.0 50 150 000 1.1/15.5 30
130 000 1.7/9.0 30
IMA 178 200 5.0/10.0 16 158 400 23.0/23.0 12 158 400 6.0/18.6 20
Kilian 240 000 2.6/8.1 77 180 000 26.0/32.0 70 300 000 4.9/14.2 88
Korsch 210 000 3.5/8.5 38 199 500 10.0/25.0 54 210 000 4.5/15.6 52
TechnoPharm 8, Nr. 2, 96–103 (2018)© ECV • Editio Cantor Verlag, Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses 99
5TechnoPharm 8, Nr. 2, 96–103 (2018)© ECV • Editio Cantor Verlag Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses
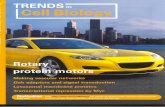
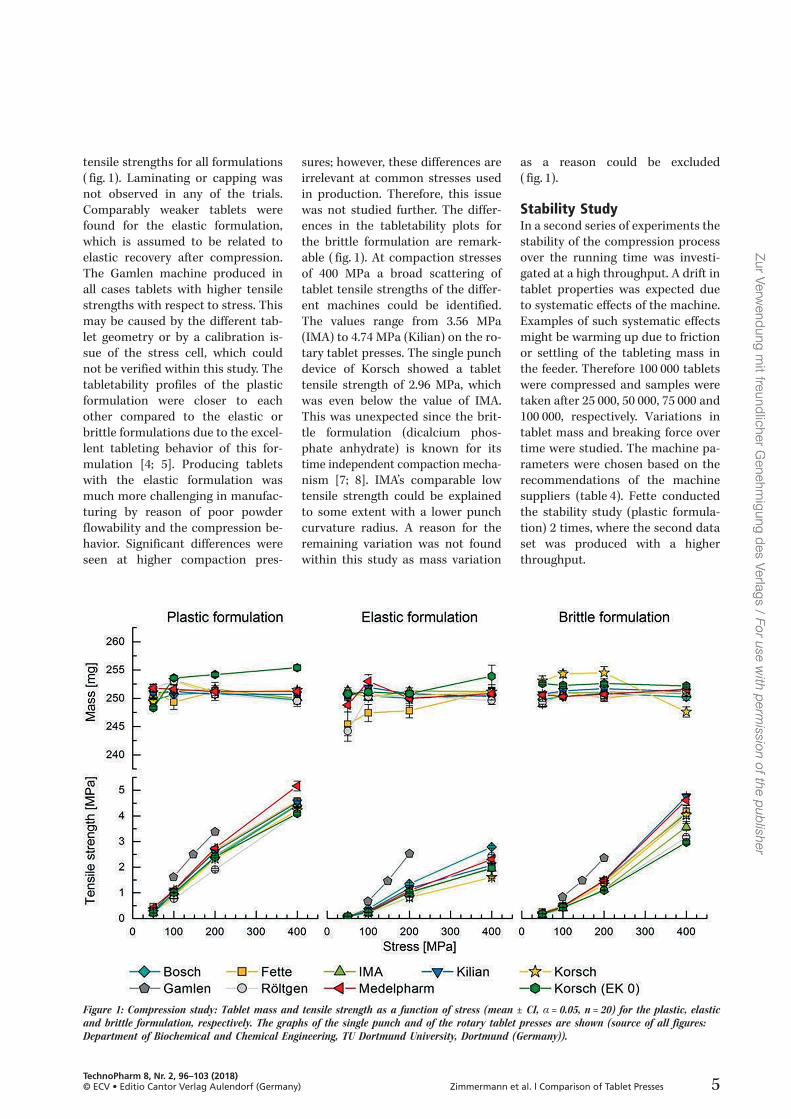
tensile strengths for all formulations( fig. 1). Laminating or capping wasnot observed in any of the trials.Comparably weaker tablets werefound for the elastic formulation,which is assumed to be related toelastic recovery after compression.The Gamlen machine produced inall cases tablets with higher tensilestrengths with respect to stress. Thismay be caused by the different tab-let geometry or by a calibration is-sue of the stress cell, which couldnot be verified within this study. Thetabletability profiles of the plasticformulation were closer to eachother compared to the elastic orbrittle formulations due to the excel-lent tableting behavior of this for-mulation [4; 5]. Producing tabletswith the elastic formulation wasmuch more challenging in manufac-turing by reason of poor powderflowability and the compression be-havior. Significant differences wereseen at higher compaction pres-
sures; however, these differences areirrelevant at common stresses usedin production. Therefore, this issuewas not studied further. The differ-ences in the tabletability plots forthe brittle formulation are remark-able ( fig. 1). At compaction stressesof 400 MPa a broad scattering oftablet tensile strengths of the differ-ent machines could be identified.The values range from 3.56 MPa(IMA) to 4.74 MPa (Kilian) on the ro-tary tablet presses. The single punchdevice of Korsch showed a tablettensile strength of 2.96 MPa, whichwas even below the value of IMA.This was unexpected since the brit-tle formulation (dicalcium phos-phate anhydrate) is known for itstime independent compaction mecha-nism [7; 8]. IMA’s comparable lowtensile strength could be explainedto some extent with a lower punchcurvature radius. A reason for theremaining variation was not foundwithin this study as mass variation
as a reason could be excluded( fig. 1).
Stability StudyIn a second series of experiments thestability of the compression processover the running time was investi-gated at a high throughput. A drift intablet properties was expected dueto systematic effects of the machine.Examples of such systematic effectsmight be warming up due to frictionor settling of the tableting mass inthe feeder. Therefore 100 000 tabletswere compressed and samples weretaken after 25 000, 50 000, 75 000 and100 000, respectively. Variations intablet mass and breaking force overtime were studied. The machine pa-rameters were chosen based on therecommendations of the machinesuppliers (table 4). Fette conductedthe stability study (plastic formula-tion) 2 times, where the second dataset was produced with a higherthroughput.
Figure 1: Compression study: Tablet mass and tensile strength as a function of stress (mean ± CI, α = 0.05, n = 20) for the plastic, elasticand brittle formulation, respectively. The graphs of the single punch and of the rotary tablet presses are shown (source of all figures:Department of Biochemical and Chemical Engineering, TU Dortmund University, Dortmund (Germany)).
Maschinen- und Anlagenbau
100 Zimmermann et al. l Comparison of Tablet PressesTechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
6TechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag Aulendorf (Germany)Zimmermann et al. l Comparison of Tablet Presses
I = I0 -μ d
Röntgen-quelle
Kapsel-halterung
Röntgen-sensor
Dipl.-Ing. (FH) Erwin Ruppelt und Dipl.-Betriebswirtin DanielaKoehler • Kaeser Kompressoren SE, Coburg
Korrespondenz: Daniela Köhler, Pressesprecherin, Kaeser Kompressoren SE,Carl-Kaeser-Str. 26, 96450 Coburg; e-mail: [email protected]
ZusammenfassungWenn Bedarf, Anforderungen an die Druckluft und die Komponenten zur Erzeugung klarsind, geht es an die Aufstellung der Druckluftstation und die Verteilung. Teil 5 dieserDruckluftserie zeigt die wichtigsten Punkte, die bei der Installation eines Druckluftsystemsin der pharmazeutischen Industrie zu beachten sind.
Aufstellungs- und Umgebungsbedin-gungen haben wesentlichen Einflussdarauf, wie wirtschaftlich und zuver-lässig eine Druckluftversorgung ist.Wer seine Station sauber hält, für ge-mäßigte Temperaturen sorgt und siewartungsfreundlich gestaltet, hat diewichtigsten Grundlagen bei der Auf-stellung beachtet.
Gerade in der pharmazeutischenIndustrie spielt Sauberkeit einegroße Rolle. Dies beginnt schon da-mit, die Druckluftstation möglichstoptimal aufzustellen und sie – bzw.die Ansaugluftfilter – vor Staub zuschützen. Was nicht angesaugt wird,muss hinterher auch nicht energie-kostensteigernd herausgefiltert wer-den. Sog. Rollbandfilter schützendie Druckluftstation vor Grobver-schmutzung von außen. Böden,Wände und Pfeiler sollten abriebfestund leicht zu säubern sein und infesten Intervallen einer Reinigungunterzogen werden.
Auch gemäßigte Temperaturensind wichtig. So sollte die Stationim Winter frostfrei sein. Vor der Auf-
bereitung ist die Druckluft feucht;dadurch kann sich Kondensat bilden.Bei Frost besteht deshalb die Gefahr,dass die Leitungen einfrieren, waswiederum empfindliche Betriebsstö-rungen zur Folge hätte. Außerdem
haben die Öle und Lagerfette derKompressoren bei Temperaturen un-ter +5 °C nur noch eingeschränkteSchmierfähigkeit, was ebenfalls zuBetriebsstörungen führen kann.
Serie: Druckluft in der pharmazeutischen IndustrieTeil 5*): Richtig installieren und verteilen
Autoren
Dipl.-Ing. (FH) Erwin Ruppelt
Dipl.-Ing. (FH) Erwin Ruppelt studierte Maschi-nenbau an der Fachhochschule Coburg. Seit 1982ist er bei Kaeser Kompressoren tätig – zunächst alsProjektingenieur, seit 1989 als Leiter der AbteilungProjektingenieure. Seine Zuständigkeit umfasst dieProjektierung von Druckluftstationen, die Ent-wicklung von wirtschaftlichen, energiesparendenKonzepten für Druckluftstationen und die welt-weite Schulung der Kaeser-Projektingenieure. Au-ßerdem fungiert er als Dozent für Drucklufttechnikfür verschiedene Aus- und Weiterbildungseinrich-tungen. Hinzu kommt eine umfangreiche Tätigkeitals Fachautor und Herausgeber von Veröffentli-chungen im Bereich Drucklufttechnik (u.a. He-rausgeber und Mitautor der 3. und 4. Auflage des„Druckluft Handbuch“ (1996/2003) und des „Ta-schenbuch Drucklufttechnik“ (1999).
Dipl.-Betriebswirtin Daniela Koehler
Dipl.-Betriebswirtin Daniela Koehler studierte Be-triebswirtschaftslehre an der Hochschule Coburg,absolvierte u.a. ein Volontariat und war über10 Jahre Leiterin der Wirtschaftsredaktion einerTageszeitung. Seit 2012 ist sie für Kaeser Kom-pressoren als Pressesprecherin tätig. Ihre Zustän-digkeit umfasst alle Bereiche und Aufgaben derinternen und externen Kommunikation. Sie istAutorin und Co-Autorin zahlreicher Fachartikelund Veröffentlichungen in unterschiedlichen Me-dien in Deutschland und weltweit.
Key Words. Aufstellungs- und Umgebungsbedingungen. Druckluftrohrleitung. Rohrleitungsmaterialien. Leckagen. Dimensionierung
*) Teil 1 der Serie ist erschienen in TechnoPharm 7, Nr. 4, 210-215 (2017); Teil 2 in TechnoPharm 7, Nr. 5, 284-288 (2017); Teil 3 in TechnoPharm 7, Nr. 6, 348-353 (2017); Teil 4 in TechnoPharm 8, Nr. 1, 30-35 (2018).
Maschinen- und Anlagenbau
110 Ruppelt und Koehler • Druckluftserie Teil 5TechnoPharm 8, Nr. 2, 110–114 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
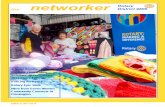
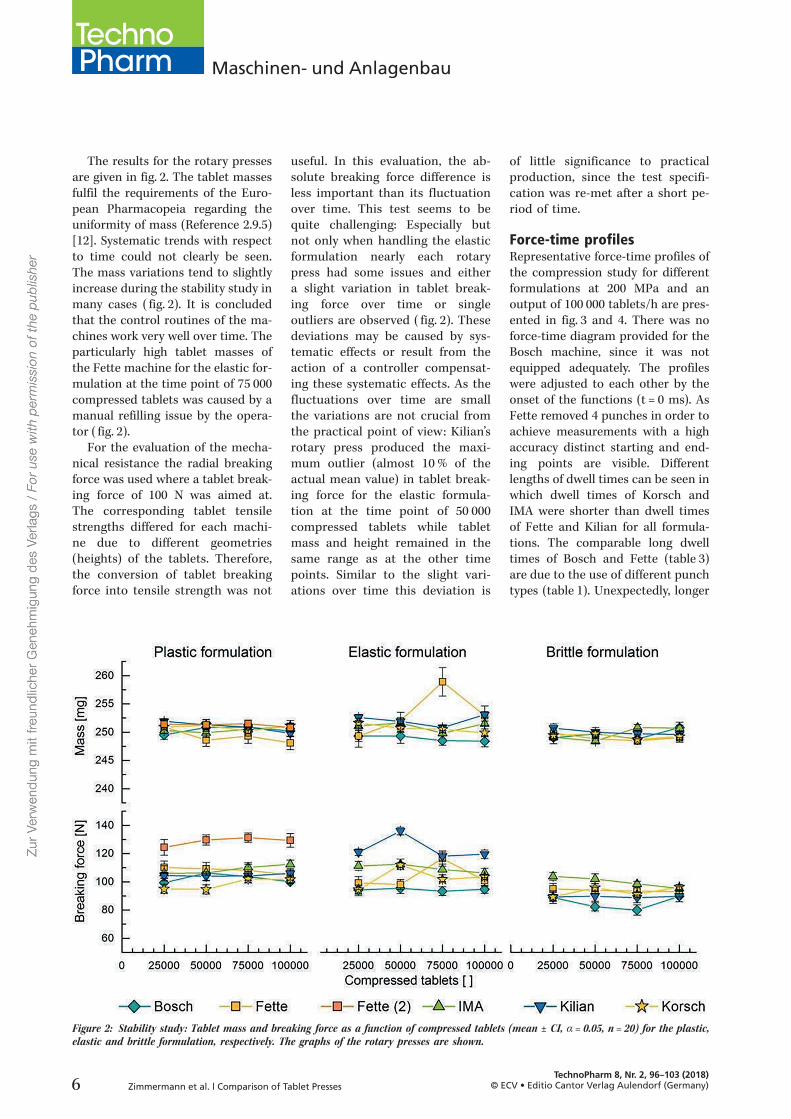
The results for the rotary pressesare given in fig. 2. The tablet massesfulfil the requirements of the Euro-pean Pharmacopeia regarding theuniformity of mass (Reference 2.9.5)[12]. Systematic trends with respectto time could not clearly be seen.The mass variations tend to slightlyincrease during the stability study inmany cases ( fig. 2). It is concludedthat the control routines of the ma-chines work very well over time. Theparticularly high tablet masses ofthe Fette machine for the elastic for-mulation at the time point of 75 000compressed tablets was caused by amanual refilling issue by the opera-tor ( fig. 2).
For the evaluation of the mecha-nical resistance the radial breakingforce was used where a tablet break-ing force of 100 N was aimed at.The corresponding tablet tensilestrengths differed for each machi-ne due to different geometries(heights) of the tablets. Therefore,the conversion of tablet breakingforce into tensile strength was not
useful. In this evaluation, the ab-solute breaking force difference isless important than its fluctuationover time. This test seems to bequite challenging: Especially butnot only when handling the elasticformulation nearly each rotarypress had some issues and eithera slight variation in tablet break-ing force over time or singleoutliers are observed ( fig. 2). Thesedeviations may be caused by sys-tematic effects or result from theaction of a controller compensat-ing these systematic effects. As thefluctuations over time are smallthe variations are not crucial fromthe practical point of view: Kilian’srotary press produced the maxi-mum outlier (almost 10 % of theactual mean value) in tablet break-ing force for the elastic formula-tion at the time point of 50 000compressed tablets while tabletmass and height remained in thesame range as at the other timepoints. Similar to the slight vari-ations over time this deviation is
of little significance to practicalproduction, since the test specifi-cation was re-met after a short pe-riod of time.
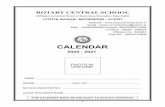
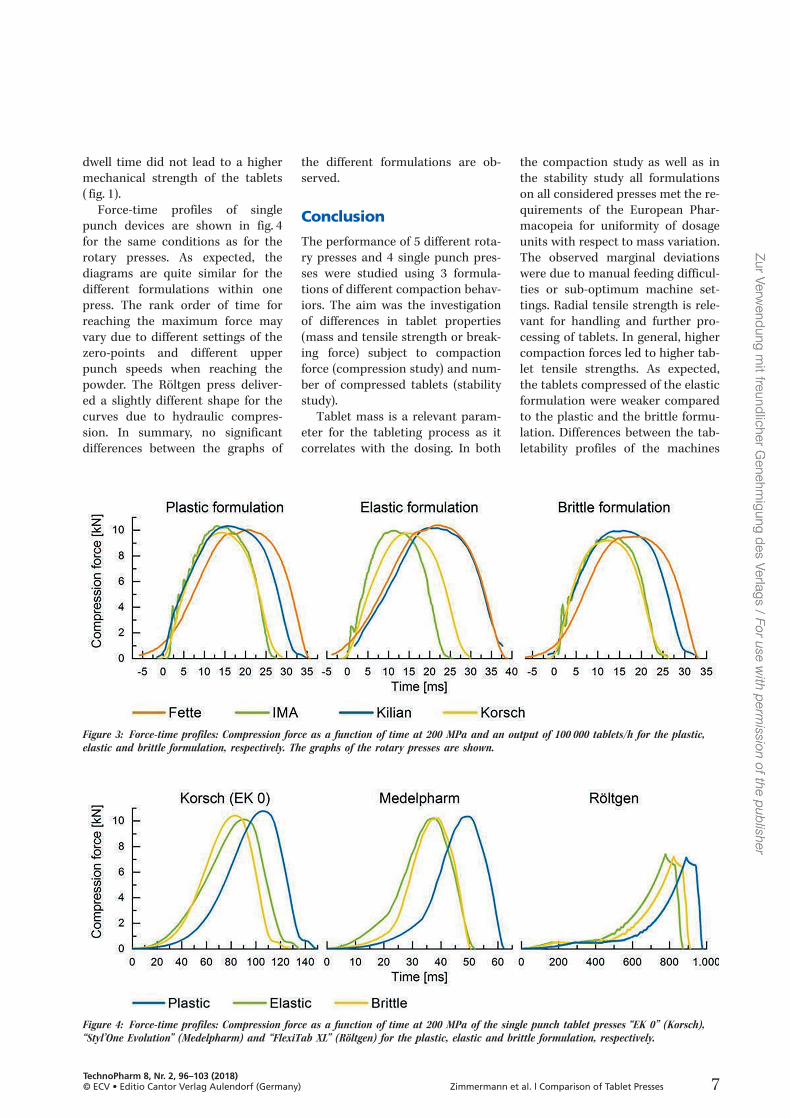
Force-time profilesRepresentative force-time profiles ofthe compression study for differentformulations at 200 MPa and anoutput of 100 000 tablets/h are pres-ented in fig. 3 and 4. There was noforce-time diagram provided for theBosch machine, since it was notequipped adequately. The profileswere adjusted to each other by theonset of the functions (t = 0 ms). AsFette removed 4 punches in order toachieve measurements with a highaccuracy distinct starting and end-ing points are visible. Differentlengths of dwell times can be seen inwhich dwell times of Korsch andIMA were shorter than dwell timesof Fette and Kilian for all formula-tions. The comparable long dwelltimes of Bosch and Fette (table 3)are due to the use of different punchtypes (table 1). Unexpectedly, longer
Figure 2: Stability study: Tablet mass and breaking force as a function of compressed tablets (mean ± CI, α = 0.05, n = 20) for the plastic,elastic and brittle formulation, respectively. The graphs of the rotary presses are shown.
TechnoPharm 8, Nr. 2, 96–103 (2018)© ECV • Editio Cantor Verlag, Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses 101
7TechnoPharm 8, Nr. 2, 96–103 (2018)© ECV • Editio Cantor Verlag Aulendorf (Germany) Zimmermann et al. l Comparison of Tablet Presses
dwell time did not lead to a highermechanical strength of the tablets( fig. 1).
Force-time profiles of singlepunch devices are shown in fig. 4for the same conditions as for therotary presses. As expected, thediagrams are quite similar for thedifferent formulations within onepress. The rank order of time forreaching the maximum force mayvary due to different settings of thezero-points and different upperpunch speeds when reaching thepowder. The Röltgen press deliver-ed a slightly different shape for thecurves due to hydraulic compres-sion. In summary, no significantdifferences between the graphs of
the different formulations are ob-served.
Conclusion
The performance of 5 different rota-ry presses and 4 single punch pres-ses were studied using 3 formula-tions of different compaction behav-iors. The aim was the investigationof differences in tablet properties(mass and tensile strength or break-ing force) subject to compactionforce (compression study) and num-ber of compressed tablets (stabilitystudy).
Tablet mass is a relevant param-eter for the tableting process as itcorrelates with the dosing. In both
the compaction study as well as inthe stability study all formulationson all considered presses met the re-quirements of the European Phar-macopeia for uniformity of dosageunits with respect to mass variation.The observed marginal deviationswere due to manual feeding difficul-ties or sub-optimum machine set-tings. Radial tensile strength is rele-vant for handling and further pro-cessing of tablets. In general, highercompaction forces led to higher tab-let tensile strengths. As expected,the tablets compressed of the elasticformulation were weaker comparedto the plastic and the brittle formu-lation. Differences between the tab-letability profiles of the machines
Figure 3: Force-time profiles: Compression force as a function of time at 200 MPa and an output of 100 000 tablets/h for the plastic,elastic and brittle formulation, respectively. The graphs of the rotary presses are shown.
Figure 4: Force-time profiles: Compression force as a function of time at 200 MPa of the single punch tablet presses “EK 0” (Korsch),“Styl’One Evolution” (Medelpharm) and “FlexiTab XL” (Röltgen) for the plastic, elastic and brittle formulation, respectively.
Maschinen- und Anlagenbau
102 Zimmermann et al. l Comparison of Tablet PressesTechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)

8TechnoPharm 8, Nr. 2, 96–103 (2018)
© ECV • Editio Cantor Verlag Aulendorf (Germany)Zimmermann et al. l Comparison of Tablet Presses
I = I0 -μ d
Röntgen-quelle
Kapsel-halterung
Röntgen-sensor
Dipl.-Ing. (FH) Erwin Ruppelt und Dipl.-Betriebswirtin DanielaKoehler • Kaeser Kompressoren SE, Coburg
Korrespondenz: Daniela Köhler, Pressesprecherin, Kaeser Kompressoren SE,Carl-Kaeser-Str. 26, 96450 Coburg; e-mail: [email protected]
ZusammenfassungWenn Bedarf, Anforderungen an die Druckluft und die Komponenten zur Erzeugung klarsind, geht es an die Aufstellung der Druckluftstation und die Verteilung. Teil 5 dieserDruckluftserie zeigt die wichtigsten Punkte, die bei der Installation eines Druckluftsystemsin der pharmazeutischen Industrie zu beachten sind.
Aufstellungs- und Umgebungsbedin-gungen haben wesentlichen Einflussdarauf, wie wirtschaftlich und zuver-lässig eine Druckluftversorgung ist.Wer seine Station sauber hält, für ge-mäßigte Temperaturen sorgt und siewartungsfreundlich gestaltet, hat diewichtigsten Grundlagen bei der Auf-stellung beachtet.
Gerade in der pharmazeutischenIndustrie spielt Sauberkeit einegroße Rolle. Dies beginnt schon da-mit, die Druckluftstation möglichstoptimal aufzustellen und sie – bzw.die Ansaugluftfilter – vor Staub zuschützen. Was nicht angesaugt wird,muss hinterher auch nicht energie-kostensteigernd herausgefiltert wer-den. Sog. Rollbandfilter schützendie Druckluftstation vor Grobver-schmutzung von außen. Böden,Wände und Pfeiler sollten abriebfestund leicht zu säubern sein und infesten Intervallen einer Reinigungunterzogen werden.
Auch gemäßigte Temperaturensind wichtig. So sollte die Stationim Winter frostfrei sein. Vor der Auf-
bereitung ist die Druckluft feucht;dadurch kann sich Kondensat bilden.Bei Frost besteht deshalb die Gefahr,dass die Leitungen einfrieren, waswiederum empfindliche Betriebsstö-rungen zur Folge hätte. Außerdem
haben die Öle und Lagerfette derKompressoren bei Temperaturen un-ter +5 °C nur noch eingeschränkteSchmierfähigkeit, was ebenfalls zuBetriebsstörungen führen kann.
Serie: Druckluft in derpharmazeutischen IndustrieTeil 5*): Richtig installieren und verteilen
Autoren
Dipl.-Ing. (FH) Erwin Ruppelt
Dipl.-Ing. (FH) Erwin Ruppelt studierte Maschi-nenbau an der Fachhochschule Coburg. Seit 1982ist er bei Kaeser Kompressoren tätig – zunächst alsProjektingenieur, seit 1989 als Leiter der AbteilungProjektingenieure. Seine Zuständigkeit umfasst dieProjektierung von Druckluftstationen, die Ent-wicklung von wirtschaftlichen, energiesparendenKonzepten für Druckluftstationen und die welt-weite Schulung der Kaeser-Projektingenieure. Au-ßerdem fungiert er als Dozent für Drucklufttechnikfür verschiedene Aus- und Weiterbildungseinrich-tungen. Hinzu kommt eine umfangreiche Tätigkeitals Fachautor und Herausgeber von Veröffentli-chungen im Bereich Drucklufttechnik (u.a. He-rausgeber und Mitautor der 3. und 4. Auflage des„Druckluft Handbuch“ (1996/2003) und des „Ta-schenbuch Drucklufttechnik“ (1999).
Dipl.-Betriebswirtin Daniela Koehler
Dipl.-Betriebswirtin Daniela Koehler studierte Be-triebswirtschaftslehre an der Hochschule Coburg,absolvierte u.a. ein Volontariat und war über10 Jahre Leiterin der Wirtschaftsredaktion einerTageszeitung. Seit 2012 ist sie für Kaeser Kom-pressoren als Pressesprecherin tätig. Ihre Zustän-digkeit umfasst alle Bereiche und Aufgaben derinternen und externen Kommunikation. Sie istAutorin und Co-Autorin zahlreicher Fachartikelund Veröffentlichungen in unterschiedlichen Me-dien in Deutschland und weltweit.
Key Words. Aufstellungs- und Umgebungsbedingungen. Druckluftrohrleitung. Rohrleitungsmaterialien. Leckagen. Dimensionierung
*)Teil 1 der Serie ist erschienen inTechnoPharm 7, Nr. 4, 210-215 (2017); Teil 2 inTechnoPharm 7, Nr. 5, 284-288 (2017); Teil 3in TechnoPharm 7, Nr. 6, 348-353 (2017); Teil4 in TechnoPharm 8, Nr. 1, 30-35 (2018).
Maschinen- und Anlagenbau
110 Ruppelt und Koehler • Druckluftserie Teil 5TechnoPharm 8, Nr. 2, 110–114 (2018)
© ECV • Editio Cantor Verlag, Aulendorf (Germany)
were observed. In the case of theplastically deforming formulationthe differences were smaller than inthe case of the other formulationsbecause this formulation did notchallenge the machines as much asthe elastic and the brittle formula-tions did. Unexpectedly, the differ-ences in the tabletability plots forthe brittle formulation were signifi-cant. A stability study was conduct-ed to investigate drifts in tabletproperties over the processing time.Certain increasing or decreasingtrends in tablet properties as well assingle outliers were observed. Never-theless, the variations in the tablet-ability profiles in both the compres-sion study and the stability studywere not relevant for practical appli-cations as they were rather small. Inaddition, typical force-time profileswere analyzed. Different dwell timeswere represented. No significant dif-ferences were recognized due to dif-ferent formulations. There was noobvious link between the force-timeprofiles and the tablet propertieseither.
It can be concluded that all thestudied production presses handledthe challenges without a problem,and the single punch devices appear
to be useful tools for tablet develop-ment.
Acknowledgement
This study was performed duringthe APV Expert Workshop Tabletingwhich was hosted by the Universityof Dortmund in Apr. 2017. The ex-periments were sponsored by Boeh-ringer Ingelheim, the City of Dort-mund as well as Invite. Several ma-terial excipient suppliers donatedmore than 2 500 kg of material in or-der to make this study possible asthere are Chemische Fabrik Buden-heim, Colorcon, Evonik, JRS Pharma,andMeggle. The equipment was pro-vided by Bosch, Fette, Gamlen, IMA,Korsch, Medelpharm, Röltgen, Ro-maco Kilian and Sotax. The organi-zers would like to thank all com-panies for their generous support.
References[1] Fahr, A., Voigt, R., Pharmazeutische
Technologie: Für Studium und Beruf,Deutscher Apotheker Verlag, Stuttgart2015.
[2] Bauer-Brandl, A., Die Tablette: Hand-buch der Entwicklung, Herstellung undQualitätssicherung, EVC Editio Cantor,Aulendorf 2011.
[3] Bauer, K.-H., Frömming, K.-H., Führer,C., Pharmazeutische Technologie, Wis-senschaftliche Verlagsgesellschaft,Stuttgart 2016.
[4] Jivraj, M., Martini, L.G., Thomson, C.M.,An overview of the different excipientsuseful for the direct compression oftablets, Pharmaceutical Science &Technology Today, 3(2): 58–63, 2000.
[5] Bolhuis, G.K., Armstrong, N.A., Exci-pients for direct compaction – an up-date, Pharmaceutical Development andTechnology, 11(1): 111–124, 2006.
[6] Rojas, J., Uribe, Y., Zuluaga, A., Powderand compaction characteristics of pre-gelatinized starches, Die Pharmazie, 67(6): 513–517, 2012.
[7] Celik, M., Pharmaceutical powder com-paction technology, Taylor & Francis,London 2011.
[8] Hentzschel, C.M., Sakmann, A., Leo-pold, C.S., Comparison of traditionaland novel tableting excipients: Physicaland compaction properties, Pharma-ceutical Development and Technology,17(6): 649–653, 2012.
[9] Stanley, P., Newton, J.M., The tensilefracture stress of capsule-shaped tab-lets, Journal of Pharmacy and Pharma-cology, 32(12): 852–854, 1980.
[10] Pitt, K.G., Newton, J.M., Stanley, P., Ten-sile fracture stress of doubly-convex cy-lindrical discs under diametral loading,Journal of Materials Science, 23: 2723–2728, 1988.
[11] Fell, J.T., Newton, J.M., Determinationof tablet strength by the diametral-compression test, Journal of Pharma-ceutical Sciences, 59(5): 688–691, 1970.
[12] European Pharmacopoeia Commission,European Pharmacopoeia, EDQM,Strasbourg (2007).