
Comparative Study of Weldability of Pipelines Steel API 5L X80 with quenched and tempered steels
8
XXXVIII CONSOLDA – Congresso Nacional de Soldagem 15 a 18 de Outubro de 2012 Ouro Preto, MG, Brasil Estudo Comparativo da Soldabilidade do Aço para Gasodutos API 5L X80 com Aços Temperados e Revenidos (Comparative Study of Weldability of Pipelines Steel API 5L X80 with quenched and tempered steels) Dr. Sc. Angel Rafael Arce Chilque 1 , PhD. Alexandre Queiroz Bracarense 2 , Luciana Muniz de Andrade 1 , Patrícia Sheilla Costa 1 , Rafael Vieira Soares 2 1 Universidade do Estado de Minas Gerais (UEMG), Departamento de Engenharia Metalúrgica, João Monlevade, Minas Gerais, Brasil, [email protected]. 2 Universidade Federal de Minas Gerais (UFMG), Departamento de Engenharia Mecânica/Laboratório de Robótica, Soldagem e Simulação (LRSS), Belo Horizonte, Minas Gerais, Brasil, [email protected]. Resumo Um estudo da soldabilidade do aço ARBL, tipo API 5L X80, soldado pelos processos ao arco elétrico manual com eletrodo revestido (SMAW), e arame tubular (FCAW) robotizado tem sido efetuado, utilizando em particular técnicas convencionais de metalografia óptica e microdureza Vickers Hv. Estes resultados foram comparados com os obtidos para aços temperados e revenidos igualmente de elevada resistência mecânica soldados pelo processo manual (SMAW). O estudo comparativo põe em evidência a melhor soldabilidade do aço X80 quando soldado utilizando procedimentos de soldagem específicos. Os resultados preliminares permitem prever uma melhor resistência ao impacto e à fissuração a frio das juntas soldadas do aço X80. Palavras-chave: Soldabilidade; Metalurgia da Soldagem; Aço X80; Aços para gasodutos; Aços Temperados e Revenidos. Abstract: A study of weldability of HSLA steel, type API 5L X80, welded by manual electric arc process with coated electrodes (SMAW), and tubular wire using a robot (FCAW) has been made, especially using conventional techniques of optical metallography, and microhardness Vickers Hv. These results were compared with those obtained for quenched and tempered steels also have high mechanical resistance welded by manual process (SMAW). The comparative study shows clearly the best weldability of steel X80 when welded using specific welding procedures. Preliminary results allow for a better resistance to impact and cold cracking of welded joints of steel X80. Key-words: Weldability; Welding Metallurgy; Steel X80; pipeline steels; quenched and tempered steels. 1. Introdução Devido à grande competitividade no setor siderúrgico, a cada dia novos aços têm sido desenvolvidos com o objetivo de atender a requisitos severos de resistência mecânica e tenacidade. Os aços microligados são exemplos deste desenvolvimento e estão sendo empregados no campo estrutural, nas indústrias petrolíferas e navais em substituição aos aços tratados termicamente devido a apresentarem melhores características de tenacidade e níveis relativamente altos de resistência, e ainda boa soldabilidade. Além disso, os aços microligados não precisam passar por tratamentos térmicos para atingirem as características desejadas, como é o caso dos aços temperados e revenidos que para atingirem boas propriedades de resistência precisam passar pelos tratamentos térmicos de têmpera e revenido, o que gera uma estrutura de martensita revenida que possui uma maior fragilidade que as estruturas bainíticas dos aços microligados. Esses novos aços podem ser utilizados na fabricação de tubos de grandes diâmetros para transmissão do petróleo e gases, plataformas offshore, construção naval, indústria automotiva e outras estruturas metálicas e estas aplicações envolvem severas condições de operação, alta exigência de segurança e como em todo ramo, baixo custo. Dessa forma o desenvolvimento da metalurgia desses aços torna-se cada vez mais importante, principalmente relacionado à soldabilidade. GORNI [1], afirma que para melhorar a soldabilidade dos produtos soldados é necessária uma diminuição no teor de carbono do material e por isso esses novos aços microligados precisam passar por mecanismos de endurecimento que elimine a necessidade deste elemento. As alternativas mais viáveis para conseguir um aço com baixo teor de carbono e que possua propriedades de resistência, tenacidade e soldabilidade adequadas seriam os aços endurecíveis por precipitação de cobre ou os
Transcript of Comparative Study of Weldability of Pipelines Steel API 5L X80 with quenched and tempered steels

XXXVIII CONSOLDA – Congresso Nacional de Soldagem 15 a 18 de Outubro de 2012
Ouro Preto, MG, Brasil
CT 61 - Estudo Comparativo da Soldabilidade do Aço para Gasodutos API 5L X80 com Aços
Temperados e Revenidos
(Comparative Study of Weldability of Pipelines Steel API 5L X80 with quenched and tempered steels)
Dr. Sc. Angel Rafael Arce Chilque1, PhD. Alexandre Queiroz Bracarense
2, Luciana Muniz de Andrade
1, Patrícia
Sheilla Costa1, Rafael Vieira Soares
2
1Universidade do Estado de Minas Gerais (UEMG), Departamento de Engenharia Metalúrgica, João
Monlevade, Minas Gerais, Brasil, [email protected]. 2Universidade Federal de Minas Gerais (UFMG), Departamento de Engenharia Mecânica/Laboratório de
Robótica, Soldagem e Simulação (LRSS), Belo Horizonte, Minas Gerais, Brasil, [email protected].
Resumo
Um estudo da soldabilidade do aço ARBL, tipo API 5L X80, soldado pelos processos ao arco elétrico manual
com eletrodo revestido (SMAW), e arame tubular (FCAW) robotizado tem sido efetuado, utilizando em
particular técnicas convencionais de metalografia óptica e microdureza Vickers Hv. Estes resultados foram
comparados com os obtidos para aços temperados e revenidos igualmente de elevada resistência mecânica
soldados pelo processo manual (SMAW). O estudo comparativo põe em evidência a melhor soldabilidade do aço
X80 quando soldado utilizando procedimentos de soldagem específicos. Os resultados preliminares permitem
prever uma melhor resistência ao impacto e à fissuração a frio das juntas soldadas do aço X80.
Palavras-chave: Soldabilidade; Metalurgia da Soldagem; Aço X80; Aços para gasodutos; Aços Temperados e
Revenidos.
Abstract: A study of weldability of HSLA steel, type API 5L X80, welded by manual electric arc process with
coated electrodes (SMAW), and tubular wire using a robot (FCAW) has been made, especially using
conventional techniques of optical metallography, and microhardness Vickers Hv. These results were compared
with those obtained for quenched and tempered steels also have high mechanical resistance welded by manual
process (SMAW). The comparative study shows clearly the best weldability of steel X80 when welded using
specific welding procedures. Preliminary results allow for a better resistance to impact and cold cracking of
welded joints of steel X80.
Key-words: Weldability; Welding Metallurgy; Steel X80; pipeline steels; quenched and tempered steels.
1. Introdução
Devido à grande competitividade no setor siderúrgico, a cada dia novos aços têm sido desenvolvidos com o
objetivo de atender a requisitos severos de resistência mecânica e tenacidade.
Os aços microligados são exemplos deste desenvolvimento e estão sendo empregados no campo estrutural,
nas indústrias petrolíferas e navais em substituição aos aços tratados termicamente devido a apresentarem
melhores características de tenacidade e níveis relativamente altos de resistência, e ainda boa soldabilidade.
Além disso, os aços microligados não precisam passar por tratamentos térmicos para atingirem as características
desejadas, como é o caso dos aços temperados e revenidos que para atingirem boas propriedades de resistência
precisam passar pelos tratamentos térmicos de têmpera e revenido, o que gera uma estrutura de martensita
revenida que possui uma maior fragilidade que as estruturas bainíticas dos aços microligados.
Esses novos aços podem ser utilizados na fabricação de tubos de grandes diâmetros para transmissão do
petróleo e gases, plataformas offshore, construção naval, indústria automotiva e outras estruturas metálicas e
estas aplicações envolvem severas condições de operação, alta exigência de segurança e como em todo ramo,
baixo custo.
Dessa forma o desenvolvimento da metalurgia desses aços torna-se cada vez mais importante, principalmente
relacionado à soldabilidade. GORNI [1], afirma que para melhorar a soldabilidade dos produtos soldados é
necessária uma diminuição no teor de carbono do material e por isso esses novos aços microligados precisam
passar por mecanismos de endurecimento que elimine a necessidade deste elemento.
As alternativas mais viáveis para conseguir um aço com baixo teor de carbono e que possua propriedades de
resistência, tenacidade e soldabilidade adequadas seriam os aços endurecíveis por precipitação de cobre ou os
Ana_01
Text Box
Índice Autores Índice Títulos

2
aços bainíticos com extra-baixo carbono e microelementos. Dessa forma os aços microligados endurecíveis por
precipitação ou os aços microligados bainíticos (Nb,V,Ti) apresentam um baixo teor de carbono, o que melhora a
soldabilidade e ainda oferece boa resistência mecânica e tenacidade que são conseguidas através de adições de
elementos de liga em baixa quantidade e processo de laminação controlada.
Assim os aços microligados são mais baratos por não precisarem passar por tratamentos térmicos após sua
fabricação. Porém estes aços têm suas aplicações restritas devido ao pouco conhecimento sobre o assunto, sendo
assim, este estudo torna-se necessário para se conhecer e controlar melhor a estrutura metalúrgica desses aços de
alta resistência e baixa liga soldados e em consequência as suas propriedades mecânicas e de uso.
2. Materiais e Métodos
2.1. Materiais
Foram utilizadas amostras de aço ao carbono e baixa liga convencional do tipo AISI 1020, aços de alta
resistência e baixa liga (ARBL) tipo API5L X80 e aços temperados e revenidos ligados ao cromo, molibdênio,
vanádio e nióbio. As amostras dos aços temperados e revenidos correspondem a corpos de prova para estudo da
soldabilidade segundo a técnica dos “implantes” [2]. A composição química dos aços em estudo é apresentada na
tabela 1.
Tabela 1. Composição Química do Metal de Base do aço API 5L X80 e dos Aços Temperados e Revenidos
incluindo o carbono equivalente calculado.
C Mn Si Cr Ni Mo V Nb Ti Co
API 5L X80 0,07 1,72 0,23 0,13 0,010 0,19 0,021 0,063 0,013 -
*C-Mn 0,14 1,04 0,25 0,06 0,120 0,07 0,005 0,005 0,005 0,03
*C-Mn-Cr 0,15 1,05 0,26 0,99 0,121 0,06 0,005 0,005 0,005 0,04
*C-Mn-Cr-Nb 0,15 1,06 0,23 1,04 0,120 0,07 0,005 0,072 0,005 0,02
*C-Mn-Cr-Mo 0,13 1,07 0,24 1,05 0,125 0,52 0,005 0,005 0,005 0,02
*C-Mn-Cr-Mo-V 0,15 1,01 0,19 0,97 0,050 0,48 0,280 0,005 0,006 0,03
Aço Cu Al N B (ppm) S P As Sn Sb * Ce (IIW) (%)
API 5L X80 0,01 0,035 - - 0,002 0,02 - - - 0,43
*C-Mn 0,06 0,013 0,008 ≤ 1 0,006 0,01 0,028 0,005 0,0028 0,35
*C-Mn-Cr 0,06 0,017 0,006 ≤ 1 0,007 0,01 0,028 0,005 0,0028 0,55
*C-Mn-Cr-Nb 0,04 0,005 0,008 - 0,003 0,01 0,034 0,005 0,0028 0,56
*C-Mn-Cr-Mo 0,04 0,008 0,01 3 ≥ 2 0,009 0,01 0,036 0,005 0,0028 0,63
*C-Mn-Cr-Mo-V 0,005 0,009 0,009 1 ≤ 2 0,004 0,00 0,003 0,004 0,0002 0,67
AçoCOMPOSIÇÃO QUÍMICA DO METAL DE BASE
Nota: * aços sintéticos elaborados em escala de laboratório, gentilmente cedidos pelo CETEN.
Na tabela 2 têm-se o programa de testes de soldagem os quais os aços foram submetidos. Os aços sintéticos
foram soldados pelo processo ao arco elétrico manual com eletrodo revestido (SMAW) básico de 4 mm de
espessura, e com energia de soldagem de 1500J/mm. Já o aço API 5L X80 foi soldado por SMAW (manual e
mecanizado) e pelo processo arame tubular robotizado utilizando energias diferentes mostradas na tabela 2.
Tabela 2. Programa de Soldagem das amostras de aço X80 e Aços temperados e Revenidos
Tipo de Processo Tipo de AçoCorpo de
ProvaEletrodo Chanfro Energia Média
Temperatura
pré-aquecimento
Temperatura
Interpasses
SMAW Manual X80 CP01 Básico (E9018-M) V 1500 J/mm ≈100ºC ≈250ºC
SMAW
Mecanizado
(Gravidade)
X80 CP03Básico
(E9018-M)V 750 J/mm NR NR
FCAW Robotizado X80 CP05
Arame Tubular
(E91T8-K8/E621T8-K8)
2,0mm
V 650 J/mm ≈100ºC ≈100ºC
FCAW Robotizado X80 CPE111
Arame Tubular
(E111- T1)
1,2mm
V 650 J/mm ≈100ºC ≈100ºC
SMAW Manual C-Mn 0Cr Básico (4mm) NR 1500 J/mm ≈150ºC NR
SMAW Manual C-Mn-Cr 1Cr Básico (4mm) NR 1500 J/mm ≈150ºC NR
SMAW Manual C-Mn-Cr-Nb 1CrNb Básico (4mm) NR 1500 J/mm ≈150ºC NR
SMAW Manual C-Mn-Cr-Mo 1CrMo Básico (4mm) NR 1500 J/mm ≈150ºC NR
SMAW Manual C-Mn-Cr-Mo-V 7CrMoV Básico (4mm) NR 1500 J/mm ≈150ºC NR Nota: NR representa Não Realizado

3
Após a soldagem as juntas passaram por inspeção visual e posteriormente foram preparadas para micrografia
e microdureza utilizando as etapas de preparação metalográfica que incluíram corte, lixamento, polimento com
alumina e ataque químico com reagente Nital a 2%. A Microscopia ótica das amostras soldadas foi realizada
com Microscópio Olympus nos aumentos de 50, 100, 200, 500 e 1000 vezes e para Microdureza Vickers
utilizou-se microdurômetro Shimadzu com carga de 100g durante 15 segundos; Para as micrografias para
medição do tamanho de grão foi utilizada a mesma preparação da análise micrográfica e foram retiradas 20
micrografias da região de grão grosseiro do cordão de acabamento de cada corpo de prova. Para a medição do
tamanho de grão foi utilizado o software Image J.
3. Resultados e Discussão
3.1. Verificação da composição química
De acordo com a composição química calcula-se o carbono equivalente desses aços, mostrado na tabela 1. O
carbono equivalente é um índice do grau de soldabilidade dos aços e que de acordo com o International Institute
of Welding (IIW) [4] pode ser calculado pela fórmula:
(1)
Se o valor for superior a 0,45% diz-se que o aço é temperável e, portanto sensível à fissuração a frio [3], precisando-se então de cuidados especiais para a soldagem de aços com maior carbono equivalente. Em
particular, o valor do carbono equivalente do aço X80 (0,43%), mostrado na tabela 1, é menor que nos aços
baixa liga temperados e revenidos, indicando que em principio o aço X80 possui melhor soldabilidade.
3.2. Perfil de Microdureza
A análise da figura 1 indica que os aços temperados e revenidos, com exceção do C-Mn, apresentaram maior
dureza ao longo de toda a junta soldada que os corpos de prova do aço X80, mesmo este sendo soldado por
processos diferentes. Esse comportamento da dureza (Hv) é coerente com os resultados de carbono equivalente
encontrados para esses aços, isto é, quanto maior a quantidade de elementos de liga maior é a dureza na junta,
nas condições de soldagem escolhidas.
A maior diferença nos valores de microdureza da junta soldada dos aços em estudo está na região da ZTA
onde os aços temperados e revenidos ligados ao Cr, Mo e V apresentaram elevados valores de dureza Hv,
coerentes com o maior valor de carbono equivalente encontrado para aqueles aços. Além disso, os corpos de
prova do aço API 5L X80 apresentaram valores de microdureza abaixo de 350Hv em todo o perfil de dureza
analisado no meio da espessura da chapa, indicando a ausência de martensita e com isso menor tendência à uma
eventual fissuração a frio.
100
200
300
400
500
600
700
1 2 3 4 5 6 7 8 9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
Du
reza (H
V)
Testes
Microdureza Vickers horizontal em juntas soldadasde aços temperados e revenidos e no aço X80 soldado por diferentes processos
0Cr 1Cr 1CrNb 1CrMo 7CrMoV CP01 CP05 CP E111 CP03
Zona Fundida Metal de Base
X80: CP01, CP05, CP E111 e CP03Temperados e Revenidos: 0Cr, 1Cr, 1CrNb, 1CrMo e 7CrMoV
ZTA ZTA
ZTA
ZTA
ZTA
ZTA
ZTA
ZTA
Figura 1. Perfil de Microdureza Vickers ao longo das juntas soldadas na direção horizontal no meio da espessura
da solda para os Aços Temperados e Revenidos e o aço API 5L X80.

4
A figura 2 mostra especificamente o perfil de microdureza Vickers na região de crescimento de grão da ZTA
nos aços em estudo no estado como soldado (as - welded). Verifica-se que nessa região, que é a região mais
crítica da junta soldada devido ao superaquecimento [3], o aço X80 apresentou dureza em torno de 250 Hv e
todos os aços sintéticos apresentaram na mesma região dureza maior que 350 Hv. Isto indica que no aço X80
soldado pelos diferentes processos, não houve presença de martensita e o contrário ocorre com os aços
temperados e revenidos que apresentaram valores variando de 350 a 600 Hv.
Em anterior trabalho [5], mostrou-se que em condições muito severas o aço X80 pode também dar lugar a
formação de martensita na região de superaquecimento, como foi no caso da soldagem subaquática e no caso do
ultimo cordão da camada de acabamento quando soldado com baixa energia e sem preaquecimento, mostrando
com isto que de todas as maneiras a região de superaquecimento é em todos os casos a região particularmente
mais crítica da ZTA.
356 4
32 5
37 586
59
4
223 269
24
8
25
1
100
200
300
400
500
600
700
1 2 3 4 5 6 7 8 9
10
11
12
13
14
15
16
17
18
19
Méd
ia 0
Cr
Méd
ia 1
Cr
Méd
ia 1
CrN
b
Mé
dia
1C
rMo
Mé
dia
7C
rMo
V
Mé
dia
CP
01
Mé
dia
CP
03
Mé
dia
CP
05
Mé
dia
CP
E1
11
Du
reza
(H
V)
Testes
Microdureza Vickers na Região de Crescimento de Grão da ZTA nas juntas soldadasde aços temperados e revenidos e no aço X80 soldado por diferentes processos
Média 0Cr Média 1Cr Média 1CrNb Média 1CrMo Média 7CrMoV Média CP01 Média CP03 Média CP05 Média CPE111
0Cr 1Cr 1CrNb 1CrMo 7CrMoV CP01 CP05 CP E111 CP03
X80: CP01, CP05, CP E111 e CP03Temperados e Revenidos: 0Cr, 1Cr,
1CrNb, 1CrMo, 7CrMoV
Figura 2. Perfil de Microdureza Vickers na Região de Crescimento de Grão da ZTA nas amostras dos aços em
estudo.
3.3. Análise das Microestruturas
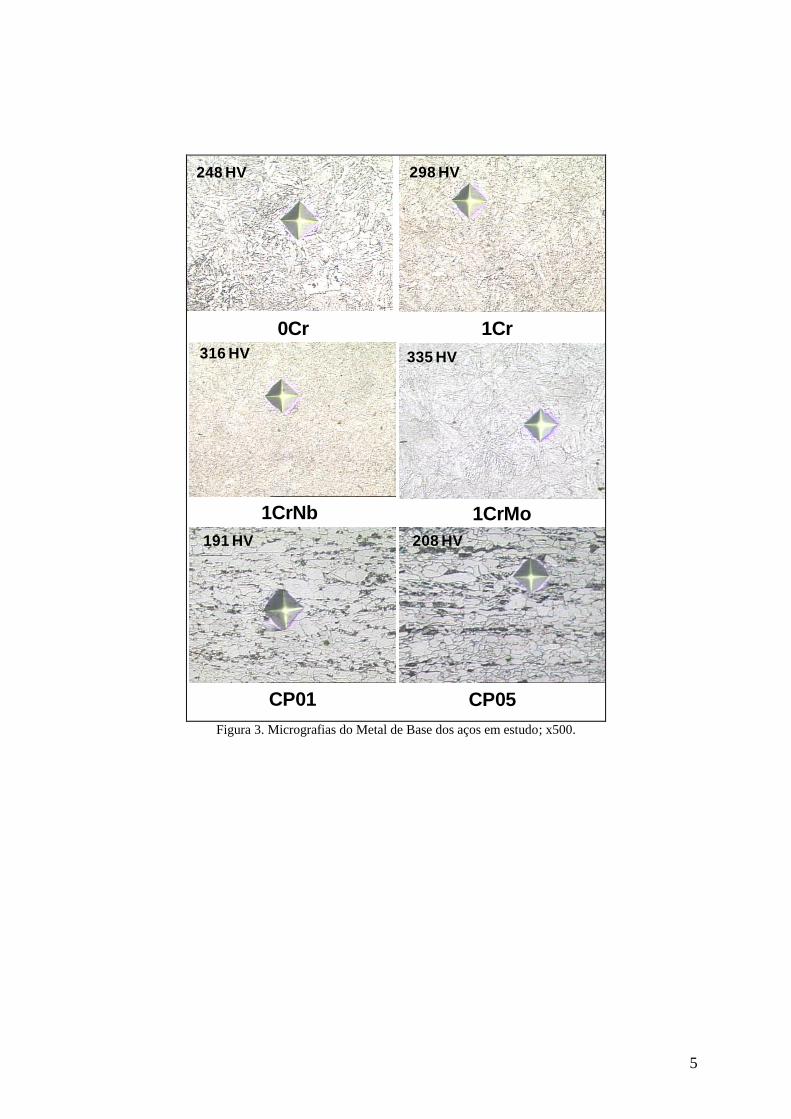
A figura 3 apresenta as microestruturas do metal de base dos aços em estudo; o aço X80 apresenta estrutura
de ferrita e carbonetos, típica dos aços laminados pelo processo TMCP (Thermo Mechanical Control Process),
que é um processo de laminação controlada, com uma dureza Hv entre 190 e 220.
Já o metal de base dos aços baixa liga sintéticos, apresentam estrutura de têmpera e revenido com valores de
dureza Hv entre 250 e 330 maiores que o aço X80. Após a soldagem podem dar origem a estruturas ainda mais
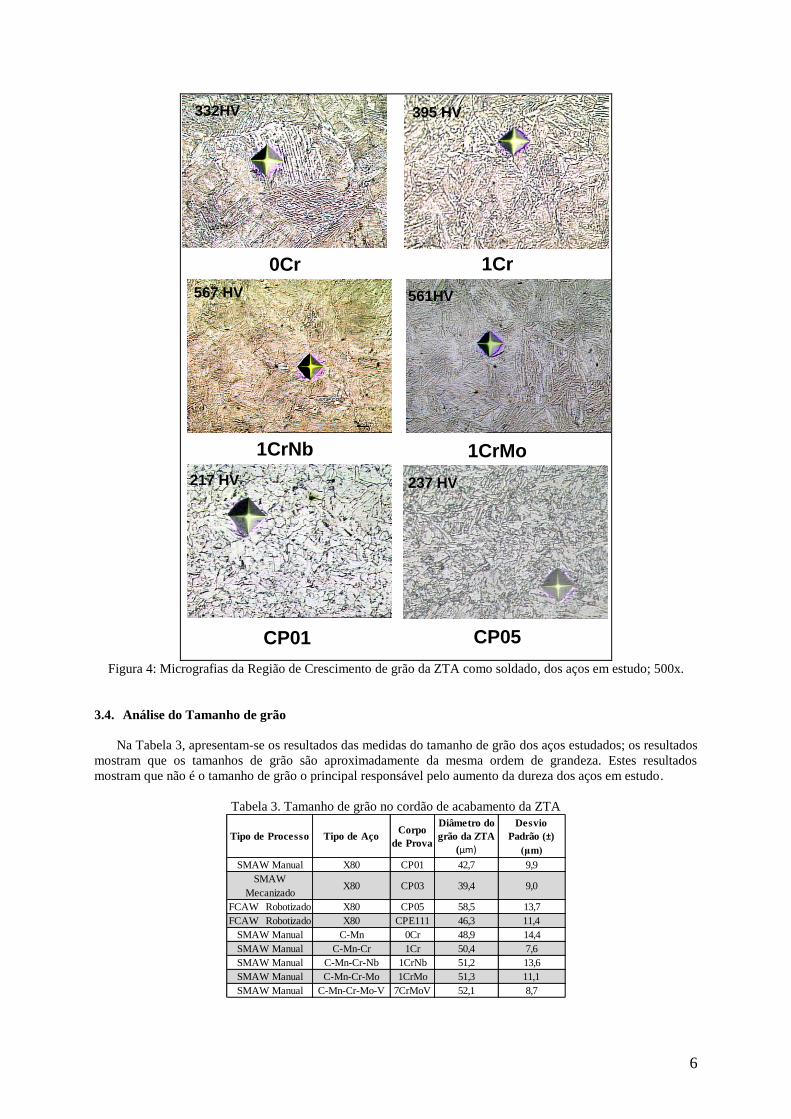
duras na região de superaquecimento (região de grão grosseiro) da junta soldada, como mostrado na figura 4.
Ressalta-se aqui o aumento da dureza Hv na medida em que se adiciona elementos de liga
Analisando a figura 4, percebe-se a presença de estrutura martensítica na região de superaquecimento dos
aços baixa liga sintéticos, com exceção do aço C-Mn (0Cr), o que não acontece com o aço X80. Isto indica que
mesmo para o CP05 que foi soldado com menor energia, o que poderia dar origem a uma estrutura frágil devido
à velocidade de resfriamento maior, a dureza e a microestrutura indicam a ausência de martensita; dito aço
apresentou estrutura bainitica na região de superaquecimento. O CP01, soldado com a mesma energia que os
temperados e revenidos, também não apresentou estrutura de tempera na região de superaquecimento, mas sim
estrutura de ferrita e bainita. Estes resultados indicam que o aço X80 apresenta melhor soldabilidade e mais
adequadas propriedades mecânicas que os aços sintéticos temperados e revenidos em estudo.
5
1Cr
298 HV
1CrNb
316 HV 335 HV
1CrMo
191 HV
CP01 CP05
208 HV
248 HV
0Cr
Figura 3. Micrografias do Metal de Base dos aços em estudo; x500.
6
1Cr
1CrNb
395 HV
567 HV 561HV
1CrMo
CP01 CP05
217 HV 237 HV
332HV
0Cr
Figura 4: Micrografias da Região de Crescimento de grão da ZTA como soldado, dos aços em estudo; 500x.
3.4. Análise do Tamanho de grão
Na Tabela 3, apresentam-se os resultados das medidas do tamanho de grão dos aços estudados; os resultados
mostram que os tamanhos de grão são aproximadamente da mesma ordem de grandeza. Estes resultados
mostram que não é o tamanho de grão o principal responsável pelo aumento da dureza dos aços em estudo.
Tabela 3. Tamanho de grão no cordão de acabamento da ZTA
Tipo de Processo Tipo de AçoCorpo
de Prova
Diâmetro do
grão da ZTA
(μm)
Desvio
Padrão (±)
(μm)
SMAW Manual X80 CP01 42,7 9,9
SMAW
MecanizadoX80 CP03 39,4 9,0
FCAW Robotizado X80 CP05 58,5 13,7
FCAW Robotizado X80 CPE111 46,3 11,4
SMAW Manual C-Mn 0Cr 48,9 14,4
SMAW Manual C-Mn-Cr 1Cr 50,4 7,6
SMAW Manual C-Mn-Cr-Nb 1CrNb 51,2 13,6
SMAW Manual C-Mn-Cr-Mo 1CrMo 51,3 11,1
SMAW Manual C-Mn-Cr-Mo-V 7CrMoV 52,1 8,7

7
3.5. Resistência à Tração
A tabela 4 mostra a resistência à tração (Rm) e limite de escoamento (σe ) dos aços em estudo. Nota-se que os
valores da relação σe / Rm dos diferentes aços são bastante próximos, o aço X80 apresentando inclusive, um dos
valores mais baixos que os aços temperados e revenidos, o que é interessante para os projetistas de estruturas
metálicas.
Tabela 4: Propriedades mecânicas do metal de base dos aços em estudo.
API 5L X80 683 561 0,82
C-Mn 671 556 0,83
C-Mn-Cr 724 640 0,88
C-Mn-Cr-Nb 755 655 0,87
C-Mn-Cr-Mo 829 661 0,80
C-Mn-Cr-Mo-V 837 727 0,87
Aço Rm (Mpa) σe (Mpa) σe/Rm
4. Conclusões
A análise dos resultados apresentados permite chegar às seguintes conclusões:
1. O aço API 5L X80 apresenta melhor soldabilidade que os aços temperados e revenidos em estudo devido à
ausência de martensita na região de superaquecimento da ZTA nas condições soldagem empregadas, dando
menores valores de dureza Vickers; estes resultados são coerentes com os valores de carbono equivalente
calculados para os referidos aços.
2. O aumento da dureza Hv na região de superaquecimento da ZTA, como soldado, dos aços baixa liga
temperados e revenidos, está diretamente relacionado à presença de estrutura de têmpera (martensita), o tamanho
de grão na referida região dos aços estudados foram da mesma ordem de grandeza, com os procedimentos de
soldagem considerados.
3. O aço API 5L X80 possui propriedades mecânicas comparáveis aos aços temperados e revenidos, porém com
a vantagem de dispensar o uso de tratamentos térmicos após a soldagem, simplificando e diminuindo os custos
de fabricação, o que justifica em parte a substituição desses aços pelo X80 para determinadas aplicações. Em
particular a relação σe / Rm do aço X80 é similar ou melhor que dos aços temperados e revenidos, podendo
substituir a estes últimos nas estruturas metálicas com a vantagem de apresentarem uma melhor soldabilidade.
4. De todos os modos, a região de superaquecimento dos aços estudados, é a região mais sensível da zona
termicamente afetada pelo calor, seja pela presença de estruturas mais frágeis, seja pelo crescimento de grão,
entre outros fatores. Outros estudos complementares, como por exemplo, com auxilio da microscopia eletrônica
de transmissão e a realização de outros ensaios mecânicos e de soldabilidade é desejável serem efetuados de
modo a aprofundar e ampliar este estudo comparativo.
5. Agradecimentos
Os autores gostariam de expressar seu agradecimento à USIMINAS pelo fornecimento da chapa do aço API
5L X80 em estudo, ao CDTN (Centro de Desenvolvimento de Tecnologia Nuclear), à ESAB pelo fornecimento
de consumíveis, Ao LRSS do departamento de mecânica da UFMG onde se realizou o estudo do aço X80, ao
Institut de Soudure Paris France, onde se desenvolveram os estudos de soldabilidade dos aços baixa liga
utilizando o método dos Implantes e ao CETEN pela cessão das amostras dos aços sintéticos temperados e
revenidos e pelo apoio fornecido durante o desenvolvimento deste trabalho.
6. Referências Bibliográficas
[1] GORNI, A.A.; MEI, P.R. Aços alternativos ao HY-80 sem a necessidade de aplicação de têmpera e revenido.
Revista Metalurgia & Materiais, Ouro Preto, v. 56, n. 4, 2003. Disponível em:
<http://www.scielo.br/pdf/rem/v56n4/v56n4a12.pdf>. Acesso em: 25 outubro 2011.
[2] ARCE CHILQUE, Angel Rafael. Fragilisation et Fissuration au rechauffage D’aciers soudes. 1979. Tese
(Doutorado em Ciências) – A L’Universite Pierre Et Marie Curie, Paris, 1979.

8
[3] ARCE CHILQUE, A.R; BRACARENSE, A.Q.; et al. Estudo comparativo da microestrutura e propriedades
mecânicas de soldas do aço X80 feitas pelos processos SMAW, por gravidade (normal e subaquática) e FCAW
robotizados. Trabalho apresentado no 67º Congresso anual da ABM no Rio de Janeiro, 2012.
[4] I.I.W. Doc. Nº IX – 1533-88 Guide to the Light Microscope Examination of Ferritic Steels Weld Metals,
IIW Doc. 1533-88, 1988
[5] ARCE CHILQUE A.R; BRACARENSE,A.Q.; ET AL. Estudo da Soldabilidade do aço API5L X80 na
soldagem ao arco elétrico manual, mecanizado e robotizado. Trabalho apresentado na Exposol Conferência
de Tecnologia da soldagem e inspeção – SENAI, CTS Solda Rio de janeiro, 2008




















