
Polysaccharide purification from Haemophilus influenzae type b through tangential microfiltration
Upload
independentCategory
view
3download
0
Desalination 279 (2011) 285–290
Contents lists available at ScienceDirect
Desalination
j ourna l homepage: www.e lsev ie r.com/ locate /desa l
Combination treatment of corn starch wastewater by sedimentation, microfiltrationand reverse osmosis
Beatriz Cancino-Madariaga a,⁎, Juan Aguirre b
a School of Food Engineering. Pontificia Universidad Católica de Valparaíso, Waddington 716, Valparaíso, Chileb Departamento de Nutrición, Bromatología y Tecnología de los Alimentos, Facultad de Veterinaria, Universidad Complutense, Ciudad Universitaria, Madrid 28040, Spain
⁎ Corresponding author. Tel.: +56 32 2274226; fax:E-mail addresses: [email protected] (B. Cancino
[email protected] (J. Aguirre).
0011-9164/$ – see front matter © 2011 Elsevier B.V. Aldoi:10.1016/j.desal.2011.06.021
a b s t r a c t
a r t i c l e i n f oArticle history:Received 5 February 2011Received in revised form 6 June 2011Accepted 7 June 2011Available online 30 June 2011
Keywords:SedimentationMicrofiltrationReverse osmosisCorn starch wastewater
Combination treatment of sedimentation, microfiltration and reverse osmosis was investigated to recoversolids from wastewater produced during the washing of corn starch. Sedimentation was carried out in acolumn 2.55 m high using a simulated solution of dry corn starch and real corn starch wastewater effluent.Microfiltration using a 0.2 μm PVDF membrane of 7.5 m2 was carried out in a real production plant onwastewater solutions with and without a prior sedimentation step. The permeate of the microfiltration wassubjected to reverse osmosis stage in a laboratory flat cell. The sedimentation showed that the settlingvelocities were very slow, and depended strongly on the molecular structure of the modified starches and thecomposition of the wastewater, especially when salt was present because cationic starch production. Thehighest concentration factor achieved by microfiltration was 8.25 in the case of oxidized starch with priorsedimentation. The highest volumetric reduction percentage and the highest flux were obtained with cationicstarch without sedimentation. A sedimentation was useful in the case of oxidized starch but did not improvethe processing of cationic starch. When the reverse osmosis stage was included, BOD5 in the discharge waterwas reduced to just 31.2 mg O2/L.
+56 32 2274205.-Madariaga),
l rights reserved.
© 2011 Elsevier B.V. All rights reserved.
1. Introduction
Increasing interest in environmental protection, efficiency andreduced process costs, coupled with new environmental regulationsand growing market preference for companies that respect theenvironment have affected many industries [1]. The corn starchprocessing industry involves production streams that vary in diversityand complexity, which require extensive optimization to achieve highquality in the end products. Water removal and product separationare two fundamental processing steps that affect product quality,processing costs and environmental impact [2]. Optimizing both stepsmay help to reduce the volume and solids content of wastewater.
Membrane processes are increasingly being used in watertreatment and environmental protection applications, as a result oflegislative changes that have led to more widespread and stringentregulatory controls. In addition, recent innovations in membraneshave made them stronger and more resistant to variations in pH andtemperature, allowing their use in more technological applications[3].
Membrane processes have recently been introduced in corn starchproduction [2,4–7]. These studies have demonstrated that membranetechnology can assist in clarification, separation, and concentration in
the food industry, and it can decrease the use of traditional coagulantagents such as gelatin, bentonite and silica, whose presence ineffluents causes environmental problems.
While the use of membranes in corn starch production processeshas been studied, their use in the treatment of corn starch effluentshas not. These effluents are characterized by high biological oxygendemand (BOD5) and high suspended solids concentration [8]. Inprevious work, Cancino et al. demonstrated that microfiltration andreverse osmosis (RO) of the effluent can recover corn starch andreduce BOD5. For membranes to work efficiently in these processes,however, pre-treatment of the effluent before microfiltration isextremely important and, in many cases, determines the overallperformance of a production plant [9].
There are no literature data concerning wastewater coming fromthis technology [10] so that we compared the experimental data ofmembrane filtered wastewater with similar wastewater from potatostarch. The difference between these materials however can be inchemical composition of wastewater and in potato state.
In the potato starch industry, where membranes are used in thetreatment of wastewater, a preliminary step of conventional filtrationis recommended to remove a part of the suspended solids. Thetreatment of wastewater from potato processing must be carried outquickly so as to avoid acidification and consequent protein precipi-tation due to rapid fermentation [11].
Rüffer et al. [12] used a pilot-scale RO filtration unit to filter potatofruit water originating from the overflow of centrifuges; these

286 B. Cancino-Madariaga, J. Aguirre / Desalination 279 (2011) 285–290
centrifuges are used to separate protein and other solubles frompotato starch after rasping. The RO membranes were made ofcellulose acetate and were operated with a permeate flux ofapproximately 20 L/m2 h during 20 h, at an average pressure of4 MPa, with a pressure drop of 500 kPa from module inlet to outlet.Chemical oxygen demand (COD) rejection and dry substancerejection both exceeded 99%.
Reimann and Yeo [13] tested practical aspects of differentmembranes used for filtering potato washwater. A 50-nm SiC mineralmembrane (200 kPa) achieved a permeate flux of approximately100 L/(m2 h), but COD rejection increased from 20% to 84% withincreasing pressure on the inorganic membrane. The permeate flux ofthe 50 nm SiC membrane was higher than that of the 100-nm Al2O3
membrane, and the COD rejection was correspondingly lower.Therefore, in both cases, the concentration polarization at the feedside of the membranes was very high. Permeate flux decreased as theconcentration of COD increased [14].
Application of membranes to treat corn starch effluent facesseveral challenges. In corn starch production, hydrocyclones are usedas centrifuges at the washing stage, and they produce effluent with ahigh level of suspended solids. Moreover, the distribution ofsuspended solids is irregular due to the variable efficiency of thehydrocyclones. Adding a membrane process after the hydrocyclonestage may not work when the hydrocyclones are inefficient and leavea high level of solids in the effluent. Moreover, industrial corn starcheffluent contains a wide distribution of particle sizes, implying theneed for a treatment that combines different operations.
Sedimentation is the partial separation of suspended solidparticles from a liquid by gravity settling, which is affected by particlesize, liquid viscosity and the densities of the solid and solution [15].Suspensions of fine particles tend to behave rather differently fromcoarse suspensions, in which a high degree of flocculation may occuras a result of the very high specific surface area of the particles.Nevertheless, the particles in both types of suspensions reach theirterminal velocity quickly once the frictional force becomes equal tothe net gravitational force [16].
The aim of this study was to investigate the efficiency of acombination treatment of corn starch wastewater involving sedi-mentation, microfiltration and reverse osmosis, for the purpose ofrecycling the retentate obtained back into the production process andthereby reducing wastewater pollution. Experiments were performedusing corn starch wastewater from a corn starch factory in Chile and asimulated solution of dry corn starch dissolved water.
2. Materials and methods
Three kinds of corn starch used in the Chilean corn industry wereexamined in this study: standard, cationic and oxidized. Although thecorn starch industry normally produces several types of starch, onlycationic starch and oxidized starch were analyzed because they have,respectively, the minimum and maximum concentrations of sus-pended solids. Standard starch is starch that has not been modified.Cationic starch is a chemically modified form of standard starch thathas a positive charge due to the presence of amino groups. Salt isformed during the modification reaction and it remains dissolved inthewastewater. In oxidized starch, carboxyl and carbonyl groups havebeen introduced into the starch molecules, partially depolymerizingthem [17].
2.1. Laboratory-scale sedimentation
In the experiments below, two kinds of solution were used: realcorn starch wastewater and a simulated solution of dry corn starchdiluted in water. Real wastewater was from the effluent generated inthe last hydrocyclone run during the washing stage of corn starchproduction at a factory in Chile. Simulated solutions were prepared
from dry refined starches produced in the same factory and diluted inwater such that their suspended solid concentrations were similar tothose of the wastewater effluent.
Particle size in the solutions was analyzed by laser diffraction usinga Mastersizer X (Malver Instruments) with a 45-mm lens. Thisanalysis was made by the Chilean Commission of Nuclear Energy. Thesedimentation experiments were carried out in a sedimentationcolumn with a height of 2.55 m and a diameter of 0.16 m, attemperature between 22 °C ±3 °C. The column was constructed ofPVC and was equipped with a viewfinder and seven valves to extractthe samples at intervals of 0.41 m along its height. In all experimentsthe column was filled with 70 L of solution. Samples of 200 mL weretaken from each valve at 0, 30, 60, 120, 180, 240, 300 and 360 min andan analysis of the suspended solids was carried out according to theStandardMethods for the Examination ofWater andWastewater [18].
The concentration ratio (CR) of suspended solids for each samplewas estimated by Eq. (1):
CR =Ct
C0ð1Þ
where Ct is the concentration of suspended solids (ppm) at timet=t min, and C0 is concentration of suspended solids (ppm) at timet=0 min. The sedimentation velocity (SV) for each sample wasestimated using Eq. (2):
SV =ht
ð2Þ
where h is the sample height measured from the surface of thesolution after sedimentation (cm), and t is the elapsed time (min).
2.2. Pilot-scale microfiltration
Microfiltration experiments were carried out using corn starchwastewater with and without prior sedimentation. Both solutionswere obtained from the real effluent of a corn starch factory in Chile.The temperature of this effluent was 42 °C±5 °C. The idea was usedirectly to fill the storage tank to produce the sedimentation whenthis stage was included and for the microfiltration without sedimen-tation, the procedure was to accumulate in the feed tank. Thetemperature was between 25 °C and 38 °C for the MF stage,depending on the experiences and the time to accumulate theeffluent. Sedimented wastewater was prepared by leaving 1800 L ofwastewater to settle in a storage tank the day before the microfiltra-tion experiments (ca. 16 h). Then, 200 L of this solution wasdischarged from the base of the tank, leaving 1600 L of supernate, ofwhich 1500 was used to feed the microfiltration membrane.
To do the microfiltration experiments, 1500 L of corn starchwastewater with or without prior sedimentation was processed over4 h using a spiral wound microfiltration membrane (model numberM-M4040VDF, AMIMembranes TM)with a pore size of 0.2 μm, area of7.5 m2, and a transmembrane pressure of 250 kPa .The PVDFmembrane was chosen because it would not be damaged by thechlorine used to produce oxidized starch. Feed flow was producedusing a stainless steel centrifugal multistage Grundfos pump, givenbetween 59 and 77 L/min depending of the type of starch. Feed flowwas not regulated because the pump was a centrifugal stage pumpand the regulation was in the transmembrane pressure.
Permeate and concentrate samples were analyzed for total solidsand suspended solids, pH and BOD5. The initial concentrate and finalpermeate were also measured using the Standard Methods Norm5210 B 5-day BOD test [18]. To compare wastewater before and aftersedimentation, a BOD5 analysis was also carried out on the pre-sedimentation sample.
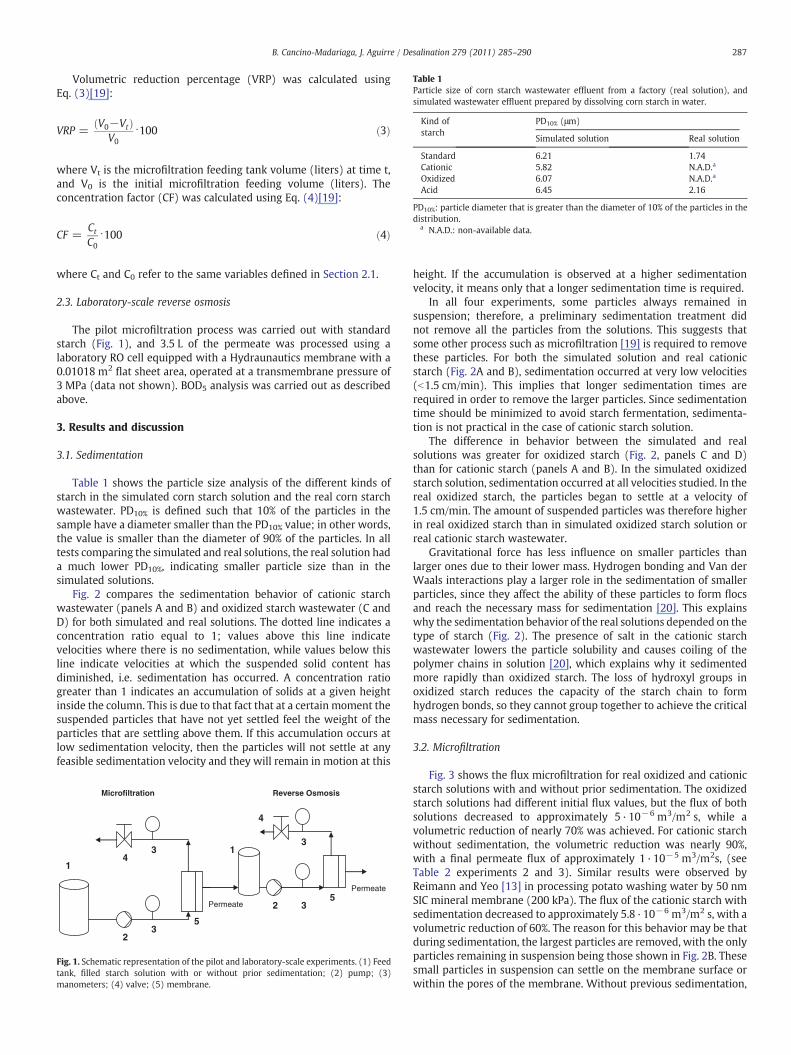
Table 1Particle size of corn starch wastewater effluent from a factory (real solution), andsimulated wastewater effluent prepared by dissolving corn starch in water.
Kind ofstarch
PD10% (μm)
Simulated solution Real solution
Standard 6.21 1.74Cationic 5.82 N.A.D.a
Oxidized 6.07 N.A.D.a
Acid 6.45 2.16
PD10%: particle diameter that is greater than the diameter of 10% of the particles in thedistribution.
a N.A.D.: non-available data.
287B. Cancino-Madariaga, J. Aguirre / Desalination 279 (2011) 285–290
Volumetric reduction percentage (VRP) was calculated usingEq. (3)[19]:
VRP =V0−Vtð ÞV0
⋅100 ð3Þ
where Vt is the microfiltration feeding tank volume (liters) at time t,and V0 is the initial microfiltration feeding volume (liters). Theconcentration factor (CF) was calculated using Eq. (4)[19]:
CF =Ct
C0⋅100 ð4Þ
where Ct and C0 refer to the same variables defined in Section 2.1.
2.3. Laboratory-scale reverse osmosis
The pilot microfiltration process was carried out with standardstarch (Fig. 1), and 3.5 L of the permeate was processed using alaboratory RO cell equipped with a Hydraunautics membrane with a0.01018 m2
flat sheet area, operated at a transmembrane pressure of3 MPa (data not shown). BOD5 analysis was carried out as describedabove.
3. Results and discussion
3.1. Sedimentation
Table 1 shows the particle size analysis of the different kinds ofstarch in the simulated corn starch solution and the real corn starchwastewater. PD10% is defined such that 10% of the particles in thesample have a diameter smaller than the PD10% value; in other words,the value is smaller than the diameter of 90% of the particles. In alltests comparing the simulated and real solutions, the real solution hada much lower PD10%, indicating smaller particle size than in thesimulated solutions.
Fig. 2 compares the sedimentation behavior of cationic starchwastewater (panels A and B) and oxidized starch wastewater (C andD) for both simulated and real solutions. The dotted line indicates aconcentration ratio equal to 1; values above this line indicatevelocities where there is no sedimentation, while values below thisline indicate velocities at which the suspended solid content hasdiminished, i.e. sedimentation has occurred. A concentration ratiogreater than 1 indicates an accumulation of solids at a given heightinside the column. This is due to that fact that at a certain moment thesuspended particles that have not yet settled feel the weight of theparticles that are settling above them. If this accumulation occurs atlow sedimentation velocity, then the particles will not settle at anyfeasible sedimentation velocity and they will remain in motion at this
1
3
43
Permeate
Microfiltration Reverse Osmosis
Permeate
3
3
1
2
2
4
5
5
Fig. 1. Schematic representation of the pilot and laboratory-scale experiments. (1) Feedtank, filled starch solution with or without prior sedimentation; (2) pump; (3)manometers; (4) valve; (5) membrane.
height. If the accumulation is observed at a higher sedimentationvelocity, it means only that a longer sedimentation time is required.
In all four experiments, some particles always remained insuspension; therefore, a preliminary sedimentation treatment didnot remove all the particles from the solutions. This suggests thatsome other process such as microfiltration [19] is required to removethese particles. For both the simulated solution and real cationicstarch (Fig. 2A and B), sedimentation occurred at very low velocities(b1.5 cm/min). This implies that longer sedimentation times arerequired in order to remove the larger particles. Since sedimentationtime should be minimized to avoid starch fermentation, sedimenta-tion is not practical in the case of cationic starch solution.
The difference in behavior between the simulated and realsolutions was greater for oxidized starch (Fig. 2, panels C and D)than for cationic starch (panels A and B). In the simulated oxidizedstarch solution, sedimentation occurred at all velocities studied. In thereal oxidized starch, the particles began to settle at a velocity of1.5 cm/min. The amount of suspended particles was therefore higherin real oxidized starch than in simulated oxidized starch solution orreal cationic starch wastewater.
Gravitational force has less influence on smaller particles thanlarger ones due to their lower mass. Hydrogen bonding and Van derWaals interactions play a larger role in the sedimentation of smallerparticles, since they affect the ability of these particles to form flocsand reach the necessary mass for sedimentation [20]. This explainswhy the sedimentation behavior of the real solutions depended on thetype of starch (Fig. 2). The presence of salt in the cationic starchwastewater lowers the particle solubility and causes coiling of thepolymer chains in solution [20], which explains why it sedimentedmore rapidly than oxidized starch. The loss of hydroxyl groups inoxidized starch reduces the capacity of the starch chain to formhydrogen bonds, so they cannot group together to achieve the criticalmass necessary for sedimentation.
3.2. Microfiltration
Fig. 3 shows the flux microfiltration for real oxidized and cationicstarch solutions with and without prior sedimentation. The oxidizedstarch solutions had different initial flux values, but the flux of bothsolutions decreased to approximately 5·10−6 m3/m2 s, while avolumetric reduction of nearly 70% was achieved. For cationic starchwithout sedimentation, the volumetric reduction was nearly 90%,with a final permeate flux of approximately 1·10−5 m3/m2s, (seeTable 2 experiments 2 and 3). Similar results were observed byReimann and Yeo [13] in processing potato washing water by 50 nmSIC mineral membrane (200 kPa). The flux of the cationic starch withsedimentation decreased to approximately 5.8·10−6 m3/m2 s, with avolumetric reduction of 60%. The reason for this behavior may be thatduring sedimentation, the largest particles are removed, with the onlyparticles remaining in suspension being those shown in Fig. 2B. Thesesmall particles in suspension can settle on the membrane surface orwithin the pores of the membrane. Without previous sedimentation,

A
0.0
0.5
1.0
1.5
2.0
2.5
0 1 2 3 4
Sedimentation velocity (cm/min)
Co
nce
ntr
atio
n r
atio
B
0.0
0.5
1.0
1.5
2.0
2.5
0 1 2 4
Sedimentation velocity (cm/min)
Co
nce
ntr
atio
n r
atio
C
0.0
0.5
1.0
1.5
2.0
2.5
0 1 2 3 4
Sedimentation velocity (cm/min)
Co
nce
ntr
atio
n r
atio
D
0.0
0.5
1.0
1.5
2.0
2.5
0 1 2 3 4
Sedimentation velocity (cm/min)
Co
nce
ntr
atio
n r
atio
3
Fig. 2. Concentration ratio as a function of sedimentation velocity for simulated and real corn starch wastewater solutions: (A) simulated cationic starch, (B) real cationic starch,(C) simulated oxidized starch, and (D) real oxidized starch.
288 B. Cancino-Madariaga, J. Aguirre / Desalination 279 (2011) 285–290
the larger particles still in solution concentrate near the membraneand function as a prefilter, preventing the obstruction of themembrane pores by smaller particles. This phenomenon can beobserved especially in the case of cationic starch (Fig. 3 experiments 2and 3 and Table 2 experiments 2 and 3).
On the other hand, cationic starch is a positively charged particlethat may be very important for flux behavior. The contact angle of amembrane is an indicator of its hydrophilicity or hydrophobicity. High
0.0E+00
5.0E-06
1.0E-05
1.5E-05
2.0E-05
2.5E-05
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
VRP
Flu
x (m
3 /m
2 s)
StandardCationic with S (1)Cationic without S (2)
Cationic without S (3)
Oxidized with S (4)
Oxidized without S (5)
Fig. 3.Microfiltrationflux as a function of VRP for different starchwastewaters. Samples,described in Table 2, were microfiltered with or without prior sedimentation (S).
contact angle indicates hydrophobicity and low angle indicateshydrophilicity. The PVDF membrane has a higher contact angle ofaround 80°, according to Rautenbach [21]. Other membranes, such asPS and PES, have contact angles around 60°, making them morehydrophilic than PVDF. The hydrophobicity of PVDF means thatcationic starch will be rejected by the membrane, such thatmembrane fouling will occur more slowly or at higher pressurethan it occurs with negatively charged or neutral starch. Membranepermeability also changes with ionic strength. Ionic repulsionbetween particles, especially bigger particles, induces movement inparts of the fluid, creating internal turbulence. Under these circum-stances, cationic starch flux without sedimentation decreases moreslowly than flux with anionic or neutral starches, because the biggerparticles induce movement in regions of the fluid. These phenomenaalso occur with PP membranes, which are even more hydrophobicthan PVDF.
When a high flux is maintained throughout the process, thewashing cycles can be spaced farther apart, allowing more efficientwashing.
The suspended solid concentration factor as a function of volumereduction during microfiltration is shown in Fig. 4. The differentresults obtained for experiments 2 and 3, which differ only in thebatch of wastewater used, indicate that the factor depends not only onthe kind of starch but also on the processing batch. This probablyreflects the fact that hydrocyclone efficiency changes over time,leading to a large variability in solid concentration in the wastewater.
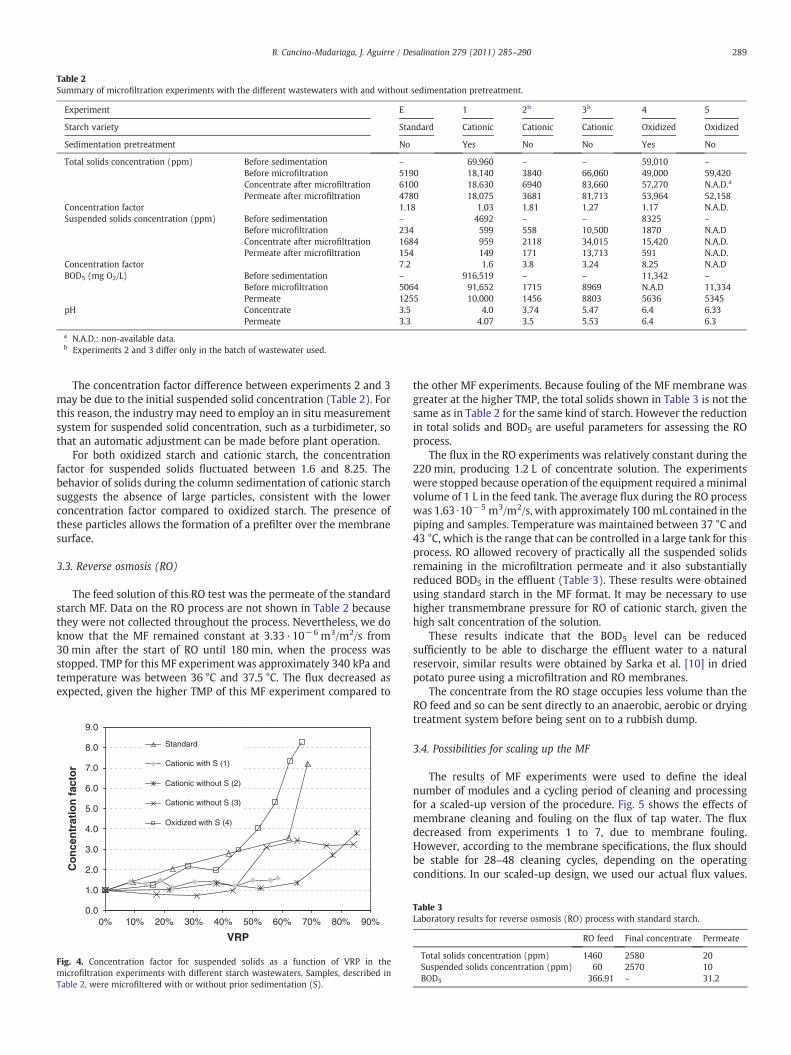
Table 2Summary of microfiltration experiments with the different wastewaters with and without sedimentation pretreatment.
Experiment E 1 2b 3b 4 5
Starch variety Standard Cationic Cationic Cationic Oxidized Oxidized
Sedimentation pretreatment No Yes No No Yes No
Total solids concentration (ppm) Before sedimentation – 69,960 – – 59,010 –
Before microfiltration 5190 18,140 3840 66,060 49,000 59,420Concentrate after microfiltration 6100 18,630 6940 83,660 57,270 N.A.D.a
Permeate after microfiltration 4780 18,075 3681 81,713 53,964 52,158Concentration factor 1.18 1.03 1.81 1.27 1.17 N.A.D.Suspended solids concentration (ppm) Before sedimentation – 4692 – – 8325 –
Before microfiltration 234 599 558 10,500 1870 N.A.DConcentrate after microfiltration 1684 959 2118 34,015 15,420 N.A.D.Permeate after microfiltration 154 149 171 13,713 591 N.A.D.
Concentration factor 7.2 1.6 3.8 3.24 8.25 N.A.DBOD5 (mg O2/L) Before sedimentation – 916,519 – – 11,342 –
Before microfiltration 5064 91,652 1715 8969 N.A.D 11,334Permeate 1255 10,000 1456 8803 5636 5345
pH Concentrate 3.5 4.0 3.74 5.47 6.4 6.33Permeate 3.3 4.07 3.5 5.53 6.4 6.3
a N.A.D.: non-available data.b Experiments 2 and 3 differ only in the batch of wastewater used.
289B. Cancino-Madariaga, J. Aguirre / Desalination 279 (2011) 285–290
The concentration factor difference between experiments 2 and 3may be due to the initial suspended solid concentration (Table 2). Forthis reason, the industry may need to employ an in situ measurementsystem for suspended solid concentration, such as a turbidimeter, sothat an automatic adjustment can be made before plant operation.
For both oxidized starch and cationic starch, the concentrationfactor for suspended solids fluctuated between 1.6 and 8.25. Thebehavior of solids during the column sedimentation of cationic starchsuggests the absence of large particles, consistent with the lowerconcentration factor compared to oxidized starch. The presence ofthese particles allows the formation of a prefilter over the membranesurface.
3.3. Reverse osmosis (RO)
The feed solution of this RO test was the permeate of the standardstarch MF. Data on the RO process are not shown in Table 2 becausethey were not collected throughout the process. Nevertheless, we doknow that the MF remained constant at 3.33·10−6 m3/m2/s from30 min after the start of RO until 180 min, when the process wasstopped. TMP for this MF experiment was approximately 340 kPa andtemperature was between 36 °C and 37.5 °C. The flux decreased asexpected, given the higher TMP of this MF experiment compared to
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
0% 10% 20% 30% 40% 50% 60% 70% 80% 90%
VRP
Co
nce
ntr
atio
n f
acto
r
Standard
Cationic with S (1)
Cationic without S (2)
Cationic without S (3)
Oxidized with S (4)
Fig. 4. Concentration factor for suspended solids as a function of VRP in themicrofiltration experiments with different starch wastewaters. Samples, described inTable 2, were microfiltered with or without prior sedimentation (S).
the other MF experiments. Because fouling of the MF membrane wasgreater at the higher TMP, the total solids shown in Table 3 is not thesame as in Table 2 for the same kind of starch. However the reductionin total solids and BOD5 are useful parameters for assessing the ROprocess.
The flux in the RO experiments was relatively constant during the220 min, producing 1.2 L of concentrate solution. The experimentswere stopped because operation of the equipment required a minimalvolume of 1 L in the feed tank. The average flux during the RO processwas 1.63 ∙10−5 m3/m2/s, with approximately 100 mL contained in thepiping and samples. Temperature was maintained between 37 °C and43 °C, which is the range that can be controlled in a large tank for thisprocess. RO allowed recovery of practically all the suspended solidsremaining in the microfiltration permeate and it also substantiallyreduced BOD5 in the effluent (Table 3). These results were obtainedusing standard starch in the MF format. It may be necessary to usehigher transmembrane pressure for RO of cationic starch, given thehigh salt concentration of the solution.
These results indicate that the BOD5 level can be reducedsufficiently to be able to discharge the effluent water to a naturalreservoir, similar results were obtained by Sarka et al. [10] in driedpotato puree using a microfiltration and RO membranes.
The concentrate from the RO stage occupies less volume than theRO feed and so can be sent directly to an anaerobic, aerobic or dryingtreatment system before being sent on to a rubbish dump.
3.4. Possibilities for scaling up the MF
The results of MF experiments were used to define the idealnumber of modules and a cycling period of cleaning and processingfor a scaled-up version of the procedure. Fig. 5 shows the effects ofmembrane cleaning and fouling on the flux of tap water. The fluxdecreased from experiments 1 to 7, due to membrane fouling.However, according to the membrane specifications, the flux shouldbe stable for 28–48 cleaning cycles, depending on the operatingconditions. In our scaled-up design, we used our actual flux values.
Table 3Laboratory results for reverse osmosis (RO) process with standard starch.
RO feed Final concentrate Permeate
Total solids concentration (ppm) 1460 2580 20Suspended solids concentration (ppm) 60 2570 10BOD5 366.91 – 31.2

0E+00
1E-05
2E-05
3E-05
4E-05
5E-05
6E-05
7E-05
0 100 200 300 400 500 600
Transmembrane pressure (kPa)
per
mea
te F
lux
(m3 /
m2 h
)
1st 2nd 3th 4th
5th 6th 7th
Fig. 5. Variation of the permeate flux for tap water later than the cleaning for each MFand cleaning cycle.
290 B. Cancino-Madariaga, J. Aguirre / Desalination 279 (2011) 285–290
We selected oxidized starch with sedimentation for the scaled-updesign, since this kind of starch gave the lowest permeate flux in theMF experiments. With this effluent, the MF system treating 0.25 m3/hyielded 0.15 m3/h of concentrate and 0.1 m3/h of permeate. Wepropose three batches containing 5MFmembranes with the feed tankand cleaning system each one, without sedimentation step. Eachbatch needs 154 min to fill the feed tank, 240 min for the MFoperation and 120 min for cleaning the membranes. The total cycle ofone batch is around 8.5 h. The three batches work in parallel, with atime lag between them, equivalent to the time spent to fill the feedtank. With these three systems, it is possible to treat 2110 m3/monthof wastewater, based on average wastewater production overapproximately two years. A sedimentation step before MF is notrecommended because the flux is not significantly higher, nor isremoval of insoluble solids substantially greater in light of the longertime necessary.
We propose the use of an RO system to treat the MF permeate at aflow of approximately 0.1 m3/h. The MF concentrate should berecovered and sent back into the process to improve the efficiencyof the total starch industry, when salt concentrations permit.Otherwise, the concentrate should be dried and incorporated intothe fiber used for feeding.
4. Conclusions
We evaluated the combination of sedimentation, microfiltration,and reverse osmosis of corn starch wastewater in order to explore thepossibility of recycling the final retentate back into the productionprocess, thereby reducing wastewater pollution. Microfiltration iseffective at recovering a large part of the suspended solids in theeffluent produced at the hydrocyclone stage of corn starch production.The present results show that the efficiency of microfiltration dependson the concentration of the feed solution. The concentration factor forsuspended solids with prior sedimentation was approximately 1.6 forboth cationic and oxidized starches. The best concentration factorachieved in our microfiltration experiments was 8.25. The highest
volumetric reduction percentage and the highest flux were obtainedwith cationic starchwithout sedimentation. A sedimentation stepwasuseful in the case of oxidized starch, but it did not improve theprocessing of cationic starch. The wastewater treatment can befurther improved by applying RO to the microfiltration permeate,reducing BOD5 to 31.20 mg O2/L, which is within the limits imposedby most wastewater regulations. Future studies should comparedifferent reverse osmosis membranes and carry out production-scaleexperiments. Based on the present results, membrane processesappear to be an effective alternative to traditional biochemicalwastewater treatments for reducing the environmental impact andimproving the efficiency and recovery in the corn starch industry.
Acknowledgements
The authors gratefully acknowledgeMr. Armando Chapin Rodríguezfor his assistance in writing the manuscript and Mr. Rubén Escobar forthe introduction to the corn starch industry.
References
[1] M. Cheryan, N. Singh, Process design and economic analysis of a ceramicmembrane system for microfiltration of corn starch hydrolysate, Journal of FoodEngineering 38 (1998) 57–67.
[2] C. Almandoz, C. Pagliero, A. Ochoa, J. Marchese, Corn syrup clarification bymicrofiltration with ceramic membranes, Journal of Membrane Science 363(2010) 87–95.
[3] Tech Group, Membrane technologies in water treatment and environmentalprotection, Filtration & Separation 33 (1996) 459–462.
[4] K. Rausch, Front end to backpipe: membrane technology in the starch processingindustry, Starch-Starke 54 (2002) 273–284.
[5] R. Simms, Membrane applications in corn wet milling, Corn Annual (2002) 13–15.[6] F. Lutin, M. Bailly, D. Bar, Process improvements with innovative technologies in
the starch and sugar industries, Desalination 148 (2002) 121–124.[7] C. Galitsky, E. Worrel, M. Ruth, Environmental energy technology division. Energy
efficiency improvement and cost saving opportunities for the corn wet millingindustry. LBNL-52307, U.S. Environmental Protection Agency, 20, 2003, pp. 52–55.
[8] B. Cancino, L. Silva, J. Contreras, Membrane and Chemical–Physical Treatment inthe Waste of Corn Starch. Euromembrane Congress, , 2004 Book of abstracts.
[9] B. Cancino, F. Rossier, C. Orellana, Corn Starch waste water treatment withmembrane technologies: pilot test, Desalination 200 (2006) 750–751.
[10] E. Sarka, V. Pour, A. Veselá, Z. Bubnik, Possibilities for the use of membraneprocesses for the pre-treatment of wastewater from the production of driedpotato purée, Desalination 233 (2008) 129–136.
[11] J. Wagner, Membrane Filtration Handbook: Practical Tips and Hints, SecondEdition Osmonics Inc., 2001
[12] H. Rüffer, U. Kremser, M. Seekamp, Starch-Starke 49 (1997) 354–359.[13] W. Reimann, I. Yeo, Desalination 109 (1997) 263–267.[14] W. Reimann, Desalination 109 (1997) 51–55.[15] R. Perry, D. Green, Perry's Chemical Engineers' Handbook, 7th Edition McGraw-
Hill, 1997.[16] J. Richardson, J. Harker, J. Backhurst, 5th Edition, Chemical Engineering, Volume 2,
Butterworth-Heinemann, 2002.[17] P. Harwood, Technology of Corn Wet Milling, Elsevier Science Publishers, The
Netherlands, 1992.[18] APHA American Public Health Association, Standard Methods for the Examination
of Water and Wastewater, 19th edition American Public Health Association,Washington, 1995.
[19] M. Cheryan, Ultrafiltration and Microfiltration Handbook, Technomic PublishingCo. Inc., 1998
[20] R.J. Wakeman, E.S. Tarleton, Filtration: Equipment Selection, Modelling andProcess Simulation, Elsevier Advanced Technology, UK, 1999.
[21] R. Rautenbach, Membranverfahren: Grundlagen der Modul- und Anlagenausle-gung, Springer, Heidelberg, 1997.
Copyright © 2022 FDOKUMEN




















