Cleaner production strategies in small scale foundries
15
1 Cleaner production strategies in small scale foundries E Nand Gopal, Research Associate, Industrial Energy Efficiency Division, TERI Ramesh D, Fellow, Industrial Energy Efficiency Division, TERI Abstract The Micro, Small and Medium enterprises (MSME) play a vital role in Indian economy. Currently, the MSME industries contribute around 17% to the GDP and provide employment to over 60 million people. Also, MSME industries account for country’s 95% of total industrial activities and 40% of total exports. A single MSME unit may consume less amount of energy but when considered as a cluster, they are highly energy intensive. There are more than 4500 foundries in India and 80% of them are small scale industries. This paper describes the role and need of cleaner production strategies in small scale foundries. Energy efficiency plays a significant role in attaining cleaner production. This paper focuses on achieving cleaner production by means of energy efficiency in foundry equipment (quantitative approach) and by achieving total quality control through Kaizen activities (qualitative approach). The quantitative approach deals with various energy conservation measures, which arise as result of carrying out detailed energy audit. The qualitative approach focuses on 5S activities and small group activities to achieve total quality control. All results presented in paper are from research carried out in 70 small scale foundries in Kolhapur (Maharashtra, India) industrial cluster. Kolhapur cluster has approximately 300 foundries. Key word MSME, Foundries, Specific energy consumption, Energy efficiency, Resource efficiency, Kaizen activity 1. Introduction Small Scale Enterprises (SME) are significant for economic growth and dynamism in all economies. For developing and transition economies in particular, SME holds key for wider economic development and poverty alleviation. Definition of SME varies quite widely from country to country and sometimes, even within the same country [1] . In India the micro, small and medium enterprises are classified into two classes: manufacturing enterprise and service enterprise. The manufacturing enterprises are defined in terms of investment in plant and machinery [2] : Micro enterprise : < INR 25 lakh Small enterprise : INR 25 lakh to INR 5 crore Medium enterprise : INR 5 crore to INR 10 crore The MSME contributed 17% to the nation’s GDP in FY’11 and employed 60 million people, second next to agriculture. Further, MSMEs account for 40% of total exports [3] . MSMEs account for 95% of total industrial activities in India [4] .
Transcript of Cleaner production strategies in small scale foundries

1
Cleaner production strategies in small scale foundries
E Nand Gopal, Research Associate, Industrial Energy Efficiency Division, TERI
Ramesh D, Fellow, Industrial Energy Efficiency Division, TERI
Abstract
The Micro, Small and Medium enterprises (MSME) play a vital role in Indian
economy. Currently, the MSME industries contribute around 17% to the GDP and
provide employment to over 60 million people. Also, MSME industries account for
country’s 95% of total industrial activities and 40% of total exports. A single MSME
unit may consume less amount of energy but when considered as a cluster, they are
highly energy intensive. There are more than 4500 foundries in India and 80% of
them are small scale industries. This paper describes the role and need of cleaner
production strategies in small scale foundries. Energy efficiency plays a significant
role in attaining cleaner production. This paper focuses on achieving cleaner
production by means of energy efficiency in foundry equipment (quantitative
approach) and by achieving total quality control through Kaizen activities
(qualitative approach). The quantitative approach deals with various energy
conservation measures, which arise as result of carrying out detailed energy audit.
The qualitative approach focuses on 5S activities and small group activities to achieve
total quality control. All results presented in paper are from research carried out in 70
small scale foundries in Kolhapur (Maharashtra, India) industrial cluster. Kolhapur
cluster has approximately 300 foundries.
Key word
MSME, Foundries, Specific energy consumption, Energy efficiency, Resource
efficiency, Kaizen activity
1. Introduction
Small Scale Enterprises (SME) are significant for economic growth and dynamism in all
economies. For developing and transition economies in particular, SME holds key for wider
economic development and poverty alleviation. Definition of SME varies quite widely from
country to country and sometimes, even within the same country [1]. In India the micro,
small and medium enterprises are classified into two classes: manufacturing enterprise and
service enterprise. The manufacturing enterprises are defined in terms of investment in
plant and machinery [2]:
Micro enterprise : < INR 25 lakh
Small enterprise : INR 25 lakh to INR 5 crore
Medium enterprise : INR 5 crore to INR 10 crore
The MSME contributed 17% to the nation’s GDP in FY’11 and employed 60 million people,
second next to agriculture. Further, MSMEs account for 40% of total exports [3]. MSMEs
account for 95% of total industrial activities in India [4].
2
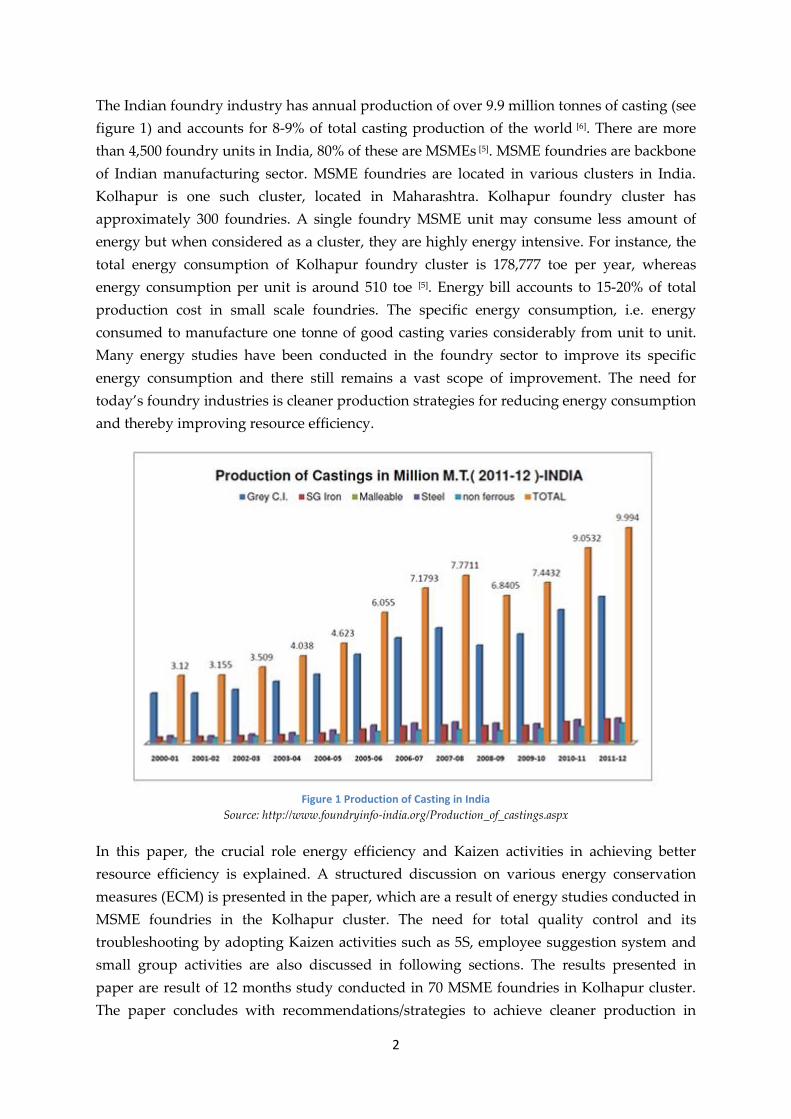
The Indian foundry industry has annual production of over 9.9 million tonnes of casting (see
figure 1) and accounts for 8-9% of total casting production of the world [6]. There are more
than 4,500 foundry units in India, 80% of these are MSMEs [5]. MSME foundries are backbone
of Indian manufacturing sector. MSME foundries are located in various clusters in India.
Kolhapur is one such cluster, located in Maharashtra. Kolhapur foundry cluster has
approximately 300 foundries. A single foundry MSME unit may consume less amount of
energy but when considered as a cluster, they are highly energy intensive. For instance, the
total energy consumption of Kolhapur foundry cluster is 178,777 toe per year, whereas
energy consumption per unit is around 510 toe [5]. Energy bill accounts to 15-20% of total
production cost in small scale foundries. The specific energy consumption, i.e. energy
consumed to manufacture one tonne of good casting varies considerably from unit to unit.
Many energy studies have been conducted in the foundry sector to improve its specific
energy consumption and there still remains a vast scope of improvement. The need for
today’s foundry industries is cleaner production strategies for reducing energy consumption
and thereby improving resource efficiency.
Figure 1 Production of Casting in India
Source: http://www.foundryinfo-india.org/Production_of_castings.aspx
In this paper, the crucial role energy efficiency and Kaizen activities in achieving better
resource efficiency is explained. A structured discussion on various energy conservation
measures (ECM) is presented in the paper, which are a result of energy studies conducted in
MSME foundries in the Kolhapur cluster. The need for total quality control and its
troubleshooting by adopting Kaizen activities such as 5S, employee suggestion system and
small group activities are also discussed in following sections. The results presented in
paper are result of 12 months study conducted in 70 MSME foundries in Kolhapur cluster.
The paper concludes with recommendations/strategies to achieve cleaner production in
3
small scale foundries. The study has focussed on sand moulding casting process as it is
currently adopted in around 90% of foundries in India. Major attention is given to ferrous
foundries.
2. Literature Review 2.1 An outline of process
The foundry industry is energy intensive and energy cost is 15-20% of total production cost.
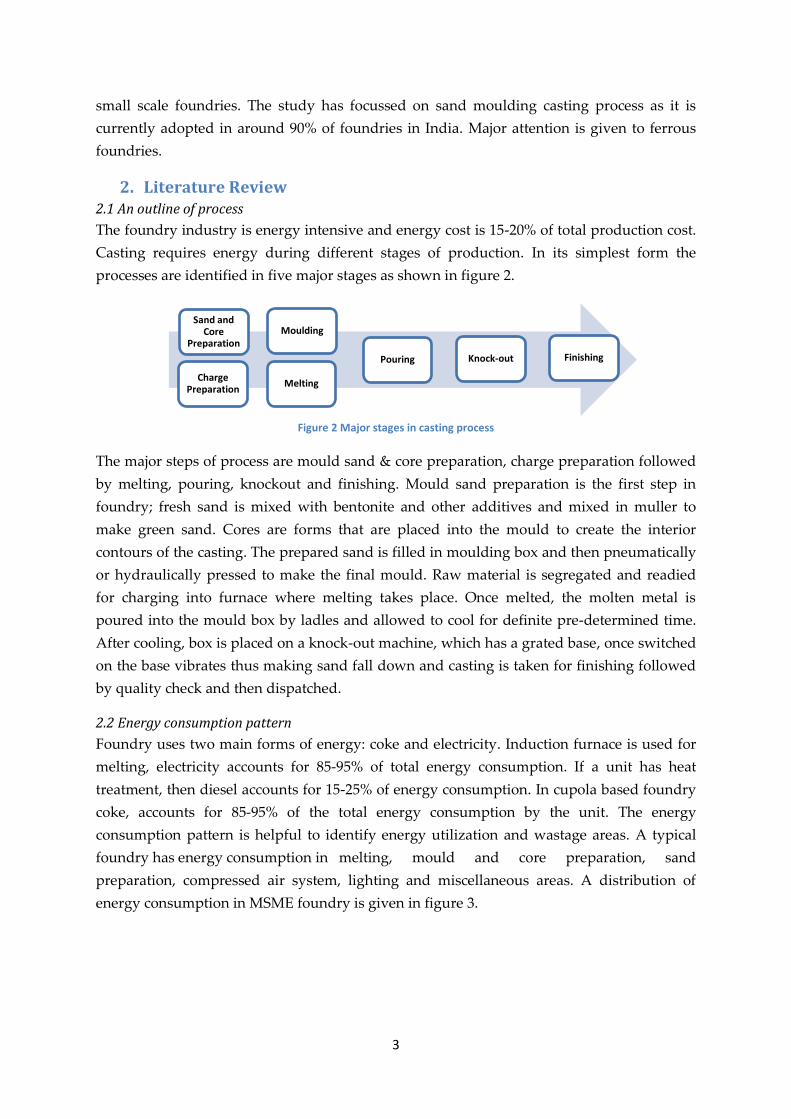
Casting requires energy during different stages of production. In its simplest form the
processes are identified in five major stages as shown in figure 2.
Figure 2 Major stages in casting process
The major steps of process are mould sand & core preparation, charge preparation followed
by melting, pouring, knockout and finishing. Mould sand preparation is the first step in
foundry; fresh sand is mixed with bentonite and other additives and mixed in muller to
make green sand. Cores are forms that are placed into the mould to create the interior
contours of the casting. The prepared sand is filled in moulding box and then pneumatically
or hydraulically pressed to make the final mould. Raw material is segregated and readied
for charging into furnace where melting takes place. Once melted, the molten metal is
poured into the mould box by ladles and allowed to cool for definite pre-determined time.
After cooling, box is placed on a knock-out machine, which has a grated base, once switched
on the base vibrates thus making sand fall down and casting is taken for finishing followed
by quality check and then dispatched.
2.2 Energy consumption pattern
Foundry uses two main forms of energy: coke and electricity. Induction furnace is used for
melting, electricity accounts for 85-95% of total energy consumption. If a unit has heat
treatment, then diesel accounts for 15-25% of energy consumption. In cupola based foundry
coke, accounts for 85-95% of the total energy consumption by the unit. The energy
consumption pattern is helpful to identify energy utilization and wastage areas. A typical
foundry has energy consumption in melting, mould and core preparation, sand
preparation, compressed air system, lighting and miscellaneous areas. A distribution of
energy consumption in MSME foundry is given in figure 3.
Sand and Core
Preparation Moulding
Charge Preparation
Melting
Pouring Knock-out Finishing

4
Figure 3 Distribution of energy consumption in typical foundry
Source: M Arasu, L Rogers Jeffery “Energy consumption studies in cast iron foundries”
2.3 Specific energy consumption
The specific energy consumption (SEC) of melting is the energy consumed for melting one
tonne of liquid metal. SEC of entire unit is energy consumed for producing one tonne of
good saleable casting. Table 1 shows average SEC of melting for induction furnace and
cupola based foundry [7]. The SEC of melting depends on several factors, such as operating
practice, raw material quality, refractory condition, capacity utilization. Hence the SEC
given in table 1 is average indicator.
Table 1 Specific Energy consumption
Sr. No. Description Energy Consumption
1 SEC of melting by induction furnace 620 kWh/tonne
2 SEC of melting by cupola (using coke) 135 kg/tonne
Source: M Arasu, L Rogers Jeffery “Energy consumption studies in cast iron foundries”
2.4 Resource efficiency
The resource efficiency in foundries comprises of the following: technology & procedure,
product & its type and organisation & management. There are several indicators of resource
efficiency in foundry, major parameters are:
Process yield,
Energy consumption and
Labour productivity
Process yield of a foundry is result of four sub-indicators: melting loss, pig and spillage,
runner & riser and rejects. Energy consumption of the foundry is result of two sub-
indicators: energy consumption for melting and for rest of process. Labour productivity is
represented in man-hour per tonne of good casting.

5
2.5 Learning’s from other nation’s foundries
A number of studies in past have made an attempt to improve performance of foundry by
conducting energy audits and using best operating practices. Buying right scrap (free from
rust, sand, dirt and oil) can result in lower slag content, thus reducing melting losses, and
use of higher efficiency motors in mould making can save 2-5% energy in moulding process
[10]. One of the British Cast Iron Research Association, BCIRA’s reports enlighten about
importance of metal balancing and proper gating design for improving net yield of foundry.
It also explains in detail the best operating practices for a coreless induction furnace [11].
International Finance Corporation, IFC’s study reveals the importance of resource efficiency
and elaborates on various parameters of resource efficiency [8]. Resource efficiency
parameters play a vital role in performance of any foundry and by taking proper steps these
performance parameters can be improved in Indian foundries. Canadian Industry Program
for energy Conservation, CIPEC’s report on energy efficient opportunities in Canadian
foundries emphasises on significance of having an energy management plan, and
recommends following PDCA (Plan, Do, Check and Act) on all energy saving options and
proposes a methodology to follow PDCA [12]. Foundrybench’s report portrays energy
efficient management system, increasing process integration and effective process control as
techniques for achieving energy efficiency [15].
2.6 Studies on Indian foundries
A study carried out by National Productivity Council (NPC) [9] shows energy saving
potential in induction melting furnace and in its auxiliaries. The report states the radiation
heat losses from top opening of furnace is about 3% of furnace input energy and about 80%
of this waste heat can stopped by providing lid cover to furnace. The NPC study also shows
detection of air leakages in compressed air system, proper maintenance of pumping system
and effective lighting control can lead to energy saving [9]. In Indian foundries the use of lid
cover in not common and there are a lot of air leakages in the compressed air system; these
are potential energy saving areas. A study by CII on foundries in Batala, Ludhiana and
Jalandhar elaborates on the following energy conservation measures [13]:
Maintaining good power factor
Replacement of old lighting fixtures by new efficient ones
Replacement of re-winded motors and providing lid cover for furnace.
Many MSME owners lack the edge over their contemporaries in terms of exposure and
knowledge on energy efficient appliances. The opportunity is to educate the owners on
energy efficiency. TERI-SDC has done research in cupola based foundries in many clusters
in past one and half decade, results from the study are compiled and published as a report.
The report recommends replacing conventional cupolas by divided blast cupola. It also
explains various benefits of not only in energy (coke) saving but also reduced environmental
pollution [14]. BEE in partnership with the Institute for Industrial Productivity (IIP) initiated
an activity for the development of best practice guide for the foundry sector in India [16]. The
guide discusses:

6
Choice of alternate technology available and
Describes the processes, materials and equipment necessary to realise the technology
choice
The foundry can achieve cleaner production by formulating and implementing strategies to
improve resource efficiency. The strategies can be quantitative and qualitative in nature. The
strategies would focus on improving process yield, energy consumption and labour
productivity, which would lead to improvement in resource efficiency. Quantitative
strategies include conducting detailed energy audit of casting process and process
equipment. Qualitative strategies include total quality control by implementing Kaizen
activities. The materials and methods followed in the study are elaborated in next section.
3. Material and Methods
First step in the methodology used for improvement of resource efficiency included
conducting preliminary survey in sample of units for data collection. Based on the data
collected a methodology was developed for conducting detailed energy audit and for
implementation of Kaizen activity. Methods used for preliminary survey, detailed energy
audit and Kaizen activities are explained below.
3.1 Preliminary survey
Preliminary survey is conducted for a sample set of units to collect data. A typical
questionnaire is prepared to make task of data collection easier. The data on different
process equipment and utilities used by the unit is collected. The details of consumption of
different energy forms are collected along with production and man power details. The
particulars of loss of metal at various stages of casting process are also collected.
Observations and deductions are made by reviewing the data collected.
3.2 Detailed energy audit [17]
The energy audit is one of the first jobs to be performed in the achievement of an effective
energy cost control program. The step by step process of energy audit is given in figure 4.
Figure 4 Steps of detailed energy audit
Implementation of selected ECOs
Techno-economic evaluation of ECOs
Post audit analysis and identification of ECOs
Measurement and trails
Data Collection

7
An energy audit consists of detailed examination of energy consumption pattern of unit,
types of energy sources used and their costs. The data collected during the preliminary
survey is analysed to depict a picture of how the foundry uses and/or wastes energy. The
operating parameters of equipment under operation are measured using sophisticated
portable instruments. Comparison is drawn between rated parameters of all equipment and
measured parameters. Based on this energy conservation opportunities (ECO) are identified.
Cost effectiveness and other benefits of the ECOs are compared, and discussions are made
on practical feasibility and overall impact of ECOs on resource efficiency. Finally, a
thorough plan is created where certain ECOs are selected for implementation, and the actual
process of saving energy and saving money begins. The instruments commonly needed for
energy audits and their purpose are listed in table 2.
Table 2 Instruments used in energy audit of foundry
Instrument Application Measurement
Power analyser Electrical Parameters
Harmonics analysis
Induction furnace, Air
Compressor, Pumps, Motors,
Lighting, Other electrical
equipment
Ultrasonic flow meter Water Velocity ,Volume Pumping system
Flue gas analyser Flue gas O2 ,CO,CO2 and
Temperature
Heat treatment furnace, Diesel
fired melting furnace, Cupola
Hygrometer Ambient Temperature & RH
Digital temperature indicator Temperature
Thermal imager Surface temperature and image Core shooter, Furnace
temperature, Heat treatment
Lux meter Lumen level Below lighting fixture
Infrared thermometer Surface temperature Walls of furnace and heat
treatment
Anemometer Air velocity Air compressor
Thermocouple High temperature Furnace
3.3 Kaizen activity
Kaizen means continuous improvement. The Kaizen activity originated in the best Japanese
management practices and is dedicated to the improvement of productivity, efficiency,
quality and, in general, of business excellence [18]. The Kaizen methods and techniques are
valuable tools to improve productivity. The 5S techniques are instrumental in increase of
efficiency and productivity while ensuring a pleasant atmosphere in the industry. 5S,
suggestion system and small group activities are most important parts of Kaizen. In
Japanese, 5S is the short form of five words which present the concept of good maintenance.
5S activities are the starting point for production activities. 5S stands for Sort (Seiri), Shine
(Seiton), Set in order (Seisou), Standardise (Seiketsu) and Sustain (Sitsuku). It is extremely
important to define the structure of the 5S teams in order to ensure the good development of
actions.
The steps followed in 5S are given below:

8
Definition of 5S
5S implementation committee
Development of action plan
Advanced preparation
Clarification of objectives and effectiveness
Creation of 5S standards
Sort and shine
Set in order
Standardise and sustain
Company-wide implementation
The suggestion system brings out creativity and innovativeness in employee at production
site. The suggestions given by employee are evaluated and good suggestions are
implemented. Employee are given incentive if they give good suggestion, this creates
motivation among employees to come up with innovative and new suggestions. It aims to
enhance management of plant thus resulting in better labour productivity. Measures for
Implementing Suggestion System are:
Suggestion system
Submission of suggestions
Examination of suggestions
Release the examination results
Evaluation and bonus
Selection and implementation
In quality control (QC) there are always problems and the QC problem solving methods lies
in the way of thinking. This can be enhanced by forming small groups and conduction small
group activities every month. Small group activities are implemented by following the
below steps:
Selection of theme
Examining present state and setting objectives
Preparation of activity plan
Analysis of factor
Consideration of countermeasures and implementation
Confirm effects
Establishment of standardisation and management
Reflection and future issues
The above mentioned materials and methods are utilized to achieve better resource
efficiency in foundry. Preliminary survey provides data, which shows current level of
resource efficiency, hence giving idea how to improve it. Detailed energy audit and Kaizen
activities are tools used to improve process yield, energy consumption and labour

9
productivity. The results of cleaner production strategies in small scale foundries are
discussed in the next section.
4. Results and discussion
The results and discussion presented are result of 12 month long study conducted in
Kolhapur MSME foundry cluster. Preliminary survey was conducted in 134 foundries,
detailed energy audit was carried out in 70 foundries and Kaizen activities are implemented
in 3 foundries. The results are discussed in two sub-sections:
4.1 Energy consumption reduction
Melting accounts for a major share in energy consumption in a foundry industry. The
important melting equipment are: induction furnace and cupola.
4.1.1 Induction furnace
Induction furnace used in MSME foundries come in different capacity (100kg to 5 tonne)
and power ratings (100kW to 2MW). Best SEC for melting cast iron in induction furnace
in India is around 565 kWh/tonne and average SEC is about 630 kWh/tonne, there is
massive gap between best and average. Whereas in European foundries best SEC is 558
kWh/tonne and average is 571 kWh/tonne [8]. These SECs are shown in figure 5. The
comparison shows there is a gap and steps can be taken to reduce the gap. Major loss of
energy in induction furnace occurs due to radiation heat loss from top opening. It
accounts to 3-4% of total input energy and can be saved by using a lid for the opening.
For example: During audit in one of the units following observation was made. Unit A
has a 750kg/750kW induction furnace without lid cover. The SEC of furnace was
measured to be 571kWh/tonne and heat loss from opening was 26kWh/tonne,
approximately 23kWh/tonne can be saved by using lid cover for induction furnace [20].
The water flow rate through the induction coil must be maintained at design level,
reduction in flow rate would result in heating of coil hence drop in life and performance
also increase in flow rate would result in excessive removal of heat and increase the
SEC. The operating practice and raw material quality holds key to best operation of
induction furnace. Raw material with oil/grease/dirt was seen to consume 2-3% more
energy consumption. Energy saving potential of 3-15% is possible in induction furnace.
Figure 5 SEC comparison of Induction Furnace in India and Europe for Cast Iron melting

10
4.1.2 Cupola
Cupolas are of two type’s conventional single blast cupola and divided blast cupola
(DBC). DBC provides better performance than conventional cupola in terms of better
coke to metal ration, melting rate and molten metal quality. Average coke to metal ratio
for conventional cupola is around 1:8 to 1:10 whereas in DBC coke to metal ratio up to
1:15 can be easily attained. This shows energy saving potential of 10-40%. Minimum and
maximum saving potential in melting is 3% and 40% respectively. For example: During
audit in one of the units following observation was made. Unit B has 36 inch
conventional cupola the coke to metal ratio and melting rate were measured 1:5.1 and
4.17tonne/hour respectively. Replacing it by a DBC cupola of 36 inch would result in
minimum coke to metal ratio of 1:10 and melting rate of 6.5tonne/hour.
4.1.3 Compressed air system
Compressed air system is next major energy consuming part of casting process.
Compressed air is majorly used for pneumatic moulding, grinding and cleaning
purpose. Compressor accounts to 5-8% of total energy consumption in foundries.
Leakages of compressed air are noticed to be as ranging from 10-40%. Plugging all the
leakages will lead to energy saving of 5-35% in compressed air system. For example:
During audit in one of the units following observation was made. Unit C has installed
four air compressors with combined FAD capacity of 514cfm. Actual generated FAD
was measured 401cfm and leakages of 20% were identified. Fixing all leakages would
result in saving of 60cfm, which when translated to energy is 27.5% of total energy
consumption in compressed air system. Moreover compressor is found to be unloaded
for high time, thus showing scope of variable frequency drive (VFD) to improve loading
and reducing power consumption. VFD technology closely follows the air demand by
automatically adjusting the motor speed. This results in large energy savings of up to
35%. The life cycle cost of a compressor can be cut by an average of 22% [19]. The basic
control done by VFD is depicted in figure 6. Minimum and maximum saving potential
in compressed air system is 5% and 35% respectively.
Figure 6 Energy consumption by air compressor with and without VFD

11
Source: Oil-injected Rotary Screw Compressors, Atlas Copco
4.1.4 Pumping system
Soft water is used to cool induction coils of furnace and raw is pumped through a heat
exchanger to cool soft water. Pumping system (pumps and cooling tower) accounts to 2-
4% of total energy consumption in foundry. In most cases, the pumps rating does not
match with design specification and motors of pumps are re-wound. By installing
correct design pumps of high efficiency minimum and maximum saving of 2% and 20%
respectively is achievable. For example in unit D the soft water pump was of 34% name
plate efficiency, the operating efficiency was calculated 27%, replacing it by higher
efficiency pump would result in saving of 14% energy.
4.1.5 Motors
Motors are used in many stages in foundry. In small scale foundries the motors capacity
is typically 5-10hp (except sand mixer, blender motor which is of higher rating). Most
motors have name plate full load efficiency less than 85%. In many cases turbine motor
of shot blast machine and sand mixer motors are found to be re-wound and of lower
efficiency. Replacing them by higher efficiency motors (greater than 88%) 2-10% saving
in motors can be achieved. For example: During audit in one of the units following
observation was made. Unit E the turbine motor of shot blast machine was of 70% rated
efficiency and operating efficiency was calculated 66%, replacing it with higher
efficiency motor would result in energy saving of 24%.
4.1.6 Lighting
Lighting is one of the most neglected areas in foundry. Conventionally foundries use
fluorescent tube light (FTL) of 40W with copper ballast (T12) for lighting in office and
stores. Sodium vapour lamp or mercury vapour lamp (MVL) are used in shop floor.
These are highly energy inefficient lighting fixtures. T12 FTL can be replaced by T5 FTL
and MVL can be replaced by metal halide without compromising on the lux level. The
luminous efficacy of different lighting fixtures is given in figure 7. Energy saving
potential in lighting varies between 5-40%. For example: During audit in one of the
units following observation was made. Unit F has 15 T12 FTL fixtures and 12 MVL
fixtures of 250W, which operates 12 hours per day. Replacing T12 by T5 and MVL by
metal halide would result in energy saving of 27%.

12
Figure 7 Comparison of different lighting types
The energy consumption in foundry is explained in literature review, taking into
consideration all above mentioned ECOs, up to 13% of energy can be saved, and figure 8
portrays this saving. Sample energy audits were carried out in 70 MSME foundries in
Kolhapur cluster and minimum and maximum energy saving potential was 3% and 13%
respectively.
Figure 8 Distribution of energy consumption in a foundry and its saving potential
4.2 Process yield and labour productivity improvement
Process yield is an importance parameter of resource efficiency. The four components of
process yield are melting loss, pig & spillage, runner & riser and rejection. Average losses in
Indian and European foundry are shown in figure 9. Analysis of collected data shows scope
of improvement in process yield between 1-9%.
Labour productivity is also a significant parameter. The manpower input is measured in
terms of man-hours. Man power is of two types’ direct (labour) and indirect (management).

13
The man power requirement in MSME foundries in India varies between 66.7 – 100 man-
hours per tonne of good casting. Unit to unit vast variation is seen in manpower
productivity.
Realisation of improvement in process yield and labour productivity can be achieved by
implementing Kaizen activities in foundry. 5S activity, employee suggestion system and
small group activities are the three key activities under Kaizen activity. A plan is made to
implement the activities and the plan is executed repeatedly to achieve continual
improvement. 5S activities are followed in raw material handling, pattern handling and
finishing process. The result of 5S can be directly seen in melting loss and rejection loss (both
decreases). For example 5S was implemented in Unit G in raw material handling, earlier the
melting loss was 6.5%, one and half year post implementation of 5S activity the melting loss
has come down to 3.5%.
Figure 9 Process yield comparison between Indian and European Foundry
Employee suggestion system is a simple way of involving all workers and making the task
interesting. A format is prepared for the suggestion system, all suggestions received are
evaluated and best suggestion is given reward. The feasible suggestions are implemented to
realise improvement in productivity and reduction in cost. For example suggestion system
was implemented in Unit G, total of 54 suggestions were received in first two months, 14 of
them were accepted and implementation resulted in improvement of quality. Indirect result
of suggestion system was positive involvement of all workers.
Small group activity is an innovative approach for problem solving. Problem is identified
via visualization of data; the solution to problem is attained by focussed group discussion.

14
The Kaizen activities result in active involvement of entire workforces, hence improving
labour productivity. It also resulted in improvement of process yield.
5. Conclusion
Current practices in small scale foundries call for reforms in its production. This paper
identifies cleaner production strategies for small scale foundries, they are: conducting
energy audit in a timely fashion and implementing Kaizen activities.
Typical foundry has up to 13% energy saving potential
Melting losses can be brought down from existing 3.5 to below 2%
Pig and spillage can be brought down to below 2%
Rejection can be brought down to as low as 2%
For the same level of automation labour productivity can be brought down from
93.3 man-hours per tonne of good casting to 61.7 man-hours per tonne of good
casting.
Thus, it concludes that the energy intensive foundries must aim to enhance their energy
efficiency and implement Kaizen activities as it leads to multiple benefits and cleaner
production is ensured in the long run.
The study is still under progress for exploring more ways to improve resource efficiency.
The research work will focus on energy saving potential in induction furnace, cupola based
ferrous foundries and non-ferrous foundries and detailed analysis of results from units
where Kaizen activities have been implemented.
References 1. Masato Abe, Michael Troilo, J S Juneja, Sailendra Narain “Policy guidebook for SME
development in Asia and the Pacific”, United Nations ESCAP, Bangkok, 2012, e-ISBN: 978-92-1-
055274-5
2. “Definitions of Micro, Small & Medium Enterprises”, Development Commissioner – Ministry of
micro, small and medium enterprises, New Delhi, 2006
http://www.dcmsme.gov.in/ssiindia/defination_msme.htm , Accessed on: 17-06-2013
3. “SME’s role in India’s manufacturing sector”, IBEF, New Delhi, 2013
http://www.ibef.org/download/SMEs-Role-in-Indian-Manufacturing.pdf , Accessed on: 17-06-
2013
4. “Role of manufacturing in employment generation in India”, IBEF, New Delhi, 2013
http://www.ibef.org/download/Role-of-Manufacturing-in-Employment-Generation-in-India.pdf ,
Accessed on 17-06-2013
5. “Cluster Profile report – Kolhapur foundry cluster”, TERI, New Delhi, 2012
http://www.sidbi.com/sites/default/files/Cluster%20Profile%20Report%20-
%20Kolhapur%20%28Foundry%29%20Cluster.pdf , Accessed on 17-06-2013
6. “Foundry Statistics”, Foundry Informatics Centre, New Delhi, 2013
http://www.foundryinfo-india.org/Production_of_castings.aspx , Accessed on 17-06-2013

15
7. Arasu M, Rogers Jeffery L, “Energy Consumption studies of cast iron foundries”, 57th Indian
Foundry Congress, 2009
http:/foundryinfo-india.org/images/pdf/57ifctp12.pdf , Accessed on 17-06-2013
8. “Resource efficiency in the ferrous foundry industry in Russia – Benchmarking Study”, IFC –
World Bank Group, Moscow, 2011
http://www.ifc.org/wps/wcm/connect/e5805e804bbee2b38ae8ef1be6561834/PublicationRussiaFou
ndry2011en.pdf?MOD=AJPERES , Accessed on 17-06-2013
9. “Energy Audit Manual – Steel Foundry, Series No. 1”, NPC, Chennai, 1991
10. “Becoming a practical green casting industry”, Foundry Informatics Centre, New Delhi
http://www.foundryinfo-
india.org/BECOMING%20A%20PRACTICAL%20GREEN%20CASTING%20INDUSTRY.aspx ,
Accessed on 17-06-2013
11. “Good practice guide 17 – Achieving high yields in iron foundry”, BCIRA, Oxfordshire, 2001
http://www.fonderie-durable.fr/iso_album/guide_-
_achieving_high_yields_in_iron_foundries.pdf , Accessed on: 17-06-2013
12. “Guide to Energy Efficiency Opportunities in Canadian Foundries”, CIPEC, Ottawa, 2003, ISBN
0-662-33438-8
http://oee.nrcan.gc.ca/sites/oee.nrcan.gc.ca/files/pdf/cipec/ieep/newscentre/foundry/Foundry_en
g.pdf , Accessed on: 17-06-2013
13. “Manual on Energy Conservation Measures in Foundry Industry”, CII-BEE, New Delhi, 2011
http://sameeeksha.org/pdf/dpr/Batala.pdf , Accessed on: 17-06-2013
14. Girish Sethi, P Jaboyedoff & V Joshi “Towards cleaner technology – A process story in small
scale foundries”, TERI-SDC, New Delhi, 2006, ISBN 81–7993–089–0
http://bookstore.teriin.org/docs/books/SDC-Foundry%20full.pdf , Accessed on: 17-06-2013
15. Joachim Helber & Mirko Steinhäuser “Good practice guide on energy saving potentials and
opportunities for foundries”, Foundrybench, Germany, 2011
http://www.swerea.se/Global/Swerea_SWECAST/Foundrybench/Foundrybench%20D19%20Goo
d%20practice%20guide.pdf , Accessed on: 17-06-2013
16. “Best practice guide for the foundry sector of India”, MB Associates, UK, 2012
http://www.beeindia.in/schemes/documents/wordBank/Target%20Clusters/Kolhapur%20-
%20Foundries/Part-A%20new_21_final.pdf , Accessed on: 18-06-2013
17. William C Turner, Steve Doty “Energy Management Handbook”, The Fairmont Press, Inc.,
Lilburn, e- ISBN: 0-88173-543-4
18. Mihail Aurel Titu, Constantin Oprean and Daniel Grecu “Applying the Kaizen Method and the
5S Technique in the Activity of Post-Sale Services in the Knowledge-Based Organization”,
IMECS, Hong Kong, 2010, e-ISSN: 2078-0966
19. “Oil-injected Rotary Screw Compressors”, Atlas Copco e-Catalogue, 2010
20. Field Visit of Kolhapur Foundry Cluster
http://oee.nrcan.gc.ca/sites/oee.nrcan.gc.ca/files/pdf/cipec/ieep/newscentre/foundry/Foundry_eng.pdf