chemical engineering education ... -::: ...
76
chemical engineering education • ::: C .... .... l::l \,) ::: '1::1 0,() ::: .... I.. ::: .... 0,() ::: I.. of The University of Michigan t> .... \,) C ti) ::: l::l \,) .... I.. "' I.. !:: ::: Evolution for Chemical Engineers (page J 68 ) ... ... .. .. ............ ... ......... ... .......... .. .... . .. .......... .. ... .. £. N. Lighrfoot .... ::: 0,() C ::: .... "' .... ~ Industry, Academe, and Government (page 174) ................... ... ... Ja111 es A. Trai11ha111 , Arnold M. Eisenberg "An Ode to That Distillation Tower" and Other Poetry (page 180) ............ .. .... .. ... ... ... ..... Gregorv l. Rorrer ;:,. .... \,) .... 0,() !:: ::: ... -::: I.. CJ "c' ::: ... 0,() .... The Chemical Engineering Curriculum-1994 (page I 84) ...... ... ... ..... Ro nald N. Occhiogrosso. Banta Rana Teaching Colloid and Surface Phenomena-1995 (page 190) .. ........... ... Donald R. Woods, Darsh T. Wasan If You ' ve Got It Flaunt It (page I 88) .......................... .. ......... . ... .... ....... .. Richard M. Felde r, Rebecca Brent ::: ::: .... . ... - .... \,) .::; . .. !:: ::: Integrating New Separations Technologies into the Undergrad Curriculum (page 198) .... Pamela M. Brown Comparison of GAMS, AMPL, and MINOS for Optimization (page 220) ..................... Chen, Rao, Yu, Pike -::: \,) CJ ... I.. Implementation of Multiple Interrelated Projects Within a Senior Design Course (page 204) ... John T Bell !:: '"I; Wake-Up to Engineering! (page 2 I0) .. ... .... .... .... .... .. ........ ........ ..... .. ... .................... ........... Robert P. Hesketh " ChE Applications of Elliptic Integrals (page 214) .... .. ........ .. ... .. .. ...... .. .... Peter W. Hart, Jude T. Somme ,fe/d Problem-Centered Teaching of Process Control and Dynamics (page 228) ... ... ... ....... Paul Lant, Bob Newell
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of chemical engineering education ... -::: ...

chemical engineering education
• ::: C .... .... l::l \,)
::: '1::1 ~ 0,() ::: .... I.. ~ ~
::: .... 0,() ::: ~ I..
~ of The University of Michigan t> ~ .... \,)
C ti)
::: l::l \,) .... I.. "' ~ I..
!:: ~ ~
~ ::: Evolution for Chemical Engineers (page J 68) ... ..... .. ............ ... ......... ... ....... ... .. .... ... ...... ...... ... .. £. N. Lighrfoot
~ ....
::: 0,() C ::: .... ~ "' .... ~
Industry, Academe, and Government (page 174) .......... ... ...... ... ... Ja111es A. Trai11ha111 , Arnold M. Eisenberg
"An Ode to That Distillation Tower" and Other Poetry (page 180) ............ .. .... .. ... ... ... ..... Gregorv l. Rorrer ;:,. ~ ....
\,)
~ .... 0,() !:: ::: ~ ... -::: I.. CJ ~ ~ "c' ::: ...
~ 0,() ....
The Chemical Engineering Curriculum-1994 (page I 84) ...... ... ... ..... Ronald N. Occhiogrosso. Banta Rana
Teaching Colloid and Surface Phenomena-1995 (page 190) .. ........... ... Donald R. Woods, Darsh T. Wasan
If You ' ve Got It Flaunt It (page I 88) ........... ............... .. ......... .... .... ....... .. Richard M. Felder, Rebecca Brent
::: ::: ~ .... .... - .... ~ ~ \,) .::; ... !:: ::: ~ ~
Integrating New Separations Technologies into the Undergrad Curriculum (page 198) .... Pamela M. Brown
Comparison of GAMS, AMPL, and MINOS for Optimization (page 220) ..................... Chen, Rao, Yu, Pike
-::: \,)
CJ ... I..
Implementation of Multiple Interrelated Projects Within a Senior Design Course (page 204) ... John T Bell
~
!:: '"I;
Wake-Up to Engineering! (page 2 I 0) .. ... .... .... .... .... .. ........ ........ ..... .. ... ... ... .............. ........ ... Robert P. Hesketh
" ChE Applications of Elliptic Integrals (page 214) .... .. ........ .. ... .. .. ...... .. .... Peter W. Hart, Jude T. Somme ,fe/d
Problem-Centered Teaching of Process Control and Dynamics (page 228) ... ... ... ... .... Paul Lant, Bob Newell

ACKNOWLEDGEMENT DEPARTMENTAL SPONSORS
The following 160 departments contribute to the support of CEE with bulk subscriptions .
If your department is not a contributor, write to CHEMICAL ENGINEERING EDUCA TJON
c!o Chemical Engineering Department • University of Florida • Gainesville, FL 32611-6005 for information on bulk subscriptions
University of Akron University of Alabama
Univers ity of Alberta University of Arizona
Arizona State University University of Arkansas
Auburn University Ben Gurion University of the Negev
Brigham Young University University of British Columbia
Brown University Bucknell University
Univers ity of Calgary University of California, Berkeley
University of California, Davis University of Californi a, Irvine
Univers ity of California , San Diego University of California , Santa Barabara
Ca lifornia Institute of Technology Ca lifornia State Pol ytechnic Institute
California State University Carnegie-Mellon Un ivers ity
Case Western Reserve Univers ity Un iversity of Cinci nnati
Clarkson University Clemson University
Cleveland State University University of Colorado
Colorado School of Mines Colorado State Un iversity
Co lumbia University Univers ity of Connecticut
Cork Regional Techni cal Co llege Cornell University Dartmouth College
University of Dayton University of Delaware
Drexel University University of Edinburgh
Uni vers ity of Florida Florida Institute of Technology
Florida State/Florida A&M University Georgia Institute of Technology
University of Houston Howard University University ofldaho
University of Illinois, Chicago University of Illinois, Urbana
Illinois Institute of Technology Univers ity of Iowa
Iowa State University Johns Hopkins Uni versity
Uni versity of Kansas
Kansas State University University of Kentucky
Lafaye tte College Lakehead University
Lamar University Lava l University
Lehigh University Loughborough University Louisiana State Univers ity
Louisiana Technical University University of Louisville
University of Maine Manhattan College
University of Maryland University of Maryland, Baltimore County
University of Massachusetts University of Massachusetts , Lowell
Massachusetts Institute of Technology McGill Univers ity
McMaster University McNeese State University
University of Michigan Michigan State University
Michigan Technical Un iversity Univers ity of Minnesota
Univers ity of Minnesota , Duluth University of Mississippi
Mississippi State Uni versity University of Missouri , Co lumbia
University of Missouri , Rolla Montana State Un iversity
University of Nebraska Univers ity of New Hampshire
Un iversity of New Haven New Jersey Institute of Techno logy
University of New Mex ico New Mexico State Univers ity
North Carolina A & T University North Carolina State University
University of North Dakota Northeastern Universi ty Northwestern University University of Notre Dame
Technica l Un iversity of Nova Scotia Ohi o State University
Ohio University University of Oklahoma
Oklahoma State University Oregon State University
University of Ottawa University of Pennsylvania
Pennsy lvania State University University of Pittsburgh
Polytechni c Institute of New York
Princeton University Purdue Univers ity Queen's University Rensse lae r Polytechnic Institute Universi ty of Rhode Island Rice University Univers ity of Rochester Rose-Hulman Institute of Technology Rowan College Rutgers, The State University San Jose State University University of Saskatchewan University of Sherbrooke Uni versi ty of South Alabama Un iversity of South Carolina South Dakota Schoo l of Mines University of South Florida University of Southern Californi a University of Southwestern Louisiana State University of New York, Buffalo Stevens Institute of Technology University of Sydney Syracuse Un iversity Technion-Israel Institute of Technology University of Tennessee Tennessee Technological Univers ity Uni versity of Texas Texas A & M University, College Station Texas Tech University University of Toledo Tri-State University Tufts University University of Tulsa Tuskegee Institute University of Utah Vand erbilt University Villanova Univers ity Uni versity of Virgini a Virginia Polytechni c Institute Uni versity of Washington Washington State Uni versity Washington Univers ity University of Waterloo Wayne State University West Virginia Graduate College West Virginia In stitute of Technology West Virginia Uni versity Widener University University of Wisconsin Worcester Polytechnic Institute Un iversity of Wyoming Ya le University Youngs town State University

EDITORIAL AND BUSINESS ADDRESS: Chemical E11gi11eeri11g Education
Department of Chemical Engineering University of Florida • Gainesville, FL 32611
PHONE a11d FAX : 352-392-0861 e-mail: [email protected]
EDITOR T. J. Anderson
ASSOCIATE EDITOR Phillip C. Wankat
CONSULTING EDITOR Mack Tyner
MANAGING EDITOR Carole Yocum
PROBLEM EDITORS James 0. Wilkes and Mark A. Burns
Un iversity of Michigan
LEARNING IN INDUSTRY EDITOR William J. Koros
Un iversity of Texas, Austin
PUBLICATIONS BOARD -• CHAIRMAN• E. Dendy Sloan, Jr.
Colorado School of Mines
• PAST CHAIRMEN• Gary Poehlei11
Georgia Institute of Technology
Klaus Timmerha11s University of Colorado
•MEMBERS• Anthony T. DiBenedetto
University of Connecticut
Thomas F. Edgar University of Texas at Austin
Richard M. Felder North Carolina Stale University
Bruce A. Finlayson University of Wash ington
H. Scott Fogler University of Michigan
A11gelo J. Perna New Jersey Institute of Technology
Stanley I Sa11dler University of Delaware
Richard C. Seagrave Iowa State University
M. Sami Selim Colorado School of Mines
James E. Stice University of Texas al Austin
Donald R. Woods McMaster University
Summer 1996
Chemical Engineering Education Volume 30 Number 3 Summer 1996
• EDUCATOR 162 Brice Carnahan and James 0. Wilkes
of the University of Michigan
• ESSAY 168 Evolution for Chemical Engineers, E. N. Lightfoot
• LEARNING IN INDUSTRY 174 Industry, Academe, and Government: Building a New Relation
ship, James A. Trainham, Arnold M. Eisenberg
• CLASS AND HOME PROBLEMS 180 "An Ode to That Distillation Tower" and Other Poetry: A
Creative Writing Assignment, Gregory L. Rorrer
• SURVEY 184 The Chemical Engineering Curriculum-1994,
Ronald N. Occhiogrosso, Banta Rana
190 Teaching Colloid and Surface Phenomena- 1995, Donald R. Woods, Darsh T. Wasan
• RANDOM THOUGHTS 188 If You' ve Got It, Flaunt It: Uses and Abuses of Teaching
Portfolios, Richard M. Felder, Rebecca Brent
• CURRICULUM 198 Integrating New Separations Technologies into the
Undergraduate Curriculum, Pamela M. Brown
220 Comparison of GAMS, AMPL, and MINOS for Optimization, Xueyu Chen, Krishnaraj S. Rao, Jufang Yu, Ralph W. Pike
• CLASSROOM 204 Implementation of Multiple Interrelated Projects Within a Senior
Design Course, John T. Bell
210 Wake-Up to Engineering! Robert P. Hesketh
214 ChE Applications of Elliptic Integrals, Peter W. Hart, Jude T. Sommerfeld
228 Problem-Centered Teaching of Process Control and Dynamics, Paul Lant, Bob Newell
• 173 Book Review
• 183 Stirred Pots
CHEMICA L ENGINEERING EDUCA TION (ISSN 0009-2479) is published quarterly by the Chemical Engineering Division, American Society for Engineering Education, and is edited at the University of Florida. Correspo11de11ce regardi11g editorial mall er, circu/atio11, a11d changes of address should be sent to CEE, Chemical E11gi11eeri11g Departme11t, University of Florida, Gainesville, FL 32611-6005. Copyright © 1996 by the Chemical E11gi11eeri11g Division, American Society f or Engineering Education. Th e statements and opinions expressed in th is periodical are those of the writers and 110 1 necessarily those oftlt e ChE Division, ASEE, which body assumes no responsibility/or them. Def ective copies replaced if notified within 120 days of publication. Write for i11/ormatio11 011 subscription costs and f or back copy costs and availability. POSTMASTER: Send address cha11ges to CEE, Chemical E11giueeri11g Departme11t., U11iversity of Florida, Gainesville, FL 32611-6005.
/ 6 1

l8j 5 =i educators ) ... _ ... _________ ___ Brice Carnahan
and
James 0. Wilkes
162
of The University of Michigan
JIM WILKES: THE EARLY YEARS
Jim was born in Southampton, England, in 1932. During the Second World War, his hometown was badly bombed by the Germans from 1939 onwards (an incendiary bomb landed on his house but failed to ignite), and he was soon evacuated to live in Shropshire with his mother and grandmother for the duration of the war, until 1945.
Shropshire-on the Wel sh border-was, and is still , a very quiet county, little frequented by overseas visitors. Its rolling hills are prime sheep country, and it is immortalized in A.E. Housman 's A Shropshire lad, which refers to four of the villages well known to Jim : "Clunto n and Clunbury, Clungunford, and Clun/ Are the quietest places under the sun ."
As a scholar of Emmanuel College, Jim obtained hi s bachelor's degree in chemical engineering from the University of Cambridge in 1955. The English-Speaking Union awarded him a King George VI Memorial Fellowship to the University of Michigan, where he received his master 's degree in 1956. He and his wife Mary Ann were married in St. Andrew's Church, Ann Arbor, in 1956.
Jim returned to England for a four-year stint as a faculty member at the University of Cambridge, coming back to Michigan in 1960 to study for his PhD with Stuart Churchill. His dissertation, "Finite-Difference Computation of Natural Convection in an Enclosed Rectangular Cavity," was published in 1963 . He has been a faculty member at the University of Michigan since 1960.
© Copyright ChE Division of ASEE 1996
Chemical Engineering Eduction

It is unusual for a single issue of CEE to feature two chemical engineering educators, but Professors Brice Carnahan and Jim Wilkes have worked closely together for the past thirty-six years and have shared several achievements during that period. They have also made individual impacts of their own in chemical engineering education and research. These two men also present an interesting contrast of personalities-Brice always bubbling over with good humor, very active in professional societies, enjoying sunshine vacations, urban settings, and being with the crowd; Jim being more reserved, devoting much of his energy internally at the University of Michigan and enjoying vacations in remoter ( and often colder) regions with his wife, Mary Ann.
Summer 1996
BRICE CARNAHAN: THE EARLY YEARS
Brice was born in New Philadelphia, Ohio, in 1933, the lowest birthrate year in the 20th century, thu s guaranteeing small classes from kindergarten through college (and also making it easier to get ahead!). In his first appearance in public print in 1939, Brice appears in a local newspaper photograph as a member of Mrs. Dennison's kindergarten kazoo band, the first of many bands/orchestras in which he played clarinet (badly) during his New Philadelphia years. Thus began a lifelong interest in music and in the latest and best (and loudest) electronic sound equipment.
His high-school chemistry teacher, Lila Helmick, was a strong influence on Brice and helped him obtain scholarship offers from two nearby (but far enough away to escape small-town boredom) "big-city" engineering schools-Carnegie and Case. He chose Case Institute of Technology and received his BS and MS degrees in 1955 and 1956, respectivel y. As part of his scholarship/fellowship support from General Dynamics Corporation, Brice worked for several summers at the atomic submarine plant, principally on design and testi ng of very compact atmosphere control equipment.
As an extension of his interest in things nuclear, Brice's doctoral research was on radiation-induced cracking of paraffins, under the supervision of Joe Martin. His conclusion: this is a very expensive way to crack hydrocarbons. At one point during his experimental work, he managed to contaminate an entire engineering building with a weak gamma-emitting silver nuclide of 270 day half-life, after which he was known as the "silver kid." No doubt this led to his prematurely white hair and a preference for non-experimental work!
Between 1959 and 1965, Brice worked closely with Professor Donald Katz, first as technical director of the Ford Foundation project, "Computers in Engineering Education," and then as Associate Director of a follow-on NSF project, "Computers in Engineering Design Education." Since 1960, with brief (sabbatical leave) stints as a visiting faculty member at the University of Pennsylvania, Imperial College, and the University of California at San Diego, he has been on the faculty of the chemical engineering department at Michigan.
163

DON KATZ'S INFLUENCE
In 1959, Professor Donald L. Katz (then chairman of chemjcal engineering at the University of Michigan) foresaw the tremendous impact that computing would have on engineering practice. He convinced the Ford Foundation to support a feasibility study of broad-scale integration of computer use into the undergraduate engineering curricula. In a three-year period, over 200 faculty from nine engineering disciplines and 65 engineeting schools participated in the various activities of the Michigan project; they jointly produced many useful reports that were widely distributed to other faculty.
merical Methods. The venture was conceived in typical style by Don Katz, who suggested near the end of the Ford Foundation project that Brice and Jim write up "a few notes" on numerical methods for computers. They were joined by mathematician Professor H.A. Luther from Texas A&M University. After eighteen months of very hard work, a paperback preliminary edition of "ANM" was published locally in 1964; it contained eight chapters, 790 large (8 I /2
Brice 's first contact with the Ford Foundation project occurred in the summer of 1959 when Don offered mm a full-time job with the project. Brice 's acceptance put his doctoral thesis "on hold" and delayed his PhD by "an unconscionable number of years." But he
Jim and Brice with the many books they have coauthored.
by 11) pages, and 47 completely documented computer programs illustrating the various techniques. It also included a significant appendix on the "MAD" (Michjgan Algorithm Decoder) language (an Algol 60 derivative), which was used for the computer programs. A hardcover edition of just over 600 pages (again in a large format), illustrated with 40 FORTRAN programs, was finally published by John Wiley & Sons, in 1969, and was very popular nationally for the following
never regretted the deci-sion-it provided opportunities that he would not have otherwise had and steered him toward an academic career that has brought hjm much pleasure. The principal recommendations of the Ford project were to
• Train faculty to use computers
• Provide "free " time-shared computing services to all students
• Require a computer-programming course
• Teach numerical and optimization methods
• Integrate computing assignments into all engineering, science, and design courses
• Stress design-like (now called "open-ended") problems throughout the curriculum
Most of these recommendations are still on the markthanks in large part to Don Katz's foresight and to Brice's attention to detail , hard work, and ability to clearly and directly communicate essentials to others.
A PROFESSIONAL LIFETIME OF COLLABORATION
Numerical Methods • Nationally, Brice and Jim are probably best known for their coauthorship of Applied Nu-
164
twenty years.
Freshman Computing • For various extended periods since 1967-and continuously since 1981-Brice and Jim have been responsible for organizing and supervising the freshman engineering digital-computing courses at the University of Michigan. The enterprise has grown in magnitude and complexity, to the point where it has occupied about half of their profess ional time for the past decade. These courses are now taught, very successfully, by an all-student cadre of instructors. Typically, about 1,100 students enroll each year in about 30 sections of four different courses; over the years, Brice and Jim have directly impacted perhaps 30,000 University of Michigan freshmen through these courses. Very frequently-sometimes annually-they have updated their two books for use in these freshman courses, the most recent titles being FORTRAN for the Macintosh and IBM PS/2 (1994) and The Macintosh, the PC, and Unix Workstations : Operating Systems and Applications. ( 1995). In all, there have been 27 different editions of these two texts or their predecessors, some of which are shown in the photograph above.
BRICE'S INTERESTS AND ACCOMPLISHMENTS
Since coming to the University of Michigan forty years ago, Brice has been at the forefront of computers and computing, particularly in chemical engineering. His initial and
Chemical Engineering Eduction
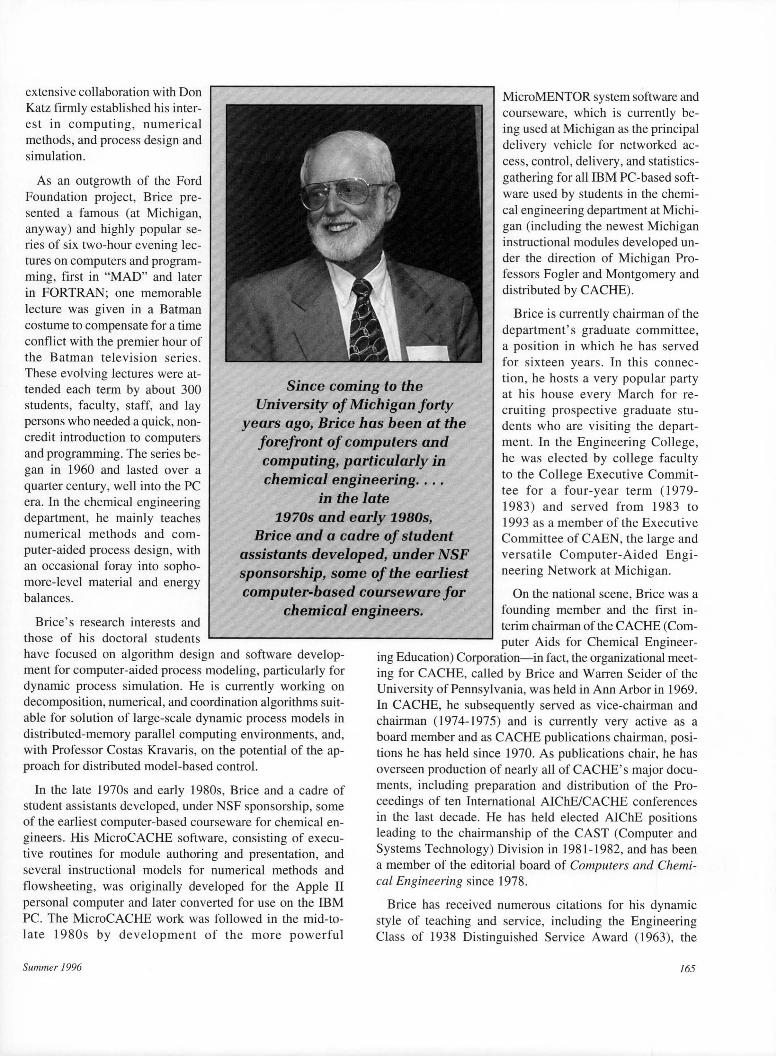
extensive collaboration with Don Katz firmly established his interest in computing, numerical methods, and process design and simulation.
MicroMENTOR system software and courseware, which is currently being used at Michigan as the principal delivery vehicle for networked access, control, delivery, and statisticsgathering for all IBM PC-based software used by students in the chemical engineering department at Michigan (including the newest Michigan instructional modules developed under the direction of Michigan Professors Fogler and Montgomery and distributed by CACHE).
As an outgrowth of the Ford Foundation project, Brice presented a famous (at Michigan, anyway) and highly popular series of six two-hour evening lectures on computers and programming, first in "MAD" and later in FORTRAN; one memorable lecture was given in a Batman costume to compensate for a time conflict with the premier hour of the Batman television series . These evolving lectures were attended each term by about 300 students, faculty, staff, and lay persons who needed a quick, noncredit introduction to computers and programming. The series began in 1960 and lasted over a quarter century, well into the PC era. In the chemical engineering department, he mainly teaches numerical methods and computer-aided process design, with an occasional foray into sophomore-level material and energy balances.
Since coming to the University of Michigan forty
y ears ago, Brice has been at the forefront of computers and computing, particularly in chemical engineering ... .
Brice is currently chairman of the department's graduate committee, a position in which he has served for six teen years. In this connection, he hosts a very popular party at bis house every March for recruiting prospective graduate students who are visiting the department. In the Engineering College, he was elected by college faculty to the College Executive Committee for a four-year term ( 1979-1983) and served from 1983 to 1993 as a member of the Executive Committee of CAEN, the large and versatile Computer-Aided Engineering Network at Michigan.
in the late 1970s and early 1980s,
Brice and a cadre of student assistants developed, under NSF sponsorship, some of the earliest computer-based courseware for On the national scene, Brice was a
founding member and the first interim chairman of the CACHE (Com-Brice's research interests and
those of his doctoral students
chemical engineers.
have focused on algorithm design and software development for computer-aided process modeling, particularly for dynamic process simulation. He is currently working on decomposition, numerical , and coordination algorithms suitable for solution of large-scale dynamic process models in distributed-memory parallel computing environments, and, with Professor Costas Kravaris, on the potential of the approach for distributed model-based control.
In the late 1970s and early 1980s, Brice and a cadre of student assistants developed, under NSF sponsorship, some of the earliest computer-based courseware for chemical engineers. His MicroCACHE software, consisting of executive routines for module authoring and presentation, and several instructional models for numerical methods and flowsheeting, was originally developed for the Apple II personal computer and later converted for use on the IBM PC. The MicroCACHE work was followed in the mid-tolate 1980s by development of the more powerful
Summer 1996
puter Aids for Chemical Engineering Education) Corporation-in fact, the organizational meeting for CACHE, called by Brice and Warren Seider of the University of Pennsylvania, was held in Ann Arbor in 1969. In CACHE, he subsequently served as vice-chairman and chairman (1974-1975) and is currently very active as a board member and as CACHE publications chairman, positions he has held since 1970. As publications chair, he has overseen production of nearly all of CACHE's major documents, including preparation and distribution of the Proceedings of ten International AICbE/CACHE conferences in the last decade. He has held elected AIChE positions leading to the chairmanship of the CAST (Computer and Systems Technology) Division in 1981-1982, and has been a member of the editorial board of Computers and Chemical Engineering since 1978.
Brice has received numerous citations for his dynamic style of teaching and service, including the Engineering Class of 1938 Distinguished Service Award (1963), the
165

Jim was a pioneer in the numerical solution of partial differential equations, both by finite-difference and finite-element methods, and his research interests have always been in that area. He has chaired or cochaired the committees of twenty-one doctoral students . .. he has [also] always been interested in church organs and has served on numerous committees for doctoral organ students at the University of Michigan. He often finds "historical performance correctness" boring, preferring organ recitals that incorporate a few tuneful selections and are imaginative in their use of varied tone colors.
Unjversity of Michjgan Outstanding Achievement Award ( 1968), and awards from the University of Michigan Engineering College for Excellence in Teaching (1983) and Excellence in Service ( 1993). At the national level, his leadership in computing for chemical engineers has been recognized by the AIChE Computing in Chemical Engineering Award ( 1980), the Detroit Engineering Society Chemical Engineer of the Year Award ( 1987), and the ASEE Cherrucal Engineering Lectureship Award (1991 ). For the last of these, he presented a lecture at the Toronto ASEE meeting in 1990, with two fasci nating themes-an outline of the development of computers and computing over the previous fifty years, and not only educational uses of computers over the same time period but also predictions of future trends and developments (several of which have already transpired!) . This ASEE lecture was published in the Fall 199 1 and Winter 1992 issues of Chemical Engineering Education.
Brice is an avid reader, especiall y of nonfiction, and has a keen interest in world affairs, politics, education, and travel. He is especiall y interested in the far East, and in the past two years he and Jim have each taught two monthlong intensive graduate courses at the new College of Petroleum and Petrochemical Technology at the Chulalongkorn University in Bangkok.
JIM'S INTERESTS AND ACCOMPLISHMENTS
Jim was a pioneer in the numerical solution of partial differential equations, both by firute-difference and finiteelement methods, and hi s research interests have always been in that area. He has chaired or cochaired the committees of twenty-one doctoral students, the great majority of whom have also engaged in experimental work in tandem with their numerical studies. Topics studied have ranged from two-phase flow, measurement of turbulent velocity fluctuations , natu ral convection, reservoir engineering, metal casting, and many aspects of polymer processing. His two current doctoral students are working on paintleveling and injection-molding problems sponsored by the General Motors Corporation.
Jim is most at home in the c lassroo m, where he teaches fluid mechanics and numerical methods. Occasionally,
166
Jim at the console of the 1891 "Father" Willis organ in Blenheim Palace.
and only on April I st, he demonstrates how dimensional anal ysis can be used to estimate the speed of a dinosaur by measuring its fossilized footprints. He has also recentl y developed (with colleague Pablo LaValle) a fine first undergraduate laboratory, with many experimental projects that go beyond the traditional fare. He has been recognized many times for hi s dedicated classroom teaching, being a first rec ipient in 1980 of the College of Engineering 's newly insti tuted Engineering Excellence in Teaching Award. In 1987 he received the highest University of Michigan award for classroom teacrung-the Amoco Good Teacrung Award-and was named an Arthur F. Thumau Professor from 1989- 1992, an appointment that is based largely on undergraduate teacrung evaluations.
Jim was department chairman at Michigan from 1971
C/Je111ical Engineering Eduction

to 1977 and Ass istant Dean for Admissions in the College of Engineering from 1990 to I 994. In the Engineering College, he was elected to the Executive Committee for the period from 1985 to 1989. On the national and international scene, he has been coeditor since 1989 of the "Class and Home Problems" section of Chemical Engineering Education, and since 1973 he has been Associate Editor for the U.S.A. of Chemical Engineering Research & Design (the Brit-ish equivalent of the A!ChE Journal ). Last year he was elected (in a contested election!) as Water Commiss ioner of the village where he lives.
the American Gui Id of Organi sts in 1981. He is a member both of the American Guild of Organists and of the Winchester & Di strict Association of Organists in England. About once a year, he gives " popular-science" lecture/demonstrations on how organ pipes work (Kelvin/ Helmholtz instabilities have to be simplified for lay audiences!), the most recent being an invited presentation to the 1995 National Convention of the Organ Historical
Society. He gives occasional recitals, the most recent be ing to an enthu siast ic audience in a packed church-back in Clungunford in 1995, on the occasion of the I 00th anniversary of the installation of their organ.
In 1995 , Jim wrote and publi shed a profusely illustrated 160-page book, Pipe Organs of Ann Arbor, which describes about seventy-five instruments in the city's churches, colleges and universities, residences , and cinema-and even in a funeral parlor.
Jim has extensive interests outside the university . Since visiting Clungunford Church in Shropshire in 1943 with his neighbor , Graham Jukes, he has always been interested in church organs and has served on numerous committees for doctoral organ students at the University of Michigan . He often finds "historical performance correctness" boring, preferring organ recitals that incorporate a few tuneful selections and are imaginative in their use of varied tone colors. One of hi s "heroes" was the late Virgil Fox , an American organist par excellence, who
Jim and his wife Mary Ann in their perennial garden
He is also working on two other books: Fluid Mechan ics for Chemical Engineers and Place-Names of Hampshire and the Isle
could inspire vast audiences of people who were otherwise little interested in classical organ performance. Jim has an Allen digital-computer organ in hi s home.
Another source of inspiration was Professor Terence Fox, who founded the chemical engineering department at Cambridge in 1946. Fox was a shy but brilliant man who knew what was important and who brought the department to preeminence before hi s untimely death in 1964. He was instrumental in bringing Kenneth Denbigh, John Davidson, Peter Danckwerts and others into the department. Danckwerts subsequently wrote an appreciation of Fox 's talents , saying, accurately, "Fox did no research and published nothing. " How times have changed-today, Terence Fox 's resume would be tossed aside and he would stand no chance of being hired , let alone of receiving tenure!
As an amateur organist, Jim received hi s performance diploma, Assoc iate of the Trinity College of Music (London) , in 1951 , and his Service-Playing Certificate from
Summer 1996
of Wight. The latter was written in a beautifully illustrated manuscript of about 1,000 pages by his grandfather, Alfred Oscroft, in the two decades before his death in 1939 . It traces the origins of the names of all the villages, hamlets , towns, etc., in Hampshire , many of which have Anglo-Saxon roots. The cross-checking of all the references, many of which are at least l 00 years old, will take much time, not to mention learning the rudiments of the Anglo-Saxon language. Related to this endeavor, he is a member of the English Place-Name Society.
In addition to music and writing, Jim 's hobbies include hiking in North Wales and in the American West (he has visited Zion National Park eight times and always enjoys walking up to the West Rim), tenni s and table tennis, gardening, and reading . Most recently , he has read Martin Gilbert's Churchill, David McCullough' s Truman, Dori s Kearns Goodwin's biography of the Roosevelts during World War II, No Ordinary Time, and is just beginning George Blake 's No Other Choice. 0
167

.ta ... fi111111§.._e_s_s_a_:y:...._ __________ )
EVOLUTION FOR CHEMICAL ENGINEERS
E. N. LIGHTFOOT University of Wisconsin • Madison, WI 53706-1691
T his essay is written to suggest that a type of thinking described below under the term evolutionary dynamics is a key component of chemical engineering that
should be given formal recognition in a variety of our professional activities. These include education of our students, recruiting of faculty, and even the direction of research. Moreover, there is available a large and rapidly growing reservoir of literature upon which we can draw for incorporating evolutionary concepts into our profession, and it is important to note that some academic researchers have already begun to implement these ideas_l 141 We may in fact be lagging behind some sister disciplines in this regard, and the utility of evolutionary dynamics may be particularly important for industry and govemment.'51
The basic premise behind the above suggestion is that the primary activities of chemical engineers are either to invent new concepts, processes, and equipment, or to improve existing ones. Since true de novo developments are rare, both types of activities may be viewed as evolutionary, and the term evolutionary dynamics seems appropriate to describe the rates at which they proceed. So defined evolution may be seen as related to but distinct from design, and in many ways deserving of a higher conceptual priority; evolutionary considerations provide the primary impetus for design efforts even as the needs of the designer provide the primary justification for engineering science and other descriptive disciplines.
The recognition of evolutionary dynamics is both timely and important for at least two reasons. The first is that we live in an era of rapid and unpredictable changes, most of which are beyond our control, and the ability for both individuals and social groups to evolve rapidly in some effective sense is therefore of critical importance. The second is that the dynamics of evolution are surprisingly complex in detail, and it is only recently that tools and concepts needed for their effective understanding have become available. Se-
lected examples of these tools and concepts are introduced immediately below, and applications specific to chemical engineering education are introduced in the last section.
• BACKGROUND • • Biological Evolution
Often lost in a fog of bewildering chemical and physiological detail is the central fact that modem biotechnology is built squarely and consciously on information theory and that the great complexity of the biological world is in tum the result of evolutionary dynamics, most probably driven by a simple objective function: preservation of information represented by chains of simple organic compounds, the nucleotides generally known as DNA. In fact, elaboration of genetic information theory predated the discovery of its chemical basis, and a successor development, evolutionary theory, is now ahead of experiment in its tum.
Moreover, as biologists are forced increasingly to deal with enormous complexity, there is growing pressure to develop sophisticated hierarchical models that will increasingly make the systems analysis used by engineers look rather primitive. Individual organisms, even microorganisms and mammalian cells, are already more complex than large chemical plants in terms of mass flows and control strategy. One can already see sketched out a spectrum of
Ed Lightfoot was born and raised in suburban Milwaukee and obtained both his BChE and PhD degrees from Cornell University. After three years of process development at Chas. Pfizer, he joined the University of Wisconsin chemical engineering department, and except for leaves he has remained there since that time. He is still teaching, though he formally retired in October of 1995. His interests have centered around mass transport with an emphasis of biological applications.
© Copyright ChE Diuision of ASEE 1996
168 Chemical Engineering Eduction

complexity from relati vely short nucleotide chains or genes and the proteins produced by them to gene equivalents, such as the " memes" of Dawkins,161 and on to large soc ial groups and organized bodies of knowledge .
These aspects of biology are steadily becoming more quantitative and systematic , and they are much more easily understood by chemical engineers than such classic sciences as biochemistry and molecular biology where the non-expert quickly becomes drowned in masses of detail and specialized notation. Moreover, I believe that they are also far more important for most of us .
• Basic Questions
At fir s t s ight, the very existence of evo lution is counterintuitive. How can successivel y more complex life forms arise in a dissipative universe , and is such a tendency to increasing order inevitable? These bas ic questions have been addressed by a great many eminent sc ienti sts, of which the best known is perhaps Jacques Monod.171 But for many engineers the clearest and most satisfactory answers are provided by Manfred Eigen181 and hi s co-workers , on the basis of information theory combined with Darwinian selection . Eigen shows that biological evolution depends upon e1rnrs in replication of DNA and that there is an optimum error rate. No evolutionary change can occur in the absence of error, but too high an error rate can overwhelm the process of natural selection and lead to degeneration.
For such simple structures as small viruses, error rates are small enough to permit development of well-adapted organisms, but the scales are tipped toward degradation as the number of nucleotides in the organism DNA increases. Eigen and Schuster1"
1 have been remarkabl y successfu l in estimating the maximum gene size permitting effective simple natural selection, and they have proposed a more complex mechanism, "hypercycles," for organisms with larger genes.
The energy source for evolution is environmental degradation of free energy, and it is found that the entropy generation needed to produce even so complex a structure as a large mammal is not excessive.
Almost as puzzling as existence is the remarkable speed of evolution, shown for example in our current difficulties with the AIDS virus and the development of bacterial resistance to antibiotics. Contrary to general perception, evolution is fast-and ubiquitous. Eigen shows, again for very simple organisms, that this speed results partly from heterogeneity within apparently homogeneous species. He points out that there is always a multidimensional di stribution of genetic content about the dominant or "wild" form , and that environmental changes result in a rapid redi stribution of frequency. Such adaptation is particularly rapid for sexuall y reproducing organisms where combinations totally unsuited to a preexisting set of conditions are continually arising through
Summer /996
very large numbers of random binary combinations of parental genes. This is a particularly important point for nonbiological evolution , as we shall see below. In one sense important to us as parts of vulnerable ecosystems, nature is very wasteful ; individuals and whole spec ies are continually sacrificed in the development of better adapted forms.
• Non-Biological Models
No well-substantiated models for natural selection in complex organi sms yet exist, and direct experimentation is at best difficult. But analysis of non-biological model systems has provided some provocati ve and stimulating insights. Among these are the suggestions of Kauffman1
'0
"1 that Dar
winian theory must be extended. He suggests a three-tiered approach:
• Recognize and delineate the spo11ta11eo11s sources of'order, the se/f orga11i:i11g properties of complex systems. as an essential complement to the disorder postulated by Darwin as the sole source of evolution.
• Understand how such se lf-ordering properties permit, enable. a11d limit the efficacy of natural selec tion.
• Understand which properties of complex systems confer on
them their ab ility to adapt and evolve .
Kauffman ' s texts are characterized by the posing of a great man y seminal questions and by attractive but as yet unpro ved poss ible answers. Among the most important is hi s suggest ion that living organisms, or their genes , are parallel distributed regulaton' networks operating on the edge of chaos. His first text1'
01 is the more complete, but the second1
"1 is by far more accessible for newcomers to
this field.
Prominent in Kauffman 's deve lopments is the concept of fitness landscapes, which describes the evo lutionary fitness of organisms as functions of determining factors such as amino acid content of enzymes. These in turn are used to describe the counterbalancing of evolutionary driving forces with the degrading effects of DNA replication errors and can in principle be used to determine both the limits of achievable fitness and the most attractive search routines across the fitnes s landscapes. They can also be used, again in principle, to describe co-evolution in ecosystems, a major problem in evolutionary dynamics. Moreover, hi s ideas are readily applicable to non-biological systems.
The work of Holland1" · " 1 and others and the concept of self-ordering supplement and extend Kauffman's arguments, and a variety of auxiliary ideas appear to be important. Chaos theory and nonlinear dynamics are obviously among them, but the current arguments over the relative merits of holi stic versus reductionist thinking (see for example Reference 14) may contribute significantly as well.
Already these non-biological models provide highly useful insight and show for example that evolution does not
169

always produce very high degrees of "fitness." Fitness is itself a difficult term to pin down, as are "adaptability" and the even more vaguely defined "evolvability."
• Empirical Approaches and Hierarchical Modeling
At the moment, the suggestions of Kauffman and others must be viewed as interesting but unproved hypotheses, and we must usually settle for empiricisms based on study of a variety of systems, from small biological structures through whole organisms to ecosystems of varying complexity. Moreover, as the complexity of the system under study increases, both the precision and reliability of available models decreases. The more complex situations are often the most important, however, in chemical engineering as well as in biology, and here the biologists may be ahead of us. As a group, they have learned to work at a great many different hierarchical levels, even as individual researchers tend to be highly specialized. Global syntheses are still rare and highly incomplete, but a great variety of useful disciplines (e.g. , various aspects of ecology and sociobiology) has emerged.
Fortunately, many useful generalizations are available, and those dealing with very small ecosystems are of particular interest to academics; most of us operate within small and relatively isolated groups. Examples include academia itself relative to the larger world of chemical engineering, groups of researchers in highly specialized fields, and academic departments.
It is thus important to note that diversity within any given ecosystem is a stabilizing factor that also increases ecosystem productivity-and that small systems such as isolated islands tend to be very poor in numbers of species; they simply cannot hold a highly diverse system. Moreover, natural selection within a small system tends to produce highly specialized species that cannot survive contact with a larger and more competitive world. The flightless birds of New Zealand and other island systems have fared poorly on contact with rats and other invading organisms, but supreme opportunists such as coyotes have thrived in fast-changing circumstances. Moreover, the highly specialized species of isolated systems may cease to evolve at an appreciable rate in their protected and stable environments once the accessible "niches" have been filled.
Another very important aspect is that of co-evolution. This field is of considerable potential importance to engineers; all of our work is done within the context of dynamic interactive environments.
• Useful Similarities
All of the above discussion would be of relatively little utility to chemical engineers were it not for the fact that nonbiological evolutionary processes, from the development of social systems and industries to the refinement of such "spe-
170
cies" as chromatographic columns or oil refineries, share many of the key features of biological evolution. This point of view was discussed in philosophical terms by Dawkins101
is repeatedly expressed by Kauffman, and is analyzed with great enthusiasm and exhaustive detail by Dennet.1'
51 This last text is not as scholarly as that of Kauffman, but it is more down to earth and accessible. In many ways it is the starting point for the remaining discussion here. But there are now very large numbers of books and shorter analyses dealing with generalizing evolution theory in a wide variety of environments (e.g., References 12 and 13) and even to the philosophy of evolution.P•i
• APPLICATIONS AND CASE STUDIES • The first priority is to recognize evolutionary dynamics as
a key aspect of engineering and then to review our activities in the light of this new concept. The primary goal of such a review should be improving our synthetic, as opposed to analytic, abilities .
At a more detailed level we should take a new look at departmental structures and hiring policies. Here, review of current efforts of this type in other fields should prove helpful. A representative example is the application of Darwinian models for corporate change.151
Introduction of evolutionary ideas into our curricula is important, but it must follow faculty development. The tried and true method of exploring new ideas at the research level is the classic means of such development, and it must be given major emphasis.
• Research
Much is already being done in biology, and the Proceedings of the National Academy of Science has a section devoted to evolution in nearly every issue. Evolutionary dynamics has proven an important aspect of the AIDS problem.1111
More recently, engineers have been using either biological evolution or mim.icking it is useful ways. John Yin has been studying phage evolution for some years and is now seeking such mundane but important applications as remediation of metal contam.inated soiU'-21 Alex Zehnder has found that evolutionary processes in wild environments can produce hardy organisms capable of detoxifying previously resistant substances.141 Here, success is achieved by transfer of enzyme producing genes between unrelated bacteria to provide new and complex detoxification complexes. This evolutionary approach has a major advantage over conventional genetic engineering in producing organisms capable of surviving in sewage streams. Ioannis Androulakis1' 1 has developed what are called genetic algorithms to speed process design.
Combinatorial chemistry1'41 is a natural subject for such
Chemical Engineering Eduction

analysis, and the evolutionary improvement of enzymes1'81
may prove of general engineering interest.
At a more philosophical level, evolutionary researchers such as Kauffman may be close to answering basic philosophical questions as to why research and development are even feasible-and perhaps help solve the vexing problems as the economic establishment of research directions. We should join with them.
• Faculty Hiring and Departmental Organization
It appears clear that hiring, career development, and interactions with outside influences all need a harder look.
Recruitment of new members is of primary and immediate importance. Faculty hiring policy has great long-range impact, is very hard to rectify once hiring decisions have been made, and is now made rather casually. We seem to be quite faddish as a profession, both as to specific technical fields and to the approach candidates take to them. Moreover, it is abundantly clear that we cannot hire enough individuals into any department to adequately cover all important aspects of chemical engineering.
Each of our departments is a tiny ecosystem, isolated to a significant degree and trying to survive and prosper in a tough world. Most of us are opting for narrow experts in "hot" fields who can bring in substantial sums of research money in competition with literally hundreds of like-minded competitors. Few are thinking very far ahead or very deeply about long-range problems. Finally, a large-scale wastage of individuals and whole ecosystems, characteristic of biological evolution, is highly undesirable for social "organisms" even though it is presently quite common in the United States. A major goal of social evolution should be to mitigate the iron laws of biological evolution.
I would suggest that highly specialized individuals with narrow interests are unlikely to be good bets for making the changes that will prove necessary for survival, and that a "fine-grained" personnel structure characterized by such specialists can make cross-disciplinary interactions in a small group inadequate for development of a strong department. It will also result in inadequate coverage of our wide-ranging profession. This is already being recognized at leading business schools interested in restructuring industrial concerns, and ongoing work in the area may be pertinent to our discussion .151 In fact, engineering science may not be a good primary focus today, and certainly not for all departments. It appears more likely that we need a mix: experts in important core areas to deal with the increasing complexity of modem science and technology; careful organizers to maximize efficiency of our operations; and carefully selected generalists to supply the "glue" and inspiration for change.
Generalists with wide-ranging interests and good educational backgrounds in the engineering sciences may be an
Summer 1996
especially good bet right now. They can provide bridges between specialists, extramural as well as intradepartmental, and between academics and industrial engineers. They can also provide the "noise" that may be needed to keep evo-1 utionary trends vigorous. More important, they tend to be the optimistic opportunists who typically respond most quickly and effectively to new circumstances. Time and again special ists have proven excessively conservative and resistant to change.
We must also rethink departmental structures and priorities. The present intense concentration on immediate survival will produce few deep or long-range thinkers, and it will reduce the possibilities for informal "multi-brain" interactions that could be so valuable for rapid evolution of ideas and concepts. Such interactions are the equi valent of multisexual reproduction and can lead to extremely rapid generation of new ideas. Excessive survival stresses also severely limit the kind of unstructured reflection known to stimulate creativity. Our present modus operandi is unlikely to produce the major evolutionary changes needed to meet longterm environmental stresses effectively.
The development of close external contacts must again receive the high priority of past years. Modern means of communication can certainl y be used more extensively, but there seems to be no adequate substitute for face-toface contacts.
Current pressures for submitting faculty to highly structured schedules is a form ula for evolutionary disaster. The chief administrative goals of our university are to increase faculty producti vity in narrowly focused ways: increased contact hours of formal instruction, more service to soc iety, and more research funding. These are highly unrealistic unless accompanied by as yet unidentified ways to increase efficiency.
Immediate priority must, however, go to increasing the efficiency of funding and of conducting our fundamental activities; money is clearly one analog of the free energy that drives evolution, and all successful organisms are highly efficient energy transducers. Success in these activities may in fact help to achieve the above administrative goals, but we must go one step at a time.
These last are not newly discovered problems, and they need no special elaboration here. But they do need continued restatement, and they are an important part of evolutionary dynamics. Departments of chemical engineering will undoubtedly survive in the face of present administratively imposed pressures, but they may end up like the lycopodium and horse tails of Wisconsin forests: insignificant remainders from a glorious carboniferous past.
• Curricula and Training of Engineers
Curriculum modification is clearly near the top of the
171

priority list, and it is important to begin with what we have. Increased emphasis on process invention in our introductory courses is promising, and it appears likely that much of evolution dynamics will be fo und to parallel design of engineering systems. A careful comparison of biological evolution with design strategy may well prove beneficial to both fields.
It does seem time to give a trial course on evolution, probably as an elective at the graduate level , and this should begin with the relatively advanced area of biological evolution. If possible, the first should be a highly interactive course, preferably given jointly with biologists . Much remains to be done before a realistic organization is achieved, but it is possible to sketch out a rough outline:
Introduction to Evolutionary Dynamics
for Chemical Engineers
A. Biological Evolution
1. Basic definitions1I9I
• Information theory and evolutionI8I
• Mechanistic bases of evolution dynamics
- Origins of variability
- Driving force and objective function
- Selection
• Quasi-species
• Organizational levels
• Complexity 18•10
•111
• Fitness and fitness landscapes II0•I
1.19i
2. Evolution and adaptation in simple organisms: theory and experiment
• Simple replicators; small viruses
• More complex replicators ; hypercycles
• Bacterial adaptation
3. Evolution of more complex systems
• Overview of the origins of species
• Comparison of the Cambrian and Permian evolutionary explosions
• Stasis and radiation
• Evolution of ecosystems and effects of isolation
B. Evolution in Engineering
172
1. Introductory remarks
• Definitions and scope of discussion
• Foundations: are there coherent theories for nonbiological evolution?
• Bases of non-biological evolution - Parallels to mutation - Driving forces for change - Selection
• Organization: types and levels
2. Historical perspective
• Major evolutionary spurts (tentative listing) - The western world
• antiquity · renaissance • industrial revolution • China, Japan, others
- The modern world
• Chemical Engineering: selected examples
3. Search for a new synthesis: interaction of science, technology, politics, and business
REFERENCES 1. Androulakis, I.P., and V. Venkatasubramanian, Computers
Chem. Engen., 15(4), 217 (1991) 2. Yin, John, "Metal Recovery by In Vitro Selection," Biotech.
Bioeng., 45(5), 458 (1995) 3. Yin, John, J . Inorg. Biochem.,accepted for publication in
1996 4. Zehnder, A., "Molecular Mechanism of Bacterial Adaptation
to Degradation of Chlorinated Organic Compounds," symposium Louis Pasteur et l'Industrie aux XXI siecle, l'Institut Pasteur, Marnes-la-Coquette-Paris, 25-28 Sept. (1995)
5. Gouillart, F.J. , and J.N. Kelly, Transforming the Organization: Reframing Corporate Direction, Restructuring the Company, Revitalizing the Enterprise, Renewing People, McGrawHill, New York, NY (1995)
6. Dawkins, Richard, see for example The Selfish Gene, 2nd ed., Oxford (1989)
7. Monod, Jacques, Hazard et la Necessite, Editions du Seuil Paris (1970); Chance and Necessity, Knopf (1971); Vintage paperback (1972)
8. Eigen, Manfred, Stufen zum Leben, Piper, Miinchen (1987); English edition, Steps Toward Life, Oxford (1992)
9. Eigen, M., and P . Schuster, The Hypercycle - A Principle of Natural Self-Organization, Springer (1979)
10. Kauffman, Stuart, The Origins of Order: Self-Organization and Selection in Evolution, Oxford (1993)
11. Kauffman, Stuart, At Home in the Universe: The Search for the Laws of Self Organization and Complexity, Oxford (1995)
12. Holland, John, Adaptation in Natural and Artificial Systems, U. Michigan Press (1975)
13. Holland, John, Hidden Order, Addison-Wesley (1995) 14. Combinatorial Chemistry, a review in C&E N ews, pg. 28 (12
Feb. 1996) 15. Dennet, D.C., Darwin's Dangerous Idea, Simon and Schuster
(1995) 16. Brandon, R.N. , Concepts and Methods in Evolutionary Biol
ogy, Cambridge (1996) 17. Nowak, M.A. , et al. , "Antigenic Oscillations and Shifting
Immunodominance in HIV-1 Infections," Nature, 375, 606 (15 June 1955)
18. Davis, M .M., "Evolving Catalysts in Real Time," Science, 271, 1078 (1996)
19. Keller, Evelyn Fox, and Elisabeth A. Lloyd, Keywords in Evolutionary Biology, Harvard (1992) 0
Chemical Engineering Eduction

.t~111111ijllllli31-b_o_o_k_ r,_e_v:_i_e_w _______ )
BIOREACTION ENGINEERING PRINCIPLES by Jens Nielsen and John Villadsen Published by Plenum Press, 233 Spring Street, New York, NY 10013-1578; $79.50
Reviewed by James C. Liao Texas A&M University
To non-practitioners, biochemical reactions appear to be nebulous, formidably complex, and even a bit magical. To students and practitioners of biochemical engineering, biochemical reactions remain too unpredictable to warrant quantitative and theoretical analysis. However, no one denies that bioreaction systems must obey the fundamental laws of chemistry and physics, and that given sufficient information, bioreaction systems can be mathematically modeled. The question is whether we know enough now to model the bioreaction systems, and given the information available today, how can mathematical models help us. The authors of Bioreaction Engineering Principles have taken a positive approach to highlight the contribution of mathematical analysis and to prepare students for future developments in this area.
Although it is uncommon to teach bioreactions from theoretical and mathematical viewpoints (an approach that is commonly adopted in chemical reaction engineering), there is no reason why bioreactions cannot be subjected to mathematical rigor. With such a philosophy in mind, the authors have provided a mathematical treatment for every aspect of bioreaction systems. The result is a clear and logical introduction to bioreaction systems with useful examples and stimulating problems. This book is one of the few texts, if not the only one, attempting to carry the instructional approach and philosophy of chemical reaction engineering to bioreaction systems. Although the book is mathematically oriented, the authors showed "a deep respect for the wonderful complexity of microbial reactions," making the volume highly relevant to modem microbial biotechnology.
For chemical engineers, the book is an excellent introduction to the subject of microbial reaction systems. All the intracellular reactions are introduced with mass and energy balances in mind, making chemical engineers feel quite at home. For students without a mathematical background, however, the book is a little intimidating: matrices, vectors, integrals, and lots of Greek letters. The teacher will have lots of coaching to do. Given the plethora of biochemistry and microbiology textbooks that aim toward students without a mathematical background, this book provides a unique and useful view at the other end of the spectrum.
After an introductory chapter, the book begins with vari-
Summer 1996
ous mechanisms of nutrient transport and major metabolic pathways. Instead of the typical metabolic maps and molecular mechanisms seen in biochemistry texts, it emphasizes stoichiometry, overall reactions, and energy and mass balances. The authors introduce mathematical representation of flux and elemental balances, often under-appreciated in the area of biotechnology. The analysis is rigorous and involves very few assumptions. The equations provide a basis for further analysis of reaction rates. This chapter also discusses the energetics of anaerobic and aerobic processes, which are important considerations in bioreactor systems. With a little touch of thermodynamics, this chapter provides a starting point for biochemical engineers to take a serious look at energy balance and the energetic aspects of biosystems.
Chapter three deals with metabolic flux analysis, metabolic control analysis, and identification of measurement errors, topics of significant scientific and practical interests. The discussion gives a clear introduction to the methodology. Mathematically inclined students will find the discussion concise and precise-others may need more time to digest the equations. The examples here are the best tutors. The authors took the time to digest all current literature in these areas and present a cohesive view of the methodology with some nice ideas in examples and problems. Chapters 2 and 3 are perhaps the most unique features of the book compared to other similar titles in biochemical engineering.
With a strong basis of intracellular reaction analysis, the book then goes into modeling of cell growth and morphology. A general mathematical formulation is first presented as a framework for discussion. Kinetics of cell growth, structured and unstructured, and population balances based on cell number are then discussed with sufficient details. The general formulation may seem meaningless for beginners, but with some understanding of the system, it offers an overall picture of the problem under investigation. Again, the authors designed excellent examples and problems for illustration and practice.
The last part of the book is the application of hard-core chemical engineering to bioreactors: mass transfer, interfacial and bubble behavior, batch reactors, continuous stirred tank reactors, plug-flow reactors, mixing, and scale-up. For chemical engineering students, these chapters offer good examples to learn mass transfer and reactor design in an unconventional area-biotechnology. For biotechnologists, following the equations may be difficult in the beginning. With the help of examples, the task becomes much easier. Furthermore, simply going through the discussion will gain a useful picture of engineering approaches to biotechnology problems.
In summary, this is an excellent book dedicated to bioreaction engineering. With increased understanding of cellular and intracellular functions, it is a timely addition to the textbooks available in biochemical engineering. The book set the foundation for systematic and rigorous modeling in this area. 0
173

.,a_5_3.__1_e_a_r_n_i_n_:g:..__in_,_·n_d_u_s_t.....:ry:..__ __ __.)
r
This column provides examples of cases in which students have gained knowledge, insight, and experience in the practice of chemical engineering while in an industrial setting. Summer interns and coop assignments typify such experiences; however, reports of more unusual cases are also welcome. Description of analytical tools used and the skills developed during the project should be emphasized. These examples should stimulate innovative approaches to bring real world tools and experiences back to campus for integration into the curriculum. Please submit manuscripts to Professor W. J. Korns, Chemical Engineering Department, University of Texas, Austin, Texas 78712.
INDUSTRY, ACADEME, AND GOVERNMENT
Building a New Relationship
J AMES A. T RAINHAM, ARNOLD M. E ISENBERG E.I. duPont de Nemours Co., Inc. • PO Box 80357 • Wilmington, DE 19880-0357
E very business is under increasing pressure to achieve outstanding financial results . At the same time, however, achieving those results is becoming ever more
difficult. The reduction of international trade barriers combined with the appearance of strong, technology-based regional players has resulted in both increased competition and reduced profit margins. To compete in this new global marketplace, almost every large company in almost every industry has found it necessary to right-size or restructure their organization, or to re-engineer their work practices.
Although chemical industry research and development (R&D) spending is growing modestly, an increasing portion
James A. Trainham has been the Director, Engineering Research and Development for the DuPont Company since 1992. He holds a BS and PhD in Chemical Engineering from the University of California, Berkeley, and a MS in Chemical Engineering from the University of Wisconsin, Madison.
174
Arnold M. Eisenberg is Manager of Operations and Strategic Planning for Engineering Research and Development for the DuPont Company. During his twenty-six year career, he has held a variety of assignments in research, manufacturing, process design, computer-aided engineering, and management. He holds a BS and MS in Chemical Engineering from Drexel University.
© Copyright ChE Diuision of ASEE 1996
of R&D budgets is being dedicated to short-term technical support of existing businesses and environmental compliance. Most companies have reduced the amount of their R&D budgets dedicated to exploratory or long-range research at the same time the U.S . government is slashing both its defense and nondefense related R&D spending. For many of us, these were painful but necessary changes directed at reducing our costs and increasing our global competitiveness . Now, we must look to the future to improve the value our companies deliver to the customers and stockholders.
The chemical industry 's traditional approach of doing essentially all of its own R&D must yield to a new paradigm in which the talents and resources of academe and government will be leveraged to produce results while containi ng costs. Some of what government spends on R&D should be channeled into areas of research that will have a long-term effect on improving the competitiveness of the chemical industry. Together, industry, academe, and government must unleash the pent-up power of our organizations and turn them loose to create uncommon value in the marketplace-a sustainable value that will provide an economic foundation for sustainable growth into the twenty-first century.
A new partnership between industry, academe, and government could provide a foundation upon which the valuecreation process could be revitalized . In this paper, we will report on DuPont' s recent experiences in establishing a new type of partnership between government, industry, and academe.
Chemical Engineering Eduction

GROWTH IN THE US CHEMICAL INDUSTRY
During the last decade, the U.S. chemical industry has steadil y grown in terms of volume of product shipped and exported, but competitive pressures have steadily eroded prices, resulting in the dollar value of those shipments growing at a 1 % annual rate, as shown in Figure 1. This is in stark contrast to the decades following World War II that were benchmarked by explosive growth fueled by the development and commercialization of synthetic polymers.
During the last decade, however, margins have eroded and profitability is at the mercy of the gross world product (the sum of the gross domestic products of the developed and developing countries). When the global economy is growing, industry returns are reasonable; when it's not, industry often does not earn the cost of capital. This is not a formula for long-term success. In R&D, this has meant that a larger share of the R&D dollar goes to customer support and regulatory expense while less of it supports development of new product chemistry and manufacturing processes.
Compared to defense-related industries such as aerospace and electronics, the chemical industry has received a very small portion of government R&D money even though it has been a major and consistent net exporter. At DuPont, for example, current R&D expense is
140% 135% 130% 125%
;.i; 120% "' ....
115% .... 0
'$. 110% 105% 100%
95% 90%
'° t-- 00 ;.i; ~ 00 00 00
"' "' "' "' "' .... .... .... .... .... ~ ~ ~ ~ ~ f ~ ~ ~ ~ ~ ~
• Volume '" Sales (Constant 1984 $) I
Figure 1. U.S. chemical industry shipments and constant dollar sales indexed to 1984 (Source: 1995 CMA Data Book).
6.5%.,,,---------------------
6.0%.l,f----------------
5.0%
4.5%
4.0%
Figure 2. Chemical industry R&-D funding as a percent of sales. (Source: 1995 CMA Data Book).
135%,.,-------- ------------,
13()'/o.J,!-----------------~---l!I-I
81~%-----------------at--n--111~ '; 120%J,!-----------------a1--a----111-1
! llS'fo.J,t----------------1---Ut---:-----tll~
~ 110% 'ii ] 105%
~ 100% z
ra Chemical Engineering CilChemistry
Figure 3. NSF funding of areas of interest to the chemical industry.
come more cost-competitive. Staying competitive is good-it is essentialbut it will not create real, sustainable growth, and growth is critical both to industry and to our national economy. Companies that create value in the marketplace prosper and grow; they create jobs and opportunities for their employees; they provide products and services that help people live better and more comfortably; they make a contribution to society. Those companies that fail to create value wither and die.
If value creation is fundamental to business success, then what is value? We believe that all lasting value is created by new technology. If R&D is essential to sustaining the value-creation process , how is the chemical industry funding its R&D activities? Overall , R&D funding has increased from just over 4.6% of sales in 1984 to 6% in 1994 (see Figure 2).
The National Science Foundation (NSF) is a key source of academic R&D funding. While NSF funding for materials research has increased significantly
roughly the same today as it was a decade ago, without any adjustment for inflation, and all companies have cut employment to reduce costs, yet have seen little real growth. Underlying this trend is the simple fact that while volumes are up modestly, selling prices continue to erode at roughly half the rate of inflation. The net result is that there has been little real growth in total revenue and that growth has barely kept place with inflation.
during the last decade, funding for basic research in chemistry has, in constant dollars, increased only marginally, and chemical engineering funding has actually decreased (see Figure 3). This has had a major impact on the chemical industry since new chemistry is the engine that drives growth, and chemical engineering is the route through which value is captured. In the maturing chemical industry, new chemistry and engineering technology will become even more important as the low-cost, high-quality producers dominate the marketplace. The chemical industry is in the process of a major corpo
rate transformation as it responds to this new environment. We have worked to meet this global challenge and to be-
Summer 1996
Industry, academe, and the federal laboratories have each developed a certain character as they worked to fulfill what
175

has been their traditional role in the R&D community. This character can be summarized by the strengths and weaknesses of these respective entities in carrying out their mission. Tables 1-3 summarize those strengths and weaknesses as these organizations function to create value in the marketplace through the development and commercialization of new technology. Since funding sources have, for the most part, driven research priorities, industry, academe, and the federal laboratories have remained separate and distinct entities, with limited interaction.
INDUSTRY'S ROLE
The chemical industry itself has been the traditional source of chemical technology of commercial importance. Historically, the chemical industry has worked on major, proprietary developments without direct collaboration with either government or academe. The collaborations that did exist were focused on support of enabling technologies.
With significant research budgets dedicated to the development of new chemistry and the processes needed to manufacture the products resulting from this new chemistry, this traditional approach to research worked well; but as research expenditures dedicated to new product and process development shrank, innovation suffered . The result has been a dearth of major new products and nearly stagnant growth rates.
The historical role of the chemical industry in conducting its own proprietary research has resulted in a matrix of strengths and weaknesses of these research organizations, as can be seen in Table 1. The chemical industry has developed a significant capability to develop and commercialize new, high-value products given the ideas and the adequate technical and financial resources to do so. Recognizing that R&D budgets will remain under continuing pressure, the chemical industry must return to a balanced R&D portfolio that includes a focused fundamental R&D effort, one that leverages the capabilities of academe and government to gain maximum benefit at an affordable cost.
ACADEME'S ROLE
Academe has been the traditional source of fundamental scientific knowledge. GeneraJly unconstrained by the need to produce commercial success, it has been able to focus on developing fundamental scientific knowledge and to work on issues of academic interest, independent of their commercial value. The result of academe's independence of commercial success was the development of extraordinary capabilities in the growth of fundamental science, summarized in Table 2. Academe also gained the reputation of being unresponsive to industry's needs and slow to respond to specific requests, especially if those requests did not also include copious funding.
With government funding of research and development
176
TABLE 1 R&D Strengths and Weaknesses oflndustry
Stre11gths
• Owns the problem • Knows data needs • Has the resources • Knows the materials • Knows how to handle
hazardous materials safely • Can move quickly
Weak11esses
• High cost • Resources may not be available
when they are needed • Cannot afford state-of-the-art
equipment in every area • Limited focus • Reduced emphasis on
fundamental research
TABLE2 R&D Strengths and Weaknesses of Academe
Stre11gths
• Outstanding fundamental research capabilities
• Lower cost • Innovative and creative
approaches • At or near the leading edge of
technology • Centers of expertise • Source of future talent
Weaknesses
• Limited financial resources • Sometimes unresponsive • Limited ability to manage
hazardous materials • Uncertain continuity • Potential loss of proprietary
information
TABLE3 R&D Strengths & Weaknesses of Federal Laboratories
Stre11gths
• Highly ski lled resource base • State-of-the-art equipment • Outstanding continuity • High degree of specialization • Outstanding fundamental
research capabilities
Weak11esses • Uncertain and variable funding
strategies • Slow to respond to urgent needs • Proprietary information protection • High cost
coming under harsh scrutiny, it is likely that money from these sources will be, in the future, much less than it has been in the past. To continue supporting the research infrastructure in academe, new funding sources and structures will be required. The new paradigm for industrial research funding could have a major effect on academe. To take advantage of this opportunity, academe has been and must continue to look for new, innovative ways to leverage its capabilities into research areas of commercial importance. New alliances with industry are necessary for both to prosper.
FEDERAL LABORATORIES' ROLE
Federal laboratories have been a nontraditional source of commercial technology, but, recently, one of increasing importance. They have some of the most capable, specialized, and talented people available in the world in addition to state-of-the-art facilities, capabilities industry cannot afford to replicate. The strengths and weaknesses of the federal laboratory system are summarized in Table 3. Until recently
Chemical Engineering Educ/ion

there has been little incentive for the federal laboratories to collaborate with industry in developing products and processes of commercial importance, but with recent changes in both law and funding strategies, this situation is rapidly changing.
Cooperative research agreements, funds-in agreements (funds from industry to government) , and the Advanced Technology Program are recent examples of government and industry cooperation. Unfortunately, the government' s
Advisory Board
Information Flow
to many of the key academic experts in a particular field. Individual universities find themselves competing with each other for the limited funds available instead of collaborating to leverage their collective expertise in a given field to the
Sponsoring University
~ $',Flow
mutual benefit of the companies they seek to serve. Companies can derive competitive advantage from these consortia only if they can apply the knowledge developed in a unique way since all members share equally in the in
push to balance the federal budget I Company 1 11 Company 2 I Company 3
has put these programs at risk. Like Company 5
formation developed by the university-sponsored consortia. This traditional consortia is pictured in Figure 4.
their industrial counterparts, some government leaders are willing to
Figure 4. The traditional consortia model.
mortgage tomorrow by cutting fundamental research today.
MEETING THE CHALLENGE: GOVERNMENT, ACADEME, ANDINOUSTRY
To meet this challenge, government, academe, and industry must form a new partnership designed to kick-start growth and revitalize the industry. The traditional view of the roles of these three entities shows each pursuing research directed at their limited view of the world. There are many problems with this view: there is little collaboration, and much competition; everyone is competing for the same, shrinking pool of R&D dollars; the focus is on getting money, not getting results of commercial importance; there are clear duplications and voids; and all too often, solutions are looking for problems instead of problems finding solutions.
Together, government, academe, and industry need to use their strengths and minimize their weaknesses to develop the strongest research alliance possible and to deliver results of both scientific importance and commercial worth. In some cases, this may require redefining the traditional way they work together through new alliances and consortia. To use the unique strengths of industry, academe, and the federal laboratories, they need to focus on research of commercial interest, with industry assuming a leading role in the partnership. Proprietary right must be maintained by the sponsoring company which can realize a competitive advantage by getting the best people with the best equipment working on the most important problems and producing exceptional results in a very short time.
REDEFINING THE CONSORTIA
Many universities sponsor special-interest consortia that provide a focal point for companies with common technology interests. The companies benefit by sharing the cost of developing and leveraging information, while the university receives a much-needed revenue stream to fund their research efforts. This usually does not give companies access
Summe1: 1996
By stating this limitation, we do not imply there is not great value in these consortia. For enabling technologies, those needed to run a business efficiently but whose application does not provide competitive advantage, these consortia allow cost and idea sharing. For higher-risk areas of interest, they permit companies to pool their resources, thus minimizing the cost of developing leading-edge technology. The sponsors of these consortia can still gain competitive advantage by applying the results of this research more effectively than do other members.
These consortia usually have an advisory board composed of representatives from both the university and the sponsoring companies. Consortia priorities are decided by a voting majority of this advisory board; thus, a new research program requires consensus of the advisory board. One member, with a narrow focus leading, perhaps, to a new product or process, cannot always get the needed work done under the auspices of the consortia. A member may also be reluctant to discuss concepts with the other consortia members, fearing that doing so may compromise any competitive advantage such a development may offer.
A key feature of the traditional consortia is the flow of money and information. Money flows from many companies to the sponsor of the consortia (usually a single university, although there are some multi-university sponsored consortia) . The sponsor then performs or coordinates the research, compiles the results, and distributes the information back to the sponsoring companies. Although led by an advisory board, day-to-day operations of the traditional consortia are managed by the sponsoring university.
FORMING A NEW PARTNERSHIP
Recently, several companies have developed a new, reverse consortia model (see Figure 5) in which the sponsoring company, rather than the university, is at the core of the consortia. In this model , one or more companies sponsor the consortia and engage those universities and govern-
177

ment laboratories having the needed expertise. The focus is , in general, more narrow than in the traditional consortia and is usually directed at, but not limited to, the development of specific product and process sc ience and the technology needed.
Unlike the traditional consortia, the reverse consortia is formed to accomplish a specific purpose, and strategic direction is defined and controlled by the sponsoring company or companies. Participating organizations are not selected based on their willingness to contribute money, but on their specific expertise in the research area of interest. The composition of these contributing organizations may change as program goals are accomplished. Performance against established goals becomes a criterion for continuing participation. Like the traditional consortia, money flows from the corporations to the research institutions and information flows to the paying companies.
Since the sponsoring companies control the consortia, the developed technology can, and often does, remain proprietary. Also, since sponsorship is restricted, potential competitors can be excluded. The net result is that this new consortia model provides companies with the ability to engage the best research minds to achieve important business results and still build a competitive advantage. Concurrently, specialized research equipment resident in academe or at government laboratories can be leveraged to meet the business need. This new model melds together the best of each organization to form an entity of great strength and vitality with only a few weaknesses, as can be seen in Table 4.
DuPont has established several of these reverse consortia. Each is targeted at a specific goal (e.g., improvement of existing asset productivity, development of engineering process control principles from analysis of biocontrol mechanisms, etc.). Potential participants (including professors and their students) are invited to submit research proposals that are then upgraded interactively until they are either accepted or rejected. Although the final decision rests with DuPont, consortia members collectively upgrade these proposals to meet the stated goals. DuPont then manages the projects and works with participating members on project milestones, timing, and resource requirements .
One of these reverse consortia, shown in Figure 6, is for the development of an exciting software integration tool called the Prosight Engineering Workbench. The Prosight development is a low-risk, high-return effort that requires many skills not resident in DuPont. We have formed a reverse consortia to acquire those skills and accelerate the product development.
We are developing Prosight in conjunction with Microsoft, Hyprotech, Intema, the University of Massachusetts, Carnegie Mellon University, and the University of Edinburgh. We envision Prosight as a tool our engineers will use to integrate
178
~ Sponsoring ~ Companies
'"'":;::,non ij ~--~-~ Government
University 1 University 2 I University 3 11 National Lab 1 J [ Federal Lab 2 ]
Figure 5. A reverse consortia model.
TABLE4 Strengths and Weakness of the New Consortia Model
Strengths
• Sponsor owns both the problem and the results of the research
• Sponsor understands both the commercial needs and the materials
• The best research and development minds can be employed to work on the problem
• Access to leading edge and highly specialized technology and state-of-the-art equipment
• The ability to get the right talent assigned to the program and to change the mix of assignments as the program progresses
• More rapid completion of the program • Potentially lower cost than " in-house"
development
Weaknesses
• None of consequence identified
data and models from many different sources, facilitating the rapid incorporation of new and sophisticated modeling tools developed by academe or industry and making them almost immediately available to our process engineers and scientists.
This example of the new consortia model is producing remarkable results. In just eighteen months the Prosight Engineering Workbench moved from concept to first release-a remarkable achievement. Without the new consortia model, this development would have surely taken considerably longer and cost significantly more. Based on the initial success of the Prosight Engineering Workbench, discussions are underway with other chemical companies, and we anticipate that this effort will grow to a global, multicompany consortia in the very near future.
DuPont has not been the only beneficiary of this effort. Our university partners have adopted part of the product of this effort as a teaching tool to more effectively connect their instructional programs to industrial needs. Members of the university staff have coauthored papers with other consortia members, and students have had the opportunity to develop solutions to current, high-value industrial problems. This mutually beneficial relationship works because industry taps the talent of academe while, simultaneously, academe connects their efforts to important industrial problems.
Chemical Engineering Eduction

~~u ~~~~f·~-· ~
Flow Participating
Organizations
$'s Flow
U. Mass 11 CMU 11 U. Edin 11 Hyprotec I ~---~
Figure 6. The DuPont Process Synthesis and Optimization Consortia-Prosight Engineering Workbench
Development
Information Flow
<aomrr>r·~·· ~~ ONR $'s Flow
Participating ~ O,gani,alion,
I Purdue U. ] I LSU ] [ U. of Illinois ] ~---~
Figure 7. Neurobiology: Process Control University Consortium
A second example of the reverse consortia is neurobiological control. This grew out of another industry-academe relationship. Young prospective faculty members spent a year in industry before starting their teaching careers. This gave them an opportunjty to develop a better understanding of industry and industrial research, to building industrial relationshjps that can last a career, and to be introduced to problems, separate from their thesis work, that could start them on a whole new area of research.
From this activity came the idea for another DuPontsponsored consortia-the Neurobiology: Process Control University Consortium as shown in Figure 7. Unlike the Prosight Engineering Workbench consortia, this is a highrisk program that receives significant financial support from the Office of Naval Research (ONR). Its objective is to develop and use control systems based on neurobiological models (e.g., the body's control of blood pressure) for commercial applications. By forming a cooperative consortia with ONR and academe, DuPont is able to minimize its risk while tiling advantage of the results of this speculative research effort. If successful , this activity could lead to new and innovative ways of controlling industrial processes that could have applicability to problems far removed from the chemical process industry.
Summer 1996
OTHER FORMS OF COLLABORATION
While the new consortia model provides an unique structure for extracting value from government-academe-industry collaborations, it is not the only approach. For decades, many companies, DuPont included, have had so-called "Year in Industry" programs that allowed professors to spend their sabbaticals working in an industrial research environmentthese proved to be mutually beneficial relationships since both academe and industry benefited from gaining fresh insights into the way research could be conducted.
More recently, we have used these programs to provide specialized talent on focused research programs. As an outgrowth of this activity, we recently invited several graduate students to do their thesis work with us at the DuPont Experimental Station. Some of them worked on mutually agreed upon research and development programs upon which they based their graduate dissertations. The graduate students received firsthand industrial research experience while the company gained the services of young, energetic, talented people who brought with them novel approaches to our R&D needs. Ultimately, the students may also benefit by receiving an offer for full-time employment.
Several students not only made a significant and immediate contribution to our development needs, but they also went on to extend their research after returning to the university. Several visiting professors have continued their relationship with DuPont by providing ongoing consultation and by directing their graduate students into areas of research that have commercial significance to DuPont.
This effort also permitted visiting professors and graduate students to interact with both industrial engineers and professors and students from other universities . These joint efforts have resulted in ongoing working relationships that strengthened their individual research and fostered value for each other and the benefits of collaborative teamwork. Instead of viewing each other as competitors, members of this new consortia strive to achieve a common goal, competing only to achieve a higher quality of thought and result.
SUMMARY
The global compet1t1ve environment, combined with a change in funding of research and development in industry, academe, and government necessitates significant changes in the way these research organizations work with each other. The industry-sponsored consortia has been used with great success at DuPont and may form the model for other such relationships. To improve the competitive position of the U.S . chemical industry, we must keep looking for innovative ways to capture exceptional value in the marketplace from our limited research investment. Increasing the dialog between industry, academe, and government, and identifying areas of mutual interest and potential collaboration, is essential for improving global competitiveness. 0
179

t35§ class and home problems )
The object of this column is to enhance our readers' collections of interesting and novel problems in chemical engineering. Problems of the type that can be used to motivate the student by presenting a particular principle in class, or in a new light, or that can be assigned as a novel home problem, are requested, as well as those that are more traditional in nature and which elucidate difficult concepts. Please submit them to Professor James 0. Wilkes (e-mail: [email protected]) or Mark A. Burns (e-mail: [email protected]), Chemical Engineering Department, University of Michigan, Ann Arbor, MI 48109-2136.
''AN ODE TO THAT DISTILLATION TOWER''
And Other Poetry - A Creative Writing Assignment -
GREGORY L. RORRER Oregon State University • Corvallis, OR 97331
W riting in the chemical engineering undergraduate curriculum generally assumes the form of formal reports in laboratory and capstone design courses,
but it is generally accepted that writing assignments should be more frequently assigned and integrated throughout the curriculum. Short writing assignments outside of the standard report format include cover memos for homework sets or open-ended special projects, laboratory safety briefs, or ethical-issues essays of chemical engineering interest.
Informal writing assignments can also promote student learning of engineering concepts. For example, Felderl' 1 recommends in-class writing to "define a concept in your own words." The active process of expressing an idea or concept
Gregory L. Rorrer is an Associate Professor of Chemical Engineering at Oregon State University. He received his BS degree from the University of Michigan in 1983 and his PhD from Michigan State University in 1989, both in chemical engineering. His research interests are in biochemical engineering with current emphasis in algal cell culturing systems.
in writing helps the student to work through problems with understanding. In other words, writing is learning.121
There is generally a much lower "activation energy" associated with informal writing assignments, as content is valued over mechanics.
I wanted to make a short, informal writing assignment that would serve three purposes: It should 1) reinforce chemical engineering concepts relevant to the course material, 2) promote creating thinking, and 3) put a smile on the faces of the serious-minded students in my class. Toward this end, I chose a poem format. The problem statement, samples of poetry written by the students, and a few comments on how well the assignment worked out follow.
C PROBLEM STATEMENT)
The writing task was assigned with the last homework set near the end of the term in a senior-level mass transfer operations course. The assignment stated:
"Artistic literary works such as parables or poems offer a way to communicate abstract ideas or concepts that
© Copyright ChE Diuision of ABEE 1996
180 Chemical Engineering Eduction

otherwise would be difficult to understand. In this last homework assignment, I want you to write a short poem (in any format) that attempts to communicate a mass transfer operations related concept to someone with a very basic technical background, say a sophomore in chemical engineering. I will look at these personally and evaluate the work based on the level of thought put into it. Don 't wait until the last minute to do this last homework assignmentcreativity requires a clear head."
The assignment was also read aloud in class to gauge the student's reaction to it. The room was filled with laughter and a few groans, but the class as a whole seemed very receptive to this unconventional writing assignment.
C STUDENT POETRY SAMPLES )
• Sample 1 • (untitled)
Packing and trays, packing and trays,
Less volume to area, less distillation days.
Valves and saddles, valves and saddles,
Better mixing, less dripping, ChemE's have time to
babble.
Sieves and rings, sieves and rings,
Less reflux and boilup, accountants do sing.
Intalox and caps, intalox and caps,
Less fumes and waste, EPA drops their bats.
Packing and trays, packing and trays,
More calculations, but getting well paid.
• Sample 2 • "Crude Technology"
There once was a mixture of crude
that splurged from a hole, so goood.
But it can't be used for squat,
because its volatility is shot!
So rectification is a must,
or the company will go bust!
Feed crude to the tower,
insides filled with trays that shower.
Distill that crude solution ...
Heavies flow to the bottom,
lighties rise to the top.
Heat loads on the tower,
more distilled feed is profit by the hour.
Summer 1996
• Sample 3 • "An Ode to that Distillation Tower"
Ode to that distillation tower,
With all its mighty separatin' power.
Takin ' one little stream of this and that,
and makin' two streams of mainly this or that.
But don 't go thinkin ' it's all just touchy-feely,
'cause the rules are spelled out by McCabe and Thiele.
And adiabatic is how she's gotta run,
otherwise no one 's goin' to have any fun.
Now with all these rules you're ready to distill,
And with the instructor's help you 'll get your fill.
• Sample 4 • (untitled)
The ascension of purity is finite in steps,
unless one is faced with azeotropic effects.
Breaking through can be attained,
and in Treybal this process is well explained.
So fire up that tower and get on with the show,
but be careful with reflux to control cash flow.
• Sample 5 • (untitled)
There once was a ChemE named Joe,
Who raised the reflux ratio.
The column did flood,
Now Joe 's name is mud,
And he runs the tower no mo '.
COMMENTARY
When the students turned in the poem writing assignment along with the rest of their homework, several asked me to read the poems out loud. I considered the request, but silently read through all of the poems first. I then selected five poems that I thought the class might enjoy and at the beginning of the next class, I read them to the class under the lecture topic "Poem Time." I did not acknowledge the student authors, to protect those who might feel embarrassed about disclosing their work.
Ollis 131 claims that reading poetry aloud from established literary works illustrates to students how ideas can be presented with brevity. I noticed that the students were very attentive during the five minutes of Poem Time. This suggests the ChE-inspired poetry, if used sparingly but effectively, can be a unique way to bring
181

home ChE concepts to students.
I used two simple criteria to evaluate the student work: 1) did the topic illustrate some concept relevant to the course? and 2) was there an attempt to put some thought into the work? Every student except one composed one poem, and some even composed two! Overall, I was impressed with the level of humor and the clever use of language that the students put into their poems. By framing the poem assignment to illustrate a mass transfer operations concept, students attempted to use analogies to explain technical concepts, and in so doing exercised creativity and higher-order thinking skills. Above all, however, an "affective objective," described in Bloom's Taxonomy, 141 may have been attained. The assignment was perceived as unique and fun by the students. Therefore, their attitude toward the subject area may have been positively affected by the assignment, which in turn would stimulate sustained interest in the subject area.
Students in engineering generally appreciate a diversity of activities in their coursework experiences_l5·61 A little levity is sometimes needed in senior-level courses where engineering students are burdened with the pressures of career decisions, difficult course material, and time-consuming projects. In
this regard, timing a short poem writing assignment near the end of the term lifted the students' spirits a little and put a smile on this instructor's face as well.
ACKNOWLEDGMENT
The author acknowledges a grant from the Writing Intensive Curriculum Program at Oregon State University that supported the development of this writing assignment and the preparation of this paper.
REFERENCES 1. Felder, RM. , "Any Questions?" Chem. Eng. Ed., 28(3), 174
(1994) 2. Fulwiler, T. , "Writing: An Act of Cognition," in C.W. Griffin
(ed. ), New Directions for Teaching and Learning: Teaching Writing in All Disciplines, No. 12, Jossey-Bass, San Francisco, CA, 15 (1982)
3. Ollis, D.F., "The Other Three R's: Rehearsal, Recitation, and Argument," Chem. Eng. Ed., 27(1), 30 (1993)
4. Bloom, B.S. , Taxonomy of Educational Objectives: The Classification of Educational Goals. Book 1: The Cognitive Domain, D. McCay, New York, NY (1984)
5. Wankat, P.C., and F .S. Oreovicz, Teaching Engineering, McGraw Hill, New York, NY (1993)
6. Felder, RM. , and R Brent, "Getting Started," Chem. Eng. Ed., 29(3), 166 (1995) 0
Letters to the Editors of the "Class and Home Problems" Column
Dear Sirs:
I am writing to you regarding the article "Distillation Column Performance," by J.A. Shaeiwitz, in Chemical Engineering Education, 29(4), pages 240-243 (1995). The problem is interesting in that it sets out to examine operation of an existing piece of equipment rather than designing a new unit (which is the most common form taken by many chemical engineering exercises). However, considerable care is needed with such problems if the wrong conclusion is not to be reached.
In this problem, there are two aspects that really need further consideration.
A. Tray Performance • In many distillation services, small reductions in feed rate will allow pro-rata reductions in all other flows and their related heat-exchanger duties. However, as the reduction approaches 35% of the original throughput, weeping will become significant for sieve trays and mass-transfer performance starts to decline-that is, the required separation is not achieved. Further feed-rate reductions will not permit corresponding reductions in heat loads; the heat input must be maintained to produce sufficient
182
vapor flows to limit weeping (obviously, the condenser duty and liquid flows will follow). In summary, at low throughputs, the column must be artificially loaded and energyefficient operation is not possible.
The exact amount of turndown possible depends on where the original 100% point lies in the sieve-tray operating envelope, and the important point to note is that it is unsafe to assume that halving the feed rate allows one to pro-rate down all flows and duties without detailed consideration. If feed rate reductions larger than 30-40% are likely to be required on many occasions, the designer should specify valve trays.
B. Condenser Operation • Most condensers are designed with cooling water flowing in the tubes at a velocity of 1.5 to 2.0 mis; the very minimum velocity suggested is 1.0 mis. Generally, a maximum cooling-water return temperature of 45°C is used. Both of these parameters are based on operating experience and are intended to limit heat-exchanger fouling and corrosion. In the proposed solution, a velocity well below 1.0 mis will result if the cooling water is reduced by
Chemical Engineering Eduction

65%. This, combined with a cooling-water return temperature of 51 °C, i.e., 6°C above the suggested maximum, will lead to severe tube-side problems if extended operation is undertaken in this mode. It is perhaps worth observing that a reduction in cooling-water velocity from 1.5 to 1.0 mis defines the practical tumdown of a condenser, and this is broadly in agreement with the limit of energy-efficient tumdowns as discussed in A above.
Dear Sirs:
W.E. Jones, Chemical Engineering Dept. University of Nottingham Nottingham, England
Author's Response
I thank Professor Jones for his interest in the problem titled "Distillation Column Performance." His observations regarding tray performance and condenser operation are correct, and the assumptions made in this regard should have been clearly stated.
When this problem is assigned to students, the purpose is to demonstrate the interrelationship between a distillation column and the required heat exchangers. The problem, as presented, demonstrates that neither can be analyzed in iso-
lation from the other.
Professor Jones' observations suggest an extension of this distillation column performance problem, illustrating the richness of open-ended problems. After solving the distillation problem as in the paper, the problem with tray performance and condenser operation could be pointed out to students. They would then be asked to suggest alternatives for compensating for tray performance and condenser operation limitations.
Numerous alternatives exist, and the new assignment would be an excellent creativity exercise. One alternative is to replace equipment. Valve trays and small-diameter condenser tubes could be installed. Another alternative is to maintain the original boil-up rate from the reboiler, or just increase the boil-up rate from the scaled-down value enough for the trays and condenser to operate correctly. This option also requires an increased reflux ratio, which should result in a better separation. If a better separation were not desired, the feed location could be moved, equipment permitting, to reduce the separation.
Consideration of these two alternatives might lead to a discussion of the economics of replacing equipment versus changing operating conditions.
Joseph A. Shaeiwitz Dept. of Chemical Engineering West Virginia University Morgantown, WV 26506-6102
(.9 ... 5~§.._s_t_ir._ri_e_d_:_p_o_t_s ________ )------------------.
To the Editor:
A while ago I downloaded from the Internet a program called Karma Manager, which makes anagrams of any word or phrase you input. It determines all possible sets of words that can be made by rearranging the letters of whatever you type in (ignoring spaces), and it returns each set to you in a list. After typing in a few names and finding little (six entries for my name, the most interesting being "kava kid of Ed"), I entered "thermodynamics" and observed over 10,000 anagrams emerge! Karma Manager merely presents the sets of words, without ordering them in a way that might make sense. I didn't have enough free time to look at them all, but here are some of the interesting ones I found .
dim men try chaos sir, end thy comma some rancid myth had my nice storm
consider my math cram into my shed mystic harm done sad men cry to him
charm in modesty emit many chords them micron days scorn media myth
my romantic shed so I mend my chart dim men crash toy scare my hot mind
its my amen chord many cords hit me I deny most charm macho men sit dry
my sham doctrine my thin comrades some thin mad cry most handy crime
my hindmost care do me in my starch Oh stem racy mind not my cider mash
hamster in my cod decant or sharnmy short icy madmen shy men or dim cat
shy dormant mice my damn sore itch my son came third me and my ostrich
Karma Manager (which itself is an anagram) can be obtained by going to the Web site http://www.shareware.com and searching on "Karma."
David A Kofke • SUNY at Buffalo
Summer 1996 183

.t3 ... 5ii.3.._s_u_r_~_e.....:y:...._ _________ )
THE CHEMICAL ENGINEERING CURRICULUM-1994
RONALD N. O CCHIOGROSSO, BANITA RANA
Manhattan College • Riverdale, NY 10471
T he most recent survey of the chemical engineering undergraduate curricula, conducted every five years since 1957, was made by the Undergraduate Curricu
lum Subcommittee of the Education Projects Committee of the American Institute of Chemical Engineers (AIChE) in the summer of 1994.111 A questionnaire that closely corresponds with ABET/AIChE categories was sent to the 158 chemical engineering departments listed with AIChE; sixtythree departments responded, and the survey results are based on those responses.
The spreadsheets that contained the data collected were prepared using Quattro Pro (Borland Int' !.) to assist in analyzing the survey results. Table 1 summarizes the responses received. As shown, seventeen Canadian schools were sent the questionnaire, but only one responded. This school's data was difficult to translate into reasonably related US numbers, so it was not included in the report. The data available from US schools was reported at the Department Heads ' Meeting of the AIChE annual meeting in Miami Beach, Florida, in November of 1995.
Ronald N. Occhiogrosso is Assistant Prates• sor of Chemical Engineering at Manhattan Col· /ege. He received his BS from Manhattan Col• lege (1983), his MS from Notre Dame (1985), and his PhD from Johns Hopkins (1987), all in chemical engineering. Teaching and research in· terests include supercritical fluid technology, poly• mer science and engineering, advanced separa• tion technology, and SPC.
Banita Rana is currently working for Allee King Rosen & Fleming, Inc. , an environmen· tat and planning consulting company in Man· hattan, New York. She obtained her MS in chemical engineering from Manhattan College and her BE from the University of Roorkee, India.
TABLE 1 Summary of Responses Received
United States Canada
Total Schools Surveyed ................... ... .............. 158 ............ .. ... . 17
Total Responses Received ......... ..... .. ... ..... .......... 63 .... ................ l
Percent Responses .......... ...... .. ...... ...................... 39.9% ............. 5.9%
Percent Responses Overall ...... .................... . 36.6%
SURVEY RESULTS AND DISCUSSION
The semester credit hours required for the Bachelor's Degree remains almost the same as it was in the previous 1989 survey (when ninety-two schools responded). Figure 1 shows that the trend seems to have stabilized in the low 130s. The detailed information on the spreadsheet, however, indicates that semester hours actually range from 115 to 145. The lower bound has increased only sJjghtly since the last survey. More than 80% of the departments require 125 to 140 semester hours, with only six having fewer than 125 and five
140
138
136
134
132
130 1950
,. _/ \
\
1960
[\ \
\ \
---1970
A"\ .r -~ '\ /
1980 1990 2000
Figure 1. Total semester hours required for under• graduate chemical engineering degree.
© Copyright ChE Division of ASEE 1996
184 Chemical Engineering Eduction

[This survey] was conducted by the Undergraduate Curriculum Subcommittee of the Education Projects Committee of the American Institute of Chemical Engineers (AIChE) in the
summer of 1994. A questionnaire that closely corresponds with ABETIAIChE categories was sent to the 158 chemical engineering departments listed with AIChE; sixty-three departments responded,
and the survey results are based on those responses.
having more than 140. Most schools operate on the Nominal Semester basis; few use a quarter system.
As in the previous survey, the average curricular area distribution continue to be somewhat close to ABET/AIChE requirements. A closer look at the individual departmental requirements reveals a wide range (see Table 2). For example, mathematics, which has an average value of 16.5 contact hours (semester credits), ranges from 12 to 22 hours. Most of the departments ' requirements fall within 15 to 18 hours. Expressed as a percentage, the mathematics requirement is 12.5%, equaling the AIChE requirement of 12.5%.
Similar traits are observed in other categories. For ex-
TABLE2 Distribution of Course Work
AIChE 1981 1985 Curricular Area % Avg Avg
Mathematics beyond Trigonometry 12.5 13.6 12.7
Basic Sciences 25.0 24.3 25.4
(Incl. Advanced Chemistry) (12.5) (11 .7) (1 2.8)
Engineering Sciences/Design 37.5 37.3 37.2
Humanities/Social Sciences 12.5 16.1 15.1
Other 12.5 8.7 9.7
Total Percent 100.0 100.0 100.0
Total Credit Hours 133.4 J3J .4
1989 1994 Avg Avg
12.4 12.5
24.8 24. 1
(1 2.3) (11.9)
39.7 39.7
13.5 14.6
9.6 8.9
100.0 100.0
132.8 132.8
35 -------------.----.----,-----,
30 +--f"1-+--+--+--+--+---+---+-- -+----,
25 +-r,.--+-t 1--+----+---+---+--t--+---+-----1
20
15
10
5 H'a-t--£::la+ 0 .J.-L ___ _,__,_'--+-,
• no of hrs • % of curiculum
Figure 2. Chemistry content exclusive of advanced chemistry.
Summer 1996
ample, "engineering science/design" and "humanities/social sciences" continue to increase their share and move away from ABET/ AIChE requirements at the expense of other categories that show a downward movement.
Some changes can be observed within the categories. Mathematics, which used to be predominantly calculus and differential equations, show that calculus has maintained its dominance, but differential equations has lost some of its share to analytical geometry and advanced calculus.
The remaining credits still demonstrate wide diversity. The popularity of linear algebra has increased to 26 departments (41 %) requiring the course, compared to 20 departments (22%) in 1989. Partial differential equations show reduced popularity. Many departments require a mathematics elective.
In the fundamentally important "basic science" category, introductory physics and chemistry continue to maintain diversity and dominate the credit hours. But ten departments reported modem physics, five listed biology, and four indicated that other basic sciences are required. A comparison of these numbers to previous survey results indicates that the popularity of these courses is decreasing. The advanced chemistry requirements showed a drop to 11.95% from the AIChE requirement of 12.5%, but, as usual, showed a wide range of 10.67 to 21.0 hours. The total chemistry contents, as indicated by Figure 2, has maintained a stable trend.
The engineering science and design requirements increased to 39.9% from their 39.7% value in the 1989 survey. The statics course has suffered a significant drop in popularity, with nearly 68 % of the departments offering the course in 1989 and only about 59% in 1994. But dynamics and/or mechanics of materials maintain their positions, with approximately one-quarter of the departments requiring the courses.
Another startling change is seen in the introduction to electrical engineering courses, which suffered a major drop in popularity from 65% of departments requiring the courses in 1989 to only 48% in 1994; material science maintained its position at about 46%.
The chemical engineering component constitutes 65% of the engineering category, a drop of 5% from the previous survey. Although transport phenomena and unit operations do overlap in course content to a considerable extent, they suggest a difference in focus. The number of departments
185

requiring unit operation theory decreased significantly from about 74% to 63%, but departments requiring unit operations laboratory is almost 94%.
In the case of transport phenomena, theory courses were reported by nearly 80% of the departments; the laboratory component was reported by only half of that number. Mass transfer is offered by 58%, and process control and process dynamics were reported by approximately 86% and 57% of the departments, respectively. Reactor design is required by three-quarters of the departments.
Regarding electives, twenty-one specific electives and a broad "other" choice were included in this category of the questionnaire. The results are given in Table 3. Biochemical, polymers, and the environmental electives continue to be the top three, with approximately 49% of the departments offering them. There has been a shuffling of positions between other electives. Equipment and energy related areas, such as natural gas and fuel , are still in the lower end.
The cultural content (which includes the humanities and the social sciences) has managed to break its declining trend of the past three surveys and is approximately equal to that of the 1985 survey (see Figure 3); it never actually reached the ABET minimum value of 12.5%. Interestingly, the range of credit hours required has narrowed, with the low end moving up from 6 to 13 hours and the high end moving significantly down from 55.3 to 37.36 hours. The high actually moved from 42% of the program to 28%, while the low end shifted from 5% to 10%.
The fifth and final major section of the questionnaire was classified as "other" and included diverse course offerings. The communication category formed a major portion of this section, but it has shown fluctuation over the years. In accordance with this fluctuating trend, it decreased from 90% to slightly less than 80%. As one would normally expect, computer programming (which is in this fifth , "other" category) was another course required by a significant number of the departments. Figure 4 shows results of responses for this category .
Table 4 depicts an average program that could be used for comparison. The information provided in this table might be useful to a school starting up a chemical engineering program.
Table 5 indicates that the average department reported 8% foreign undergraduate students, but 48 % foreign graduate students. There are on the average 7 .04 full professors, 2.59 associate professors, 1.83 assistant professors , and 0.62 full-time equivalent other faculty in the 63 schools that responded to the survey .
About 14% of salaries are obtained from other than general educational funds, and there are about 0.59 faculty positions available on the average. The number of faculty positions for the 63 reporting schools is about 37, but closer
186
TABLE3 Elective Offerings
Elective #Depts % Elective #Depts %
I.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
90
80
70
60
Biochemical 34 54.0 12. Petroleum 5 7.9
Polymers 29 46.0 13. Catalysts 6 9.5
Environmental 29 46.0 14. Paper 3 4.8
Transport Phenomena II 17.5 15. Nuclear 4 6.3
Applied Mathematics 16 25.4 16. Coal 6 9.5
Control 13 20.6 17. Energy 4 6.3
Biomedical 13 20.6 18. Equipment 1.6
Design 8 12.7 19. Food 2 3.2
Mass Transfer 8 12.7 20. Fuel 2 3.2
Reactors 6 9.5 21. Natural Gas 2 3.2
Electrochemistry IO 15.9 22. Others 27 42.9
II no of hrs • % of curriculum
Figure 3. Cultural content.
50 195719611968197219761981198519891994
Figure 4. Communications(% of schools offering).
Chemical Engineering Eduction
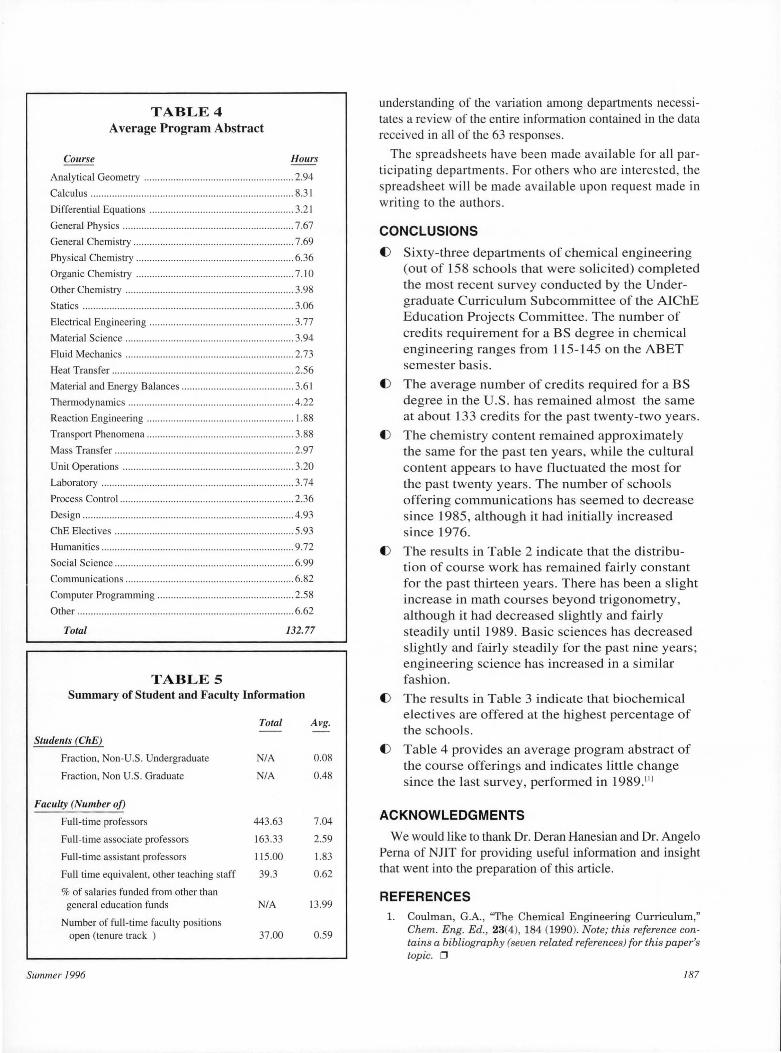
TAB LE4 Average Program Abstract
Course Hours
Analytical Geometry ............ ....................................... .. ... 2.94
Calculus ............................ ........... ............ .............. ........... 8.31
Differential Equations ... ...... ... .... .. ... .... ..... .... .... ... ... ..... ..... 3.21
General Physics ... ... ... ... .... ... ... .... .. .... ... ... ........... .. .. .. .... ... .. 7 .67
General Chemistry ........... .... ........................................ ..... 7.69
Physical Chemistry .... .......... ... ........ ... ..... .... ........... .... ....... 6.36
Organic Chemistry .... ....... ... .... .... ..... ...... .... .... ... ..... ... ... .... 7. IO
Other Chemistry ........ ..................... ....... ... .. .... ....... ........... 3.98
Statics ... ..... ..... ..... .. .... ... ....... ..... .. .. ..... .. .... .. ..... .. .. .. ... .... ..... 3.06
Electrical Engineering .. ....... ... .... ...... ... ... .. .......... ... .. ..... .... 3. 77
Material Science ............. ... ............................................... 3.94
Fluid Mechanics .......................................... ..................... 2.73
Heat Transfer .... ... ............. ........ .............. ............. ............. 2.56
Material and Energy Balances .. .... ....... ..... ..... .. .. ... .. .... .... .. 3.6 1
Thermodynamics ...... .......... ..... .... .... ... .. .. .. ... ......... ...... ...... 4.22
Reaction Engineering .. .......................... ... ... ... .... .............. 1.88
Transport Phenomena .. .... ... .... .. ...... ... ... ..... .. ... .... ... .... .... ... 3.88
Mass Transfer ..... .. .............. ... ... ............. .... .............. ... ... ... 2.97
Unit Operations .... ... .. ....... ... .... ... ..... ....... ... .... ........ .. ...... .. . 3.20
Laboratory ....... ......... .............................. .......................... 3. 7 4
Process Control .... .......... ................. .......... .. ... ................... 2.36
Design ........ .......... ..... ... ........ .... .... .. .. .... ...... ... .. ... .... ........... 4.93
ChE Electives ........... ... ..... ........... ....... ... ...... ... .................. 5.93
Humanities .............................................. ........... .... ..... ... ... 9.72
Social Science .. ... .... ......... ... ... ..... ......... ...... ... ........ .... ... ... .. 6.99
Communications .... ... .. ........ .............................................. 6.82
Computer Programming .............. .. .................... .. ............. 2.58
Other ...... ... .... .. .... ... .... .. .. .. ... .... .. ... .... .... .... ... .. .... .... ... ......... 6.62
Total 132.77
T A BLE S Summary of Student and Faculty Information
Students (ChE)
Fraction, Non-U.S. Undergraduate
Fraction, Non U.S. Graduate
Faculty (Number of)
Full-time professors
Full-time associate professors
Full-time assistant professors
Full time equivalent, other teaching staff
% of salaries funded from other than general education funds
Number of full -time faculty pos itions open (tenure track )
Summer 1996
Total
NIA
NIA
443.63
163.33
115.00
39.3
NIA
37.00
Avg.
0.08
0.48
7.04
2.59
1.83
0.62
13.99
0.59
understanding of the variation among departments necessitates a review of the entire information contained in the data received in all of the 63 responses.
The spreadsheets have been made available for all participating departments. For others who are interested , the spreadsheet wi ll be made available upon request made in writing to the authors.
CONCLUSIONS
0 Sixty-three departments of chemical engineering (out of 158 schools that were solicited) completed the most recent survey conducted by the Undergraduate Curriculum Subcommittee of the AIChE Education Projects Committee. The number of credits requirement for a BS degree in chemical engineering ranges from 115-145 on the ABET semester basis.
0 The average number of credits required for a BS degree in the U.S. has remained almost the same at about 133 credits for the past twenty-two years.
0 The chemistry content remained approximately the same for the past ten years, whjle the cultural content appears to have fluctuated the most for the past twenty years. The number of schools offering communications has seemed to decrease since 1985, although it had initially increased since 1976.
0 The results in Table 2 indicate that the distribution of course work has remained fairly constant for the past thirteen years. There has been a slight increase in math courses beyond trigonometry, although it had decreased slightly and fairly steadily until 1989. Basic sciences has decreased slightly and fairly steadily for the past nine years; engineering science has increased in a similar fasruon.
0 The results in Table 3 indicate that biochemical electives are offered at the hjghest percentage of the schools.
0 Table 4 provides an average program abstract of the course offerings and indicates little change since the last survey, performed in 1989Y1
ACKNOWLEDGMENTS
We would like to thank Dr. Deran Hanesian and Dr. Angelo Perna of NnT for providing useful information and insight that went into the preparation of this article.
REFERENCES 1. Coulman, G.A., "The Chemical Engineering Curriculum,"
Chem. Eng. Ed., 23(4), 184 (1990). Note; this reference contains a bibliography (seuen related references) for this paper's topic. 0
187

Random Thoughts ...
IF YOU'VE GOT IT, FLAUNT IT Uses and Abuses of Teaching Portfolios
RICHARD M. FELDER, REBECCA BRENT*
North Carolina State University • Raleigh, North Carolina
A memo from the Provost appears in all faculty mail boxes one morning, announcing that from now on every candidate for tenure and promotion must sub
mit a teaching portfolio along with the usual research documentation. Faculty reaction is swift and divided, even though no one understands exactly what is being required or why. Some professors see the requirement as an indication that the administration is finally starting to take teaching seriously, others view it as just another drain on their time that won't accomplish anything useful and could hurt them. Either viewpoint could tum out to be correct, depending on how the portfolio program is handled.
A teaching portfolio is a collection of materials that document a professor's teaching goals, strengths, and accomplishments. It contains
• Self-generated material (e.g., a teaching philosophy statement; representative syllabi, instructional objectives, handouts, assignments, and tests; descriptions of educational innovations and evaluations of their effectiveness; textbooks and education-related papers published; instructional software developed; teaching workshops and seminars presented or attended).
• Teaching products (e.g., graded assignments, tests, and reports; scores on standardized tests; student publications or presentations on course-related work).
• Information generated by others (e.g., summaries of student, alumni, and peer evaluations; honor and awards; reference letters).
Some items may be mandated, others may be included at the professor's option.
Portfolios have been used to document college teaching performance beginning in Canada in the 1970s, and their use
* Address: School of Education, East Carolina University, Greenville, North Carolina
has become increasingly widespread since the 1991 publication of The Teaching Portfolio by Peter Seldin.1'1 Despite abundant evidence that their use improves teaching,121 the required inclusion of teaching portfolios in promotion and tenure dossiers is often viewed with faculty skepticism. This attitude may prove to be justified, as poorly designed or implemented portfolio programs are likely to have a minimal impact on institutional teaching quality and a negative impact on faculty morale. In the remainder of this column, we extract ideas from Seldin1'-
21 on ways to avoid the pitfalls and make portfolio programs effective.
What is the purpose of the teaching portfolio? • A portfolio can be used for summative evaluation (to evaluate teaching performance and provide a rational basis for promotion and tenure decisions and teaching award selections) or formative evaluation (to help identify and correct teaching problems). What goes in the portfolio depends on which function is intended. For summative evaluation, the portfolio should include some mandated items like a teaching
Richard M. Felder is Hoechst Celanese Professor of Chemical Engineering at North Carolina State University. He received his BChE from City College of CUNY and his PhD from Princeton. He has presented courses on chemical engineering principles, reactor design, process optimization, and effective teaching to various American and foreign industries and institutions. He is coauthor of the text Elementary Principles of Chemical Processes (Wiley, 1986).
Rebecca Brent is Associate Professor of Education at East Carolina University. She received her BA from Millsaps College, her MEd from Mississippi State University, and her EdD from Auburn University. Her research interests include applications of simulation in teacher education and writing across the curriculum. Before joining the faculty at ECU, she taught at elementary schools in Jackson, Mississippi, and Mobile, Alabama. She received the 1994 East Carolina University Outstanding Teacher Award.
© Copyright ChE Division of ASEE 1996
188 Chemical Engineering Eduction

philosophy and a summary of student ratings and some optional items that reflect on teaching performance and educational scholarship (e.g., student products, descriptions of teaching innovations, and reference letters from alumni or colleagues). For formative evaluation, the choice of content is entirely up to the professor and the focus should be on problem areas. The same portfolio should not be used for both functions.
How should summative portfolios be designed and evaluated? • Three key requirements for effective portfolios are relevance (the elements selected for evaluation must be clearly linked to established criteria for effective teaching), reliability (ratings from different evaluators should be reasonably similar), and practicality (portfolios should be well organized, not too long, and easy to evaluate). While the ideal portfolio structure may vary considerably from one institution to another and from one discipline to another, the following design procedure is broadly applicable:
1. Select categories that will be used to define the quality of a professor's teaching performance (e.g., course design, instructional delivery, content expertise, development of new instructional methods and materials), and assign relative weights to each category.
2. Formulate an objective set of questions addressing each category (e.g. , questions for the course design category might include, "Are the instructional objectives appropriate and consistent with the candidate' s teaching philosophy and with institutional or departmental goals?" "Are the assignments and tests consistent with the objectives?")
2. Specify required portfolio materials that will help provide meaningful answers to the questions.
Once a summative portfolio has been prepared, several people should independently examine it, rate each category using a predefined system (e.g., 0=poor, 5=outstanding), calculate a weighted average rating, attempt to reconcile widely divergent evaluations, and finally provide a collective rating.
What is the point of the teaching philosophy statement? • The philosophy statement enables portfolio evaluators to judge how well institutional goals and generally accepted criteria for good teaching are reflected in the professor' s objectives, and the remaining portfolio contents can then be used to assess how well the objectives are being met. Good teaching is clearly being done when appropriate goals have been chosen and the portfolio contents demonstrate success in achieving them. Moreover, simply reflecting on why we do what we do in the classroom is likely to improve our teaching, even if the portfolio preparation goes no further.
How shou/,d new professors be assisted with portfolio preparation? • There should be no secret about what
Summer 1996
constitutes an outstanding portfolio and what constitutes an acceptable one. Discipline-specific model portfolios, like the illustrative ones given by Seldin,1 21 should be shown to professors at the outset of the process, and faculty colleagues or campus teaching consultants should be available as portfolio mentors to offer guidance and support. The mentors do not have to be in the same disciplines as the professors they are helping, but they should clearly understand the evaluation criteria used in those disciplines.
How shou/,d a portfolio program be initiated and institutionalized? • Seldin cautions, repeatedly and emphatically, that a portfolio program developed by administrators and imposed on the faculty will probably not achieve its objectives, and suggests several ways to promote institutional acceptanceY1 Administrators at all levels (department, school, and institution), in collaboration with the faculty, should set clear standards for both outstanding teaching and acceptable teaching, and they should publicize the portfolio evaluation criteria so that faculty members are clear about institutional expectations. The program should be pilot-tested on volunteers, including some of the most prestigious teachers and researchers on the faculty , before an attempt is made to institutionalize it. The administration should support portfolio development workshops and mentorships, e.g., by providing release time or other compensation for the workshop leaders and mentors.
Perhaps most importantly, the administration should demonstrate by actions as well as words its commitment to take portfolios seriously when making personnel decisions. If professors with strong teaching portfolios are treated the same as professors with strong research records in promotion and tenure decisions, faculty acceptance is likely to follow and the portfolio program has a good chance of working. Conversely, if professors with strong teaching portfolios and weak research records are denied tenure while others with weak teaching portfolios and strong research records get it, faculty acceptance will almost certainly be unattainable and the portfolio program is likely to fail.
This synopsis hardly does justice to the wealth of models and tips Seldin offers for portfolio preparation and evaluation. Anyone thinking about implementing a portfolio program should study the references and, if possible, attend a Seldin workshop. The potential impact of the program on teaching quality justifies doing whatever it takes to get it right the first time.
REFERENCES 1. Seldin, Peter, The Teaching Portfolio: A Practical Guide to
Improved Performance and Promotion / Tenure Decisions, Anker Publishing Company, Inc., Bolton, MA (1991)
2. Seldin, Peter, Successful use of Teaching Portfolios, Anker Publishing Company, Inc., Bolton, MA (1993) 0
189

.,~ ... 6_§...__s_u_r_v:_e..:.y ___ _______ )
TEACHING COLLOID AND SURFACE PHENOMENA
-1995-DoNALD R. Woons, DARsH T. WAEAN* McMaster University • Hamilton, Ontario, Canada
Variety. Variety in topic, in emphasis, and in approachthat's what we found from a 1995 survey of how colloids and surface phenomena is taught today. This
is really not surprising, though, because of the variety in the topic itself: surfaces and interfaces; surfaces separate any two phases. So the applications can be gas-liquid, gas-solid, liquidliquid, liquid-solid, and solid-solid boundaries. The materials that reside in fluid surfaces-surfactants-represent unique species with interesting behaviors such as micellization, liquid crystals, cosurfactants, and/or microemuJsions. Applications abound. Surface phenomena is an integral part of water and waste-water treatment, physical separations, catalysis, polymer production, mineral processing, ceramics, and biomedical systems. Surface phenomena has growing applications in mass transfer, fluid mechanics, heat transfer, homogeneous phase separations, and reaction engineering.
So, how is this material taught to today's professionals? Rarely! In our survey, sent to 180 chemical engineering departments in the United States and Canada, only nineteen schools
Don Woods is a professor of chemical engineering at McMaster University. He is a graduate of Queen's University and the University of Wisconsin. His teaching and research interests are in surface phenomena, plant design, cost estimation, and developing prob/em-solving skills.
Darsh Wasan received his BS from the University of Illinois, Urbana, and his PhD from the University of California, Berkeley, both in chemical engineering. He has spent his entire professional career at the Illinois Institute of Technology, where he has held virtually every academic and administrative post.
* Address: ChE Department, Illinois Institute of Technology, Chicago, IL 60616
reported that they teach at least one course. Five schools teach two or more courses (Princeton, Carnegie-MeIJon University, University of Washington, University of Minnesota, and McMaster Unitersity). Except for a required junior-level course in a ceramic engineering program, only eleven schools offer this as a senior elective.
In this paper we will illustrate how the courses are taught, with an emphasis on context and with varying emphasis on the content (properties, phenomena, theory, practical and experimental). Ideas will be presented on how to demonstrate and measure the phenomena. Resources will be given. Methods for teaching courses will be summarized, and we will close by giving ideas about future developments.
CONTEXT:COREFUNDAMENTALS Sometimes surface phenomena is presented in the context of
environmental engineering, biomedical engineering, particle processing, catalysis, ceramic or materials engineering; sometimes the central theory of surface phenomena is given with little discussion of applications. Some instructors focus on the theory, some blend applications with theory, and a few use the applications as the focus, with the theory being learned for the purpose of designing a device or a process.
Part of the difficulty in offering an applications approach is the Jack of available design data. Some instructors bring in applications through research and consulting. Those that offer courses focusing on the context independent fundamentals include Radke(l4 ), Israelachvili(l 9), Jacobson(20a), DiMilla(20b), Prieve(20e), Evans(75a,75b), Saville(l05a), Russel(105b), Miller(l 10), Ploehn(l 16) , Slattery(128), Zollars(l 43), Thies(l 44), and Berg(l 45b). * Others place more emphasis on adsorption at gas-solid surfaces (Fort(139)) and on catalysis (Ko(20c)). Some instructors work in the context of
* Numbers in parentheses are the numbers assigned to entries in the "Summary of Responses" list appearing in the Appendix to this article.
© Copyright ChE Diuision of ASEE 1996
190 Chemical Engineering Eduction

solid processing (whether it be transportation, separation, or reaction): Scheiner(3), Tiller(45), Chiang(102b), and Nicholson(l59c), and on coating: Tallmadge(38). Some instructors describe a variety of applications that are not focused on any particular industry or unit operations: Wasan(49), Bike(73), Phule(102a), Botsaris(134), and Woods(159b). A few instructors focus on polymers: Anderson(20d) and Pelton(159a). Ratner(l 45a) has some biomedical applications while environmental applications are given by Dold, et al.(159d).
SURFACE PROPERTIES, THEORY, SURFACE PHENOMENA, PRACTICAL APPLICATIONS
Being able to measure surface properties is seen as a key by many instructors. It helps measure the required data . .. and the process of measuring the data helps the understanding of the phenomena. Some instructors provide a laboratory course to complement the theoretical courses, while others blend the laboratory experiments into the theory course. One course uses the laboratory to drive the learning. Some teachers emphasize the experimental methods in this courses, and others place little emphasis on how to measure properties . Some use demonstrations of measurement techniques or of the phenomena.
To capture more of the flavor of the courses presented, we classify the approaches according to six extremes. These are based on how much emphasis seems to be placed on
1. The theory of surface and colloidal properties ( e.g. , surface tension) called "theoryproperty. " Instructors here would provide mathematical descriptions and derivations.
2. The properties and the theory/application of how to measure ( e.g., surface tension and how to measure) called "description-measurement properties." With this approach, instructors might describe the theory, correlations, and methods to experimentally measure surface tension.
3. The measurement of surface properties ( e.g., experimental measurement of surface tension via Wilhelmy plate) called "measurement-properties." Teachers might demonstrate how to experimentally measure the property, they might ask students to estimate values for the surface tension from experimental data, or students might perform a laboratory.
4. The theory of the behavior of surfaces and colloidal systems ( e.g., theoretical definition, estimation, and modeling of surface tension) called "theory-behavior." Professors might provide mathematical descriptions and derivations.
5. Modeling and understanding the behavior of surfaces and colloidal systems ( e.g., surface tension variation and Marangoni behavior) called "description-behavior." Instructors in this course would emphasize the phenomena that occur because of surface tension: wetting, Marangoni behavior, capillarity, and fingering. They might illustrate the practical applications, such as breakup of drops, prilling for fertilizer production, drop size in emulsion polymerizers, gas bubble diameters in aeration basins, and ink-jet printing.
6. The applications of the behavior ( e.g., explain the faulty performance of a solvent extraction unit because the wrong phase is the dispersed phase) called "applicationbehavior. " This course could be presented by lecture, demonstration, videotapes, or labs. Instructors might expect numerical calculations of the practical applications; this usually requires the addition of engineering practice (such as information about mixing character
istics and the dependence of drop size on the Weber number).
In general, rarely are courses or texts given that are strictly "theory-properties." Many texts (and courses) are blends of theory of behavior combined with theory and description of measurement techniques for properties. For example, Hiemenz's book1'1 is about half and half of these combinations. Applications are listed occasionally, but are not emphasized (hence, we would code or describe courses given with this approach as being "theory, behavior, properties"). Contrast this with the Evans and Wennerstrom text.r21 They place introductory emphasis on experimental measurement of the properties
Summer 1996
In this paper we will illustrate
how the courses
are taught, with
an emphasis on context and with varying emphasis
on the content
(properties,
phenomena, theory, practical
and experimental). Ideas will be
presented on how
to demonstrate and measure the
phenomena. Resources will be
given. Methods for teaching
courses will be summarized, and
we will close by
giving ideas about future
developments.
191

Topic
Surface tension measurements
Elaboration
TAB LE 1 Experiments
Labs Demonstrations
DuNouy ring - - - - - - - - - - - - - - - - Jacobson(20a); Berg( l45b)- - - - - -Fort( l39); Wasan(49) Wilhelmy plate- - - - - - - - - - - - - - - Zollars(l43); Berg(l45b) - - - - - - Fort(l39); Woods(l59b); Wasan(49) Drop weight - - - - - - - - - - - - - - - - Zollars( l43); Berg(l45b) Sessile drop - - - - - - - - - - - - - - - - Berg(l 45b) Maximum bubble pressure - - - - - - - - - Zollars(l43)
Surface pressure of insoluble monolayers - - - - - - - - - - - - - - - - - - - - - - - Myristic acid, Berg(l45b) - - - - - - Fort(l39); Jacobson(20a)
Equilibrium contact angles Equilibrium for liquids - - - - - - - - - - - on polymers, Jacobson(20a)- - - - - -Fort(l39); Woods(l59b); Wasan(49) Wetting properties - - - - - - - - - - - - - plasma-treated polypropylene
Coefficient of friction
Particle size measurement
Particle/surface characterization
Particle preparation
Molar mass of polymers
Electrophoretic mobility Electrophoresis
Surface viscosity
Viscosity
CMC determinations
Surface adsorption or surface area determination by BET
Adsorption from solution
Colloid stability
Soap bubbles
Flotation
Emulsions
Deep bed filtration
Surface filtration
Marangoni effects
Solubi lization of dyes by aqueous surfactants
Adsorptive bubble fractionation of dye
Scanning tunnel microscopy
/92
Berg( l45b) Dynamic advancing/retreating - - - - - - - Zollars(l43); Berg(l45b)
Jacobson(20a)
By photo counting - - - - - - - - - - - - -By Coulter counter - - - - - - - - - - - - -By centrifugation - - - - - - - - - - - - -By QELS - - - - - - - - - - - - - - - - -By sedimentation - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - - Woods(l 59b) Jacobson(20a) - - - - - - - - - - - Woods(l 59b) Zollars(l43); Berg (145b) Zollars(l43) Berg(l45b)
By SEM - - - - - - - - - - - - - - - - - - Partch(24) - - - - - - - - - - - - - Jacobson(20a) By TGA - - - - - - - - - - - - - - - - - - Partch(24) By ESCA - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Ratner(l59a) By STM - - - - - - - - - - - - - - - - - - Jacobson(20a) By TEM - - - - - - - - - - - - - - - - - - Partch(24)
Submicron spherical silica particles - - - - - Partch(24) Coating w/polymers via in-situ polymerization-Partch(24)
Light scattering - - - - - - - - - - - - - - Zollars(l43)
- - - - - - - - - - - - - - - - - - - - Jacobson(20a); Zollars(l43) - - - - - - - - - - - - - - - - - - - - Dold(l59d); Berg(l45b)
Ofmonolayerviadeepchannel - - - - - - - Berg{ l45b); Wasan(49)
Effect of particulates on - - - - - - - - - - Zollars(l43)
By surface tension - - - - - - - - - - - - - Jacobson(20a) By conductance - - - - - - - - - - - - - - Jacobson(20a); Berg(l45b) Bydye titration - - - - - - - - - - - - - - Berg( l45b)
- - - - - - - - - - - - - - - - - - - - Jacobson(20a); Berg(l 45b)
- - - - - - - - - - - - - - - - - - - - Jacobson(20a); Berg(l45b)
Jar test for clay removal - - - - - - - - - - Jacobson(20a); Dold(l59d); Berg(l45b) and electrolyte addition - - - - - - - - - - - Berg( l45b)
Drainage, equilibrium angles - - - - - - - - Berg( l45b) Stability - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Wasan(49)
Separation by preferential wetting- - - - - - Berg( l45b)
Preparation and testing, HLB - - - - - - - - Berg{ l45b) Stability - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Wasan(49)
- - - - - - - - - - - - - - - - - - - - Dold(l 59d)
- - - - - - - - - - - - - - - - - - - - Dold(l 59d)
During mass transfer via Schlieren optics - - Berg( l45b)
- - - - - - - - - - - - - - - - - - - - Jacobson(20a)
- - - - - - - - - - - - - - - - - - - - Jacobson(20a); Berg( l45b)
- - - - - - - - - - - - - - - - - - - - Jacobson(20a)
Chemical Engineering Eduction

and focus more on the phenomena and some applications (code, theory-behavior).
Given the limitations of this classification, we have tried to illustrate where most of the courses reside. This is based on our knowledge of the texts and the descriptions, course outlines, and exams submitted by the respondees to our questionnaire.
Woods( 159b ). A blend of practical application and experimental measurement is given by Dold, et al.(159d), and laboratory courses are given by Berg (145b), Jacobson(20a), Nicholson(l59c), and Partch(24).
LABORATORIES, DEMONSTRATIONS
More theoretical courses seem to be offered by Prieve(20e), Saville(l05a), Russel(l05b), and Slattery(128). A mix of theory, behavior description, and property measurements seems to be given by Radke(14 ), Israelachvili(l 9), DeMilla(20b ), Anderson(20d), Ploehn(l 16), Fort(139), and Thies(144). Slightly more emphasis on behavior description is used by Ko(20c), Bike(73), Evans(75a,b), Miller(l 10), Berg(145b), and Pelton(l 59a), while slightly more emphasis on instrumentation and measurement is given by Zollars(143) and Ratner(145a). Heavier emphasis on phenomena and application is given by Phule(l02a), Botsaris(134), Shaeiwitz(149), Wasan(49), and Nicholson(159c). Increased emphasis on practical applications is given in courses by Tiller(45) , Chiang(102b), and
Laboratories are offered as separate courses to complement other courses: Jacobson(20a). Others have a required laboratory component where the student teams must complete some experiments: Berg(l45b) and Zollars(143). This is a mixture of property measurement and phenomena demonstrations. The list of experiments is given in Table 1. Other programs (Evans(75a,b)) use laboratory experiments and demonstrations as side enrichment via CD ROM or other media. Some teachers emphasize analytical instruments and have combinations of theory, demonstrations, and laboratory visits: Zollars(l43) and Ratner(145a), while others have demonstrations and perhaps visits to laboratories: Wasan(49), Fort(139), Berg(145b), and Woods( 159b ). Some demonstrations that instructors have used are given in Table 2.
Young-LaPlace equation
Surface tension
Contact angles
Marangoni behavior
Phase separation
Structure in suspensions
Characteristics of emulsions
Radii of curvature
Surfactants
Particle interactions in colloidal suspensions
Film rheology
Wetting and spreading of oil at air/water surface
Summer 1996
Demo11stratio11s
TAB LE2 Demonstrations
• Uneven sized soap bubbles on ends of a tube
• Equilibrium angles for intersecting soap films • Floating loop of string on water with soap touching center of loop • Floating razor blade • Demonstrations from C.V. Boys
• Soldering of copper pipe • Mixing cocoa in milk • Oil spill cleanup and "herders" • Spreading from liquid lenses and solid crystals • Wave damping effect caused by spread films • Ethanol, water, water plus 1 Ox CMC value of surfactant on glass
of overhead projector • Floating needle or razor blade plus soap touches surface
• Water plus drops of ethanol
• Slide with water and polydispersed clay particles • Gold sol plus 2% gelatin plus salt addition; vary sequence of addition
• Monodispersed, highly charged latex suspension; shine layer through slide to show inner structure
• Oil/water and water/oil emulsions in office supply device
• Glass of water and model of surface with normals
• Film balance and LB films
• Particle structure formation in colloidal suspensions quantified by light diffraction
• Interference colors produced during the drainage of vertical foam film. Each color indicates the local film thickness.
• Interference patterns in reflected light produced from the crude oil layer at air/water interface.
Used by ...
Berg(l45b); Woods(l59b)
Berg( l45b) ; Woods(l59b) Woods(l59b) Nikolov and Wasan(49) Berg( l45b)
Woods(l59b) Woods(l59b) Woods(l59b) Fort(l39) Fort( 139) Nikolov and Wasan(49)
Nikolov and Wasan(49)
Nikolov and Wasan(49)
Nikolov and Wasan(49) Lyklema
Nikolov and Wasan(49)
Nikolov and Wasan(49)
Woods(l59b)
Fort(l39); Berg(l45b)
Wasan(49)
Wasan(49)
Wasan(49)
193

RESOURCES
Many instructors have created their own notes. Table 3 lists the major texts used. In addition, some excellent videotapes are available; they are listed in Table 4. Theo Overbeek' s lectures, videotapes, problems, and answers provide another rich source of information and have been used by Botsaris(134), Pelton(1 59a), and Woods(159b).
The American Filtration Society has been so concerned about the lack of undergraduate courses in the areas of particle processing that over the past five years they have held educational workshop-conferences to bring together academia and industry to design texts in four topics: particle science (particle characterization and surface phenomena); flow through porous media; particle fluid mechanics and transportation; and fluidparticle separations. Some background is given by Ennis, Green, and DaviesY1 Two sets of notes have been completed by the unique combination of industrialists and academicians: Particle Science (or Surface Engineering) and Flow Through Porous Media. In 1996, the notes on Fluid-Particle Separations should be available. For more details, contact S. Chiang(102a).
The University of Minnesota has and is preparing a series of modules, distributed on MAC-based computers and eventually on CD ROM. The modules developed so far are on forces (4 modules) and micelles (1 module). Complementing these will
be laboratories, demonstrations, and problems that will allow one to use the material via problem-based or cooperative learning. The general overall themes of the modules are surfaces, colloids, polymers, forces, fluids, and heat transfer. The material is similar to a series of books being developed by Evans and Davis (System Mechanics of Interfaces). The team developing this approach includes Karl Smith, an international authority on cooperative and problem-based learning.
TEACHING APPROACHES
Although the lecture currently is the preferred instructional style, there are some interesting and novel teaching approaches. Three schools use initial interest surveys and modify the curriculum to match the student' s interests: Bike(73), Ploehn( l 16), and Ko(20c). Self-study is used by Slattery(128). Others bring active learning into the classroom through cooperative learning activities, "guided-design," and in-class problem solving: Chiang( l02b), Shaeiwitz(l49), and Woods(159b). Woods, for example, shifted from lectures to the Osterman feedback lecture system with a resulting increase in both student's marks in the course and student ratings of the course. In this format, the 50-minute lecture is divided into two 20-minute mini-lectures separated by a 10-minute cooperative calculation or discussion activity. During this time, the instructor circulates through the class to monitor how well the students have understood the
TAB LE3 Texts Used
194
Text (# of respondees using the text)
• Own Notes (7)
• Hiemenzl 11 (4)
• Russel, SaviUe, and Schowalterl41 (3)
• Evans and Wennerstroml21 (2)
• IsraelachviJil5l (2)
~ Applicatio11
Trefethan 's "Surface Tension in
• Hunterl61 (1)
• Woodruff and DelcharP1 (1)
• Miller and Neogil81 (1)
• Everettl91 ( I )
TAB LE4 Videotapes
• Edwards, et aJ. l101 (2)
• Shawl111 ( I )
• Adamson11 21 (1) • WallslIJJ ( 1)
• Slatteryl 141 (I)
For more ...
Fluid Mechanics" .... .... .. ...... .... .. ................ Surface tension and Marangoni .............. ......... ................. ... Encyclopedia Britannica
Shell research ............ ........... ....... .. .. ............... Maragoni behavior .. ............................................................. Woods(159b)
Shell carburetor ..................................... ..... .... Stability ......... ... ........................................ ... ..... .. .................. -
Shell electrostatic explosions ......................... Electrostatic behavior .. .... .......... ...... .. ................................ .. Woods(159b)
Berg research .. .... ............ .... .... .. .. ... .. ........ .. .... Marangoni roll cells; side and top views .. .. .............. ....... .... Berg(145b); Woods(159b)
Hickman research ....................... ... ................ Vapor recoil; Marangoni .................. .. ...... ........... ..... ........... Palmer(l 11 ); Woods(l59b)
Brimacombe research ............................... ..... Marangoni ...... .... ..... ... ....... .. ........ ... ...... .. ............ .. ..... ... .. .. .... Woods(159b)
Wasan research .... ............. .. ........................... Coalescence ......................................................................... Wasan(49)
.. ...... ...... .. .. ............................... ......... ..... ........ Particle-particle impact on coalescence ............................... Wasan( 49)
................ ...... .... .... .. ...... .................... ............. Computer simulation of coalescence and separations ......... Wasan(49)
Woods research ..... ................. ... .............. ...... . Coalescence ............................. .... .............. ... ...... ............ ..... Woods(159b)
Hartland .. .. .... .. ...... .. ....... ... ..... .. ....... ............... Coalescence .............................. .... ...... .. ..... .. ....... ........ ......... -
Chemical Engineering Eduction

material. If comprehension is lacking, the instructor can then use the following 20-minute period to elaborate and correct misconceptions. Pelton(l59a) uses selected published papers as the driving mechanism for student learning, while the approach used by Dold, et al.(159d) is to identify a piece of equipment to be designed, provide the students with a sample of the feed, and ask them to measure the pertinent properties and use the information to complete the equipment selection and design. Nicholson(l59c) uses two plant visits, laboratories, and self-directed learning in his approach, and Wasan(49) uses video-conferencing. Several approaches use an industrial "process" for a focal point; Scheiner(3) uses the Bayer process; and Dold, et al.,(159d) use an industrial waste-water treatment process. The resources being produced by the team at the University of Minnesota (Evans,75) will be of great assistance to help us move to active, cooperative learning.
IDEAS ABOUT FUTURE TRENDS
Our hope is that surface phenomena will become a mainstream, curricular requirement for all programs. In reviewing the AIChE conference programming trends, we note that in the 1960s, surface phenomena tended to have about three sessions per conference. They were attended by researchers dedicated to this specialized topic. At the 1995 Miami Beach meeting, however, surface phenomena papers were presented in about 30% of the conference sessions. Indeed, all physical systems studied by engineers have surfaces and boundaries. The more we learn about those surfaces, the better will be our ability to predict what happens as material passes through, reacts, or interacts with the surface. What still remains to be done is to develop surface phenomena as a cohesive, core fundamental subject for our undergraduate programs.
Of all the courses currently given, only Nicholson 's( l59c) is required at the junior level. His course is characterized as having plant visits, laboratory measurements , and practical applications. Things that we might do to bring surface phenomena into the mainstream of undergraduate chemical engineering and to recruit students for our graduate programs might include:
1. Using surface phenomena as the topic for communication courses and projects.
2. Including surface phenomena projects and activities in the laboratory program, as is done at Clarkson.
3. Developing a course on the practical engineering applications of surface phenomena or surface engineering and make this required in the junior year. This will need the practical applications flavor that is broad; it also needs data to allow us to do practical problems.
SUMMARY
The responses to the survey (sent to about 180 chemical engineering departments) reveal that about twenty schools currently give at least one course in colloid and surface
Summer 1996
phenomena; five schools offer two or more courses. The courses tend to focus on the foundational theory; a few courses include applications, and some teach surface phenomena in courses on the environment, particle processing, separations, and mineral processing.
Surface properties and their measurement is an important theme for many respondents. Imaginative combinations of laboratory courses and demonstrations enrich some of the programs. The breadth of the subject is reflected in the many different approaches taken in teaching it. The rich set of practical applications of surface phenomena is illustrated by the wide range of examination questions and problems assignments used.
There is no dominant and popular text. Most instructors use their own set of notes (or textbooks that they have written). A rich variety of films, videotapes, demonstrations, and self-study tapes are available. A new development is the computer modules being developed by the University of Minnesota and the course notes prepared on "particle science" by the American Filtration Society.
In methods of teaching the course, most use a lecture format with active learning; cooperative learning approaches are used in several schools.
Extensive cross-referencing has been used in presenting the results so that those interested can follow up on some of the many ideas used.
REFERENCES 1. Hiemenz, P.C., Principles of Colloid and Surface Chemistry, M.
Dekker, New York, NY (1977)
2. Evans, D.F., and H. Wennerstrom, The Colloidal Domain: Where Physics, Chemistry, Biology, and Technology Meet, VCH Publishers, NewYork NY (1994)
3. Ennis, B.J., J . Green, and R. Davies, "The Legacy of Neglect in the U.S. Particle Technology," Chem. Eng. Prog., p 41, April (1994)
4. Russel, W.B., D.A. Saville, and W.R. Schowalter, Colloidal Dispersions, Cambridge University Press, New York, NY (1992)
5. Israelachvili, J .N., Intermolecular and Surface Forces, 2nd ed. , Academic Press (1992)
6. Hunter, R.J., Introduction to Modern Colloid Science, Oxford University Press, Melbourne (1993)
7. Woodruff, D.P., and T.A. Delchar, Modern Techniques in Surface Science, Cambridge University Press, New York, NY
8. Miller, C.A., and P. Neogi, Interfacial Phenomena, Marcel Dekker, New York, NY (1985)
9. Everett, D.H., Basic Principles of Colloid Science, Royal Society of Chemistry, London (1988)
10. Edwards, D.A., H. Brenner, and D.T. Wasan, Interfacial Transport Processes and Rheology, Butterworth-Heineman, Boston, MA (1991)
11. Shaw, D.J., Introduction to Colloid and Surface Chemistry, 3rd ed., Butterworths, London (1980)
12. Adamson, A.W., Physical Chemistry of Surfaces, 5th ed., WileyInterscience, New York, NY (1990)
13. Walls, J.M. , Methods of Surface Analysis, Cambridge University Press, New York, NY (1990)
14. Slattery, J .C., Interfacial Transport Phenomena, Springer Verlag, New York, NY (1990)
195

APPENDIX
Summary of Responses The number indicates the University as listed in the 1995 Index of Schools in the AJChE Faculty Directory Key: I-Junior Required; S-Senior course; SL-Senior Lab; SE-Senior Elective; G-Graduate; AG-Advanced Graduate
3. Alabama, B.J. Scheiner, Hydrometallurgy (S,G) Text: own notes, half on hydrometallurgy and half on surface phenomena. Integrates the ideas around the Bayer process. Style: lecture, question, pass out activities to get students to think about why things happen.
14. California, Berkeley, C.J. Radke, Applied Surface and Colloid Chemistry (G) Text: own notes, capillary hydrostatics and dynamics, capillary thermodynamics, colloids and electrical phenomena. Style: lecture
19. California, Santa Barbara, J. Israelachvili, Colloids and Surfaces Text: lsraelachvili 20a. Carnegie Mellon University, A.N. Jacobson, Experimental Colloid and Surface Science (SE,G) Text: Hiemenz; laboratory
complements lecture course with experimental techniques . Complete 9 out of 12 experiments plus demonstrations in film balance and SEM. Style: laboratory
20b. Carnegie Mellon University, P. Di Milla, Physical Chemistry of Colloids and Surfaces 20c. Carnegie Mellon University, E. Ko, Surfaces and Adhesion (G) Text: Woodruff and Delchar; gas-solid interactions with half on
principles and half on experimental techniques. Style: surveys students ahead of time and then sets the course content; replaced exams with review paper or a research proposal with oral presentations.
20d. Carnegie Mellon University, J. Anderson, Physical Chemistry of Macromolecules (SE,G) Text: Young and Lovell ; general concepts, chemical synthesis of polymers, polymers in solution and bulk polymers. Style: lecture
20e. Carnegie Mellon University, D. Prieve, Colloid Science (G) Text: Russel , et al.; light and its application to colloids, Brownian motion, diffusion in a force field (sedimentation), flocculation , electrostatics, double-layer forces , electrodynamics of continua, slow Brownian flocculation, electrokinetic phenomena. Style: lecture
24. Clarkson, R. Partch (SL) Lab: preparation and characterization of aerosols 38 Drexel, J. Tallmadge, lnterfacial Phenomena (SE) Text: own notes; half on fundamentals of basic phenomena, half on coating and
two-phase flow. Style: lecture 45a. Houston, F. Tiller, Theory and Practice of Solid-Liquid Separation (SE,G) Text: own notes on the theory and practice of solid/
liquid separation, particle characterization, flocculation , slurry properties, cake formation. Style: lecture 49. Illinois Institute of Technology, D.T. Wasan, Jnterfacial and Colloidal Phenomena with Applications (SE,G) Text: Edwards, et al. ;
surface tension, contact angles, adhesion, wetting and spreading; adsorption and micellization; surface rheology, colloid stability; thin liquid films and emulsions and foams; rheology of dispersions and electrophoresis and electrokinetic phenomena. Style: videoconferencing with demonstrations, videotapes and three or four labs .
73 . U. Michigan, S. Bike, Colloids and Surfaces (G) Text: Hunter; thermodynamics of surfaces, preparation and characterization of colloids, electrochemical double layer, van der Waals forces , DLVO, polymeric stabilization and flocculation, transport, association colloids, applications; Style: interest survey, class presentations, critical review of articles and emphasis on applications
75a. Minnesota, F. Evans, Colloidal Domain (G) Text: Evans and Wennerstrom; solutes and solvents, monolayers, double layer, micelles, forces in colloidal systems, bilayers, polymers, colloidal stability, colloidal sols, phase equilibria, macro and microemulsions. Style: lecture, unique computer modules
75b. Minnesota, F. Evans, Fundamentals of Surface Phenomena (G) Text: Evans and Wennerstrom 102a. Pittsburgh, P.P. Phule, Principles of Surfaces and Colloids (SE,G) Text: own notes; particulate surface and interfacial area; surface
tensions, energy; wetting, adhesion, adsorption, gas-solid, liquid solid; forces between particles and DL VO; processing fine particles/emulsions; polycrystalline materials; experimental techniques of surface analysis Style: lecture with interdisciplinary focus that attracts materials science, chemical engineering, chemistry, physics, and pharmacy students ; take-home exam
I 02b.Pittsburgh, S. Chiang, Fluid Particle Processing and Separation (SE,G) Text: own notes; about a third on particle characterization and surface phenomena Style: lecture plus cooperative learning plus project
105a. Princeton, D.A. Saville, Colloidal Dispersions I (G) Text: Russel, et al.; experimental foundations and theory Style: lecture with tutorials
105b.Princeton, W. Russel, Colloidal Dispersions II (G) Text: Russel, et al. ; experimental foundations and theory Style: lecture with tutorials
110. Rice, C. Miller, lnterfacial Phenomena (G) Text: Miller and Neogi; half on fundamentals of interfacial tension, contact angles and surfactants together, and half on flow and transport at interfaces with a little on colloidal stability Style: lecture, term paper
116. South Carolina, H.J. Ploehn Colloids and Interfaces (SE,G) Text: lsraelachvili and Everett; historical perspectives, interfacial thermodynamics, capillarity and wetting, adsorption and monolayers, surface, micelles and self-assembly; intermolecular forces ; colloidal stability; Brownian motion; radiation scattering techniques; transport phenomena; phase behavior of concentrated systems Style: interest survey, lecture with projects, and oral presentations
196 Chemical Engineering Eduction

128. Texas A&M, J.C. Slattery, Advanced lnterfacial Phenomena (AG) Text: Slattery Style: self-study 134. Tufts, G.D. Botsaris, Surface and Colloid Chemistry (SE,G) Text: Shaw plus notes; I Fundamentals - attractive and repulsive forces
between particles, electrokinetics, stability and flocculation , surfactants, micellization and adsorption, wetting, curved interfaces, nucleation, capillarity and surface tension gradients; II Applications - emulsions, concentrated suspensions and slurries, separation processes, drying of coatings, and foams Style: lecture plus series of fascinating practical-case problems; Overbeek's videotapes available
139 Vanderbilt, T. Fort, Surfaces and Adsorption (SE,G) Text: own notes; adsorption, wetting, detergency, flow through porous media. Style: lecture enriched by films and slides from past research ; demonstrations of experimental methods of measuring surface tension and contact angle, the film balance, and techniques for making Langmuir Blodgett film s, spreading from liquid lenses and solid crystals and wave damping effects of spread films ; videotapes
143. Washington State, R. Zollars, lnterfacial Phenomena (SE,G) Text: Hiemenz; emphasis on molecular basis for interfacial forces and the macroscopic phenomena that result and on the latest analytical techniques (QELS, Proton correlation spectroscopy; field flow fractionation; STM and AFM); basic concepts and measurements; molar mass; sedimentation and diffusion; solution thermodynamics; viscosity and light scattering; interfacial phenomena; surface tension; adsorption from solution; adsorption by a solid surface; surfactant structures; colloidal phenomena; flocculation, electrostatic and electrokinetic behavior Style: lecture with significant laboratory group work
144. Washington U., C. Thies, Principles of Surface and Colloid Chemistry (S) Text: Hiemenz; nomenclature, powder technology, sedimentation and diffusion equilibrium; viscosity ; osmometry; light scattering; surface tension; porosimetry; adsorption from solution; adsorption at gas-solid surfaces and surface area determinations; electrical double layer and flocculation phenomena Style: lecture
145a. U. Washington, B.D. Ratner, Surface Analysis (SE,G) Text Walls; practical course on how to measure the nature of solid surfaces with emphasis on ESCA and how to interpret and quantify data Style: lecture plus real-world data that the students analyze (a ladybug's wing in 1995); surfaces, energy interactions with matter, vacuum systems, ESCA, SIMS, contact angles, auger apectroscopy, scanning, tunnelling microscopy, SEM, TEM, EDXA, vibrational spectroscopies (IR, SERS, IETS, EELS), applications in biomedical and microelectronics Style: lecture plus student projects and visit to instrumental lab
145b.U. Washington, J.C. Berg, Surface and Colloid Science Laboratory (SE,G) Text own notes "Surface and Colloid Science"; capillarity, capillary hydrostatics; solid-liquid interactions; interfacial thermodynamics (adsorption, self-assembly) ; colloids; electrical properties of interfaces (double layers, DLVO, kinetics of aggregation, electrokinetics) capillary hydrodynamics (Marangoni effects, Gibbs elasticity) Style: lectures, small demonstrations; laboratories with self-complete handouts; over twenty experiments available with each student (working in pairs) doing four experiments; videotapes
145c. U. Washington, B. Rogers, Surface Science 149. West Virginia, J.A. Shaeiwitz, lnterfacial Phenomena (SE,G) Text Hiemenz; intermolecular and interparticle forces, interfacial
tension, wetting, adsorption, colloids and sedimentation, sedimentation versus diffusion , colloid thermodynamics; viscosity of suspensions; charged interfaces, double layers, DL VO, coagulation kinetics; stabilization and flocculation by polymers ; electrokinetic phenomena; application to particle pollution control ; surfactants; micellization; emulsions, microemulsions; detergency; surfactant adsorption and applications; surfactant-based separations Style: lecture plus active learning plus project; emphasis on problem solving; applications
159a.McMaster, R. Pelton, Polymer Colloids (G) Text: Hunter, and Evans and Wennerstrom; colloid stability ; colloid (latex) characterization; surface chemistry (surface tension, thermodynamics of interfaces and capillarity); surfactants (characterization and properties) Style: assigns published papers as the mechanism for learning; students orally present summaries of findings
159b.McMaster, D. Woods, Colloids, Surfaces, and Unit Operations (SE,G) Text: own notes; when is surface phenomena important (particle characterization, thin films and surfactants), surface tension with two surfaces, interactions of three surfaces, variation in surface tension with temperature, pressure and concentration; attractive forces between surfaces, adsorption, adsorption of ions; implications for two surfaces DL VO and rate; adsorption of polymers Style: problem-based with Osterman feedback lecture with in-class problem solving; applications oriented; demonstrations, videotapes
159c. McMaster, P. Nicholson, Materials Processing /(J) Text: Adamson plus own notes; introduces powders and powder-liquid systems and applies fundamentals to mineral processing and slip synthesis ; comminution, grinding theory, and methods of powder synthesis; particle statistics, measurement of particle size and surface area; mixing and packing of particles ; surface chemistry of suspensions; flocculation , deflocculation and ion-exchange; oxide structure and surface charge; clays, ion-exchange, suspension stability, dilatancy, thixotropy and EDP; mineral flotation and elutriation, and process mass balances Style: cooperative selfdirected learning and active learning with lectures; two plant trips, experimental laboratories
159d.McMaster, P. Dold, A. Robertson, D. Woods Environmental Laboratories (G) Text: own notes ; student teams do five experiments to provide data to size/design water or waste water treatment facility; Topics - flow measurement, coagulation/flocculation, activated sludge, rotary vacuum filtration (surface filtration ) and deep bed filtration Style: mini-lecture introduction; samples supplied and students learn theory on a need-to-know basis; run experiments, interpret data, and size equipment 0
Summer 1996 197

.t3.-.5 ... 311-._c_u_rr_i_c_u_l_u_m _________ )
INTEGRATING NEW SEPARATIONS TECHNOLOGIES INTO
THE UNDERGRADUATE CURRICULUM
p AMELA M. BROWN
Stevens Institute of Technology • Hoboken, NJ 07030
C hemical engineering educators strive to prepare their students for a professional career that may well extend forty years into the future. One way to meet this
demand is to introduce emerging separations technologies into the undergraduate curriculum. This increases the value of the students' undergraduate education since they acquire knowledge in subjects that practicing engineers may not be familiar with and which may become important during their professional lives.
One method of introducing new separations technologies is to develop problems using processes developed at the U.S. Bureau of Mines. Its Office of Technology Transfer publishes information on processes that have been developed on a laboratory scale and that are available for licensing. This information is in the public domain, and enough data is provided to perform scaleup calculations. Three problems have been developed using this approach. The first, "Pilot Plant to Leach Platinum from Catalytic Converters," was presented in this jouma1.r11 In it, Joe Agman, Jr. , owns a chemical plant that recovers silver from used photographic material. He is interested in diversifying and hires a student to design and test a pilot plant to learn more about leaching platinum from used catalytic converters. The problem was first assigned in a reactor design course at Stevens Institute of Technology several months before it was announced that the process had been licensed and commercializedY·31 The students in the class were proud to know that they had
198
Pamela Brown is a Visiting Assistant Professor of Chemical Engineering at Stevens Institute of Technology. Her research interests include separations and crystallization .
© Copyright ChE Division of ASEE 1996
tackled a problem practicing engineers were working on.
Two additional problems and their solutions are being presented in this paper. The problems are presented in a personal format. Additional information of industrial significance is included in the problems to create an interesting and believable scenario.
Problem 1
Plutonium Recovery from Wastewater Using Metalloprotein Affinity Metal Chromatography'-1J
This problem requires mass balances for scaleup of a process to recover plutonium from wastewater generated at a former nuclear weapons production facility, using a stateof-the-art chromatography technique. It can be assigned in an introductory chemical engineering or separations course.
Imagine you like to live dangerously. You enjoy sky diving and driving race cars. As a student, you always waited until the night before exams to start studying. You have just accepted employment as a site remediation engineer at the 560-square-mile Hanford nuclear site located in south-central Washington. Plutonium for nuclear weapons was produced here from 1943 to 1987, resulting in 1100 waste sites. Highly radioactive waste was stored in tanks, but between 1946 and 1966, low-radiation-level liquid waste was intentionally discharged to the soil. As a result, there is a 150-square-mile plume of hazardous chemicals and radionuclides, and billions of cubic meters of contaminated soil. More than 60 million gallons of highly radioactive waste have accumulated in 177 tanks. Sixty-eight of the single-shell tanks have or are suspected of leaking (double-shell tanks were used starting in 1968). Little documentation is available.141 While most people would be nervous about working in this environment, you are pleased by the apparent job security-
Chemical Engineering Eduction

One method of introducing new sep arations technologies is to develop problems using processes developed at the U.S. Bureau of Mines. It ... publishes information on processes that
have been developed on a laboratory scale and that are available for licensing. This information is in the public domain, and enough data is provided to perform scaleup calculations.
there is enough radioactive waste to last your whole career!
Your first assignment is to design a pilot plant to study the feasibility of recovering plutonium from aqueous waste streams. You will be scaling up a process, metalloprotein affinity metal chromatography, developed at the University of Alabama and funded by the U.S. Bureau of Mines.
Background • Affinity chromatography is a separation technique where a solution passes through a packed bed filled with a porous stationary solid. The material to be separated is adsorbed (attached) to the solid, while the remainder of the solution passes through the column. To recover the material, solvent conditions are altered so that the separated material desorbs from the solid. Typical solid supports are characterized by large surface areas and include silica, alumina, polymers, and carbohydrates such as cellulose and Sepharose. The adsorption properties of all these solid supports can be modified by bonding different molecules, or ligands, to their surface. Many researchers in this area use Sepharose because it is commercially available and has a successful history.151
Metalloproteins are biological molecules that selectively and stoichiometrically bind to metal ions under certain conditions. This selectivity is the result of millions of years of biological engineering due to evolution. Changes in pH, salt concentration, etc., can cause the metal ions to be released.
The metalloprotein transferrin is involved in Fe3• transport
in living organisms. It is found in blood serum, milk, and eggs. Transferrin preferentially binds to the ferric ion, but will also bind to Cr3•, Cu2
• , Mn2• , Co3
• , Cd2• , Zn2
• , Ni2• ,
numerous trivalent lanthanides (including holmium), Th4+, and Pu4+ (tetravalent plutonium ion, form of plutonium found in contaminated water). Transferrin is available commercially as conalbumin--egg white transferrin. 16
•71
In this problem, the transferrin is covalently bonded to the porous solid support Sepharose. The solid is loaded into a column, and a solution containing plutonium ions passes through the column. The plutonium ions are preferentially and stoichiometrically adsorbed by the transferrin, which has been immobilized onto the solid. A flow diagram of the adsorption step is presented in Figure 1 a. To recover the plutonium from the column, a solution with a low pH is passed through the column, causing the plutonium to desorb. A flow diagram of the desorption step is presented in Figure lb. The plutonium is thus removed from the initial solution and concentrated using metalloprotein affinity metal chromatography. The column can be repeatedly reused.
Summer 1996
Procedure • The metalloprotein transferrin was first immobilized to the solid support, CNBr-activated Sepharose B, purchased from Pharmacia Biotech Inc . The manufacturer's recommended procedure was followed. 16
•71
Specifically, 2.0 gm of transferrin was immobilized on 15 gm of CNBr-activated Sepharose B.
In laboratory-scale feasibility experiments, holmium was recovered from solutions rather than plutonium, for safety considerations. For scaleup, assume 1 mole of plutonium is adsorbed for every 1 mole of holmium salt adsorbed. It was found that this column could adsorb the holmium found in 50 rnL of a solution into which 45.3 gm Ho(NO3) 35H2O was dissolved.
A buffered solution at a lower pH (pH=4) was used to
feed solution containing plutonium
Packed Column -transferrln covalently bonded to solid Sepharose support
0 plutonium flee solution -------------------0 Hcentrated plutonium solution
low pH so ution
Packed Column -transferrln covalently bonded to solld Sepharose support
Figure 1
(a) Flow diagram for adsorption of plutonium (b) Flow diagram for desorption of plutonium using low
pH solution.
199

desorb and recover the holmium. All the holmium was desorbed into 0.8 mL of this solvent.
Assignment • You will be designing a pilot plant to concentrate the plutonium solutions found in the single-shell tanks. The volume of solution in these tanks is 530,000 to 1,000,000 gallons. You wish to process 40-gallon batches of the solution. Assume the feed concentration is 16.3 gm239Pu4
• /
L. A schematic diagram of the system is presented in Figure 2.
@ How many grams of transferrin should be immobi-lized onto the solid support?
@ How many grams of solid support CNBr-activated Sepharose B will you need?
@ Suppose 1 gm of 239Pu desorbs into 0.5 mL of low-pH solvent. For a tank initially containing 1,000,000 gallons, estimate the final volume. The density of plutonium is 17.14 gm/cm3
•
Solution
• Since plutonium and holmium both bond stoichiometrically to the transferrin, the grams of transferrin need is
(2 gm transferrin )( 440) ( 16.3 gm Pu )( 3.783 L )( 40 gal)
(45.3gmHo(N03 \-5H2o)(239/ L ) gal
= 20 I gm transferrin (I)
Note the molecular weight of the holmium salt is 440 and the atomic mass of the plutonium ion is 239.
Q The mass of CNBr-activated Sepharose needed is
( 15 gm Sepharose )(201 ,, . ) 1504 gm trans,emn = gm 2 gm transferrin
(2)
G The concentrated volume of a tank that was initially 1,000,000 gallons will be the volume due to the solution and the volume of the plutonium, assuming perfect solu-
feed solution containing plutonium
low pH so utlon
concentrated plutonium solution
©--
Packed Column -transferrln covalently bonded to solid Sepharose support
plutonium free solution
Figure 2. Schematic of adsorption column.
200
tion behavior:
(~·!: J+ (
JmL )( L )(16.3gmPu)(3.785L)(l x l06gal) 17.14gmPu I000mL l L ) gal
=39,850 gallons (3)
A substantial reduction in volume is achieved.
Problem2
Design of a Novel Froth Flotation System for Coal Purification's- 111
The second problem requires some of the calculations necessary to scale up a process to recover coal fines from an aqueous slurry. It can be assigned in an introductory chemical engineering, senior design, or separations course. Industrial applications of froth flotation include the initial concentration of copper, lead, zinc, molybdenum, phosphate, potash, nickel, fine coal, and other mineral commodities from ores, de-inking of paper for recycling, and wastewater treatment. 1•·
121 Froth flotation is a separation technique that is mentioned in commonly used undergraduate chemical engineering texts/11
·"1 but is not usually studied in detail.
You are employed at a mid-sized company involved in coal cleaning. In your area of the plant, coal is recovered from an aqueous slurry containing finely sized solids. These solids are 82 wt. %coal, 18 wt. %ash. The coal is purified and
Froth Overflow -
Rotating Dish
Figure 3. Agitair flotation system1' 1
Chemical Engineering Eduction

recovered by froth flotation. Froth flotation is a separation technique for separating solids or oils in an aqueous solution based on differences in hydrophobicity. In this process, the feed stream is agitated and air is bubbled through the solution. A froth forms that rises to the surface. The hydrophobic coal particles tend to collect in the froth (bubble-to-particle attachment), while the more hydrophilic ash tends to stay in solution. The froth is then separated from the solution. A typical flotation unit is the Agitair flotation machine shown in Figure 3. Air is supplied through the pipe in the center of the vessel and is dispersed through the rotating disk at the bottom. The froth overflows at the top of the vessel.
One disadvantage of froth flotation is that it tends to be a slow process, with the bubble-to-particle attachment the rate limiting step. One way to increase the rate of bubble-to-
Ore Sluny
\.. \#o,r:._ .o l'r ~ Sluny od o~i
particle attachment is to increase the agitation, but this can dislodge the coal from the bubbles, reducing the yield. Because the bubble-to-particle attachment and the bubbles rising to the surface through the solution (called pulp) occur in a single unit, optimizing one step tends to hurt the other.
The plant owner would like to increase capacity, but space limitations present a problem. It is for this reason that you have been assigned the task of designing a froth flotation pilot plant capable of processing 50 gpm of liquid feed (not including air) to study a potentially more efficient system for froth flotation. Background information is given below.
Novel Froth Flotation System • The U.S. Bureau of Mines has recently developed a rapid froth flotation system that separates the flotation into two discrete units.{12.15•111 This system allows optimization of both the bubble-to-particle
attachment and the bubble-solution separation. It has been shown to be eighteen times faster than conventional froth flotation on a laboratory scale.
A schematic of the process in shown in Figure 4. An in-line mixer is used for bubbleto-particle attachment. An in-line (or motionless) mixer is a generic term for a mixer
Bubble J ~•~::d'Jo'f Q
\ 0 OoQOOQvoo ~~ .____:-_:,:_:_-_ --=-_. ., Tailings
with no moving parts. It consists of a pipe containing baffles that cause turbulence and hence mixing when liquids or gases pass
Bubb le-Particle Attachment Unit
Froth-Pulp Separator
• Valuable Mineral o WasteRock 0 Bubble
Figure 4. Schematic diagram of the rapid flotation system .1'21
Ore Feed
Bubble feed
• stage 1
•.___,_ _ ___,
tailings
concentrate
Ore Feed • stage 2 con entrate
Bubble Feed • '--.------'
talllngs
Ore Feed • stage 3
Bubble feed • '-----,----'
tailings
/flnal concentrate
Figure 5. Schematic diagram of a three-stage continuous rapid flotation system. 1121
Summer 1996
through them. Downstream of the in-line mixer is a shallow-depth separator. In this unit the bubbles with the coal fines attached rise to the surface and froth forms. After the froth overflows, it is collected and the purified coal is recovered. This shallow-depth separator allows the bubbles to rise and the froth to overflow.
Process Description1121 • A slurry from a
coal cleaning operation and a bubble slurry (bubbles plus water) each enter the in-line mixer through opposite ends of a T-shaped fitting. Before mixing, the coal slurry is conditioned with 1 gm fuel oil per kg ore, for three minutes. The bubble slurry is generated by mixing air and water in a conventional flotation cell. The water is pretreated with 0.1 gm frothing agent, methyl isobutyl carbinol (MIBC), per kg ore. As mentioned previously, the resulting slurry is 5 wt.% solids, of which 82 wt.% is coal. The pH is adjusted to 8.2. The solution then enters three flotation units in series. The froth containing the coal concentrate is collected, and the tailings are sent to waste.
Scale-Up Data1'51
• Experiments per-
201

formed on a laboratory scale (5-29 L/min) using a threestage flotation unit (see Figure 5) recovered 93 wt.% of the coal. At optimum conditions, the recovered product was 91.9 wt.% coal, 8.1 wt. % ash. 191 Scaleup was found to be dependent on three parameters. These parameters and their optimal values are
1. Mixing intensity of the in-line mixture (4.9 watts per 1 L liquid feed/min)
2. Air to solids ratio (1.5 mL air (STP)/gm ore)
3. Bubble residence time; assume the surface area in all three flotation units is equal and the depth is 5.4 cm. The rate of flotation follows first-order kinetics. The percentage of recovery is given by
% Recovery= [1-exp(-kt,)] (100%) (4)
where k = 4.13 min•' is the first order flotation rate constant, and t, is the total residence time of a particle in the flotation system (sum of all three stages). The residence time is determined by dividing the total volume of the flotation system by the flowrate.
Assignment • You are to design a pilot plant to study froth flotation using the process developed at the U.S. Bureau of Mines. The flowrate of feed is to be 50 gpm, and you are to recover 93 wt.% of the coal in the feed. The purity of the recovered solids is expected to be 91.9 wt.%. In order to accomplish this, please complete the following tasks:
Mass Balances
G) Calculate the optimum flowrate of air (STP) and the overall total flowrate (air plus solution). Assume the specific gravity of the ore is 1.6.
G) Calculate the expected yield of coal per 100 gal. of feed and the expected yield of solids.
In-Line Mixer Design
(D Estimate the pressure drop and the power requirements in the in-line mixers when the intensity of mixing is 4.9 watts per 1 L liquid feed/min of feed and the flowrate is 50 gpm of liquid feed.
Shallow-Depth Separator Design
G) Calculate the bubble residence time, t,.
G) Calculate the total volume required for the shallowdepth separators.
@ Calculate the total surface area required for the shal-low-depth separators.
Solution
0 The optimum flowrate of air is 1.5 mL(STP)/gm. ore. The flowrate of liquid feed is 50 gpm and it is 5 wt.% ore.
202
First, the mass of ore per volume of feed must be found.
Basis: 100 gm feed, containing 5 gm of ore.
The densities of water and ore are 1.0 and 1.6 grn/mL, respectively. The volume of water, Vtt ,o, and ore, Vore• may
thus be taken as
VH 0 =(95gm)(1
mL)=95 mL , gm
Vore =(5 gm)( I mL )=3.124 mL 1.6 gm
The mass of ore per volume liquid feed is thus
5gm 95+3.125 mL
0.051gmore 51 gm/L mL
The optimum volumetric flowrate of air is thus
(50 gpm)(3.785 L)( 51 gm ore I( 1.5 mL air(SPT))( IL ) gal l L ) gm ore 1000 mL
(5)
(6)
= 14.5 Lpm (STP)air (7)
The overall total volumetric flowrate, Qtotal, is the sum of
the flowrates of the coal slurry and bubble slurry:
(3.785L) Qtotal =(50gpm) -- + 14.5 Lpm =203 Lpm
gal (8)
This calculation neglects any changes in the volume of the gas due to pressure.
8 The expected yield of coal is 93 wt.% of the coal in the feed. The feed ore is 82 wt.% coal. The expected yield of coal is thus
(50 gpm)(3.785 LJ( 51 gm ore \ 0_82)(0_93)(~J gal l L ) 454 gm
16.2 lb coal
min (9)
The solid product is 91.9 wt.% coal. The total weight of recovered solids is thus
( 16·2 t17.6lb/min lo.919)
(10)
8 Since the pressure drop in the in-line mixer is the power supplied divided by the flowrate, determination of the inline mixer simply involves manipulating the units of the
Chemical Engineering Eduction

given mixing intensity:
(4.9W) ( m i( 14.7psi )( 60sec J( IOOOL ) {ILfeed/min) lsec-W ) l.01325 x J05 N/m2 l min ) ~
=42.7psi (11)
The power supplied by the mixer is the product of the power per volume times the volumetric flowrate. The power supplied is thus
( (4
-9
W) . /50gpmliquidfeed)(3
·785
L ) =927W IL feed/ nun gal
(12)
Q To calculate the bubble residence time, use the flotation rate constant and the required recovery of 93%. Rearranging Eq. (4) to solve fort, gives
[fn(l00)/(100- o/o recovery)J [tn(l00)/(100-93)] . -~~~-----~ = ~-----~ = 0.644 mm
k 4.13 t,
(13)
0 The total volume required in the shallow-depth separators is equal to the product of the overall total volumetric flowrate and the bubble residence time:
vsystem =Qlolal t, =(203Lpm)(0.644min)=13JL (14)
G Since the depth of the separators, h, is 5.4 cm, the required surface area, A, is
( 31( )
2 {I 31 L) 1000 cm ~
A= Ysystem = l L ) 100cm 2.4m2 h 5.4cm
(15)
CONCLUSION
Two problems for the undergraduate curriculum, using new separations techniques , have been presented using processes developed at the U.S. Bureau of Mines . Although the U.S. Bureau of Mines was closed last February due to budget cutbacks, other U.S . government agencies are actively involved in developing new technologies for commercial development, and data is in the public domain. This is a rich source of information for developing state-of-the-art problems. The other agencies include the U.S. Department of Agriculture and the Environmental Protection Agency.
Summer 1996
To obtain copies of government-owned patents and patent applications , call (202) 260-7510.
ACKNOWLEDGMENTS
I would like to acknowledge Jay Panditaratne, BE, for his assistance in preparing some of the figures in this article.
REFERENCES
1. Brown, P.M., "Design of a Pilot Plant to Leach Platinum from Catalytic Converters," Chem. Eng. Ed., 28(4), 266 (1994)
2. Rosenzweig, M.D., "Update," Chem. Eng. Prog. , p. 14, Dec (1994)
3. "AIChE Extra," supplement to Chem. Eng. Prog., p. 8, April (1995)
4. Campbell, J .A., et al. , "Organic Analysis at the Hanford Nuclear Site," Analytical Chem. , 66(24), 1208A (1994)
5. Beitle, Robt. R. , Jr., Asst. Prof. , Dept of Chemical Engineering, University of Arkansas, 3202 Bell Engineering Center, Fayetteville , AR; personal communication
6. Donald, S., K. Spires, and J. Vincent, "Potential for Decontamination of Plutonium-Containing Solutions Using Transferrin Metalloprotein Affinity Chromatography," J. of Inorg. Biochem. , 21 (1994)
7. Spires , K., and J.B. Vincent, "Transferrin Metalloprotein Affinity Metal Chromatography," J. Chem. Tech. Biotech., 62 , 373 (1995 )
8. Perry, R.H., and D.W. Green, Eds, Perry's Chemical Engineers' Handbook, 6th ed., McGraw-Hill , New York, NY (1984)
9. Austin G.T. , Shreve's Chemical Process Industries, 5th ed ., McGraw-Hill , New York, NY (1984)
10. Levin, M.A., and M.A. Gealt, Biotreatment of Industrial and Hazardous Waste, McGraw-Hill, New York, NY (1993)
11. Wentz, C.A., Hazardous Waste Management, McGrawHill , New York, NY (1989)
12. Susko, F .J ., and C.E. Jordan, "Dilution Considerations for the Rapid Flotation of Coal," in Advances in Filtration and S eparation Technology, Vol. 6, American Filtration Society, 462 (1992)
13. King, C.J., S eparation Processes, 2nd ed., McGraw-Hill , New York, NY (1980)
14. F elder, R.M., and R.W. Rousseau, Elementary Principles of Chemical Processes, 2nd ed. , John Wiley & Sons, New York, NY (1986)
15. Jordan, C.E. , and F.J. Susko, "Rapid Flotation Using a Modified Bubble-Injected Hydrocyclone and a ShallowDepth Froth Separator for Improved Flotation Kinetics," Minerals Eng. , 5(10-12), 1239 (1992)
16. Susko, F.J., and C.E . Jordan, "Modeling the Rapid Flotation of Coal," Society for Mining, Metallurgy, and Exploration, Inc. , AIME preprint, 93 (1993)
17 . Hood, G.D., and C.E. Jordan, "In-Line Static Mixer Rapid Flotation System for Improved Flotation Kinetics ," Min. & Metallur. Proc., 10(4 ), 182 (1993)
18. Ross Engineering, Inc., 32 Westgate Blvd. , Savannah, Georgia 31405-1475 0
203

.ta ... 5 ... 3._c_l_a_s_s_,-,_o_o_m ________ __,)
IMPLEMENTATION OF MULTIPLE INTERRELATED PROJECTS WITHIN A
SENIOR DESIGN COURSE J OHN T. B ELL
University of Michigan • Ann Arbor, MI 48109-2136
C apstone design courses typically involve many groups of students working on identical design projects. This approach leads to fierce competitiveness for
limited resources such as library materials, computer resources, instructor feedback, and innovative ideas. At the same time, employers are looking for "team players" who can work cooperatively with other employees for the overall good of the company. This standard approach to process design instruction also yields a large number of similar reports, which can be tedious to evaluate. Another difficulty encountered in many capstone design courses is the wide variety of (ABET required) topics covered, which leaves many students wondering how they are all related and what relevance each has to the overall design process.
This semester, a novel approach was investigated wherein each design group was assigned the study of a different production process within the petrochemical industry. The projects were interrelated through feeds and products, just as different production facilities are interconnected within a large chemical processing complex . Students completed midterm reports that analyzed different aspects of their process and produced a final report that encompassed their full semester ' s work.
The use of different projects for each group greatly reduced the competitive demand for limited resources and
204
John T. Bell teaches chemical engineering at the University of Michigan, where he is also conducting research into the applicability of virtual reality to chemical engineering. His chemical engineering degrees include a BS from Georgia Tech, a MS and PhD from the University of Wisconsin-Madison, and a DEA from /'Institute du Genie Chimique in Toulouse, France. He also holds a MS in computer science from UWMadison. His official home page is http:// www.engin.umich.edu/deptlchemelbell.html.
© Copyright ChE Division of ABEE 1996
provided the instructional staff with a more interesting variety of reports to evaluate. The design projects also served to tie together the different course topics by serving as a focal point upon which to apply each major topic as it was covered. The relationships between projects caused students to take interest in other groups' work, and in some cases intergroup cooperation was achieved.
THE COURSE
The course in which this procedure was developed is the first semester of a two-semester senior plant-design sequence. Due to a number of scheduling restrictions, many students are allowed into the course without having completed their courses in separations, heat and mass transfer, or reactor design. This course also suffers from the common practice of putting all ABET requirements that do not fit anywhere else in the curriculum into the capstone design sequence.r11
As a result, the course delivers a wide variety of design related material to students of varying backgrounds. Some of the major topics covered in the first-semester course include ethics, safety, economics, metallic crystal structures, phase diagrams, materials of construction, pressure vessel codes, and environmental issues, all considered from the point of view of the design engineer. Students apply these topics to the development of original designs in the second semester of the sequence, which is normally taken during their final semester.
A major complaint that students have expressed about this course in past years is that it is a collection of miscellaneous topics having little apparent relationship to each other or to the semester design project. Another problem with previous years' projects has been that students tend to wait until the last two weeks of the semester to begin working on them, leading to sleep deprivation and strained nerves as 150 students descend upon the
Chemical Engineering Eduction

finite resources of the engineering library and computing center just before the project deadline.
THE PROJECT
Two major goals of this year's design project were to provide a central focal point that would tie
Midterm Reports
The students were asked to complete five midterm reports regarding their assigned chemical's production process, covering aspects of background, economics, materials of construction, safety, and environmental concerns
as described below. together the myriad topics covered in the course and to provide a vehicle for students to apply the material covered in class to demonstrate mastery of important concepts as each topic is completed. Another goal was to focus heavily on the analysis level of Bloom's taxonomy of educational objectives. 121
... each design group was assigned the study
of a different production process
within the petrochemical industry.
Background • The first midterm assignment, dealing with background information, was designed to send students into the library to find as much information as possible concerning the production processes used to manufacture their chemical. The research that they conducted for this report then provided them with the information they would need for the rest of the semester's work. In addition to production methods, the students were also asked to report on the industrial significance of their chemical, what industrial and consumer products were produced from their chemical, the feedstocks used to produce their chemical, the economic role their chemical played in the global economy (imports, exports, and trade patterns), and any other information that was significant or interesting. The purpose behind this was to illustrate the importance of their chemicals and to heighten student interest in the overall project.
During the first week of class, students were assigned to groups and each group was assigned an industrially important chemical that would serve as their focal point for the semester. Their first assignment was to conduct a thorough literature search to gather the information and background knowledge that they would need during the rest of the semester. Later, as each major course topic was completed, students handed in midterm reports that analyzed their process from the point of view of the topic just completed. A final comprehensive report at the end of the semester was naturally commenced by compiling the five midterm reports into five sections of a large complete report. The benefit of this approach is that it forced
The projects were interrelated through
feeds and products, just as different production
facilities are interconnected within a
large chemical processing complex. Students completed
midterm reports that analyzed different
aspects of their process and produced a final
report that encompassed their full
semester's work. Economics • The first major topic that the
the students to work on their project continuously all semester, and by the end of the semester their projects were 80-90% completed.
The Chemical Processes
The chemical processes assigned to the students were not chosen randomly; they were chosen so that every group's production process would be related to at least one other group's process through common feeds and products. The basis for these interrelated groups was a series of charts in Chemical Origins and Markets 131 showing the production relationships between key products of the petrochemical industry, and the PhD thesis work of the course instructor. 141
Forty groups were subdivided into sections based on derivatives of ethylene, propylene, n-butane, butylene, and benzene as shown in Figure 1 (next page). The chemicals assigned to the students are shown in bold face, with the group number given in parentheses in one location of the chart for each assigned chemical. The multiple instances of several chemicals in Figure 1 illustrate the variety of production methods available for most chemicals. The unassigned chemicals show students where their chemical fits within the petrochemical industry and in relation to the other students' projects.
Summer /996
class covered was economics in process design, specifically the estimation of process quipment costs, capital investment costs, and manufacturing costs .'51 One week after completing the material on economics, the students handed in their second midterm reports, which analyzed their processes from an economics standpoint. Students were specifically asked to demonstrate their mastery of the economics material by estimating the equipment, investment, and production costs for their process. A serious hindrance to this evaluation was a lack of sufficient information in the literature to accurately determine equipment sizes or even to identify all of the correct processing equipment. Students were therefore given a list of wild assumptions that they were allowed to make, for the purposes of this assignment only. Due to the highly inaccurate nature of these equipment-sizing assumptions,* the results for the economics midterm reports were completely unreliable. They did, however, allow students to exercise their cost estimation skills, which was the point of the exercise. Surprisingly enough, at least half of the class was within an order of
*Examples: All unspecified distillation towers are 50 feet high, 10 feet diameter, and contain 25 trays. Unspecified reactors are 5000-gallon stirred tanks; storage tanks hold 30 days supply of feed or products.
205

206
Ethyl..,,,,--..-Ethylene Diclhoride( 1 ) lVinyl Chloride( 2) ----1, 1, 1 Tri-ChloroEthane 1, 1,2-TriChloroEthane Trichlaoethylene Perchloroethylene EthyleneAmines -----EthyleneDiamine
Ethylene Oxide( 3 ) 7Ethylene Glycol( 4 ) DiEthylene Glycol TriEthylene Glycol TetraEthylene Glycol MonoEthanolAmine( 5) --EthyleneDiamine( 6 )
Ethyl8enZ11rt------Styrene Acetaldehyde( 7 ) Acetic Acid( 8 ) -----Vinyl Acetate
[Acetic Anhydride( 9) LAcetic Anhydride Propionaldehyde( 10) --... -n-Proponal
LPropionic Acid Ethyl Chloride
PropylenE~--Acrylonitrile( 11 ) ['Adiponitrile( 12) AcrylAmide
----HexaMethyleneDiamine
n-Butane
Propylene Oxide Propylene Chlorohydrin( 13) -Propyl- Oxide( 14) t Propylene Glycol( 15)
Allyl Alcohol lsoPropanolArrines
Cumene n-Butyraldehyde( 18) ~n-Butanol
L 2-EthylHexanol n-Butyric Acid( 17)
iso-Butyrladeh}'Je------lsoButanol L lsoButyric Acid
leoproponal( 18) Acrylic Acid( 111)
----Acetone -------Bisph-,ol-A
L Ethyl Acrylate n-butyl Acrylate Methyl Acrylate
Acrolein( 20 ) ------Acrylic Acid
Acetic Acid Methyl Ethyl Ketone Maleic Anhydride( 21 ) tFumaric Acid
MalicAcid Malattion
Butadiene Formic Acid( 22) -----'Oxalic Acid Propionic Acid( 23 ) Butyric Acid Methana Ethyl Acetate Methyl Acetate
b-eutanol( 24 ) LMethyl Ethyl Ketone( 25 )
-Butyl Acetate( 26 ) Butadiene( 27) -----Adiponitrile 1-Butene( 28) LValeraldehyde( 29)
Butylene Oxide( 30 )
Butyl81""""16--l-n-Butenes
lso-Butyten., ... ------Methyl tart-Butyl Ether
Benzene EthylBenZllrte{ 31 ) Styrene( 32) -----Styrene Oxide
Cumene( 33) 7Phenol( 34) ~Bieph-,ol-A( 35) Cyclohexanone Aniline Adipic Acid( 38 )
Acetone( 37 ) ------Bieph-,ol-A CyclohexaneCyclohexanol( 38) Adipic Acid
Leyclohexanone( 39 ) Adipic Acid NitrcBenzene ------Aniline( 40) Chloro Benzene
Chemical Engineering Eduction

magnitude of the published price per pound of their chemical, as listed in Chemical Marketing Reporter. 161
Selection of Materials • The next major topic covered by the class was selection of materials for chemical production service. 15
·1
·81 This topic included coverage of corrosion mecha
nisms, mechanical strength, high and low temperature effects , chemical attack, alloying properties, machinability, and cost. Besides the traditional coverage of metals, some attention was also given to alternate materials such as polymers (both plastics and rubbers), concrete, refractory brick, ceramics, wood, glass , and glass-lined steel. Upon completion of this topic, students prepared a third midterm report analyzing their process from a materials-of-construction viewpoint. Students were asked to first identify all process conditions that would have a significant impact on the selection of materials and then to determine the appropriate material(s) of construction for their production process. Constraints were imposed of no more than five materials for the construction of the entire plant, including up to three primary materials for the majority of construction, plus secondary materials for special purposes. Students were also asked to evaluate how their materials selection would affect their economic analyses, without going back and recalculating any costs. Although the more logical approach would be to select materials first and then perform the economic analysis, the impact of material choices on the cost estimation is emphasized by performing the steps in the wrong order. Students were later asked for similar judgment evaluations regarding design changes made for safety and environmental reasons.
Safety • Following selection of materials, the class received two weeks instruction on safety in chemical process design-specifically, one week on fires and explosions and one week on hazards evaluation. 191 Students then prepared a midterm report analyzing the safety and hazards of their chemical production processes. These reports started with identification of the chemicals and process conditions that were cause for particular safety concern. Information gathered from Materials Safety Data Sheets on the world wide web was particularly useful for this portion of the semester project. The students performed a sample HAZOP analysis of one portion of their process and concluded with recommendations for precautions to be taken to properly handle the safety concerns that had been identified. In many cases, this assignment required students to study safety-related material that was not specifically covered in class.
Environment • The final major topic covered was environmental issues in process design. The material covered in class included nine major environmental regulations* that apply to the chemical processing industry,1'
01 industrial methods for processing solid, liquid, and gas waste streams, and methods of designing processes to minimize the amount and
* TSCA, CERCLA, RCRA, CWA, CAA, EPCRKA, PPA, OSHA, andFIFRA.
Summer 1996
toxicity of waste generated. The midterm assignment for this topic asked students to analyze and reduce the environmental impact of their production processes, first by identifying all potential sources of environmental concern and then by making recommendations regarding process modifications. The recommendations were to consider both design adjustments prior to plant construction and modifications appropriate to existing plants.
Final Report • At the end of the semester, students were asked to submit a final comprehensive report on their assigned chemical. Naturally, most groups started these final reports by compiling the five midterm reports into five sections and correcting the errors from their earlier work. They were also expected to assemble the whole into a cohesive unit and to add any material that they felt was necessary for complete coverage of the subject.
Summary Sheets
Each midterm report included an unfastened, single-page summary sheet. Ungraded copies of the first summary sheets (background) were compiled into a large hallway display so that students could see the interrelationships between the assigned processes and the rest of the petrochemical industry. This display also served to inform other students and faculty of the projects being conducted by the plant design students. Copies of the background, safety, and environmental summary sheets were distributed to all students in the class so that everyone could gain some understanding of the chemical production processes being studied by their peers. The economics and materials summaries were not distributed because there were not enough differences between groups for the students to gain appreciabiy from viewing their peers ' work, and in the case of the economics reports, the lack of sufficient design details made the results of the analyses highly questionable.
Poster Presentations
Departmental interest in the activities of the design class developed during the semester. Also, some students in the class expressed regret that the hard work they were performing would never be seen by anyone other than the graders. Because logistics prevented the use of oral presentations in this particular class, we decided to display the students' work in the form of a poster presentation in the corridors of the chemical engineering department. The choice of venue was due both to the space requirements for 38 posters and to address student concerns that no one would bother to view student posters during the last hectic week of the semester.
Some students expressed concerns that poster production would require a lot of time at the end of the semester and that the experience would only benefit the small number of students who were planning to attend graduate school. Therefore, several steps were taken to increase the value of the poster display for all students. First, we pointed out that the
207

preparation of effective visual aids is an important skill in engineering, whether presented in a report, a poster, or a transparency, and that many of the same skills are required in any case. Second, each group of students was given the choice of either preparing a simple poster for homework credit only or producing a more elaborate poster that would also count for up to 20% of their final project report. Third, engineers from nearby chemical companies were invited to judge the posters, with prizes (1995 CACHE CD-ROMs) awarded to the best entries. The industrial judges were chosen to appeal to those students who were in the job market by giving the students a chance to discuss their work with the industrial contacts.
There were several unplanned benefits of the poster display, one of which was the chance for sophomores and juniors to learn something about the petrochemical industry and to see how their engineering skills might eventually be used in industry. Another benefit was the positive impression the display made on a number of departmental visitors, who expressed appreciation for the students' work.
LOGISTICAL ISSUES
Group Assignments • The assignment of students to groups can be conducted in a variety of ways. 111 1 In past years, students were allowed to choose their groups, which led to a concentration of experience within certain groups (all the students who had taken reactor design together reformed themselves into plant design groups, leaving the remaining groups with no reactor design background). This semester, students were allowed to request their group assignments, but the instructional staff made the final assignments, with the criteria that each group have a certain minimum background and that no group have an excessively skewed GPA.
Group Participation • In any group project situation there is the potential problem of students who do not perform their share of the work, or conversely, students who take over and do not allow their partners to contribute appreciably. For this project there is the added temptation of students dividing the midterm reports among group members and then working individually rather than collectively. The latter approach would be acceptable if the work were divided fairly, except for the fact that each student would then learn only one portion of the course material rather than the broader coverage that is desired. To ensure a complete understanding by all students, questions were placed on the exams that required them to be familiar with all aspects of their project, including portions completed by their partners.
Teaching Assistants • In order to evenly distribute the supervisory responsibilities of the four teaching assistants (TAs) assigned to this course, the class was conceptually divided into four sections based on principal derivatives of ethylene, propylene, butylene/butane, and benzene, as shown
208
in Figure 1. Each section had a particular TA assigned as the primary source of assistance for the groups within that section. Students were asked to first seek assistance from the TA assigned to their chemical and then seek further assistance from an alternate TA or the course instructor if they still had unresolved questions. In this manner, each TA was responsible for understanding no more than ten (related) production processes, while the primary instructor oversaw the activities of all the groups.
Report Grading • Grading thirty-eight midterm reports every two to three weeks is too much work for any one person to reasonably handle. Neither is it fair to have different students graded by different graders. Therefore, the midterm grading was shared on a rotating basis, with the course instructor grading the first (background) reports, and different T As grading the other midterm reports. The final semester reports were graded by the instructor while the T As graded the final exams.
Personalized Assignments • The first project assignment was personalized using the form letter capabilities of a popular word processor and data taken from the class roster spreadsheet. Each assignment included the individual student's name, group number, and assigned chemical wherever appropriate in the document. The problem with this technique was that it took an unacceptable amount of class time to hand out the assignments to individual students, as well as requiring a long time for the computer to print 155 assignments. As a compromise, later assignments were personalized by groups, with five stapled copies of the group assignments being handed out to each group.
STUDENT RESPONSE
The University of Michigan employs a course evaluation system similar to that used by many universities, in which students rank various aspects of the course on a scale from one to five at the end of the semesterY 21 The year that this design project was first implemented, 21 out of 25 questions showed an increase in student rankings from the previous year. The average ranking of all 25 questions rose from 3.31 to 3.71. For the questions specifically related to the design project, the rankings rose even more dramatically, from 2.97 to 3.87. The lowest ranking increased from 2.48 to 3.02, and the highest ranking rose from 3.85 to 4.08.
Of the rankings that decreased, one of the questions dealt with the amount of work required for the credit received. This ranking decreased slightly, from 3.83 to 3.76. But another question, dealing specifically with the amount of work required for the design project, increased its ranking from 2.96 to 3.71. Students were apparently more satisfied with the project workload, but slightly less satisfied with the overall workload for the course than in the previous year.
The other three questions that showed declining rankings involved the assignment of grades, with the average of the
Chemical Engineering Eduction

three questions declining from 3.78 to 3.47. One cause of this lowered ranking is believed to be student frustration caused by the changing of graders for each midterm report. Students felt that although they worked hard to address the weaknesses pointed out by each TA, they would just be rebuked for something different on the next report. Another contributing factor to student dissatisfaction with grade assignment involved some regrading of the first exam, which was totally unrelated to the design project.
Student responses on open-ended questions also show an appreciation for the design project and an increased appreciation for the class as a whole. Although there were no specific questions regarding the design project during previous years, several students addressed the topic anyway, all negatively. The general consensus of the previous year was that the course as a whole was disjointed and the design problem was completely irrelevant to the topics being studied. Some students indicated that they had not learned anything and still did not understand the point of the course at semester' s end.
The year that this design project was implemented, a specific question was added to the open-ended form requesting student evaluation of the design project. Overall response was highly favorable, with positive responses outnumbering negative ones by four to one.
The negative comments were primarily from students who dislike group work of any kind and from a few students who felt the workload was too high, particularly when a midterm report would happen to fall due the same week as other assignments. The poster contest also drew criticism from some students who felt that it was a lot of extra work with no educational benefit and that it had no relevance to their future careers in industry. It should be noted, however, that the poster presentation was the only component of the semester's workload that was not announced at the beginning of the semester.
CONCLUSIONS AND RECOMMENDATIONS
The design project format outlined in this paper has been highly effective in providing focus for a highly disjointed course, and has been an interesting educational experience for both students and their instructors. End-of-semester student tensions were still high, as they probably always will be in senior design courses, but there was much less frustration expressed regarding competitiveness for limited resources. Student evaluations of the course improved significantly, especially for the questions relating to the design project portion of the course.
There are, however, some areas for improvement. There should be a clear, well-defined set of report-grading criteria, used by all graders and clearly understood by all students. (Those criteria could adapt from one report to the next, so long as they are well understood by all concerned.) The
Summer /996
poster display adds a definite benefit to the course and should prove more palatable to students if it is announced at the beginning of the semester. The safety and environmental topics are not identical, but they are similar enough that they could be combined into a single assignment. Equality of effort in a group project is a serious concern, but one that is common to all group activities. This approach does entail a lot of work for all concerned, but it is also more interesting and more educational for both the students and the instructional staff than the traditional approach.
ACKNOWLEDGMENTS
Implementation of this project would not have been possible without the help of teaching assistants Sanjeev Majoo, Dieter Schweiss, Hetal Patel, and Mike DiBattista, who handled the ethylene, propylene, butane/butylene, and benzene sections, respectively. Grateful acknowledgment is also given to Ravi Dixit of Dow Chemical Company and to Tom Pakula of Marathon Oil Company for their assistance in judging the poster contest and to Peter Rony for furnishing the CACHE CD-ROMs awarded as prizes . Thanks are also due to Jim Ottaviani , Leena Lalwani , and rest of the University of Michigan engineering library staff for the invaluable assistance they provided for both myself and the "swarm of locusts" that descended on their library every two to three weeks.
REFERENCES 1. Felder, Richard, "We Hold These Truths to be Self-Evi
dent," Chem. Eng. Ed., 25(2) (1991) 2. Bloom, Benjamin S., Taxonomy of Educational Objectives:
The Classification of Educational Goals. Handbook I: Cognitive Domain," David McKay Company, New York, NY (1956)
3. McCaleb, Kirtland E ., Chemical Origins and Markets, 6th Ed. , Stanford Research Institute, Menlo Park, CA (1993)
4. Bell, John T. , "Modeling of the Global Petrochemical Industry," PhD Thesis, University of Wisconsin, Madison, WI (1990)
5. Peters, Max S., and Klaus D. Timmerhaus, Plant Design and Economics for Chemical Engineers, 4th ed. , McGrawHill, New York, NY (1991)
6. "Chemical Prices," Chemical Marketing Reporter, various issues
7. Van Vlack, Lawrence H., Elements of Materials Science and Engineering, 6th Ed. , Addison-Wesley (1989)
8. Kirby, Gary N., "How to Select Materials," Chem. Eng., 3 November (1980)
9. Crowl, Daniel A., and Joseph F. Louvar, Chemical Process Safety: Fundamentals with Applications, Prentice Hall (1990)
10. Lynch, Holly, "A Chemical Engineer's Guide to Environmental Law and Regulation," National Pollution Prevention Center for Higher Education, Ann Arbor, MI, April (1995)
11. Brickell, James L. , David B. Porter, Michael F. Reynolds, and Richard D. Cosgrove, "Assigning Students to Groups for Engineering Design Projects: A Comparison of Five Methods," J. of Eng. Ed. , July (1994)
12. Felder, Richard M., ''What Do They Know, Anyway. 2. Making Evaluations Effective," Chem. Eng. Ed. , 27(1), (1993) 0
209

(.3 ... 5-3.._c_l_a_s_s_,-,_o_o_m _________ )
WAKE-UP TO ENGINEERING!
R OBERT P. HESKETH*
The University of Tulsa • Tulsa, OK 74104-3189
T he work an engineer does is a mystery to many people. Engineers will try to explain their work to non-engineers by giving an example of a typical
problem that they have solved, but the explanation frequently includes a description of an engineering process and the equipment contained in the process. So, despite the engineer's enthusiasm in giving his explanation, the non-engineer often leaves the conversation as puzzled as he was to begin with.
This paper presents a different approach by using a device that everyone is familiar with: a coffee machine. Just about every home has one on the kitchen countertop. While other appliances or equipment could be used to demonstrate engineering concepts, they are less accessible to the non-engineer. For example, a home heating and cooling system would be an excellent subject, but it is usually hidden away from view and parts of it extend both under the floor and through the ceilings. Coffee machines, on the other hand, can easily be cut open for closer examination and are inexpensive (you can pick one up at a yard sale for next to nothing).
The coffee machine (see Figure 1) embodies principles from several engineering disciplines. Chemical and mechanical engineers design the heaters, the condensers, and the systems for multiphase transport of fluids, and they fabricate plastic and glass components. Leaching organic compounds from coffee beans uses principles from mass transfer, unique to chemical engineering, while automation requires concepts from electrical, mechanical, and chemical engineering. Finally, engineering decisions are required to select the components of a system and place them within an affordable, compact unit that can be easily operated by the consumer.
The coffee machine embodies examples of at least eight unit operations, as can be seen in Figure 1: tank drainage through a one-way valve; tubular heater; upward two-phase flow in pipes; condenser; flow distribution and bypass; leaching and filtration; and particle size reduction. Underlying these unit operations are fundamental principles of engineering and engineering science such as fluid flow (both single and two-phase), heat transfer, thermodynamics ("engineering science" and equilibrium), mass transfer, particle size
* Currently at Rowan College, Glassboro NJ 08028-1701
© Copyright ChE Division of ABEE 1996
210
Robert Hesketh is an assistant professor at the University of Tulsa. He received his BS (1982) at the University of Illinois-Urbana and his PhD (1987) from the University of Delaware. His research interests are in the areas of combustion, fluidization, and multiphase flows, and he teaches freshman engineering, mass transfer, and reactor design. At the University of Cambridge, England, he conducted postdoctoral research in fluidization (and cleaned many plugged coffee machines!).
distribution, surface area, and general and organic chemistry. Additional considerations such as strength of materials, engineering economics, electronics, and circuits are involved.
The chemical engineering department at the University of Tulsa uses a coffee machine demonstration to introduce high school students to engineering concepts. Also, for the past four years, a coffee machine demonstration has been used at university recruitment functions and at Engineering Week, and at an NSF Young Scholars summer program it is used to introduce the Young Scholars to a series of engineering laboratory experiments (described later in this article). It could be used in other summer programs, such as the Summer Institute at the University of Nevada.1'1 In recruitment activities, where a large number of students visit the department, an abbreviated version (20-30 minutes) of the demonstration is given, and it is also used in engineering classes such as mass transfer. Northwestern University uses a coffee machine example for their freshman engineering classY1
NOTE; In the following example I use technical terms for the benefit of the readers on CEE. But in an actual demonstration, I would eliminate the use of words such as leaching, condenser, thermocouple, etc.
COFFEE MACHINE DEMONSTRATION
For this demonstration, a coffee machine is altered to make all of the components visible to the students. The back and top are cut out and replaced with clear plastic sheets. In addition, the bottom plate is removed. The riser tube that connects the tubular heater to the condenser (see Figure 1) is replaced with clear plastic tubing. These alterations enable the students to observe the two-phase flow and steam condensing as coffee is made. At the start of the demonstration, I set up a funnel stand with at least four funnels , which require filter paper and several receiving flasks . I also have
Chemical Engineering Eduction

available roasted coffee beans and a coffee grinder.
The demonstration begins by introducing the students to the basic fundamentals related to the coffee machine's operation. I explain that the engineer must have a working knowledge of basic and engineering science just to begin designing the device. I introduce humor whenever possible and make a mess on the table.
I show the students a bag of gourmet coffee beans and ask them, "How do you make coffee?" The usual response is to "add water to the beans." So, in a humorous vein, I add cold water to the coffee beans and ask if anyone would like to share my "gourmet coffee." Continuing in this interactive mode, I make "coffee" of widely ranging strengths and after each step I ask "Who would like to drink my gourmet coffee?" The steps I use are listed in Table 1.
Throughout this sequence, I add subjects of engineering science. For example, the thermodynam-
discussions of several
At this point in the demonstration I have made a mess on the table and observe that "it would be nice to have this process contained in one unit." I tell the students they are now engineers and that we will design a coffee machine, relating the principles of basic engineering science to the design .
I begin with the water reservoir. The first questions are: What size? Where should it be located with respect to the other components? The next question involves how the water should move from the reservoir to the heater. To help the students answer these questions, I show them a coffee machine on which the back wall of the water reservoir has been replaced by a clear plastic sheet. Examples from around the community, such as water towers and pumping stations, can be given to demonstrate fluid flow.
The next step is the heat exchanger. Open-ended questions such as what energy source should be used to heat the wa
Condenser and Distributor ics topic of phase equilibrium is examined. I present it with the question, "How hot can you heat water?" Following their responses I ask, "How could you get the water hotter than 100°C or 212°F?" Usually there is no response to this question, and I
I .. • • •• •• ••••••••• ···•~-..--.••
.__~- - .. - .. - ,.--;--.. - .. ~ .. ,,...,_._b ... ypass lever
ter (electric AC or DC, coal, natural gas, solar energy, etc.) are discussed. Based on availability, electricity is chosen as the energy source, and I show them the tubular heater at the bottom of the coffee machine. Then there are questions on size, fluid flow rates, and the desired outlet temperature of the water. I also show them the oneway valve at the inlet of the heater that prevents liquid and gases from flowing back into the reservoir.
ask them to think about how a pressure cooker works. I show them a P-T phase diagram of pure water and illustrate that at higher pressures water boils at higher temperatures. Other subjects that can be introduced are given in Table 2.
St11de11t instr11cti011s Action --
--~ ._,., .. . ..... , ... . • •• t .. . • • • •• •• •
•'••·· Coffee Beans •..• ' one-way valve
0 °.,"8°g o:g0 .,0 0 0 D O O o
tubular heater AC Power with two-phase flow
Figure 1. Schematic of a coffee machine.
TABLE 1
I . Add water to the coffee Add cold water to the coffee beans.
2. Grind the coffee beans For dramatic/humorous effect, add ground coffee to a funnel without a filter paper present. Pour cold water over the ground coffee and watch the grounds go into the receiving flask.
3. Use filter paper Separate the coffee grounds from the cold water using filter paper.
4. Use hot water Make coffee.
TABLE2 Courses in the Basic Sciences Related to the Coffee Machine
Course Topic Comment -- ---General chemistry Solubility ................ ............. ........................ ....... Effect of water temperature on solubility.
I then ask, "How do we get
Result --Clear liquid
Dispersed coffee grounds in water
Slightly colored water
Brown colored liquid
Organic chemistry Organic chemicals .. ..................... ........ ............... The "brown stuff' and caffeine. The concept that everything is made of chemicals and the notion that chemicals are always bad as being ludicrous.
Thermodynamics Boiling points ...... .. ................................ ..... ........ The effect of pressure on the boiling point. P-T phase diagram of water.
Mass transfer Surface area and particle size reduction .......... ... The concept of increasing surface area on the leaching of chemicals from coffee beans.
Summer 1996 211

water to flow uphill?" The students ' usual response is a pump-this leads to a discussion of economics since the addition of a pump would raise the price of the coffee machine by about $100. In some instances, students suggest that if all of the water were converted to steam, a pump would not be necessary-but I point out that this would require larger heaters and condensers than are currently being used, again involving additional expense. One creative response has been to place the reservoir and heater above the coffee filter so that the water will drain by gravity. This leads to a discussion of the space limitations and the need for compact designs when marketing a product.
Upon starting the coffee machine, the students are able to observe two-phase flow upward through the clear plastic tube into the condenser. They see that the tubular heater has three functions: it warms the brewed coffee directly above the heater; it heats the water; and it provides the driving force for fluid to flow uphill, similar to a thermosiphon unit. The demonstration shows the students that there are often many solutions to a single problem, but the best solution is often the cheapest.
The condenser at the top is demonstrated by replacing the opaque plastic with a clear plastic sheet. The students discuss how much of the water must be boiled to move the liquid to the top of the machine. This can be discovered by performing experiments in which the amount of steam in the riser is varied and the total liquid flow rate is measured. This, in tum, introduces the question of what fluid flow rate is needed for proper operation of the leaching unit. Would the maximum fluid flow rate flood the condenser or leaching unit and cause dangerously hot water to flow out of the machine? The students can see that each unit within the coffee machine is interrelated; outputs from one unit are inputs to another unit. In addition, aspects of safety in engineering design are considered.
The next observable unit operation is unique to the field of chemical engineering: leaching. The need for a distributor is introduced by asking, "What happens if all the water flows down one side of the coffee grounds?" Again, questions of filter size and shape are discussed since they determine both the amount of coffee grounds that can be loaded and the residence time of the water in the coffee grounds. Demonstrations of the effect of particle size and bed height on fluid flow rates can be given using marbles and sand particles in several of the funnels.
Many coffee machines have a lever that adjusts the strength of the coffee. How is this achieved? Typical student responses suggest the examples of particle size, water temperature, and contact time of the water with the coffee particles, but none of those methods are used. Instead, the strength of the coffee is altered by having a portion of the water bypass the coffee grounds and pass directly into the receiving vessel. This is achieved by using a lever and slide
212
that allows water to flow through a bole located on the perimeter of the distributor plate. Water flowing through this hole passes between the filter paper and the plastic filter support. This device produces the same effect as diluting your coffee by adding hot water to your cup.
The next aspect of the design is to determine the materials of construction for the coffee machine. Several options for each of the components are discussed, as well as the glass coffee pot. We bring in aspects of strength of materials, temperature limitations, corrosion, and cost of materials.
Finally, we discuss ways in which the process can be automated. This includes adding timing circuits and ends with expensive options such as stereos and robotics. Again, basic aspects of marketing and economics are discussed.
A summary of the courses and topics related to the coffee machine are given in Table 3. Comparing Tables 2 and 3 show that at least nine courses in the engineering curriculum are introduced to the student through this demonstration.
RECRUITMENT ACTIVITIES
The coffee machine is excellent for recruitment activities. A typical recruiting session includes the coffee demonstration, a tour of the undergraduate computer and unit operations laboratories, and research laboratory demonstrations. The tour of the research laboratory demonstrates the linkage between education, research, and industry as well as illustrating undergraduate research opportunities.
Typically, one of the best laboratories to demonstrate chemical engineering principles is a flow visualization laboratory. It contains many examples of familiar devices. For example, everyone drives a car with a catalytic converter, but they have not seen it. A brief review of how a catalytic converter is made and how it works is given, followed by a demonstration of how the small 1-mm square channels are coated with catalyst. Using a high-speed video camera, the students can observe the two-phase flow coating process.13·
41
In another experiment, the relationship of fluid mechanics to the performance of a heat exchanger fin is demonstrated by using advanced laser Doppler anemometry systems.
TABLE3 ChE Courses Related to the Coffee Machine
Course Principle
Fluid Mechanics ........ ... .......... .. tank drainage, two-phase flow, flow through a bed of particles and filter paper
Heat Transfer ............................ design of heaters and condensers
Unit Operations .................... ..... one-way valve; size-reduction equipment, filtration
Mass Transfer .... .... ... ................. leaching evaporation and fl ow distributors
Properties of Materials .............. materials of construction
Circuits or Advanced Physics ... timers and switches
Economics ................. .... .......... .. cost of engineering design and construction of a coffee machine
Chemical Engineering Eduction

In both of the above experiments, the students can relate the principles of two-phase flow and heat transfer of the coffee machine to industrial processes that affect their daily lives. This tour usually ends by capturing the image of a student volunteer on video, and then the image is digitized and patterns are enhanced with a dazzling display of colors. This laboratory is usually a highlight of the tour!
NSFYOUNGSCHOLARSSUMMERPROGRAM The Young Scholars program is a hands-on summer camp
to introduce engineering to students entering the 9th and 10th grades. The experiments in this camp are designed to stimulate the students' interest in the fields of science and engineering by involving a device that is familiar to them: the coffee machine. Each of these experiments is designed to be challenging, but not overwhelming, to the student. In summary, these activities
• Demonstrate the role of laboratory experiments in the engineering decision-making process
• Show the interrelationship of engineering and science required for the design and fabrication of a single product
• Give stimulating and challenging experiments that relate the laboratory experiments to a consumer product with which most students are familiar.
In these experiments, we use equipment from the undergradute and graduate laboratories. A selection of experiments that have been used in previous Engineering Summer Camps is given in Table 4.
We also discuss the chemical composition of a coffee bean, the roasting process, and decaffeination using methyl-
ene chloride and supercritical fluids. We have taken scanning electron micrographs of coffee beans and filter paper at various stages of brewing.
SUMMARY We have used the coffee machine for undergraduate re
cruitment and for our engineering summer camp, and I have also used it as part of a demonstration day in the mass transfer class. Using dynamic simulators (such as HY SYS), the coffee-making process could also be modeled as a short design project in a senior class. The coffee machine, familiar to everyone, is an effective tool for motivating students in engineering.
ACKNOWLEDGMENT I would like to thank Martin Abraham, John Henshaw,
Ramon Cerro, Christi Patton, and Brenda McLaury for their helpful suggestions. Funding for the Engineering Summer Camp is through the NSF Young Scholars Program ESI-9255956.
REFERENCES 1. Bayles, T.M. , and F.J. Aguirre, "Introducing High School
Students and Science Teachers to Chemical Engineering," Chem. Eng. Ed. , 26(1), 24 (1992)
2. Miller, W.M., and M.A. Petrich, "A Novel Freshman Class to Introduce ChE Concepts and Opportunities," Chem. Eng. Ed., 25(3), 134 (1991)
3. Kolb, W.B., A.A. Papadimitriou, R.L. Cerro, D.D. Leavitt, and J .C. Summers, "The Ins and Outs of Coating Monolithic Structures," Chem. Eng. Prag., February, p. 61 (1993)
4. Thulasidas, T.C., M.A. Abraham, and R.L. Cerro, "BubbleTrain Flow in Capillaries of Circular and Square Cross Section," Chem. Eng. Sci., 50(2), 183 (1995) 0
TABLE4
Principle Particle Size Analysis
Extraction of Coffee
Heat Transfer
Fluid Flow
Timer construction
Digital Signals & Robotics
Fracture of Materials
Polymer Chemistry
Organic Chemistry
Engineering Laboratory Experiments
Experimental Goals Establish the relationship of gri nding time and grinder type to the size
of coffee grounds produced while exploring techniques for analyzing particle size. Examine relationship between particle size, pressure drop, and fluid flowrate
Determine the effect of water temperature, particle size, and filter type on the strength of coffee produced
Examine conduction, convection, and radiation. Determine the effect of insulation on heat loss
Determine effect of tube length, tube diameter, and liquid height on tank drainage time and the length of a free jet. Simulate the riser in the coffee machine using gas phase introduced at bottom of vertical tube.
Construct a timing device to turn a circuit on and off
Examine digital control and automation
Examine and compare the strength of glass, metal and plastics
Examine the production of polymers used in making plastics
Measure the concentration of caffeine as a function of time in a percolator coffee machine
Computer-Aided Process Control Investigate liquid level control using a computer
Summer 1996
E11gi11eeri11g Equipment Optical microscope, sieves, coffee grinders, stopwatch,
and funnels
UV spectrophotometer, electronic balance, grinder, stopwatch, coffee machines, filter paper
Thermocouples, insulation, rods, heaters, and mixers
Tanks, tubes, measuring tape, compressed gas, rotameter, graduated cylinders, stopwatch
Electrical circuit components: transistor, potentiometer, resistors, LED, capacitors, peizoelectric disk, circuit board
Oscilloscope, robotic cars with paper card reader
Mechanical testing equipment
Molds, polymers
HPLC, percolator, and stopwatch
Tanks, valve, actuator, pressure transducer and computer
213

.t~111111ijllllli31-c_l_a_s_s_~_o_o_m _________ )
ChE APPLICATIONS OF ELLIPTIC INTEGRALS
PETER w. HART,* JUDE T. SOMMERFELD
Georgia Institute of Technology • Atlanta, GA 30332
E lliptic functions and elliptic integrals remain a mystery to most chemical engineers-students, professors, and practitioners alike. Undoubtedly, this lack
of familiarity derives from the classical absence of any significant general applications of these tools within the practice of chemical engineering. This situation is slowly changing, however, with recent developments in the area of fluid mechanics, particularly in relation to safety considerations. Thus, the purpose of this article .is to present a brief exposition of the nature and genesis of elliptic functions and integrals, followed by a summary of some of their applications, with particular emphasis on chemical engineering problems.
ORIGIN OF ELLIPTIC FUNCTIONS
The fundamental elliptic functions actually derive from the analytical solutionl'1 to the parabolic partial differential equation describing unsteady-state heat conduction in one direction (z) through a flat plate n units thick. The initial condition on the temperature for this problem is assumed to be a Dirac function at the mid plane of the plate ( z = n 12 ).
The boundary conditions for the spatial variable (at z = O and at z = n) may be either of two such conditions com-
Jude T. Sommerfeld is professor in the School of Chemical Engineering at Georgia Tech. He received his BChE from the University of Detroit and his MSE and PhD degrees, also in chemical engineering, from the University of Michigan. His industrial and academic experience has been primarily in the area of computer-aided design, and he has published over 100 articles in this and other areas.
Peter W. Hart received his BS in Chemical Engineering and Pulp and Paper Technology and his MS in Chemical Engineering from the University of Maine. His PhD in Chemical Engineering is from Georgia Institute of Technology. He is currently working on pulping, bleaching, chemical recovery, and environmental process development, optimization, and improvements.
• Address: Westvaco Corporation, PO Box 118005, Charleston, SC 29423-8005.
214
monly invoked: 1) the two face temperatures are maintained at a constant value, or 2) the two faces of the plate are perfectly insulated, so that no heat transfer occurs at these two boundaries.
The analytical solutions to this problem may then be recast in terms of what are known as theta functions. 121 These latter are typically written as ei (z), where i = 1, 2, 3,4 and O :c,; z :c,; n . The three fundamental elliptic functions are then defined as various ratios of theta functions [ei(O), ei(z)] and are denoted by sn(u), cn(u), and dn(u). The parameters z and u are related as follows: z = u t[ e3(o)]2 . A whole host of new elliptic functions then derive from these three fundamental elliptic functions, e.g., ns(u), cs(u), nc(u), sc(u), dc(u), sd(u), etc., as well as a wide variety of mathematical expressions similar to trigonometric identities. Lastly, the various elliptic integrals are then defined in terms of these elliptic functions.
FUNDAMENTAL ELLIPTIC INTEGRALS
Perhaps a more straightforward manner in which to introduce the subject of elliptic integrals, however, is to describe one of the first problems that most likely led to their development. Thus, consider an ellipse, with its center at the origin of x-y coordinates (as in Figure 1), described by
x2 y2 -+-=l a2 b2
(1)
where the lengths of its semi-major and semi-minor axes are given by a and b, respectively. What then is the value of its perimeter P (or periphery or circumference)? In the special case of a circle with a= b = r, the area (A) and circumference (C) are readily computed as nr2 and 2m, respectively. Similarly, the area of an ellipse is readily determined from the calculus as nab , but the evaluation of its perimeter (P) is not so simple. Specifically, this latter quantity must be obtained by integration of the differential length of arc (ds) over the entire periphery of the ellipse.
For this purpose, it is convenient to convert x and yin Eq.
© Copyright ChE Division of ASEE 1996
Chemical Engineering Eduction

(1) to parametric form, e.g., to functions of the angular parameter 8 :
x=asin8 y = bcos8 (2)
where, as also indicated by Figure 1, e represents the eccentric angle measured from the minor axis b. We recall the definition of a differential length of arc as
ds = ✓(dx)2 + (cty)2 (3)
and let s here denote the arc length parameter measured clockwise along the curve from the end of the minor axis. Then, in terms of the angular parameter 8,
: 141•--- a
Figure 1. Sketch of an ellipse for determination of the value of its perimeter P.
TABLE 1
(4)
Taking advantage of symmetry, it is clear that the total perimeter P of the ellipse is given as four times the perimeter of one quadrant, e.g., from e = o to 8 = n 12 . Thus, after replacing cos2 8 with ( I - sin 2 8), we have
rc/ 2
P = 4a J ✓~l -- -e-2 -si_n_2 -8 d8 (5) 0
as the expression for the perimeter of an ellipse. In Eq. (5),
✓a2 - b2 e=--- (6)
a
and is known as the eccentricity of the ellipse. More commonly, this quantity is referred to as the modulus k of the integral appearing in Eq. (5), which in turn is known as the complete (because of the fixed upper limit of n 12) elliptic integral of the second kind, generally denoted as E(k). An incomplete elliptic integral of the second kind
<I>
E(k,<j>)= f ✓I -k 2 si n 2 8 d8
0
(7)
has a second angular argument <j> and obviously corresponds to incomplete integration ( <j> < n 12) about the arc of the first quadrant in Figure 1.
The integral of Eq. (7) is one elliptic integral of three fundamental types. It can be shown131 that any integral of the form
I= f R(x,✓X) ctx (8)
where X is a cubic or quartic in x and R denotes a rational function, can, by suitable linear transformations and reduction formulae, be expressed as the sum of a finite number of
elementary integrals plus elliptic integrals of these three fundamental
Fundamental Elliptic Integrals (of the First, Second, and Third Kinds) types. These types , in both incomplete and complete form are summarized in Table 1. Incomplete
<I>
2. E(k,<j>) = f ✓ I - k 2 sin 2 8 d8
0
<I>
3. IT (k,n,<J>)= f 7 0
( I + n sin 2 8) I - k 2 sin 2 8
where k = modulus of the elliptic integrals <j> amplitude of the elliptic integrals
Complete
rc / 2
E(k) = f ✓~1--k2-s-in_2_8 d8
0
n parameter in elliptic integrals of the third kind
Summer 1996
There exist in the mathematical literature1451 extensive compilations of the transformations necessary to perform any integration involving the elliptic integrals associated with a given problem. Similarly, there are numerous handbooks1
6-81 that tabulate
numeric values of elliptic integrals to aid in the actual computations associated with such a problem.
PHYSICAL APPLICATIONS
Before proceeding on to technical applications of elliptic integrals closely associated with chemical en-
215

gineering practice, we choose to summarize briefly some of the earliest physical problems whose solutions incorporate elliptic integrals. Most of these are of a mechanical nature.191
One of the early practical problems involving elliptic integrals pertains to determination of the oscillation period T of a pendulum of length L swinging through a circular arc. The solution of the ordinary differential equation describing this situation yields the expression12·3·91
T=l K(k) (9)
where g is the acceleration due to gravity. The modulus k of the elliptic integral in Eq. (9) is given by
k= /h =sin(a/2) f n (10)
Here, h represents the height of the maximum point to which the pendulum swings above its rest point, while a is the angular amplitude of the pendulum oscillations ( corresponding to the height of this maximum point h).
Numerous other applications of elliptic integrals include characterization of planetary orbits under forces of attraction,121 determination of the torque exerted by a mechanical brake,191 and calculation of electrical current flow in a conducting plate.'21 And, of course, there is the natural geometric extension of computing the surface area of an ellipsoid. The general equation for the latter is
x2 y2 z2 -+-+-=I a2 b2 c2
(1 1)
where a > b > c. It can be shown12·31 that the surface area of such an ellipsoid in the general case is
S = 2 nc2 + !i:a: {[cos
2 u][F(u, k)] + [sin2 u][E(u, k)l} (12)
wherein the additional parameters u and k are defined as
l-c2 /a2 = sin2 u (13)
l-c2 /b2 = k2 sin 2 u (14)
Simpler formulas (not requiring elliptic integrals) result in the special cases of 1) an oblate spheroid, for which a = b (and hence k = 1), and 2) a prolate spheroid, for which b = c (and hence k = 0). These various expressions for the surface areas of ellipsoids lead somewhat into the topic of applications of elliptic integrals in chemical engineering. Thus, from mass transfer studies,1'01 for example, it is known that liquid droplets, such as are formed as the dispersed phase in liquid-liquid extraction, are often ellipsoidal in shape and their area is directly related to the rate of mass transfer.
CHEMICAL ENGINEERING APPLICATIONS
Most known applications of elliptic integrals in chemical engineering derive from fluid mechanics. A simple such
216
application191 which readily comes to mind is determination of the hydraulic radius (ratio of flow area to the wetted perimeter) for a pipe of elliptical shape, where a value for the perimeter of the elliptical cross-section is clearly required. Other early applications of elliptic integrals from fluid mechanics include derivation of the capillary curve for a fluid enclosed between two parallel vertical plates191 and determination of the complex velocity potential for steady irrotational flow of liquid in two dimensions.'31
Perhaps one of the more practical early uses of elliptic integrals is found in the case of liquid flow across weirstraditionally more in the province of civil engineering but, with the recent advent of multifarious environmental concerns, often also employed by chemical engineers as measuring tools. Thus, classical civil engineering texts111 ·121 present flow formulas for the more popular types of weirs, including rectangular and triangular (or V-notch weirs). While not employed extensively in this country (as they are in Europe), however, circular weirs for the measurement of liquid flow rates in open channels, such as ditches, flumes, and troughs, have the advantage that the crest can be turned and beveled with precision in a lathe. Moreover, this weir crest does not have to be leveled, and hence the point of zero flow is readily determined.
From the Bernoulli equation, the volumetric flow rate q as a function of the crest height h across a circular weir with a diameter of D, as depicted in Figure 2, is given by the integral equation
h
q = 2Cw.fzi J ,J(D-z)z(h-z) dz (15)
0
where Cw is a weir discharge coefficient, accounting primarily for friction losses, much like an orifice discharge coefficient in closed channel flow measurement. In a 1957 paper, Stevens1'31 found the analytical solution, incorporating elliptic integrals, for Eq. (15) to be of the form
Figure 2. Open channel flow across a circular weir.
Chemical Engineering Eduction

The modulus k of the elliptic integrals appearing in Eq. (16) is merely equal to .J(h!D). In his paper, Stevens also examined hundreds of experimental data points on water discharge rates from circular weirs. These data went back to the beginning of this century and were taken over the entire range of hlD from 0 to 1 on circular weirs up to three feet in diameter. An average value of the discharge coefficient Cw of 0.59 was determined from his analysis of these data.
Stevens' results were subsequently adapted to the problem of determining liquid overflow rates through circular openings in process and/or storage tanks .1' 41 Equation (16) thus applies equally to the problem of computing such discharge rates through circular apertures (or short discharge pipes) , given the size of the opening and the liquid level therein. Indeed, Stevens1'
31 first became interested in this problem in conjunction with measuring the flow rate through a short pipe from a fishway into a power canal. In Reference [14] , an approximate representation of Eq. (16), invoking the concept of relative volatility from vapor-liquid equilibria, was also developed and presented. Lastly, it comes as no surprise that this equation for the liquid flow rate across a circular weir is really just a special case for flow across an elliptical weir. I
'5I
The drainage of process vessels of many different shapes, such as cylindrical, spherical, and conical, represent conventional calculus problems, solutions to which have long been known.1161 To be sure, with the recently heightened interest in chemical process hazard analysis in addition to environmental issues, many of these drainage (or efflux) formulas have also appeared in recent textbooks on process safety. I
'71 It has
been recently found that elliptic integrals (like Bessel functions in heat transfer) have a way of recurring in many fluid efflux problems with macroscopic circular geometries.
Thus, consider the problem of gravity drainage of a horizontal annulus, W units long, such as might be represented by the shell side of a double-pipe heat exchanger (see Figure
f h
V
Figure 3. Cross-section of a horizontal circular annulus.
Summer 1996
3). The inner and outer radii of this annulus are denoted by r, and r,, respectively, while the drainage occurs through an aperture with a cross-sectional area of A0 located along the bottom center line of the annulus. A constant value for the orifice discharge coefficient (e.g. , C0 = 0.61) is assumed. Expressions for the drainage times required for the top and bottom thirds of this annulus (volumes I and III, respectively, in Figure 3) are readily obtained from earlier results for conventional horizontal circular cylinders i '61 But the drainage time requirement for the middle volume (t11) of this annulus (that is, from the level of h = r, + r, down to h = r, - r,) is given by an expression incorporating elliptic integralsI
'8I
where the modulus kin this case is given by
(18)
The more general expression for partial drainage of this middle volume (II) of a horizontal annulus (i.e., from some intermediate elevation and/or down to some other intermediate elevation, both within this middle volume) is considerably more complicated and specifically incorporates incomplete elliptic integrals of the first and second kinds.1' 8I
Until recently, most fluid efflux analyses pertained to intentional drainage from an opening at the bottom of a vessel. But now, because of increasing concerns about safety and loss prevention in the process industries, there exists a need for accurate formulas to compute fluid discharge and vessel emptying rates for an opening at an arbitrary elevation. Such a need may arise in analyzing an accident scenario resulting from a moving vehicle, e.g., a forklift truck or an automated guided vehicle (AGV), being driven into the side of a vessel. Such analytical formulas were originally presented by Crowl1'
91 for spherical and vertical cylindrical vessels.
Subsequently, the following expression was developed1201
for the time t required for drainage of a horizontal cylindrical vessel, with a diameter of D and W units long, from an arbitrary initial liquid level of h, through a hole with a crosssectional area of A0 and located at an equally arbitrary elevation of ho,
t = 4 W -fig {.Jo[(D-2 h0 )E(<I>, k)+ h0F(<j>, k)]
3C0A0 2g
(I 9)
A sketch of this configuration is shown in Figure 4. The parameters of the incomplete elliptic integrals in Eq. (19) are
217

and
D(h1 - ho)
(D-ho)h1
k= ✓ D~ho
{20)
(21)
In this case, if the time required for the liquid level to fall from an initial elevation of h, to some intermediate elevation h, (or, equivalently, to discharge a given amount of material) is desired, two successive applications ofEqs. (19) and (20) can be employed for this purpose.
Recent interest has also arisen in the problem of exhausting process vessels through drain piping systemsY'1 Thus, the case of pipeline drainage of horizontal cylindrical tanks also requires elliptic integrals.1221 Such a configuration is presented in Figure 5. In this instance, one is interested in the time required to drain the contents of a horizontal cylindrical vessel with a diameter of D and a length of W through a drain pipe system with an inside diameter of d, attached at the bottom center line of the vessel. This drain piping system originates at an elevation of h0 units above the datum plane and has an equivalent length ofL. Fully developed turbulent flow through this system is assumed, with a constant Moody friction factor off.
With these assumptions, the resulting analytical solution1221 to this problem again incorporates (in the general case of incomplete drainage of a partially filled vessel) the incomplete elliptic integrals of the first F( <J>, k) and second E( <j>, k) kinds. The latter collapse down to their complete form for the special case of complete drainage of a completely filled horizontal circular cylinder through a drain piping system. Saturator troughs in the shape of horizontal semi-elliptical cylinders are employed extensively in the textile finishing industries. Not surprisingly, the solution to the problem of determining drainage times for such troughs through a piping system also invokes elliptic integrals.1231
CONCLUSION
In this article, we have addressed the subject of elliptic
-1~ - •--·1 ·,oll~------V•n,_t_,_ _____ _
!rf---=---__________ _ ill.___ __
218
Figure 4. Horizontal circular cylindrical vessel with a puncture hole in its side and resulting liquid drainage.
integrals, including their origins and definitions. Early scientific applications of elliptic integrals, primarily from the physics area, were briefly summarized. Then, a number of such applications in chemical engineering, most of which are relatively recent in origin, were described (see
@rr H --+-""'--
......__! ..1..--* --~l q,v•
/.
Figure 5. Sketch of a horizontal circular cylindrical tank with drain piping.
TABLE2 Summary of Technical Problems with
Elliptic Integral Solutions
Problem Reference(s)
Physics Problems • Area of an ellipse ...................... ...... ....... .. .... ... ............... (2,9] • Period of oscillation for a swinging pendulum ........... (2,3,9] • Torque exerted by a mechanical brake ... ... ... .................... [9] • Motion of a whirli ng chain or skipping rope .............. (2,3,9] • Area of the surface of an ellipsoid ................ .. ...... ... ... ... (2,3] • Planetary orbits under laws of attraction .. .. ......... ............. [2] • Current flow in a rectangular conducting plate .......... .... .. [2] • Electrostatics of a parallel plate capacitor ..... ... .. ..... ......... [2)
Chemical E11gi11eeri11g Problems • Hydraulic radius of an elliptical pipe .. .. .. ...... .............. ..... (9] • Capillarity between two parallel vertical plates ............... [9) • Steady irrotational liquid flow in two directions .............. [3) • Fluid flow across circular weirs or openings ..... .. .. .. .. [13,14] • Fluid flow across elli ptical weirs or openings ................ [15) • Bottom drainage of horizontal annu li ............................. [ I 8) • Efflux from punctured horizontal cylinders ................... [20) • Drainage of horizontal cy linders through piping ....... [22,23]
Chemical Engineering Eduction

Table 2). Most of the chemical engineering applications of elliptic integrals to date have been in the fluid mechanics area.
NOMENCLATURE A surface area formed by the liquid level in a tank
A0
cross-sectional area of flow opening a length of semi-major axis of an ellipse b length of semi-minor axis of an ellipse C circumference of a circle; length of chord formed by a
liquid level C
0 = orifice discharge coefficient
Cw weir discharge coefficient c length of third semi-axis of an ellipsoid
D diameter of a circular tank or weir d diameter of a circle
d0
= diameter of flow opening E = elliptic integral (incomplete or complete) of the second
kind
e eccentricity of an ellipse l ={[a 2 -b2 J1' 2} 1aJ
F incomplete elliptic integral of the first kind g acceleration due to gravity H variable elevation of the liquid level in a tank above the
outlet of drain piping h maximum elevation of a swinging pendulum above its
rest point; variable elevation or height of the liquid level in a tank
h1
= initial elevation or height of the liquid level in a tank h
0 elevation of a tank bottom above the outlet of drain piping
I general integral of Eq. (8) K complete elliptic integral of the first kind k modulus of elliptic integrals; parameter in calculation of
ellipsoidal surface areas, defined in Eq . (14) L equivalent length of piping n parameter of elliptic integrals of the third kind P perimeter of an ellipse q volumetric flow rate
R rational function of x and ✓X in Eq . (8); radius of a circular tank or weir
r radius of a circle S surface area of an ellipsoid s length of arc T period of oscillation for a swinging pendulum
time u argument of elliptic functions
V fluid volume v linear velocity
W length of a horizontal cylinder X cubic or quartic function of x in Eq. (8) x arbitrary independent variable of integration; horizontal
coordinate y vertical coordinate z thickness of a flat plate
Greek Letters a angular amplitude of oscillation of a pendulum qi = amplitude of elliptic integrals u = parameter in calculation of ellipsoidal surface areas,
Summer 1996
IT
7t
0
defined in Eq. (13)
elliptic integral (incomplete or complete) of the third kind number pi (3.14159 .. . )
theta function; angular argument of elliptic integrals
REFERENCES
1. Geankoplis, C.J. , Transport Processes and Unit Operations, 2nd ed. , Prentice-Hall, Englewood Cliffs, NJ (1983)
2. Lawden, D.F. , Elliptic Functions and Applications, SpringerVerlag, New York, NY (1989)
3. Bowman, F., Introduction to Elliptic Functions with Applications, English Universities Press Ltd., London, England (1953)
4. Byrd, P.F., and M.D. Friedman, Handbook of Elliptic Integrals for Engineers and Physicists, 2nd ed., Springer-Verlag, Berlin (1971)
5. Gradshteyn, LS., and I.M. Ryzhik, Tables of Integrals, Series, and Products, Academic Press, New York, NY (1980)
6. Spiegel, M.R. , Mathematical Handbook of Formulas and Tables, (Schaum's Outline Series), McGraw-Hill, New York, NY (1968)
7. Jahnke, E., and F. Emde, Tables of Functions, 4th ed. , Dover Publications, New York, NY (1945)
8. Handbook of Chemistry and Physics, 38th ed., Chemical Rubber Publishing Co., Cleveland, OH (1956)
9. Reddick, H.W., and F.H. Miller, Advanced Mathematics for Engineers, 3rd ed., Wiley, New York, NY (1955)
10. Wellek, R.M., A.K. Agrawal, and A.H.P. Skelland, "The Shape of Liquid Drops Moving in Liquid Media," AIChE J., 12, 854 (1966)
11. Streeter, J.C ., Fluid Mechanics, 4th ed., McGraw-Hill, New York, NY (1966)
12. Yennard, J.K. , and R.L. Street, Elementary Fluid Mechanics, 5th ed., Wiley New York, NY (1976)
13. Stevens, J.C. , "Flow Through Circular Weirs," Proc. ASCE, J. Hydraulics Div., 83(HY6), Paper 1455 (1957)
14. Skelland, A.H.P., and J.T. Sommerfeld, "A Simple Equivalent to an Elliptic Integral Expression for Liquid Overflow Rates from Tanks," Tappi J ., 73(8), 177 (1990)
15. Sommerfeld, J .T. , and M.P. Stallybrass, "Flow Equations for Parabolic and Elliptical Weirs ," J . Envtl. Sci. Health, in press
16. Foster, T.C., "Time Required to Empty a Vessel," Chem. Engrg., 88(9), 105 (1981)
17. Crowl, D.A., and J.F. Louvar, Chemical Process Safety: Fundamentals with Applications, Prentice-Hall, Englewood Cliffs, NJ (1990)
18. Hart, P .W., and J.T. Sommerfeld, "Expressions for Gravity Drainage of Annular and Toroidal Containers," Proc. Safety Progr., in press
19. Crowl, D.A., "Liquid Discharge from Process and Storage Vessels," J . Loss Prev. Process Ind., 5, 73 (1992)
20. Sommerfeld, J .T., and M.P. Stallybrass, "Elliptic Integral Solutions for Fluid Discharge Rates from Punctured Horizontal Cylindrical Vessels," J. Loss Prev. Process Ind., 6, 11 (1993)
21. Loiacono, N.J. , "Time to Drain a Tank with Piping," Chem. Engrg. , 94(13), 164 (1987)
22. Sommerfeld, J .T., and M.P. Stallybrass, "Elliptic Integral Solutions for Drainage of Horizontal Cylindrical Vessels with Piping Friction," Ind. Eng. Chem. Res., 31, 743 (1992)
23. Sommerfeld, J.T. , and M.P. Stallybrass, "Elliptic Integral Solutions for Drainage of Saturator Troughs Through Piping," Amer. Dyestuff Reporter, 80(10), 20 (1991) 0
219

.taillil51111iiii31-c_u_rr_i_c_u_l_u_m ________ __..)
COMPARISON OF GAMS, AMPL, AND MINOS
FOR OPTIMIZATION XUEYU CHEN, KR1sHNARAJ S. RAo, JuFANG Yu, AND RALPH W. PIKE Louisiana State University • Baton Rouge,, AL 70803
0 ptimization of plant operations and process design requires maximizing a profit function subject to a plant model that can involve thousands of con
straint equations. The mathematical programming modeling languages of GAMS and AMPL were developed to alleviate many of the difficulties associated with the development and solution of large, complex mathematical programming models like these and to allow direct formulation and solution on a computer. They have problem formulation in a language very similar to the mathematical statement of the optimization problem.
The modeling language GAMS (General Algebraic Modeling System) was developed at the World Bank to facilitate the solution of multi-sectoral economy-wide modelsl' l where FORTRAN programs had been previously used. The modeling language AMPL (A Modeling Language for Mathematical Programming) was developed at AT&T Bell Laboratories for communication applications. l21 These two languages offer an efficient and effective way to solve mathematical programming problems at the expense of learning another programming language. Both languages have similar construction, and AMPL is interactive and use separate model and data files.
GAMS appeared in 1988, is now in version 2.25, and has a number of linear, mixed integer linear, nonlinear, and mixed integer nonlinear solvers, including MINOS , CONOPT, CPLEX, DICOPT, LAMPS, XA, and OSL, among others .l31
AMPL appeared in 1993 and includes the solvers MINOS,
Xueyu Chen is a PhD candidate in chemical engineering at Louisiana State University. Krishnaraj S. Rao received his MS degree from Louisiana State University in computer engineering and is currently with Intel Corporation in Palo Alto, California. Jufang Yu is a PhD candidate in industrial engineering at Louisiana State University. Ralph W. Pike is the Paul M. Horton Professor of Chemical Engineering at Louisiana State University.
© Copyright ChE Division of ASEE 1996
220
XA, and OSL, with others to become availabJe_l4J Both have mainframe, workstation, and PC versions, and they have student editions that can solve small problems (about 300 constraint equations). The manual is the same for all versions, and licensing fees are comparable.
GAMS has been used to solve chemical engineering optimization problems, and Grossmannl5J has edited a CACHE Design Case Studies Series with a number of typical problems for use in optimization courses. Also, we have used GAMS and AMPL in research and instruction and have found them to be valuable tools that can be used to solve a range of optimization problems. Consequently, we offer here a brief comparison of GAMS, AMPL, and MINOS to assist those who would like to take advantage of this new approach for solving mathematical programming problems.
Prior to GAMS and AMPL, codes like MINOS were used to solve large linear and nonlinear programming problems. MINOS (Modular In-Core, Non-Linear Optimization System) is a widely used nonlinear programming solver that was developed in the System Optimization Laboratory of the Department of Operations Research at Stanford University. It is described as a FORTRAN-based computer system that solves large-scale linear and nonlinear optimization problems. l61 Two files are needed to solve linear programs. One a MPS (IBM-Mathematical Programming System) file, is required for all problems to define the names of all variables and constraints and to specify the bounds and initial values for variables. The other is a SPECS (Specifications) file that sets various run-time parameters.
For nonlinear programming problems, two additional FORTRAN subroutines, FUNOBJ and FUNCON, are required. The nonlinear parts of the objective function are provided in a FORTRAN subroutine FUNOBJ, and the nonlinear constraints are defined by the subroutine FUNCON. The subroutine FUNOBJ calculates values of the nonlinear part of the objective function and as many gradients as possible. The subroutine FUNCON is used to evaluate the nonlinear
Chemical Engineering Eduction

TABLE 1 TABLE2 AMPL has essentially all of the
features of GAMS but is more flexible and interactive. The process and economic models can be input in segments; debugging and running the optimization can be done with the results viewed. In GAMS, a model file has to be edited, and this file is run in a separate step.
GAMS Program for Problem Pl
$TITLE Example Problem (a:) AMPL Model File for Problem Pl
* Define the variables in the optimization problem VARIABLES X,Y;
# Input the bounds for the variables in the optimization problem var X>=L, <=U;
POSITIVE VARIABLES X,Y; var Y>=L, <=U;
*Specify the values of constants in the problem PARAMETER CT/ value .. ./;
# Define the names of the constants in the problem param CT;
PARAMETER OT / value ... /; param OT; PARAMETER A I I value .. ./; param Al PARAMETER A2 / value .. ./; param A2 PARAMETER A3 / value .. ./; param A3
* Define the objective function and constraints EQUATIONS OBJFUN
# Define the objective function of the problem minimize obj: F[X] + CT*X + DT*Y;
In summary, GAMS and AMPL modeling languages act as a bridge between mathematical programming problems and FORTRAN solvers for problem formulation, and they can apply different solvers to an optimization problem. Also, both have a presolve phase that uses bound tightening procedures and variable substitutions to reduce the number of constraints and variables. On the other hand, FORTRAN solvers provide experienced modelers with more flexibility in setting run-time parameters, which is important for large and complicated problems.
CON! CON2;
# Define the constraint equations of the problem subject to CON! ; f[X] + Al *Y =BI
OBJFUN .. TCOST=E=F[X] + CT*X+DT*Y; CON!.. f[X] + Al *Y=E=BI ;
subject to CON2: A2*X + A3*Y = B2;
CON2 .. A2*X + A3*Y=E=B2
*Impose the bounds on the variables lb;) AMPL Data File for Problem Pl
X.UP = U; Y.UP = U;
# Input the values of the constants in the problem
X.LO=L; Y.LO=L;
*Specify the equations included by model 'Example" MODEL Example/all/;
• Give the solve statement SOLVE Example USING NLP MINIMIZING TCOST;
• Display the optimal solution DISPLAY X.L, Y.L;
param CT :=value .... ; param OT :=value .... ; param A I :=value ... . ; param A2 :=value ... . ; param A3 :=value .... ;
constraints and as many elements of the Jacobian matrix as possible. The current version of MINOS is 5.4, which added a callable subroutine feature to version 5.3.
GAMS 2.25 is described as a high-level language that makes concise algebraic statements of mathematical programming models in a language that is relatively easy to read and write and hence is easy to understand and implement.111 Further, the advantages of GAMS over FORTRAN solvers like MINOS are described as providing a computer language for compact representation of large and complex models, allowing changes to be made in model specifications simply and safely, having unambiguous statements of algebraic relationships, and permitting model descriptions that are independent of solution algorithms.
A GAMS program is a collection of statements in the GAMS language. These statements consist of the sentences that define data structures, initial values, and data modifications and of equations that provide relationships among the variables. When problems contain matrices and vectors, sets and indices are used to express these statements in a concise form . The program calls on an adapted version of a solver, such as MINOS, that is controlled by a number of default parameters or "options" similar to the SPECS file in MINOS.
Summer 1996
GAMS AND AMPL STATEMENTS OF THE OPTIMIZATION PROBLEM
Both linear and nonlinear programming problems can be expressed in the following standard mathematical form used by MINOS:
minimize F( X) + c T x + d Ty objective function
subject to f(x)+A 1y=b 1 nonlinear and linear (Pl)
A2x+A 3y=b2 equality constraints
l $(x,y)$ u variable bounds
where the vectors (c, d, b1, b2, l, u) and the matrices (A1, A2,
and A3) are constants, where F(x) is a smooth scalar function, and where f(x) is a vector of smooth functions .l61 Pl is a linear programming problem if x is zero. The objective function gives a measure of the profit or cost of the operation of a plant, and the constraint equations represent material and energy balances, rate equations, equilibrium relations, demand for product, availability of raw material, etc.
The GAMS and AMPL statements are given in Tables 1 and 2 for the mathematical programming problem Pl with the parameters and variables as scalars. The AMPL model file is in Table 2a and the data file is in Table 2b. As can be seen in Tables 1 and 2a,b, the modeling language representations are similar to the mathematical statements for problem Pl. Both start by defining variables and parameters and then follow with the objective function and constraints. GAMS
221

has the values of parameters with their definitions, and AMPL has the values of parameters in a data file. These programs are easy to read, and they can be checked by people other than the modeler.
A nonlinear fuel oil allocation optimization problem by Karimi from the CACHE compilation of GAMS modeJsC5l is given in the appendix with the GAMS, AMPL, and MINOS codes and solutions . This is a representative illustration for the comparison of these three methods. In the next section, results are given for comparisons of eleven small standard engineering optimization problems. Copies of the GAMS, AMPL, and MINOS codes for these problems are available by sending an e-mail request to
COMPARISONS OF ST AND ARD OPTIMIZATION PROBLEMS
A comparison was made among GAMS, AMPL, and MINOS to evaluate their capability of solving eleven standard engineering optimization problems. These included two linear and nine nonlinear programming problems given by Grossmann /51 Pike ,c 71 Hock and Schittkowski,csJ and Schittkowski_l9J A brief description of each problem is given in Table 3, and a summary of the optimization results is given in Table 4. The performance of these three programs was evaluated by comparing the number of major and minor iterations, the number of superbasic variables left at the optimum, and the number of function calls.
In a major iteration of the optimization algorithm, the nonlinear constraints are linearized at a point to give a set of linearized constraints. A major iteration is a step between the linearizations of the nonlinear constraints. The minor iterations are steps of the simplex or reduced gradient method that search for the feasible and optimal solution based on these linearized constraints. For linearly constrained problems, only minor iterations take place. For nonlinearly constrained problems, both major and minor iterations are required, and minor iterations take place between the successive linearizations of the nonlinear constraints. The number of major and minor iterations, especially for nonlinear problems, strongly depends on the initial values and bounds on the variables, the expressions for constraint equations, and the run-time parameters.
In the reduced gradient algorithm, the total of n variables are separated into a set of m basic variables , where m is the number of constraints and (n-m) nonbasic or independent variables. The superbasic variables are subset of the nonbasic variables that can profitably be changed.l111 At the first feasible point, all nonbasic variables away from their bounds are chosen as superbasic,
222
TABLE3 Description of Standard Optimization Problems
PROBLEM
Refinery Scheduling LP
9 variables 4 eq., 8 ineq. constraints
Petroleum Refinery LP
33 variables 21 eq., 16 ineq. constraints
Fuel Allocation NLP
8 variables 2 eq., 6 ineq. constraints
Optimization of Sulfur Content NLP
IO variables 5 eq., 2 ineq. constraints
Alkylation Process Optimization NLP
IO variables 7 eq. constraints
Chemical Equilibrium I NLP
12 variables 4 eq. constraints
Chemical Equilibrium II NLP
IO variables 3 eq. constraints
Heat Exchanger Network Configuration - NLP
15 variables 13 eq., I 6 ineq. constraints
A Multi-Spindle Autom. Lathe NLP
IO variables I eq., 14 ineq. constraints
Optimization of Linear Objective Function & Quad. Constraints - NLP
15 variables 10 ineq. constraints
Optimization of Nonlinear Objective Function & Quad. Constraints-NLP
7 variables 2 eq., 3 ineq. constraints
DESCRIPTION
A refinery produced gasoline, heating oil, jet fuel, and lube oil from limited amount of 4 different crudes. The objective was to maximize the profit per week by increasing product sales and reducing the operating and purchase costs of crude (Karimi in [5])
The objective of this simple, yet non-trivial problem was to find the optimum operating conditions for a refinery that maximized profit. It had three process units, each having several input and output streams, and it had four product streamsPI
A two-boiler turbine-generator, using a combination of fuel oil and blast furnace gas (l imited amount) was used to produce power. The objective was to minimize the consumption of fuel oil required to generate a specified amount of power. The fuel requirements were expressed as a quadratic function of the generated power. (Karimi in [5])
Three streams having different sulfur intents were combined to form two products having specifications on the maximum sulfur content. The objective was to maximize profit subject to linear and bilinear product and quality constraints.1'01
A reactor and fractionator system was used with four feeds to produce alkylate. The objective was to maximize a profi t function that included the cost of feed and recycle and sale of product. (Biegler in [5])
The objective was to find the equilibrium composition of a mixture of ten chemical species by minimizing the Gibbs free energy subject to elemental balance constraints. This was done by varying the composition of the mixture to arrive at the optimal point. (Karimi in [5])
The objective was to fi nd the equilibrium composition by minimizing the Gibbs free energy subject to three elemental balances. 181
The objective was to identi fy the minimum cost for a utility network configuration for a specified combination of process stream matches. rt ee and Grossmann in [5])
The optimization of a multi-spindle automatic lathe was to minimize a nonlinear objective function subject to fi fteen generalized polynomial constraints. 191
This optimization problem was to minimize a linear objective function subject to ten quadratic constraints. 191
This optimization problem was to minimize a general nonlinear objective function subject to two quadratic and three linear constraints. 191
Chemical Engineering Eduction

TABLE4 Comparison of Solutions for Standard Optimization Problems
with MINOS, GAMS and AMPL
Problem
Refinery Scheduling LP
9 variables 4 eq., 8 ineq. constraints
Petroleum Refinery LP
33 variables 21 eq., 16 ineq. constraints
Fuel Allocation NLP
8 variables 2 eq., 6 ineq. constraints
Optimization of Sulfur Content NLP
10 variables 5 eq., 2 ineq. constraints
Solver
MINOS GAMS AMPL
MINOS GAMS AMPL
MINOS GAMS AMPL
MINOS GAMS AMPL
Alkylation Process Optimization MINOS NLP GAMS
IO variables AMPL 7 eq. constraints
Chemical Equilibrium I NLP
I 2 variables 4 linear eq. constraints
Chemical Equilibrium Il LP
IO variables 3 linear eq. constraints
MINOS GAMS AMPL
MINOS GAMS AMPL
Heat Exchanger etwork MINOS Configuration - NLP GAMS
15 variables AMPL 13 eq., 16 ineq. constraints
A Multi-Spindle Autom. Lathe MINOS NLP GAMS
IO variables AMPL I eq., 14 ineq. constraints
Optimization of Linear Objective MINOS Function & Quad. Constraints - NLP GAMS
15 variables AMPL IO ineq. constraints
Optimization of Nonlinear Objective MINOS Function & Quad. Constraints-NLP GAMS
7 variables AMPL 2 eq., 3 ineq. constraints
Summer 1996
No. of Iterations Superbasic Var No of Function Obj. Function Major Minor at Opt Calls Value
7 10 7
14 14 14
14 16 13
6 8 19
5 4 4
12 12 12
4 II 12
4 $3.4x I D6/wK $3.4x I D6/wK
5 $3.4xl06/wK
32 26 26
15 33 15
24 27 24
19 131 40
26 26 26
39 21 31
8 78 29
24 8 12
11 7 200 11 9
9 53 50
0 0 0
0 0 0
0 0 I
13 8 II
29 73 47
86 70 68
76 750 206
75 76 72
Ill 45 90
180 22 172
11 6 22 78
292 339 296
46 196 226
$702,000 $702,000 $702,000
4.68 1 ton/hr 4.68 I ton/hr 4.68 I ton/hr
-750 units -750 units -750 units
$1, I 54.43/day $1,154.43/day $1, 161.34/day
-43.38 -43.49 -43.49
-47.76109 -47.76109 -47.76109
$56,825.83 $56,825.83 $56,825.83
-4,430.088 -4,430.088 -4,430.005
-1,840.00 -1,840.00 -1,840.00
-37 .41 3 -37 .41 3 -37.41 3
and a variable will leave the superbasis if it hits a bound or becomes basic. During the iterations, nonbasic variables are allowed to enter the superbasis before the beginning of each line search, provided their reduced gradients are significantly large. The number of superbasic variables left in the solution at the optimal point indicates the number of nonbasic variables whose optimal values are not on the bounds.
The number of function calls is the number of times that subroutines FUNOBJ and FUNCON have been called to evaluate the nonlinear objective function and nonlinear constraints.161 The number of functions calls to nonlinear objective and constraint equations is a measure of the computational effort required to reach the optimum. c61
For the two linear programming problems, the values of the optimum obtained by GAMS, AMPL, and MINOS were the same as shown in Table 4. The only difference was in the number of iterations that each took to reach the optimal solution. This difference probably came from the variations of default ::iitial values and bounds on the variables specified by the three programs.
As shown in Table 4, there were differences in the number of iterations, superbasic variables left at the optimum, and function calls for the solutions of the nine nonlinear problems. For six of the nine nonlinear optimization problems, the same optimal solution was located by the three methods without providing starting points. Also, the optimal solutions were sensitive to the starting points of the variables for two of the problems because of the nonlinearities in the objective function and constraints as described below. These two problems proved to be a challenge for the methods, and typical difficulties were encountered in obtaining the solution of nonlinear optimization problems.
For the alkylation process optimi-
223

zation, the values of the objective function at the optimum were the same for GAMS and MINOS ($1,154.43/day), which was the same as Grossmann'sf51 result. But AMPL gave a slightly better optimal value ($1,161.34/day). This optimal solution had been reported by the original author of the problem, Liebman, et al.r 121 Grossmann claimed the difference between the optimal results from his GAMS solution and Liebman's solution was likely due to different default tolerances in MINOS. Also, we have shown that this problem has multiple optimal solutions, and several local maxima have been found by giving different starting points. In the absence of a specified starting point, MINOS executed the problem by setting the variables to zero or to a bound (if it was specified) that was closest to zero and exited when an optimum was located. Without good starting points for most of the variables, MINOS was unable to reach the final maximum objective value. But GAMS found the optimal solution with only one variable initialized, and AMPL was able to reach the final optimal solution without the initialization of any variable.
The multi-spindle automatic lathe problem minimized a nonlinear objective function subject to ten nonlinear constraints. For this optimization problem, GAMS successfully located the global optimal solution from different starting points, or even without specifying a starting point. MINOS and AMPL could locate the correct global optimal solution only when a starting point close to the global optimal solution was given. Otherwise, some sub-optimal solutions were found. Also, when this problem was solved using GAMS with the CONOPT solver, re-scaling of variables and constraints was required-otherwise the problem could not be solved. When a starting point close to the global optimal solution was specified for the three methods, GAMS and MINOS found the same optimal value (-4,430.088), but AMPL located a slightly higher value (-4,430.005). This illustrates the need for starting points close to the optimum and scaling of variables and constraint equations.
In Table 5, measures of the computation efficiency are given by the total number of iterations, superbasic variables left, and function calls for the eleven problems. MINOS took fewer iterations and function calls than GAMS and AMPL in total and for most problems. This may be significant for large, complicated problems. But creating the MPS file and FORTRAN subroutine for MINOS is time consuming and prone to errors. These drawbacks for MINOS may supplant its advantage. For example, some of these optimization problems were assigned to students for homework in an optimization course. A few students solved the problems using MINOS in the time allotted, while all found optimal solutions by AMPL and GAMS. Also, they reported that GAMS and AMPL were easier to use than MINOS when starting with no experience with these methods.
All of the problems required well-scaled variables and
224
TABLES Comparison of the Computation Efficiency for Eleven
Optimization Problems with MINOS, GAMS, and AMPL
Total of major Total of minor Total of superbasic Total iterations iterations variables left function calls
MINOS
GAMS
AMPL
62
75
81
317 610
377
32 ·27 31
1011
1593
1255
constraint equations. Scaling is performed by multiplying factors to have the variables and constraints close to a magnitude of one. 111 Scaling is key to obtaining optimal solutions for problems with widely varying values of the variables and constraint equations. The users manuals describe procedures for scaling.
SUMMARY Programming and solving standard optimization problems
showed that GAMS, AMPL, and MINOS are all effective, and they release modelers from programming optimization algorithms. The comparisons showed that optimization problems are relatively easy to program in GAMS and AMPL, and they offer a choice of solvers and have a presolve phase to reduce model size. In addition, AMPL has features of separate model and data files , flexible output, and options to run batch operations. GAMS provides a comprehensive output summary that is very helpful in detecting model errors, and it is interfaced with more solvers than AMPL now. MINOS could be more robust than GAMS and AMPL, but programming is more difficult. In addition, this is an active area for developments; Floudas describes MINOPT,1131 an automated mixed-integer nonliner optimizer. Also, GAMS has been extended to use the APROS technique to connect the NLP and MILP in the decomposition of MINLP (Paules and Floudas in [5]) .
REFERENCES 1. Brooke, A., D. Kendrick, and A. Meeraus, GAMS: A User's
Guide, Release 2.25, The Scientific Press, San Francisco, CA (1992)
2. Fourer, R. , D.M. Gay, and B.W. Kernighan, AMPL: A Modeling Language for Mathematical Programming, The Scientific Press, San Francisco, CA (1993)
3. Meeraus, A., General Algebraic Modeling System, GAMS Development Corp., Washington, DC (1994)
4. Kernigham, B.W., personal communication (1994) 5. Grossmann, I.E ., Ed. , Chemical Engineering Optimization
Models with GAMS: CACHE Process Design Case Studies Series, CACHE Corp., Austin, TX (1991)
6. Murtagh, B.A. , and M.A. Saunders, MINOS 5.4 User's Guide, Technical Report SOL 83-20R, Systems Optimization Laboratory, Department of Operations Research, Stanford University, Stanford, CA (1993)
7. Pike, R.W., Optimization for Engineering Systems, Van Nostrand Reinhold Company, Inc., New York, NY (1986)
8. Hock, W. , and K. Schittkowski, Test Examples for Nonlinear Programming Codes, Springer-Verlag, New York, NY
Chemical Engineering Eduction

(1981) 9. Schittkowski, K., More Test Examples for Nonlinear Pro
gramming Codes, Springer-Verlag, New York, NY (1987) 10. Floudas, C.A., and I.E. Grossmann, "Algorithmic Approaches
to Process Synthesis: Logic and Global Optimization," Fourth Int. Conf on Founds. of Computer-Aided Prog. Design, CACHE, American Institute of Chemical Engineers, New York, NY (1995)
11. Drud, A. , "CONOPT: A GRG Code for Large Sparse Dynamic Nonlinear Optimization Problems," Math. Programming, 31, 153 (1985)
12. Liebman, J. , L. Lasdon, L. Schrage, and A. Waren, Modeling and Optimization with GINO, Scientific Press, Palo Alto, CA (1984)
13. Floudas, C.A. Nonlinear and Mixed-Integer Optimization, Oxford University Press, New York, NY (1995)
APPENDIX
A FUEL ALLOCATION OPTIMIZATION PROBLEM
This is a simple, nonlinear, allocation optimization given in the CACHE compilation of GAMS models by Karimi _rsi The problem statement has a two-boiler, turbine-generator combination producing a minimum power output of 50 MW, as shown in Figure 1 (next page). Fuel oil and blast furnace gas (BFG) are to be used, and 10 fuel units per hour of BFG are available. A minimum amount of fuel oil is to be purchased to produce the required power from the two generators. The amount of fuel used, F, in tons per hour for fuel oil
TABLE Al
@ GAMS Code for Fuel Allocation Optimization151
$TITLE Power Generation via Fuel Oil
* Define index sets SETS G Power Generators /gen I *gen2/
F Fuels/oil,gas/ K Constants in Fuel Consumption Equations/0*2/;
*Define and Input the Problem Data TABLE A(G,F,K) Coefficients in the fuel consumption equations
0 I 2 gen I.oil 1.4609 .15186 .00 145 gen I.gas 1.5742 .16310 .00 1358 gen2.oil 0.8008 .203 10 .0009 16 gen2.gas 0. 7266 .22560 .000778;
PARAMETER PMAX(G) Maximum power outputs of generators /GENI 30.0, GEN2 25.0/;
PARAMETER PMlN(G) Minimum power outputs of generators /GEN I I 8.0, GEN2 14.0/;
SCALAR GASS UP Maximum supply of BFG in units per h /10.0/
PREQ Total power output required in MW /50.0/;
*Design optimization variables VARIABLES P(G) Total power output of generators in MW
X(G,F) Power outputs of generators from specific fuels Z(F) Total Amounts of fuel purchased OILPUR Total amount of fuel oil purchased;
POSITNE VARIABLES P, X, Z;
* Define Objective Function and Constraints EQUATIONS TPOWER Required power must be generated
PWR(G) Power generated by individual generators OILUSE amount of oil purchased to be minimized FUELUSE(F) Fuel usage must not exceed purchase;
TPOWER .. PWR(G) .. FUELUSE(F) .. OILUSE ..
SUM(G, P(G))=G=PREQ; P(G)=E=SUM(F, X(G,F)); Z(F)=G=SUM((K,G),a(G,F,K)*X(G,F)**(ORD(K)-1 )); OILPUR=E=Z("OIL");
• Impose Bounds and Initialize Optimization Variables • Upper and lower bounds on P from the operating ranges
P.UP(G) = PMAX(G);
Summer 1996
P.LO(G) = PM! (G); *Upper bound on BFG consumption from GASS UP
Z.UP("gas") = GASSUP; * Specify initial values for power outputs
P.L(G)=.5*(PMAX(G)+PMIN(G));
* Define model and solve MODEL FUELOIL/all/; SOL VE FUELOIL USING NLP MINIMIZI G OILPUR;
DISPLAY X.L, P.L, Z.L, OILPUR.L;
@GAMS Solution for Fuel Allocation Optimization
MODEL STATISTICS
BLOCKS OF EQUATIONS 4 SINGLE EQUATIONS 6 BLOCKS OF VARIABLES 4 SINGLE VARIABLES 9 NON ZERO ELEMENTS 16 NON LINEAR N-Z 4 DERIVATIVE POOL 5 CONSTANT POOL 15 CODE LENGTH 81
GENERATION TIME =0.220 SECONDS EXECUTION TIME =0.280 SECONDS VERID MW2-00-05 l
SOLVE SUMMARY
MODEL FUEL OIL OBJECTIVE OILPUR TYPE LP DIRECTION MINIMIZE SOL VER MINOS5 FROM LINE 54
**** SOLVER STATUS I NORMAL COMPLETION **** MODEL STATUS 2LOCALLY OPTlMAL **** OBJECTIVE VALUE 4.6809
EXIT - OPTIMAL SOLUTION FOUND MAJOR ITNS, LIMIT 10 200 FUNOBJ, FUNCON CALLS O 73 SUPERBASICS I INTERPRETER USAGE 0.00 NORM RG / NORM Pl 2.532E-IO
VARIABLE X.L Power outputs of generators from specific fuels OIL GAS
GENI 10.1 14 19.886 GEN2 3.561 16.439
VARIABLE P.L Total power output of generators in MW GEN I 30.000, GEN2 20.000 VARIABLE Z.L Total Amounts of fuel purchased OIL 4.681, GAS 10.000 VARIABLE OILPUR.L = 4.6809 Total amount of fuel oil purchased
225

226
TABLEA2
@ AMPL Model file for Fuel Allocation Optimization
set G;
set F;
set K;
param COEFF{G, F, K} >=0;
param PMAX {gin G} ;
param PMIN {gin G};
param J {kin K};
varP{g in G} >=PMIN[g}, ,<=PMAX(g} ;
varX(g inG, fin F} >=0;
var Z{ fin F} >=0;
minimize purch_oil{ fin F}: Z["oil"];
subject to TPWR: sum {gin G} P(g]>=50;
subject to PWR (gin G}: sum {f in F} X[g,f]=P[g] ;
subject to FUELUSE {fin F} : sum {kin K, gin G} COEFF[g, f, k]*X[g, f]**J[k]=Z[f];
subjectto BFG {f in F} : Z["gas"] <=10;
@ AMPL Data file for Fuel Allocation Optimization
set G:=gen I gen2;
set F:=oil, gas;
set K:=O, I, 2;
param COEFF:=
[gen! ,•,*]:
oil
gas
[gen2, •, *]:
oil
gas
param: PMAX PMIN:=
gen! 30
gen2 25
param: I:=
0 0 I I
2 2;
0 2 .-
1.4609 0. 15186 0.001450
1.5742 0.16310 0.001358
0 I 2 :=
0.8008 0.20310 0.000916
0.7266 0.22560 0.000778
18
14;
@ AMPL Solution for Fuel Allocation Optimization
MINOS 5.4:
EXIT-optimal solution found
No. of interations 15 Objective value 4.6808895430E+OO
No. of major interations Linear objective 4.6808895430E+OO
Penalty parameter .000100 Nonlinear objective 0.OOOOOOOOOOE+OO
No. of calls to funobj 0 No. of calls to funcon 47
No. of superbasics I Norm of reduced gradient I .350E-08
No of basic nonlinears 3 Norm rg / Norm pi 9.610E-09
P[*] :=gen I 30 gen2 20;
X :=gen I gas 19.8857 gent oil I0.1143
gen2 gas 16.4388 gen2 oil 3.56123;
Z[*]:= gas JO oil 4.68089;
~I Generator I
r~ Fue/Oil -
Blast Furnace -Gas(BFG)
I Generator2 ~ Geocratoc Fuel Type .. ., .,
I Fuel oil 1.4609 0.15186 0.001450 1 BFO 1.5742 0.16310 0.001358 2 Fuel oil 0.8008 0.20310 0.000916 2 BFO 0.7266 0.22560 0.000778
Figure 1. Diagram and parameters for fuel allocation optimization.151
50MW
or units per hour for BFG is a quadratic function of the power produced, X, in MW, i.e.,
F=ao + a IX + a2X2
where the regression parameters a0, al' and a2 are listed in Figure 1 for the two fuels and the two generators. Also, the ranges of operation for generators one and two are (18, 30) MW and (14, 25) MW respectively.
The optimal solution will determine the minimum amount of fuel oil to be purchased and its di stribution between the two generators. If Fii is the amount of fuel type j U= 1 for fuel oil and j=2 for BFG) used by generatori (i=l ,2), then Xii is the corresponding power generated. If Z 1 is the total amount of fuel oil purchased for the two generators, Z2 is the total usage of BFG for the two generators, and Pi is the power generated by generator I, then the problem can be stated as :
Minimize: Z 1
Subject to: 2
L/ijo+aijlxij+aij2XD :s; zj
i=I
Xi1+Xi2-Pi=O for i=l,2
P1 +P2 ~50
0$Z2 $ 10
l8$ P1 $30
14 $ P2 $ 25
for j=l,2
This problem has eight variables and two equality and six inequality constraint equations.
The input files for this problem in GAMS, AMPL, and MINOS are given in Tables Al, A2, and A3 . The model statements are similar in GAMS and AMPL, and AMPL has separate model and data files. But the files for MINOS are more complicated, as shown in Table A3a,b, the MINOS MPS and SPC files. The output files are given in Table Alb for GAMS , Table A2c for AMPL, and Table A3d for MINOS , and all three found the same optimal fuel allocation.
Chemical Engineering Eduction

I@ MINOS MPS File for Fuel Allocation Optimization I NAME FUELOIL ROWS LOIL_AMT LGAS_AMT EGENTI EGENT2 GTPOWER NPUR_OIL
COLUMNS XII GENT! 1.0 X12 GENT! 1.0 X21 GENT2 1.0 X22 GENT2 1.0 ZI PUR_OIL 1.0 Z2 Pl GE Tl -1.0 TPOWER 1.0 P2 GENT2 -1.0 TPOWER 1.0
RHS DEMA D TPOWER 50.0
UPBOU DOI Z2 10.0 UPBOUNDO I Pl 30.0 LOBOUND0I Pl 18.0 UPBOUND0 I P2 25.0 LO BOUND0I P2 14.0 FR INITIAL Pl 24.0 FR INITIAL P2 19.5
ENDATA
@ MINOS SPC (Specifications) File for Fuel Allocation Optimization
BEGIN FUEL OIL (NLP problem)
• • To Minimize the Consumption of Fuel Oil for Fuel Oil Allocation *
Problem Number Minimize Rows Columns Elements
MPS file
Print level Print frequency
II
20 30 50
10
I *OK for small problems I
Summary frequency I
Nonlinear constraints 2 Nonlinear Jacobian Var 6 Nonlinear Objective Var 0
Summer 1996
TABLEA3
Scale Option 2 E D FUELOIL PROBLEM
I 0 Funcon Subroutines for Fuel Allocation Optimization
PROGRAM MINOS IMPLICIT DOUBLE PRECISION (A-H, O-Z) PARAMETER (NWCOR.£=30000) DOUBLE PRECISION 2(30000) CALL MINOS I (Z,NWCORE)
END
******************** SUBROUTINE TCON (MODE, M, N, NJAC, X, F, G, STATE, NPROB, Z, NWCORE) IMPLICIT DOUBLE PRECISION (A-H, O-Z) DOUBLE PRECISION X(N), F(M), G(M,N), Z(NWCORE) COMMON /MIFILE/TREAD, !PRINT, ISUMM COMMON /M8DIFF/DlFINT(2),GDUMMY,LDERIV,LVLDIF,KNOWNG(2) F(i)=l.4609 + (0.151 86*X(I )) + (0.001450*(X(l)**2)) + + 0.8008 + (0.203 I0*X(3)) + (0.000916*(X(3)**2)) - X(5) F(2) = 1.5742 + (0.16310*X(2)) + (0.001358*(X(2)**2))
+ + 0.7266 + (0.22560*X(4)) + (0.000778*(X(4)**2)) - X(6) G( I, I) = 0.15186 + (2.0*(0.00 I 450)*X( I))
G(l ,3) = 0.203 IO + (2.0*(0.0009 I 6)*X(3)) G(l,5) =-1.0 G(2,2) = 0.16310 + (2.0*(0.001358)*X(2)) G(2,4) = 0.22560 + (2.0*(0.000778)*X(4)) G(2,6) = -1.0
RETURN END
I @MINOS Solution for Fuel Allocation Optimization
EXIT - optimal solution found
FlJELQ[L
No. of iterations 15 Objection value 4.6808896266E+OO o of major interations 7 Linear objective 4.6808896266E+OO
Penalty parameter .00 I 00 Nonlinear objective 0.OOOOOOOOOOE+OO o. of calls to funobj 0 o. of calls to funcon 29
No. of superbasics I Norm of reduced gradient 9.160E-07 No. of basic nonlinears 4 orm rg / Norm pi 9. I 76E-08 No. of degenerate steps 0 Percentage .00 Norm of x (scaled) 3.148E+OO orm of pi (scaled) 9.983E+OO
COLUMN STATE ACTIVITY OBJ GRADIENT LOWER LIMIT UPPER LIMIT REDUCED GRADNT XII BS 10.11428 .00000 .00000 NONE .00000 Xl2 BS 19.88572 .00000 .00000 NONE .00000 X21 SBS 3.56123 .00000 .00000 NONE .00000 X22 BS 16.43877 .00000 .00000 0 E .00000 ZI BS 4.68089 1.00000 .00000 0 E .00000 Z2 UL 10.00000 .00000 .00000 10.00000 -.83456 Pl UL 30.00000 .00000 18.00000 30.00000 -.02843 P2 BS 20.00000 .00000 14.00000 25.00000 .00000
I
I
0
227

leth=i classroom ) ... _._..._ _______ _
PROBLEM-CENTERED TEACHING OF
PROCESS CONTROL AND DYNAMICS PAUL LANT, BoB NEWELL
The University of Queensland • Queensland 4072, Australia
It has been our experience that undergraduate process engineering students generally find dynamics and process control conceptually difficult, perceive it as periph
eral, find it difficult to integrate into their degree program, and as such, tend to find it more of a chore than fun to learn!
In this paper we will introduce a new, problem-based approach to teaching undergraduate dynamics and control and will emphasize its effectiveness in integrating this material into the process engineering curriculum. We also hope to convey our enthusiasm for this approach, which we have found to be tremendously rewarding for both lecturer and tutors.
The subject introduces the dynamics and control of processes by performing a series of exercises and design studies on a selected process flowsheet covering basic instrumentation, synthesis of control schemes, modeling and simulation of process units, feedback (PID) and feedforward controller design, and discrete event control systems. The approach places a greater emphasis on creativity in the areas of control system synthesis and design. The students clearly acquired greater confidence and competence than they did in previous years. Student feedback was dominated by concerns about group dynamics, and it is evident that group dynamics has a significant impact on student learning. This is a difficult problem to overcome, as problem-based learning inherently requires group work and group interaction.
Experiences, observations, and difficulties encountered in the introduction of this approach will be highlighted in this paper, with modifications and recommendations suggested.
OUR "PROBLEM"
Dynamics and control is a compulsory subject taught in the third year of the chemical engineering, environmental engineering, and mineral processing degree programs at The University of Queensland. The subject was scheduled for
228
three contact sessions per week (5 hours) for a 13-week semester. The student workload (including class time) should be approximately ten hours per week.
Upon completion of the course, students should be able to
• Describe the architecture, components, and cost of instrumentation and control systems
• Synthesize control structures for process flowsheets
• Develop mechanistic models of. and simulate, relatively simple unit operations
• Design simple feedback controllers and feedforward compensators
• Design discrete event control systems
In previous years, the subject was taught in di screte modules, consistent with the above description. Each module was evaluated by the use of assignments (individual) and quizzes. All contact hours were with the whole class, as either conventional lecture or tutorial sessions (where the lecturer presents the problem and then works through its solution).
Paul Lant is a Lecturer in Chemical Engineering at The University of Queensland. He received a MEng in Chemical and Process Engineering (1987) and a PhD (1991) from the University of Newcastle upon Tyne (England). Current research interests include modeling and control of biological wastewater treatment processes and structural controllability.
R.B. Newell is a Senior Lecturer in Chemical Engineering at The University of Queensland. He received his PhD from the University of Alberta. He also has a Dip.Ed in Tertiary Education from Monash University. Current interests include modeling and control of waste treatment
· ·· processes, combined fuzzy and deterministic control, and the development of software tools.
© Copyright ChE Diuision of ASEE 1996
Chemical Engineering Eduction

While this approach was partially successful in achieving the subject objectives, our observations were that
• Students failed to integrate modules. Once a module was finished, it was forgotten.
• Small problems (individual assignments) failed to integrate the subject within their course (mineral processing, environmental or chemical engineering).
• The structured nature of the assessment tended to prevent students pursuing their own problems.
• There was a clear lack of confidence in dynamic process modeling.
In summary, students find this material conceptually difficult and generally fail to recognize how dynamics and control relates to their other core subjects; as such, this subject is not normally seen as an enjoyable experience. Furthermore, as the trend is for larger, more heterogeneous classes, it was clear that the teaching strategy for the subject required revision. As a consequence, the approach outlined in this paper was introduced in the second semester of 1994.
OUR STRATEGY
In an attempt to better integrate this subject into the process engineering curriculum, we decided to revolve the subject around a single process and to base the student learning on problems associated with that process. That is, the student learning was to be problem driven and learner centered.
The subject matter, in terms of the objectives and material, was unchanged. The class (65 students) was split into groups of four or five, and the groups were divided into the three engineering disciplines-mineral processing, environmental engineering, and chemical engineering. The objectives were addressed by assigning a series of major tasks for each group. The problems were stated so as to move the students through the several stages of control structure synthesis and control system design. The problems were integrated via the one process, with each group selecting their own process. Each group operated as a 'consulting' company and was required to cost their time. This was an indirect way of assessing and controlling student workload.
The class was scheduled for three contact sessions per week (Monday, Wednesday, and Friday). Since our objective was to orient the teaching around the problems, each week we intended to introduce and discuss concepts and analytical tools that the students were at that time trying to use for their process.
The Monday class was essentially a lecture (to the entire class) that attempted to provide the students with the tools _they would need to progress with their problem. Small example problems were used for demonstration.
The second period each week (Wednesday) was the most critical contact time. The class was divided into three smaller classes (consisting of four groups each). Our objective in
Summer 1996
these sessions was to assist the groups in implementing the material (that had been presented on Monday) for their specific process problem; For ease of discussion, this session will be called the tutorial session.
The tutorials were facilitated by postgraduate students and were tightly structured. While we are aware that this is not ideal for an orthodox problem-based course, it was necessary due to time and resource constraints. The lecturer and tutors met prior to each session.
On average, the tutorial sessions began with a short review of the lecture material and proceeded to outlining what was required within the session. Because each group was studying a different process, it was important for the groups to present their work to the other groups-this was an important part of the learning process. Marks were not allocated for tutorial attendance, but attendance was high (90-95 %).
The Friday period was used for a 'standard' lecture to the whole class. The aim of this session was to review the work performed in the tutorial session and to address specific problems and questions raised by the students. Due to time constraints, this session was sometimes used for additional lectures.
FOUR WEEKS IN THE LIFE ...
We must admit to feeling somewhat challenged to adequately describe the experiences and feelings of students in this class. We will attempt to guide you through the first four weeks of the subject-our objectives, and the students reactions to lectures, tutorials, and problems.
Week1 Lecture • Hello!
• Introduce resource materials. The major resources used were a subject study guide, a process control textbook (Seborg, et al.[l]) , a MATLAB software package, and a PID controller tuning experiment.
• Clarify the approach to teaching the subject. Why are we teaching in this way?
• Students are separated into groups of 4-5 and instructed to "select a process" to study. The only guidance provided was that there should be approximately l0-20 units , multiple phase unit operations, and recirculating inventories.
Tutorial • No formal tutorial session . All groups are invited to meet their tutor and discuss process selection
Reaction • Students tend to display a lot of interest in this first week. They are confronted with a different approach for learning, and most are genuinely supportive.
• Most groups will have no difficulty in selecting a process.
Week2 Lecture • Subproblem 1 is handed out (see the Appendix)
• Introduction to mass and energy inventory control (the basic tools for addressing subproblem 1).
229

Tutorial • Each group presents their process to the rest of their tutorial class (each class consists of four student groups). We strive to emphasize the importance of understanding their process at this early stage.
Reaction • At this stage, the students are starti ng to feel a little concerned-they have a problem that they do not entirely understand, and they fee l frustrated.
Week3 Lecture • The lecturer demonstrates mass and energy inventory
control loop pairing through several examples of unit operations.
Tutorial • Each group presents a control system design for one unit on their flowsheet.
Reaction • Panic! The report is due in one week; the students can now define the problem and realize what is required.
Week4 Lecture • No formal lecture.
• No formal tutorial, although the students are encouraged to privately consult with their tutor.
Reaction • The first report is submitted.
The subject is taught via four subproblems. Table 1 summarizes each problem in terms of our objectives. An ammonium nitrate process is employed to provide an example of specific outcomes for each problem (see the Appendix).
The problems are the major form of assessment (group reports). A system of peer assessment was adopted for the problems.121 Upon submission of a group report, each student was required to assess the effort of his or her colleagues via an assessment form that was handed out to the students (see Table 2). The responses for each group are compiled and an
average-effort rating for the group is obtained. Each individual mark is then obtained by
Individual mark= Group mark * (Individual effort rating/Group effort rating)
We also included two pieces of individual assessment: a quiz on dynamic modeling and a final examination. The reasons for doing this were to reduce student concerns over the peer assessment, to address our concerns about our ability to assess students via group projects and peer assessment, and to enable a comparison of performance with previous years.
The group project was the major focus , however, and the quiz and examination were restricted to assessing individual understanding of the group-project activities.
IS THIS AN EFFECTIVE APPROACH FOR TEACHING DYNAMICS/PROCESS CONTROL?
Formal subject evaluation, via student questionnaires, was performed by The University of Queensland Tertiary Educational Institute. The subject ratings (1-7; 7 high) for 1994 and 1995 were 4.9 and 4.6. The ratings for the previous years, prior to the subject change, were 5.2 and 4.7, respectively. Student feedback was dominated by group dynamics; an important outcome in itself. A summary of students comments follows.
• "Group projects are an excellent idea. However, there is a problem with some people who do not pull their weight."
• "Group work sucks-in industry if you don 't work properly you get fired. At Uni if you don't work properly, everyone gets shafted!"
TABLE 1 Objectives for Each Problem and Example of Resulting Outcome
Our Objectives
Develop an understanding of the process • Synthesize a control system structure • Develop an appreciation of control system architecture • Determine basic instrumentation costs • Prepare a • P&I diagram • Develop an appreciation of the interaction between design and control • Develop project management skills.
Subproblem 1 Control Structure
Synthesis
Subproblem 2 Dynamic model synthesis • Linearization of nonlinear model • Perform step-test identaication • Dynamic simulation • Perform sensitivity analysis.
• Dynamic Modeling and Simulation of One Unit
Design and tune PID controllers • Design a (static and dynamic) feedforward compensator • Analyze • control system performance.
Develop an understanding of di screte event control strategies as opposed to al l previous work, • which was on a continuous process.
230
Subproblem 3 'Simple" Controller
Design
Subproblem 4 Discrete Event
Systems
Ammonium Nitrate Process Outcomes
22 control loops were specified to control the mass and energy inventories • DCS architecture was recommended • Quality control was specified for the ammonium nitrate product and both waste
• streams • P&I diagram showing basic control loops with sensors and actuators • Preliminary control system costing • Discussion of design/control interaction.
The loop reactor was modeled as a CSTR and evaporative separator • in series. The model consisted of 10 ODEs and 20 algebraic
equations. The reactor was simulated in MATLAB, with step responses and sensitivity analyses performed. The effect of various design options was also investigated.
P, Pl, and PID controllers were evaluated for reactor temperature • and pressure control. Yuwana-Seborg, JSE and IT AE tuning
formulae were investigated. A feedforward regulator was implemented for nitric acid feed flow disturbances.
GRAFCET diagram for the start-up and shut-down of the reactor. •
Chemical Engineering Eduction

• "Include more control practicals."
• "Group work is very frustrating!"
• "Flowsheets should be selected to be of equal difficulty."
• "Group work was very difficult when you have one dominant group member. I suppose it comes clown to group dynamics and my problem of not talking about my problems with other group members. "
• "Make groups have a maximum of 4."
• "Provide more support for groups struggling with their models."
It is clear that working in groups polarized student opinion. When teaching this subject the second time (second semester 1995), we placed more emphasis on group dynamics and introduced the students to the problems experienced in the previous year in the naive hope that they might learn from previous mistakes. Figure 1 clearly illustrates that this was far from successfu l. This is a difficult obstacle to overcome, as problem-based learning inherently requires group work and group interaction. We have yet to resolve this problem satisfactorily.
It is also apparent from the feedback that some students
TABLE2 Assessment Form
NAME: Paul Lant
GROUP MEMBERS
Project mgt. and organization
Writing & compiling report
Data gathering and lit. survey
TOTAL (out of 15)
Minimal Contribution
Satisfactory Contribution
3
50
45
40
35
30
"o'I- 25
20
15
10
5
0 >, Q) C:
- Q) ~ "ai g> ~ CJ t e CJ < ~ iii< C: ::i
Bob
2
2
2
6
Q)
~ CJ
~ ci
Marc Lisa
s
4
s
14
Outstanding Contribution
s
>, Q) - Q) CJ .... C: CJ
e ~ iii ci
4
4
s
13
Figure 1. Questionnaire response to the statement, "I enjoyed doing the group project."
Summer 1996
were uncomfortable with the open-ended nature of the subject and had gained little appreciation of why we adopted a problem-based approach:
• "Don 't be so slack ... use more of the lecture time available to teach us. "
• "Do not be so lazy. If you are allocated lecture times, use them! "
• "When you are teaching things to people for the first time, they have to be explained very thoroughly."
It is a sad reflection on our broader educational system that intelligent, 20-year old, engineering undergraduates are uncomfortable with ill-defined problems, threatened by something new, and fail to accept responsibility for their own learning. If anything, this fortifies our belief in this approach. But it is clear that we need to expend more effort in gradually introducing the students to the subject.
How well does this approach address the driving forces for change? We shall address each in turn.
To what extent did this approach integrate dynamics and control into the degree program? • This was the single most important aspect of this subject formulation . Students were forced to think about dynamics and control within the framework of the whole process. It was incredibly rewarding to see students actively considering control and design issues simultaneously.
Did the subject address the different demands of different groups of students? • The group cases enabled students to learn by employing control and modeling skills on a process of direct interest to them. The processes investigated were extremely varied and included:
Mineral Processing Groups: Updraught lead sinteri ng • Leadzi nc concentrator • Lead concentrator
Environmental Engineering Groups: SO/NO. Flue Gas Cleanup • Wastewater treatment• Combined cycle power generation • Brewing
Chemical Engineering Groups: Ammonium nitrate • Whey fem1entation to ethanol • Formaldehyde • Carbon tetrachloride • Sugar milling
We believe that the scope of the problems investigated would only be achieved by adopting this type of problem-based approach.
Is this class more competent, and confident, with process control and dynamics? • The work submitted was of a very high standard (for what were 'average' classes). Significant improvement over previous years was observed. The motivation and commitment of the students was high, as reflected in the tutorial attendance and well-presented reports. Tutorial attendance was not compulsory, and yet was in excess of 90%.
CONCLUSION
While it is always difficult to obtain an absolute measure
231

of 'improvement' in a subject (due to the lack of a control), we are confident that this approach serves to emphasize and enhance key process control skill s. The problem-based approach to teaching dynamics and control presents students with a real, yet ill-defined, challenge. Creative skills, such as design and synthesis, are emphasized. Furthermore, it is also amenable to larger, more heterogeneous classes, which appears to be an inevitable trend in Australia.
For anyone interested in using this approach, we offer several recommendations for consideration:
• Restrict groups to 3 or 4 people.
• Do not underestimate the negative effect of group dysfunctionality. As such, it is critical to pay significant attention to group dynamics and project management ( review and discussion sessions during the semester).
• Use mixed tutorial sessions to encourage interaction. In our case, we mixed mineral processing, environmental engineering, and chemical engineering groups in one tutorial group.
• Dynamic model synthesis and simulation tends to be a difficult conceptual step for most students. It is important, therefore, that this particular subproblem be tightly controlled by the lecturer and tutors.
• Do not attempt to use this approach without adequate resources-in particular, sufficient good tutors. The role of the tutors cannot be understated. It is important that they are aware of their role and that they are competent of facilitating and guiding their groups through the subj ect. Should the tutors be 'experts' in the fie ld? This question has raised significant debate in the broader field of problem-based learning. But when faced with tight time and resource constraints (we cannot afford to have a ratio of one tutor per group of four students), we believe that expert tutors are a necessity.
Finally, while we must admit that the open-ended nature of the problems provides lecturer and tutors with more challenges and is unquestionably more resource intensive, our brief experience indicates that it is a more rewarding and fun approach for teaching dynamics and process control.
ACKNOWLEDGMENTS
We would like to thank Professor Peter Lee for his input into the planning of this subject, and also the 'guinea-pig' postgraduate tutors whose lives we severely interferred with for four months; a special thank you to Marc Steffens, Ian Ramsay, Andrew Schroder, Lisa Hopkins, and Damien Batstone.
LOOP RE.ACTOR
....aNIA
NITRIC AC
tribution to the Group Project," Assess. and Eval. in Higher Ed., 18(1), 45 (1993)
( APPENDIX ) Example Problem
The Stamicarbon process for the manufacture of ammonium nitrate is representative of the size and complexity of the problems chosen (see Figure 2).
Subproblem 1 • Your group is to act as a consultant to Multinat Pty Ltd. Multinat is the contractor responsible for designing and constructing PROCESS . Multinat has subcontracted the process control system design to you. Multinat is performing the project management.
In order to coordinate all subcontractors, Multinat requires the following information in your report: number and type of control loops; instrumentation (sensi ng elements, controllers, and final control elements); and costing.
Multinat is not familiar with process control. It is, therefore, imperative that you can justify your recommendations. Your report must include a description of the process, with particular emphasis on the process operating objectives and constrai nts (what are they?).
This initial contract with Multinat is worth $10,000. It costs your organization $ JOO/hour for labor (it is important that you accurately record, and cost, your time). That is, each I-hour meeting of your team of 4 people costs $400. It is, therefore, important that each meeting is efficient, with tasks clearly defined and allocated. You must identify what the tasks are, who will perform them, and by when (an action plan) . You should include a memo to your manager stating the cost of the study.
You are aware that Multinat will require further control work to be performed on this project. The objective for your project team, therefore, is to generate a report good enough to wi n future contracts, while also maximizing the profit to your company. Do not miss any opportunity to impress Multinat. Comment on any areas where design modifications may be beneficial. Offer alternatives when possible. 0
Fl.ASH SEPARATOR
PRIMARY COND~SIER »fo((lflA SCRUBBER
REACTOR IHT EJUU:OlATE
REFERENCES 1. Seborg, D .E., T.F. Edgar, and D .A.
Mellichamp, Process Dynamics and Control, Wiley & Sons, Brisbane (1991)
2. Conway, R. , A. Kember, A. Sivan, and M. Wu, "Peer Assessment of an Individual's Con-
232
fHDS STORAGE
PRODUCT STORAGE
J\M10NIIJH NITRATE PRODUCT
BYPRODUCT WATIR
Figure 2. Ammonium Nitrate Process (A selected case study.)
Chemical Engineering Eduction

AUTHOR GUIDELINES
This guide is offered to aid authors in preparing manuscripts for Chemical Engineering Education (CEE), a quarterly journal published by the Chemical Engineering Division of the American Society for Engineering Education (ASEE).
CEE publishes papers in the broad field of chemical engineering education. Papers generally describe a course, a laboratory, a ChE department, a ChE educator, a ChE curriculum, research program, machine computation, special instructional programs, or give views and opinions on various topics of interest to the profession.
• Specific suggestions on preparing papers • TITLE • Use specific and informative titles. They should be as brief as possible, consistent with the need for
defining the subject area covered by the paper.
AUTHORSHIP • Be consistent in authorship designation. Use first name, second initial, and surname. Give complete mailing address of place where work was conducted. If current address is different, include it in a footnote on title page.
TEXT • We request that manuscripts not exceed twelve double-spaced typewritten pages in length. Longer manuscripts may be returned to the author(s) for revision/shortening before being reviewed. Assume your reader is not a novice in the field. Include only as much history as is needed to provide background for the particular material covered in your paper. Sectionalize the article and insert brief appropriate headings.
TABLES • Avoid tables and graphs which involve duplication or superfluous data. If you can use a graph, do not include a table. If the reader needs the table, omit the graph. Substitute a few typical results for lengthy tables when practical. Avoid computer printouts.
NOMENCLATURE• Follow nomenclature style of Chemical Abstracts; avoid trivial names. If trade names are used, define at point of first use. Trade names should carry an initial capital only, with no accompanying footnote . Use consistent units of measurement and give dimensions for all terms. Write all equations and formulas clearly, and number important equations consecutively.
ACKNOWLEDGMENT • Include in acknowledgment only such credits as are essential.
LITERATURE CITED • References should be numbered and listed on a separate sheet in the order occurring in the text.
COPY REQUIREMENTS • Send two legible copies of the typed (double-spaced) manuscript on standard letter-size paper. Submit original drawings (or clear prints) of graphs and diagrams on separate sheets of paper, and include clear glossy prints of any photographs that will be used. Choose graph papers with blue crosssectional lines; other colors interfere with good reproduction. Label ordinates and abscissas of graphs along the axes and outside the graph proper. Figure captions and legends will be set in type and need not be lettered on the drawings. Number all illustrations consecutively. Supply all captions and legends typed on a separate page. State in cover letter if drawings or photographs are to be returned. Authors should also include brief biographical sketches and recent photographs with the manuscript.
Send your manuscript to
Chemical Engineering Education, c/o Chemical Engineering Department University of Florida, Gainesville, FL 32611-6005

We've changed our name, but not our commitment
Mobil Research and Development Corporation has changed its name to Mobil Technology Company (MTC). This is more than just a name change, however. It is part of a corporate-wide reorganization and consolidation of research, development and engineering activities into one division reporting to Mobil's Executive Committee. MTC is lead by Mike Ramage, who is both its President and the Chief Technology Officer of Mobil Corporation. The elevation of technology at Mobil reflects its long-term strategic importance to our company's future.
"Our new organization unites Mobil 's technology functions - from research and development to application and deployment," said Dr. Ramage. "With-many different disciplines working together, they will generate the technological synergy we need to boost Mobil's future growth."
Downstream R&D is now located in Paulsboro, New Jersey at the Mobil Refining and Chemical Technology Center. All upstream R&D is centered in Dallas, Texas at the Mobil Exploration and Producing Technology Center. Technical service, engineering design and construc!ion activities are located in both Paulsboro and Dallas. A new Strategic Research Center, with personnel assigned to both sites, has been formed to consolidate long-range and exploratory research activities for all of Mobil's businesses.
The new MTC brings its core strengths and a wide range of technical services to bear on all of Mobil's business opportunities. This close alignment of technology with new and existing business initiatives will aid rapid and efficient technology transfer. Mobil remains committed to research for the long term and will build strategic alliances with universities, National Laboratories and other technologically strong companies.
While we have streamlined our organization, we have maintained our core strengths in catalysis, lubrication, seismology, geology and engineering (reaction, process, facilities and reservoir). We will remain a world-class science and technology company.
Mobil. Technology Company 3225 Gallows Road, Fairfax, Virginia 22037
httpJ/www.mobil.com © Mobil Corporation 1996