CHC3100 CHEMICAL REACTION ENGINEERING -I
136
CHC3100 CHEMICAL REACTION ENGINEERING - I QAZI NAVED AHMAD ASSISTANT PROFESSOR DEPARTMENT OF CHEMICAL ENGINEERING AMU, ALIGARH
-
Upload
khangminh22 -
Category
Documents
-
view
5 -
download
0
Transcript of CHC3100 CHEMICAL REACTION ENGINEERING -I

CHC3100
CHEMICAL REACTION ENGINEERING -I
QAZI NAVED AHMAD
ASSISTANT PROFESSOR
DEPARTMENT OF CHEMICAL ENGINEERING
AMU, ALIGARH

Course Objective and Outcomes:
Course Objective Application of basic Chemical Engineering Principles to understand the chemical
kinetics and reactor design.
Course Outcomes
Students will be able to
Understand the basic laws of Reaction Engineering, kinetics and design of reactors.
Understand the kinetics of multiple reaction and multiple reaction design.
Comprehend and to apply temperature and pressure effects in reactor design.
UnderstandTRD in ideal and non-ideal reactors.

SYLLABUS
Unit I
Overview of Chemical Reaction Engineering. Reaction mechanism. Interpretation of batch reactor data. Ideal
reactors.Reactor design for single reaction.
Unit II
Multiple reactor systems, optimum reactor scheme, recycle reactor. Multiple Reactions: parallel and series reactions,
contacting pattern and product distribution, series- parallel reactions in mixed and plug flow reactors, optimum yield
of desired product.
Unit III
Temperature and pressure effects on equilibrium conversion, exothermic and endothermic reactions, optimum
temperature progression
Unit IV
Residence Time Distribution: stimulus response techniques, the RTD, E and F curves, RTD for ideal and non ideal
reactors,conversion in non-ideal reactors.

Text Books and Reference Books
Text Books:
1. Levenspiel,Octave,Chemical Reaction Engineering,3rd Edition (2005), JohnWiley & Sons,Singapore.
2. Fogler,Scott H.,Elements of Chemical Reaction Engineering,4th Edition (2008),Prentice-Hall of India,New Delhi.
Reference Books:
1. Smith, J.M.,Chemical Engineering Kinetics, 5th Edition (2002),McGraw-Hill,NewYork.
2. Schmidt, Lanny D., the Engineering of Chemical Reactions, 2nd Edition (2005), Oxford University Press, Oxford,NewYork.
3. Froment,G. F. and K.B.Bischoff,Chemical ReactorAnalysis and Design, JohnWiley & Sons,NewYork (1990).
4. Hill, Charles, G. Jr., An Introduction to Chemical Engineering Kinetics and Reactor Design, John Wiley & Sons, NewYork (1977).
5. Holland, Charles D., and R.G. Anthony, Fundamentals of Chemical Reaction Engineering, 2nd Edition (1989), Prentice-Hall Inc,New Jersey.

UNIT I:
OVERVIEW OF CHEMICAL REACTION ENGINEERING
Figure 1.1: Typical Chemical Process
• CRE is concerned with chemical treatment of the above shown typical chemical process.
• This chemical step is mainly consisted of inconsequential unit, or simply a mixing tank (or reactor) that makes or
breaks the process economically.
• Reactor design pre-requisites – chemical kinetics, thermodynamics, fluid mechanics, heat and mass transfers, and
economics.
• Chemical reaction engineering is the synthesis of all these factors with the aim of properly designing a chemical
reactor.

To know what a reactor can do, one must know the kinetics, the contacting patterns, and the performance
equation,as shown by figure 1.2.
Output = f [input, kinetics,contacting pattern]
The above equation is known as performance
equation.
It relates input and output of the system
(reactor).
It can be used to
compare different designs and conditions,
Find which is best, and then scale up to larger units.
OVERVIEW OF CHEMICAL REACTION ENGINEERING
Figure 1.2: Information needed to know what a Reactor can do.
-------- (1)

Homogeneous and Heterogeneous Reactions:
In CRE, the classification of reactions can be made on the basis of types/number of phases involved in a reaction.
A homogeneous reaction is the reaction in which the reaction takes place in the same phase i.e., either solid, or
liquid, or gas.
A reaction is said to be heterogeneous if the reaction takes place with at least two phases involved.
OVERVIEW OF CHEMICAL REACTION ENGINEERING
Table 1.1: Classification of Chemical Reactions useful in Reactor Design

Rate of Reaction:
Selecting one reaction component “i” and defining the rate of reaction in terms of i.
Number of ways in which rate of reaction can be defined are as follows –
1. Rate of Reaction based on Volume of the Reacting Fluid:
2. Based on Unit Mass of Solid in Solid-Fluid System:
3. Based on Unit Interfacial Surface in two-fluids system or on Unit Surface of solid in solid-fluid system:
OVERVIEW OF CHEMICAL REACTION ENGINEERING
-------- (2)
-------- (3)
-------- (4)

4. Based on UnitVolume of Solid in Gas-Solid System:
5. Based on UnitVolume of Reactor (if rate based on volume of reacting fluid is different):
For homogeneous systems, volume of fluid is often identical to volume of reactor therefore, in that case equations
(2) and (6) can be used interchangeably.
In heterogeneous systems,all of the above equation can be encountered.
Equations (2) to (6) are interconnected to each other in the following manner –
OVERVIEW OF CHEMICAL REACTION ENGINEERING
-------- (5)
-------- (6)

or,
Variables affecting Reaction Rate:
In homogeneous systems, the temperature, pressure and compositions are the parameters which affects the rate
of reaction.
In heterogeneous systems, since the reaction takes place in multiphase therefore the affecting parameters are
difficult to find.Two of the most important parameters are heat and mass transfers which takes place between the
multiple phases. E.g., amount of oxygen required for burning coal (mass transfer), an exothermic reaction with
heat extraction system (heat transfer),burning of gas, etc.
For heterogeneous systems,mass and heat transfers play important role in determining the rate of reaction.
-------- (7)
OVERVIEW OF CHEMICAL REACTION ENGINEERING

Speed of Chemical Reactions:
Reactions may occur at rapid speed or at a very, very slow rate. This speed generally depends on the end
product. For example in case of production gasoline from crude oil,we want the reaction to get completed in less
than a second.
Figure 1.3 shows different reactions with their typical speeds of progression.
OVERVIEW OF CHEMICAL REACTION ENGINEERING

KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS
Simple Reactors:
Figure 2.1: Types of Ideal Reactors

The Rate Equation:
For a single-phase reaction,
the rate of reaction for reactant A can be given as –
Also, the rates of reaction of all the elements are related to each other as –
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

From experience, it is observed that –
Rate of reaction is a function of two terms, temperature and concentration.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

Concentration DependentTerm:
1. Single and Multiple Reactions: Reactions, where only one stoichiometric equation and one rate equation is involved
in representing the progress of an ongoing reaction, is known as Single Reaction.
Where more than one stoichiometric equation is involved then more than one kinetic expressions are needed to
express the changes in ongoing reactions,these are called Multiple Reactions.They may be further classified as –
Series reaction –
Parallel reactions – they can be further classified into two types
Both series and parallel simultaneously –
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

2. Elementary and Non-Elementary Reactions: Reactions, in which rate equation corresponds to stoichiometric
equation of the system, are known as Elementary Reactions. For example, for a given single reaction, the
stoichiometric equation can be given as –
therefore,the rate of reaction can be written as,
When there is no direct correspondence between stoichiometry and rate, then the reactions are known as non-
elementary reactions. The classical example of a non-elementary reaction is that between hydrogen and bromine,
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

The rate expression of given stoichiometric equation is given as –
The non-elementary reactions can be explained as a sequence of single reactions or elementary reactions.
3. Molecularity and Order of Reaction:
Molecularity of an elementary reaction refers to the number of molecules taking part in the reaction.
It can have a value of 1, 2, 3,… which means molecularity will have only integral value.
Molecularity is defined only for elementary reactions.
For a reaction,rate is given as –
Where a, b, .., d are not necessarily related to stoichiometry of the reaction.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

The power, to which the concentration term in the reaction rate is raised to, is known as Order of the Reaction with
respect to that element/molecule.
Thus,the reaction is
ath order with respect to A.
bth order with respect to B.
nth order overall.
Since the order refers to the empirically found rate expression, it can have a fractional value and need not be an
integer.
4. Rate Constant,k:
For a homogeneous chemical reactions with rate equation given as
The dimensions of the rate constant,k, for nth order reaction can be given as
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

For first order reaction, the rate constant has the following dimensions
5. Representation of an Elementary Reaction:
Rate equation can also be written in terms of pressure which is equivalent measure to the concentration term.Therefore,
Writing the rate equation in terms of equivalent measures does not have any affect on its order but will affect therate constant,k.
Elementary reactions are represented by equations that contain molecularity as well as rate constant in it.
The rate expression for this elementary reaction –
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

In some cases, where there is an ambiguity due to more number of components taking part in a reaction, the rate
constant may be written in terms of the component, with respect to which rate constant is mentioned. For example
–
Also, from stoichiometry –
Therefore,
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

6. Kinetic Models for Non-Elementary Reactions:
In non-elementary reactions, the stoichiometry does not match with the kinetics of the reaction therefore, a
multistep reaction model is developed to explain the kinetics.
A non-elementary reaction can be simplified as series of single elementary reactions to identify the kinetics easily.
For example –
where * refers to the unobserved intermediates.These intermediates can be grouped as –
a) Free Radicals: Free atoms or larger fragments of stable molecules that contain one or more unpaired electrons
are called free radicals.The unpaired electron is represented by a dot in the chemical symbol of the substance.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

b) Ions and Polar Substances: These are electrically charged atoms, molecules, or fragments of molecules known as
ions.They may acts as active intermediates in reactions. For example –
c) Molecules:For the following reaction in series,
R is said to be the active intermediate but if its activity is increased then its quantity becomes very small or
unobservable as it reacts to form B very fast therefore in such situations,R is referred to as reactive intermediate.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

Postulated reaction schemes involving these three kinds of intermediates can be of two types.
Non-chain Reactions: In the non-chain reaction the intermediate is formed in the first reaction and thendisappears as it reacts further to give the product.Thus,
Chain Reactions: In chain reactions the intermediate is formed in a first reaction, called the chain initiation step. Itthen combines with reactant to form product and more intermediate in the chain propagation step. Occasionally theintermediate is destroyed in the chain termination step.Thus,
The essential feature of the chain reaction is the propagation step. In this step the intermediate is not consumed butacts simply as a catalyst for the conversion of material. Thus, each molecule of intermediate can catalyze a long chainof reactions, even thousands,before being finally destroyed.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

Examples pertaining to the above mentioned mechanisms are:
a. Free Radicals,Chain Reaction Mechanism:The reaction
with experimental rate,
and can be explained by the following scheme which introduces and involves the intermediates H2. and Br2.,
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

b. Molecular intermediates,Non-chain mechanism:The general class of enzyme- catalyzed fermentation reactions
with experimental rate
is viewed to proceed with intermediate (A.enzyme)* as follows:
In such reactions the concentration of intermediate may become more than negligible, in which case a special
analysis, first proposed by Michaelis and Menten (1913), is required.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS
7. Testing Kinetic Models:
There are 2 major complex problems associated with the kinetics mechanism postulated earlier.
i. The reaction may proceeds with more than one reaction mechanisms.
ii. More than one mechanism can be consistent with the kinetic data.
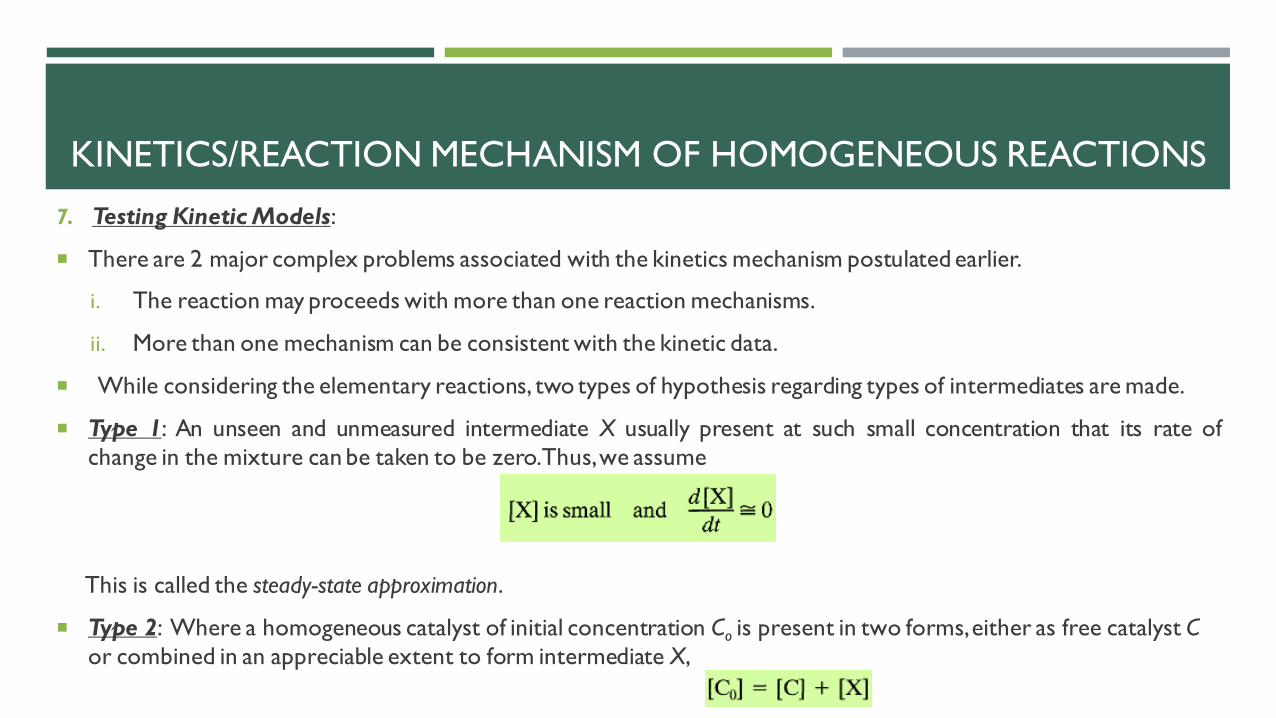
While considering the elementary reactions, two types of hypothesis regarding types of intermediates are made.
Type 1: An unseen and unmeasured intermediate X usually present at such small concentration that its rate of
change in the mixture can be taken to be zero.Thus,we assume
This is called the steady-state approximation.
Type 2: Where a homogeneous catalyst of initial concentration Co is present in two forms, either as free catalyst C
or combined in an appreciable extent to form intermediate X,
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

Also, assuming –
or that the intermediate is in equilibrium with its reactants; thus,
where,
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

Temperature DependentTerm:
1. Temperature dependency from Arrhenius’ Law: For many reactions, and particularly elementary reactions, the rate
expression can be written as a product of a temperature-dependent term and a composition- dependent term,
or –
ri = f1(temperature) . f2(composition)
ri = k . f2(composition)
where,k in most of the cases,as predicted experimentally, is given byArrhenius’ equation –
Where, k0 is the frequency or pre exponential factor, E is the activation energy of reaction and, R is the universal
gas constant.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

At the same concentration but different temperatures and at constantE,Arrhenius’ law indicates that –
2. Comparison of theories with Arrhenius’Law:
a) From Arrhenius’ plot of ln k vs 1/T gives a straight line,with large slopefor large E and small slope for small E,
b) Reactions with high activation energies are very temperature-sensitive;reactions with low activation energies are relatively temperature-insensitive.
c) Any given reaction is much more temperature sensitive at a lowtemperature than a high temperature.
d) From the Arrhenius’ law, the value of the frequency factor k0 does notaffect the temperature sensitivity.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

The Reaction Mechanism:
There are three areas of investigation of a reaction, the stoichiometry, the kinetics, and the mechanism. In general,
the stoichiometry is studied first, and when this is far enough along, the kinetics is then investigated. With
empirical rate expressions available,the mechanism is then looked into.
Several clues that are often used in such experimentation can be mentioned.
1. Stoichiometry can tell whether we have a single reaction or not. Thus, a complicated stoichiometry or one that
changes with reaction conditions or extent of reaction is clear evidence of multiple reactions.
2. Stoichiometry can suggest whether a single reaction is elementary or not because molecularity of an elementary
reaction cannot increase by three.
3. A comparison of the stoichiometric equation and experimental kinetic expression can be made in order to find
the reaction to be elementary.
4. A large difference in the order of magnitude between the experimentally found frequency factor of a reaction
and that calculated from collision theory or transition-state theory may suggest a nonelementary reaction.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

5. For two alternative available paths for a simple reversible reaction, if one of these paths is preferred for the
forward reaction, the same path must also be preferred for the reverse reaction. This is called the principle of
microscopic reversibility.Consider, for example,the forward reaction of
At a first sight this could very well be an elementary biomolecular reaction with two molecules of ammonia
combining to yield directly the four product molecules. From this principle, however, the reverse reaction would
then also have to be an elementary reaction involving the direct combination of three molecules of hydrogen with
one of nitrogen. Because such a process is rejected as improbable, the bimolecular forward mechanism must also
be rejected.
6. For multiple reactions a change in the observed activation energy with temperature indicates a shift in the
controlling mechanism of reaction. Thus, for an increase in temperature Eobs rises for reactions or steps in
parallel, Eobs falls for reactions or steps in series. Conversely, for a decrease in temperature Eobs falls for reactions
in parallel,Eobs rises for reactions in series.These findings are illustrated in Fig. 2.3.
KINETICS/REACTION MECHANISM OF HOMOGENEOUS REACTIONS

KINETICS/REACTION MECHANISM OF HOMOGENEOUS
REACTIONS
Figure 2.3 A change in activation energy indicates a shift in controlling mechanism of reaction.

The determination of the rate equation is usually a two step procedure:
1. The concentration dependent term is found at fixed temperature then,
2. The temperature dependent term is found yielding the complete rate equation.
Equipment by which empirical information is obtained can also be divided into two categories: the batch and flow
reactors.
Batch reactor is a simple container which holds the contents while they react with each other.
To get the empirical information, extent of reaction at various times is to be calculated. This can be done in the
following ways –
1. By following the concentration of a given component.
2. By following change in some physical property of the fluid (example refractive index, electrical conductivity etc.).
3. For a constant-volume system, a change in total pressure can be followed.
4. For a constant-pressure system,a change in volume can be followed.
CHAPTER 3:
INTERPRETATION OF BATCH REACTOR DATA

Experimentally, the batch reactor operates at isothermal and constant volume process conditions as it is easy to
interpret homogeneous kinetic data for batch reactor at these conditions.
It is a simple device adaptable to small-scale lab set-ups with very little auxiliary equipment or instrumentation.
There are two methods for interpreting kinetic data of a batch reactor – the integral and the differential.
In the integral method of analysis we guess a particular form of rate equation and, after appropriate integration
and mathematical manipulation, predict that the plot of a certain concentration function versus time should yield a
straight line. The data are plotted, and if a reasonably good straight line is obtained, then the rate equation is said
to satisfactorily fit the data.
In the differential method of analysis we test the fit of the rate expression to the data directly and without any
integration. However, since the rate expression is a differential equation, we must first find (1/V)(dN/dt) from the
data before attempting the fitting procedure.
The integral method is easy to use and is recommended when testing specific mechanisms, or relatively simple
rate expressions, or when the data are so scattered that we cannot reliably find the derivatives needed in the
differential method.
INTERPRETATION OF BATCH REACTOR DATA

The differential method is useful in more complicated situations but requires more accurate or larger amounts of
data.
The integral method can only test this or that particular mechanism or rate form; the differential method can be
used to develop or build up a rate equation to fit the data.
In general, integral analysis is to be attempted first, and, if not successful, then the differential method can be tried.
Constant Volume Batch Reactor:
In a constant volume batch reactor , the term volume refers to the volume of the reacting mixture and not the
volume of reactor.
A constant volume system may also be referred to as Constant Density Reaction System.
Mostly, liquid phase as well as gas phase reactions falls under the category of constant volume reaction system.
For a constant volume system,, the reaction rate equations becomes –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.1)

and for ideal gas system, where C = p/RT,
It is evident from the above equations that rate of reaction of any component is given by the rate of change of its
concentration or partial pressure (only for constant volume systems).
For gas reactions with changing numbers of moles, rate of reaction can be obtained by following the change in
total pressure of the system.
1. Analysis of Total Pressure Data Obtained in a Constant-Volume System: For isothermal gas reactions, writing
the general stoichiometric equation, and under each term indicating the number of moles of that component:
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.2)

Total number of moles present in the system initially –
Total number of moles present after time, t –
where,
Assuming Ideal gas law and writing for reactantA in terms of system volume V –
Combining eqns. 3.3 and 3.4, we get –
or
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.3)
-------- (3.4)
-------- (3.5)

Equation 3.5 gives the concentration or partial pressure of reactant A as a function of the total pressure π at time t,
initial partial pressure of A, pA0, and initial total pressure of the system, π0.
Similarly, for any product R we can find –
Equations 3.5 and 3.6 are the desired relationships between total pressure of the system and the partial pressure of
reacting materials.
If in case, the precise stoichiometry is not known, or if more than one stoichiometric equation is needed to
represent the reaction, then the "total pressure" procedure cannot be used.
2. The Conversion: Also known as fractional conversion, or the fraction of any reactant, say A, converted to
product, or the fraction of A reacted away.
In simple words, it can be called out as, conversion of A, with symbol XA.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.6)

Suppose that NA0 is the initial amount of A in the reactor at time t = 0, and that NA is the amount present at time t.
Then the conversion of Ain the constant volume system is given by:
and,
Integral Method of Analysis:
The integral method of analysis always puts a particular rate equation to the test by integrating and comparing the
predicted C versus t curve with the experimental C versus t data.
If the fit is unsatisfactory, another rate equation is guessed and tested.
Integral method is especially useful for fitting simple reaction types corresponding to elementary reactions.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.7)
-------- (3.8)
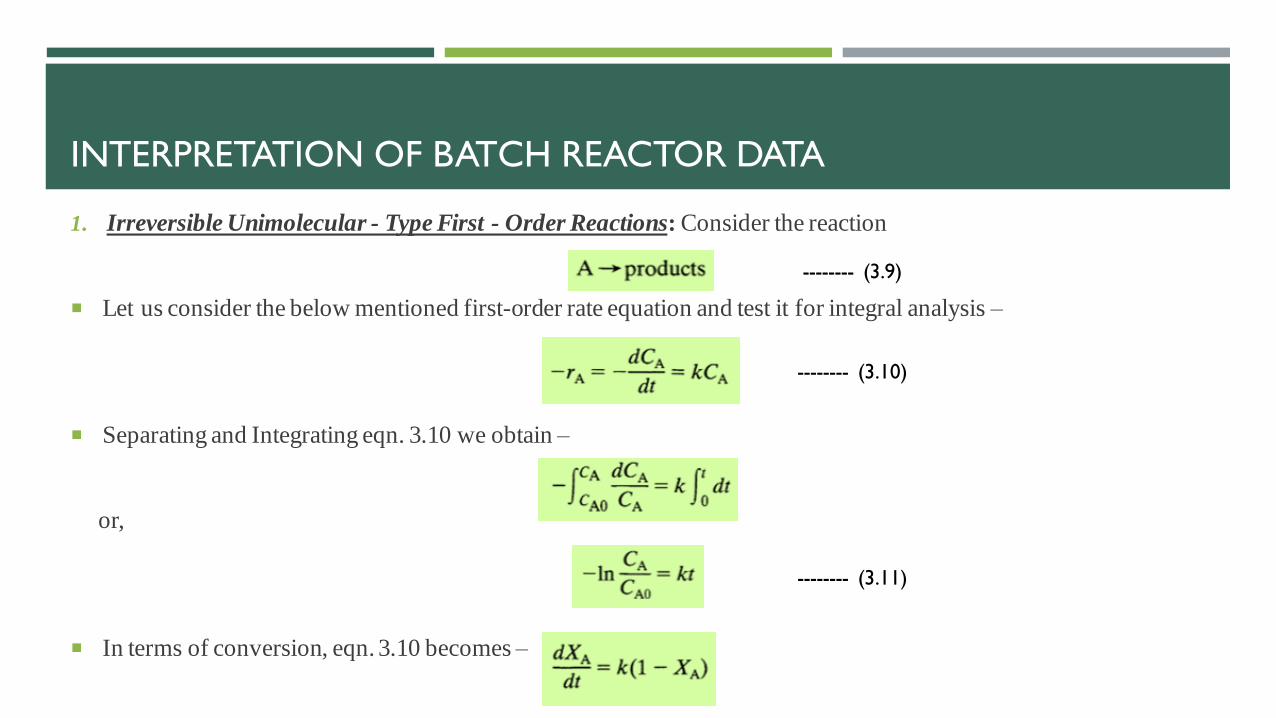
1. Irreversible Unimolecular - Type First - Order Reactions: Consider the reaction
Let us consider the below mentioned first-order rate equation and test it for integral analysis –
Separating and Integrating eqn. 3.10 we obtain –
or,
In terms of conversion, eqn. 3.10 becomes –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.9)
-------- (3.10)
-------- (3.11)

On rearranging and integration, previous
equation becomes:
or,
A plot of ln(1 – XA) or ln(CA/CA0) vs. t, as
shown in Fig. 3.1, gives a straight line
through the origin for this form of rate of
equation.
If the experimental data seems to be better
fitted by a curve than by a straight line, try
another rate form because the first-order
reaction does not satisfactorily fit the data.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.12)

Not all first-order reactions can be treated as shown above. For example, the equations of below mentioned type is
not worthy of this type of analysis –
2. Irreversible Bimolecular-Type Second-Order Reactions: Consider the bimolecular reaction –
with corresponding rate equation,
The amounts of A and B that have reacted at any time t are equal and given by CA0XA, we may write Eqs. 3.13a and
3.13b in terms of XA as –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.13a)
-------- (3.13b)

Letting M = CB0/CA0 be the initial molar ratio of reactants, we obtain –
which on separation and integration becomes –
After breakdown into partial fractions, integration, and rearrangement, the final result in a number of different
forms is
Figure 3.2 shows two equivalent ways of obtaining a linear plot between the concentration function and time for
this second-order rate law.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.14)

Figure 3.2: Test for Bimolecular Mechanism with CA0 does not equals to CB0, or for the second-order reaction
INTERPRETATION OF BATCH REACTOR DATA

If CB0 is much larger than CA0, CB remains approximately constant at all times, and Eq. 3.14 approaches Eq. 3.11
or 3.12 for the first-order reaction. Thus, the second- order reaction becomes a pseudo first-order reaction.
Case 1: for the second-order reaction with equal initial concentrationsof A and B, or for the reaction
the defining second-order differential equation becomes
which on integration yields –
Figure 3.3 provides a test for this rate expression.
In practice, we should choose reactant ratios either equal to or widely different from the stoichiometric ratio.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.15a)
-------- (3.16)
-------- (3.15b)

Figure 3.3: Test for Bimolecular Mechanism with CA0 equals to CB0, or for the second-order reaction
INTERPRETATION OF BATCH REACTOR DATA

Case 1I: If the reaction is first order with respect to both A and B, hence second order overall, or
which on integration yields –
When a stoichiometric reactant ratio is used the integrated form is –
These two cases apply to all reaction types. Thus, special forms for the integrated expressions appear whenever
reactants are used in stoichiometric ratios, or when the reaction is not elementary.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.17a)
-------- (3.18)
-------- (3.17b)
-------- (3.19)

3. Irreversible Trimolecular-Type Third-Order Reactions: Consider the trimolecular reaction –
with corresponding rate equation,
in terms of XA as –
On separation of variables, breakdown into partial fractions, and integration, we obtain after manipulation
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.20a)
-------- (3.20b)
-------- (3.21)

Now if CD0 is much larger than both CA0 and CB0 the reaction becomes second order and Eq. 3.21 reduces to Eq.
3.14.
All trimolecular reactions found so far are of the form of Eq. 3.22 or 3.25. Thus,
With,
In terms of conversions the rate of reaction becomes,
where M = CB0/CA0. On integration this gives –
or,
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.22)
-------- (3.23)
-------- (3.24)

Similarly, for the given reaction –
Which on integration gives,
or,
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.25)
-------- (3.26)
-------- (3.27)
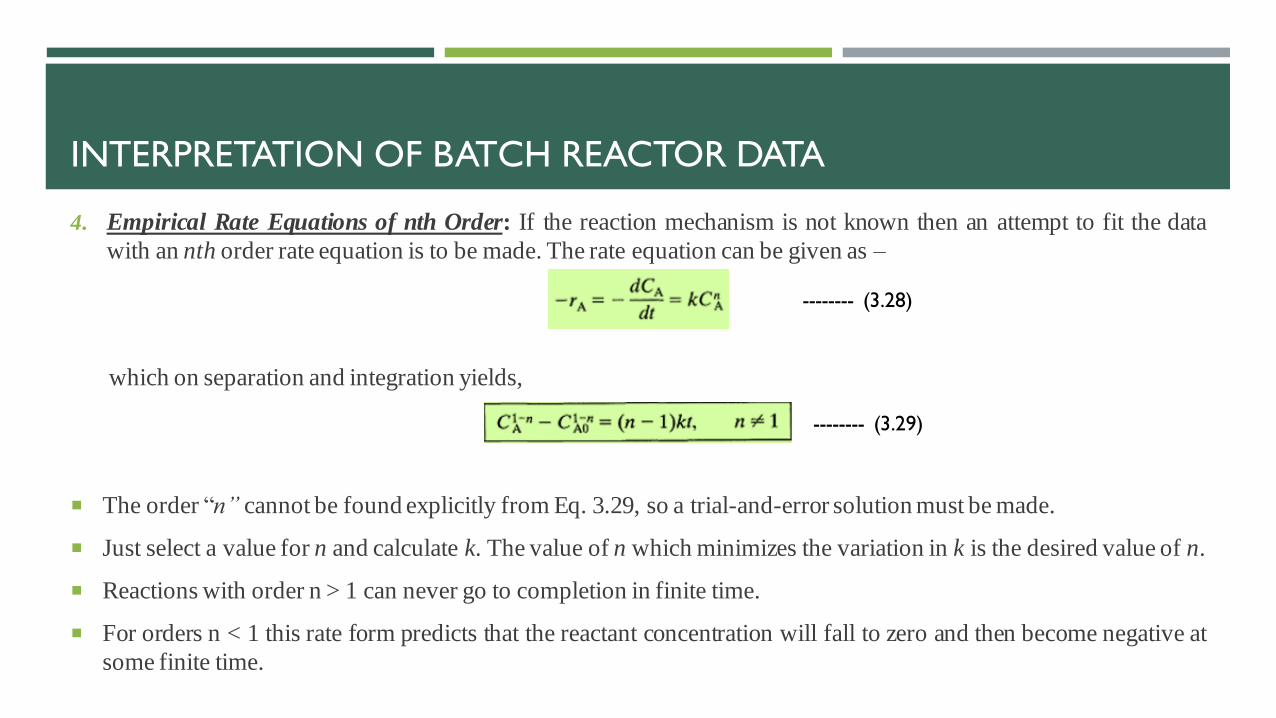
4. Empirical Rate Equations of nth Order: If the reaction mechanism is not known then an attempt to fit the data
with an nth order rate equation is to be made. The rate equation can be given as –
which on separation and integration yields,
The order “n” cannot be found explicitly from Eq. 3.29, so a trial-and-error solution must be made.
Just select a value for n and calculate k. The value of n which minimizes the variation in k is the desired value of n.
Reactions with order n > 1 can never go to completion in finite time.
For orders n < 1 this rate form predicts that the reactant concentration will fall to zero and then become negative at
some finite time.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.28)
-------- (3.29)

Since the real concentration cannot fall below zero we should not carry out the integration beyond this time for n
< 1. Also, as a consequence of this feature, in real systems the observed fractional order will shift upward to unity
as reactant is depleted.
5. Zero Order Reactions: A reaction is said to be of zero order when the rate of reaction is independent of the
concentration of materials, that is –
Integrating the above equation in the light that CA can never becomes negative we will get –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.30)
-------- (3.31)

The above equation can be plotted as follows:
This implies that the conversion is dependent on time.
As a rule, reactions are of zero order only in certain concentration ranges-the higher concentrations.
INTERPRETATION OF BATCH REACTOR DATA

If the concentration is lowered far enough, then the reaction becomes concentration-dependent, in which case theorder rises from zero.
In general, zero-order reactions are those whose rates are determined by some factor other than the concentrationof the reacting materials, e.g., the intensity of radiation within the vat for photochemical reactions, or the surfaceavailable in certain solid catalyzed gas reactions.
6. Overall Order of Irreversible Reactions from the Half-Life t1/2: Consider an irreversible reaction as follows –
Writing rate of reaction for this equation will yield –
If the reactants are present in their stoichiometric ratios, they will remain at that ratio throughout the reaction.
INTERPRETATION OF BATCH REACTOR DATA

Thus, for reactants A and B at any time CB/CA = β/α, and we may write –
Or,
Integrating for n ≠ 1 gives,
Defining the half-life of the reaction, t1/2, as the time needed for the concentration of reactants to drop to one-half
the original value, we obtain –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.32)
-------- (3.33a)

This expression shows that a plot of log t,, vs. log CA0 gives a straight line of slope 1 - n, as shown in Fig. 3.5.
Figure 3.5: Overall order of reaction from a series of half-life experiments,
each at a different initial concentration of reactant.
From the above figure, it can be concluded that the fractional conversion in a given time:
rises with increased concentration for orders greater than one,
drops with increased concentration for orders less than one, and
is independent of initial concentration for reactions of first order.
INTERPRETATION OF BATCH REACTOR DATA

6. Fractional Life Method tF:
The half-life method can be extended to any fractional life method in which the concentration of reactant drops to
any fractional value F = CA/CA0 in time tF .
7. Irreversible Reactions in Parallel: Consider the simplest case, A decomposing by two competing paths, both
elementary reactions:
The rates of change of the three components are given by –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.33b)
-------- (3.34)

The k values are found using all three differential rate equations. First of all, Eq. 34, which is of simple first order, is integrated to give –
The above eqn. when plotted yields, (k1 +k2) as slope, as shown in figure 3.6.
Now taking eqns. 3.35 and 3.36 and dividing them will results in the following ratio:
Which on integration gives –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.35)
-------- (3.36)
-------- (3.37)

The slope of a plot (figure 3.6) of CR versus CS gives the ratio k1/k2. Knowing k1/k2 as well as k1 + k2, gives k1 and
k2. Typical concentration-time curves of the three components in a batch reactor for the case where CR0 = CS0 = 0
and k1 > k2 are shown in Fig. 3.7.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.38)
Figure 3.6: Evaluation of the Rate Constants for two competing
Elementary First Order Reactions
Figure 3.7: Typical Concentration-Time curves for Competing
Reactions

8. Homogeneous Catalyzed Reactions: Consider the reaction rate for a homogeneous catalyzed system as the sum of
rates of both the uncatalyzed and catalyzed reactions –
With corresponding reaction rates as –
The overall rate of disappearance of A is given as –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.39)

On integrating eqn. 3.39 with taking the fact into consideration that the catalyst concentration remains unchanged
throughout the reaction, yields –
Making a series of runs with different catalyst concentrations allows us to find k1 and k2.
Plot the observed k value against the catalyst concentrations as shown in Fig. 3.8. The slope of such a plot is k2
and the intercept k1.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.40)
Figure 3.7: Rate constants for a homogeneous catalyzed reaction
from a series of runs with different catalyst concentrations.

9. Autocatalytic Reactions: A reaction in which one of the products of reaction acts as a catalyst is called an
autocatalytic reaction. Consider the simplest from of these types of reaction as:
With corresponding rate equation as –
If there is no change in the number of moles of A and R, we may write that at any time:
Therefore, the rate equation becomes,
Rearranging and breaking into partial fractions, we obtain –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.41a)
-------- (3.41b)
On integration, we get –
In terms of initial reactant ratio M = CR0/CA0 and fractional conversion of A, this can be written as –
If the reaction is to proceed, then some product R must be present in the reactor.
As the formation of R increases, the rate of reaction starts to increase.
When A is just used up or get exhausted in reaction, the rate of reaction starts to decrease and must drop to zero as
there is no more reactant present in the reactor for further conversion.
The rate of reaction is at its highest when A and R are present equally.
This characteristic of an autocatalytic reaction is shown in Figure 3.9
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.42)
-------- (3.43)

The test for an autocatalytic reaction includes the plotting of
time and concentration coordinates in eqns. 3.42 or 3.43 and
observe that whether a straight line passes through origin or
not as shown in Figure 3.10.
INTERPRETATION OF BATCH REACTOR DATA
Figure 3.9: Conversion-time and rate-concentration curves for autocatalytic
reaction. This shape is typical for this type of reaction.
Figure 3.9: Test for the autocatalytic reaction of
Eqn. 3.41

10. Irreversible Reactions in Series:. Consider the simplest from of unimolecular type first order reactions as:
With corresponding rate equation for the three components as –
Starting with a concentration CA0 of A, no R or S present, and by integration of eqn. 3.44 the concentration of A is
found to be:
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.44)
-------- (3.45)
-------- (3.46)
-------- (3.47)

To get the changing concentration of R, insert the value of CA from eqn. 3.47 in to eqn. 3.45 and rearrange the eqn.
Eqn. 3.48 is a first-order linear differential equation of the form –
By multiplying through with the integrating factor, the solution can be obtained as follows:
Applying this general procedure to the integration of Eqn. 3.48, the integrating factor is found to be ek2t.
The constant of integration is found to be –k1CA0/(k2 – k1) from the initial conditions CR0 = 0 at t = 0, and the final
expression for the changing concentration of R is given as –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.48)

If there is no change in total number of moles, then –
CA0 = CA + CR +CS
Which with eqns. 3.47 & 3.49 gives:
Thus eqns. 3.47, 3.49, and 3.50 gives the variation of concentrations of components A, R, and S with time t.
Case I: If k2 much larger then k1, then eqn. 3.50 reduces to –
Or, the rate is determined by k1 or the first step of the two-step reaction.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.49)
-------- (3.50)

Case I: If k1 much larger then k2, then eqn. 3.50 reduces to –
Or, the rate is determined by k2 or the second step of the two-step reaction, which is the slowest step.
In general, for any number of reactions in series it is the slowest step that has the greatest influence on the overall
reaction rate.
The maximum concentration of R may be found out by differentiating eqn. 3.49 and setting dCR/dt = 0. Therefore,
the time at which the maximum concentration of R occurs is gives by –
Therefore, the maximum concentration of R is found by combining eqns. 3.49 & 3.51 as –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.51)
-------- (3.52)

Figure 3.11 shows the general characteristics of the
concentration-time curves for the three components.
A decreases exponentially, R rises to a maximum and then
falls, and S rises continuously, the greatest rate of increase of
S occurring where R is a maximum.
In particular, this figure shows that one can evaluate k1 and k2
by noting the maximum concentration of intermediate and the
time when this maximum is reached.
INTERPRETATION OF BATCH REACTOR DATA
Figure 3.11: Typical concentration-time curves
for consecutive first-order reactions.

For a longer chain of reactions,
the treatment is similar, though more
cumbersome than the two-step reaction just
considered. Figure 3.12 illustrates typical
concentration-time curves for this situation.
INTERPRETATION OF BATCH REACTOR DATA
Figure 3.12: Concentration-time curves for a chain of successive first-order
reactions.

11. First Order Reversible Reactions:. Consider the simplest from of unimolecular type first order reactions as:
Starting with a concentration ratio M = CB0/CA0 the corresponding rate equation can be given as –
Now at equilibrium dCA/dt = 0. Hence from Eqn. 3.53b we find the fractional conversion of A at equilibrium
conditions to be –
And the equilibrium constant to be –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.53a)
-------- (3.53b)

Combining the above three equations we obtain, in terms of the equilibrium
conversion,
With conversions measured in terms of XAe, this may be looked on as a pseudo first-
order irreversible reaction which on integration gives
A plot between concentration and time yields a straight line.
The similarity between eqns. for the first-order irreversible and reversible reactions
can be seen by comparing eqn. 3.12 with eqn. 3.54 or by comparing fig. 3.1 with fig.
3.13.
Thus, the irreversible reaction is simply the special case of the reversible reaction in
which CAe = 0, or XAe = 1, or KC = infinity.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.54)
-------- (3.53b)
Figure 3.13: Test for the unimolecular type
reversible reactions of Eq. 3.53.

12. Second Order Reversible Reactions:. Consider the bimolecular type
second order reactions as:
With restrictions that CA0 = CB0 and CR0 = CS0 = 0, the integrated form of
the final eqns. Can be given as –
A plot between conversion and time is shown in fig. 3.14.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.55a) -------- (3.55b)
-------- (3.55d)
-------- (3.56)
-------- (3.55c)
Figure 3.14: Test for the bimolecular type
reversible reactions of Eq. 3.55.

13. Reversible Reactions in General:. For orders other than one or two, integration of the rate equation becomes
cumbersome. Then search for an adequate rate equation is best done by the differential method.
14. Reactions of Shifting Orders:. In searching for a kinetic equation it may be found that the data are well fitted by
one reaction order at high concentrations but by another order at low concentrations. Consider the reaction
From the above rate eqn. one can observe that (fig. 3.15)
I. At high CA (or k2CA is much larger than 1)– the reaction is of zero order with rate constant k1/k2.
II. At low CA (or k2CA is much lower than 1) – the reaction is of first order with rate constant k1.
To apply the integral method, separate variables and integrate eqn. 3.57 which gives –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.57)
-------- (3.58a)

On rearranging, eqn. 3.58a can be re-written as –
or,
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.58b)
-------- (3.58c)

INTERPRETATION OF BATCH REACTOR DATA
Figure 3.16: Test for the rate equation,
Eq. 3.57, by integral analysis.
The general rate form can be given as –
-------- (3.59)

Equation 3.59 shifts from order m – n at high concentration to order m at low concentration, with the transition
taking place at k2Cn
A ≈ 1. this type of equation can then be used to fit data of any two orders.
Another form of equation which can account for this shift is –
or,
Example 3.1 from the book.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.60)

Differential Method of Analysis of Data
The differential method of analysis deals directly with the differential rate equation to be tested, evaluating all terms
in the equation including the derivative dCi/dt, and testing the goodness of fit of the equation with experiment.
The procedure include is as follows:
1. Plot the CA vs. t data, and then carefully draw a smooth curve to represent the data. This curve most likely will not
pass through all the experimental points.
2. Determine the slope of this curve at suitably selected concentration values. These slopes dCi/dt = rA are the rates
of reaction at these compositions.
3. Now search for a rate expression to represent this rA vs. CA data, either by
(a) picking and testing a particular rate form, -rA = kf (CA), Fig. 3.17, or
(b) testing an nth-order form -rA = kCnA by taking logarithms of the rate equation (Fig. 3.18).
INTERPRETATION OF BATCH REACTOR DATA

Differential Method of Analysis of Data
INTERPRETATION OF BATCH REACTOR DATA
Figure 3.17: Test for the particular rate form –rA =
kf(CA) by the differential method.
Figure 3.18: Test for an nth – order rate form by the
differential method.

For graphical testing in differential analysis, some mathematical manipulations are required to get the straight line
curve.
For example, consider a set of CA vs t data to which we have to fit M-M equation:
Eqn. 3.57 has already been treated by integral analysis. However to perform graphical testing the above eqn. can
be manipulated by taking reciprocals as –
And a plot of 1/(-rA) vs. 1/CA is linear, as shown in figure 3.19.
Alternatively, a different manipulation (multiply Eq. 61 by k1(-rA)/k2) yields another form –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.61)
-------- (3.57)
-------- (3.62)

A plot of -rA vs. (-rA)/CA is linear, as shown in Fig. 3.19.
Example 3.2 from the book.
INTERPRETATION OF BATCH REACTOR DATA

Varying Volume Batch Reactor:
These reactors are much more complex than simple constant-volume batch reactor.
Their main use would be in the micro-processing field where a capillary tube with a movable bead would represent
the reactor (Fig. 3.20).
The progress of the reaction is followed by noting the movement of the bead with time, a much simpler procedure
than trying to measure the composition of the mixture, especially for microreactors. Thus,
V0 = initial volume of the reactor
V = the volume at time t.
INTERPRETATION OF BATCH REACTOR DATA

This kind of reactor can be used for isothermal constant pressure operations, of reactions having a single
stoichiometry. For such systems the volume is linearly related to the conversion, or –
Or,
Where, ƐA is the fractional change in volume of the system between no conversion and complete conversion of
reactant A. Therefore,
For example, consider the isothermal gas-phase reaction –
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.63a)
-------- (3.63b)
-------- (3.64)

By taking pure reactantA into consideration, eqn. 3.64 will give –
But with 50% inerts into consideration will change the fractional change in volume as two volumes of reactant
mixture yield, on complete conversion, five volumes of product mixture –
ƐA accounts for both the reaction stoichiometry and the presence of inerts.
Now,
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.65)

Therefore,
Eqn. 3.66 is the relationship between conversion and concentration for isothermal varying-volume (or varying-
density) systems satisfying the linearity assumption of eqn. 3.63.
Now, the rate of reaction in general is given by –
Replacing V from eqn. 3.63a and NA from eqn. 3.65 we will get final rate equation as –
Or in terms of volume, using eqns. 3.63
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.66)
-------- (3.67)

1. Differential Method Analysis: The procedure for differential analysis of isothermal varying volume data is the
same as for the constant-volume situation except that we replace
And a plot of ln V vs. t will be plotted.
2. Integral Method Analysis: Only a few of the simpler rate forms integrate to give manageable V vs. t expressions.
They are as follows –
a) Zero order Reactions: For a homogeneous zero-order reaction the rate of change of any reactant A is independent
of the concentration of materials, or
On integration, it gives,
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.68)
-------- (3.69)
-------- (3.70)

As shown in Fig. 3.21, the logarithm of the fractional change in volume versus time yields a straight line of slope
kƐA/CA0 .
INTERPRETATION OF BATCH REACTOR DATA

b) First order Reactions: For a unimolecular type first-order
reaction the rate of change of any reactant A is given as:
Replacing XA by V from eqns. 3.63 and on integration, it
gives,
A semi-logarithmic plot of eqn. 3.72 yields a straight line
of slope k.
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.71)
-------- (3.72)

c) Second order Reactions: For a bimolecular type
second order reaction –
Or,
The rate is given by,
Replacing XA by V from eqns. 3.63 and on integration,
it gives,
INTERPRETATION OF BATCH REACTOR DATA
-------- (3.73)
nth-Order: For all rate forms other than zero-, first-, and second-order the integral method of analysis is not useful.

Temperature and Reaction Rate:
So far we have studied the effect of concentration of reactants and products on the rate of reaction, all at a given
temperature.
To obtain the complete rate equation, we also need to know the role of temperature on reaction rate.
The concentration dependent terms f(C) usually remain unchanged at different temperature.
Chemical theory predicts that the rate constant should be temperature-dependent in the following manner:
However, since the exponential term is much more temperature-sensitive than the power term, therefore we can
reasonably consider the rate constants to vary approximately as e-E/RT.
Thus we can examine for the variation of the rate constant with temperature by an Arrhenius-type relationship –
INTERPRETATION OF BATCH REACTOR DATA
-------- (2.34 or 3.74)

Temperature and Reaction Rate:
Eqn. 3.74 can be plotted by plotting ln k vs. 1/T.
If the rate constant is found at two different temperatures we have:
Summary:
In chemistry, reaction rates and activation energies are developed in
terms of concentration.
For homogeneous reactions, E and –rA normally depends on
concentrations as the rate constants unit are often written as s-1,
liter/mole.sec, etc., without pressure appearing in the units.
It is better to convert p values into C values while making runs at
different temperatures.
INTERPRETATION OF BATCH REACTOR DATA
-------- (2.35 or 3.75)

The Search for a Rate Equation:
All the rate equations are manipulated mathematically into a linearizedform because of the simplicity of family of straight lines that allows it tobe tested and rejected.
Three methods are commonly used to test for the linearity of a set ofpoints. These are as follows:
Calculation of k from Individual Data Points: For a given rate equation, therate constant can be determined for each experimental point by eitherintegral or differential method. If there is no appreciable trend in k valuesthen the equation is said to be satisfactory and the k values are averaged.
k values are calculated by taking the slopes of the lines connectingindividual data point to the origin. So for the same magnitude, k valuescalculated near the origin (low conversion) will vary widely as comparedto the k values calculated farther from the origin. This will create confusionabout being the k value, a constant.
INTERPRETATION OF BATCH REACTOR DATA

In reactor design, generally the
study perform is to know what size
and type of reactor and method of
operation are best for a given job.
There are many factors which must
be accounted for in predicting the
performance of a reactor.
Equipment in which homogeneous
reactions are carried out can be one
of the three general types; the batch,
the steady-state flow, and the
unsteady-state flow or semibatch
reactor. The semibatch reactor
includes all reactors that do not fall
into the first two categories.
4. INTRODUCTION TO REACTOR DESIGN

Batch Reactor Steady State Flow Reactor Semi-batch Reactor
• Simple
• Needs little supporting equipment
• Ideal for small-scale experimental
studies on reaction kinetics
• Industrially, used only for relatively
small amounts of material
• Ideal for industrial purposes when
large quantities of materials are to
be processed
• Ideal when the rate of reaction is
fairly high to extremely high
• Supporting equipment needs are
great
• Extremely good product quality
control can be obtained
• Widely used in the oil industry
• More flexible system
• More difficult to analyze than
other reactor types
• Good control of reaction speed
because reaction proceeds as
reactants are added.
• Are generally used in variety of
applications like from calorimetric
titrations in the lab to the large
open hearth furnaces for steel
producction
4. INTRODUCTION TO REACTOR DESIGN

The starting point for all design is the material balance expressed for any reactant or product. Therefore –
(rate of reactant flow into element of volume) = (rate of reactant flow out of element of volume) + (rate of loss due to
chemical reaction within the element of volume) + (rate of
accumulation of reactant in element of volume) ---- (4.1)
4. INTRODUCTION TO REACTOR DESIGN

For uniform reactor composition (independent of position), the balance can be made over the whole reactor.
For non-uniform reactor composition, the balance must be made over a differential element of volume and then
integrated across the whole reactor for the appropriate flow and concentration conditions.
For various reactors, eqn. 4.1 ca be simplified and integrated so that the resultant expression gives the basic
performance equation of that particular type of reactor.
In batch reactor, the first two terms of eqn. 4.1 equals to zero as there is no inflow and outflow of the materials.
Similarly for steady state flow reactors, the last term of accumulation disappears and, for semi-batch reactor, all of
the four terms of the equation have to be considered.
For non-isothermal operations/processes an energy balances are used in addition to the material balances.
Therefore –
(rate of heat flow into element of volume) = (rate of heat flow out of element of volume) + (rate of disappearance of
heat by reaction within the element of volume) + (rate of accumulation of
heat within element of volume) ---- (4.2)
4. INTRODUCTION TO REACTOR DESIGN

A satisfactory design for a given problem is achieved only when –
a) We can predict the response of the reacting system to changes in operating conditions (how rates and equilibrium conversion
change with temperature and pressure),
b) We are able to compare yields for alternative designs (adiabatic vs. isothermal operations, single vs. multiple reactors, flow
vs. batch system), and
c) We can estimate the economics of these different alternatives.
Symbols and Realtionship between CA and XA:
For the given reaction, with inerts iI
There are two related measures of the extent of reaction, the concentration CA and the conversion XA.
The relationship between these two measures depends on a number of factors. Consider the three special cases in
order to understand this relationship.
4. INTRODUCTION TO REACTOR DESIGN

4. INTRODUCTION TO REACTOR DESIGN

Special Case 1: Constant Density Batch and Flow Systems
Includes most liquid reactions and also gas reactions (which runs at constant temperature and density).
CA and XA are related to each other as:
The changes in B and R to A is related as –
4. INTRODUCTION TO REACTOR DESIGN
-------- (4.3)
-------- (4.4)
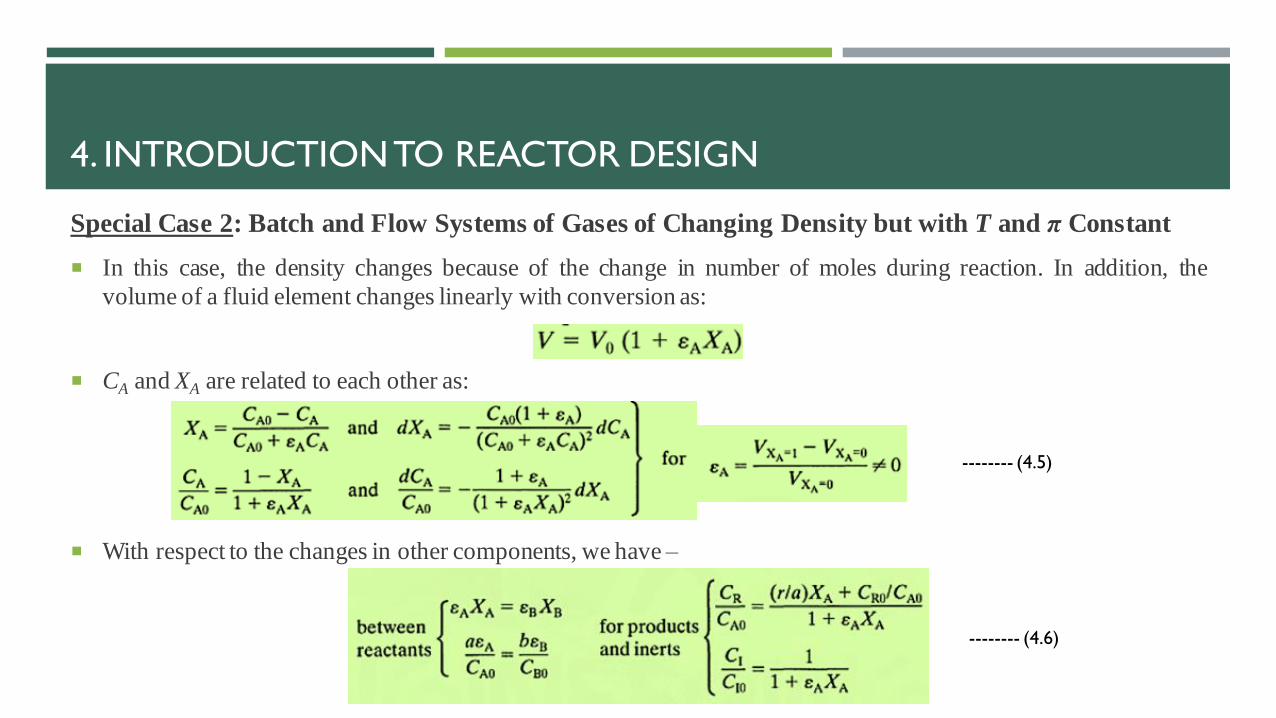
Special Case 2: Batch and Flow Systems of Gases of Changing Density but with T and π Constant
In this case, the density changes because of the change in number of moles during reaction. In addition, the
volume of a fluid element changes linearly with conversion as:
CA and XA are related to each other as:
With respect to the changes in other components, we have –
4. INTRODUCTION TO REACTOR DESIGN
-------- (4.6)
-------- (4.5)

Special Case 3: Batch and Flow Systems of Gases in General (varying density, T, and π)
In this case, consider the following reaction which react according to –
Pick one reactant (called as key reactant) as the basis for determining the conversion. Let A be the key reactant,
then for the ideal gas behavior,
For high pressure non-ideal gas behavior replace
4. INTRODUCTION TO REACTOR DESIGN

Special Case 3: Batch and Flow Systems of Gases in General (varying density, T, and π)
If key component is changed from Ato B then the following relationship can be used –
For liquids or isothermal gases with no change in pressure and density–
4. INTRODUCTION TO REACTOR DESIGN

In the batch reactor, of Fig. 5.la the reactants are initiallycharged into a container, are well mixed, and are left toreact for a certain period. The resultant mixture is thendischarged. This is an unsteady-state operation wherecomposition changes with time; however, at any instantthe composition throughout the reactor is uniform.
Fig. 5.lb shows the first of the two ideal steady-state flowreactors is variously known as the plug flow, slug flow,piston flow, ideal tubular, and unmixed flow reactor. Thepattern of flow as plug flow. The flow of fluid through thereactor is orderly with no element of fluid overtaking ormixing with any other element ahead or behind. Theremay be lateral (side) mixing of fluid in a plug flowreactor; however, there must be no mixing or diffusionalong the flow path. The necessary and sufficientcondition for plug flow is for the residence time in thereactor to be the same for all elements of fluid.
5. IDEAL REACTORS FOR A SINGLE REACTION

The other ideal steady-state flow reactor is called the mixed flow reactor, the back-mix reactor,
the ideal stirred tank reactor, the C* (meaning C-star), CSTR, or the CFSTR (constant flow
stirred tank reactor), and, as its names suggest, it is a reactor in which the contents are well
stirred and uniform throughout. The exit stream from this reactor has the same composition as
the fluid within the reactor.
These three ideals are relatively easy to treat and also one or other usually represents the best
way of contacting the reactants for any given operation. Therefore real reactors are often
designed in such a way so that their flows approach these ideals.
5. IDEAL REACTORS FOR A SINGLE REACTION

I. IDEAL BATCH REACTOR
Applying material balance equation 4.1 for any component A (usually the limiting component) on the whole
reactor (as composition at any instance is same all over the reactor) will give:
Input (= 0) = Output (= 0) + Disappearance + Accumulation
Or
Evaluating the terms in eqn. 5.1 we have –
Disappearance of A by reaction, moles/time = (-rA)V = [moles A reacting/(time)(volume of fluid)] (volume of fluid)
Accumulation of A, moles/time = dNA/dt = d[NA0(1 – XA)]/dt = -NA0 (dXA/dt)
Putting above two terms in eqn. 5.1 will give:
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.1)
-------- (5.2)

Rearranging and integrating the above equation yields in –
This is the general equation showing the time required to achieve a conversion XA for either isothermal or non-
isothermal operation. The volume of reacting fluid and the reaction rate remain under the integral sign, for in
general they both change as reaction proceeds.
This equation may be simplified for a number of situations. If the density of the fluid remains constant, we obtain:
For all reactions in which the volume of reacting mixture changes proportionately with conversion, such as in
single gas-phase reactions with significant density changes, eqn. 5.3 becomes –
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.3)
-------- (5.4)
-------- (5.5)

Eqns. 5.2 – 5.5 are applicable to both isothermal and non-isothermal operations.
For the non-isothermal operations, the variation of rate with temperature, and the variation of temperature with
conversion, must be known before solution is possible.
Figure 5.2 is a graphical representation of two of these equations.
5. IDEAL REACTORS FOR A SINGLE REACTION

Space time and Space velocity:
Just as the reaction time t is the natural performance measure for a batch reactor, so are the space-time and space-
velocity the proper performance measures of flow reactors. These terms are defined as follows:
Space time:
Space velocity:
Thus, a space-velocity of 5 hr-l means that five reactor volumes of feed at specified conditions are being fed into
the reactor per hour. A space-time of 2 min means that every 2 min one reactor volume of feed at specified
conditions is being treated by the reactor.
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.6)
-------- (5.7)

Space time and Space velocity:
We may arbitrarily select the temperature, pressure, and state (gas, liquid, or solid) at which we choose to measure
the volume of material being fed to the reactor.
If they are of the stream entering the reactor, the relation between s and r and the other pertinent variables is
It may be more convenient to measure the volumetric feed rate at some standard state, especially when the reactor
is to operate at a number of temperatures. For example, the material is gaseous when fed to the reactor at high
temperature but is liquid at the standard state, care must be taken to specify precisely what state has been chosen.
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.8)

The relation between the space-velocity and space-time for actual feed conditions (unprimed symbols) and atstandard conditions (designated by primes) is given by
II. STEADY STATE MIXED FLOW REACTOR:
For a CSTR, since the composition is uniform throughout, the accounting may be made about the reactor as awhole and eqn. 1 of material balance can be written as:
Now, evaluating each term of eqn. 5.10, if FA0 = v0CA0 is the molar feed rate of component A to the reactor, thenconsidering the reactor as a whole we have –
Input of A, moles/time = FA0(1 – XA) = FA0
Output of A, moles/time = FA0(1 – XA)
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.9)
-------- (5.10)

Disappearance of A by reaction, moles/time = (–rA)V
Introducing the above evaluated terms in eqn. 3.10 we get:
Which on rearrangement and for any fractional change in volume, Ɛ, gives,
More generally, if the feed on which conversion is based, subscript 0, enters the reactor partially converted,
subscript i, and leaves at conditions given by subscript f, we have
or
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.12)
For any ƐA -------- (5.11)

For the special case of constant-density systems XA = 1 – CA/CA0, in which case the performance equation for mixed
reactors can also be written in terms of concentrations or,
These expressions relate in a simple way the four terms XA, -rA, V, FA0; thus, knowing any three allows the fourth to be
found directly.
In design, then, the size of reactor needed for a given duty or the extent of conversion in a reactor of given size is found
directly.
In kinetic studies each steady-state run gives, without integration, the reaction rate for the conditions within the reactor.
The ease of interpretation of data from a mixed flow reactor makes its use very attractive in kinetic studies, in particular
with messy reactions (e.g., multiple reactions and solid catalyzed reactions). Figure 5.4 is a graphical representation of
these mixed flow performance equations. For any specific kinetic form the equations can be written out directly.
5. IDEAL REACTORS FOR A SINGLE REACTION
For ƐA = 0 -------- (5.13)

Figure 5.4 is a graphical representation of these mixed flow performance equations. For any specific kinetic form
the equations can be written out directly.
5. IDEAL REACTORS FOR A SINGLE REACTION

As an example, for constant density systems CA/CA0 = 1 – XA, thus the performance expression for first-order
reaction becomes –
For variable volume systems,
Therefore, first order reaction with variable volume condition, the performance 5.11 can be rewritten as:
For second-order reaction,A→ products, -rA, = kC2A, ƐA = 0, the performance equation of eqn. 5.11 becomes
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.14a)
-------- (5.14b)
-------- (5.15)

Similar expressions can be written for any other form of rate equation. These expressions can be written either in
terms of concentrations or conversions.
Using conversions is simpler for systems of changing density, while either form can be used for systems of
constant density.
Example 5.1
Example 5.2
Example 5.3
5. IDEAL REACTORS FOR A SINGLE REACTION

III. STEADY STATE PLUG FLOW REACTOR:
In a plug flow reactor the composition of the fluid varies from point to point along a flow path; consequently, the
material balance for a reaction component must be made for a differential element of volume dV. Thus for reactant
A, eqn. 4.1 becomes
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.10)

From figure 5.5, for a elemental volume dV we can write
Input of A, moles/time = FA
Output of A, moles/time = FA + dFA
Disappearance of A by reaction, moles/time = (–rA)V
Introducing the above evaluated terms in eqn. 3.10 we get:
Also,
Therefore, on replacement in above eqn.
For the reactor as a whole the expression must be integrated. Therefore, we obtain
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.16)

Thus,
Equation 5.17 allows the determination of reactor size for a given feed rate and required conversion.
Compare Eqns. 5.11 and 5.17. The difference is that in plug flow rA varies, whereas in mixed flow rA is constant.
As a more general expression for plug flow reactors, if the feed on which conversion is based, subscript 0, enters
the reactor partially converted, subscript i, and leaves at a conversion designated by subscript f, we have
or
5. IDEAL REACTORS FOR A SINGLE REACTION
For ƐA -------- (5.17)
-------- (5.18)

For the special case of constant-density systems XA = 1 – CA/CA0 and dXA = - dCA/CA0 in which case the
performance equation can also be written in terms of concentrations or,
These performance equations, Eqns. 5.17 to 5.19, can be written either in terms of concentrations or conversions.
For systems of changing density it is more convenient to use conversions; however, there is no particular
preference for constant density systems.
Whatever its form, the performance equations interrelate the rate of reaction, the extent of reaction, the reactor
volume, and the feed rate, and if any one of these quantities is unknown it can be found from the other three.
5. IDEAL REACTORS FOR A SINGLE REACTION
For ƐA = 0 -------- (5.19)

Figure 5.6 displays these performance equations and shows that the spacetime needed for any particular duty can
always be found by numerical or graphical integration. However, for certain simple kinetic forms analytic
integration is possible-and convenient. To do this, insert the kinetic expression for r, in Eq. 17 and integrate.
5. IDEAL REACTORS FOR A SINGLE REACTION

Some of the simpler integrated forms for plug flow are as follows:
a) Zero-order homogeneous reaction, any constant ƐA,
b) First-order irreversible reaction, A→ products, any constant ƐA,
c) First-order reversible reaction, CR0/CA0 = M, kinetics approximated or fitted by –rA = k1CA – k2CR with an
observed equilibrium conversion XAe, any constant ƐA,
d) Second-order irreversible reaction, A+ B→ products with equimolar feed or 2A→ products, any constant ƐA,
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.20)
-------- (5.21)
-------- (5.22)
-------- (5.23)

Where the density is constant, put ƐA = 0 to obtain the simplified performance equation.
By comparing the batch expressions of derived earlier with these plug flow expressions we find:
1. For systems of constant density (constant-volume batch and constant-density plug flow) the performance equations are
identical, τ for plug flow is equivalent to t for the batch reactor, and the equations can be used interchangeably.
2. For systems of changing density there is no direct correspondence between the batch and the plug flow equations and the
correct equation must be used for each particular situation. In this case the performance equations cannot be used
interchangeably.
Example 5.4
Example 5.5
Example 5.6
5. IDEAL REACTORS FOR A SINGLE REACTION

Holding time and Space Time for Flow Reactors:
They are defined as:
Space time:
Holding Time:
For constant density systems (all liquids and constant density gases)
For changing density systems τ ≠ t and t ≠ V/v0 in which case it becomes difficult to find how these terms arerelated.
5. IDEAL REACTORS FOR A SINGLE REACTION
-------- (5.6 or 5.8)
-------- (5.24)

As a simple illustration of the difference between these 2, consider two cases of the steady-flow popcorn popper of
which takes in 1 liter/min of raw corn and produces 28 liters/min of product popcorn.
Consider three cases, called X, Y, and Z, which are shown in Fig. 5.7.
5. IDEAL REACTORS FOR A SINGLE REACTION

In the first case (case X) all the popping occurs at the back end of the reactor.
In the second case (case Y) all the popping occurs at the front end of the reactor.
In the third case (case Z) the popping occurs somewhere between entrance and exit.
In all three cases, irrespective f where the popping occurs –
However, we see that the residence time in the three cases is very different, or
5. IDEAL REACTORS FOR A SINGLE REACTION
This shows that, the value of t depends on what happens in the reactor, while the value of τ is independent of what
happens in the reactor.
This example shows that t and τ are not, in general, identical.
For batch systems, the proper performance measure is the time of reaction.
However, for flow systems, τ or V/FA0 is the proper performance measure.
The above simple example shows that in the special case of constant fluid density the space-time is equivalent to
the holding time;hence, these terms can be used interchangeably.
This special case includes practically all liquid phase reactions.
However, for fluids of changing density, e.g., non-isothermal gas reactions or gas reactions with changing number
of moles, a distinction should be made between t and τ and the correct measure should be used in each situation.
5. IDEAL REACTORS FOR A SINGLE REACTION

5. IDEAL REACTORS FOR A SINGLE REACTION

5. IDEAL REACTORS FOR A SINGLE REACTION

With the wide choice of systems available and with the many factors to be considered, no neat formula can be
expected to give the optimum setup.
Experience, engineering judgment, and a sound knowledge of the characteristics of the various reactor systems are
all needed in selecting a reasonably good design and, the choice in the last analysis will be dictated by the
economics of the overall process.
Single reactions are reactions whose progress can be described and followed adequately by using one and only one
rate expression coupled with the necessary stoichiometric and equilibrium expressions.
For such reactions product distribution is fixed; hence, the important factor in comparing designs is the reactor
size.
A. Size Comparison of Single Reactors:
1. Batch Reactor:
The batch reactor has the advantage of small instrumentation cost and flexibility of operation (may be shut down
easily and quickly).
6. DESIGN FOR SINGLE REACTIONS

1. Batch Reactor:
It has the disadvantage of high labor and handling cost, often considerable shutdown time to empty, clean out, and
refill, and poorer quality control of the product.
Hence the batch reactor is well suited to produce small amounts of material and to produce many different
products from one piece of equipment.
Regarding reactor sizes, on comparing eqns. 5.4 – 5.19 for a given duty and for ε = 0 shows that an element of
fluid reacts for the same length of time in the batch and in the plug flow reactor.
Thus, the same volume of these reactors is needed to do a given job.
On a long-term production basis one must correct the size requirement estimate to account for the shutdown time
between batches.
Still, it is easy to relate the performance capabilities of the batch reactor with the plug flow reactor.
6. DESIGN FOR SINGLE REACTIONS

2. Mixed Versus Plug Flow Reactors, First and Second OrderReactions:
For a given duty the ratio of sizes of mixed and plug flow reactors will depend on the extent of reaction, the
stoichiometry, and the form of the rate equation.
For the general case, a comparison of eqns. 5.11 and 5.17 will give this size ratio. Consider this comparison for the
large class of reactions approximated by the simple nth-order rate law:
Where n varies anywhere from 0 to 3. For mixed flow, eqn. 5.11 gives
Whereas, for plug flow, eqn. 5.17 gives
6. DESIGN FOR SINGLE REACTIONS

Dividing the above 2 eqns. We get
For constant density, or ε = 0, the expression reduces to
Or,
Equations 1 and 2 are displayed in graphical form in Fig. 6.1 to provide a quick comparison of the performance of
plug flow with mixed flow reactors.
6. DESIGN FOR SINGLE REACTIONS
-------- (6.1)
n ≠ 1 n = 1 -------- (6.2)

5. IDEAL REACTORS FOR A SINGLE REACTION

For
The ordinate becomes the volume ratio Vm,/Vp or space-time ratio τm/τp if the same quantities of identical feed are
used.
For identical feed composition CA0 and flow rate FA0, the ordinate of this figure gives directly the volume ratio
required for any specified conversion. Figure 6.1 shows the following.
1. For any particular duty and for all positive reaction orders the mixed reactor is always larger than the plug flow reactor. The
ratio of volumes increases with reaction order.
2. When conversion is small, the reactor performance is only slightly affected by flow type. The performance ratio increases
very rapidly at high conversion; consequently, a proper representation of the flow becomes very important in this range of
conversion.
3. Density variation during reaction affects design; however, it is normally of secondary importance compared to the difference
in flow type.
6. DESIGN FOR SINGLE REACTIONS

3. Variation of Reactant Ratio for Second Order Reactions:
Second order reactions of two components and of the type:
Can behave as second order reactions of one component when the reactant ratio is unity. Therefore,
For the second case, when a large excess of reactant B is used then its concentration does not change appreciably
(CB ≈ CB0) and the reaction approaches first-order behavior with respect to the limiting componentA, or
Thus in Fig. 6.1, and in terms of the limiting component A, the size ratio of mixed to plug flow reactors is
represented by the region between the first-order and the second-order curves.
6. DESIGN FOR SINGLE REACTIONS
-------- (3.13)
-------- (6.3)
-------- (6.4)

4. GeneralGraphicalComparison:
For reactions with arbitrary but known rate the
performance capabilities of mixed and plug flow
reactors are best illustrated in Fig. 6.2.
The ratio of shaded and of hatched areas gives the
ratio of space-times needed in these two reactors.
From Fig. 6.2, for all nth-order reactions, n > 0, it can
be seen that mixed flow always needs a larger volume
than does plug flow for any given duty.
6. DESIGN FOR SINGLE REACTIONS