Changes in phenolic acid content during dry-grind processing of corn into ethanol and DDGS
20
Accepted Article Changes in phenolic acids content during dry-grind processing of corn into ethanol and DDGS Devanand L Luthria a *, Ayaz A. Memon a , Keshun Liu b a Food Composition and Methods Development laboratory, Beltsville Human Nutrition Research Center, Agricultural Research Service, U.S. Department of Agriculture, Beltsville, MD 20705-3000, USA b Grain Chemistry and Utilization Laboratory, National Small Grains and Potato Germplasm Research Unit, Agricultural Research Service, U.S. Department of Agriculture, Aberdeen, ID 83210 * Corresponding Author: Dave Luthria, Ph.D., MIB Food Composition and Methods Development Lab Beltsville Human Nutrition Research Center USDA/ARS Bldg. 161, BARC (E) 10300 Baltimore Avenue Beltsville, MD 20705 Tel. # : 301-504-7247 Fax #: 301-504-8314 Email: [email protected] This article has been accepted for publication and undergone full peer review but has not been through the copyediting, typesetting, pagination and proofreading process, which may lead to differences between this version and the Version of Record. Please cite this article as doi: 10.1002/jsfa.6481 This article is protected by copyright. All rights reserved.
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Changes in phenolic acid content during dry-grind processing of corn into ethanol and DDGS

Acc
epte
d A
rticl
eChanges in phenolic acids content during dry-grind processing of corn into
ethanol and DDGS
Devanand L Luthriaa*, Ayaz A. Memon
a, Keshun Liu
b
aFood Composition and Methods Development laboratory,
Beltsville Human Nutrition Research Center,
Agricultural Research Service, U.S. Department of Agriculture,
Beltsville, MD 20705-3000, USA
b Grain Chemistry and Utilization Laboratory,
National Small Grains and Potato Germplasm Research Unit,
Agricultural Research Service, U.S. Department of Agriculture,
Aberdeen, ID 83210
* Corresponding Author:
Dave Luthria, Ph.D., MIB
Food Composition and Methods Development Lab
Beltsville Human Nutrition Research Center
USDA/ARS
Bldg. 161, BARC (E)
10300 Baltimore Avenue
Beltsville, MD 20705
Tel. # : 301-504-7247
Fax #: 301-504-8314
Email: [email protected]
This article has been accepted for publication and undergone full peer review but has not
been through the copyediting, typesetting, pagination and proofreading process, which
may lead to differences between this version and the Version of Record. Please cite this
article as doi: 10.1002/jsfa.6481
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eAbstract
BACKGROUND: Nine fractions (ground corn-1, cooked slurry-2, liquefied slurry-3,
fermented mash-4, whole stillage-5, thin stillage-6, condensed distillers soluble (CDS)-7,
distillers wet grains (DWG)-8, and distillers dried grains with soluble (DDGS)-9) were
collected at different steps from three commercial dry-grind bioethanol processing plants.
Samples were analyzed for the individual and total phenolic acids content by HPLC and the
antioxidant capacity by ferric reducing antioxidant power (FRAP) assay.
RESULTS: There were significant differences in phenolic acids (individual and total) content
and the antioxidant capacity in the nine fractions collected from the three processing plants,
but the changing trends in all three plants were very similar. The four phenolic acids
identified in all fractions were caffeic, p-coumaric, ferulic, and sinapic acids. Vanillic acid
was present in all fractions except fractions 2 and 3. All fractions collected following
fermentation, except fractions 6 and 7, had higher concentrations of phenolic acids than
fractions before fermentation, with DWG having the highest phenolic acids content.
CONCLUSION: The increased concentration of phenolic acids content after fermentation in
four fractions (4, 5, 8, and 9) was primarily due to depletion of starch during dry-grind
processing. Further research is needed to investigate the influence of enriched phenolic acids
concentration in DDGS on diet palatability (sensory property) and animal health.
Keywords: Dry-grind processing of corn to ethanol and DDGS; nine fractions; phenolic
acids; HPLC-DAD-MS analysis; antioxidant capacity; ferric reducing antioxidant power
(FRAP) assay
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eINTRODUCTION
Increased energy cost during the past few decades has resulted in greater demand for the use
of bioethanol as a fuel additive. In the U.S., the bioethanol production increased from about
6.5 billion liters in 1999 to over 52 billion liters in 2011.1 Of that production, over 90%
ethanol facilities employed some variation of dry-grind processing, since the capital cost of
building a dry-grind plant is comparatively lower than a wet milling processing plant.2 The
major co-product from the dry-grind process is distillers dried grains with solubles (DDGS).
This increased production of bioethanol is accompanied with a significant increase in the
quantity of its co-product, DDGS, produced during fermentation of corn by the dry-grind
process.
DDGS is commonly used as livestock feed. Numerous reports state that the composition
of phenolic compounds in plants and plant derived products is influenced by cultivars,
growing, and processing conditions.3-6
Both raw materials (corn) and the processing
conditions influence the quality and quantity of phenolic acids present in co-product (DDGS)
formed during the production of bioethanol from corn by the dry-grind process.
Previous studies on the composition of DDGS focused on the proximate, amino acid,
mineral content, fatty acids and functional lipids contents.7-11
The effects of particle size
distribution, general composition, and a color property of ground corn on the quality of
DDGS was studied by Liu.12
Recently, suitability of some selected corn hybrids for
bioethanol and DDGS was investigated by Semencenko et al.13
The authors observed
increased in protein and mineral content concentration in DDGS as compared to the corn.
Inglett et al. investigated the effect of extraction conditions (solvent composition) and
techniques on the analysis of phenolic compounds and antioxidant activity of DDGS
extracts.14,15
In our earlier publication, we have carried out direct comparison of phenolic
acids and antioxidant capacity between DDGS and the starting material corn, both collected
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
efrom the three commercial plants in Iowa.
16 The total concentration of phenolic acids in
DDGS were approximately 3.4 folds higher than the corn feedstock as the starch portion of
the corn is fermented to ethanol and CO2, thereby increasing the concentration of phenolic
acids in DDGS.
Phenolic acid is a class of antioxidant that is widely distributed in grains.17
Recent
epidemiological studies have linked consumption of whole grain products in reducing risk of
chronic diseases such as type 2 diabetes, cardiovascular, and certain types of cancers.18,19
Although the mechanism of action behind the protective effect is not completely known, it is
implicated that beneficial effect may be due to the high phytochemical content of whole grain
products as compared to the refined grain.18.,19
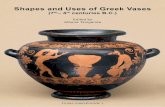
In the dry-grind process (Fig. 1), all ground corn kernel components are processed
through several sequential steps including grinding, cooking, liquefaction, saccarification,
fermentation, and distillation to produce two end products are ethanol and DDGS.20
In this
study, we report changes in the phenolic acids composition and the antioxidant capacity
during dry-grind processing of corn into biofuel ethanol by collecting and analyzing nine
fractions (ground corn-1, cooked slurry-2, liquefied slurry-3, fermented mash-4, whole
stillage-5, thin stillage-6, condensed distillers solubles-7, distillers wet grains-8, and DDGS-9)
from three commercial dry-grind bioethanol processing plants. Better understanding of the
effect of different processing steps on phenolic acids concentrations and their antioxidant
activity will allow researchers to optimize the concentration of bioactive phytochemicals in
the final co-product, DDGS. This information will also be useful for animal nutritionists to
investigate the influence of enriched phenolic acids concentration in DDGS on diet
palatability and animal health.
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eEXPERIMENTAL
All nine fractions, including starting material ground corn (1), seven intermediate fractions
(cooked slurry-2, liquefied slurry-3, fermented mash-4, whole stillage-5, thin stillage-6,
condensed distillers soluble-7, distillers wet grains-8), and the co-product DDGS (9) were
collected from three separate dry-grind bioethanol processing plants located in Iowa, USA.
These plants commonly processed commodity yellow dent corn available locally. All
fractions were frozen after collection for transportation. All fractions were freeze-dried and
ground into powder. Dried thin stillage and condensed distillers solubles (also known as
syrup) were ground with a small coffee grinder due to high oil content and soft texture. The
nine fractions are labeled as (ground corn-GC, cooked slurry-CS, liquefied slurry-LS,
fermented mash-FM, whole stillage-WS, thin stillage-TS, condensed distillers solubles-CDS,
distillers wet grains-DWG, and distillers dried grains with solubles-DDGS). The alphabets A,
B, and C denotes the three dry-grind processing plants.
Chemicals and phenolic acids standard
HPLC grade solvents and reagents were used for all chemical analysis. Methanol was
purchased from Fisher Chemicals (Fair Lawn, New Jersey, USA). Phenolic acids standards
namely, vanillic acid, caffeic acid, ferulic acid, p-coumaric acid, and sinapic acid, were
purchased from Sigma Chemical (St. Louis, MO, USA). TPTZ (2, 4, 6, Tris (2 Pyridyl)-S-
Triazine), trolox (6-hydroxy-2,5,7,8-tetramethylchroman-2-carboxylic acid), formic acid, and
ascorbic acid were procured from Aldrich Chemical Company (Milwaukee, WI, USA).
EDTA (Ethylenediamine tetraacetic acid) was purchased from EMD Chemicals (Gibbstown,
NJ, USA). Deionized water (DI, 18Ω) was prepared using a Millipore Milli-Q purification
system (Millipore Corp., New Bedford, MA, USA). Polyvinylidene difluoride (PVDF)
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
esyringe filters with pore size 0. 45 μm were purchased from National Scientific Company
(Duluth, GA, USA).
Ultrasonic assisted base hydrolysis for assay of total phenolic acids
All nine fractions were separately extracted. Each sample (250 mg ± 1 mg) was mixed with 5
mL of base hydrolysis solution (0.372gm of EDTA and 1 g ascorbic acid in 2N NaOH in 100
mL of volumetric flask) in 15 mL polypropylene disposable tubes. Saponification was
carried out by the same method as described in our previous communication.16
Briefly, the
mixture was purged with N2 gas, capped, and placed in an ultrasonic bath at 56 oC for 30 min.
After hydrolysis, samples were cooled and the pH of the extract was adjusted to 2.5 with 6N
HCl and phenolic acids were extracted twice with ethyl acetate (5 ml). The combined ethyl
acetate organic layers were evaporated under N2 and the dried residue was re-dissolved in 2
mL of 80% aqueous methanol. The mixture was vortexed and filtered through a 0.45 µm
PVDF syringe filter into HPLC vials for analysis. Four replicates analyses were carried out
with each fraction.
Phenolic acids analyses by HPLC and LC-ESI-MS
Quantification of phenolic acids from all fractions was carried out using an Agilent 1100
HPLC system coupled to a diode array detector (DAD) from Agilent Technologies (Palo Alto,
CA, USA). Identification of phenolic acids was achieved by comparison of mass and
ultraviolet spectral data with those reported in the previous publications from our laboratory
and by comparison of retention time with authentic commercial phenolic acids standard.16
Separation of phenolic acids was achieved using a reversed phase C18 Luna column (150
x 4.6 mm; particle size 5 µm) from Phenomenex (Lorance, CA, USA) using the same method
as described in our previous communication.15
Separation was achieved using a binary
gradient with two solvents. Solvent A and B consisted of 0.1% (v/v) formic acid in water and
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
emethanol respectively. The flow rate was set to 1 ml min
-1. A linear gradient of 5% (B) to
30% (B) was used for 25 min, followed by 30% (B) for 35 min, then ramped from 30% (B) to
100% (B) for 10 min and hold at 100% (B) for 5 min. After 75 min, the mobile phase
concentration was brought back to 5% (B) and held for 10 min for column equilibration.
Identification of phenolic acids was carried out using a MSD (SL) detectors (Agilent,
Palo Alto, CA, USA) in the positive and negative ion mode at low and high fragmentor
voltages (70 V and 250 V) coupled to a Agilent 1290 Infinity LC System (Agilent, Palo Alto,
CA, USA). The instrument was set to scan from 100 to 750 mass units. The temperature of
the drying gas was 300 oC at a flow rate of 12 L min
-1, capillary voltage for both positive and
negative ion mode was adjusted at 3000 V and a nebulizer pressure of 50 psi. The LC system
was directly connected to a mass spectrometer with no stream splitting.
Preparation of extracts for antioxidant assay
Extraction of dried corn, 7 intermediate fractions, and DDGS samples were carried out using
a pressurized liquid extractor (PLE) (ASE-200, Dionex Corp, Sunnyvale, CA, USA) as
described in our previous communication.16
In short, dried ground corn, DDGS, or other
processed fraction sample (500 mg) and 2 g diatomaceous earth (Dionex, ASE Prep DE,
Dionex Corp, Sunnyvale, CA, USA) were mixed thoroughly and loaded into the 11 mL
stainless steel cells in the following order: two fiber glass filters were placed at the bottom of
extraction cell, followed by ~ 1 g of Ottawa sand (particle size 20-30 mesh) from Fisher
Chemicals (Fair Lawn, New Jersey, USA). The premixed sample fraction with ASE Prep DE
was then loaded into a stainless steel cell. The excess space was filled with sand (~ 1 g)
followed by a single fiberglass filter at the top. The stainless steel cells were tightly capped
and loaded onto ASE-200 system. The conditions used for extractions were as follows:
temperature 100 oC, heat 5 min, pressure 1000 psi, preheating equilibration time 5 min, static
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eextraction time 10 min, number of cycles 3, purge time with N2 90 sec, flush volume 65%.
Extractions were carried with methanol:H2O (80:20, v/v). Extracts were transferred into 25
mL volumetric flasks and volume was adjusted to 25 mL with the extraction solvent.
Extracts were filtered through 0.45 µm PVDF filters and analyzed for antioxidant capacity by
the FRAP assay. Four replicates extractions were carried out with each corn or DDGS
sample.
FRAP Assay for Antioxidant Capacity
The unsaponified PLE extracts of corn, seven intermediate fractions, and DDGS were used
for the FRAP antioxidant assay. This assay was carried out according to the procedure
reported method by Benzie and Strain (1996) with some modifications.21
Briefly, the 10 mM
TPTZ (2, 4, 6, Tris (2 Pyridyl)-S-Triazine) solution was prepared in 40 mM HCl. The 300
mM acetate buffer was prepared by mixing 3.1 g of sodium acetate trihydrate
(C2H3NaO2.3H2O) in DI water and pH 3.6 was adjusted with glacial acetic acid. A 20 mM
ferric chloride solution was prepared by dissolving 3.2 g of FeCl3.6H2O in 1L DI. The
working FRAP reagent was produced by mixing 10 mM TPTZ solution, 300 mM acetate
buffer, and 20 mM ferric chloride solution in 1:10:1 (v/v/v) ratio just before the analysis. A
total of 50 µL of sample was dispensed into each well in eight replicates and 200 µL of
FRAP reagent was added to each a 96-well cell culture flat bottom plate (Costar, 3595,
Corning Costar, Cambridge, MA, USA). The plate was incubated in the dark at ambient
temperature for 10 min. Absorbance at 593 nm was measured using a SPECTRA max384
plate
reader (Molecular Device, Sunnyvale, CA, USA). The FRAP results were expressed in terms
of Trolox equivalents per gram weight of ground corn or DDGS sample. Each extract was
analyzed in duplicate.
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eStatistical analysis
Data were treated with the JMP software, version 5 (JMP, a Business unit of SAS, Cary, NC,
USA) for calculating means and standard deviations. Analysis of variance (ANOVA) was
conducted in order to investigate the effect of fraction type (step samples) on the contents of
individual phenolic acid, total phenolic acids and FRAP value. The Tukey’s honestly
significant difference test was then conducted for pair-wise comparisons when ANOVA
showed a significant effect at p < 0.05.
RESULTS AND DISCUSSION
In a previous report, we showed a typical HPLC chromatogram of phenolic acids extracted
from the saponified ground corn and DDGS samples.16
The five phenolic acids identified by
comparison of retention time, UV, and mass spectral data with the authentic commercial
standard in different fractions were vanillic acid (1), caffeic acid (2), p-coumaric acid (3),
ferulic acid (4), and sinapic acid (5). The two predominant phenolic acids accounting for
over 80% of the total identified phenolic acids were ferulic acid and p-coumaric acid. Similar
results for these predominant phenolic acids from corn had been previously reported.16,22
In the present study, the quantitative data on individual phenolic acids, the total phenolic
acids, and FRAP values were determined in the nine fractions collected from the three dry-
grind commercial processing plants. . Results showed that caffeic acid, p-coumaric acid,
ferulic acid, and sinapic acid were again the four major phenolic acids found in all fractions
and that ferulic acid and p-coumaric acid are the two predominant phenolic acids (Table 1).
Results also showed that the individual and total phenolic acids varied significantly among
fractions (p < 0.05). Vanillic acid was not detected in quantifiable amounts in cooked slurry
and liquefied slurry (fractions 2 & 3) from all three plants suggesting possible degradation of
free soluble vanillic acid during the cooking step. However, quantifiable amounts of vanillic
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eacids were detected in other fractions after fermentation, suggesting the release of bound
phenolic acids during fermentation. The quantity of caffeic acid varied marginally from 113
to198 µg g-1
(dry matter) in all three processing plants. The concentration of the other three
phenolic acids (sinapic, p-coumaric, and ferulic acids) increased significantly during cooking ,
suggesting release of bound phenolic acids. The high concentration of these phenolic acids
was maintained at the liquefaction step and there was no further increase.
The larger increase in concentrations of all individual phenolic acids was found in
fermentation mash. This increase was due to conversion of starch (~ 70 %) into ethanol and
CO2 that were removed This enriched phenolic acids in the fractions collected and assyed
after fermentation. Compared with the ground corn, the concentrations of most phenolic
acids were tripled after fermentation. This observation was also found with other
constituents presented in the original corn except for starch.9-11
Phenolic acids were further
enriched in whole stillage, apparently due to removal of ethanol at this step.
The maximum amount of phenolic acids was found in the distillers wet grains with
solubles (DWG) from all three processing plants. DWG was the residual solid fraction
obtained after distilling ethanol derived from starch fermentation and separation of whole
stillage fraction by centrifugation. It contained protein, lipids, fiber, mineral, vitamins, and
other phytochemicals. In particular, almost all pericarp in the original corn ended in this
fraction. It is known that higher concentration of phenolic acids in corn are present in its
pericarp tissues.23
This explains well the observation of the highest amount of phenolic acids
in DWG. The observation suggested that most phenolic acids exist in bound insoluble form
in corn. The existence of insoluble bound phenolic acids was further supported by low
antioxidant capacity (ranging between 110-138 µMol Trolox equivalents) of the DWG
fraction by FRAP assay as compared to very high total phenolic acids content quantified by
HPLC analysis (ranging between 9.3 mg g-1
to 14.4 mg g-1
, dry mass basis) of the DWG
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
efraction. FRAP assay measures only soluble phenolic acids since extracts were not base
hydrolyzed prior to analysis. However, HPLC analysis measures both soluble and insoluble
phenolic acids since extracts were analyzed after base hydrolysis.
The observation that most phenolic acids in corn exist as a bound insoluble form was
further supported by the determination of concentration of phenolic acids in the thin stillage
(6) and CDS (7). Both factions (6 and 7) had similar lower concentrations (~20%) of total
phenolic acids as the starting material. The three ethanol plants showed similar changing
trends in both phenolic acids profile and content and FRAP value, although the values for the
same fraction differed significantly among plants (p <0.05) based on our statistical treatment.
The three fractions before fermentation (ground corn, cooked slurry, and liquefied slurry)
showed lower antioxidant capacity, corresponding to their lower total phenolic acid
concentrations (per gram basis) as compared to the four fractions (fermented mash-4, whole
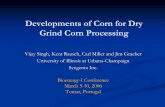
stillage-5, DWG-8, and DDGS-9) obtained after fermentation. There is almost no correlation
(R2 0.0088) between antioxidant FRAP assay and total phenolic acids content (Fig. 2A) when
all fractions from all three plants were included. However, elimination of three fractions
(thin stillage-6, CDS-7, and DWG-8) remarkably improved correlation (R2 0.8753) between
FRAP assay and total phenolic acids content (Fig. 2B). As explained in the previous
paragraph, FRAP assay measures only soluble phenolic acids while the HPLC analysis
measures both soluble and insoluble phenolic acids. Almost all phenolic acids in thin stillage
and CDS would be soluble (free) type while most phenolic acids in DWG would be of bound
type. The higher FRAP assay values in TS and CDS may be attributed to increased
concentrations of soluble phenolic acids content in both fractions (6 and 7). In addition, all
three fractions (6, 7, and 8) are known to contain small amounts of free mono-, di-,
oligosaccharides, and other reducing interferences along with other phytochemicals that
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
emight be released during the fermentation process and assayed by the FRAP method.
24 The
above results suggest that one should be cautioned in using antioxidant assay results obtained
using colorimetric assay. It is essential to carry out detailed phytochemical analysis involving
chromatographic separation and analysis for confirming the result obtained by different
antioxidant colorimetric assay methods.
The results on variations in phenolic acids and antioxidant capacity of the nine fractions
from the three corn processing plants will be of significant interests to the corn processors,
animal nutritionists, and DDGS end users as phenolic acids are known to influence the
organoleptic (flavor, astringency, and hardness) properties of foods and may have potential
health beneficial properties.3-6
CONCLUSIONS
This research was carried out to investigate changes in the amount of individual phenolic
acids, total phenolic acid content, and the antioxidant activity of ground corn (1), seven
intermediate fractions (cooked slurry-2, liquefied slurry-3, fermented mesh-4, whole stillage-
5, thin stillage-6, condensed distillers solubles-7, wet distillers grain-8), and the co-product
DDGS (9) obtained from three dry-grind bioethanol processing plants. Results presented in
this study showed that ferulic and p-coumaric acids were two predominant phenolic acids
present in all fractions after base hydrolysis. The increased concentration of phenolic acids
content after fermentation in four fractions (4, 5, 8, and 9) is primarily due to depletion of
starch, which constitutes ~ 70 % in corn, during dry-grind processing. As per our knowledge
this is the first systematic report of the analysis of phenolic acids and antioxidant activity in
nine dry-grind processing fractions from three different commercial dry-grind bioethanol
processing plants.
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eACKNOWLEDGEMENTS
The authors wish to acknowledge Mr. Michael Woolman, Mrs. Samina Shami, and Mr.
Gaurav Luthria for their assistance in carrying out experimentation. We also like to thank
individuals from three ethanol plants in Iowa for providing study materials and Mr. Bruce
Richter from Dionex Corporation for providing supplies for ASE extraction.
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eREFERENCES
1. RFA (Renewable Fuels Association). Accelerating industry innovation, 2012 ethanol
industry outlook. Washington D.C. (2010).
2. Bajaj M and Paulsen MR, Measuring extractable starch in corn with NIT. In Proceedings
of the Corn Utilization & Technology Conference, (pg. 152). Kansas City, MO, June 3-5.
Corn Growers Association & Corn Refiners Association, Inc. (2002)
3. Antolovich M, Prenzler P, Robards K and Ryan D, Sample preparation in the
determination of phenolic compounds in fruits. The Analyst, 125:989-1009 (2000).
4. Escarpa A and Gonzalez M, An overview of analytical chemistry of phenolic compounds
in foods. Cri RevAnal Chem 31:57-139 (2001).
5. Naczk M and Shahidi F, Extraction and analysis of phenolics in food: A review. J
Chromatogr A 1054:95-111(2004).
6. Luthria DL, Significance of sample preparation in developing analytical methodologies
for accurate estimation of bioactive compounds in functional foods. J Sci Food Agric
86:2266-2272 (2006).
7. Spiehs MJ, Whitney MH and Shurson GC, Nutrient database for distiller’s dried grains
with solubles produced from new ethanol plants in Minnesota and South Dakota. J Ani
Sci 80:2639–2645 (2002) .
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
e8. Belyea RL, RauschKD and Tumbleson ME, Composition of corn and distillers dried
grains with solubles from dry-grind ethanol processing, Bioresour Technol 94:293–298
(2004).
9. Han JC and Liu KS, Changes in proximate composition and amino acid profile during
dry-grind ethanol processing from corn and estimation of yeast contribution towards
DDGS proteins. J Agric Food Chem 58:3430-3437 (2010).
10. Moreau RA, Liu KS, Winkler-Moser JK and Singh V, Changes in lipid composition
during dry-grind ethanol processing of corn. J Am. Oil Chem Soc 88:435-442 (2010).
11. Liu KS and Han JC, Changes in mineral concentrations and phosphorus profile during
dry-grind process of corn into ethanol. Bioresour Technol 102:3110-3118 (2011).
12. Liu KS, Effects of particle size distribution, compositional and color properties of ground
corn on quality of distillers dried grains with solubles (DDGS). Bioresour Technol
100:4433-4440 (2009).
13. Semencenko VV, Mojovic LV, Dukic-Vukovic AP, Radosavljevic MM, Terzic DR and
Milasinovic-Seremesic MS, Suitability of some selected maize hybrids from Serbia for
the production of bioethanol and dried distillers grains with soluble. J Sci Food Agric
93:811-818 (2013).
14. Inglett GE, Rose DJ, Stevenson DG, Chen D and Biswas A, Total phenolics and
antioxidant activity of water and ethanolic extracts from distillers dried grains with
solubles with or without microwave irradiation. Cereal Chem 86:661-664 (2009).
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
e
15. Inglett DE, Chen D, Rose DJ and Berhow M, High-shere, jet-cookiing, and alkali
treatment of corn distillers dried grains to obtain products with enhanced protein, oil and
phenolic antioxidants. Food Sci Technol Int 16:297-304 (2010).
16. Luthria DL, Liu K and Memon AA, Phenolic acids and antioxidant Capacity of Distillers
Dried Grains with Solubles (DDGS) as compared with corn. J Am Oil Chem Soc
89:1297-1304 (2012).
17.Han H-M and Koh B-Y, Antioxidant activity of hard wheat flour dough, and bread
prepared using various processes with the addition of different phenolic acids. J Sci Food
Agric 91:604-608 (2011).
18.Anderson JW, Whole grains and coronary heart disease: the whole kernel of truth. Am J
Clin Nutr, 80:1459-1460 (2004).
19. Fulcher RG and Rooney Duke TK, Whole-grain Foods in health and disease. Eagan press,
St. Paul, MN (2002).
20. Liu, K.S. 2011. Chemical composition of distillers grains, a review. J Agric. Food
Chem 59:1508-1526.
21. Benzie IFFand Strain JJ, The ferric reducing ability of plasma (FRAP) as a measure of
“antioxidant power”: The FRAP assay. Anal Biochem 239:70–76 (1996).
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
e22. Mattila P, Pihlava JM and Hellstrom J, Contents of phenolic acids, alkyl- and
alkenylresorcinols, and avenanthramides in commercial grain products. J Agric Food
Chem 53:8290-8295 (2005).
23. Guo W and Beta T, Phenolic acid composition and antioxidant potential of insoluble
and soluble dietary fibre extracts derived from select whole-grain cereals. Food Res
Int 51:518-525 (2013).
24. Alvarez-Suarez JM, Tulipani S, Romandini S, Vidal A. and Battino, M, Methodological
aspects about determination of phenolic compounds and in vitro evaluation of
antioxidants capacity in honey: A review. Curr Anal Chem 5:293-302 (2009).
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eTable 1: Invididual and total phenolic acid contents as well as FRAP value in various step
samples collected from three commerical dry grind ethanol processing plants. Plant Fractions Vanillic Caffeic p-
coumaric
Ferulic Sinapic Total FRAP
acid acid acid acid acid acid
Plant A 1-Ground corn 0.124 0.114 0.164 0.991 0.081 1.473 46.12
2-Cooked slurry 0.000 0.125 0.522 1.949 0.251 2.847 71.36
3-Liquefied mash 0.000 0.129 0.581 2.116 0.257 3.083 68.68
4-Fermented mash 0.445 0.176 1.619 5.562 0.650 8.452 176.05
5-Whole stillage 0.473 0.181 1.879 6.066 0.892 9.491 190.21
6-Thin stillage 0.490 0.198 0.515 0.889 0.531 2.624 268.94
7-Condensed solubles 0.509 0.192 0.477 0.809 0.496 2.483 296.06
8-Distillers wet grains 0.423 0.165 2.850 9.988 0.963 14.390 137.86
9-DDGS 0.223 0.134 1.013 3.792 0.210 5.372 128.13
Plant B 1-Ground corn 0.115 0.113 0.114 0.901 0.082 1.325 47.84
2-Cooked slurry 0.000 0.133 0.506 2.000 0.337 2.977 72.49
3-Liquefied mash 0.000 0.133 0.465 1.918 0.333 2.848 70.70
4-Fermented mash 0.233 0.136 0.738 2.716 0.473 4.296 162.96
5-Whole stillage 0.306 0.142 1.349 4.856 0.544 7.196 167.78
6-Thin stillage 0.332 0.153 0.263 0.651 0.351 1.749 251.33
7-Condensed solubles 0.383 0.141 0.229 0.632 0.350 1.734 275.36
8-Distillers wet grains 0.349 0.145 2.084 6.036 0.727 9.341 109.96
9-DDGS 0.195 0.129 0.632 2.918 0.200 4.074 99.07
Plant C 1-Ground corn 0.191 0.122 0.147 1.784 0.142 2.386 39.15
2-Cooked slurry 0.000 0.125 0.454 1.943 0.351 2.874 59.35
3-Liquefied mash 0.000 0.128 0.496 2.010 0.405 3.040 59.80
4-Fermented mash 0.505 0.180 1.419 5.009 1.024 8.137 160.33
5-Whole stillage 0.498 0.181 1.412 5.029 0.970 8.090 177.08
6-Thin stillage 0.485 0.187 0.427 0.595 0.455 2.150 155.23
7-Condensed solubles 0.569 0.173 0.367 0.570 0.437 2.117 151.35
8-Distillers wet grains 0.405 0.155 1.787 7.530 0.759 10.635 124.10
9-DDGS 0.503 0.170 0.530 7.013 0.560 8.776 105.68
Three 1-Ground corn 0.143 e 0.116 g 0.142 g 1.225 e 0.102 e 1.728 g 44.371 h
Plants 2-Cooked slurry 0.000 f 0.128 f 0.494 e 1.964 d 0.313 d 2.899 e 67.732 g
Average 3-Liquefied mash 0.000 f 0.130 f 0.514 e 2.015 d 0.332 d 2.990 e 66.394 g
4-Fermented mash 0.394 c 0.164 c 1.259 c 4.429 c 0.715 b 6.962 c 166.446 d
5-Whole stillage 0.426 b 0.168 b 1.547 b 5.317 b 0.802 a 8.259 b 178.354 c
6-Thin stillage 0.435 b 0.179 a 0.402 f 0.712 f 0.446 c 2.174 f 225.166 b
7-Condensed solubles 0.487 a 0.169 b 0.358 f 0.670 f 0.428 c 2.111 f 240.926 a
8-Distillers wet grains 0.392 c 0.155 d 2.240 a 7.851 a 0.816 a 11.456 a 123.974 e
9-DDGS 0.307 d 0.144 e 0.725 d 4.574 c 0.323 d 6.074 d 110.958 f
Plant A The 9 fraction average 0.299 b 0.157 a 1.069 a 3.574 a 0.481 b 5.579 a 153.712 a
Plant B 0.213 c 0.136 b 0.709 c 2.514 b 0.377 c 3.949 c 139.723 b
Plant C 0.351 a 0.158 a 0.782 b 3.498 a 0.567 a 5.356 b 114.672 c
Note: 1. Means of 4 replicate resutls for each data point of individual plant samples. 2. Individual and total
phenolic acids content are expressed as mg/g dry matter basis. 3. FRAP (ferric reducing antioxidant power)
is expreseed as µMol Trolox equivalent/g dry sample. 4. Column means for the 3 plant average having
different letters differed significantly at p<0.05. 5. Column means for the 9 fraction average having
different letters differed significantly at p<0.05. Standard deviations, although not shown, ranged 0.9-5.3%
of the means for vanillic, 0.00-4.0% for caffeic, 0.6-8.6% for p-coumaric, 0.8-6.9% for ferulic, 1.0-6.9% for
sinapic, 0.8-5.1% for total and 0.9-13.4% for FRAP.
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
e
Figure 1. Flow chart of the conventional dry-grind ethanol processing plant. The numbers
in the brackets identify the fractions analyzed for total phenolic acid content and the
antioxidant capacity during the current study.
This article is protected by copyright. All rights reserved.

Acc
epte
d A
rticl
eFigure 2. Correlation between ferric reducing antioxidant capacity assay and total phenolic
acid content analyzed by HPLC analysis. A. All nine fractions, each analyzed in
quadruplicate included in evaluating correlation between two assay procedures. B. Only six
fractions each analyzed in quadruplicate included in evaluating correlation between two assay
procedures.
A B
This article is protected by copyright. All rights reserved.