Catalytic and thermal degradation of high-density polyethylene in vacuum gas oil over non-acidic and...
12
Applied Catalysis A: General 242 (2003) 51–62 Catalytic and thermal degradation of high-density polyethylene in vacuum gas oil over non-acidic and acidic catalysts Selhan Karagöz a , Jale Yanik b,∗ , Suat Uçar a , Mehmet Saglam c , Chunshan Song d a Refinery and Petrochemical Program, Dokuz Eylul University, IMYO, 35160 Buca-Izmir, Turkey b Department of Chemistry, Faculty of Science, Ege University, 35100 Bornova-Izmir, Turkey c Department of Chemical Engineering, Faculty of Engineering, Ege University, 35100 Bornova-Izmir, Turkey d Fuel Science Program, The Pennsylvania State University, 209 Academic Project Building, University Park, PA, 16802, USA Received 30 May 2002; received in revised form 4 September 2002; accepted 5 September 2002 Abstract In this study, the conversion of HDPE in VGO to fuels was carried out in absence and presence of catalyst. The blend containing 20% HDPE was co-processed in presence of hydrogen at the temperatures of 435 and 450 ◦ C. Five kinds of metal supported on active carbon catalysts (M-Ac) and acidic catalysts (HZSM-5 and DHC-8) were tested. The product distribution and the quality of liquid product changed depending upon the temperature and the type of catalyst. Among the metal supported active carbon catalyst, Co-Ac showed the highest cracking activity where as Mo-Ac showed the highest hydrodesulfurization activity. Co-Ac had better cracking activity than commercial hydrocracking catalyst (DHC-8). Although HZSM-5 had the best cracking effect in the hydrocracking of HDPE/VGO blend, the liquid product from HZSM-5 contained the highest sulphur. The use of carbon-supported metal catalysts in the co-processing of HDPE with VGO looks promising solution from an environmental viewpoint. © 2002 Elsevier Science B.V. All rights reserved. Keywords: Active carbon; High density polyethylene; Co-processing; Hydrocracking; HDS 1. Introduction Nowadays, governments and environmental foun- dations have to take into consideration, more and more, the generation of large amount of waste plastics as they cause serious pollution. Most waste plastics are disposed of by landfill or incineration resulting in the loss of their energy content. Therefore, the conversion of waste plastics to valuable chemicals or fuels is a promising solution. There have been many reports on the thermal and catalytic degradation of High-density ∗ Corresponding author. Fax: +90-232-3888264. E-mail addresses: [email protected], [email protected] (J. Yanik). polyethylene (HDPE) as it is one of the main polymers in municipal solid wastes. Ding et al. studied [1] the hydrocracking and hydroisomerization of HDPE and waste plastic over zeolite and silica-alumina-supported Ni and Ni-Mo sulphides. They investigated the effect of Ni and Ni-Mo sulphides loaded on a hybrid support (HSiAl), a mixture of HZSM-5 and silica-alumina on the conversion of HDPE and plastic waste at 375 ◦ C, 1000 psig H 2 (initial). They reported that Ni/HSiAl had higher hydrocracking and hydroisomerization ability than Ni-Mo/HSiAl. Ding et al. [2] also investi- gated thermal and catalytic degradation of HDPE and post-consumer plastic waste (CP#2) at 400 ◦ C-435 ◦ C, for 60 min. under H 2 or N 2 with or without TiCl 3 or HZSM-5. They concluded that HZSM-5 catalyzed 0926-860X/02/$ – see front matter © 2002 Elsevier Science B.V. All rights reserved. PII:S0926-860X(02)00505-7
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Catalytic and thermal degradation of high-density polyethylene in vacuum gas oil over non-acidic and...

Applied Catalysis A: General 242 (2003) 51–62
Catalytic and thermal degradation of high-density polyethylene invacuum gas oil over non-acidic and acidic catalysts
Selhan Karagöza , Jale Yanikb,∗, Suat Uçara, Mehmet Saglamc, Chunshan Songda Refinery and Petrochemical Program, Dokuz Eylul University, IMYO, 35160 Buca-Izmir, Turkey
b Department of Chemistry, Faculty of Science, Ege University, 35100 Bornova-Izmir, Turkeyc Department of Chemical Engineering, Faculty of Engineering, Ege University, 35100 Bornova-Izmir, Turkey
d Fuel Science Program, The Pennsylvania State University, 209 Academic Project Building, University Park, PA, 16802, USA
Received 30 May 2002; received in revised form 4 September 2002; accepted 5 September 2002
Abstract
In this study, the conversion of HDPE in VGO to fuels was carried out in absence and presence of catalyst. The blendcontaining 20% HDPE was co-processed in presence of hydrogen at the temperatures of 435 and 450◦C. Five kinds of metalsupported on active carbon catalysts (M-Ac) and acidic catalysts (HZSM-5 and DHC-8) were tested. The product distributionand the quality of liquid product changed depending upon the temperature and the type of catalyst. Among the metal supportedactive carbon catalyst, Co-Ac showed the highest cracking activity where as Mo-Ac showed the highest hydrodesulfurizationactivity. Co-Ac had better cracking activity than commercial hydrocracking catalyst (DHC-8). Although HZSM-5 had the bestcracking effect in the hydrocracking of HDPE/VGO blend, the liquid product from HZSM-5 contained the highest sulphur.The use of carbon-supported metal catalysts in the co-processing of HDPE with VGO looks promising solution from anenvironmental viewpoint.© 2002 Elsevier Science B.V. All rights reserved.
Keywords: Active carbon; High density polyethylene; Co-processing; Hydrocracking; HDS
1. Introduction
Nowadays, governments and environmental foun-dations have to take into consideration, more andmore, the generation of large amount of waste plasticsas they cause serious pollution. Most waste plastics aredisposed of by landfill or incineration resulting in theloss of their energy content. Therefore, the conversionof waste plastics to valuable chemicals or fuels is apromising solution. There have been many reports onthe thermal and catalytic degradation of High-density
∗ Corresponding author. Fax:+90-232-3888264.E-mail addresses: [email protected], [email protected](J. Yanik).
polyethylene (HDPE) as it is one of the main polymersin municipal solid wastes. Ding et al. studied[1] thehydrocracking and hydroisomerization of HDPE andwaste plastic over zeolite and silica-alumina-supportedNi and Ni-Mo sulphides. They investigated the effectof Ni and Ni-Mo sulphides loaded on a hybrid support(HSiAl), a mixture of HZSM-5 and silica-alumina onthe conversion of HDPE and plastic waste at 375◦C,1000 psig H2 (initial). They reported that Ni/HSiAlhad higher hydrocracking and hydroisomerizationability than Ni-Mo/HSiAl. Ding et al.[2] also investi-gated thermal and catalytic degradation of HDPE andpost-consumer plastic waste (CP#2) at 400◦C-435◦C,for 60 min. under H2 or N2 with or without TiCl3or HZSM-5. They concluded that HZSM-5 catalyzed
0926-860X/02/$ – see front matter © 2002 Elsevier Science B.V. All rights reserved.PII: S0926-860X(02)00505-7

52 S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62
cyclization and amortization reactions while TiCl3catalyzed recombination and disproportionation re-actions. They also found that TiCl3 and HZSM-5always have better catalytic effects on the degrada-tion of HDPE than on the decomposition of CP#2. Inanother study Luo et al.[3] studied catalytic degra-dation of HDPE and polypropylene (PP) into liquidfuel with two kinds of catalyst (F9:Silica/Alumina,SA) at 400–550◦C under nitrogen atmosphere. Theyfound that between two kinds of catalyst, SA pro-duced higher yield of liquid fuel and more valuablegas product under temperature range from 400 to550◦C. In another study, Garforth et al.[4] studiedthe catalytic degradation of HDPE over different cat-alysts in a fluidized-bed reactor. The acidic catalysts(HZSM-5, HMOR and HUSY) are more effectivein converting the polymer to volatile hydrocarbonsthan the less acidic amorphous SAHA. HZSM-5 andalumina-silica produced more olefin products whereasboth HMOR and HUSY produced more paraffinproducts. They concluded that differences in productyields and product distributions could be attributed tothe microstructure of the catalysts used. Park et al.[5]studied the catalytic degradation of HDPE over solidacid catalysts in the range of 450–500◦C. They ob-tained the liquid fraction contained large amounts ofiso-paraffins and aromatics, as are present in the gaso-line fraction of petroleum. They also concluded thatcompared to other tested catalysts (solid acid cata-lysts; silica-alumina and natural zeolite), liquids fromthe HZSM-5 catalyst contained much larger amountsof aromatics. Another approach in degradation ofHDPE is co-processing which has a special impor-tance from the viewpoint of chemical process. Fenget al. [6] studied the direct liquefaction of HDPE, PPand coal-plastic mixtures over different types of cat-alysts, which are HZSM-5, ferrihydrite treated withcitric acid, coprecipitated Al2O3-SiO2, and a ternaryferrihydrite-Al2O3-SiO2. They found that for HDPE,temperatures of 430◦C or higher are required for goodyields while PP gives excellent yields at 420◦C. Luoand Curtis[7] investigated the thermal and catalyticco-processing of coal with model (HDPE, LDPE,polyisoprene and polystyrene) and commingled wasteplastics in the presence and absence hydrogen donorsolvent and catalysts at 400–440◦C. They found theco-processing reactions with commingled plastics pri-marily of HDPE with some PP, and coal yielded less
conversion and less hexane-soluble materials than theLDPE co-processing system. Besides co-processingof coal with model and waste plastic, co-processingof vacuum gas oil (VGO) with model and waste plas-tic has been studied. Ng[8] studied the co-processingof HDPE with VGO in the absence and presence ofcatalyst in a fixed-bed reactor. In this study, it was re-ported that higher gasoline yield was obtained in cat-alytic process and also synergic effect was observed.The effect of red mud (RM) on the liquefaction ofwaste plastics in heavy vacuum gas oil (HVGO) wasinvestigated by Yanik et al.[9]. Experiments were car-ried out by two ways, one- and two-step process. Inthis study, RM was used as a dechlorination catalyst.What is interesting in this study is that the chlorinecontent of the liquid product was 1127 ppm in theabsence of RM, whereas it decreased to the very lowlevel of 90 ppm in the presence of RM. Yanik et al.[10] also studied the catalytic and thermal degradationof polyvinyl chloride containing polymer mixtures,PVC/PE, PVC/PP and PVC/PS over RM. They foundthat RM and iron oxides sorbents showed good effecton the fixation of evolved HCl. Uçar et al.[11] alsoinvestigated the catalytic degradation of LDPE/VGOand PP/VGO blends in the presence of different typeof catalysts (neutral and acidic) under H2 atmosphere.The product distribution varied with the kind of poly-mer in the blend and the type of catalysts. To date, themost commonly used catalysts in the catalytic degra-dation of polymers are solid acid catalysts (zeolite andsilica-alumina) because of their high cracking abili-ties. However, especially co-processing waste plasticswith VGO, catalysts must be neutral. Since the basicnitrogen which is existed in waste plastics poisonsthe active site of acidic catalysts. For this purpose, wechoose metal-supported on active carbon catalysts inthe degradation of HDPE in VGO. Metal supported onactivated carbon catalysts were used by Uemichi et al.to obtain aromatic hydrocarbons from LDPE and PP[12,13]. They reported that Pt, Fe and Mo supportedactivated carbon catalysts were found to be effectivecatalysts for the pyrolysis of LDPE and PP. These twostudies have shown that activated carbon catalysts areactive for cleavage of C–C bonds. In this study, weaimed to investigate the processing of HDPE in thepresence of non-conventional catalysts in a refinerystream. For this purpose, the hydrocracking of HDPEin VGO over active carbon-supported metal catalysts

S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62 53
was carried out to obtain liquid fuel. The effects ofthe temperature and the metal type on active carbonon the product distribution were discussed.
2. Experimental
2.1. Materials
Active carbon was purchased from Carla ErbaReagent (code number: 332658). The active carbonwas manufactured from biomass powder. The vacuumgas oil (VGO) used in this work was a broad vacuumdistillate with a boiling range 242–578◦C, and whichis a base feed for hydrocracking unit in a refineryin Izmir, Turkey. The vacuum gas oil sample con-tains of 2.55% total sulphur and 766 ppm nitrogen.High-density polyethylene, as 3.2 mm extruded pel-lets, was supplied by ALPET-Izmir, Turkey. It did notcontain filling, stabilizers, etc. The DHC-8 catalystused is a commercial catalyst, which is being usedin hydrocracking unit in the refinery. DHC-8 (BETsurface area: 102 m2/g) powder in sulfided form isan amorphous hydrocracking catalyst consisting ofnon-precious metals on a silica-alumina support. Itis a bifunctional catalyst incorporating both hydro-genating and hydrocracking functions. HZSM-5 [BETsurface area: 300 m2/g, (SiO2/Al2O3 = 216 (molarratio)] was supplied by Toso Chem. Ind., Japan. Metalsalts including Co (NO3)2·6H2O, Ni(NO3)2·6H2O,(NH4)6Mo7O24·4H2O were purchased from Aldrichand used as received. The solvent including tetrahy-drofuran, hexane, xylenes (mixed) were purchasedfrom Aldrich.
2.2. Catalyst preparation
The commercial active carbon was purified (forelimination of inorganic impurities) by treating withsolution of HCl (10 wt.%) at room temperature for24 h. After HCl treatments, the carbon was repeatedlywashed with deionized water up to pH= 7, and thenit was dried at 105◦C for 24 h. All catalysts wereprepared by wet impregnation method using excesswater. Metal salts were dissolved in deionized waterto a nominal metal concentration of 5 wt.%, and thenloaded onto activate carbon by wet impregnated undercontinuous agitation. This slurry was dried at 105◦C
for 24 h and then thermally treated at 300◦C undera nitrogen atmosphere to remove the nitrate or am-monium groups. For bimetallic catalysts, metal saltswere impregnated from their solutions at nominal ametal concentration of 5 wt.% for each metal. Acti-vate carbon-supported Co, Ni, Mo, Co-Ni and Co-Moare denoted as Co-Ac, Ni-Ac, Mo-Ac, Co-Ni/Ac andCo-Mo/Ac, respectively.
2.3. Hydrocracking reactions
Reactions were conducted in 100 ml 316 stainlesssteel shaking type batch autoclave at, respectively, 425,435 and 450◦C for 2 h. The reaction time is 2 h. In atypical catalytic hydrocracking experiment, the reac-tor was loaded with 20 g vacuum gas oil (VGO), 5 gpolymer and 2.5 g catalyst. The reactor was purgedthree times with hydrogen and then pressurized withhydrogen to 6.5 MPa. The reactor was agitated hori-zontally at∼=200 cycles/min. After the reaction, the re-actor was quenched to room temperature by fan. Thegases were released. Reactor content was centrifugedto separate the liquid products. The remained prod-uct in form slurry was extracted with THF to removewaxy compounds. The THF insoluble materials con-sisted of coke, catalyst, and undegraded HDPE. TheTHF insoluble was extracted with xylene at 130◦C toseparate the undegraded HDPE. The xylene-insolubleconsisted of coke formed during the reaction. Detailsof the product analysis procedure are available in theliterature[11].
2.4. Analyses of liquid products
The liquid products were analyzed by gas chro-matography with a flame ionization detector us-ing a Hewlett-Packard Model 6890GC. The col-umn was HP z-530300 column (30 m long×0.32 mm diameter) coated with phenylmethylsilox-ane crosslinked at a thickness of 0.50�m. GC-FIDwas temperature-programmed from 40 to 280◦C at5◦C/min with a final holding time of 30 min. Thedata obtained from GC-FID was used to evaluatethe simulated distillation curves[14]. The amountsof sulphur in liquid products were determined usingSulphur Determinator SC-132 instrument, which wascalibrated by using standard containing 3% sulphur.Analyses were repeated two times for each sample.
54 S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62
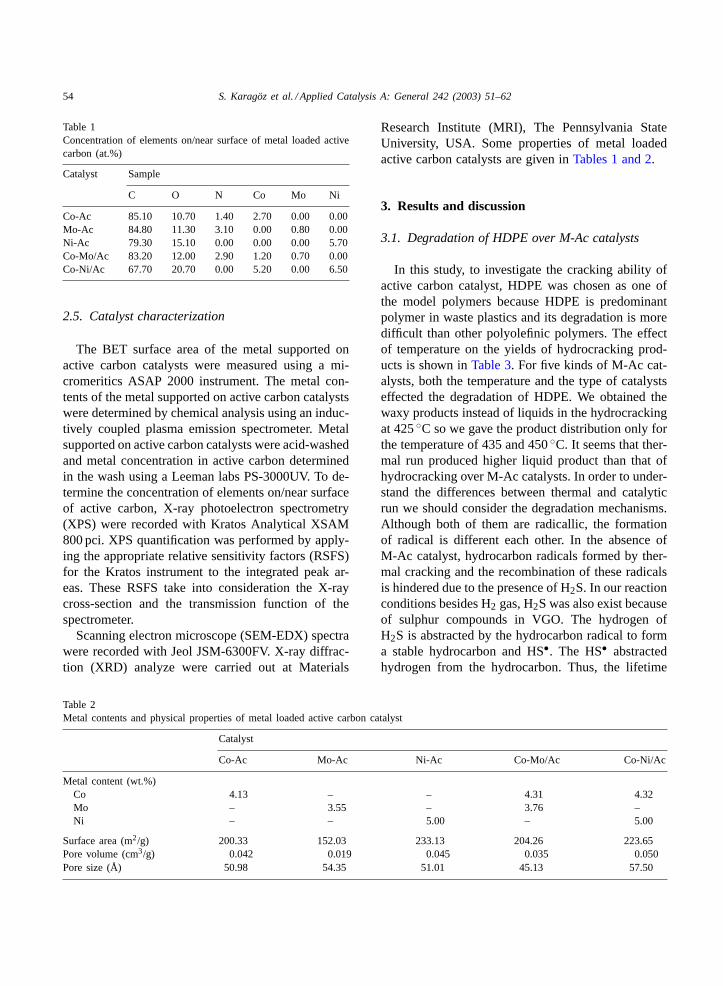
Table 1Concentration of elements on/near surface of metal loaded activecarbon (at.%)
Catalyst Sample
C O N Co Mo Ni
Co-Ac 85.10 10.70 1.40 2.70 0.00 0.00Mo-Ac 84.80 11.30 3.10 0.00 0.80 0.00Ni-Ac 79.30 15.10 0.00 0.00 0.00 5.70Co-Mo/Ac 83.20 12.00 2.90 1.20 0.70 0.00Co-Ni/Ac 67.70 20.70 0.00 5.20 0.00 6.50
2.5. Catalyst characterization
The BET surface area of the metal supported onactive carbon catalysts were measured using a mi-cromeritics ASAP 2000 instrument. The metal con-tents of the metal supported on active carbon catalystswere determined by chemical analysis using an induc-tively coupled plasma emission spectrometer. Metalsupported on active carbon catalysts were acid-washedand metal concentration in active carbon determinedin the wash using a Leeman labs PS-3000UV. To de-termine the concentration of elements on/near surfaceof active carbon, X-ray photoelectron spectrometry(XPS) were recorded with Kratos Analytical XSAM800 pci. XPS quantification was performed by apply-ing the appropriate relative sensitivity factors (RSFS)for the Kratos instrument to the integrated peak ar-eas. These RSFS take into consideration the X-raycross-section and the transmission function of thespectrometer.
Scanning electron microscope (SEM-EDX) spectrawere recorded with Jeol JSM-6300FV. X-ray diffrac-tion (XRD) analyze were carried out at Materials
Table 2Metal contents and physical properties of metal loaded active carbon catalyst
Catalyst
Co-Ac Mo-Ac Ni-Ac Co-Mo/Ac Co-Ni/Ac
Metal content (wt.%)Co 4.13 – – 4.31 4.32Mo – 3.55 – 3.76 –Ni – – 5.00 – 5.00
Surface area (m2/g) 200.33 152.03 233.13 204.26 223.65Pore volume (cm3/g) 0.042 0.019 0.045 0.035 0.050Pore size (Å) 50.98 54.35 51.01 45.13 57.50
Research Institute (MRI), The Pennsylvania StateUniversity, USA. Some properties of metal loadedactive carbon catalysts are given inTables 1 and 2.
3. Results and discussion
3.1. Degradation of HDPE over M-Ac catalysts
In this study, to investigate the cracking ability ofactive carbon catalyst, HDPE was chosen as one ofthe model polymers because HDPE is predominantpolymer in waste plastics and its degradation is moredifficult than other polyolefinic polymers. The effectof temperature on the yields of hydrocracking prod-ucts is shown inTable 3. For five kinds of M-Ac cat-alysts, both the temperature and the type of catalystseffected the degradation of HDPE. We obtained thewaxy products instead of liquids in the hydrocrackingat 425◦C so we gave the product distribution only forthe temperature of 435 and 450◦C. It seems that ther-mal run produced higher liquid product than that ofhydrocracking over M-Ac catalysts. In order to under-stand the differences between thermal and catalyticrun we should consider the degradation mechanisms.Although both of them are radicallic, the formationof radical is different each other. In the absence ofM-Ac catalyst, hydrocarbon radicals formed by ther-mal cracking and the recombination of these radicalsis hindered due to the presence of H2S. In our reactionconditions besides H2 gas, H2S was also exist becauseof sulphur compounds in VGO. The hydrogen ofH2S is abstracted by the hydrocarbon radical to forma stable hydrocarbon and HS•. The HS• abstractedhydrogen from the hydrocarbon. Thus, the lifetime

S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62 55
Table 3Product distribution from hydrocracking of HDPE/VGO blend over M-Ac catalyst
Reaction products (wt.%) Catalyst (M-Ac)
– Co Mo Ni Co-Ni Co-Mo
Reaction temperature: 435◦CGasa 22.16 26.00 22.96 33.60 45.48 34.28Liquid 60.52 44.60 48.24 31.60 11.52 –Wax 16.96 24.88 23.44 29.48 40.64 62.84Asphaltene 0.68 0.76 0.84 0.88 0.80 0.80Coke – 3.32 – – – –
Undegraded polymerb 2.20 6.00 26.80 24.50 11.80 14.40
Reaction temperature: 450◦CGasa 42.50 47.80 38.92 45.28 42.36 45.04Liquid 49.88 37.28 41.96 41.48 44.00 42.84Wax 7.50 12.92 18.16 13.04 13.64 12.12Asphaltene 0.40 1.40 1.24 0.92 1.00 0.84Coke – 2.00 – – 0.6 –
Undegraded polymerb – – 4.80 1.00 – –
a Calculated from mass balance.b Based on HDPE charge.
of hydrocarbon radicals cannot be reduced. However,in the presence of M-Ac catalyst, H• and HS• areformed. HS• is stabilized on the supported metal cata-lyst by hydrogenation as well as it abstracts hydrogenfrom the hydrocarbon. The H• caused the terminationof radicallic products from both HDPE and VGO. Theamount of H• radicals may depend on the metal typeor/and metal concentration on Ac. These explanationsare also supported by Nakamura’s result[15,16] andcan be shown schematically as follows:
In the absence of M-Ac;
In the presence of M-Ac;
H2Smetal→ H• + HS•
HS• + H2metal→ H2S+ H•

56 S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62
The reason of less amount of liquid product overM-Ac catalyst may be the fact that the active carbonleads to form more H• or HS• which terminates theradicallic degradation products from both HDPE andvacuum gas oil. Co-Ac and Mo-Ac gave the simi-lar product distribution, but Ni-Ac produced higheramount of gas and lower amount of liquids thanthat of Co-Ac and Mo-Ac. This may be due to thehigher concentration of metal on the surface of Ni-Accatalyst compared to those of Co-Ac and Mo-Ac(Table 1). Although Ni-Ac was more effective on thedegradation of HDPE/VGO blend, Co-Ac had morecracking ability from the point of undegraded polymereven though metal concentration of on active carbonsurface is lower than Ni-Ac. It can be concluded thatthe type of metal was more pronounced instead of theconcentration of metal in degradation of HDPE. In thecase of bimetallic catalysts, we observed anti-synergiceffect. This may stem from two possible reasons. Oneis that the formation of alloys at 435◦C. The otheris that in the case of bimetallic catalysts, Co is pre-dominant metal, which had effect on the degradationof HDPE/VGO blend. The concentration of cobalt onthe surface of Co-Ni/Ac catalyst was more than that
Fig. 1. Fractions in the liquid from hydrocracking of HDPE/VGO blend at 435◦C over M-Ac catalysts. (�) Naphtha fraction, ( ) middledistillate, ( ) heavy distillate.
of Co-Ac catalysts, whereas the Ni concentrationswere almost the same both in Ni-Ac and Co-Ni/Ac.The high concentration of the cobalt led to overcracking (more gas and waxy compounds). In termsof Co-Mo/Ac the concentration of cobalt on the cata-lyst surface was lower than that of Co/Ac. Therefore,hydrocracking of HDPE/VGO blend over Co-Mo/Acproduced waxy compounds instead of liquids at435◦C. From the point of degradation of HDPE,cobalt had an important affect as in monometallic cat-alysts. It is noted that physical properties of catalystssuch as surface area, pore volume and pore size weresimilar for all kinds of metal loaded active carboncatalysts. So, we cannot discuss the effect of theseproperties on degradation of HDPE or HDPE/VGOblend. With the increasing temperature from 435 to450◦C, correspondingly the yield of gas product in-creased except Co-Ni/Ac. At 450◦C, the liquid yielddecreased in Co-Ac, Mo-Ac and thermal run whereasthe liquid yield increased over Ni-Ac. In bimetalliccase, the liquid yields increased drastically. At thistemperature product distribution were independent onthe metal type on active carbon. There were no im-portant differences among M-Ac catalysts in product

S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62 57
Fig. 2. Fractions in the liquid from hydrocracking of HDPE/VGO blend at 450◦C over M-Ac catalysts. (�) Naphtha fraction, ( ) middledistillate, ( ) heavy distillate.
distribution. The fractions in liquids obtained fromM-Ac catalysts are given inFigs. 1 and 2. Thermal rungave the liquid product having more naphtha fractionthan that of catalytic runs, especially at 435◦C. Thecompositions of the liquid obtained over Co-Ac andMo-Ac were the same. They contained 45% naphtha(b.p. < 172◦C) and 18% middle distillate (172◦C <
b.p. < 2 32◦C). The liquid from Co-Ni/Ac had heav-ier compounds due to over cracking effect of excessamount of cobalt on active carbon surface as explainedabove. The increase in the hydrocracking temperatureled to obtain lighter compounds. At 450◦C, in thecase of bimetallic catalysts, the composition of theliquids was almost the same (50% naphtha, 20–25%middle distillate). Co-Mo/Ac gave the liquid a littlebit lighter compounds than the others (55% naphtha,27% middle distillate). From all above results, ther-mal hydrocracking of HDPE/VGO blend looks betterthan catalytic hydrocracking. However, our aim wasnot only to convert the polymer to fuels and also toobtain high quality liquid fuels. Sulphur concentrationin liquid fuels is an important criteria for fuel quality.In our case, base stock VGO had 2.55% sulphur, so
it was necessary to investigate sulphur amount of liq-uid products. The sulphur amounts in liquid productsobtained from hydrocracking of HDPE/VGO blend at435◦C are given inTable 4. The results showed thatmetal loaded on active carbon catalysts had also a hy-drodesulphurization (HDS) effect. The effect of metaltype (except Mo) can be explained depending uponthe metal concentration and the oxygen on/or near thesurface of active carbon. By considering the sulphur
Table 4The concentration of sulfur in liquids from hydrocracking ofVGO/HDPE blend over different catalysts at 435◦C
Catalyst Sulphur amount, wt.% (±0.01)
None 1.4117Active carbon 1.2405Co-Ac 1.1013Ni-Ac 0.9755Mo-Ac 0.9211Co-Ni/Ac 0.9325Co-Mo/Ac 0.8875HZSM-5 2.2504DHC-8 0.6705

58 S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62
amounts in liquids, the order of HDS activity of M-Acas follows, Co-Ni/Ac> Ni-Ac > Co-Ac. It may besuggested that HDS activity depend on the concen-tration of metal and/or oxygen groups on the surfaceof active carbon. However, in the case of Mo-Ac, theHDS activity was independent on the concentrationof metal and oxygen groups. Although the amountsof both oxygen groups and Mo was lower than that ofover other M-Ac catalysts, the liquids obtained overMo-Ac and Co-Mo/Ac had lower sulphur amounts.
Fig. 3. XRD patterns of Co-Ni/Ac.
Calafat et al. also observed the same effect of Mo inthe thiophene hydrodesulfurization[17]. We obtainedalso similar results in our previous study[18] relatedto hydrocracking of LDPE/VGO blend. From our twostudies, we concluded that the type of polymer wasnot responsible for HDS during the hydrocrackingof polymer containing VGO. In order to investigatethe formation of metal sulphur during the hydroc-racking, one of the M-Ac catalysts was tested beforeand after reaction by using XRD.Fig. 3 shows that

S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62 59
Fig. 4. SEM photographs of Co-Ni/Ac.
XRD pattern of Co-Ni/Ac catalyst before and afteruse in hydrocracking process. Before the hydrocrack-ing reactions, Co-Ni/Ac catalyst was oxide form andfits 3CoO·5NiO (all metal loaded on active carboncatalysts were oxide form before the hydrocrackingreaction which was determined by XRD) and afterthe hydrocracking reactions, the crystalline portion ofCo-Ni/Ac is solid solution sulfide (the peaks in 4.8 and5.2). Fig. 4 shows that scanning electron microscopy(SEM) of Co-Ni/Ac before and after use in the hy-drocracking of HDPE. We observed no any big dif-ference between before and after use of SEM photo-graph of Co-Ni/Ac. However, from the EDX spectra’s(Fig. 5) of Co-Ni/Ac catalyst before and after usein the hydrocracking experiments, it can be clearlyseen that before the reaction there was no any sul-phur peak in the EDX spectra whereas after the re-action high sulphur peak was observed in the EDXspectra.
3.2. Comparison of Co-Ac and acidic catalystsin the degradation of HDPE
In order to compare the cracking ability of M-Accatalysts with acidic catalysts, the hydrocracking ofHDPE/VGO blend was also carried out with twoacidic catalysts (DHC-8, HZSM-5) As Co-Ac gavebetter results than the others Co-Ac catalyst waschosen for comparison.Table 5 shows the productdistribution from the hydrocracking in presence ofacidic catalysts at the temperature of 435 and 450◦C.Not too surprisingly, HZSM-5 showed more catalyticactivity than both DHC-8 and Co-Ac. It gave moregas and less waxy compounds at 435◦C. However,less amount of liquid was obtained at 450◦C overHZSM-5. DHC-8 showed sufficient cracking activityonly at 450◦C. Co-Ac had a good cracking effectat both 435 and 450◦C. By increasing the tempera-ture from 435 to 450◦C led to conversion of liquid

60 S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62
Fig. 5. EDX spectra’s of Co-Ni/Ac before and after use in HDPE degradation.
compounds to gases over HZSM-5 whereas overDHC-8, waxy compounds were degraded to liquidswith increasing the temperature. Degradation route isas follows:
wax → liquid → gas
By comparing the above results with the resultsfrom our previous study related to hydrocracking ofPP and LDPE in VGO over the same catalysts[11],we mentioned the conclusions as below. The degrada-
tion route of blend depending on increasing the tem-perature was changed by polymer type in the caseof DHC-8, However, it was not up to the polymertype in the cases of Co-Ac and HZSM-5. Thus, forall three blends (LDPE/VGO, PP/VGO, HDPE/VGO),gas yield increased, liquid yield decreased over bothHZSM-5 and Co-Ac. The increase in temperature ledto the formation of waxy compounds and the decreasein gas yield for PP/VGO blend while it led to degra-dation of waxy compounds to liquid for HDPE/VGO.

S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62 61
Table 5Product distribution from hydrocracking of HDPE/VGO blend overacidic catalysts
Reactionproducts(wt.%)
Catalyst (2.5 g)
DHC-8(435◦C)
HZSM-5(435◦C)
DHC-8(450◦C)
HZSM-5(450◦C)
Gasa 46.40 44.76 43.48 55.04Liquid 8.00 42.96 41.52 26.52Wax 41.24 12.24 11.04 15.40Asphaltene 0.80 0.92 1.00 0.84Coke 1.88 Trace 1.96 3.04
UndegradedPolymerb
12.40 0.20 – –
a Calculated from mass balance.b Based on HDPE charge.
Since the polymer effected the degradation of VGO,the percentages of products from hydrocracking ofpolymer containing VGO were different for all threekinds of blend. A series of experiments were carriedout in order to investigate the effect of polymer on
Fig. 6. Fractions in the liquid from hydrocracking of HDPE/VGO blend over acidic catalysts. (�) Naphtha fraction, ( ) middle distillate,( ) heavy distillate.
the cracking properties of VGO. For this VGO alonehydrocracked at 435◦C with and without catalysts.The results are given inTable 6. By comparing theTables 3, 5 and 6, it seems that the effect of polymeron the cracking of VGO was changed depending onthe type of catalysts. Over Co-Ac and DHC-8, the liq-uid yields from HDPE/VGO blend were less and waxycompounds were more than from VGO alone. How-ever, the yields are similar for both HDPE/VGO blendand VGO alone over HZSM-5, the quality of liquidswere different from each other for two kind of acidiccatalysts at 435◦C. (Fig. 6). As expected, the liquidsobtained from HZSM-5 contained lighter compoundsthan that of DHC-8. However, at 450◦C, DHC-8 pro-duced the liquid containing 60% naphtha, 12% mid-dle distillate whereas from HZSM-5 the naphtha andmiddle distillate were 55 and 21%, respectively. Atlow temperature, Co-Ac gave the liquid containinglighter compounds than DHC-8. Although, the liquidfrom HZSM-5 at low temperature contained lightercompounds than that from Co-Ac and DHC-8, the

62 S. Karagöz et al. / Applied Catalysis A: General 242 (2003) 51–62
Table 6Product distribution from hydrocracking of VGO at 435◦C overdifferent catalysts
Reactionproducts (wt.%)
Catalyst (2.5 g)
– DHC-8 HZSM-5 Co-Ac
Gas 33.72 27.08 44.92 22.64Liquid 60.88 60.08 40.42 60.84Wax 5.40 12.52 14.24 14.28Asphaltene 0.20 0.32 0.72 0.56Coke – 0.32 0.36 2.24
concentration of sulphur in liquid was the highest.Not too surprisingly, the liquid from DHC-8 containedthe lowest sulphur amount, since it has been using inrefinery for hydrocracking of VGO.
4. Conclusion
The aim of this study was to use of metal supportedon active carbon in co-processing of HDPE with VGO.The effects of metal type on the product distributionfrom co-processing were investigated. The crackingability of M-Ac catalysts was also compared with twoacidic catalysts. In addition, the quality of liquid fuelfrom co-processing was compared for M-Ac catalystsand acidic catalysts. Results can be summarized asfollows:
1. The type and the concentration of metal on theactive carbon surface effected both product dis-tribution and the quality of liquid product at lowco-processing temperature.
2. Metal supported on active carbon catalysts showedHDS effect beside its hydrocracking effect. Thetype of metal affected the sulphur amount in liquidproduct.
3. At low temperature Co-Ac produced more amountand lighter liquid than commercial hydrocrackingcatalyst (DHC-8).
4. Although HZSM-5 showed good cracking activityin co-processing, it gave the liquid containing high-est amount sulphur.
As a consequently, metal loaded active carbon es-pecially, Co-Ac can be taken into the consideration
in co-processing of polymers with heavy petroleumfractions.
Acknowledgements
Ege University, Faculty of Science under the con-tract 2000-Fen-022 and The Energy Institute of ThePennsylvania State University supported this work. Wethank the NATO-A2 Science Doctoral Fellowship Pro-gramme by TUBITAK to Selhan Karagöz to visit theUSA and perform a part of this work at The Penn-sylvania State University. It is pleasure to thank Mr.Ronald Vasco, Mr. Michael J. Sprague for many helpsin the laboratory.
References
[1] W. Ding, J. Liang, L.L. Anderson, Energy Fuels 11 (1997)1219.
[2] W. Ding, J. Liang, L.L. Anderson, Fuel Process. Technol. 51(1997) 47.
[3] G. Luo, T. Suto, S. Yasu, K. Kato, Polym. Degradation Stab.70 (2000) 97.
[4] A.A. Garforth, Y.H. Lin, P.N. Sharratt, J. Dwyer, Appl. Catal.A-Gen. 169 (2) (1998) 331.
[5] D.W. Park, E.Y. Hwang, J.R. Kim, J.K. Choi, Y.A. Kim, H.C.Woo, Polym. Degradation Stab. 65 (2) (1999) 193.
[6] Z. Feng, J. Zhao, J. Rockwell, D. Bailey, G. Huffman, FuelProcess. Technol. 49 (1996) 17.
[7] M.S. Luo, C.W. Curtis, Fuel Process. Technol. 49 (1–3) (1996)91.
[8] S.H. Ng, Energy Fuels 9 (2) (1995) 216.[9] J. Yanik, M.A. Uddin, Y. Sakata, Energy Fuels 15 (1) (2001)
163.[10] J. Yanik, M.A. Uddin, K. Ikeuchi, Y. Sakata, Polym. Degra-
dation Stab. 73 (2001) 335.[11] S. Uçar, S. Karagöz, T. Karayildirim, J. Yanik, Polym. Degra-
dation Stab. 75 (2002) 161.[12] Y. Uemichi, Y. Makino, T. Kanazuka, J. Anal. Appl. Pyrolysis
14 (4) (1989) 331.[13] Y. Uemichi, Y. Makino, T. Kanazuka, J. Anal. Appl. Pyrolysis
16 (3) (1989) 229.[14] Test method for boiling range distribution of petroleum
fractions by gas chromatography, ASTM D 2887, 1994.[15] I. Nakamura, K. Fujimoto, Catal. Today 27 (1996) 175.[16] M.G. Yang, I. Nakamura, K. Fujimoto, Catal. Today 43 (1998)
273.[17] A. Calafat, J. Laine, A. LopezAgudo, J.M. Palacios, J. Catal.
162 (1) (1996) 20.[18] S. Karagoz, J. Yanik, S. Ucar, C. Song, Energy Fuels 16
(2002) 1301.