
Optimization of the sonication extraction method of Hibiscus tiliaceus L. flowers

Applied Energy 109 (2013) 135–144
Contents lists available at SciVerse ScienceDirect
Applied Energy
journal homepage: www.elsevier .com/locate /apenergy
Biodiesel from waste cooking oils via direct sonication
0306-2619/$ - see front matter � 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.apenergy.2013.04.002
⇑ Corresponding author.E-mail address: [email protected] (V.G. Gude).
Veera Gnaneswar Gude ⇑, Georgene Elizabeth GrantCivil and Environmental Engineering Department, Mississippi State University, Mississippi State, MS 39762, United States
h i g h l i g h t s
� Thermal effects of direct sonication on transesterification reaction were studied.� Ultrasonics may effectively transesterify waste oils without external heating.� Intense mixing with temperature rise completes transesterification instantly.� Plug flow process reactor design with ultrasound may prove energy efficient.� Process optimization and biodiesel conversion analysis was presented.
a r t i c l e i n f o
Article history:Received 20 August 2012Received in revised form 14 February 2013Accepted 1 April 2013Available online 27 April 2013
Keywords:BiodieselUltrasonicsProcess parametersWaste cooking oilGas ChromatographyReactor design
a b s t r a c t
This study investigates the effect of direct sonication in conversion of waste cooking oil into biodiesel.Waste cooking oils may cause environmental hazards if not disposed properly. However, waste cookingoils can serve as low-cost feedstock for biodiesel production. Ultrasonics, a non-conventional processtechnique, was applied to directly convert waste cooking oil into biodiesel in a single step. Ultrasonicstransesterify waste cooking oils very efficiently due to increased mass/heat transfer phenomena and spe-cific thermal/athermal effects at molecular levels. Thus, energy and chemical consumption in the overallprocess is greatly reduced compared to conventional biodiesel processes. Specific to this research, ther-mal effects of ultrasonics in transesterification reaction without external conventional heating along witheffects of different ultrasonic, energy intensities and energy density are reported. Optimization of processparameters such as methanol to oil ratio, catalyst concentration and reaction time are also presented. Itwas observed that small reactor design such as plug-flow or contact-type reactor design may improveoverall ultrasonic utilization in the transesterification reaction due to increased energy density and ultra-sonic intensity.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Local biodiesel production may play a critical role in promotingeconomic, energy, and environmental security of the nation. In2007, the U.S. government has committed to increase the renew-able fuel production to 36 billion gallons per year by 2022 [1].However, current biodiesel technologies require developments inmany areas since they require government subsidies to be profit-able for the producers and to be affordable by the public. This ismainly due to: (1) high feedstock cost (up to 75–80% of the totalbiodiesel cost) [2,3] and, (2) energy intensive process steps in-volved in their production [4]. Fig. 1 shows the projections for in-crease in oil prices (feedstock) with increased biodiesel production[5,6]. This situation has already caused the food vs. fuel issuesaround the world [7]. As the renewable fuel industry continues
to grow; energy-efficient, low-cost and environmental-friendlyprocesses will support their successful commercialization and sus-tained growth. In order to reduce production costs and make localbiodiesel production competitive with petroleum diesel, low costfeedstock, such as non-edible oils, waste frying oils and animal fatscould be used [8]. The Energy Information Administration (EIA) inthe United States (USA) estimated that around 100 million gallonsof waste cooking oil is produced per year in USA, or about 9 lb ofwaste cooking oil are generated per person per year [5]. The esti-mated amount of waste cooking oil collected in Europe is about0.49–0.7 million gallons/day [9]. These waste cooking oil sourcescan be used as environmental-friendly feedstock for biodiesel pro-duction since they have originated from already existing oilsources. This approach reduces the environmental pollution thatwould otherwise have been released due to their production.Moreover, waste cooking oils may cause environmental hazardsand result in penalties if they are not treated and disposed properly(Table 1). In addition, transesterification of waste cooking oils oranimal fats by conventional heating processes may significantly

-1
-0.5
0
0.5
1
1.5
2
2.5
3
2004 2006 2008 2010 2012
$/ga
l
Soybean Oil-Biodiesel Yello Grease-Biodiesel
Petroleum Diesel Soy oil price (50 M gal biodiesel)
Soy oil price (200 M gal biodiesel)
Fig. 1. Projected raw oil, petro-diesel and biodiesel prices with increased biodieselproduction.
136 V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144
lower the rates of reaction with the requirement of severe operat-ing conditions. The conventional techniques based on use of stir-ring typically utilize temperatures in the range of 70–200 �C,pressures in the range of 6–10 atm, and reaction times of up to70 h for achieving conversions in the range of 90–95% based onthe type of feedstock used, the type and concentration of the cata-lyst, and the percentage excess of alcohol [10]. The biodiesel pro-cessing costs from these low-cost feedstock sources can bereduced by utilizing energy-efficient, non-conventional processheating and mixing techniques such as ultrasonics [11]. Ultrasonicsdramatically decrease the footprint of the process reactors andfacilitate precise and optimized process control. Ultrasonics haveshown to increase the rate of the process reactions by orders ofmagnitude due to increased heat/mass transfer phenomena andthermal/specific athermal effects of mixing [12]. Table 1 shows acomparison of biodiesel production from waste cooking oils andvirgin oils and conventional and non-conventional technologies.Ultrasonics have been tested on vegetable oils, carinata, soybean,palm, coconut, rice bran and fish oils [13–24] as well as somenon-edible oils such as Jatropha curcas oil, triolin, and waste cook-ing oils [25–32].
Although many studies have focused on the ultrasonic assistedbiodiesel production from a variety of feedstock, very few studies
Table 1Comparison of waste cooking oils vs. virgin oil feedstock and Non-conventional heating v
Waste cooking oil Vir
Advantages Disadvantages Ad
Low cost (free or low cost feedstock)No environmental pollution
High FFA LowHigh processing cost due to masstransfer restrictions
Low
High net energy ratio
Non-conventional heating ConHigh efficiency (>75%)Low chemical usageLow energy consumption due to fast
and easy processingPrecise process controlSmall plant footprint Lar
High capital costs? LowTechnology know-how We
hea
focused on waste/used cooking oil as feedstock. Moreover, all ofthese studies have tested ultrasonic effect in temperature con-trolled environment. This will not allow for one to rationalize orclearly observe the thermal and specific athermal effects of thepure sonication and its relation to the conversion rate of the overalltransesterification reaction. In this research, direct sonication ofwaste cooking oils without any external heating or heat controlwas conducted. The premise for this approach lies in the fact thatultrasonics induce intense mixing due to continuous compressionand rarefaction cycles which cause the cavitational bubbles to gen-erate with super high local temperatures and pressures. This phe-nomena automatically increases the temperature of the bulk of thesample medium with disruption of the microbubbles and promotethe desired chemical reactions. By use of ultrasonics, chemical syn-thesis limitations attributed to mass transfer limitations due toheterogeneous conditions existing during the transesterificationreaction are eliminated. In this study, a homogeneous catalystwas applied to increase the rate of transesterification reaction aug-mented by ultrasonics. Process parameters such as methanol to oilratio, catalyst amount and the reaction time effect were optimized.Additionally, effects of reactor and sample volumes, energy den-sity, ultrasonic and energy intensities of ultrasonic unit and spe-cific thermal effects of the direct sonication have been studied.
2. Materials and methods
2.1. Materials
We received waste cooking oil from the Perry Market Cafeterialocated on Mississippi State University (MSU) campus and Metha-nol and the catalyst (sodium hydroxide, NaOH) from Fisher Scien-tific. Methanol used in this study was of ACS certified grade.
2.2. Ultrasonic irradiation unit
Sonic dismembrator (Model 550 from Fisher Scientific) servedas the main processing unit in this study. The sonicator has poweroutput of 500 W at a fixed frequency of 20 kHz with the followingdimensions: 12.7 cm L � 3.8 cm diameter tapered to 12.7 mm tipdiameter (1.22 cm2, maximum intensity – 410 W cm�2). The hornis made of titanium alloy with 10 levels of amplitude to vary theeffect of ultrasonic application.
s. conventional heating.
gin oils
vantages Disadvantages
High cost feedstock (up to 80% of total cost)Some environmental pollution due to cultivation,fertilizers and processing
FFAprocessing cost
Low net energy ratio
ventional heatingLow efficiency (�35%)High chemical usageHigh energy consumption due to severe operatingconditionsComplex process control
ge plant footprintcapital costs?
ll-known and establishedt sources

V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144 137
2.3. Reaction scheme
The reaction considered for the present study is a typical transe-sterification reaction of oil and alcohol in the presence of a strongLewis base catalyst producing methyl esters and glycerol. The reac-tion scheme is shown in Fig. 2. Ultrasonics are utilized as a non-conventional energy source to promote mixing and heating inthe transesterification reaction.
2.3.1. Ultrasonic mechanismUltrasonic irradiation differs from traditional energy sources
(such as heat, light, or ionizing radiation) in duration, pressure,and energy per molecule. The immense local temperatures andpressures and the extraordinary heating and cooling rates gener-ated by cavitation bubble collapse mean that ultrasonics providean unusual mechanism for generating high-energy chemistry. Sim-ilar to photochemistry, very large amounts of energy are intro-duced in a short period of time, but it is thermal, not electronic,excitation. As in flash pyrolysis, high thermal temperatures arereached, but the duration is very much shorter (by > 104) and thetemperatures are even higher (by five- to ten-fold) in sonication[33,34].
2.4. Experimental procedures
Fig. 2 shows the process scheme for the experimental studies.The process involves direct sonication of the sample mixture(known amount of waste cooking oil mixed with pre-prepared al-kyl methoxide solution) to be converted into biodiesel followed byseparation/washing/drying cycles. The transesterification reactionwas carried out in a 50 ml glass batch reactor (beaker) equippedwith an ultrasonic transducer and a digital temperature probe(Fig. 2). Ultrasonic-assisted process increases the reaction sampletemperature significantly which was recorded using a digital ther-mometer at every 10 s of reaction time. The molar ratio of metha-nol to oil was varied between 4.5:1, 6:1, 9:1, and 13.5:1 while thecatalyst loadings were varied in the range of 0.5–2.0% (wt/wt) byincrements of 0.75%. The amplitude of the ultrasonic processorwas varied using the pre-set levels up to 10. The amplitude levelstested were 1, 3 and 5 to represent corresponding power levels.
Fig. 2. Scheme of ultrasonic biod
Selection of the amplitude levels was based on the recommendedsettings by the ultrasonic unit manufacturer. The sample volumeof the oil was fixed at 10 ml for all experiments. The reaction timeswere varied between 0.5 min and 2.5 min at 0.5 min increments.After the ultrasonic processing, the reaction mixture was allowedto settle to separate into three distinct layers (unreacted methanol,biodiesel and glycerol). The glycerol was drained and discardedand the remaining reaction mixture was washed and dried in theoven at 70 �C for 8 h. This is to ensure complete removal of unre-acted methanol and byproducts. The resultant product was washedfor the second time followed by drying step. The biodiesel layerwas then collected for gas chromatographic (GC–MS) analysis.The experiments were repeated for three times for each of testsand a standard deviation and a standard error was calculated foreach of the parameters.
2.5. Gas Chromatography
The analysis was carried out on a Varian Gas Chromatography(GC) with cool on column injection and FID detection as requiredby ASTM 6584 method for B100. The operating scheme of the bio-diesel analysis using the Gas Chromatography is shown in Table 2.
3. Results and discussion
3.1. Effect of direct sonication on reaction temperature
A distinct advantage of direct sonication is that it eliminates theneed for external heating. Direct sonication of the reaction mixtureresults in increased temperatures as shown in Fig. 3. A maximumreaction temperature of 60 �C was reached within a reaction timeof one minute and the temperature remained between 60 and65 �C for longer reaction times. This is mainly due to evaporationof methanol in the reaction mixture. Evaporation of methanolcauses some cooling on the surface of the reaction mixture whichmaintained the temperatures without increasing dramatically.Ultrasonics can be effective even at low reaction temperatures.At low temperatures the biodiesel conversion was also significantwith short reaction times as observed in this study. Higher reac-tions times have allowed the reaction temperatures to rise to the
iesel process and operations.

Table 2Gas Chromatography configuration.
Injector
Cool on column injectionSample size 1 ll
Column temperature programInitial temperature 50 �C Hold 1 minRate 1 15 �C/min to 180 �CRate 2 7 �C/min to 230 �CRate 3 30 �C/min 380 �C Hold 10 min
DetectorType Flame ionizationTemperature 380 �C
Carrier gasType Hydrogen or Helium Measured at 50 �CFlow rate 3 mL/min
138 V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144
boiling temperatures of methanol. In reactions with conventionalheating, reaction completion depends on how high the reactiontemperature has reached and maintained with vigorous mechani-cal mixing. However, for a non-conventional technique like ultra-sonic mixing, the temperature of the bulk reaction mixture doesnot exactly represent the local microscopic temperatures that leadto completion of the transesterification reaction. Ultrasonic irradi-ation of liquids can cause high-energy chemical reactions to occur.The origin of ultrasound based chemistry is acoustic cavitation: theformation, growth, and implosive collapse of bubbles in liquidsirradiated with high-intensity sound. The collapse of bubblescaused by cavitation produces intense local heating and high pres-sures, with very short lifetimes. In clouds of cavitating bubbles,these hot-spots have equivalent temperatures of roughly 5000 K,pressures of about 1000 atm, and heating/cooling rates above1010 K s�1. In single bubble cavitation, conditions may be evenmore extreme. Thus, sonication can create extraordinary physicaland chemical conditions in otherwise low temperature reactionmixtures [33].
Few researchers have reported the effect of ultrasonics in reac-tion mixtures assisted by external heating by water baths. They re-ported optimum reaction times in the range of 10 and 40 min atreaction temperatures of 25–55 �C for the transesterification reac-tion [14,16,27]. In general, higher reaction temperatures result inoverall decrease in the ultrasound based chemical reaction effect.With increasing reaction temperature, the equilibrium vapor pres-sure increases, which leads to easier bubble formation. However,the cavitation bubbles which are formed, contain more vapor.The vapor reduces ultrasonic effect by decreasing violent cavitationbubble collapse [34]. In temperature controlled experiments, directsonication may not be effective for the above reason. At the same
20
25
30
35
40
45
50
55
60
65
0 15 30 45 60 75 90 105 120 135 150
Reaction Time (sec)
0.5 min 1.0 min1.5 min 2.0 min2.5 min
Fig. 3. Temperature of the sample volume during direct sonication.
time, lower temperature (room temperature) causes a higher vis-cosity, which makes the formation of the bubbles more difficult.On the other hand, at lower temperatures higher rates are obtainedin other ultrasonic chemical processes. However, for transesterifi-cation reaction, an optimum reaction temperature in the range of45–60 �C may lead to more favorable results as observed in thisstudy. Fig. 4 shows the biodiesel yield in 1st and 2nd washing cy-cles and the final biodiesel yield for a set of experiments within fivedifferent time intervals.
3.2. Effect of methanol to oil ratio
One of the important variables affecting the fatty acid methylester yield is the molar ratio of alcohol to oil. As shown in Fig. 2,stoichiometric ratio for transesterification reaction requires 3 molof alcohol and 1 mol of triglyceride to yield 3 mol of fatty acid alkylesters and 1 mole of glycerol. However, transesterification is anequilibrium reaction and to shift the equilibrium of the reaction to-ward the desired methylesters, usually methanol is used in excessand an operating ratio as high as 1:70 (oil to methanol ratio) hasbeen reported. Other two limitations with the transesterificationreaction are: (1) to form a methoxide anion, and (2) to ensureeffective mixing to overcome heterogeneity of the oil-methanolreaction mixture. To form methoxide anions, the catalyst is usuallypre-mixed in the alcohol by vigorous mixing and the heterogeneityof the reaction mixture can be addressed by intense mixing pro-vided by the ultrasonic cavitation. Use of ultrasound or in generalcavitational reactors may also help in significantly reducing thisexcess requirement of alcohol depending on the feedstock [35].For maximum biodiesel yield, a molar ratio of 6:1 was mostly used.In another study, the optimum ratio was reported as 10:1 [36]. Inthis study, for 0.5% NaOH catalyst, a molar ratio of 9:1 was found tobe effective with maximum biodiesel yields of 90% as shown inFig. 5. At high methanol ratios i.e. at 13.5:1 ratio, the separationproved difficult with undesirable suspension and took longer timescompared to low methanol ratios. This was due to unreacted meth-anol and oil mixture suspension. At low methanol ratios i.e. at4.5:1 ratio, the methanol concentration was not sufficient to ad-vance the equilibrium reaction toward completion. The results ob-tained in this study are similar to other studies based onconventional heating method [37,38].
3.3. Effect of catalyst loading
Catalyst concentration is a critical factor to be determined in thetransesterification process. High catalytic activity depends on thecatalyst possessing strong basic sites [39]. Low and high catalystconcentrations may result in undesired biodiesel yield as well ashigh production costs. In this study, three different catalystamounts (0.5%, 1.25%, and 2%, w/w) were tested for their effective-ness. As shown in Fig. 6, 0.5% (w/w) of catalyst concentration wasadequate with high biodiesel yield of 90%. Excess amount of so-dium hydroxide catalyst leads to saponification resulting in lowerbiodiesel yield and lower biodiesel quality. At higher catalyst con-centrations, the intensification of mass transfer becomes moreimportant than increasing the amount of catalyst. Although highreaction temperatures of over 80 �C were observed, the reactionmixture was solidified due to soap formation. It is known thattransesterification of oils by homogeneous catalysts involves se-vere separation and cleaning cycles due to complete miscibilityof the catalysts. When compared with heterogeneous and othersupported acid catalysts; they allow for easy separation, reuseand recycling. However, heterogeneous catalysts are not economi-cally competitive and require longer process reaction times toachieve comparable biodiesel yields with homogeneous catalysts

Fig. 4. Biodiesel volumes and conversion rates.
Fig. 5. Effect of methanol: oil ratio on transesterification.
Fig. 6. Effect of catalyst on transesterification.
V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144 139
and these limitations offset their slight advantages over homoge-neous catalysts [40–43].
3.4. Effect of reaction time
Five different reaction times were tested starting with 0.5 minat 0.5 min increments up to 2.5 min. Since an external heat sourcewas not employed for the reaction, reaction time plays an impor-tant role in its completion. A reaction time of 1–1.5 min seems tobe ideal for reaction completion. Reaction time should be sufficientto rise the reaction temperature significantly and to ensure effi-cient mixing to overcome the heterogeneity in the reaction mix-ture. Shorter reaction time at 0.5 min resulted in unreactedmethanol and unstable suspensions.
In a previous study by the author, microwave enhanced wastecooking oil conversion into biodiesel was conducted [44]. In an-other study, the microwave assisted catalytic transesterificationof Camelina sativa oil was studied [45–47]. In microwave tests,the product separation was very clear and quick. 20–40 min weresufficient for the reaction mixture to separate into product layerswhereas the conventional method requires about 8 h for distinctproduct layer formation. Since ultrasonic assisted reactions involveintense mixing at molecular levels, the settling time can be as longas the conventional method as observed in this study.
3.5. Effect of ultrasonic and energy intensities and energy density
Currently, two types of ultrasonic reactors are in use: (1) lowintensity ultrasonic cleaning baths; and (2) high intensity direct(immersion) sonicators. Ultrasonic cleaning bath reactors havelow intensity of 1 W cm�2 with limited capability for heteroge-neous and even homogeneous chemical reactions especially in bio-diesel production requiring longer reaction times and intensemechanical mixing. The most intense and reliable source of ultra-sound generally used in the chemical laboratory is the directimmersion ultrasonic horns with intensities around 50–500 W cm�2, which are suitable for high viscous solution chemis-try such as biodiesel production [33]. In this study, the unit has amaximum ultrasonic intensity of 410 W cm�2. Ultrasonic intensityis calculated from the diameter of the horn tip and the power ap-plied through the horn (Fig. 8b). Fig. 7a,b show that certain reac-tions proceed well at certain ultrasonic intensities. We observedthat 123 W cm�2 (corresponding amplitude of 3) worked best fortransesterification reaction. Energy density may vary with samplevolumes (reactants). Three different sample volumes (10 mL,20 mL, and 30 mL) were tested for the effect of energy density

Fig. 7. Effect of ultrasonic amplitudes on transesterification.
60
70
80
90
100
10 20 30
Con
vers
ion
(%)
Sample Volume (mL, oil)
70
80
90
0 50 100 150 200 250
Con
vers
ion
(%)
Ultrasonic Intensity (W/cm2)
9:1 MeOH: Oil ratio, 0.5% NaOH, 100 mL reactor volume(A)
(B)
Fig. 8. Effect of sample volumes on transesterification.
10
20
30
40
50
60
70
80
90
0 50 100 150 200
Tem
pera
ture
(C
)
Reaction time (sec)
50 mL 100 mL 150 mL 250 mL
50
60
70
80
90
100
250 150 100 50
Con
vers
ion
(%)
Reactor Volume (mL)
20 mL Oil, 9:1 MeOH: Oil ratio, 0.5% NaOH
(B)
(A)
Fig. 9. Effect of reactor volumes on transesterification.
140 V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144
(Fig. 8a). Energy density will provide the most appropriate samplevolumes for any reaction composition. In these tests, reactor vol-ume was kept constant (100 mL) and it was found that 20 mL oilsample (with corresponding methanol volume) was effective with93.5% conversion rate (Fig. 8a). Another important design parame-ter for ultrasonic reactors is the energy intensity which is similar tothe ultrasonic intensity. Energy intensity was calculated using thediameter of the process reactor. We tested 50 mL, 100 mL, 150 mLand 250 mL size reactors with diameters 1.5, 1.85, 2.0, and 2.75 in.respectively. Energy intensity (W cm�2) will serve as the measure-ment for determining effective reactor diameter since ultrasonicspropagate acoustic waves to cause cavitations. Fig. 9a shows thetemperature profiles for different volumes. The sample volumewas kept constant in this case (20 mL oil). It can be seen that reac-tion temperatures decreased with increasing reactor size, however,it is interesting to note that 150 mL reactor has produced high bio-diesel yield (86.5%) compared to others (80.5%, 81.3% and 61.2%,Fig. 9b). This proves that in ultrasonic reactions, athermal effectscan play significant role in reaction completion without much tem-perature rise. For 250 mL reactor, the energy intensity was muchlower compared to other reactors (Fig. 10b). The ultrasonic inten-sity decreases with an increase in the distance from the tip of hornand generally the active cavitational zone is restricted over therange of 3–5 cm, depending on the power input and operating fre-quency. Ultrasonic horn is suitable for small scale operation andwhere vigorous stirring is important [48].

Fig. 10. Energy absorption and density for different reactors.
V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144 141
Yet another important parameter is the energy absorption rateas the biodiesel conversion depends somewhat on thermal gain ofthe reaction mixture. Energy absorption rate (E) is calculated usingthe resulting rise in temperature (DT), the sonication time and theheat capacity (Cp) of the fluid as shown in the formula below:
EðWÞ ¼Pn
i¼0micpiDTt
In the above formula, m is the mass of the reaction mixtureincluding oil and methanol [49,50]. As shown in Fig. 10a and b,the energy absorption rate and energy efficiency are higher forsmall reactor (high energy intensity). This was due to higher tem-perature rises in small reactors as shown Fig. 9a. However, itshould be noted that the effects that lead to reaction completionare not purely thermal in ultrasonic reactions. For this reason,although the energy absorption is higher in small reactors, it doesnot necessarily result in improved biodiesel conversion rates as
Table 3Comparison with similar studies using direct sonication.
Ultrasonic effect Feedstock and reaction composition
20 kHz, 500 W WCO; methanol 4.5:1, 9:1, 13.5:1; NaOH/0.5, 1.25, 2.0(by wt.)
24 kHz/400 W Beef tallow; methanol 6:1; KOH/0.5% (by wt.)20 kHz/150 W, 200 W and
250 WWCO; methanol 4:1, 5:1, 6:1; KOH/0.5,0.75, 1.0, 1.25(by wt.)
20 kHz, total power 2200 W Soybean oil; Methanol 5:1; NaOH/1% (by wt.)
20 kHz; 14.5 W Soybean oil; methanol 3:1, 4.5:1, 6:1,9:1; KOH/ 1.5,2.2%(by wt.)
Pulse frequency: 0.4, 0.7, 1.0;100, 150, 200 W
Soybean oil; methanol 3:1, 5.5:1, 6:1; NaOH, KOH/na
a28 and 40 kHz, 60% power(720 W)
Vegetable oil, commercial edible oil; methanol 6:1;NaOH/0.5, 1.0, 1.5 KOH/0.5, 1.0, 1.5
a Indirect sonication.
shown in Fig. 9b. This study proves that ultrasonic reactor designfor transesterification reaction requires an optimum reactor sizedetermined based on energy and ultrasonic intensities to achievebest conversion rates. Effect of ultrasonic frequency as well aspulse/non-pulse modes are also important factors in the designwhich were tested by other researchers [15,35]. It was reportedthat high-frequency ultrasound (611 kHz) has a positive effect atan optimum catalyst load of 0.5% and methanol to ratio of 6:1[35]. Chand et al. tested three levels of amplitude (60, 120,180 lmpp) in pulse (5 s on/25 s off) and continuous (120 lmpp for15 s) modes. They reported the highest biodiesel yield (96%) at120 lmpp in pulse mode [15].
3.6. Reactor design considerations
The performance of the transesterification reaction using ultra-sonics depends on many variables such as frequency applied,power output, amplitudes applied, pulse or no pulse mode and di-rect/indirect sonication or sonication enhanced by external heat-ing. Table 3 compares similar studies involving ultrasonics usingwaste cooking oil, beef tallow, soybean and vegetable oils. Reactiontime as short as 70 s was reported to be sufficient to complete thetransesterification of beef tallow at 60 �C [19]. However, optimizedreaction time as long as 150 min was also reported. This dependson the reaction scheme i.e. acid catalyzed or base catalyzed reac-tion and also the acidity and basicity of the catalyst applied [4].In reactions without external heating, the completion of the reac-tion depends on the pure effects of ulrtasonics.
The current work presents a perspective of utilizing ultrasonicsefficiently in small reactor systems such as plug-flow reactors. Thismay lead to improved reaction rates and lower energy consump-tion. In large batch reactors, ultrasonics may not be able to inducethe chemical/physical effects into the entire reactor contentswhich depend on the reaction mixture contents and their proper-ties. In plug-type or contact-type reactor design, ultrasonicationcan be employed in a small sample volume to complete the desiredreaction in a short duration of reaction time. However, processoptimization and automation and control can be more challengingthan other conventional systems in this case. Control of ultrasonicreactions is also subject to similar limitations as any thermal pro-cess; however, their intensity and energy supply can be controlledeasily to achieve desired reactions [23]. Cavitational zone is an-other important factor which needs to be considered when design-ing the ultrasonic reactors. Acoustic streaming occurs generallyaway from the transducer surface towards the free surface andundergoes reflections at the reactor wall or the liquid surface gen-erating a mixed recirculation. Although, basic design of ultrasonic
Temperature Yield (%)/time (min)
Optimum conditions; yield (%)/time(min)
Ref
% Uncontrolled 88–90/1–2 WCO; methanol 9:1, 0.5% NaOH;100% power; Amp 3; 90/1.5
Thisstudy
60 70 s Power 100% [29]% 35, 45, 55 46–89.5/40 6:1, 1% KOH 45�C, 200 W/40 [27]
40 87–96/2.5 Amplitude 120 lmpp in the pulsemode; 95/1.5
[15]
25, 40, 60 82–92/3 6:1, 40�C, 1% KOH; 99.4/15 [21]
25, 35, 45 69–100/30 Pulse frequency 1.0, 100 W, 6:1, 45�C100/10–20
[16]
36 ± 2 75–98/10–40
92–96/20–40 40 kHz, 0.5% NaOH40 kHz, 0.5% KOH, 98/20, 96/20
[14]
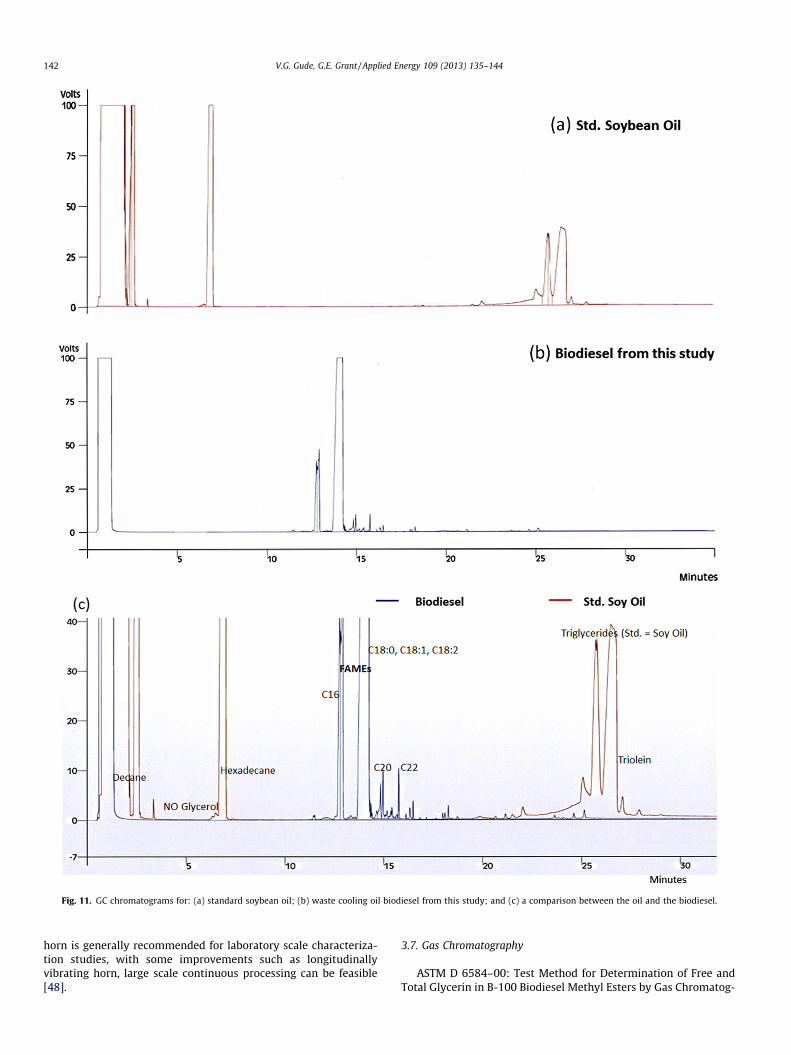
Fig. 11. GC chromatograms for: (a) standard soybean oil; (b) waste cooling oil biodiesel from this study; and (c) a comparison between the oil and the biodiesel.
142 V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144
horn is generally recommended for laboratory scale characteriza-tion studies, with some improvements such as longitudinallyvibrating horn, large scale continuous processing can be feasible[48].
3.7. Gas Chromatography
ASTM D 6584–00: Test Method for Determination of Free andTotal Glycerin in B-100 Biodiesel Methyl Esters by Gas Chromatog-

V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144 143
raphy provides for the quantitative determination of free and totalglycerin in B-100 methyl esters by Gas Chromatography [51]. Therange of detection for free glycerin is 0.005–0.05 mass%, and totalglycerin from 0.05 to 0.5 mass%. As Fig. 7 shows, we did not iden-tify any glycerol content in the biodiesel sample (Fig. 11b). Thesame applies to the soybean oil sample which served as a standardfor comparison (Fig. 11a). A comparison with the standard soybeanoil shows strong characteristic peaks (high presence) of triglycer-ides in the soybean oil which are not present in the biodiesel sam-ple (Fig. 11c). Also, the abundance of long chain fatty acid methylesters (FAMEs of C16:0, C18:0, C18:1, C18:2, C20:0, C22:0) is evi-dent in the GC chromatogram. This test confirms near completetransesterification of triglycerides into biodiesel. Alberici reportedsimilar observations [52]. They reported that despite of using animpure and highly oxidized feedstock, the overall quality of the fi-nal frying biodiesel product was quite similar to that of standardbiodiesel made from the more expensive (and controversial) freshedible oil. They evaluated both in terms of overall fuel qualityparameters and at the molecular level via EASI(+)-MS FAME pro-files. The content of oxidized FAME is higher, but this seems notto affect considerably the overall quality for the frying biodieselas a fuel as judged by normative parameters of fuel quality. Perfor-mance, combustion and emissions characteristics of biodiesel de-rived from waste cooking oils and their blends with regulardiesel were also comparable to regular diesel in many aspects[53,54]. Thus, the waste cooking oils can serve as an economical,environmental-friendly and competitive alternative feedstock forbiodiesel production [52].
3.8. Other considerations
While this study is performed using a homogeneous catalyst,heterogeneous catalysts and other sol–gel derived and solid acidcatalysts can be used for transesterification reaction which mayfacilitate easy separation and recycle/reuse of the catalyst materi-als which may result in lower chemical costs [55,56]. With homo-geneous catalysts, the catalyst recovery process and productpurification are laborious [57]. With heterogeneous catalysts, masstransfer limitation may impact the transesterification reactionyields [58]. Also, the product yield (biodiesel conversion) dependson the purity of the reactants (FFA% in feedstock and water in alco-hol) [59].
Use of waste cooking oils as feedstock reduces the biodieselproduction costs by 60–90% [2,60]. However, the conversion pro-cess still requires energy, capital and operational costs. As shownin this study and in other studies, the ultrasonic enhanced transe-sterification process has the potential to decrease the overall en-ergy requirements [15]. Chand et al. have reported that about35% less energy is utilized by the direct ultrasonic process com-pared to the conventional processes. Conventional processes re-quire both electrical and thermal energy (steam) for processoperation needs. Direct ultrasonic process eliminates the need forthermal energy since thermal energy is released by the ultrasonicinteraction with the reaction mixture which results in lower bio-diesel production costs. Chand et al. have reported that the costrequirements for an ultrasonic biodiesel process are about threetimes higher than the conventional process albeit the conclusionwas based on numerous assumptions. Energy as well as costrequirements for indirect ultrasonic process could be even higherdue to losses in energy and ultrasonic wave effect and additionalprocess units. However, the economic analysis needs to be per-formed based on the pilot scale demonstration plant’s performancedata to eliminate the need for unavoidable assumptions in the costestimates for the process units.
4. Conclusion
This study investigated the thermal effects of direct sonicationon waste cooking oil conversion into biodiesel without any exter-nal heating. The study shows that the transesterification reactioncan be completed in a very short reaction time as much as 90 seven without any temperature control settings. Application ofamplitudes has shown to have a significant effect on the reactioncompletion although not very large. A catalyst amount of 0.5%(wt/wt), methanol to oil ratio of 9:1 was sufficient to completethe transesterification reaction in 1–2 min. The biodiesel analysishas shown the characteristic peaks similar to the biodiesel ob-tained from other high value virgin feedstock. This study confirmsthat ultrasonics can be employed in small reactor systems to im-prove the reaction rates as well as the energy efficiency of the over-all process.
Acknowledgements
Authors acknowledge the financial support provided by the Of-fice of Research and Economic Development (ORED), Bagley Col-lege of Engineering (BCoE), and Department of Civil andEnvironmental Engineering (CEE) at Mississippi State University.Special thanks to William Holmes of the Swalm School of ChemicalEngineering at Mississippi State University for assistance with thesamples analysis.
References
[1] Energy Independence and Security Act of 2007 (EISA 2007), Summary ofProvisions. <http://www.eia.gov/oiaf/aeo/otheranalysis/aeo_2008analysispapers/eisa.html>.
[2] Zhang Y, Dube MA, McLean DD, Kates M. Biodiesel production from wastecooking oil: 2. Economic assessment and sensitivity analysis. BioresourTechnol 2003;90:229–40.
[3] Berrios M, Martin MA, Chica AF, Martin A. Purification of biodiesel from usedcooking oils. Appl Energy 2011;88(11):3625–31.
[4] Leung DYC, Wu X, Leung MKH. A review on biodiesel production usingcatalyzed transesterification. Appl Energy 2010;87(4):1083–95.
[5] A. Radich, Biodiesel Performance, Costs, and Use, US Energy InformationAdministration, 2006, <http://www.eia.doe.gov/oiaf/analysispaper/biodiesel/idexhtml>.
[6] Balat M, Balat H. Progress in biodiesel processing. Appl Energy2010;87(6):1815–35.
[7] Santori G, Nicola GD, Moglie M, Polonara F. A review analyzing the industrialbiodiesel production practice starting from vegetable oil refining. Appl Energy2012;92:109–32.
[8] Math MC, Kumar SP, Chetty SV. Technologies for biodiesel production fromused cooking oil—a review. Energy Sustain Develop 2010;14:339–45.
[9] Supple B, Holward-Hildige R, Gonzalez-Gomez E, Leashy JJ. The effect of streamtreating waste cooking oil on the yield of methyl ester. J Am Oil Chem Soc2002;79(2).
[10] Deshmane VG, Gogate PR, Pandit AB. Ultrasound-assisted synthesis ofbiodiesel from palm fatty acid distillate. Ind Eng Chem Res 2009;48:7923–7.
[11] Toukoniitty B, Mikkola JP, Murzin DY, Salmi T. Utilization of electromagneticand acoustic irradiation in enhancing heterogeneous catalytic reactions. ApplCatal A: Gen 2005;279:1–22.
[12] Veljkovic VB, Avramovic JM, Stamenkovic OS. Biodiesel production byultrasound-assisted transesterification: state of the art and the perspectives.Renew Sustain Energy Rev 2012;16:1193–209.
[13] Antolin G, Tinaut FV, Briceno Y. Optimization of biodiesel production bysunflower oil transesterification. Bioresour Technol 2002;83:111–4.
[14] Stavarache C, Vinatoru M, Nishimura R, Maeda Y. Fatty acids methyl estersfrom vegetable oil by means of ultrasonic energy. Ultrason Sonochem2005;12:367–72.
[15] Chand P, Chintareddy VR, Verkade JG, Grewell D. Enhancing biodieselproduction from soybean oil using ultrasonics. Energy Fuels 2010;24:2010–5.
[16] Ji J, Wang J, Li Y, Yu Y, Xu Z. Preparation of biodiesel with the help of ultrasonicand hydrodynamic cavitation. Ultrasonics 2006;44:411–4.
[17] Santos FFP, Rodrigues S, Fernandes FAN. Optimization of the production ofbiodiesel from soybean oil by ultrasound assisted methanolysis. Fuel ProcessTechnol 2009;90:312–6.
[18] Yustianingsih L, Zullaikah S, Ju Y-H. Ultrasound assisted in situ production ofbiodiesel from rice bran. J Energy Inst 2009;82:133–7.
[19] Armenta RE, Vinatoru M, Burja AM, Kralovec JA, Barrow CJ. Transesterificationof fish oil to produce fatty acid ethyl esters using ultrasonic energy. J Am OilChem Soc 2007;84:1045–52.

144 V.G. Gude, G.E. Grant / Applied Energy 109 (2013) 135–144
[20] Kumar D, Kumar G, Poonam CP, Singh. Fast easy ethanolysis of coconut oil forbiodiesel production assisted by ultrasonication. Ultrason Sonochem2010;17:555–9.
[21] Colucci JA, Borrero EE, Alape F. Biodiesel from an alkaline transesterificationreaction of soybean oil using ultrasonic mixing. J Am Oil Chem Soc2005;82:525–30.
[22] Thanh LT, Okitsu K, Sadanaga Y, Takenaka N, Maeda Y, Bandow H. Ultrasoundassisted production of biodiesel fuel from vegetable oils in a small scalecirculation process. Bioresour Technol 2010;101:639–45.
[23] Cintas P, Mantegna S, Gaudino EC, Cravotto G. A new pilot flow reactor forhigh-intensity ultrasound irradiation. Application to the synthesis of biodiesel.Ultrason Sonochem 2010;17:985–9.
[24] Salamatinia B, Mootabadi H, Bhatia S, Abdullah AZ. Optimization of ultrasonicassisted heterogeneous biodiesel production from palm oil: a response surfacemethodology approach. Fuel Process Technol. 2010;91:441–8.
[25] Vicente G, Martinez M, Aracil J. Kinetics of Brassica carinata oil methanolysis.Energy Fuels 2006;20:1722–6.
[26] Babajide O, Petrik L, Amigun B, Ameer F. Low-cost feedstock conversion tobiodiesel via ultrasound technology. Energies 2010;3:1691–703.
[27] Hingu SM, Gogate PR, Rathod VK. Synthesis of biodiesel from waste cooking oilusing sonochemical reactors. Ultrason Sonochem 2010;17:827–32.
[28] Kumar D, Kumar G, Poonam CP, Singh. Ultrasonic-assisted transesterificationof Jatropha curcus oil using solid catalyst, Na/SiO2. Ultrason Sonochem2010;17:839–44.
[29] Teixeira LSG, Assis JCR, Mendonc DR, Santos ITV, Guimaraes PRB, Pontes LAM.Comparison between conventional and ultrasonic preparation of beef tallowbiodiesel. Fuel Process Technol 2009;90:1164–6.
[30] Deshmane VG, Gogate PR, Pandit AB. Ultrasound assisted synthesis ofisopropyl esters from palm fatty acid distillate. Ultrason Sonochem2009;16:345–50.
[31] Hanh HD, Dong NT, Starvarache C, Okitsu K, Maeda Y, Nishimura R.Methanolysis of triolein by low frequency ultrasonic irradiation. EnergyConvers Manage 2008;49:276–80.
[32] Refaat AA, El Sheltawy ST. Comparing three options for biodiesel productionfrom waste vegetable oil. WIT Trans Ecol Environ 2008;109:133–40.
[33] Suslick KS. The chemical effects of ultrasound. Science 1990;24:1439.[34] Suslick KS, Crum LA. Sonochemistry and sonoluminescence. In: Crocker MJ,
editor. Encyclopedia of acoustics, vol. 1. John Wiley-Interscience: New York;1997. p. 271–82.
[35] Mahamuni NN, Adewuyi YG. Optimization of the synthesis of biodiesel viaultrasound-enhanced base-catalyzed transesterification of soybean oil using amultifrequency ultrasonic reactor. Energy& Fuels 2009;23:2757–66.
[36] Refaat AA, ElSheltawy ST, Sadek KU. Optimum reaction time, performance andexhaust emissions of biodiesel produced by microwave irradiation. Int JEnviron Sci Technol 2008;5:315–22.
[37] Alcantara R, Amores J, Canoira L, Fidalgo E, Franci MJ, Navarro A. Catalyticproduction of biodiesel from soy-bean oil. Waste Manage 2006;26:487–94.
[38] Phan AN, Phan TM. Biodiesel production from waste cooking oils. Fuel2008;87:3490–6.
[39] Dorado MP, Ballesteros E, Mittelbach M. Kinetic parameters affecting alkali-catalyzed transesterification process of used olive oil. Energy Fuels2004;18:1457–62.
[40] Mootabadi H, Salamatinia B, Bhatia S, Abdullah AZ. Ultrasonic-assistedbiodiesel production process from palm oil using alkaline earth metal oxidesas the heterogeneous catalysts. Fuel 2010;89:1818–25.
[41] Qiu F, Li Y, Yang D, Li X, Sun P. Biodiesel production from mixed soybean oiland rapeseed oil. Appl Energy 2011;88(6):2050–5.
[42] Shu Q, Gao J, Nawaz Z, Liao Y, Wang D, Wang J. Synthesis of biodiesel fromwaste vegetable oil with large amounts of free fatty acids using a carbon-basedsolid acid catalyst. Appl Energy 2010;87(8):2589–96.
[43] Yan S, Salley SO, Simon Ng KY. Simultaneous transesterification andesterification of unrefined or waste oils over ZnO–La2O3 catalysts. Appl CatalA 2009;353:203–12.
[44] Patil PD, Gude VG, Reddy HK, Muppaneni T, Deng S. Biodiesel production fromwaste cooking oil using sulfuric acid and microwave irradiation processes. JEnviron Protect 2012;3:107–13.
[45] Patil PD, Gude VG, Deng S. Biodiesel production from Jatropha curcas, wastecooking, and Camelina sativa oils. Ind Eng Chem Res 2009;48:10850–6.
[46] Patil PD, Gude VG, Camacho LM, Deng S. Microwave-assisted catalytictransesterification of Camelina sativa oil. Energy Fuels 2010;24:1298–304.
[47] Gude VG, Patil PD, Deng S, Nirmalakhandan N. Microwave enhanced methodsfor biodiesel production and other environmental applications. In: Sanghi R,Singh V, editors. Green chemistry for environmental remediation. NewYork: Wiley Interscience; 2011. p. 209–49.
[48] Gole VL, Gogate PR. A review on intensification of synthesis of biodiesel fromsustainable feed stock using sonochemical reactors. Chem Eng Process2012;53:1–9.
[49] Chisti Y. Sonobioreactors: using ultrasound for enhanced microbialproductivity. Trends Biotechnol 2003;2(2):89–93.
[50] Sulaiman AZ, Ajit A, Yunus RM, Chisti Y. Ultrasound-assisted fermentationenhances bioethanol productivity. Biochem Eng J 2011;54:141–50.
[51] ASTM International. Test method for determination of free and total glycerinin B-100 biodiesel methyl esters by gas chromatography, designation D 6584-00. West Conshohacken, PA, USA: ASTM International; 2000.
[52] Alberici RM, deSouza V, de Sa G, Morelli SR, Eberlin MN, Daroda RJ. Used fryingoil: a proper feedstock for biodiesel production? Bioenerg Res doi 10.1007/s12155-012-9216-0.
[53] An H, Yang WM, Maghbouli A, Li J, Chou SK, Chua KJ. Performance, combustionand emission characteristics of biodiesel derived from waste cooking oils, ApplEnergy; 2013. ISSN 0306–2619, 10.1016/j.apenergy.2012.12.044.
[54] Muralidharan K, Vasudevan D. Performance, emission and combustioncharacteristics of a variable compression ratio engine using methyl esters ofwaste cooking oil and diesel blends. Appl Energy 2011;88(11):3959–68.
[55] Talebian-Kiakalaieh A, Amin NAS, Zarei A, Noshadi I. Transesterification ofwaste cooking oil by heteropoly acid (HPA) catalyst: optimization and kineticmodel. Appl Energy 2013;102:283–92.
[56] Shu Q, Gao J, Nawaz Z, Liao Y, Wang D, Wang J. Synthesis of biodiesel fromwaste vegetable oil with large amounts of free fatty acids using a carbon-basedsolid acid catalyst. Appl Energy 2010;87(8):2589–96.
[57] Lam MK, Lee KT, Mohamed AR. Homogeneous, heterogeneous and enzymaticcatalysis for transesterification of high free fatty acid oil (waste cooking oil) tobiodiesel: a review. Biotechnol Adv 2010;28:500–18.
[58] Berrios M, Martín MA, Chica AF, Martín A. Purification of biodiesel from usedcooking oils. Appl Energy 2011;88(11):3625–31.
[59] Kulkarni MG, Dalai AK. Waste cooking oils an economical source for biodiesel:a review. Ind Eng Chem Res 2006;45:2901–13.
[60] Talebian-Kiakalaieh A, Amin NAS, Mazaheri H. A review on novel processes ofbiodiesel production from waste cooking oil. Appl Energy 2013;104:683–710.
Copyright © 2022 FDOKUMEN




















