BALANCES DE MATERIA Y ENERGÍA 1
41
BALANCES DE MATERIA Y ENERGÍA 1. La deshidrogenación catalítica del propano se lleva a cabo en un reactor continuo de lecho fijo. La alimentación de 100 kg/h de propano puro se precalienta hasta 670 ºC antes de pasar al reactor. El gas de salida, que contiene propano, propileno, metano e hidrógeno, se enfría desde 800 ºC hasta 110 ºC, y se alimenta a una torre de absorción en la que el propano y el propileno se absorben en un aceite. El aceite entra a una torre de desorción en la que se calienta, permitiendo la salida de los gases disueltos; estos gases se comprimen y se transfieren a una columna de destilación de alta presión, en la que el propano y el propileno se separan. El flujo de propano se recircula hacia la alimentación del precalentador del reactor. El flujo de producto de la columna de destilación contiene 98% de propileno, y el flujo de recirculación 97% de propano. El aceite desorbido se hace recircular a la torre de absorción. Plantear el diagrama de flujo del proceso. 2. Un experimento sobre la velocidad de crecimiento de ciertos organismos requiere de un ambiente de aire húmedo enriquecido en oxígeno. Una cámara de evaporación se alimenta con tres flujos, A, B y C, para producir la composición deseada: A: 20 cm 3 /min de agua líquida; B: aire (21% en mol de O 2 , siendo el resto N 2 ); y C: oxígeno puro, con una velocidad de flujo molar igual a la quinta parte de la velocidad de flujo de la corriente B. Se analiza el gas de salida, y se encuentra que contiene 1,5% en mol de agua. Calcular todas las incógnitas del flujo. 3. Se combinan 4500 kg/h de una disolución que contiene 1/3 (33,3%) en masa de K 2 CrO 4 con un caudal de recirculación que contiene 36,36% de K 2 CrO 4 ; el caudal combinado se alimenta a un evaporador. La corriente concentrada que sale del evaporador contiene 49,4% de K 2 CrO 4 ; este caudal se alimenta a un cristalizador en el cual se enfría (produciendo la precipitación de cristales de K 2 CrO 4 a partir de la disolución) y después se filtra. El filtrado consiste en cristales de K 2 CrO 4 y una disolución que contiene 36,36% en masa de K 2 CrO 4 ; los cristales representan el 95% de la masa total del filtrado. La disolución que pasa a través del filtro, que contiene también 36,36% de K 2 CrO 4 , es el caudal de recirculación. Calcular: a) Masa de agua extraída del evaporador. b) Caudal másico de producción de K 2 CrO 4 cristalino. c) Cociente (kg de caudal recirculado/kg de alimentación fresca) d) Caudales de alimentación al evaporador y al cristalizador. 4. El jugo de naranja fresco contiene 12,0% en peso de sólidos y el resto de agua, mientras que el jugo de naranja concentrado contiene 42% de sólidos. Inicialmente, se utilizó un solo proceso de evaporación para concentrar el jugo, pero los componentes volátiles escaparon con el agua dejando al concentrado sin sabor. El siguiente proceso resuelve este problema: se realiza una desviación (by-pass) del evaporador con una fracción del jugo fresco; el jugo que entra al evaporador se concentra hasta que tiene 58% de sólidos, y el producto se mezcla con el jugo fresco desviado para alcanzar la concentración final de sólidos deseada. Calcular: a) La cantidad de jugo concentrado producido por cada 100 kg de jugo fresco que se alimenta al proceso.
Transcript of BALANCES DE MATERIA Y ENERGÍA 1
BALANCES DE MATERIA Y ENERGÍA 1. La deshidrogenación catalítica del propano se lleva a cabo en un reactor continuo de
lecho fijo. La alimentación de 100 kg/h de propano puro se precalienta hasta 670 ºC antes de pasar al reactor. El gas de salida, que contiene propano, propileno, metano e hidrógeno, se enfría desde 800 ºC hasta 110 ºC, y se alimenta a una torre de absorción en la que el propano y el propileno se absorben en un aceite. El aceite entra a una torre de desorción en la que se calienta, permitiendo la salida de los gases disueltos; estos gases se comprimen y se transfieren a una columna de destilación de alta presión, en la que el propano y el propileno se separan. El flujo de propano se recircula hacia la alimentación del precalentador del reactor. El flujo de producto de la columna de destilación contiene 98% de propileno, y el flujo de recirculación 97% de propano. El aceite desorbido se hace recircular a la torre de absorción. Plantear el diagrama de flujo del proceso.
2. Un experimento sobre la velocidad de crecimiento de ciertos organismos requiere de un ambiente de aire húmedo enriquecido en oxígeno. Una cámara de evaporación se alimenta con tres flujos, A, B y C, para producir la composición deseada: A: 20 cm3/min de agua líquida; B: aire (21% en mol de O2, siendo el resto N2); y C: oxígeno puro, con una velocidad de flujo molar igual a la quinta parte de la velocidad de flujo de la corriente B. Se analiza el gas de salida, y se encuentra que contiene 1,5% en mol de agua. Calcular todas las incógnitas del flujo.
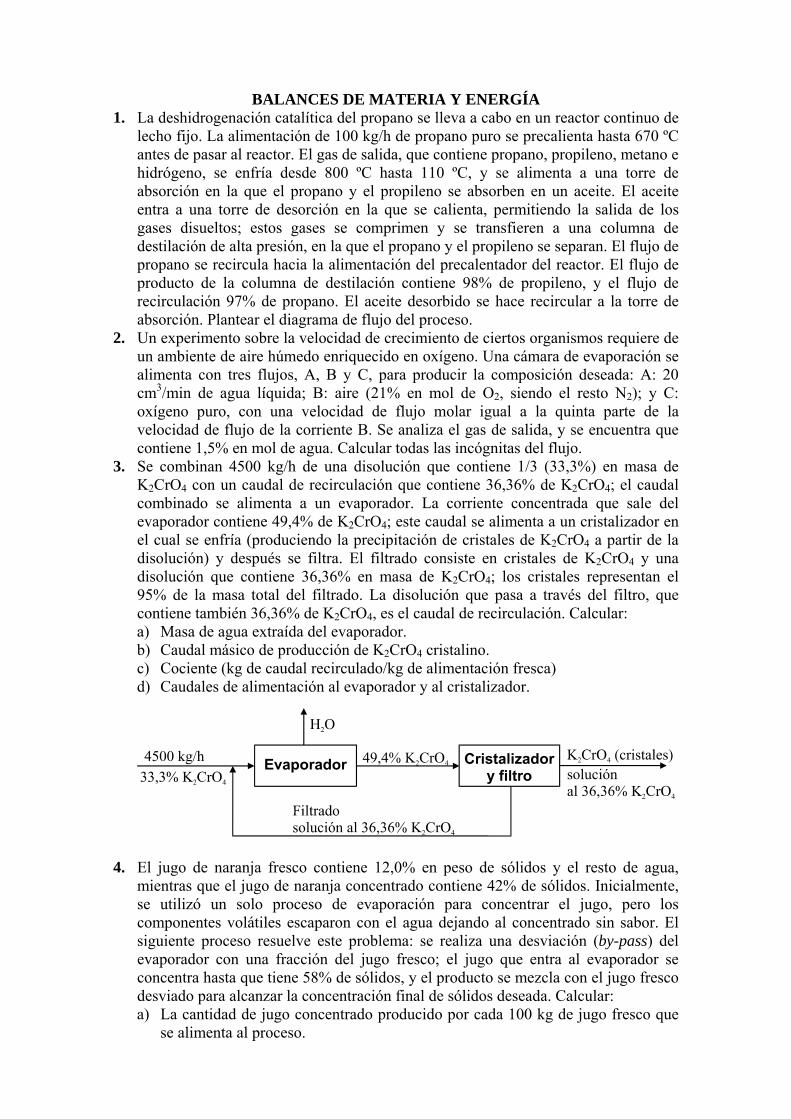
3. Se combinan 4500 kg/h de una disolución que contiene 1/3 (33,3%) en masa de K2CrO4 con un caudal de recirculación que contiene 36,36% de K2CrO4; el caudal combinado se alimenta a un evaporador. La corriente concentrada que sale del evaporador contiene 49,4% de K2CrO4; este caudal se alimenta a un cristalizador en el cual se enfría (produciendo la precipitación de cristales de K2CrO4 a partir de la disolución) y después se filtra. El filtrado consiste en cristales de K2CrO4 y una disolución que contiene 36,36% en masa de K2CrO4; los cristales representan el 95% de la masa total del filtrado. La disolución que pasa a través del filtro, que contiene también 36,36% de K2CrO4, es el caudal de recirculación. Calcular: a) Masa de agua extraída del evaporador. b) Caudal másico de producción de K2CrO4 cristalino. c) Cociente (kg de caudal recirculado/kg de alimentación fresca) d) Caudales de alimentación al evaporador y al cristalizador.
4. El jugo de naranja fresco contiene 12,0% en peso de sólidos y el resto de agua,
mientras que el jugo de naranja concentrado contiene 42% de sólidos. Inicialmente, se utilizó un solo proceso de evaporación para concentrar el jugo, pero los componentes volátiles escaparon con el agua dejando al concentrado sin sabor. El siguiente proceso resuelve este problema: se realiza una desviación (by-pass) del evaporador con una fracción del jugo fresco; el jugo que entra al evaporador se concentra hasta que tiene 58% de sólidos, y el producto se mezcla con el jugo fresco desviado para alcanzar la concentración final de sólidos deseada. Calcular: a) La cantidad de jugo concentrado producido por cada 100 kg de jugo fresco que
se alimenta al proceso.
b) La fracción de la alimentación que se desvía del evaporador. c) Los ingredientes volátiles que proporcionan el sabor están contenidos en el jugo
fresco que se desvía del evaporador. Podrías tener más de estos ingredientes en el producto final evaporando hasta conseguir (por ejemplo) un 90% de sólidos en lugar de un 58%; entonces podrías desviar una fracción mayor del jugo fresco y, por lo tanto, obtendrías un producto de mejor sabor. Sugiere las posibles desventajas de esta proposición.
5. Un proceso de evaporación-cristalización del tipo descrito en el problema 3 se utiliza para obtener sulfato de potasio sólido a partir de una disolución acuosa de esta sal. La alimentación fresca de este proceso contiene 18,6% en masa de K2SO4. El precipitado húmedo consiste en cristales sólidos de K2SO4 y una disolución al 40% en masa de K2SO4, en una relación 10kg de cristales/kg de disolución. El filtrado, una disolución también el 40%, se hace recircular para unirla a la alimentación fresca. Del agua alimentada al evaporador se elimina el 42,66%. El evaporador tiene una capacidad máxima de 155 kg de agua evaporada/min. Calcular: a) El caudal máximo de producción de K2SO4 sólido, el caudal de alimentación
fresca necesario para alcanzar dicha producción y el cociente kg de recirculación/kg de alimentación fresca.
b) La composición y el caudal de alimentación al cristalizador si el proceso se reduce a la escala que corresponde al 75% de su capacidad máxima.
6. Una corriente de gas que contiene 25% en mol de CO2 y 75% de CH4 se trata en una planta de acondicionamiento de gas. La corriente se alimenta a un absorbedor con un caudal molar de 50 kmol/h y se pone en contacto, dentro de éste, con un disolvente líquido que contiene 0,500% en mol de CO2 disuelto y el resto de metanol. El gas que sale del absorbedor contiene 1,00% en mol de CO2 y todo el metano que se alimentó a la unidad. El disolvente rico en CO2 que sale del absorbedor se alimenta a una torre de desorción; en ella se pone en contacto con una corriente de nitrógeno que extrae el 90% del CO2 disuelto. El disolvente regenerado se hace recircular al absorbedor. Se puede suponer que el metanol no es volátil, esto es, que no se encuentra en fase vapor en ninguna unidad del proceso. Calcular: a) La extracción fraccionaria de CO2 (moles absorbidos/moles de la alimentación),
el caudal molar y la composición de la alimentación líquida a la columna de absorción.
b) El caudal molar de la alimentación al absorbedor requerido para producir un caudal de productos absorbidos de 1000 kg/h.
7. El antimonio se obtiene calentando estibnita pulverizada con hierro y extrayendo el antimonio fundido del fondo del reactor:
Sb2S3 + Fe → Sb + FeS Suponer que 0,600 kg de estibnita y 0,250 kg de virutas de hierro se calientan para obtener 0,200 kg de antimonio metálico. Calcular: a) El reactivo limitante. b) El porcentaje del reactivo en exceso. c) La conversión (en fracción y en porcentaje). d) El rendimiento del proceso.
Pesos Moleculares (kg/kmol): Sb2S3: 339,7; Fe: 55,8; Sb: 121,8; FeS: 87,9. 8. El sulfato de aluminio se puede obtener haciendo reaccionar mineral de bauxita
triturado con ácido sulfúrico, de acuerdo a la ecuación siguiente: Al2O3 + H2SO4 → Al2(SO4)3 + H2O
El mineral de bauxita contiene 55,4% en masa de óxido de aluminio, el resto son impurezas. La solución de ácido sulfúrico contiene 77,7% de pureza, siendo el resto

agua. Para producir sulfato de aluminio impuro con un contenido de 1798 lb de sulfato de aluminio puro se usan 1080 lb de mineral de bauxita y 2510 lb de solución de ácido sulfúrico. a) Identificar el reactivo en exceso. b) ¿Qué porcentaje del reactivo en exceso se consumió?. c) ¿Cuál fue el porcentaje de conversión de la reacción?. Pesos Moleculares (lb/lb-mol): Al2O3: 101,9; Al2(SO4)3: 342,1; H2SO4: 98,1.
9. Las reacciones: C2H6 → C2H4 + H2
C2H6 + H2 → 2CH4se llevan a cabo en un reactor continuo en régimen permanente. La alimentación consta de 85% en mol de C2H6 y el resto de sustancias inertes (I). La conversión fraccionaria de etano es 0,501 y el rendimiento a etileno es 0,471. Calcular: a) La composición molar del producto gaseoso b) Selectividad de etano a etileno y metano.
10. El metano se quema con oxígeno para producir CO2 y H2O. La alimentación contiene 20% en mol de CH4, 60% en mol de O2 y 20% en mol de CO2 y se alcanza una conversión del reactivo limitante del 90%. Calcular la composición molar de la corriente de productos utilizando: a) Los balances de especies moleculares. b) Los balances de especies atómicas.
11. Un gas pobre, cuya composición es: CO2: 9,2%; C2H4: 0,4%; CO: 20,9%; H2: 15,6%; CH4: 1,9%; N2: 52,0% se quema en un horno con exceso de aire. El gas de combustión resultante tiene la siguiente composición en base seca: CO2: 10,86%; CO: 0,4%; O2: 8,74%; N2: 80,0%. Calcular: a) Los metros cúbicos de aire utilizados en la combustión de un metro cúbico de
gas pobre, medidos ambos en iguales condiciones. b) El porcentaje de exceso de aire utilizado. c) El porcentaje del nitrógeno del gas de combustión que procede del gas pobre.
12. Se utiliza un reactor catalítico para producir formaldehído a partir de metanol por medio de la reacción:
CH3OH → HCOH + H2En el reactor, se alcanza una conversión en una sola etapa del 70%. La corriente de salida del reactor se alimenta a un proceso de separación de varias unidades en el que el metanol se separa del formaldehído y del hidrógeno. El caudal másico de producción de formaldehído es de 600 kg/h. Calcular el caudal molar de alimentación de metanol (mol/h) que requiere el proceso en los siguientes casos: a) No hay recirculación b) El metanol recuperado se recircula al reactor.
13. El metanol se produce cuando monóxido de carbono e hidrógeno reaccionan. Una corriente de alimentación fresca que contiene CO y H2 se une a una corriente de recirculación, y la corriente combinada se alimenta a un reactor. Una porción del metanol que sale del reactor se condensa y se hace recircular el CO y el H2 que no han reaccionado y el CH3OH que no ha condensado. La corriente que va del reactor al condensador tiene un caudal molar de 275 mol/min, y contiene 10,6% en peso de H2, 64% en peso de CO y 25,4% en peso de CH3OH. La fracción molar de metanol en la corriente de recirculación es de 0,004. Calcular: a) Caudal molar de CO y H2 en la alimentación fresca. b) Caudal molar de producción de metanol líquido.
14. La alimentación fresca en un proceso de producción de amoniaco contiene 24,75% en mol de nitrógeno, 74,25% en mol de hidrógeno y el resto de sustancias inertes (I).

La alimentación se combina con un caudal de recirculación que contiene las mismas especies, y el caudal combinado se alimenta al reactor donde se alcanza una conversión en una sola etapa del 25% de nitrógeno. Los productos pasan a través de un condensador, donde se separa el amoniaco mientras que los gases restantes se hacen recircular. Sin embargo, para evitar la acumulación de las sustancias inertes debe extraerse un caudal de purga. El caudal de recirculación contiene 12,5% en mol de inertes. Calcular: a) Conversión global de nitrógeno. b) Cociente (moles de gas de purga/moles de gas de recirculación). c) Cociente (moles de alimentación fresca/moles de alimentación al reactor).
15. La alimentación fresca a una unidad de síntesis de metanol contiene 32,0% en mol
de CO, 64% en mol de H2 y el resto (4%) de N2 y fluye a una velocidad de 100 mol/h. La alimentación fresca se mezcla con una corriente de recirculación, cuyo caudal es 400 mol/h para producir una alimentación al reactor que contiene 13,0% en mol de N2. La corriente de producto que sale del condensador contiene sólo metanol líquido. Para evitar el aumento de N2 en el sistema, se extrae una corriente de purga de la corriente de gas que sale del condensador. Los gases no purgados constituyen la corriente de recirculación al reactor. Calcular: a) Caudal de producción de metanol (mol/h). b) Caudal molar y composición del gas de purga. c) Conversión global. d) Conversión en una etapa.
16. Se quema etano (C2H6) con un 50% de aire en exceso. El porcentaje de conversión del etano es del 90%; del etano quemado, el 25% reacciona para formar CO y el resto para formar CO2. Calcular: a) Composición del gas de combustión. b) Relación entre el gas de combustión húmedo y el seco.
17. Un gas de emisión contiene 60% en moles de CO2, 10% de O2 y el resto de H2O. Calcular la composición molar en base seca.
18. Mediante un análisis de Orsat se obtuvo la siguiente composición de un gas de combustión en base seca: 65% N2; 14% CO2; 11% CO; 10% O2. Las mediciones de humedad muestran que la fracción molar de H2O en el gas de emisión es de 0,007. Calcular la composición del gas de emisión en base húmeda.
19. Problema de examen. Diciembre 1998. Debido a los actuales bajos precios del petróleo, el proceso de acoplamiento oxidativo de metano (componente mayoritario del gas natural) para dar hidrocarburos superiores (etano y etileno) ha perdido gran parte de su interés. Considerar que en dicho proceso tienen lugar sólo las siguientes reacciones:
2CH4+1/2O2 C2H6+H2O C2H6+1/2O2 C2H4+H2O
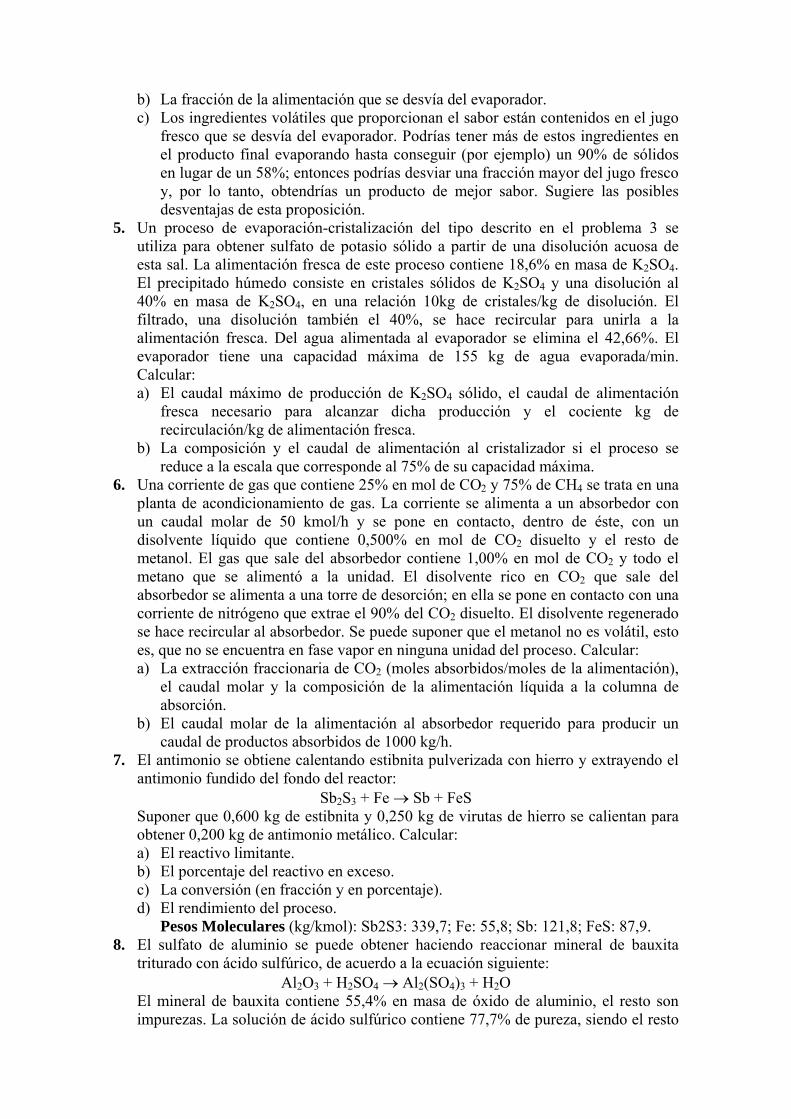
C2H4+3O2 2CO2+2H2O y que en el reactor catalítico a 800 ºC se alcanza una conversión de CH4 del 25%, con selectividades de CH4 a CO2, C2H6 y C2H4 de 25, 45 y 30%, respectivamente. Por otra parte, en la alimentación al reactor (corriente F2) la relación CH4/O2= 10/3, mientras que en la alimentación fresca (F1) las concentraciones en mol de CH4, O2 y N2 son 61,67; 37,60 y 0,73%, respectivamente. Determinar, para completar la tabla que se adjunta, los flujos de todos los componentes en las corrientes F1 a F8, tomando como base 100 mol de CH4 en F2 y suponiendo que la concentración de N2 en la purga es 4% en mol. Finalmente, en F4 no hay más que CO2 y H2O; en F5, C2H4 y C2H6; y en F6, CH4, O2 y N2.
Componente F1 F2 F3 F4 F5 F6 F7 F8
CH4 100 O2 N2 CO2 C2H6 C2H4 H2O Total
20. Problema de examen. Marzo 1993. Por una modificación en un proceso de producción industrial de churros, se añade agua (A) a una fracción (40%) de la pasta base pura (B) utilizada, mezclando posteriormente esta masa diluida (C) con el resto de la pasta base (K) se obtiene la masa adecuada para la obtención de churros (D), que tiene una relación pasta pura/agua de 10:1. La masa se introduce en la freidora junto con aceite (F). Este aceite es mayoritariamente recirculado del propio proceso (R), en el que se extraen en continuo los churros y el aceite (G); el resto es aceite virgen (E) que se añade para mantener una relación aceite/masa de 10:1 en la entrada a la freidora. En el proceso de fritura se desnaturaliza (estropea) el 37,5% del aceite virgen presente, por lo que del aceite extraído en continuo (H) sólo se puede recircular una fracción (R/P) para evitar la acumulación de aceite desnaturalizado. Para que los churros no adquieran un mal sabor, el aceite que entra a la freidora (F) puede estar desnaturalizado en un 50% como máximo. Determinar:

a) Cantidad y composición de todas las corrientes involucradas en el proceso de fabricación de 100 kg de churros (I).
b) Contenido en agua de la corriente C en base seca y en base húmeda.
21. Problema de examen. Febrero 1999. El metanol sintético es un producto de un
gran interés industrial. Para su fabricación se utiliza hidrógeno y monóxido de carbono. Estas materias primas pueden proceder tanto de los gases provenientes de la gasificación de biomasa como de los gases provenientes de la oxidación parcial de combustibles líquidos. Un análisis típico de estos gases, en base seca, es: H2: 45,8%; CO: 46,2%; CO2: 5,0%; CH4: 0,6%; N2: 2,4% [composición en volumen].
Son necesarias modificaciones de este gas: - Se requiere una mezcla gaseosa llamada “gas de síntesis”, en la que el H2 y el
CO presentes están en la relación de 2/1, mientras que en este gas de oxidación parcial la relación es de aproximadamente 1/1.
- CH4, CO2 y N2 son considerados impurezas. Aunque el CH4 y el N2 no interfieren considerablemente en la síntesis de metanol, el CO2 si lo hace, por lo que se ha de eliminar.
La requerida relación H2/CO= 2/1 se consigue haciendo reaccionar parte del gas de oxidación parcial y derivando (by-pass) el resto. En una primera etapa, parte del monóxido de carbono procedente del “gas de oxidación parcial” reacciona catalíticamente con vapor de agua de la alimentación:
CO(g) + H2O (g) → H2 (g) + CO2 (g) La salida de esta etapa, cuya composición en gas seco contiene 1,6% en moles de CO, se mezcla con la corriente de by-pass consiguiendo así la relación H2/CO = 2/1. En una segunda etapa, la mezcla gaseosa obtenida se envía a la operación de eliminación del CO2 y H2O para obtener así el “gas de síntesis”. En una tercera etapa, el gas de síntesis produce metanol según la reacción:
CO(g) + 2H2 (g) → CH3OH(g) Si el CO2 no se eliminara se produciría una reacción simultánea entre el H2 y el
CO2, que consumiría H2 y a la vez formaría agua, que diluiría y perjudicaría el producto final. La reacción es:
3H2 (g) + CO2(g ) → CH3OH(g) + H2O (g) Se pide:
a) El porcentaje del “gas de oxidación parcial” que se debe derivar (by-pass) para no ser tratado con vapor.
b) Los moles de CO2 que se eliminarán del gas de síntesis bruto por 100 moles de “gas de oxidación parcial”.
c) El porcentaje en moles de la impureza total que queda en el gas de síntesis seco después de eliminar el CO2.

22. Problema de examen. Septiembre 1998. Un gas de desperdicio de proceso (corriente 1) que contiene CH4, CO, CO2, H2S, O2 y N2 se quema con aire (corriente 2) según el esquema mostrado en la figura. Se analiza una muestra de 1.285 moles de gas a la salida del horno (corriente 3) y se encuentra que contiene 0.1 moles de CO2 y 0.08 moles de SO2. Debido a este alto contenido de SO2, se lava el gas de combustión con agua (corriente 4) en una torre de lavado. El gas lavado resultante (corriente 5) tiene un análisis en base seca de 1.0% de CO, 7.5% de CO2, 2.6% de O2 y 88.9% de N2, así como una fracción molar de agua de (1/11). El líquido de salida de la torre de lavado (corriente 6) contiene 2.5% de CO2, 8% de SO2 y el resto de H2O. Si se usa un 5% de aire en exceso sobre el estequiométrico (corriente 2) en el proceso de combustión, calcular la composición del gas de desperdicio (corriente 1). NOTAS: Todas las composiciones están dadas en fracción molar. Suponer que el aire contiene únicamente O2 y N2 con una proporción 21% O2, 79% N2. Suponer que el CO que entra al horno con la corriente 1 actúa como inerte en la reacción de combustión. Suponer que la conversión de CH4 y H2S en el horno es completa.

23. Problema de examen. Junio 1999. El óxido de etileno se produce por medio de la oxidación catalítica de etileno.
2 C2H4 + O2 → 2 C2H4O Una reacción de competencia no deseada es la combustión del etileno:
C2H4 + 3 O2 → 2 CO2 + 2 H2O La alimentación del reactor contiene 3 moles de etileno por cada mol de oxígeno. La conversión en una sola etapa del etileno es del 20%, y por cada 100 moles de etileno consumidos en el reactor salen 80 moles de óxido de etileno en los productos de reacción. Estos productos se separan posteriormente: el etileno y el oxígeno se hacen recircular y se mezclan con la alimentación fresca, el óxido de etileno se vende como un producto y el dióxido de carbono y el agua se desechan. Si se desea producir 1500 kg/h de óxido de etileno, calcular: a) Caudales molares y composiciones de todas las corrientes del proceso. b) La conversión global del etileno.
Pesos Atómicos: C: 12; H: 1; O: 16 24. Problema de examen. Febrero 1998. Se desea producir benceno mediante la
desalquilación de tolueno, siguiendo la reacción: C6H5CH3 + H2 → C6H6 + CH4
Sin embargo, esta reacción catalítica ocurre acompañada de la reacción secundaria: 2C6H5CH3 + H2 → (C6H5)2 + 2CH4
que genera el subproducto indeseado bifenilo. Debido a esta reacción paralela, la conversión de tolueno debe mantenerse por debajo del 100% y deben efectuarse una serie de procesos de separación, con recirculación de los reactivos no utilizados tal y como se muestra en la figura. La alimentación al reactor (corriente 3) contiene 5 moles de H2 por mol de tolueno, y se alcanza una conversión total de tolueno del 75%. a) Suponiendo que la corriente de salida del reactor (corriente 6) contiene 5% de
benceno y 2% de tolueno (en moles), calcular el caudal molar y composición de todas las corrientes del proceso por cada 100 kmoles/h de tolueno alimentado al reactor.
b) Calcular el rendimiento y la selectividad a benceno y bifenilo.
25. Problema de examen. Julio 1999. Se desea obtener un producto químico R por
reacción catalítica en fase gas entre A y B. Para ello, se introducen en el reactor las siguientes corrientes:

- Una corriente (F2), que contiene mayoritariamente el reactivo A, y que es la suma de F1 (alimentación fresca) y F8 (recirculación). El reactivo A que se introduce con la alimentación fresca (F1) proviene de otro proceso de síntesis, con lo que su pureza es del 93,7% (en moles). Esta corriente contiene además un 5% de I1, un 0,9% de I2 y un 0,4% de I3. La conversión de I1, I2 e I3 en el reactor es prácticamente despreciable, por lo que a efectos prácticos pueden considerarse como inertes, y su proporción en la corriente alimentación al reactor (F2) no debe superar el 15%. - Una corriente (F3) que contiene el reactivo B puro en exceso. En un paso por el reactor, el 8% de A se convierte según la reacción:
A + ½ B → R Además, el 2% del compuesto R formado se descompone en una reacción secundaria para producir el compuesto indeseado S y B:
3R → 2S + B La corriente gaseosa que sale del reactor se introduce en un cambiador de calor, con lo que se produce la condensación de R, S y B. Esta fracción líquida (F5) se lleva a un proceso posterior de purificación. La fracción no condensada (F6) está compuesta por A, I1, I2 e I3. Con el objeto de evitar la acumulación de inertes en el proceso, una parte de este gas se purga (F7), mientras que el resto constituye la corriente de recirculación (F8). Si se desea una producción de 100 kmol R/h, y se sabe que el porcentaje (molar) de B en F5 es del 88,33%, calcular: a) Caudal (kmol/h) y composición (% moles) de todas las corrientes del proceso b) Conversión global de A c) Porcentaje de exceso de B
26. Problema de examen. Septiembre 1999. El diagrama mostrado en la figura adjunta corresponde a un proceso de oxidación de SO2 a SO3. En este proceso la corriente de alimentación pasa a través de un sistema de dos reactores. La conversión del SO2 que entra al primer reactor es del 75% y la del SO2 que entra al segundo reactor es del 65%. Para aumentar la conversión global del proceso hasta el 95%, parte de la corriente de salida del segundo reactor se recircula hasta la entrada del mismo reactor. Calcular cuánto ha de recircularse por cada 100 moles de corriente de entrada al sistema.

Reactor 2Reactor 1SO : 10% O : 9%N : 81%
2
2
2
Recirculacion
SOSOON
2
3
2
2
27. El acrilonitrilo se produce industrialmente por reacción del acetileno y del ácido cianhídrico en fase gas
C2H2 + CHN → CH2=CHCN El acetileno y el ácido cianhídrico, ambos con una pureza del 95% en moles, entran al sistema en una relación molar 10:1, reaccionando en el reactor el 80% del ácido cianhídrico para dar exclusivamente acrilonitrilo. El acrilonitrilo producido en la reacción se condensa totalmente, recirculando al reactor los gases no reaccionados. Debido a que las materias primas tienen un inerte gaseoso, se realiza una purga para que la concentración del inerte no supere el 6%. Calcular: a) Caudales molares de todas las corrientes del proceso. b) Composición de las corrientes.
28. Se requiere un caudal de sosa al 10% en peso de 6000 kg/h para un proceso continuo de producción de pasta de papel. Esta solución se prepara en continuo en un mezclador de 1900 L introduciendo sosa al 50% y agua pura. Del mezclador se saca una solución al 10% y a la velocidad deseada. De repente, falla la entrada de sosa, mientras que el agua de dilución continúa entrando en el tanque. Suponiendo que la mezcla es perfecta, calcular el tiempo requerido para que la concentración del efluente descienda al 8% de NaOH: a) suponiendo que el volumen del tanque se mantiene constante, y b) que dicho volumen varía con el tiempo. Tomar 1.1 kg/L como densidad de la disolución para el intervalo de composición considerado.
29. Un laboratorio cuyo volumen es de 1100 m3 se ventila con 700 m3/min de aire a 22 ºC y 1 atm. Puede suponerse que el caudal de aire es suficiente para mantener el local en régimen de mezcla perfecta. Por otra parte, en caso de accidente, un reactor que opera en dicho laboratorio es capaz de emitir 1,5 mol de SO2. Supongamos que el sello del reactor se rompe y que, instantáneamente, se libera el máximo volumen de SO2: a) deducir la expresión que relaciona CSO2 con t; b) calcular CSO2 y nSO2 transcurridos 2 min desde el inicio del accidente; y c) calcular el tiempo requerido para estar en condiciones seguras de higiene, teniendo en cuenta que 1 ppm (10-6 mol/m3) de SO2 es peligrosa para la salud humana.
30. En un reactor perfectamente agitado se lleva a cabo una reacción de primer orden, siendo la constante de reacción k= 2,5 h-1 y el tiempo de residencia τ= 1,3 h (Vo/Qo). El reactor opera en régimen estacionario, siendo alimentado con una concentración de reactivo de 20 mol/m3. A partir del momento en que la concentración de reactivo de la alimentación cambia bruscamente de 20 a 18 mol/m3, determinar: a) la expresión de la concentración de reactivo en función del tiempo en la corriente que
sale del reactor; y b) la concentración de reactivo a la salida del reactor, cuando se alcance el nuevo estado estacionario.
31. Tenemos dos tanques iguales de 1000 L, cada uno con 100 kg de soluto. Se los conecta en serie, y se mantiene su volumen constante, mientras se hacen llegar al primero 100 L/h de agua pura y se extrae del segundo una corriente del mismo caudal. Suponiendo mezcla total en cada tanque y que el volumen no varía con la concentración, calcular o responder a: a) la concentración de cada tanque al cabo de 5 h, b) el tiempo necesario para conseguir en el segundo tanque una concentración doble que en el primero, c) ¿se podría conseguir que las concentraciones de los dos tanques sean iguales?, y d) ¿en qué instante la diferencia C1-C2 será máxima?
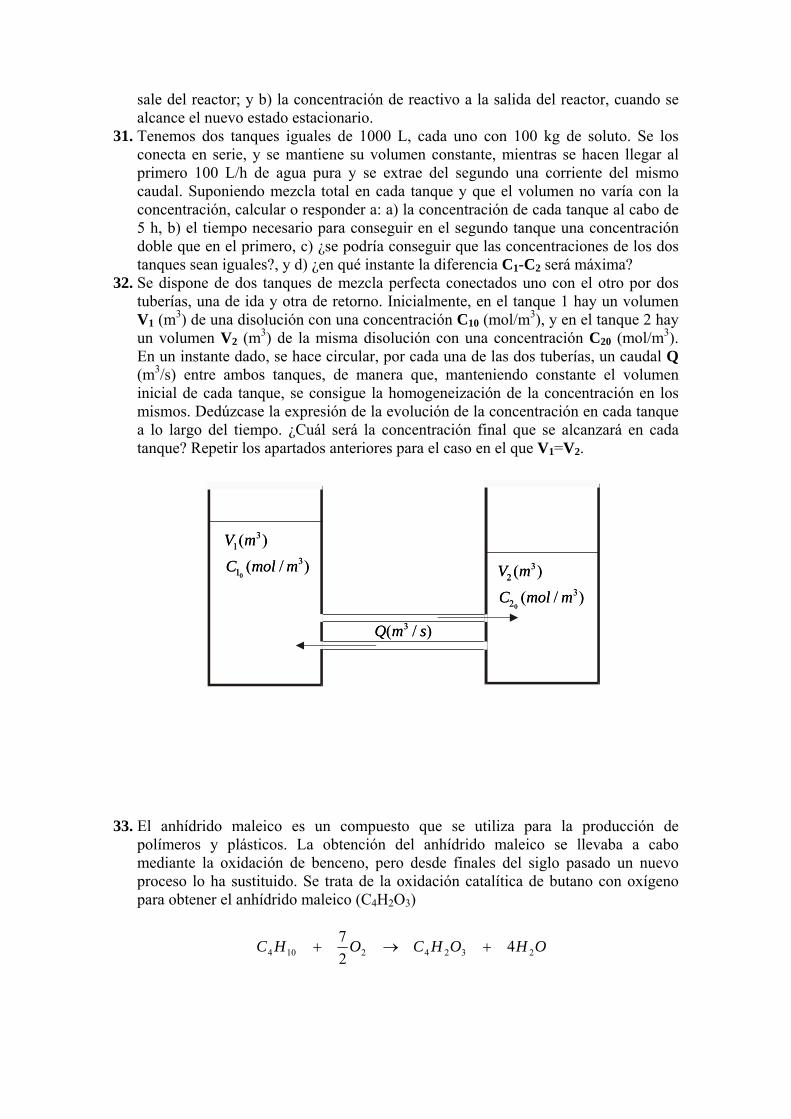
32. Se dispone de dos tanques de mezcla perfecta conectados uno con el otro por dos tuberías, una de ida y otra de retorno. Inicialmente, en el tanque 1 hay un volumen V1 (m3) de una disolución con una concentración C10 (mol/m3), y en el tanque 2 hay un volumen V2 (m3) de la misma disolución con una concentración C20 (mol/m3). En un instante dado, se hace circular, por cada una de las dos tuberías, un caudal Q (m3/s) entre ambos tanques, de manera que, manteniendo constante el volumen inicial de cada tanque, se consigue la homogeneización de la concentración en los mismos. Dedúzcase la expresión de la evolución de la concentración en cada tanque a lo largo del tiempo. ¿Cuál será la concentración final que se alcanzará en cada tanque? Repetir los apartados anteriores para el caso en el que V1=V2.
V mC mol m
23
23
0
( )( / )
V mC mol m
13
13
0
( )( / )
Q m s( / )3
V mC mol m
23
23
0
( )( / )
V mC mol m
13
13
0
( )( / )
Q m s( / )3
33. El anhídrido maleico es un compuesto que se utiliza para la producción de polímeros y plásticos. La obtención del anhídrido maleico se llevaba a cabo mediante la oxidación de benceno, pero desde finales del siglo pasado un nuevo proceso lo ha sustituido. Se trata de la oxidación catalítica de butano con oxígeno para obtener el anhídrido maleico (C4H2O3)
OHOHCOHC 23242104 427
+→+

Desgraciadamente como en otras reacciones de oxidación existen una serie de reacciones del butano que producen otros productos indeseables como son CO, CO2, buteno y butadieno:
OHCOOHC 22104 5429
+→+
OHCOOHC 222104 542
13+→+
OHHCOHC 2842104 21
+→+
OHHCOHC 2642104 2+→+
En una planta química de producción de anhídrido maleico el proceso que se lleva a cabo es muy similar al que se muestra en el esquema adjunto. El butano junto con oxígeno diluidos con CO2 y N2 se introducen al reactor donde la conversión de butano es del 64% y las selectividades son: a anhídrido maleico del 65%, a CO2 del 20%, a CO del 10%, a C4H8 del 2.5% y a C4H6 del 2.5%. Las altas selectividades a anhídrido maleico se obtienen ya que a la entrada del reactor hay una concentración de butano en moles del 10%, una concentración molar de CO2 del 10% y una relación molar oxígeno/butano de 4. La corriente que sale del reactor se pasa por un primer condensador donde se obtiene anhídrido maleico puro. En el segundo condensador el agua y el resto del anhídrido maleico se condensan para obtener una disolución del 1% en moles de anhídrido maleico. Los compuestos que quedan (CO2, CO, C4H10, C4H8, C4H6, O2 y N2) se llevan a una columna de destilación donde se separa por cola los C4. Los óxidos de carbono, con el oxígeno y el nitrógeno se hacen pasar ahora por un convertidor de CO donde todo se convierte a CO2. La corriente se recircula a la entrada al reactor para mantener la concentración óptima de CO2; y como siempre en estos casos se debe de hacer una purga en esta corriente para evitar que se acumulen los inertes. Los C4 separados en la columna de destilación se llevan a un combustor. La alimentación al sistema se hace con una corriente de butano puro y aire enriquecido (oxígeno diluido con nitrógeno). Calcular los siguiente datos si la producción de anhídrido maleico puro (A5) es de 6700 kg/día:
a) Composición de la corriente de salida del reactor (A4). b) Caudal másico de la disolución de anhídrido maleico en agua (A7). c) Composición y caudal molar de la purga (A13). d) Caudal molar de butano puro que se alimenta al sistema (A1). e) Composición del aire enriquecido que se alimenta al sistema (A2). f) Conversión global del proceso.

REACTOR Condensador 1 Condensador 2
SEPA
RA
DO
R 1
PURGA
C H4 10
ON
2
2
C HC HC HC H OCOCOH ON
4 10
4 8
4 6
4 2 3
2
2
2
O2
C HCO
N
4 10
2
2
O2
OCOCON
2
2
2
OCON
2
2
2
4 2 3
2
C H OH O
4 2 3C H O
CONVERTIDOR CO
C HC HC HCOCOON
4 10
4 8
4 6
2
2
2C HC HC H
4 10
4 8
4 6
A1
A2 A3A5
A6
A9
A10A11
A12
A13
A7
A8A4
34. En la oxidación de la gasolina, a parte de la combustión total a CO2, se produce la
formación de otros compuestos de mayor carácter contaminante como son el CO y los óxidos de nitrógeno (NO, NO2), a parte de los hidrocarburos que no reaccionan. En los coches modernos, los gases de salida del motor de combustión, antes de ser arrojados a la atmósfera, se hacen pasar por un convertidor catalítico (el tan denominado catalizador), el cual hace que se produzcan una serie de reacciones para disminuir la contaminación en la atmósfera:
• Oxidación completa a CO2 de los hidrocarburos no reaccionados, con una
conversión del 80%. • Oxidación de CO a CO2, con una conversión del 90%. • Descomposición de los óxidos de nitrógeno en oxígeno y nitrógeno. Estas
reacciones puede considerarse de la siguiente manera, con una conversión ambas del 90%:
222 ONNO +→
222 22 ONNO +→
Puede suponerse que la gasolina es una mezcla de los siguientes compuestos: 20% (en moles) de heptano (C7H16), 70% (en moles) de isooctano (C8H18) y 10% (en moles) de MTBE (C4H12O). Si en un coche, la combustión en el motor de la gasolina se produce con un 40% de exceso de aire con respecto al estequiométrico se obtiene que: - La conversión de los hidrocarburos que la componen (heptano, isooctano y MTBE) es del 95%. - La conversión del nitrógeno a NOx es del 0.5% con una proporción de NO/NO2 de 1. - La composición de CO es del 4% (en moles y en base seca). Se pide en estas condiciones:
a) Composición en base seca y húmeda de los gases de salida del motor de
combustión. b) Decir si en estas condiciones el coche pasaría la inspección técnica de
vehículos en cuanto a los niveles de contaminación exigidos para CO, NOx e
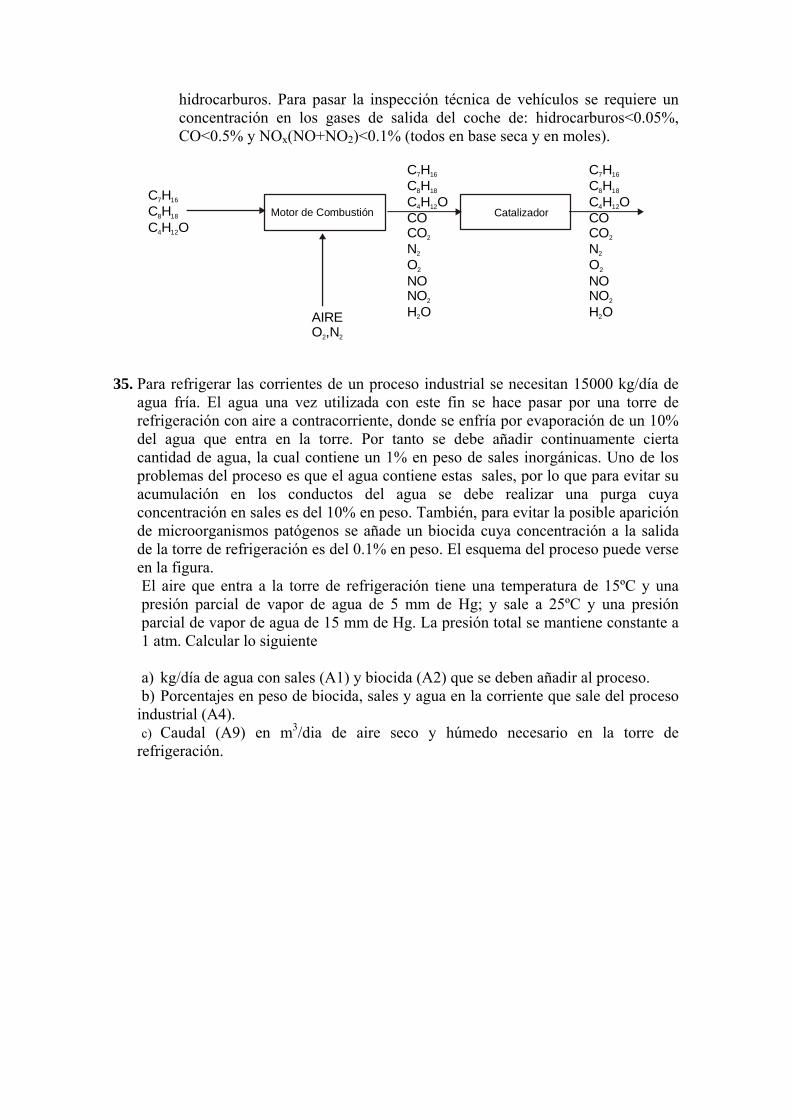
hidrocarburos. Para pasar la inspección técnica de vehículos se requiere un concentración en los gases de salida del coche de: hidrocarburos<0.05%, CO<0.5% y NOx(NO+NO2)<0.1% (todos en base seca y en moles).
Motor de Combustión CatalizadorC HC HC H O
7 16
8 18
4 12
C HC HC H OCOCONONONO
7 16
8 18
4 12
2
2
2
2
H O2
2 2
AIREO ,N
C HC HC H OCOCONONONO
7 16
8 18
4 12
2
2
2
2
H O2
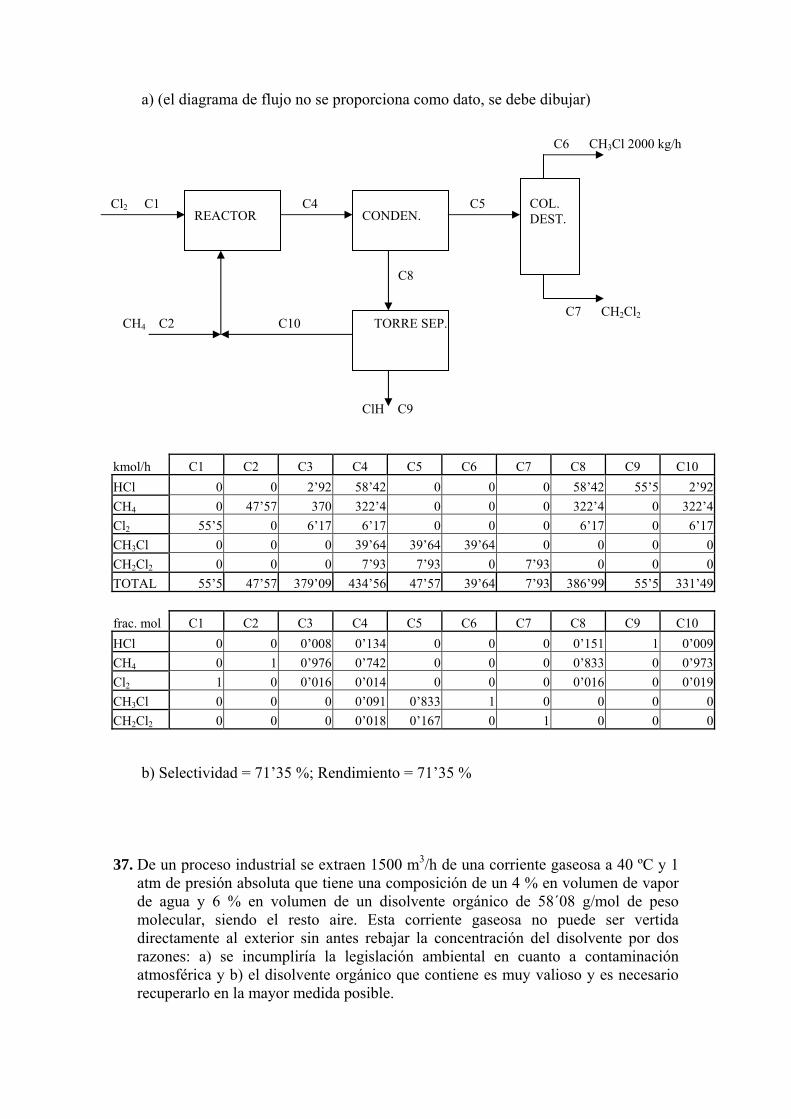
35. Para refrigerar las corrientes de un proceso industrial se necesitan 15000 kg/día de
agua fría. El agua una vez utilizada con este fin se hace pasar por una torre de refrigeración con aire a contracorriente, donde se enfría por evaporación de un 10% del agua que entra en la torre. Por tanto se debe añadir continuamente cierta cantidad de agua, la cual contiene un 1% en peso de sales inorgánicas. Uno de los problemas del proceso es que el agua contiene estas sales, por lo que para evitar su acumulación en los conductos del agua se debe realizar una purga cuya concentración en sales es del 10% en peso. También, para evitar la posible aparición de microorganismos patógenos se añade un biocida cuya concentración a la salida de la torre de refrigeración es del 0.1% en peso. El esquema del proceso puede verse en la figura. El aire que entra a la torre de refrigeración tiene una temperatura de 15ºC y una presión parcial de vapor de agua de 5 mm de Hg; y sale a 25ºC y una presión parcial de vapor de agua de 15 mm de Hg. La presión total se mantiene constante a 1 atm. Calcular lo siguiente
a) kg/día de agua con sales (A1) y biocida (A2) que se deben añadir al proceso. b) Porcentajes en peso de biocida, sales y agua en la corriente que sale del proceso
industrial (A4). c) Caudal (A9) en m3/dia de aire seco y húmedo necesario en la torre de
refrigeración.
PROCESO INDUSTRIAL
H OSales
2
Biocida
A1 A3
A5
A11
A2
A6
A7
A8
A9 A10
A4
TORRE DE REFRIGERACIONH O
SalesBiocida
2
AireH O2
AireH O2
Solución: a) A1 = 1666’5 kg/día; A2 = 0’166 kg/día b) Agua = 90’81%, Sales = 9’1 % y biocida = 0’091 % c) 147’15x103 m3/día de aire húmedo y 146’1x103 m3/día de aire seco
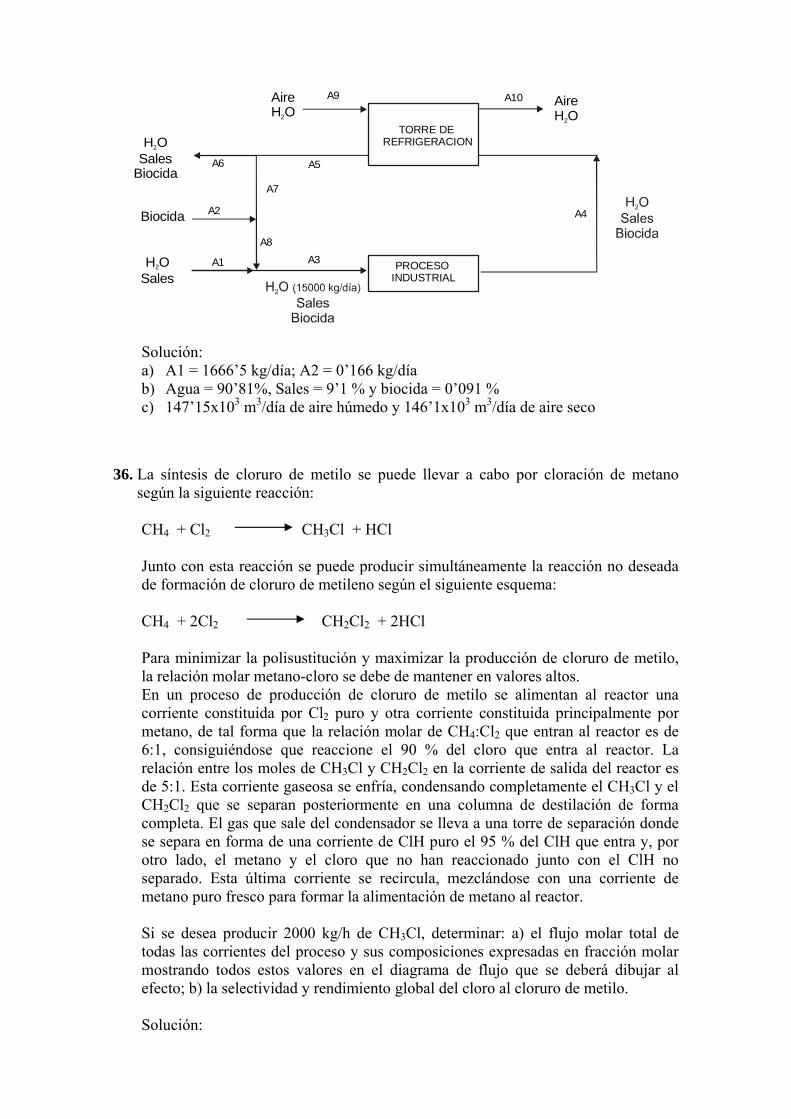
36. La síntesis de cloruro de metilo se puede llevar a cabo por cloración de metano
según la siguiente reacción:
CH4 + Cl2 CH3Cl + HCl Junto con esta reacción se puede producir simultáneamente la reacción no deseada de formación de cloruro de metileno según el siguiente esquema: CH4 + 2Cl2 CH2Cl2 + 2HCl Para minimizar la polisustitución y maximizar la producción de cloruro de metilo, la relación molar metano-cloro se debe de mantener en valores altos. En un proceso de producción de cloruro de metilo se alimentan al reactor una corriente constituida por Cl2 puro y otra corriente constituida principalmente por metano, de tal forma que la relación molar de CH4:Cl2 que entran al reactor es de 6:1, consiguiéndose que reaccione el 90 % del cloro que entra al reactor. La relación entre los moles de CH3Cl y CH2Cl2 en la corriente de salida del reactor es de 5:1. Esta corriente gaseosa se enfría, condensando completamente el CH3Cl y el CH2Cl2 que se separan posteriormente en una columna de destilación de forma completa. El gas que sale del condensador se lleva a una torre de separación donde se separa en forma de una corriente de ClH puro el 95 % del ClH que entra y, por otro lado, el metano y el cloro que no han reaccionado junto con el ClH no separado. Esta última corriente se recircula, mezclándose con una corriente de metano puro fresco para formar la alimentación de metano al reactor.
Si se desea producir 2000 kg/h de CH3Cl, determinar: a) el flujo molar total de todas las corrientes del proceso y sus composiciones expresadas en fracción molar mostrando todos estos valores en el diagrama de flujo que se deberá dibujar al efecto; b) la selectividad y rendimiento global del cloro al cloruro de metilo.
Solución:
a) (el diagrama de flujo no se proporciona como dato, se debe dibujar)
C7 CH2Cl2
REACTOR CONDEN. COL. DEST.
TORRE SEP.
Cl2 C1
CH4 C2
ClH C9
C6 CH3Cl 2000 kg/h
C4
C10
C5
C8
kmol/h C1 C2 C3 C4 C5 C6 C7 C8 C9 C10 HCl 0 0 2’92 58’42 0 0 0 58’42 55’5 2’92CH4 0 47’57 370 322’4 0 0 0 322’4 0 322’4Cl2 55’5 0 6’17 6’17 0 0 0 6’17 0 6’17CH3Cl 0 0 0 39’64 39’64 39’64 0 0 0 0CH2Cl2 0 0 0 7’93 7’93 0 7’93 0 0 0TOTAL 55’5 47’57 379’09 434’56 47’57 39’64 7’93 386’99 55’5 331’49 frac. mol C1 C2 C3 C4 C5 C6 C7 C8 C9 C10 HCl 0 0 0’008 0’134 0 0 0 0’151 1 0’009CH4 0 1 0’976 0’742 0 0 0 0’833 0 0’973Cl2 1 0 0’016 0’014 0 0 0 0’016 0 0’019CH3Cl 0 0 0 0’091 0’833 1 0 0 0 0CH2Cl2 0 0 0 0’018 0’167 0 1 0 0 0
b) Selectividad = 71’35 %; Rendimiento = 71’35 %
37. De un proceso industrial se extraen 1500 m3/h de una corriente gaseosa a 40 ºC y 1
atm de presión absoluta que tiene una composición de un 4 % en volumen de vapor de agua y 6 % en volumen de un disolvente orgánico de 58´08 g/mol de peso molecular, siendo el resto aire. Esta corriente gaseosa no puede ser vertida directamente al exterior sin antes rebajar la concentración del disolvente por dos razones: a) se incumpliría la legislación ambiental en cuanto a contaminación atmosférica y b) el disolvente orgánico que contiene es muy valioso y es necesario recuperarlo en la mayor medida posible.
Para conseguir estos dos objetivos se ha diseñado un sistema de descontaminación-recuperación consistente en: una columna de absorción en la que la corriente de aire con el disolvente se introduce a contracorriente con una corriente de agua que elimina el 95 % del disolvente de la corriente gaseosa. En las condiciones de operación el aire de salida de la columna de absorción sale saturado en agua a 40 ºC y 1 atm, emitiéndose en estas condiciones a la atmósfera. La corriente de agua que sale de la columna de absorción con el disolvente absorbido se lleva a una columna de destilación donde se obtiene, por la parte superior, una corriente rica en el disolvente y de composición 98 % en peso del disolvente y 2 % en peso de agua, mientras que la corriente que sale por la parte inferior de la columna de destilación no contiene nada de disolvente y se recircula a la columna de absorción. Para compensar las pérdidas de agua del sistema, a esta corriente recirculada hay que añadir una corriente de agua nueva que tiene una concentración de sales disueltas de 500 mg/l. Para evitar que la concentración de sales supere en ningún punto del sistema los 1000 mg/l, lo que podría acarrear problemas por precipitación de estas sales, es necesario efectuar una purga en la corriente de agua que sale por la parte inferior de la columna de destilación antes de recircularla a la columna de absorción y antes de mezclarla con el aporte de agua nueva.
Determinar: a) Caudal volumétrico (m3/h) de la corriente gaseosa que sale de la columna de absorción, b) concentración (% en volumen) del disolvente en dicha corriente de salida, c) caudal másico (kg/h) de la purga.
Datos: presión de vapor del agua a 40 ºC 55´2 mmHg; densidad del agua líquida 1 kg/l. Solución: a) Caudal volumétrico = 1460’4 m3/h; b) concentración del disolvente = 0’308 %; c) caudal másico purga = 36’21 kg/h
38. El formaldehido es un compuesto que se utiliza en la fabricación de múltiples
productos entre los que se pueden citar: plásticos, fluidos de corte, medicamentos, fibras, cosméticos y detergentes. Su producción se lleva a cabo por deshidrogenación catalítica del metanol en presencia de oxígeno según la reacción:
CH3OH + 1/2O2 CH2O + H2O utilizando para ello catalizadores de hierro-óxido de molibdeno en lecho fijo y a temperaturas relativamente altas. Para producir 100 kmol/h de formaldehido se dispone de un sistema de reacción al que se alimenta una corriente de metanol puro gaseoso que se mezcla con una corriente de aire seco. La corriente resultante es la alimentación fresca que se mezcla con una corriente de gases de recirculación del sistema, antes de introducirse al reactor, de tal forma que la proporción en moles de oxígeno a metanol a la entrada del reactor es de 2'5/1. En el reactor se alcanza una conversión del 20 % y la corriente de salida del reactor se introduce en un separador donde se obtiene una corriente líquida con todo el formaldehido y el agua formados en la reacción y sin ningún otro compuesto, y otra corriente gaseosa con el metanol no reaccionado, el oxígeno restante y nitrogeno, que se recircula. Para evitar que la concentración de nitrógeno a la entrada del reactor supere el valor del 95 % en

moles, antes de recircular la corriente gaseosa que sale del separador y mezclarla con la alimentación fresca, es necesario efectuar una purga. Determinar: a) Flujo molar de la purga (kmol/h) y composición de la misma (% en moles). b) Flujo de metanol necesario (kmol/h) para la producción de formaldehido. Solución: a) flujo molar de la purga = 228’11 kmol/h; composición purga (% moles): O2 = 3’44 %, N2 = 95’41 %, CH3OH = 1’15 %; b) metanol necesario = 102’62 kmol/h
39. Para obtener CO2 para usos industriales existen diversos procedimientos. Uno de
ellos es aprovechar los gases de escape de calderas, de motores o de turbinas donde se queme un combustible hidrocarbonado, y absorber el CO2 con disoluciones de etanolaminas como agente absorbente haciendo pasar los gases en contracorriente con las etanolaminas en torres de absorción y separando posteriormente el CO2 absorbido de la disolución de etanolaminas en un regenerador que permita el reciclado del absorbente a la columna de absorción. Una pequeña central térmica utiliza este proceso. Quema en una turbina 10 kg/min de gas natural (considerar el gas natural como metano puro), y lo quema con un 10 % en exceso aire sobre el estequiométrico para asegurarse la combustión completa del gas natural a CO2 y H2O. La corriente de gas de combustión, a 100 ºC y a 3 atmósferas de presión absoluta, entra a la columna de absorción en la que se introduce a contracorriente una disolución acuosa de dietanolamina (DEA) del 30 % en peso. En la torre de absorción sólo se absorbe CO2, alcanzándose una absorción del 95 % del CO2 que entra, saliendo los gases a 70 ºC y 1’5 atmósferas de presión absoluta y saturados en vapor de agua a dicha temperatura (21’2 % en volumen de agua). La corriente líquida que abandona la torre con el CO2 absorbido va al regenerador, donde se separa completamente el CO2 por un lado, en forma de corriente gaseosa (CO2 puro), y una corriente líquida que sólo contiene agua y DEA, que se recicla a la torre de absorción y a la que, antes de entrar a la torre, se le añade agua líquida pura para compensar la pérdida de agua que se produce con los gases que abandonan la torre de absorción, para alcanzar el 30 % en peso de DEA que debe entrar a la torre como absorbente. Determinar: Caudal en m3/min de la corriente de gas que sale de la torre de absorción. Cantidad de agua liquida en kg/min que es necesario añadir al sistema para mantener la disolución de DEA a la entrada de la torre de absorción en el 30 % en peso. Cantidad de la corriente líquida en kg/min que abandona la torre de absorción con el CO2 absorbido. Datos: Relación CO2/DEA en la corriente líquida que sale de la torre de absorción 0’4 mol CO2/mol DEA Peso molecular DEA = 105 g/mol Solución: Caudal = 126’80 m3/min; agua liquida a añadir = 3’306 kg/min; corriente líquida sale de la torre = 542’35 kg/min.
40. El butano se deshidrogena a buteno en un reactor catalítico de acuerdo al diagrama
de flujo que se muestra. La conversión del butano en el reactor es del 5 % y la selectividad de butano a buteno es del 50 %. Calcular: a) Los kmoles de buteno, de gas residual y coque producidos por kmol de butano nuevo alimentado; b) la
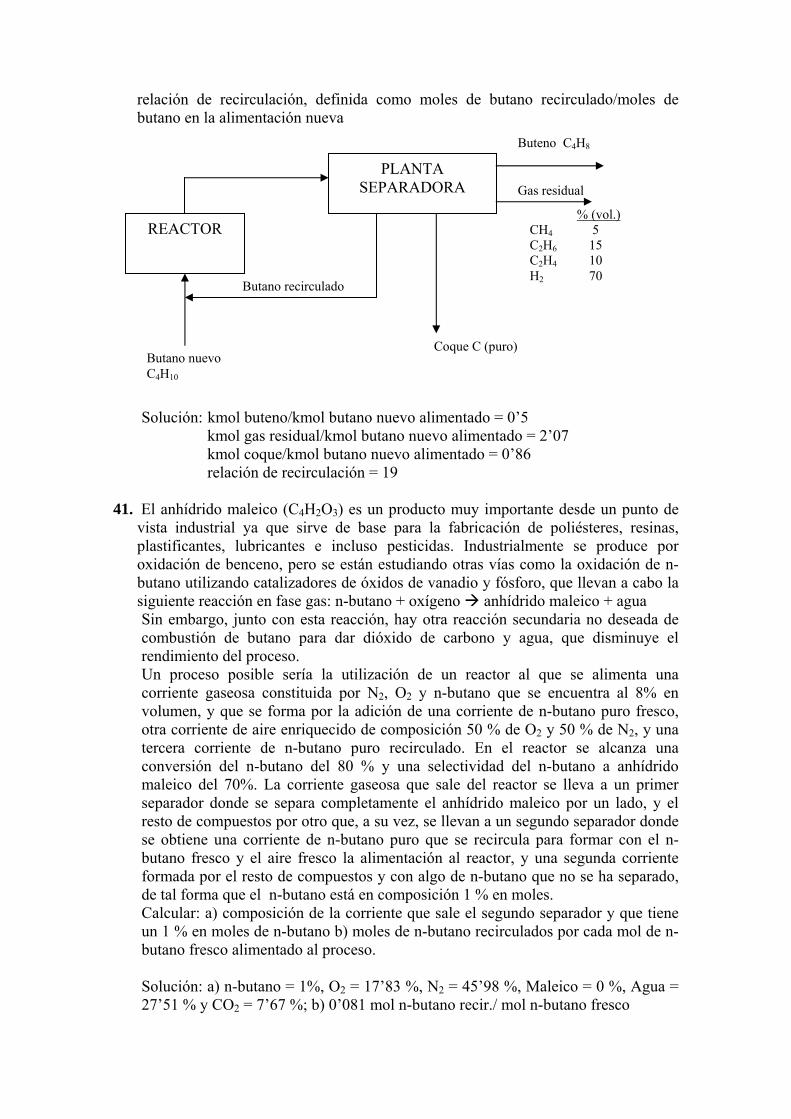
relación de recirculación, definida como moles de butano recirculado/moles de butano en la alimentación nueva
REACTOR
PLANTA SEPARADORA
Buteno C4H8
Gas residual
% (vol.) CH4 5 C2H6 15 C2H4 10 H2 70
Coque C (puro)
Butano recirculado
Butano nuevo
C4H10 Solución: kmol buteno/kmol butano nuevo alimentado = 0’5
kmol gas residual/kmol butano nuevo alimentado = 2’07 kmol coque/kmol butano nuevo alimentado = 0’86 relación de recirculación = 19
41. El anhídrido maleico (C4H2O3) es un producto muy importante desde un punto de vista industrial ya que sirve de base para la fabricación de poliésteres, resinas, plastificantes, lubricantes e incluso pesticidas. Industrialmente se produce por oxidación de benceno, pero se están estudiando otras vías como la oxidación de n-butano utilizando catalizadores de óxidos de vanadio y fósforo, que llevan a cabo la siguiente reacción en fase gas: n-butano + oxígeno anhídrido maleico + agua Sin embargo, junto con esta reacción, hay otra reacción secundaria no deseada de combustión de butano para dar dióxido de carbono y agua, que disminuye el rendimiento del proceso. Un proceso posible sería la utilización de un reactor al que se alimenta una corriente gaseosa constituida por N2, O2 y n-butano que se encuentra al 8% en volumen, y que se forma por la adición de una corriente de n-butano puro fresco, otra corriente de aire enriquecido de composición 50 % de O2 y 50 % de N2, y una tercera corriente de n-butano puro recirculado. En el reactor se alcanza una conversión del n-butano del 80 % y una selectividad del n-butano a anhídrido maleico del 70%. La corriente gaseosa que sale del reactor se lleva a un primer separador donde se separa completamente el anhídrido maleico por un lado, y el resto de compuestos por otro que, a su vez, se llevan a un segundo separador donde se obtiene una corriente de n-butano puro que se recircula para formar con el n-butano fresco y el aire fresco la alimentación al reactor, y una segunda corriente formada por el resto de compuestos y con algo de n-butano que no se ha separado, de tal forma que el n-butano está en composición 1 % en moles. Calcular: a) composición de la corriente que sale el segundo separador y que tiene un 1 % en moles de n-butano b) moles de n-butano recirculados por cada mol de n-butano fresco alimentado al proceso. Solución: a) n-butano = 1%, O2 = 17’83 %, N2 = 45’98 %, Maleico = 0 %, Agua = 27’51 % y CO2 = 7’67 %; b) 0’081 mol n-butano recir./ mol n-butano fresco

42. Un proceso tipo de regeneración del aceite usado para obtener aceites base lubricantes es la extracción con propano como disolvente para eliminar el agua que contiene el aceite, y la posterior separación de los componentes del aceite por destilación: gases ligeros, aceites base y asfalto. El esquema del proceso podría ser el siguiente:
El aceite usado se extrae en continuo (extracción líquido-líquido) con propano líquido a 80 ºC y 35 atm. de presión. La mezcla se lleva a un separador de fases donde se separa completamente el agua del aceite (se considerará agua pura), y una fase orgánica constituida por el resto de componentes del aceite y el propano. Esta fase orgánica se lleva a un proceso de “stripping” o volatilización del propano, en la que a través de una reducción de la presión parte del propano se evapora separándose de los componentes extraídos del aceite. Esta corriente de propano gas se recircula al proceso de extracción tras recomprimirlo y condensarlo en un intercambiador de calor. Dicho intercambiador utiliza como refrigerante con una corriente de agua líquida que se calienta de 20 a 50 ºC, y que retira calor a un ritmo de 1836,71 kW. Un 1 % del propano que entra al proceso de stripping no se evapora y se va con la corriente líquida que lleva los componentes extraídos del aceite. Esta corriente se lleva a un proceso de destilación de dos columnas en serie: la primera trabaja a presión atmosférica y se obtiene por cabeza una corriente de gases llamados “naftas” que contiene el propano y los gases del aceite. Esta corriente de “naftas” es de 1890 kg/h. La corriente líquida de cola que sale de la destilación atmosférica se lleva a un proceso de destilación a vacío que permite separar el asfalto como corriente de cola y dos aceites base que servirán para la fabricación de lubricantes: el SN-150 y el SN-350, que se diferencian en su diferente viscosidad. Para compensar las pérdidas de propano, se adiciona al sistema, antes de la condensación del propano que se recircula, una corriente de propano gas.
Calcular: a) Capacidad de procesamiento de aceite usado en kg/h b) Relación propano/aceite utilizados en el extractor c) Consumo de agua en el proceso de condensación del propano en kg/h. d) Cantidad de propano que se introduce al proceso en kg/h Notas: considerar que el proceso de condensación del propano tiene lugar a temperatura constante de 80 ºC y que la entalpía de condensación no es función ni de la presión ni de la temperatura y su valor es de 18,77 kJ/mol. Composición del aceite usado (% en peso): aceites base 74,1 %, asfalto 18,5 %, gases volátiles 2 % y agua 5,4 %. Solución: a) 86750 kg/h de aceite; b) 0,1787 kg/kg; c) 52728 kg/h de agua; d) 155 kg/h propano fresco
43. El biodiesel es una alternativa a la utilización de gasóleo como combustible para automoción y que se obtiene de un proceso de esterificación de aceites (el más utilizado es el de colza) con metanol catalizado por una base, para producir metilester, que es el principal constituyente del biodiesel, y un subproducto como la glicerina, todo ello según el esquema que se presenta a continuación:
R-COOCH2 CH2-OH I I R-COOCH + 3 CH3OH 3 R-COOCH3 + CH-OH I I R-COOCH2 CH2-OH Aceite metanol metilester glicerina En un proceso industrial de producción de biodiesel se parte de aceite, metanol fresco y hidróxido sódico como catalizador que se introducen al reactor junto con una corriente de metanol recirculado, de tal forma que en el reactor la proporción aceite a metanol es 1 a 1 en peso, y la conversión del aceite a metilester alcanza el 95 %. La corriente de salida del reactor se neutraliza con ácido sulfúrico del 100 % en peso, y se lleva a un proceso de destilación flash donde se vaporiza todo el metanol a 100 ºC y se recircula al reactor tras condensarlo y bajarle la temperatura a 25 ºC. La corriente líquida que sale de la destilación flash se lleva a un decantador donde se separa una fase orgánica que es el biodiesel constituido por metilester y aceite, y otra corriente que contiene la glicerina, el agua y la sal formadas. Si al sistema se introduce 1 Tm/h de aceite y 10 kg/h de catalizador, calcular: a) cantidad de biodiesel producido en kg/h y composición del mismo b) cantidad en kg/h y riqueza en glicerina de la corriente que contiene este producto c) metanol fresco que se consume en el proceso d) energía que es necesario retirar por unidad de tiempo expresada en kW en el intercambiador que condensa y enfría el metanol que se recircula al reactor. Datos: En el laboratorio se ha comprobado que para que reaccionen completamente 1000 g de aceite, hacen falta 107,86 g de metanol, que también se consumen completamente para dar metilester y glicerina. Considerar que el calor específico del metanol líquido y su entalpía de vaporización no cambian con la temperatura y tienen los valores de Cp= 80 J/(mol ºC) y ΔHvap = 35 kJ/mol. Solución: a) 1004,2 kg/h de biodiesel, 95 %; b) 120,4 kg/h de glicerina, 81,53 %; c) 102,5 kg/h de metanol; d) 319,4 kW.
44. Un proceso de producción de cloruro de bencilo parte de tolueno que se somete a la siguiente reacción de cloración con cloro puro gas:
C7H8 + Cl2 C7H7Cl + ClH
La corriente de alimento fresco que se alimenta al proceso consiste en 400 kg/h de tolueno y la correspondiente cantidad estequiométrica de cloro. Esta corriente junto con una corriente de cloro recirculado se alimentan al reactor de cloración donde se alcanza una conversión del 85 % para el tolueno. El gas que sale del reactor se lleva a un separador donde se separan cuatro corrientes puras con los correspondientes productos y reaccionantes sobrantes. El cloro se almacena en botellas y el cloruro de hidrógeno se lleva a un segundo reactor en el que por oxidación con un 30 % de exceso de aire sobre el estequiométrico, se transforma totalmente en cloro según la siguiente reacción:
2 ClH + 1/2 O2 Cl2 + H2O
El cloro así obtenido se separa completamente del resto de compuestos y se recircula a la entrada del reactor de cloración, uniéndose a la corriente de alimento fresco.
Calcular: a) El caudal másico (kg/h) de cloruro de bencilo producido b) El caudal másico de cloro (kg/h) obtenido en el separador que separa los componentes que salen del reactor de cloración. c) El caudal volumétrico (m3/h) de aire alimentado al reactor de oxidación si el aire está a 1 atm y 298 K d) Composición molar (% moles) de la corriente que sale del reactor de cloración. Solución: a) 467,32 kg/h de cloruro de bencilo; b) 177,25 kg/h de cloro; c) 139,76 m3/h de aire; d) 23,71 % Cl2, 6,19 % C7H8, 35,05 % ClH, 35,05 % DE ClC7H7.
45. Por cogeneración se entiende la técnica que genera simultáneamente energía eléctrica y energía térmica (calor) a partir de un combustible. Esta técnica supone una importante reducción de costes para las empresas que consumen energía eléctrica y que necesitan energía térmica para generar vapor, para secado u otros procesos. Una fábrica consume energía térmica a un ritmo de 25000 kW, en forma de vapor de agua a 3 atmósferas de presión. El vapor lo genera mediante una caldera en la que quema gas natural con 3 veces el aire estequiométrico. El gas y el aire se alimentan a 25 ºC y 1 atmósfera de presión, y los gases de la combustión salen de la caldera a 150 ºC y 1 atm. Por otro lado, la potencia eléctrica de la empresa es de 5000 kW. Para reducir costes, se plantean instalar un sistema de cogeneración consistente en una turbina que queme gas natural y que genere energía eléctrica y una caldera para generar vapor de agua con los gases de combustión calientes que salen de la turbina, vendiendo a la red el excedente de energía eléctrica que se produciría respecto de los 5000 kW de potencia que consumen. El gas se quemaría en la turbina con 3 veces el aire estequiométrico, alimentándose tanto el aire como el gas a 25 ºC y 1 atm. Los gases de combustión saldrían de la turbina a 500 ºC y entrarían a la caldera de vapor, de donde saldrían a 150 ºC y 1 atm. Si la empresa debe generar energía térmica al mismo ritmo que lo que tiene actualmente sin el sistema de cogeneración, determinar:
a) El consumo de gas natural expresado en kg/h para las dos situaciones (la actual y con cogeneración).
b) Los kW eléctricos de potencia que se conseguirían en la turbina con el sistema de cogeneración.
c) El ahorro anual que supone para la empresa la instalación del sistema de cogeneración si el precio de compra del gas es de 0’2 euros/kg, y el precio de compraventa de la energía eléctrica es de 0’03 euros/kWh.
Datos: considerar el gas natural como metano puro, que las combustiones son completas y que la empresa trabaja 8000 horas anualmente. Considerar capacidades caloríficas promedio para el N2, O2, H2O (vapor) y CO2 de 30’31, 32’12, 30’60 y 46’41 J/(mol K) respectivamente.
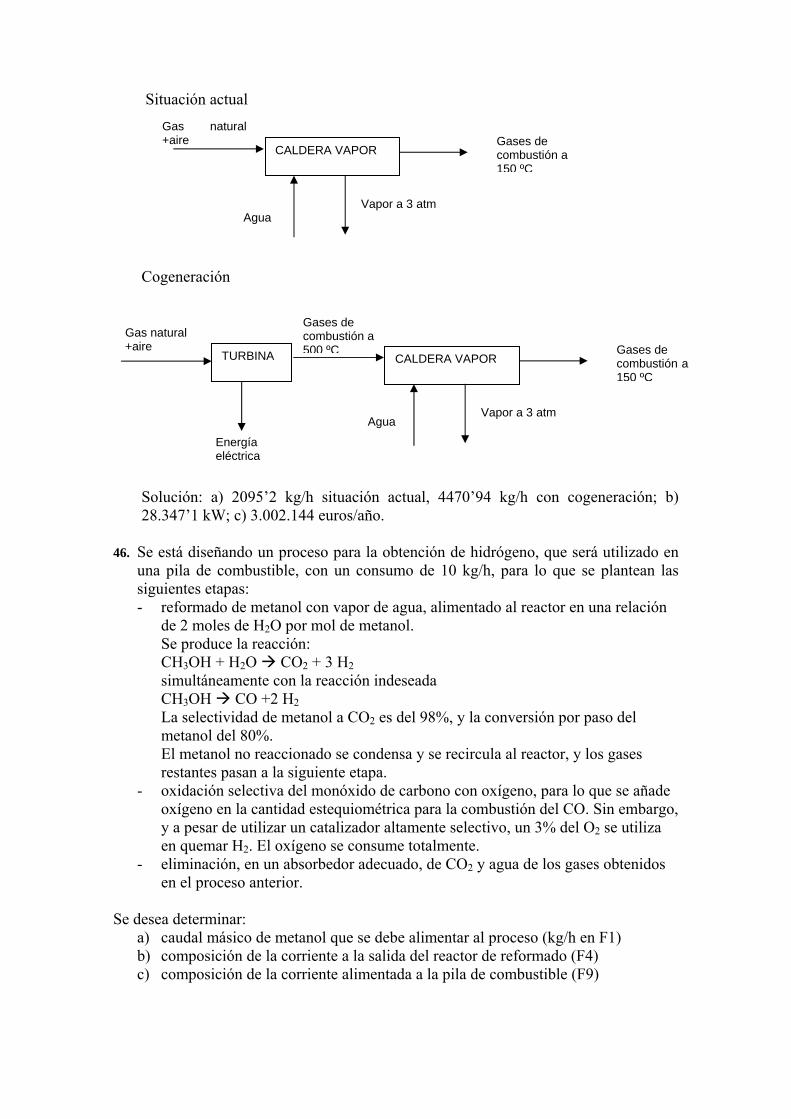
Situación actual
CALDERA VAPOR
Gas natural +aire Gases de
combustión a 150 ºC
Vapor a 3 atm Agua
Cogeneración
CALDERA VAPOR
Gas natural +aire Gases de
combustión a 150 ºC
Vapor a 3 atmAgua
Gases de combustión a 500 ºCTURBINA
Energía eléctrica
Solución: a) 2095’2 kg/h situación actual, 4470’94 kg/h con cogeneración; b) 28.347’1 kW; c) 3.002.144 euros/año.
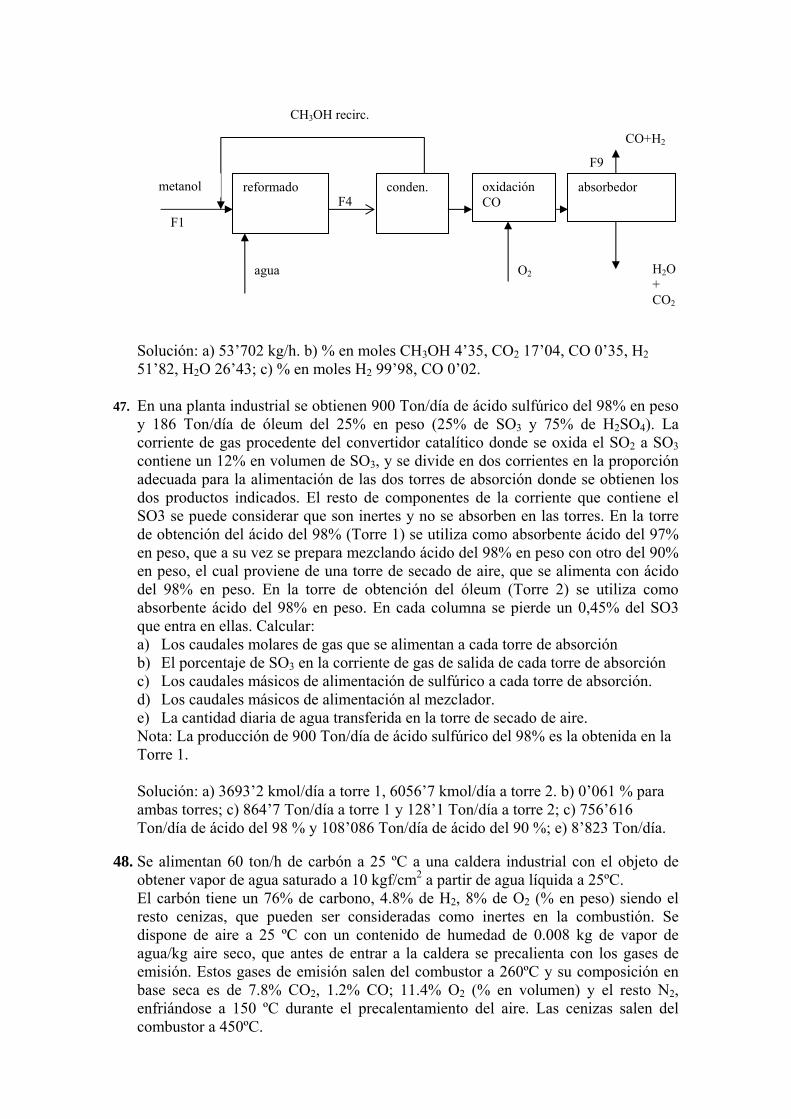
46. Se está diseñando un proceso para la obtención de hidrógeno, que será utilizado en una pila de combustible, con un consumo de 10 kg/h, para lo que se plantean las siguientes etapas: - reformado de metanol con vapor de agua, alimentado al reactor en una relación
de 2 moles de H2O por mol de metanol. Se produce la reacción: CH3OH + H2O CO2 + 3 H2simultáneamente con la reacción indeseada CH3OH CO +2 H2La selectividad de metanol a CO2 es del 98%, y la conversión por paso del metanol del 80%. El metanol no reaccionado se condensa y se recircula al reactor, y los gases restantes pasan a la siguiente etapa.
- oxidación selectiva del monóxido de carbono con oxígeno, para lo que se añade oxígeno en la cantidad estequiométrica para la combustión del CO. Sin embargo, y a pesar de utilizar un catalizador altamente selectivo, un 3% del O2 se utiliza en quemar H2. El oxígeno se consume totalmente.
- eliminación, en un absorbedor adecuado, de CO2 y agua de los gases obtenidos en el proceso anterior.
Se desea determinar:
a) caudal másico de metanol que se debe alimentar al proceso (kg/h en F1) b) composición de la corriente a la salida del reactor de reformado (F4) c) composición de la corriente alimentada a la pila de combustible (F9)
reformado conden. absorbedor metanol
agua
oxidación CO
O2
F4
CH3OH recirc.
F1
F9
CO+H2
H2O + CO2
Solución: a) 53’702 kg/h. b) % en moles CH3OH 4’35, CO2 17’04, CO 0’35, H2 51’82, H2O 26’43; c) % en moles H2 99’98, CO 0’02.
47. En una planta industrial se obtienen 900 Ton/día de ácido sulfúrico del 98% en peso y 186 Ton/día de óleum del 25% en peso (25% de SO3 y 75% de H2SO4). La corriente de gas procedente del convertidor catalítico donde se oxida el SO2 a SO3 contiene un 12% en volumen de SO3, y se divide en dos corrientes en la proporción adecuada para la alimentación de las dos torres de absorción donde se obtienen los dos productos indicados. El resto de componentes de la corriente que contiene el SO3 se puede considerar que son inertes y no se absorben en las torres. En la torre de obtención del ácido del 98% (Torre 1) se utiliza como absorbente ácido del 97% en peso, que a su vez se prepara mezclando ácido del 98% en peso con otro del 90% en peso, el cual proviene de una torre de secado de aire, que se alimenta con ácido del 98% en peso. En la torre de obtención del óleum (Torre 2) se utiliza como absorbente ácido del 98% en peso. En cada columna se pierde un 0,45% del SO3 que entra en ellas. Calcular: a) Los caudales molares de gas que se alimentan a cada torre de absorción b) El porcentaje de SO3 en la corriente de gas de salida de cada torre de absorción c) Los caudales másicos de alimentación de sulfúrico a cada torre de absorción. d) Los caudales másicos de alimentación al mezclador. e) La cantidad diaria de agua transferida en la torre de secado de aire. Nota: La producción de 900 Ton/día de ácido sulfúrico del 98% es la obtenida en la Torre 1. Solución: a) 3693’2 kmol/día a torre 1, 6056’7 kmol/día a torre 2. b) 0’061 % para ambas torres; c) 864’7 Ton/día a torre 1 y 128’1 Ton/día a torre 2; c) 756’616 Ton/día de ácido del 98 % y 108’086 Ton/día de ácido del 90 %; e) 8’823 Ton/día.
48. Se alimentan 60 ton/h de carbón a 25 ºC a una caldera industrial con el objeto de
obtener vapor de agua saturado a 10 kgf/cm2 a partir de agua líquida a 25ºC. El carbón tiene un 76% de carbono, 4.8% de H2, 8% de O2 (% en peso) siendo el resto cenizas, que pueden ser consideradas como inertes en la combustión. Se dispone de aire a 25 ºC con un contenido de humedad de 0.008 kg de vapor de agua/kg aire seco, que antes de entrar a la caldera se precalienta con los gases de emisión. Estos gases de emisión salen del combustor a 260ºC y su composición en base seca es de 7.8% CO2, 1.2% CO; 11.4% O2 (% en volumen) y el resto N2, enfriándose a 150 ºC durante el precalentamiento del aire. Las cenizas salen del combustor a 450ºC.
Calcular la cantidad de vapor de agua saturado que se produce en la caldera industrial. DATOS: ∆Hºformación de la parte combustible del carbón= -2700 kJ/kg; Cp,promedio CO2 = 41.9 kJ/kmol.K Cp,promedio CO = 29.8 kJ/kmol.K Cp,promedio O2 = 30.6 kJ/kmol.K Cp,promedio N2 = 29.6 kJ/kmol.K Cp,promedio H2O vapor = 34.6 kJ/kmol.K Cp,promedio cenizas = 0.97 kJ/kg.K Solución: 518 Ton/h
49. Se ha planteando, como una de las vías de aprovechamiento del CO2, un proceso basado hidrogenación catalítica para la obtención de metanol:
. En una instalación industrial se dispone de una corriente de 12000 kmol/h de H
OHOHCHHCO 2322 +→+
2 con un contenido de N2 del 1% (%vol) y de otra corriente de 4200 kmol/h de CO2 con un 2% (%vol) de N2. Ambas corrientes se mezclan y se llevan al reactor de hidrogenación donde se alcanza una conversión por paso del reactivo limitante del 20%. El N2 actúa como inerte en esta reacción. La corriente de salida se lleva a un condensador donde se separa todo el metanol y el agua formados en el reactor. La corriente gaseosa no condensada se recircula para mezclarse con la alimentación fresca antes de introducirse al reactor y, para evitar la acumulación de N2 en el sistema, se extrae una corriente de purga de la línea de recirculación. La concentración de N2 en la recirculación no debe superar el 8% (%vol). Calcular: a) La producción másica horaria (kg/h) de metanol b) Los moles recirculados por cada mol alimentado c) La concentración de inertes a la entrada del reactor d) La conversión total alcanzada en el proceso Solución: a) 109200 kg/h; b) 0’79 mol/mol (al reactor), 3’767 mol/mol (a la instalación); c) 6’6 % (vol); d) 0’862 (86’2 %)
50. La emisión de gases de efecto invernadero y, concretamente, de CO2, está limitada por ley para determinados sectores industriales, entre los que se encuentran la fabricación de la pasta de papel, las centrales térmicas o las empresas de producción de cal. Esta limitación supone que a las empresas se les asignan unos derechos de emisión en toneladas de CO2/año. Si no llegan a emitir las cantidades asignadas, pueden vender los derechos sobrantes y si las sobrepasan deben adquirir los derechos necesarios a un precio que, en la actualidad, está en torno a los 24 euros/tonelada CO2. Una empresa de producción de cal (CaO), utiliza un horno donde calcina la piedra caliza a razón de 100 kg/h, que se puede considerar como carbonato cálcico e inertes, siendo los inertes sílice (SiO2) que representan un 10 % en peso. Para ello quema 0’1363 kmol/h un gas compuesto por metano y propano (70 % y 30 % en volumen respectivamente), que proporciona la energía necesaria para la descomposición del carbonato cálcico en cal y dióxido de carbono. El control de calidad se realiza en el producto acabado, determinando su composición en CaO teniendo en cuenta que no todo el carbonato cálcico se llega a calcinar en el horno. Si para quemar el gas se utiliza un 50 % de exceso de aire sobre el estequiométrico, y se obtiene un producto que tiene una riqueza en CaO del 59’02 % en peso. Determinar la composición (% en moles) de los gases de salida, los kg/h de CO2 que
emite la empresa, así como si deberá pagar por el exceso de CO2 que emita o si recibirá dinero por los derechos de CO2 que le sobren, si trabaja 8000 h/año y tiene asignados derechos de emisión por 500 Toneladas de CO2 al año. Solución: a) 25’2 % CO2, 9’52 % H2O, 59’9 % N2 y 5’32 % O2; b) 41’3 kg/h de CO2 emitidos; c) recibirá 4075 euros/año por los derechos que sobran
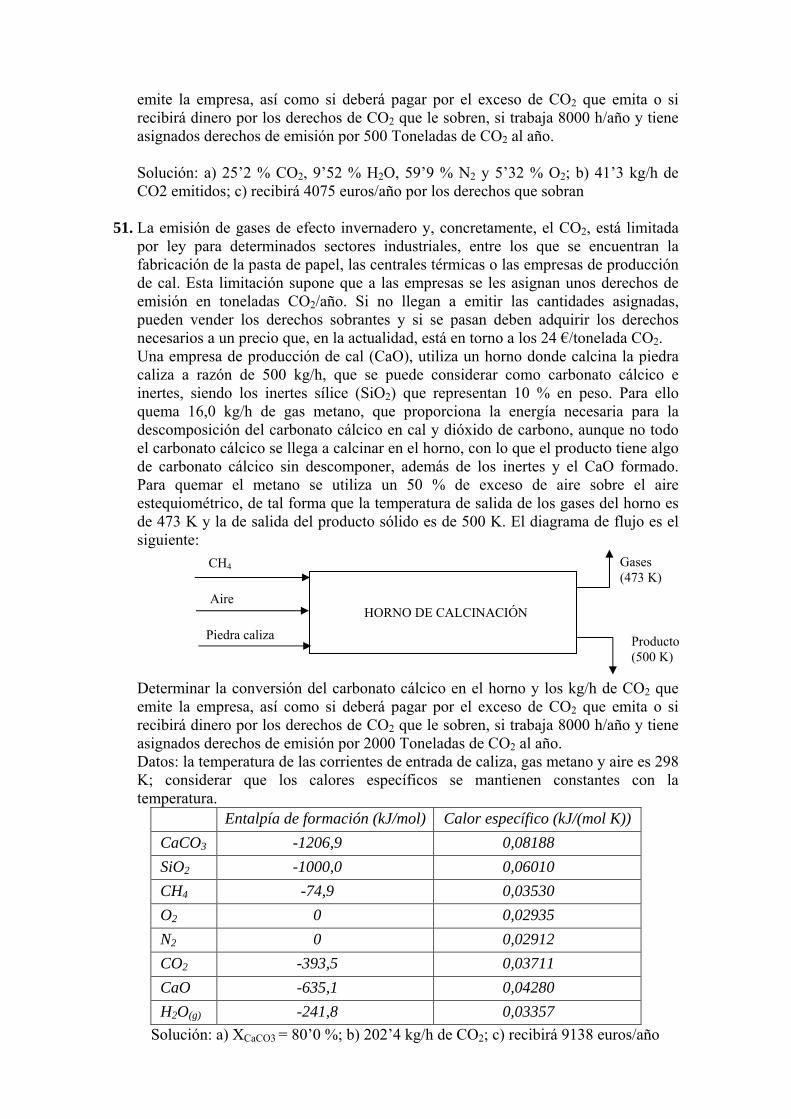
51. La emisión de gases de efecto invernadero y, concretamente, el CO2, está limitada por ley para determinados sectores industriales, entre los que se encuentran la fabricación de la pasta de papel, las centrales térmicas o las empresas de producción de cal. Esta limitación supone que a las empresas se les asignan unos derechos de emisión en toneladas CO2/año. Si no llegan a emitir las cantidades asignadas, pueden vender los derechos sobrantes y si se pasan deben adquirir los derechos necesarios a un precio que, en la actualidad, está en torno a los 24 €/tonelada CO2. Una empresa de producción de cal (CaO), utiliza un horno donde calcina la piedra caliza a razón de 500 kg/h, que se puede considerar como carbonato cálcico e inertes, siendo los inertes sílice (SiO2) que representan 10 % en peso. Para ello quema 16,0 kg/h de gas metano, que proporciona la energía necesaria para la descomposición del carbonato cálcico en cal y dióxido de carbono, aunque no todo el carbonato cálcico se llega a calcinar en el horno, con lo que el producto tiene algo de carbonato cálcico sin descomponer, además de los inertes y el CaO formado. Para quemar el metano se utiliza un 50 % de exceso de aire sobre el aire estequiométrico, de tal forma que la temperatura de salida de los gases del horno es de 473 K y la de salida del producto sólido es de 500 K. El diagrama de flujo es el siguiente:
Determinar la conversión del carbonato cálcico en el horno y los kg/h de CO2 que emite la empresa, así como si deberá pagar por el exceso de CO2 que emita o si recibirá dinero por los derechos de CO2 que le sobren, si trabaja 8000 h/año y tiene asignados derechos de emisión por 2000 Toneladas de CO2 al año. Datos: la temperatura de las corrientes de entrada de caliza, gas metano y aire es 298 K; considerar que los calores específicos se mantienen constantes con la temperatura.
HORNO DE CALCINACIÓN
CH4
Aire
Piedra caliza
Gases (473 K)
Producto (500 K)
Entalpía de formación (kJ/mol) Calor específico (kJ/(mol K)) CaCO3 -1206,9 0,08188 SiO2 -1000,0 0,06010 CH4 -74,9 0,03530 O2 0 0,02935 N2 0 0,02912 CO2 -393,5 0,03711 CaO -635,1 0,04280 H2O(g) -241,8 0,03357
Solución: a) XCaCO3 = 80’0 %; b) 202’4 kg/h de CO2; c) recibirá 9138 euros/año
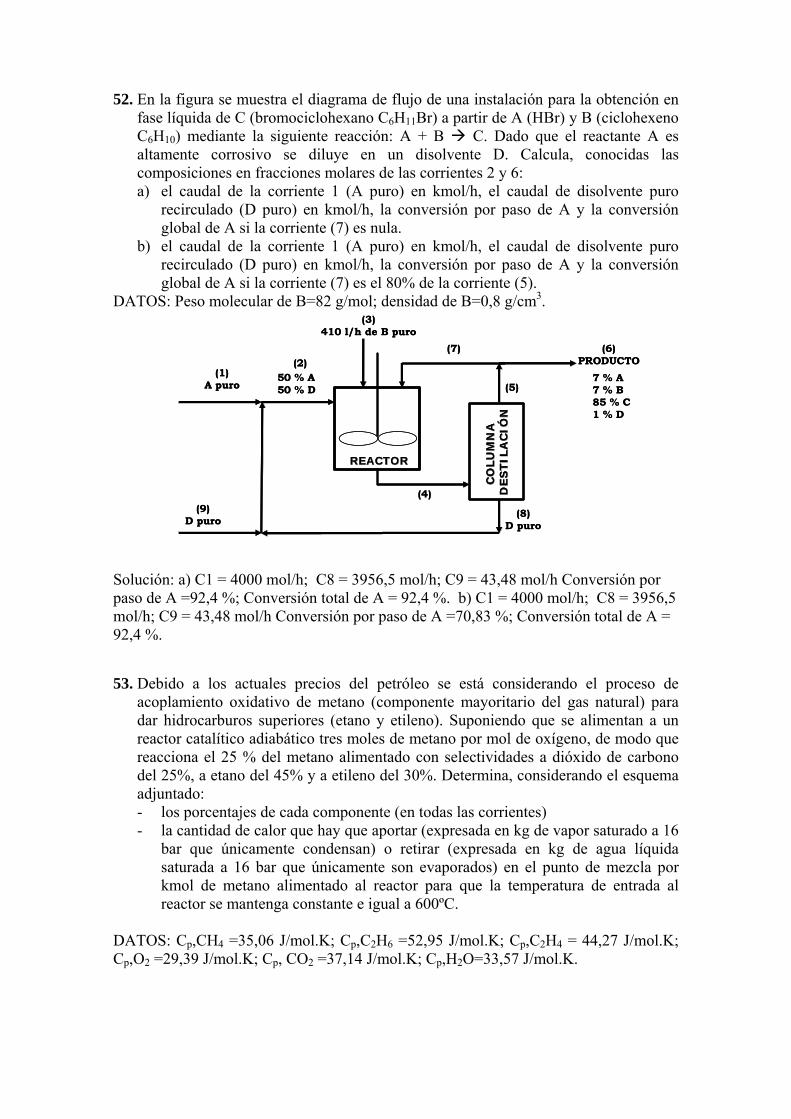
52. En la figura se muestra el diagrama de flujo de una instalación para la obtención en fase líquida de C (bromociclohexano C6H11Br) a partir de A (HBr) y B (ciclohexeno C6H10) mediante la siguiente reacción: A + B C. Dado que el reactante A es altamente corrosivo se diluye en un disolvente D. Calcula, conocidas las composiciones en fracciones molares de las corrientes 2 y 6: a) el caudal de la corriente 1 (A puro) en kmol/h, el caudal de disolvente puro
recirculado (D puro) en kmol/h, la conversión por paso de A y la conversión global de A si la corriente (7) es nula.
b) el caudal de la corriente 1 (A puro) en kmol/h, el caudal de disolvente puro recirculado (D puro) en kmol/h, la conversión por paso de A y la conversión global de A si la corriente (7) es el 80% de la corriente (5).
DATOS: Peso molecular de B=82 g/mol; densidad de B=0,8 g/cm3.
(1)A puro
(3)410 l/h de B puro
(6)PRODUCTO
CO
LU
MN
A
CO
LU
MN
A
DE
ST
ILA
CI
DE
ST
ILA
CI ÓÓ
NN
50 % A50 % D
7 % A7 % B85 % C1 % D
(2)
(9)D puro
REACTORREACTOR
(8)D puro
(4)
(5)
(7)
(1)A puro
(3)410 l/h de B puro
(6)PRODUCTO
CO
LU
MN
A
CO
LU
MN
A
DE
ST
ILA
CI
DE
ST
ILA
CI ÓÓ
NNC
OLU
MN
A
CO
LU
MN
A
DE
ST
ILA
CI
DE
ST
ILA
CI ÓÓ
NN
50 % A50 % D
7 % A7 % B85 % C1 % D
(2)
(9)D puro
REACTORREACTOR
(8)D puro
(4)
(5)
(7) Solución: a) C1 = 4000 mol/h; C8 = 3956,5 mol/h; C9 = 43,48 mol/h Conversión por paso de A =92,4 %; Conversión total de A = 92,4 %. b) C1 = 4000 mol/h; C8 = 3956,5 mol/h; C9 = 43,48 mol/h Conversión por paso de A =70,83 %; Conversión total de A = 92,4 %. 53. Debido a los actuales precios del petróleo se está considerando el proceso de
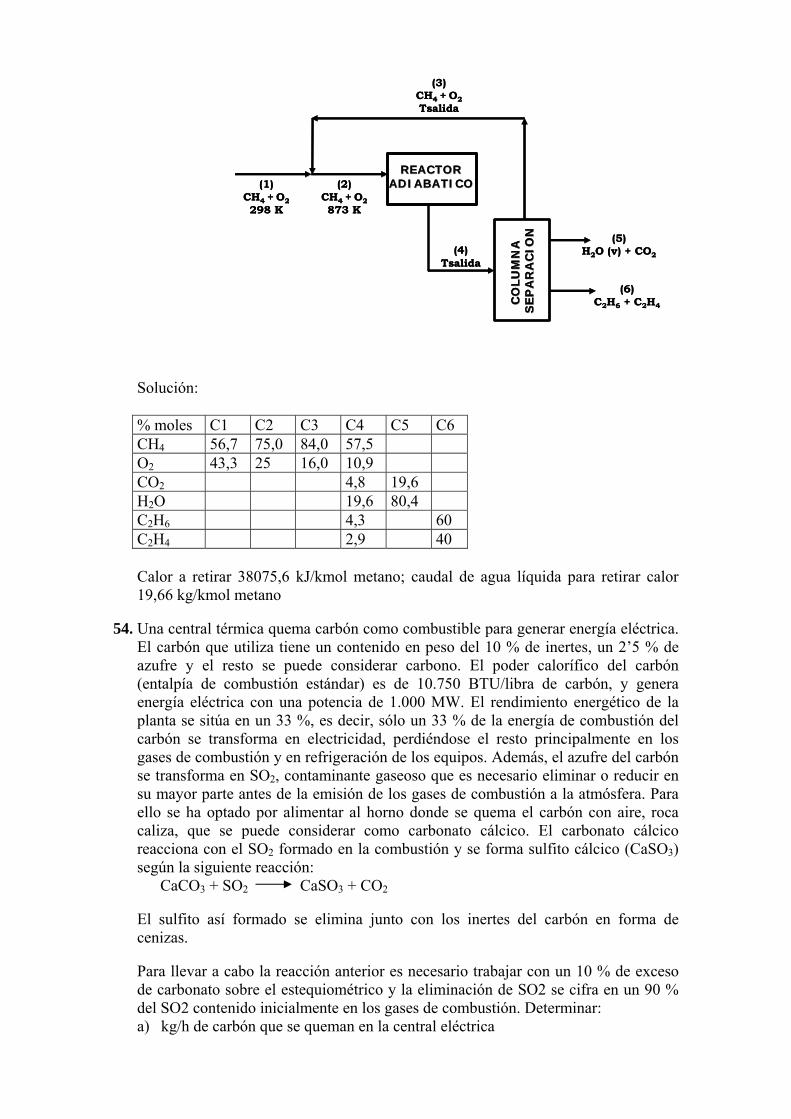
acoplamiento oxidativo de metano (componente mayoritario del gas natural) para dar hidrocarburos superiores (etano y etileno). Suponiendo que se alimentan a un reactor catalítico adiabático tres moles de metano por mol de oxígeno, de modo que reacciona el 25 % del metano alimentado con selectividades a dióxido de carbono del 25%, a etano del 45% y a etileno del 30%. Determina, considerando el esquema adjuntado: - los porcentajes de cada componente (en todas las corrientes) - la cantidad de calor que hay que aportar (expresada en kg de vapor saturado a 16
bar que únicamente condensan) o retirar (expresada en kg de agua líquida saturada a 16 bar que únicamente son evaporados) en el punto de mezcla por kmol de metano alimentado al reactor para que la temperatura de entrada al reactor se mantenga constante e igual a 600ºC.
DATOS: Cp,CH4 =35,06 J/mol.K; Cp,C2H6 =52,95 J/mol.K; Cp,C2H4 = 44,27 J/mol.K; Cp,O2 =29,39 J/mol.K; Cp, CO2 =37,14 J/mol.K; Cp,H2O=33,57 J/mol.K.
(1)CH4 + O2298 K
CO
LU
MN
A
CO
LU
MN
A
SE
PA
RA
CIO
NS
EP
AR
AC
ION
REACTORREACTORADIABATICOADIABATICO(2)
CH4 + O2873 K
(4)Tsalida
(5)H2O (v) + CO2
(3)CH4 + O2Tsalida
(6)C2H6 + C2H4
(1)CH4 + O2298 K
CO
LU
MN
A
CO
LU
MN
A
SE
PA
RA
CIO
NS
EP
AR
AC
ION
CO
LU
MN
A
CO
LU
MN
A
SE
PA
RA
CIO
NS
EP
AR
AC
ION
REACTORREACTORADIABATICOADIABATICO(2)
CH4 + O2873 K
(4)Tsalida
(5)H2O (v) + CO2
(3)CH4 + O2Tsalida
(6)C2H6 + C2H4
Solución: % moles C1 C2 C3 C4 C5 C6 CH4 56,7 75,0 84,0 57,5 O2 43,3 25 16,0 10,9 CO2 4,8 19,6 H2O 19,6 80,4 C2H6 4,3 60 C2H4 2,9 40 Calor a retirar 38075,6 kJ/kmol metano; caudal de agua líquida para retirar calor 19,66 kg/kmol metano
54. Una central térmica quema carbón como combustible para generar energía eléctrica.
El carbón que utiliza tiene un contenido en peso del 10 % de inertes, un 2’5 % de azufre y el resto se puede considerar carbono. El poder calorífico del carbón (entalpía de combustión estándar) es de 10.750 BTU/libra de carbón, y genera energía eléctrica con una potencia de 1.000 MW. El rendimiento energético de la planta se sitúa en un 33 %, es decir, sólo un 33 % de la energía de combustión del carbón se transforma en electricidad, perdiéndose el resto principalmente en los gases de combustión y en refrigeración de los equipos. Además, el azufre del carbón se transforma en SO2, contaminante gaseoso que es necesario eliminar o reducir en su mayor parte antes de la emisión de los gases de combustión a la atmósfera. Para ello se ha optado por alimentar al horno donde se quema el carbón con aire, roca caliza, que se puede considerar como carbonato cálcico. El carbonato cálcico reacciona con el SO2 formado en la combustión y se forma sulfito cálcico (CaSO3) según la siguiente reacción:
CaCO3 + SO2 CaSO3 + CO2
El sulfito así formado se elimina junto con los inertes del carbón en forma de cenizas.
Para llevar a cabo la reacción anterior es necesario trabajar con un 10 % de exceso de carbonato sobre el estequiométrico y la eliminación de SO2 se cifra en un 90 % del SO2 contenido inicialmente en los gases de combustión. Determinar: a) kg/h de carbón que se queman en la central eléctrica
b) kg/h de cenizas que se deben retirar del horno (considerarlas formadas por los inertes del carbón, el sulfito formado y el carbonato cálcico no reaccionado)
c) La cantidad necesaria de caliza que es necesario alimentar en kg/h d) Concentración de SO2 en los gases de escape (partes por millón en volumen) si
se utiliza un 20 % de aire en exceso sobre el estequiométrico para quemar el carbón.
Solución: a) 436364 kg/h de carbón; b) 87273 kg/h de cenizas; c) 37500 kg/h de caliza; d) 186 ppm de SO2
55. El principal proceso de producción del agua oxigenada a nivel industrial se basa en la utilización de un compuesto “puente”: la antraquinona. El proceso en sí se puede resumir como una hidrogenación, una posterior oxidación y una etapa de purificación de productos y recuperación de reactivos para su reciclado al proceso.
El punto de partida es la introducción de una corriente compuesta por un disolvente orgánico inerte y la antraquinona (C14H8O2), de proporción 3 moles de disolvente por 1 mol de antraquinona, a un reactor de hidrogenación en la que la antraquinona alcanza una conversión del 50 %, mientras que el hidrogeno gas alimentado alcanza una conversión del 80 %, saliendo el hidrógeno no reaccionado en forma de corriente gaseosa. En este primer reactor se obtiene una corriente líquida con el producto hidrogenado de la antraquinona (se incorpora una molécula de hidrógeno por molécula de antraquinona). La corriente que sale del reactor de hidrogenación se lleva a un segundo reactor, donde tiene lugar la oxidación con aire enriquecido (40 % de O2), que se introduce un caudal de 305450 m3/h (298 K y 1 atm), y en la que el hidrógeno unido a la antraquinona se libera y reacciona con el oxígeno para formar agua oxigenada, recuperándose de esta manera la molécula de antraquinona completamente. La corriente líquida que sale del reactor que contiene el disolvente, la antraquinona y el agua oxigenada formada, se lleva a un extractor líquido-líquido, donde se pone en contacto con una corriente de agua que extrae selectivamente el agua oxigenada, obteniéndose del extractor una corriente acuosa con un 25 % en peso de H2O2 (el resto es agua) y una corriente orgánica compuesta por el disolvente y la antraquinona que se recirculan al reactor de hidrogenación. La corriente acuosa se lleva a una columna de destilación a vació, donde el residuo es una corriente enriquecida en agua oxigenada (65 % en peso) y el destilado es agua que se recircula al proceso de extracción, añadiéndole un aporte de agua fresca para compensar las pérdidas. Si en la corriente producto del 65 % en peso de agua oxigenada van 8068’4 kmol/h totales (H2O2 y H2O), determinar:
- Composición (% moles) de las corrientes líquidas que salen de los reactores de hidrogenación y oxidación - Caudal de H2 gas (m3/h) a 298 K y 1 atm que se alimenta al reactor de hidrogenación - Conversión de O2 en el reactor de oxidación - kilogramos por hora de agua fresca añadida al sistema. Solución: composición en % en moles a la salida de reactor de hidrogenación: 12’5 % de Antra., 75 % de inerte y 12’5 % de Antra-H2; Salida del reactor de oxidación: 22’2 % Antra, 66’7 % inerte y 11’1 % de H2O2; 122180 m3/h de H2 alimentados; XO2= 80 %; 73231 kg/h de agua fresca

56. En una caldera de combustión se desean obtener 1200 kg/h de vapor de agua saturado a 260 ºC, (PSV=4694’3 kPa) a partir de agua a 25 ºC. Para ello se está considerando utilizar dos posibles combustibles diferentes. El primer combustible es un gas natural cuya composición es 89% de CH4, 5% de C2H6, 4 % de C3H8 y 2 % de CO2 (% en moles). El segundo combustible es un fuel-oil cuyo análisis elemental da un 84% de carbono y un 16% de hidrógeno (% en peso). En ambos casos se utilizará un 15% de exceso de aire y los gases deben de salir a 870 ºC. Determinar: a) El consumo de combustible en cada caso, en kg/h; y en kg comb./kg de vapor b) Las toneladas anuales de CO2 que se emiten a la atmósfera para los dos casos, sabiendo que la caldera funciona 8000 h/año. c) % de CO2 (moles) en los gases de combustión para los dos casos. Datos adicionales: Calor de formación del fuel a 25 ºC = -1250 kJ/kg Entalpía del vapor saturado a 260 ºC = 2796’4 kJ/kg Entalpía del agua a 25 ºC = 104’8 kJ/kg Calores específicos medios en el intervalo 25 a 900 ºC: CP (CO2) = 49 J/mol.K ; CP (O2) = 32’8 J/mol.K ; CP (N2) = 31 J/mol.K ; CP (H2Ov) = 38 J/mol.K ; Solución: gas: a) 118’36 kg/h, 0’0986 kg comb./kg vapor; b) 2561’48 Ton CO2/año; c) 8’78 % fuel oil: a) 118’28 kg/h, 0’0986 kg comb./kg vapor; b) 2914’45 Ton CO2/año; c) 10’90 %
57. Una empresa produce aceite de orujo de oliva a partir del residuo de las almazaras conocido como alperujo, que es una pasta que se puede considerar constituida por agua, aceite, hueso y pulpa.
El primer paso en el proceso de extracción del aceite es la eliminación de parte del agua contenida en el alperujo, mediante secado por contacto directo con aire caliente en un secador rotativo perfectamente aislado para que no haya pérdidas de calor hacia el exterior. Dicho secador procesa 10000 kg/h de alperujo a 25 ºC y con una humedad del 55 % en peso (kg agua/kg alperujo x100), eliminando buena parte del agua para obtener alperujo que sale del secador a 50 ºC y con una humedad del 10 % en peso. Para obtener el aire caliente para el secado se parte de aire a 25 ºC y un contenido en humedad despreciable y se utiliza una caldera en la que se quema hueso de oliva que tiene una entalpía de combustión ΔHcomb= -4000 kcal/kg a 25 ºC. El aire para el secado se calienta en la caldera sin mezclarse con los productos de combustión del hueso y, una vez caliente, se introduce en el secador, saliendo del mismo a 60 ºC y con un contenido en vapor de agua de 0'1547 kg agua/kg aire seco.
Determinar la temperatura de entrada del aire caliente al secador así como la cantidad de hueso que será necesario quemar por hora de operación, si sólo se aprovecha un 80 % de la energía de combustión de éste, ya que el 20 % de la energía restante se va con los gases calientes de la combustión y la ceniza generados en la combustión del hueso de oliva.
Datos: Considerar capacidades caloríficas promedio. Capacidad calorífica promedio del alperujo: CP (J/( kg ºC)) = 2508*(1-Humedad)+4180*Humedad ; con la Humedad expresada en kg agua/kg alperujo
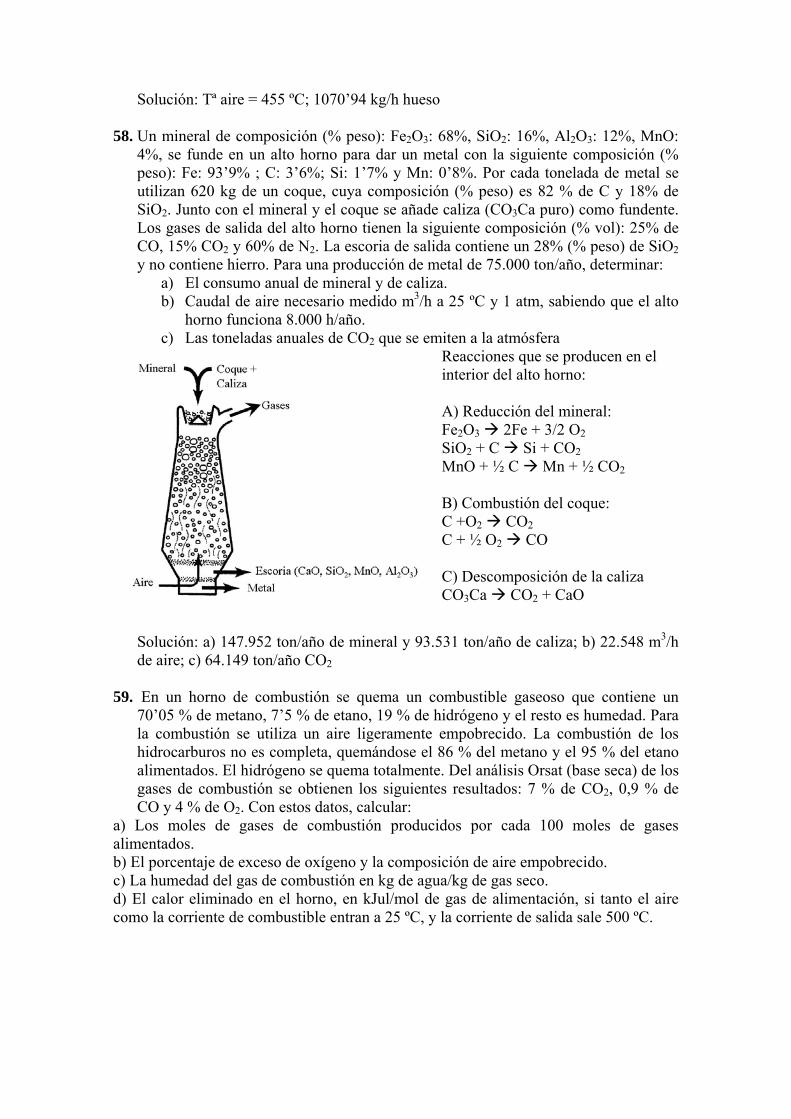
Solución: Tª aire = 455 ºC; 1070’94 kg/h hueso
58. Un mineral de composición (% peso): Fe2O3: 68%, SiO2: 16%, Al2O3: 12%, MnO: 4%, se funde en un alto horno para dar un metal con la siguiente composición (% peso): Fe: 93’9% ; C: 3’6%; Si: 1’7% y Mn: 0’8%. Por cada tonelada de metal se utilizan 620 kg de un coque, cuya composición (% peso) es 82 % de C y 18% de SiO2. Junto con el mineral y el coque se añade caliza (CO3Ca puro) como fundente. Los gases de salida del alto horno tienen la siguiente composición (% vol): 25% de CO, 15% CO2 y 60% de N2. La escoria de salida contiene un 28% (% peso) de SiO2 y no contiene hierro. Para una producción de metal de 75.000 ton/año, determinar:
a) El consumo anual de mineral y de caliza. b) Caudal de aire necesario medido m3/h a 25 ºC y 1 atm, sabiendo que el alto
horno funciona 8.000 h/año. c) Las toneladas anuales de CO2 que se emiten a la atmósfera
Reacciones que se producen en el interior del alto horno: A) Reducción del mineral: Fe2O3 2Fe + 3/2 O2SiO2 + C Si + CO2MnO + ½ C Mn + ½ CO2 B) Combustión del coque: C +O2 CO2C + ½ O2 CO C) Descomposición de la caliza CO3Ca CO2 + CaO
Solución: a) 147.952 ton/año de mineral y 93.531 ton/año de caliza; b) 22.548 m3/h de aire; c) 64.149 ton/año CO2
59. En un horno de combustión se quema un combustible gaseoso que contiene un 70’05 % de metano, 7’5 % de etano, 19 % de hidrógeno y el resto es humedad. Para la combustión se utiliza un aire ligeramente empobrecido. La combustión de los hidrocarburos no es completa, quemándose el 86 % del metano y el 95 % del etano alimentados. El hidrógeno se quema totalmente. Del análisis Orsat (base seca) de los gases de combustión se obtienen los siguientes resultados: 7 % de CO2, 0,9 % de CO y 4 % de O2. Con estos datos, calcular:
a) Los moles de gases de combustión producidos por cada 100 moles de gases alimentados. b) El porcentaje de exceso de oxígeno y la composición de aire empobrecido. c) La humedad del gas de combustión en kg de agua/kg de gas seco. d) El calor eliminado en el horno, en kJul/mol de gas de alimentación, si tanto el aire como la corriente de combustible entran a 25 ºC, y la corriente de salida sale 500 ºC.
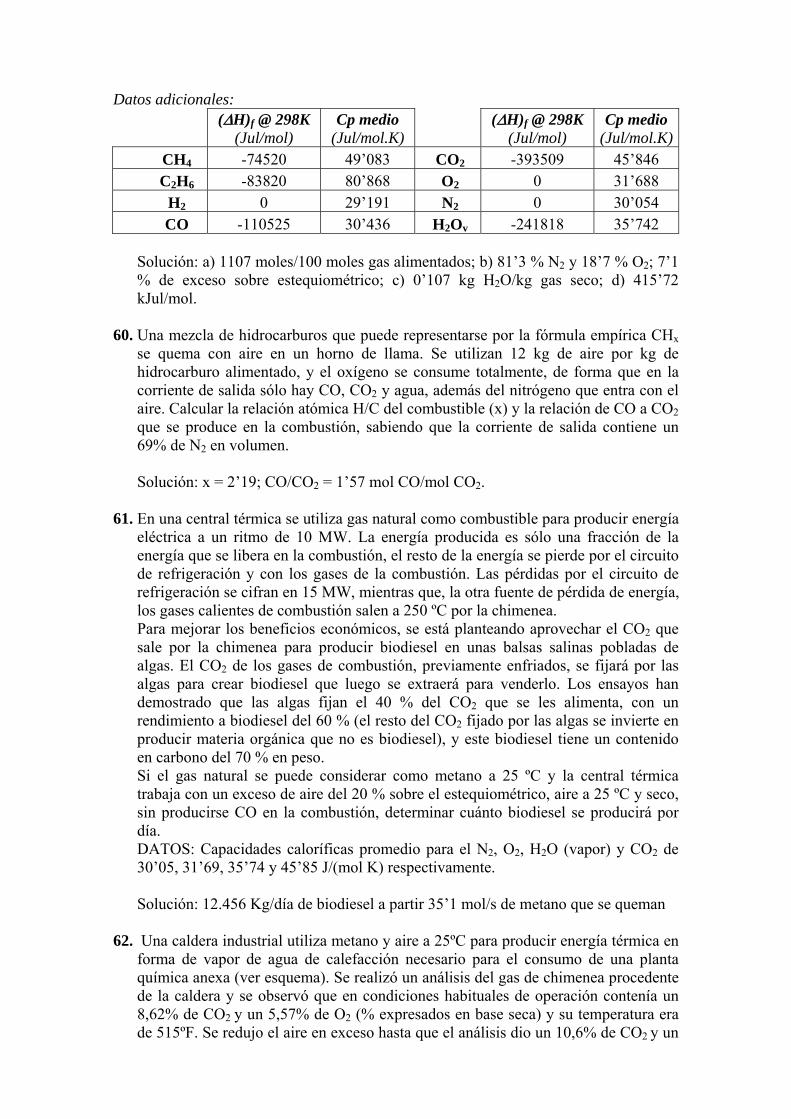
Datos adicionales:
(ΔH)f @ 298K (Jul/mol)
Cp medio (Jul/mol.K)
(ΔH)f @ 298K (Jul/mol)
Cp medio (Jul/mol.K)
CH4 -74520 49’083 CO2 -393509 45’846 C2H6 -83820 80’868 O2 0 31’688
H2 0 29’191 N2 0 30’054 CO -110525 30’436 H2Ov -241818 35’742
Solución: a) 1107 moles/100 moles gas alimentados; b) 81’3 % N2 y 18’7 % O2; 7’1 % de exceso sobre estequiométrico; c) 0’107 kg H2O/kg gas seco; d) 415’72 kJul/mol.
60. Una mezcla de hidrocarburos que puede representarse por la fórmula empírica CHx se quema con aire en un horno de llama. Se utilizan 12 kg de aire por kg de hidrocarburo alimentado, y el oxígeno se consume totalmente, de forma que en la corriente de salida sólo hay CO, CO2 y agua, además del nitrógeno que entra con el aire. Calcular la relación atómica H/C del combustible (x) y la relación de CO a CO2 que se produce en la combustión, sabiendo que la corriente de salida contiene un 69% de N2 en volumen. Solución: x = 2’19; CO/CO2 = 1’57 mol CO/mol CO2.
61. En una central térmica se utiliza gas natural como combustible para producir energía eléctrica a un ritmo de 10 MW. La energía producida es sólo una fracción de la energía que se libera en la combustión, el resto de la energía se pierde por el circuito de refrigeración y con los gases de la combustión. Las pérdidas por el circuito de refrigeración se cifran en 15 MW, mientras que, la otra fuente de pérdida de energía, los gases calientes de combustión salen a 250 ºC por la chimenea. Para mejorar los beneficios económicos, se está planteando aprovechar el CO2 que sale por la chimenea para producir biodiesel en unas balsas salinas pobladas de algas. El CO2 de los gases de combustión, previamente enfriados, se fijará por las algas para crear biodiesel que luego se extraerá para venderlo. Los ensayos han demostrado que las algas fijan el 40 % del CO2 que se les alimenta, con un rendimiento a biodiesel del 60 % (el resto del CO2 fijado por las algas se invierte en producir materia orgánica que no es biodiesel), y este biodiesel tiene un contenido en carbono del 70 % en peso. Si el gas natural se puede considerar como metano a 25 ºC y la central térmica trabaja con un exceso de aire del 20 % sobre el estequiométrico, aire a 25 ºC y seco, sin producirse CO en la combustión, determinar cuánto biodiesel se producirá por día. DATOS: Capacidades caloríficas promedio para el N2, O2, H2O (vapor) y CO2 de 30’05, 31’69, 35’74 y 45’85 J/(mol K) respectivamente. Solución: 12.456 Kg/día de biodiesel a partir 35’1 mol/s de metano que se queman
62. Una caldera industrial utiliza metano y aire a 25ºC para producir energía térmica en forma de vapor de agua de calefacción necesario para el consumo de una planta química anexa (ver esquema). Se realizó un análisis del gas de chimenea procedente de la caldera y se observó que en condiciones habituales de operación contenía un 8,62% de CO2 y un 5,57% de O2 (% expresados en base seca) y su temperatura era de 515ºF. Se redujo el aire en exceso hasta que el análisis dio un 10,6% de CO2 y un

2,02% de O2 (% expresados en base seca) y se logró reducir la temperatura del gas de chimenea a 490ºF. Con objeto de mantener estas condiciones de operación se propuso instalar un sistema de control de los gases alimentados a la caldera con un coste de 31 k€. Si el coste de metano es de 1,18 €/kmol y el proceso en condiciones habituales consumía 180·103ft3/h de metano expresado en condiciones normales de P y T; calcula: a) Energía térmica que consume la planta anexa anualmente si la caldera trabaja
8000 h/año b) Caudal molar de metano que sería necesario alimentar a la caldera con el sistema
de control de alimentación de los gases implementado para producir la misma energía térmica que la calculada en el apartado a).
c) Tiempo que sería necesario para amortizar el sistema de control de alimentación de los gases si se garantizan las condiciones para el gas de chimenea enunciadas en segundo lugar
DATOS: Capacidades caloríficas promedio para el N2, O2, H2O (vapor) y CO2 de 30,05; 31,69; 35,74 y 45,85 J/(mol K) respectivamente. Solución: a) 126,77 x 1010 kJ/año; b) 1,764 x 106 kmol/año; c) 0,466 años ó 3727 horas de trabajo
CALDERA Metano +aire Gas de Chimenea
Energía térmica
63. El óxido nitroso (N2O) es un gas con unas propiedades curiosas. Es conocido como el gas de la risa, utilizado por los dentistas, y también se utiliza como un potente oxidante que incrementa la potencia de los motores de coches o aviones. Es el segundo caso el que nos ocupa, su utilidad como oxidante. Cuando se alimenta óxido nitroso a un motor se descompone fácilmente en nitrógeno y oxígeno moleculares, y es este oxígeno el que se utiliza en la quema del combustible. La proporción de nitrógeno a oxígeno así obtenida es mayor que la que proporciona el aire, y menos nitrógeno, que es un inerte, significa más potencia del motor para la misma cantidad de combustible. Se dispone de un motor que utiliza propano como combustible a un ritmo de 1 kmol/h. El motor está regulado para que trabaje con un exceso de oxígeno sobre el estequiométrico de un 20 %. Inicialmente se alimenta sólo aire como fuente de oxígeno. Posteriormente se desea introducir cierta cantidad de óxido nitroso manteniendo el 20 % de exceso de oxígeno sobre el estequiométrico (oxígeno que vendrá del aire y de la descomposición del nitroso), de esta forma se reducen las necesidades de aire y se incrementa la potencia del motor para el mismo consumo de propano (1 kmol/h). Suponiendo que las únicas pérdidas de energía son los gases de escape calientes, y que el resto de la energía de combustión del propano se traduce en energía mecánica, calcular la cantidad de óxido nitroso que es necesario alimentar al motor (kmol/h) si se desea que el incremento de potencia del motor cuando se alimenta con nitroso y aire sea de un 30 % con respecto a la situación en la que sólo se alimenta con aire.
Datos: Las temperatura de los gases de escape es de 200 ºC en las dos situaciones, las temperaturas de las corrientes de alimentación al motor son siempre 25 ºC, la conversión del óxido nitroso y del propano son del 100 % y no hay formación de CO.
Entalpía formación a 25 ºC (kJ/kmol)
Cp (kJ/kmol K)
C3H8 -104680 74’70O2 0 29’34N2 0 29’06N2O 82050 38’56CO2 -393509 37’07H2O (g) -241818 33’51
Solución: potencia sólo con aire 1.880.245 kJ/h, potencia con aire y nitroso 2.444.319 kJ/h, N2O = 6’52 kmol/h
64. Una esfera de cobre de 2 cm de radio contiene en su interior una resistencia eléctrica que disipa 300 W. La esfera se refrigera sumergiéndola en un baño de agua cuya temperatura se mantiene constante en el transcurso del tiempo en 20ºC. El calor perdido desde la esfera al agua Qagua (expresado en W) puede representarse por la siguiente ecuación: Qagua = 8,8·(T – Tagua) donde Tagua es la temperatura del agua y T es la temperatura de la esfera (expresadas ambas en ºC o K) y que, debido a la alta conductividad térmica del cobre, puede suponerse homogénea en todo su espesor. Suponiendo que la densidad del Cu (rCu) es 8,92 g/cm3, su capacidad calorífica (CpCu) es 0,385 J/g·K y la temperatura inicial de la esfera es de 20 ºC; calcular: i) El tiempo necesario, a partir del momento en que se activa la resistencia, para
que la temperatura de la esfera sea 35 ºC. ii) La temperatura máxima que puede alcanzarse en la esfera. Solución: i) 7’6 segundos; ii) 54’1 ºC
65. El proceso más utilizado para la obtención de ácido fosfórico por vía húmeda es el que utiliza acido sulfúrico para el ataque de la roca fosfática Ca5(PO4)3F, más que los que emplean acido clorhídrico o nítrico, pues el sulfato cálcico formado es mucho mas insoluble y, por tanto, fácil de separar. La reacción que tiene lugar es la siguiente: Ca5(PO4)3F + 5 H2SO4 → 3 H3PO4 + 5 CaSO4 ↓ + HF ↑ Los vapores de HF generados en el ataque disuelven la sílice que acompaña a la roca Ca5(PO4)3F según la siguiente reacción: 6 HF + SiO2 → H2SiF6

Figura 1. Esquema de la instalación industrial para obtener ácido fosfórico por vía húmeda.
Si a una instalación industrial del tipo mostrado en la figura 1, alimentamos 1175 kg de roca que contiene Ca5(PO4)3F y sílice como impureza, calcular:
i) la cantidad de sílice que alimentamos a la instalación si el porcentaje en peso de fósforo en la roca impura es del 15%,
ii) la cantidad de ácido fosfórico al 30% en peso que abandona la etapa de filtrado si el rendimiento de extracción del P de la roca es del 94%,
iii) la cantidad de ácido sulfúrico al 94 % en peso alimentada a la etapa de ataque si trabajamos con un exceso del 2% sobre el estequiometricamente necesario para mejorar el ataque de la roca,
iv) la cantidad de yeso (CaSO4) obtenida en los filtros considerando que las pérdidas de sulfato cálcico disuelto en las aguas de lavado son del 8%,
v) los kmoles de ácido hexafluorosilícico que condensan en la unidad de refrigeración de los baños de ataque.
Datos: Patómico P=31; Patómico Ca=40; Patómico F=19; Patómico S=32; Patómico Si=28 Solución: i) 219’84 kg de sílice; ii) 1744 kg de fosfórico al 30 % en peso; iii) 1007’7 kg de sulfúrico al 94 % en peso; iv) 1113’5 kg de CaSO4; v) 0’297 kmol de H2SiF6
66. La acroleína (CH2CHCHO) es un producto con diversas aplicaciones que van desde su utilización como biocida hasta como precursor de aromatizantes para alimentos. A nivel industrial se produce catalíticamente a partir de la oxidación de propeno según la siguiente reacción: CH3CHCH2 + O2 ====> CH2CHCHO + H2O La reacción se lleva a cabo con catalizadores basados en óxidos metálicos, aunque simultáneamente a la reacción mencionada tiene lugar la combustión de parte del propeno, produciendo dióxido de carbono. En un proceso industrial se produce acroleína a partir de una mezcla de propeno y aire en proporción molar 1/8 que entra al reactor a 25 ºC, mientras que los productos y reactivos no convertidos abandonan el reactor a 200 ºC. En las condiciones de
operación la selectividad de propeno a acroleína es del 89 % y el resto es a dióxido de carbono. Parte del calor liberado en la reacción se aprovecha en producir vapor de agua saturado a 2 atm de presión absoluta a partir de agua líquida a 25 ºC. Si cuando se alimentan 100 mol/h de propeno al reactor el caudal de vapor saturado a 2 atm formado es de 16’04 kg/h, determinar la conversión de propeno y la cantidad de acroleína formada (kg/h). Datos:
Entalpías de formación a 25 ºC kJ/mol
Cp promedio kJ/(mol K)
Propeno 19’71 64’7 10-3
Acroleína -70’92 70’0 10-3
CO2 -393’50 37’1 10-3
H2O -241’80 33’5 10-3
N2 29’1 10-3
O2 29’3 10-3
Solución: 92’5 % de conversión de propeno y 4’61 kg/h de acroleina
67. Se desea eliminar el benceno de una corriente gaseosa por incineración, aportando una determinada cantidad de metano como combustible auxiliar, para alcanzar una temperatura mínima de 1000 ºC que asegure la combustión completa del benceno. La corriente de gas que contiene benceno es de 100 mol/min, con un 0’5 % en volumen de benceno, 20’9 % de oxígeno y 78’6 % de nitrógeno. Esta corriente se alimenta al incinerador junto con una corriente de metano puro y otra corriente de aire estequiométrico para quemar el metano en su totalidad. Todas las corrientes que entran al incinerador están a 25 ºC. Determinar: a) cantidad de metano a alimentar (mol/min) para alcanzar la temperatura de 1000 ºC en el incinerador; b) el % de O2 en la corriente de gases que sale de la caldera. Datos:
Compuesto Cp (J/mol K) medias
ΔHf0
(J/mol) Benceno 85 82930CO2 42 -393509H2O 40 -241818O2 30 0N2 30 0CH4 35 -74520
Solución: a) 3’01 mol/min de metano; b) 12’99 % de O2
68. En una planta de lacado de piezas de aluminio se consume gas propano para alimentar a tres quemadores tal y como se muestra en el esquema. En todos ellos se introduce un 20 % de aire en exceso sobre el estequiométrico para asegurar que todo el propano alimentado se transforma en CO2 y H2O(v).
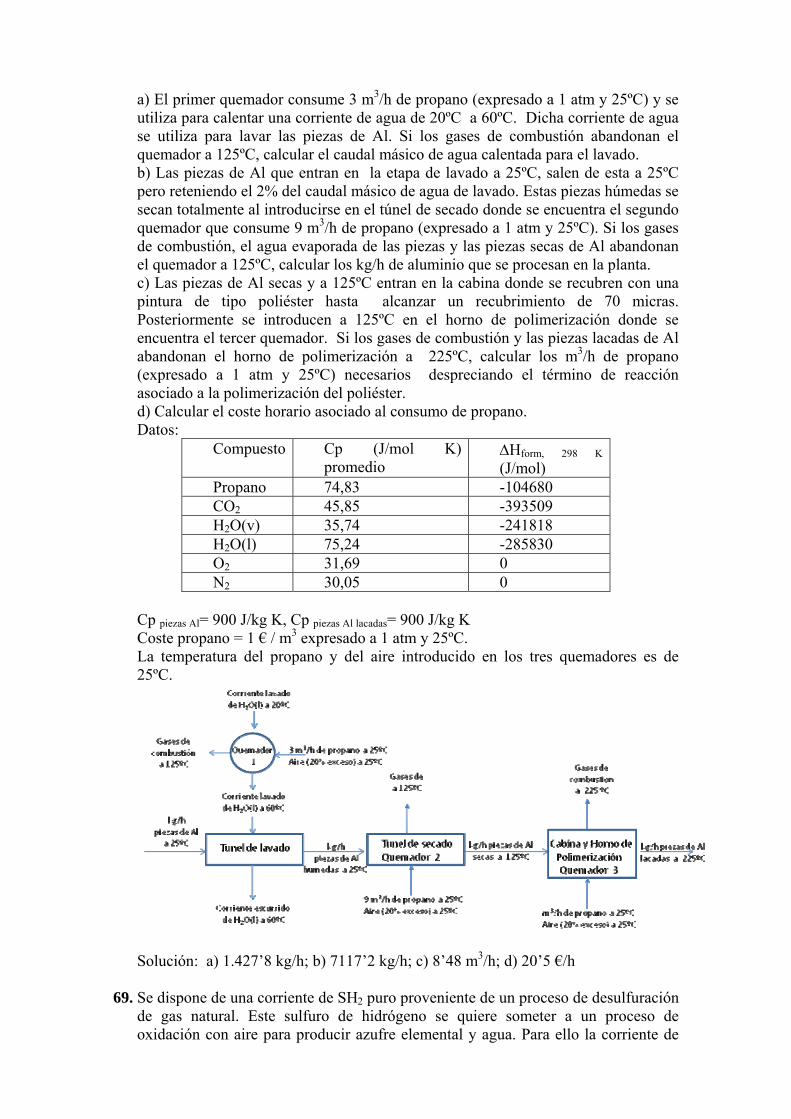
a) El primer quemador consume 3 m3/h de propano (expresado a 1 atm y 25ºC) y se utiliza para calentar una corriente de agua de 20ºC a 60ºC. Dicha corriente de agua se utiliza para lavar las piezas de Al. Si los gases de combustión abandonan el quemador a 125ºC, calcular el caudal másico de agua calentada para el lavado. b) Las piezas de Al que entran en la etapa de lavado a 25ºC, salen de esta a 25ºC pero reteniendo el 2% del caudal másico de agua de lavado. Estas piezas húmedas se secan totalmente al introducirse en el túnel de secado donde se encuentra el segundo quemador que consume 9 m3/h de propano (expresado a 1 atm y 25ºC). Si los gases de combustión, el agua evaporada de las piezas y las piezas secas de Al abandonan el quemador a 125ºC, calcular los kg/h de aluminio que se procesan en la planta. c) Las piezas de Al secas y a 125ºC entran en la cabina donde se recubren con una pintura de tipo poliéster hasta alcanzar un recubrimiento de 70 micras. Posteriormente se introducen a 125ºC en el horno de polimerización donde se encuentra el tercer quemador. Si los gases de combustión y las piezas lacadas de Al abandonan el horno de polimerización a 225ºC, calcular los m3/h de propano (expresado a 1 atm y 25ºC) necesarios despreciando el término de reacción asociado a la polimerización del poliéster. d) Calcular el coste horario asociado al consumo de propano. Datos:
Compuesto Cp (J/mol K) promedio
ΔHform, 298 K (J/mol)
Propano 74,83 -104680 CO2 45,85 -393509 H2O(v) 35,74 -241818 H2O(l) 75,24 -285830 O2 31,69 0 N2 30,05 0
Cp piezas Al= 900 J/kg K, Cp piezas Al lacadas= 900 J/kg K Coste propano = 1 € / m3 expresado a 1 atm y 25ºC. La temperatura del propano y del aire introducido en los tres quemadores es de 25ºC.
Solución: a) 1.427’8 kg/h; b) 7117’2 kg/h; c) 8’48 m3/h; d) 20’5 €/h
69. Se dispone de una corriente de SH2 puro proveniente de un proceso de desulfuración de gas natural. Este sulfuro de hidrógeno se quiere someter a un proceso de oxidación con aire para producir azufre elemental y agua. Para ello la corriente de
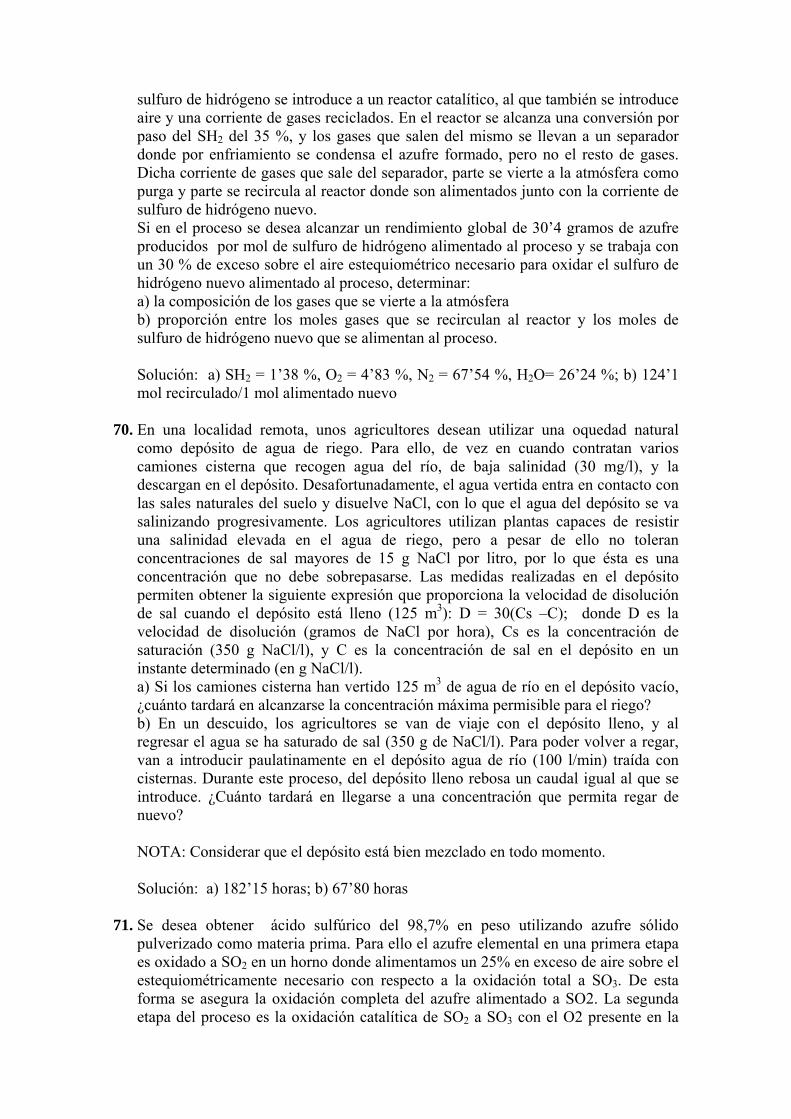
sulfuro de hidrógeno se introduce a un reactor catalítico, al que también se introduce aire y una corriente de gases reciclados. En el reactor se alcanza una conversión por paso del SH2 del 35 %, y los gases que salen del mismo se llevan a un separador donde por enfriamiento se condensa el azufre formado, pero no el resto de gases. Dicha corriente de gases que sale del separador, parte se vierte a la atmósfera como purga y parte se recircula al reactor donde son alimentados junto con la corriente de sulfuro de hidrógeno nuevo. Si en el proceso se desea alcanzar un rendimiento global de 30’4 gramos de azufre producidos por mol de sulfuro de hidrógeno alimentado al proceso y se trabaja con un 30 % de exceso sobre el aire estequiométrico necesario para oxidar el sulfuro de hidrógeno nuevo alimentado al proceso, determinar: a) la composición de los gases que se vierte a la atmósfera b) proporción entre los moles gases que se recirculan al reactor y los moles de sulfuro de hidrógeno nuevo que se alimentan al proceso. Solución: a) SH2 = 1’38 %, O2 = 4’83 %, N2 = 67’54 %, H2O= 26’24 %; b) 124’1 mol recirculado/1 mol alimentado nuevo
70. En una localidad remota, unos agricultores desean utilizar una oquedad natural como depósito de agua de riego. Para ello, de vez en cuando contratan varios camiones cisterna que recogen agua del río, de baja salinidad (30 mg/l), y la descargan en el depósito. Desafortunadamente, el agua vertida entra en contacto con las sales naturales del suelo y disuelve NaCl, con lo que el agua del depósito se va salinizando progresivamente. Los agricultores utilizan plantas capaces de resistir una salinidad elevada en el agua de riego, pero a pesar de ello no toleran concentraciones de sal mayores de 15 g NaCl por litro, por lo que ésta es una concentración que no debe sobrepasarse. Las medidas realizadas en el depósito permiten obtener la siguiente expresión que proporciona la velocidad de disolución de sal cuando el depósito está lleno (125 m3): D = 30(Cs –C); donde D es la velocidad de disolución (gramos de NaCl por hora), Cs es la concentración de saturación (350 g NaCl/l), y C es la concentración de sal en el depósito en un instante determinado (en g NaCl/l). a) Si los camiones cisterna han vertido 125 m3 de agua de río en el depósito vacío, ¿cuánto tardará en alcanzarse la concentración máxima permisible para el riego? b) En un descuido, los agricultores se van de viaje con el depósito lleno, y al regresar el agua se ha saturado de sal (350 g de NaCl/l). Para poder volver a regar, van a introducir paulatinamente en el depósito agua de río (100 l/min) traída con cisternas. Durante este proceso, del depósito lleno rebosa un caudal igual al que se introduce. ¿Cuánto tardará en llegarse a una concentración que permita regar de nuevo? NOTA: Considerar que el depósito está bien mezclado en todo momento. Solución: a) 182’15 horas; b) 67’80 horas
71. Se desea obtener ácido sulfúrico del 98,7% en peso utilizando azufre sólido pulverizado como materia prima. Para ello el azufre elemental en una primera etapa es oxidado a SO2 en un horno donde alimentamos un 25% en exceso de aire sobre el estequiométricamente necesario con respecto a la oxidación total a SO3. De esta forma se asegura la oxidación completa del azufre alimentado a SO2. La segunda etapa del proceso es la oxidación catalítica de SO2 a SO3 con el O2 presente en la
corriente. Esta oxidación es reversible y exotérmica de ahí que antes del convertidor catalítico hay un intercambiador de calor que permite enfriar los gases hasta las condiciones de entrada al reactor. La tercera etapa es la absorción en una torre de relleno del SO3 de la corriente gaseosa con agua para obtener una disolución acuosa de ácido sulfúrico al 98,7% en peso. Puesto que esta absorción es fuertemente exotérmica, la corriente gaseosa que abandona el reactor es previamente enfriada en un intercambiador de calor hasta una temperatura de 25ºC y se utiliza como agente absorbente ácido sulfúrico del 95% en peso para evitar la formación de nieblas ácidas. Suponiendo que: a) la conversión del SO2 es del 99% en el convertidor catalítico; b) que la eficacia de la absorción del SO3 es del 100% y el resto de los gases son insolubles; y c) que todos los reactantes entran a 25ºC, calcular: a) Caudal molar y composición de la corriente gaseosa que entra a la columna de absorción por cada tonelada de azufre alimentado b) Cantidad de H2SO4 del 95% (expresada en kg) necesario por cada tonelada de azufre alimentado y cantidad de H2SO4 del 98,7% (expresada en kg) formado por cada tonelada de azufre alimentado. c) Cantidad de vapor saturado a 3 atm que se podría generar a partir de agua líquida a 25ºC aprovechando el calor intercambiado en los dos intercambiadores de calor, por cada tonelada de azufre alimentado Datos:
HornoOxidación a SO2
S pulverizadoa 25ºC
Aire (25% exceso) a 25ºC H2O(l) a 25ºC
Intercamb.Calor
H2O(v) saturado a 3 atm
GasesSalida Calientes
GasesCalientes
Convertidor Catalítico
GasesFríos
H2O(l) a 25ºC
Intercamb.Calor
H2O(v) saturado a 3 atm
GasesSalidaa 25ºC
Venteo
H2SO4 95% wt
H2SO4 98.7% wt
Columna
Absorción
Compuesto ΔHform, 298 K (J/mol) SO2 -296830 SO3 -395720 Solución: a) 263,6 103 mol/ Ton S; SO2 = 0,12 %, SO3 = 11,74 %, O2 = 4,50 %, N2 = 83,60 % b) 15.920 kg H2SO4 95 %/Ton S, 18.390 kg H2SO4 98,7 %/Ton S; c) 4.714 kg vapor/Ton S
72. Se dispone de una corriente de SH2 puro proveniente de un proceso de desulfuración
de gas natural. Este sulfuro de hidrógeno se quiere someter a un proceso de oxidación
con aire para producir azufre elemental y agua. Para ello la corriente de sulfuro de
hidrógeno se introduce a un reactor catalítico, al que también se introduce aire y una
corriente de gases reciclados. En el reactor se alcanza una conversión por paso del SH2
del 35 %, y los gases que salen del mismo se llevan a un separador donde por
enfriamiento se condensa el azufre formado, pero no el resto de gases. Dicha corriente
de gases que sale del separador, parte se vierte a la atmósfera como purga y parte se
recircula al reactor donde son alimentados junto con la corriente de sulfuro de
hidrógeno nuevo.
Si en el proceso se desea alcanzar un rendimiento global de 30’4 gramos de azufre
producidos por mol de sulfuro de hidrógeno alimentado al proceso y se trabaja con un
30 % de exceso sobre el aire estequiométrico necesario para oxidar el sulfuro de
hidrógeno nuevo alimentado al proceso, determinar:
a) la composición de los gases que se vierte a la atmósfera
b) proporción entre los moles gases que se recirculan al reactor y los moles de
sulfuro de hidrógeno nuevo que se alimentan al proceso.
Solución: a) SH2 = 1’38 %, O2 = 4’83 %, N2 = 67’54 %, H2O= 26’24 %; b) 124’1 mol
recirculado/1 mol alimentado nuevo.
73. Se desea llevar a cabo la producción de un coagulante para el tratamiento de aguas
residuales como es el Cloruro Férrico, a partir de óxidos de hierro procedentes de
escorias de fundición (FexOy). Esta escoria u óxidos de hierro, que pueden verse como
una mezcla de óxido férrico y ferroso, se atacan en un primer reactor con una disolución
de ácido clorhídrico de concentración del 30 % en peso, obteniéndose una disolución de
cloruro ferroso y férrico, que se lleva a un segundo reactor de oxidación donde se
transforma el cloruro ferroso a férrico con cloro gas, con lo que, finalmente se obtiene la
disolución de cloruro férrico del 40 % en peso para la venta.
Si se desean producir 1300 kg/h de disolución de cloruro férrico del 40 % en peso,
determinar:
a) la cantidad de escoria (kg/h) que se deben introducir al proceso
b) proporción de óxido ferroso a óxido férrico de la escoria (kmol/kmol)
c) proporción de cloruro ferroso/cloruro férrico (mol/mol) en la corriente que sale
del primer reactor.
d) kmol/h de Cl2 gas que se introducen al proceso
Solución: a) 245,39 kg/h de escoria; b) (FeO)/Fe2O3) = 1,41 kmol/kmol; c)
(Cl2Fe/Cl3Fe) = 0,71 kmol/kmol; d) (Cl2) = 0,66 kmol/h
74. En tu casa dispones de una caldera para calefacción que funciona con gas. El gas te
lo suministran periódicamente en botellas. Hace poco, un comercial de una compañía
eléctrica te ha visitado ofreciéndote cambiar el sistema de calefacción a gas, por uno
exclusivamente eléctrico. El argumento de venta es que es una energía más limpia y
más eficiente, pues toda la energía que pasa por el contador, por lo tanto, la que te
facturan, se aprovecha íntegramente para calentar el agua de la calefacción, sin
pérdidas, a diferencia del gas con el que parte de la energía se pierde con los gases de
chimenea.
Ante semejante argumento decides hacer algunos números. En primer lugar compruebas
el número de botellas de gas que has gastado el último año y la capacidad de cada una
de ellas. Has gastado 20 botellas en un año, y el peso del gas contenido en ellas es de 30
kg gas/botella. La ficha técnica del gas indica que su composición es 80 % propano y 20
% butano (% en moles). El técnico que te revisa anualmente la instalación te ha
proporcionado la temperatura de salida de los gases de chimenea que es 160 ºC, y un
análisis parcial de los gases de la chimenea, que da un 4’5 % O2 y 9’2 % CO2, (% en
moles), sin detectarse CO.
Si el precio del gas es de 1’18 euros/kg, y el de la energía eléctrica es de 0’17
euros/kWh, calcula: a) energía necesaria para calentar el agua de calefacción (kJ/año);
b) el ahorro o incremento de costes que te supondrá trabajar con energía eléctrica frente
a trabajar con gas (euros/año).
Solución: a) 25,8∙106 kJ/año; b) costes consumiendo electricidad 1220 €/año; c) 708
costes consumiendo gas