Atlas International (A 111-A 311)
46
Descripción de defecto, Causas probables y Remedios.
-
Upload
independent -
Category
Documents
-
view
5 -
download
0
Transcript of Atlas International (A 111-A 311)

Descripción de defecto,
Causas probables
y Remedios.

A 111
Envenado unido o Aletas
Metal saliente de espesor irregular, muchas veces con bordesparecidos al encaje, perpendicular a una de las superficies defundición. Esto ocurre a lo largo del empalme o línea de particióndel molde, en huella del corazón o macho, o dondequiera que doselementos del molde se intersepten.
Dimensiones principales, particularmente el espesor, no sonafectados (diferente al defecto A 121-Mazarota del molde)
Aletas que pueden causar aceleración del enfriamiento en zonaadyacente de fundición y causa grietas. (defecto C 200) o, en elcaso del hierro fundido, puede causar zona endurecida. (defecto G211)
CausaTolerancia entre dos elementos del molde o entre molde y corazón;también empalme de molde mal encajado.
Remedios― Cuidar la prepración de modelo, molde y corazón.― Control de dimensiones de ellos.― Cuidar la instalación del corazón y enamble de molde.― Sellado de empalmes donde son posible.

A 111- Hierro Gris, Arena en verde Figura 1
Aletas debido a excesiva tolerancia entre corazón y plantilla decorazón, corazón está hecho demasiado pequeño o frotado demasiadoantes de colocarse en el molde. (Nota también, arriba a laizquierda que es una darta expandida – defecto D 231)
A 111 – Hierro Maleable, Arena en verdeExcesiva tolerancia entre corazón y plantilla de corazón.
Figura 2

A A 112
Nervaduras o Aleta
Colada en fundición en arena
Metal saliente en forma de nervaduras que son generalmenteperpendiculares a la superficie de fundición, ocurrenindividualmente o en red. No ocurre a lo largo de las líneas departición.
En moldeo en arena verde, aparecen muchas veces en los filetes enconjunción con el defecto D 230 (Darta) o A 211 (Ensanchamientos)
Posible Causas- Grietas de superficie de molde ocurriendo durante el secado
cuando existe tendencia de contracción excesiva de arena debidoa: ● Calentamiento demasiado rapido,● Temperatura de metal demasiado alta, o● Demasiado aglutinante de arena o humedad.
- Grietas de superficie de molde ocurriendo en el momento de coladaen arena que está demasiado densa o demasiado alta en Sílice;iniciación de formación de darta – vea defecto D 230.
- Fisuras de molde acompañan de ensanchamientos (Defecto A 211).

RemediosDependiendo de las causas asumidas:- Regular composición de arena y molienda; sellar grietas de
molde.- Anote medidas para evitar dartas (defecto D 230)- Incrementar rigidez de molde, reducir presión metaloestática.Ver bibliografía para A 112 y D 230
A 112 – Hierro Gris, Arena en verdeFigura 3Tapadera hecha por hierro gris, diámetro 150 mm, fundición en arena
verde. Nervaduras causadas por grietas de superficie de molde resultandodesde contracción alta de arena. Reduzca la proporción de arcilla yel contenido de agua y/o incrementar la cantidad de carbón marino.
A 112‐Hierro Gris,Arena enverde. Figura 4
Nervadurasuperficialen unafundición

hecha en arena verde, coexiste con una darta expandida.
A 112 - Aleación de cobreFigura 5
Manguito de broncedemost-
rando nervaduracausada porgrietas de
corazón, las cuales desaparecieron cuando se observó eladecuado cocido delcorazón.
A 113
Molde o matriz dañado por calor
La formación de red de aletas finas en la superficie de fudición hechapor molde permanente o fundición en molde duradero de parte
de aleaciónes de cobre o aluminio (menos frequente con zinc).
- Muchas veces en superficie que corresponde a regiones en elmolde o matriz que
están sujetos a alta tensión térmica, especialmente en moldesdonde se utilizan aleaciones de alto punto de fusión y tambiéncon aleaciones de aluminio.

Posibles causasFluctuaciones de temperatura del molde que causa tensión alterna ytensiones de compresión, las cuales resultan en superficiegrieteada.
Remedios - Selección de colada que suple al flujo de metal en líquido
dañando menos al molde. - El uso de molde más resistente a calor y material de la matriz.- Enfriamiento selectivo del molde o matriz determinado por
medición de temperatura en varias posiciones.- En el caso de fundición de aleación liviana en molde
pefrmanente, aplica un tratamiento térmico para aliviar stressde la matriz después de 20,000 disparos (inyecciónes).
- Tratamiento de superficie de la matriz (por ejempro:nitruración)

A 113- Fundición de molde duradero de aluminio Figura6
Superficie de matriz tiene aletas causadas por la vaiación detemperatura y corrosión.El metal se pega a la superficie del matriz la cual está dañada porla vaiación de calor.

A 114
Darta en forma de filete
Colada en fundición en arena
Saliente metálico con la forma de hoja delgada de contornoirregular ubicado en ángulos entrante a lo largo de bordes o en lacercanía de esquinas, a una distancia de más o menos 2 a 5 mm desdela superficie del molde y a su paralelo.Cuando este defecto es ubicado en la superficie de abajo de lafundición, siempre se acompaña por cola de rata. (defecto D 132).
Posible causas Formación de una escama intacta de la arena básica debido a unairregularidad en la expansión de sílice. Ver también “Dartas”(Defecto D 230).Este defecto es menos frecuente con arena seca y, en este caso,esto puede producirse por secado insuficiente o reabsorción dehumedad donde hay una demora larga entre el secado del molde ycolada del molde.
RemedioVer defecto D 230 (Darta)

Formación de darta en forma de filete.
En ángulo entrante. Adyacente aesquina.

(Ejempros en las siguientes paginas)
A 114 Hierro fundido、Arena en verde Fundición de prueba que muestra darta en esquina.
Figura 10

A 114 – Aluminio, Arena seca
Tapa de cilindro hecho en aleación aluminio.Formación de darta en forma de filete debido a grieta del molde
durante el secado.

A 115
Vena en forma de filite
Aleaciones de toda ferrosa, Colada en fundición en
arena
Saliente metálico con la forma de hoja delgada que divide la mitaden ángulo entrante; por eso eso no está paralelo ni perpendicular ala superficie de fundición.
Posible causaUna hendedura formada en el molde o corazón durante el curso desecado o fundición, muchas veces causado por alto grado deaglutinante en la arena.
RemedioReducir contenido de aglutinante o usar otro tipo de aglutinante.

Figura 12 A 115 Hierro fundido, Arena en verde Fundición de hierro gris con nervadura en forma de filete
en los ángulos reentrantes.

A 121
Levantamiento de parte superior del molde
Colada en fundición en arena
Metal saliente en forma de plato con espesor poco grueso con bordesrotos y superficie suave, generalmente perpendicular a una de lascaras de la fundición.Esto ocurre a lo largo de la longitud de la línea de partición ohuella de corazón y se acompaña por incremento correspondiente enel espesor de la misma fundición
Posible causaExceso en la presión estática o dinámica del líquido de metalcausando levantamiento de la mitad de la tapa del molde si el pesodel molde no es sufieciente o si la cajas de moldeo no estánpropiamente sujetadas.
Remedios- Usar peso de molde apropiado o asegurar abrazadera correcta.- Si es posible reducir la altura del embudo de colada.

Figura 13
A 121 – Hierro maleable, Arena en verde Disco de freno hecho en hierro maleable. Una aleta gruesa
causada por el levantamiento de caja del molde debido ainsuficiente peso del molde.

A 122
Comba o Deformación
Arena en verde
Metal saliente parecido a aleta irregular con variado espesorteniendo superficie áspera e irregular, generalmente extendiendosedesde los bordes abajos de la fundición en ángulos obtuso, a veceshasta la superficie más baja del molde. Las dimensiones verticalesde la fundición son aumentadas.En casos extremos la condición puede causar que el metal se salga(defecto E 123).
Posible causaBajo la influencia de presión estática durante la fundicion, laresistencia de la capa de arena que forma la base de la cavidad demolde se excede. La condicion puede ser causada por mala ubicacionde la cavidad del molde dentro del molde y/o insuficiente refuerzo

de la caja de moldeo con apisonado de arena inadecuado o nouniforme. La base del molde asi se rompe.
Remedios - Aumentar la resistencia de arena por apisonado adecuado yuniforme y por la selección del aglutinante apropiada, usado encantidades suficientes para proveer fuerza adecuada del molde.
- Poner los moldes sobre una superficie plana y limpia.- Proveer refuerzo adecuado para el molde y caja de moldeo.- Si es posible, reducir la altura de embudo de colada.
Figura 14
A 122 – Hierro fundido, Arena en verde Rompimiento del fondo del molde debido a alta presion
ferroestatica. Vea que el molde esta colocadocuidadosamente en la area de colada y provee suficienterefuerzo para la caja de moldeo.

A 123
Molde partido o grieteado
Fundicion de revestimiento de precision
Formación de aletas grandes y delgadas en planos relacionados a laposición de la fundición en el molde.Las griestas empiezan en la superficie de la cavidad del molde y seextienden a traves de las zonas de menos resistente del molde.
Posible causa

El molde ha sido agrietado:- Durante el revestimiento del modelo.- En el momento de quitar cera.- Durante el curso de termociclo a que el molde está sujetado
(molde de bloque). - Como resultado de selección pobre de material o por razón de
resistencia inadecuada del revestimiento.
A 123 - Acero, Fundición de precisión de revestimientoFigura 15
El molde tiene grieta por la difereincia en el coeficiente deexpansión térmica entre la capa de pintura y del material usadopara apoyo (caso de mono-bloque).

A 123 – Acero, Fundición de precisión de revestimiento.
Figura 16Brazo oscilante de válvura. El defecto fue corregido por uso de unacapa de pintura más resistente, aplicando secado progresivo, yutilizando un marco de soporte durante el proceso del secado.
A 211 Hinchazónes
ArenaMetal salientes masivos e irregulares en la superficie interior y

exterior y esquina de la fundición, generalmente áspera yextendida, muchas veces con defecto D 121 (aspereza),D 122 (penetracion) y A 112 (nervaduras y aletas).Posible causa-Hinchazón debido a gravedad, A 211-1:● Apisonado de arena insuficiente.● Secado incompleto.● Presión de líquido de metal excesiva o dinámica.-Hinchazones por solidificación, A 211-2: Solamente en el caso de la fundición de hierro gris y hierrofundido con grafito esferoidal.
● Deformación del molde (insuficiente rigidez) debido a laexpansión de la fundición causada por la formación del grafitodurante el enfriamiento.
● El defecto es muchas veces acompañada, en este caso, porcontracción interna(B 221) o porosidad (B 223).
Remedios-Hinchazones debido a gravedad: ● Aumentar densidad de apisonado en el área del molde sujeto al
defecto o aumentar contenido del aglutinante de la arena.● Sustituir arena seca o quimicamente aglutinada por arena en
verde.● Modificar la ubicación de la fundición en el molde junto con el
sistema de la colada y mazarota para reducir la presión dellíquido del metal.
-Hinchazones por solidificación.● Aumentar la rigidez del molde como arriba(arena y caja
Figura 17 A 211-1 – Acero,Arena en verde.
Hinchazones enfundiciónde acero.

Figura 18 A 211- Acero,
Arena seca
Fundición de acero. Hinchazones exteriores en la parte del moldeapisonado a mano; apisonar la arena en capas delgadas.
(más ejempros p. 58)

A 211-1 – Hierro fundido, Arena en verde. Figura 19Fundicion de cajon para quemador de máquina lavadora con altofosforo de hierro gris,colada verticalmente, demostrando defecto A 211-1 (hinchazonesdebido a gravedad) en la parte más baja de la fundición.
Remedio: Incrementar presión de aire comprimido en la máquina demoldeo.

A 212
Erosión
Todas alecaiones (poca ves con aleaciones
livianas) Arena
Metal saliente irregular, generalmente áspera en la superficie deuna fundición, usualmentre en la cercania de coladas o en lasuperficie de abajo en línea recta con una colada o extendiendose alo largo del curso de flujo de metal a la cavidad del molde. Lasinclusiones de arena son muchas veces descubiertos en otras partesde la fundición.
Posible causa- Arena de insuficente fuerza de cohesión.- Secado defectuoso de molde o corazón.

- Systema de colada pobre: El metal entra al molde a velocidaddemasiado rápida o tropieza por demasiado tiempo en una porcióndel molde o corazón.
Remedios- Seleccionar un aglutinante que tenga alta resistencia al calor.- Aumentar la fuerza de compresión de la arena seca.- Apisonado de molde más fuerte y más uniforme.- Controlar secado del molde y corazón.- Estudiar el sistema de colada para prevenir entrada de líquido de
metal excesivamente rápido o localizada y tropiezo extendidosobre la mismo área del molde o corazón. Prevenir que lacorriente del líquido de metal tropiece directamente contraesquinas de la arena o en la pared vertical en la cavidad delmolde.
- Usar coladas de cerámica y/o corazón tensionado.- Reforzar la zonas afectadas de las paredes de la cavidad del
molde, fabricandolos de material refractario o protegiendoloscon pintura resistente.
(Ejempro en la siguiente página)

A 212 – Hierro fundido, Arena en verde Figura20
Una fundición de prueba hecha por AFS (American Foundrymen’sSociety)
para estudio de defectos.
Remedio: Utilizar una arena que tenga suficiente resistencia a la

erosión.
A 213
Deformación
Arena
Metal saliente no-geometrico en la superficie vertical u oblicua dela fundición en la cirección en la cual el molde está cerrado o enla cual un corazón está colocado. Generalamente el defecto puedeser descubierto en numerosos áreas de la misma fundición, muchas

veces combinado con inclusión de arena.
Posible causaDurante la cerrada del molde, particularmente cuando hay altaproyección de molde, esquinas o superficie del molde se frota uno aotro lado causando caida de arena (ver dibujo). Este defectotambién puede ocurrir cuando se cierra el molde después de colocarel corazón.
Remedios- Mejorar el diseño de la fundición si es posible para proveer una
tolerancia más grande o incremental el espesor de la pared.- Usar clavija de alineamiento adecuado o artificios para
ubicación durante la cerrada del molde. - Tener precaucion en el cerrando del molde para verficar que el
frotado no ha ocurrido.
A 221
Caida de molde
Arena en verdeMetal saliente irregular masivo en la superficie de la tapa demolde de fundición, cuya apariencia sugiere sepración de una parte

de la pared del molde. El defecto usualmente se acompaña por lapresencia de inclusión de arena o material perdido en la superficiede fundición.Esto es un defecto mecánico que, aunque la apariencia es similar,no debe ser causado por el calor del líquido de metal durandevaciado.
Causa posibleLa arena de careo o más generalmente, la arena en contacto con elmodelo no se adhiere suficientemente a la arena de soporte y sedespega.- durante el separamiento del modelo,- durante la maniobra,- durante la cerrada de molde.Deficiencias en propiedades de arena causadas por fuerza delaglutinante inadecuada (fuerza de compresión en verde demasiadobaja) especialmente cuando el molde está hecho con capas separadasde arena (arena de careo y arena de soporte) teniendo propiedadesen verde difirentes. La tendencia para la separación de las capas de arena puede seragravada durante el vaciado por la expansión de la arena de careo.Estos, sin embargo, son defectos de expansión como fue anotadoarriba.
Arena de soporte
Arena de careo
Remedios- Aumentar la cantidad de aglutinante en la arena de moldeo.- Evitar gran diferencia en las propiedades de arena en verde
especialmente la fuerza de compresión en verde cuando deben serusadas varias arenas en el molde.
- Apisonar la arena uniformemente.

- Verificar la condición del molde antes del ensamblaje del molde.Reparar áreas dañados causados por removimiento de modelo.Emplear clavos de moldeo y ganchos para fijar machos.
Figura 21
A 221 – Hierro maleable, Arena en verdeTambor de freno hecho de la fundición maleable de corazón negro.Una parte de la arena está adherida al modelo. Remedio: Cuidar mucho el moldeo.
Figura 22A 221 – Hierro fundido, Arena en verdeMuestra de prueba de hierro fundido. La arena de careo ha sidoseparada de la arena de soporte durante la cerrada de molde y se hacaido en la cavidad del molde.
A 222
Base o elemento del molde levantado

Arena en verde o secadaMetal saliente masivo irregular que puede cerrar completamente laparte baja abierta de la fundición en forma de tapa. Esta figuraindcia que una porción masiva del molde o corazón llegó a serdespegada. El material removido muchas veces se presenta comoinclusiones de arena o sección perdida de la pared de la fundición.La condición es la más prevaleciente en un molde de arena verdedonde partes profundas deben ser apisonados en la mitad inferiordel modelo.Posible causas- Se desgaja una parte de la arena apisonada por un descuidado
movimiento del modelo. - Insuficiente fuerza de arena.- La presión del líquido de metal entrando en la cavidad del moldees demasiado alta y despega la arena apisonada. - Faltó usar clavos o gancho para moldeo cuando se apisonaron las
zonas de arena profundas. - En el caso de moldes de arena secada y corazones, las grietas
puede ser formadas por secado descuidado, resultando confractura por la presión del metal fundido durante el vaciado.
Remedios- Sacar el modelo correctamente.- Aumentar el contenido de aglutinante de la arena (mejorar fuerzadel verde). - Relocalizar coladas y reducir la presión de líquido de metalentrando a la cavidad.- Usar clavos y ganchos para moldeo.- Secar las grietas evidentes de ensamblar el molde y el vaciado.- Sellar evidente de grietas antes ensamblaje de molde y vaciado.

Figura 23A 222 – Hierro fundido, Arena en verde
Tapa rebordeada hecho por hierro gris.El corazón de arena en verde fue agrietado durante el desalojo delmodelo y ha sido levantado por el líquido de metal penetrando a lagrieta. La foto superior demuestra una buena fundición.

A 223
Arena levantada
Metal saliente masivo, proyecciones metalicas irregulares en lazona baja de la fundición, teniendo apariencia de una fractura. Lafundición demuestra inclusiones de arena dispersadas, especialmenteen la superficie de tapa de molde.
Posible causasEl mismo mecanisimo como defecto A 222 pero con dispersión de la
arena despegada.Posible ocurencia del fenomeno de expansión de arena (darta) oapisonado defectuoso (dos capas de arena poblemente adheridas).
RemediosVer A 222

A 224
Caida de molde
Todos los procesos de moldeo de arena
Metal saliente masivo, metal irregular teniendo apariencia de unafractura sobre la cara lateral o en las esquinas de la fundición.En general, la porción correspondiente del molde roto se ve sobrela superficie de la tapa de molde de la fundición en la forma deuna inclusión de arena o metal perdido. El defecto ocurre en laporción debil del molde.
Posible causas- Ver defectos A 221 y A 222- Ubicación de colada pobre, permitiendo que la corriente del
metal líquido tropieze contra la pared del molde.- Condición pobre de modelo o base del modelo.- Linea de partición con pobre alisamiento, desde donde un
fragmento de arena ha sido roto y suelto.
RemediosVer defectos A 221 y A 222Reparación de molde efectiva para evitar rotura durante el cierre.

(emjempros siguen)
A 224 – Hierro maleable, Arena en verdeFigura 24
Balata. Fragmento de arena despegada desde la mitad inferior del molde
antes de cierre.

A 224 – Aleación de aluminio, Arena en verde Figura 25Anillo colector hecho en bronce.Fragmento de arena despegada de mitad de la mitad inferior del
molde antes de cierre.
A 224 – Acero, Fundición de precisión de revestimientFigura 26
Fragmentos despegados de material del molde en una fundición
de careo, resultando en salientes de metal e inclusionesnumerosas.
Causa: Conección pobremente soldada entre la colada y el modelo.
El corriente de metal rompe las esquinas salientes del molde eincluye los fragmentos en la cavidad del molde.
Remedio: Asegurar una apropiada union de colada al modelo.

A 225
Darta en la esquina
Arena en verde
Salientes metalicas compactas e irregulares en porciones grandes dela fundición, teniendo la apariecnia de una fractura y conteniendonumerosas inclusiones de arena.
Este defecto aparece en esquinas y ángulos entrantes de lafundición o superficie formada irregularmente, usualmenteacompañada por defecto D 230 (Darta).
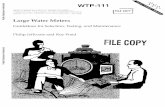
Posibles causasAlta tensión compresiva en las capas calientes de la pared de moldesuperior producido por expansión del sílice; simultaneamente,detrás de estas capas se ocurre una zona baja, zona de condensaciónhumeda. La capa caliente se despega durante el llenado del molde.
RemediosIncrementar la resisencia en verde por los sigientes medios:
- más alta proporción de arcilla (bentonita),- arcilla de mejor calidad (bentonita), - preparación de arena mejorada (amasar),- apisonado apropiado (evitar apisonado excesivo),- enfriar la arena.Reducir la resistrencia a la compresión (defecto D 232), aumentar
la resitencia a tensión de la arena.

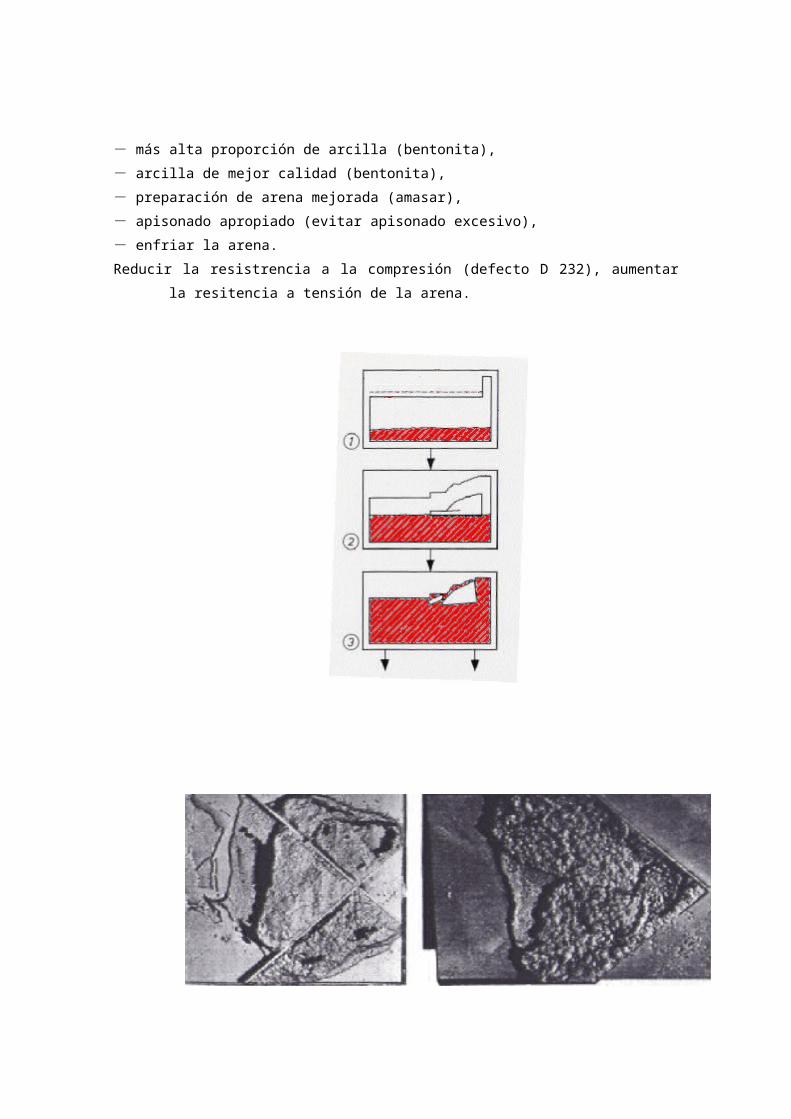
Figura 27 Figura 28
A 226
Corazón roto o triturado
Salientes de metal masivas e irreguales cuya superficies tienenapariencia fracturada y los cuales son visto en porciones profundasde la fundición formadas por corazones. El defecto generalmenteestá acompañado por inclusiones compactos en la parte superior dela fundición, que constituye la contraparte de las salientes.
Posibles causas- Area debil en el corazón: apisonado inapropiado o soplado de
corazón, fabricación de corazón descuidada, caja de corazóndefectiva.
- Agrietamiento de corazón durante el manejo: manejo violento,equipo defectuoso para manejar el corazón.
- Ruptura durante la colocación del corazón o cierre de molde:

pobre encajamiento dimensional, insuficiente espacio, inadecuadosoporte para corazón, alineación equivocada de las mitades de lacaja de moldeo durante el cierre.
- Ruptura durante el vaciado: impacto excesivo del líquido demetal contra el corazón, alta presión estática del metallíquido, insuficiente refuerzo del corazón, soporte del corazóninadecuado.
A 226 – Aleación de aluminio, Arena en verde, Corazón de Arena secaFigura 29
Brazo de conección hecho en aleación de aluminioRuptura de corazón causada por grieta de la huella del corazón;aletas de corazón también se presentan.

A 311
Exudación, Exudación fosfuro, Exudación
estaña
Exudación plomo
Salientes de metal con superficie suave los cuales son casi deforma esférica, vistos sobre la superficie de fundición que no hanestado en contacto con el molde (moldes de cara abierta, moldes decentrífuga). Las esferas pequeñas generalmente son de composicióndiferente que la del metal base. En fundición de precisión eldefecto ocurre casi siempre en ángulos entrantes, orificio ciego ycavidad.

Posibles causas y Remedios sugeridos- Hierro fundido
El eutético que ocurre en el limite intergranular al final dela solidificación puede ser exudado hacia la superficie libre dela fundición (molde abierto o el interior de tubo hecho porfundición de centrífuga) debido a la presión que puededesarrollar por grafitización eutética, la evolución de gasdisuelto, o la contracción de la parte solidificada de lafundición.
En el caso de hierro fundido, las gotitas son generalmente másricos en fosforos que la masa de la fundición, en consecuenciael nombre de ellas.
Cuando esta exudación del eutéctica del líquido ocurre dentrode la sopladura u otro defecto interno, el defecto esclasificado como una inclusión (G 113)
En general no es necesario tomar acción remedial. - Metales livianos El defecto puede ser causado por un tratamiento térmico donde la
temperatura excede la temperatura sólidus. Condiciones detratamiento térmico, en tales casos, deben ser verificados.
- Aleación de base cobre En aleación de cobre generalmente existe la presión causada por
la liberación de gases disueltos que hacen levantar estedefecto; por tanto puede haber también macro-porosidad.Contracción de porciones solidificadas de la fundición puedenjugar también un rol en la formación del defecto.
El remedio más importante es para evitar contaminación por gasdel metal fundido.
- Fundición de precisión (modelos expandibles): Todos metales. En fundición de precisión con modelos expandables, burbujas de
aire pueden alojarse en el recubrimiento por inmersión o capa desoporte si estos no están aplicados correctamente o si laorientación del modelo sobre el cluster tiene una tendencia acausar atrapamiento de burbuja. La capa del recubrimiento porinmersión se rompe durante fundición y las burbujas se llenancon metal.

La remedio es tomar precausiones apropiadas durante la inmersióny recubrimiento.
A 311 – Hirro fundido, Fundición centrifugada
Figura 30Fragmento de tubo de hierro fundido de alto fosforo mostrando
exudación fosfuro.Presión interna durante la solidificación debido a grafitización oevolución de gas que favorece la presencia de este defecto, como lohace el alto contenido de fosforo.
A 311 – Aleación de aluminio, molde permanente Figura 31Fondo del cilindro hecho en aleación de aluminio demostrando
exudación.Remedio: Bajar la temperatura del horno de tratamiento térmico a su

valor normal.
A 311 – Aleación de cobre, Arena en verdeFigura 32
Embudo de colada de un bronce al estaño y plomo demostrando eldefecto A 311 (exudación o más precisamente exudación de estaño) Cu Sn
Pb Zn Análisis de fundición: % 85.00 13.79
0.17 1.04 Cu Sn PbZn
Análisis de material exudado: 74.20 22.850.34 1.20
Durante la solidificación de una parte del líquido residual de laaleación fue exudado por las fuerzas de contracción y la presión degases liberados. El defecto se acompaña por micro-porosidad. Remedio: Evitar contaminación de gas durante fusión.

A 311 – Acero,Fundción deprecisión
Figura 33Burbujas en lacercanía de losángulos entrantesestaban presentesen elrecubrimiento deinmersión; las paredes de las burbujas se rompen durante el vaciadodel molde, permitiendo que se llenen con líquido de metal.