Aseptic Transfer Risk Assessment: A Case Study
12
Aseptic Transfer Risk Assessment: A Case Study | IVT By Tim Sandle, Ph.D. May 6, 2015 11:00 pm PDT Peer Reviewed: Case Study ABSTRACT This paper uses one example of a risk assessment approach to illustrate how risk assessment can be incorporated into good manufacturing controls. The specific activity assessed involves transferring a set of sterilised stoppers from an autoclave to a filling machine within a sterile manufacturing facility. The risk assessment approach adopted is a form of HACCP (Hazard Analysis Critical Control Points). Approaches to risk assessments are discussed. Key activities are described. Documentation is critical. There is no such thing as “zero risk.” A decision is thus required as to what is “acceptable risk. Key components of HACCP including hazard analysis and critical control points. The “seven pillars” of HACCP are described. Stepwise activities needed to accomplish the risk assessment are discussed. This case study described a low risk activity. Rationale for the assessment is described. This discussion described a risk assessment approach using a relatively simple case to illustrate its potential for other applications. INTRODUCTION Risk analysis and risk management are significant considerations in current pharmaceutical manufacturing practices. All areas and functions in the pharmaceutical manufacturing plant assess level of risk to a process and then take steps to eliminate that risk. This paper uses one example of a risk assessment approach to illustrate how risk assessment can be incorporated into good manufacturing controls. Risk assessment involves identifying risk scenarios either prospectively or retrospectively. The former involves determining what can go wrong in the system and all the associated consequences and likelihoods; the latter this looks at what has gone wrong. Risk assessment is then used to assess the process, product, or environmental risk and to aid in formulating the appropriate actions to prevent the incident from re-occurring (1). The case examined here is a prospective risk assessment.
-
Upload
manchester -
Category
Documents
-
view
3 -
download
0
Transcript of Aseptic Transfer Risk Assessment: A Case Study

Aseptic Transfer Risk Assessment: A Case
Study | IVT
By
Tim Sandle, Ph.D.
May 6, 2015 11:00 pm PDT
Peer Reviewed: Case Study
ABSTRACT
This paper uses one example of a risk assessment approach to illustrate how risk assessment
can be incorporated into good manufacturing controls. The specific activity assessed
involves transferring a set of sterilised stoppers from an autoclave to a filling machine within
a sterile manufacturing facility. The risk assessment approach adopted is a form of HACCP
(Hazard Analysis Critical Control Points). Approaches to risk assessments are discussed.
Key activities are described. Documentation is critical. There is no such thing as “zero
risk.” A decision is thus required as to what is “acceptable risk. Key components of HACCP
including hazard analysis and critical control points. The “seven pillars” of HACCP are
described. Stepwise activities needed to accomplish the risk assessment are discussed. This
case study described a low risk activity. Rationale for the assessment is described. This
discussion described a risk assessment approach using a relatively simple case to illustrate its
potential for other applications.
INTRODUCTION
Risk analysis and risk management are significant considerations in current pharmaceutical
manufacturing practices. All areas and functions in the pharmaceutical manufacturing plant
assess level of risk to a process and then take steps to eliminate that risk. This paper uses one
example of a risk assessment approach to illustrate how risk assessment can be incorporated
into good manufacturing controls.
Risk assessment involves identifying risk scenarios either prospectively or retrospectively.
The former involves determining what can go wrong in the system and all the associated
consequences and likelihoods; the latter this looks at what has gone wrong. Risk assessment
is then used to assess the process, product, or environmental risk and to aid in formulating the
appropriate actions to prevent the incident from re-occurring (1). The case examined here is
a prospective risk assessment.
The case study involves transferring a set of sterilised stoppers from an autoclave to a filling
machine within a sterile manufacturing facility. The risk assessment approach adopted is a
form of HACCP (Hazard Analysis Critical Control Points).
APPROACHES TO RISK ASSESSMENT
There are various approaches to risk assessment being used in the pharmaceutical industry.
Each has their respective merits. The use of risk assessment is commonly expected by
regulatory authorities (2).
There are various tools that can be drawn upon for conducting risk assessments. Some
common methods include FMEA (Failure Mode and Effects Analysis), FTA (Fault Tree
Analysis), and HACCP (Hazard Analysis Critical Control Points). Many of these employ a
scoring approach. No definitive method exists for all applications and different approaches
are useful for different situations (3).
The various approaches differ in their structure and with the degree of complexity involved.
Nonetheless, there are some broad similarities. The different analytical tools are similar in
that they generally involve:
Constructing diagrams of work flows,
Pin-pointing areas of greatest risk,
Examining potential sources of contamination,
Deciding on the most appropriate sample methods,
Helping to establish alert and action levels,
Taking into account changes to the work process / seasonal activities.
Documenting risk assessments is important. When a risk assessment is presented to an
auditor, it is likely that the reviewer will be concerned with whether the risk assessment is
traceable to a risk methodology and that the process is clear, understandable, and that it has
been performed consistently. In this sense, the reviewer will want to understand how the
decisions were made and that the risk (or problem) was defined upfront. With the question
established, the reviewer will also wish to see if the process performed actually answered the
question in a meaningful way using scientific principles.
Important points to remember for any risk assessment are the following:
There is no such thing as “zero risk.” A decision is thus required as to what is
“acceptable risk.”
Risk Assessment is not an exact science - different people will have different
perspectives on the same hazard.
Risk assessments should always:
Be based on systematic identifications of possible risk factors
Take full account of current scientific knowledge

Be conducted by people with experience in the risk assessment process and the
process being risk assessed
Use factual evidence supported by expert assessment to reach conclusions
Do not include any unjustified assumptions
Identify all reasonably expected risks-simply and clearly, along with a factual
assessment and mitigation where required
Be documented to an appropriate level and controlled/approved
Ultimately be linked to the protection of the patient
Should contain objective risk mitigation plan.
Before embarking upon risk assessment it is important to establish and to define:
Develop and agree on the risk question. A clearly defining the risk question
facilitates selection of the appropriate risk assessment tool, identifies relevant data,
information and assumptions; assists in the identification of resources, responsibilities
and accountabilities; and ensures that appropriate focus on the business objective is
maintained.
Select the most appropriate risk assessment tool. The selected risk assessment
method or tool will be used to organise collected data, understand what steps can be
taken to reduce or control risk, and to help make appropriate decisions.
APPLICATIONS TO CLEANROOM ENVIRONMENTS
AND PHARMACEUTICAL PROCESSES
The primary risk assessment approaches can allow for a complete review of operations within
the cleanroom ensuring those facilities, operations and practices are also satisfactory. The
approaches recognise a risk, rate the level of the risk, and then develop a plan to minimise,
control, and monitor the risk. For example, the monitoring of the risk will help to determine
the frequency, locations, and level for environmental monitoring (4).
This case study outlined in this paper uses a modification of the HACCP method, which is
sometimes called the “Lifecycle Approach”. The approach adopted has been used for similar
assessments of pharmaceutical processes (5).
There are numerous risk factors to be considered when analysing aseptic processing. The
HACCP approach can help to identify these risk factors. The following factors shown in
Figure 1 are useful to note when undertaking HACCP analysis in pharmaceutical
manufacturing.

FIGURE 1: ASEPTIC PROCESSING RISKS
HACCP
HACCP was developed during the 1960’s from collaboration between NASA, a food
company (the Pillsbury Company), and the US Army Natick Laboratories. The objective was
to provide a zero-defect food supply for astronauts. HACCP was derived from Failure Mode
Analysis (6). There are two key components of HACCP:
Hazard Analysis: Determining what microbiological, physical, or chemical risks are
associated with a process.
Critical Control Point: A point, step, or procedure at which control can be applied.

HACCP generally involves an assessment of the following conditions – known as the “seven
pillars.”
1. Conducting a hazard analysis. List all potential hazards associated with each step,
conduct a hazard analysis, and consider any measures to control identified hazards.
2. Determining the Critical Control Points (CCPs). Critical control points have to be
defined as processing steps at which necessary action can be applied to ensure and
maintain compliance with specified conditions. Those points are identified with
appropriate measures that can be applied to control each hazard. If no such critical
control points can be established, product specific validation should eliminate
potential risks of a certain process step.
3. Establishing critical limit(s). Establish critical limits for each CCP.
4. Establishing a system to monitor control of the CCP.
5. Establishing the corrective action to be taken when monitoring indicates that a
particular CCP is not under control.
6. Establishing procedures for verification to confirm that the HACCP system is
working effectively.
7. Establishing documentation and record keeping.
Aspects of these have been utilized in the case study.
In general, the advantages of the HACCP approach are that it allows for a systematic
overview of the process for the evaluation of each processing step, allows each step to be
examined the possible risks, and allows for the specification of measures required for
controlling each risk. The primary disadvantage of HACCP is that, unlike FMEA, HACCP
cannot be used to rank or prioritize risks.
CASE STUDY
This case study describes a specific activity within the sterile area of a pharmaceutical
manufacturing facility. An autoclave that is connected to the filling room is unavailable due
to a long-term malfunction. The autoclave is used to prepare the stopper for a sterile
injectable product and the need to process an important batch has arisen. The production
management at the facility has decided that stoppers will be sterilised using a different
autoclave within the facility and that the sterilised stoppers will be transported to the filling
machine. The stopper swill be loaded by trained operators into a sterilised hopper drum and
wheeled through part of the facility. Putting aside any doubts to the suitability of this
process, the quality personnel have been asked to risk assess the proposed procedure.
DECONSTRUCTING THE PROCESS
Four stepwise activities are needed to accomplish the risk assessment:
A route map. The facility is drawn and the route indicated

Identification of hazards, which can be divided into biological; physical; equipment;
transport and chemical. This will allow an assessment of existing control measures
Process flow
Assessment of environmental monitoring. This will determine if the activity is safe to
proceed (7).
Route Map
The first step was to outline a route map. This focused on transporting the stoppers by the
shortest and safest route possible as illustrated in figure 2.
FIGURE 2: ROUTE MAP. Arrows indicate stopper transfer route from autoclaves to
filling room
Identification of Hazards
The second step was to understand the hazards and the process. The primary hazards with an
aseptic process are biological, physical, and equipment related (8) as displayed in Table 1.

TABLE 1a: IDENTIFICATION OF HAZARDS

TABLE 1b: IDENTIFICATION OF HAZARDS
Process flow
The third step was to outline the process flow as shown in Figure 3.
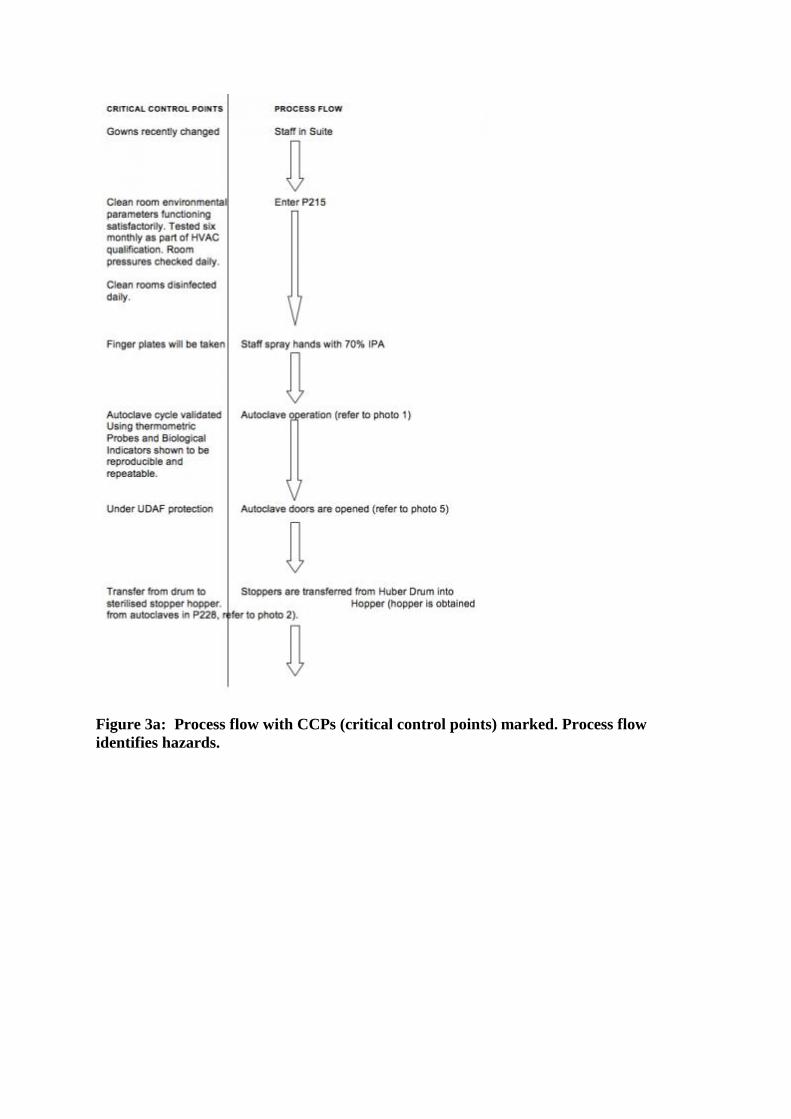
Figure 3a: Process flow with CCPs (critical control points) marked. Process flow
identifies hazards.

Figure 3b: Process flow with CCPs (critical control points) marked. Process flow
identifies hazards.
Environmental monitoring
The fourth step involved assessing dynamic state viable microbiological environmental
monitoring and particle counts. If data have been satisfactory and there are no indications of
adverse trends, the proposal can be advanced. If there is a level of risk, this must be
addressed first using appropriate corrective and preventative action. Undertaking an unusual
event in a high-risk situation will compound the problem.
RISK ASSESSMENT – PERFORM A SIMULATION

Before undertaking the activity, a simulation should be performed so that any previously
unforeseen problems can be noted and further preventative measures taken. If any variability
is expected, the simulation should be repeated.
The simulation should be timed and the number of staff required noted. The focus should
remain on the ease of transit. In this case study, the duration of the activity is five minutes
and the number of staff involved is two.
CONCLUSION
From three possible options -- high risk, medium risk or low risk -- the conclusion of this risk
analysis was that the risk level was low. This evaluation is based on the successful
identification of the hazards and control points. The strongest evidence for this came from
the following:
The process being performed by trained clean room personnel operating in an aseptic
manner
The autoclaved stoppers being contained within a sealed box. The seal remains intact
throughout the transfer
The outlet at the bottom of the box has an integrity tested vent filter
An additional vent filter is placed on the top of the box
The stoppers are wheeled on a trolley which minimises human intervention
The microbiological environmental monitoring for the rooms is satisfactory.
It is important to note the impact of change and to review any risk assessments on a regular
basis in developing any risk assessment.
This case study may or may not be typical. It may or may not be wise for an organisation to
undertake such an activity. The purpose of this discussion was to demonstrate an example of
the risk assessment approach using a relatively simple case so that the wider application can
be appreciated.
REFERENCES
1. Sandle, T. (2011): Risk Management in Pharmaceutical Microbiology. In Saghee,
M.R., Sandle, T. and Tidswell, E.C. (Eds.) Microbiology and Sterility Assurance in
Pharmaceuticals and Medical Devices, New Delhi: Business Horizons, pp553-588
2. Sandle, T. and Lamba, S. S. Effectively Incorporating Quality Risk Management into
Quality Systems. In Saghee, M.R. (2012) Achieving Quality and Compliance
Excellence in Pharmaceuticals: A Master Class GMP Guide, New Delhi: Business
Horizons, pp89-128
3. Sandle, T. (2013). Contamination Control Risk Assessment. In Masden, R.E. and
Moldenhauer, J. (Eds.) Contamination Control in Healthcare Product Manufacturing,
Volume 1, DHI Publishing, River Grove: USA, pp423-474

4. Sandle, T. (2003): The use of a risk assessment in the pharmaceutical industry – the
application of FMEA to a sterility testing isolator: a case study, European Journal of
Parenteral and Pharmaceutical Sciences, 8(2): 43-49
5. Munro, M. J., Millar, B. W. and Radley. A. S. (2003): A Risk Assessment of the
Preparation of Parenteral Medicines in Clinical Areas, Hospital Pharmacist, Vol. 10,
pp303-305
6. Gavin, A., and Weddig, L.M. (Eds.). (1995): Canned Foods: Principles of Thermal
Process Control, Acidification and Container Closure Evaluation, Food Processors
Institute, Washington, D.C., pp5-10
7. Sandle, T. (2006) Environmental Monitoring Risk Assessment, Journal of GXP
Compliance, 10(2): 54-73
8. Whyte, W. and Eaton, T. (2004): Assessing microbial risk to patients from aseptically
manufactured pharmaceuticals, European Journal of Parenteral and Pharmaceutical
Sciences, 9 (3): 71-79
9. Whyte, W. and Eaton, T. (2004): Microbiological contamination models for use in
risk assessment during pharmaceutical production, European Journal of Parenteral
and Pharmaceutical Sciences, 9 (1): 11-15
10. Sandle, T. (2004): General Considerations for the Risk Assessment of Isolators used
for Aseptic Processes, Pharmaceutical Manufacturing and Packaging Sourcer,
Samedan Ltd, Winter 2004, pp43-47