Apron Feeder Transp Alimentac x12m
174
2-492-20988 (Pos 03-05) 08/2013 Rev 0 Instrucciones de servicio y de montaje Transportador de alimentación 2000 x 12 m - D8-I con rascador de cadena KK 2000 x 12,5 m Planta de trituración semimóvil Yura Cemento Yura S.A. Arequipa / Perú 2-492-20988 Año de fabricación 2013
Transcript of Apron Feeder Transp Alimentac x12m

08/
201
3 R
ev
0
Instrucciones de servicio y de montaje
Transportador de alimentación 2000 x 12 m - D8-Icon rascador de cadena KK 2000 x 12,5 m
Planta de trituración semimóvil
YuraCemento Yura S.A.
Arequipa / Perú
2-492-20988
Año de fabricación 2013
2-492-20988 (Pos 03-05)

Estado de revisión
Fecha Modificaciones Editado
Confección original (alemán)Traducciones del original
Ritterbecks Ritterbecks
Estado de revisión
008/201309/2013
1
2
3
4
ThyssenKrupp Resource Technologies GmbHPostfach 1463 – D - 59306 Ennigerloh
Schleebergstrasse 12 – D - 59320 EnnigerlohTeléfono: +49 2524 30 0Telefax: +49 2524 2252
www.thyssenkrupp-resource-technologies.com/
Copyright, también para componentes. Todos los derechos reservados incluyendo los de la traducción. Este documento no puede ser proceso, reproducido ni difundido de alguna manera, sea totalmente o en partes sin nuestro consentimiento escrito, tampoco bajo el empleo de sistemas electrónicos.
2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0

08/
201
3 R
ev
0
Índice del contenido
1 Guía del usuario - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 1
1.1 Grupos de usuarios - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 1
1.2 Estructura de las indicaciones de seguridad - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 1
1.3 Definiciones - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 2
1.4 Indicaciones generales - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 2
1.5 Responsabilidad y garantía - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 3
1.6 Derechos de propiedad intelectual - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 3
1.7 Modificaciones técnicas - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 3
1.8 Existencia de repuestos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 - 4
2 Datos técnicos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -2 - 1
3 Indicaciones/ advertencias de seguridad generales - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -3 - 1
3.1 Principios - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -3 - 1
3.2 Modificaciones y repuestos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -3 - 2
3.3 Personal - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -3 - 2
3.4 Peligros por ruido - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -3 - 3
3.5 Indicaciones sobre riesgos remanentes durante el servicio cotidiano - - - - - - - - - -3 - 3
3.6 Protección contra incendios - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -3 - 4
3.7 Eliminación de productos de servicio y auxiliares - - - - - - - - - - - - - - - - - - - - - - - - -3 - 4
4 Estructura y modo de funcionamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4 - 1
4.1 Ámbito de aplicación y usos prescritos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4 - 1
4.2 Partes principales - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4 - 2
4.3 Modo de funcionamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4 - 2
4.4 Grupos constructivos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4 - 4
4.4.1 Transportador de alimentación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4 - 4
4.4.2 Rascador de cadena - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -4 - 8
2-492-20988 (Pos 03-05) IND - 1

08/
201
3 R
ev
0
5 Transporte, almacenaje y montaje - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 1
5.1 Normas de transporte - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 1
5.2 Dispositivos de elevación y medios de sujeción - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 3
5.2.1 Equipos elevadores - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 3
5.2.2 Elevar - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 3
5.2.3 Cables de sujeción - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 6
5.2.4 Grapas de cables metálicos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 8
5.2.5 Cadenas de sujeción - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 10
5.2.6 Gancho - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 11
5.2.7 Cáncamos roscados de elevación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 12
5.2.8 Grilletes - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 13
5.2.9 Protección de elementos de sujeción y cargas - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 15
5.2.10 Bases para cargas - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 16
5.3 Indicaciones para el almacenamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 17
5.3.1 Disposiciones generales - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 17
5.3.2 Posibilidades de almacenamiento y otras indicaciones - - - - - - - - - - - - - - - - - - - - - - - 5 - 18
5.3.3 Disposiciones especiales - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 21
5.4 Planificación de la colocación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 24
5.5 Preparación para el montaje - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 25
5.6 Piezas de suministro - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 26
5.6.1 Transportador de alimentación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 26
5.6.2 Rascador de cadena - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 27
5.7 Indicaciones generales sobre el montaje - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 28
5.8 Montaje del transportador de alimentación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 30
5.8.1 Bastidor de la cinta - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 30
5.8.2 Cubierta de la cinta transportadora - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 34
5.8.3 Conducción del material - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 36
5.8.4 Consola para el soporte del momento de torsión - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 38
5.8.5 Accionamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 38
5.9 Rascador de cadena - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 42
5.9.1 Canaleta del rascador de cadena - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 42
5.9.2 Cadena de rascadores - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 5 - 44
IND - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
6 Puesta en marcha y servicio - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 1
6.1 Indicaciones generales - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 1
6.2 Formación del usuario - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 1
6.3 Instrucciones de seguridad para la operación - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 2
6.4 Prueba de funcionamiento sin material transportado - - - - - - - - - - - - - - - - - - - - - - -6 - 4
6.5 Puesta en servicio con material transportado - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 6
6.6 Poner fuera de servicio - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 8
6.6.1 Caso normal - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 8
6.6.2 Dispositivo de parada de emergencia - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -6 - 9
7 Mantenimiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -7 - 1
7.1 Indicaciones sobre la instalación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -7 - 1
7.1.1 Indicaciones para la limpieza - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -7 - 3
7.1.2 Indicaciones sobre mantenimiento e inspección - - - - - - - - - - - - - - - - - - - - - - - - - - - - -7 - 4
7.2 Intervalos de mantenimiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -7 - 8
7.3 Montaje del transportador de alimentación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 10
7.3.1 Accionamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 10
7.3.2 Rodamientos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 12
7.3.3 Cadena de transporte, ruedas de desplazamiento, ruedas motrices y ruedas guía - - - - 7 - 12
7.3.4 Piezas de desgaste - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 16
7.4 Mantenimiento del rascador de cadena - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 18
7.4.1 Accionamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 18
7.4.2 Rodamientos - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 18
7.4.3 Cadena de rascadores - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 18
7.4.4 Dispositivo tensor - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 18
7.4.5 Piezas de desgaste - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 20
7.5 Reparación del transportador de alimentación - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 21
7.5.1 Cubierta de la cinta transportadora - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 22
7.5.2 Reparación de la cadena de transporte - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 24
7.5.3 Ruedas de desplazamiento de la cinta superior - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 28
7.5.4 Ruedas de desplazamiento de la cinta inferior - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 29
7.5.5 Coronas dentadas de accionamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 30
7.5.6 Fijación de los segmentos de dientes - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 32
7.6 Reparación del rascador de cadena - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 34
7.6.1 Cadena de rascadores - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 34
2-492-20988 (Pos 03-05) IND - 3

08/
201
3 R
ev
0
7.6.2 Barbotines de accionamiento y de inversión - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 36
7.7 Uniones atornilladas - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 38
7.7.1 Construcciones de máquina - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 38
7.7.2 Uniones atornilladas HV (tornillos altamente resistentes) - - - - - - - - - - - - - - - - - - - - - 7 - 39
7.8 Unión por juego de piezas tensoras RfN 7012 y TAS 3020 - - - - - - - - - - - - - - - - - - 7 - 41
7.9 Uniones por juego de piezas tensoras Dobikon 1012 y 1015 - - - - - - - - - - - - - - - - 7 - 43
7.10 Rodamientos con manguitos de extracción - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 44
7.10.1 Bomba de aceite - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 44
7.10.2 Rodamiento del eje de accionamiento - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 46
7.11 Rodamientos con casquillos de sujeción - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 7 - 55
8 Lubricación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 1
8.1 Introducción e indicaciones técnicas - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 1
8.2 Almacenamiento de los lubricantes - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 2
8.3 Notas generales referente a la lubricación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 3
8.3.1 Grupos de aceites - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 3
8.3.2 Ruedas dentadas no cubiertas - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 4
8.3.3 Tuberías de lubricación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 5
8.4 Tabla de lubricantes (índice 8) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 6
8.4.1 Lubricantes estándar - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 6
8.4.2 Lubricantes especiales - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 9
8.5 Indicaciones para la lubricación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 12
8.5.1 Transportador de alimentación - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 12
8.5.2 Rascador de cadena - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 8 - 16
9 ANEXO - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - 9 - 1
9.1 Dibujos
9.2 Componentes del mecanismo de rodadura - Transportador de alimentación
9.3 Accionamiento - Transportador de alimentación
9.4 Accionamiento - Rascador de cadena
9.5 Dispositivos de seguridad
IND - 4 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
1 Guía del usuario
La documentación técnica (manual de montaje y operación) debe facilitar el conocimiento de la máquina/instalación así como el uso prescrito de ésta.
El manual de montaje y operación debe estar disponible siempre en el lugar de operación de la máquina/instalación.
1.1 Grupos de usuarios
Capacidades necesarias o esperadas del usuario (competencias):
Emplear en la máquina / instalación personal cualificado con conocimientos especiales de la máquina / instalación y de los procesos.
Personal cualificado son personas que en función de su formación, experiencia y entrenamiento así como el conocimiento sobre las normas, disposiciones, de prevención de accidentes y condiciones de servicio correspondientes están capacitados a realizar las tareas necesarias en cada caso y a la vez detectar posibles peligros y evitarlos.
El personal de operaciones es entrenado especialmente por el gestionador de la máquina / instalación. ¡Los operadores tienen que observar conscientemente, que durante las tareas manual se encuentran parte en una zona de peligro!Reglamentariamente trabajan dos personas temporalmente en la máquina / instalación. Todos los trabajos de operación, supervisión y mantenimiento se ejecutan siempre como mínimo conjuntamente por dos personas.
Es necesario hacer conocer al círculo de personas que trabajan en la máquina / instalación las instrucciones de seguridad y la disposición de las instalaciones de paro-emergencia así como los circuitos de parada de emergencia ligados a ello.
Para descartar peligros para otras personas, se debe prohibir el acceso a la máquina / instalación a personas no autorizadas. Este círculo de personas no conoce el desarrollo del proceso y no puede reconocer posibles peligros.
1.2 Estructura de las indicaciones de seguridad
Las indicaciones de seguridad se resaltan en las instrucciones de montaje y de servicio de la siguiente manera:
Tipo del peligro y su fuente
Posible(s) consecuencia(s) en caso de inobservancia.
• Medida(s) para prevención del peligro.
PALABRA DE SEÑALIZACIÓN
2-492-20988 (Pos 03-05) 1 - 1

08/
201
3 R
ev
0
La siguiente tabla muestra la escala y el significado de las palabras de señalización para indicaciones de seguridad.
Pictograma Palabra de señalización
Significado Consecuencias ante inobservancia
peligro especial, p.ej. descarga
eléctrica
!PELIGRO Amenaza de peligro inminente Muerte o graves lesiones físicas
!ADVERTENCIA
Amenaza de peligro posible Muerte o graves lesiones físicas
!PRECAUCIÓN
Amenaza de peligro posible Ligeras lesiones físicas
ATENCIÓN Posibles daños materiales Daños en la máquina / instalación o su entorno
NOTA Indicación o sugerencia útil:facilita la manipulación
1.3 Definiciones
derecha = sentido de transporte a la derecha
izquierda = a la izquierda en dirección de transporte
• = indicaciones de manejo (en la secuencia indicada)
– = Conteo en el texto
/ = o
1.4 Indicaciones generales
Distinguido Cliente:ThyssenKrupp Resource Technologies ha elaborado este manual de montaje y operación para que sea leído y observado en todos sus puntos por todos aquellos encargados del transporte, del montaje, de la puesta en operación, del mantenimiento así como del desechamiento de materiales adicionales para la producción. Sólo cuando las personas encargadas de la máquina conozcan este manual de montaje y operación se pueden evitar errores al operar la máquina/instalación garantizando de este modo un funcionamiento libre de averías.
Peligro general
1 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
El manual de montaje y operación contiene información importante para operar la máquina/instalación de manera segura, adecuada y productiva. Su observación ayuda a evitar peligros, costes de reparación y tiempos de parada y a incrementar la fiabilidad y la vida útil de la máquina / instalación.
Numerosas indicaciones en las instrucciones de montaje y operación están previstas como advertencia con relación a posibles peligros. En este caso el usuario es el responsable para el entrenamiento del personal en la máquina / instalación o en la obra y además de ello debe asegurarse que estas advertencias también sean consideradas.
Este manual de montaje y operación no contiene información para realizar reparaciones de gran envergadura.
ThyssenKrupp Resource Technologies dispone de personal capacitado, que en el caso necesario realice inspecciones y reparaciones.
1.5 Responsabilidad y garantía
ThyssenKrupp Resource Technologies descarta reclamaciones de responsabilidad y garantía especialmente cuando se generan daños o anomalías de servicio por:
• inobservancia de las indicaciones en las instrucciones de montaje y operación
• Errores de operación
• Uso no prescrito
• Mantenimiento deficiente
• Uso de materiales de operación (especialmente lubricantes), que el fabricante no ha autorizado a utilizar en esta máquina/ instalación
• Uso de repuestos no autorizados por el fabricante
• reformas y modificaciones que no hayan sido autorizadas por el fabricante.
Junto a ello son válidas las condiciones de garantía y responsabilidad de las condiciones generales comerciales de ThyssenKrupp Resource Technologies.
1.6 Derechos de propiedad intelectual
Para esta documentación nos reservamos todos los derechos, también para el caso de otorgamiento de patentes o registros de modelos de utilidad. Esta no puede ser reproducida ni permitido su acceso a terceros o ser empleado inapropiadamente de otro modo sin nuestra conformidad previa por escrito.
1.7 Modificaciones técnicas
De acuerdo al desarrollo de la técnica ThyssenKrupp Resource Technologies se reserva el derecho de realizar modificaciones de los gráficos e indicaciones que aparecen en este manual de montaje y operación.
2-492-20988 (Pos 03-05) 1 - 3

08/
201
3 R
ev
0
1.8 Existencia de repuestos
Empleo de repuestos no-originales
Posibles daños en la máquina / instalación o su entorno
• Emplee sólo repuestos originales homologados por ThyssenKrupp Resource Technologies.
Esta descartada cualquier garantía y responsabilidad por daños generados por el empleo de piezas y accesorios no-originales.Queremos resaltar expresamente, que los repuestos y accesorios no suministrados por nuestra parte tampoco han sido comprobados y homologados por nuestra parte. El montaje y el empleo de estos productos puede por esta razón bajo ciertas circunstancias, modificar negativamente las propiedades constructivas especificadas de la máquina / instalación y por esta razón afectar la seguridad.
Una reserva de las piezas de repuesto y desgaste más importantes es una condición para un funcionamiento y disponibilidad de servicio permanentes de la máquina / instalación.
Para el pedido de repuestos sírvase por favor de la lista de repuestos. Más información sobre las piezas de repuesto se puede obtener de los dibujos de dichas piezas que son parte de esta documentación.
Sólo asumimos una garantía para los repuestos originales suministrados por nuestra parte.
Por favor, observe que para las piezas propias y de terceros frecuentemente existen especificaciones especiales de fabricación y suministro.
ATENCIÓN
1 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
2 Datos técnicos
Datos básicos
Material de alimentación: Piedra caliza
Tamaño de la carga de alimentación:
0 - 1000 mm0 - max. 0,8 m x 0,9 m x 1,0 m ROM25% - 30% menor a 50 mm
Humedad del material piedra caliza:
promedio 2 %, máximo 5 %
Peso a granel: 1,5 t/m³
Potencia: 1.600 t/h
Duración de la operación: 8 horas/día; 5 días/semana (servicio de un turno)
Ilustración 1
2-492-20988 (Pos 03-05) 2 - 1

08/
201
3 R
ev
0
Transportador de alimentación (1)
Tipo: RKF 2000 x 12 m - D8-I
Ancho útil: 2.000 mm
Distancia entre ejes: 12.000 mm
Tipo de cadena transportadora: D8G-lubricada de por vida BERCO
Velocidad de transporte: aprox. 6,6 - 9,9 m/min
Inclinación: 25°
Accionamiento (dirección de transporte a la derecha):
Engranaje planetario en ejecución adosada con bloqueo de retorno
Accionamiento (dirección de transporte a la izquierda):
Engranaje planetario en ejecución adosada con bloqueo de retorno
Motores: 2 x 90 kW, 1.800 r.p.m., B5 con un convertidor de frecuencia
Rascador de cadena (2)
Tipo: KK 2000 x 12,5 m
Ancho útil: 2.000 mm
Distancia entre ejes: 12.500 mm
Tipo de cadena: Cadena de brida bifurcada
Velocidad de transporte: aprox. 5,0 m/min
Inclinación: 25°
Accionamiento: 3 kW Motor reductor de engranaje cónico
Tipo: KH 107 R 77 DRE 100 LC4
Posición de montaje - accionamiento:
Dirección de transporte IZQUIERDA
Dispositivos de seguridad
Supervisor de revoluciones en el eje de inversión: Tipo DI0001
2 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 2
2-492-20988 (Pos 03-05) 2 - 3

08/
201
3 R
ev
0
Página en blanco
2 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
3 Indicaciones/ advertencias de seguridad generales
3.1 Principios
La máquina / instalación ha sido construida de acuerdo a las reglas reconocidas de la técnica de seguridad. Sin embargo, al emplearla, la integridad física o la vida del usuario o de terceros pueden estar en peligro, o bien pueden sufrir perjuicios la máquina u otros bienes materiales.
– Estas disposiciones de seguridad deben ser leídas y aplicadas por todas aquellas personas encargadas con el transporte, la instalación, la puesta en marcha, el servicio, la conservación así como la eliminación de productos de servicio y auxiliares. El gestionador del personal debe hacerse confirmar mediante la firma de la toma de conocimientos de las normas de seguridad.
– ¡La máquina / instalación sólo se puede utilizar si se encuentra en perfecto estado así como de acuerdo con la finalidad para la que ha sido ideada, con plena conciencia de los factores de riesgo y de seguridad y observando las instrucciones de servicio! Eliminar inmediatamente, en especial anomalías que puedan afectar la seguridad.
– ¡Como complemento al manual de operación, observe e instruya a otros sobre los reglamentos generales de seguridad de ley y otras regulaciones para la prevención de accidentes y la protección del ambiente!
Este tipo de obligaciones también pueden afectar p.ej. la manipulación de productos peligrosos o el uso de equipamiento personal de protección (casco de protección, calzado de seguridad, gafas de protección, protección auditiva y protección respiratoria).
• ¡Observe todas las advertencias de peligro e indicaciones de seguridad que se encuentren en la máquina/ planta!
• ¡Mantener en perfecto estado de legibilidad todas las indicaciones de peligro y seguridad que se encuentran sobre/en la máquina / instalación!
• ¡En caso de cambios que aparezcan en la máquina/ planta que sean relevantes para la seguridad o su funcionamiento, ésta debe ser inmediatamente puesta fuera de funcionamiento y se debe dar aviso al departamento respectivo!
• ¡No realice ningún tipo de cambios, montajes adosados, remodelaciones en la máquina/ planta que podrían limitar la seguridad, sin previa autorización del proveedor! Esto es también válido para el montaje y ajuste de los dispositivos y válvulas de seguridad, así como para la soldadura de piezas portantes.
• ¡Sustituir los conductos hidráulicos de tubo flexible en intervalos apropiados, aún cuando no se reconozca ninguna deficiencias relevantes para la seguridad!
• ¡Mantener plazos especificados o indicados en las instrucciones de servicio para comprobaciones/inspecciones recurrentes!
Para llevar a cabo medidas de mantenimiento es absolutamente imprescindible utilizar un equipo de herramientas apropiado para el trabajo a realizar.
• ¡Difundir la ubicación y el manejo de extintores de incendios!
• ¡Observar las posibilidades de aviso y combate de incendios!
2-492-20988 (Pos 03-05) 3 - 1

08/
201
3 R
ev
0
3.2 Modificaciones y repuestos
– Por razones de seguridad, no están permitidas reformas y modificaciones sin una conformidad previa de ThyssenKrupp Resource Technologies.
– El empleo de accesorios y repuestos que no hayan sido homologados por ThyssenKrupp Resource Technologies, puede conducir a peligros que son imprevisibles.
3.3 Personal
El personal encargado con tareas en la máquina / instalación debe haber leído las instrucciones de servicio antes del inicio de los trabajos y de ellas en especial, el capítulo de seguridad. Durante la ejecución del trabajo es demasiado tarde. Esto vale en especial medida para personal de actuación sólo ocasional p.ej. al equipar y mantener la máquina / instalación.
El personal no puede llevar cabellos largos sueltos, ropa holgada o joyas incluyendo anillos. Existe peligro de lesiones p.ej. por ser atrapado o arrastrado.
• ¡Siempre que sea necesario o lo requieran las normas, utilizar equipamiento personal de protección!
Los trabajos en la máquina / instalación sólo pueden ser ejecutados por personal fiable. ¡Observar la edad mínima admisible legalmente!
¡Emplear sólo personal formado o entrenado, determinar claramente las competencias del personal para la operación, equipamiento, mantenimiento y conservación!
• ¡Determinar la responsabilidad del maquinista; también con relación a normas legales de tránsito; y posibilitar el rechazo de instrucciones de terceros improcedentes para la seguridad!
Los trabajos en los equipamientos eléctricos de la máquina / instalación sólo pueden ser realizados por un profesional electricista o por personas capacitadas bajo dirección y supervisión de un profesional electricista de acuerdo a las reglas de la electrotecnia.
¡En instalaciones hidráulicas sólo puede trabajar personal con conocimientos y experiencias especiales en hidráulica!
3 - 2 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
3.4 Peligros por ruido
Indicaciones sobre valores de emisión referidos al puesto de trabajo.
La máquina / instalación no tiene asignado ningún puesto de trabajo permanente.
Dependiendo del material a ser procesado en cada caso se generan emisiones de ruidos que recién pueden ser medidos durante el servicio. El gestionador debe asegurar que inmediatamente tras la puesta en marcha se mida el nivel de presión acústica en todas las posiciones de mando (p.ej. para mantenimiento y control, puesto de control).
NOTA
Directiva 2003/10/CE del Parlamento Europeo y del Consejo del 6.2.2003 (17º Directiva individual en el sentido del artículo 16 párrafo 1 de la Directiva 89/391/CEE).
Si los riesgos relacionados con una nocividad por ruido no se pueden evitar tomando otras medidas, se debe poner a disposición de los empleados una protección del oído apropiada e individualmente adaptada, la cual los empleados están obligados a utilizar.
Cuando el riesgo con relación al ruido alcanza los valores superiores de activación (85 dB (A)), se debe emplear protección personal auditiva.
3.5 Indicaciones sobre riesgos remanentes durante el servicio cotidiano
En la máquina / instalación fueron considerados los requisitos de seguridad de la Directiva de máquinas-CE.
No obstante pueden presentarse riesgos remanentes durante el servicio.
A continuación se hace referencia sobre los riesgos remanentes que también permanecen con un vallado cuidadoso y plataformas adecuadas a la seguridad.
Peligros mecánicos/ Material
– Sobrecarga de la cámara de triturado/ salida de la trituradoraSobrecarga y salida de material de triturado debido a instalaciones transportadoras preconectadas o bien atasco de material en el silo de alimentación.
– Condiciones de servicio polvorientasdebido al tipo del material alimentado, alimentación de material, procedimiento de triturado, salida de material.
2-492-20988 (Pos 03-05) 3 - 3

08/
201
3 R
ev
0
3.6 Protección contra incendios
• Observar las normas legales de prevención y protección contra incendios y complementarlas en instrucciones internas. Para ello consultar también los expertos de combates de incendios de las compañías aseguradoras.
• Determinar personas de supervisión que sean responsables para todos los asuntos con relación a la prevención y el combate de incendios y dotar a estos de las competencias necesarias.El personal de dirección y los ingenieros deben brindarle apoyo para esta tarea con su asesoramiento.
La persona de supervisión debe realizar comprobaciones regulares de las instalaciones de extintores de incendios para asegurarse que estos siempre estén disponibles para su uso. ¡Recintos propensos a incendios requieren en este caso una atención especial!
Las personas encargadas con la supervisión y el combate de incendios deben haber aprobado cursos de primeros auxilios. Se deben prever puntos de primeros auxilios.
• Ubicar las normas de prevención de accidentes de forma múltiple en diferentes puntos de la instalación.
• El personal debe ser informado sobre las medidas de prevención de incendios. En caso de un incendio se debe realizar una comunicación inmediata.
• Las unidades y grupos constructivos que durante el servicio se calientan con más intensidad en función de las solicitaciones eléctricas y/o mecánicas tiene que ser vigiladas por el personal responsable. Esto vale p.ej. para compresores, engranajes, cojinetes, motores, grupos de aceite / hidráulicos.
Los extintores de incendios deben tener un fácil acceso y no deben estar bloqueados con objetos.
– El personal debe ser familiarizado con el uso de extintores de incendios, de manera que esté en condiciones de combatir focos de incendios con los extintores apropiados para ello.
Reglas para combate de incendios
– En incendios de madera, desechos, tejidos, yute, papel, correas etc. emplear agua para la extinción.
– En incendios de líquidos (petróleo, gasolina, aceite, queroseno, barniz, alquitrán etc.) siempre emplear extintores de CO2 y de polvo seco.
– En incendios de cables, motores, instalaciones eléctricas etc. sólo emplear extintores de polvo seco o de CO2.
3.7 Eliminación de productos de servicio y auxiliares
• Cuide de una eliminación segura y respetuosa con el medio ambiente de productos de servicio y auxiliares. Observe en este caso las normas nacionales correspondientes para protección del medio ambiente.
3 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
4 Estructura y modo de funcionamiento
4.1 Ámbito de aplicación y usos prescritos
Peligro de lesiones por operación de la máquina / instalación con modificaciones, reformas o repuestos no autorizados
Inminente peligro de muerte o de graves lesiones físicas
• Sin una autorización escrita del fabricante sobre modificaciones/reformas ThyssenKrupp Resource Technologies descarta cualquier derecho de garantía y responsabilidad.
• Operar la máquina / instalación sólo en el estado original. Cuando haya desviaciones de la condición original el usuario/ operador debe informar sobre dichas desviaciones al personal responsable de supervisión/ administración.
Daños en la instalación por empleo de la máquina / instalación no conforme a la finalidad prevista
Posibles daños en la máquina / instalación o su entorno
El uso conforme a la finalidad prevista de la máquina / instalación está regulada por contrato. Un otro uso no conforme a la finalidad prevista, está prohibido. ThyssenKrupp Resource Technologies no se responsabiliza por los daños que resulten de tales aplicaciones no conformes a la finalidad prevista. El usuario es el único que asume el riesgo, y lo hace por cuenta propia.
• La máquina/ instalación ha sido diseñada exclusivamente para la finalidad de aplicación acordada con el fabricante.
• Observar las instrucciones de servicio y de montaje.
NOTA
Antes de usar la máquina/ instalación fuera de su ámbito de aplicación, consulte al servicio técnico, ya que de otro modo se perderá la garantía otorgada.
PELIGRO
ATENCIÓN
2-492-20988 (Pos 03-05) 4 - 1

08/
201
3 R
ev
0
4.2 Partes principales
Véase Ilustración 3
1Tolva de alimentación (1)
2Sensor de nivel de llenado (2)
3Transportador de alimentación (3)
4Rascador de cadena (4)
5Parrilla de rodillos (5)
6Resbaladero para material escurrido (6)
7Cinta de evacuación (7)
4.3 Modo de funcionamiento
Mediante la Tolva de alimentación (1), la planta de trituración es cargada con piedra caliza.
La tolva de alimentación (1) está equipada con un sensor del nivel de llenado (2). El transportador de alimentación (3) será detenido cuando el nivel se encuentre por debajo del valor ajustado. El volumen de material restante protege la cubierta de cinta del transportador de alimentación contra el material de carga más grueso. Al sobrepasar el valor de ajuste el transportador de alimentación (3) vuelve a arrancar automáticamente.
El transportador de alimentación (3) evacúa el material de la tolva de alimentación (1) y lo transporta a la parrilla de rodillos (5). Para la optimización de la prestación de paso de la trituradora, la velocidad del transportador es regulable.
Directamente atornillado por debajo del transportador de alimentación (3), el rascador de cadenas (4) transporta el material que cae de la cubierta de la cinta mediante el resbaladero para guía del material (6) sobre la cinta colectora de la trituradora (7).
4 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 3
2-492-20988 (Pos 03-05) 4 - 3

08/
201
3 R
ev
0
4.4 Grupos constructivos
4.4.1 Transportador de alimentación
Partes principales
1Armazón de la cinta transportadora(1)
2Cubierta de la cinta transportadora(2)
3Eje de accionamiento (3)
4Eje de inversión (4)
5Tornillos de husillo (5)
6Accionamiento (6)
7Chapas directrices (7)
8Mesa desviadora (8)
Descripción general
Para alimentar la trituradora se usa un transportador de alimentación con accionamiento de velocidad regulable.
La Cubierta de la cinta transportadora (2) del transportador de alimentación está compuesto de cadenas de oruga de lubricación permanente con componentes individuales atornillados.Ambas cadenas de oruga se desplazan sobre ruedas de desplazamiento.
En la zona de la tolva de alimentación se desplaza la Cubierta de la cinta transportadora (2) mediante un absorbedor de choques (amortiguador completamente metálico) a una Mesa desviadora (8) apuntalada de difícil ejecución y adicionalmente sobre 3 carriles de deslizamiento como apoyo de la Cubierta de la cinta transportadora (2).
Los carriles de deslizamiento del transportador de alimentación son autolubricantes.
Dispositivos de control
Véase también la Capítulo 2 “Datos técnicos”.
El funcionamiento del transportador de alimentación es controlado por un monitor de velocidad en el eje de inversión (4) .
4 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 4
2-492-20988 (Pos 03-05) 4 - 5
08/
201
3 R
ev
0
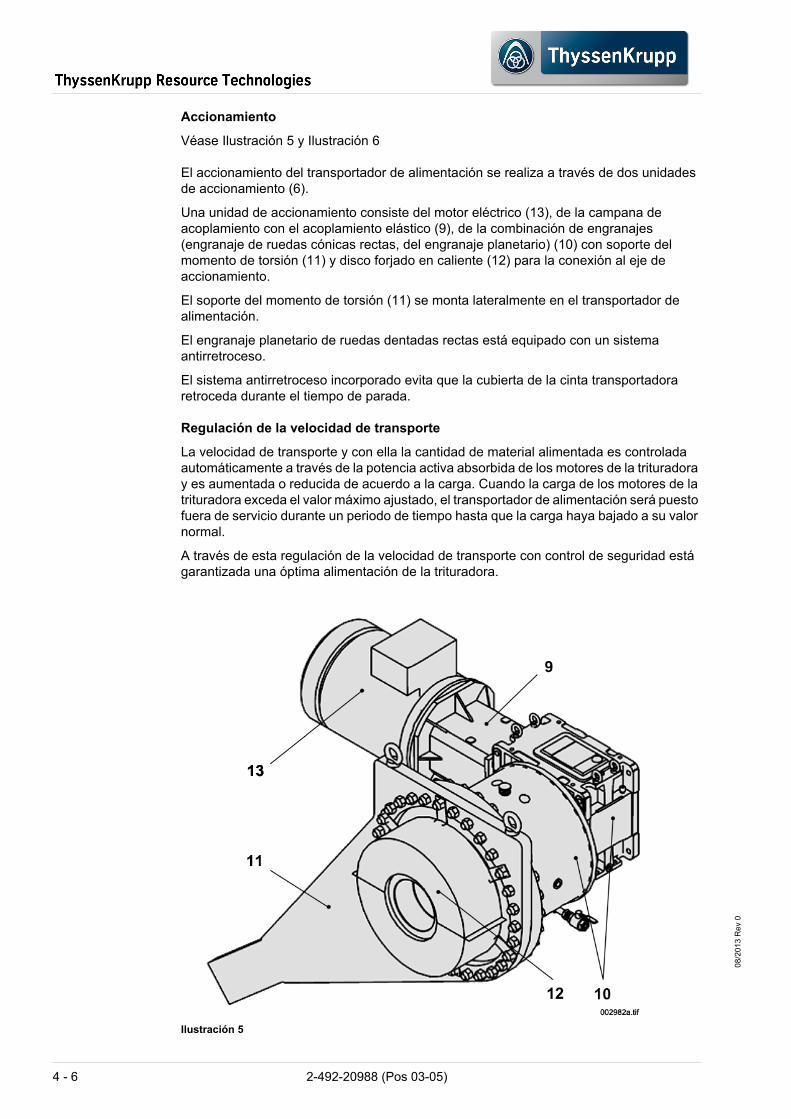
Accionamiento
Véase Ilustración 5 y Ilustración 6
El accionamiento del transportador de alimentación se realiza a través de dos unidades de accionamiento (6).
Una unidad de accionamiento consiste del motor eléctrico (13), de la campana de acoplamiento con el acoplamiento elástico (9), de la combinación de engranajes (engranaje de ruedas cónicas rectas, del engranaje planetario) (10) con soporte del momento de torsión (11) y disco forjado en caliente (12) para la conexión al eje de accionamiento.
El soporte del momento de torsión (11) se monta lateralmente en el transportador de alimentación.
El engranaje planetario de ruedas dentadas rectas está equipado con un sistema antirretroceso.
El sistema antirretroceso incorporado evita que la cubierta de la cinta transportadora retroceda durante el tiempo de parada.
Regulación de la velocidad de transporte
La velocidad de transporte y con ella la cantidad de material alimentada es controlada automáticamente a través de la potencia activa absorbida de los motores de la trituradora y es aumentada o reducida de acuerdo a la carga. Cuando la carga de los motores de la trituradora exceda el valor máximo ajustado, el transportador de alimentación será puesto fuera de servicio durante un periodo de tiempo hasta que la carga haya bajado a su valor normal.
A través de esta regulación de la velocidad de transporte con control de seguridad está garantizada una óptima alimentación de la trituradora.
Ilustración 5
4 - 6 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 6
2-492-20988 (Pos 03-05) 4 - 7

08/
201
3 R
ev
0
4.4.2 Rascador de cadena
Véase Ilustración 7
Partes principales
1Canaleta del rascador de cadena(1)
2Estación de accionamiento (2)
3Motorreductor (3)
4Barbotines de accionamiento(4)
5Estación tensora (5)
6Barbotines de inversión (6)
7Cadena de rascadores (7)
8Rascador (8)
Descripción general
El rascador de cadena tiene la función de transportar el material que cae del tramo inferior del transportador de alimentación.
El accionamiento se realiza mediante un motor reductor directamente en el eje de accionamiento.
Dispositivos de control
El funcionamiento del transportador de alimentación está controlado por un supervisor de revoluciones en el eje de inversión.
4 - 8 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 7
2-492-20988 (Pos 03-05) 4 - 9

08/
201
3 R
ev
0
Página en blanco
4 - 10 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
5 Transporte, almacenaje y montaje
5.1 Normas de transporte
La máquina/instalación se transporta en componentes individuales o como grupos constructivos. Asegurar que para la descarga de los componentes de los vehículos de transporte y su traslado al punto de almacenaje se empleen medios de elevación apropiados.
La máquina/instalación debe ser transportada con la adecuada precaución para evitar daños y no poner en peligro al personal. Adicionalmente a la siguiente información se deben observar las normas generales y locales de seguridad y prevención de accidentes. Se debe disponer de grúas de puente y móviles o medios de elevación con suficiente capacidad de carga para ejecutar la descarga del transporte/la carga con seguridad y corrección.
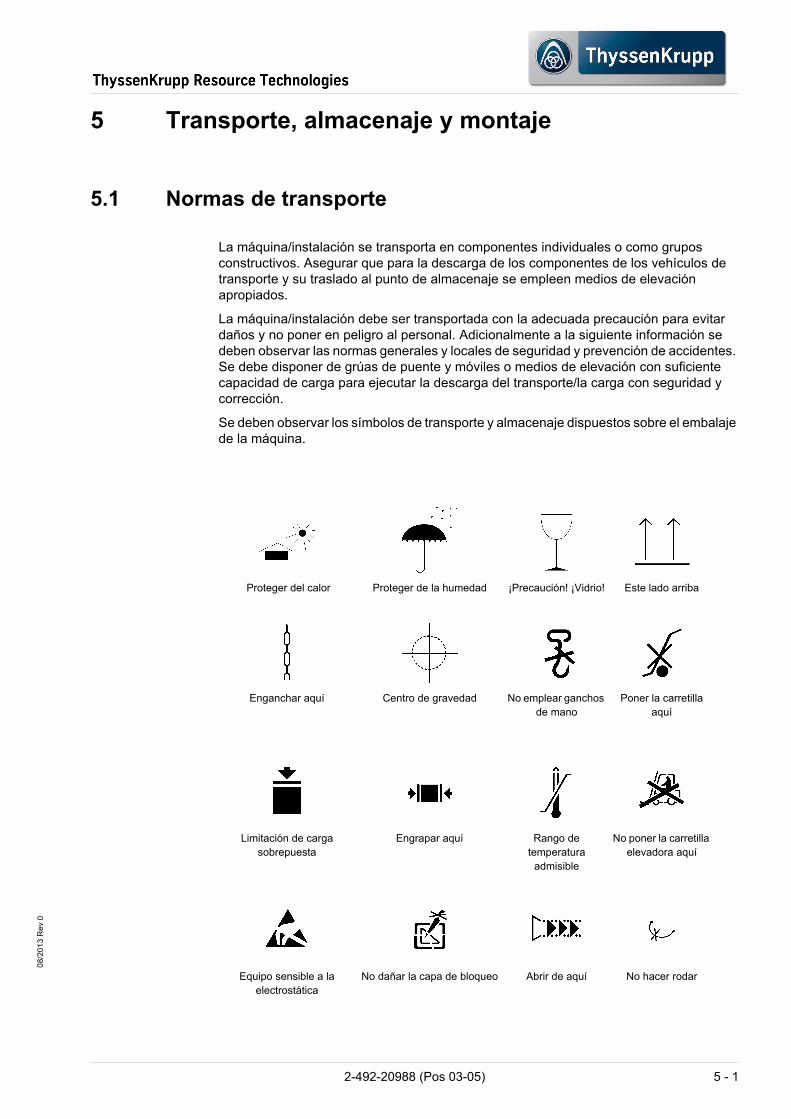
Se deben observar los símbolos de transporte y almacenaje dispuestos sobre el embalaje de la máquina.
Proteger del calor Proteger de la humedad ¡Precaución! ¡Vidrio! Este lado arriba
Enganchar aquí Centro de gravedad No emplear ganchos de mano
Poner la carretilla aquí
Limitación de carga sobrepuesta
Engrapar aquí Rango de temperatura
admisible
No poner la carretilla elevadora aquí
Equipo sensible a la electrostática
No dañar la capa de bloqueo Abrir de aquí No hacer rodar
2-492-20988 (Pos 03-05) 5 - 1

08/
201
3 R
ev
0
Para el transporte de la máquina con una grúa emplear únicamente instalaciones de carga apropiadas.
Al embalar la máquina, las instalaciones de carga sólo pueden ser fijadas en los puntos marcados.
Peligro de lesiones por transporte inadecuado de la máquina / instalación
Inminente peligro de muerte o de graves lesiones físicas
• La máquina / instalación sólo debe ser transportada usando el dispositivo de suspensión (los tornillos con ojos) y los puntos de fijación previstos.
• ¡Encargue sólo a personal con experiencia el enganche de las cargas y la tarea de dar indicaciones al operador de la grúa! El personal que da indicación al operador de la grúa, debe mantenerse a la vista de éste o estar en contacto hablado.
• Utilizar medios de transporte apropiados.
• No circular por debajo de cargas suspendidas.
• Asegurar las piezas móviles.
Peligro de daños en la instalación por transporte inadecuado de la máquina / instalación
Posibles daños en la máquina / instalación o su entorno
• No aplicar en la máquina ningún punto de sujeción adicional por soldadura, oxicorte o taladrado (efecto de entalladura y con el peligro de formación de fisuras ligado a ello).
• ¡No apretar las paredes laterales o piezas adosadas de la máquina por elementos de elevación de tracción oblicua!
• En caso que se hayan previsto seguros de transporte, retirar éstos recién cuando el montaje se haya completado.
Después que se haya realizado el suministro a la zona de trabajo, se deben revisar todas las partes para determinar si estas han sufrido algún daño durante el transporte.
PELIGRO
ATENCIÓN
5 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
5.2 Dispositivos de elevación y medios de sujeción
Peligro de lesiones por componentes asegurados de forma inapropiada durante el montaje
Son posibles graves lesiones físicas o hasta la muerte
• Asegurar adecuadamente los componentes móviles durante el montaje
5.2.1 Equipos elevadores
En caso normal se emplean grúas y equipos elevadores para el transporte de grupos constructivos y componentes pesados. Los medios de sujeción como p.ej. cables y ganchos son elementos críticos entre la carga y el equipamiento de elevación.
Una elevación segura requiere equipos elevadores y medios de sujeción adecuadamente dimensionados y ejecutados apropiadamente así como una sujeción y fijación correcta a la carga.
El peso de los grupos constructivos y componentes está indicado en el catálogo de repuestos / en las instrucciones de servicio, de manera que el equipamiento como p. ej. dispositivos de elevación, tornos. Los tornos hidráulicos, grúas y cadenas elevadoras pueden ser seleccionadas adecuadamente.
Comprobar el funcionamiento correcto antes del empleo de tornos hidráulicos. Emplear únicamente tornos con anillo de ajuste. De este modo se pueden proteger mecánicamente las cargas e impedir su descenso.
5.2.2 Elevar
NOTA
Antes de la elevación de cargas pesadas aplicar una calda de pesaje para comprobación de la carga.
• Antes de elevar determinar el peso de la carga.
• Determinar el tamaño y la forma de la carga; dos criterios que determinan lo siguiente:
– el tipo de aseguramiento de la carga, p. ej. con correas, cestas o correas con dispositivos especiales,
– los medios de sujeción / dispositivos de soporte de carga a ser empleados, p. ej. cable de sujeción, cadena de sujeción, cáncamos roscados, yugos (ver apartados siguientes),
– el ángulo de carga de los elementos de sujeción.
ADVERTENCIA
2-492-20988 (Pos 03-05) 5 - 3

08/
201
3 R
ev
0
• Determinar el espesor de los elementos de sujeción a ser empleados. No sobrepasar la capacidad de carga admisible del elemento de sujeción.
• En caso de dudas con relación a los siguientes puntos consultar el jefe de montaje responsable:
– método de fijación correcto,
– el espesor seleccionado del elemento de sujeción,
– el tipo del elementos de sujeción.
• Comprobar fallos / daños en el elemento de sujeción. Asegurar, que elementos de sujeción defectuosos sean descartados inmediatamente.
• No sobrecargar el elemento de sujeción y protegerlo contra esquinas y bornes filosos de la carga, p. ej. mediante protección de bordes/esquinas de arpillera o metal, tablones, etc.
• Proteger las superficie brillantes/mecanizadas de la carga contra daños por elementos de sujeción. Fijar el material de protección que actúa contra el deslizamiento de la carga/el elemento de sujeción de tal manera, que no sea posible un deslizamiento al aflojar el elemento de sujeción.
• Al fijar elementos de sujeción a grandes alturas:
– Emplear auxiliares de escalado puestos a disposición. Si no se han puesto a disposición auxiliares de escalado o estos no están disponibles, emplear una escalera homologada.
– Asegurar la escalera para impedir un resbalamiento o un vuelco.
– Al escalar emplear ambas manos. Subir el elemento de sujeción ser empleado mediante elementos de elevación (p. ej. grúa).
• Tras fijar el elemento de sujeción apretar este a mano lo más fuerte posible. Si el elemento de sujeción tiene que ser apretado con una grúa, observar que ninguna parte del cuerpo quede entre la carga y el elemento de sujeción y observar una postura correcta de manos y dedos.
• Dar al operador de grúa señales claras determinadas/acordadas para los movimientos.
Antes de elevar la carga:
• Retirar el material suelto que se encuentra sobre la carga.
• Asegurar extremos de cable/cadena no utilizados, p. ej. por enganche en el anillo principal/reunión en el grillete.
• Instruir al personal para abandonar la zona de peligro.
• Comprobar el aseguramiento simétrico de la carga en todos los puntos.
• Asegurar, que el elemento de sujeción no pueda dañar la carga (y viceversa).
5 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Después que el peso de la carga haya sido asumido completamente por el elemento de elevación y la carga se haya elevado un poco:
• Comprobar el freno de la carga.
• Comprobar nuevamente si la carga está asegurada en todos los puntos.
• Transportar la carga en lo posible sobre áreas libres.
• Dar señales de advertencia ante personas en la zona de peligro.
Asentar la carga:
• Asentar la carga lentamente sobre una base adecuadamente estable. Nivelar una vez más la base antes de asentar.
• Quitar el elemento de elevación de la carga y comprobar la presencia de daños en ambos.
2-492-20988 (Pos 03-05) 5 - 5

08/
201
3 R
ev
0
5.2.3 Cables de sujeción
La cantidad de puntos de sujeción es la cantidad de tramos de cable que unen el gancho de la grúa con la carga. A través de varios tramos resulta el ángulo de carga, es decir, un ángulo entre la superficie horizontal de la carga y los cables de sujeción. Cuanto menor el ángulo de carga, tanto menor la capacidad de carga admisible de los cables de fijación y consecuentemente el grado de acción.
30° 50,0 (500 kg)
45° 70,7 (707 kg)
60° 86,6 (866 kg)
90° 100,0 (1000 kg)
La capacidad de carga/resistencia del cable metálico también desciende por:
– Deshilachado de lazos de cables en los cables de sujeción y deshilachado de cables de sujeción en tramos continuos
– Doblados en esquinas
– Empleo de cables de sujeción para grapado
– Aceleraciones y ralentización durante el servicio de elevación y descenso
– desgaste general
– temperaturas bajas o elevadas
– vibración
– corrosión
Rendimiento del ángulo de carga
Ángulo de cargaCapacidad de carga
%
carga máx. admisible por tramo con relación a 1000 kg
5 - 6 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Empleo:
Si bien el peso de cables de sujeción es menor que el de cadenas de sujeción con la misma capacidad de carga, tienen algunas desventajas. Pueden dañarse con mayor facilidad y son más difíciles en la manipulación, debido a que su radio de curvatura es menor.
Los cables de sujeción se adaptan para servicios de elevación vertical o para aquellos en los que el cable debe desarrollarse alrededor de esquinas en un radio grande.
El espesor de un cable metálico se indica con relación a este diámetro exterior.
• Proteger los cables de sujeción de las influencias de la intemperie, disolventes, altas temperaturas y productos químicos.
• Impedir la formación de nudos en cables metálicos. En caso de nudos no emplear más el cable afectado.
• Proteger los cables contra esquinas filosas mediante aumento del radio de la esquina. Esto puede ser realizado mediante instalaciones metálicas de protección de esquinas o tacos. También pueden ser empleadas arpilleras o tablas de madera.
• El procedimiento correcto para el aseguramiento de cables de sujeción al gancho es el siguiente:
– Asegurar cada tramo individual al gancho para impedir un cizallamiento en el gancho.
– Jamás emplear un único tramo de sujeción, debido a que esto podría causar una torsión de la carga. El cable metálico podría abrirse y con ello ser extraído el empalme..
• Jamás enrollar el cable metálico completamente alrededor del gancho de la grúa (esto es, 360 grados). El reducido radio de curvatura dañaría el cable.
• Comprobar los cables de sujeción a:
– tramos rotos o cortados,
– óxido y corrosión,
– nudos y puntos de doblado,
– cáncamos dañados
2-492-20988 (Pos 03-05) 5 - 7

08/
201
3 R
ev
0
• No doblar cáncamos de cables de sujeción sobre esquinas.
• Emplear grilletes para el aseguramiento de cargas mediante envoltura de cables de sujeción alrededor de la carga (1).
5.2.4 Grapas de cables metálicos
Colocar las grapas de cables metálicos de tal manera, que la parte inferior de la grapa (6) sea presionado contra el extremo largo (5) del cable y el yugo de la grapa (2) contra el extremo muerto (4) del cable. Aplicar siempre un guardacabos (1). La cantidad correcta de grapas y la distancia (3) entre ellas está indicada en la siguiente tabla.
Apretar las tuercas de sujeción con los pares de apriete indicados.
Una vez puesto en servicio el cable y se encuentra bajo tensión, apretar nuevamente las tuercas de sujeción. Comprobar regularmente las tuercas de sujeción y en caso necesario apretarlas. De esta manera se compensa la dilatación del cable y la reducción del radio del mismo ligado a ello.
5 - 8 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
.
3/16 4,76 11/32 8,73 3 76 2
1/4 6,35 7/16 11,11 3-1/4 83 2
5/16 7,94 1/2 12,70 3-1/4 83 2
3/8 9,53 9/16 14,29 4 102 2
7/16 11,11 5/8 15,88 4-1/2 114 2
1/2 12,70 11/16 17,46 5 127 3
5/8 15,88 3/4 19,05 5-3/4 146 3
3/4 19,05 7/8 22,23 6-3/4 172 4
7/8 22,23 1 25,40 8 203 4
1 25,40 1-1/8 28,58 8-3/4 222 4
1-1/8 28,58 1-1/4 31,75 9-3/4 248 5
1-1/4 31,75 1-5/16 36,51 10-3/4 273 5
1-3/8 34,93 1-1/2 38,10 11-1/2 292 6
1-1/2 38,10 1-23/32 43,66 12-1/2 318 6
1-5/8 41,28 1-3/4 44,45 13-1/4 337 6
1-3/4 44,45 1-15/16 49,21 14-1/2 368 7
2 50,80 2-1/8 53,98 16-1/2 419 8
2-1/4 57,15 2-5/8 66,68 16-1/2 419 8
2-1/2 63,50 2-7/8 69,85 17-3/4 451 8
Diámetro del cableDiámetro del yugo de
grapadoDistancia entre grapas
Cantidad mínima necesaria de grapas
Pulgada mm Pulgada mm Pulgada mm
2-492-20988 (Pos 03-05) 5 - 9
08/
201
3 R
ev
0
5.2.5 Cadenas de sujeción
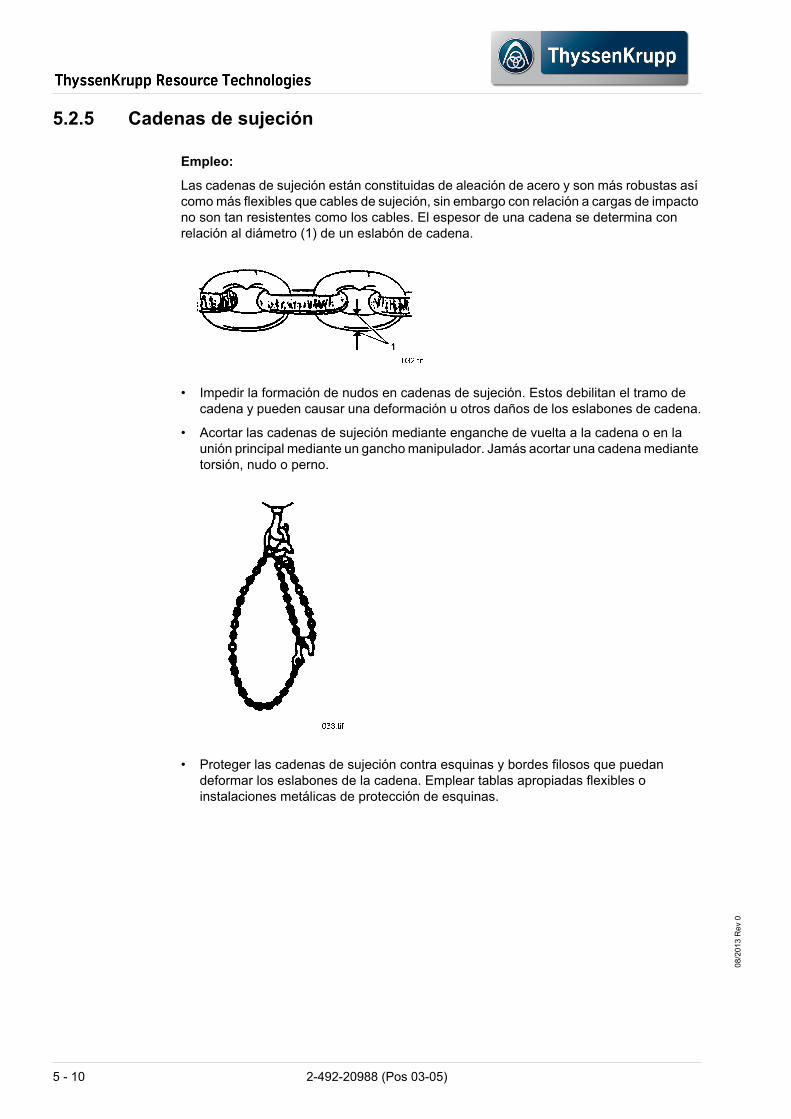
Empleo:
Las cadenas de sujeción están constituidas de aleación de acero y son más robustas así como más flexibles que cables de sujeción, sin embargo con relación a cargas de impacto no son tan resistentes como los cables. El espesor de una cadena se determina con relación al diámetro (1) de un eslabón de cadena.
• Impedir la formación de nudos en cadenas de sujeción. Estos debilitan el tramo de cadena y pueden causar una deformación u otros daños de los eslabones de cadena.
• Acortar las cadenas de sujeción mediante enganche de vuelta a la cadena o en la unión principal mediante un gancho manipulador. Jamás acortar una cadena mediante torsión, nudo o perno.
• Proteger las cadenas de sujeción contra esquinas y bordes filosos que puedan deformar los eslabones de la cadena. Emplear tablas apropiadas flexibles o instalaciones metálicas de protección de esquinas.
5 - 10 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
• Cuando la cadena deba ser enrollada alrededor de la carga para el servicio de elevación, girar siempre la abertura del gancho en sentido contrario a la dirección en la que se tiran los lazos. De esta manera se impide un deslizamiento fuera del gancho al apretar el lazo.
• Comprobar cadenas de sujeción a:
– Entalladuras, fisuras, exactitud de medidas y desgaste
– eslabones de cadena deformados, rebarbas de soldadura, ganchos abiertos o doblados, dilatación
– Óxido y corrosión
• Cuando todos los tramos de una cadena de sujeción se pueden colgar nuevamente en la unión principal, la capacidad de carga admisible del lazo completo puede ser incrementado en 50 %.
5.2.6 Gancho
La capacidad de carga por regla general está grabada en el gancho.
• En caso de ser posible, emplear ganchos con dispositivo de encastre cargado por resorte. Si no se dispone de ganchos de este tipo, el gancho debe ser asegurado de forma provisoria como se muestra en la ilustración.
2-492-20988 (Pos 03-05) 5 - 11

08/
201
3 R
ev
0
5.2.7 Cáncamos roscados de elevación
El tamaño de los cáncamos roscados de elevación se determina con relación al diámetro del vástago de la sección roscada. Se diferencia entre cáncamos roscados simples y cáncamos roscados con talón.
• Para servicio de elevación vertical emplear cáncamos roscados simples (sin talón).
• Los cáncamos roscados con talón se emplean cuando las cargas se levantan en determinados ángulos (p.ej. servicio de elevación con varios cables de sujeción).
La capacidad de carga admisible que se reduce a través del ángulo de la carga, continúa reduciéndose por el empleo de cáncamos roscados.
Un cáncamo roscado con talón, que p. ej. se emplea en un ángulo de 45º, sólo puede ser cargado con hasta el 10 % de la carga admisible para el servicio de elevación vertical.
Cargas admisibles para cáncamos roscados de elevación con talón:
Diámetro del vástago
Servicio de elevación vertical
Tracción con 60º al nivel del talón
Tracción con 45º al nivel del talón
Tracción a 90° o tracción lateral
suelta
Por cáncamo roscado
Por cáncamo roscado
Por cáncamo roscado
Por cáncamo roscado
Pulgada mm Libras kg Libras kg Libras kg Libras kg
1/4 6,4 300 136 50 23 30 14 40 18
1/2 12,7 1300 590 200 91 140 64 150 68
3/4 19,3 3000 1361 400 181 250 113 300 136
1 25,4 6000 2722 800 363 500 227 600 272
1-1/4 31,8 9000 4082 1300 590 800 363 900 408
1-1/2 38,1 13000 5897 1800 816 1200 544 1300 590
2 50,8 23000 10433 3300 1497 2100 953 2300 1043
2-1/2 63,5 37000 16783 6000 2722 3500 1724 4300 1950
5 - 12 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
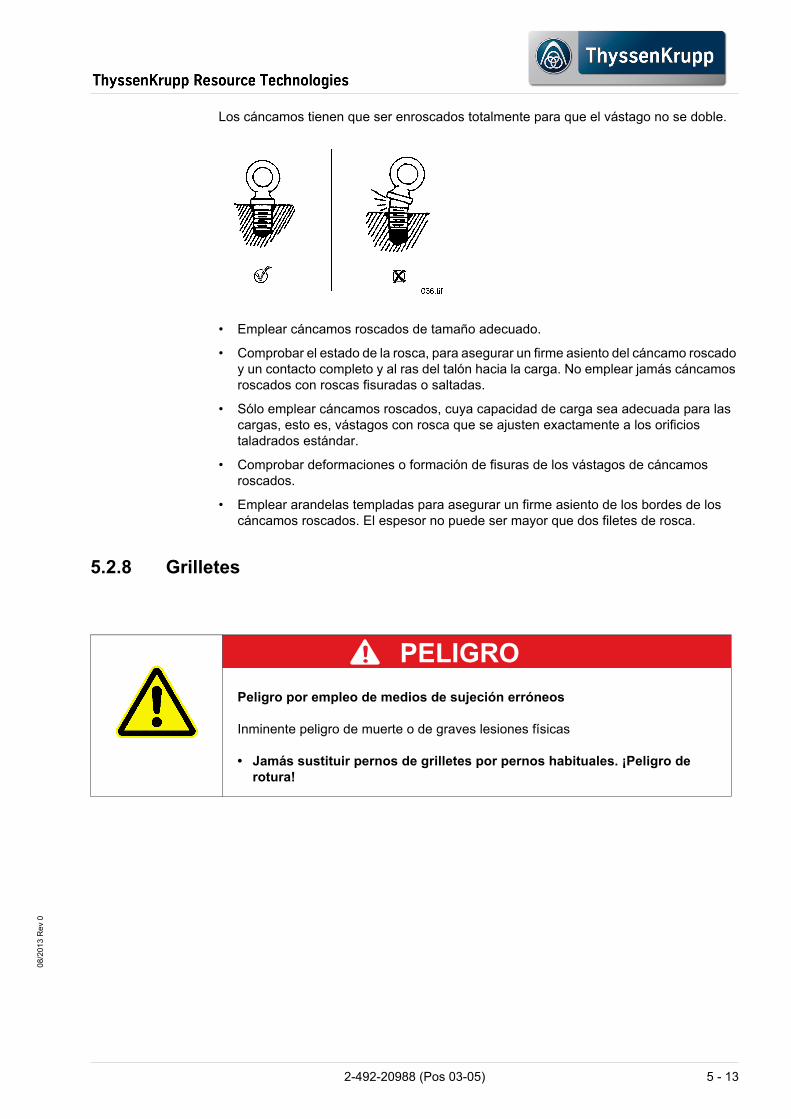
Los cáncamos tienen que ser enroscados totalmente para que el vástago no se doble.
• Emplear cáncamos roscados de tamaño adecuado.
• Comprobar el estado de la rosca, para asegurar un firme asiento del cáncamo roscado y un contacto completo y al ras del talón hacia la carga. No emplear jamás cáncamos roscados con roscas fisuradas o saltadas.
• Sólo emplear cáncamos roscados, cuya capacidad de carga sea adecuada para las cargas, esto es, vástagos con rosca que se ajusten exactamente a los orificios taladrados estándar.
• Comprobar deformaciones o formación de fisuras de los vástagos de cáncamos roscados.
• Emplear arandelas templadas para asegurar un firme asiento de los bordes de los cáncamos roscados. El espesor no puede ser mayor que dos filetes de rosca.
5.2.8 Grilletes
Peligro por empleo de medios de sujeción erróneos
Inminente peligro de muerte o de graves lesiones físicas
• Jamás sustituir pernos de grilletes por pernos habituales. ¡Peligro de rotura!
PELIGRO
2-492-20988 (Pos 03-05) 5 - 13

08/
201
3 R
ev
0
Los grilletes son instalaciones cerradas de seguridad que no pueden ser desenganchadas. Su tamaño se determina con relación al diámetro de la pieza principal (1) y no con relación al diámetro del perno. Se hace una diferenciación entre grilletes de carga de anclaje (a la izquierda en la ilustración) y grilletes de carga de cadenas (a la derecha en la ilustración).
• No exponer la parte principal del grillete a cargas de tracción lateral.
• Asegurar el asiento exacto del perno del grillete.
• La carga admisible para grilletes de carga de anclaje y carga de cadenas así como para pernos roscados o enchufables es siempre similar.
• Si se emplean los grilletes con otros ángulos de carga que 90º, la capacidad de carga admisible está reducida; véase tabla:
Diámetro Grillete individual vertical
Dos grilletes 60º Dos grilletes 45º Dos grilletes 30º
Pulgada mm Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
1/4 6,4 1/3 0,3 3/4 0,7 1/2 0,5 1/3 0,3
5/16 7,9 1/2 0,5 1 0,9 ¾ 0,7 1/2 0,5
3/8 9,5 3/4 0,7 1-1/4 1,1 1 0,9 3/4 0,7
7/16 11,1 1 0,9 1-3/4 1,6 1-1/2 1,4 1 0,9
1/2 12,7 1-1/2 1,4 2-1/2 2,3 2 1,8 1-1/2 1,4
5/8 15,9 2 1,8 3-3/4 3,4 3 2,7 2 1,8
3/4 19,3 3 2,7 5-1/2 5 4-1/2 4,1 3 2,7
7/8 22,2 4 3 6 7 6 3 5-1/2 5
1 25,4 5-1/2 5 10 9 8 7,2 6 5,4
5 - 14 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
5.2.9 Protección de elementos de sujeción y cargas
• Proteger los cables de sujeción contra esquinas/bordes filosos. Emplear materiales para el incremento del radio, p. ej. instalaciones metálicas de protección de esquinas (izquierda y derecha), correas, tacos de madera, arpilleras, casquillos/manguitos de acero. Esto protege las superficie mecanizadas de la carga también del cable metálico.
1-1/8 28,6 6-1/2 5,9 11-1/2 10,5 9-1/2 8,5 6-1/2 5,9
1-1/4 31,8 8 7,2 14 12,7 12 10,8 8 7,2
1-3/8 24,9 10 9 17 15,4 14 12,7 10 9
1-1/2 38,1 12 10,8 20 18,1 17 15,4 12 10,8
1-3/4 44,5 16 14,5 28 25,4 23 20,9 16 14,5
2 50,8 21 19 36 32,6 30 27,1 21 19
2-1/4 57,2 27 24,5 46 41.7 38 34,5 27 24,5
2-1/2 63,5 34 31 58 52,6 48 44 34 31
2-3/4 70,1 40 36,2 69 62,9 57 51,9 40 36,2
3 76,2 80 45,3 87 78,8 71 64.4 50 45,3
4 101,6 100 90,7 173 156,9 142 128,7 100 90,7
Diámetro Grillete individual vertical
Dos grilletes 60º Dos grilletes 45º Dos grilletes 30º
Pulgada mm Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
Toneladas
2-492-20988 (Pos 03-05) 5 - 15

08/
201
3 R
ev
0
• Proteger las cadenas de sujeción contra esquinas/bordes filosos. Emplear materiales para el incremento del radio, p. ej. instalaciones metálicas de protección de esquinas (izquierda y derecha), correas, tacos de madera, arpilleras, casquillos/manguitos de acero. Esto protege las superficie mecanizadas de la carga también de la cadena.
5.2.10 Bases para cargas
• Asegurar que la base tenga una superficie estable y nivelada y que pueda soportar el peso total de la carga. Emplear únicamente madera dura con sección (aprox.) cuadrada como base.
• Proteger superficies mecanizadas mediante acolchado de la base, p. ej. con arpilleras, cartón prensado o correas.
• Emplear cuñas para evitar un rolado o movimiento de las cargas (p. ej. mangos, piezas forjadas redondas y anillos). Al emplear cuñas etc. cuidar las manos para que estas no sean aplastadas en un movimiento de la carga.
• Al emplear varios soportes como bases, utilizar sólo soportes de la misma altura.
• Ubicar los soportes debajo de las cargas, de manera que estén alineados de forma estable y nivelada. No emplear soportes que estén redondeadas por los bornes, sean frágiles o estén dañados.
• Compensar desniveles debajo de los soportes.
• Con ayuda de los soportes crear un espacio hueco debajo de la carga, de manera que el elemento de sujeción se pueda fijar y retirar con facilidad.
5 - 16 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
5.3 Indicaciones para el almacenamiento
5.3.1 Disposiciones generales
En caso que el tiempo de almacenamiento se incremente considerablemente (por ejemplo más de dos meses), todos los cojinetes de los componentes de la máquina e instalación deben ser llenados completamente con grasa apropiada para ello. Los ejes en los cojinetes deben ser girados una vez al mes, hacer que los ejes giren varias vueltas. Después se debe rellenar otra vez con grasa. De este modo se protegen los cojinetes y sus cajas, de agua condensada y óxido. Al finalizar el tiempo de almacenamiento y antes de poner en funcionamiento el componente se debe sacar toda la grasa, los cojinetes deben ser limpiados y llenados con nueva grasa (aprox. 1/3 del volumen de la caja del cojinete).
Todos los componentes de la máquina e instalación deben ser almacenados a una temperatura de + 5 °C como mínimo y a + 45 °C como máximo. El equipo eléctrico debe ser almacenado en un lugar seco y protegido contra el congelamiento entre temperaturas de mínimo + 5 °C y máximo + 45 °C.
Todas las superficies no pintadas deben ser protegidas con una capa de anticorrosivo.
ATENCIÓN
Peligro de daños en la instalación por almacenaje / montaje inadecuado de la máquina / instalación
Posibles daños en la máquina / instalación o su entorno
• En caso que la máquina / instalación tenga que ser almacenada, esta debe permanecer en el estado de suministro. El fabricante no se responsabiliza por daños causados por un montaje repetido inapropiado de la máquina/instalación.
ATENCIÓN
Peligro de daños en la instalación por almacenaje inadecuado de la máquina / instalación
Posibles daños en la máquina / instalación o su entorno
• Todos los componentes de las máquinas y de la instalación suministrados deben ser almacenados sobre una base apropiada para protegerlos de la humedad. El lugar de almacenamiento debe estar exento de vibraciones.
• Los componentes de la máquina e instalación deben ser protegidos del agua, agua salada, vapores agresivos o gas y el incremento de la concentración de ozono.
2-492-20988 (Pos 03-05) 5 - 17

08/
201
3 R
ev
0
El almacenamiento debe realizarse en un lugar seco. En caso que el equipo sea almacenado en un embalaje de transporte, se debe colocar antes un material absorbente de humedad. En caso de depositarlo en un almacén el equipo debe estar bien cubierto y bien ventilado.
Para conservar el efecto de protección del anticorrosivo y la efectividad del material secante, es necesario que el embalaje este protegido de la intemperie.
El área de almacenamiento debe estar limpio, sin polvo y libre de cualquier contaminante.
Los equipos están almacenados en cajones originales o en paletas de transporte originales de TKF. Es necesario que cubra los equipos que se encuentran en las paletas con un toldo para mantener el equipo limpio, de tal modo que estén protegidos pero a la vez que se permita una buena circulación de aire.
Proteja el equipo de la luz solar directa.
Proteja las piezas de plástico o de goma de la radiación solar directa. Los equipos deben ser almacenados a una temperatura de + 5 °C como mínimo y a + 45 °C como máximo. Proteja el equipo de contaminación con grasa o aceite. Normalmente se suministran las piezas de goma como las cintas de los transportadores de cinta cóncava y de las cintas de filtro y de los filtros de cinta al vacío, en bobinas. Deposite las bobinas en posición vertical y no en posición horizontal. No deposite las bobinas directamente en el suelo. Almacene las bobinas verticalmente y en suelo firme, protegiéndolas contra la humedad por medio de paletas. No está permitido apilar las bobinas.
Proteja siempre el equipo almacenado contra pérdida o deterioro. Sólo el personal autorizado puede ingresar al área segura de almacenamiento.
En caso de deterioro por parte de terceros, debido al transporte o de daños debido a la naturaleza (relámpago, inundación y tormenta), así como también en caso de robo, se pueden hacer contratos de seguros con suficiente cobertura y mantenerlos durante todo el periodo del transporte/ almacenamiento hasta la recepción de la máquina/ del instalación.
5.3.2 Posibilidades de almacenamiento y otras indicaciones
5.3.2.1 Almacenamiento "al aire libre"
Por favor, observe que el almacenamiento debe llevarse a cabo preferentemente en lugares techados (Capítulo 5.3.2.2 “Almacenaje en ”lugares techados“”) Sin embargo se pueden almacenar al aire libre piezas de gran volumen con capa de pintura y una proporción reducida de superficies mecanizadas, así como también piezas de desgaste, cuya superficie corroída no perjudique su función (suponiendo que en el embalaje no se indique lo contrario como p. ej. “Proteger del calor“, “Proteger de la humedad“ o similar). Véase para ello Capítulo 5.1 “Normas de transporte”).
5 - 18 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
Ejemplos: ”Componentes de gran volumen“
– Molinos (los componentes mecanizados como cojinetes y rodamientos, bridas de sujeción para la corona dentada, deben estar protegidos contra corrosión y contra deterioros mecánicos p. ej. mediante grasa de almacenamiento, láminas de plástico o tablas de madera).
– Cubierta de la corona dentada
– Caja de salida del molino
– Resbaladeros
– Canales para el transporte de material y desempolvamiento
– Bastidor de la trituradora
– Armazón del transportador de cinta de placas/ armazón del transportador de cadenas (sin unidades de accionamiento)
– Armazón para el transportador de cinta cóncava
– Placas de base
– Componentes de acero
Ejemplos: “Materiales de desgaste cuya superficie no influye en el funcionamiento”
– Elementos de molienda, barras y bolas
– Revestimientos del molino y la carcasa
– Placas de ranuras y placas de la pared posterior para paneles intermedios y de descarga
– Cilindros de trituración del Roll-Sizer
Se recomienda enérgicamente tener una organización estructurada del material en el almacén, es decir el almacenamiento debe cumplir con la secuencia planificada de montaje (p. ej.: las placas de base y fondos deben ser almacenados en la parte delantera del almacén etc...). Es necesario tener itinerarios dentro del almacén. El almacén debe ser accesible para camiones grandes, grúas móviles y carretillas elevadoras. Además debe haber sistemas de drenaje para la evacuación de las aguas superficiales.
El almacenaje debe llevarse acabo rigurosamente en una base como maderos, paletas o algo similar, preferentemente en una superficie de base plana, drenada y con grava. Evite el contacto con las aguas superficiales y el suelo. Almacene todas las piezas de tal modo que no se acumule agua sobre ellas.
Asegúrese que la protección de las superficies mecanizadas (protección contra corrosión y contra deterioro mecánico) sea efectiva y en caso necesario debe ser mejorada o renovada.
Las marcas puestas en cada pieza deben ser legibles sin tener la necesidad de moverlas. En caso que se acumule agua sobre las marcas en la superficie de la pieza, marque nuevamente la pieza en un lugar adecuado.
5.3.2.2 Almacenaje en ”lugares techados“
Proteja las piezas que no deben ser expuestas a la radiación solar directa, así como también aquellas que no deben ser expuestas a la lluvia debido a la superficie mecanizada, la junta de goma o de plástico instalada, los orificios de ventilación o algo similar.
2-492-20988 (Pos 03-05) 5 - 19

08/
201
3 R
ev
0
Ejemplos:
– Cintas de goma del transportador de cinta cóncava. Tome en cuenta que las cintas suministradas en las bobinas deban ser depositadas en posición vertical.
– Empaquetaduras de goma y plástico (p. ej. para la cubierta de la corona dentada, caja de salida del molino, riel guía de material del transportador de cinta cóncava, etc.)
– Las piezas con un alto porcentaje de superficies mecanizadas como p. ej. coronas dentadas, piñones con rodamientos, unidades de engranaje, motor reductores, motores, ventiladores, partes de la carcasa del filtro, esclusas de rueda celular, tapas de cierre y tapas de control, acoplamientos de gran volumen, cajas de cojinetes y segmentos para cojinetes de la zapata de deslizamiento.
– Ruedas portadoras para los transportadores de cinta cóncava, estaciones de accionamiento y tambores motrices, piezas mecánicas de las básculas en cintas transportadoras.
– Las piezas con orificios de ventilación como p. ej. engranajes, motor reductores y cojinetes con orificios para la compensación de la presión atmosférica.
– Todas las unidades hidráulicas compactas y los compresores que deben ser protegidos contra la suciedad mediante cubiertas de plástico. La parte inferior de la cubierta debe quedar abierta para evitar que se acumule agua de condensación.
– Los fluidos para el funcionamiento como lubricantes, grasa y aceite, medios de obturación como silicona, pintura, diluyente y limpiadores.
El almacenaje debe llevarse acabo rigurosamente en una base como maderos, paletas o algo similar, preferentemente en una superficie de base plana, drenada y con grava. Evite el contacto con las aguas superficiales y el suelo.
5.3.2.3 Almacenaje en “lugares cerrados y parcialmente climatizados”
“Parcialmente climatizado” significa la reducción de la humedad del aire y la limitación de la temperatura. Adecuado para componentes que sufren deterioro debido a altas temperaturas y humedad, sobre todo los componentes eléctricos pero también los otros.
Ejemplos:
– Tornillos/ tuercas para el montaje de la corona dentada
– Tornillos de anclaje
– Todo tipo de máquinas e instrumentos de medida
– Tubos para componentes hidráulicos, lubricación de la corona dentada
– Interruptores, Centro de control del motor (MCC = motor control center)
– Transmisor, control de la frecuencia
– Distribuidor para unidades hidráulicas y para unidades de lubricación
– Bolsas de filtro para colectores de polvo con las correspondientes válvulas magnéticas
– Instrumentos de medición para las básculas en cintas transportadoras y el control del desplazamiento de la cinta
– Tejido filtrante para sistemas de filtro tubular
5 - 20 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
5.3.2.4 Almacenaje en “lugares cerrados y que se pueden cerrar con llave“
Piezas de equipo de alta calidad, sensible y valioso.
Ejemplos:
– Instrumentos de medición
– Sensores
– PC's
– Tamices
– Equipo de laboratorio como p. ej. tamices de prueba, balanzas, etc…
5.3.3 Disposiciones especiales
5.3.3.1 Motores eléctricos
Los motores que aún no estén montados en la máquina deben permanecer en las cajas originales.
El área de almacén no debe estar expuesta a vibraciones.
Rodamientos:
– Rodamientos de bolas y rodillos (rodamientos relubricables). Engrase los rodamientos por completo antes de almacenarlos por un largo tiempo. Una vez al mes gire los ejes principales y añada grasa para rodamientos. Gire manualmente el eje, antes de la puesta en servicio.
– Bolas (rodamiento, no relubricables). No hay que tomar medidas adicionales para este tipo de rodamiento.
Todos los drenajes deben estar operativos y/o se deben quitar los tornillos de drenaje. Los motores deben ser almacenados de tal modo que los orificios de drenaje se encuentren en la parte más baja posible. Todas las válvulas de respiración y los canales de descarga automáticos con tornillos de seguridad-T deben estar operativos de tal modo que la respiración se realice de otro modo y no a través de los asientos del rodamiento.
El bobinado debe ser medido en el momento de almacenamiento. Al sacarlo del almacén, la resistencia debe encontrarse sólo 50 % por debajo del valor inicial. Cualquier valor por debajo de este hace necesario un secado eléctrico o mecánico. En caso que se almacenen varios motores, se debe realizar una inspección para la cual se deben aflojar los sujetadores extremos para controlar si se ha acumulado agua en la grasa o si se ha formado óxido en el rodamiento. Si este fuera el caso se debe remplazar y engrasar el rodamiento.
Todas las partes externas y los motores con peligro de corrosión deben ser protegidos mediante una capa anticorrosiva.
2-492-20988 (Pos 03-05) 5 - 21

08/
201
3 R
ev
0
En caso que los motores no sean guardados en sus cajas originales sino que han sido montados en otros componentes de la máquina, el montaje debe ser realizado de tal modo que el drenaje y los orificios de ventilación estén completamente operables. Pare ello los drenajes deben encontrarse en la parte más baja del motor y/o los tornillos del drenaje deben ser sacados para que el agua de condensación pueda salir automáticamente. También son válidas todas las otras condiciones de almacenamiento incluyendo la rotación del eje del motor. En caso que no se pueda cumplir con estas condiciones, el equipamiento debe ser tratado como si estuviera montado en su posición normal y todos los dispositivos de protección tales como calentadores, orificios de aireación y drenajes estuvieran completamente operables.
5.3.3.2 Engranajes
Lubricación con aceite y grasa:
Al realizar el cambio de aceite se debe usar el aceite recomendado por el fabricante.
Es necesario revisar la estanqueidad de todas las aberturas de los engranajes tales como empalmes para el relleno de aceite, aberturas para el termómetro así como para los sensores de presión y de flujo. En caso necesario se debe remplazar las empaquetaduras. Aireación y ventilación: debe existir una compensación de presión entre el interior del engranaje y la presión atmosférica. El interior del engranaje debe ser protegido de la humedad y se debe asegurar que insectos o pájaros no aniden en el engranaje.
5.3.3.3 Motores reductores
En caso que se almacenen motores reductores como por ejemplo SEW, el lubricante de este engranaje debe ser mezclado con un anticorrosivo VCI (volatile corrosion inhibitors).Algunos engranajes son suministrados con un nivel alto de aceite para un almacenaje de largo plazo.
El tiempo máximo de almacenaje es de 3 años, además de una inspección regular según la documentación adjunta del fabricante.
ATENCIÓN
Daños en engranajes por almacenamiento inadecuado de la máquina
Posibles daños en la máquina / instalación o su entorno
• Los engranajes deben estar cerrados herméticamente hasta el momento de la puesta en funcionamiento, para que no se evapore el anticorrosivo VCI.
• Antes de la puesta en funcionamiento de los motores reductores es absolutamente necesario restablecer el nivel de aceite permitido según la sonda de nivel/ indicador del nivel de aceite/ tornillo para el nivel de aceite.
5 - 22 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
5.3.3.4 Controles eléctricos
Instalaciones de control (MCC):
– Almacene las instalaciones de control con una cubierta de plástico robusta o de un material similar para evitar el ingreso de cuerpos extraños.
– Almacene en un lugar seco y limpio las instalaciones de control que no están montados y no fueron aún utilizados. La temperatura de almacenaje debe ser constante y encontrarse entre + 5 °C y + 45 °C. Utilice calefactores en caso de fluctuación de temperatura o si la humedad excede el 60%, para evitar una condensación. Almacene las instalaciones de control en un edificio climatizado con suficiente circulación de aire y protéjalos de la suciedad y el agua.
– Las instalaciones de control construidas para el funcionamiento en lugares cerrados no tienen un embalaje adecuado para el almacenaje al aire libre. Por esta razón es necesario protegerlos de las influencias externas mediante un embalaje adicional, además de instalar un aparato eléctrico de calefacción temporal para prevenir la condensación. Para las instalaciones de control habituales es necesario un calefactor de 200 vatios para cada sección. Retire cualquier tipo de embalaje que esté suelto o que sea inflamable antes de poner en funcionamiento el calefactor.
Mantenga secas las instalaciones de control determinadas para el funcionamiento en lugares abiertos que no estén en funcionamiento, instalando temporalmente una calefacción o encendiendo en caso necesario calefactores independientes opcionales que se encuentran dentro de ellos.
Accionamientos DC:
– Los motores de accionamiento han sido diseñados de manera cerrada. Asegúrese de que las cubiertas estén cerradas de manera estanca. Cuide de una temperatura entre + 5 °C y + 45 °C.
– Carcasa de accionamiento y estación de mando -- La carcasa y la estación de mando deben ser mantenidas secas con material secante. Asegúrese que ambas estén cerradas. En caso de haber recortado algunos orificios, ciérrelos con un medio de obturación para obturar canales o bien una cinta adhesiva industrial. Cuide de una temperatura entre + 5 °C y + 45 °C.
Equipo de control de proceso:Almacene los equipos de control de proceso en un lugar cerrado, con calefacción y climatizado.
Válvulas de control:Las condiciones de almacenaje normales son válidas para todos los productos. “Normal” significa que los equipos se encuentren almacenados en condiciones sin exceso de calor o frío (temperatura de almacenaje de + 5° C a + 45 °C) en ambientes secos y protegidos contra el polvo. No apile otros productos encima de ellos.
5.3.3.5 Otros componentes mecánicos
Correas y empaquetaduras:
Proteja estas piezas de la humedad y almacénelas en un lugar seco. El ambiente debe estar libre de la presencia de ozono y las correas y empaquetaduras deben estar protegidas de los rayos solares directos para evitar su deterioro.
2-492-20988 (Pos 03-05) 5 - 23

08/
201
3 R
ev
0
Metales pulidos (p. ej. pistones, conectores hembra o superficie de la junta de la válvula) deben ser protegidos con un anticorrosivo VCI como por ejemplo con una capa de aceite anticorrosivo o envueltos en papel aceitado (los aditivos son denominados internacionalmente VCI = volatile corrosion inhibitors = inhibidores de corrosión volátiles). Los productos anticorrosivos VCI emiten permanentemente pequeñas cantidades de aditivos protectores. El aceite anticorrosivo o el papel aceitado protegen las superficies con o sin contacto con el metal y son por eso especialmente apropiados para piezas huecas, roscas, tubos y máquinas.
Los aditivos VCI se usan para el acero, hierro, cromo, hierro fundido y aluminio. Además existen aditivos VCI especiales para el cobre y sus aleaciones. El proceso de VCI no se puede usar para la conservación de zinc, estaño, cadmio, magnesio, plomo y sus correspondientes aleaciones.
5.4 Planificación de la colocación
A la hora de planificar la colocación debe tenerse en cuenta lo siguiente:
– Las dimensiones principales de la máquina/instalación y de las correspondientes unidades secundarias se encuentran en los planos de cimentación y emplazamiento correspondientes.Véase ANEXO 9.1 “Dibujos”.
– Para las tareas de mantenimiento, provea escaleras, pasarelas, plataformas y barandas protectoras adicionales, e indique las cargas móviles permitidas.
– Prevea espacio suficiente para el almacenaje de las unidades secundarias, así como para la colocación de los dispositivos de alimentación y equipamiento de transporte del material que deba triturarse.
– Prevea dispositivos de elevación adecuados para el montaje y la sustitución de piezas de desgaste y de repuesto. El equipo de elevación/gancho de carga debe poder accionarse en posición vertical sobre la máquina/instalación.
– Durante la formación de los cimientos y el cálculo de la estructura portante / de las plataformas deberán tenerse en cuenta los valores de carga.
– Dependiendo del movimiento de la máquina/instalación surgen fuerzas horizontales y verticales, que deben eliminarse mediante empujadores suficientes.
– Garantizar la accesibilidad del equipo para su limpieza.
– Tomar medidas contra influencias medioambientales dañinas, p.ej. polvo peligroso, escape de aceite no controlado, ruido.
– Integrar la máquina/instalación en la unidad de control disponible/prevista, incluyendo sistema de bloqueo, dispositivos de seguridad y control, p. ej. pulsador de parada de emergencia, interruptor in situ, monitor de velocidad, monitores de nivel. Integrar los avisos de puesta en marcha ópticos y acústicos en la unidad de control.
Si las condiciones del lugar de emplazamiento requieren una desviación respecto al plano de emplazamiento, deberá consultarse a ThyssenKrupp Resource Technologies.
5 - 24 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
5.5 Preparación para el montaje
NOTA
La empresa que ejecuta la obra es responsable de la correcta medición de los cimientos, plataformas de acero, techos portantes y sus soportes, así como de la ejecución de la obra y del cumplimiento de las directivas oficiales, incluso si un montador de ThyssenKrupp Resource Technologies lleva a cabo la colocación de la máquina/instalación.
El transportador de alimentación debe ser nivelado mediante nivel de burbuja de agua.
En caso de una instalación sobre un fundamento de hormigón, los tornillos del fundamento y del bastidor tras la alineación, deben ser colados con mortero de hormigón 1:2 (1 parte de cemento, 2 partes de arena). La superficie del fundamento debe ser previamente limpiada en profundidad e impregnada bien con agua.
ADVERTENCIA
Peligro por el empleo de personal no capacitado así como medios de trabajo no adecuados a la seguridad
Son posibles graves lesiones físicas o hasta la muerte
• ¡Encargue sólo a personal con experiencia el enganche de las cargas y la tarea de dar indicaciones al operador de la grúa! El personal que da indicación al operador de la grúa, debe mantenerse a la vista de éste o estar en contacto hablado.
• En caso de tener que realizar trabajos de montaje por encima de la altura del cuerpo, use plataformas o medios de ascenso previstos para el caso u otros medios que cumplan con las exigencias de seguridad respectivas. ¡Nunca use partes de la máquina como medios de ayuda para subir! En caso de tener que realizar trabajos de mantenimiento a una altura considerable utilice medios de seguridad contra caídas.
2-492-20988 (Pos 03-05) 5 - 25

08/
201
3 R
ev
0
5.6 Piezas de suministro
5.6.1 Transportador de alimentación
El transportador de alimentación se suministra en los siguientes grupos constructivos:
ADVERTENCIA
Peligro de lesiones por componentes asegurados de forma inapropiada durante el montaje
Son posibles graves lesiones físicas o hasta la muerte
• Asegurar adecuadamente los componentes móviles durante el montaje.
ADVERTENCIA
Peligro por trabajos en instalaciones eléctricas sin los conocimientos profesionales
Son posibles graves lesiones físicas o hasta la muerte
• Trabajos en los sistemas o equipos eléctricos sólo deben ser realizados por personal especializado en la materia o personal instruido bajo la dirección y supervisión de un especialista de acuerdo a las reglas de la electrotécnica.
NOTA
¡El fabricante no asume ninguna responsabilidad por daños que resulten de un montaje incorrecto de la máquina!
Para la correcta realización de los trabajos es importante la cuidadosa selección de las herramientas, aparatos a utilizar y el personal de montaje.
Se recomienda que el especialista en montajes de ThyssenKrupp Resource Technologies controle los trabajos de principio a fin.
Una precondición para la garantía es que el montaje final y la comprobación del montaje se realice por un especialista en montaje de ThyssenKrupp Resource Technologies.
5 - 26 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
Bastidor de la cinta
– Soporte de cinta, peso de transporte aprox. 7.000 kg
– Soporte de rodillos de sujeción, peso de transporte aprox. 500 kg
– Travesaño, peso de transporte aprox. 270 kg
– Estación tensora de pared posterior, peso de transporte aprox. 210 kg
– Estación tensora, peso de transporte aprox. 170 kg
– Soporte de rodillos de rodadura, peso de transporte aprox. 275 kg
– Carriles de deslizamiento, peso de transporte aprox. 20 kg
– Soporte de carriles de deslizamiento, peso de transporte aprox. 400 kg
– Regulación de cojinetes / pieza de fijación de cojinetes, peso de transporte aprox. 325 kg
– Mesa de choque, peso de transporte aprox. 7.600 kg
– Árbol de accionamiento con coronas dentadas de accionamiento, peso de transporte aprox. 6.000 kg
– Árbol de reenvío con ruedas de guía, peso de transporte aprox. 1.200 kg
Cubierta de la cinta transportadora
– Elementos individuales I, 78 unidades, peso de transporte por c/u. 185 kg
– Elementos individuales II, 38 unidades, peso de transporte por c/u. 215 kg
Componentes del mecanismo de traslación
– Cadena de aceite, peso de transporte aprox. 6.200 kgSuministro en 4 tramos de c/u 45 eslabones de cadena y 2 tramos de c/u
26 eslabones de cadena
– Rodillos de rodadura superiores, peso de transporte aprox. 4.200 kg
– Rodillos de rodadura inferiores, peso de transporte aprox. 770 kg
Accionamiento
– Engranaje planetario, peso de transporte aprox. 2900 kg
5.6.2 Rascador de cadena
El rascador de cadena se suministra en los siguientes grupos constructivos:
– Cadena del rascador, peso de transporte aprox. 955 kg
– Artesa transportadora, peso de transporte aprox. 4.200 kg
– Accionamiento completo, peso de transporte aprox. 325 kg
– Árbol de accionamiento completo, peso de transporte aprox. 355 kg
– Árbol de reenvío completo, peso de transporte aprox. 195 kg
2-492-20988 (Pos 03-05) 5 - 27
08/
201
3 R
ev
0
5.7 Indicaciones generales sobre el montaje
NOTA
La secuencia de enumeración de estos grupos constructivos corresponde a la secuencia de montaje en el Capítulo 5.7 “Indicaciones generales sobre el montaje”.
ADVERTENCIA
Peligro de lesiones por transporte y montaje inadecuados
Son posibles graves lesiones físicas o hasta la muerte
• Asegurar los componentes móviles, también durante el montaje
• Utilizar medios de transporte apropiados
• No circular por debajo de cargas suspendidas
• Sujetar y elevar los componentes adecuadamente
• La máquina / instalación sólo debe ser transportada usando el dispositivo de suspensión (los tornillos con ojos) y los puntos de fijación previstos.
ADVERTENCIA
Peligro de lesiones por trabajos de montaje a gran altura
Son posibles graves lesiones físicas o hasta la muerte
• En caso de tener que realizar trabajos de montaje por encima de la altura del cuerpo, use plataformas o medios de ascenso previstos para el caso u otros medios que cumplan con las exigencias de seguridad respectivas.
• Nunca use partes de la máquina como medios de ayuda para subir.
• En caso de tener que realizar trabajos de mantenimiento a una altura considerable utilice medios de seguridad contra caídas.
5 - 28 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
El primer montaje debe ser realizado por personal especializado.
Aquí se deben tener en cuenta los dibujos de la planta y de montaje, véase ANEXO 9.1 “Dibujos”.
Se deben observar las indicaciones que allí se hacen.
ADVERTENCIA
Peligro de lesiones por trabajos en instalaciones eléctricas
Son posibles graves lesiones físicas o hasta la muerte
La realización de trabajos en la instalación o en los medios de operación sólo deben ser hechas por personal especializado en la materia o personal instruido bajo la dirección y supervisión de un especialista de acuerdo a las reglas de la electrotécnica.
ATENCIÓN
Daños en la instalación por trabajos de soldadura ejecutados de forma inapropiada
Posibles daños en la máquina / instalación o su entorno
• Jamás conducir corriente de soldadura a través de cojinetes de deslizamiento o rodamientos, otras uniones móviles o instalaciones de medición.
• Realizar los trabajos de soldadura antes del montaje de los componentes individuales de la máquina.
NOTA
¡El fabricante no asume ninguna responsabilidad por daños que resulten de un montaje incorrecto de la máquina!Para llevar a cabo de manera correcta dichos trabajos es muy importante una buena selección de las herramientas y equipos necesarios así como el personal de montaje.Se recomienda que el especialista en montajes de ThyssenKrupp Resource Technologies controle los trabajos de principio a fin.Una precondición para la garantía es que el montaje final y la comprobación del montaje se realice por un especialista en montaje de ThyssenKrupp Resource Technologies.
2-492-20988 (Pos 03-05) 5 - 29

08/
201
3 R
ev
0
5.8 Montaje del transportador de alimentación
Véase dibujo 4615096 en el ANEXO 9.1.
5.8.1 Bastidor de la cinta
Ensamble del bastidor de la cinta
El bastidor de la cinta debe ser montado en lo posible al nivel del suelo. Para ello se debe comprobar antes del montaje si hay suficiente espacio y si la capacidad de carga de la grúa de montaje para el bstidor de la cinta es la adecuada.
Para el montaje del bastidor de la cinta se debe observar lo siguiente:
• Atornillar las vigas longitudinales principales (1) con las vigas para las ruedas de soporte (2) y las vigas transversales (3).
• Colocar el amortiguador completamente metálico (5) bajo la mesa desviadora (4) en la zona de tolva de alimentación.
• Atornillar la pared posterior a la estación tensora con las vigas longitudinales del bastidor de cinta.
• Colocar y atornillar los apoyos de las ruedas de rodadura (6).
• Montar las ruedas de rodadura superiores (7) y las ruedas de rodadura inferiores (8).
• Colocar y alinear los carriles de deslizamiento con soportes de los mismos (9).
• Montar el árbol de accionamiento completo (10)/ con coronas dentadas de accionamiento (11) sobre las vigas de la cinta.Para montar los rodamientos véase Capítulo 7.9.
• Colocar el árbol de reenvío completo (12) con ruedas de guía en la estación tensora. Para montar los rodamientos véase Capítulo 7.9.
• Para el control de la alineación de los rieles de deslizamiento / rodillos de cinta colocar una pieza parcial de la cubierta de la cinta (13) sobre los rodillos de rodadura superiores.
• Al hacer el alineamiento con la ayuda de la cubierta de la cinta, cuidar que las piezas deslizantes (14) no arrastren sobre los carriles de deslizamiento (9). La ranura de aire X debe ser aprox. 2,2 mm.
• En caso necesario cubrir los carriles de deslizamiento con chapas de revestimiento.
• Después atornillar los carriles de deslizamiento sobre las vigas transversales (3).
NOTA
El montaje del transportador de alimentación se realiza tras el montaje de la placa de choque y tras el montaje de la parrilla de rodillos.
5 - 30 2-492-20988 (Pos 03-05)
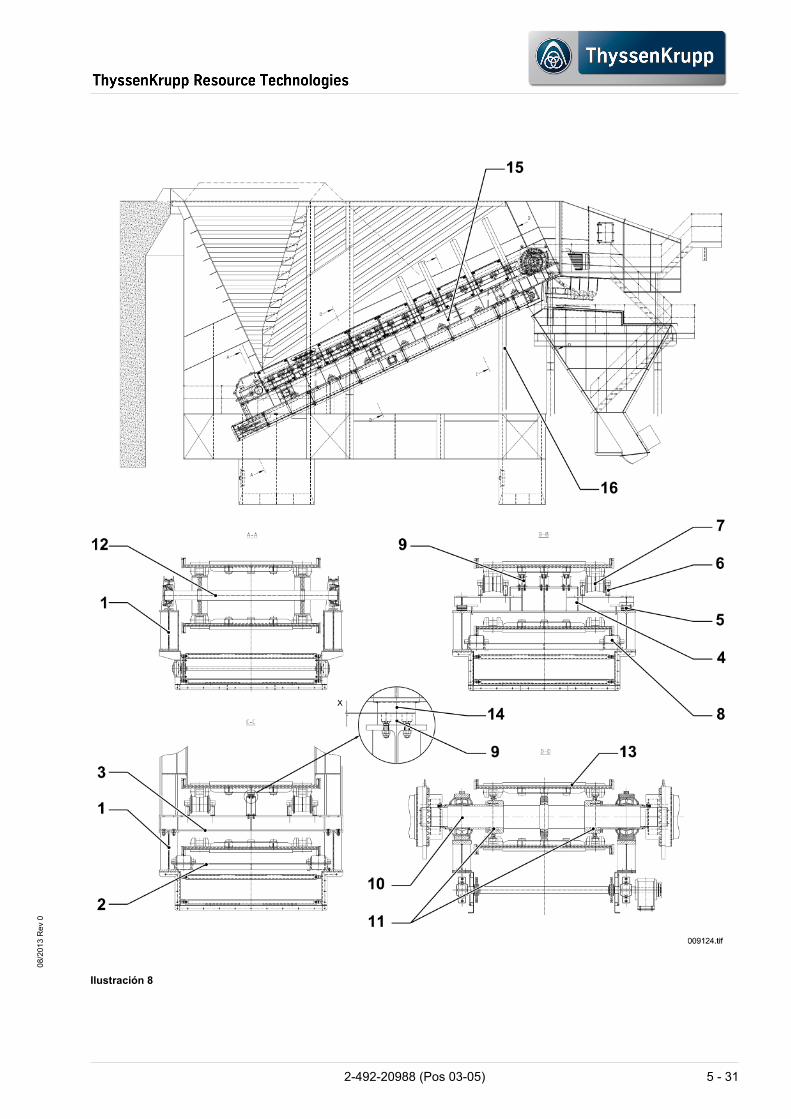
08/
201
3 R
ev
0
Ilustración 8
2-492-20988 (Pos 03-05) 5 - 31

08/
201
3 R
ev
0
Montaje del bastidor de la cinta
• Preparar apoyos según los dibujos 4615096 .
• Colgar el bastidor de cinta premontado (15) en la grúa de montaje y colocarlo sobre el soporte (16) y las consolas de apoyo.
• Alinear el bastidor de cinta y atornillarlo firmemente.
• Instalar las chapas de protección al finalizar el montaje.
• Si el transportador de alimentación está equipado con un rascador de cadena montado en la parte inferior, el montaje debe pararse y se debe montar antes el rascador de cadena. Véase el Capítulo 5.9 “Rascador de cadena”.
5 - 32 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 8
2-492-20988 (Pos 03-05) 5 - 33
08/
201
3 R
ev
0
5.8.2 Cubierta de la cinta transportadora
Véase Ilustración 9
Para el montaje de la cubierta de la cinta transportadora se debe observar lo siguiente:
• Montar en forma paralela entre sí ambos tramos de la cadena (1) y (2).
Para cerrar los tramos de la cadena véase ANEXO 9.2 “Componentes del mecanismo de rodadura - Transportador de alimentación”.
• Atornillar los componentes individuales (3, I y III) de la cubierta de la cinta transportadora sucesivamente sobre los tramos de la cadena.
Cada tercer componente individual (3, II) tiene un arrastrador.
• Apretar los tornillos (4).
ATENCIÓN
Daños en la instalación por montaje errónea de los tramos de cadena
Posibles daños en la máquina / instalación o su entorno
• Observar la direcciónde transporte y el paralelismo de ambos tramos de cadena entre sí.
• Los ejes de los eslabones de la cadena de ambos tramos de la cadena (1) (2) deben estar alineados (6).
ATENCIÓN
Daños en la instaalción por superficies de contacto sucias, roscas de los tornillos no aceitadas y tuercas montadas erróneamente
Posibles daños en la máquina / instalación o su entorno
• Las superficies de contacto de los eslabones individuales y de los tramos de cadena deben estar libres de pintura, grasa y aceite.
• Aceitar las roscas y las superficies de contacto de los tornillos (4).
• No montar las tuercas con los cantos redondeados (5) hacia el lado de los eslabones de la cadena.
5 - 34 2-492-20988 (Pos 03-05)
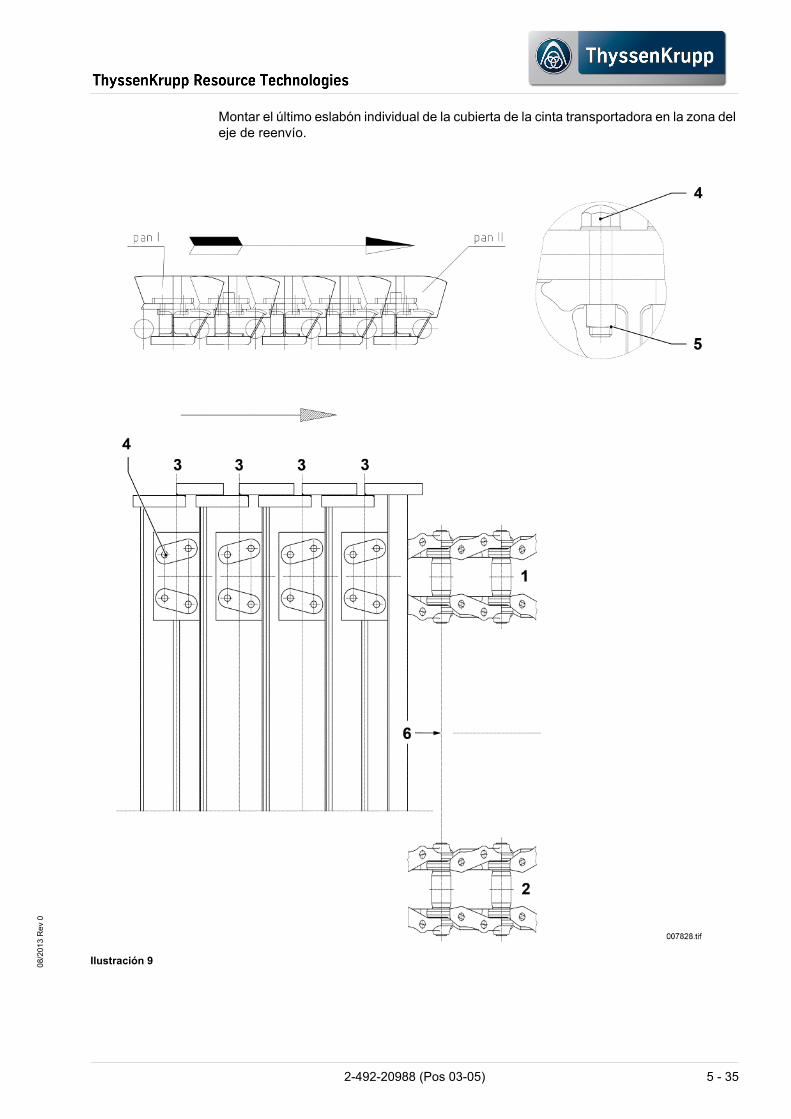
08/
201
3 R
ev
0
Montar el último eslabón individual de la cubierta de la cinta transportadora en la zona del eje de reenvío.
Ilustración 9
2-492-20988 (Pos 03-05) 5 - 35

08/
201
3 R
ev
0
5.8.3 Conducción del material
Cuando la prueba de funcionamiento se haya realizado sin ningún tipo de problemas y la cubierta de la cinta transportadora se ha desplazado adecuadamente, se pueden montar la cubierta de entrada de la trituradora, las chapas directrices y el bastidor de conexión de la tolva.
Prueba de funcionamiento véase la Capítulo 6.4 “Prueba de funcionamiento sin material transportado”.
Adaptar el bastidor de conexión y las chapas directrices (1) a la altura de la cubierta de la cinta transportadora (2).
Con el montaje de todos los dispositivos de seguridad se termina con el montaje del transportador de alimentación.
Momento de apriete para los tornillos de fijación - componentes individuales
Longitud de la cadena
Diámetro de rosca Par de apriete seco Par d eapriete lubricado
D 4 5/8“ - 18 UNF 330 Nm 280 Nm
D 5 5/8“ - 18 UNF 330 Nm 280 Nm
D 6 3/4“ - 16 UNF 570 Nm 480 Nm
D 7 3/4“ - 16 UNF 570 Nm 480 Nm
D 8 7/8“ - 14 UNF 920 Nm 770 Nm
D 9 1“ - 14 UNS 1.400 Nm 1.170 Nm
ATENCIÓN
Daños en la instalación por montaje deficiente de la guía de material
Posibles daños en la máquina / instalación o su entorno
• Mantener imprescindiblemente la ranura de aire X de 8,5 mm entre la cubierta de la cinta (2) y las chapas directrices (1) o bien paredes del silo.
• Controlar la ranura de aire tras la primera puesta en servicio.
5 - 36 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 10
2-492-20988 (Pos 03-05) 5 - 37

08/
201
3 R
ev
0
5.8.4 Consola para el soporte del momento de torsión
• Soldar la consola para el soporte del momento de torsión (5) con el bastidor de la cinta.
5.8.5 Accionamiento
• Para el montaje de la unidad de accionamiento (1), la arandela de contracción (2), el bloqueo de retorno (3) y el motor (4) véase el ANEXO 9.3 “Accionamiento - Transportador de alimentación”.
• Par de apriete de la arandela de contracción: ANEXO 9.3 “Accionamiento - Transportador de alimentación”
• Limpiar profundamente el gorrón del eje y del eje hueco del reductor flotante.
NOTA
Al colocar los motores (4) sobre el eje de accionamiento es imprescindible observar las instrucciones de montaje del fabricante del motor (ANEXO 9.3 “Accionamiento - Transportador de alimentación”).
ATENCIÓN
Daños en la instalación por no engrasar los orificios del cubo y el árbol durante el montaje
Posibles daños en la máquina / instalación o su entorno
• Engrasar el orificio del cubo y el árbol
5 - 38 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 11
2-492-20988 (Pos 03-05) 5 - 39

08/
201
3 R
ev
0
• Enganchar la unidad de accionamiento en la grúa de montaje y desplazándola lateralmente con cuidado deslizarla sobre el gorrón del árbol y alinearla.
• Alinear el soporte del momento de torsión (5) hasta que la unidad de accionamiento se encuentre en posición vertical.
• Posicionar los dispositivos fijadores (6) del soporte del momento de torsión (5) y soldarlos al transportador de alimentación.
• Fijar con tornillos la placa de cubierta (7).
• Controlar el nivel de aceite del accionamiento de acuerdo a las instrucciones para la lubricación en Capítulo 8.5.
ATENCIÓN
Daños en la instalación por falta de atornilladura de basculación
Posibles daños en la máquina / instalación o su entorno
• Antes del monaje del engranaje montar la atornilladura de basculación (1) en el árbol hueco.Entalladura del casquillo distanciador (2) alineada horizontalmente antes del montaje del engranaje a la atornilladura de basculación.
5 - 40 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 11
2-492-20988 (Pos 03-05) 5 - 41

08/
201
3 R
ev
0
5.9 Rascador de cadena
Véase dibujo 4615114 en el ANEXO 9.1.
5.9.1 Canaleta del rascador de cadena
Véase Ilustración 12
Para el montaje de la artesa del rascador de cadena se debe observar lo siguiente:
• Montar la estación de accionamiento (1).
• Atornillar las artesas del rascador de cadena (2) que salen de la estación de accionamiento (1) con el bastidor de la cinta del transportador de alimentación y entre sí.
• Montar la estación de reenvío (3).
• Montar el eje de accionamiento premontado (4) y el eje de inversión (5) con barbotines (6) y/o barbotines de inversión (7) y rodamientos.
• Después del montaje de la cadena de rascadores, monte la pared posterior (8).
Para montar el accionemiento (9) véase el ANEXO 9.3 “Accionamiento - Transportador de alimentación”.
ATENCIÓN
Daños en la instalación por montaje inapropiado de la cadena de rascadores
Son posibles daños en la máquina / instalación o su entorno.
• Alinear bien las junturas (guías de las cadenas).
NOTA
Montaje de los rodamientos del eje de accionamiento y del eje de inversión, véase la Capítulo 7.11 “Rodamientos con casquillos de sujeción”.
5 - 42 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 122-492-20988 (Pos 03-05) 5 - 43

08/
201
3 R
ev
0
5.9.2 Cadena de rascadores
Véase Ilustración 13
Para el montaje de la cadena de rascadores se debe observar lo siguiente:
• Unir los eslabones de cadena (1) mediante pernos (2). Asegure los pernos por grupillas (3).
• Unir ambos tramos de la cadena mediante rasquetas (4) con la ayuda de tornillos (5), arandelas (6) y tuercas autoajustables (7).
• Las rasquetas (4) están provistas de escarificadores (8).
La unión de ambos tramos de cadena mediante las rasquetas (4) se realiza de manera continuada con la introducción de la cadena de rasquetas en la canaleta del rascador de cadenas. Se introduce la cadena de rasquetas desde la estación de reenvío.
• Introducir la cadena de rascadores con la ayuda de un dispositivo de tracción sobre los carriles de deslizamiento inferiores.
• Desviar la cadena de rascadores en el eje de accionamiento, colocarla sobre los carriles de deslizamiento superior y tirar en el sentido de la estación de reenvío.
• Juntar ambos eslabones terminales en la zona del eje de reenvío.
• Tensar la cadena de rasquetas apretando uniformemente los tornillos tensores (9).
NOTA
Las rasquetas se diferencian en cuanto a las escarificadores escalonadas (8).Montar las rasquetas de tal modo que las escarificadores se encuentren en el sentido de transporte.
5 - 44 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 13
2-492-20988 (Pos 03-05) 5 - 45

08/
201
3 R
ev
0
Página en blanco
5 - 46 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
6 Puesta en marcha y servicio
6.1 Indicaciones generales
Debido a diversas influencias circunstanciales, es absolutamente imprescindible que la primera puesta en operación sea realizada por personal de ThyssenKrupp Resource Technologies. Esto no es necesario sólo por la garantía otorgada sino que al mismo tiempo:
• se controlará la máquina/ planta
• se determinará el mejor rendimiento
• se instruirá al personal de operación
• y se darán consejos para la operación, el mantenimiento y la reparación.
Para la primera puesta en operación, observar también las indicaciones para los componentes que aparecen en el ANEXO 9.
6.2 Formación del usuario
¡Estas instrucciones de montaje y servicio para el servicio de la máquina/ instalación no sustituye ninguna formación o entrenamiento!¡La operación de la máquina/ instalación requiere conocimientos previos especializados y relativos a la seguridad!
A través del gestionador se deben elaborar unas instrucciones de servicio que regule internamente los trabajos de manejo, mantenimiento y reparación de la máquina/ instalación.
Las presentes instrucciones de servicio y montaje ofrecen al personal de operación las indicaciones necesarias relativas a la operación.Deberá respetarse en todo momento el uso prescrito de la máquina/ instalación (véase Capítulo 4.1).
El personal de operación debe estar familiarizado con la ubicación y el funcionamiento de los dispositivos de seguridad.
2-492-20988 (Pos 03-05) 6 - 1

08/
201
3 R
ev
0
6.3 Instrucciones de seguridad para la operación
PELIGRO
Peligro de lesiones por aislamientos dañados de los cables de conexión y faltas de cubiertas de las cajas de bornes
Inminente peligro de muerte o de graves lesiones físicas
• Las conexiones eléctricas de las unidades de accionamiento deben ser suficientemente protegidas.
ADVERTENCIA
Peligro de lesiones por grandes oscilaciones pendulares
Son posibles graves lesiones físicas o hasta la muerte
• No introduzca sus manos en los espacios entre componentes firmemente anclados y componentes oscilantes.
• No eliminar oscilaciones normales antes de alimentar el material.
PRECAUCIÓN
Peligro de lesiones por servicio de grupos de accionamiento sin revestimiento de protección
Son posibles lesiones físicas
• No opere la máquina cuando las cubiertas protectoras de las unidades de accionamiento no estén en su lugar.
6 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
• ¡Sólo utilice la máquina/ planta, cuando todos los dispositivos de seguridad y aquellos que tengan que ver con la seguridad como por ejemplo: dispositivos de protección, de parada de emergencia, aislamientos acústicos, dispositivos de aspiración se encuentren presentes y en perfecto estado de funcionamiento!
• ¡Controle por lo menos una vez por turno que la máquina/ instalación no presente daños que salten a la vista! ¡Informe inmediatamente al departamento respectivo, sobre cambios que se presenten (inclusive los que afecten al comportamiento de la máquina durante la operación)! ¡En caso necesario pare y asegure la instalación inmediatamente!
• ¡En caso de averías pare y asegure la máquina/ instalación inmediatamente!¡Haga reparar dichas averías inmediatamente!
• ¡Tenga en cuenta los procedimientos de apagado y encendido así como los mensajes de control de acuerdo al manual de servicio!
• ¡Antes de poner en marcha la máquina/ instalación asegúrese que nadie sea puesto en peligro debido al encendido de la máquina/ instalación!
• Si de repente ocurrieran vibraciones anormales en la construcción de soporte de los equipos cuya operación está relacionada con vibraciones o masas no equilibradas, se deberían eliminar primero estas vibraciones anormales antes de cargar material a la planta.
• Si está oscuro o la visibilidad es mala debe trabajarse con la iluminación reglamentaria.
• En caso de peligrar la vida de las personas, p.ej. a causa de una manipulación imprudente cerca de la cinta o de los punto de transferencia de material, la máquina/ instalación deberá detenerse inmediatamente.
• La operación in situ de accionamientos independientes únicamente está permitida en el marco de los trabajos de inspección, mantenimiento y reparación.
• Únicamente deben realizarse aquellos trabajos para los que se disponga de la correspondiente cualificación y/o para los que exista un pedido.No está permitido realizar trabajos de mantenimiento y reparación arbitrarios.
2-492-20988 (Pos 03-05) 6 - 3

08/
201
3 R
ev
0
6.4 Prueba de funcionamiento sin material transportado
Antes de realizar la prueba de funcionamiento, se deben realizar los siguientes controles:
• Transportador de alimentación (1)
– Pretensión de la cadena de transporte
• Rascador de cadena (2)
– Pretensión de la cadena de transporte
• Puntos de lubricación según Capítulo 8.5 “Indicaciones para la lubricación”.
• Montaje de los dispositivos de protección.
• Revisar toda la instalación para determinar la presencia de partes extrañas a ella.
• Observar las indicaciones para los componentes en el ANEXO 9.
A continuación todos los componentes mecánicos y eléctricos serán controlados en la secuencia de su función.
En caso de que no se haya encontrado ninguna deficiencia durante los controles, los partes de la planta pueden ser puesto en prueba de funcionamiento.
Durante la prueba de funcionamiento se debe verificar:
• El sentido de giro de los accionamientos.
• El funcionamiento y la estabilidad de marcha de las partes individuales de la instalación.
• El funcionamiento y la indicación de los dispositivos de control instalados.
– Supervisor de revoluciones en el árbol de reenvío de la cinta de alimentación,
– Supervisor de revoluciones en el árbol de reenvío de la rascador de cadena,
• Observar las indicaciones para los componentes en el ANEXO 9.
Durante la prueba de funcionamiento todas las partes de la planta deben ser operadas por lo menos 4 h en marcha sin carga.
6 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 14
Una vez realizada la prueba de funcionamiento se deben efectuar los siguientes trabajos:
• Transportador de alimentación (1)
– Controlar la tensión de la cadena de transporte. Véase Capítulo 7.3.3.
• Rascador de cadena (2)
– Controlar la tensión de la cadena de transporte. Véase Capítulo 7.4.3.
• Reapretar todos los tornillos de anclaje y de fijación.Véase Capítulo 7.7 “Uniones atornilladas”.
• Controle los puntos de lubricación según Capítulo 8.5 “Indicaciones para la lubricación”.
• Observar las indicaciones para los componentes en el ANEXO 9.
2-492-20988 (Pos 03-05) 6 - 5

08/
201
3 R
ev
0
6.5 Puesta en servicio con material transportado
Después que se haya verificado el funcionamiento de los máquinas y de todos los dispositivos de transporte, se puede alimentar la tolva de alimentación (3) con material.
PELIGRO
Peligro de lesiones por eliminación de bloqueos durante el servicio
Inminente peligro de muerte o de graves lesiones físicas
• Estos trabajos sólo deben ser realizados cuando el transportador de alimentación esté parado y asegurado contra reconexión.
ADVERTENCIA
Peligro por vallado insuficiente de la instalación
Son posibles graves lesiones físicas o hasta la muerte
• Vallar ampliamente el área general de peligro del transportador de alimentación (1) y la rascador de cadena (2).
ATENCIÓN
Daños en la instalación por cuerpos extraños en el material de alimentación
Cuerpos extraños como metales en diversos tipos de escoria, herramientas de metal, taladros viejos, dientes de excavadoras, material explosivo, madera etc. pueden ocasionar daños y accidentes graves.
• En caso de la presencia de cuerpos extraños en el material de alimentación, pare inmediatamente la unidad de alimentación.
• No desconectar en lo posible la planta mediante el interruptor de parada de emergencia.
• Antes de sacar cuerpos extraños de la unidad de alimentación desconecte la instalación completa. Para ello observe la secuencia para el proceso de desconexión.
6 - 6 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 15
• Conectar la instalación.
• Arrancar el transportador de alimentación (1) con la velocidad de transporte más baja.
• Elevar el nivel de la velocidad constantemente hasta que se alcance el rendimiento de pasaje deseado de la instalación.
• Controlar el rascador de cadena (2) en cuanto a su funcionamiento y entrega de material.
• Controlar la temperatura de los accionamientos.
• Controlar el funcionamiento del dispositivo de control del nivel de llenado.
ATENCIÓN
Daños en la instalación por material de triturado de trozos grandes
Posibles daños en la máquina / instalación o su entorno
• Alimentar el transportador primero con material en trocitos pequeños. Para proteger la cubierta de la cinta transportadora del transportador de alimentación contra los pedazos bastos de material a ser triturado que sigue después.
2-492-20988 (Pos 03-05) 6 - 7

08/
201
3 R
ev
0
Después de la primera puesta en marcha se deben realizar los siguientes trabajos:
• Reapretar los tornillos de anclaje y de fijación.
• Controlar la ranura de aire de 8,5 mm entre la cubierta de la cinta y las chapas directrices o bien paredes del silo (3), véase Capítulo 5.8.3 “Conducción del material”.
Ilustración 15
6.6 Poner fuera de servicio
6.6.1 Caso normal
Básicamente antes de poner fuera de servicio la instalación de trituración se debe parar la alimentación del material. A continuación se debe hacer funcionar la instalación de trituración "hasta vaciarla".
Al parar la instalación hay que tener en cuenta que para la protección de la cubierta de la cinta transportadora debe quedar una capa de amortiguación en la tolva de alimentación.
6 - 8 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
6.6.2 Dispositivo de parada de emergencia
La máquina/instalación deberá contar con varios interruptores de emergencia instalados.
Los interruptores de parada de emergencia estarán señalizados por superficies rojas de pulsación manual sobre fondo amarillo.
Al ser pulsados, los interruptores se enclavan.
• Activando el interruptor de parada de emergencia, la instalación eléctrica completa es desconectada.
• Determinar los peligros o daños y en caso necesario prestar las primeras medidas de auxilio.
• Eliminar el fallo.
• Para poder poner en marcha la instalación una vez subsanada la emergencia, el interruptor que ha sido activado deberá desbloquearse girando hacia la derecha la superficie de pulsación.
• Confirmar la avería.
• Volver a conectar la alimentación principal.
ATENCIÓN
Daños en la instalación por alimentación de material errónea tras vaciado en marcha del transportador de alimentación.
Posibles daños en la máquina / instalación o su entorno
• Si la tolva de alimentación ha sido vaciada completamente, al cargar material nuevo se debe alimentar primero con material en trozos pequeños. Esto sirve como protección de la cubierta de la cinta transportadora del transportador de alimentación contra los pedazos gruesos de material a ser triturado que siguen después.
ATENCIÓN
Daños en la instalación por sobrecarga de material ante desconexión de emergencia
Posibles daños en la máquina / instalación o su entorno
Durante desconexiones de emergencia existe el peligro de sobrecarga de material en los puntos de transición, debido a que todas la partes de la instalación pre y postconectadas se desconectan sin una secuencia de desconexión determinada.
• No accionar interruptores Paro-Emergencia para interrupciones normales de servicio.
2-492-20988 (Pos 03-05) 6 - 9

08/
201
3 R
ev
0
Página en blanco
6 - 10 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
7 Mantenimiento
7.1 Indicaciones sobre la instalación
• ¡Respetar las fechas indicadas en las instrucciones de servicio para la realización de las tareas de ajuste, mantenimiento e inspección además de las indicaciones para el remplazo de partes! Estas tareas sólo deben ser realizadas por personal especializado.
• ¡Informe al personal de operación antes de empezar con los trabajos de reparación! ¡Nombre una persona responsable para la supervisión!
• ¡Observe los procedimientos de encendido y apagado de acuerdo a lo indicado en las instrucciones de servicio y las indicaciones para los trabajos de reparación, en todos los trabajos que involucren la operación, adaptación de la producción, el reequipamiento o el ajuste de la máquina/ instalación y los dispositivos que tengan que ver con la seguridad así como la inspección, mantenimiento y reparación!
– Todos los trabajos a realizarse en la máquina/ instalación se deben hacer en principio sólo cuando ésta esté fuera de servicio.
Si la máquina/ instalación está completamente apagada durante los trabajos de mantenimiento y reparación, ésta debe ser asegurada contra un encendido accidental:
• Cierre los dispositivos de comando principal y sacar la llave y/o
• Coloque un aviso de advertencia en el interruptor principal.
ADVERTENCIA
Peligro de lesiones por trabajos de limpieza, inspección, mantenimiento y reparación durante el servicio
Son posibles graves lesiones físicas o hasta la muerte
• Ejecutar los trabajos de limpieza, inspección, mantenimiento y reparación sólo con la máquina / instalación desconectada y asegurada contra reconexión.
2-492-20988 (Pos 03-05) 7 - 1

08/
201
3 R
ev
0
• Antes de la puesta en operación, después de los trabajos de reparación hay que verificar si todos los dispositivos de seguridad se encuentran en su lugar.
• Después de la realización de los respectivos montajes eléctricos o reparaciones los medios de seguridad deben ser probados (por ejemplo resistencia de puesta a tierra).
• En caso de tener que remplazar las partes individuales y grupos constructivos grandes, estos deben ser asegurados al equipo de elevación de tal manera que no representen ningún peligro. ¡Use sólo equipo de elevación así como medios receptores de carga técnicamente apropiados y con suficiente capacidad de carga! ¡No permanecer o trabajar bajo cargas suspendidas!
• ¡Encargue sólo a personal con experiencia el enganche de las cargas y la tarea de dar indicaciones al operador de la grúa! El personal que da indicación al operador de la grúa, debe mantenerse a la vista de éste o estar en contacto hablado.
• En caso de tener que realizar trabajos de montaje por encima de la altura del cuerpo, use plataformas o medios de ascenso previstos para el caso u otros medios que cumplan con las exigencias de seguridad respectivas. ¡Nunca use partes de la máquina como medios de ayuda para subir! En caso de tener que realizar trabajos de mantenimiento a una altura considerable utilice medios de seguridad contra caídas.
• ¡Mantenga libre de suciedad, nieve y hielo todos las manijas, escalones, barandas, estrados, plataformas y escaleras!
• ¡Cuando se realicen trabajos de mantenimiento y reparación, ajuste bien las uniones atornilladas!
• En caso que sea necesario el desmontaje de los dispositivos de seguridad para realizar trabajos de equipamiento, mantenimiento y reparación, se debe realizar inmediatamente después de haber realizado dichos trabajos, el montaje de los dispositivos de seguridad y la comprobación de su funcionamiento.
• ¡Cuidar de realizar un desechamiento seguro y ecológico de los materiales adicionales para la producción!
• ¡Usar sólo fusibles originales con la intensidad de corriente requerida! ¡En caso de averías que afecten la alimentación de energía eléctrica, apagar inmediatamente la máquina/ instalación!
• Trabajos en los sistemas o equipos eléctricos sólo deben ser realizados por personal especializado en la materia o personal instruido bajo la dirección y supervisión de un especialista de acuerdo a las reglas de la electrotécnica.
• Partes de la máquina y instalación en las que se deben realizar trabajos de inspección, mantenimiento y reparación deben ser desconectadas de la tensión eléctrica a menos que se especifique lo contrario. ¡Compruebe primero que dichas partes estén verdaderamente libres de tensión eléctrica, después conéctelas a tierra y en corto circuito y aislar las partes vecinas que todavía se encuentran conectadas a la tensión!
• Verificar continuamente el equipamiento eléctrico de la máquina/ instalación. Eliminar inmediatamente deficiencias como conexiones flojas y/o cables quemados.
• En caso que sea necesario trabajar en partes que están conduciendo electricidad, asegure que una segunda persona se encuentre presente, para que en caso de emergencia presione el interruptor de parada de emergencia y/o el interruptor principal. Bloquear la zona de trabajo con una cadena de seguridad roja y blanca y un letrero de advertencia de peligro. ¡Usar sólo herramientas con aislante de tensión!
7 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
• ¡En caso de realizar trabajos en grupos constructivos de alta tensión, conecte estos a tierra después de haberlos desconectado y conectar en corto circuito los elementos como condensadores usando una varilla de toma a tierra!
• ¡Sólo realizar trabajos de soldadura, quemado y rectificación en la máquina/ instalación cuando éstos hayan sido explícitamente autorizados! ¡Por ejemplo pueden existir peligros de incendio o explosión!
• ¡Antes de empezar con los trabajos de soldadura, quemado y rectificación, limpie la máquina/ instalación y sus alrededores de polvo y material inflamable y asegurar que exista suficiente ventilación (peligro de explosión)!
• ¡Controle continuamente que todos los tubos, tuberías flexibles y uniones atornilladas no presenten fugas ni daños que salten a la vista! ¡Elimine dichos daños inmediatamente! El aceite que sale a chorro puede causar heridas y quemaduras.
• ¡Despresurice las secciones del sistema y tubería a presión antes de empezar con los trabajos de reparación de acuerdo a las descripciones del grupo constructivo!
• ¡Colocar y montar las tuberías hidráulicas profesionalmente!¡No confundir las conexiones! La grifería, longitud y calidad de las tuberías flexibles deben corresponder a las exigencias indicadas.
• ¡Al manipular aceites, grasas y otras sustancias químicas, observar las prescripciones de seguridad válidas para el producto!
• ¡Tenga cuidado al manipular materiales adicionales para la producción calientes (peligro de quemaduras y/o escaldaduras)!
7.1.1 Indicaciones para la limpieza
PRECAUCIÓN
Peligro de lesiones por trabajos sin equipamiento personal de protección
Son posibles lesiones físicas
• Al realizar trabajos de limpieza con un equipo de alta presión o usando un limpiador de alta presión y vapor, use siempre un protector para el rostro.
2-492-20988 (Pos 03-05) 7 - 3
08/
201
3 R
ev
0
• Controle diariamente el estado de limpieza de la máquina/ instalación. No dejar que se formen amontonamientos o aglomeraciones. Esto limita la acción mecánica combinada de la instalación y se producen averías en el funcionamiento y un mayor desgaste.
• Siempre antes de los trabajos de mantenimiento, limpie el grupo constructivo respectivo.
• Antes de la limpieza de la máquina/ planta con agua o chorro de vapor (aparato de limpieza a presión alta) u otros elementos de limpieza, cubra/ pegue todas aperturas en las que por razones de seguridad o de funcionamiento no debe ingresar agua/ vapor/ detergente. Especialmente existe peligro en motores eléctricos y armarios de distribución.
• No usar detergentes agresivos.
• No dirigir el chorro a aparatos eléctricos, cajas de relés y de distribución, filtros de aspiración y ventilación así como superficies engrasadas.
• Mantener el chorro siempre a una distancia suficientemente grande y nunca en ángulo recto a la superficie a ser limpiada.
• Limpiar los lugares difícilmente accesibles con medios de ayuda como por ejemplo escobillas especiales.
• Después de la limpieza, retire completamente todos los recubrimientos y adherencias.
• ¡Después de la limpieza verifique si las tuberías hidráulicas o de lubricación están sueltas en sus uniones, presentan fugas o partes raídas y dañadas! ¡Los desperfectos detectados deben corregirse de inmediato!
7.1.2 Indicaciones sobre mantenimiento e inspección
ADVERTENCIA
Peligro de lesiones por trabajos de mantenimiento no ejecutados dentro de los plazos
Son posibles graves lesiones físicas o hasta la muerte
• Ejecutar todos los trabajos de mantenimiento de acuerdo a los plazos. El fabricante no asume responsabilidad alguna por daños que se desprendan por trabajos de mantenimiento no realizados o realizados a destiempo.
7 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Averías del funcionamiento que sean causadas por un mantenimiento insuficiente o inadecuado pueden ocasionar altos costos de reparación y largos periodos de inactividad. Por eso es indispensable un mantenimiento regular.
La seguridad de funcionamiento, funcionamiento libre de averías y duración de la máquina/ instalación dependen de una limpieza, inspección y mantenimiento adecuados.
• Controlar el funcionamiento, el estado de lubricación y desgaste de la máquina/ instalación en los periodos de tiempo prescritos (fechas de control y mantenimiento).
• Reparar/ cambiar todas las partes dañadas/ desgastadas.
• Controlar la pintura por lo menos cada 6 meses en cuanto a daños por corrosión. Mejore profesionalmente todas las partes dañadas.
• Deje que personal especializado controle por turnos el funcionamiento de todos los dispositivos de la técnica de mando de operaciones/ bloqueos eléctricos.
ATENCIÓN
Daños en la instalación por mantenimiento inapropiado
Son posibles daños en la máquina / instalación o su entorno.
• ¡Controle por lo menos una vez por turno que la máquina/ instalación no presente daños que salten a la vista! ¡Informe inmediatamente al departamento respectivo, sobre cambios que se presenten (inclusive los que afecten al comportamiento de la máquina durante la operación)!
• ¡En caso de anomalías de funcionamiento pare y asegure la máquina/ instalación inmediatamente! ¡Haga reparar dichas averías inmediatamente!
NOTA
Aproveche los periodos de inactividad debido a reparaciones necesarias, para realizar también trabajos de mantenimiento requeridos.
2-492-20988 (Pos 03-05) 7 - 5

08/
201
3 R
ev
0
Debido a las diferentes condiciones de funcionamiento no se puede fijar por anticipado con cuanta frecuencia se debe realizar un control en cuanto a desgaste, inspección, mantenimiento y reparación. Teniendo en consideración las condiciones de funcionamiento, fijar una ruta de inspección apropiada.
La tabla de mantenimiento (Capítulo 7.2) contiene recomendaciones sobre las indicaciones de control y mantenimiento.
En caso de trabajos de mantenimiento y reparación, observe los reglamentos generales de seguridad (Capítulo 3).
Como en el caso de la primera puesta en operación, recomendamos que sea el personal de ThyssenKrupp Resource Technologies quien realice la primera reparación. De este modo su personal de mantenimiento tendrá la oportunidad de una familiarización intensiva en la materia.
Indicaciones para la reparación
NOTA
Para la lubricación de la máquina/ instalación véase Capítulo 8.Para el mantenimiento y reparación de los componentes véase el ANEXO 9.
ADVERTENCIA
Peligro de lesiones por fijaciones inapropiadas
Son posibles graves lesiones físicas o hasta la muerte
• En caso de tener que remplazar las partes individuales y grupos constructivos grandes, estos deben ser asegurados al equipo de elevación de tal manera que no representen ningún peligro. ¡Use sólo equipo de elevación así como medios receptores de carga técnicamente apropiados y con suficiente capacidad de carga! ¡No permanecer o trabajar bajo cargas suspendidas!
• ¡Encargue sólo a personal con experiencia el enganche de las cargas y la tarea de dar indicaciones al operador de la grúa! El personal que da indicación al operador de la grúa, debe mantenerse a la vista de éste o estar en contacto hablado.
• En caso de tener que realizar trabajos de montaje por encima de la altura del cuerpo, use plataformas o medios de ascenso previstos para el caso u otros medios que cumplan con las exigencias de seguridad respectivas. ¡Nunca use partes de la máquina como medios de ayuda para subir! En caso de tener que realizar trabajos de mantenimiento a una altura considerable utilice medios de seguridad contra caídas.
7 - 6 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
Remplazar inmediatamente los elementos desgastados por otros nuevos.¡En caso de elementos desgastados, disminuye la resistencia y aumenta el peligro de ruptura!
• No usar otra vez empaquetaduras ni elementos de seguridad que han sido desmontados.
• Al volver a montar un grupo constructivo o partes de éste utilizar siempre tornillos, tuercas y arandelas nuevos.
• No dejar en la máquina/ instalación ninguna herramienta o cualquier otro aparato.
• En caso de trabajos de soldadura, observar todas las prescripciones para la prevención de accidentes.
• Al realizar trabajos de soldadura eléctrica asegurar el cable de conexión a tierra cerca de la pieza a ser soldada. No coloque el cable de retorno de corriente de soldado sobre elementos móviles de la máquina (por ejemplo: ejes, rodamientos). Instalar el cable para el puenteado con suficiente diámetro, dimensionado de acuerdo a la intensidad de corriente de soldadura y a la distancia de la alimentación de corriente.
• Después de los trabajos de reparación, deje la máquina/ instalación en su estado original. Montar otra vez los dispositivos de protección y seguridad. Compruebe el buen funcionamiento de la máquina/ instalación mediante una prueba de funcionamiento.
2-492-20988 (Pos 03-05) 7 - 7

08/
201
3 R
ev
0
7.2 Intervalos de mantenimiento
Los intervalos de mantenimiento, según los cuales se deben realizar dichos trabajos, representan las propuestas y recomendaciones de ThyssenKrupp Resource Technologies.La frecuencia de los trabajos de mantenimiento es sin embargo dependiente de las condiciones de operación concretas in situ, como:
– Duración de la operación,
– Estado de funcionamiento,
– Desgaste.
Por eso observe las condiciones de operación. Con el paso del tiempo, se puede comprobar la necesidad de cambiar/ adaptar los intervalos de mantenimiento.
Observar las indicaciones para los componentes en el ANEXO 9.
Transportador de alimentación / Grupo
constructivo
Condiciones de
funcionamiento
por primera
vez tras ...
Intervalo de mantenimiento
... Horas de servicio
... Semanas ... Meses
Cadena de transporteVerificar apriete de los
tornillosVerificar el desgaste
50 h50 h
66
Barbotines de accionamiento
Verificar el desgaste6
Ruedas guía, eje de inversión
Verificar el desgaste6
Ruedas de desplazamiento/ rodillos de presión/ ruedas de soporte
Verificar el desgaste12
Carriles de deslizamientoVerificar el desgaste 6
Tornillos de fijaciónControlar el apriete 50 h 12
RodamientosLimpiar, renovar la grasa 24
Unidad de accionamientoRevisar si existen pérdidas
por derrameControlar el nivel del aceiteVerificar apriete de los
tornillos50 h
44
12
7 - 8 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Cambio de aceite (engranaje planetario)
véase Capítulo 8.5 “Indicaciones para la lubricación” y ANEXO 9.3 “Accionamiento - Transportador de alimentación”
Prueba de funcionamientoSupervisor de revoluciones 10 h 6
Transportador de alimentación / Grupo
constructivo
Condiciones de
funcionamiento
por primera
vez tras ...
Intervalo de mantenimiento
... Horas de servicio
... Semanas ... Meses
Rascador de cadena / Grupo constructivo
Condiciones de
funcionamiento
por primera
vez tras ...
Intervalo de mantenimiento
... Horas de servicio
... Semanas ... Meses
Cadena de transporteControlar la tensión de la
cadenaControlar la unión
atornilladaVerificar el desgaste
50 h50 h50 h
666
Barbotines de accionamiento
Verificar el desgaste6
Barbotines de inversiónVerificar el desgaste 6
Carriles de deslizamiento tramo inferior
Verificar el desgaste6
Tornillos de fijaciónControlar el apriete 50 h 12
RodamientosLimpiar, renovar la grasa 24
Motor reductorRevisar si existen pérdidas
por derrameControlar el nivel del aceite
11
Cambio de aceite véase Capítulo 8.5 “Indicaciones para la lubricación” y ANEXO 9.4 “Accionamiento -
Rascador de cadena”
Prueba de funcionamientoSupervisor de revoluciones 10 h 6
2-492-20988 (Pos 03-05) 7 - 9

08/
201
3 R
ev
0
El transportador de alimentación y el rascador de cadena deben ser controlada en periodos regulares de tiempo con respecto a
– Rajaduras
– Tornillos flojos/ faltantes
– Véase Capítulo 7.7 “Uniones atornilladas”.
– Estado de las costuras de soldado y transiciones de costuras de soldado
– corrosión
– Estado de los dispositivos de protección y de seguridad.
.
Fecha: por lo menos anualmente.
Para el mantenimiento y reparación de los componentes véase el ANEXO 9.
7.3 Montaje del transportador de alimentación
Los siguientes componentes del transportador de alimentación deben ser mantenidos en intervalos regulares:
1Rodamientos del eje de accionamiento (1)
2Rodamientos del eje de reenvío (2)
3Dispositivo tensor (3)
4Cadena de transporte (4)
5Accionamiento (5)
6Rodillos de la cinta superior (6)
7Rodillos de la cinta inferior (7)
8Tornillos (8)
7.3.1 Accionamiento
Para el accionamiento (5) se debe observar las indicaciones de mantenimiento en el ANEXO 9.3 “Accionamiento - Transportador de alimentación”.
Sobre los plazos de cambio de aceite véase Capítulo 8.5 “Indicaciones para la lubricación”.
7 - 10 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 16
2-492-20988 (Pos 03-05) 7 - 11

08/
201
3 R
ev
0
7.3.2 Rodamientos
Los rodamientos deben ser controlados en periodos de tiempo regulares en cuanto a un funcionamiento estable, especialmente en el tiempo de puesta a servicio.
Altas temperaturas, sonidos estrepitosos y un funcionamiento no uniforme pueden producirse debido a:
– Lubricación deficiente o excesiva
– Impurezas en los rodamientos
– Sobrecarga
– Juego del rodamiento demasiado pequeño
– Deformaciones,
– Alta fricción en las empaquetaduras
– Ingreso externo de calor
– Daños en el rodamiento.
Los rodamientos del eje de accionamiento (1) y del eje de inversión (2) no exigen mantenimiento, excepto los intervalos de lubricación indicados en las Capítulo 8.5 “Indicaciones para la lubricación”.Para el desmontaje y montaje véase la Capítulo 7.8 “Unión por juego de piezas tensoras RfN 7012 y TAS 3020”, Capítulo 7.9 “Uniones por juego de piezas tensoras Dobikon 1012 y 1015” y Capítulo 7.11 “Rodamientos con casquillos de sujeción”.
7.3.3 Cadena de transporte, ruedas de desplazamiento, ruedas motrices y ruedas guía
En caso de realizar trabajos de mantenimiento se deben solicitar los servicios locales ofrecidos por Tractor chain-Service.
• Véase ANEXO 9.2 “Componentes del mecanismo de rodadura - Transportador de alimentación”.
ATENCIÓN
Daños en la instalación por cinta transportadora tensada erróneamente
Posibles daños en la máquina / instalación o su entorno
Una cadena demasiado tensa provoca un desgaste más rápido de los dientes, casquillos de la cadena y bulones. Cuando una cadena está demasiado suelta, ésta se levanta. En este proceso sufren fuertemente las puntas de los dientes de las ruedas motrices así como los pernos de las cadenas.
• Antes de tensar o soltar la cadena de transporte (4) se deben limpiar y lubricar los rieles de guía del dispositivo tensor (3).
• Los tornillos tensores deben presentar a ambos lados el mismo grado de ajuste.
7 - 12 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 16
2-492-20988 (Pos 03-05) 7 - 13

08/
201
3 R
ev
0
El ajuste de la cadena de transporte (4) se realiza después de la prueba de funcionamiento del transportador de alimentación.
Durante la prueba de funcionamiento, observe que la cadena de transporte en el eje de accionamiento y en el eje de inversión puede ser invertida sin problemas.
En el desplazamiento posterior de la cinta transportadora, la cadena de transporte debe ser soportada por las ruedas de desplazamiento.
Al hacer el ajuste, la deflexión de la cadena de transporte en el tramo inferior entre las ruedas de soporte (6) debe estar limitado a 20 mm.
Se debe observar que la deflexión en ambos tramos de la cadena sea del mismo tamaño. En este caso los tornillos de los husillos (3) pueden presentar ajustes diferentes.
El desplazamiento de la cadena de transporte debe ser controlada con material, durante la puesta en funcionamiento.
Un retensado de la cadena de transporte no es necesario.
Después de 50 horas de servicio se deben reapretar los tornillos de fijación (8) del la cubierta de la cinta.
Los eslabones de la cadena y los pernos son de lubricación permanente y no requieren de un mantenimiento especial.
Momento de apriete para los tornillos de fijación - componentes individuales
Longitud de la cadena
Diámetro de rosca Momento de aprieteseco
Momento de aprietelubricado
D 4 5/8“ - 18 UNF 330 Nm 280 Nm
D 5 5/8“ - 18 UNF 330 Nm 280 Nm
D 6 3/4“ - 16 UNF 570 Nm 480 Nm
D 7 3/4“ - 16 UNF 570 Nm 480 Nm
D 8 7/8“ - 14 UNF 920 Nm 770 Nm
D 9 1“ - 14 UNF 1.400 Nm 1.170 Nm
ATENCIÓN
Daños en la instalación por ensuciamiento y cuerpos extraños
Posibles daños en la máquina / instalación o su entorno
• Limpiar regularmente todos los componentes del mecanismo de traslación.
• Eliminar los cuerpos extraños y las acumulaciones de material de transporte.
7 - 14 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 16
2-492-20988 (Pos 03-05) 7 - 15

08/
201
3 R
ev
0
7.3.4 Piezas de desgaste
Los siguientes componentes deben ser controlados en periodos regulares de tiempo:
1Cubierta de la cinta / Arrastrador (1)
2Eslabones de la cadena con bulones (2)
3Rodillos de la cinta inferior (3)
4Rodillos de la cinta superior (4)
5Coronas dentadas de accionamiento (5)
6Carriles de deslizamiento (6)
Los intervalos de control se encuentran en la Capítulo 7.2.
Para el control de las posiciones (4) - (6) se debe desmontar en la zona de la estación de inversión 2 - -3 componentes individuales de la cubierta de la cinta (1) y las chapas de protección (7).
Controle las piezas e desgastes a través de la abertura mediante un desplazamiento en intervalos y a baja velocidad del transportador de alimentación.
ADVERTENCIA
Peligro de lesiones por trabajos en la máquina / instalación durante el servicio
Son posibles graves lesiones físicas o hasta la muerte
• Estos controles de desgaste sólo deben ser realizados cuando la cinta de evacuación esté vacía, parada y asegurada contra reconexión.
7 - 16 2-492-20988 (Pos 03-05)
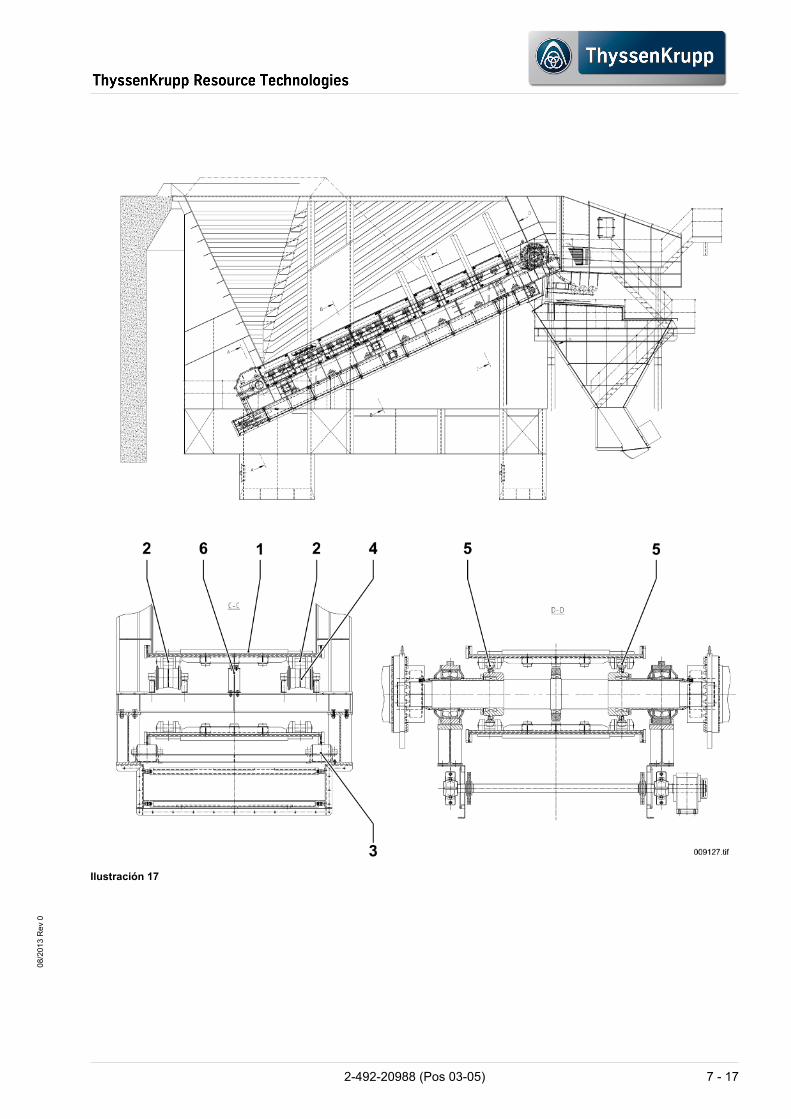
08/
201
3 R
ev
0
Ilustración 17
2-492-20988 (Pos 03-05) 7 - 17
08/
201
3 R
ev
0
7.4 Mantenimiento del rascador de cadena
Los siguientes componentes del rascador de cadena deben ser mantenidos en intervalos regulares:
1Accionamiento (1)
2Rodamiento (2)
3Cadena de rascadores (3)
4Dispositivo tensor (4)
5Tornillos tensores (5)
7.4.1 Accionamiento
Para el accionamiento (1) se debe observar las indicaciones de mantenimiento en ANEXO 9.4 “Accionamiento - Rascador de cadena”.
Para los intervalos de cambio de aceite véase la Capítulo 8.5 “Indicaciones para la lubricación”.
7.4.2 Rodamientos
Los rodamientos (2) del eje de accionamiento y del eje de inversión no exigen mantenimiento, excepto los intervalos de lubricación indicados en la Capítulo 8.5 “Indicaciones para la lubricación”.
Para el desmontaje y montaje véase la Capítulo 7.9 “Uniones por juego de piezas tensoras Dobikon 1012 y 1015”.
7.4.3 Cadena de rascadores
La tensión del rascador de cadena (3) debe ser revisada después de 50 horas de servicio, como máximo cada 6 meses.
La cadena del rascador debe ser tensada de tal modo que los tramos de cadenas no presenten deflexión.
7.4.4 Dispositivo tensor
Antes de tensar o soltar el rascador de cadena (3) se deben limpiar y lubricar los rieles de guía del dispositivo tensor (4).
Los tornillos tensores (5) deben presentar a ambos lados el mismo grado de ajuste.
7 - 18 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 18
2-492-20988 (Pos 03-05) 7 - 19

08/
201
3 R
ev
0
7.4.5 Piezas de desgaste
Los siguientes componentes del rascador de cadena deben ser controlados en intervalos regulares:
1Rascador de cadena (1)
2Rasquetas (2)
3Carriles de deslizamiento / Ángulo de guía (3)
4Barbotines de accionamiento (4)
5Barbotines de inversión (5)
Los intervalos de control se encuentran en Capítulo 7.2.
Ilustración 19
7 - 20 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
7.5 Reparación del transportador de alimentación
ADVERTENCIA
Peligro de lesiones por trabajos de limpieza, inspección, mantenimiento y reparación durante el servicio
Son posibles graves lesiones físicas o hasta la muerte
• Ejecutar los trabajos de limpieza, inspección, mantenimiento y reparación sólo con la máquina / instalación desconectada y asegurada contra reconexión.
NOTA
Observar las Capítulo “Indicaciones para la reparación”.
2-492-20988 (Pos 03-05) 7 - 21

08/
201
3 R
ev
0
7.5.1 Cubierta de la cinta transportadora
El cambio de componentes individuales (2) se realiza en la zona de la estación tensora (3).
• Tensar la cubierta de la cinta transportadora (1), aflojando los tornillos tensores (4) uniformemente.
• Aflojar los tornillos de unión (5) y desmontar el componente individual (2).
• Para desmontar un eslabón individual se debe aflojar por lo menos un eslabón vecino.
• Apretar los tornillos.
• Apriete los tornillos después de 50 horas de servicio.
ATENCIÓN
Daños en la instalación por montaje deficiente
Posibles daños en la máquina / instalación o su entorno
• Para el remontaje, las superficies de contacto de los eslabones individuales (2) y de los tramos de cadena deben estar libres de pintura, grasa y aceite.
• Aceitar las roscas y las superficies de apoyo de los tornillos.
• No montar las tuercas (6) con los cantos redondeados hacia el lado de los eslabones de la cadena.
Momento de apriete para los tornillos de fijación - componentes individuales
Longitud de la cadena
Diámetro de rosca Par de apriete seco Par de apriete lubricado
D 4 5/8“ - 18 UNF 330 Nm 280 Nm
D 5 5/8“ - 18 UNF 330 Nm 280 Nm
D 6 3/4“ - 16 UNF 570 Nm 480 Nm
D 7 3/4“ - 16 UNF 570 Nm 480 Nm
D 8 7/8“ - 14 UNF 920 Nm 770 Nm
D 9 1“ - 14 UNS 1.400 Nm 1.170 Nm
7 - 22 2-492-20988 (Pos 03-05)
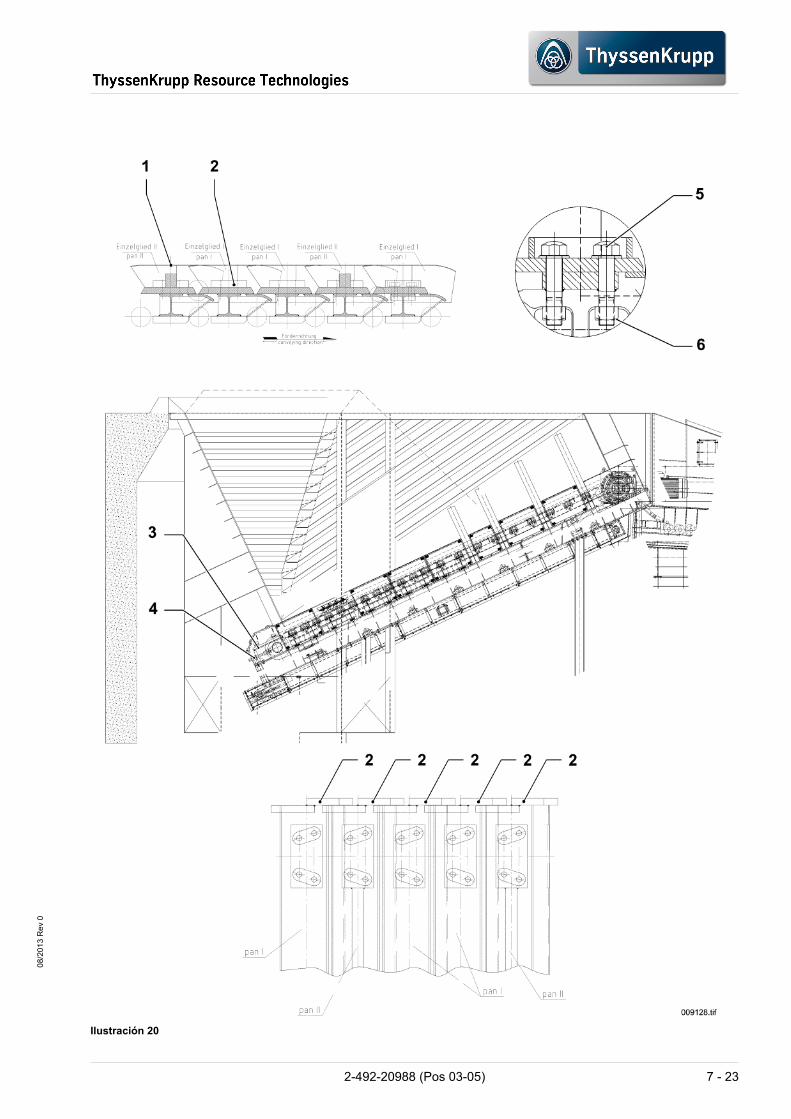
08/
201
3 R
ev
0
Ilustración 20
2-492-20988 (Pos 03-05) 7 - 23
08/
201
3 R
ev
0
7.5.2 Reparación de la cadena de transporte
En caso de tener que realizar trabajos de reparación se deben solicitar los servicios locales ofrecidos por Tractor chain-Service.
• Véase ANEXO 9.2 “Componentes del mecanismo de rodadura - Transportador de alimentación”.
Se pueden presentar los siguientes daños en la cadena de transporte:
1- Rotura de perno
2- Rotura de casquillo
3- Corte de eslabón de cadena
4- Las placas de base asientan sueltas
ATENCIÓN
Daños en la instalación por cadena de transporte no asegurada al cambiar un eslabón individual
Son posibles daños en la máquina / instalación o su entorno
• Antes de cambiar un eslabón individual se debe aflojar la cadena de transporte y a continuación ser asegurada con un polipasto de cadena.
7 - 24 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
• En una reparación en la planta, desmontar la cadena sobre la prensa de cadena y según necesidad sustituir por nuevos pernos de cadena (4), nuevos casquillos de cadena (3) o nuevos eslabones de cadena a la izquierda (1) y a la derecha (2).
• En una reparación en la obra, cortar el perno de cadena (4), el casquillo de cadena (3) así como los eslabones de cadena a la izquierda (1) y a la derecha (2) mediante soplete de oxicorte en los puntos determinados y retirar los componentes de cadena dañados.
Ilustración 21
Cadena defectuosa
Ilustración 22
2-492-20988 (Pos 03-05) 7 - 25

08/
201
3 R
ev
0
• Oxicortar con soplete el pedazo del perno por el centro y a continuación extraerlo a golpes con el martillo.
Ilustración 23
• Oxicortar frontalmente el casquillo y esmerilar para alisar.
Ilustración 24
7 - 26 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
• Agregar el segmento de cadena prensado (1-3) con las arandelas de obturación (4) y las obturaciones (5) mediante pernos terminales (6) a la cadena. Con punzón extractor y martillo de dos manos clavar el perno terminal.
• Colocar la cadena del mecanismo de traslación, las arandelas de obturación (4) y los anillos distanciadores (5). A continuación ensamblar la cadena y cerrarla con perno de cadenas (6).
Ilustración 25
Placas de base sueltas
• Sustituir el tornillo de la placa de base y la tuerca cuadrada. Los tornillos de la placa de base y las tuercas cuadradas usadas ya no pueden ser empleadas para el nuevo ajuste de la placa de suelo.
• Antes de que la placa de base sea nuevamente montada, se deben limpiar los eslabones de cadena nº 1 y nº 2 así como la placa de base contra las superficies de apoyo.
• Montar las placas de base y controlar las uniones atornilladas mediante llave dinamométrica.
2-492-20988 (Pos 03-05) 7 - 27

08/
201
3 R
ev
0
7.5.3 Ruedas de desplazamiento de la cinta superior
Cambio de las ruedas de desplazamiento de la cinta superior (1):
• Levantar la cubierta de la cinta transportadora (2).
• Aflojar las uniones atornilladas (3) de las ruedas de rodadura (1) del apoyo exterior de las ruedas (4).
• Desmontar y sacar los apoyos exteriores de las ruedas de rodadura (4).
• Aflojar los tornillos de las ruedas de desplazamiento a ser cambiadas (5) en la parte interior del apoyo de la rueda (6).
• Desmontar la rueda de desplazamiento (1) volcando y tirando.
Ilustración 26
Para montar, deberá procederse de la misma forma, pero en el orden inverso.
7 - 28 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
7.5.4 Ruedas de desplazamiento de la cinta inferior
Cambio de las ruedas de desplazamiento de la cinta inferior (1):
• Descargar las ruedas de desplazamiento de la cinta inferior (1) levantando la cubierta de la cinta transportadora (2).
• Soltar las conexiones por tornillos (3).
• Aflojar las conexiones por tornillos (4) de los apoyos de las ruedas de rodadura (5) y desmontar la rueda de rodadura (1) con los apoyos de las ruedas de rodadura.
Ilustración 27
Para montar, deberá procederse de la misma forma, pero en el orden inverso.
2-492-20988 (Pos 03-05) 7 - 29

08/
201
3 R
ev
0
7.5.5 Coronas dentadas de accionamiento
Cambio de las coronas dentadas de accionamiento (1) partidas:
• Desmontaje de partes de la cubierta de la entrada.
• Abrir ambos tramos de cadenas mediante desmontaje de los pernos.
• Dejar al descubierto los segmentos de los dientes de accionamiento (1).
• Aflojar la unión con tornillos de ajuste (2) entre los segmentos de dientes (1) y el cubo de accionamiento (3).
• Montaje de los nuevos segmentos de dientes observando las siguientes indicaciones de montaje Capítulo 7.5.6.
PRECAUCIÓN
Peligro de lesiones por retroceso no asegurado de la cubierta de la cinta.
Son posibles lesiones físicas
• Asegurar la cubierta de cinta superior e inferior contra retroceso.
7 - 30 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 28
2-492-20988 (Pos 03-05) 7 - 31

08/
201
3 R
ev
0
7.5.6 Fijación de los segmentos de dientes
Los segmentos de los dientes (1) son pegados y atornillados con el cuerpo del cubo (3).
• Antes del montaje completo, limpiar todas las superficies de contacto con disolvente sacando pintura y grasa. Después de la limpieza, las superficies de contacto deben estar pulidas al brillo.
• Aplicar alrededor de los agujeros de tornillos una tira de pegamento de aproximadamente 1 mm de grosor en forma de anillo cerrado. Para evitar que llegue pegamento a las roscas de tornillo al juntar, se debe dejar una escasa distancia con respecto a los agujeros de tornillo.
– Diluyente Ak PHTH DV 2402
– Pegamento omniFit® 230M
• Apretar débilmente los tornillos (ligeramente aceitados), de forma que el segmento de los dientes se pueda centrar sin esfuerzo.
• Alinear los segmentos de dientes (1) de tal manera, que las paredes de los orificios apoyen contra el perno del tornillo (2) en sentido contrario a la tracción, véase esquema 1.
NOTA
Para el diluyente y el pegamento véase la lista de repuestos.
ATENCIÓN
Daños en la instalación por posición de montaje errónea de los tornillos
Posibles daños en la máquina / instalación o su entorno
• ¡Observar la posición de montaje de los tornillos (2)!
7 - 32 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
• Ajustar manualmente los tornillos (2) con una llave dinamométrica de manera uniforme sin golpear o rasgar.
– Momento de apriete: 1.100 Nm
– Los tornillos deben ser apretados inmediatamente, debido a que el proceso de endurecimiento tras distribuir el pegamento comienza ante falta de aire.
• Tras el ensamble marcar la dirección de giro de los segmentos de los dientes.
Ilustración 29
2-492-20988 (Pos 03-05) 7 - 33

08/
201
3 R
ev
0
7.6 Reparación del rascador de cadena
7.6.1 Cadena de rascadores
• Destensar la cadena, aflojando los tornillos tensores (1) uniformemente.
• Sacar la tapa (2) de la estación de inversión.
• Después del desmontaje de los pasadores de aletas (3) y del perno (4) cambiar el eslabón de cadena (5).
Al cambiar toda la cadena de rascadores se recomienda unir la nueva cadena de transporte a la cadena a ser cambiada.
Así la nueva cadena de rascadores puede ser pasada en una sola operación junto con la cadena a ser reemplazada.
Rasquetas
Aflojar las uniones atornilladas (6, 7) y discos (8) y cambiar las rasquetas (9).
Las rasquetas (9) se diferencian en cuanto a la posición escalonada de las escarificadores (10).
Al montar las nuevas rasquetas se debe mantener el orden existente.
Carriles de deslizamiento
Al cambiar la cadena de rascadores se deben revisar también los carriles de deslizamiento (11) y si es necesario cambiarlos.
7 - 34 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 30
2-492-20988 (Pos 03-05) 7 - 35

08/
201
3 R
ev
0
7.6.2 Barbotines de accionamiento y de inversión
Véase Ilustración 31
El cambio de los segmentos de barbotín (1) y (2) se realiza de la siguiente manera:
• Aflojar la cadena de rasquetas aflojando uniformemente los tornillos tensores (3).
• Separar la cadena de rascadores y dejar libre los barbotines.
• Aflojar la unión atornillada (4) y colocar los nuevos segmentos de barbotín (1) y (2).
7 - 36 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 31
2-492-20988 (Pos 03-05) 7 - 37
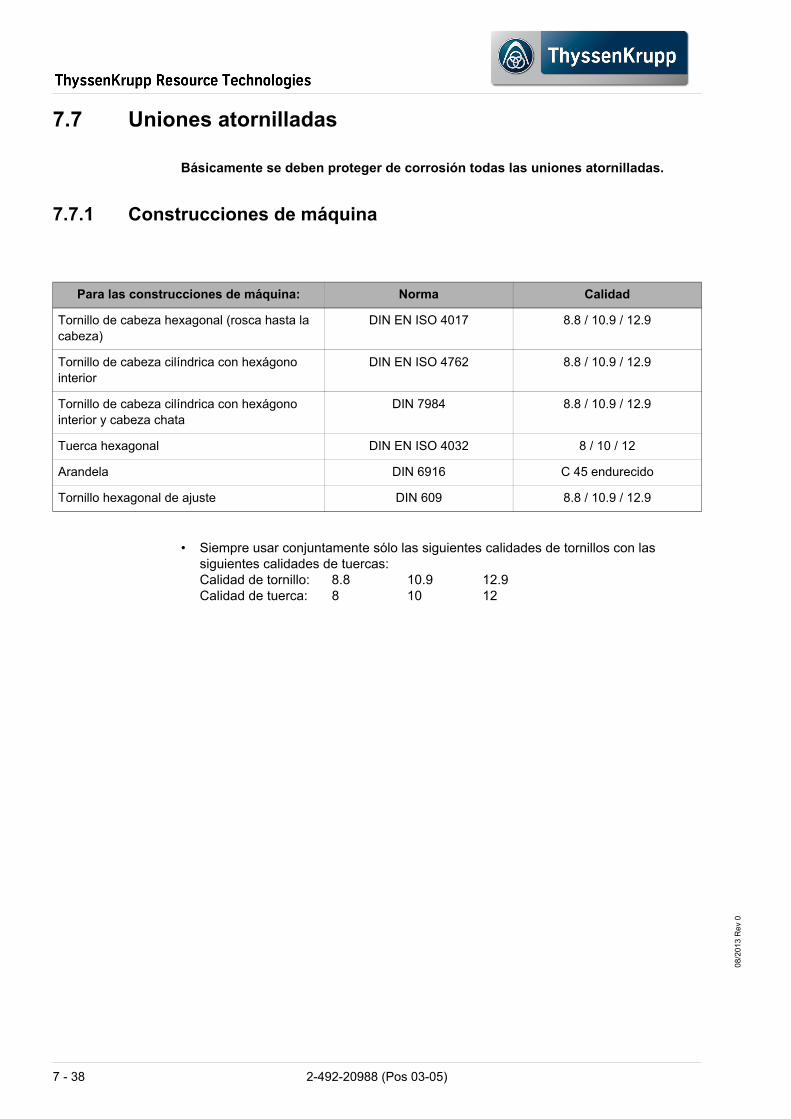
08/
201
3 R
ev
0
7.7 Uniones atornilladas
Básicamente se deben proteger de corrosión todas las uniones atornilladas.
7.7.1 Construcciones de máquina
• Siempre usar conjuntamente sólo las siguientes calidades de tornillos con las siguientes calidades de tuercas:Calidad de tornillo: 8.8 10.9 12.9Calidad de tuerca: 8 10 12
Para las construcciones de máquina: Norma Calidad
Tornillo de cabeza hexagonal (rosca hasta la cabeza)
DIN EN ISO 4017 8.8 / 10.9 / 12.9
Tornillo de cabeza cilíndrica con hexágono interior
DIN EN ISO 4762 8.8 / 10.9 / 12.9
Tornillo de cabeza cilíndrica con hexágono interior y cabeza chata
DIN 7984 8.8 / 10.9 / 12.9
Tuerca hexagonal DIN EN ISO 4032 8 / 10 / 12
Arandela DIN 6916 C 45 endurecido
Tornillo hexagonal de ajuste DIN 609 8.8 / 10.9 / 12.9
7 - 38 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Momentos de apriete para construcciones de máquinas
Calculado con µk = 0,14 (tornillos nuevos sin tratamiento posterior) según VDI 2230
7.7.2 Uniones atornilladas HV (tornillos altamente resistentes)
En caso de uniones atornilladas (GV) altamente pretensadas, la transmisión de la fuerza se realiza mediante el rozamiento entre las superficies de contacto y depende de la intensidad de la fuerza previa de las uniones. Las superficies de contacto deben estar metálicamente limpias. Estas deben ser limpiadas con chorro de arena, decapado por soplete o mediante agentes químicos (DIN 18800, DIN V 18800-7 Anexo D.1.6).
• Se deben utilizar tornillos, tuercas y arandelas sólo de un mismo fabricante y sólo se deben utilizar juntos si tienen la misma protección anticorrosiva.
• Utilizar sólo tornillos sin defectos y lubricados.
• Ajustar los tornillos a la pretensión determinada con una llave dinamométrica.
Diámetro de los tornillos
Momento de apriete Ma (Nm)Clase
8.8 10.9 12.9
M6 11 15 18
M8 26 36 43
M10 51 71 86
M12 88 123 148
M16 211 300 358
M20 412 579 697
M24 711 1000 1196
M30 1422 2010 2403
M36 2481 3491 4197
M42 3991 5609 6727
M48 6021 8473 10150
M56 9650 13582 16279
M64 14416 20300 24320
NOTA
Estos momentos de apriete siempre deben ser usados, cuando en la respectiva sección no se nombra ningún momento de apriete específico.
2-492-20988 (Pos 03-05) 7 - 39
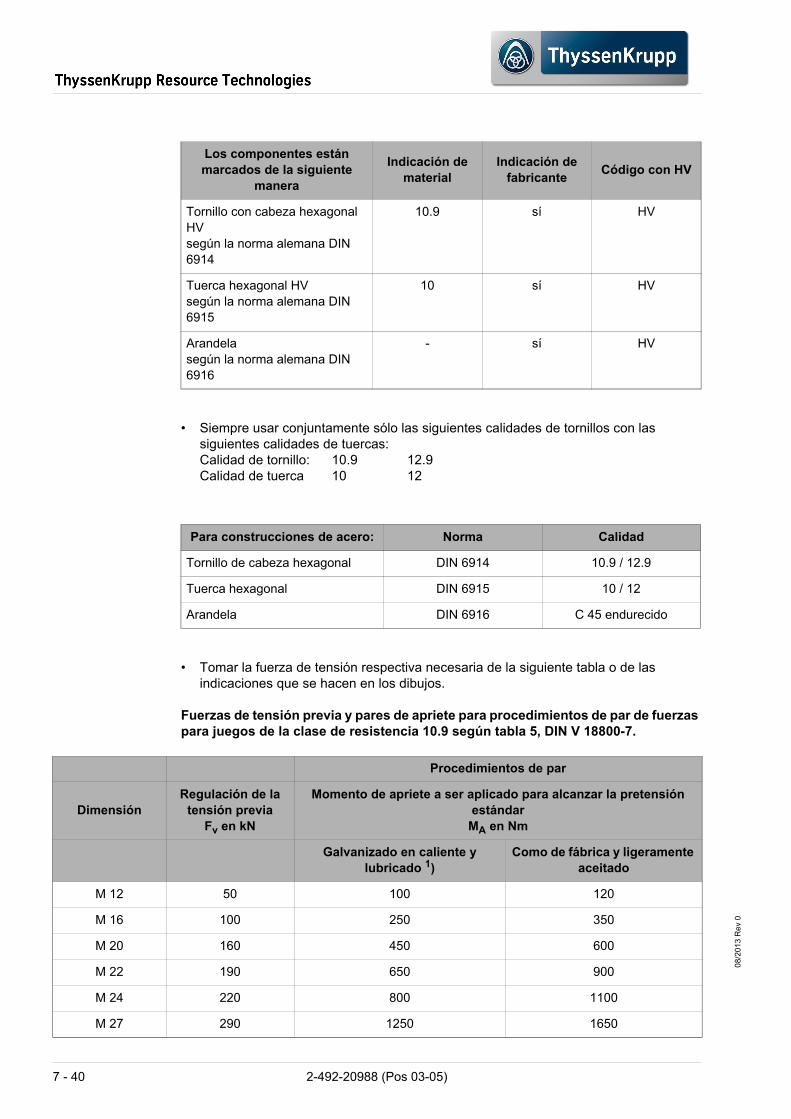
08/
201
3 R
ev
0
• Siempre usar conjuntamente sólo las siguientes calidades de tornillos con las siguientes calidades de tuercas:Calidad de tornillo: 10.9 12.9Calidad de tuerca 10 12
• Tomar la fuerza de tensión respectiva necesaria de la siguiente tabla o de las indicaciones que se hacen en los dibujos.
Fuerzas de tensión previa y pares de apriete para procedimientos de par de fuerzas para juegos de la clase de resistencia 10.9 según tabla 5, DIN V 18800-7.
Los componentes están marcados de la siguiente
manera
Indicación de material
Indicación de fabricante
Código con HV
Tornillo con cabeza hexagonal HV según la norma alemana DIN 6914
10.9 sí HV
Tuerca hexagonal HV según la norma alemana DIN 6915
10 sí HV
Arandela según la norma alemana DIN 6916
- sí HV
Para construcciones de acero: Norma Calidad
Tornillo de cabeza hexagonal DIN 6914 10.9 / 12.9
Tuerca hexagonal DIN 6915 10 / 12
Arandela DIN 6916 C 45 endurecido
Procedimientos de par
DimensiónRegulación de la
tensión previa Fv en kN
Momento de apriete a ser aplicado para alcanzar la pretensión estándar
MA en Nm
Galvanizado en caliente y lubricado 1)
Como de fábrica y ligeramente aceitado
M 12 50 100 120
M 16 100 250 350
M 20 160 450 600
M 22 190 650 900
M 24 220 800 1100
M 27 290 1250 1650
7 - 40 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
1) Tuercas tratadas con bisulfuro de molibdeno u otra sustancia lubricante equivalente
Control de la unión GV después del montaje, luego por lo menos una vez al año según:
Uniones atornilladas pretensadas (DIN V 18800-7 1.2.2.2)
(1216) Al aplicar el procedimiento de par se debe realizar un control de por lo menos el 5% de los juegos de las conexiones realizadas (en caso de conexiones con menos de 20 tornillos por lo menos 2 uniones atornilladas). Aquí se aplicará en el juego, por el lado donde se apretó durante la fabricación, un par de prueba de máximo 10 % por encima del momento de apriete aplicado. De acuerdo que ángulos de continuación de giro sean alcanzados hasta que la llave dinamométrica desenclave, hay que proceder según la tabla 7. Si fuera necesario, el elemento que no es girado, debe ser sujetado adecuadamente para evitar que éste gire.
Verifique la pretensión al aplicar el procedimiento de par (DIN V 18800-7 Tabla 7)
7.8 Unión por juego de piezas tensoras RfN 7012 y TAS 3020
Montaje
La transferencia de fuerza se realiza mediante presión y rozamiento de ambas superficies funcionales. Por eso es necesario realizar un apriete controlado de los tornillos tensores y asegurar la buena condición de las superficies de contacto.
• Todas las superficies de contacto inclusive las roscas y las bases de las cabezas de los tornillos deben estar limpias y cubiertas por una película de aceite. Montar el eje, el cubo y los juegos de piezas tensoras en esta estado.
• Apretar ligeramente los tornillos tensores y enderezar el cubo.
• Apretar los tornillos en dos a tres etapas de forma regular y en cruz, hasta alcanzar el par de apriete indicado (MA).
• Controlar el momento de apriete de los tornillos en el orden de su disposición. El montaje se termina cuando ningún tornillo se deja apretar más.
M 30 350 1650 2200
M 36 510 2800 3800
Ángulo de continuación de giro
Acción
< 30° ninguna, pretensión es suficiente
30° hasta 60° pretensión es suficiente, controlar dos tornillos vecinos en la misma conexión
> 60° cambiar tornillo, controlar dos tornillos vecinos en la misma conexión
2-492-20988 (Pos 03-05) 7 - 41

08/
201
3 R
ev
0
Antes de realizar el montaje, limpiar los juegos tensores usados, engrasarlos ligeramente y completar siguiendo las indicaciones de la fig. 1.
Los 3 tornillos con una marca especial reciben arandelas y deberán ser colocados en los agujeros pasantes del anillo de empuje delantero, que contienen roscas de desmontaje (dH).
Desmontaje
• Suelte los tornillos tensores en varias etapas uniformemente y en forma cruzada.
• La unión aflojada puede ser ajustada nuevamente o desmontada.
En caso de ser necesario, deberán aflojarse los anillos de empuje delantero y posterior siguiendo la fig. 2 y la fig. 3.
Momentos de apriete
dG M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
MA(Nm)(lbf-ft)
10.914
10,3235
25,8170
51,63125
92,20190
140,14295
217,58405
298,71580
427,78780
575,301000
737,56
12.917
12,5441
30,2483
61,21145
106,94230
169,64355
261,83485
357,72690
508,92930
685,931200
885,07
dH M8 M10 M12 M16 (M14) M18 (M16) M20 M22 M24 M27 M30
Fig. 1
anillo de empuje posterior (1)
anillo de empuje delantero (2)
anillo exterior (3)
anillo interior (4)
arandela (5)
tornillo tensor 12.9 (6)
ATENCIÓN
Daños en la instalación por lubricante erróneo para los tornillos
Posibles daños en la máquina / instalación o su entorno
• Engrasar bien los tornillos.
• No use aceites que contengan bisulfuro de molibdeno.
7 - 42 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
La roscas de desmontaje sólo tienen 3 a 5 vueltas de rosca portantes, no son adecuadas para el caso de grandes fuerzas de tracción y permiten sacar el juego tensor con pernos roscados.
7.9 Uniones por juego de piezas tensoras Dobikon 1012 y 1015
Montaje
• Desatornillar todos los tornillos algunas vueltas de rosca y atornillar por lo menos 3 tornillos en las roscas de las piezas 1 y 3, para que la pieza 3 mantenga una distancia de las piezas 1 y 2. El juego tensor DOBIKON 1012 tiene conos autobloqueantes.
• Montar los juegos de piezas tensoras en estado lubricado. No use disulfuro de molibdeno (MoS2).
• Después de colocar el juego tensor en el agujero del cubo, volver a atornillar los tornillos de las roscas de expulsión de las piezas 1 y 3 en las roscas del anillo de empuje (pieza 2).
• Apretar los tornillos uniforme y diagonalmente en varios pasos mediante una llave dinamométrica. Apretar los tornillos de la izquierda y derecha de la ranura uno después del otro.
Control
Verificar el momento de apriete de los tornillos MA en el orden de la posición de los tornillos. El apriete de los tornillos y con ello el montaje se termina cuando ningún tornillo se deja apretar más.
Proteger el juego tensor de mucha suciedad.
2-492-20988 (Pos 03-05) 7 - 43

08/
201
3 R
ev
0
Desmontaje
• Desenroscar algunos pasos de rosca de todos los tornillos para soltar las uniones extraer y enroscar en las roscas de expulsión tantos tornillos como roscas de expulsión se dispongan en el casquillo tensor (parte 3) y en el anillo de presión delantero (parte 1).
• Soltar la unión apretando en etapas y uniformemente los tornillos que se encuentran en las roscas de expulsión y apretando los tornillos sucesivamente en el lado derecho e izquierdo de la ranura.
Ilustración 32
7.10 Rodamientos con manguitos de extracción
7.10.1 Bomba de aceite
Ámbito de aplicación
La bomba puede ser aplicada para tuercas hidráulicas, para el montaje y desmontaje de rodamientos o uniones por aceite a presión con ajustes fijos para una presión máx. necesaria de 100 MPa.
Datos técnicos:
Bomba de aceite: tipo 729124
Presión máxima: 1000 bares (100 MPa)
Volumen del depósito de aceite: 250 cm³
Desplazamiento del émbolo: 0,5 cm³
Casquillo roscado de empalme: 1/4" BSP
Aceite a presión
Momentos de apriete Dobikon 1012 y 1015
dG M8 M10 M12 M14 M16 M20 M22
MA(Nm)(lbf-ft)
4130,2
8361,2
145106,9
230169,6
355261,8
690508,9
930685,9
7 - 44 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Partes principales:
Cárter de bomba (1) y (2)
Manómetro (3)
Manguera de alta presión (4)
Acoplamiento de empalme (5)
Casquillo roscado de empalme (6)
Racor de llenado con válvula de sobrepresión (7)
Ilustración 33
Para llenar la bomba, sostenerla verticalmente (con el manómetro mirando hacia abajo) y desatornillar la tubuladura de relleno. Se debe utilizar un aceite mineral ISO VG 320 (a temperatura de trabajo).El líquido a ser llenado debe estar limpio.Llenar la bomba hasta el nivel de la tubuladura de relleno. El tapón de llenado está sellado con un anillo tórico. Apretar el tapón de llenado con cuidado para que el anillo tórico no sea dañado.
Atornillar el casquillo roscado de empalme (6) (1/4" BSP) en la tuerca hidráulica. Conectar la manguera a presión (4), para ello empujar el empalme instantáneo (5), con anillo de enclavamiento retirado, por encima del racor (6). De la misma manera desenganchar la manguera a presión.
Cerrar la válvula de retorno sin usar la fuerza. Cerrar la válvula de retorno sólo ligeramente, ya que el asiento de válvula podría ser dañado.
Al operar la bomba, sostenerla horizontalmente o cabeza hacia abajo.
Cuando se abre la válvula de retorno con una media vuelta la presión se reduce y el aceite refluye en el depósito.
2-492-20988 (Pos 03-05) 7 - 45

08/
201
3 R
ev
0
7.10.2 Rodamiento del eje de accionamiento
Generalidades
Los alojamientos del rodamiento libre y del rodamiento fijo se distinguen por un ancho diferente en el alojamiento de su respectivo asiento. En el caso del rodamiento (B) libre el anillo exterior del rodamiento (1) tiene juego axial (1a) en ambas direcciones. En el rodamiento fijo (A) se fija el anillo exterior del rodamiento (2) mediante aplicaciones de tapa (2a) más largas.
Los anillos interiores del rodamiento (3) han sido fijados en el eje con manguitos de extracción (4). Los anillos exteriores del rodamiento (1) asientan con ajuste flojo en la carcasa.
Los rodamientos son lubricados con grasa. La obturación se realiza con anillos-retén (5).
Accesorios y recursos para el desmontaje y el montaje:
– 1 pistola a mano 729124 con manguera de alta presión (por la tuerca hidráulica)
– 2 bombas de aceite 729124 A con tubería (por el manguito de extracción)
– 1 Tuerca hidráulica HMV 76 - TR 380 x 5
– Aceite a presión
– Tubo de prolongación R 1/4" x 1/4" x 1000 mm de longitud
– Dispositivo de montaje (lado del rodamiento fijo)
– Tubos distanciadores (lado del rodamiento libre)
– Galga de espesores
Desmontaje
Para poner al descubierto los rodamientos hay que desmontar
PRECAUCIÓN
Peligro de lesiones por uso indebido de bombas de aceite
Son posibles lesiones físicas
• Antes de la puesta en marcha hay que revisar detenidamente la bomba, la manguera a presión y todos los accesorios.
• Nunca utilizar partes de la bomba o accesorios que están dañados aunque sea sólo ligeramente, ni partes de la bomba o accesorios que no hayan sido diseñados para presiones de 300 MPa (3000 bares).
• Vaciar completamente el aire de la bomba y de la manguera a presión (bomba y manguera deben estar llenas de aceite).
• ¡Se debe llevar gafas de protección!
• En caso de presiones altas siempre es recomendable trabajar con un manómetro.
7 - 46 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
en el rodamiento fijo (A) y rodamiento libre (B)
Engranajes
5Unión atornillada basculante (8)
6Tapa de la carcasa (6)
7con anillo-retén (5)
8Casquillo distanciador (7)
.
Ilustración 34
NOTA
Perforación de salida de grasa en las tapas de la carcasa (6):
• Durante el montaje de la tapa de la carcasa (6) observar la posición horizontal de las perforaciones de salida de grasa.
ATENCIÓN
Daños en la instalación por intercambio de piezas durante el montaje
Posibles daños en la máquina / instalación o su entorno
• Al desmontar varios rodamientos a la vez es preciso marcar las partes para no confundir partes del rodamiento libre con parte del rodamiento fijo.
2-492-20988 (Pos 03-05) 7 - 47

08/
201
3 R
ev
0
Prescripciones para el desmontaje
Respete la siguiente secuencia de desmontaje:
• Atornillar la tuerca hidráulica (1) con el émbolo mirando hacia el rodamiento en la rosca del manguito de extracción (2) hasta que el émbolo impelente tenga contacto con el lado frontal del anillo interior del rodamiento.
• Conectar la bomba de mano (3) y las bombas de aceite (4).
• Colocar y atornillar dispositivos de montaje (5).
Para ello la ranura de aire “X“ entre la tuerca hidráulica (1) y el tubo distanciador (5), él cual es necesario para soltar el manguito de extracción (2), debe ser suficientemente grande.
• Las dos bombas de aceite (4) unidas con el manguito de extracción (2) se accionan, hasta que el aceite sale del intersticio entre las superficies de contacto. Operando la bomba hidráulica (3) el manguito de extracción (2) es empujado fuera del rodamiento.
PRECAUCIÓN
Peligro de lesiones por una fijación insuficiente del dispositivo de montaje (5)
Son posibles lesiones físicas
• Utilizar los tornillos (6) más largos suministrados.
• Apretar bien los tornillos, ya que los manguitos de extracción (2) se soltarán bruscamente.
7 - 48 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Después de quitar los dispositivos auxiliares de montaje, y quitar finalmente los manguitos de extracción, se pueden desmontar los rodamientos.
Ilustración 35
PRECAUCIÓN
Peligro de lesiones al soltarse bruscamente los manguitos de extracción
Son posibles lesiones físicas
¡No introducir las manos en la ranura de aire entre la tuerca hidráulica (1) y el dispositivo de montaje (5). Los manguitos de extracción (2) se sueltan bruscamente.
2-492-20988 (Pos 03-05) 7 - 49
08/
201
3 R
ev
0
Prescripciones para el montaje
Todas las superficies interiores del alojamiento, componentes del rodamiento y superficies de contacto en el rodamiento deben ser limpiados inmediatamente antes de instalarlos. Nuevos rodamientos deben ser sacados de su embalaje original recién poco antes de utilizarlos. Proteger los componentes instalados para que no se ensucien nuevamente.
Los asientos del rodamiento deben ser ligeramente lubricados antes del montaje para evitar daños durante el mismo.
• Aplicar antioxidante en las superficies de contacto de rodamientos oscilantes de rodillos y limpiar los casquillos con petróleo. Cuando las superficies estén secas aceitar las superficies de contacto.
• Determinar el juego interno radial del rodamiento en el estado de suministro. Los rodamientos están debidamente identificados.
Significa:
C0 - Juego interno normal
C3 - Juego interno mayor al normal
C4 - Juego interno mayor a C3
• Medir el juego interno con un calibre explorador entre el anillo exterior y el rodillo equilibrado.
NOTA
No rodar sobre la chapita de medición de la galga de medición, sino arrastrarla entre el rodillo y el anillo exterior.
7 - 50 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Respete la siguiente secuencia de montaje:
• Sacar el alojamiento del rodamiento (1) con anillo-retén (2).
• Deslizar el anillo distanciador (3) sobre el árbol hasta el tope.
• Colocar el rodamiento oscilante de rodillos (4) hasta el tope en el anillo distanciador (3) sobre el eje e introducir con firmeza el manguito de extracción (5) hasta que esté bien apoyado.
Ilustración 36
2-492-20988 (Pos 03-05) 7 - 51
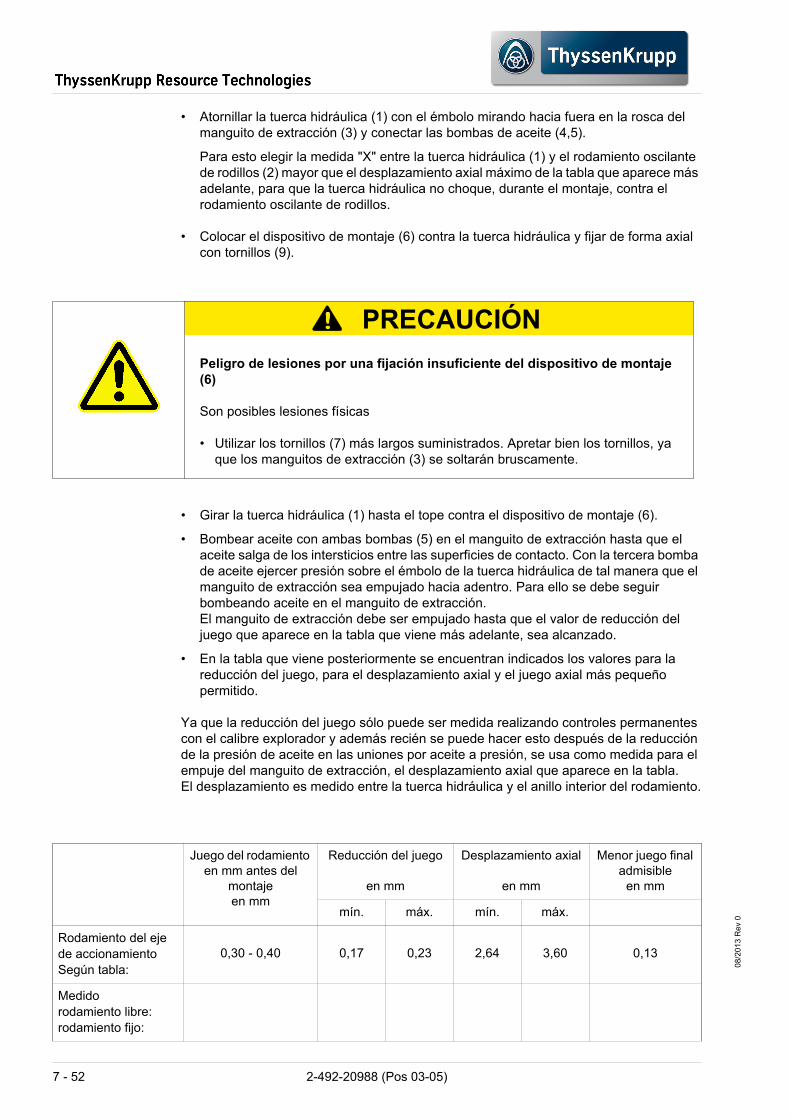
08/
201
3 R
ev
0
• Atornillar la tuerca hidráulica (1) con el émbolo mirando hacia fuera en la rosca del manguito de extracción (3) y conectar las bombas de aceite (4,5).
Para esto elegir la medida "X" entre la tuerca hidráulica (1) y el rodamiento oscilante de rodillos (2) mayor que el desplazamiento axial máximo de la tabla que aparece más adelante, para que la tuerca hidráulica no choque, durante el montaje, contra el rodamiento oscilante de rodillos.
• Colocar el dispositivo de montaje (6) contra la tuerca hidráulica y fijar de forma axial con tornillos (9).
• Girar la tuerca hidráulica (1) hasta el tope contra el dispositivo de montaje (6).
• Bombear aceite con ambas bombas (5) en el manguito de extracción hasta que el aceite salga de los intersticios entre las superficies de contacto. Con la tercera bomba de aceite ejercer presión sobre el émbolo de la tuerca hidráulica de tal manera que el manguito de extracción sea empujado hacia adentro. Para ello se debe seguir bombeando aceite en el manguito de extracción.El manguito de extracción debe ser empujado hasta que el valor de reducción del juego que aparece en la tabla que viene más adelante, sea alcanzado.
• En la tabla que viene posteriormente se encuentran indicados los valores para la reducción del juego, para el desplazamiento axial y el juego axial más pequeño permitido.
Ya que la reducción del juego sólo puede ser medida realizando controles permanentes con el calibre explorador y además recién se puede hacer esto después de la reducción de la presión de aceite en las uniones por aceite a presión, se usa como medida para el empuje del manguito de extracción, el desplazamiento axial que aparece en la tabla. El desplazamiento es medido entre la tuerca hidráulica y el anillo interior del rodamiento.
PRECAUCIÓN
Peligro de lesiones por una fijación insuficiente del dispositivo de montaje (6)
Son posibles lesiones físicas
• Utilizar los tornillos (7) más largos suministrados. Apretar bien los tornillos, ya que los manguitos de extracción (3) se soltarán bruscamente.
Juego del rodamiento en mm antes del
montaje en mm
Reducción del juego
en mm
Desplazamiento axial
en mm
Menor juego final admisible
en mm
mín. máx. mín. máx.
Rodamiento del eje de accionamientoSegún tabla:
0,30 - 0,40 0,17 0,23 2,64 3,60 0,13
Medidorodamiento libre:rodamiento fijo:
7 - 52 2-492-20988 (Pos 03-05)
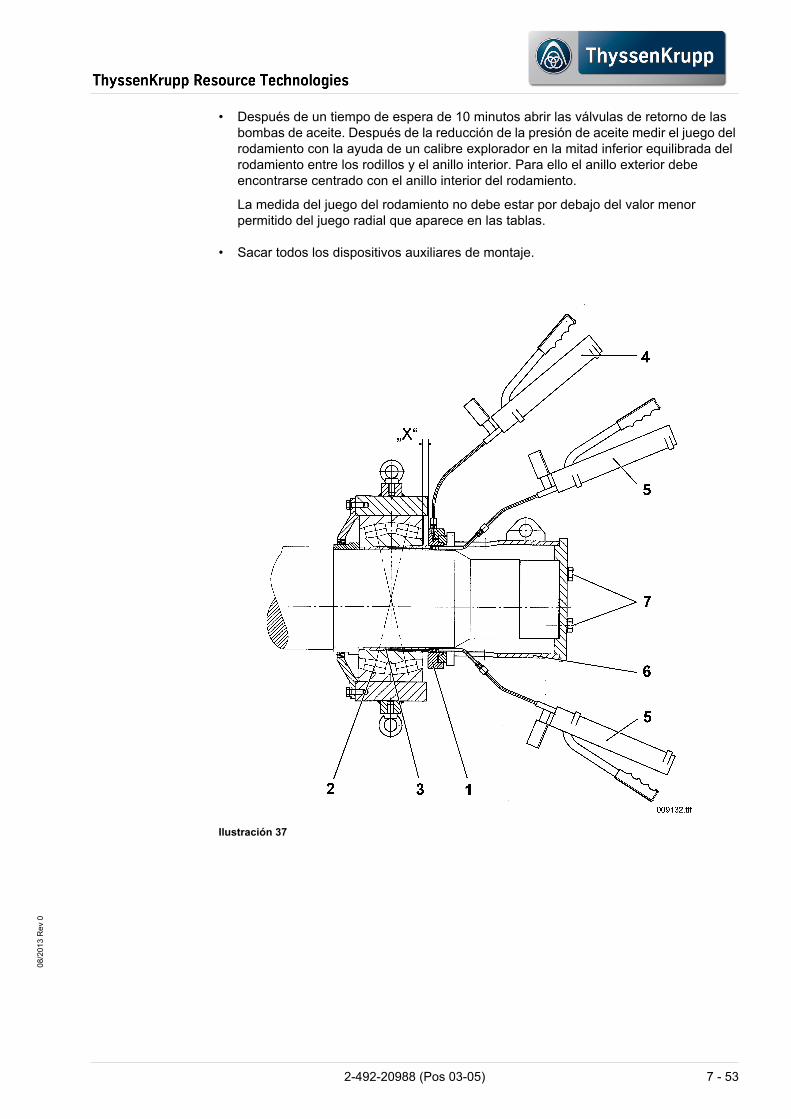
08/
201
3 R
ev
0
• Después de un tiempo de espera de 10 minutos abrir las válvulas de retorno de las bombas de aceite. Después de la reducción de la presión de aceite medir el juego del rodamiento con la ayuda de un calibre explorador en la mitad inferior equilibrada del rodamiento entre los rodillos y el anillo interior. Para ello el anillo exterior debe encontrarse centrado con el anillo interior del rodamiento.
La medida del juego del rodamiento no debe estar por debajo del valor menor permitido del juego radial que aparece en las tablas.
• Sacar todos los dispositivos auxiliares de montaje.
Ilustración 37
2-492-20988 (Pos 03-05) 7 - 53

08/
201
3 R
ev
0
• Llenar con grasa las cavidades del rodamiento así como las cavidades del alojamiento. Véase Capítulo 8.5 “Indicaciones para la lubricación”
Montaje
Para cerrar los rodamientos se deben montar:
en el rodamiento fijo (A) y rodamiento libre (B)
9Casquillo distanciador (7)
10Tapa de la carcasa (6)
11con anillo-retén (5)
12Unión atornillada basculante (8)
13Engranajes
.
Ilustración 38
7 - 54 2-492-20988 (Pos 03-05)
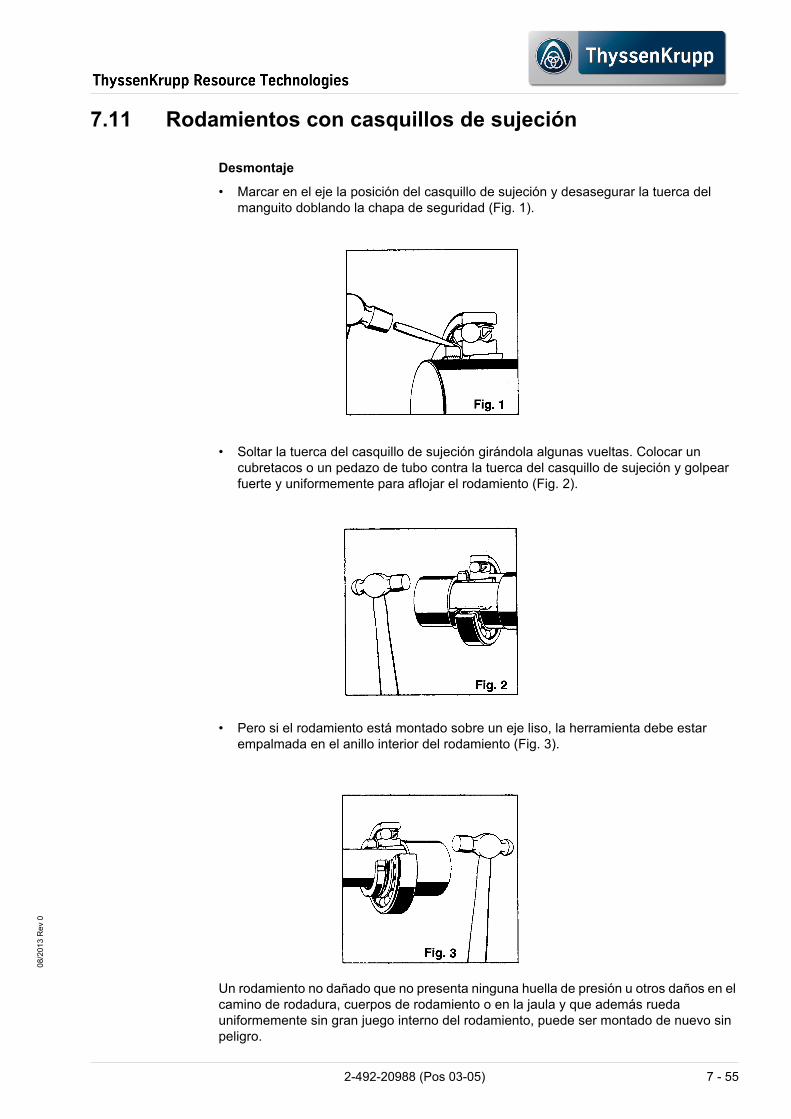
08/
201
3 R
ev
0
7.11 Rodamientos con casquillos de sujeción
Desmontaje
• Marcar en el eje la posición del casquillo de sujeción y desasegurar la tuerca del manguito doblando la chapa de seguridad (Fig. 1).
• Soltar la tuerca del casquillo de sujeción girándola algunas vueltas. Colocar un cubretacos o un pedazo de tubo contra la tuerca del casquillo de sujeción y golpear fuerte y uniformemente para aflojar el rodamiento (Fig. 2).
• Pero si el rodamiento está montado sobre un eje liso, la herramienta debe estar empalmada en el anillo interior del rodamiento (Fig. 3).
Un rodamiento no dañado que no presenta ninguna huella de presión u otros daños en el camino de rodadura, cuerpos de rodamiento o en la jaula y que además rueda uniformemente sin gran juego interno del rodamiento, puede ser montado de nuevo sin peligro.
2-492-20988 (Pos 03-05) 7 - 55

08/
201
3 R
ev
0
Montaje
Los asientos del rodamiento deben ser ligeramente lubricados antes del montaje para evitar daños durante el mismo.
Respete la siguiente secuencia de montaje:
• Desplazar el casquillo de sujeción hasta el lugar marcado o predeterminado en el eje (Fig. 4). Esto puede ser facilitado ampliando la ranura del casquillo con un desarmador.
• Abrir el rodamiento y determinar el juego interno del rodamiento en el estado de suministro. Los rodamientos están debidamente identificados.
Significa:
C0 - Juego del rodamiento normal
C3 - Juego del rodamiento mayor al normal
C4 - Juego del rodamiento mayor que C3
• Medir el juego del rodamiento según fig. 5 con un calibre explorador entre el anillo exterior y el rodillo descargado.
NOTA
No rodar sobre la chapita de medición de la galga de medición, sino arrastrarla entre el rodillo y el anillo exterior.
7 - 56 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
• Desplazar el rodamiento sobre el manguito de sujeción, desajustar la tuerca del manguito y apretar hasta que se alcance la disminución necesaria del juego (Fig. 6).
Juego necesario del rodamiento
El asiento fijo en el caso de rodamientos con perforación cónica, se logra colocando a presión el rodamiento sobre el manguito de sujeción.
Para ello reducir el juego del rodamiento inicial existente del mismo.
No está permitido el montaje a presión por tacto. Al hacer el montaje a presión sobre el manguito de sujeción se debe comprobar constantemente la reducción del juego del rodamiento.
Para ello el peso del anillo exterior no debe influenciar la introducción de la chapita de medición (Fig. 7).
NOTA
Se debe medir siempre cuando los rodillos estén descargados.
2-492-20988 (Pos 03-05) 7 - 57
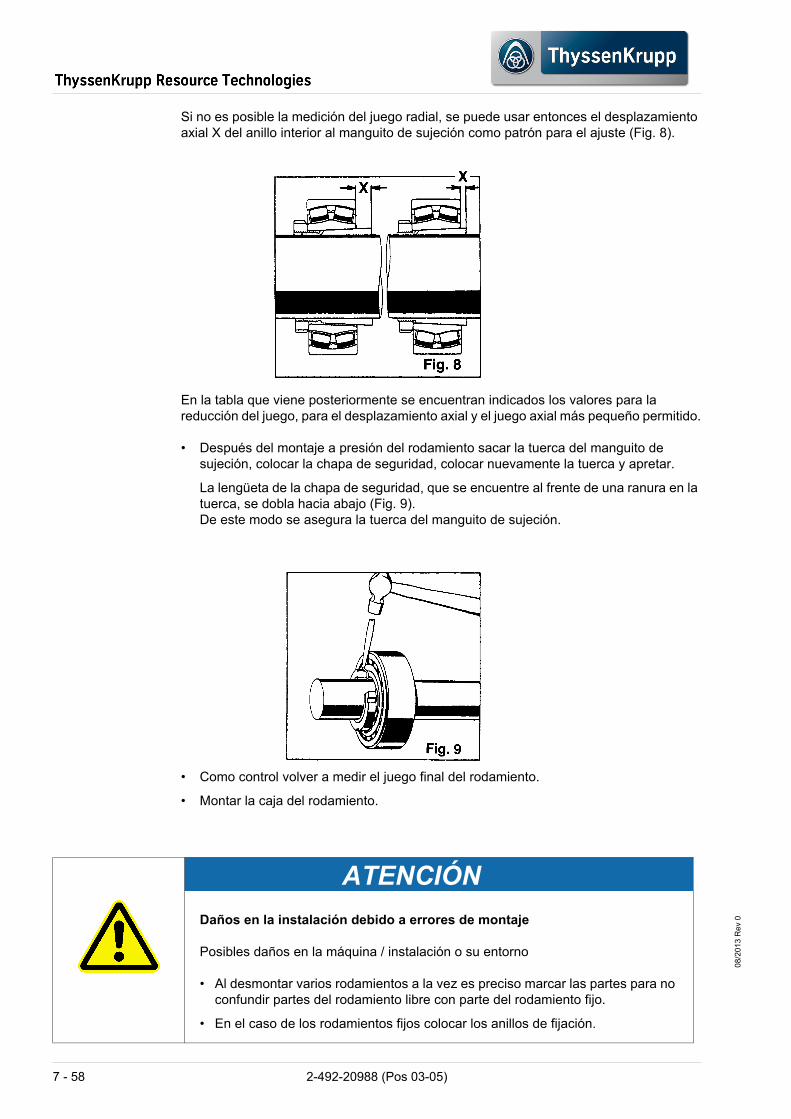
08/
201
3 R
ev
0
Si no es posible la medición del juego radial, se puede usar entonces el desplazamiento axial X del anillo interior al manguito de sujeción como patrón para el ajuste (Fig. 8).
En la tabla que viene posteriormente se encuentran indicados los valores para la reducción del juego, para el desplazamiento axial y el juego axial más pequeño permitido.
• Después del montaje a presión del rodamiento sacar la tuerca del manguito de sujeción, colocar la chapa de seguridad, colocar nuevamente la tuerca y apretar.
La lengüeta de la chapa de seguridad, que se encuentre al frente de una ranura en la tuerca, se dobla hacia abajo (Fig. 9).De este modo se asegura la tuerca del manguito de sujeción.
• Como control volver a medir el juego final del rodamiento.
• Montar la caja del rodamiento.
ATENCIÓN
Daños en la instalación debido a errores de montaje
Posibles daños en la máquina / instalación o su entorno
• Al desmontar varios rodamientos a la vez es preciso marcar las partes para no confundir partes del rodamiento libre con parte del rodamiento fijo.
• En el caso de los rodamientos fijos colocar los anillos de fijación.
7 - 58 2-492-20988 (Pos 03-05)
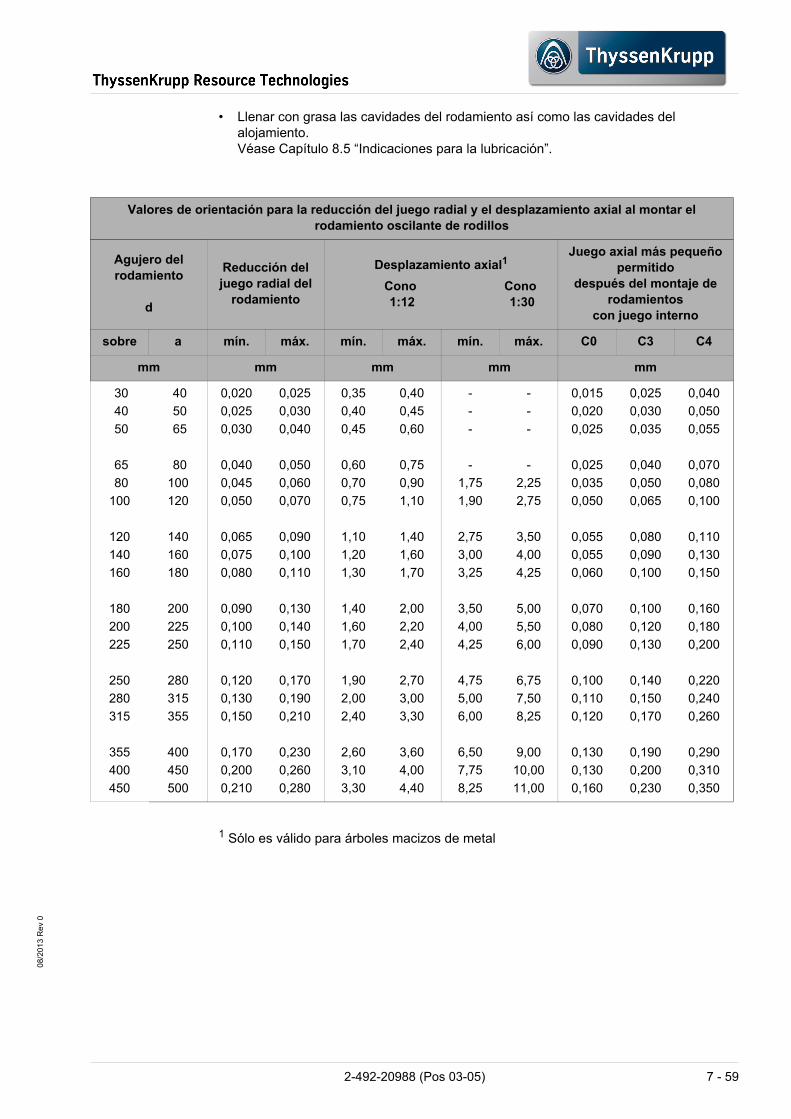
08/
201
3 R
ev
0
• Llenar con grasa las cavidades del rodamiento así como las cavidades del alojamiento. Véase Capítulo 8.5 “Indicaciones para la lubricación”.
1 Sólo es válido para árboles macizos de metal
Valores de orientación para la reducción del juego radial y el desplazamiento axial al montar el rodamiento oscilante de rodillos
Agujero del rodamiento
d
Reducción del juego radial del
rodamiento
Desplazamiento axial1
Cono Cono 1:12 1:30
Juego axial más pequeño permitido
después del montaje de rodamientos
con juego interno
sobre a mín. máx. mín. máx. mín. máx. C0 C3 C4
mm mm mm mm mm
30
40
50
65
80
100
120
140
160
180
200
225
250
280
315
355
400
450
40
50
65
80
100
120
140
160
180
200
225
250
280
315
355
400
450
500
0,020
0,025
0,030
0,040
0,045
0,050
0,065
0,075
0,080
0,090
0,100
0,110
0,120
0,130
0,150
0,170
0,200
0,210
0,025
0,030
0,040
0,050
0,060
0,070
0,090
0,100
0,110
0,130
0,140
0,150
0,170
0,190
0,210
0,230
0,260
0,280
0,35
0,40
0,45
0,60
0,70
0,75
1,10
1,20
1,30
1,40
1,60
1,70
1,90
2,00
2,40
2,60
3,10
3,30
0,40
0,45
0,60
0,75
0,90
1,10
1,40
1,60
1,70
2,00
2,20
2,40
2,70
3,00
3,30
3,60
4,00
4,40
-
-
-
-
1,75
1,90
2,75
3,00
3,25
3,50
4,00
4,25
4,75
5,00
6,00
6,50
7,75
8,25
-
-
-
-
2,25
2,75
3,50
4,00
4,25
5,00
5,50
6,00
6,75
7,50
8,25
9,00
10,00
11,00
0,015
0,020
0,025
0,025
0,035
0,050
0,055
0,055
0,060
0,070
0,080
0,090
0,100
0,110
0,120
0,130
0,130
0,160
0,025
0,030
0,035
0,040
0,050
0,065
0,080
0,090
0,100
0,100
0,120
0,130
0,140
0,150
0,170
0,190
0,200
0,230
0,040
0,050
0,055
0,070
0,080
0,100
0,110
0,130
0,150
0,160
0,180
0,200
0,220
0,240
0,260
0,290
0,310
0,350
2-492-20988 (Pos 03-05) 7 - 59

08/
201
3 R
ev
0
Página en blanco
7 - 60 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
8 Lubricación
8.1 Introducción e indicaciones técnicas
Una lubricación adecuada con los mejores lubricantes para los respectivos usos previstos, es absolutamente necesario para la conservación de la seguridad de funcionamiento y una duración adecuada. No es posible caracterizar absolutamente al lubricante con los valores de orientación indicados en la tabla de lubricantes. La responsabilidad de elección correcta del lubricante teniendo en consideración las condiciones locales y las condiciones de aplicación de este tipo de instalación industrial así como el último avance en la tecnología de lubricantes, queda finalmente en manos del suministrador de lubricantes.
Los lubricantes deben ser puestos a disposición por el usuario/ propietario.
Nosotros no asumimos responsabilidad alguna por deficiencias o daños causados por una mala elección del lubricante.
Para resumir, recomendamos utilizar sólo lubricantes de buena calidad, los cuales han sido elegidos por empresas reconocidas en la materia teniendo en consideración nuestros valores de orientación.
ADVERTENCIA
Peligro de lesiones por trabajos de limpieza, inspección, mantenimiento y reparación durante el servicio
Son posibles graves lesiones físicas o hasta la muerte
• Ejecutar los trabajos de limpieza, inspección, mantenimiento y reparación sólo con la máquina / instalación desconectada y asegurada contra reconexión.
NOTA
Cada una de las empresas de aceite mineral que aparece en la tabla de lubricantes mantiene un servicio de lubricación cuyos ingenieros están a disposición de nuestros clientes para responder cualquier pregunta relacionada a la lubricación y encontrar la lubricación adecuada para cada aplicación.
2-492-20988 (Pos 03-05) 8 - 1
08/
201
3 R
ev
0
Observe especialmente los siguientes puntos:
– Los lubricantes recomendados se encuentran en la tabla de lubricación (Capítulo 8.4, Lubricantes especiales Capítulo 8.4.2).
– La lubricación tiene que realizarse en los periodos indicados según las indicaciones de lubricación (Capítulo 8.5) y con los lubricantes y en las cantidades especificadas.
– Esta recomendación no excluye por supuesto el uso de otros lubricantes con las mismas características de otros fabricantes.
8.2 Almacenamiento de los lubricantes
• Cierre bien los recipientes inmediatamente después de sacar el lubricante. Almacene los recipientes en ambientes cerrados y secos. De esta manera Ud. evita que los lubricantes se ensucien. Procure almacenar, utilizar, y desechar los lubricantes de acuerdo a las medidas para la protección del medio ambiente. Al manipular lubricantes observe los respectivos reglamentos nacionales para la protección del medio ambiente.
• Al almacenar y manipular los lubricantes observe los respectivos reglamentos nacionales para la protección en el trabajo, protección sanitaria y protección contra incendios.
• Marque barriles, bidones, aceiteras y pistolas de engrasar dependiendo según el tipo de lubricante con diferentes colores. No se deben mezclar diferentes lubricantes.
ATENCIÓN
Daños en la instalación por lubricación inapropiada
Posibles daños en la máquina / instalación o su entorno
• Realizar tanto la lubricación como todos los trabajos necesarios de lubricación con la máquina / instalación pero todavía en su temperatura de trabajo.
8 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
8.3 Notas generales referente a la lubricación
8.3.1 Grupos de aceites
En Capítulo 8.4 “Tabla de lubricantes (índice 8)” se distinguen los siguientes grupos de aceites:
• Aceites minerales= CLP
• Poliglicoles = CLP PG (aceites sintéticos)
• Poli-a-olefina = CLP HC (aceites sintéticos)
• Aceites hidráulicos = HLP
• Aceites hidráulicos = HVLP (comportamiento de viscosidad-temperatura mejorado)
NOTA
Engranajes
Para la selección del aceite, la viscosidad es determinante, la cual está indicada en la etiqueta de identificación del engranaje.
Observe la calidad de aceite exigida por el fabricante del engranaje. En caso necesario haga que su suministrador confirme la calidad de aceite. Cada fabricante o proveedor de lubricantes es responsable de la calidad de sus productos.
La cantidad de aceite a ser rellenada es determinada sólo por la medición del nivel de aceite en la mirilla, en la sonda de nivel o en la abertura del rebosadero de aceite.
Realice los cambios de aceite en los intervalos prescritos por el fabricante del engranaje. Adicionalmente controle continuamente el nivel de aceite y rellene la cantidad que falte.
Si cambia el tipo de aceite, la cantidad residual de aceite usado que se encuentra en el engranaje debe ser lo más mínima posible. Una cantidad residual pequeña normalmente no causa ningún problema. Aceites para engranajes de diferentes tipos y fabricantes no se deben mezclar entre sí. En caso necesario haga que el fabricante del aceite nuevo confirme la compatibilidad con los restos del aceite usado.
Al cambiar de poliglicoles a otro aceite para engranajes o al revés, siempre se debe primero enjuagar bien el engranaje con el nuevo aceite. Se debe eliminar los restos del aceite usado completamente del engranaje.
2-492-20988 (Pos 03-05) 8 - 3

08/
201
3 R
ev
0
• Lubricar regularmente en cantidades adecuadas. Falta de lubricante puede causar daños en los elementos mecánicos.
• Para enjuagar utilice un aceite con viscosidad pequeña del mismo fabricante y a la misma base; nunca mezcle aceite a base mineral con aceite sintético.
• Lavar y secar el rodamiento y su carcasa cuando se deba usar una grasa lubricante de otra base jabonosa.
• Llenar los rodamientos completamente con grasa pero llenar el espacio libre dentro de la carcasa sólo parcialmente (aprox. 30 – 50 %) y montar los rodamientos.
• Rellenar los laberintos completamente con grasa.
• Reengrasar los rodamientos y los laberintos.
Después de la lubricación:
• ¡No limpie la boquilla de lubricación/ los cabezales de lubricación!
8.3.2 Ruedas dentadas no cubiertas
Antes de la lubricación, limpiar bien los accionamientos por coronas dentadas y cremalleras no cubiertos. Poner el lubricante de tal manera que se forme una película uniforme y delgada.
ATENCIÓN
Daños en la instalación por impurezas en la grasa lubricante
Posibles daños en la máquina / instalación o su entorno
• ¡Trabaje en condiciones limpias! Ya pequeñas impurezas en la grasa lubricante afectan la vida útil de los puntos de cojinete.
PELIGRO
Peligro de lesiones por trabajos de limpieza, inspección, mantenimiento y reparación durante el servicio
Inminente peligro de muerte o de graves lesiones físicas. Accionamientos por coronas dentadas o cremalleras no cubiertos pueden atrapar y triturar partes del cuerpo.
• Jamás lubricar con la máquina en marcha.
8 - 4 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
8.3.3 Tuberías de lubricación
Observar que las tuberías de lubricación estén limpias interiormente a fondo antes de la primera puesta en operación y rellenadas con el lubricante prescrito.
2-492-20988 (Pos 03-05) 8 - 5

08/
201
3 R
ev
0
8.4 Tabla de lubricantes (índice 8)
8.4.1 Lubricantes estándar
8.4.1.1 Aceites de lubricación
Códig
oUso Clase Aral BP ESSO
Fuchs
EuropaMobil Shell Texaco Klüber
A1
Acoplamientos hidráulicos y
grupos hidráulicos
ISO VG 32 HLP
Vitam GF 32
Energol HLP-HM
32
Nuto H 32
RenolinB 10
DTE 24 Tellus 32Rando HD 32
LAMORA HLP 32
A2
Instalaciones hidráulicas
ISO VG 46 HLP
Vitam GF 46
Energol HLP-HM
46
Nuto H 46
RenolinB 15
DTE 25 Tellus 46Rando Oil
HD 46LAMORA HLP 46
A3ISO VG 68 HLP
VitamGF 68
Energol HLP-HM
68
Nuto H 68
RenolionB 20
DTE 26 Tellus 68Rando OilHD C-68
LAMORA HLP 68
B1
Instalaciones hidráulicas
ISO VG32 HVLP
VitamHF 32
Bartran HV 32
UnivisN 32
RenolinMR 32 MC
DTE 13 MTellusT 32
Rando OilHD AZ 32
B2ISO VG
46 HVLPVitamHF 46
Bartran HV 46
UnivisN 46
RenolinMR 46 MC
DTE 15 MTellusT 46
B3ISO VG
68 HVLPBartran HV 68
UnivisN 68
RenolinMR 68 MC
DTE 16 MTellusT 68
Rando OilHD CZ 68
C1
Engranajes y motores
reductores
ISO VG150 CLP
DegolBG 150
EnergolGR-XP
150
Spartan EP 150
Renolin CLP 150/
Plus
Mobilgear600 x P150
Omala150
Meropa150
KlüberoilGEM
1-150 N
C2ISO VG220 CLP
DegolBG 220
EnergolGR-XP
220
SpartanEP 220
RenolinCLP 220/
Plus
Mobilgear600 x P220
Omala220
Meropa220
KlüberoilGEM
1-220 N
C3ISO VG320 CLP
DegolBG 320
EnergolGR-XP
320
SpartanEP 320
RenolinCLP 320/
Plus
Mobilgear600 x P320
Omala320
Meropa320
KlüberoilGEM
1-320 N
C4ISO VG460 CLP
DegolBG 460
EnergolGR-XP
460
SpartanEP 460
RenolinCLP 460/
Plus
Mobilgear600 x P460
Omala460
Meropa460
KlüberoilGEM
1-460 N
C5ISO VG680 CLP
DegolBG 680
EnergolGR-XP
680
SpartanEP 680
RenolinCLP 680/
Plus
Mobilgear600 x P680
Omala680
Meropa680
KlüberoilGEM
1-680 N
D1
Aceite para engranajes
sintético
ISO VG 150 CLP
HC
Degol PAS 150
RenolinUnisyn
CLP 150
MobilgearSHC XMP
150
Omala HD 150
PinnacleEP 150
KlübersynthGEM
4-150 N
D2ISO VG 220 CLP
HC
Degol PAS 220
EnersynEP-XF 220(ya no se fabrica)
RenolinUnisyn
CLP 220
MobilgearSHC XMP
220
Omala HD 220
PinnacleEP 220
KlübersynthGEM
4-220 N
D3ISO VG 320 CLP
HC
Degol PAS 320
EnersynEP-XF 320
RenolinUnisyn
CLP 320
MobilgearSHC XMP
320
Omala HD 320
PinnacleEP 320
KlübersynthGEM
4-320 N
D4ISO VG 460 CLP
HC
Degol PAS 460
RenolinUnisyn
CLP 460
MobilgearSHC XMP
460
Omala HD 460
PinnacleEP 460
KlübersynthGEM
4-460 N
D5ISO VG 680 CLP
HC
RenolinUnisyn
CLP 680
MobilgearSHC XMP
680
Omala HD 680
KlübersynthGEM
4-680 N
8 - 6 2-492-20988 (Pos 03-05)
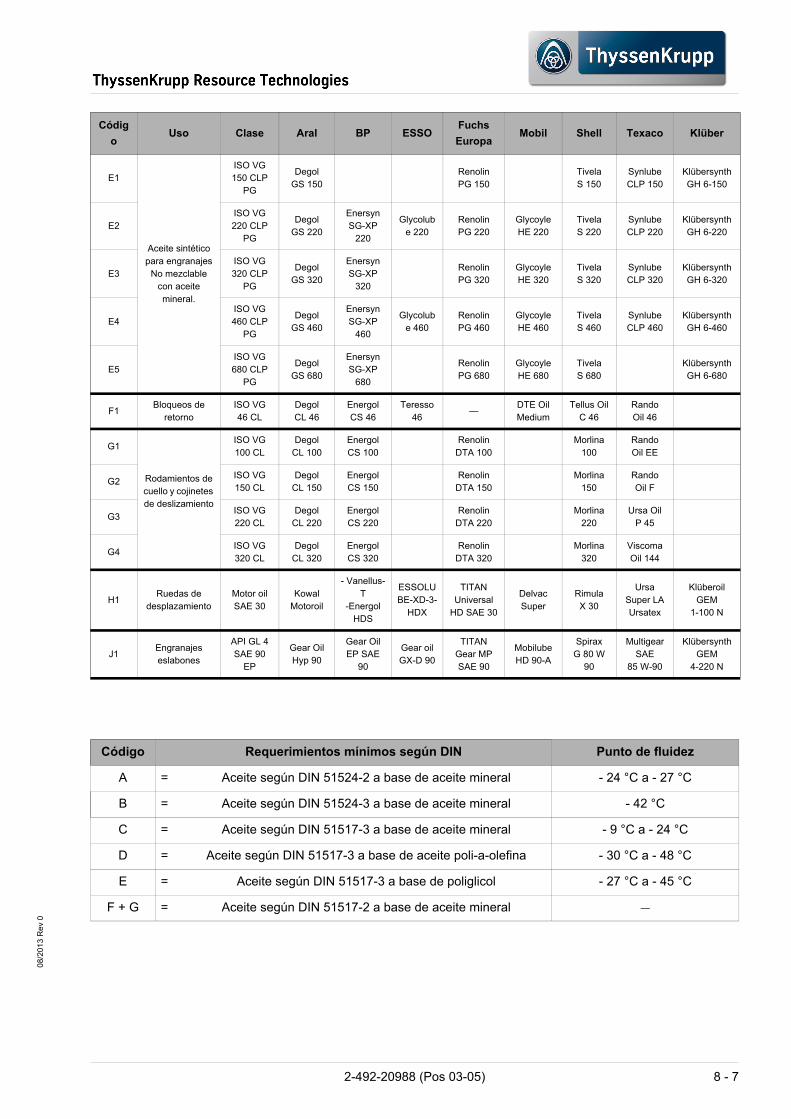
08/
201
3 R
ev
0
E1
Aceite sintético para engranajes
No mezclable con aceite mineral.
ISO VG 150 CLP
PG
DegolGS 150
RenolinPG 150
TivelaS 150
SynlubeCLP 150
KlübersynthGH 6-150
E2ISO VG 220 CLP
PG
DegolGS 220
EnersynSG-XP
220
Glycolube 220
RenolinPG 220
GlycoyleHE 220
TivelaS 220
SynlubeCLP 220
KlübersynthGH 6-220
E3ISO VG 320 CLP
PG
DegolGS 320
EnersynSG-XP
320
RenolinPG 320
GlycoyleHE 320
TivelaS 320
SynlubeCLP 320
KlübersynthGH 6-320
E4ISO VG 460 CLP
PG
DegolGS 460
EnersynSG-XP
460
Glycolube 460
RenolinPG 460
GlycoyleHE 460
TivelaS 460
SynlubeCLP 460
KlübersynthGH 6-460
E5ISO VG 680 CLP
PG
DegolGS 680
EnersynSG-XP
680
RenolinPG 680
GlycoyleHE 680
TivelaS 680
KlübersynthGH 6-680
F1Bloqueos de
retornoISO VG46 CL
DegolCL 46
EnergolCS 46
Teresso46
—DTE OilMedium
Tellus OilC 46
RandoOil 46
G1
Rodamientos de cuello y cojinetes de deslizamiento
ISO VG 100 CL
DegolCL 100
EnergolCS 100
RenolinDTA 100
Morlina100
RandoOil EE
G2ISO VG150 CL
DegolCL 150
EnergolCS 150
RenolinDTA 150
Morlina150
RandoOil F
G3ISO VG220 CL
DegolCL 220
EnergolCS 220
RenolinDTA 220
Morlina220
Ursa OilP 45
G4ISO VG320 CL
DegolCL 320
EnergolCS 320
RenolinDTA 320
Morlina320
ViscomaOil 144
H1Ruedas de
desplazamientoMotor oilSAE 30
KowalMotoroil
- Vanellus-T
-Energol HDS
ESSOLUBE-XD-3-
HDX
TITAN Universal
HD SAE 30
DelvacSuper
Rimula X 30
UrsaSuper LAUrsatex
KlüberoilGEM
1-100 N
J1Engranajeseslabones
API GL 4SAE 90
EP
Gear OilHyp 90
Gear OilEP SAE
90
Gear oilGX-D 90
TITANGear MPSAE 90
MobilubeHD 90-A
SpiraxG 80 W
90
MultigearSAE
85 W-90
KlübersynthGEM
4-220 N
Códig
oUso Clase Aral BP ESSO
Fuchs
EuropaMobil Shell Texaco Klüber
Código Requerimientos mínimos según DIN Punto de fluidez
A = Aceite según DIN 51524-2 a base de aceite mineral - 24 °C a - 27 °C
B = Aceite según DIN 51524-3 a base de aceite mineral - 42 °C
C = Aceite según DIN 51517-3 a base de aceite mineral - 9 °C a - 24 °C
D = Aceite según DIN 51517-3 a base de aceite poli-a-olefina - 30 °C a - 48 °C
E = Aceite según DIN 51517-3 a base de poliglicol - 27 °C a - 45 °C
F + G = Aceite según DIN 51517-2 a base de aceite mineral —
2-492-20988 (Pos 03-05) 8 - 7
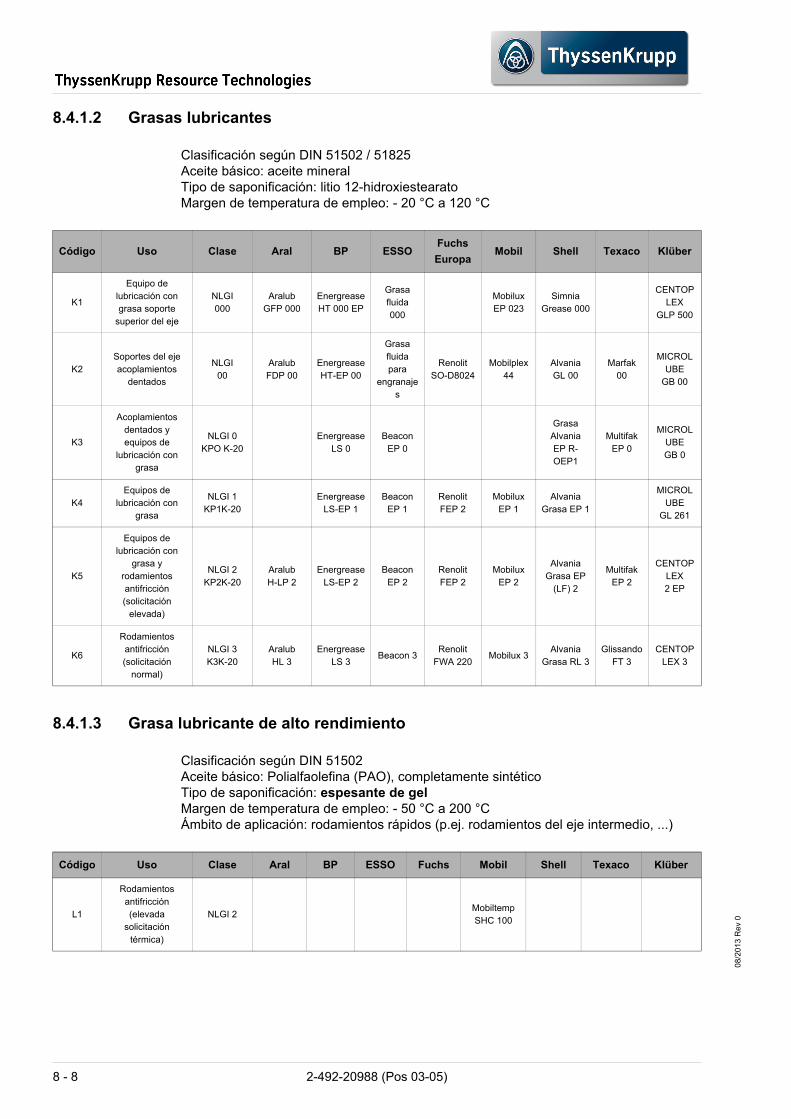
08/
201
3 R
ev
0
8.4.1.2 Grasas lubricantes
Clasificación según DIN 51502 / 51825Aceite básico: aceite mineralTipo de saponificación: litio 12-hidroxiestearatoMargen de temperatura de empleo: - 20 °C a 120 °C
8.4.1.3 Grasa lubricante de alto rendimiento
Clasificación según DIN 51502 Aceite básico: Polialfaolefina (PAO), completamente sintético Tipo de saponificación: espesante de gel Margen de temperatura de empleo: - 50 °C a 200 °CÁmbito de aplicación: rodamientos rápidos (p.ej. rodamientos del eje intermedio, ...)
Código Uso Clase Aral BP ESSOFuchs
EuropaMobil Shell Texaco Klüber
K1
Equipo de lubricación con grasa soporte
superior del eje
NLGI000
AralubGFP 000
EnergreaseHT 000 EP
Grasa fluida 000
MobiluxEP 023
Simnia Grease 000
CENTOPLEX
GLP 500
K2Soportes del eje acoplamientos
dentados
NLGI 00
AralubFDP 00
EnergreaseHT-EP 00
Grasa fluida para
engranajes
Renolit SO-D8024
Mobilplex44
AlvaniaGL 00
Marfak00
MICROLUBE
GB 00
K3
Acoplamientos dentados y equipos de
lubricación con grasa
NLGI 0KPO K-20
EnergreaseLS 0
BeaconEP 0
Grasa AlvaniaEP R-OEP1
MultifakEP 0
MICROLUBEGB 0
K4Equipos de
lubricación con grasa
NLGI 1KP1K-20
EnergreaseLS-EP 1
BeaconEP 1
RenolitFEP 2
MobiluxEP 1
AlvaniaGrasa EP 1
MICROLUBE
GL 261
K5
Equipos de lubricación con
grasa y rodamientos antifricción (solicitación
elevada)
NLGI 2KP2K-20
AralubH-LP 2
EnergreaseLS-EP 2
BeaconEP 2
RenolitFEP 2
MobiluxEP 2
AlvaniaGrasa EP
(LF) 2
MultifakEP 2
CENTOPLEX2 EP
K6
Rodamientos antifricción(solicitación
normal)
NLGI 3K3K-20
AralubHL 3
EnergreaseLS 3
Beacon 3Renolit
FWA 220Mobilux 3
AlvaniaGrasa RL 3
GlissandoFT 3
CENTOPLEX 3
Código Uso Clase Aral BP ESSO Fuchs Mobil Shell Texaco Klüber
L1
Rodamientos antifricción(elevada
solicitación térmica)
NLGI 2MobiltempSHC 100
8 - 8 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Clasificación según DIN 51502 Aceite básico: completamente sintético Tipo de saponificación: complejo de litioMargen de temperatura de empleo: - 40 °C a 160 °CÁmbito de aplicación: rodamientos del rotor de la trituradora, Roll-Sizer, ...
Clasificación según DIN 51502 Aceite básico: Polialfaolefina (PAO), completamente sintético Tipo de saponificación: espesante de gelMargen de temperatura de empleo: - 50 °C a 180 °CÁmbito de aplicación: rodamientos lentos (p. ej. transportadores de alimentación, rascadores de cadena, ...)
8.4.2 Lubricantes especiales
8.4.2.1 Aceites lubricantes para molinos tubulares
Ámbito de aplicación: lubricación de la corona dentada
Código Uso Clase Aral BP ESSO Fuchs Mobil Shell Texaco
L2
Rodamientos antifricción(elevada
solicitación térmica)
NLGI 2Mobilith
SHC 220AlbidaPPS 2
Código Uso Clase Aral BP ESSO Fuchs Mobil Shell Texaco
L3
Rodamientos antifricción(elevada
solicitación térmica)
NLGI 1.5MobiltempSHC 32
CódigoLubricación de la corona dentada
(Engrase por proyección)
Klüber Fuchs
Lubritechnegro transparente
M1 Imprimación a manoGRAFLOSCONA - G1 ULTRA
KlüberplexAG 11-462
Ceplattyn 300
M2 Proceso de rodajeGRAFLOSCON
B - SG-00 ULTRAKlüberfluid
B-F 2 ULTRARodaje de Ceplattyn - RN
M3
Lubricación durante la operación(Lubricante adhesivo con buenas propiedades
bajo presión extrema (EP)).Ensayo especial del FZG (centro de
investigación para ruedas dentadas y engranajes) - A/2, 76/50 > 12. nivel de carga,
abrasión < 0,2 mg/kWh
GRAFLOSCONC - SG-0 Ultra
KlüberfluidC-F 8 ULTRA
Ceplattyn KG 10 HMF
M4Lubricación durante la operación de + 5 °C a
100 °CGRAFLOSCON
C - SG-1000 UltraKlüberfluid
C-F 4 ULTRACeplattyn KG 10 HMF - 1000
M5 Lubricante de operación de + 15 °C a 120 °CGRAFLOSCON
C - SG-2000 UltraKlüberfluid
C-F 3 ULTRACeplattyn KG 10 HMF - 2500
2-492-20988 (Pos 03-05) 8 - 9

08/
201
3 R
ev
0
8.4.2.2 Aceites lubricantes para trituradoras de cono
Aceites
Grasas
8.4.2.3 Acoplamientos hidrodinámicos
Ámbito de aplicación: Aceites de transmisión de potenciaPunto de fluidez: hasta - 42 °C
Ámbito de aplicación: Aceites de transmisión de potenciaAceite básico: completamente sintético
Código Uso Clase CASTROLCASTROL
BIO TOP
N1Unidad hidráulica
Regulación de eje y protección contra sobrecarga.
Engranaje intermedio por correas trapezoidales
ISO VG32 HLP
Tribol 943 AW 32 Tribol BioTop 1448 / 32
N2ISO VG46 HLP
Tribol 943 AW 46 Tribol BioTop 1448 / 46
N3ISO VG68 HLP
Tribol 943 AW 68 Tribol BioTop 1448 / 68
N4
Unidad de aceite Sistema de lubricación por circulación de
aceite
ISO VG100 CLP
Tribol 1100/100
N5ISO VG150 CLP
Tribol 1100/150 Tribol BioTop 1418 / 150
N6ISO VG220 CLP
Tribol 1100/220 Tribol BioTop 1418 / 220
Código Uso Clase CASTROLCASTROL
BIO TOP
P1equipo de lubricación con grasa
soporte superior del eje
NLGI 000Tribol 3020/1000-000
GP 000K-40
P2 NLGI 00Tribol 3020/1000-00
GP 00K-40
P3 Rodamientos antifricciónNLGI 2
KP2K-20Tribol 3020/1000-2
Molub-AlloyBio Top 9488-1
Código Uso Clase Aral BP ESSOFuchs
EuropaMobil Shell Texaco
Q1Acoplamientos
hidráulicos (Voith)ISO VG 32
HLPDegol BG
32Energol
HLP-HM 32Torque
Fluid N 45RenolinMR 10
Mobilfluid125
Tegula32
Rando HD 32
Código Uso ClaseCastrol
Punto de fluidez - 42 °C
Klüber
Punto de fluidez - 45 °C
Mobil
Punto de fluidez - 63 °C
Q2Acoplamientos
hidráulicos (Voith)ISO VG 32 Hyspin AWH-M 32
Summit HySynFG 32
SHC 524
8 - 10 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
8.4.2.4 Aceites hidráulicos para empleo a baja temperatura
Margen de temperatura de empleo: mín. - 40 °C hasta máx. + 70 °CPunto de fluidez: hasta - 60 °C
8.4.2.5 Aceites hidráulicos resistentes al fuego
Punto de inflamación: 300 °CPunto de inflamabilidad: 360 °CPunto de fluidez: hasta - 20 °C
Código Uso Clase Shell
R1Instalaciones hidráulicas
ISO VG 32 Tellus
Arctic 32
Código Uso Clase Fuchs Europa Quintolubric
S1 Instalaciones hidráulicas ISO VG 46 PLANTOFLUX AT-S
VG 46Quintolubric
888-46
S2 Instalaciones hidráulicas ISO VG 68 PLANTOFLUX AT-S
VG 68Quintolubric
888-68
2-492-20988 (Pos 03-05) 8 - 11

08/
201
3 R
ev
0
8.5 Indicaciones para la lubricación
8.5.1 Transportador de alimentación
ATENCIÓN
Daños en la instalación por indicaciones erróneas de cantidades y/o clases de aceite
Posibles daños en la máquina / instalación o su entorno
• Las indicaciones sobre las placas de características de engranajes, motores etc. sobre la cantidad y clase de aceite a ser llenada tienen prioridad sobre las indicaciones de estas instrucciones de lubricación.
Punto de lubricación
Can-tida
d
Lubricante según tabla 8.4 Código
Plazos de lubricación en horas de trabajo
Cantidad de lubricante
Renovación Re-lubricación
Renovación Re-lubricación
1Rodamiento del
eje de accionamiento
2 K5cada 6000 h o cada 2 años
Observe1
cada 15 kg a través de entrerosca de lubricación, hasta
que salga grasa de las obturaciones
-
2Rodamiento del eje de inversión
2 K5cada 6000 h o cada 2 años
aprox. cada 2 kg a través de entrerosca de lubricación, hasta que salga grasa de
las obturaciones
-
3 Perno de cadena D8K
BERCO
J1 Lubricación permanente,
compensar sólo para casos de
pérdidas de aceite por montaje
cada uno 0,05 kg
4 Ruedas de desplazamiento
de la cinta superior D8H
BERCO
H1 aprox. cada uno 0,35 kg
5 Rodillos de rodadura de cinta inferior
D6D (ejecución especial) BERCO
H1 cada uno 0,36 kg
1.Al relubricar quitar el tornillo de cierre. Cuando ya no sale más grasa, volver a cerrar la perforación de salida de grasa.
8 - 12 2-492-20988 (Pos 03-05)
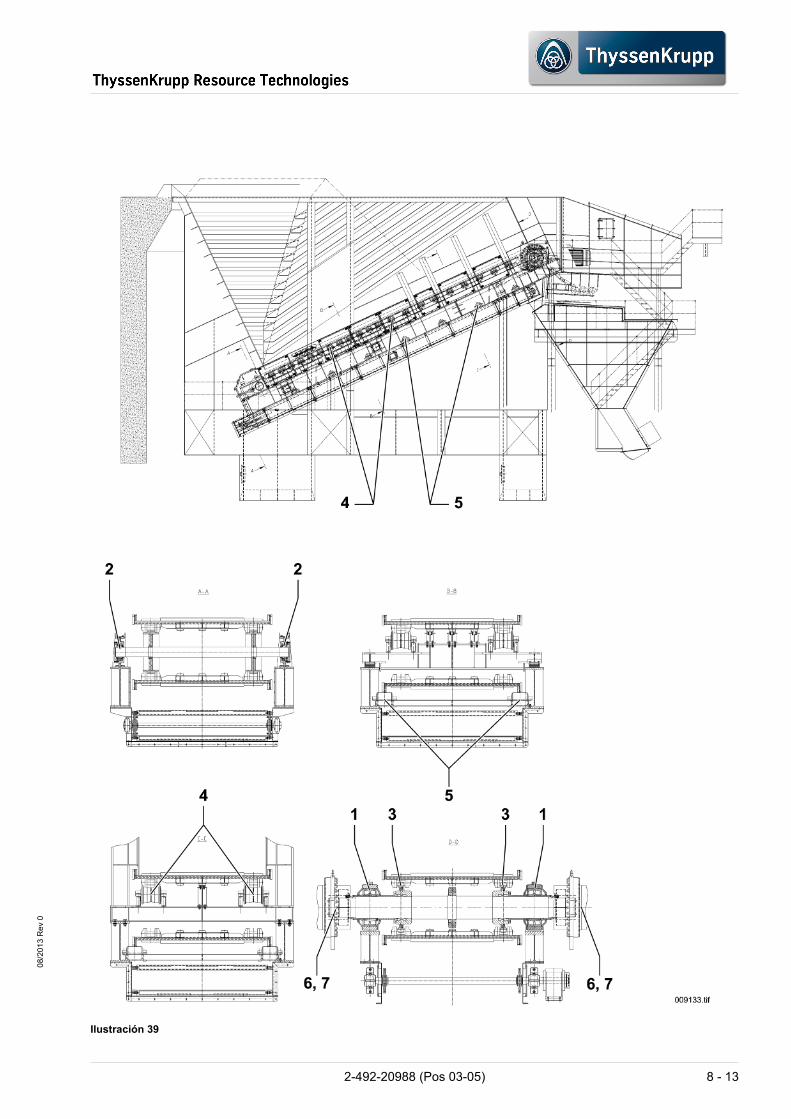
08/
201
3 R
ev
0
Ilustración 39
2-492-20988 (Pos 03-05) 8 - 13

08/
201
3 R
ev
0
Punto de lubricación Can-tida
d
Lubricante según tabla 8.4 Código
Plazos de lubricación en horas de trabajo
Cantidad de lubricante
Renovación Re-lubricación
Renovación Re-lubricación
6 Engranaje planetario
2 XXcada 3000 h,
como mínimo tras
6 meses
nivel de aceite conjunto aprox.
XX litros(véase placa de características)
7 Engranaje de ruedas cónicas
2 XX
8 - 14 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 39
2-492-20988 (Pos 03-05) 8 - 15

08/
201
3 R
ev
0
8.5.2 Rascador de cadena
Observar las indicaciones para la lubricación de los componentes en el ANEXO 9.
Punto de lubricación Can-tida
d
Lubricante según
Capítulo 8.4 código
Plazos de lubricación en horas de trabajo
Cantidad de lubricante
Renovación Re-lubricación
Renovación Re-lubricación
1 Motorreductor 1 C2cada 8000 h, a
más tardar cada 3 años
cada 3000 h, como
mínimo tras 6 meses
10 l y 1,2 l -
2Rodamiento del
eje de accionamiento
2 K5cada 6000 h o cada 2 años
-
aprox. cada uno 0,85 kg a través de entrerosca de lubricación, hasta que salga grasa
de las obturaciones
-
3Rodamiento del eje de inversión
2 K5cada 6000 h ocada 2 años
-
aprox. cada uno 0,19 kg a través de entrerosca de lubricación, hasta que salga grasa
de las obturaciones
-
8 - 16 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
Ilustración 40
2-492-20988 (Pos 03-05) 8 - 17

08/
201
3 R
ev
0
Página en blanco
8 - 18 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
9 ANEXO
9.1 Dibujos
9.2 Componentes del mecanismo de rodadura - Transportador de alimentación
9.3 Accionamiento - Transportador de alimentación
9.4 Accionamiento - Rascador de cadena
9.5 Dispositivos de seguridad
2-492-20988 (Pos 03-05) 9 - 1

08/
201
3 R
ev
0
Página en blanco
9 - 2 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
9.1 Dibujos
Denominación Dibujo no.
Cinta de placas completa (2 hojas) 4615096
Rascador de cadena completo (hoja 1)
4615114
2-492-20988 (Pos 03-05) 9 - 3

08/
201
3 R
ev
0
Página en blanco
9 - 4 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
9.2 Componentes del mecanismo de rodadura - Transportador de alimentación
2-492-20988 (Pos 03-05) 9 - 5

08/
201
3 R
ev
0
Página en blanco
9 - 6 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
9.3 Accionamiento - Transportador de alimentación
2-492-20988 (Pos 03-05) 9 - 7

08/
201
3 R
ev
0
Página en blanco
9 - 8 2-492-20988 (Pos 03-05)

08/
201
3 R
ev
0
9.4 Accionamiento - Rascador de cadena
2-492-20988 (Pos 03-05) 9 - 9

08/
201
3 R
ev
0
Página en blanco
9 - 10 2-492-20988 (Pos 03-05)
08/
201
3 R
ev
0
9.5 Dispositivos de seguridad
2-492-20988 (Pos 03-05) 9 - 11

08/
201
3 R
ev
0
Página en blanco
9 - 12 2-492-20988 (Pos 03-05)