
Application of ARB process for manufacturing high-strength, finely dispersed and highly uniform...
6
Materials Science and Engineering A 527 (2010) 7430–7435 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Application of ARB process for manufacturing high-strength, finely dispersed and highly uniform Cu/Al 2 O 3 composite Roohollah Jamaati ∗ , Mohammad Reza Toroghinejad Department of Materials Engineering, Isfahan University of Technology, Isfahan 84156-83111, Iran article info Article history: Received 19 June 2010 Received in revised form 11 August 2010 Accepted 12 August 2010 Keywords: Metal matrix composite Accumulative roll bonding Microstructure Mechanical properties abstract In the present work, accumulative roll bonding (ARB) process was used as an effective alternative method for manufacturing high-strength, finely dispersed and highly uniform copper/alumina metal matrix composite (MMC). The microstructural evolution and mechanical properties of the Cu/15 vol.% Al 2 O 3 composite during various ARB cycles are reported. The produced MMC by nine ARB cycles showed a homogeneous distribution and strong bonding between particles and matrix without any porosity. Also, it was found that when the number of cycles increased, not only did elongation increase but also the tensile strength of the composite improved by 2.5 times compared to that of the annealed copper used as the original raw material. Strengthening in the produced composites was explained by strain hard- ening, grain refinement, reinforcing role of particles, uniformity, bonding quality and size of particles. The findings also revealed that after the first cycle, hardness rapidly increased, then dwindled and finally saturated by further rolling. © 2010 Elsevier B.V. All rights reserved. 1. Introduction Pure copper has high electrical and thermal conductivities, but its strength is low both at room and elevated temperatures [1]. For many applications such as in resistant welding electrodes [2], lead frames [2,3], accelerators [4] and electrical connectors [5], it is required that materials have both high strength and high conductivity. For this reason, copper-based composites are mate- rials developed for a wide range of applications. Cu–Al 2 O 3 metal matrix composites (MMCs) combine the high electrical and ther- mal conductivity of the copper phase with high strength, and high thermal and chemical stability of the Al 2 O 3 phase. Besides being very cheap, Al 2 O 3 is one of the most stable oxides with excellent oxidation resistance, having superior high temperature mechani- cal properties. Meanwhile, Al 2 O 3 has a Young’s modulus of 390 GPa and a density of 3.98 g cm −3 , providing a high specific stiffness. Al 2 O 3 particles harden the metal matrix without affecting the elec- trical and thermal conductivities very much [6]. Thus Cu–Al 2 O 3 composites have the potential to offer both high strength and high electrical conductivity. On the other hand, alumina dispersion strengthened copper offers high strength without sacrificing the conductivities, and more importantly, it retains these properties at even elevated temperatures [7]. Unlike precipitation-hardened copper, which loses its strengthening by heating above the initial ∗ Corresponding author. Tel.: +98 911 2124023; fax: +98 311 3915726. E-mail address: [email protected] (R. Jamaati). aging temperatures, the alumina particles in MMC neither coarsen nor go into solution, but rather can effectively prevent recrystal- lization and consequent softening of the alloys even after exposure to temperatures approaching the melting point of copper [7]. It has been reported that the physical and mechanical properties of the composites are improved significantly if the particle sizes are fine, distribution of the particles is homogeneous, and the bonding of metal-ceramic is strong [8–12]. Meanwhile, mechanical prop- erties of such a composite do not decrease with the increase in temperature, keeping good electric conductivity even up to near copper melting point [13]. Many manufacturing processes have been used for produc- ing such composites. In general, most metal matrix composites are produced by squeeze or stir casting, spray forming or via powder metallurgy techniques. In these methods, reinforcements are incorporated or added into the matrix by ex situ meth- ods. The reinforcement particulates are usually coarse and rarely below 5 m. They tend to agglomerate together leading to a non- homogenous distribution and poor wettability of reinforcement oxides, which badly influence the mechanical and electrical prop- erties of obtained composites [8,12,13]. The internal oxidation process, in which the alumina particles with the size of 20–100 nm have been synthesized, has offered a good technique for fine dis- persion of alumina in copper matrix [6,13–18]. However, one of the main defects of internal oxidation is the non-homogeneous distribution of oxide particles, which negatively influences the mechanical and electrical characteristics of composites [15]. Also, the internal oxidation process can only produce composites with 0921-5093/$ – see front matter © 2010 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2010.08.038
Transcript of Application of ARB process for manufacturing high-strength, finely dispersed and highly uniform...

Afi
RD
a
ARRA
KMAMM
1
iFlicrmmtvocaAtchscac
0d
Materials Science and Engineering A 527 (2010) 7430–7435
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
pplication of ARB process for manufacturing high-strength,nely dispersed and highly uniform Cu/Al2O3 composite
oohollah Jamaati ∗, Mohammad Reza Toroghinejadepartment of Materials Engineering, Isfahan University of Technology, Isfahan 84156-83111, Iran
r t i c l e i n f o
rticle history:eceived 19 June 2010eceived in revised form 11 August 2010ccepted 12 August 2010
a b s t r a c t
In the present work, accumulative roll bonding (ARB) process was used as an effective alternative methodfor manufacturing high-strength, finely dispersed and highly uniform copper/alumina metal matrixcomposite (MMC). The microstructural evolution and mechanical properties of the Cu/15 vol.% Al2O3
composite during various ARB cycles are reported. The produced MMC by nine ARB cycles showed a
eywords:etal matrix composite
ccumulative roll bondingicrostructureechanical properties
homogeneous distribution and strong bonding between particles and matrix without any porosity. Also,it was found that when the number of cycles increased, not only did elongation increase but also thetensile strength of the composite improved by 2.5 times compared to that of the annealed copper usedas the original raw material. Strengthening in the produced composites was explained by strain hard-ening, grain refinement, reinforcing role of particles, uniformity, bonding quality and size of particles.The findings also revealed that after the first cycle, hardness rapidly increased, then dwindled and finally
ng.
saturated by further rolli. Introduction
Pure copper has high electrical and thermal conductivities, butts strength is low both at room and elevated temperatures [1].or many applications such as in resistant welding electrodes [2],ead frames [2,3], accelerators [4] and electrical connectors [5],t is required that materials have both high strength and highonductivity. For this reason, copper-based composites are mate-ials developed for a wide range of applications. Cu–Al2O3 metalatrix composites (MMCs) combine the high electrical and ther-al conductivity of the copper phase with high strength, and high
hermal and chemical stability of the Al2O3 phase. Besides beingery cheap, Al2O3 is one of the most stable oxides with excellentxidation resistance, having superior high temperature mechani-al properties. Meanwhile, Al2O3 has a Young’s modulus of 390 GPand a density of 3.98 g cm−3, providing a high specific stiffness.l2O3 particles harden the metal matrix without affecting the elec-
rical and thermal conductivities very much [6]. Thus Cu–Al2O3omposites have the potential to offer both high strength andigh electrical conductivity. On the other hand, alumina dispersion
trengthened copper offers high strength without sacrificing theonductivities, and more importantly, it retains these propertiest even elevated temperatures [7]. Unlike precipitation-hardenedopper, which loses its strengthening by heating above the initial∗ Corresponding author. Tel.: +98 911 2124023; fax: +98 311 3915726.E-mail address: [email protected] (R. Jamaati).
921-5093/$ – see front matter © 2010 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2010.08.038
© 2010 Elsevier B.V. All rights reserved.
aging temperatures, the alumina particles in MMC neither coarsennor go into solution, but rather can effectively prevent recrystal-lization and consequent softening of the alloys even after exposureto temperatures approaching the melting point of copper [7].
It has been reported that the physical and mechanical propertiesof the composites are improved significantly if the particle sizes arefine, distribution of the particles is homogeneous, and the bondingof metal-ceramic is strong [8–12]. Meanwhile, mechanical prop-erties of such a composite do not decrease with the increase intemperature, keeping good electric conductivity even up to nearcopper melting point [13].
Many manufacturing processes have been used for produc-ing such composites. In general, most metal matrix compositesare produced by squeeze or stir casting, spray forming or viapowder metallurgy techniques. In these methods, reinforcementsare incorporated or added into the matrix by ex situ meth-ods. The reinforcement particulates are usually coarse and rarelybelow 5 �m. They tend to agglomerate together leading to a non-homogenous distribution and poor wettability of reinforcementoxides, which badly influence the mechanical and electrical prop-erties of obtained composites [8,12,13]. The internal oxidationprocess, in which the alumina particles with the size of 20–100 nmhave been synthesized, has offered a good technique for fine dis-
persion of alumina in copper matrix [6,13–18]. However, one ofthe main defects of internal oxidation is the non-homogeneousdistribution of oxide particles, which negatively influences themechanical and electrical characteristics of composites [15]. Also,the internal oxidation process can only produce composites with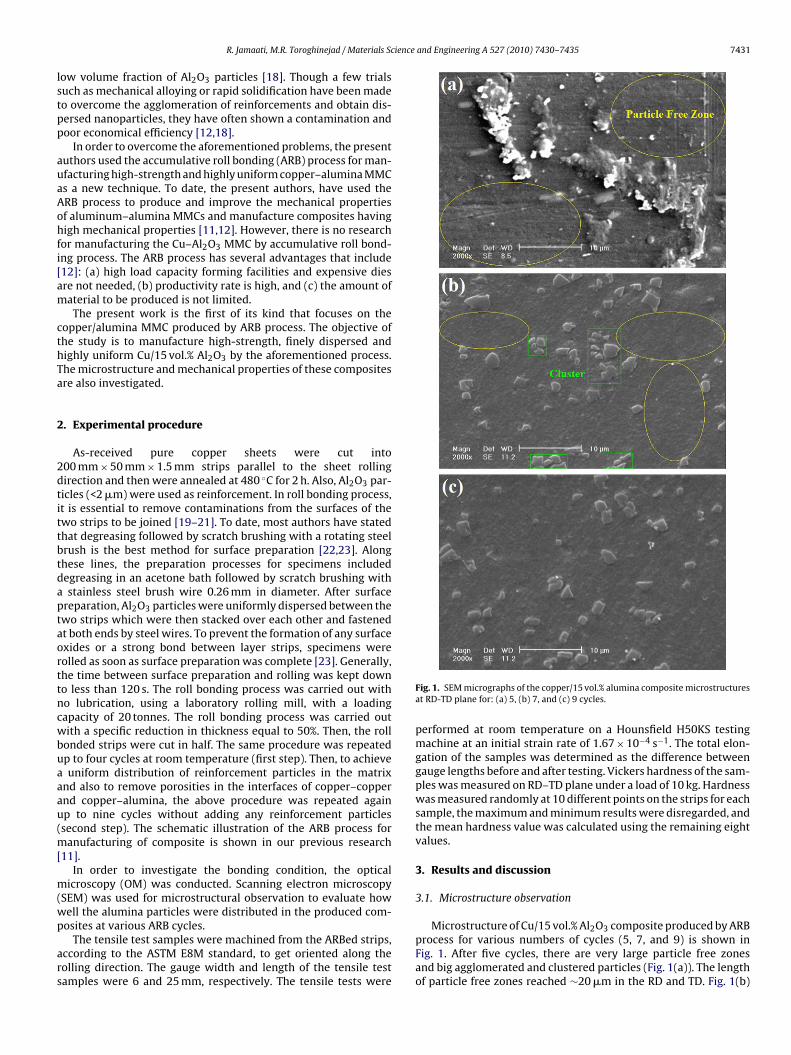
ience and Engineering A 527 (2010) 7430–7435 7431
lstpp
auaAohfi[am
cthTa
2
2dtittbtdaptaorttncwbuaaau(m[
m(wp
ars
R. Jamaati, M.R. Toroghinejad / Materials Sc
ow volume fraction of Al2O3 particles [18]. Though a few trialsuch as mechanical alloying or rapid solidification have been madeo overcome the agglomeration of reinforcements and obtain dis-ersed nanoparticles, they have often shown a contamination andoor economical efficiency [12,18].
In order to overcome the aforementioned problems, the presentuthors used the accumulative roll bonding (ARB) process for man-facturing high-strength and highly uniform copper–alumina MMCs a new technique. To date, the present authors, have used theRB process to produce and improve the mechanical propertiesf aluminum–alumina MMCs and manufacture composites havingigh mechanical properties [11,12]. However, there is no research
or manufacturing the Cu–Al2O3 MMC by accumulative roll bond-ng process. The ARB process has several advantages that include12]: (a) high load capacity forming facilities and expensive diesre not needed, (b) productivity rate is high, and (c) the amount ofaterial to be produced is not limited.The present work is the first of its kind that focuses on the
opper/alumina MMC produced by ARB process. The objective ofhe study is to manufacture high-strength, finely dispersed andighly uniform Cu/15 vol.% Al2O3 by the aforementioned process.he microstructure and mechanical properties of these compositesre also investigated.
. Experimental procedure
As-received pure copper sheets were cut into00 mm × 50 mm × 1.5 mm strips parallel to the sheet rollingirection and then were annealed at 480 ◦C for 2 h. Also, Al2O3 par-icles (<2 �m) were used as reinforcement. In roll bonding process,t is essential to remove contaminations from the surfaces of thewo strips to be joined [19–21]. To date, most authors have statedhat degreasing followed by scratch brushing with a rotating steelrush is the best method for surface preparation [22,23]. Alonghese lines, the preparation processes for specimens includedegreasing in an acetone bath followed by scratch brushing withstainless steel brush wire 0.26 mm in diameter. After surface
reparation, Al2O3 particles were uniformly dispersed between thewo strips which were then stacked over each other and fastenedt both ends by steel wires. To prevent the formation of any surfacexides or a strong bond between layer strips, specimens wereolled as soon as surface preparation was complete [23]. Generally,he time between surface preparation and rolling was kept downo less than 120 s. The roll bonding process was carried out witho lubrication, using a laboratory rolling mill, with a loadingapacity of 20 tonnes. The roll bonding process was carried outith a specific reduction in thickness equal to 50%. Then, the roll
onded strips were cut in half. The same procedure was repeatedp to four cycles at room temperature (first step). Then, to achieveuniform distribution of reinforcement particles in the matrix
nd also to remove porosities in the interfaces of copper–coppernd copper–alumina, the above procedure was repeated againp to nine cycles without adding any reinforcement particlessecond step). The schematic illustration of the ARB process for
anufacturing of composite is shown in our previous research11].
In order to investigate the bonding condition, the opticalicroscopy (OM) was conducted. Scanning electron microscopy
SEM) was used for microstructural observation to evaluate howell the alumina particles were distributed in the produced com-
osites at various ARB cycles.The tensile test samples were machined from the ARBed strips,ccording to the ASTM E8M standard, to get oriented along theolling direction. The gauge width and length of the tensile testamples were 6 and 25 mm, respectively. The tensile tests were
Fig. 1. SEM micrographs of the copper/15 vol.% alumina composite microstructuresat RD-TD plane for: (a) 5, (b) 7, and (c) 9 cycles.
performed at room temperature on a Hounsfield H50KS testingmachine at an initial strain rate of 1.67 × 10−4 s−1. The total elon-gation of the samples was determined as the difference betweengauge lengths before and after testing. Vickers hardness of the sam-ples was measured on RD–TD plane under a load of 10 kg. Hardnesswas measured randomly at 10 different points on the strips for eachsample, the maximum and minimum results were disregarded, andthe mean hardness value was calculated using the remaining eightvalues.
3. Results and discussion
3.1. Microstructure observation
Microstructure of Cu/15 vol.% Al2O3 composite produced by ARBprocess for various numbers of cycles (5, 7, and 9) is shown inFig. 1. After five cycles, there are very large particle free zonesand big agglomerated and clustered particles (Fig. 1(a)). The lengthof particle free zones reached ∼20 �m in the RD and TD. Fig. 1(b)

7432 R. Jamaati, M.R. Toroghinejad / Materials Science
FT
icIAz(iiadnts
baatpwcAIecmtfafm
c
ing the strength in the initial stages of ARB process, while at
ig. 2. SEM micrographs of the Cu/15 vol.% Al2O3 composite microstructures at RD-D plane for: (a) 7 cycles and (b) 9 cycles.
llustrates that after the seventh cycle, the big agglomerated parti-les are separated and fragmented, and many clusters are formed.n addition, the size of particle free zones is still large (∼15 �m).fter the ninth cycle (Fig. 1(c)), the clusters and the particle freeones almost disappeared. The cluster characteristics consisted of:a) fraction of clusters in the matrix, (b) particle volume fractionn the cluster, and (c) cluster shape. In fact, if fraction of clustersn the matrix and particle volume fraction in the clusters decreasend the sphericity of cluster shape increases, the composite pro-uced displays better properties. According to Fig. 1, when theumber of cycles increased, the aforementioned cluster charac-eristics improved and these characteristics for nine cycle ARBedamples became completely modified.
According to the techniques used to establish atom-to-atomonds between strip layers, Vaidyanath et al. [24] and Mohamednd Washburn [25] claimed the film theory to be a major mech-nism in the roll bonding process. They found that during rolling,wo opposing brittle surface oxide layers produced after surfacereparation break up coherently to expose the underlying metalshich are extruded under normal roll pressure through widening
racks in the surface oxide layers from both sides of the interfaces.lso, during rolling, the metal plastically deforms and extends.
n the presence of alumina particles between the strips in ourxperiments, the regions of alumina particles opened up into parti-les and, consequently, got uniformly distributed in the aluminumatrix. Furthermore, regarding the film theory, aluminum flowed
hrough the widening cracks in the surface oxide layers. The inter-ace was, therefore, a combination of alumina particles and bondedreas of extruded aluminum. Consequently, the opening of the sur-
ace oxide layer produced after surface preparation allowed foretal–metal contact and roll bonding to take place [9,11].SEM micrographs of the composite strips after seven and nine
ycles at high magnification are shown in Fig. 2. From this fig-
and Engineering A 527 (2010) 7430–7435
ure, the interfacial bonding between alumina particles and coppermatrix can be observed. For the seventh cycle (Fig. 2(a)), the bond-ing between particle and matrix is still weak and a large number ofporosities are observed. These porosities can be more observed inthe clusters of Al2O3 particles. However, when the number of ARBcycles increased, the bonding became stronger and the porositiesdecreased so that after nine cycles (Fig. 2(b)), there were no debond-ing and porosities in the composite strip. It can be concluded thatthe subsequent rolling improves the bonding of interfaces intro-duced in the previous cycle and eliminates the porosities. In fact,the micrograph after nine ARB cycles indicates a good bond sinceneither debonding nor porosities are observed. Therefore, it canbe argued that the bonding of the interface was very good by 50%thickness reduction which is very important in the accumulativeroll bonding process.
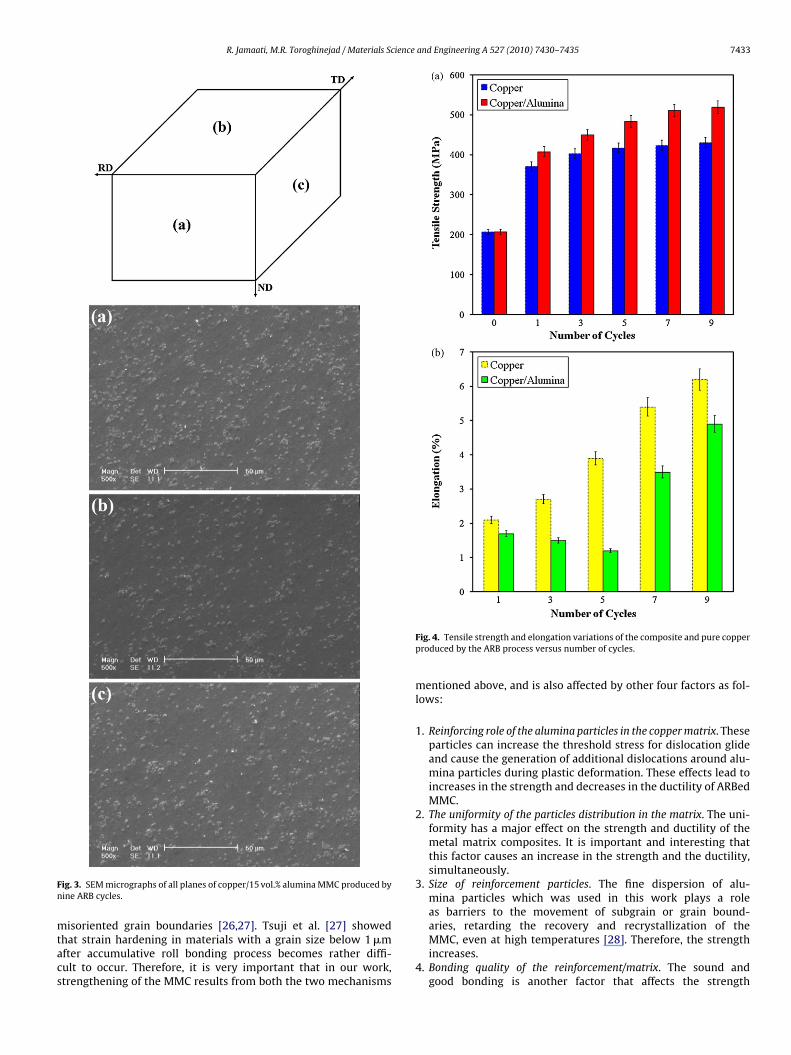
Fig. 3 illustrates the SEM micrographs of all planes of Cu/15 vol.%Al2O3 composite produced by nine ARB cycles at low magnification.The various methods have been developed for the manufacturingof metal matrix composites. Most economical method of fabrica-tion of MMCs incorporates the particles into the liquid metal andcasting. But, the difficulty of achieving a uniform distribution offine particles in the matrix is the most important problem asso-ciated with the production of cast metal matrix composites. Thedistribution of reinforcement particles in the matrix alloy is one ofthe important parameters for determining the MMCs properties. Inthe cast MMC, the particle distribution in the matrix is affected byseveral factors including [12]:
1. rheological behaviors of the matrix melt;2. particle incorporation method;3. interactions of the particles and the matrix before, during, and
after mixing;4. changing particle distribution during solidification.
It has been reported that the post-solidification processing ofcast metal matrix composites by extrusion or rolling can modify theparticle distribution, but complete declustering cannot be achievedeven at high extrusion ratios. Also, as mentioned before, the internaloxidation process has offered a good technique for fine dispersion ofalumina in copper matrix [6,13–18]. However, this method has itsown problems including: (a) weak uniformity of particles, and (b)production of composites with low volume fraction of Al2O3 parti-cles. As can be seen from Fig. 3, the application of the accumulativeroll bonding process produces highly uniform and finely dispersedMMCs with 15 vol.% alumina particles. Therefore, it is very usefulto employ the ARB process in the manufacture of copper/aluminacomposite.
3.2. Mechanical properties
Fig. 4(a) and (b) demonstrates the variations in tensile strength(TS) and elongation of the copper/15 vol.% alumina composite andthe pure copper produced by the ARB process versus number ofcycles, respectively. The sample with zero cycle is annealed cop-per as raw material. From Fig. 4(a), it is clear that when thenumber of cycles increased, the tensile strength for both sam-ples (composite and pure copper) improved. It has been reportedthat strength variations in accumulative roll bonding process aregoverned by two main strengthening mechanisms: (a) strain hard-ening by dislocations and (b) grain refinement [11,12,26,27]. Strainhardening or dislocation strengthening play a main role in increas-
final stages, higher strength is achieved by grain refinement. Asthe effect of work hardening decreases, gradual evolution of ultrafine grains plays the main role in strengthening. This effect isrelated to the increasing number of ultra fine grains and largely
R. Jamaati, M.R. Toroghinejad / Materials Science and Engineering A 527 (2010) 7430–7435 7433
Fn
mtacs
ig. 3. SEM micrographs of all planes of copper/15 vol.% alumina MMC produced byine ARB cycles.
isoriented grain boundaries [26,27]. Tsuji et al. [27] showed
hat strain hardening in materials with a grain size below 1 �mfter accumulative roll bonding process becomes rather diffi-ult to occur. Therefore, it is very important that in our work,trengthening of the MMC results from both the two mechanismsFig. 4. Tensile strength and elongation variations of the composite and pure copperproduced by the ARB process versus number of cycles.
mentioned above, and is also affected by other four factors as fol-lows:
1. Reinforcing role of the alumina particles in the copper matrix. Theseparticles can increase the threshold stress for dislocation glideand cause the generation of additional dislocations around alu-mina particles during plastic deformation. These effects lead toincreases in the strength and decreases in the ductility of ARBedMMC.
2. The uniformity of the particles distribution in the matrix. The uni-formity has a major effect on the strength and ductility of themetal matrix composites. It is important and interesting thatthis factor causes an increase in the strength and the ductility,simultaneously.
3. Size of reinforcement particles. The fine dispersion of alu-mina particles which was used in this work plays a roleas barriers to the movement of subgrain or grain bound-aries, retarding the recovery and recrystallization of the
MMC, even at high temperatures [28]. Therefore, the strengthincreases.4. Bonding quality of the reinforcement/matrix. The sound andgood bonding is another factor that affects the strength

7 cience and Engineering A 527 (2010) 7430–7435
1cocvp4ncoorfiseacIdftc
tbotatefaftctpmtcrafitApgbii[p
aohottfis
434 R. Jamaati, M.R. Toroghinejad / Materials S
and the elongation of the MMC. Improvement of this factorsimilar to uniformity effect increases the strength and ductil-ity.
As seen, the tensile strength indices of the MMC are 2.5 and.2 times higher than those obtained for annealed and ARBed pureopper samples, respectively. This can be related to the greaterccurrences of the mentioned strengthening mechanisms in MMCompared to both ARBed and annealed pure copper strips. The TSalues at the end of the first step (after five cycles) for the cop-er/15 vol.% alumina MMC and pure copper samples were 484 and17 MPa, respectively. But those at the end of the second step (afterine cycles) were equal to 519 and 431 MPa for the MMC and pureopper, respectively. The increased values of TS, as a result of theperations in the first step, are 134% and 101% and those in the sec-nd step are 7% and 3% for the composite and pure copper strips,espectively. The difference between the increased values for therst and second steps is attributed to eliminating or decreasing ofome important strengthening mechanisms such as strain hard-ning and reinforcing role at second step. The slope in the curvet initial cycles is high but dwindles at final cycles. Generally, theurve’s slope of the composite is higher compared to pure copper.n other words, unlike the pure copper, for the MMC sample pro-uced by the ARB process, the results indicate that the strength isar more sensitive to the number of cycles. This can contribute tohe improvement of uniformity and bonding quality factors for theomposite strip.
The elongation values of the Cu/15 vol.% Al2O3 MMC and those ofhe pure copper manufactured by the ARB process versus the num-er of cycles are shown in Fig. 4(b). Generally, the tensile elongationf MMC strip is lower than that of pure copper. This is attributedo the presence of Cu/Al2O3 interfaces which act as a crack sourcend crack propagation during tensile test. At the first step, whenhe number of cycles increased, unlike the pure copper, the tensilelongation of composite strip decreased. This can be related to rein-orcing role, uniformity and bonding quality factors. In other words,t the first step for MMC, when the cycle’s number rises, the rein-orcing role increases (due to increasing the alumina content) andhe uniformity and the bonding quality decrease. All these changesollectively lead to reducing the ductility. As stated by Lloyd [29],he tensile elongation decreases with the addition of reinforcingarticles. It has been demonstrated that the failure of compositeaterials is related to void formation in the matrix within clus-
ers of smaller particles. In fact, higher volume fraction of aluminaauses more strain hardening during plastic deformation and as aesult the ductility comes down with increasing the cycle’s numbert the first step for MMC strip. Elongation values at the end of therst step were 1.2% and 3.9% for MMC and pure copper, respec-ively. But those at the end of second step were 4.9% and 6.2%.lthough, the second step increases the tensile elongation of theure copper by 59%, it is important and interesting that this stepreatly improves the elongation of the composite (308%). This cane attributed to the improvement of the uniformity and the bond-
ng quality at the second step for MMC sample. All these results aren complete agreement with the present authors’ previous findings9–12], in their investigation of the aluminum/alumina compositeroduced by ARB process.
The hardness variations of copper/15 vol.% alumina compositend pure copper during ARB process are shown in Fig. 5. Afterne ARB cycle, a remarkable increase can be observed in theardness value, which was almost 2.34 times greater than that
f the annealed copper. The rapid increase of hardness at rela-ively low strains seems to be related to strain hardening similaro the strength increase explained extensively above. After therst cycle, hardness rapidly increases, then dwindles and finallyaturates by further rolling. This result is consistent with the pre-Fig. 5. Variation of hardness for copper/alumina composite and pure copper afterdifferent ARB cycles.
vious researches about accumulative roll bonding process [30,31].This can be attributed to continuously decreasing of strain harden-ing during the plastic deformation at higher cycles. The hardnessvalue of MMC is similar to pure copper up to the third cycle, butit increases suddenly at the fifth cycle and then saturates. In thiswork, the measurements of hardness were performed on surface ofsamples. Therefore, there is no effect of reinforcing role up to a spe-cific cycle (five). After the fifth cycle, due to the reinforcing role ofalumina particles in the copper matrix (i.e. additional strain hard-ening), the hardness increases rapidly. Fig. 5 also shows that thehardness value of MMC has increased from 53 to 159 HV after nineARB cycles, registering 200% increase. While the increased value ofhardness after the ninth cycle for pure copper is 157%.
As can be seen from the results of this investigation, the accu-mulative roll bonding process can be a much more useful procedurefor manufacturing high-strength, finely dispersed and highly uni-form copper/alumina composite. Although no investigations havebeen reported about the effect of the ARB process on microstruc-ture and mechanical properties during manufacturing of Cu/Al2O3MMC, our results suggest that the ARB process is very useful in thisregard as well.
4. Conclusions
In this work, using the ARB process provides an effective alter-native method for manufacturing high-strength, finely dispersedand highly uniform copper/alumina composite. The microstruc-ture and mechanical properties of the MMC were investigated. Theconclusions drawn from the results can be summarized as follows:
1. When the number of ARB cycles increased, the uniformity ofalumina particles in the copper matrix and bonding qualitybetween alumina and copper improved. The produced compos-ite by nine ARB cycles showed a homogeneous distribution andstrong bonding between particles and matrix without any poros-ity.
2. Copper/alumina composite exhibited a higher tensile strength
than the annealed and ARBed pure copper strips so that the ten-sile strength of the Cu/15 vol.% Al2O3 MMC was 2.5 and 1.2 timeshigher than that of the annealed and ARBed copper, respectively.3. The tensile strength and elongation of the composites improved,when the number of cycles increased.
ience
4
5
R
[
[
[
[[[[
[[[[[[[
[[[
R. Jamaati, M.R. Toroghinejad / Materials Sc
. The produced MMC exhibited a higher hardness than theannealed and ARBed pure copper strips so that the hardnessvalue of the copper/alumina composite was 3 and 1.17 timeshigher than that of the annealed and ARBed copper, respectively.
. After the first cycle, hardness rapidly increased, then dwindledand finally saturated by further rolling.
eferences
[1] M.X. Guo, M.P. Wang, L.F. Cao, R.S. Lei, Mater. Charact. 58 (2007) 928–935.[2] A. Nadkarani, ASM Handbook, vol. 7, ASM International, Metals Park (OH), 1990,
pp. 869–873.[3] W.D. Lee, H.G. Ha, K.B. Kim, Scr. Mater. 44 (2001) 2137–2140.[4] R. Valdiviez, D. Schrage, F. Martinez, W. Clark, Proceedings of the 20th Interna-
tional Linac Conference, Monterey (CA), 2000, pp. 956–958.[5] S.M. Motta, K.P. Jena, A.E. Brocchi, G.I. Solorzano, Mater. Sci. Eng. C 15 (2001)
175–177.[6] P.K. Jena, E.A. Brocchi, M.S. Motta, Mater. Sci. Eng. A 313 (2001) 180–186.[7] S.H. Kim, D.N. Lee, Metal. Mater. Trans. A 33 (2002) 1605–1616.
[8] F. Shehata, A. Fathy, M. Abdelhameed, S.F. Moustafa, Mater. Des. 30 (2009)2756–2762.[9] R. Jamaati, M.R. Toroghinejad, A. Najafizadeh, Mater. Sci. Eng. A 527 (2010)
2720–2724.10] R. Jamaati, M.R. Toroghinejad, A. Najafizadeh, Mater. Sci. Eng. A 527 (2010)
3857–3863.
[[
[[[
and Engineering A 527 (2010) 7430–7435 7435
11] R. Jamaati, M.R. Toroghinejad, Mater. Sci. Eng. A 527 (2010) 4146–4151.
12] R. Jamaati, M.R. Toroghinejad, Mater. Des. 31 (2010) 4816–4822.
13] D.W. Lee, B.K. Kim, Mater. Lett. 58 (2004) 378–383.14] J. Lee, Y.C. Kim, S. Lee, S. Ahn, N.J. Kim, Metal. Mater. Trans. A 35 (2004) 493–502.15] V. Rajkovic, D. Bozic, M.T. Jovanovic, Mater. Des. 31 (2010) 1962–1970.16] L. Guobin, S. Jibing, G. Quanmei, W. Ru, J. Mater. Proc. Technol. 170 (2005)
336–340.17] S. Liang, Z. Fan, L. Xu, L. Fang, Compos. A 35 (2004) 1441–1446.18] D.Y. Ying, D.L. Zhang, Mater. Sci. Eng. A 286 (2000) 152–156.19] R. Jamaati, M.R. Toroghinejad, Mater. Sci. Eng. A 527 (2010) 2320–2326.20] R. Jamaati, M.R. Toroghinejad, Mater. Des. 31 (2010) 4508–4513.21] R. Jamaati, M.R. Toroghinejad, Mater. Sci. Eng. A 527 (2010) 4858–4863.22] N. Bay, Metal Construct. 18 (1986) 625–629.23] R. Jamaati, M.R. Toroghinejad, J. Mater. Eng. Perf. (2010), doi:10.1007/s11665-
010r-r9664-7.24] L.R. Vaidyanath, M.G. Nicholas, D.R. Milner, Br. Weld. J. 6 (1959) 13–28.25] H.A. Mohamed, J. Washburn, Weld. J. 30 (1975) 2s–10s.26] Y. Saito, N. Tsuji, H. Utsunomiya, T. Sakai, R.G. Hong, Scr. Mater. 39 (1998)
1221–1227.
27] N. Tsuji, Y. Ito, Y. Saito, Y. Minamino, Scr. Mater. 47 (2002) 893–899.28] F.J. Humphreys, M. Hatherly, Recrystallization and Related Annealing Phenom-ena, Second ed., Elsevier Science Ltd., Oxford, United Kingdom, 2004.29] D.J. Lloyd, Int. Mater. Rev. 39 (1994) 1–23.30] M. Shaarbaf, M.R. Toroghinejad, Mater. Sci. Eng. A 473 (2008) 28–33.31] S. Pasebani, M.R. Toroghinejad, Mater. Sci. Eng. A 527 (2010) 491–497.




















