aplikasi pewarnaan kain tenun dari serat daun
69
APLIKASI PEWARNAAN KAIN TENUN DARI SERAT DAUN NANAS DAN SERAT ULAT SUTERA DENGAN PEWARNA ALAMI KAYU SECANG (KAJIAN JUMLAH PENCELUPAN) SKRIPSI Oleh: FELA PRAMESTIKA 115100301111022 JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNIVERSITAS BRAWIJAYA MALANG 2018
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of aplikasi pewarnaan kain tenun dari serat daun

APLIKASI PEWARNAAN KAIN TENUN DARI SERAT DAUN
NANAS DAN SERAT ULAT SUTERA DENGAN PEWARNA
ALAMI KAYU SECANG
(KAJIAN JUMLAH PENCELUPAN)
SKRIPSI
Oleh:
FELA PRAMESTIKA
115100301111022
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS BRAWIJAYA
MALANG
2018

APLIKASI PEWARNAAN KAIN TENUN DARI SERAT DAUN
NANAS DAN SERAT ULAT SUTERA DENGAN PEWARNA
ALAMI KAYU SECANG
(KAJIAN JUMLAH PENCELUPAN)
Oleh:
FELA PRAMESTIKA
115100301111022
Sebagai salah satu syarat untuk memperoleh gelar Sarjana
Teknologi Pertanian
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS BRAWIJAYA
MALANG
2018

i

ii

iii
RIWAYAT HIDUP
Penulis bernama Fela Pramestika dilahirkan di kota Gresik, Jawa Timur pada tanggal 21 November 1992. Penulis merupakan anak kedua dari pasangan Bapak Parwito dan Ibu Purwanti. Penulis menyelesaikan pendidikan sekolah dasar di SD Randuagung 2, Gresik tahun 2005. Kemudian penulis melanjutkan pendidikan sekolah menengah pertama di SMP Negeri 1 Gresik pada tahun 2008.
Penulis kemudian melanjutkan pendidikan sekolah menengah atas di SMA Negeri 1 Manyar dan menyelesaikan pendidikannya pada tahun 2011.
Pada tahun 2011 penulis melanjutkan pendidikan S-1 di Jurusan Teknologi Industri Pertanian, Fakultas Teknologi Pertanian, Universitas Brawijaya, Malang dan menyelesaikan pendidikan pada tahun 2018. Pada masa pendidikannya penulis pernah menjadi asisten praktikum Teknologi dan Manajemen Pengemasan. Penulis juga mengikuti organisasi Jurnalistik di Fakultasnya selama 3 tahun dan menjadi panitia di Mahasiswa Baru tahun 2012.

iv
Puji Syukur
Alhamdulillah
Terima kasih Ya Allah, Tuhan Semesta Alam
Sebuah karya kecil yang aku persembahkan kepada
Orang tuaku, kakakku, keluarga besar dan semua orang
yang berharga di sekelilingku

v
PERNYATAAN KEASLIAN TUGAS AKHIR
Yang bertanda tangan di bawah ini :
Nama Mahasiswa : Fela Pramestika
NIM : 115100301111022
Jurusan : Teknologi Industri Pertanian
Fakultas : Teknologi Pertanian
Judul Tugas Akhir : Aplikasi Pewarnaan Kain Tenun dari Serat Daun Nanas dan Serat Ulat Sutera dengan Pewarna Alami Kayu Secang (Kajian Jumlah Pencelupan)
Menyatakan bahwa,
Tugas akhir dengan judul di atas merupakan karya asli penulis tersebut di atas. Apabila di kemudian hari terbukti pernyataan ini tidak benar saya bersedia dituntut sesuai hokum yang berlaku.
Malang, 10 April 2018 Pembuat Pernyataan, Fela Pramestika NIM. 115100301111022

vi
Fela Pramestika. 115100301111022. Aplikasi Pewarnaan Kain Tenun Dari Serat Daun Nanas dan Serat Ulat Sutera Dengan Pewarna Alami Kayu Secang (Kajian Jumlah Pencelupan). Tugas Akhir. Pembimbing : Dr. Ir. Susinggih Wijana, MS. dan Ika Atsari Dewi, STP. MP.
RINGKASAN Tenun menjadi salah satu teknik pembuatan kain secara tradisional. Penelitian ini menggunakan dua jenis kain dengan komposisi berbeda. Pewarnaan kain menggunakan bahan pewarna alami dari kayu secang. Pada proses pewarnaan kain, dilakukan proses mordanting (proses menghilangkan kotoran yang tertinggal saat proses tenun) dengan tawas dan fiksasi (proses penguncian warna) dengan kapur tohor 15%. Penelitian ini bertujuan untuk mengetahui pengaruh jumlah pencelupan terhadap intensitas warna dan ketahanan luntur warna. Metode penelitian menggunakan Rancangan Acak Kelompok (RAK) faktorial dengan dua faktor. Faktor pertama penelitian yaitu jenis kain (kain serat ulat sutera 100% dan kain campuran serat ulat sutera 50% serta serat daun nanas 50%) dan faktor kedua adalah jumlah pencelupan (10, 15 dan 20 kali). Pada setiap perlakuan diulang sebanyak 3 kali, sehingga menghasilkan 18 satuan percobaan. Hasil perlakuan terbaik ditentukan dengan menggunakan metode Multiple Attribute. Perlakuan terbaik diperoleh pada jumlah pencelupan 10 kali pada kedua jenis kain. Pada hasil uji ketahanan luntur, kain campuran serat ulat sutera dan serat daun nanas menunjukkan hasil uji yang lebih baik yaitu nilai gosokan kering 2-3 (kurang), nilai gosokan basah 2-3 (kurang), nilai grey scale 2 (kurang) dan nilai staining scale 4-5 (baik). Pada hasil uji intensitas warna menunjukkan bahwa kain serat ulat sutera 100% mampu mengikat a* lebih baik yaitu sebesar 21,6 dan kain campuran serat ulat sutera dan serat daun nanas dapat mengikat nilai L* dan b* lebih baik yaitu berurutan 30,5 dan 5,3. Kata Kunci : ATBM, Kayu Secang, Pewarnaan Kain, Serat Alam

vii
Fela Pramestika. 115100301111022. Application of Coloring in Fabrics Of Pineapple Leaf Fiber and Silkworm Fiber With Natural Dye Secang Wood (Study Number Immersion). Final Assignment. Supervisor : Dr. Ir. Susinggih Wijana, MS. and Ika Atsari Dewi, STP. MP.
SUMMARY
Weaving become one of the traditional fabric manufacturing technique. This research using two types of fabric with different composition. Fabric color in the study using natural dye from wood secang. In process of coloring fabric, including process of mordanting (the process removing impurities left behind during weaving process) with alum and fixation (the process of color locking) with lime tohor 15%. This study aim to determine effect of the number immersion to the intensity of color and color fastness. Research method using Randomized Completely Block Design (RCBD) with two factors. First factor is type of fabric (100% silkworm fiber cloth and 50% silkworm fiber with 50% pineapple leaf fiber cloth) and second factor is amount of dyeing (10, 15 and 20 times). On each treatment repeating three times, so as resulting 18 units of experiment. The best treatment result is determine by using Multiple Attribute method. The best treatment was obtain at the number of dipping 10 times on both types of fabric. In the results of the fastness test, the silkworm fiber and pineapple leaf fiber shown better test results in dry rubbing 2-3 (less), wet rubbing 2-3 (less), gray scale 2 (less) and staining scale 4-5 (good). In the color intensity test results shown that 100% silkworm fabric capable of binding a* better that is equal to 21.6 and mix silkworm fiber and pineapple leaf fiber can bind the value of L* and b* better is sequential 30.5 and 5.3. Key Word : Fabric Coloring, Natural Fiber, Non-Engine Weaving Equipment, Wood Secang

viii
KATA PENGANTAR
Alhamdulillah, segala puji bagi Allah SWT Yang Maha Pengasih dan Maha Penyayang atas segala Rahmat dan Hidayah-Nya hingga Penulis dapat menyelesaikan Skripsi yang berjudul “Aplikasi Pewarnaan Kain Tenun dari Serat Daun Nanas dan Serat Ulat Sutera dengan Pewarna Alami Kayu Secang (Kajian Jumlah Penyelupan)”. Penyusuan skripsi ini merupakan salah satu syarat untuk mencapai gelar Sarjana Teknologi Pertanian. Pada kesempatan yang baik ini, Penulis mengucapkan Terima Kasih yang sebesarnya-besarnya kepada : 1. Kedua orang tua Penulis, bapak Parwito dan Ibu Purwanti dan
saudara tercinta Mba Lia yang selalu memberikan do’a, motivasi, selalu sabar dan kasih sayang bagi penulis
2. Bapak Dr. Ir. Susinggih Wijana, MS. selaku Dosen Pembimbing 1 yang sangat berperan penting dalam penulisan, bimbingan dan terselesaikannya Tugas Akhir
3. Ibu Ika Atsari Dewi, STP, MP. selaku Dosen Pembimbing 2 yang telah memberikan masukan dan bimbingan, pengetahuan dan ilmu yang sangat bernilai bagi Penulis
4. Bapak Dr. Sucipto, STP, MP. selaku Ketua Jurusan Teknologi Industri Pertanian, Fakultas Teknologi Pertanian, Universitas Brawijaya dan Dosen Penguji atas segala masukan dan saran yang berguna bagi Penulis
5. Fibri, Ririn, Mba Pen yang telah sangat membantu dalam pengerjaan tugas akhir ini dan selalu menghibur disaat Penulis mengalami kesusahan
6. Teman-teman terdekat (cipi, bitt, benita, sinta, mimi, mustika, ria, wita, zee, boyank, isa, dll) yang selalu memberikan semangat setiap saat
Menyadari adanya keterbatasan pengetahuan, referensi dan pengalaman, Penulis mengharapkan saran dan masukan demi lebih baiknya Skripsi ini. Akhir kata, semoga skripsi ini bermanfaat bagi Penulis dan semua pihak yang membutuhkan.
Malang, 24 April 2018
Penulis

ix
DAFTAR ISI
Halaman LEMBAR PERSETUJUAN ........................................................ i
LEMBAR PENGESAHAN ........................................................ ii
RIWAYAT HIDUP .................................................................... iii
PENYATAAN KEASLIAN TUGAS AKHIR ............................... v
RINGKASAN ........................................................................... vi
SUMMARY ............................................................................. vii
KATA PENGANTAR ............................................................. viii
DAFTAR ISI ............................................................................. ix
DAFTAR TABEL .................................................................... xii
DAFTAR GAMBAR ............................................................... xiii
DAFTAR LAMPIRAN ............................................................ xiv
BAB I PENDAHULUAN ............................................................ 1
1.1 Latar Belakang .................................................................... 1 1.2 Rumusan Masalah .............................................................. 4 1.3 Tujuan ................................................................................. 4 1.4 Manfaat ............................................................................... 4
BAB II TINJAUAN PUSTAKA .................................................. 5
2.1 Tenun ................................................................................. 5 2.2 Serat Daun Nanas .............................................................. 6 2.3 Serat Ulat Sutera ................................................................ 7 2.4 Zat Pewarna Alami .............................................................. 8 2.5 Kayu Secang....................................................................... 9 2.6 Mordanting ........................................................................ 10 2.7 Fiksasi............................................................................... 11 2.8 Intesitas Pewarnaan.......................................................... 11 2.9 Ketahanan Luntur ............................................................. 12 2.10 Penelitian Terdahulu ....................................................... 14 2.11 Hipotesis ......................................................................... 16
BAB III METODE PENELITIAN .............................................. 17
3.1 Tempat dan Waktu Penelitian ........................................... 17
3.2 Alat dan Bahan ................................................................. 17 a. Zat Warna Alami dari Kayu Secang ................................. 17

x
Halaman b. Mordanting ........................................................................ 17 c. Fiksasi ............................................................................... 18 3.3 Batasan Masalah .............................................................. 18 3.4 Prosedur Penelitian ........................................................... 18 3.4.1 Perumusan Masalah ................................................... 19 3.4.2 Studi Literatur .............................................................. 20 3.4.3 Penelitian Terdahulu ................................................... 20 3.4.4 Penentuan Metode Rancangan Percobaan ................. 20 3.4.5 Metode Penelitian ....................................................... 20 3.4.6 Pelaksanaan Penelitian ............................................... 21 3.4.7 Pengujian Ketahanan Luntur dan Intesitas Warna ........................................................... 25 3.4.8 Penentuan Perlakuan Terbaik ..................................... 26 3.4.9 Penarikan Kesimpulan ................................................ 26
BAB IV HASIL DAN PEMBAHASAN ..................................... 27
4.1 Ketahanan Luntur Warna .................................................. 27
4.1.1 Ketahanan Luntur Warna Terhadap Gosokan ............. 27 4.1.1.1 Nilai Gosokan Kering ............................................. 27 4.1.1.2 Nilai Gosokan Basah ............................................. 29 4.1.2 Ketahanan Luntur Warna Terhadap Pencucian ........... 31 4.1.2.1 Nilai Grey Scale .................................................... 31 4.1.2.2 Nilai Staining Scale ............................................... 33 4.2 Intensitas Warna (Nilai *, a* dan b*) .................................. 35 4.2.1 Nilai a* (Intensitas Warna Merah) pada Kain 100% Serat Ulat Sutera dan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas ................................................................ 35 4.2.2 Nilai b* (Intensitas Warna Kuning) pada Kain 100% Serat Ulat Sutera dan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas ................................................................ 37 4.2.3 Nilai L* (Intensitas Terang Gelap) pada Kain 100% Serat Ulat Sutera dan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas ................................................................ 39 4.3 Perlakuan Terbaik ............................................................. 41

xi
Halaman
BAB V PENUTUP ................................................................... 45
5.1 Kesimpulan ....................................................................... 45
5.2 Saran ................................................................................ 45
DAFTAR PUSTAKA ............................................................... 47
LAMPIRAN ............................................................................. 55

xii
DAFTAR TABEL
Halaman
2.1 Pengaruh Perbedaan Warna (∆E) ..................................... 12 2.2 Penilaian Warna pada Standar Skala Abu-Abu (Grey Scale) ...................................................................... 14 2.3 Penilaian Warna pada Standar Skala Penodaan (Staining Scale) ................................................................. 14 3.1 Rancangan Acak Kelompok Faktorial ............................... 21 4.1 Nilai Rerata a* Kain Serat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas ...................................................................... 36 4.2 Nilai Rerata b* Kain Serat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas ...................................................................... 38 4.3 Nilai Rerata L* Kain Serat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas ...................................................................... 40 4.4 Hasil Perlakuan Terbaik Kain Serat Ulat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas ...................................................................... 41 4.5 Hasil Perlakuan Terbaik Kain Serat Ulat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas Berdasarkan Uji Ketahan Warna .................. 42

xiii
DAFTAR GAMBAR
Halaman 3.1 Alur Pelaksanaan Penelitian ............................................. 19 3.2 Diagram Alir Pembuatan Larutan Pewarna Alami Kayu Secang..................................................................... 22 3.3 Diagram Alir Mordanting Kain Tenun ................................ 23 3.4 Diagram Alir Pembuatan Larutan Fiksasi .......................... 24 3.5 Diagram Alir Fiksasi Pewarnaan pada Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas .......................... 25 4.1 Grafik Rerata Nilai Gosokan Kering pada Dua Jenis Kain untuk Setiap Pencelupan .......................................... 28 4.2 Grafik Rerata Nilai Gosokan Basah pada Dua Jenis Kain untuk Setiap Pencelupan .......................................... 30 4.3 Grafik Rerata Nilai Grey Scale pada Dua Jenis Kain untuk Setiap Pencelupan .......................................... 32 4.4 Grafik Rerata Nilai Staining Scale pada Dua Jenis Kain untuk Setiap Pencelupan .......................................... 34 4.5 Grafik Rerata Nilai a* ........................................................ 36 4.6 Grafik Rerata Nilai b* ........................................................ 38 4.7 Grafik Rerata Nilai L* ........................................................ 40

xiv
DAFTAR LAMPIRAN
Halaman Lampiran 1 Pengujian Hasil Pewarnaan ................................. 55 Lampiran 2 Prosedur Pemilihan Alternatif Terbaik dengan Metode Multiple Attribute ...................................... 57 Lampiran 3 Hasil Uji Ketahan Gosokan Kering ....................... 58 Lampiran 4 Rerata Nilai Gosokan Kering ................................ 59 Lampiran 5 Hasil Uji Ketahan Gosokan Basah ........................ 60 Lampiran 6 Rerata Nilai Gosokan Basah ................................ 61 Lampiran 7 Hasil Uji Grey Scale (Perubahan Warna) ............. 62 Lampiran 8 Rerata Nilai Grey Scale ........................................ 63 Lampiran 9 Hasil Uji Staining Scale (Skala Penodaan) ........... 64 Lampiran 10 Rerata Nilai Staining Scale ................................. 65 Lampiran 11 Hasil Uji Nilai L*, a* dan b* ................................. 66 Lampiran 12 Data dan Hasil Uji a* .......................................... 67 Lampiran 13 Data dan Hasil Uji b* .......................................... 71 Lampiran 14 Data dan Hasil Uji L* .......................................... 75 Lampiran 15 Penentuan Nilai Terbaik (Multiple Attribute) ............................................................ 79 Lampiran 16 Dokumentasi Hasil Penelitian ............................. 83

1
I. PENDAHULUAN
1.1. Latar Belakang
Tenun adalah salah satu teknik pembuatan kain tradisional yang menjadi salah satu teknik pembuatan sederhana. Teknik pembuatan kain dengan cara tenun pada umumnya dilakukan dengan menggabungkan dua buah serat. Pada akhirnya gabungan antara dua buah serat tersebut dapat menjadi sebuah kain. Di Indonesia sendiri terdapat dua macam proses penenunan yaitu tenun dengan menggunakan mesin yang biasa disebut Alat Tenun Mesin (ATM) dan tenun tanpa menggunakan mesin atau biasa disebut Alat Tenun Bukan Mesin (ATBM).
Menurut Zumar (2007), benang tenun merupakan bahan utama yang harus disediakan sesuai dengan hasil tenun yang diinginkan. Benang ini dihasilkan dari bahan-bahan serat alami yang mudah diperoleh di daerah masing-masing karena negara kita beriklim tropis. Jenis serat yang dulu banyak digunakan untuk menghasilkan benang tenun adalah serat nanas. Serat ini diolah menjadi benang oleh suku-suku Dayak di pedalaman Kalimantan.
Penelitian ini memanfaatkan dua buah jenis kain dengan komposisi yang berbeda. Kain pertama menggunakan kain dengan bahan baku 100% serat ulat sutera, sedangkan kain kedua menggunakan kain dengan bahan baku campuran 50% serat ulat sutera (sebagai benang lusi) dan 50% serat daun nanas (sebagai benang pakan). Penggunaan campuran serat daun nanas dan serat ulat sutera memiliki tujuan agar harga jual kain bisa sedikit lebih rendah dibandingkan dengan penggunaan 100% serat daun nanas. Berdasarkan praktik yang dilakukan di Museum Batik Pancaran Widuri, Kabupaten Pemalang pembuatan kain serat daun nanas 100% sulit dipraktikan karena memakan banyak waktu dan biaya akan tetapi hasil akhirnya kurang baik. Oleh karena itu, pemilihan proporsi serat yaitu 50% dibandingkan 50% ini dilakukan untuk menguatkan tekstur dari serat daun nanas yang cenderung lebih mudah patah dibandingkan dengan serat ulat sutera. Selain itu kandungan

2
selulosa pada serat daun nanas dan kandungan protein pada serat ulat sutera mempunyai sifat yang sama, menurut Suheryanto (2010) kedua serat ini mempunyai sifat yang hampir sama diantaranya adalah sangat higroskopis sehingga memungkinkan dapat menyerap zat warna dengan baik.
Pemilihan bahan serat ulat sutera dilakukan sebab berdasarkan data yang diperoleh dari Biro Pusat Statistik (BPS) 2010, impor kain tenun sutera di Indonesia mengalami peningkatan dimana pada bulan Juli 2010 nilai import sebesar US$ 0,4 sedangkan pada bulan Desember 2010 nilai impor kain tenun sutera menjadi US$ 1,19. Pada bahan serat daun nanas dipilih karena berdasarkan data yang diperoleh dari Biro Pusat Statistik (BPS) 2013, produksi nanas di Indonesia pada tahun 2013 mencapai 1.837.159 ton, sedangkan tren produksi buah nanas Jawa Timur naik sebesar 12.087,63 ton per tahun. Besarnya produksi buah nanas mengakibatkan juga besarnya limbah dari buah nanas yaitu daun nanas, sehingga pemanfaatan daun nanas menjadi benang kain ini dapat membantu mengurangi limbah dari buah nanas.
Menurut Santoso (2009), umumnya daerah pengembangan nanas adalah daerah berbatu kapur dan beriklim kering. Daerah pengembangan nanas terdapat di Jawa Timur (Banyuwangi, Madura, Jember, Malang, Blitar, dan Kediri), di Jawa Tengah (Kulon Progo, Magelang, Solo dan Yogyakarta) di Jawa Barat (Pemanukan dan Ciamis) dan di Sumatera Utara (Pematang Siantar dan Bilah). Menurut Hidayat (2008), serat daun nanas (pineapple-leaf fibre) adalah salah satu jenis serat yang berasal dari tumbuhan (vegetable fibre) yang diperoleh dari daun tanaman nanas. Tanaman nanas yang juga mempunyai nama lain, yaitu Ananas cosmosus, (termasuk dalam family Bromeliaceae), pada umumnya termasuk jenis tanaman semusim. Serat daun nanas menjadi salah satu alternatif serat tumbuhan yang dapat dimanfaatkan menjadi benang untuk tenun karena serat daun nanas memiliki ketebalan antara 0,18 – 0,27 cm.
Sutera adalah serat alam yang berbentuk filamen, berasal dari kepompong ulat sutera jenis Bombyx mori (Enny, 1998). Menurut Santoso dan Kusumastuti (2008), karakteristik kain

3
sutera antara lain : (1) berbunyi gemerisik bila bergesekan, (2) memiliki kilau yang tinggi, (3) sangat higroskopik dapat menyerap kelembapan 11%, (4) memiliki kandungan listrik statis yang tinggi, (5) mulur dengan elastic recovery rendah dan (6) berbau rambut terbakar bila dibakar.
Bahan pewarna yang akan diaplikasikan pada kain yaitu pewarna alami yang berasal dari kayu secang. Saat ini proses pewarnaan kain masih menggunakan pewarna sintetis yang memiliki ketahanan warna lebih baik dibandingkan pewarna alami. Menurut Widyastuti (2006), selama pembuatan, pekerja dapat terpapar pada berbagai macam pemutih, pembersih, dan pencelup (pewarna). Pengaruh yang dapat ditimbulkan pada kesehatan masyarakat umumnya dari udara yang bercampur debu, limbah cair, dan emisi zat organik volatil. Usaha untuk mengurangi bahaya penggunaan pewarna sintetis, yaitu mengganti penggunaan pewarna sintetis menjadi pewarna alami.
Kayu secang (Caesalpinia sappan L.) merupakan tanaman family Caesalpiniaceae yang banyak ditemui di Indonesia. Kayu secang secara empiris diketahui memiliki banyak khasiat penyembuhan dan sering dikonsumsi oleh masyarakat sebagai minuman kesehatan. Kayu secang memiliki kandungan senyawa berupa brazilin (C16H14O5), sappanin (C12H12O4), brazilein, dan minyak atsiri seperti D-α-felandrena, asam galat, osinema, dan damar (Sugiyanto et al, 2013). Shahidi (1996) dalam Rina et al (2012) mengemukakan bahwa lokasi tumbuh kayu secang dapat mempengaruhi senyawa metabolit sekunder yang terkandung didalamnya. Kayu secang memiliki senyawa brizilin yang dapat menghasilkan pigmen warna dari orange tua hingga warna merah pekat. Sehingga kayu secang dapat dipilih sebagai alternative bahan pewarna alami.
Pewarna alami kayu secang akan dilakukan pada 2 jenis kain yang berbahan dasar serat sutera 100% dan kain berbahan campuran serat sutera dan serat daun nanas (pineapple-leaf fibre) dengan perbandingan 50% : 50%. Penelitian ini mengacu pada pengaruh jumlah pencelupan kain terhadap intensitas warna dan ketahanan luntur menggunakan zat warna dari kayu

4
secang. Pada penelitian Daranidra (2010), pengaruh jumlah pencelupan kain yang berbeda menghasilkan warna yang berbeda. Pada setiap lembar kain yang akan diwarna perlu dicelupkan dalam bak pewarna sebanyak 5-15 kali. Hal tersebut menjadikan pertimbangan dalam pemilihan jumlah pencelupan, dimana pencelupan dilakukan sebanyak 10 kali (nilai antara 5 dan 15), 15 kali (sebagai nilai tertinggi) dan 20 kali (nilai yang lebih tinggi). Pada masing-masing kain proses pencelupan dilakukan selama 30 menit dalam sekali pencelupan, sehingga proses pencelupan kain membutuhkan waktu kurang lebih 5 - 10 jam untuk disetiap lembar kain. 1.2. Perumusan Masalah
1. Bagaimana pengaruh jumlah pencelupan terhadap intensitas warna dan ketahanan luntur pada tenun yang terbuat dari serat dengan proporsi 100% serat sutera dan percampuran 50% serat sutera dengan 50% serat nanas?
1.3. Tujuan 1. Mengetahui pengaruh jumlah pencelupan terhadap
intensitas warna dan ketahanan luntur pada tenun yang terbuat dari serat dengan proporsi 100% serat sutera dan percampuran 50% serat sutera dengan 50% serat nanas.
1.4. Manfaat
1. Memberikan informasi penggunaan zat pewarna alami kayu secang dalam proses pewarnaan kain tenun
2. Memberikan informasi pengaruh jumlah pencelupan terhadap intensitas warna dan ketahanan luntur pada kain tenun yang terbuat dari serat nanas dengan proporsi 100% serat sutera dan percampuran 50% serat sutera dengan 50% serat nanas

5
II. TINJAUAN PUSTAKA
2.1. Tenun Selembar kain merupakan salah satu hasil kreasi budaya manusia yang sudah dikenal sejak masa prasejarah. Kemampuan menenun berkembang dihampir seluruh kawasan Asia yang memiliki kekayaan bahan baku untuk ditenun. Di Indonesia sendiri, kemahiran dalam menenun tampak pada ragam hias sehelai kain yang tidak terlepas dari latar belakang sejarah budaya bangsa Indonesia yang dipengaruhi oleh berbagai unsur sejarah. Kemampuan menenun ini merupakan kelanjutan dari pengetahuan yang diperoleh melalui pembuatan anyaman dari daun-daunan, rumput-rumputan dan serat kayu yang dikerjakan untuk memenuhi kebutuhan akan busana dan keperluan lainnya (Zumar, 2007). Menurut Poespo (2005), kain tenun dibentuk dengan cara menyilangkan benang-benang membujur menurut panjang kain (benang lusi) dengan isian benang melintang menurut lebar kain (benang pakan). Benang pakan dan benang lusi dipersilangkan tegak lurus (membentuk sudut 90o). Benang-benang lusi ditarik memanjang ke atas pada suatu alat tenun, dan benang-benang pakan disisipkan selang-seling di atas dan di bawah benang-benang lusi, dengan gerakan maju mundur. Benang lusi (warp) adalah benang yang membujur membentuk panjang kain. Benang pakan (weft) yaitu benang yang melintang membentuk lebar kain.
Secara umum di negara kita dikenal ada empat teknik menghias kain sebagai bagian dari proses menenun yaitu teknik hias ikat lungsi yaitu teknik dimana kain coraknya dibuat pada benang lungsi/benang yang memanjang di alat tenun. Teknik hias ikat pakan yaitu teknik yang hampir serupa dengan teknik hias ikat lungsi, hanya perbedaannya terletak pada benang yang diikat. Teknik hias ikat ganda yaitu penggabungan satu lembar kain berdasarkan kedua teknik sebelumnya yang nantinya terjadi persilangan antara benang lungsi dan benang pakan yang tepat bertumpuk pada titik pertemuannya. Terakhir teknik songket merupakan cara menciptakan ragam hias pada

6
waktu menenun dengan memasukkan pakan tambahan yang melewati benang lungsi dengan irama sesuai dengan ragam hias yang direncanakan. Ketiga teknik pertama menyangkut penerapan ragam hias pada benang sebelum ditenun, yang kemudian dijalin dengan teknik tenun sederhana, sedangkan teknik songket membentuk ragam hias pada kain pada waktu ditenun dengan menggunakan benang khusus (Zumar, 2007).
Alat Tenun Bukan Mesin (ATBM) adalah suatu alat untuk membuat kain tenun yang gerakannya dilakukan operator sendiri. ATBM ini secara garis besar dapat dibagi lagi menjadi dua bagian yaitu alat persiapan tenun dan alat pokok tenun. Alat persiapan tenun adalah alat yang digunakan untuk persiapan dalam membantu dan melancarkan proses pertenunan pada alat pokok tenun. Alat pokok tenun adalah alat yang memegang peranan utama dalam proses pembuatan kain tenun yang biasanya alat disebut juga sebagai alat tenun ATBM (Hidayat, 2005).
2.2. Serat Daun Nanas Tanaman nanas bukan tanaman asli dari Indonesia, tetapi berasal dari Amerika. Kata nanas berasal dari Bahasa Indian “NANA”. Dalam Bahasa latin sering disebut Ananas comosus L. atau Bromelia cosmos L. Nanas adalah suatu tanaman monocotyl yang dapat hidup dalam beberapa musim (perennial). Mempunyai rangkaian bunga dan buah pada ujung batang. Tanaman ini masih dapat melanjutkan pertumbuhannya melalui beberapa cabang vegetative baru yang muncul dari batang (Rukmana, 1996). Serat nanas dapat digunakan untuk tekstil dan kertas. Cara memisahkan serat secara tradisional yaitu daun dibuat memar dengan melepaskan kutikula sehingga serat mudah dipisahkan dengan tangan. Sesudah dicuci dengan air, dijemur di bawah sinar matahari yang kemudian diikat bersama serat-serat yang panjangnya 1-1,2 meter. Serat yang dihasilkan dari jenis nanas Smooth cayenne yaitu lunak seperti sutera dan halus, hanya saja kekuatan rentangnya rendah apabila digunakan sebagai tali (Anonymous, 2008). Menurut Asbani (1994), serat dari Smooth cayenne telah dicoba dipakai untuk

7
bahan pakaian dan hasilnya sangat menarik, hanya disini masih kalah dengan tekstil sintesis yang harganya lebih murah. Serat daun nanas mempunyai kekuatan relatif tinggi. Kekuatan lentur atau flexural rigidity dan torsional rigidity serat relatif lebih tinggi dibanding kapas. Hal ini menyebabkan serat mempunyai ketahanan yang besar untuk digintir (twist), sehingga serat cenderung tidak segera tergintir saat proses penggintiran selesai. Karena itu serat agak cenderung kaku dan agak sulit untuk mendapatkan serat yang kompak seperti yang dikehendaki. Sifat menyerap (porous) dan menggelembung (swelling) pada serat daun nanas menunjukkan adanya sifat daya absorbs lembab dan kemampuan untuk dicelup. Serat daun nanas tidak menunjukkan pengurangan kekuatan dalam penyimpanan hingga 6 bulan, sedangkan lebih dari 6 bulan terjadi penurunan kekuatan. Konduktivitas termal serat daun nanas relatif rendah yaitu sebesar 0,0273 watt/m2/oK, karena itu serat daun nanas merupakan isolator panas yang baik (Anonymous, 2008). 2.3. Serat Ulat Sutera Ulat sutera adalah larva kupu-kupu yang memiliki nilai ekonomi tinggi sebagai penghasil serat/benang sutera. Ulat sutera menghasilkan kepompong sutera mentah, yang setelah dipintal bisa menghasilkan benang sutera sepanjang 300 hingga 900 meter per kepompong. Seratnya berdiameter sekitar 10 mikrometer (Titisari, 2009). Menurut Nurjayanti (2011), persuteraan alam merupakan suatu rentetan kegiatan berupa kegiatan morikultur, yakni usaha budidaya tanaman murbei, dan kegiatan serikultur yang meliputi proses produksi dari telur sutera sampai dengan memanen kokon. Selanjutnya dilakukan kegiatan pemintalan, yakni dari pengolahan kokon sampai dipintal menjadi benang, kemudian dilakukan penenunan yang menggunakan bahan benang sutera. Kebutuhan benang sutera alam di Indonesia setiap tahunnya cukup tinngi, mencapai sekitar 200 ton benang sutera mentah (raw silk) dan sekitar 250 ton benang sutera pintal (spun silk). Serat sutera alam mempunyai beberapa kelebihan dibandingkan serat alam lain. Serat sutera alam mempunyai

8
sifat lebih lembut, elastis, dan diameter benangnya lebih kecil (Sudarsono, 2005). Sutera mentah terdiri dari susunan fibrion (serat) 76%, serisin (perekat) 22%, lilin 1,5% dan garam-garam mineral 0,5% (Putu, 1978) dalam (Iman, 2016). Fibron dan seresin kedua-duanya adalah protein, fibron sutera mengandung C, H, O dan N uang mempunyai gugu fungsi amino (-NH2) dan karboksil (-COOH) (Suprijono et al., 1973). 2.4. Zat Pewarna Alami Proses pewarnaan atau pencelupan adalah proses menggabungkan zat warna dengan serat dan hasil serat mempunyai warna yang awet (Sugiarto dan Watanabe, 2003). Pewarnaan memiliki tujuan untuk memberi warna pada serat tekstil secara merata. Pemberian warna tersebut dilakukan dengan berbagai cara, tergantung pada jenis serat dan jenis zat yang digunakan. Tiap jenis zat warna yang dapat dipergunakan untuk mewarnai serat tekstil mempunyai sifat-sifat tertentu baik sifat tahan lunturnya maupun cara penggunaannya (Rasyid, 1926). Pemberian warna pada kain dilakukan dengan berbagai cara, tergantung dari jenis zat warna pada serat yang akan diwarna. Menurut (Ajizah, 2009) syarat-syarat warna yang akan digunakan dalam pewarnaan antara lain zat warna harus mempunyai afinitas terhadap tekstil, zat warna harus mempunyai kemampuan difusi, zat warna harus mempunyai kemampuan untuk menyerap suatu panjang gelombang tertentu dengan intensif, zat warna harus dapat larut atau terdispresi dalam suatu larutan dan zat warna harus stabil setelah masuk dalam serat.
Pewarna alami digunakan sejak zaman dahulu dan sebagian bahan pewarna alami masih digunakan pada masa sekarang, pewarna alami memiliki beberapa kelebihan, yaitu : pewarna alami ini bebas bahan kimia sehingga jauh dari pencemaran lingkungan, tumbuhan yang digunakan sebagai pewarna bisa didapat dari lingkungan sekitar sehingga menghemat biaya dan penggunaan zat warna secara tidak

9
langsung ikut melestarikan jenis tumbuhan tersebut (Dakernas, 1999). 2.5. Kayu Secang
Kayu secang merupakan sumber antioksidan alami. Sudah banyak penelitian tentang khasiat tanaman secang, baik sebagai antimikroba, antioksidan, maupun zat pewarna alami. Komponen senyawa bioaktif yang terkandung dalam kayu secang, yaitu brazilin, brazilein, 3’-O-metilbrazilin, sappanone, chalcone, sappancalchone dan komponen umum lainnya, seperti asam amino, karbohidrat dan asam palmitat yang jumlahnya relatif sangat kecil (Rina et al, 2012). Menurut Padmaningrum et al. (2012), brazilin (C16H14O5) adalah zat warna merah dari kayu secang yang terbentuk pada ekstrak cair dalam suasana pH netral. Pigmen warna alami kayu secang dipengaruhi oleh tingkat keasamannya. Pada suasana asam (pH 2-4) berwarna kuning sedangkan pada suasana netral dan alkali (pH 6-8) berwarna merah keunguan.
Pengambilan zat warna brazilian pada kayu secang yang dapat digunakan untuk pewarna tekstil dan pewarna cat melalui perpindahan massa zat warna dari padatan (kayu secang) ke fase cairan (pelarut) yang disebut dengan proses ekstraksi padat-cair (leaching) (Mastuti et al, 2012). Secang dimanfaatkan sebagai minuman fungsional contohnya yaitu teh secang. Kayu secang juga dapat dimanfaatkan untuk pengobatan diare, disentri, batuk darah pada TBC, muntah darah, sifilis, malaria, tetanus, pembengkakan (tumor), dan nyeri karena gangguan siklus darah. Secang bersifat sebagai antibakteri (Miksusanti et al, 2011). Berdasarkan penelitian Rina et al (2012), ekstrak kayu secang memberikan pengaruh yang nyata terhadap penghambatan pertumbuhan mikroba pada daging cincang, sehingga kayu secang juga memiliki manfaat sebagai bahan pengawet daging.
Bahan tekstil yang akan dicelup atau diwarnai hendaknya dilakukan proses pengulangan pencelupan agar warna yang dihasilkan lebih bagus. Pengulangan pencelupan dapat dilakukan sebanyak 3 kali atau sampai diperoleh warna yang diinginkan agar warna yang dihasilkan lebih kuat dari

10
pencelupan sebelumnya dan ketahanan luntur warna terhadap bahan lebih baik sehingga tidak mudah luntur (Zulmi, 2016). 2.6. Mordanting Mordanting adalah proses perlakuan asal pada kain yang akan diwarnai agar kandungan lemak, minyak, kanji dan kotoran yang tertinggal pada proses penenunan dapat dihilangkan (Kwartiningsih et al, 2009). Noor (2007) dalam Amalia (2015) mengemukakan bahwa mordanting adalah proses untuk meningkatkan daya tarik zat warna alam terhadap tekstil serta berguna untuk menghasilkan kerataan dan ketajaman warna yang baik. Zat-zat mordan ini berfungsi untuk membentuk jembatan kimia antara zat warna alam dengan serat sehingga afinitas zat warna meningkat terhadap serat. Proses mordanting sendiri dapat dilakukan dalam beberapa cara. Menurut Jufri (1976), mordanting dapat dilakukan dengan 3 cara yaitu cara mordanting pendahuluan (pra-mordanting), cara mordanting simultan (meta-mordanting) dan cara mordanting akhir (post-mordanting). Fitriani (2001) dalam Amelia (2015) mengemukakan bahwa pra-mordanting memiliki daya serap warna lebih kuat karena sebelum dicelup bahan terlebih dahulu diberi mordan. Meta-mordanting pada umumnya lebih mudah dikerjakan namun daya serap warna pada bahan kurang. Post-mordanting memiliki daya serap warna lebih kuat namun sulit untuk memberikan tandingan warnaan karena warna yang dihasilkan dipengaruhi oleh zat mordan yang digunakan. Bahan mordan yang akan digunakan pada penelitian ini adalah tawas. Menurut Eko et al (2014) tawas Al2(SO4)3 atau alum alam dalam garam rangkap berhidrat dan bersifat isomorph yang dipakai untuk menjernihkan air atau campuran bahan celupan. Tawas berupa Kristal putih yang cukup mudah larut dalam air dan kelarutannya berbeda tergantung jenis logam dan suhu pelarutan.

11
2.7. Fiksasi Fiksasi dapat berfungsi memperkuat warna dan merubah zat warna sesuai dengan jenis logam yang mengikatnya serta untuk mengunci zat warna yang telah masuk kedalam serat. Proses fiksasi pada prinsipnya adalah mengkondisikan zat pewarna yang telah terserap dalam waktu tertentu agar terjadi reaksi antara bahan yang diwarnai, dengan zat warna dan bahan yang digunakan untuk fiksasi (Pujilestari, 2014). Menurut Ruwana (2008), proses fiksasi adalah proses mengunci warna. Ada 3 jenis bahan fiksasi yang sering digunakan karena aman terhadap lingkungan, menguatkan ikatan zat warna alam dengan kain dan memberikan arah warna yang berbeda. Ketiga jenis larutan fiksasi yang biasa digunakan yaitu tunjung (FeSO4), tawas (KAI(SO4)2.12H2O) dan kapur tohor (CaO). Tawas menghasilkan warna muda sesuai aslinya, kapur menengah atau berwarna kecoklatan, dan tunjung berwarna lebih tua atau mengarah ke warna hitam (Yulianti, 2013). Menurut Suheryanto (2010), kapur tohor atau kalsium klorida, memiliki beberapa sifat fisik antara lain berbentuk gumpalan yang tidak teratur, warnanya putih atau putih keabu-abuan, kadang bernoda kekuningan atau kecoklatan yang disebabkan oleh unsur besi. Berdasarkan hasil penelitian Prayitno (2014), bahan fiksasi kapur tohor mampu mengikat axis nilai a* dan b* lebih kuat pada uji intensitas warna. Selain itu kapur tohor juga menunjukkan nilai uji ketahan gosokan basah dari kering lebih baik dibandingkan dengan bahan fiksasi tunjung dan tawas. 2.8. Intensitas Pewarnaan
Pada intensitas pewarnaan terdapat beberapa jenis penilaian tingkatan warna yaitu nilai L* (gelap/terang), a* (merah) dan b* (kuning). Nilai L* menyatakan tingkat gelap terang dengan kisaran 0-100 dimana nilai 0 menyatakan kecenderungan warna hitam atau sangat gelap, sedangkan nilai 100 menyatakan kecenderungan warna terang atau putih. Axis a* menunjukkan intensitas warna merah (+) atau hijau (-). Axis b* menunjukkan intensitas warna kuning (+) atau biru (-) (Pomeranz dan Meloans, 1994). Meningkatnya intensitas warna a* MBMP berkaitan dengan semakin besar kelarutan bekaroten.

12
Semakin rendah kadar betakaroten akan menurunkan warna a* (kemerahan) dengan pengujian intensitas warna menggunakan color reader (Satriyanto et al, 2012). Mortensen (2006) mengemukakan bahwa nilai a* (merah) dan b* (kuning) merupakan indikator yang tepat untuk menunjukkan intensitas warna dari karoten. Anonim (2009) dalam Prayitno (2014) mengemukakan bahwa intensitas dalam warna dikenal juga sebagai chroma, yaitu kekuatan suatu warna. Dalam skala intensitas warna, yang dimaksud sebagai warna lemah (kurang intens) adalah yang mengarah ke abu-abu, sedangkan warna kuat lebih mengarah ke warna murni. Menurut Christie (2007), perbedaan warna (ΔE) dihitung berdasarkan metode CIELab dengan rumus :
ΔE = √ ) ) ) ) dimana : ΔE = perbedaan warna ΔL* = perbedaan kecerahan (L* sebelum – L* sesudah) Δa* = perbedaan merah atau hijau (a* sebelum – a* sesudah) Δb* = perbedaan kuning atau biru (b* sebelum – b* sesudah) Table 2.1 Pengaruh Perbedaan Nilai (ΔE)
Perbedaan Warna (ΔE) Pengaruh
<0,2 Tidak terlihat 0,2-1,0 Sangat kecil 1,0-3,0 Kecil 3,0-6,0 Sedang
>6,0 besar
Sumber : Hunter Lab (2008) 2.9. Ketahanan Luntur Pengujian tahan luntur warna dilakukan dengan mengamati adanya perubahan warna asli dari contoh uji, menggunakan Standar Skala Abu-Abu (gray scale) dapat dilihat pada Tabel 2.1 untuk menilai perubahan warna contoh uji dan Standar Skala Penodaan (staining scale) dapat dilihat pada Tabel 2.2 untuk menilai penodaan warna pada kain putih

13
(Moerdoko, 1975 dalam Santosa dan Kusumastuti, 2008). Menurut (Padmitasari dan Novitasari, 2010), dalam pemakaian bahan tekstil sehari-hari baik ditinjau dari segi kepentingan konsumen maupun produsen, tahan luntur warna mempunyai arti yang penting. Penilaian tahan luntur warna dilakukan dengan membandingkan perubahan warna yang terjadi dengan suatu standar perubahan warna. Standar yang dikenal adalah standar yang dikeluarkan oleh International Organization (ISO), yaitu standar skala abu-abu untuk menilai perubahan warna contoh uji dan standar skala penodaan untuk menilai penodaan warna pada kain putih. Nilai skala abu-abu menentukan tingkat perbedaan atau table ke kontrasan warna dari tingkat terendah sampai tertinggi. Standar skala abu-abu terdiri dari 9 pasang lempeng standar abu-abu dan setiap pasang menunjukkan perbedaan atau kekontrasan warna yang sesuai dengan nilai tahan luntur warnanya. Dalam pengujian ketahanan luntur bahan tekstil direndam larutan sabun dan diproses dengan gerakan-gerakan mekanik. Bila ikatan antara zat warna dan serat kuat, maka warna pada bahan tidak akan luntur. Setelah proses pencucian dengan sabun, akan terdapat perubahan warna pada air cucian. Hal ini karena selama proses berjalan zat warna yang hanya menempel pada permukaan serat atau yang masuk ke dalam serat dengan tidak sempurna akan lepas dari bahan tekstil.
Zat warna yang lepas ini bila masih aktif akan melunturi bahan tekstil lain yang ada dalam larutan pencuci. Banyak sedikitnya zat warna yang mampu melunturi ditunjukkan oleh staining scale (SS, skala penodaan) sedangkan perubahan warna sebelum dan sesudah pencucian ditunjukkan oleh grey scale (GS, skala abu-abu). Kuat lemahnya warna pada bahan atau ikatan antara serat dan zat warna dipengaruhi oleh proses fiksasi dan posisi molekul zat warna yang ada dalam serat (Hasanudin, 2001).

14
Tabel 2.2 Penilaian Warna Pada Standar Skala Abu-abu (Grey Scale)
Nilai Tahan Luntur Warna
Perbedaan Warna (dalam CD)
Penilaian
5 0 Baik Sekali 4-5 0,8 Baik 4 1,5 Baik
3-4 2,1 Cukup Baik 3 3,0 Cukup
2-3 4,2 Kurang 2 6,0 Kurang
1-2 8,5 Jelek 1 12,0 Jelek
Keterangan : CD = Colour Difference Tabel 2.3 Penilaian Warna Pada Standar Skala Penodaan (Stainning Scale)
Nilai Tahan Luntur Warna
Perbedaan Warna (dalam CD)
Penilaian
5 0,0 Baik Sekali 4-5 2,0 Baik 4 4,0 Baik
3-4 5,6 Cukup Baik 3 8,0 Cukup
2-3 11,3 Kurang 2 16,0 Kurang
1-2 22,6 Jelek 1 32,0 Jelek
Keterangan : CD = Colour Difference
2.10. Penelitian Terdahulu Penelitian mengenai ketahanan luntur dan intensitas warna pada kain tenun yang terbuat dari benang sutera dan serat daun nanas merupakan upaya pengembangan di dunia tenun dan batik. Beberapa kajian telah dilakukan dari penelitian terdahulu. Kusriniati (2008) dalam penelitiannya yang berjudul Pemanfaatan Daun Sengon (Albizia falcataria) Sebagai Pewarna Kain Sutera Menggunakan Mordan Tawas Dengan Konstentrasi Yang Berbeda. Tujuan penelitian tersebut adalah

15
untuk mengetahui kualitas warna kain sutera yang dicelup dengan ekstrak sengon dengan variasi konsentrasi tawas dan untuk mengetahui konsentrasi tawas yang menghasilkan kualitas warna optimal. Dalam penelitian tersebut terdapat 3 variabel yaitu variabel bebas berupa variasi konsentrasi mordan, variabel terikat yaitu kualitas warna dan variabel kontrol yang meliputi konsentrasi larutan ekstrak daun sengon, temperatur, waktu mordanting, waktu pencelupan, frekuensi pencelupan, jenis tawas dan jumlah orang yang mencelup. Berdasarkan hasil penelitian tersebut diperoleh kesimpulan yaitu daun sengon dapat digunakan sebahai pewarna dalam pencelupan kain sutera dengan mordan tawas, makin tinggi konsentrasi mordan tawas yang digunakan maka ketahanan luntur warna terhadap pencucian semakin baik dan warna semakin tua dengan pemakaian konsentrasi mordan tawas yang optimum yaitu 150g/l. Penelitian yang dilakukan Hidayat (2008) dengan judul Teknologi Pemanfaatan Serat Daun Nanas Sebagai Alternatif Bahan Baku Tekstil. Tujuan penelitian tersebut adalah untuk mengetahui manfaat lain dari daun tanaman nanas yang dapat dimanfaatkan sebagai material tekstil. Berdasarkan hasil dari penelitian didapatkan kesimpulan bahwa serat daun nanas disamping dapat dimanfaatkan untuk industri tekstil missal pembuatan kain vertical blind (tirai penutup jendela) ataupun digunakan sebagai wallpaper (kain pelapis dinding), serat daun nanas juga dapat dimanfaatkan untuk bahan baku kertas (pulp). Selain itu dapat juga dikembangkan menjadi bahan composite sebagai reinforced plastics ataupun roofing (eternity). Sebagai bahan baku pembuat kertas, serat daun nanas cocok digunakan untuk tisu, filter rokok dan pembersih lensa. Penelitian yang dilakukan Dewi (2014) mengenai Eksplorasi Pemanfaatan Kayu Secang (Caesalpinioa sappan Linn) Sebagai Pewarna Alami Pada Teknik Lukis Sutera. Penelitian ini bertujuan untuk meneliti kemungkinan alternatif penggunaan kayu secang sebagai pewarna alami di bidang tekstil dan mengembangkan teknik dari lukis diatas kain sutera yang hingga kini masih menggunakan zat pewarna sintesis. Berdasarkan penelitian yang dilakukan, diperoleh kesimpulan

16
bahwa kayu secang memiliki jumlah warna yang melampaui jumlah warna yang lazim diketahui dan dengan perpaduan teknik lukis sutera. Warna yang dihasilkan dapat diolah untuk menghasilkan produk yang nyata dan mempunyai fungsinya sendiri. Selain itu juga kayu secang sebagai pewarna alami pada teknik lukis sutera menghasilkan efek warna yang belum bisa dihasilkan pada teknik tekstil lain yang menggunakan pewarna alami. Penelitian yang dilakukan Santosa dan Kusumastuti (2008) mengenai Pemanfaatan Daun Tembakau Untuk Pewarnaan Kain Sutera Dengan Mordan Jeruk Nipis. Penelitian ini bertujuan untuk mengetahui perbedaan kualitas warna kain sutera yang dicelup dengan konsentrasi mordan jeruk nipis. Variasi konsentrasi jeruk nipis 25g/l, 50g/l, 75g/l, dan 100g/l menjadi variabel bebas. Kualitas warna kain sutera merupakan variabel terikat dan variabel kontrolnya terdiri dari konsentrasi daun tembakau 750g/l, waktu pencelupan 1 jam, waktu mordanting 30 menit dan frekuensi pencelupan sebanyak 5 kali. Berdasarkan penelitian yang dilakukan, diperoleh kesimpulan yaitu ekstrak daun tembakau dapat digunakan sebagai pewarna kain. Jeruk nipis juga dapat dimanfaatkan sebagai mordan dalam proses pencelupan kain sutera dengan ekstrak daun tembakau. Dalam penggunaan jeruk nipis sebagai mordan, semakin tinggi konsentrasi jeruk nipis semakin baik ketahanan luntur terhadap pencucian dan warna yang dihasilkan semakin tua. Hasil pewarnaan yang optimum diperoleh pada penggunaan jeruk nipis dengan konstenrasi 100g/l. 2.11. Hipotesis Diduga pencelupan kain tenun pada bahan pewarna dengan jumlah yang berbeda (10, 15 dan 20 kali) pada setiap bahan yang terbuat dari serat alam (sutera dan serat daun nanas) memiliki intensitas warna dan ketahanan luntur yang berbeda.

17
III. METODE PENELITIAN
3.1. Tempat dan Waktu Penelitian Penelitian dilaksanakan bulan Januari 2016 hingga April 2016. Pembuatan serat daun nanas dan pembuatan kain tenun serat daun nanas 50% dan sutera 50% dilakukan di Batik dan Tenun Pancaran Widuri, Kabupaten Pemalang, Jawa Tengah yang dikelola oleh Bapak Pantjer Budhi Waloejo. Pelaksanaan mordanting dengan tawas, pewarnaan dengan pewarna alami dari kayu secang dan fiksasi dengan kapur tohor dilakukan di Blitar. Pengujian intensitas warna dilakukan di Laboratorium Ilmu Teknologi Pangan Universitas Brawijaya, Malang. Pengujian ketahanan luntur dilakukan di Akademik Teknologi Warga Surakarta yaitu di Laboratorium Evaluasi Tekstil di Jalan Raya Solo Baki Km. 2 Krawasan Grogol Solo Baru Sukoharjo. 3.2. Alat dan Bahan a. Zat Warna Alami dari Kayu Secang Alat yang digunakan pada proses pembuatan zat warna untuk penelitian antara lain panci untuk pembuatan zat pewarna alami kayu secang, kompor untuk pemanasan bahan pewarna alami, baskom untuk proses pencelupan pewarna kayu secang pada kain, pengaduk untuk proses pemerataan bahan, alat penyaring untuk menyaring ampas zat pewarna, tali rafia untuk proses pengeringan kain. Bahan yang digunakan antara lain kayu secang sebagai bahan pewarna alami, air sebagai pelarut bahan pewarna. b. Mordanting
Alat yang digunakan untuk proses mordanting antara lain panci untuk proses pembuatan zat mordanting, kompor untuk pemanasan bahan mordanting, pengaduk untuk proses pemerataan bahan, termometer untuk mengukur suhu bahan mordanting. Bahan yang digunakan untuk mordanting yaitu tawas (KAI2(SO4)2.12H20) untuk proses mordanting dan air sebagai bahan pelarut.

18
c. Fiksasi Alat yang digunakan untuk proses fiksasi antara lain baskom untuk pembuatan bahan fiksasi dan pengaduk untuk proses pemerataan bahan. Bahan yang untuk fiksasi yaitu kapur tohor (CaO) dengan konsentrasi 15%, dimana bahan tersebut dipilih berdasarkan hasil penelitian terdahulu yang dilakukan oleh Prayitno (2014). 3.3. Batasan Masalah
1. Bahan baku yang digunakan adalah kayu secang yang dipotong dengan ukuran panjang kurang lebih 10cm dan tebal kurang lebih 0,5cm
2. Kain yang digunakan yaitu kain 100% serat ulat sutera serta kain 50% serat ulat sutera dan 50% serat daun nanas
3. Penelitian dilakukan pda skala laboratorium
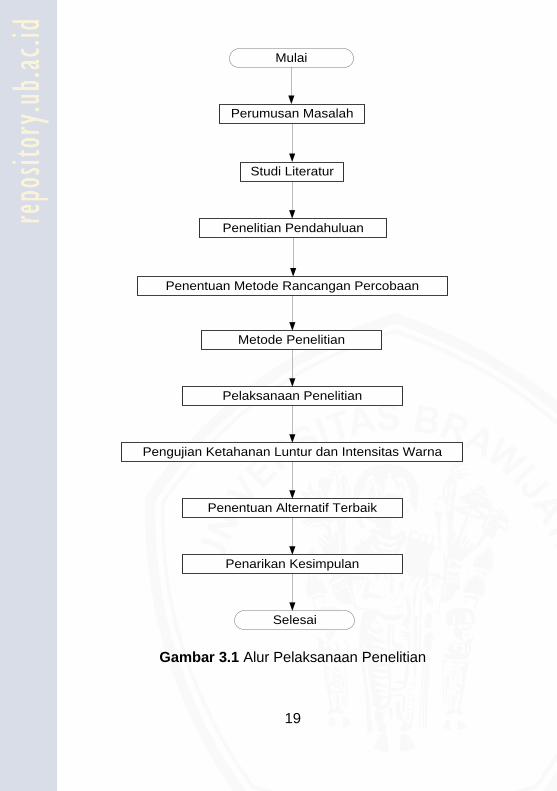
3.4. Prosedur Penelitian Prosedur penelitian merupakan urutan-urutan langkah pengerjaan yang harus dilakukan, dimana prosedur penelitian ini terdiri dari tahapan-tahapan yang saling berhubungan. Prosedur penelitian dapat dilihat pada Gambar 3.1
3.4.1. Perumusan Masalah Identifikasi dan perumusan masalah dilakukan untuk memberikan pengarahan yang jelas kepada peneliti dalam menentukan langkah-langkah pengerjaan. Identifikasi masalah yang diselesaikan melalui penelitian ini yaitu pengaruh jumlah pencelupan pada pewarnaan alami kayu secang yang diaplikasikan pada kain tenun yang terbuat dari 100% sutera serta kain tenun yang terbuat dari 50% sutera dan 50% serat daun nanas dan pengaruh jumlah pencelupan kain pada bahan pewarna terhadap ketahan luntur serta intensitas warna.
19
Penentuan Metode Rancangan Percobaan
Penelitian Pendahuluan
Penentuan Alternatif Terbaik
Pengujian Ketahanan Luntur dan Intensitas Warna
Pelaksanaan Penelitian
Metode Penelitian
Selesai
Penarikan Kesimpulan
Mulai
Studi Literatur
Perumusan Masalah
Gambar 3.1 Alur Pelaksanaan Penelitian

20
3.4.2. Studi Literatur Studi literatur dilakukan sebagai salah satu cara untuk mencari informasi dan landasan teori mengenai pembahasan yang berasal dari buku-buku, jurnal ilmiah, berita di internet dan skripsi terdahulu. Pengambilan literatur tersebut diharapkan dapat mendukung dalam proses pengerjaan penelitian seperti pembuatan latar belakang, tinjauan pustaka, metodologi dan pembahasan. 3.4.3. Penelitian Pendahuluan Percobaan pendahuluan dilakukan dengan cara identifikasi dan perumusan masalah untuk memutuskan langkah penelitian selanjutnya. Melalui percobaan pendahuluan diharapkan dapat mengetahui proses pewarnaan kain tenun dengan pewarna alami kayu secang. 3.4.4. Penentuan Metode Rancangan Percobaan Data yang telah didapatkan dari penelitian akan dilakukan pengolahan data dengan Rancangan Acak Kelompok Faktorial. Pengolahan data dilakukan berdasarkan rancangan percobaan yang telah disusun. Analisis data perlu dilakukan untuk mengetahui perbedaan yang telah dilakukan dalam penelitian. 3.4.5. Metode Penelitian Penelitian dilakukan menggunakan rancangan acak kelompok yang dapat dilihat pada Tabel 3.1, rancangan tersebut terdiri dari faktor : Faktor Pertama (A) adalah perbedaan bahan baku kain tenun, yang terdiri dari :
A1 kain tenun 100% serat ulat sutera A2 kain tenun 50% serat ulat sutera dan 50% serat daun nanas
Faktor Kedua (B) adalah perbedaan jumlah pencelupan pada zat pewarna yang digunakan, yaitu :
B1 pencelupan sebanyak 10 kali B2 pencelupan sebanyak 15 kali B3 pencelupan sebanyak 20 kali

21
Tabel 3.1 Rancangan Acak Kelompok Faktorial
Bahan Kain Tenun (A) Jumlah
Pencelupan (B) Perlakuan
Kain Tenun 100% Serat Ulat Sutera
10 kali 15 kali 20 kali
A1B1 A1B2
A1B3
Kain Tenun 50% Serat Ulat Sutera dan 50% Serat Daun Nanas
10 kali 15 kali 20 kali
A2B1 A2B2
A2B3
Masing-masing faktor diulang tiga kali, sehingga didapatkan 18 perlakukan. Kombinasi perlakuan sebagai berikut : A1B1 bahan kain tenun 100% serat ulat sutera dengan
pencelupan pada pewarna sebanyak 10 kali. A1B2 bahan kain tenun 100% serat ulat sutera dengan
pencelupan pada pewarna sebanyak 15 kali. A1B3 bahan kain tenun 100% serat ulat sutera dengan
pencelupan pada pewarna sebanyak 20 kali. A2B1 bahan kain tenun 50% serat ulat sutera dan 50% serat
daun nanas dengan pencelupan pada pewarna sebanyak 10 kali.
A2B2 bahan kain tenun 50% serat ulat sutera dan 50% serat daun nanas dengan pencelupan pada pewarna sebanyak 15 kali.
A2B3 bahan kain tenun 50% serat ulat sutera dan 50% serat daun nanas dengan pencelupan pada pewarna sebanyak 20 kali.
3.4.6. Pelaksanaan Penelitian Pelaksanaan dari penelitian dilakukan berdasarkan diagram alir yang telah disusun bertahap. Sampel kain yang digunakan untuk masing-masing perlakukan adalah kain 100% sutera dengan kain dari 50% sutera dan 50% serat daun nanas dengan ukuran 20 cm x 10 cm. Diagram alir pembuatan zat pewarna dari kayu secang dilihat pada Gambar 3.2. Diagram alir proses mordanting kain tenun dapat dilihat pada Gambar 3.3. Diagram alir persiapan larutan fiksasi dapat dilihat pada Gambar 3.4. Diagram alir fiksasi kain tenun dengan

22
menggunakan zat pewarna dari kayu secang dapat dilihat pada Gambar 3.5. Pembuatan larutan zat pewarna alami dari kayu secang :
1. Disiapkan bahan pewarna kayu secang yang telah bersih dari zat-zat lain sebanyak 250 gram
2. Dimasukkan bahan pewarna dalam panci dan ditambahkan air sebanyak 10 liter
3. Bahan pewarna yang telah tercampur dengan air dipanaskan hingga volume air berkurang menjadi 50% dari volume awal
4. Hasil pemanasan bahan pewarna disaring dengan menggunakan alat penyaring
5. Bahan pewarna yang telah tersaring dapat digunakan untuk pencelupan kain tenun yang telah disiapkan
Disaring
Dipanaskan hingga volume air 5 liter
Dicampur
Bahan Pewarna (Kayu Secang) 250 gram
Larutan Pewarna
Residu
Uap
Air 10 liter
Gambar 3.2 Diagram Alir Pembuatan Larutan Pewarna Alami
dari Kayu Secang Pembuatan proses mordanting kain tenun :
1. Disiapkan bahan untuk mordanting yaitu tawas sebanyak 0,2%
2. Bahan mordanting yang telah disiapkan ditimbang sebanyak 6 gram
3. Ditambahkan air dalam panci sebanyak 3 liter yang berfungsi untuk melarutkan bahan mordanting

23
4. Campuran bahan dipanaskan dikompor hingga suhu air mencapai 85-90oC
5. Kain tenun dari serat campuran dimasukkan kedalam panci perebusan dan direbus selama 45 menit
6. Kain tenun diangkat dan dikeringkan dengan digantung pada tali rafi tanpa diperas
Bahan Mordanting (Tawas (KAI2(SO4)2.12H2O))
Dikeringkan tanpa diperas
Direbus selama 45 menit
Dimasukkan kain tenun
Dipanaskan hingga suhu 85-90oC
Kain Tenun Kering
Uap
Uap
Tetesan Air
Air 3 liter
Ditimbang 6 gram
Gambar 3.3 Diagram Alir Proses Mordanting Kain Tenun
Pembuatan larutan fiksasi :
1. Disiapkan bahan fiksasi kapur tohor (CaO) dengan konsentrasi 15%
2. Bahan fiksasi yang telah disiapkan ditimbang sebanyak 450 gram untuk digunakan pada kain yang telah diwarna
3. Bahan fiksasi dimasukkan kedalam panci dan disiapkan air sebanyak 3 liter untuk membantu proses pelarutan bahan fiksasi
4. Bahan fiksasi sebanyak 450 gram dan air sebanyak 3 liter yang telah dimasukkan kedalam panci diaduk secara merata
5. Bahan fiksasi dan air yang telah tercampur didiamkan selama 24 jam

24
6. Setelah bahan campuran fiksasi dan air didiamkan, diambil larutan bening yang berada dibagian permukaan gelas yang telah didiamkan
7. Cairan bening yang telah dipisahkan dengan cairan yang keruh, disaring menggunakan kain saring
8. Larutan yang telah disaring siap digunakan sebagai bahan fiksasi
Disaring
Didiamkan 24 jam
Dicampur dan diaduk merata
Ditimbang 450 gram
Bahan Fiksasi yang siap digunakan
Bahan Fiksasi (Kapur Tohor (CaO))
Air 3 liter
Residu
Gambar 3.4 Diagram Alir Pembuatan Larutan Fiksasi (Prayitno,
2014) Tahapan proses fiksasi pewarnaan dengan zat warna dari kayu secang :
1. Kain diwarnai menggunakan bahan pewarna alami kayu secang dengan jumlah pencelupan yang berbeda yaitu sebanyak 10 kali, 15 kali dan 20 kali
2. Kain yang telah kering kemudian dilakukan penguncian warna (fiksasi) dengan kapur tohor konsentrasi 15%
3. Kain tenun yang telah difiksasi dikeringkan lalu dicuci dengan air bersih dan dijemur hingga kering
4. Kain tenun kering yang telah bersih diuji berdasarkan ketahanan luntur dan intensitas warna.

25
- Uji Intensitas Warna
- Uji Ketahanan Luntur Warna
Dijemur tanpa diperas
Dicuci
Fiksasi
Dikeringkan
Pencelupan zat warna
(10 kali, 15 kali, 20 kali)
Pewarna 5 liter Kain Tenun Bahan Fiksasi 3 liter
Kain Kering Terwarna
Sampel Kain Sesuai Perlakukan
Perlakuan Terbaik
Air Bersih Air Kotor
Tetesan Air Fiksasi
Gambar 3.5 Diagram Alir Fiksasi Pewarnaan pada Kain
Campuran Serat Ulat Sutera dan Serat Daun Nanas 3.4.7. Pengujian Ketahanan Luntur dan Intensitas Warna Analisis data pada penelitian ini meliputi pengujian fisik hasil penguncian warna (fiksasi) kain tenun serat ulat sutera dan serat daun nanas yang telah diwarna dengan pewarna kayu secang Lampiran 1 meliputi nilai L*, a*, dan b*. Pengujian ketahanan luntur warna kain terhadap pencucian rumah tangga (SNI ISO 105-C06:2010) Lampiran 1, pengujian ketahanan luntur warna terhadap gosokan (SNI 0288-2008) Lampiran 1. Hasil data uji intensitas warna yang diperoleh kemudian dilakukan uji dengan menggunakan analisis ragam (Analysis of Varian atau ANNOVA). Apabila dari hasil ragam antar perlakuan terdapat beda tidak nyata maka dilanjutkan dengan BNT (Beda Nyata Terkecil) dengan selang kepercayaan (α = 0,05). Apabila

26
dari analisis ragam antar perlakuan terdapat beda nyata maka dilanjutkan dengan DMRT (Duncan’s Multiple Range Test) dengan selang kepercayaan (α = 0,05). Hasil data uji ketahanan luntur warna yang diperoleh dianalisis secara deskriptif. 3.4.8. Penentuan Perlakuan Terbaik Perlakuan terbaik dilakukan untuk menetukan pilihan terbaik dari beberapa analisis data percobaan terhadap parameter sesuai dengan tujuan percobaan. Pemilihan perlakuan terbaik data kuantitatif dilakukan dengan menggunakan metode Multiple Atribute Lampiran 2. Penentuan perlakuan terbaik ketahanan luntur dianalisis secara subjektif. Hasil pemilihan perlakuan terbaik akan dibandingkan dengan control, baik berdasarkan intensitas warna maupun ketahanan luntur warna. 3.4.9 Penarikan Kesimpulan Tahapan terakhir dari penelitian adalah memberikan kesimpulan dan saran untuk penelitian. Kesimpulan mengacu pada hasil dari penelitian yang harus dapat menjawab permasalahan dari tujuan penelitian. Saran berisi tentang rekomendasi yang dapat diberikan oleh peneliti berdasarkan hasil penelitian yang telah dilakukan.

27
IV. HASIL DAN PEMBAHASAN
4.1 Ketahanan Luntur Warna 4.1.1 Ketahanan Luntur Warna Terhadap Gosokan 4.1.1.1 Nilai Gosokan Kering
Berdasarkan hasil tabel uji ketahanan gosokan kering pada Lampiran 3 diperoleh nilai CD (Colour Difference) 11,3 (kurang) hingga 32 (jelek). Keseluruhan nilai ketahanan luntur warna terhadap gosokan termasuk ke dalam kategori jelek sampai kurang. Pada kombinasi kain campuran serat ulat sutera 50% dan serat daun nanas 50% dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD (Colour Difference) secara berurutan yaitu 11,3 (kurang) ; 12,9 (kurang) ; 16 (kurang).
Pada kombinasi kain serat ulat sutera 100% dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD (Colour Difference) secara berurutan yaitu 23,5 (jelek) ; 20,4 (jelek) ;12,9 (kurang). Artinya dari kombinasi perlakuan pada kain campuran serat ulat sutera dan serat daun nanas semakin banyak jumlah pencelupan maka ketahanan gosokkan kain pada kondisi kain kering semakin menurun. Pada kombinasi perlakuan kain serat ulat sutera 100% maka semakin banyak jumlah pencelupan maka ketahanan gosokan kering kain semakin meningkat.
Grafik rerata nilai ketahanan luntur warna terhadap gosokan kering pada Gambar 4.1 diperoleh berdasarkan hasil perhitungan rerata sesuai Lampiran 4. Berdasarkan hasil rerata tersebut, kain campuran serat ulat sutera dan serat daun nanas pada jumlah pencelupan 10 dan 15 kali mendapatkan hasil SS (Staining Scale) bernilai 2-3 (termasuk kategori kurang). Pada jumlah pencelupan 20 kali kain campuran serat ulat dan serat daun nanas memperoleh nilai SS bernilai 2 yang termasuk dalam kategori kurang.

28
Gambar 4.1 Grafik Rerata Nilai Gosokan Kering Pada Dua
Jenis Kain Untuk Setiap Jumlah Pencelupan Menurut Megawati (2014), pada daya serap air terdapat
perbedaan antara kain mori, belacu dan sutera hal ini disebabkan karena konstruksi masing-masing kain berbeda dan memiliki kemampuan menyerap dan menyimpan air berbeda. Berdasar hal tersebut di penelitian yang dilakukan terjadi penuruan nilai pada kain campuran serat ulat sutera dan serat daun nanas karena kapasitas serap kain yang memiliki struktur campuran protein dan selulosa, sedang pada kain serat ulat sutera memiliki struktur protein mengalami kenaikan penyerapan dan menyebabkan nilai gosokan kering meningkat.
Pada kain serat ulat sutera 100%, jumlah pencelupan 10 dan 15 kali memperoleh hasil nilai SS 1-2 (termasuk kategori jelek). Pada jumlah pencelupan 20 kali kain serat ulat sutera 100% mendapatkan nilai SS 2-3 (termasuk kategori kurang). Berdasarkan hasil rerata nilai gosokan kering jumlah pencelupan optimal terbaik diantara 3 perlakuan didapatkan pada pencelupan 10 kali kain campuran serat ulat sutera dan serat daun nanas. Hal tersebut disebabkan karena pada 10 kali pencelupan saja dapat menghasilkan nilai lebih baik dibanding dengan jumlah pencelupan lain, sehingga apabila diaplikasikan pada industri kain hal tersebut dapat menghemat waktu pengerjaan pencelupan warna kain. Pada kehidupan sehari-hari nilai gosokan kering bermanfaat untuk mengukur kekuatan ketahanan luntur warna apabila kain mengalami gosokan panas atau disetrika.

29
Meskipun jumlah pencelupan 10 kali memberikan hasil optimal kain campuran serat ulat sutera dan serat daun nanas, hasil yang diperoleh masih tergolong kurang. Menurut Kusriniati (2008), proses mordan digunakan sebagai zat pembangkit warna. Pada penelitian digunakan mordan tawas yang bersifat menguatkan warna. Pemakaian mordan tawas paling tepat untuk menghasilkan kualitas warna kain sutera yang optimum diperoleh dengan konsentrasi optimum 150 g/l. Pada penelitian ini mordan tawas yang digunakan hanya 2 gr/l dimana penggunaan tersebut mengacu pada mordan yang dilakukan untuk kain mori, sehingga hasil mordanting kurang maksimal dan menyebabkan zat warna kurang dapat menyerap pada kain. Proses mordanting ini bertujuan agar penyerapan zat warna alam terhadap bahan sutera meningkat, serta menghasilkan kerataan dan ketajaman warna yang baik (Abu, 2016). 4.1.1.2 Nilai Gosokan Basah
Berdasarkan hasil tabel uji ketahanan gosokan basah pada Lampiran 5 diperoleh nilai CD (Colour Difference) 11,3 (kurang) hingga 22,6 (jelek). Keseluruhan nilai ketahanan luntur warna terhadap gosokan termasuk ke dalam kategori jelek sampai kurang. Pada kombinasi kain campuran serat ulat sutera 50% dan serat daun nanas 50% dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD (Colour Difference) secara berurutan yaitu 12,9 (kurang) ; 12,9 (kurang) ; 20,4 (jelek).
Pada kombinasi kain serat ulat sutera 100% dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD (Colour Difference) secara berurutan yaitu 14,4 (kuranr) ; 18,6 (kurang) ; 12,9 (kurang). Artinya dari kombinasi perlakuan pada kain campuran serat ulat sutera dan serat daun nanas semakin banyak jumlah pencelupan maka ketahanan gosokkan kain pada kondisi kain basah semakin menurun. Pada kombinasi perlakuan kain serat ulat sutera 100% maka semakin banyak jumlah pencelupan maka ketahanan gosokan basah kain semakin meningkat.

30
Gambar 4.2 Grafik Rerata Nilai Gosokan Basah Pada Dua
Jenis Kain Untuk Tiap Jumlah Pencelupan
Grafik rerata nilai ketahanan luntur warna terhadap gosokan basah pada Gambar 4.2 diperoleh berdasarkan hasil perhitungan rerata sesuai Lampiran 6. Berdasarkan hasil rerata tersebut, kain campuran serat ulat sutera dan serat daun nanas pada jumlah pencelupan 10 dan 15 kali mendapatkan hasil SS (Staining Scale) bernilai 2-3 dimana termasuk kategori kurang. Pada jumlah pencelupan 20 kali kain campuran serat ulat dan serat daun nanas memperoleh nilai SS bernilai 1-2 yang termasuk dalam kategori jelek. Menurut Hastuti et al (2012) hal ini dimungkinkan karena terlalu lamanya kontak fisik antara zat warna dengan selulosa makan zat warna lama-kelamaan akan terlepas ke dalam larutan. Hal tersebut mengindikasikan daya serapnya menjadi menurun. Bedasarkan literature, terjadinya penurunan ketahanan gosokan basah pada kain campuran serat daun nanas dan serat ulat sutera dikarenakan lamanya pencelupan pada kain, dimana serat daun nanas merupakan serat dengan memiliki kandungan selulosa.
Pada kain serat ulat sutera 100%, jumlah pencelupan 10 dan 15 kali memperoleh hasil nilai SS 2 dimana termasuk dalam kategori kurang. Pada jumlah pencelupan 20 kali kain serat ulat sutera 100% mendapatkan nilai SS 2-3 yang termasuk dalam kategori kurang. Berdasarkan hasil rerata nilai gosokan basah jumlah pencelupan optimal terbaik diantara 3 perlakuan didapatkan pada pencelupan 10 kali kain campuran serat ulat sutera dan serat daun nanas. Meskipun menghasilkan nilai yang

31
sama dengan jumlah pencelupan 15 kali, akan tetapi apabila diaplikasikan pada kegiatan industri pewarnaan kain jumlah pencelupan 10 kali dapat memberikan keuntungan lebih baik. Pada kehidupan sehari-hari nilai gosokan basah bermanfaat untuk mengukur kekuatan ketahanan luntur warna apabila kain mengalami gosokan panas atau di setrika dengan penambahan cairan pelicin.
Meskipun memberikan hasil yang optimal pada jumlah pencelupan 10 kali kain campuran serat ulat sutera dan serat daun nanas, hasil yang diperoleh masih tergolong kurang. Menurut Erawati et al. (2012) setelah melakukan proses pemanasan kain sutera dengan larutan mordanting, kain dibiarkan terendam dalam larutan selama semalaman. Selanjutnya mengangkat dan membilas (tanpa diperas), lalu dikeringkan. Pada penelitian proses mordanting hanya dilakukan dengan memanaskan kain diatas api selama 45 menit setelah itu diangkat dan dibilas (tanpa diperas) tanpa melakukan proses perendaman selama semalam. Hal tersebut menyebabkan kurang optimalnya proses mordanting karena proses yang dijalankan mengikuti penelitian terdahulu milik Prayitno (2014) dengan bahan kain mori yang memiliki struktur dasar selulosa sedangkan penelitian yang dilakukan menggunakan kain serat ulat sutera dimana memiliki struktur dasar protein. Hal tersebut menyebabkan kurang optimalnya kain dalam menyerap zat pewarna.
4.1.2 Ketahanan Luntur Warna Terhadap Pencucian 4.1.2.1 Nilai Grey Scale (Perubahan Warna)
Berdasarkan hasil tabel uji nilai grey scale pada Lampiran 7 diperoleh nilai CD (Colour Difference) 6 (kurang) hingga 8,5 (jelek). Keseluruhan nilai grey scale termasuk ke dalam kategori jelek sampai kurang. Pada kombinasi kain campuran serat ulat sutera dan serat daun nanas dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD (Colour Difference) secara berurutan yaitu 6 (kurang) ; 6 (kurang) ; 6,8 (kurang).
Pada kombinasi kain serat ulat sutera 100% dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD

32
(Colour Difference) secara berurutan yaitu 7,7 (jelek) ; 8,5 (jelek) ;7,7 (jelek). Artinya apabila kombinasi perlakuan dikonversikan kedalam skala staining scale nilai kedua kain menunjukkan hasil yang sama antara jumlah pencelupan 10 kali, 15 kali dan 20 kali pada jenis kain serat ulat sutera 100% dan kain campuran serat daun nanas 50% dan serat ulat sutera 50%.
Gambar 4.3 Grafik Rerata Nilai Gray Scale Pada Dua Jenis
Kain Untuk Tiap Jumlah Pencelupan Grafik rerata nilai grey scale pada Gambar 4.3 diperoleh
berdasarkan hasil perhitungan rerata sesuai Lampiran 8. Berdasarkan hasil rerata tersebut, kain campuran serat ulat sutera dan serat daun nanas pada seluruh jumlah pencelupan 10, 15 dan 20 kali mendapatkan hasil SS (Staining Scale) bernilai 2 dimana termasuk kategori kurang. Pada kain serat ulat sutera 100%, jumlah pencelupan 10, 15 dan 20 kali memperoleh hasil nilai SS yang sama yaitu 1-2 dimana termasuk dalam kategori jelek. Berdasarkan hasil rerata nilai grey scale pencelupan pada kain campuran serat ulat sutera dan serat daun nanas lebih baik dibandingkan kain serat ulat sutera 100%. Meskipun menghasilkan nilai SS yang sama di setiap pencelupan, akan tetapi apabila diaplikasikan pada kegiatan industri pewarnaan kain jumlah pencelupan 10 kali dapat memberikan keuntungan yang lebih baik.
Meskipun memberikan hasil pencelupan yang optimal dibandingkan jenis kain 100% serat ulat sutera pada jumlah pencelupan akan tetapi hasil yang dihasilkan masih tergolong

33
kurang. Menurut Bongoriani dan Putra (2009), hal tersebut dapat dikarenakan pada saat pencelupan, zat warna hanya menempel pada permukaan kain saja dan tidak masuk ke dalam pori-pori kain sehingga pada saat dilakukan pencucian terhadap zat warna yang hanya menempel pada permukaan kain tersebut dapat luntur / terdesorpsi. Kain campuran serat ulat sutera dan serat daun nanas merupakan kain kombinasi dari protein dan selulosa sehingga hasil CD (colour Difference) yang dihasilkan lebih baik dibandingan kain 100% ulat sutera karena proses mordanting dan fiksasi pada penilitian ini menggunakan acuan penelitian pada kain mori yang mengandung selulosa.
4.1.2.1 Nilai Staining Scale (Skala Penodaan)
Berdasarkan hasil tabel uji nilai staining scale pada Lampiran 9 diperoleh nilai CD (Colour Difference) 2 (baik) hingga 8 (cukup). Keseluruhan nilai staining scale termasuk ke dalam kategori cukup sampai baik. Pada kombinasi kain campuran serat ulat sutera 50% dan serat daun nanas 50% dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD (Colour Difference) secara berurutan yaitu 2 (baik) ; 3,9 (baik) ; 7,2 (cukup).
Pada kombinasi kain serat ulat sutera 100% dengan perlakuan pencelupan 10, 15 dan 20 kali menghasilkan nilai CD (Colour Difference) secara berurutan yaitu 4,5 (baik) ; 2,7 (baik) ; 5,6 (cukup baik). Artinya dari kombinasi perlakuan pada kain campuran serat ulat sutera dan serat daun nanas semakin banyak jumlah pencelupan maka perubahan warna kain semakin menurun. Pada kombinasi perlakuan kain serat ulat sutera 100% mengalami peningkatan di jumlah pencelupan 15 kali kemudian kembali menurun pada jumlah pencelupan 20 kali. Berdasarkan hasil rerata tersebut, kain campuran serat ulat sutera dan serat daun nanas pada jumlah pencelupan 10 kali mendapatkan hasil SS (Staining Scale) bernilai 4-5 dimana termasuk kategori baik. Pada jumlah pencelupan 15 kali mengalami penuruan nilai SS bernilai 4 yang termasuk dalam kategori baik dan semakin menurun pencelupan 20 kali dengan nilai SS 3 yang termasuk kategori cukup. Grafik rerata nilai

34
staining scale pada Gambar 4.4 diperoleh berdasarkan hasil perhitungan rerata sesuai Lampiran 10.
Gambar 4.4 Grafik Rerata Nilai Staining Scale Pada Dua Jenis
Kain Untuk Tiap Jumlah Pencelupan Pada kain serat ulat sutera 100%, jumlah pencelupan 10
kali memperoleh hasil nilai SS 4 dimana termasuk dalam kategori baik. Kain mengalami kenaikan pada jumlah pencelupan 15 kali dengan nilai SS 4-5 yang termasuk dalam kategori baik dan menurun pada pencelupan 20 kali dimana nilai SS diperoleh 3-4 yang tergolong kategori cukup baik. Berdasarkan hasil rerata nilai staining scale jumlah pencelupan optimal terbaik diantara 3 perlakuan didapatkan pada pencelupan 10 kali kain campuran serat ulat sutera dan serat daun nanas. Hal tersebut disebabkan karena pada 10 kali pencelupan saja dapat menghasilkan nilai yang lebih baik dibandingkan dengan jumlah pencelupan yang lain, sehingga apabila diaplikasikan pada industri kain hal tersebut dapat menghemat waktu pengerjaan pencelupan warna kain.
Pada kain serat ulat sutera 100%, proses pencelupan 15 menghasilkan nilai yang baik dan kemudian mengalami penurunan pada pencelupan 20 kali. Menurut Hasan et al (2015) penurunan kekuatan warna dapat dikaitkan dengan fakta bahwa desorpsi (peristiwa pelepasan molekul) zat warna bisa terjadi sebagai konsekuensi dari pencelupan lebih banyak. Dapat dikatakan bahwa waktu kelelahan maksimum zat warna tergantung pada beberapa faktor seperti kondisi pencelupan

35
dan persentase corak warna. Pada penelitian yang dilakukan faktor penurunan warna dapat diakibatkan zat pewarna yang disimpan dalam jangka waktu yang lama setelah diekstrak, sehingga saat proses pencelupan terjadi penurunan corak.
Meskipun memberikan hasil yang sama baiknya akan tetapi jumlah pencelupan kain campuran serat ulat sutera dan serat daun nanas memberi hasil lebih baik dibandingkan jenis kain 100% serat ulat sutera yang membutuhkan proses pencelupan lebih banyak. Hal tersebut dapat menghemat energi dan biaya apabila diterapkan dalam industri pewarnaan kain. Menurut Sunaryati et al (2000), zat warna yang telah terserap ke dalam kain sutera membentuk ikatan kompleks antar sesama zat warna dan menghasilkan molekul lebih besar di dalam pori serat, sehingga lebih sulit luntur pada pelorodan. 4.2 Intensitas Warna (Nilai a*, b* dan L*) 4.2.1 Nilai a* (Intensitas Warna Merah) pada Kain 100% Serat Ulat Sutera dan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas Rerata nilai a* merupakan suatu uji yang menunjukkan dimana apabila nilai yang dihasilkan bernilai positif (+) maka menunjukkan warna merah dan apabila uji warna menghasilkan nilai negatif (-) maka menunjukkan warna hijau. Perlakuan jenis kain dan jumlah pencelupan memiliki nilai hasil yang berkisar diantara nilai 14,9 hingga 22,9 dapat dilihat pada Lampiran 11. Hasil data uji nilai a* pada Lampiran 13 menunjukkan bahwa perlakukan jumlah pencelupan dan jenis kain tidak beda nyata pada hasil rerata yang diperoleh. Interaksi antara jenis kain dan jumlah pencelupan menunjukkan beda nyata pada tingkat kepercayaan 5%, dimana nilai F hitung nilai A (jenis kain), B (jumlah pencelupan) dan AB (jenis kain x jumlah pencelupan) pada tabel annova Lampiran 13 lebih besar dibandingkan dengan F tabel. Berdasarkan hasil analisis ragam pada interaksi perlakuan yang menunjukkan beda nyata maka dilakukan uji lanjutan dengan menggunakan uji DMRT.

36
Tabel 4.1 Nilai Rerata a* Kain Serat ulat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas
Jenis Kain Jumlah
Pencelupan Rerata ( ) Notasi
Serat Sutera (A1) 10 (B1) 21,63 d
15 (B2) 20,17 c
20 (B3) 17,10 ab
Serat Sutera : Serat Daun Nanas (A2)
10 (B1) 19,87 c
15 (B2) 17,67 b
20 (B3) 15,90 a
Berdasarkan Tabel 4.1 rerata nilai terendah yaitu pada jenis kain campuran serat ulat sutera dan serat daun nanas dengan jumlah pencelupan 20 kali (A2B3) sebesar 15,90, sedangkan nilai rerata tertinggi yaitu pada jenis kain serat ulat sutera 100% dengan jumlah pencelupan 10 kali (A1B1) sebesar 21,63 sesuai dengan Gambar 4.5.
Gambar 4.5 Grafik Rerata Nilai a*
Menurut Kasmujiastuti dan Widhiati (2001) brazilian (zat
warna merah yang terkandung dalam kayu secang) akan menimbulkan warna bertambah merah ketika bertemu dengan alkali. Dalam penelitian yang dilakukan, digunakan bahan kapur tohor sebagai bahan fiksator dimana kapur tohor memiliki

37
kandungan alkali yang dapat memunculkan zat brazilian yang merupakan salah satu kandungan dalam kayu secang. Kayu secang dapat digunakan sebagai pewarna merah karena adanya kandungan Brazilian yang mempunyai arah warna merah dan bersifat mudah larut dalam air (Sanusi, 1993). Pada penelitian proses yang dilakukan untuk mengeluarkan warna merah pada kayu secang yaitu dengan cara merebus kayu secang, hal ini sesuai dengan pendapat (Heyne, 1987) dalam (Pujilestari dan Salma, 2017) yang mengatakan kandungan kimia pada kayu secang meliputi tannin, asam galat, resorsin dan pigmen merah yang mempunyai sifat larut dalam air panas. Selanjutnya dikatakan bahwa brazilian apabila mengalami oksidasi akan mengalami perubahan menjadi senyawa brazilein yang berwarna merah kecoklatan. 4.2.2 Nilai b* (Intensitas Warna Kuning) pada Kain 100% Serat Ulat Sutera dan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas
Rerata nilai b* merupakan suatu uji yang menunjukkan dimana apabila nilai yang dihasilkan bernilai positif (+) maka menunjukkan warna kuning dan apabila uji warna menghasilkan nilai negatif (-) maka menunjukkan warna biru. Perlakuan jenis kain dan jumlah pencelupan memiliki nilai hasil yang berkisar diantara nilai 4,8 hingga 5,5 dapat dilihat pada Lampiran 11. Hasil data uji nilai b* pada Lampiran 14 menunjukkan bahwa perlakukan jumlah pencelupan dan jenis kain tidak beda nyata pada hasil rerata yang diperoleh. Interaksi antara jenis kain dan jumlah pencelupan menunjukkan beda nyata pada tingkat kepercayaan 5%, dimana nilai F hitung nilai A (jenis kain), B (jumlah pencelupan) dan AB (jenis kain x jumlah pencelupan) pada tabel annova Lampiran 14 lebih besar dibandingkan dengan F tabel. Berdasarkan hasil analisis ragam pada interaksi perlakuan yang menunjukkan beda nyata maka dilakukan uji lanjutan dengan menggunakan uji DMRT.

38
Tabel 4.2 Nilai Rerata b* Kain Serat ulat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas
Jenis Kain Jumlah
Pencelupan Rerata ( ) Notasi
Serat Sutera (A1) 10 (B1) 4,97 a
15 (B2) 5,13 ab
20 (B3) 5,33 b
Serat Sutera : Serat Daun Nanas (A2)
10 (B1) 5,27 ab
15 (B2) 5,13 ab
20 (B3) 5,17 ab
Berdasarkan Tabel 4.2 rerata nilai terendah terdapat pada 2 jenis percobaan yaitu pada jenis kain campuran serat ulat sutera dan serat daun nanas dengan jumlah pencelupan 15 kali (A2B2) dan kain serat ulat sutera 100% dengan jumlah pencelupan 15 kali (A1B2) sebesar 5,13, sedangkan nilai rerata tertinggi yaitu pada jenis kain serat ulat sutera 100% dengan jumlah pencelupan 20 kali (A1B3) sebesar 5,33 sesuai dengan Gambar 4.6.
Gambar 4.6 Grafik Rerata Nilai b*
Menurut Adawiyah (2012) brazilian merupakan kristal
berwarna kuning, akan tetapi jika teroksidasi akan menghasilkan brazilein yang berwarna merah kecoklatan dan dapat larut dalam air. Hasil penelitian diperoleh nilai yang positif (+) pada b*

39
dimana hal tersebut mengindikasi bahwa kayu secang memiliki kandungan warna kuning. Pada penelitian Farhana et al (2015) pada pemanasan suhu ekstraksi 40ºC dan 55ºC, kayu secang menghasilkan warna kuning sedikit oranye. Pada penelitian yang dilakukan, warna kuning muncul pada kain campuran serat ulat sutera dan daun nanas berupa bercak. Pigmen kayu secang memiliki warna merah tajam dan cerah pada pH netral (pH = 6-7) dan bergeser kearah merah keunguan dengan semakin meningkatnya pH. Pada pH rendah (pH = 2-5) brazilian memiliki warna kuning (Adawiyah dan Indriati, 2003) dalam (Fardhayanti dan Riski, 2015).
4.2.3 Nilai L* (Intensitas Terang Gelap) pada Kain 100% Serat Ulat Sutera dan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas Rerata nilai L* merupakan suatu uji yang menunjukkan dimana apabila nilai yang dihasilkan bernilai 0 maka menunjukkan kecenderungan warna hitam atau sangat gelap dan apabila uji warna menghasilkan nilai mendekati angka 100 maka menunjukkan kecenderungan warna terang atau putih. Perlakuan jenis kain dan jumlah pencelupan memiliki nilai hasil yang berkisar diantara nilai 28,9 hingga 30,9 dapat dilihat pada Lampiran 11. Hasil data uji nilai L* pada Lampiran 12 menunjukkan bahwa perlakukan jumlah pencelupan dan jenis kain tidak beda nyata pada hasil rerata yang diperoleh. Interaksi antara jenis kain dan jumlah pencelupan menunjukkan beda nyata pada tingkat kepercayaan 5%, dimana nilai F hitung nilai A (jenis kain), B (jumlah pencelupan) dan AB (jenis kain x jumlah pencelupan) pada tabel annova Lampiran 12 lebih besar dibandingkan dengan F tabel. Berdasarkan hasil analisis ragam pada interaksi perlakuan yang menunjukkan beda nyata maka dilakukan uji lanjutan dengan menggunakan uji DMRT.

40
Tabel 4.3 Nilai Rerata L* Kain Serat ulat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas
Jenis Kain Jumlah
Pencelupan Rerata ( ) Notasi
Serat Sutera (A1) 10 (B1) 30,03 bcd
15 (B2) 29,73 b
20 (B3) 29,20 a
Serat Sutera : Serat Daun Nanas (A2)
10 (B1) 30,47 d
15 (B2) 30,17 cd
20 (B3) 29,90 bc
Berdasarkan Tabel 4.3 dapat dilihat bahwa rerata nilai terendah yaitu pada jenis kain serat ulat sutera 100% dengan jumlah pencelupan 20 kali (A1B3) sebesar 29,20, sedangkan nilai rerata tertinggi yaitu pada jenis kain campuran serat ulat sutera dan serat daun nanas dengan jumlah pencelupan 10 kali (A2B1) sebesar 30,47. Berdasarkan hasil diperoleh kain serat ulat sutera 100% dengan jumlah pencelupan 20 kali menghasilkan nilai terendah yang berarti warna yang didapatkan kecenderungan kearah gelap sesuai dengan Gambar 4.7.
Gambar 4.7 Grafik Rerata Nilai L*
Menurut Kristijanto dan Soetjipto (2013), kain dengan
menggunakan bahan fiksasi kapur tohor menunjukkan warna merah jambu lebih tua daripada tawas. Hal ini disebabkan pada

41
zat pewarna tersebut terjadi reaksi ionik dengan ion Ca2+ pada kapur tohor menghasilkan endapan berwarna kuning.
4.3 Perlakuan Terbaik Pemilihan perlakuan terbaik perlakuan jumlah pencelupan pada kain serat ulat sutera 100% dengan kain campuran serat ulat sutera dan serat daun nanas dilakukan dengan Multiple Attribute yaitu dengan menghitung jarak kerapatan berdasarkan nilai ideal pada masing-masing parameter. Nilai ideal untuk setiap parameter yaitu hasil uji nilai intensitas warna (a*, b* dan L*) dimana hasil perhitungan perlakuan terbaik menggunakan Multiple Attribute dapat dilihat pada Lampiran 15 dan hasil pewarnaan kain dapat dilihat pada Lampiran 16. Nilai parameter yang digunakan untuk masing-masing uji yaitu nilai L* adalah nilai terendah, nilai a* adalah nilai tertinggi dan untuk b* adalah nilai tertinggi. Hasil perlakuan terbaik jumlah pencelupan kain dengan kain campuran serat ulat sutera dan serat daun nanas serta kain serat ulat sutera 100% dapat dilihat pada Tabel 4.4. Tabel 4.4 Hasil Perlakuan Terbaik Kain Serat Ulat Sutera 100% dan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas
Parameter
Perlakuan
Perbedaan Warna (∆E)
Kain Serat Sutera 100% pencelupan
10 kali
Kain Campuran Serat Ulat Sutera dan Serat Daun
Nanas pencelupan 10 kali
Nilai L* 30 30,5 1,80 (Pengaruh
Kecil) Nilai a* 21,6 19,9
Nilai b* 5 5,3
Pada Tabel 4.4 dapat dilihat nilai perbedaan warna dari
hasil perbandingan kedua jenis kain yaitu sebesar 1,8 atau berpengaruh kecil. Artinya bahwa perbandingan hasil dua jenis kain yaitu kain serat ulat sutera 100% dan kain campuran serat ulat sutera dan serat daun nanas memiliki pengaruh perbedaan warna yang kecil, dimana menunjukkan bahwa hasil proses

42
pencelepuan dua jenis kain yang berbeda ternyata memberikan hasil warna yang hampir sama.
Pada uji ketahanan luntur warna, dilakukan perbandingan pada dua jenis kain yaitu kain serat ulat sutera 100% dan kain campuran serat ulat sutera dan serat daun nanas dimana uji gosokan kering, gosokan basah, perubahan warna dan skala penodaan. Hasil dari perbandingan uji ketahanan luntur dapat dilihat pada Tabel 4.5.
Tabel 4.5 Hasil Perlakuan Terbaik Kain Serat Ulat Sutera 100% dengan Kain Campuran Serat Ulat Sutera dan Serat Daun Nanas berdasarkan Uji Ketahanan Warna
Parameter
Kain dengan Jumlah Pencelupan Terbaik (10 kali)
Kain Serat ulat Sutera 100%
Kain Campuran Serat Ulat Sutera dan Serat Daun
Nanas
Gosokan Kering 1-2 (Jelek) 2-3 (Kurang)
Gosokan Basah 2 (Kurang) 2-3 (Kurang)
Perubahan Warna 1-2 (Jelek) 2 (Kurang)
Skala Penodaaan 4 (Baik) 4-5 (Baik)
Pada Tabel 4.5 menunjukkan hasil kedua jenis kain
dengan jumlah pencelupan yang sama berdasarkan uji perlakuan terbaik masih menunjukkan hasil yang tergolong jelek dan kurang pada uji ketahanan gosokan kering, ketahanan gosokan basah dan uji perubahan warna. Pada uji skala penodaan kedua kain menunjukkan hasil yang baik. Hal tersebut berarti kain tersebut tidak akan menodai kain lain saat dilakukan proses pencucian. Berdasarkan penelitian Hapsari (2014), kain memiliki kapasitas penyerapan berbeda-beda sehingga dalam pencelupan kain pada zat warna tidak perlu mencapai waktu sangat lama karena hasilnya akan sama. Jika telah mencapai kapasitas daya serapnya, penyerapan zat warna oleh kain terhenti sehingga semakin lama akan semakin stabil, baik absorb (penyerapan) maupun konsentrasinya. Sama

43
halnya dengan zat warna yang terabsorpsi oleh kain setelah pencelupan maka semakin lama waktu pencelupannya semakin kecil kadar zat warna yang terdesorpsi (terlepas ke permukaan). Hal tersebut sesuai dengan hasil penelitian dimana jumlah pencelupan terkecil yaitu 10 kali memberikan hasil lebih baik dibanding pencelupan 15 kali dan 20 kali.

44

45
V. PENUTUP
5.1 Kesimpulan Jumlah pencelupan berpengaruh terhadap hasil
ketahanan luntur warna dan intensitas warna pada kain serat ulat sutera 100% dan kain campuran serat ulat sutera dan serat daun nanas. Hasil perlakuan terbaik yang dipilih yaitu jumlah pencelupan 10 kali pada kain serat ulat sutera 100% dan kain campuran serat ulat sutera dan serat daun nanas. Pada hasil uji ketahanan luntur, kain campuran serat ulat sutera dan serat daun nanas menunjukkan hasil uji yang lebih baik yaitu nilai gosokan kering 2-3 (kurang), nilai gosokan basah 2-3 (kurang), nilai grey scale 2 (kurang) dan nilai staining scale 4-5 (baik). Pada hasil uji intensitas warna menunjukkan bahwa kain serat ulat sutera 100% mampu mengikat a* lebih baik yaitu sebesar 21,6 dan kain campuran serat ulat sutera dan serat daun nanas dapat mengikat nilai L* dan b* lebih baik yaitu berurutan 30,5 dan 5,3.
5.2 Saran Diharapkan pada penelitian berikutnya untuk menggunakan bahan mordanting serta fiksator sesuai dengan kain yang akan digunakan, sehingga hasil perwarnaan kain dapat memenuhi nilai ketahanan warna dan intesitas warna yang diharapkan. Diharapkan pada penelitian berikutnya berfokus pada lama pencelupan dibandingkan jumlah pencelupan.

47
DAFTAR PUSTAKA
Anonymous, 2008. Nenas. Diakses 06 November 2015. <http://www.blitarian.com/nenas>
Abu, A, Kurniati dan Hading, A. 2016. Pewarnaan Tumbuhan Alami Kain Sutera Dengan Menggunakan Fiksator Tawas, Tunjung Dan Kapur Tohor. Jurnal Scientific Pinisi, 2 (2) : 86-91
Adawiyah, D.R, Lioe, H.N dan Anggraeni, R. 2012. Isolation and Characterization of The Major Natural Dyestuff Component of Brazilawood (Caesalpinia sappan L.). Jurnal International Food Research, 19 (2) : 537-542
Ajizah, S.N. 2009. Pemanfaatan Kulit Bawang Merah (Allium Ascolonium L) Sebagai Pewarnaan Kain Satin Menggunakan Mordan Jeruk Nipis Untuk Pembuatan Mukenah. Skripsi. Fakultas Teknik. Universitas Negeri Semarang. Semarang
Amalia, E. 2015. Perbedaan Teknik Mordanting Terhadap Hasil Pencelupan Zat Warna Alam Ekstrak Daun Keladi Hias (Philodendrom) Dengan Mordan Air Tapai Pada Bahan Sutera. Skripsi. Fakultas Teknik. Universitas Negeri Padang. Padang
Asbania, N. 1994. Laporan Kerja Lapang di Perkebunan Nanas PT. GGPC. Fakultas Pertanian. Universitas Gadjah Mada. Yogyakarta
Bongoriani, N.W. dan Putra A.A. 2009. Perbandingan Massa Optimum Campuran Pewarna Alami pada Kayu Jenis Akasia (Acacia Leucopholea). Jurnal Kimia, 3 (1) : 21-26
Christie, R.M. 2007. Colour Chemistry. Cambridge : The Royal Society of Chemistry Science Park. England

48
Dakernas. 1999. Seminar Bangkitnya Warna-Warna Alam. Dakernas. Yogyakarta
Daranindra, R.F. 2010. Perancangan Alat Bantu Proses Pencelupan Zat Warna dan Penguncian Warna Pada Kain Batik Sebagai Usaha Mengurangi Interaksi Dengan Zat Kimia dan Memperbaiki Postur Kerja (Studi Kasus di Perusahaan Batik Brotoseno, Masaran, Sragen). Skripsi. Fakultas Teknik. Universitas Sebelas Maret. Surakarta
Dewi, T.N. 2014. Eksplorasi Pemanfaatan Kayu Secang (Caesalpinia sappan Linn) Sebagai Pewarnaan Alami Pada Teknik Lukis Sutera. Skripsi. Fakultas Seni Rupa dan Desain. Institut Teknologi Bandung. Bandung
Eko, R, Wijana, S dan Dewanti, B.S.D. 2014. Pengaruh Bahan Fiksasi Terhadap Ketahanan Luntur Warna dan Intensitas Warna Kain Mori Hasil Pewarnaan Daun Alpukat (Persea americana Mill). Skripsi. Fakultas Teknologi Pertanian. Universitas Brawijaya. Malang
Enny, Z.K. 1998. Bahan Perkuliahan Ilmu Tekstil. IKIP Yogyakarta. Yogyakarta
Erawati, E, Sari, R.P dan Hidayati, S. 2012. Pemanfaatan Limbah Daun Mangga Sebagai Pewarna Alami Pada Kain Katun dan Sutera. Jurnal Warta 15 (2) : 124-131
Ernawati, Izwerni dan Nelmira, W. 2008. Tata Busana Jilid 1,2 dan 3. Direktorat Pembinaan Sekolah Menengah Kejuruan. Jakarta
Fardhyanti, D.S dan Riski, R.D. 2015. Pemungutan Brazilian dari Kayu Secang (Caesalpinia Sappan L.) dengan Metode Maserasi dan Aplikasinya untuk Pewarna Kain. Jurnal Bahan Alam Terbarukan 4 (1) : 6-13

49
Farhana, H, Maulana, I.T dan Kodir, R.A. 2015. Perbandingan Pengaruh Suhu dan Waktu Perebusan terhadap Kandungan Brazilian pada Kayu Secang (Caesalpinia sappan Linn.). Prosiding Penelitian SPeSIA. Universitas Islam Bandung. Bandung
Hapsari, A.C.E. 2014. Penentuan Absorpsi dan Desorpsi Zat Warna dari Daun Pepaya Pada Kain Sutera dan Katun. Tugas Akhir. Fakultas Teknik. Universitas Setia Budi. Surakarta
Hasan, M, Nayem, K.A, Azim, A.Y.M.A dan Ghosh, N.C. 2015. Application of Purified Lawsone as Natural Dye on Cotton and Silk Fabric. Journal of Textiles 2015 (932627) : 1-7
Hasanudin. 2001. Penelitian Penerapan Zat Warna Alam dan Kombinasinya Pada Produk Batik dan Tekstil Kerajinan Yogyakarta. Balai Besar Kerajinan dan Batik. Yogyakarta
Hastuti, S, Mawahib, S.H dan Setyoningsih. 2012. Penggunaan Serat Daun Nanas Sebagai Adsorben Zat Warna Procion Red Mx 8b. Jurnal EKOSAINS 4(1) : 41-47
Hidayat, P. 2008. Teknologi Pemanfaatan Serat Daun Nanas sebagai Alternatif Bahan Baku Tekstil. Jurnal Teknoin 13(2) : 31-35
Hidayat, S. 2005. Eksperimen Pengolahan Serat Nanas dan Katun sebagai Elemen Hias. Skripsi. Fakultas Sastra dan Seni Rupa. Universitas Sebelas Maret. Surakarta
Jufri, R. 1973. Teknologi Pengelantangan, Pencelupan dan Pencapan. ITB. Bandung
Kasmujiastuti, E dan Widhiati. 2001. Pengaruh Penggunaan Jenis Pewarna Alam Terhadap Sifat-Sifat Kulit Jadi dari Kulit Ular Kobra. Jurnal Kulit dan Plastik 18(1) : 3-9

50
Kristijanto, A dan Soetjipto, H. 2013. Pengaruh Jenis Fiksasi Terhadap Ketuaan dan Ketahanan Luntur Kain Mori Batik Hasil Pewarnaan Limbah Teh Hijau. Jurnal MIPA 4 (1)
Kusriniati, D. 2008. Pemanfaatan Daun Sengon (Albizia Falcataria) Sebagai Pewarna Kain Sutera Menggunakan Mordan Tawas Dengan Konsentrasi Yang Berbeda. Jurnal Teknobuga 1(1) : 7-14
Kwartiningsih, D.A, Setyawardhani, A, Wiyatno dan Triyono, A. 2009. Zat Pewarna Alami Tekstil dari Kulit Buah Manggis. Jurnal Teknik Kimia 7(1)
Mastuti, E, Kim, E.V, Christanti, M.E. 2012. Ekstraksi Senyawa Brazilian Dari Kayu Secang (Caesalpinia Sappan Linn) Sebagan Bajan Baku Alternatif Untuk Zat Warna Alami. Jurnal Ekuilibrium 11(1) : 1-5
Megawati, O,K. 2014. Pengaruh Daya Serap Air Terhadap Kualitas Batik Wet On Wet. Jurnal FFEJ 3(1) : 54-59
Mortensen, A. 2006. Carotenoid and Other Pigmens as natural Colorant. Paper Based on a Presentation at the 14th International Symposium on Carotenoid, Edinburg, Scotland. pp. 1477-1557
Nurjayanti, E.D. 2011. Budidaya Ulat Sutera dan Produksi Benang Sutera Melalui Sistem Kemitraan pada Pengusaha Sutera Alam (PSA) Regaloh Kabupaten Pati. Jurnal Mediagro 7(2) : 1-10
Padmaningrum, R.T, Marwati, S dan Wiyarsi, A. 2012. Karakter Ekstrak Zat Warna Kayu Secang (Caesalpinia Sappan L.) Sebagai Indikator Titrasi Asam Basa. Prosiding Seminar Nasional Penelitian, Pendidikan dan Penerapan MIPA. Universitas Negeri Yogyakarta. Yogyakarta

51
Padmitasari, A dan Novitasari, D. 2010. Pembuatan Serbuk Zat Warna Alami Tekstil Dari Daun Jati Dengan Metode Spray Drayer. Tugas Akhir. Fakultas Teknik. Universitas Sebelas Maret. Surakarta
Paryanto, dkk. 2012. Pembuatan Zat Warna Alami dalam Bentuk Serbuk untuk Mendukung Industri Batik di Indonesia. Jurnal Rekayasa Proses 6(1) : 26-29
Poespo, G. 2005. Pemilihan Bahan Tekstil. Penerbit Kanisius. Yogyakarta
Pomeranz, Y and Meloan, C.E. 1994. Food Anlysis Theory and Practise. Van Nostrand Reinhold Company. New York
Prayitno, R.E. 2014. Pengaruh Bahan Fiksasi Terhadap Ketahanan Luntur Dan Intensitas Warna Kain Mori Batik Hasil Pewarnaan Daun Alpukat (Persea Americana Mill.). Skripsi. Fakultas Teknologi Pertanian. Universitas Brawijaya. Malang
Pujilestari, T. 2014. Pengaruh Ekstraksi Zat Warna Alam dan Fiksasi Terhadap Ketahanan Luntur Warna Pada Kain Batik Katun. Jurnal Dinamika Kerjinan dan Batik 31(1) : 31-39
Pujilestari, T dan Salma, I.R. 2017. Pengaruh Suhu Ekstraksi Warna Alam Kayu Secang (Caesalpinia sappan Linn) dan Gambir (Unicaria gambir) Terhadap Kualitas Warna Batik. Jurnal Dinamika Kerajinan dan Batik 34(1) : 25-34
Rasyid, D. 1978. Teknologi Pengelantangan, Pencelupan dan Pengecapan. Institut Teknologi Tekstil. Bandung
Rina, O, Utami, C dan Ansori. 2012. Efektifitas Ekstrak Kayu Secang (Caesalpinia Sappan L.) Sebagai Bahan Pengawet Daging. Jurnal Penelitian Pertanian Terapan 12(3) : 181-186

52
Rukmana, R. 1996. Nanas Budidaya dan Pascapanen. Kanisius. ISBN 979-497-314-9
Ruwana, L. 2008. Pengaruh Zat Fiksasi Terhadap Ketahanan Luntur Warna Pada Proses Pencelupan Kain Kapas dengan Menggunakan Zat Warna dari Limbah Kayu Jati (Tectona grandis). Universitas Negeri Semarang. Semarang
Santosa, E.K dan Kusumastuti, A. 2008. Pemanfaatan Daun Tembakau Untuk Pewarnaan Kain Sutera Dengan Mordan Jeruk Nipis. Jurnal Teknobuga 1(1) : 15-24
Santoso, B. 2009. Peluang Pengembangan Agave sebagai Sumber Serat Alam. Jurnal Perspektif 8(2) : 84-95
Satriyanto, B, Widjanarko, S.B, dan Yunianta. 2012. Stabilitas Warna Ekstrak Buah Merah (Pandanus Conoideus) Terhadap Pemanasan Sebagai Sumber Potensial Pigmen Alami. Jurnal Teknologi Pertanian 13(3) : 157-168
Sanusi, M. 1993. Isolasi dan Identifikasi Zat Warna dari Caesalpinia lignum. Balai Inudstri Kimia. Ujung Pandang
Sudarsono, R.P. 2005. Dari Bogor, Ada Keinginan Menuju Swasembada Sutera. Diakses 06 November 2015. <http://www.kompas.com>
Sugiarto, H dan Watanabe, S. 2003. Teknologi Tekstil. PT Pradnya Paramita. Jakarta
Sugiyanto, R.N, Putri, S.R, Damaniki, F.S, dan Sasmita, G.M.A. 2013. Aplikasi Kayu Secang (Caesalpinia sappan L.) dalam Upaya Prevensi Kerusakan DNA Akibat Paparan Zat Potensial Karsinogenik Melalui MNPCE ASSAY. Universitas Gadjah Mada. Yogyakarta

53
Suheryanto, D. 2010. Optimalisasi Celupan Ekstrak Daun Mangga Pada Kain Batik Katun dengan Iring Kapur. Jurnal Rekayasa Kimia dan Proses ISSN : 1411-4216. Yogyakarta
Sunaryati, S, Hartini, S dan Ernaningsih. 2000. Pengaruh Tatacara Pencelupan Zat Warna Daun Sirih pada Hasil Pencelupan Kain Sutera. Prosiding Pertemuan dan Presentasi Ilmiah Penelitian Dasar Ilmu Pengetahuan dan Teknologi Nuklir P3TM. Yogyakarta
Suprijoni, P, Poerwanti, Widayat dan Jumaeri. 1973. Serat-Serat Tekstil. Institut Teknologi Tekstil. Bandung
Titisari, E.R. 2009. Analisis Usaha Industri Benang Sutera di Pengusahaan Sutera Alam (PSA) Regaloh Kabupaten Pati. Skripsi. Fakultas Pertanian. Universitas Sebelas Maret. Surakarta
Widyastuti, P. 2006. Bahaya Bahan Kimia Pada Kesehatan Manusia Dan Lingkungan. Penerbit Buku Kedokteran EGC. Jakarta
Yulianti. 2013. Pengaruh Tawas Pada Pencelupan Bahan Katun Menggunakan Zat Pewarna Alam Ekstrak Daun Petai Cina (Leucaena leucocephala). Universitas Negeri Padang. Padang
Zaman, I. N. 2016. Pewarna Alami Dengan Kulit Kopi Robudta (Coffee canephora) Pada Kain Katun dan Sutera Dengan Bahan Fiksasi Tawas, Kapur dan Tunjung. Skripsi. Fakultas Teknologi Pertanian. Universitas Brawijaya. Malang
Zulmi, Y. 2016. Pengaruh Pengulangan Pencelupan Terhadap Hasil Warna Bahan Sutera Dengan Ekstraksi Batang Pisang Kepok (Musa paradiasiaca L. cv kapok). Skripsi. Fakultas Pariwisata dan Perhotelan. Padang

54
Zumar, D. 2007. Tenun Tradisional Indonesia. Penerbit Dewan Kerajinan Nasional. Jakarta