
Advances in synthesis of biodiesel via enzyme catalysis: Novel and sustainable approaches
18
Advances in synthesis of biodiesel via enzyme catalysis: Novel and sustainable approaches Abhishek Guldhe a , Bhaskar Singh a , Taurai Mutanda a , Kugen Permaul b , Faizal Bux a,n a Institute for Water and Wastewater Technology, Durban University of Technology, Durban, South Africa b Department of Biotechnology and Food Technology, Durban University of Technology, Durban, South Africa article info Article history: Received 2 October 2013 Received in revised form 30 August 2014 Accepted 27 September 2014 Keywords: Biodiesel Transesterification Enzyme Lipase Immobilization abstract Biodiesel, a renewable fuel has a great potential in fulfilling an ever-increasing transport fuel demand. The enzymatic conversion process of feedstock oil to biodiesel is greener when compared to the conventional approach of chemical conversion due to mild reaction conditions and less wastewater generation. Lipases obtained from various microbial sources have been widely applied as catalysts for the conversion of oil to biodiesel. Biodiesel and glycerol obtained by enzymatic conversion have shown a higher purity as compared to that obtained by other conversion techniques. Enzymatic conversion of oil to biodiesel is less energy intensive because of milder reaction conditions and fewer purification steps involved in processing. Lipases, due to their catalytic efficiency and specificity, have emerged as a great tool for converting a wide range of feedstock oils to biodiesel. This manuscript presents an overview of the use of enzymatic conversion for making biodiesel production sustainable and environmentally- friendly. The constraints of enzymatic conversion are the high cost of the enzyme and its inhibition by alcohol and glycerol. The possible solutions to overcome these constraints are discussed. Recent advances to develop an effective process for enzymatic conversion of feedstock oils into biodiesel are critically evaluated. Prospective and challenges in scaling up of this technology are also discussed. & 2014 Elsevier Ltd. All rights reserved. Contents 1. Introduction ....................................................................................................... 1448 2. Transesterification for biodiesel production .............................................................................. 1448 2.1. Feedstocks and catalysts used in transesterification ................................................................. 1448 3. Enzymatic transesterification for biodiesel production ..................................................................... 1450 3.1. Lipases ..................................................................................................... 1450 3.1.1. Production and purification of lipases ..................................................................... 1451 3.2. Mechanism and kinetics of lipase-catalyzed transesterification for biodiesel production .................................... 1451 3.3. Immobilization............................................................................................... 1451 3.4. Extracellular immobilized lipase application ....................................................................... 1454 3.5. Whole cell (intracellular) lipase application ........................................................................ 1454 4. Factors affecting the enzymatic transesterification for biodiesel production .................................................... 1454 4.1. Water content ............................................................................................... 1454 4.2. Temperature................................................................................................. 1455 4.3. Inhibition by alcohol .......................................................................................... 1455 4.4. Inhibition by glycerol.......................................................................................... 1456 4.5. Effect of solvent .............................................................................................. 1456 4.6. Pretreatment for improving lipase stability ........................................................................ 1456 5. Novel techniques to improve enzymatic transesterification for biodiesel production ............................................. 1456 5.1. Novel immobilization techniques ................................................................................ 1457 5.2. Use of lipases from different sources in combination ................................................................ 1457 5.3. Ionic liquids as solvent in enzyme-catalyzed transesterification ........................................................ 1458 Contents lists available at ScienceDirect journal homepage: www.elsevier.com/locate/rser Renewable and Sustainable Energy Reviews http://dx.doi.org/10.1016/j.rser.2014.09.035 1364-0321/& 2014 Elsevier Ltd. All rights reserved. n Corresponding author. Tel.: þ27 31 3732597; fax: þ27 31 3732778. E-mail address: [email protected] (F. Bux). Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Advances in synthesis of biodiesel via enzyme catalysis: Novel and sustainable approaches

Advances in synthesis of biodiesel via enzyme catalysis: Novel andsustainable approaches
Abhishek Guldhe a, Bhaskar Singh a, Taurai Mutanda a, Kugen Permaul b, Faizal Bux a,n
a Institute for Water and Wastewater Technology, Durban University of Technology, Durban, South Africab Department of Biotechnology and Food Technology, Durban University of Technology, Durban, South Africa
a r t i c l e i n f o
Article history:Received 2 October 2013Received in revised form30 August 2014Accepted 27 September 2014
Keywords:BiodieselTransesterificationEnzymeLipaseImmobilization
a b s t r a c t
Biodiesel, a renewable fuel has a great potential in fulfilling an ever-increasing transport fuel demand.The enzymatic conversion process of feedstock oil to biodiesel is greener when compared to theconventional approach of chemical conversion due to mild reaction conditions and less wastewatergeneration. Lipases obtained from various microbial sources have been widely applied as catalysts for theconversion of oil to biodiesel. Biodiesel and glycerol obtained by enzymatic conversion have shown ahigher purity as compared to that obtained by other conversion techniques. Enzymatic conversion of oilto biodiesel is less energy intensive because of milder reaction conditions and fewer purification stepsinvolved in processing. Lipases, due to their catalytic efficiency and specificity, have emerged as a greattool for converting a wide range of feedstock oils to biodiesel. This manuscript presents an overview ofthe use of enzymatic conversion for making biodiesel production sustainable and environmentally-friendly. The constraints of enzymatic conversion are the high cost of the enzyme and its inhibition byalcohol and glycerol. The possible solutions to overcome these constraints are discussed. Recentadvances to develop an effective process for enzymatic conversion of feedstock oils into biodiesel arecritically evaluated. Prospective and challenges in scaling up of this technology are also discussed.
& 2014 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14482. Transesterification for biodiesel production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1448
2.1. Feedstocks and catalysts used in transesterification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14483. Enzymatic transesterification for biodiesel production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1450
3.1. Lipases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14503.1.1. Production and purification of lipases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1451
3.2. Mechanism and kinetics of lipase-catalyzed transesterification for biodiesel production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14513.3. Immobilization. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14513.4. Extracellular immobilized lipase application . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14543.5. Whole cell (intracellular) lipase application. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1454
4. Factors affecting the enzymatic transesterification for biodiesel production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14544.1. Water content . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14544.2. Temperature. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14554.3. Inhibition by alcohol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14554.4. Inhibition by glycerol. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14564.5. Effect of solvent . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14564.6. Pretreatment for improving lipase stability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1456
5. Novel techniques to improve enzymatic transesterification for biodiesel production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14565.1. Novel immobilization techniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14575.2. Use of lipases from different sources in combination . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14575.3. Ionic liquids as solvent in enzyme-catalyzed transesterification. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1458
Contents lists available at ScienceDirect
journal homepage: www.elsevier.com/locate/rser
Renewable and Sustainable Energy Reviews
http://dx.doi.org/10.1016/j.rser.2014.09.0351364-0321/& 2014 Elsevier Ltd. All rights reserved.
n Corresponding author. Tel.: þ27 31 3732597; fax: þ27 31 3732778.E-mail address: [email protected] (F. Bux).
Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464

5.4. Enzyme-catalyzed transesterification under supercritical CO2 medium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14595.5. Statistical approaches for optimization of reaction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14605.6. Enzyme-catalyzed transesterification for low cost and high free fatty acid feedstocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14605.7. Solvent free process. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14605.8. Enzyme catalyzed conventional and in-situ transesterification of microalgae . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1461
6. Techno-economic and life cycle analysis of lipase-catalyzed biodiesel production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14617. Scaling up of enzyme-catalyzed biodiesel production: prospective and challenges. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14618. Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1462Acknowledgment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1462References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1462
1. Introduction
Biodiesel has emerged as an environmentally-friendly andrenewable alternative fuel to petroleum-based fuels. Reserves ofconventional petroleum-based fuels which are only located incertain parts of the world are rapidly diminishing. Because of ever-increasing prices of petroleum-based fuels and environmentalconcern due to emission of toxic compounds on its combustion,many countries across the world are encouraging the use ofbiodiesel as a transport fuel. Biodiesel can be produced locallyusing various feedstocks depending upon its availability in aparticular region and thus provides energy security. A high oxygencontent (E10 wt%) in biodiesel allows the complete combustionof biodiesel in engines, thus exhaust emissions have loweramounts of particulates, hydrocarbons, gases like CO, CO2 andSOx, making this fuel environmentally-friendly [1–5]. Biodiesel,owing to its high flash point of around 150 1C (Jatropha: 161.85 1C;karanja: 186.85 1C; microalgae: 124.85 1C; waste cooking oil:195.85 1C) is safe for transport and storage [6,7]. It is a viableoption as an alternative to petroleum-based fuels because it can beused in its pure form or blended with petroleum-based fuels,without modification of existing engines or with only minormodifications [8]. The use of biodiesel can be implemented usingthe same infrastructure and mechanisms which are currently usedfor petroleum-based fuels [6,9,10]. In countries like the USA, Brazil,Japan, Malaysia, India, Germany, France and Italy, biodiesel blendswith petroleum fuels are being employed as transport fuel [1,8].For this application, biodiesel has to comply with specificationsthat are widely accepted viz. European Nations (EN14214), andAmerican Society for Testing and Materials (ASTM D6751) [1,11].
Chemically, biodiesel comprises of mono-alkyl esters of longchain fatty acids (fatty acid alkyl esters, FAAE) derived from naturaland renewable sources such as plant (edible and non-edible) oilsand animal fats. Natural oils and fats are triglyceride esters ofglycerol and three fatty acids molecules [3]. Transesterification andesterification of plant oils and animal fats is the most widely-usedmethod for biodiesel production [6,11,12]. In the transesterifica-tion process, biodiesel is produced by reaction between fatty acidsand alcohol in the presence of a catalyst to yield the desired mono-alkyl esters and glycerol. Various factors such as feedstock, con-centration and type of catalyst, purity of reactants, free fatty acidcontent, temperature, reaction time, selection of acyl acceptor andalcohol to oil molar ratio influence the optimum yield of biodiesel.Sustainability of various feedstocks, catalytic methods, processparameter optimization and improvement of product quality hasbeen investigated by researchers to make the biodiesel productionprocess by transesterification economically-viable and environ-mentally friendly [3,13].
Synthesis of biodiesel using enzyme catalysts is attractinginterest of researchers and biodiesel producers as it is a greenapproach of producing renewable fuel by environmental benignbiocatalyst. Enzyme catalysis has shown high purity of products,
less wastewater generation, requires mild reaction conditions.Catalytic ability of enzyme lipase gave advantage of its utilizationfor conventional as well as high acid value feedstocks. The presentreview discusses the overview of enzymatic conversion of variousfeedstock oils to biodiesel, mechanism of lipases, immobilizationtechniques, and factors affecting enzymatic catalysis as well astheir possible solutions. Present review also gives special emphasison recent developments and critical evaluation of novel techni-ques in enzyme catalyzed biodiesel production which have notbeen discussed or given little emphasis in previously publishedreviews. The present review deals with critical evaluation of noveltechniques like use of ionic liquids as reaction solvent, enzymecatalysis in solvent free system, use of supercritical CO2 medium,novel immobilization techniques, use of low cost feedstocks andin-situ transesterification of microalgal biomass developed inenzyme catalyzed transesterification process. Prospective andchallenges in scaling up of this technology to industrial scalebiodiesel plant are also discussed.
2. Transesterification for biodiesel production
The most common method of biodiesel production is transes-terification or alcoholysis of triglyceride oil with alcohol in thepresence of a catalyst which yields monoalkyl esters and glycerol(Fig. 1). This is a three-step reaction in which triglycerides areconverted to diglycerides, diglycerides to monoglycerides andfinally monoglycerides to glycerol. A monoalkyl ester of fatty acidis produced in each of the three steps [14]. Stoichiometrically,three moles of alcohol are needed for conversion of one mole oftriglyceride into biodiesel, but a higher amount of alcohol isusually added to drive the reaction in the forward direction [15].At industrial scale, biodiesel production by alkaline catalysis usingmethanol as acyl acceptor is widely used because of its high yieldand economical viability [13].
2.1. Feedstocks and catalysts used in transesterification
A wide range of feedstocks have been investigated for biodieselproduction, but only a few of them were found to be successful forcommercial implementation at industrial scale of production.Feedstock used for biodiesel production varies with the geographicregion depending upon cultivation conditions and its availability.Oil composition, the percentage per dry biomass, yield per hectare
Fig. 1. Reaction showing transesterification process. R1, R2 and R3 are alkyl chains.
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641448

are important criteria for selection of the feedstock. Moreover,biodiesel properties like oxidation stability and cold filter pluggingpoint are dependent on the type of feedstock used. The predomi-nant feedstocks investigated worldwide for the production ofbiodiesel are edible and non-edible plant oils, animal-derived fats,waste cooking oils and microalgal lipids (Table 1) [16–18].
Biodiesel produced from edible oil feedstock contribute morethan 95% of total biodiesel production. Rapeseed oil (84%) andsunflower oil (13%) are the major contributor as feedstock inbiodiesel production from edible oils followed by palm oil (1%)and the remaining from soybean, groundnut, coconut, peanut,corn and canola (2%) [1]. Non-edible oil feedstock used forbiodiesel production mainly includes Jatropha (Jatropha curcas),karanja (Milletia pinnata), caster (Ricinus communis), mahua (Madhucalongifolia), rubber (Ficus elastica), polanga (Calophyllum inophyllum)and tobacco (Nicotiana tabacum) [13,16,19]. Animal-derived productssuch as tallow, lard and poultry fat have also been explored for theirutility as feedstocks for biodiesel production [20,21]. Waste oil such asrecycled oil and grease, usually from restaurants and food processingplants, have been utilized as feedstock in production of biodiesel.Utilizing the waste cooking oil as feedstock for development ofbiodiesel solves its disposal problem thus minimizing the environ-mental issues [22].
Microalgae have recently emerged as one of the most promis-ing feedstocks for biodiesel production. Biodiesel from microalgaeis considered to have potential to meet the high global demand oftransportation fuel, as microalgal growth rate and lipid yield ishigh as compared to plant oil. Developing economically-viablemicroalgal cultivation, biomass harvesting and lipid extractiontechniques are the present challenges for scaling-up of microalgalbiodiesel to industrial scale. Feedstock accounts for the majorshare in overall production cost of biodiesel. Thus, choice of acheap, easily available and sustainable feedstock becomes a crucialstep towards an economically-viable and sustainable biodieselproduction process.
The homogeneous and heterogeneous catalysts (acid and base),and enzyme catalysts are currently being used to catalyze thetransesterification reaction. Selection of the catalyst, optimizationof reaction parameters and overcoming challenges (e.g. cost,leaching) for selected catalyst are the important aspects that havebeen investigated by researchers in order to obtain increased andpurified biodiesel yields. Chemical catalysis comprises applicationof either an acid or a base. Alkaline metal hydroxides such as NaOHand KOH and alkoxides such as CH3ONa are used as base catalysis.NaOH is the most commonly used base catalyst as it is compara-tively cheaper and gives a high conversion of triglycerides to FAAE[23]. The alkaline catalysis is widely adopted in biodiesel produc-tion. The cost of the alkaline catalyst is cheap and a high lipidconversion is obtained. Alkaline catalysis is fast and is performedat moderate temperature ranging from 35 to 70 1C. Free fatty acids
(FFA) and water content in the feedstock oil beyond a certainspecified limit leads to saponification in alkali-catalyzed reactions.Soap formation due to saponification of FFA not only lowers theyield of FAAE, but also causes difficulty in downstream processingdue to formation of emulsions. Saponification can be addressed bypretreatment of feedstock containing high FFA with an acidcatalyst followed by alkaline catalysis in the second step [14]. Forthe feedstock containing high FFA content, acidic catalysts areconsidered a suitable choice as they can catalyze both transester-ification and esterification reactions. Among the homogeneousacid catalysts, sulfuric acid is used most often, while other acidsthat can be employed are HCl, BF3 and H3PO4. Acid catalystsperform well at higher alcohol to oil molar ratios and concentra-tions of catalyst. Acid catalysis has been reported to be relativelyslower than the alkaline process [12,23–25]. The chemical catalysisprocess has several disadvantages such as high energy consump-tion and the downstream process requires removal of inorganicsalts and water (used for purification) from biodiesel. Also,chemical catalysis leads to generation of acidic or alkaline waste-water which needs extra processing and energy requirements andacid catalyst like sulfuric acid also causes corrosion of reactor andpipelines.
The separation procedure in homogeneous catalysis is costly,thus encouraging researchers to develop heterogeneous catalysts.The main advantage of utilizing heterogeneous catalysts is that theycan be reused and washing steps are avoided, thus reducing inputcosts [25]. Heterogeneous catalysts can also be used in continuousproduction of biodiesel. Heterogenous catalysts include solid baseslike zeolites, alkaline earth metal oxides (CaO, MgO), hydrotalcitesand solid acids like zirconia and alumina and sulfated tin oxide (STO).Heterogenous acid catalysts catalyze both esterification and transes-terification simultaneously increasing the product yield when feed-stocks with high FFA are used. A disadvantage is that leaching of solidheterogeneous catalysts during reaction adds impurities in theproduct. The three phase immiscible system of the heterogeneouscatalysis is also mass transfer limiting [23,24].
Lipases have been used as enzyme catalysts in transesterifica-tion [4,23,26,27]. As compared to chemical catalysis, the enzymecatalysis occurs at milder temperature, thus requiring less energyconsumption. Enzymes have the capability of converting oils fromdifferent sources as they catalyze both triglycerides and free FFAby transesterification and esterification respectively. This propertyof enzymes makes them suitable for conversion of unconventionalfeedstocks such as waste cooking oil and microalgal oil tobiodiesel. If the enzyme is immobilized, it can be used repeatedly,consequently reducing operational cost in production of biodiesel.In enzyme catalysis, separation and purification of product areeasier than in the chemical process. Biodiesel and glycerolobtained from the enzymatic conversion process are more pureas compared to other catalytic processes. There is no generation of
Table 1Various feedstocks used for biodiesel production.
Feedstock Catalyst Biodiesel yield(Y)/conversion (C) (%)
Reference
Soybean Calcium oxide (CaO) Y¼95 [129]Sunflower NaOH Y¼94 [130]Corn p-Toluenesulfonic acid Y¼97.1 [131]Jatropha Li-CaO Fe2(SO4)3 Y¼100 [132]Karanja NaOH Y¼89.3 [133]Waste cocking oil NaOH C¼89.8 [22]Chlorella protothecoides Sulfuric acid (H2SO4) Y¼60 [134]Chlorella protothecoides Candida sp. 99–125sp. lipase Y¼98.15 [123]Animal fat Esterification H2SO4 C¼97.3 [21]
Transesterification KOH
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1449

wastewater in enzymatic transesterification which makes theprocess environmentally friendly [14,26,28,29]. The productobtained by enzyme catalysis is, however, expensive because ofhigh enzyme cost. Also, enzyme activity is inhibited by the shortchain alcohols used as an acyl acceptor in the transesterificationprocess. The development of new techniques to overcome theconstraints associated with enzyme catalysis has been addressedby researchers and needs further investigation. Enzyme catalysis isconsidered to be a greener technology in biodiesel productionwith its environmentally-benign nature and attractive productpurity. Table 2 summarizes the advantages and disadvantages ofvarious types of catalyst used for conversion of oil to biodiesel.
Biodiesel yield depends upon number of factors such as feed-stock used, catalyst applied etc. Lam et al. [24] reviewed theperformance of homogeneous, heterogeneous and biocatalyst forconversion of waste cooking oil to biodiesel. They found thatheterogenous acid and enzyme catalysts were suitable for conver-sion of waste cooking oil with high FFA content. In their reviewthey reported biodiesel yield for homogeneous base catalyst in therange of 87–88%, for homogeneous acid catalyst 99%. Biodieselyield reported for heterogeneous base and acid catalyst were66–97% and 85–92% respectively. Biodiesel yield reported forenzyme catalyst was in the range of 88–96%.
3. Enzymatic transesterification for biodiesel production
3.1. Lipases
Lipases are found in animals, plants and microorganisms andplay a key role in the metabolism of oils and fats. Lipases take partin the deposition, transfer and metabolism of lipids [30]. Lipasesare hydrolases (EC 3.1.1.3) that act on carboxyl ester bonds intriglycerides to yield fatty acids and glycerol. Lipase catalyzes thisreaction at the lipid–water interface. The structure of lipase has acentral L-sheet with an active site consisting of serine on anucleophilic elbow placed in a groove. This groove is covered bya peptide lid; when lipase comes in contact with a lipid–waterinterface this lid undergoes conformational changes making theactive site accessible for the acyl moiety [30,31]. Lipases have bothhydrolytic as well as synthetic activity and, thus, can take part invarious industrially important reactions like esterification andtransesterification (alcoholysis and acidolysis) (Fig. 2) [29,32].
Lipases are used as catalysts in food processing, detergent,pharmaceutical, paper, cosmetics and chemical synthesis indus-tries [29,32,33]. Lipases from fungi and bacteria are easy toproduce in bulk amounts because of their extracellular nature[33,34]. Lipases from different sources have different properties
and catalytic efficiency [28]. Lipases can effectively convert trigly-cerides to FAAE, thus attracting interest in the biodiesel field.Researchers have proposed lipases as a greener alternative toconventional chemical catalysts in the synthesis of biodiesel.Feedstock oil and short chain alcohols acting as acyl acceptorsreact in the presence of lipases. Lipases effectively convert trigly-cerides as well as FFA to FAAE. Lipase-catalyzed transesterificationcan be carried out in the range of 30–40 1C, though certain lipasesfrom thermophilic sources can work at even higher temperatures[28]. Regiospecific lipases specifically act on certain ester bonds intriglyceride molecule. The majority of regiospecific lipases actspecifically on ester bonds at positions 1, 3 of the triglyceridemolecule. Activity of regiospecific lipases was found to be maintainedand high conversion was observed because of acyl migration [35].Favorable conditions such as immobilization of lipase on polar sup-ports and silica gel in a reaction mixture helps to maintain conversionability of regiospecific lipases [4,36]. Non-specific lipases from Candidaantarctica, Candida cylindracea, Candida rugosa, Pseudomonas cepaciaand Pseudomonas fluorescens and 1,3-specific lipases from Rhizopusoryzae, Thermomyces lanuginosus, Aspergillus niger, Rhizopus delemarand Rhizomucor miehei are commonly used as catalyst for biodieselproduction [34].
Biodiesel yield depends upon various factors like source oflipase, application technique of lipase, acyl acceptor, temperature,presence of solvent, and alcohol to oil molar ratio. Lipase catalysiscan be done using both extracellular and intracellular lipases.The extracellular process employs free or immobilized lipase
Table 2Advantages and disadvantages of various catalyst type used in biodiesel synthesis.
Catalyst type Advantage Disadvantage
Homogeneous alkaline High yield, low cost, fast reaction rate, medium energyrequirement
Saponification of FFA, generation of wastewater, difficult catalystrecovery, purification of products required
Homogeneous acid Medium yield, conversion of FFA to biodiesel, low cost,medium reaction rate
Generation of wastewater, difficult catalyst recovery, purification ofproducts required, corrosion of equipments, high energyrequirement
Heterogenous alkaline High yield, medium cost, reusability, fast reaction rate,can be used in continuous process
High energy requirement, tedious catalyst preparation, catalystleaching, saponification of FFA
Heterogenous acid High yield, reusability, medium cost, fast reaction rate,conversion of FFA to biodiesel, can be used incontinuous process
High energy requirement, tedious catalyst preparation, catalystleaching, corrosion of equipments
Enzyme (immobilized lipase) High yield, conversion of FFA to biodiesel, low energyrequirement, high product purity, reusability, nowastewater generation, can be used in continuousprocess
Inhibition by alcohols, high cost
Fig. 2. Different reactions catalyzed by lipase. R1, R2 and R3 are different alkylgroups [29].
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641450

extracted from the cells while the intracellular process employsimmobilized whole cells as the catalysts [14,37,38]. Both contin-uous and batch process can be used for conversion of oil tobiodiesel by lipase-catalyzed transesterification. However, thecontinuous process is comparatively more attractive as it can bescaled further up to industrial level of production.
3.1.1. Production and purification of lipasesLipases produced commercially are mostly of microbial origin.
Submerged culture and solid state fermentation are widely usedmethods for commercial lipase production. Lipase producingmicroorganisms such as bacteria, fungi and yeasts are isolatedand screened for their lipolytic activity [33,39]. Based on thelypolytic activity microorganism is chosen for commercial lipaseproduction. Lipase production depends upon number of factorssuch as carbon and nitrogen source, pH, temperature, dissolvedoxygen, agitation and metal ions [32,33]. Lipase production canalso be induced by providing lipids as a carbon source. Severalresearchers have tried various oils as a carbon source for increas-ing the lipase production. Kumar et al. [40] found that mustard oil(1% v/v) was the best inducer of lipase production from Bacilluscoagulans BTS-3 compared to Tween 80, Tween 20 and olive oil.In their study optimum lipase activity of 1.16 U/ml of culture wasobtained at conditions of temperature 55 1C and pH 8.5 in 48 htime with mustard oil as carbon source and peptone and yeastextract (1:1) as nitrogen sources. Purification of lipase is necessaryfor its commercial use in various industries. Purification strategyincludes concentration of culture medium by ultrafiltration orammonium sulfate precipitation followed by further purificationusing sophisticated techniques such as affinity chromatography,ion exchange chromatography and gel filtration [33]. Several noveltechniques like membrane processes, immunopurification, hydro-phobic interaction chromatography, column chromatography etc.are applied for purification of lipases [41]. Production and pur-ification schemes for large scale application should be highyielding, rapid and inexpensive.
3.2. Mechanism and kinetics of lipase-catalyzed transesterificationfor biodiesel production
Transesterification of triglyceride oil by lipase catalysis usingmethanol is a sequence of three reversible consecutive reactionssimilar to the acid and base catalyzed transesterification. In thefirst step, triglycerides are converted to diglycerides. In the secondstep, diglycerides are converted to monoglyceride and lastly,monoglycerides are converted to glycerol molecules. Each conver-sion step yields one fatty acid methyl ester (FAME) molecule,yielding a total of three FAME per triglyceride molecule [29,34,42].Lipase catalysis follows the ping-pong bi-bi mechanismwhere twosubstrates react to yield two products through formation ofenzyme-substrate intermediates. In the transesterification of eachester bond, the reaction mechanism involves the hydrolysis of anester bond to yield a fatty acid, followed by esterification of fattyacid and alcohol to produce a new alkyl ester [43,44]. The lipaseactive site has an Asp–His–Ser amino acid triad that plays animportant role in catalytic activity by donating and acceptingprotons. Two groups which play an important role in the catalyticmechanism are a hydroxyl group of serine that acts as nucleophileand a nitrogen atom on histidine that takes part in protonmobilization. A carboxyl group of aspartic acid stabilizes the serinenucleophile as well as protonated histidine. The substrate (trigly-ceride) carbonyl carbon is attacked by a nucleophilic serine oxygento form a tetrahedral lipase–substrate intermediate. Protonsaccepted by histidine are transferred to alkyl oxygen atoms of
substrates to form diglycerides. Lipase-acyl complexes react withoxygen atoms of alcohols, which are added to the carbonyl bonds oflipase-acyl complexes to form the second intermediate. Serineoxygen atoms accept a proton from histidine, which releases a FAAE[31,45]. Studies conducted on the kinetics of lipase-catalyzed trans-esterification shows that it follows Michaelis–Menten kinetics[15,43,46]. In Michaelis–Menten kinetics, Km determines affinity ofenzyme for particular substrate and Vmax determines the maximumrate of reaction. The affinity of an enzyme for the substrate is high ifthe Km value is low. Most of the kinetic models proposed for lipase-catalyzed transesterification apply the ping-pong bi-bi mechanismwhen alcohol inhibition was taken in consideration. Xu et al. in 2005studied kinetics of lipase-catalyzed interesterification of triglycerides.In their study lowest rate constant value found was for kTG–DG(0.0311) followed by kDG–MG (0.1124) and kMG–TA (0.1129). Thus,confirming that the first step reaction of conversion of triglycerideto diglyceride is the rate limiting step for overall interesterification.Knowledge of reaction kinetics aids in determining optimum reac-tion parameters, scaling-up of the process and reactor designing.Kinetic studies of lipase-catalyzed conversions involving other para-meters like lipase type, lipase immobilization, the solvent used, effectof temperature, reactant concentrations and mass transfer limitationshas been scarcely studied and needs further investigation [37,45].
3.3. Immobilization
The major obstacle in enzymatic catalysis for biodiesel produc-tion is the high cost of the enzymes. A possible solution to reducethe process costs incurred is the use of immobilized lipases.Immobilization of lipase helps to reduce the cost of catalyst as itcan be easily separated and can be reused. Immobilization alsoconfers stability to lipase towards temperature, chemicals (alcoholand glycerol) and denaturation [28]. Immobilized lipases haveshown faster and higher catalytic activity compared to free lipases[47]. Iso et al. [47] carried out transesterification of triolein usingfree P. fluorescens lipase, as well as immobilized lipase on porouskaolinite particles. Propanol and butanol were used as acylacceptors and results showed that with propanol as acyl acceptorthe reaction was completed in 10 h with immobilized lipase,while, to achieve a 90% conversion, the free lipase took 25 h.When free lipase were used as catalyst, formation of aggregateswere reported which rendered less active sites available forreaction, while immobilization expressed every lipase moleculeon the surface, making all the active sites available for reaction.
Adsorption, entrapment, encapsulation and cross-linking arethe basic techniques used for immobilization of lipase. Amongthese, adsorption is the most widely used technique for immobi-lization as it is easy and cost effective process [19]. Toyonite, celite,cellulose polypropylene, spherosil, sepharose, sephadex, silico-nized glass, accurel, diatomaceous earth, polypropylene, textilemembrane, hydrotalcite, silica gel, acrylic resin, and anion resinare commonly used carriers in the adsorption technique [31,34].Adsorption is also favorable because it faces less mass transferlimitations compared to entrapment and cross linking. Lipases areattached to support materials by weak forces, which causesenzyme leaching and thus exhibits reduced activity when usedrepeatedly [31]. Biodiesel production from soybean oil was carriedout by Liu et al. [48] using Burkholderia cenocepacia lipaseadsorbed onto macroporous resin. With optimum reaction condi-tions, 98% biodiesel yield was obtained. A low cost immobilizationcarrier, cotton membrane was studied by Nie et al. [49] forimmobilization of lipase from Candida sp. This lipase was studiedin both batch and continuous processes and was found suitable forindustrial application. In a batch process, transesterification ofsalad oil gave 96% yield of biodiesel. In the continuous process
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1451

Table 3Various extracellular lipases used for biodiesel production.
Lipase (immobilization carrier) Feedstock(oil)
Acyl acceptor, (acylacceptorto oil molar ratio)
Solvent Enzyme concentration(% weight/oil weight)
Water content(% weight/oilweight)
Reaction conditions[temperature (1C),time (h), stirring rate (rpm)]
Biodieselyield (Y)/conversion(C) %
Reference
Candida sp. 99–125 (absorption onto textile membrane) Glyceroltrioleate
Methanol, (3:1) n-Hexane 20 20 40, 12, 180 Y¼80.6 [68]
Candida antarctica Novozyme 435 (acrylic resin beads) Sunflower Ethyl acetate, (11:1) – 10 – 50, 12, 150 Y¼92.7 [75]Candida antarctica Novozyme 435 (granular activatedcarbon)
Palm Isobutanol, (6:1) – 3 – 40, 40, 300 C¼100 [72]
Candida rugosa (magnetic chitosan microspheres) Soybean Methanol, (4:1) n-Hexane 60 – 35, 30 C¼87 [135]Thermomyces lanuginosus Lipozyme TL IM (silica gel) Crude palm Methanol Tert-butanol 7.5 – 40, 4, 150 Y¼95.15 [70]Rhizomucor miehei Lipozyme IM-77 (macroporous anionresin)
Soybean Methanol, (3.4:1) n-Hexane 0.9 BAUNa (Batch AcidolysisUnits NOVO)
5.8 36.5, 6.3, 200 C¼92.2 [112]
Pseudomonas cepacia (free lipase) Soybean Methanol, (3:1) – – – 35, 90, 150 Y480 [73]Pseudomonas cepacia (electrospun polyacrylonitrilenanofibrous membrane)
Soybean Methanol, (6.6:1) – – – 30, 24 C¼90 [74]
Enterobacter aerogenes (silica activated withethanolamine)
Jatropha Methanol, (4:1) Tert-butanol 50 Ua 55, 48, 200 Y¼94 [58]
Burkholderia sp (hydrophobic magnetic particles) Olive Methanol, (4:1) – 300 Ua 10 30, 12, 600 C¼70 [88]Burkholderia cepacia amano lipase PS (Encapsulation ink-carrageenan matrix)
Palm Methanol, (7:1) – 52.5 10 30, 72, – C¼100 [53]
Jatropha curcas (sodium alginate beads) Jatropha Ethanol, (4:1) – – – 40,, 200 C¼87.4 [136]Candida antarctica Novozyme 435 (acrylic resin beads) Cotton seed Methanol Tert-butanol – – 50, 24 Y¼97 [137]Geotrichum sp. lipase protein-coated micro-crystals(PCMCs)
Wastecooking oil
Methanol, (4:1) Tert-butanol – – 45, 4 Y¼85 [86]
Candida antarctica Novozyme 435 (acrylic resin beads) Animal fat Methanol, (10:1) – – – 50, 24 Y¼53.3 [111]
a Enzyme activity (U/g oil).
A.G
uldheet
al./Renew
ableand
SustainableEnergy
Review
s41
(2015)1447
–14641452

with salad oil and waste oil, biodiesel yields reached 93% and 92%,respectively [49].
In cross-linking technique for the immobilization of lipase,enzyme molecules are chemically linked to form matrix-freeaggregates. Gluteraldehyde is a commonly used reagent forcross-linking of enzymes while other substances are bisdiazoben-xidine and hexamethylene diisocyanate [34]. Cross-linking ofenzyme is a two step process: the first step includes precipitationof enzyme to form aggregates, while the second step includeslinking of molecules with the reagents. Cross-linked enzymeaggregates (CLEA) show a high transesterification rate because ofhigh concentration of lipase per unit volume and more robuststructure which is tolerant to denaturation compared to the freelipases [31,50]. CLEA have very small particle size, less than 10 mm,which makes its separation from the product difficult [31].Another drawback of CLEA is that because of aggregate structureall the active sites would not be on the surface, which makes theprocess mass transfer limiting [50].
Entrapment of lipase in gels offers stability and a better activity.Alginate is commonly used as gel for entrapment of lipase. Otherpolymers and gels used are methylenebisacrylamide, calciumalginate, kappa-carrageenan and phyllosilicate sol–gel matrix[31,34,51]. The entrapment process is easy but costlier thanadsorption. The conversion efficiency of immobilized lipase byentrapment is low because of poor diffusion and mass transferlimitations. Lipase was entrapped in sol–gel supported on diato-maceous earth and studied by Meunier and Legge [52] for itscatalytic activity with triolein and methanol as substrate. Themethyl oleate yield obtained was 80% at 40 1C in 6 h. Immobilizedlipase with this technique showed good stability even after storagefor 1.5 years. The only disadvantage is that water adsorbed ondiatomaceous earth inhibits lipase activity. Although a drying stepin immobilization procedure improves the catalytic activity, it addsto the cost of enzyme [52]. In the encapsulation of lipase, enzymemolecules are enclosed within a porous material like beads andcapsules. Encapsulation prevents lipase leaking and also improvesmass transfer. Rate of conversion of substrate to product withencapsulated lipase was low because of limited permeability andpore clogging [31,34]. Jegannathan et al. [53] studied transester-ification of palm oil with methanol catalyzed by Burkholderiacepacia lipase (lipase PS) encapsulated within biopolymer kappa-carrageenan. The reaction carried out at optimum conditionsyielded 100% conversion of methyl esters. When repeatedly usedfor five cycles, the lipase showed 82% conversion relative to thefirst cycle.
Cubes of polyurethane foam are the most popular biomasssupport particles (BSP) for immobilization of lipase-producingwhole-cells [54]. BSP enable use of intracellular lipase in bothbatch and continuous process possible. BSP provide stability tointracellular lipase as well as make their separation and reuse easy[54,55].
In order to reduce the cost of lipase catalysis, its reusabilityplays a key role in the economics in production of biodiesel. With asimple separation process, immobilized lipases can be reusedwithout loss of its activity [47]. Shimada et al. [56] reported thatimmobilized C. antarctica lipase can be used repeatedly for 50cycles. Novozym 435 lipase (extracted from C. antarctica andimmobilized on acrylic resin), when used with methyl acetate asacyl acceptor, was found to be reusable for 100 cycles [57]. Theactivity of immobilized Enterobacter aerogenes lipase was reportedto reduce to 50% after 20 cycles. This loss of activity was attributedto loss of enzyme during the separation process after each cycle[58]. Li et al. [59] stated that Novozym 435 and Lipozyme TL IM (T.lanuginosus lipase) could be reused for 200 cycles when metha-nolysis is carried out in tert-butanol as solvent. R. oryzae cellsimmobilized with BSP when treated with glutaraldehyde can be Ta
ble
4Variousintracellularlip
ases
usedforbiod
ieselproduction.
Intrac
ellularlipase(immobilizationca
rrier)
Feed
stoc
k(oil)
Acy
lac
ceptor
(acy
lac
ceptorto
oilmolar
ratio)
Solven
tEn
zyme
conce
ntration
(%weigh
t/oil
weigh
t)
Water
content
(% weigh
t/oil
weigh
t)
Rea
ctionco
nditions
[tem
perature
(1C),tim
e(h
),stirringrate
(rpm)]
Biodieselyield
(Y)/
conve
rsion(C)%
Referen
ce
Rhizopu
soryzae
(polyu
rethan
efoam
particles)
Soyb
ean
Methan
ol(5.2:1)
tert-butanol
123.1
35,2
4,13
0Y¼72
[64]
Rhizopu
soryzae
(polyu
rethan
efoam
particles)
Jatrop
hacu
rcsas
Methan
ol,(3:1)
–4
530
,60,
150
C¼80
[138
]Rhizopu
schinen
sis(lyo
philize
dmycelia)
Soyb
ean
Methan
ol,(3:1)
–8
230
,72,
150
Y¼86
[65]
Recom
binan
tE.
coliex
pressingSerratia
marcescen
sYXJ-10
02lip
ase(lyo
philize
dcells
)
Waste
grea
seMethan
ol,(4:1)
–8
530
,72,
500
Y¼97
.2[139
]
Mold-fungu
sJN
7(polyu
rethan
efoam
particles)
Marinemicroalga
eDY54
Methan
oln-Hex
ane
––
40,7
2,15
0Y¼68
.2[81]
Mold-fungu
sJN
7(Polyu
rethan
efoam
particles)
Chlorella
sp.
Methan
oln-Hex
ane
––
40,7
2,15
0Y¼50
.3[81]
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1453

repeatedly used without loss of activity for six cycles. Glutaralde-hyde treatment helps enzyme molecules to aggregate by cross-linking. Cross-linking prevents enzyme leakage, provides extrastability and thus prevents the activity of BSP [54].
3.4. Extracellular immobilized lipase application
Extracellular lipases have been frequently used for biodieselproduction (Table 3). Complex process involved in its production,separation and purification steps make these enzymes expensive[34]. Although in extracellular application, lipases can be usedeither in its free or immobilized form, the latter is preferred for ahigh conversion of biodiesel and its reusability. Recently, freelipases have not been studied extensively due to their compara-tively lower conversion rate and higher process cost. The molarratio of alcohol to oil, enzyme concentration, temperature, watercontent, presence of solvent play key role to determine conversionefficiency of lipase catalyzed transesterification. Vegetable oiltransesterification catalyzed by C. antarctica lipase was studiedby Shimada et al. [56] with step-wise addition of methanol. Thereaction conditions optimized were: temperature of 30 1C using 4%immobilized lipase by weight of oil and 3 mol of methanol addedin 3 steps. After 48 h of reaction, the methyl ester content inbiodiesel reported was 98.4%.
Extracellular lipase-catalyzed transesterification can be carriedout in either a batch process or a continuous process. Batchprocesses are widely-accepted at the laboratory as well as indus-trial scale. Stirred tank reactors (STR) are the most-used reactorsfor transesterification reactions [27]. Easy handling and control arethe advantages with batch reactors. Shear stress due to stirring canreduce the stability of the enzyme in stirred tank reactors.Researchers have investigated continuous process as an alternativeto reduce the production cost of biodiesel [23,27]. In the contin-uous process, packed bed reactors (PBR) are used in whichimmobilized enzyme is packed in a jacketed column and thereaction mixture is pumped through this column in an upwarddirection. Products are either redirected to the same column orcollected in product reservoirs. To reduce the viscosity of thereaction mixture, use of solvents is preferred in a continuingprocess. Enzyme concentration and flow rate are important vari-ables determining PBR performance [4]. The continuous processconfers stability to the enzyme and also reduces inhibition byalcohol and glycerol. The continuous process is a suitable produc-tion process for industrial scale biodiesel production by theenzymatic method [60]. Chen et al. [61] used Novozym 435 in apacked-bed reactor for conversion of soybean oil to biodiesel.In the presence of tert-butanol as solvent and with optimizedreaction conditions, 83.31% conversion was reported to have beenachieved.
3.5. Whole cell (intracellular) lipase application
As the cost of extracellular lipase is the limiting factor for theirsuccessful industrial application, intracellular lipases are gaininginterest among researchers [62,63]. In the intracellular process,lipase-producing bacteria, yeast and filamentous fungi can beeffectively used as whole cell catalysts (Table 4). The ease ofimmobilization and lipase display on the cell surface are keyselection criteria for an organism to be used as a whole cellcatalyst [62]. Intracellular application of lipase reduces the cost ofcatalysis as extraction of the enzyme from the organism andpurification steps are eliminated [4]. Methanolysis of soybean oilcarried out using R. oryzae cells immobilized within BSP in tert-butanol as solvent yielded 72% biodiesel under optimum condi-tions. Stability of the whole cell catalyst was maintained by the use
of tert-butanol which reduces the methanol inhibition [64].Transesterification of soybean oil was carried out in a solvent-free system with five commercial lipases and whole cell lipase ofRhizopus chinensis. Lipases from C. antarctica, P. cepacia, immobi-lized on ceramic, C. rugosa and porcine pancreas gave biodieselyield of 30, 27, 27.4, 5 and 24.1% respectively, whereas, whole cellR. chinensis lipase showed a 28.4% biodiesel yield. He et al. [65]emphasized the potential of whole cell lipase catalysis at industrialscale production owing to their low cost and comparable yieldto that of commercial lipases. Ban et al. [54] studied the effect ofcross-linking treatment by glutaraldehyde on R. oryzae cells immo-bilized within BSP. Transesterification of soybean oil was carried outby adding methanol in a step-wise fashion and conversion wasmonitored for six batch cycles of 72 h each. Glutaraldehyde-treatedwhole cells showed conversion of 70–83% in six batch cycles, whilethe conversion efficiency of untreated cells dropped to 50% after thesixth batch. The effect of carbon source on cultivation of cells to beused as a whole cell catalyst, pretreatment with oil and methyl esterson the catalytic efficiency of R. oryzae cells was studied by Zeng et al.[66]. R. oryzae cells were grown with media having soybean, oliveand cottonseed oil as carbon source. The cells grown on specific oil ascarbon source showed high catalytic activity in converting that sameoil, when it was used as feedstock for biodiesel production. This trendis attributed to action of oil carbon source as lipase inducers. Theauthors studied the effect of oil pretreatment for 24, 48 and 72 h oncatalytic activity. Oil pretreatment of 72 h showed an increase in theinitial reaction rate to 24.78 mmol/min which was 204% more thanthe control without pretreatment. The effect of methyl ester pre-treatment showed that the longer the pretreatment time, the lowerthe initial reaction rate [66].
Intracellular lipase can be used in continuous production ofbiodiesel which can be scaled up to industrial level. Whole cellcatalysts immobilized on BSP can be packed in a PBR and reactionmixture containing oil and alcohol passed through the column toobtain FAAE. Recombinant Aspergillus oryzae cells expressingFusarium heterosporum lipase were immobilized in BSP by Yoshidaet al. [67]. The authors connected six BSP-packed bed reactors inseries and used for transesterification of aqueous plant oil emul-sion with stepwise methanol addition. The optimized methanol tooil molar ratio was 4.25:1 and was added in an optimized scheduleof six steps (first – 1 M; second – 1 M; third – 0.75 M; fourth –
0.5 M; fifth – 0.5 M; and sixth – 0.5 M; where M stands for themolar ratio of methanol with respect to oil). Transesterificationwas carried out with a wide range of water contents (3–20%). Theproduct obtained from the sixth column contained 96.1% methylester and 0.15% water [67].
4. Factors affecting the enzymatic transesterification forbiodiesel production
4.1. Water content
Water is essential to maintain lipase conformation and it alsoincreases the interfacial area between aqueous and organic phasewhere lipases act [19]. Water content in reaction mixture can bedetermined by either water activity (aw) or as weight percentage offeedstock oil. Water activity (aw) is the ratio of vapor pressure of agiven system to that of pure water [36]. Excess water takes part intransesterification reactions and leads to hydrolysis and thus canreduce the yield of alkyl esters. Optimum water content for thetransesterification reaction is therefore very important. The optimumwater content in the reaction depends upon the lipase and feedstockused, immobilization technique employed and type of solvent [68]. Inthe production of butyl butyrate by a lipase-catalyzed reaction,influence of water activity on transesterification reaction was studied
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641454

by Chowdary and Prapulla [69]. At higher water activity (aw¼0.96)lipases showed more hydrolytic activity while at lower water activity(aw¼0.33) lipases exhibited more synthetic activity. Also, the effectof water activity on the transesterification rate of various lipases wasdifferent. Maximum transesterification rate of Mucor javanicus andR. oryzae lipases observed at aw¼0.54 was 0.44 and 0.452mmol min�1 mg�1 of enzyme respectively. At aw¼0.33 C. rugosashowed a transesterification rate of 0.483 mmol min�1 mg�1 ofenzyme and Penicillium roqueforti lipases showed maximum trans-esterification rate of 0.326 mmol min�1 mg�1 of enzyme. A. nigerlipase was found to show maximum transesterification rate of0.341 mmol min�1 mg�1 of enzyme at aw¼0.75 [69].
Water content can also be measured in terms of weightpercentage of feedstock oil. Considering scaling up and processdesign because of its convenient application water content mea-sured in weight percentage could be a suitable choice for optimi-zation compared to water activity. Nie et al. [49] studied the effectof water content (0–40% by weight of salad oil) on conversion ofsalad oil to methyl esters by using lipase from Candida sp. Methylester yield increased with increasing water content and maximumyield was obtained in the range of 10–15%. Further increase inwater content decreased the yield of methyl esters. This behaviorwas attributed to high water content favouring hydrolysis and lowwater content favouring esterification. Methanolysis and hydro-lysis of glycerol trioleate were studied by Lu et al. [68] with lipasefrom Candida sp. and results showed that 20% water content byweight of trioleate produced the highest yield. Water contentsensitivity is crucial for transesterification, because optimumwater content should have striking balance, so that it shouldminimize the hydrolytic reaction and maximize the activity oflipase. Different water substitutes like tert-butanol and surfactantswhen added in reaction, could not match the yield from the water-added reaction. Water took part in subsequent hydrolysis andesterification. Water also diluted the methanol which had aninhibitory effect on the lipase [68]. However, water present inrecycled methanol stream may lead to methanol contamination.Such contaminated methanol if used for transesterification canlead to soap formation. Lipases from different sources showeddifferent responses towards water content. Methanolysis of vege-table oil was studied with R. miehei, C. antarctica, R. delemar,F. heterosporum and A. niger. C. antarctica lipase showed that initialwater content decreased the reaction rate but does not affect itscatalytic ability [56].
4.2. Temperature
Lipases from different source show varying optimum tempera-ture in the range of 20–70 1C for their activity. Moderate tempera-ture requirements by lipase-catalyzed transesterification makethis process less energy-intensive. An increase in temperatureincreases the enzyme activity up to optimum temperature, beyondwhich denaturation of enzyme occurs thereby decreasing itsactivity. With the increase in reaction temperature initial reactionrate also increases thus reducing the time taken for conversion[27]. However, because of the enzyme denaturation, beyondoptimum temperature, conversion efficiency decreases. The decid-ing factor for optimum temperature of the lipase catalyzedreaction includes immobilization, stability of lipase, alcohol to oilmolar ratio and type of solvent [34,36]. Transesterification of crudepalm oil with methanol by using commercially available LipozymeTL IM showed 96.15% FAME yield at 40 1C, compared to a yield of85.86% at 30 1C. Although, denaturation of enzyme at 40 1C is morethan that at 30 1C, the yield was higher at 40 1C because of lowerviscosity of the reaction mixture that facilitated rapid masstransfer rate [70]. In the continuous process, temperature isthe key operational factor [4,27]. Chen et al. [61] optimized
temperature of 52.1 1C for highest yield when methanolysis ofsoybean oil in a packed bed reactor was carried out withNovozyme 435 as catalyst and tert-butanol as solvent. Immobiliza-tion conferred thermal stability to lipase. When both free andimmobilized P. fluorescens lipase was studied with triolein andpropanol as substrate for biodiesel production, results showed thatthe decrease in production of propyl oleate at 70 1C was more, incase of free lipase, compared to immobilized lipase. Immobilizedlipase at 70 1C showed a conversion rate of more than 30% propyloleate, while free lipase showed a propyl oleate conversion of lessthan 12% at the same temperature. At optimum temperaturecomplete conversion was achieved in case of immobilized P.fluorescens lipase in 25 h, however below and above optimumtemperature the conversion achieved at 25 h reaction was lower[47].
4.3. Inhibition by alcohol
Alcohol is a popular acyl acceptor for the transesterificationreaction for biodiesel production. Methanol is the most widely-used alcohol for transesterification because of its low chain lengthwhich results in a high biodiesel yield, and also it is being leastexpensive among the alcohols [37]. Nelson et al. [71] studiedprimary and secondary short chain alcohols in transesterificationcatalyzed by lipase and found that in solvent-free systems, shortchain alcohols like methanol and ethanol produced lower yieldscompared to higher alcohols. For complete conversion of oil tomethyl esters, three moles of methanol were required. The lipaseactivity was inhibited if more than 1.5 M equivalents of methanolwere present in the reaction mixture [56]. This inhibition wasattributed to the insoluble alcohol droplets in oil which causeddenaturation of the enzyme. Thus methanol to oil ratio is criticalparameter during optimization studies. Various lipases haveshown different level of tolerance towards methanol. Most of theresearchers have optimized methanol to oil molar ratio in therange of 3:1 to 4:1 for lipase-catalyzed conversion [58,68,72,73].Some lipase has shown optimum activity at higher methanol to oilratio. Optimum methanol to oil molar ratio for P. cepacia lipaseimmobilized on electrospun PAN nanofibrous membranes was6.6:1 [74] and that for B. cepacia lipase encapsulated in carragee-nan was 7:1 [53].
To overcome methanol inhibition, various alternatives havebeen suggested by researchers including stepwise addition ofmethanol, use of other acyl acceptors, use of solvent and use ofmethanol-tolerant lipase. In the production of methyl esters fromvegetable oil using 4% (by weight of oil) immobilized C. antarcticalipase and one mole equivalent of methanol added in three steps, ahigh conversion of 98.4% was obtained at 30 1C [56]. Watanabe et al.[60] developed a two-step methanol addition batch process andthree-step methanol addition continuous process for methyl esterproduction from vegetable oil by using immobilized C. antarcticalipase. In the batch process more than 95% conversion was achievedwhile that in continuous process was 93%.
Acyl acceptors other than methanol have also been studied fortheir effect on lipase inhibition. Methyl acetate was used by Duet al. [57] as an acyl acceptor for biodiesel production fromsoybean oil catalyzed by Novozyme 435 and 92% yield of methylesters was reported. Modi et al. [75] used ethyl acetate as an acylacceptor for Novozyme 435-catalyzed biodiesel production andreported a yield of 490%. Methyl acetate and ethyl acetate arehowever, expensive and require more molar equivalents o forcomplete conversion of oil.
Use of a solvent in the reaction mixture increases the alcoholsolubility and, thus, minimizes alcohol inhibition [34]. Iso et al.[47] studied transesterification catalyzed by immobilized P. fluor-escens lipase with different short chain alcohols. It was found that
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1455

a solvent (e.g. 1,4-dioxane) is required when methanol and ethanolare used as acyl acceptors, while propanol and butanol canperform in a solvent-free reaction mixture. Lipases from differentsources have varying catalytic activity towards different alcohols[71]. Lipase from Mucor miehei was found to be efficient withprimary alcohols, while lipase from C. antarctica was efficient withsecondary alcohols [71]. Photobacterium lipolyticum (M37) lipasewas found to be more methanol-tolerant compared to C. antarcticalipase B (Novozyme 435) in a one-step methanol addition reactionfor biodiesel production [76]. A novel approach of adding silica gelin the reaction mixture was studied in biodiesel production ofcanola oil using Novozyme 435 and Lipozyme RM IM as catalyst.Silica gel has been reported to absorb methanol and controlled itsavailability in the reaction mixture, thus reducing the methanolinhibition of enzyme activity [77]. Lee et al. [78] used dimethylcarbonate (DMC) as acyl acceptor as well as reaction solvent inconversion of triglyceride from Chlorella sp. KR-1 using lipase(Novozyme 435) as a catalyst and the FAME conversion obtainedwas over 90% even when the catalyst was repeatedly used formore than 10 times.
4.4. Inhibition by glycerol
Glycerol also has an inhibitory effect on lipase activity. Glycerol,being one of the products of lipase-catalyzed transesterificationreaction, drives reaction equilibrium in the reverse direction. Also,glycerol molecules form a hydrophilic environment around theimmobilized lipase molecule, thus preventing the hydrophobicsubstrate to come into contact with the enzyme [36]. Thecontinuous removal of glycerol from the reaction mixture anduse of solvents are the solutions to minimize glycerol inhibition[27]. The continuous production of biodiesel in packed-bed bior-eactors provides the advantage of continuous removal of glycerol.Thus, the use of a packed-bed reactor in enzyme-catalyzedbiodiesel production has been observed to eliminate the chancesof inhibition of enzyme activity by glycerol [61]. Polar solvents liketert-butanol and novel solvents like ionic liquids dissolve glyceroland thus minimize its negative effect. Lipases show good stabilityand improved yield in such solvent systems [37,58]. In lipase-catalyzed transesterification, acyl acceptors other than short chainalcohols which do not lead to glycerol formation have recentlygathered interest. When methyl acetate was used as an acylacceptor, triacetylglycerol was formed as a byproduct which didnot show any negative effect on biodiesel yield [79]. Zhang et al.[80] reported transesterification of palm oil and dimethyl carbo-nate (DMC) as acyl acceptor catalyzed by Novozyme 435 in asolvent-free system. A FAME yield of 90.5% was obtained atoptimum reaction conditions of 10:1 DMC to oil ratio, 20% lipase(based on oil weight), 55 1C reaction temperature and 24 h dura-tion. In the reaction, lipase activity was not inhibited becauseinstead of glycerol, glycerol dicarbonate was formed as a bypro-duct. The activity of Novozyme 435 remained unaltered even aftereight reaction cycles, without any significant loss in FAME yield.
4.5. Effect of solvent
Lipase-catalyzed transesterification can be carried out in thepresence or absence of a solvent. The presence of a solvent reducesviscosity and helps in the proper mass transfer. A solvent increasesthe solubility of oils and alcohol, thus providing a better interac-tion of substrates with the active sites of the enzymes. Thus, thepresence of a solvent renders a high yield and reduces the enzymeinhibition by alcohol [4,37]. Commonly-used solvents are hexane,n-heptane, petroleum ether and tert-butanol [27,34]. Hydrophobicorganic solvents were preferred for enzymatic transesterificationbecause these solvents allowed water molecules to aggregate near
the enzyme, which was necessary for its enhanced activity [27].Polar solvents altered the water microlayer around the enzymemolecule, leading to its denaturation. When the transesterificationof microalgal lipids was done with intracellular lipase in thepresence of both n-hexane and tert-butanol, a higher yield ofFAME was obtained in non-polar n-hexane as compared to thepolar tert-butanol [81]. The addition of solvent however increasedthe overall production cost and resulted in an additional step ofsolvent separation from the products. The hydrophobic solventdoes not dissolve glycerol, which when adsorbed onto lipasemolecule inhibits its activity. Solvents, due to their toxicity andflammability, have a deteriorating effect on the environment andhence their application must be minimal.
4.6. Pretreatment for improving lipase stability
Stability and activity of lipases can be improved by pretreat-ment of enzyme prior to its application. Pretreatment strategyinvolves exposure of enzyme with substrate and its analogs,organic solvents and salts. These pretreatments enhance catalyticperformance by keeping the active sites in open conformation. Luet al. [82] studied various pretreatments on Candida sp. 99–125lipase immobilized on textile membrane employed for biodieselsynthesis from soybean oil. Organic solvent pretreatment for 24 husing n-propyl alcohol, n-butanol, isopropyl alcohol, tert-butanol,isobutyl alcohol did not showed any significant improvement inlipase activity. Pretreatment with 1 mM salt solutions of(NH4)2SO4, CaCl2, KCl, K2SO4 and MgCl2 did showed improvementin lipase performance. Pretreatment with methanol solutions of10–20% enhanced the lipase activity and methanol tolerance.Samukawa et al. [83] found that after pretreatment of C. antarcticalipase (Novozyme 435) with methyl oleate for 0.5 h followed bysoybean oil for 12 h biodiesel conversion was achieved at fasterrate compared to without pretreatment. Gluteraldehyde pretreat-ment provides stability to immobilized enzyme by cross-linking[54,84]. Ban et al. [54] studied the effect of glutaraldehydetreatment for improving stability of R. oryzae cells immobilizedwithin biomass support particles (BSPs) as a whole cell lipase.They observed 70–83% methyl ester content even after 6 repeateduse of whole cell lipase catalyst treated with glutaraldehyde.On the other hand without glutaraldehyde treatment methyl estercontent was decreased to 50%. Methanol inactivation and highprice are major drawbacks for lipases in their successful use forbiodiesel production. Pretreatments improve the catalytic perfor-mance, methanol tolerance as well as stability of lipases.
5. Novel techniques to improve enzymatic transesterificationfor biodiesel production
Enzyme catalysis for biodiesel production is relatively new fieldand attracting lot of research focus from scientific community andbiodiesel industry. In recent past novel techniques are developedto make enzyme catalysis sustainable and economically viable.These techniques mainly deal with the issue of reducing the priceof enzyme catalysis as well as improving the efficiency of conver-sion. Novel immobilization carriers are tried to evaluate theirperformance and possibility to use at large scale productionfacility. Enzyme catalyzed reaction in novel solvents like ionicliquids, solvent free medium and supercritical CO2 are also studiedto determine possible route for scaling up of this approach insustainable way. Low quality feedstocks like waste cooking oil andanimal fats, promising microalgal feedstocks are also studied withenzymatic conversion route. Various novel techniques and recenttrends in enzymatic biodiesel synthesis and their advantages andchallenges are shown in Table 5.
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641456

5.1. Novel immobilization techniques
Novel immobilization techniques are being developed toenhance the performance of immobilized lipase, solvent tolerance,reusability, stability, and to make the separation process easier.Protein-coated microcrystals (PCMC), cross-linked protein coatedmicrocrystals (CL-PCMC), magnetic particle carriers and electro-spun nanofibers are the novel techniques of immobilization oflipase which have been employed in biodiesel production.
For preparing PCMC, the enzyme is co-precipitated with salt inorganic solvent, so that a uniform layer is formed on salt crystals.These PCMC have low mass transfer limitations, high stability,catalytic activity and reusability. Raita et al. [85] immobilizedcommercial lipase from recombinant Aspergillus expressingT. lanuginosus lipase onto potassium sulfate (K2SO4) salt crystals.Biodiesel synthesis from palm olein and ethanol was carried out intert-butanol using PCMC-lipase as catalyst. An alkyl ester yield of89.9% was obtained after a 24 h reaction. PCMC-lipase showedstability for 8 reaction cycles without significant loss in activity.PCMC have shown good catalytic activity in organic solvents aswell, however, their activity is affected due to partial miscibility ifsome amount of water is present in the reaction mixture. Feed-stocks such as waste cooking oil and microalgal lipids have high FFAcontent which on esterification leads to water formation. Cross-linked PCMC have shown an improved catalytic activity compared toPCMC in such feedstocks. Catalytic activity of Geotrichum sp. lipasecoated on K2SO4 crystals (PCMC) and gluteraldehyde-treated cross-linked PCMC (CLPCMC) was compared in biodiesel synthesis fromwaste cooking oil where CLPCMC showed 72% biodiesel yield whilePCMC showed 69% yield [86].
Enzymes, when immobilized on magnetic particles have anadvantage of easy separation as well as immobilized lipase thatcan be concentrated at specific sites in a reactor by applyingexternal magnetic fields [87]. Transesterification of olive oilcatalyzed by Burkholderia lipase immobilized onto hydrophobicmagnetic particles produced 70% methyl ester yield at optimumreaction conditions [88]. Tran et al. [89] immobilized lipase fromBurkholderia sp. on magnetic particles (alkyl-grafted Fe3O4–SiO2)and used to catalyze both direct transesterification of wet micro-algal (Chlorella vulgaris ESP-31) biomass as well as lipids extractedfrom C. vulgaris ESP-31. Direct transesterification gave 97.3%biodiesel conversion while transesterification of extracted oil gave72.1% biodiesel conversion [89].
Nanofibrous membranes made by the electrospinning methodwere used for immobilization of lipases [74,90]. Nanofibrousmembrane provides a large surface area for enzymatic attachmentand high porosity for substrate diffusion. Electrospun nanofiberscan be used either to adsorb lipase on the surface or to encapsulateit within nanofibers material. Electrospun polyacrylonitrile fibersare commonly-used to immobilize lipases for their application inthe biodiesel synthesis [74,90]. P. cepacia lipase was immobilized
on polyacrylonitrile nanofibers by covalent attachments. Transes-terification of soybean oil catalyzed by this immobilized lipaseyielded 90% biodiesel conversion. Stability of lipase immobilizedon nanofibers was good as it retained 91% of its initial conversionactivity after 10 reaction cycles [74]. Hydrophobic polymer mem-branes are also used for immobilization of lipase. Hydrophobicmembrane supports provide hydrophobic interfaces to lipase tochange its conformation from close to open enhancing its catalyticactivity. Polyvinylidene fluoride (PVDF) membrane was used assupport to immobilize C. rugosa lipase, this biocatalytic membranewas used in synthesis of biodiesel from soybean oil. Lipaseimmobilized PVDF membrane resulted in 95% biodiesel yield. Thisbiocatalytic membrane also had shown reuse potential whenreused for five batch cycles without significant loss in its activity[91]. Dizge and Keskinler [92] studied immobilization method ofT. lanuginosus lipase within hydrophilic polyurethane foams usingpolyglutaraldehyde. They used this lipase immobilized withinhydrophilic support for production of biodiesel from canola oil.They observed increase in FFA content during transesterificationreaction with increasing enzyme loading on the hydrophilicsupport. With optimum reaction conditions they observed 90%biodiesel yield even after 10 repeated batches using same immo-bilized enzyme.
5.2. Use of lipases from different sources in combination
Lipases from different sources have shown different substratespecificity and catalytic activity. Lipases with narrow specificity arenot suitable for biodiesel production. Performance of regiospecificlipases can possibly improve when used with non-specific lipasesin combination. Also, some lipases show more hydrolytic activitywhile others show more synthetic activity. Such lipases when usedin combination enhanced the yield as well as reduced the times ofreaction [93,94]. A wide range of feedstocks is used for biodieselproduction which comprises of triglycerides, FFA and regio-isomers of mono- and diglycerides. The combination of lipaseswith distinct specificity and catalytic efficiency, when used fortransesterification of such feedstocks has shown an improvedperformance [95]. However preparation of such enzyme cocktailor developing a organism expressing different lipases via geneticengineering route could be tedious process. Various combinationsof lipases were tested in recent times to catalyze transesterifica-tion of different feedstock oils (Table 6). Palm oil and ethanol wereused as substrate for biodiesel production and catalysis by immo-bilized lipase from P. fluorescens (Lipase AK), lipase from P. cepacia(Lipase PS), lipase from C. rugosa (Lipase AY), lipase from Thermo-myces lanuginosa (Lipozyme TL IM) and lipase from C. antarctica(Novozyme 435) was studied by Tongboriboon et al. [94]. LipaseAK showed highest transesterification catalytic activity whileLipase AY showed high hydrolytic activity. When Lipase AK andLipase AY were used in combination, a higher conversion of
Table 5Various novel techniques and recent trends in enzymatic biodiesel synthesis and their advantages and challenges.
Novel techniques Advantage Challenges
Use of lipases from different sources incombination
Wide substrate specificity, enhanced yields, reduced reaction time Preparation of enzyme cocktail orgenetic engineering is tedious process
Ionic liquids as solvent Improved stability, selectivity and activity of enzyme Expensive techniqueEnzyme-catalyzed transesterification undersupercritical CO2 medium
Improves diffusion and reaction rate, salvation ability can be engineered, can beused in extraction of lipids as well, easy separation from products
Expensive technique, requiressophisticated instrumentation
Enzyme-catalyzed transesterification for lowcost and high free fatty acid feedstocks
Reduces the feedstock cost, waste management by biodiesel production Meticulous collection and logisticsissues
Solvent free process Cost effective, environmentally friendly, safe Mass transfer limitations in reactionIn-situ transesterification of microalgae Reduces solvent use, less energy consumption Cost effective only when the biomass
has high percentage of lipids
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1457

biodiesel was observed as compared to when only lipase AK wasused. The combination of lipases also exhibited good reusabilitywith relative activity higher than 50% after 15 cycles [94]. For thesynthesis of biodiesel from stillingia oil, Novozym 435 andLipozyme TL IM were used in combination as catalyst. At theoptimized reaction conditions of 6.4:1 methanol to oil molar ratio,4.32% compound lipase (w/w), at 40 1C for 20 h, 96.38% methylester yield was obtained [93].
Cloning and expression of genes of different lipases in the sameorganism by genetic engineering has been shown to be useful inapplication of a combination of lipases. This technique can be usedfor both extracellular as well as intracellular application of lipases.In extracellular application, lipases from different sources wereexpressed in a suitable host organism. Lipase mixture extractedfrom this host organism was used for transesterification. R. mieheiand Penicillium cyclopium lipase genes were cloned and expressedin Pichia pastoris. Extract containing a mixture of 1,3-specificR. miehei and non-specific P. cyclopium lipase have been used tocatalyze transesterification of soybean oil in aqueous medium.After 24 h, at optimum reaction conditions of 34% (by weight ofoil) water content, alcohol to oil molar ratio of 4:1 and 30 1C, 99.7%biodiesel conversion was achieved [96].
In intracellular application, recombinant cells of suitable organ-isms were developed displaying lipases from different sources ontheir cell wall. Yan et al. [97] developed recombinant P. pastoriscells which display C. antarctica lipase B (CALB) and T. lanuginosuslipase (TLL) individually, as well as co-displaying both lipases ontheir surface. For single-displayed CALB, conversion of diglycerideto monoglyceride is the rate-limiting step, while for single-displayed TLL, conversion of triglyceride to diglyceride is therate-limiting step. In preliminary reactions, single-displayed CALBshowed a biodiesel yield of 61.58% while single-displayed TLLshowed a yield of 60%. When co-displayed CALB-TLL whole cellcatalyst was employed, biodiesel yield achieved was 72.62%showing that co-displayed cells improved biodiesel yield by over-coming rate-limiting steps. Under optimum conditions, the bio-diesel yield reached 95.4% from co-displayed whole cells ascatalyst [97].
5.3. Ionic liquids as solvent in enzyme-catalyzed transesterification
The use of volatile, toxic, flammable solvents is neither safe norenvironmentally-pleasant. Novel solvents like ionic liquids areconsidered as green solvents because of its non-flammability,low vapor pressure and high thermal stability. Ionic liquids arecomposed of anions and cations which can be altered to design asuitable solvent in terms of their melting point, viscosity, density,hydrophobicity and polarity [98–100]. Enzymes show higherstability, selectivity and improved activity in room temperatureionic liquids. Thus, ionic liquids are gaining interest in enzyme-catalyzed transesterification. Recently, various ionic liquids havebeen investigated in extracellular and intracellular lipase-catalyzed transesterification for biodiesel synthesis and have beendepicted in Table 7. Penicillium expansum lipase-catalyzed trans-esterification of corn oil has been carried out in ionic liquid[BMIm][PF6] and tert-butanol. Transesterification reactions in theionic liquid showed a conversion of 86% whereas, the reaction intert-butanol showed conversion of only 52% [101].
Hydrophobic ionic liquids have shown higher yields than hydro-philic ionic liquids. Hydrophilic ionic liquid binds with water mole-cules and makes them unavailable for binding with lipase molecules,which is necessary for adequate lipase activity. Methanolysis of sun-flower oil was carried out with C. antarctica lipase (Novozyme 435) inhydrophobic and hydrophilic ionic liquids [102]. Hydrophobic ionicliquids 1-butyl-3-methyl imidazolium hexafluorophosphate ([BMIm][PF6]) and 1-ethyl-3-methyl imidazolium hexafluorophosphateTa
ble
6Variousco
mbinationsof
lipases
usedforbiod
ieselprodu
ction.
Combined
lipase
Feed
stock
(Oil)
solven
tAcy
lac
ceptor(acy
lac
ceptor
tooilmolarratio)
Enzy
me
conce
ntration
(%weigh
t/oil
weigh
t)
Water
content
(%weigh
t/oil
weigh
t)
Rea
ctionco
nditions
[tem
perature
(1C),tim
e(h
),stirring
rate
(rpm)]
Biodieselyield(Y)/
conve
rsion(C)%
Referen
ce
Thermom
yces
lanu
gino
sus(TLL)an
dRhizomuc
ormiehe
i(RML)
Soyb
ean
–Ethan
ol,(7.5:1)
254
30,1
0,20
0Y¼90
[95]
Rhizopu
soryzae
andCa
ndidarugo
saSo
ybea
n–
Methan
ol30
1045
,21,
200
C4
99[140
]Nov
ozym
435an
dLipoz
ymeTL
IMStillingia
Acetonitrile
and
tert-butanol
co-solve
nt
Methan
ol,(6.4:1)
4.32
–40
,20,
200
Y¼96
.38
[93]
Cand
idarugo
saan
dPseu
domon
asfluo
rescen
sPa
lm–
Ethan
ol,(3:1)
102
45,1
2,50
0Y¼89
[94]
Rhizopu
soryzae
aan
dreco
mbinan
tAspergillu
soryzae
aSo
ybea
n[BMIm
][BF4
]Methan
ol,(4:1)
––
30,7
2,25
0YE
90[103
]
Rhizopu
soryzae
aan
dreco
mbinan
tAspergillu
soryzae
aSo
ybea
n[EMIm
][BF4
]Methan
ol,(4:1)
––
30,7
2,25
0YE
90[103
]
Pich
iapa
storisaco
-displayingCa
ndidaan
tarctica
lipaseBan
dTh
ermom
yces
lanu
gino
suslip
ase
Soyb
ean
Tert-butanol
Methan
ol,(4.2:1)
12–
40.5,1
2.6,
Y¼95
.4[97]
aIntracellularlip
ase.
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641458
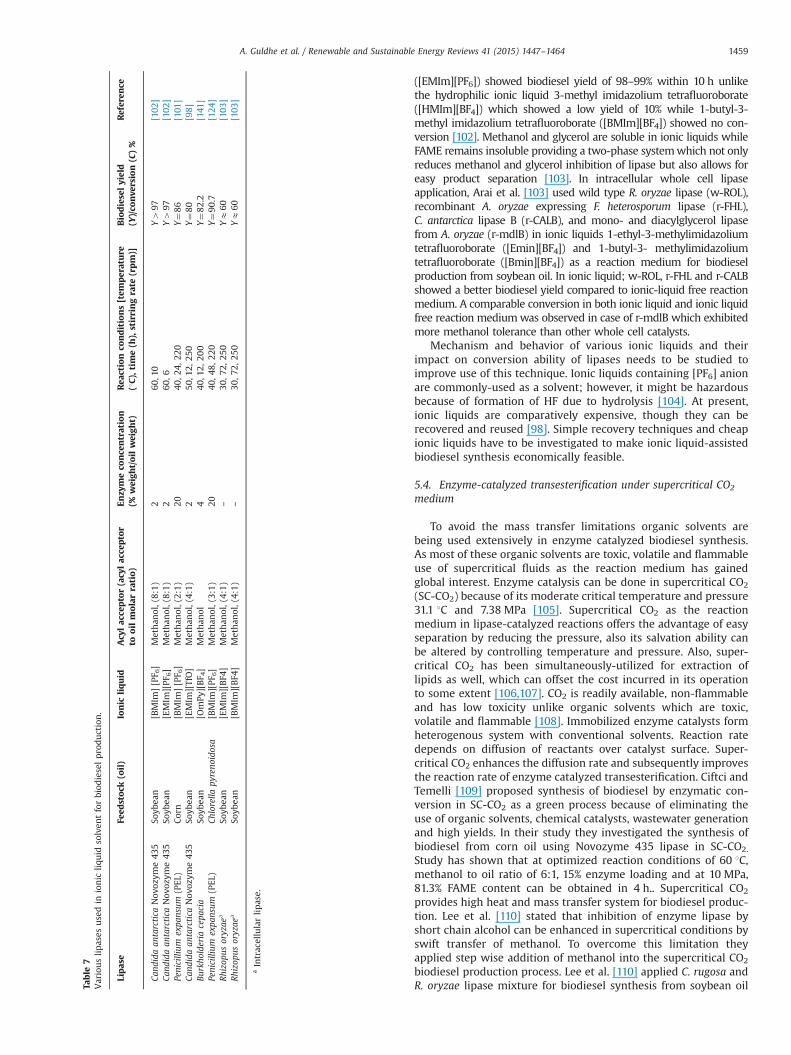
([EMIm][PF6]) showed biodiesel yield of 98–99% within 10 h unlikethe hydrophilic ionic liquid 3-methyl imidazolium tetrafluoroborate([HMIm][BF4]) which showed a low yield of 10% while 1-butyl-3-methyl imidazolium tetrafluoroborate ([BMIm][BF4]) showed no con-version [102]. Methanol and glycerol are soluble in ionic liquids whileFAME remains insoluble providing a two-phase systemwhich not onlyreduces methanol and glycerol inhibition of lipase but also allows foreasy product separation [103]. In intracellular whole cell lipaseapplication, Arai et al. [103] used wild type R. oryzae lipase (w-ROL),recombinant A. oryzae expressing F. heterosporum lipase (r-FHL),C. antarctica lipase B (r-CALB), and mono- and diacylglycerol lipasefrom A. oryzae (r-mdlB) in ionic liquids 1-ethyl-3-methylimidazoliumtetrafluoroborate ([Emin][BF4]) and 1-butyl-3- methylimidazoliumtetrafluoroborate ([Bmin][BF4]) as a reaction medium for biodieselproduction from soybean oil. In ionic liquid; w-ROL, r-FHL and r-CALBshowed a better biodiesel yield compared to ionic-liquid free reactionmedium. A comparable conversion in both ionic liquid and ionic liquidfree reaction mediumwas observed in case of r-mdlB which exhibitedmore methanol tolerance than other whole cell catalysts.
Mechanism and behavior of various ionic liquids and theirimpact on conversion ability of lipases needs to be studied toimprove use of this technique. Ionic liquids containing [PF6] anionare commonly-used as a solvent; however, it might be hazardousbecause of formation of HF due to hydrolysis [104]. At present,ionic liquids are comparatively expensive, though they can berecovered and reused [98]. Simple recovery techniques and cheapionic liquids have to be investigated to make ionic liquid-assistedbiodiesel synthesis economically feasible.
5.4. Enzyme-catalyzed transesterification under supercritical CO2
medium
To avoid the mass transfer limitations organic solvents arebeing used extensively in enzyme catalyzed biodiesel synthesis.As most of these organic solvents are toxic, volatile and flammableuse of supercritical fluids as the reaction medium has gainedglobal interest. Enzyme catalysis can be done in supercritical CO2
(SC-CO2) because of its moderate critical temperature and pressure31.1 1C and 7.38 MPa [105]. Supercritical CO2 as the reactionmedium in lipase-catalyzed reactions offers the advantage of easyseparation by reducing the pressure, also its salvation ability canbe altered by controlling temperature and pressure. Also, super-critical CO2 has been simultaneously-utilized for extraction oflipids as well, which can offset the cost incurred in its operationto some extent [106,107]. CO2 is readily available, non-flammableand has low toxicity unlike organic solvents which are toxic,volatile and flammable [108]. Immobilized enzyme catalysts formheterogenous system with conventional solvents. Reaction ratedepends on diffusion of reactants over catalyst surface. Super-critical CO2 enhances the diffusion rate and subsequently improvesthe reaction rate of enzyme catalyzed transesterification. Ciftci andTemelli [109] proposed synthesis of biodiesel by enzymatic con-version in SC-CO2 as a green process because of eliminating theuse of organic solvents, chemical catalysts, wastewater generationand high yields. In their study they investigated the synthesis ofbiodiesel from corn oil using Novozyme 435 lipase in SC-CO2.
Study has shown that at optimized reaction conditions of 60 1C,methanol to oil ratio of 6:1, 15% enzyme loading and at 10 MPa,81.3% FAME content can be obtained in 4 h.. Supercritical CO2
provides high heat and mass transfer system for biodiesel produc-tion. Lee et al. [110] stated that inhibition of enzyme lipase byshort chain alcohol can be enhanced in supercritical conditions byswift transfer of methanol. To overcome this limitation theyapplied step wise addition of methanol into the supercritical CO2
biodiesel production process. Lee et al. [110] applied C. rugosa andR. oryzae lipase mixture for biodiesel synthesis from soybean oilTa
ble
7Variouslip
ases
usedin
ionic
liquid
solven
tforbiod
ieselprodu
ction.
Lipase
Feed
stoc
k(oil)
Ionic
liquid
Acy
lac
ceptor(acy
lac
ceptor
tooilmolarratio)
Enzy
meco
nce
ntration
(%weigh
t/oilweigh
t)Rea
ctionco
nditions[tem
perature
(1C),tim
e(h
),stirringrate
(rpm)]
Biodieselyield
(Y)/co
nve
rsion(C)%
Referen
ce
Cand
idaan
tarctica
Nov
ozym
e43
5So
ybea
n[BMIm
][PF 6]
Methan
ol,(8:1)
260
,10
Y4
97[102
]Ca
ndidaan
tarctica
Nov
ozym
e43
5So
ybea
n[EMIm
][PF
6]
Methan
ol,(8:1)
260
,6Y4
97[102
]Pe
nicillium
expa
nsum
(PEL
)Corn
[BMIm
][PF 6]
Methan
ol,(2:1)
2040
,24,
220
Y¼86
[101
]Ca
ndidaan
tarctica
Nov
ozym
e43
5So
ybea
n[EMIm
][TfO]
Methan
ol,(4:1)
250
,12,
250
Y¼80
[98]
Burkho
lderia
cepa
cia
Soyb
ean
[OmPy
][BF 4]
Methan
ol4
40,1
2,20
0Y¼82
.2[141
]Pe
nicillium
expa
nsum
(PEL
)Ch
lorella
pyreno
idosa
[BMIm
][PF
6]
Methan
ol,(3:1)
2040
,48,
220
Y¼90
.7[124
]Rhizopu
soryzae
aSo
ybea
n[EMIm
][BF4
]Methan
ol,(4:1)
–30
,72,
250
YE
60[103
]Rhizopu
soryzae
aSo
ybea
n[BMIm
][BF4
]Methan
ol,(4:1)
–30
,72,
250
YE
60[103
]
aIntracellularlip
ase.
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1459

under supercritical CO2 process conditions. Authors added metha-nol in single batch and in step wise manner to study the effect onbiodiesel conversion. At optimum reaction conditions the batchprocess showed 99.13% biodiesel conversion in 3 h while step wiseaddition of methanol showed 99.99% biodiesel conversion 2 h.Lipase deactivation was prevented by step wise addition of alcoholin high mass transfer supercritical CO2 system. Despite theenhanced mass transfer and easy product recovery, conductingthe reaction in the supercritical CO2 is an expensive process.Al-Zuhair et al. [111] proposed an integrated system where fatwas extracted from lamb meat using supercritical CO2 followed bysubjecting fat dissolved in SC-CO2 to biodiesel production cata-lyzed by lipase in continuous production process. Authors sug-gested that this integrated system would be an economicallyfeasible solution in using supercritical CO2 process for biodieselproduction as low cost feedstock is used, two products aregenerated viz. biodiesel and low fat lamb meat. In this integratedcontinuous process authors stated that pumping cost is reducedand the process can be easily scaled up.
5.5. Statistical approaches for optimization of reaction
Lipase-catalyzed biodiesel is influenced by number of factorssuch as temperature, methanol to oil molar ratio, enzyme con-centration, water content, flow rate in case of continuous processetc. Thus optimization of these parameters becomes crucial toobtain maximum yields. Statistical methods such as responsesurface methodology (RSM) have been widely used for optimiza-tion of lipase-catalyzed biodiesel production [61,112,113]. Statis-tical methods give advantage of studying more number ofparameters in less experimental set-ups. These methods also givebetter understanding of interactions of the parameters as well asextent of their influence on the reaction. Shieh et al. [112]employed central composite rotatable design (CCRD) and RSManalysis for optimization of biodiesel production from soybean oilusing R. miehei (Lipozyme IM-77) lipase. Optimum reaction con-ditions were determined based on ridge max analysis. Optimizedconditions in their study were reaction time 6.3 h, temperature36.5 1C, molar ratio 3.4:1 enzyme amount 0.9 Batch AcidolysisUnits NOVO (BAUN) and water content 5.8%. They obtained 92.2%biodiesel yield at optimum conditions. Their second order poly-nomial model was found to be highly significant with satisfactoryp-value (0.0006) and coefficient of determination (R2¼0.934) onperforming analysis of variance (ANOVA) test. Chen et al. [61]employed Box–Behnken design of RSM to optimize lipase-catalyzed biodiesel production in packed-bed reactor in contin-uous process. They found highest biodiesel conversion of 82.81% atflow rate of 0.1 ml/min, temperature of 52.1 1C and methanol to oilmolar ratio of 4:1.
5.6. Enzyme-catalyzed transesterification for low cost and high freefatty acid feedstocks
Feedstock contributes for major portion of biodiesel productioncost. Edible oils are mostly used as feedstock for biodieselproduction. Edible and non-edible oil crops, however, competewith food crops for arable land, which leads to food securityconcern. A large amount of water and fertilizers are used to growthese oil crops which increase the cost of biodiesel production andcarbon debt. Use of low cost waste cooking oil and animal derivedfats are gaining interest to be used as feedstocks. Use of wastecooking oil serves duel purpose of fuel production and wastemanagement. Used cooking oil provides a cheap source of feed-stock, however, a meticulous collection and logistics of this feed-stock from sources like restaurants and food processing plants isdesired for its availability for large scale production of biodiesel.
Also because of oxidation and hydrogenation waste cooking oil hashigh free fatty acid content [114]. Non-edible oils, waste cookingand microalgal oil are known to have high free fatty acid andmoisture content. Both high FFA and moisture content of feedstockoil hampers the biodiesel yield in case of chemical catalysis, whilelipase has shown tolerance towards these factors [115]. Lipase cancatalyze transesterification as well as esterification reactions, andthus it can be used for feedstocks having high content of free fattyacids. Lipase catalyzes the transesterification of triglycerides aswell as esterification of FFA and thus improves the yield whensuch feedstocks are used. Despite the high cost of enzyme theirapplication in converting the low quality feedstocks can improvethe economics involved in overall biodiesel production process.Chen et al. [114] studied the conversion of waste cooking oil(WCO) using immobilized Candida lipase in fixed bed reactor.They found that under optimum reaction conditions of 45 1C andreactants weight ratios of 25:15:10:100 for lipase/hexane/water/WCO with flow rate 1.2 ml min�1, 91.08% FAME content can beobtained in final product. Constant flow rate was maintained byperistaltic pump. At lower flow rates methanol had longer contacttime with enzyme thus reducing its activity, while at higher flowrates there was insufficient contact between reactants andenzyme.
The animal-derived products are usually by-products of slaugh-terhouses and meat-processing industries. Their use as animalfeed has decreased due to transmission of animal diseases. Highercalorific value and cetane number are the attractive features ofbiodiesel derived from animal fats. Al-Zuhair et al. [111] advocatedthe use of waste fat from lamb meat as a cheap feedstock andenzyme transesterification for biodiesel production. They appliedsupercritical CO2 as both extraction and reaction medium, inbiodiesel production process. In continuous production processat SC-CO2 flow rate of 0.5 ml min�1 under pressure of 200 barextraction and transesterification temperatures were maintainedat 45 and 50 1C respectively. With methanol to fat molar ratio of10:1 authors reported that the maximum biodiesel yield couldreach to 53.5%. Authors also suggested that the methanol to fatmolar ratio should not exceed 5:1 to maintain enzyme activity forlonger period of application in continuous process. When authorsused methanol to fat molar ratio of 10:1, the enzyme activity wasdropped to 18% as compared to its initial activity after thirdfeedstock addition cycle in continuous process. However, whenmethanol to fat molar ratio was kept to 5:1 after third cycle 79%enzyme activity was observed Moreover process also generate lowfat lean lamb meat as a byproduct. In similar approach Taher et al.[116] investigated the biodiesel production from waste animal fatand enzyme catalyzed transesterification under SC-CO2 conditions.Authors found that biodiesel yield can be reached upto 40% underoptimal reaction conditions of 30% enzyme loading, 4:1 methanolto fat ratio, 200 bar pressure at 50 1C in after 24 h reaction.
5.7. Solvent free process
In enzyme catalyzed biodiesel production, organic solvents areadded to reaction to overcome the mass transfer limitations.It adds to the overall production cost as well as needs extra stepsfor solvent removal from products. Moreover, organic solvents arealso associated with environmental and safety concerns. Solventfree synthesis of biodiesel is proposed by some researchers toavoid the usage of solvents. Shah and Gupta [117] studied theethanolysis of Jatropha oil using P. cepacia lipase immobilized oncelite in a solvent free reaction system. They reported 98%biodiesel yield with 4–5% (w/w) water content at 50 1C in 8 hreaction. They also reported that lipase can be used repeatedly forfour times without loss in its activity. Solvent free route of enzymecatalysis reduces the overall cost of production as compared to co-
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641460

solvent route. Sotoft et al. [118] carried out process simulation andeconomic evaluation of lipase catalyzed biodiesel production inboth scenario viz. solvent free and co-solvent conversion. Studyshowed that the price of product in solvent free scenario esti-mated to be 0.73–1.49 €/kg biodiesel while that in co-solventscenario estimated to be 1.50–2.38 €/kg biodiesel. Althoughenzyme stability and reuse potential of enzyme in solvent freesystem is a concern, considering estimated biodiesel product pricein their study, it could be possible sustainable option to scale up ofenzyme conversion technology at industrial scale biodieselproduction.
5.8. Enzyme catalyzed conventional and in-situ transesterification ofmicroalgae
Microalgae are emerging as potential feedstock for bio-diesel which can fulfill the existing demand of transport fuel.The microalgal species viz. Chlamydomonas, Dunaliella, Chlorella,Nannochloropsis, Isochrysis, Nannochloris, Neochlori, Porphyridiumand Nitzschia are the species known for accumulating substantialamounts of lipids and fast growth rates [2,9,10]. Few strains ofmicroalgae have shown doubling times as rapid as 3.5 h and,under optimum conditions, are able to accumulate up to 70% lipidof dry weight. Microalgae, in the process of their growth reducethe greenhouse gas effect by absorbing around 1.83 kg of CO2 perkg microalgal biomass during photosynthesis [119]. The produc-tivity (per hectare oil yield) of microalgae is much higher com-pared to plant crops [2,11,120]. Moreover, microalgae do not needarable land and can even be grown on treated wastewater(industrial or domestic) [121,122]. Combining microalgae as feed-stock and enzyme catalysis for transesterification for biodieselsynthesis makes the overall process greener and sustainable.Xiong et al. [123] carried out conversion of Chlorella protothecoideslipids facilitated by immobilized Candida sp. lipase at 38 1C with3:1 methanol to oil ratio and a conversion efficiency of 98% wasobtained. Lai et al. [124] investigated the conversion of Chlorellapyrenoidosa lipids catalyzed by P. expansum lipase (PEL) andC. antarctica lipase B (Novozym 435) in ionic liquid [BMIm][PF6]and tert-butanol as reaction solvent. They found under optimumreaction conditions PEL showed 90.2% yield in ionic liquid solventand 48.6% yield in tert-butanol while, Novozym 435 showed 86.2%yield in ionic liquid solvent and 44.4% yield in tert-butanol. Theirresults showed that PEL can be employed as efficient catalyst forconversion of microalgal lipids to biodiesel in ionic liquid asreaction medium.
Direct or in-situ transesterification of microalgal biomassprovides advantage over conventional process of extraction of oilfollowed by transesterification. This process not only reduces astep but also minimizes the solvent and energy consumption.Microalgal biomass contains water and lipids are comprised ofhigh free fatty acid content thus conventional chemical catalysismay face the problem of saponification and reduced yields ofbiodiesel. Enzyme lipase is capable of tackling these drawbacksand can be effectively used as catalyst in sustainable approach ofdirect transesterification process. Tran et al. [125] demonstrated intheir study that immobilized Burkholderia lipase can be effectivelyused as catalyst for direct transesterification of microalgal biomassof C. vulgaris ESP-31 with water content ranging from 86% to 91%and lipid content ranging from 14% to 63%. In their study sonica-tion was used as cell disruption technique to facilitate the avail-ability of lipids for transesterification. Tran et al. [125] alsorecommended the use of solvents in direct transesterification forproper mass transfer and microalgal biomass with high lipidcontent for efficient and economically viable biodiesel productionusing this technique. In a comparative study by Tran et al. [89]
Burkholderia lipase was used for conversion of both lipidsextracted from C. vulgaris ESP-31 as well as its wet disruptedbiomass. Results of this comparative study showed that higherconversion was achieved in case of direct transesterification of wetmicroalgal biomass (97.3 wt% oil) as compared to conversion ofextracted lipids (72.1 wt% oil). Authors also investigated thereusability of immobilized lipase and found that in case of directtransesterification it can be repeatedly used for 6 cycles withoutsignificant loss in its catalytic activity.
6. Techno-economic and life cycle analysis of lipase-catalyzedbiodiesel production
Technoeconomic and life cycle analysis is important for givingdirection to this technology for its successful commercial scaleimplementation. However there are very few studies available onthis topic. Also it becomes imperative to compare alternativetechnology with the conventional technique. Jegannathan et al.[126] investigated economics of biodiesel production processusing alkali catalyst, free and immobilized enzyme catalyst.Production capacity of 103 tonne and batch process was consid-ered for the study. Lowest biodiesel production cost was found tobe 1166.67$/tonne for alkali catalyst. Among the biocatalystimmobilized enzyme has shown lower biodiesel production costof 2414.63$/tonne compared to free enzyme ($7821.37/tonne).Conventional alkali catalyst price was much lower than theenzyme catalysts. Among biocatalyst immobilized enzyme showedlower price because of its reuse potential. Process simulation andeconomic evaluation study by Sotoft et al. [118] for biodieselproduction from rapeseed oil via enzyme catalyzed transesterifi-cation in solvent free system considering present enzyme price(762.71 €/kg enzyme) and future enzyme price (7.63 €/kg enzyme)showed that this process has great potential for industrial scaleapplication. Estimated product price by Sotoft et al. [118] withpresent enzyme price was 0.73–1.49 €/kg biodiesel while that withfuture enzyme price was 0.05–0.75 €/kg.
Life cycle analysis study by Harding et al. [127] compares thechemical catalysis and enzyme catalysis for biodiesel production.Study showed that biological route has advantage over chemicalroute in terms of simplified purification process and energysavings. Life cycle analysis also showed that biocatalytic route ismore environmentally friendly. Global warming, acidification andphotochemical oxidation in case of enzyme catalysis were reducedby 5%. Reduction in fresh water aquatic toxicity was approximately12%, while reduction in marine aquatic toxicity and human toxicitywere almost 10%. Reduction in terrestrial ecotoxicity was over 40%,this was mainly because avoiding the neutralization step whichrequires acids. Authors suggested these results are mainly becauselower steam requirement for enzymatic process. Even though costof enzyme catalysis is higher it provides environmental benefitsover the conventional process. With novel strategies enzyme pricecan be cut down by improving its catalytic performance andstability. Technoeconomic and life cycle analysis both suggest thepromising potential of enzyme catalysis for biodiesel production atcommercial scale production plant.
7. Scaling up of enzyme-catalyzed biodiesel production:prospective and challenges
Recent developments in enzyme catalyzed transesterific-ation have increased the prospects of this process as a industrialscale technique for biodiesel production. There is reported pilotscale plant of 6482 tonne year�1 production capacity, located in
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1461

Shanghai where cheap lipase extracted from Candida sp. 99–25 isemployed [128]. Main challenge in up-scaling of this technique iscost of enzyme lipase which is much higher than the conventionalchemical catalysts. Although, if overall process is consideredrecent developments and advantages of lipase catalyst canimprove the economics of industrial scale biodiesel productionplant. Pure quality products reduce the further purification pro-cessing and cost. High quality by-product that is glycerol can getgood market price and can be applied for various applications infood, cosmetic and pharmaceutical industry [8]. Low temperatureand pressure requirements reduce the energy input of the process.Enzyme-catalyzed transesterification is considered as green pro-cess, which generates less wastewater compared to chemicallycatalyzed process. This not only provides environmental benefitsbut also minimizes the waste management cost of full scaleindustrial biodiesel plant. Feedstock cost is the major contributorin biodiesel production cost. Enzyme lipase has capability ofconverting low cost feedstocks such as waste cooking oil andanimal fats effectively. Employing enzyme catalyst for low costfeedstock conversion could be possible solution to reduce theproduction cost. Conversion of lipids to biodiesel by enzymecatalyst is known to operate at mild reaction conditions. Thusenergy input is less in biodiesel conversion achieved throughenzyme catalyzed reaction [4,8]. Enzyme cost is main concern ofadopting this technique, but with recent development in biotech-nological applications and screening of various cheap sourcesenzyme costs are reducing. Methanol inhibition and long exposureto solvents reduce the stability of immobilized enzyme. Certainpretreatments have shown the promising results for improvingstability of lipases. Enhanced stability and activity makes prolongreuse of immobilized lipases possible which can improve theeconomics of the process. With the recent advances enzymecatalyzed biodiesel production could be greener and sustainableapproach which can be implemented at large scale biodieselplants.
8. Conclusion
Chemical conversion of oil to biodiesel by transesterification isa widely-accepted method at laboratory and industrial scale.Wastewater generation and extra steps involved to attain highpurity of product are the constraints with this technique. Biocon-version of oils to biodiesel using the enzyme lipase as catalyst is agreener approach to biodiesel production. Renewable biodieselproduced by an environmentally-friendly approach like enzymatictransesterification makes the whole process sustainable for futureneed of clean energy. Lipases have been used at industrial level fora wide range of applications in food processing, pharmaceuticaland cosmetics industry. With its ability to catalyze a variety ofreactions, lipase is a suitable catalyst for transesterification ofvarious feedstocks, even those with high acid value, which areconsidered as low quality feedstocks. Lipase catalysis offers thefollowing benefits over chemical catalysis:
� lower energy requirement;� pure quality of biodiesel and glycerol;� high product yield;� easy recovery of products; and� no wastewater generation.
The cost of lipase, comparatively longer reaction time andinhibition of lipase activity by short chain alcohol are the obstaclesin further scaling-up of this process to industrial production level.Screening of lipases from various sources is needed to findeffective lipases for transesterification. Genetic modifications
could be the solution to produce methanol-tolerant lipases as wellas developing a suitable organism which can express lipases withdifferent specificity. The cheaper and effective immobilizationtechniques need to be investigated for reducing the process cost,improving reaction time and increasing yield. Use of a combina-tion of lipases with different specificities has been proved to be aneffective tool to achieve higher biodiesel yields. Lipases haveshown greater stability and conversion ability in novel greensolvents like ionic liquids. These green solvents could effectivelydisplace toxic organic solvents to make the biodiesel productionprocess safer. Even the biodiesel synthesis by lipase in solvent freesynthesis and continuous process has shown great potential ofscaling up of this technology to industrial scale. The enzymaticconversion method of biodiesel production is a promising alter-native to conventional conversion methods. Enzyme catalysisaddresses the environmental problems as well as ensures qualitybiodiesel yield for fulfilling the existing fuel demand.
Acknowledgment
Mr. A. Guldhe is thankful to Durban University of Technology,South Africa for award of a Doctoral fellowship.
References
[1] Atabani AE, Silitonga AS, Badruddin IA, Mahlia TMI, Masjuki HH, Mekhilef S.A comprehensive review on biodiesel as an alternative energy resource andits characteristics. Renew Sustain Energy Rev 2012;16:2070–93.
[2] Chisti Y. Biodiesel from microalgae. Biotechnol Adv 2007;25:294–306.[3] Ma F, Hanna M. Biodiesel production: a review. Bioresour Technol
1999;70:1–15.[4] Robles-Medina A, Gonzalez-Moreno PA, Esteban-Cerdan L, Molina-Grima E.
Biocatalysis: towards ever greener biodiesel production. Biotechnol Adv2009;27:398–408.
[5] Rounce P, Tsolakis A, Leung P, York APE. A comparison of diesel and biodieselemissions using dimethyl carbonate as an oxygenated additive. Energy Fuels2010;24:4812–9.
[6] Yusuf NNAN, Kamarudin SK, Yaakub Z. Overview on the current trends inbiodiesel production. Energy Convers Manag 2011;52:2741–51.
[7] Balat M. Potential alternatives to edible oils for biodiesel production – areview of current work. Energy Convers Manag 2011;52:1479–92.
[8] Singh B, Guldhe A, Rawat I, Bux F. Towards a sustainable approach fordevelopment of biodiesel from plant and microalgae. Renew Sustain EnergyRev 2014;29:216–45.
[9] Amaro HM, Guedes AC, Malcata FX. Advances and perspectives in usingmicroalgae to produce biodiesel. Appl Energy 2011;88:3402–10.
[10] Scott SA, Davey MP, Dennis JS, Horst I, Howe CJ, Lea-Smith DJ, et al. Biodieselfrom algae: challenges and prospects. Curr Opin Biotechnol 2010;21:277–86.
[11] Janaun J, Ellis N. Perspectives on biodiesel as a sustainable fuel. RenewSustain Energy Rev 2010;14:1312–20.
[12] Borugadda VB, Goud VV. Biodiesel production from renewable feedstocks:status and opportunities. Renew Sustain Energy Rev 2012;16:4763–84.
[13] Sharma YC, Singh B, Upadhyay SN. Advancements in development andcharacterization of biodiesel: a review. Fuel 2008;87:2355–73.
[14] Fukuda H, Kondo A, Noda H. Biodiesel fuel production by transesterificationof oil. J Biosci Bioeng 2001;92:405–16.
[15] Leca M, Tcacenco L, Micutz M, Staicu T. Optimization of biodiesel productionby transesterification of vegetable oils using lipases. Rom Biotechnol Lett2010;15:5618–30.
[16] Gui MM, Lee KT, Bhatia S. Feasibility of edible oil vs. non-edible oil vs. wasteedible oil as biodiesel feedstock. Energy 2008;33:1646–53.
[17] Rawat I, Ranjith Kumar R, Mutanda T, Bux F. Biodiesel from microalgae: acritical evaluation from laboratory to large scale production. Appl Energy2013;103:444–67.
[18] Sharma YC, Singh B. Development of biodiesel: current scenario. RenewSustain Energy Rev 2009;13:1646–51.
[19] Tan T, Lu J, Nie K, Deng L, Wang F. Biodiesel production with immobilizedlipase: a review. Biotechnol Adv 2010;28:628–34.
[20] Dias JM, Alvim-Ferraz MCM, Almeida MF, Méndez Díaz JD, Polo MS, Utrilla JR.Selection of heterogeneous catalysts for biodiesel production from animal fat.Fuel 2012;94:418–25.
[21] Encinar JM, Sanchez N, Martinez G, Garcia L. Study of biodiesel productionfrom animal fats with high free fatty acid content. Bioresour Technol2011;102:10907–14.
[22] Meng X, Chen G, Wang Y. Biodiesel production from waste cooking oil viaalkali catalyst and its engine test. Fuel Process Technol 2008;89:851–7.
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641462

[23] Helwani Z, Othman MR, Aziz N, Fernando WJN, Kim J. Technologies forproduction of biodiesel focusing on green catalytic techniques: a review. FuelProcess Technol 2009;90:1502–14.
[24] Lam MK, Lee KT, Mohamed AR. Homogeneous, heterogeneous and enzy-matic catalysis for transesterification of high free fatty acid oil (wastecooking oil) to biodiesel: a review. Biotechnol Adv 2010;28:500–18.
[25] Vyas AP, Verma JL, Subrahmanyam N. A review on FAME productionprocesses. Fuel 2010;89:1–9.
[26] Shimada Y, Watanabe Y, Sugihara A, Tominaga Y. Enzymatic alcoholysis forbiodiesel fuel production and application of the reaction to oil processing.J Mol Catal B: Enzyme 2002;17:133–42.
[27] Fjerbaek L, Christensen KV, Norddahl B. A review of the current state ofbiodiesel production using enzymatic transesterification. Biotechnol Bioeng2009;102:1298–315.
[28] Bajaj A, Lohan P, Jha PN, Mehrotra R. Biodiesel production through lipasecatalyzed transesterification: an overview. J Mol Catal B: Enzyme 2010;62:9–14.
[29] Shah S, Sharma S, Gupta MN. Enzymatic transesterification for biodieselproduction. Indian J Biochem Biophys 2003;40:392–9.
[30] Villeneuve P, Muderhwa JM, Graille J, Haas MJ. Customizing lipases forbiocatalysis: a survey of chemical, physical and molecular biologicalapproaches. J Mol Catal B: Enzyme 2000;9:113–48.
[31] Jegannathan KR, Abang S, Poncelet D, Chan ES, Ravindra P. Production ofbiodiesel using immobilized lipase – A critical review. Crit Rev Biotechnol2008;28:253–64.
[32] Sharma R, Chisti Y, Chand U. Production, purification, characterization, andapplications of lipases. Biotechnol Adv 2001;19:627–62.
[33] Gupta R, Gupta N, Rathi P. Bacterial lipases: an overview of production, puri-fication and biochemical properties. Appl Microbiol Biotechnol 2004;64:763–81.
[34] Ghaly AE, Dave D, Brooks MS, Budge S. Production of biodiesel by enzymatictransesterification: review. Am J Biochem Biotechnol 2010;2:54–76.
[35] Li W, Li R-W, Li Q, Du W, Liu D. Acyl migration and kinetics study of 1(3)-positional specific lipase of Rhizopus oryzae-catalyzed methanolysis oftriglyceride for biodiesel production. Process Biochem 2010;45:1888–93.
[36] Szczęsna Antczak M, Kubiak A, Antczak T, Bielecki S. Enzymatic biodieselsynthesis – key factors affecting efficiency of the process. Renew Energy2009;34:1185–94.
[37] Gog A, Roman M, Tos M, Paizs C, Irimie FD. Biodiesel production using enzymatictransesterification – current state and perspectives. Renew Energy 2012;39:10–16.
[38] Ranganathan SV, Narasimhan SL, Muthukumar K. An overview of enzymaticproduction of biodiesel. Bioresour Technol 2008;99:3975–81.
[39] Li N, Zong M-H. Lipases from the genus Penicillium: production, purification,characterization and applications. J Mol Catal B: Enzyme 2010;66:43–54.
[40] Kumar S, Kikon K, Upadhyay A, Kanwar SS, Gupta R. Production, purification,and characterization of lipase from thermophilic and alkaliphilic Bacilluscoagulans BTS-3. Protein Expr Purif 2005;41:38–44.
[41] Saxena RK, Sheoran A, Giri B, Davidson WS. Purification strategies formicrobial lipases. J Microbiol Methods 2003;52:1–18.
[42] Turkan A, Kalay S. Monitoring lipase-catalyzed methanolysis of sunflower oilby reversed-phase high-performance liquid chromatography: elucidation ofthe mechanisms of lipases. J Chromatogr A 2006;1127:34–44.
[43] Bousquet-Dubouch MP, Graber M, Sousa N, Lamare S, Legoy MD. Alcoholysiscatalyzed by Candida antarctica lipase B in a gas/solid system obeys a PingPong Bi Bi mechanism with competitive inhibition by the alcohol substrateand water. Biochim Biophys Acta 2001;1550:90–9.
[44] Cheirsilp B, H-Kittikun A, Limkatanyu S. Impact of transesterificationmechanisms on the kinetic modeling of biodiesel production by immobilizedlipase. Biochem Eng J 2008;42:261–9.
[45] Al-Zuhair S, Ling FW, Jun LS. Proposed kinetic mechanism of the productionof biodiesel from palm oil using lipase. Process Biochem 2007;42:951–60.
[46] Krishna SH, Karanth NG. Lipase-catalyzed synthesis of isoamyl butyrate: akinetic study. Biochim Biophys Acta 2001;1547:262–7.
[47] Iso M, Chen B, Eguchi M, Kudo T, Shrestha S. Production of biodiesel fuelfrom triglycerides and alcohol using immobilized lipase. J Mol Catal B:Enzyme 2001;16:53–8.
[48] Liu Y, Liu T, Wang X, Xu L, Yan Y. Biodiesel synthesis catalyzed byBurkholderia cenocepacia lipase supported on macroporous resin NKA insolvent-free and isooctane systems. Energy Fuels 2011;25:1206–12.
[49] Nie K, Xie F, Wang F, Tan T. Lipase catalyzed methanolysis to producebiodiesel: optimization of the biodiesel production. J Mol Catal B: Enzyme2006;43:142–7.
[50] Kumari V, Shah S, Gupta MN. Preparation of biodiesel by lipase-atalyzedtransesterification of high free fatty acid containing oil from Madhuca indica.Energy Fuels 2007;21:368–72.
[51] Jegannathan KR, Jun-Yee L, Chan E-S, Ravindra P. Design an immobilized lipaseenzyme for biodiesel production. J Renew Sustain Energy 2009;1:063101.
[52] Meunier SM, Legge RL. Evaluation of diatomaceous earth supported lipasesol–gels as a medium for enzymatic transesterification of biodiesel. J MolCatal B: Enzyme 2012;77:92–7.
[53] Jegannathan KR, Jun-Yee L, Chan E-S, Ravindra P. Production of biodieselfrom palm oil using liquid core lipase encapsulated in κ-carrageenan. Fuel2010;89:2272–7.
[54] Ban K, Hama S, Nishizuka K, Kaieda M, Matsumoto T, Kondo A, et al.Repeated use of whole-cell biocatalysts immobilized within biomass support
particles for biodiesel fuel production. J Mol Catal B: Enzyme2002;17:157–65.
[55] Hama S, Miura K, Yoshida A, Noda H, Fukuda H, Kondo A. Transesterificationof phosphatidylcholine in sn-1 position through direct use of lipase-producing Rhizopus oryzae cells as whole-cell biocatalyst. Appl MicrobiolBiotechnol 2011;90:1731–8.
[56] Shimada Y, Watanabe Y, Samukawa T, Sugihara A, Noda H, Fukuda H, et al.Conversion of vegetable oil to biodiesel using immobilized Candida antarc-tica lipase. J Am Oil Chem Soc 1999;76:789–93.
[57] Du W, Xu Y, Liu D, Zeng J. Comparative study on lipase-catalyzed transfor-mation of soybean oil for biodiesel production with different acyl acceptors. JMol Catal B: Enzyme 2004;30:125–9.
[58] Kumari A, Mahapatra P, Garlapati VK, Banerjee R. Enzymatic transesterifica-tion of Jatropha oil. Biotechnol Biofuels 2009;2:1.
[59] Li L, Du W, Liu D, Wang L, Li Z. Lipase-catalyzed transesterification ofrapeseed oils for biodiesel production with a novel organic solvent as thereaction medium. J Mol Catal B: Enzyme 2006;43:58–62.
[60] Watanabe Y, Shimada Y, Sugihara A, Noda H, Fukuda H, Tominaga Y.Continuous production of biodiesel fuel from vegetable oil using immobi-lized Candida antarctica lipase. J Am Oil Chem Soc 2000;77:355–60.
[61] Chen H-C, Ju H-Y, Wu T-T, Liu Y-C, Lee C-C, Chang C, et al. Continuousproduction of lipase-catalyzed biodiesel in a packed-bed reactor: optimiza-tion and enzyme reuse study. BioMed Res Int 2010;2011:1–6.
[62] Fukuda H, Hama S, Tamalampudi S, Noda H. Whole-cell biocatalysts forbiodiesel fuel production. Trends Biotechnol 2008;26:668–73.
[63] Sun T, Du W, Liu D. Comparative study on stability of whole cells duringbiodiesel production in solvent-free system. Process Biochem 2011;46:661–664.
[64] Li W, Du W, Liu D. Optimization of whole cell-catalyzed methanolysis ofsoybean oil for biodiesel production using response surface methodology.J Mol Catal B: Enzyme 2007;45:122–7.
[65] He Q, Xu Y, Teng Y, Wang D. Biodiesel production catalyzed by whole-celllipase from Rhizopus chinensis. Chin J Catal 2008;29:41–6.
[66] Zeng J, Du W, Liu X, Liu D, Dai L. Study on the effect of cultivation parametersand pretreatment on Rhizopus oryzae cell-catalyzed transesterification ofvegetable oils for biodiesel production. J Mol Catal B: Enzyme 2006;43:15–8.
[67] Yoshida A, Hama S, Tamadani N, Noda H, Fukuda H, Kondo A. Continuousproduction of biodiesel using whole-cell biocatalysts: sequential conversionof an aqueous oil emulsion into anhydrous product. Biochem Eng J2012;68:7–11.
[68] Lu J, Chen Y, Wang F, Tan T. Effect of water on methanolysis of glyceroltrioleate catalyzed by immobilized lipase Candida sp. 99–125 in organicsolvent system. J Mol Catal B: Enzyme 2009;56:122–5.
[69] Chowdary GV, Prapulla SG. The influence of water activity on the lipasecatalyzed synthesis of butyl butyrate by transesterificatio. Process Biochem2002;38:393–7.
[70] Sim JH, Kamaruddin AH, Bhatia S. Biodiesel (FAME) productivity, catalyticefficiency and thermal stability of lipozyme TL IM for crude palm oiltransesterification with methanol. J Am Oil Chem Soc 2010;87:1027–34.
[71] Nelson LA, Foglia TA, Marmer WN. Lipase-catalyzed production of biodiesel. JAm Oil Chem Soc 1996;73:1191–5.
[72] Naranjo JC, Córdoba A, Giraldo L, García VS, Moreno-Piraján JC. Lipasesupported on granular activated carbon and activated carbon cloth as a catalystin the synthesis of biodiesel fuel. J Mol Catal B: Enzyme 2010;66:166–71.
[73] Kaieda M, Samukawa T, Kondo A, Fukuda H. Effect of methanol and watercontents on production of biodiesel fuel from plant oil catalyzed by variouslipases in a solvent-free system. J Biosci Bioeng 2001;91:12–5.
[74] Li S-F, Fan Y-H, Hu R-F, Wu W-T. Pseudomonas cepacia lipase immobilizedonto the electrospun PAN nanofibrous membranes for biodiesel productionfrom soybean oil. J Mol Catal B: Enzyme 2011;72:40–5.
[75] Modi MK, Reddy JRC, Rao BVSK, Prasad RBN. Lipase-mediated conversion ofvegetable oils into biodiesel using ethyl acetate as acyl acceptor. BioresourTechnol 2007;98:1260–4.
[76] Yang KS, Sohn JH, Kim HK. Catalytic properties of a lipase from Photobacter-ium lipolyticum for biodiesel production containing a high methanol con-centration. J Biosci Bioeng 2009;107:599–604.
[77] Lee M, Lee J, Lee D, Cho J, Kim S, Park C. Improvement of enzymatic biodieselproduction by controlled substrate feeding using silica gel in solvent freesystem. Enzyme Microb Technol 2011;49:402–6.
[78] Lee OK, Kim YH, Na JG, Oh YK, Lee EY. Highly efficient extraction and lipase-catalyzed transesterification of triglycerides from Chlorella sp. KR-1 forproduction of biodiesel. Bioresour Technol 2013;147C:240–5.
[79] Xu Y, Du W, Liu D, Zeng J. A novel enzymatic route for biodiesel productionfrom renewable oils in a solvent-free medium. Biotechnol Lett 2003;25:1239–1241.
[80] Zhang L, Sun S, Xin Z, Sheng B, Liu Q. Synthesis and component confirmationof biodiesel from palm oil and dimethyl carbonate catalyzed byimmobilized-lipase in solvent-free system. Fuel 2010;89:3960–5.
[81] Xiao M, Intan R, Obbard JP. Biodiesel production from microalgae oil–lipidfeedstock via immobilized whole -cell biocatalysis. In: Proceedings of the thirdinternational symposium on energy from biomass and waste. Venice, Italy: CISA,Environmental Sanitary Engineering Centre, Italy; 8–11 November 2010.
[82] Lu J, Deng L, Zhao R, Zhang R, Wang F, Tan T. Pretreatment of immobilizedCandida sp. 99–125 lipase to improve its methanol tolerance for biodieselproduction. J Mol Catal B: Enzyme 2010;62:15–8.
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–1464 1463
[83] Samukawa T, Kaieda M, Matsumoto T, Ban K, Kondo A, Shimada Y, et al.Pretreatment of immobilized Candida antarctica lipase for biodiesel fuelproduction from plant oil. J Biosci Bioeng 2000;90:180–3.
[84] Rodrigues RC, Fernandez-Lafuente R. Lipase from Rhizomucor miehei as anindustrial biocatalyst in chemical process. J Mol Catal B: Enzyme2010;64:1–22.
[85] Raita M, Champreda V, Laosiripojana N. Biocatalytic ethanolysis of palm oilfor biodiesel production using microcrystalline lipase in tert-butanol system.Process Biochem 2010;45:829–34.
[86] Yan J, Yan Y, Liu S, Hu J, Wang G. Preparation of cross-linked lipase-coatedmicro-crystals for biodiesel production from waste cooking oil. BioresourTechnol 2011;102:4755–8.
[87] Dussan KJ, Cardona CA, Giraldo OH, Gutierrez LF, Perez VH. Analysis of areactive extraction process for biodiesel production using a lipase immobi-lized on magnetic nanostructures. Bioresour Technol 2010;101:9542–9.
[88] Liu C-H, Huang C-C, Wang Y-W, Lee D-J, Chang J-S. Biodiesel production byenzymatic transesterification catalyzed by Burkholderia lipase immobilizedon hydrophobic magnetic particles. Appl Energy 2012;100:41–6.
[89] Tran DT, Yeh KL, Chen CL, Chang JS. Enzymatic transesterification ofmicroalgal oil from Chlorella vulgaris ESP-31 for biodiesel synthesis usingimmobilized Burkholderia lipase. Bioresour Technol 2012;108:119–27.
[90] Sakai S, Liu Y, Yamaguchi T, Watanabe R, Kawabe M, Kawakami K. Productionof butyl-biodiesel using lipase physically-adsorbed onto electrospun poly-acrylonitrile fibers. Bioresour Technol 2010;101:7344–9.
[91] Kuo CH, Peng LT, Kan SC, Liu YC, Shieh CJ. Lipase-immobilized biocatalyticmembranes for biodiesel production. Bioresour Technol 2013;145:229–32.
[92] Dizge N, Keskinler B. Enzymatic production of biodiesel from canola oil usingimmobilized lipase. Biomass Bioenergy 2008;32:1274–8.
[93] Li Q, Zheng J, Yan Y. Biodiesel preparation catalyzed by compound-lipase inco-solvent. Fuel Process Technol 2010;91:1229–34.
[94] Tongboriboon K, Cheirsilp B, H-Kittikun A. Mixed lipases for efficientenzymatic synthesis of biodiesel from used palm oil and ethanol in asolvent-free system. J Mol Catal B: Enzyme 2010;67:52–9.
[95] Rodrigues RC, Ayub MAZ. Effects of the combined use of Thermomyceslanuginosus and Rhizomucor miehei lipases for the transesterification andhydrolysis of soybean oil. Process Biochem 2011;46:682–8.
[96] Guan F, Peng P, Wang G, Yin T, Peng Q, Huang J, et al. Combination of twolipases more efficiently catalyzes methanolysis of soybean oil for biodieselproduction in aqueous medium. Process Biochem 2010;45:1677–82.
[97] Yan Y, Xu L, Dai M. A synergetic whole-cell biocatalyst for biodieselproduction. RSC Adv 2012;2:6170.
[98] Ha SH, Lan MN, Lee HS, Hwang SM, Koo Y-m. Lipase-catalyzed biodieselproduction from soybean oil in ionic liquids. Enzyme Microb Technol2007;41:480–3.
[99] de los Ríos AP, Hernández Fernández FJ, Gómez D, Rubio M, Víllora G.Biocatalytic transesterification of sunflower and waste cooking oils in ionicliquid media. Process Biochem 2011;46:1475–80.
[100] Zhao H, Zhang C, Crittle TD. Choline-based deep eutectic solvents forenzymatic preparation of biodiesel from soybean oil. J Mol Catal B: Enzyme2013;85–86:243–7.
[101] Zhang KP, Lai JQ, Huang ZL, Yang Z. Penicillium expansum lipase-catalyzedproduction of biodiesel in ionic liquids. Bioresour Technol 2011;102:2767–72.
[102] Sunitha S, Kanjilal S, Reddy PS, Prasad RBN. Ionic liquids as a reactionmedium for lipase-catalyzed methanolysis of sunflower oil. Biotechnol Lett2007;29:1881–5.
[103] Arai S, Nakashima K, Tanino T, Ogino C, Kondo A, Fukuda H. Production ofbiodiesel fuel from soybean oil catalyzed by fungus whole-cell biocatalysts inionic liquids. Enzyme Microb Technol 2010;46:51–5.
[104] Yang Z, Zhang K-P, Huang Y, Wang Z. Both hydrolytic and transesterificationactivities of Penicillium expansum lipase are significantly enhanced in ionicliquid [BMIm][PF6]. J Mol Catal B: Enzyme 2010;63:23–30.
[105] Rathore V, Madras G. Synthesis of biodiesel from edible and non-edible oilsin supercritical alcohols and enzymatic synthesis in supercritical carbondioxide. Fuel 2007;86:2650–9.
[106] Taher H, Al-Zuhair, Al-Marzouqi, Haik Y, Farid MM. A review of enzymatictransesterification of microalgal oil-based biodiesel using supercritical tech-nology. Enzyme Res 2011;2011:1–25.
[107] Varma MN, Madras G. Kinetics of enzymatic synthesis of geranyl butyrate bytransesterification in various supercritical fluids. Biochem Eng J 2010;49:250–255.
[108] Rodrigues AR, Paiva A, da Silva MG, Simões P, Barreiros S. Continuousenzymatic production of biodiesel from virgin and waste sunflower oil insupercritical carbon dioxide. J Supercrit Fluids 2011;56:259–64.
[109] Ciftci ON, Temelli F. Enzymatic conversion of corn oil into biodiesel in a batchsupercritical carbon dioxide reactor and kinetic modeling. J Supercrit Fluids2013;75:172–80.
[110] Lee JH, Kim SB, Kang SW, Song YS, Park C, Han SO, et al. Biodiesel productionby a mixture of Candida rugosa and Rhizopus oryzae lipases using a super-critical carbon dioxide process. Bioresour Technol 2011;102:2105–8.
[111] Al-Zuhair S, Hussein A, Al-Marzouqi AH, Hashim I. Continuous production ofbiodiesel from fat extracted from lamb meat in supercritical CO2 media.Biochem Eng J 2012;60:106–10.
[112] Shieh C-J, Liao H-F, Lee C-C. Optimization of lipase-catalyzed biodiesel byresponse surface methodology. Bioresour Technol 2003;88:103–6.
[113] Zheng J, Xu L, Liu Y, Zhang X, Yan Y. Lipase-coated K2SO4 micro-crystals:preparation, characterization, and application in biodiesel production usingvarious oil feedstocks. Bioresour Technol 2012;110:224–31.
[114] Chen Y, Xiao B, Chang J, Fu Y, Lv P, Wang X. Synthesis of biodiesel fromwastecooking oil using immobilized lipase in fixed bed reactor. Energy ConversManag 2009;50:668–73.
[115] Hama S, Kondo A. Enzymatic biodiesel production: an overview of potentialfeedstocks and process development. Bioresour Technol 2013;135:386–95.
[116] Taher H, Al-Zuhair S, AlMarzouqui A, Hashim I. Extracted fat from lamb meatby supercritical CO2 as feedstock for biodiesel production. Biochem Eng J2011;55:23–31.
[117] Shah S, Gupta MN. Lipase catalyzed preparation of biodiesel from Jatropha oilin a solvent free system. Process Biochem 2007;42:409–14.
[118] Sotoft LF, Rong BG, Christensen KV, Norddahl B. Process simulation andeconomical evaluation of enzymatic biodiesel production plant. BioresourTechnol 2010;101:5266–74.
[119] Brennan L, Owende P. Biofuels from microalgae – a review of technologies forproduction, processing, and extractions of biofuels and co-products. RenewSustain Energy Rev 2010;14:557–77.
[120] Moazami N, Ranjbar R, Ashori A, Tangestani M, Nejad AS. Biomass and lipidproductivities of marine microalgae isolated from the Persian Gulf and theQeshm Island. Biomass Bioenergy 2011;35:1935–9.
[121] Mutanda T, Karthikeyan S, Bux F. The utilization of post-chlorinatedmunicipal domestic wastewater for biomass and lipid production by Chlorellaspp. under batch conditions. Appl Biochem Biotechnol 2011;164:1126–38.
[122] Mutanda T, Ramesh D, Karthikeyan S, Kumari S, Anandraj A, Bux F.Bioprospecting for hyper-lipid producing microalgal strains for sustainablebiofuel production. Bioresour Technol 2011;102:57–70.
[123] Xiong W, Li X, Xiang J, Wu Q. High-density fermentation of microalgaChlorella protothecoides in bioreactor for microbio-diesel production. ApplMicrobiol Biotechnol 2008;78:29–36.
[124] Lai J-Q, Hu Z-L, Wang P-W, Yang Z. Enzymatic production of microalgalbiodiesel in ionic liquid [BMIm][PF6]. Fuel 2012;95:329–33.
[125] Tran DT, Chen CL, Chang JS. Effect of solvents and oil content on directtransesterification of wet oil-bearing microalgal biomass of Chlorella vulgarisESP-31 for biodiesel synthesis using immobilized lipase as the biocatalyst.Bioresour Technology 2013;135:213–21.
[126] Jegannathan KR, Eng-Seng C, Ravindra P. Economic assessment of biodieselproduction: comparison of alkali and biocatalyst processes. Renew SustainEnergy Rev 2011;15:745–51.
[127] Harding KG, Dennis JS, von Blottnitz H, Harrison STL. A life-cycle comparisonbetween inorganic and biological catalysis for the production of biodiesel.J Clean Prod 2008;16:1368–78.
[128] Yun H, Wang M, Feng W, Tan T. Process simulation and energy optimizationof the enzyme-catalyzed biodiesel production. Energy 2013;54:84–96.
[129] Liu X, He H, Wang Y, Zhu S, Piao X. Transesterification of soybean oil tobiodiesel using CaO as a solid base catalyst. Fuel 2008;87:216–21.
[130] Rashid U, Anwar F, Moser BR, Ashraf S. Production of sunflower oil methylesters by optimized alkali-catalyzed methanolysis. Biomass Bioenergy2008;32:1202–5.
[131] Guan G, Kusakabe K, Sakurai N, Moriyama K. Transesterification of vegetableoil to biodiesel fuel using acid catalysts in the presence of dimethyl ether.Fuel 2009;88:81–6.
[132] Endalew AK, Kiros Y, Zanzi R. Heterogeneous catalysis for biodiesel produc-tion from Jatropha curcas oil (JCO). Energy 2011;36:2693–700.
[133] Sharma YC, Singh B. Development of biodiesel from karanja, a tree found inrural India. Fuel 2008;87:1740–2.
[134] Miao X, Wu Q. Biodiesel production from heterotrophic microalgal oil.Bioresour Technol 2006;97:841–6.
[135] Xie W, Wang J. Immobilized lipase on magnetic chitosan microspheres fortransesterification of soybean oil. Biomass Bioenergy 2012;36:373–80.
[136] Nahak G, Mohanty CK, Mohapatra NK, Sahu RK. Enzymatic transesterificationof lipases obtained from bacterial and plant sources. Cont J Biomed Sci2010;4:21–36.
[137] Royon D, Daz M, Ellenrieder G, Locatelli S. Enzymatic production of biodieselfrom cotton seed oil using t-butanol as a solvent. Bioresour Technol2007;98:648–53.
[138] Tamalampudi S, Talukder MR, Hama S, Numata T, Kondo A, Fukuda H.Enzymatic production of biodiesel from Jatropha oil: a comparative study ofimmobilized-whole cell and commercial lipases as a biocatalyst. BiochemEng J 2008;39:185–9.
[139] Li A, Ngo TPN, Yan J, Tian K, Li Z. Whole-cell based solvent-free system forone-pot production of biodiesel from waste grease. Bioresour Technol2012;114:725–9.
[140] Lee DH, Kim JM, Shin HY, Kang SW, Kim SW. Biodiesel production usingmixture of immobilized Rhizopus oryzae and Candida rugosa lipases. Bio-technol Bioprocess Eng 2006;11:522–5.
[141] Liu Y, Chen D, Yan Y, Peng C, Xu L. Biodiesel synthesis and conformation oflipase from Burkholderia cepacia in room temperature ionic liquids andorganic solvents. Bioresour Technol 2011;102:10414–8.
A. Guldhe et al. / Renewable and Sustainable Energy Reviews 41 (2015) 1447–14641464




















