

Adaptive control optimisation system for minimising production cost in hard milling operations
40
On-line production cost optimization in high performance machining operations for mould and die manufacturing ‡Jorge A. Silva A., †José Vicente Abellán-Nebot, ‡Hector R. Siller, ‡Federico Guedea Elizalde ‡ Center for Innovation in Design and Technology, Tecnológico de Monterrey, Monterrey, México. Address: Av. Eugenio Garza Sada #2501 Sur, 64849. Tel.: +52 (81) 8358 2000 ext. 5149 † Dept. of Industrial Systems Engineering and Design, Universitat Jaume I. Castellón, Spain. Address: Av. Sos Baynat s/n, 12071. Tel.:+34-964-728186, Fax:+34-964-728170.
Transcript of Adaptive control optimisation system for minimising production cost in hard milling operations

On-line production cost optimization in high
performance machining operations for mould and die
manufacturing
‡Jorge A. Silva A., †José Vicente Abellán-Nebot,
‡Hector R. Siller, ‡Federico Guedea Elizalde
‡ Center for Innovation in Design and Technology, Tecnológico de Monterrey,
Monterrey, México.
Address: Av. Eugenio Garza Sada #2501 Sur, 64849.
Tel.: +52 (81) 8358 2000 ext. 5149
† Dept. of Industrial Systems Engineering and Design, Universitat Jaume I.
Castellón, Spain.
Address: Av. Sos Baynat s/n, 12071.
Tel.:+34-964-728186, Fax:+34-964-728170.

On-line production cost optimization in high
performance machining operations for mould and die
manufacturing
Abstract— This paper proposes an on-line adaptive
control with optimization (ACO) methodology for
optimizing the production cost subjected to quality
constraints in high performance machining operations
of hardened steel (58-62HRC). Unlike traditional
approaches for optimizing production cost, this paper
deals with optimizing the cutting operation
considering the current state of the cutting-tool.
Artificial intelligence techniques for modeling
(Artificial Neural Networks) and optimizing (Genetic
Algorithms and Mesh Adaptive Direct Search algorithms)
are applied for this purpose. As a result, the
production cost estimation from the proposed approach
is 13% lower than the one obtained by the traditional
approach with 76% less uncertainty.
Keywords: Artificial Neural Networks; machining cost;
Adaptive Control with Optimization (ACO); Genetic
Algorithms; Mesh Adaptive Direct Search algorithms;
high performance machining.
1. Introduction
The machining of hardened steels (58-62HRC) for moulds and
dies requires costly and time-consuming operations such as

electrical discharge machining (EDM) and grinding
operations in order to meet part quality specifications.
Recently, the emerging field of hard cutting to avoid these
inefficient operations is gaining popularity. In hard
cutting, high-performance machining centres with special
cutting-tools such as Cubic Boron Nitride (CBN) tools are
used to meet quality specifications without conducting
subsequent grinding operations. In this field, first
introductory steps have been made in automotive, gear,
bearing, tool and die making industry (Tönshoff 2000).
Cutting parameter selection for minimizing production
cost in hard cutting operations requires the evaluation of
cutting-tool costs and non-quality costs. Current practices
(traditional approach) for selecting optimal cutting
parameters are based on minimizing the production cost
assuming that the estimation of cutting-tool life and
surface roughness from empirical well-known models are
reliable. Furthermore, the surface roughness is commonly
assumed independent from the cutting-tool wear so the
cutting parameters selection is done off-line. However, for

hard cutting operations these assumptions may be not true
(Siller 2008).
In (Benardos 2002) some examples in which the
increased cutting-tool wear may influence the surface
roughness are stated. First, the cutting edge
irregularities will leave visible traces on the surface
during machining. Second, cutting-tool wear is able to
produce vibrations and to alter cutting conditions and
forces, which does not favour good surface roughness.
Considering that face milling is a multi-point cutting
process, the problem becomes even more complicated. In (Dae
Kyun Baek 1997), it is suggested that both static (cutting
speed, feed, depth of cut) and dynamic variables (dynamic
behaviour of the cutting tool-workpiece system through the
measurement of cutting forces) of the milling process
should be included in the surface roughness model. (Figure
1.1) shows a set of factors that can affect the surface
roughness.
[Insert Figure 1.1 about here]

In the literature, the adaptation of cutting
parameters according to the state of the machining
operation has been successfully implemented. Three major
strategies are identified:
Adaptive Control with Constraints (ACC),
Geometric Adaptive Control (GAC).
Adaptive Control with Optimization (ACO)
In the ACC systems, process parameters are manipulated
in real time to maintain a specific process variable, such
as force or power, at a constraint value (Zuperl 2005). In
the GAC systems, process parameters are modified to
maintain product quality such as dimensional accuracy
and/or surface finish (Coker 1996). In ACO systems the
controller adjusts the operating parameters to maximize a
given performance index under various constraints whereas
in ACC systems the operating parameters are adjusted to
regulate one or more output parameters to their limit
values (Liang 2004). Traditionally, ACO systems have dealt
with adjusting cutting parameters (feed rate, spindle speed
and depth of cut) to maximize material removal rate subject
to constraints such as surface roughness, power

consumption, cutting forces, etc (Gopal 2003). In (Billatos
1991) an ACO system was researched to determine the optimum
feed rate and spindle speed in order to maximize the
material removal rate. In (Ulsoy 1989) an ACO system for
maximizing an economic index on-line was developed, based
on the measurement of cutting forces (Yanming Liu 1999)
(Zuperl 2011), cutting torque, tool temperature and the
machine tool thermal errors (Yang 2005). However, none of
these strategies have been implemented for adapting cutting
parameters to minimize production cost updating it
according to the current state of the cutting operation.
In this paper an ACO method for product cost
optimization of hard cutting operations is presented. The
proposed system adjusts cutting parameters during the
cutting-tool life cycle every time a tool pass is over in
order to minimize on-line the cutting tool pass cost.

2. Traditional cutting parameters optimization
The traditional machining economics problem consists in
determining the optimal cutting parameters in order to
maximize or minimize an objective function based on a
desired economic criterion and subjected to the constraints
applicable to the machining system. Three economic criteria
are commonly applied: production time, production cost and
profit rate. The maximum production objective (minimum
production time) seeks to identify the cutting conditions
that best balance the material removal rate (MRR) and tool
life to produce the highest output. The production cost
objective seeks to find a balance between MRR and tool life
to produce at the lowest cost. For the case of the maximum
rate of profit criteria, there is a balance between the
contributions of both minimum production cost and
production time criteria into the objective function. For
practical purposes it has been found that unless the profit
margin is very high, the optimum conditions predicted by
the maximum profit rate criterion tends to lie close to the
minimum production cost (Stephenson 1997). In this paper,
without loss of generality, the economic criterion analyzed

is the minimum production cost.
2.1. Production Cost
In machining systems, the time to produce a part lot (Tu)
can be defined by Equation (1):
(1)
Where
ts is the set up time,
tm the machining time,
ttc the tool change time and
T the expected cutting tool life.
For milling operations, the machining time is defined by
Equation (2) (Stephenson 1997):
(2)
where D is the rotary cutting-tool diameter, L the
workpiece length to be machined, Vc the cutting speed, fz
the feed per tooth, np the number of parts to be machined,
z the number of teeth, ε the over-travel of the milling

cutter on the workpiece, e the thickness of the workpiece
to be machined, and ap the axial depth of cut. Denoting Dt
as the workpiece diameter and fr as the feed per
revolution, the machining time equation for turning
operations is defined as Equation (3):
(3)
The production cost for a part lot (Cu) can be
formulated as Equation (4):
(4)
where cmat is the cost of the raw material per part, c1 is
the labour cost, c0 is the overhead cost and ct is the cost
of the cutting tool.
Additionally, in hard cutting operations the cost of
quality loss due to the deviation of the part surface
quality (measured as the surface roughness -Ra-) from its
desired value should be considered. For this purpose, the
Taguchi’s loss quality function can be added as an

additional cost. This quality loss cost is formulated as
Equation (5) (M.H. 2000):
(5)
where β2 is the mean square deviation of Ra and Δ2 is the
maximum admissible square deviation of Ra from
specifications, which are expressed respectively as
Equation (6) and Equation (7):
(6)
(7)
From previous equations, Ramax is the maximum Ra
defined by the specifications; Ratgt is the desired Ra; Raavg
is the expected Ra of the machined workpiece; and Arw is
the part cost if the part is outside of specifications.
Therefore, the minimum production cost will be
obtained by optimizing the following equation:
(8)
Ctot being the total cost, Cu the production cost and Cq the
quality loss cost.
2.2. Constraints
Due to the limitations of the cutting process, the cutting-
tool manufacturers limit the range of the cutting
parameters to avoid premature failures, unsafe operations
and undesired cutting effects. Therefore, according to
manufacturer’s specifications the cutting parameters are
constrained to:
(9)
(10)
(11)
Furthermore, cutting parameters are constrained to
ensure that machined parts meet the design specifications
of Ra which are limited by a maximum admissible value. Thus
the following constraint also applies:
(12)
2.3. Process models
The traditional optimization approach requires the use of
theoretical/empirical models that relate cutting parameters
with Tool life (T) and Surface roughness (Ra) since both
process variables are included in Equation (8) and they are
closely related to cutting parameters. The relation between
T and cutting parameters is usually expressed by empirical
models such as the well-known Taylor‘s formula shown in
Equation (13), adapted from (Schey 2000), where KT, α1, α2
and α3 are empirical coefficients which can be usually
obtained from handbooks or cutting data catalogues.
(13)
On the other hand, Ra is usually estimated by analytical or
empirical expressions such as Equation (14) presented in
(Cus 2003), where k, a, b and c are empirical coefficients.
(14)
2.4. Limitations
The minimization of the production cost requires reliable
process models for Ra and T. According to the traditional
approach, these models are based on Equation (13) and
Equation (14). However for high performance machining

operations these models tend to generate inaccurate
estimations. Firstly, the use of Taylor’s equation for
estimation of tool life in cutting tool materials such as
CBN tools may not provide accurate estimations as reported
in (Trent 2000). Secondly, surface roughness generation is
influenced by additional mechanisms such as vibrations,
engagement of the cutting tool, built up edge and tool wear
among others, especially in high performance machining
operations (Siller 2008). So Equation (14) may be
inadequate to model Ra.
Additionally, even if these models were accurate
enough, the traditional optimization methods cannot
consider the current state of the cutting tool during the
operation since this optimization procedure fixes the
cutting parameters for the whole cutting tool life. It
seems that a more efficient approach would result if the
cutting conditions can be modified according to the current
state of the cutting tool and the actual surface roughness
values.
3. Proposed adaptive control optimization system

The proposed Adaptive Control Optimization (ACO) system
overcomes the limitations of traditional optimization
approaches using in-process sensor measurements as well as
robust and reliable artificial intelligent (AI) process
models.
The proposed ACO system is described in (Figure 3.1)
and its operation is described as follows. After each
cutting-tool pass, the ACO system obtains information of
the operation by sensors installed in the machine-tool.
After conditioning the signals and extracting their
descriptors (significant values such as average, root mean
square -RMS-, etc.), these values are used by the process
models to estimate the current performance of the machining
(current tool wear -Tw-, Ra, etc.). The process models are
based on AI techniques and were previously learnt from
experimental data. Using the estimations from the AI
models, the objective function is optimized by a
combination of optimization techniques for black box models
such as genetic algorithms (GA) and mesh adaptive direct
search (MADS) algorithms (Shan 2010). The optimization
provides the optimal cutting parameters for the next
cutting-tool pass, which are sent to the numerical control
system of the machine-tool.
[Insert Figure 3.1 about here]
In order to evaluate the objective function in terms
of production cost per pass, the traditional optimization
approach should be transformed into a cutting-tool pass
optimization approach. For this purpose, Equation (8) can
be transformed into cutting-tool pass costs including the
effect of the cutting-tool wear on Ra along all the life
cycle of the cutting tool. Considering only the production
cost terms that depend on cutting parameters and defining
as the machining time of each cutting pass, Equation
(8) can be rewritten as:
(15)
where the term /T is the percentage of usage of the
cutting tool in the ith cutting pass and β2ith is the surface
roughness mean square deviation of the ith pass. Equation

(15) is the objective function to be minimized every
cutting-tool pass in the ACO system.
3.1. Selection of AI technique for process modelling
A machining process is non-linear and time-dependant;
therefore it’s difficult to provide an accurate model
utilizing a traditional identification method. For this
reason, the introduction of new techniques such as the ones
based in artificial intelligence has had a great impact in
this field. Artificial Neural Networks (ANN) have received
considerable and increasing interest over the past decade.
Compared to the traditional computing methods, an ANN is
robust and global. It can be used to learn any non-linear
function and can be used for any non-linear optimization
problem. ANNs are widely used for system modelling, machine
learning, function optimizing, image processing and
intelligent control. In the field of part quality
prediction in machining systems, ANNs represent almost the
60% of AI approaches applied in the literature (Abellan-
Nebot 2010) (Abellan-Nebot & Romero 2010). Research works
in Refs. (Liu 1999), (Azlan 2010) and (Aguilar 2006) show
some previous works that have successfully applied ANN to

model and predict Ra in milling and turning operations.
ANNs give a kind of implicit relationship between the
inputs and outputs by learning from a data set that
represents the behaviour of a system (El-Mounayri 2005). In
(Briceno 2002) two commonly used ANN structures are
compared for measuring their accuracy and efficiency in
modelling a milling system, one of them being a Back
Propagation (BP) ANN using the Levenberg-Marquardt
algorithm with one hidden layer (given White’s theorem
which states that “one layer with non-linear activation
functions is sufficient to map any non-linear functional
relationship with a reasonable level of accuracy”) and a
minimum of two neurons in the hidden layer. The study
concludes that the BP ANN with the mentioned configuration
can be trained to model the system using a full factorial
design of experiments and offer a good generalization
methodology and a fast convergence.
4. Experimental case study
4.1. Experimental setup
A manufacturing process of moulds for the tile industry was

analyzed to implement the ACO system proposed in this
paper. The workpiece material are squared plates of AISI D3
steel (250 x 250 mm; 60 HRC) and the cutting-tool used is a
CBN round insert with an effective cutting diameter of 40
mm. For manufacturing a part, eight face milling cutting-
tool passes are conducted under a vertical machining centre
suited for mould components manufacturing. The fixed
cutting conditions, part specifications and cost constants
are shown in (Table 4.1).
Table 4.1 Constants.
Cutting Conditions Cost Constants
Radial depthof cut
ae
31.25
mmTool Cost Ct 90€
Axial Depthof Cut
ap 0.4 mm Overhead Cost C0
10
€/hr
Part Specifications Labor Cost C1
40
€/hr
SurfaceRoughness
Ra <0.2 µmPiece Rework
CostArw 75 €
Tool Constants Lot Size np50 pcs
Tool ChangeTime
ttc 10 sec
For this application, the cutting parameters Vc and fz
have to be selected for minimum production cost. In order
to model the process variables, a full factorial design of
experiments (DoE) was conducted. Three levels per each
factor were considered to acquire lineal and quadratic
effects. The factor combinations used are shown in (Table
4.2). For each experiment the face milling operation was
carried out until the cutting tool edge was worn (VB > 0.3
mm, usual value for face milling finishing operations
according to ISO standards (ISO 1989)) or the Ra was out of
specifications. For each cutting-tool pass, detailed
measurements of surface roughness and machining forces were
obtained. Ra was measured using a Mitutoyo ™ Surftest 301
profilometer using a sampling length λ = 0.8 mm and a
number of spans n = 5. Cutting forces were acquired from a
piezoelectric dynamometer installed on the machine-tool
table and the descriptor analyzed was the RMS value of the
cutting force. After the experimentation, a data-set of 160
samples was obtained due to the tool wear reaching its
limit value for each combination of cutting conditions. The
full data on Ra is shown in (Table 4.3).
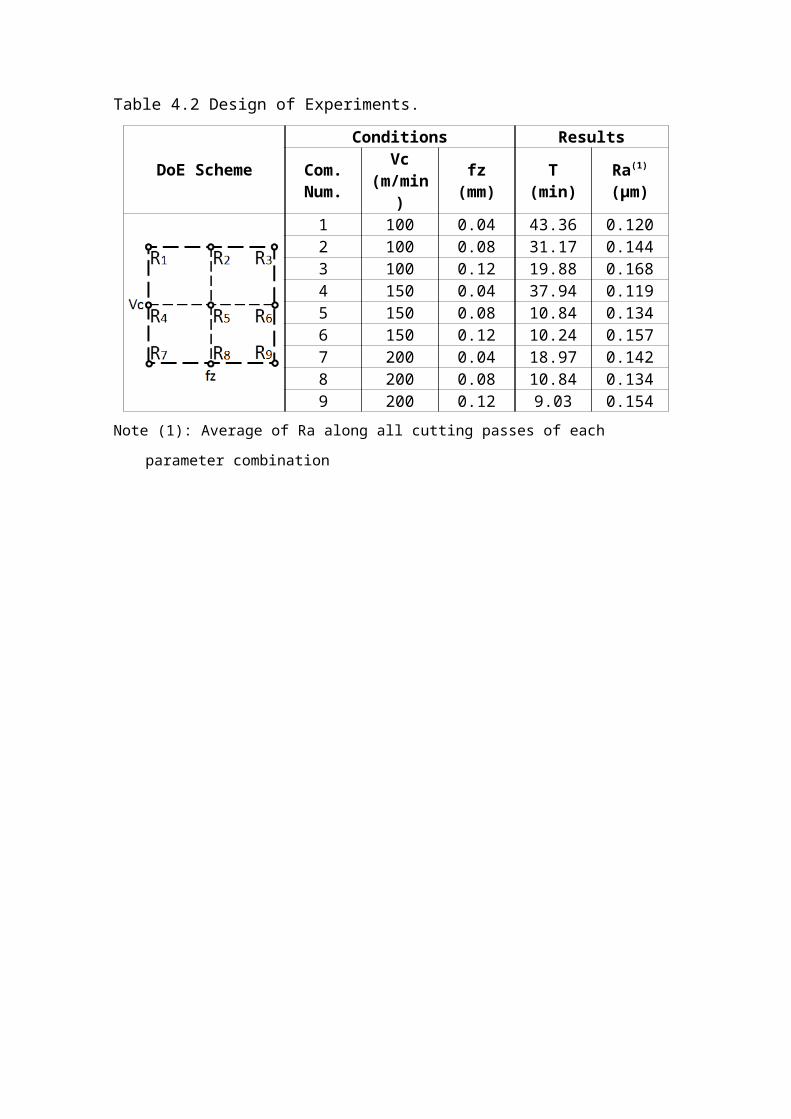
Table 4.2 Design of Experiments.
DoE Scheme
Conditions Results
Com.Num.
Vc(m/min
)
fz (mm)
T (min)
Ra(1)
(μm)
1 100 0.04 43.36 0.1202 100 0.08 31.17 0.1443 100 0.12 19.88 0.1684 150 0.04 37.94 0.1195 150 0.08 10.84 0.1346 150 0.12 10.24 0.1577 200 0.04 18.97 0.1428 200 0.08 10.84 0.1349 200 0.12 9.03 0.154
Note (1): Average of Ra along all cutting passes of each
parameter combination
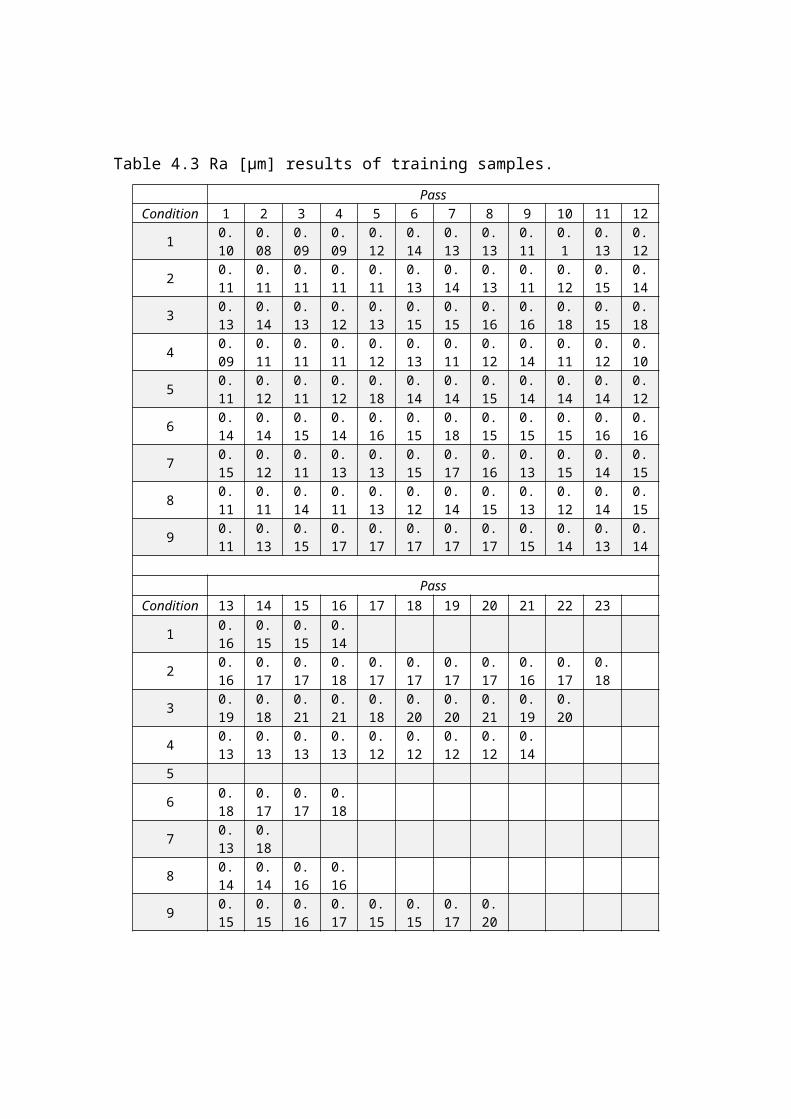
Table 4.3 Ra [µm] results of training samples.Pass
Condition 1 2 3 4 5 6 7 8 9 10 11 12
1 0.10
0.08
0.09
0.09
0.12
0.14
0.13
0.13
0.11
0.1
0.13
0.12
2 0.11
0.11
0.11
0.11
0.11
0.13
0.14
0.13
0.11
0.12
0.15
0.14
3 0.13
0.14
0.13
0.12
0.13
0.15
0.15
0.16
0.16
0.18
0.15
0.18
4 0.09
0.11
0.11
0.11
0.12
0.13
0.11
0.12
0.14
0.11
0.12
0.10
5 0.11
0.12
0.11
0.12
0.18
0.14
0.14
0.15
0.14
0.14
0.14
0.12
6 0.14
0.14
0.15
0.14
0.16
0.15
0.18
0.15
0.15
0.15
0.16
0.16
7 0.15
0.12
0.11
0.13
0.13
0.15
0.17
0.16
0.13
0.15
0.14
0.15
8 0.11
0.11
0.14
0.11
0.13
0.12
0.14
0.15
0.13
0.12
0.14
0.15
9 0.11
0.13
0.15
0.17
0.17
0.17
0.17
0.17
0.15
0.14
0.13
0.14
PassCondition 13 14 15 16 17 18 19 20 21 22 23
1 0.16
0.15
0.15
0.14
2 0.16
0.17
0.17
0.18
0.17
0.17
0.17
0.17
0.16
0.17
0.18
3 0.19
0.18
0.21
0.21
0.18
0.20
0.20
0.21
0.19
0.20
4 0.13
0.13
0.13
0.13
0.12
0.12
0.12
0.12
0.14
5
6 0.18
0.17
0.17
0.18
7 0.13
0.18
8 0.14
0.14
0.16
0.16
9 0.15
0.15
0.16
0.17
0.15
0.15
0.17
0.20

4.2. Traditional optimization results
In order to conduct the traditional optimization procedure,
the process models of T and Ra, defined by Equation (13)
and Equation (14) respectively, were fitted from
experimental data. The T model was fitted with a
coefficient of determination of R2 = 90% and a standard
deviation of the error between the model and the
experimental results σT = 0.2 min; and the Ra model was
fitted with R2 = 67.4% and σRa = 0.0221 µm. (Table 4.4) and
(Table 4.5) show the results of the analysis of variances
for both models. The Ra model was not very accurate as
indicated by the low value of R2 which is an important
limitation for the reliability of the production cost
estimation.
Table 4.4. Analysis of variances for Tool-life (T).
SourceDegrees
offreedom
Sum ofSquare
s
Mean ofthe Sum
ofSquares
F P-value
Regression 2 0.5034
7 0.25173 26.94 0.001
Residual Error 6 0.0560
6 0.00934
Total 8 0.55953 R2=90%

Table 4.5. Analysis of variances for surface roughness
(Ra).
SourceDegrees
offreedom
Sum ofSquare
s
Mean ofthe Sum
ofSquares
F P-value
Regression 2 0.0141
37 0.007068 6.21 0.035
Residual Error 6 0.0068
32 0.001139
Total 8 0.020969
R2=67.4%
The resulting process models of T and Ra are:
(16)
(17)
For the traditional method, the optimization of Equation
(15) is conducted through any conventional optimization
technique. The resulting optimal parameters were Vc = 200
m/min and fz = 0.089 mm/tooth, which determines a
production cost per part of 79.1 €. (Figure 4.1) shows the
resulting model and the location of the optimal point.

[Insert Figure 4.1 about here]
4.3. Proposed ACO system optimization results
The ACO system implemented is composed of three process
models: a cutting-tool wear model for diagnosing the state
of the cutting tool (percentage of effective cutting
machining life time); a surface roughness model for
predicting the Taguchi’s quality loss; and a cutting tool-
life model. All models were developed using Back-
Propagation Artificial Neural Networks (BP ANN) to model
the non-linear relationships in machining processes. The
characteristics of the ANN models are described in (Table
4.6).
Table 4.6. ANN Models description
ANN Models
Cutting ToolWear Model
SurfaceRoughness
Model
Tool LifeModel
Type Backpropagation
Backpropagat
ion
Backpropagat
ion
Inputs Vc, fz, , Fc
(RMS)
Vc, fz,TB
Vc, fz
Outputs Tw Ra THiddenLayers 1 1 1
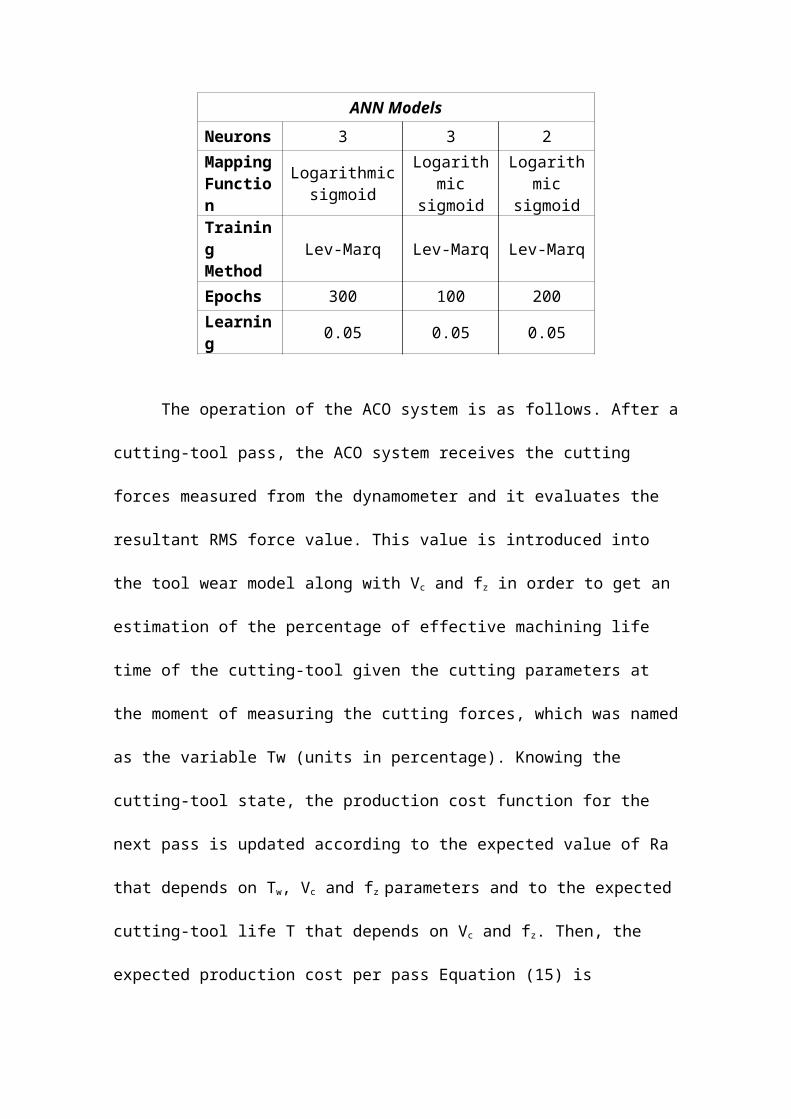
ANN ModelsNeurons 3 3 2MappingFunction
Logarithmicsigmoid
Logarithmic
sigmoid
Logarithmic
sigmoidTraining Method
Lev-Marq Lev-Marq Lev-Marq
Epochs 300 100 200Learning 0.05 0.05 0.05
The operation of the ACO system is as follows. After a
cutting-tool pass, the ACO system receives the cutting
forces measured from the dynamometer and it evaluates the
resultant RMS force value. This value is introduced into
the tool wear model along with Vc and fz in order to get an
estimation of the percentage of effective machining life
time of the cutting-tool given the cutting parameters at
the moment of measuring the cutting forces, which was named
as the variable Tw (units in percentage). Knowing the
cutting-tool state, the production cost function for the
next pass is updated according to the expected value of Ra
that depends on Tw, Vc and fz parameters and to the expected
cutting-tool life T that depends on Vc and fz. Then, the
expected production cost per pass Equation (15) is

optimized applying sequentially a Genetic Algorithm (GA)
and a Mesh Adaptive Direct Search (MADS) algorithm.
Basically, the GA is firstly applied to find the general
region where the objective function is a minimum. Then, the
MADS refines the search using the GA solution as the
starting point of the mesh. The optimization results are
the optimal parameters for the next machining pass (Vc and
fz), as well as the expected values for Ra and Ctotith. The
procedure is repeated until the cutting-tool wear (Tw) is
estimated by the model to be higher than 95% of the tool
lifetime, when a cutting-tool replacement is conducted. The
characteristics of the GA and MADS algorithm are shown in
(Tables 4.7) and (Table 4.8) respectively, followed by the
flowchart for both algorithms in (Figure 4.2) and
(Figure4.3).
Table 4.7. Optimization algorithms description
Genetic AlgorithmVariables to optimize
Vc, fz
Elite count 2
Population size 10 Mutation funct. Gaussian
Stall generations 7 Selection
funct. Stochastic
Stall time 6 sec Generations 15
Crossover frac. 0.8 Initial Vc=[100, 200]

Genetic Algorithmranges fz=[0.04, 0.12]
[Insert Figure 4.2 about here]
Table 4.8. Optimization algorithms description
Mesh Adaptive Direct SearchVariables to optimize
Vc, fz
Contraction 2
Initial mesh size 0.05 Poll method Positive basis
2N
Max. mesh size Inf Polling order Consecutive
Min. mesh size Inf Stop criterion
Tolerance mesh: 5x10-4
ExpansionFactor 2
[Insert Figure 4.3 about here]
The error standard deviation of the models for T and
Ra were found to be σT = 0.006 min and σRa = 0.0155 µm. An
example of the optimization results from the ACO system is
shown in (Figure 4.4) and (Figure 4.5). (Figure 4.4) shows
the production cost per pass when Tw = 24% of the tool life
time, with optimal parameters Vc = 116 m/min and fz = 0.087

mm/tooth; (Figure 4.5) shows the production cost per pass
for a Tw =84%, where the optimal parameters Vc = 195 m/min
and fz = 0.115 mm/tooth.
[Insert Figure 4.4 about here]
[Insert Figure 4.5 about here]
4.4. Experimental validation results
For validation purposes two plates were machined: one using
the parameters obtained from the ACO system and a second
one using the parameters from the traditional approach.
(Figure 4.6) shows the comparison of the production cost
per pass obtained for each case and (Figure 4.7) shows the
surface roughness expected results from the optimization
procedures (simulated) and the actual results after
machining (experimental).
For the first plate, the proposed optimization
approach resulted in an expected production cost of 61.41

€; and experimentally the production cost was 64.17 €. For
the second plate, the traditional approach resulted in an
expected production cost of 79.15 €, and experimentally the
production cost was 73.46 €. Therefore, the proposed
optimization approach reduces the cost in a 12.64 %
experimentally. It is worth mentioning that the Ra was also
well contained within the limits of its specification (Ra <
0.2 µm) at all times (see Figure 4.6).
[Insert Figure 4.6 about here]
[Insert Figure 4.7 about here]
4.5. Uncertainty of Production Cost Estimation
It should be noted that the cost estimation is subjected to
an uncertainty since models are not perfect. In order to
estimate the range in which the real cost of the production
will lie due to the models’ uncertainty, the derivative of
Equation (15) should be analyzed. Equation (18) shows the
derivative of Equation (15) with respect to T and Ra. The
values for dT and dRa represent the error of the estimation

of T and Ra and are calculated as ±2σ, for a 95 %
confidence of the resulting value being in this range,
obtained from the standard deviation of the error of the T
and Ra models.
(18)
(19)
(20)
Evaluating Equation (20) using the traditional and the
proposed approach, the uncertainties of the production cost
estimation per part are ±44.32 € and ±10.76 € respectively.
Therefore, the uncertainty of the cost estimation is
greatly reduced (75.7 %) which is mainly explained by the
better performance of ANN models to estimate the machining
process variables.
5. Conclusion and future work
An ACO system based on AI techniques and a dynamometer for
minimizing production cost every cutting-tool pass
considering the effect of tool wear on surface roughness
was presented in this paper. Unlike traditional
optimization techniques, this methodology allows the system
to adapt the cutting parameters according to the cutting-
tool state. The proposed ACO system was experimentally
compared with the traditional optimization procedure on a
high performance machining process with CBN tools.
The expected optimal cutting conditions by the
traditional approach were Vc = 200 m/min and fz = 0.089 mm
with a total production cost per part of 73.46 €. On the
other hand, the proposed ACO system decreases the final
production cost per part to 64.17 € by adapting the cutting
conditions each cutting pass, which means a decrease of
12.64 % in the production cost. Furthermore, the
uncertainty of the production cost estimation was 75.7 %
lower with the proposed approach than with the traditional
one. The better performance of the proposed approach was
mainly due to two reasons. First, the ANN process models
showed a more accurate estimation than empirical regression
models so the optimal parameters are closer to the reality.
Secondly, the on-line nature of the ACO system allows
adapting the cutting parameters every cutting pass so the
system is more flexible to adapt to any change in the
objective function during the cutting-tool life-cycle,
minimizing the total production cost per part considerably.
As future work, the authors suggest to investigate the
implementation of ACO systems based on other non-intrusive
sensor systems such as current sensors or accelerometers.
The use of the presented ACO system based on dynamometer
has limited industrial applicability due to the intrusive
nature on the process. Furthermore, for the case study
analyzed, the high impact of workpiece hardness on surface
roughness should be investigated in more detail to ensure a
real optimal production cost.
6. Acknowledgment
The authors would like to express their gratitude to the
Department of Engineering Systems and Design of the
Universitat Jaume I, to the Intelligent Machines Research
Group at Tecnológico de Monterrey, to CONACYT exchange
scholarship program for its support, and to Miguel Aymerich

for his help in gathering the experimental data.
References
Abellan-Nebot, J.V, 2010. A review of artificial
intelligent approaches applied to part accuracy prediction,
Int. J. Machining and Machinability of Materials, Vol. 8, Nos. 1/2,
pp.6–37.
Abellan-Nebot, J.V. and Romero, F., 2010. A review of
machining monitoring systems based on artificial
intelligence process models. Int. Journal Advanced Manufacturing
Technology, Vol. 47, Nos. 1-4, pp.237–257.
Aguilar Martinez, Sheyla Yael, 2006. Surface roughness modeling
in machining pocesses. MS thesis. ITESM, Monterrey.
Azlan Mohd Zain, Habibollah Haron and Safian Sharif, 2010.
Prediction of surface roughness in the end milling
machining using Artificial Neural Network. Expert Systems with
Applications, 37: 1755-1768.
Benardos, P.G. and Vosniakos, G.C., 2002. Prediction of
surface roughness in CNC face milling using neural networks
and Taguchi’s design of experiments. Robotics and Computer
Integrated Manufacturing, 18:343-354.
Benardos, P.G. and Vosniakos, G.C., 2003. Predicting
surface roughness in machining: A review. International Journal
of Machine Tools & Manufacture, 43: 833-844.
Billatos, S.B. and Tseng, P.C., 1991. Knowledge-based
optimization for intelligent machining. Journal of Manufacturing
Systems. 10(6):464-475.
Briceno, Jorge F., El-Mounayri, H. and Mukhopadhyay, S.,
2002. Selecting an artificial neural network for efficient
modeling and accurate simulation of the milling process.
International Journal of Machine Tools & Manufacture, 42:663–674.
Coker, S.A. and Shin, Y.C., 1996. In-process control of
surface roughness due to tool wear using a new ultrasonic
system. International Journal of Machine Tools and Manufacture, 36(3):
411-422.
Cus, F. and Balic, J., 2003. Optimization of cutting
process by GA approach. Robotics and Computer-Integrated
Manufacturing, 19(1):189-199.
Dae Kyun Baek, Tae Jo Ko and Hee Sool Kim, 1997. A dynamic
surface roughness model for face milling. Precision Engineering,
20(3):171-178.
El-Mounayri, H., Kishawy, H. and J. Briceno, 2005.
Optimization of CNC ball end milling: a neural network-
based model. Journal of Materials Processing Technology, 166: 50–62.
Gopal, A.V. and Rao, P.V., 2003. Selection of optimum
conditions for maximum material removal rate with surface
finish and damage as constraints in sic grinding.
International Journal of Machine Tools and Manufacture, 43(13):1327-
1336.
ISO. Tool life test in milling, part 1: Face milling.
International standard Organization (ISO), 1989.
Koren, Y., 1983. Adaptive Control Systems. Computer Control of
Manufacturing Systems. New York: Macgraw-hill. Page: 193-219.
Liang, S.Y., Hecker, R.L. and Landers, R.G., 2004.
Machining Process monitoring and Control: The State-of-the-
Art. Journal of Manufacturing Science and Engineering- Transactions of the
ASME, 126(2):297-310.
Liu, Y.M. and Wang, C.J., 1999. Neural network based
adaptive control and optimization in the milling process.
International Journal of Advanced Manufacturing Technology, 15(11):791-
795.
M.H., and Li, C., 2000. Quality loss function based
manufacturing process setting models for unbalanced
tolerance design. International Journal of Advanced Manufacturing
Technology. 16:39–45.
Schey, J.A. Machining, 2000. Introduction to manufacturing
processes (pp. 639-643). McGraw-Hill Higher Education.
Shan, S. and Wang, G.G., 2010. Survey of modeling and
optimization strategies to solve high-dimensional design
problems with computationally-expensive black-box
functions. Structural and Multidisciplinary Optimization, 41:219-241.
Siller, H.R., Vila, C., Rodriguez, C.A. and Abellan, J.V.,
2008. Study of face milling of hardened AISI D3 steel with
a special design of carbide tool. International Journal of Advanced
Manufacturing Technology.
Stephenson, D. and Agapiou, J., 1997. Metal cutting theory and
practice. New York. Marcel Dekker, Inc. Page: 801-848.

Tönshoff, H.K., Arendt, C. and Amor, R.B., 2000. Cutting of
hardened steel. CIRP Annals - Manufacturing Technology, 49(2):
547-566.
Trent, E.M. and Wright, P.K., 2000. Metal cutting.
Butterworth/heinemann, fourth edition.
Ulsoy, A.G. and Koren, Y., 1989. Application of adaptive
control to machine tool process control. Control system
Magazine, IEEE., 9(4):33-37.
Yang, H. and Ni, J., 2005. Adaptive model estimation of
machine-tool thermal errors based on recursive dynamic
modeling strategy. International Journal of Machine Tools and
Manufacture, 45: 1-11.
Yanming Liu, Li Zuo and Chaojun Wang, 1999. Intelligent
adaptive control in milling processes. International Journal of
Computer Integrated Manufacturing, 12: 453-460.
Zuperl, U. and Cus, F., 2011. System for off-line feedrate
optimization and neural force control in end milling.
International Journal of Adaptive Control and Signal Processing. Volume 26,
Issue 2: 105–123.

Zuperl, U., Cus, F. and Milfelner, A., 2005. Fuzzy control
strategy for an adaptive force control in end-milling.
Journal of Materials Processing Technology. 164: 1472-1478.





















