
External characteristics of unsteady spray atomization from a nasal spray device

PLEASE SCROLL DOWN FOR ARTICLE
This article was downloaded by: [Stapley, A. G. F.]On: 20 May 2010Access details: Access Details: [subscription number 922448892]Publisher Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Drying TechnologyPublication details, including instructions for authors and subscription information:http://www.informaworld.com/smpp/title~content=t713597247
A Study of Particle Histories during Spray Drying Using ComputationalFluid Dynamic SimulationsC. Anandharamakrishnan a; J. Gimbun a; A. G. F. Stapley a;C. D. Rielly a
a Department of Chemical Engineering, Loughborough University, Loughborough, Leicestershire, UK
Online publication date: 20 May 2010
To cite this Article Anandharamakrishnan, C. , Gimbun, J. , Stapley, A. G. F. andRielly, C. D.(2010) 'A Study of ParticleHistories during Spray Drying Using Computational Fluid Dynamic Simulations', Drying Technology, 28: 5, 566 — 576To link to this Article: DOI: 10.1080/07373931003787918URL: http://dx.doi.org/10.1080/07373931003787918
Full terms and conditions of use: http://www.informaworld.com/terms-and-conditions-of-access.pdf
This article may be used for research, teaching and private study purposes. Any substantial orsystematic reproduction, re-distribution, re-selling, loan or sub-licensing, systematic supply ordistribution in any form to anyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae and drug dosesshould be independently verified with primary sources. The publisher shall not be liable for any loss,actions, claims, proceedings, demand or costs or damages whatsoever or howsoever caused arising directlyor indirectly in connection with or arising out of the use of this material.

A Study of Particle Histories during Spray DryingUsing Computational Fluid Dynamic Simulations
C. Anandharamakrishnan, J. Gimbun, A. G. F. Stapley, and C. D. RiellyDepartment of Chemical Engineering, Loughborough University, Loughborough, Leicestershire, UK
Computational fluid dynamics (CFD) models for short-form andtall-form spray dryers have been developed, assuming constant ratedrying and including particle tracking using the source-in-cellmethod. The predictions from these models have been validatedagainst published experimental data and other simulations. Thisstudy differs from previous work in that particle time histories forvelocity, temperature, and residence time and their impact positionson walls during spray drying have been extracted from the simula-tions. Due to wet-bulb protection effects, particle temperaturesare often substantially different from gas temperatures, which isimportant, because the particle temperature–time history has themost direct impact on product quality. The CFD simulation of anexisting tall-form spray dryer indicated that more than 60% ofthe particles impacted on the cylindrical wall and this may adverselyaffect product quality, because solids may adhere to the wall forappreciable times, dry out, and lose their wet-bulb protection. Themodel also predicts differences between the particle primaryresidence time distributions (RTD) and the gas phase RTD. Thisstudy indicates that a short-form dryer with a bottom outlet is moresuitable for drying of heat-sensitive products, such as proteins, dueto the low amounts of recirculated gas and hence shorter residencetime of the particles.
Keywords Impact positions; Particle velocity and temperature;Residence time; Spray drying
INTRODUCTION
Spray drying is a well-established method for convertingliquid feed materials into a dry powder form.[1,2] Spray dry-ing is widely used to produce powdered food products suchas whey, instant coffee, milk, tea, and soups, as well ashealth care and pharmaceutical products, such as vitamins,enzymes, and bacteria.[1] In recent years, computationalfluid dynamics (CFD) has been increasingly applied tofood processing operations.[3,4] For spray drying, CFDsimulation tools are now often used because measurementsof air flow, temperature, particle size, and humidity withinthe drying chamber are very difficult and expensive toobtain in large-scale dryers.
A number of articles have been published on CFD simu-lations of spray drying[5–8] (see also the review by Langrishand Fletcher[9]). Both the Eulerian-Eulerian and Eulerian-Lagrangian two-phase models have been used in publishedsimulations of spray drying. Here, the Eulerian-Lagrangianframework was selected because it allows tracking ofindividual particles and hence provides residence timesfor a wide range of particle sizes; generally such a simula-tion method is suitable for relatively low volume fractionsof the dispersed phase; e.g., for spray-drying applications.Lagrangian tracking with a reasonable number of particlesmay be performed using the particle source-in-cell(PSI-cell) model, which includes two-way coupling betweenthe drying gas and the spray particles.[10] The PSI-cellmodel was used by Papadakis and King,[11] who foundgood agreement between model and experimental resultsin a cocurrent spray dryer. Huang et al.[8] also used thismethod in their comparison of spray drying using rotaryand pressure nozzles. However, although existing studieshave used particle tracking methods in performing simula-tions, no studies have presented data relating to the particlehistories themselves. An exception was Kieviet,[12] whostudied the air flow pattern, temperature, humidity, particletrajectories, and residence times in a cocurrent spray dryerfitted with a pressure nozzle. It should be noted, however,that Kieviet’s[12] two-dimensional axisymmetric model didnot consider swirl and recirculation and was not able torepresent accurately the real chamber geometry, whichwas asymmetric due to the outlet pipe exiting from theside of the chamber cone.[8]
Relatively few articles have been published on particlehistories during spray drying. Woo et al.[13] simulated par-ticle surface moisture contents using a reaction engineeringapproach (REA) and characteristic drying curve (CDC)methods and they found that both models predicted almostsimilar particle moisture and trajectories. Recently, Jin andChen[14] studied the effects of particle size on particleresidence time using REA. However, particle temperaturedata along with residence time and impact positions arethe most important results that can be derived from aspray-drying simulation, especially if the product is heat
Correspondence: A. G. F. Stapley, Department of ChemicalEngineering, Loughborough University, Loughborough, Leices-tershire, LE11 3TU, UK; E-mail: [email protected]
Drying Technology, 28: 566–576, 2010
Copyright # 2010 Taylor & Francis Group, LLC
ISSN: 0737-3937 print=1532-2300 online
DOI: 10.1080/07373931003787918
566
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

sensitive (e.g., proteins, enzymes, and cells). In Eulerian-Lagrangian simulations these data are accessible and canbe extracted from the CFD software using postprocessingsoftware to investigate particle time histories, trajectories,and impact positions. Such data will now be reported herefor two systems:
Case A: Short-form spray dryer simulation is conductedusing the same geometry and boundary conditions asKieviet’s[12] experimental study. This same systemwas also simulated by Huang et al.[8] using particletracking via the source-in-cell method. Case A thusserves as a useful validation of the model setup.
Case B: After validating the model in Case A, attention isfocused on modeling a tall-form spray dryer used in aprevious study of protein denaturation[15] to gainfurther insight into how and where denaturation mightoccur in this system.
The main weakness of the model is that due to proces-sing constraints only a simple constant rate drying modelwas used in these simulations. Accordingly, the resultsshould be interpreted by acknowledging that in practicedrying rates will be lower and temperatures correspond-ingly higher for particles in the latter stages of drying.
SPRAY DRYING CFD SIMULATION METHODOLOGY
The CFD code Fluent 6.3 was used to simulate twococurrent flow spray dryers, one fitted with a hydraulicpressure nozzle (Case A) and one using an air blast (pneu-matic) atomizer (Case B). The simulations were performedin a three-dimensional geometry assuming steady-stateconditions for air flow and particle injection. In Case A,a three-dimensional (3D) model was created in GAMBIT;a hexahedral mesh (typical mesh size 0.001m) was used forthe cylindrical part of the drying chamber, whereas at thebottom of the cone chamber a tetrahybrid mesh was used(mesh size also 0.001m) due to meshing problems in theoutlet pipe. The number of grid cells used was 295,090.In Case B, the 3D model was created in GAMBIT; ahexahedral mesh (typical mesh size 0.001m) was usedthroughout with 294,237 grid cells. Preliminary testsshowed that this number of cells was sufficient to ensurea grid-independent prediction of the mean velocity field.
Fluent employs the finite volume method to solvethe partial differential forms of the continuity and theReynolds-averaged Navier-Stokes equations using theSIMPLE (semi-implicit pressure-linked equations) methodfor pressure–velocity coupling and a second-order upwindscheme to interpolate the variables on the surface of thecontrol volume. Particle Lagrangian tracking was realizedvia a discrete phase model (DPM) with two-way couplingbetween the continuous flow and particle;[16] i.e., there isa feedback mechanism in which the continuous and
dispersed phase flows interact. The standard k-e modelwas employed as a turbulence closure method. The k ande inlet values were calculated using the equations givenby Langrish and Zbicinski.[17]
The combined Eulerian-Lagrangian model was used toobtain particle trajectories by solving the force balanceequation between particle momentum, drag, and buoyancy:
dupdt
¼ 18lqpd2
p
!CDRe
24v� up
� �þ g
qp � qgqp
" #ð1Þ
where v is the fluid phase velocity vector, up is the particle
velocity vector, qg is the density of the fluid, and qp is thedensity of the particle.
The slip Reynolds number (Re) and drag coefficient(CD) are given by the following equations
Re ¼qgdp v� up
�� ��l
ð2Þ
CD ¼ a1 þa2Re
þ a3Re2
ð3Þ
where dp is the particle diameter and a1, a2, and a3 areconstants that apply to smooth spherical particles overseveral ranges of Re given by Morsi and Alexander.[18]
Turbulent particle dispersion was included in this modelusing the discrete eddy concept (details are provided in theFluent manual[16]). In this approach, the turbulent air flowpattern is assumed to be made up of a collection ofrandomly directed eddies, each with its own lifetime andsize. Particles are injected into the flow domain at thenozzle point and envisaged to interact with the mean flowand with these random eddies until they impact the wallor leave the flow domain through the product outlet; thus,each particle experiences a stochastic effect on its trajec-tory. In this study, particle stickiness and particle–particlecollisions (agglomeration) were not considered.
The species transport model was selected within theDPM to enable the prediction of simultaneous heat andmass transfer to and from the particle during the dryingprocess. Thus, heat and mass transfer effects between theparticles and the hot gas allowed particle temperatureand moisture content time histories to be calculated. Theheat transfer equation is
d
dtðmpcpTpÞ ¼ hApðTg � TpÞ þ
dmp
dthfg ð4Þ
where mp is the mass of the particle, cp is the particlespecific heat capacity, Tp is the particle temperature, hfg isthe latent heat of vaporization, Ap is the surface area ofthe particle, and h is the heat transfer coefficient.
PARTICLE HISTORIES DURING SPRAY DRYING 567
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

The mass transfer rate (for evaporation) between the gasand the particles was calculated from the following equation.
dmp
dt¼ �kcApðY �
s � YgÞ ð5Þ
where Ys� is the saturation humidity, Yg is the gas humidity,
and kc is the mass transfer coefficient.The values of vapor pressure, density, specific heat, and
diffusion coefficients were obtained from varioussources[19,20] and used as piece-wise linear functions of tem-perature in this model. In the event that the temperature ofthe particle reaches the boiling point and the mass of theparticle exceeds the nonvolatile fraction, the boiling ratemodel was applied.[16]
ddpdt
¼ 4ktaqpcgdp
ð1þ 0:23ffiffiffiffiffiffiRe
pÞ ln 1þ
cg Tg � Tp
� �hfg
� �ð6Þ
where kta is the thermal conductivity of the gas and cg is thespecific heat capacity of the gas; the Reynolds number, Re,is given by Eq. (2).
BOUNDARY CONDITIONS
Case A was used to validate the CFD simulation meth-odology with experimental results from Kieviet’s[12] studyand hence identical geometric and operating conditionswere set. Kieviet employed a cocurrent, cylinder-on-coneshort-form drying chamber; a pressure nozzle atomizerwas located at the top of the chamber and the drying airentered through an annulus surrounding the spray. Theoutlet air line was a bent pipe mounted at the cone centerand was connected to the cyclone to separate the particlesfrom the gas stream. Wall boundary conditions were set onall solid surfaces, along with inlet conditions for the gasfeed and pressure outlet conditions for the main particleand gas exit streams. The pressure at the exit of theoutlet pipe was set at a pressure 100 Pa lower than the inlet.The spray ‘‘injection’’ conditions are specified in Table 1.The particle size distribution was modeled using aRosin-Rammler distribution with 30 particle classes chosento represent the spray in the range 10 to 138 mm. The totalnumber of particle tracks was selected as 1500. The feedliquid properties were based on an aqueous maltodextrin
TABLE 1Boundary conditions
Case A Case B
Inlet airAir inlet temperature 468 444 KAir mass flow rate 0.336 0.063 kg=sAir axial velocity 7.5 8.87 m=sAir radial velocity �5.25 — m=sAir total velocity 9.15 — m=s
Outlet conditionOutflow and reference pressure �100 �100 Pa
Turbulence inlet conditionsTurbulence k-value 0.027 0.29 m2=s2
Turbulence e-value 0.37 0.51 m2=s3
Liquid spray from nozzleLiquid feed rate (spray rate) 0.0139 0.00203 kg=sFeed temperature 300 293 KSpray angle 76� 18�
Minimum droplet diameter 10 — mmMaximum particle diameter 138 — mmAverage particle diameter 70.5 — mmParticle velocity at nozzle 59 — m=sRosin-Rammler parameter 2.05 —
Chamber wall conditionsChamber wall thickness 0.002 0.002 mWall material Steel SteelOverall wall heat transfer coefficient 3.5 3.5 W=m2K
Air temperature outside wall 300 293 KInteraction between wall and particle Escape Escape
568 ANANDHARAMAKRISHNAN ET AL.
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010
solution (42.5% solids). The remaining boundaryconditions are given in Table 1.
In Case B, an air blast nozzle atomizer model wasrepresented using the built-in model in the Fluent code;the initial particle size distribution was based on userprovided inputs of nozzle diameter, feed liquid flow rate,air velocity, and total number of particles. The atomizingair has been included as a separate inlet stream, with aprescribed velocity, calculated from the measured air flowrate. The feed liquid was based on a 30% solids wheyprotein isolate solution. Wall boundary conditions wereset on all solid surfaces, along with inlet conditions forthe gas feed and pressure outlet conditions for the exitstream. The outlet pressure was set 100 Pa lower than theinlet. The overall wall heat transfer coefficient for Case Bwas previously determined experimentally from an energybalance over the dryer. The full set of boundary conditionsis given in Table 1.
The particle history data presented in the followingsubsections were extracted from the simulation resultsusing an in-house postprocessing computer program. Aparticle that hit the walls of drying chamber was assumedto have ‘‘escaped’’; i.e., the particles were lost from thecalculation at the point of impact with the wall.
RESULTS AND DISCUSSION
Experimental Validation of Simulated Air Velocityand Temperature Profiles for Case A: Short-FormSpray Dryer
Gas Velocity Profile without Spray Injection
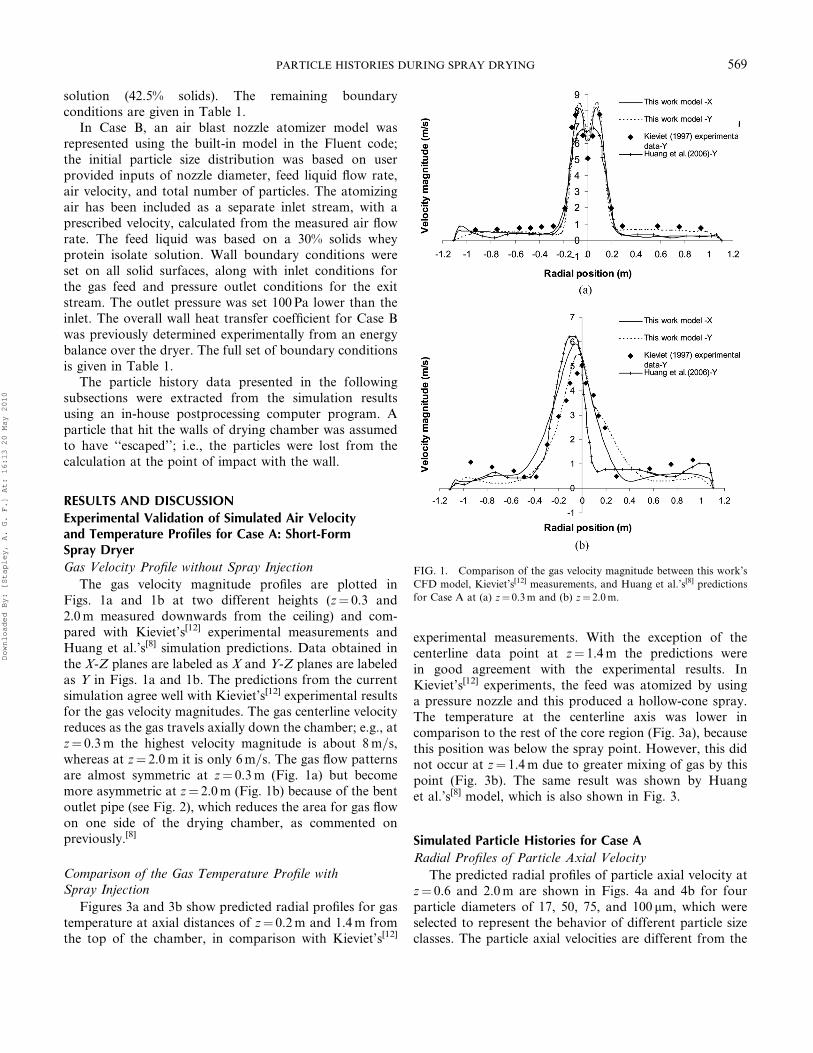
The gas velocity magnitude profiles are plotted inFigs. 1a and 1b at two different heights (z¼ 0.3 and2.0m measured downwards from the ceiling) and com-pared with Kieviet’s[12] experimental measurements andHuang et al.’s[8] simulation predictions. Data obtained inthe X-Z planes are labeled as X and Y-Z planes are labeledas Y in Figs. 1a and 1b. The predictions from the currentsimulation agree well with Kieviet’s[12] experimental resultsfor the gas velocity magnitudes. The gas centerline velocityreduces as the gas travels axially down the chamber; e.g., atz¼ 0.3m the highest velocity magnitude is about 8m=s,whereas at z¼ 2.0m it is only 6m=s. The gas flow patternsare almost symmetric at z¼ 0.3m (Fig. 1a) but becomemore asymmetric at z¼ 2.0m (Fig. 1b) because of the bentoutlet pipe (see Fig. 2), which reduces the area for gas flowon one side of the drying chamber, as commented onpreviously.[8]
Comparison of the Gas Temperature Profile withSpray Injection
Figures 3a and 3b show predicted radial profiles for gastemperature at axial distances of z¼ 0.2m and 1.4m fromthe top of the chamber, in comparison with Kieviet’s[12]
experimental measurements. With the exception of thecenterline data point at z¼ 1.4m the predictions werein good agreement with the experimental results. InKieviet’s[12] experiments, the feed was atomized by usinga pressure nozzle and this produced a hollow-cone spray.The temperature at the centerline axis was lower incomparison to the rest of the core region (Fig. 3a), becausethis position was below the spray point. However, this didnot occur at z¼ 1.4m due to greater mixing of gas by thispoint (Fig. 3b). The same result was shown by Huanget al.’s[8] model, which is also shown in Fig. 3.
Simulated Particle Histories for Case A
Radial Profiles of Particle Axial Velocity
The predicted radial profiles of particle axial velocity atz¼ 0.6 and 2.0m are shown in Figs. 4a and 4b for fourparticle diameters of 17, 50, 75, and 100 mm, which wereselected to represent the behavior of different particle sizeclasses. The particle axial velocities are different from the
FIG. 1. Comparison of the gas velocity magnitude between this work’s
CFD model, Kieviet’s[12] measurements, and Huang et al.’s[8] predictions
for Case A at (a) z¼ 0.3m and (b) z¼ 2.0m.
PARTICLE HISTORIES DURING SPRAY DRYING 569
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

gas velocities with the gas showing upward velocitiesoutside of the central core region (also seen in simulationsby Woo et al.[13]) in contrast to the particles that arepredicted to travel downwards. In the core region of thechamber fewer data are shown for particle velocitiesbecause only a small number of particles entered this regiondue to the use of a hollow cone spray with a 76� sprayangle. Where data exist for particles in the core region theparticle velocities are higher than that of the gas. This canbe attributed to the particles maintaining momentum fromthe spray jet.[10] The larger particles would be expected tomaintain larger velocities,[11] but this is not always observedin the simulation results and may be a result of therelatively small sample size giving sampling errors.
Radial Profiles of Particle Temperature
The predicted radial profiles of particle temperatures atz¼ 0.6 and 2.0m from the chamber top are shown inFigs. 5a and 5b. Significant wet-bulb depression is seen inthe main spray region (r< 0.4m) at z¼ 0.6m except forthe 17-mm-diameter particles, which have presumablyalready dried. Outside the core region (0.4< r< 1.2m)the particle temperatures are almost equal to the gas tem-peratures and relate to recirculating particles that have alsodried. In the core region, particle temperatures at z¼ 0.6m
and z¼ 1m (not shown in Fig. 5) were around 350 and365K, respectively. Further down the chamber (z¼ 2m),in the core, the particles dry out and approach the gas tem-perature (391K). This result corroborates the widely heldview that the outlet temperature has a greater effect onthe temperature histories experienced by particles thanthe inlet air temperature.
Particle Residence Time Distributions
The particle trajectories were calculated in Fluent byintegrating the equation of motion, Eq. (1), over time,assuming gravity and drag to be the only significant terms.Particle residence time distributions (RTDs) were extractedfrom the simulation data by using an in-house postproces-sor, written in Excel VBA. The residence time (RT) can bedivided into two parts, namely, primary and secondaryresidence times. The primary RT is calculated from thetime taken for particles leaving the nozzle to impact onthe wall or leave at the outlet. For particles that hit the walla secondary residence time can be defined as the time takenfor a particle to slide along the wall from the impact pos-ition to the exit. This is based on an assumption that par-ticles move with constant velocity along the wall from theimpact position.[12] However, this assumption may not beaccurate, because the sliding behavior of powders differs
FIG. 2. Spray-dryer geometries: short-form (left, Case A) and tall-form dryer (right, Case B).
570 ANANDHARAMAKRISHNAN ET AL.
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

at various wall positions. Furthermore, the layer of powderon the wall grows with time and is subject to intermittentdetachment of pieces of the layer. Moreover, mechanicalhammers are often used to tumble the powders, so it is verydifficult to calculate representative constant sliding veloci-ties of the particles. Hence, only primary RT results aregiven in this study.
Figure 6 shows trajectories of the particles and it canalso be seen that dried particles tended to recirculate bythe up flow of gas at the walls (the lighter color of the tra-jectories indicates a longer particle primary residence time)Consequently, cold gas containing dried particles is mixedwith down-flowing hot inlet gas and dried particles will beexposed to the high inlet gas temperatures. The overall pri-mary RTD (for all particle diameters) is shown in Fig. 7.The observed minimum and maximum particle RTs are0.4 and 34.5 s, respectively. The RTD curve shows a sharppeak at around 6 s (Fig. 7) and indicates that some particles
have a long RT, due to recirculation. The average RT is3.3 s, which is much lower than the gas residence time(22.4 s), because this RTD was calculated for the primaryRT and the particles travel with a high velocity for a shortperiod after leaving the atomiser. Zbicinski et al.[21] alsoconcluded from their experimental results that there is nosimple relation between gas and particle mean RTs. TheRTDs of the different size classes of particles are shownin Fig. 8. Larger diameter particles have longer RTs thansmaller particles. Smaller particles are more likely to followthe gas flow and thus exit the chamber in less time.[14] Thesame trend was observed by Kieviet[12] as well as Jin andChen.[14] However, no direct measurements of primaryRT are available to confirm the predictions of Fig. 8.
Particle Impact Positions
Knowledge of particle impact positions is important forthe design and operation of spray dryers because it influ-ences the product quality. Particle impact positions were
FIG. 3. Comparison of gas temperature profiles between this work’s
CFD model, Kieviet’s[12] measurements, and Huang et al.’s[8] predictions
for Case A at (a) z¼ 0.2m and (b) z¼ 1.4m.
FIG. 4. Radial profiles of the particle axial velocities for Case A at
(a) z¼ 0.6m and (b) z¼ 2.0m.
PARTICLE HISTORIES DURING SPRAY DRYING 571
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

extracted from the CFD Lagrangian tracking data usingthe in-house postprocessor and are depicted in Figs. 9aand 9b, which show the top and front cross-sectional viewsof the simulated short-form dryer, and Fig. 9c shows thepercentage of particles impact positions. These figures indi-cate that a large fraction of the particles (50%) strike theconical part of the spray-dryer chamber and 23% of parti-cles hit the cylindrical part of the wall, but only a small pro-portion (25%) of the particles come out of the outlet pipeline (the intended destination). A very small fraction (2%)of particles hit the ceiling despite the large volume of recir-culated gas. Figure 9c also shows some ‘‘incomplete’’ par-ticles, which refers to particles that are still in the chamberafter 30 s, which is the timescale of the simulation forCase A. Here, an interesting point is that no particles are
FIG. 5. Simulated radial temperature profiles for Case A at (a) z¼ 0.6m
and (b) z¼ 2.0m.
FIG. 6. Particle trajectories colored by residence time (s) (Case A).
FIG. 7. Particle overall primary RTD (Case A) for the whole size
distribution.
FIG. 8. Simulated residence time distributions for different particle
diameters (Case A).
572 ANANDHARAMAKRISHNAN ET AL.
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

seen to come out of the main chamber outlet, but particleshitting the cone and=or cylindrical wall (73%) should slidedown to the main outlet aided by mechanical hammeroperations.
Simulated Gas and Particle Behavior forCase B: Tall-Form Spray Dryer
Case B is concerned with the CFD simulations relatingto a tall-form spray dryer used in experimental whey pro-tein denaturation studies.[15] The simulation methodologiesused were the same for Cases A and B. However, thetall-form spray dryer of Case B was constructed almost25 years ago and there were no options for measurementsof velocity and gas=particle temperature inside the dryingchamber. It was considered that the spray-dryer simulationmethodology had been validated with the Case A studyand hence may be applied with confidence to the Case Bstudy. This simulation makes use of a wide range of par-ticle diameters from 6 to 60 mm, but four particles sizes of10, 20, 30, and 40 mm were selected as representative inFigs. 10 and 11
Particle Axial Velocity at Various Radial Positions
The radial profiles of particle velocity at z¼ 0.4 and2.1m are shown in Figs. 10a and 10b. In this simulation,the spray half angle is only 9� (solid cone) and hence thereare many control volumes where no particles pass through.The particle axial velocities were almost equal to the gasvelocity profiles. At z¼ 0.4 and 2.1m the predictions showvery similar axial velocities for all sizes of particles; the gasand particle velocities decrease with distance away from thenozzle, as the spray decelerates and the gas jet expands.
Radial Profiles of Particle Temperature
Figures 11a and 11b shows radial profiles of the particletemperature at z¼ 0.4 and 2.1m. Similar results are foundto Case A. On the centerline at z¼ 0.4m the 10-mm parti-cles have a much higher temperature than the larger parti-cles, because the latter are still drying. However, the factthat the 10-mm particle is hotter than the gas is curiousand may be the result of being transported out from anadjacent hot air region by eddy motions. At r¼ 0.1mand z¼ 0.4m the temperatures are relatively high for all
FIG. 10. Simulated gas and particle axial velocity profiles for Case B at
(a) z¼ 0.4m and (b) z¼ 2.1m.
FIG. 9. Particle impact positions (Case A): (a) top view, (b) front view,
and (c) percentage of particles end position. (‘‘Incomplete’’ refers to
particles still in the chamber after 30 s, the timescale of the simulation.)
PARTICLE HISTORIES DURING SPRAY DRYING 573
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

particle sizes, due to the high gas temperatures from the gasinlet (Fig. 11a). This region may be responsible for highamounts of protein denaturation; here the particles are stillwet, which is conducive to denaturation taking place. Out-side the core (r� 0.2m) all the particle temperature profilesclosely follow the lower gas temperature of the recirculatedgas. Figure 11b suggests that particles are totally driedbecause they are very close to the gas temperature. In thesimulation a constant drying rate regime is used, which willtend to overpredict drying rates (compared to real parti-cles, which will experience a falling rate period). Thisassumption will result in the complete drying of particlesat shorter residence times than would be the case for realparticles undergoing a falling rate drying process. Thus inpractice particle temperatures may still be a few degrees(0–3K) cooler than in the simulation.
Particle Residence Time Distributions
Figure 12 shows particle trajectories for Case B in whichsome dried particles can be seen to recirculate with the gasphase. These particles rise up the walls and are entrainedback into the jet, leaving the nozzle. This may cause proteindenaturation as recirculated particles are exposed to higherinlet gas temperatures without wet bulb protection. Theoverall primary residence time distribution of all particlesis shown in Fig. 13, which indicates that a wide range ofRT is predicted. The minimum and maximum RT were0.43 and 27 s, respectively. The average RT is 4.2 s, whichis much lower than the gas mean residence time (22 s).
Particle Impact Positions
The particle impact positions for Case B are depicted inFig. 14. These indicate that 65% of the particles strike the
FIG. 11. Simulated gas and particle temperatures vs. radial distance for
Case B at (a) z¼ 0.4m and (b) z¼ 2.1m.
FIG. 12. Particle trajectories colored by residence time (s) (Case B).
FIG. 13. Overall particle primary RTD (Case B) for the whole size
distribution.
574 ANANDHARAMAKRISHNAN ET AL.
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

cylindrical part of the wall and 9.6% of particles hit theconical part of the wall, but only a small proportion (8%)of the particles come out of the outlet pipe line. Less than1% of particles impact on the ceiling, because recirculationof gas only took place on a large scale at the bottom of thechamber. The reduced proportion of particles reachingthe exit pipe compared to Case A contributes to an increasein the particle RT inside the chamber. In turn this affectsthe product quality, especially for proteins, where driedparticles may be exposed to the highest temperature for along time; the degree of whey protein denaturationincreases with the temperature and holding time. Thisfindings supports the experimental results,[15] where somedenaturation of whey proteins has been found even atlow outlet temperatures.
CONCLUSIONS
A 3D CFD model for a short-form spray dryer wasdeveloped and compared with published experimentalresults and predictions. The comparison study shows goodagreement between the model and published experimentaland prediction results for gas velocity and temperature pro-files. The study predicts that the particle residence time isnot simply related to the gas residence time and also con-firms that particle size distribution is important for achiev-ing higher evaporation rates because smaller meandiameter particles dry faster. As a result, small particleslose their wet-bulb protection sooner and experience thehigh temperatures of the surrounding gas. In Case A, thewider spray angle provided a broader distribution of par-ticle trajectories inside the chamber and that led to higherrates of heat and mass transfer.
The successful validation of the short-form spray dryer(Case A) study results gives confidence in the predictionsfor modeling the tall-form dryer (Case B). The Case Bmodel predicts fewer particles traveling to the dryerexit tube, which may adversely affect product quality(such as increased denaturation of proteins). The tall-form
dryer is predicted to have longer particle primary residencetime and this may also lead to more denaturation andinsolubility of proteins. These results confirm that theoutlet dryer temperature has more influence on the particlethermal history than the inlet temperature. However, azone where the spray meets the hot air inlet may be respon-sible for much of the denaturation that occurs in a spraydryer.
These short-form and tall-form spray dryer studiessuggest that an increase in the chamber diameter (1) mayreduce the particle deposition rates on the cylindricalwall (e.g., in Case A), and (2) can accommodate a wideratomizer spray angle, which improves heat and mass trans-fer rates. Hence, this study concludes that a short-formdryer with a simple bottom outlet is most likely to besuitable for the drying of heat-sensitive products such asproteins.
ACKNOWLEDGMENTS
We gratefully acknowledge the CommonwealthScholarship Commission, UK, for the award of a Com-monwealth Scholarship to CA, which enabled this workto be carried out.
REFERENCES
1. Masters, K. Spray Drying Handbook; Longman Scientific and
Technical: Harlow, UK, 1991.
2. Mujumdar, A.S. Handbook of Industrial Drying; Marcel Dekker:
New York, 1987.
3. Anandharamakrishnan, C. Computational fluid dynamics (CFD)—
Applications for the food industry. Indian Food Industry 2003,
22 (6), 62–68.
4. Norton, T.; Sun, D.W. Computational fluid dynamics (CFD)—An
effective and efficient design and analysis tool for the food industry:
A review. Trends in Food Science and Technology 2006, 7, 600–620.
5. Langrish, T.A.G.; Oakley, D.E.; Keey, R.B.; Bahu, R.E.; Hutchinson,
C.A. Time-dependent flow patterns in spray dryers. Transactions of
the Institution of Chemical Engineers, Part A 1993, 71, 355–360.
6. Zbicinski, I. Development and experimental verification of momen-
tum, heat and mass transfer model in spray drying. The Chemical
Engineering Journal 1995, 58, 123–133.
7. Huang, L.X.; Kumar, K.; Mujumdar, A.S. A parametric study of the
gas flow patterns and drying performance of co-current spray dryer:
Results of a computational fluid dynamics study. Drying Technology
2003, 21 (6), 957–978.
8. Huang, L.X.; Kumar, K.; Mujumdar, A.S. A comparative study of a
spray dryer with rotary disc atomizer and pressure nozzle using
computational fluid dynamic simulations. Chemical Engineering and
Processing 2006, 45, 461–470.
9. Langrish, T.A.G.; Fletcher, D.F. Spray drying of food ingredients and
applications of CFD in spray drying. Chemical Engineering and
Processing 2001, 40, 345–354.
10. Crowe, C.T.; Sharam, M.P.; Stock, D.E. The particle source in cell
(PSI-cell) model for gas-droplet flows. Journal of Fluid Engineering
1977, 9, 325–332.
11. Papadakis, S.E.; King, C.J. Air temperature and humidity profiles in
spray drying. 1. Features predicted by the particle source in cell model.
Industrial Engineering Chemistry Research 1988, 27, 2111–2116.
FIG. 14. Particle impact positions on wall. (‘‘Incomplete’’ means that
particles are still in the chamber after 30 s, the timescale of the simulation
for Case B.)
PARTICLE HISTORIES DURING SPRAY DRYING 575
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010

12. Kieviet, F.G.Modeling Quality in Spray Drying; Ph.D. thesis, Eindhoven
University of Technology, The Netherlands, 1997.
13. Woo, M.W.; Daud, W.R.W.; Majumdar, A.S.; Wu, Z.H.; Talib,
M.Z.M.; Tasirin, S.M. CFD evaluation of droplet drying models in
a spray dryer fitted with rotary atomizer. Drying Technology 2008,
26 (10), 1180–1198.
14. Jin, Y.; Chen, X.D. Numerical study of the drying process of different
sized particles in an industrial scale spray dryer. Drying Technology
2009, 27 (3), 371–381.
15. Anandharamakrishnan, C.; Rielly, C.D.; Stapley, A.G.F. Effects of
process variables on the denaturation of whey proteins during
spray-drying. Drying Technology 2007, 25, 799–807.
16. Fluent User Guide; Fluent Inc.: Lebanon, NH, 2005.
17. Langrish, T.A.G.; Zbicinski, I. The effects of air inlet geometry
and spray cone angle on the wall deposition rates in spray dryer.
Transactions of the Institution of Chemical Engineers, Part A 1994,
72, 420–430.
18. Morsi, S.A.; Alexander, A.J. An investigation of particle trajectories
in two-phase flow systems. Journal of Fluid Mechanics 1972, 55 (2),
193–208.
19. Perry, R.H.; Chilton, C.H. Chemical Engineers Handbook; McGraw-
Hill: London, 1984.
20. Incropera, F.P.; Dewitt, D.P.; Bergman, T.L.; Lavine, A.S. Fundamen-
tals of Heat and Mass Transfer; John Wiley & Sons: New York, 2007.
21. Zbicinski, I.; Strumillo, C.; Delag, A. Drying kinetics and particle resi-
dence time in spray drying. Drying Technology 2002, 20 (9), 1751–1768.
576 ANANDHARAMAKRISHNAN ET AL.
Downloaded By: [Stapley, A. G. F.] At: 16:13 20 May 2010
Copyright © 2022 FDOKUMEN




















