
A network approach to operate agile manufacturing systems
21
Int. J. Production Economics 74 (2001) 239}259 A network approach to operate agile manufacturing systems Jean-Marc Frayret*, Sophie D'Amours, Benoit Montreuil, Louis Cloutier CENTOR, Network Organization Technology Research Center, Universite & Laval, Ste-Foy, Laval, Que & ., Canada G1K 7P4 APG Solutions and Technologies, 70 rue Dalhousie, suite 320, Que & ., Canada G1K 4B2 Abstract This paper presents and illustrates a strategic framework for designing and operating agile networked manufacturing systems. This framework allows to collaboratively plan, control and manage day-to-day operations and contingencies in a dynamic environment. The "rst section summarizes the NetMan organizational and collaboration strategy. It consists of a dynamic business method to organize and operate manufacturing activities through the con"guration, activation and operation of a distributed network of inter-dependent and responsible manufacturing centers. Next, the concepts underlying this strategic framework as well as the technical implications of such an approach, are illustrated, using a detailed case study inspired by a motorcoach industrial partner. 2001 Elsevier Science B.V. All rights reserved. Keywords: Networked manufacturing; Collaborative manufacturing; Complex product assembly; Agile manufacturing systems; Distributed planning and control; Contingency management; Multi-agent systems 1. Introduction In this paper, the NetMan project is presented. NetMan aims to develop an operation system de- signed to support operations in an agile manufac- turing network. It provides a framework to design responsibility-based networked manufacturing sys- tems. The NetMan project also illustrates a collab- orative business framework designed to operate * Corresponding author. Tel.: #1-418-656-2131 (ext. 12481); fax: #1-418-656-7746. E-mail address: jm.frayret@centor.ulaval.ca (J.-M. Frayret). Also at Janine Albert, Bureau 2674, Pavillon Palasis Prince, Universite H Laval, Laval, Que H . Canada G1K 7P4. The NetMan project is being funded by the Manufacturing and Processing Technology Strategic Grant Program of the Natural Sciences and Engineering Research Council (NSERC) of Canada, and supported by the companies Pre H vost Car inc. From the Volvo Group and APG Solutions & Technologies Inc. agile manufacturing networks in a dynamic envi- ronment. This paper delves further into this aspect. In the "rst section, the main concepts of the Net- Man strategic framework are summarized, building on previous studies that have in#uenced the de- velopment of this approach. Thus, the concepts of NetMan centers and NetMan networks are intro- duced and compared to other distributed manu- facturing approaches such as bionic, fractal and holonic manufacturing systems. Then, the generic and speci"c aspects of collaboration underlying this approach as well as the multi-agent integration platform approach that is implemented in an agent- oriented prototype, are described,. The next section introduces the NetMan Operation System prin- ciples through the intensive use of a case study, inspired by the project's industrial partner Pre H vost Car from the Volvo Group. The implementation of business collaboration mechanisms into an operat- ing manufacturing network are then discussed. 0925-5273/01/$ - see front matter 2001 Elsevier Science B.V. All rights reserved. PII: S 0 9 2 5 - 5 2 7 3 ( 0 1 ) 0 0 1 3 0 - X
Transcript of A network approach to operate agile manufacturing systems

Int. J. Production Economics 74 (2001) 239}259
A network approach to operate agile manufacturing systems
Jean-Marc Frayret��*��, Sophie D'Amours�, Benoit Montreuil�, Louis Cloutier���
�CENTOR, Network Organization Technology Research Center, Universite& Laval, Ste-Foy, Laval, Que& ., Canada G1K 7P4�APG Solutions and Technologies, 70 rue Dalhousie, suite 320, Que& ., Canada G1K 4B2
Abstract
This paper presents and illustrates a strategic framework for designing and operating agile networked manufacturingsystems. This framework allows to collaboratively plan, control and manage day-to-day operations and contingencies ina dynamic environment. The "rst section summarizes the NetMan organizational and collaboration strategy. It consistsof a dynamic business method to organize and operate manufacturing activities through the con"guration, activationand operation of a distributed network of inter-dependent and responsible manufacturing centers. Next, the conceptsunderlying this strategic framework as well as the technical implications of such an approach, are illustrated, usinga detailed case study inspired by a motorcoach industrial partner. � 2001 Elsevier Science B.V. All rights reserved.
Keywords: Networked manufacturing; Collaborative manufacturing; Complex product assembly; Agile manufacturing systems;Distributed planning and control; Contingency management; Multi-agent systems
1. Introduction
In this paper, the NetMan� project is presented.NetMan aims to develop an operation system de-signed to support operations in an agile manufac-turing network. It provides a framework to designresponsibility-based networked manufacturing sys-tems. The NetMan project also illustrates a collab-orative business framework designed to operate
*Corresponding author. Tel.: #1-418-656-2131 (ext. 12481);fax: #1-418-656-7746.E-mail address: [email protected] (J.-M. Frayret).�Also at Janine Albert, Bureau 2674, Pavillon Palasis Prince,
UniversiteH Laval, Laval, QueH . Canada G1K 7P4.�The NetMan project is being funded by the Manufacturing
and Processing Technology Strategic Grant Program of theNatural Sciences and Engineering Research Council (NSERC)of Canada, and supported by the companies PreH vost Car inc.From the Volvo Group and APG Solutions & Technologies Inc.
agile manufacturing networks in a dynamic envi-ronment. This paper delves further into this aspect.In the "rst section, the main concepts of the Net-Man strategic framework are summarized, buildingon previous studies that have in#uenced the de-velopment of this approach. Thus, the concepts ofNetMan centers and NetMan networks are intro-duced and compared to other distributed manu-facturing approaches such as bionic, fractal andholonic manufacturing systems. Then, the genericand speci"c aspects of collaboration underlyingthis approach as well as the multi-agent integrationplatform approach that is implemented in an agent-oriented prototype, are described,. The next sectionintroduces the NetMan Operation System prin-ciples through the intensive use of a case study,inspired by the project's industrial partner PreH vostCar from the Volvo Group. The implementation ofbusiness collaboration mechanisms into an operat-ing manufacturing network are then discussed.
0925-5273/01/$ - see front matter � 2001 Elsevier Science B.V. All rights reserved.PII: S 0 9 2 5 - 5 2 7 3 ( 0 1 ) 0 0 1 3 0 - X

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
2. The NetMan strategic framework
The structure of network organizations is di!er-ent from both the traditional integrated and hier-archical organizations and the pure market form.They are traditionally described as hybrid forms,lying between the previous two (e.g., [1}3]). Thiskind of organizations has been widely discussed inthe management literature (e.g., [1,2,4}15]). Insteadof dividing the organization into functional respon-sibilities and re-integrating them implementing hi-erarchical relationships between the di!erent levelsof responsibility, the network approach builds theorganization in a di!erent way. Forrester [16,17]suggested some new ideas for new types of organ-ization design. These ideas are moving towardmore `democratica forms of organization, `movingaway from authoritarian controla. Along the sameline, organizational governance structures based onthe internal market paradigm and describing theorganizations as a set of distributed and auton-omous business units have also been discussed (e.g.,[18}20]).In the manufacturing systems' literature, many
authors present their work on future manufactur-ing system approaches whose basic foundationsalso underlie the NetMan approach. These manu-facturing systems, all based on the distribution ofautonomous units, concern the bionic manufactur-ing (e.g., [21}23]), the fractal factory (e.g., [24,25]),and the holonic manufacturing (e.g., [26}30]).These manufacturing concepts are compared ina study carried out by Tharumarajah et al. [31].This study is used in this paper as a reference tocompare the NetMan concepts with these ap-proaches.The NetMan strategic approach extends these
works. The next sections present the main conceptsof the NetMan approach. However, the reader isreferred to Montreuil et al. [32] and Frayret et al.[33,34] for more information on the NetMan stra-tegic framework.In the NetMan approach, from a design point of
view, a manufacturing business dynamically organ-izes its operations through the con"guration andactivation of a distributed network of inter-depen-dent business entities, called NetMan centers, re-sponsible for ful"lling their own mission and
maintaining business-oriented partnerships be-tween themselves. Following, the nature and thebehavior of the NetMan centers are summarized inthe next section. Then, the dynamic modeling ap-proach used to design the NetMan networks isdescribed. Finally, the NetMan collaboration strat-egy is presented.
2.1. The NetMan centers
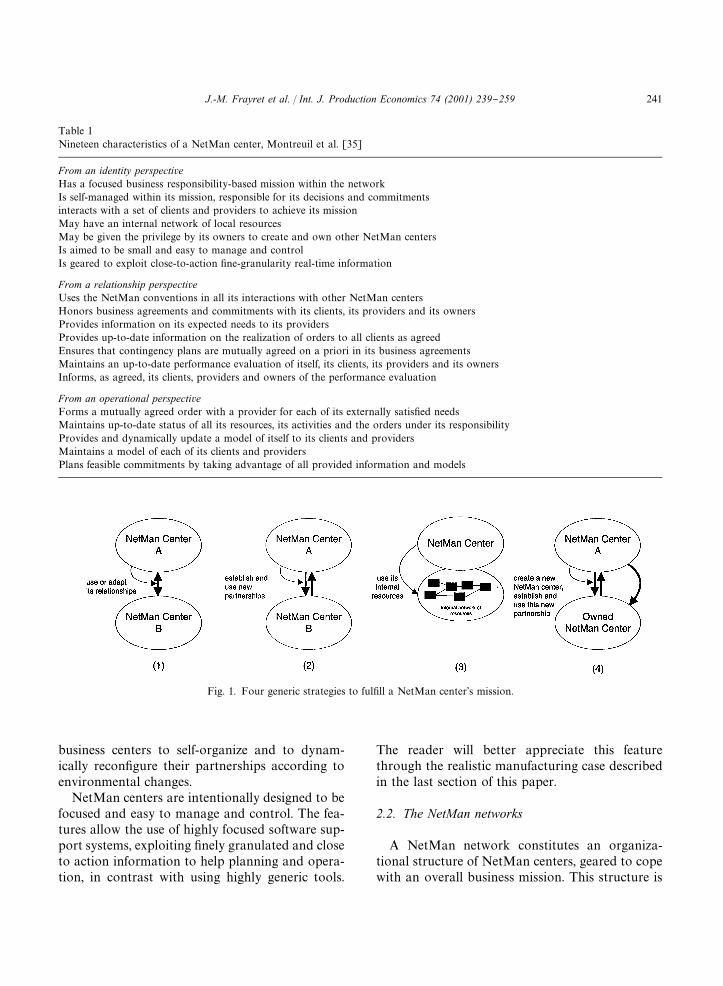
Each of the NetMan centers involved in a Net-Man business networkmay be an external business,or an internal center. In both cases it is designedaccording to a business responsibility that speci"esprecisely its own precise mission agreed upon withthe parent business. This mission is expressed interms of a set of responsibilities, as proposed byMontreuil and Lefrancois [35]. Each responsibilityis de"ned in terms of satisfying some speci"c set ofneeds of the center's clients (in general from thecenter's interactors). Within the scope of its re-sponsibility, each NetMan center is self-managedand relies upon other NetMan center partners toful"ll its mission. To do so, it is responsible formaking its own strategic, tactical and operationaldecisions, in interaction with its parent center(s),and especially for ful"lling its commitments. Thus,the NetMan centers constitute the fundamentalcomponents of the responsibility network andcontribute to the overall business mission. TheNetMan centers share key characteristics that areexpressed in Table 1. In this context, a NetMancenter may rely on di!erent strategies to achieve itsmission. According to its capacity and privileges, itmay ful"ll its mission using four distinct ap-proaches (see Fig. 1). First, it may use its businessrelationships with actual internal or external part-ners, or adapt those relationships to new require-ments due to environmental changes or new overallor local objectives. Second, it may de"ne new busi-ness relationships with existing NetMan centers ornew external businesses, and use them. Third, itmay exploit its own internal set of resources (dataprocessing capabilities and or physical assets).Then fourth, it may have the privilege of creatingand own new NetMan centers and de"ne businessrelationships with them, and use these relation-ships. These four approaches allow the partner
240 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Table 1Nineteen characteristics of a NetMan center, Montreuil et al. [35]
From an identity perspectiveHas a focused business responsibility-based mission within the networkIs self-managed within its mission, responsible for its decisions and commitmentsinteracts with a set of clients and providers to achieve its missionMay have an internal network of local resourcesMay be given the privilege by its owners to create and own other NetMan centersIs aimed to be small and easy to manage and controlIs geared to exploit close-to-action "ne-granularity real-time information
From a relationship perspectiveUses the NetMan conventions in all its interactions with other NetMan centersHonors business agreements and commitments with its clients, its providers and its ownersProvides information on its expected needs to its providersProvides up-to-date information on the realization of orders to all clients as agreedEnsures that contingency plans are mutually agreed on a priori in its business agreementsMaintains an up-to-date performance evaluation of itself, its clients, its providers and its ownersInforms, as agreed, its clients, providers and owners of the performance evaluation
From an operational perspectiveForms a mutually agreed order with a provider for each of its externally satis"ed needsMaintains up-to-date status of all its resources, its activities and the orders under its responsibilityProvides and dynamically update a model of itself to its clients and providersMaintains a model of each of its clients and providersPlans feasible commitments by taking advantage of all provided information and models
Fig. 1. Four generic strategies to ful"ll a NetMan center's mission.
business centers to self-organize and to dynam-ically recon"gure their partnerships according toenvironmental changes.NetMan centers are intentionally designed to be
focused and easy to manage and control. The fea-tures allow the use of highly focused software sup-port systems, exploiting "nely granulated and closeto action information to help planning and opera-tion, in contrast with using highly generic tools.
The reader will better appreciate this featurethrough the realistic manufacturing case describedin the last section of this paper.
2.2. The NetMan networks
A NetMan network constitutes an organiza-tional structure of NetMan centers, geared to copewith an overall business mission. This structure is
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 241

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Fig. 2. Collaboration structure design.
heterarchical (e.g., [36,37]), and designed in adynamic way in order to allow the organization toadapt itself to the changing environment. The Net-Man strategic approach allows the design of di!er-ent kinds of network organizational structures.These may be highly decentralized or centralized,or anything in between. Fig. 2 describes the genericway to design collaborative NetMan networks:"rst, to each NetMan center is assigned a mission,a set of responsibilities and a set of internal perfor-mance criteria from its owners. The latter may be ofone or many NetMan centers. It may also be anindependent business or an individual, both con-sidered as a NetMan center. Then, given this con-text, the NetMan centers negotiate to adapt theirpartnership to the environment.The con"guration of a NetMan network induces
a complete redesign of the overall organization andits business processes as suggested by Hammer andChampy [38]. It forces the re-modeling of the dis-tributed supply network's structure as well as theinternal organization as a set of collaborating busi-
ness units (NetMan centers). From a relationalpoint-of-view, the interactions between all NetMancenters are performed in the same manner, whetherthey involve external or internal centers. Thus, theyall operate according to the same philosophy andbusiness approach, and each of their business rela-tionships is designed to contribute to the overallbusiness performance. At the operational level, noNetMan center commands another center to doanything. All transactions are based on win}winclient}provider partnerships. Moreover, the qualityand e$ciency of the relationship between a parentand a child center is crucial to the global perfor-mance, both in terms of management and budgetperspectives. In order to keep track dynamically ofthe network overall performance, the identi"cationof local collaboration relationship performancemeasures are used, allowing the organization re-con"guration when needed.This distributed approach induces strong busi-
ness interdependencies (e.g., [39]) based on threedistinct dimensions: (1) information exchange; (2)
242 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Table 2Comparison of design features. Extension of [31]
System parameter Bionic manufacturing Fractal factory Holonic manufacturingsystems
NetMan strategic approach
De"nition of unit Cells: multi-operation andde"ned through genesis
Fractal: corporate serviceentity, multi-dimensional(incl. Technical, humanand cultural)
Functional and prede"ned NetMan centers:Responsibility-oriented,de"ned in terms of partners'business needs satisfaction
De"nition of group Organs: cell division tosupport neededfunctionality, moredynamic
Prede"ned and recursiveas similar service fractals,also dynamic regrouping
Prede"ned set of holons inholarchy to supportspeci"c functions
NetMan networks:customized business-oriented network ofautonomous andinterdependentcollaborating NetMancenters
Autonomy of unit High, cells able to de"neoperations in response tochanges in operatingenvironment
High, setting of individualgoals and adaptabilitythrough vitality
High, independence innegotiation andcooperation to set goalsand tasks, limited by "xedset of rules
High, independence innegotiation and cooperationto set goals and tasks, inaccord with the businessparent fundamental needsand the partnershipagreements
Autonomy of group Prede"ned functions oforgans through genesisand operationalautonomy
Inheritance of self-similarfractals and autonomy ofgoals; also dynamicrestructuring
Flexible strategies subjectto "xed set of rules withstable intermediate forms
Flexible and independentrecon"guration with respectto the owner/ownedagreements
collaborative planning and operationmanagement;and "nally (3) business rules-of-the-game. The dy-namics of production}distribution systems and thee!ect of independent control across supply chainsthat proves to amplify small disturbances havebeen studied for a long time (e.g., [40}42]). NetMandoes not promote this type of independent localplanning by distributed centers. NetMan addressesthe bullwhip e!ect by implementing collaborativeplanning approaches and enabling a continuousscheduling and control based on deep exchange ofinformation (e.g., [37,43,44]). The positive impactof information sharing in networked manufactur-ing is stated in [45]. Finally, as described in [46,47],the business transactions within NetMan networksare commitment-oriented. This approach stipulatesthat agreements are signed (agreed upon) betweenNetMan centers in order to describe the way theyhave to interact and behave (rules-of-the-game).These agreements are then used to perform transac-
tions in order to get commitments from each otheron speci"c actions. Once a commitment is made,NetMan centers behave responsibly in order torespect their commitments. Thus, they are respon-sible for making sure that through their internaland external network, they have the capability andcapacity to respect their general agreements andcommitments. Moreover, they must inform theirclients as soon as possible of any possible propaga-tion of contingencies and disturbances.To illustrate some conceptual di!erences be-
tween NetMan and the other distributed manu-facturing approaches, Table 2 provides anextension of a comparative analysis carried out byTharumarajah et al. [31]. One of the major di!er-ences concerns the notions of group and sub-groupwhich are not explicit in NetMan organizationalapproach. The group in NetMan is rather con-sidered as being the #exible and collaborative busi-ness network, which is explicitly heterarchical.
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 243
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Table 3Generic aspects of an e$cient collaboration
Relational aspectsPartners must know each other (operational, tactic and strategic)Partners must trust each otherPartners must be committedWin}win relationshipPartners must be able to measures their own contribution to the collaboration as well as the contribution of their partnersThey must have proactive behaviorsTheir strategies and goals must be alignment (avoid negative con#icts and contradictory goals)They must avoid opportunism behaviorPartnership pro"t before individual pro"tThey must exploit collaboration opportunities to improve the partnership
Business operation aspectsPartners must have the ability to coordinate their interdependent activitiesPartners must have the ability to work e$ciently together (explicit business methods)They must shared responsibility and self-managed partnersThey must or may share the pro"ts, the resources, problems, etc.They must identify contingencies and contingency plansThey may use incentive and award mechanismsThey must eliminate work duplication
Communication aspectsPartners must use understandable, fast and e$cient communication channels(e$cient information system support, same ontology, eliminate redundant communication)
2.3. The NetMan collaborative relationshipsapproach
Once the network structure is designed and themission of each NetMan center is well de"ned, thecollaborative relationships between the centers be-come critical to the overall performance of thebusiness network. Table 3 provides some of themain generic aspects of an e$cient collaborationwithin supply networks. Many authors provideanalysis and studies concerning the way organiza-tions manage their relationships with other "rmsand within themselves (e.g., [48}56]), some of themfocussing on trust and cooperation in relationships(e.g., [57}62]). NetMan addresses these aspects byproviding a generic collaborative relationshipframework that describes the day-to-day interac-tions and behaviors of the NetMan centers. Thisgeneric approach de"nes collaboration mecha-nisms respecting three fundamental premises:
Premises:
1. Organization and structure: Each NetMan centeris responsible and self-managed within a collab-
orative business network for satisfying its clients'needs and ful"lling its cooperative agreements.
2. Communication: Each NetMan center usesa conventional communication channel thatallows fast, understandable and e$cient busi-ness transactions and information exchanges be-tween partners.
3. Coordination: NetMan centers can coordinatetheir inter-dependent activities using an explicitcoordination framework. This framework isused to describe collaboration and controlmechanisms.
Collaboration mechanisms:
1. Information system infrastructure: NetMan part-ners rely on an extensive use of new informationtechnology to support communication and in-formation exchange. As mentioned in the nextsection, a NetMan prototype has been imple-mented in a multi-agent system, allowing eachpartner center to interact, coordinate their activ-ities, and exchange information according toa coordination structure describing and trans-lating their business agreements.
244 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
2. Business models exchange: NetMan partners dy-namically exchange their business models in or-der to better plan and coordinate their activities,anticipate actions to perform, and support theo!er generation process (see Section 3.2.1).A model may be the detailed schedule of a sup-plier or a client to allow just-in-time delivery, ora client forecast and inventory level to allowVendor Management Inventory. It may also bea sub-contractor production capacity templateto allow a client to organize its own use of thesub-contractor resources. A model may also bea client or supplier forecast to allow collab-orative forecasts realignment and correction.
3. Ezcient resources sharing: NetMan partnersmay share resources. In order to do so, they keepand update a model of the shared resources. Thismodel contains the actual resources availabilityas well as the agreed upon rules describing theway to collaboratively exploit the resources andsolve con#icts.
4. Explicit win}win rules-of-the-game: Each Net-Man partner agrees upon explicit win}win busi-ness methods (rules-of-the-game) in order toallow collaborative planning and operationmanagement. The rules-of-the-game may alsocontain business behaviors to adopt in order toguarantee the convergence of negotiation pro-cesses. These business behaviors specify in a gen-eric way the local deliberative aspects involvedat each step of the negotiations. These rules-of-the-game may be as simple as con"rming thereception of a need within 1 hour, and con"rm-ing the capacity to satisfy the need within3 hours. They may also be more generic, forexample, two NetMan centers may agree to re-duce the delay for need satisfaction regularlyduring the next six months, in order to forcetheir collaboration to articulate innovative waysof working together.
5. Contingencies management: NetMan partnerscollaboratively identify contingencies and agreeupon contingency plans that may be triggered inorder to quickly take action when a problemoccurs. These contingency plans may concernthe behavior to adopt when a problem occurs,such as the triggering of a message or a negoti-ation protocol to use to solve the contingency.
6. Collaboration performance measurement: EachNetMan partner agrees upon collaboration per-formance criteria in order to maintain up-to-date performance measures of itself and its part-ners (clients and providers). This performancemeasure process allows each NetMan center toevaluate its own collaboration relationshipscontribution to the overall performance. It alsoallows the NetMan center to improve its collab-oration relationships with its partners by mu-tually exchanging their performance perceptionof each other to help the detection of collabora-tion relationship weaknesses.
In the NetMan approach, all inter-center rela-tionships are developed according to the globalbusiness mission of the overall network, althoughsome centers may be involved in di!erent compet-ing networks. This forces the scope of these collab-orative relationships to be well de"ned in order toknow the contribution of these NetMan centers tothe overall collaboration. Thus, the e$ciency of thecollaboration in a NetMan network relies on thebusiness relationship e$ciency. This involves theimplementation of (1) exchange of relevant in-formation between NetMan centers, and (2) cogni-tive capabilities in each of them. De"ning businessrules or exchanging a great deal of informationdoes not guarantee the performance of a manufac-turing system.
2.4. Multi-agent integration platform approach
Many multi-agent approaches have been pro-posed to carry out supply chain and enterprise integ-ration platforms implementation (e.g., [63}66]).Swaminathan et al. [67] propose a multi-agent ap-proach to simulate the supply chain dynamic. Manyother applications of multi-agent approaches inmanufacturing contexts have also been widely de-scribed (e.g., [68}73]). NetMan delves further intothose concepts introducing a strategic approach tode"ne the organizational structure of the multi-agent system and the collaboration mechanisms be-tween agents. NetMan also proposes a framework todynamically formalize the agents' interactions.Thus, the NetMan multi-agent integration
platform approach models each NetMan center
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 245

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Fig. 3. How agreements lead to commitments (adapted from [46,47]).
246 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
previously de"ned as software agents that interacttogether using the Convention, Agreement andTransaction (CAT) coordination framework. CATis a coordination framework that aims to providea powerful and #exible generic tool for supportingthe coordination of activities in networked manu-facturing (e.g., [46,74]). Complementary to CAT,Cloutier et al. [47] present a generic framework todescribe how to implement a speci"c collaborationstrategy into an agent-oriented business approach(Fig. 3). This approach describes how to implementa collaboration strategy into agreements betweenagents in order to let them commit later to performcoordinated operations. In the implemented proto-type, these agreements are formalized with KIF(e.g., [75]) as the coordination structure representa-tion language, in order to automate conversationsbetween NetMan centers' agents. The messages arethen formalized using KQML (e.g., [76]) as theagent communication language. Even if the conceptof agent is generic in [47], this approach is imple-mented with Java, using JESS as the agent infer-ence engine. The prototype partially implementsthe case study described in the next section.
3. NetMan operation system: A case study
In order to illustrate the NetMan approach dy-namic, this paper presents a realistic example basedon the world class motorcoach manufacturerPreH vost Car from the Volvo group. This exampleprovides the reader with collaborative planningand scheduling mechanisms, contingency manage-ment approaches, and information sharingmethods that are currently implemented or in de-velopment in the multi-agent prototype. Althoughthe example described in this section constitutesa realistic view of PreH vost Car, it is simpli"ed forthe purpose of this discussion. In this part of thepaper, the selected manufacturing case is described.
3.1. The manufacturing context
The PreH vost Car company designs and producesinter-city coaches and bus shells to be convertedinto highly customized motorcoaches. Two mainproducts presenting a tremendous number of op-
tions are manufactured. These products and op-tions are designed by an engineering department.The production department de"nes the way theproducts and options must be assembled. The pro-duction organization consists of two main assem-bly lines; each composed of almost 15 workstations,fed with secondary assembly lines. These worksta-tions are synchronized according to a cycle time.Thus, all busses go through a given sequence ofworkstations. Table 4 presents a typical example ofa "nal assembly schedule. Moreover, within thesetwo assembly lines, the sequence of busses that willbe produced is built respecting a set of sequencingconstraints. In the assembly process, a warehousereceives and keeps sub-assembly parts from over500 suppliers until they are delivered just-in-time tothe di!erent workstations. Three plants composethe PreH vost Car internal network: the main plantthat assembles busses, and two plants that buildand assemble bus frames and sub-structures. Eachworkstation owns speci"c resources (workers, pro-cessors) which enable both generic and speci"c as-sembly processes. In this organization, workers arenot really shared between workstations, althoughthey may sometimes work in di!erent workstationsin order to complete long or postponed jobs. Con-cerning the supplies, an MRP system computes theparts required on a daily basis. To do so, a bill ofmaterial taking into account the tremendous num-ber of options is used with a generic and stable linebalancing and a set of basic leadtimes.From this complex make-to-order manufactur-
ing context, a case study that copes with real manu-facturing issues has been built. In this section, thedi!erent components of this case, such as the sim-pli"ed assembly process, the business networkstructure, and the NetMan centers, are presented.
3.1.1. The assembly processThis part of the paper presents the generic assem-
bly processes studied. This case deals only with oneproduct customized through di!erent options. Se-lected processes are involved in the early stages ofthe assembly process (such as the bus structureassembly, the "berglass panels and window instal-lation), while others are involved in the "nal stages(seat assembly and installation in the bus). Table 5presents the selected processes. First of all, some
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 247

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Table 4Final Assembly Schedule Example
Table 5List of processes studied through the illustrative example�
� Process description Process duration(min)
Precedentsprocesses
Realized byNetMan centers
Main suppliers
1 Assemble bus structure 120 Bus structure assembler Sw and Sz2 Assemble external panel (right) 60 1 Workcenter 1 FBS3 Assemble external panel (left) 60 1 Workcenter 1 FBS4 Prepare surface#stick moulding#assemble
windows (right)75}50 (optional) 2 Workcenter 1 WS and BS
5 Wash "ber#stick moulding (right) 10 2 Workcenter 1 or 2 BS6 Prepare surface#stick moulding#assemble
windows (left)75}50 (optional) 3 Workcenter 1 WS and BS
7 Wash "ber#stick moulding (left) 10 3 Workcenter 1 or 2 BS8 Stick left window moulding 55}40 (optional) Workcenter 1, 2 or 3 BS9 Assemble and "x roof 95 Workcenter 1 or 2 FBS10 install emergency exit 20 9 Workcenter 1, 2 or 3 FBS11 Assemble front panel#moulding 120 Workcenter 1 FBS and BS12 Install front door frame 60 11 Workcenter 1 FBS13 Install front door 15 12 Workcenter 3 FBS14 Install windows handle 70 4, 6 Workcenter 2 BS15 Assemble seats 120}240 (optional) Seat assembler SSS and MS16 Install seats in bus 120}90 (optional) 4, 6, 15 Workcenter 3 SA or ESS17 Install guide seat (option) 10 Workcenter 3 SA or ESS18 Install service door (front left) 30 11 Workcenter 1 or 2 FBS
�Sw, supplier w; Sz, supplier z; FBS, "berboard supplier; BS, bulk supplier; WS, windows supplier; SSS, seat structure supplier; MS,material supplier; ESS, external seat supplier.
processes are carried out in the main assemblyline, and others are carried out in two di!erentfeeder lines. For the main assembly line, someprocesses must be realized in speci"c workcenters
because of resource constraints, while others maybe carried out in di!erent workcenters. More-over, the duration of some processes are optiondependent.
248 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Fig. 4. Manufacturing network and material #ow.
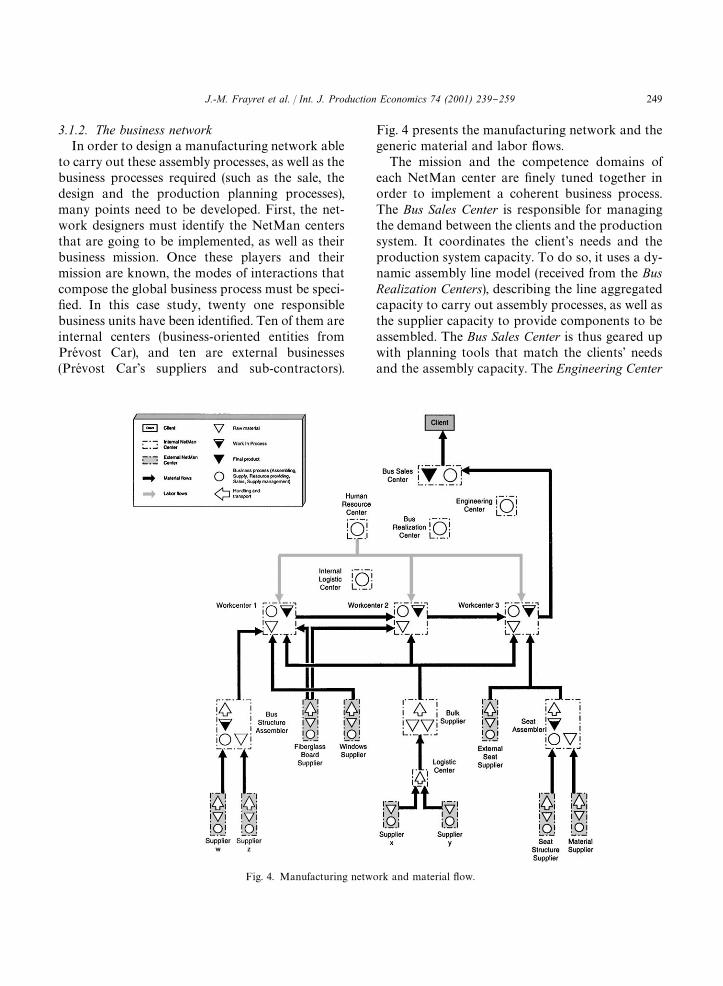
3.1.2. The business networkIn order to design a manufacturing network able
to carry out these assembly processes, as well as thebusiness processes required (such as the sale, thedesign and the production planning processes),many points need to be developed. First, the net-work designers must identify the NetMan centersthat are going to be implemented, as well as theirbusiness mission. Once these players and theirmission are known, the modes of interactions thatcompose the global business process must be speci-"ed. In this case study, twenty one responsiblebusiness units have been identi"ed. Ten of them areinternal centers (business-oriented entities fromPreH vost Car), and ten are external businesses(PreH vost Car's suppliers and sub-contractors).
Fig. 4 presents the manufacturing network and thegeneric material and labor #ows.The mission and the competence domains of
each NetMan center are "nely tuned together inorder to implement a coherent business process.The Bus Sales Center is responsible for managingthe demand between the clients and the productionsystem. It coordinates the client's needs and theproduction system capacity. To do so, it uses a dy-namic assembly line model (received from the BusRealization Centers), describing the line aggregatedcapacity to carry out assembly processes, as well asthe supplier capacity to provide components to beassembled. The Bus Sales Center is thus geared upwith planning tools that match the clients' needsand the assembly capacity. The Engineering Center
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 249

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
is responsible for the design of special client re-quests. Its competence domain directly concernsproduct design. The Bus Realization Center'smission is to de"ne a high level plan for the use ofthe assembly line for each bus to produce. To do so,it translates the clients' need speci"cations intotechnical speci"cations (a set of processes to carryout). Then, it dynamically balances the processes tobe carried out in the di!erent workcenters. Themain assembly line is composed of three workcen-ters,Workcenters 1}3 that are responsible for carry-ing out assembly processes on the busses.Workcenters' competence domain "rst of all con-cerns assembly processes accomplishment. Thus,they are geared to assemble components and sub-components on the bus structures. Then, they aregeared to precisely schedule each process to its ownresources. Secondly, in this case study, each work-center is also responsible and geared to plan its ownsupplies, this means dealing with its own suppliersto make sure that the supplies are available.In order to guarantee the bus #ow in the line, an
Internal Logistic Center is responsible for movingbusses from workcenter to workcenter. To do so, itowns and manages a transborder. In order to man-age the time lag between supply deliveries and theirutilization, a warehouse is shared between the threeworkcenters and the others internal NetMancenters. In this case study, the warehouse is notconsidered as a NetMan center. It is rather de-signed as a shared resource to illustrate this possi-bility within the NetMan approach.The Human Resource Center's mission is to pro-
vide labor to the workcenters when speci"c eventsoccur. Two feeder lines have been identi"ed in thecase study. The "rst is the Bus Structure Assemblerthat is responsible for providing bus structures toWorkcenter 1. The second is the Seat Assembler thatis responsible for providing bus seats toWorkcenter3. Their respective competence domain deals withthe accomplishment and the management of all theprocesses involved in assembling bus structuresand seats. They are also geared with supply man-agement tools to cope with the management oftheir own supplies. According to the client's needspeci"cations, Workcenter 3 can decide which sup-plier it will choose to be supplied with seats. It caneither choose an External Seat Supplier or the Inter-
nal Seat Assembler. In order to take advantage ofscale economies with all the bulk supplies, a BulkSupplier is responsible for providing the threeworkcenters with bulk. To do so, it deals with twoexternal suppliers (x and z) and a Logistic Centerthat is responsible for delivering the products fromSupplier x and z on time. Finally, two externalsuppliers (Fiberglass Board Supplier and WindowsSupplier) provideWorkcenter 1 and 2 with "berglasspanels and window kits.
3.2. The PreH vost Car NetMan operation system
In order to describe the dynamic of this network,di!erent perspectives of the case study are present-ed. Some business processes have been identi"edand are described in detail. These processes concernthe generic need/o!er expression process, the de-mand management, the assembly line planning andoperation management, the resource sharing, thebulk supply process management, and "nally, thelabor management.
3.2.1. The generic need/ower expression processOne of the NetMan centers' basic interactions
concerns the need/o!er expression process. Thisinteraction concerns the way NetMan centers ex-press their needs to their suppliers and send backo!ers to their clients. To do so, as soon as a Net-Man center receives an initial need, it must replywith an o!er. This o!er is the outcome of a deliber-ative process that may induce cascaded need/o!erexpression process across the downstream supplynetwork. As it will be explained later, this process iscontrolled in order to avoid communication chan-nel overload and to allow fast o!er expression.With this approach, an o!er is then generated whenthe downstream supply network can commit (ornot) in order to satisfy the initial need. The men-tioned deliberation process takes into account thecapacity of the NetMan center to use its ownresources, and its partners' models. The nextsections describe some aspects of this deliberativeprocess.
3.2.2. The demand managementThe demand management process is at the inter-
face between the clients' needs and the production
250 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
system. The Bus Sales Center is responsible forcarrying this out. To do so, it receives an updatedhigh level model of the global assembly systemperiodically from the Bus Realization Center. Thismodel "rst describes the aggregated productioncapacity of the line. This point concerns the assem-bly line cycle time and the assembly capacity (hu-man.hour) available in time to assemble busses.Then, for each set of time slots (see Table 4) thatmay be used to assemble a bus, the model describesthe assembly available capacity without having toask for the actual capacity from the Bus RealizationCenter. This is called the green capacity. This modelalso describes a red capacity that gives this capacityupper limit. Finally, this model also containsa green leadtime that guarantees that all supplieswould be available without having to ask for theactual leadtime from the Bus Realization Center. Inthe same manner, this model gives a red limit oftime, beyond which it is impossible to deliver a sup-ply. Between the green and the red, in order togenerate an o!er, the Bus Sales Centermust expressa need to the Bus Realization Center in order toknow the actual capacity.Given this model, the Bus Sales Center is then
able to match the actual demand with the assemblysystem capacity to satisfy the demand. In order tomaximize the clients' satisfaction, their satisfactionis modeled using di!erent functions. These func-tions express the earliest delivery date, the preferreddelivery date and the latest delivery date. They areused in a linear program that is regularly run tomaximize the customers' satisfaction. Thus, fora given need, this linear program is speci"cally usedto "nd a delivery date (actually the end of the timeslot corresponding to the end of the assembly pro-cess on the line) that maximizes a mixed function ofclient satisfaction and an e$cient capacity utiliz-ation. Moreover, a set of constraints have beenintroduced within the linear program to force thesequence of busses to respect some sequencing con-straints, because of resource loading constraints onthe line. If the client requests a non-standard op-tion, the Bus Sales Center consults the EngineeringCenter to know if the special request can be carriedout or not. If it is the case, it sends back a con"rma-tion, supported by the technical information of thespecial request.
Once the client's need (in this case a customizedbus) is assigned to a delivery date that has beencon"rmed by the client, its corresponding set oftime slots is no longer available. Then, the Bus SalesCenter expresses a need to the Bus RealizationCenter, initiating the establishment of collaborativeplanning to best satisfy the need. At this moment,the need is expressed in terms of client speci"ca-tions.
3.2.3. The assembly line planningThe "rst business process carried out by the Bus
Realization Center is the translation of each needfrom the Bus Sales Center into technical speci"ca-tions (a set of processes to carry out). Then, for eachneed independently, it balances and plans the use ofthe assembly line. Because all busses to be produc-ed are di!erent (due to a tremendous number ofoptions combinations), all technical bus speci"ca-tions require di!erent uses of the line. In order toaddress this issue, an heuristic has been developedto dynamically balance the processes through thethree workcenters. This algorithm "nds a solutionthat is able to be carried out given the resourcesavailable at a given date and a set of other con-straints (such as resource constraints, process pre-cedence, processes requiring many synchronizedhuman resources, and aggregated supply availabil-ity). This line-balancing algorithm dynamicallyuses the workcenters' models, describing their pro-duction capacity availability in time. These modelsare sent by the three workcenters to the Bus Realiz-ation Center and updated periodically. Like themodel of the whole assembly line used by theBus Sales Center, these models describe for eachworkcenter the same features: green and redworkcenters production capacities (giving a num-ber of skilled workers), and a green and a redleadtime for their aggregated standard supplydeliveries.As seen previously, the line balancing is com-
puted taking into account the resource constraintsand the availability of the supply (green leadtime).The heuristic assigns each process to the threeworkcenters' available resources. Sometimes, dueto the combination of options, the amount of pro-cesses to be carried out overloads the green capa-city of one or more workcenters. In this case, the
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 251
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
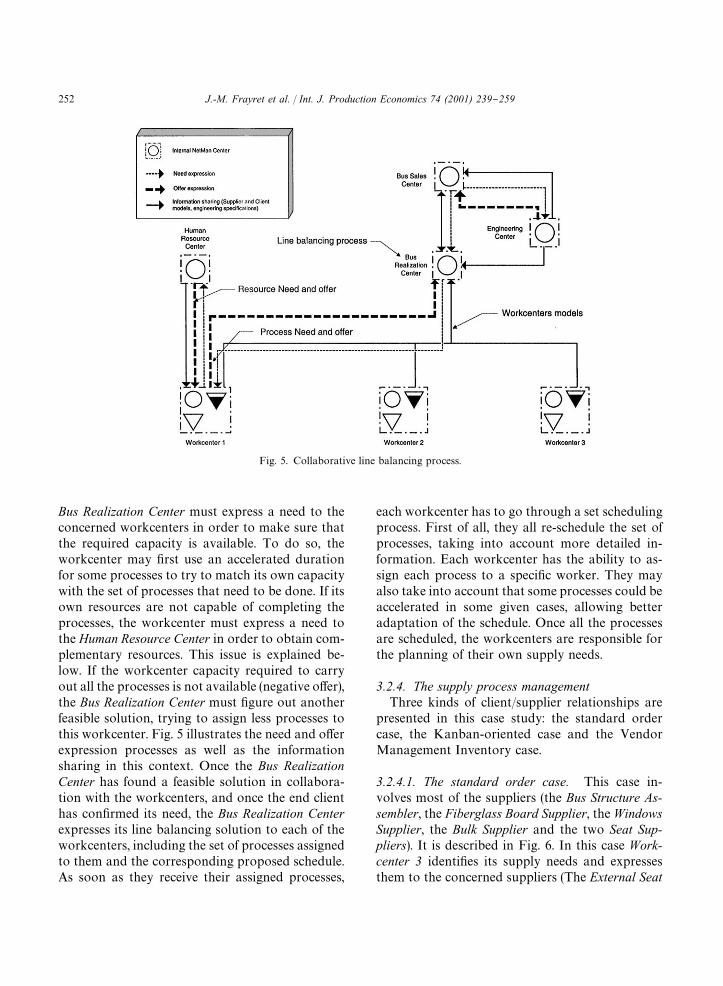
Fig. 5. Collaborative line balancing process.
Bus Realization Center must express a need to theconcerned workcenters in order to make sure thatthe required capacity is available. To do so, theworkcenter may "rst use an accelerated durationfor some processes to try to match its own capacitywith the set of processes that need to be done. If itsown resources are not capable of completing theprocesses, the workcenter must express a need tothe Human Resource Center in order to obtain com-plementary resources. This issue is explained be-low. If the workcenter capacity required to carryout all the processes is not available (negative o!er),the Bus Realization Center must "gure out anotherfeasible solution, trying to assign less processes tothis workcenter. Fig. 5 illustrates the need and o!erexpression processes as well as the informationsharing in this context. Once the Bus RealizationCenter has found a feasible solution in collabora-tion with the workcenters, and once the end clienthas con"rmed its need, the Bus Realization Centerexpresses its line balancing solution to each of theworkcenters, including the set of processes assignedto them and the corresponding proposed schedule.As soon as they receive their assigned processes,
each workcenter has to go through a set schedulingprocess. First of all, they all re-schedule the set ofprocesses, taking into account more detailed in-formation. Each workcenter has the ability to as-sign each process to a speci"c worker. They mayalso take into account that some processes could beaccelerated in some given cases, allowing betteradaptation of the schedule. Once all the processesare scheduled, the workcenters are responsible forthe planning of their own supply needs.
3.2.4. The supply process managementThree kinds of client/supplier relationships are
presented in this case study: the standard ordercase, the Kanban-oriented case and the VendorManagement Inventory case.
3.2.4.1. The standard order case. This case in-volves most of the suppliers (the Bus Structure As-sembler, the Fiberglass Board Supplier, theWindowsSupplier, the Bulk Supplier and the two Seat Sup-pliers). It is described in Fig. 6. In this case Work-center 3 identi"es its supply needs and expressesthem to the concerned suppliers (The External Seat
252 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Fig. 6. Traditional order client/supplier relationship.
Supplier or the Seat Assembler), respecting the busi-ness rules-of-the-game it shares with them. A needmay be sent as soon as the workcenter identi"es it,according, for example, to the reorder point and theeconomic order quantity rule, or to a `one-to-one needa rule. The need may also be expressedat a given (agreed upon) amount of time before therequired delivery date, or when an ordering batch isreached. The models that the workcenters havefrom their suppliers may be composed of di!erentelements. For example, as an internal NetMancenter the Seat Assembler exchanges with Workcen-ter 3 its schedule in order to allow it to directlypropose its supplier a scheduled need that "ts itsworking calendar. In this case, Workcenter 3 ex-presses a need to the Seat Assembler when it is notable to "t its need into the schedule. This processoccurs when the workcenter involved must gener-ate an o!er to the Bus Realization Center. In an-other example, the External Seat Supplier may just
express to Workcenter 3 a green and a red leadtimefor di!erent periods of time that allows it to e$-ciently generate an o!er to its client.
3.2.4.2. The Kanban-oriented case. This approachis described in Fig. 7 and concerns the Bulk SupplierCenter and its own supplier relationship. In thiscase, the Bulk Supplier Center is responsible forsending bulk products to the workcenters directlyfrom its own inventories. For each product, theseinventories are composed of a given number ofKanban containers. As soon as a Kanban containeris empty, an electronic Kanban is automaticallyexpressed by the Bulk Supplier Center to its supplier.The latter sends back a Kanban delivery o!er inorder to make sure that the Bulk Supplier Centerreceived and treated the need. In order to do so, thesupplier must analyze its own capacity to carry outthe required product before sending the o!er to itsclient.
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 253

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Fig. 7. Kanban and Vendor Management Inventory client/supplier relationship.
This case also presents the use of a LogisticCenter that is responsible for organizing and opti-mizing the picking and the transportation pro-cesses between the di!erent suppliers and the BulkSupplier Center. When the suppliers must delivera product to the Bulk Supplier Center, they senda need to the Logistic Center, describing the trans-portation volume required, the delivery locationand the delivery date. Then, the Logistic centerorganizes a `milk runa that will satisfy actualtransportation needs by optimizing a routing prob-lem. The Logistic Center and the suppliers mustcoordinate their activities in order to e$cientlysynchronize the picking activities. Once the trans-portation solution is found, the Logistic Centersends the Bulk Supplier Center the exact deliverydate. In order to improve the use of the LogisticCenter, the latter sends its model to the sup-pliers, who may then try to use already plannedtransports.
3.2.4.3. The Vendor Management Inventorycase. In this kind of relationship, no needs areactually expressed by the client to its supplier. Theformer regularly sends its supplier an updatedmodel of its production plan, as well as its forecas-
ted needs. According to the rules-of-the-game de-"ned between the two business partners, the sup-plier is responsible for replenishing its clientinventories. Fig. 7 also summarizes this approach.
3.2.5. The shared warehouse managementIn order to illustrate the sharing of resources
communally owned by many NetMan centers, suchas a warehouse, forklifts and their drivers, Fig.8 presents some of the processes that need to bemanaged to ensure an e$cient sharing. First of all,the centers that want to share resources must agreeupon a set of sharing rules. These involve, forexample, the dedicated percentage of inventory ca-pacity assigned to each center. These rules shouldalso describe how workcenters must book theforklifts in order to be fed with the products fromthe warehouse. In this situation, the workcentersinvolved in the sharing process are responsible forunloading the arriving trucks, placing the productsat the right location in the warehouse, and movingthe products from the warehouse to the assemblyline. In a di!erent context, the warehouse couldhave been designed as a NetMan center, respon-sible for realizing all these tasks and owning all theresources.
254 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Fig. 8. Warehouse sharing process.
These rules should also describe the strategicaspects of sharing such as investment and budget-ing politics. In order to manage exceptional situ-ations, contingency rules must also be described.Then, if one center needs an extra inventory capa-city, the rules must de"ne how this need must beexpressed and handled by the sharing partners.The case in Fig. 8 concerns Workcenter 3 that
shares the warehouse, forklifts and the drivers withthe two others workcenters. Workcenter 3 has twoseat suppliers. One is an internal NetMan centerwhich manages its own inventories. This centerdirectly feeds in a just-in-time mode Workcenter 3.The other seat supplier is an external business anddue to batch delivery constraints, a warehouse isused between the workcenter and the supplier. Thiswarehouse, as well as the required forklifts anddrivers, are shared. Thus, as soon as the workcenterknows the delivery date from its supplier, it booksforklifts, drivers and inventory slots in the ware-house respecting the sharing rules. If a con#ictoccurs, the contingency rules describe the ways to"nd solutions. For example, priority rules may be
implemented. Then, when product delivery occurs,or when the workcenter needs products on the line,the workcenter may use the shared resources. Itreleases them when the job is completed, or whenthe resources are booked by another center. Opera-tional rules must also specify how to deal with jobsthat last longer than planned and with performancemeasures in order to avoid over bu!ering whenbooking the shared resources. Their shared re-source model maintenance may be either central-ized or distributed, although it must be coherent,allowing concurrent access.
3.2.6. Assembly line operationsOnce the needs have been planned on the line,
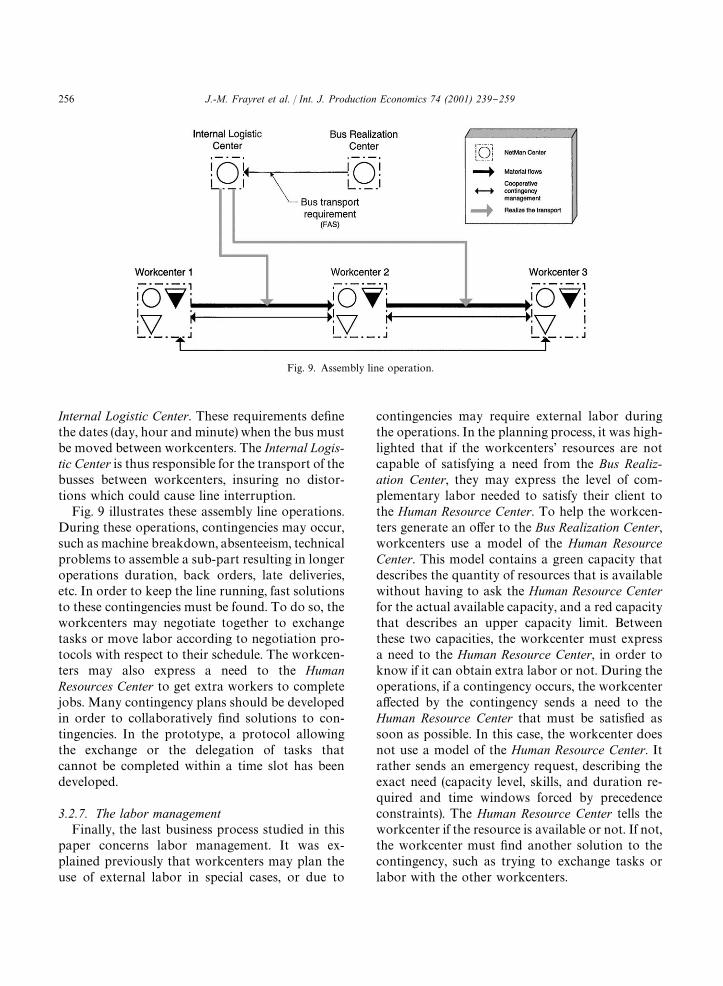
the latter must carry out the planned activities.During the assembly operations, products movebetween the warehouse and the workcenters, andalso between the internal suppliers and the work-centers. In order to move the busses from oneworkcenter to its following one, the Bus RealizationCenter transmits the bus transport requirements(coherent with the "nal assembly schedule) to the
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 255
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
Fig. 9. Assembly line operation.
Internal Logistic Center. These requirements de"nethe dates (day, hour and minute) when the bus mustbe moved between workcenters. The Internal Logis-tic Center is thus responsible for the transport of thebusses between workcenters, insuring no distor-tions which could cause line interruption.Fig. 9 illustrates these assembly line operations.
During these operations, contingencies may occur,such as machine breakdown, absenteeism, technicalproblems to assemble a sub-part resulting in longeroperations duration, back orders, late deliveries,etc. In order to keep the line running, fast solutionsto these contingencies must be found. To do so, theworkcenters may negotiate together to exchangetasks or move labor according to negotiation pro-tocols with respect to their schedule. The workcen-ters may also express a need to the HumanResources Center to get extra workers to completejobs. Many contingency plans should be developedin order to collaboratively "nd solutions to con-tingencies. In the prototype, a protocol allowingthe exchange or the delegation of tasks thatcannot be completed within a time slot has beendeveloped.
3.2.7. The labor managementFinally, the last business process studied in this
paper concerns labor management. It was ex-plained previously that workcenters may plan theuse of external labor in special cases, or due to
contingencies may require external labor duringthe operations. In the planning process, it was high-lighted that if the workcenters' resources are notcapable of satisfying a need from the Bus Realiz-ation Center, they may express the level of com-plementary labor needed to satisfy their client tothe Human Resource Center. To help the workcen-ters generate an o!er to the Bus Realization Center,workcenters use a model of the Human ResourceCenter. This model contains a green capacity thatdescribes the quantity of resources that is availablewithout having to ask the Human Resource Centerfor the actual available capacity, and a red capacitythat describes an upper capacity limit. Betweenthese two capacities, the workcenter must expressa need to the Human Resource Center, in order toknow if it can obtain extra labor or not. During theoperations, if a contingency occurs, the workcentera!ected by the contingency sends a need to theHuman Resource Center that must be satis"ed assoon as possible. In this case, the workcenter doesnot use a model of the Human Resource Center. Itrather sends an emergency request, describing theexact need (capacity level, skills, and duration re-quired and time windows forced by precedenceconstraints). The Human Resource Center tells theworkcenter if the resource is available or not. If not,the workcenter must "nd another solution to thecontingency, such as trying to exchange tasks orlabor with the other workcenters.
256 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
This section has described some aspects of thedynamics of an operating NetMan network. Thegoal of this illustration was not to present the bestmechanisms to deal with the highlighted businessprocesses. It rather provides examples of mecha-nism that can be designed to e$ciently deal withspeci"c business cases.
4. Conclusion and future application
The main contribution of this paper concerns thepresentation of the NetMan collaborative frame-work and the formalization of collaboration mech-anisms in a distributed networked manufacturingsystem. Through this framework, some operationalmechanisms that allow the creation of collab-orative competencies within network enterpriseshave been concretized and partially implemented ina multi-agent prototype. Further development ofthis prototype concerns the implementation ofmost of these collaboration mechanisms.Thus, this approach proposes to develop such
mechanisms in a distributed supply network toallow fast reactions and permit organizational andoperational manufacturing agility. The conceptualresearch directions now concern the developmentof other collaborative mechanisms, with an empha-sis on the external suppliers' partnership, as well asthe implementation of a NetMan-like job shopplant. Future conceptual developments also con-cern the classi"cation of the centers' interactions, aswell as the formalization of information exchangesbetween centers and the collaborative planningaspects. They also concern the realization of aperformance study through the implementation ofdistributed simulations (e.g., [77]). Their goals"rst concern the testing of the ability of the collab-orative mechanisms to manage day-to-day opera-tions and contingencies. Secondly, these simulationswill be useful in order to formalize performancemeasures in distributed manufacturing systems.
References
[1] H.B. Thorelli, Networks: Between markets and hierar-chies, Strategic Management Journal 7 (1) (1986) 37}51.
[2] W.W. Powell, Neither market nor hierarchy: Networkforms of organization, Research in Organizational Behav-ior 12 (1990) 295}336.
[3] O.E. Williamson, Comparative economic organization:The analysis of discrete structural alternatives, Adminis-trative Science Quarterly 36 (2) (1991) 269}296.
[4] H. Aldrich, D.A. Whetten, Organization-sets action-setsand networks: Making the most of simplicity, in: P.C.Nystrom, W.H. Starbuck (Eds.), Handbook of Organiza-tional Design, Oxford University Press, Oxford, 1981,pp. 385}408.
[5] R.G. Eccles, The quasi"rm in the construction industry,Journal of Economic Behavior and Organization 2 (1981)335}357.
[6] R.E. Miles, C.C. Snow, Organizations: New concepts fornew forms, California Management Review 28 (3) (1986)62}73.
[7] R.E. Miles, C.C. Snow, The new network "rm: A sphericalstructure built on a human investment philosophy, Organ-izational Dynamics 24 (4) (1995) 5}18.
[8] J.C. Jarillo, On strategic networks, Strategic ManagementJournal 9 (1988) 31}42.
[9] G. Lorenzoni, O.A. Ornati, Constellations of "rms andnew ventures, Journal of Business Venturing 3 (1988)41}57.
[10] C.C. Snow, R.E. Miles, H.J. Coleman Jr., Managing 21stcentury network organizations, Organizational Dynamics20 (3) (1992) 5}20.
[11] G. Nassimbeni, A. De Toni, S. Tonchia, Supply Chain intoNetwork Companies, Proceedings of ISL'93, Nottingham,1993, pp. 163}168.
[12] D. Poulin, B. Montreuil, S. Gauvin, Lentreprise reH seau,Publi-Relais, Montreal, 1994.
[13] R.S. Achrol, Changes in the theory of interorganizationalrelations in marketing: Toward a network paradigm, Jour-nal of the Academy of Marketing Science 25 (1) (1997)56}71.
[14] K.K. Moller, A. Halinen, Business relationships and net-works: managerial challenge of network era, IndustrialMarketing Management 28 (5) (1999) 413}427.
[15] T. Ritter, The networking company: Antecedents forcoping with relationships and networks e!ectively,Industrial Marketing Management 28 (5) (1999)467}479.
[16] J. Forrester, A new corporate design, Industrial Manage-ment Review 7 (1) (1965) 5}17.
[17] J. Forrester, Reconsidering the new corporate design,in: W.E. Halal, A. Geranmayeh, J. Pourdehnad (Eds.),Internal Markets Bringing the Power or Free EnterpriseInside Your Organization, Wiley, New York, 1993,pp. 52}66.
[18] W.E. Halal, A. Geranmayeh, J. Pourdehnad, InternalMar-kets Bringing the Power or Free Enterprise Inside yourOrganization, Wiley, New York, 1993.
[19] W.E. Halal, From hierarchy to enterprise: Internal mar-kets are the new foundation of management, The Academyof Management Executive 8 (4) (1994) 69}82.
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 257

123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
[20] J.R. Hauser, D.I. Simester, B. Wernerfelt, Internal cus-tomers and internal suppliers, Journal of Marketing Re-search 33 (3) (1996) 268}280.
[21] N. Okino, Bionical manufacturing systems, in: T. Sata(Ed.), Organisation of EngineeringKnowledge for ProductModelling in Computer Integrated Manufacturing, Else-vier, Amsterdam, 1989, pp. 65}81.
[22] N. Okino, Bionic manufacturing systems, in: J. Peklenik(Ed.), 25th Seminar on Manufacturing Systems, FlexibleManufacturing Systems Past-Present-Future, Bled,Slovenia, Faculty Press International, Ljubljana, 1993,pp. 65}89.
[23] N. Ueda, A concept for bionic manufacturing systemsbased on DNA-type information, In: G.H. Olling, F.Kimura (Eds.), Human Aspects in Computer IntegratedManufacturing, North-Holland, Amsterdam, 1992,pp. 853}863.
[24] H.J. Warnecke, The Fractal Company, Springer, Berlin,1993.
[25] W. Sihn, M. HuK ser, R. Kristof, The fractal factory, in: A.Molina, J.M. Sanchez, A. Kusiak (Eds.), Handbook of LifeCycle Engineering Concepts, Models and Technologies,Kluwer Academic Publishers, Dordrecht, 1998, pp. 93}114.
[26] A. Koestler, The Ghost in the Machine, Hutchinson, Lon-don, 1967.
[27] P. Valckenaers, H. Van Brussel, L. Bongaerts, J. Wyns,Holonic manufacturing systems, Integrated ComputerAided Engineering 4 (1997) 191}201.
[28] H. Van Brussel, J. Wyns, P. Valckenaers, L. Bongaerts, P.Peeters, Reference architecture for holonic manufacturingsystems: PROSA, Computers in Industry 37 (3) (1998)255}274.
[29] R. Bell, S. Rahimifard, K.T.K. Toh, Holonic systems, in: A.Molina, J.M. Sanchez, A. Kusiak (Eds.), Handbook of LifeCycle Engineering Concepts, Models and Technologies,Kluwer Academic Publishers, Dordrecht, 1998, pp.115}149.
[30] H. Van Brussel, L. Bongaerts, J. Wyns, P. Valckenaers,T. Van Ginderachter, A conceptual framework for holonicmanufacturing: Identi"cation of manufacturing holons,Journal of Manufacturing Systems 18 (1) (1999) 35}52.
[31] A. Tharumarajah, A.J. Wells, L. Nemes, Comparison ofthe bionic, fractal and holonic manufacturing systems con-cepts, International Journal of Computer IntegratedManufacturing 9 (3) (1996) 217}226.
[32] B. Montreuil, J.-M. Frayret, S. D'Amours, A strategicframework for networked manufacturing, Computers inIndustry 42 (2/3) (2000) 299}317.
[33] J.M. Frayret, B. Montreuil, S. D'Amours, U. Venkatadri,NetMan organizational and operational strategies: A casestudy, In: A. Langevin, D. Riopel, P. Ladet (Eds.), Proceed-ings of the Third International Industrial EngineeringConference, MontreH al, Canada, Vol. 1, May 1999,pp. 55}64.
[34] J.M. Frayret, B. Montreuil, S. D'Amours, U. Venkatadri,A network approach to design and operate manufacturingsystems, In: FaculteH s Universitaires Catholiques de
Mons, (Eds.), Proceedings of the International Con-ference on Industrial Engineering and ProductionManagement, Glasgow, Scotland, Vol. 2, July, 1999,pp. 443}452.
[35] B. Montreuil, P. Lefranc7 ois, Organizing factories as re-sponsibility networks, in: R.J. Graves, L.F. McGinnis, D.J.Medeiros, R.E. Ward, M.R. Wilhelm (Eds.), Progress inMaterial Handling, M.H.I, Braum-Brum"eld, USA, 1996,pp. 375}411.
[36] N. Du$e, Synthesis of heterarchical manufacturingsystems, Computers in Industry 14 (1}3) (1990) 167}174.
[37] N.A. Du$e, V.V. Prabhu, Heterarchical control of highlydistributed manufacturing systems, International Journalof Computer Integrated Manufacturing 9 (4) (1996)270}281.
[38] M. Hammer, J. Champy, Reengineering the corporation:A manifest for business revolution, Harper Collins Pub-lishers, New York, 1992.
[39] A. Grandori, An organizational assessment of inter"rmcoordination modes, Organization Studies 18 (6) (1997)897}925.
[40] J. Forrester, Industrial dynamics, MIT Press, Wiley, Cam-bridge, MA, New York, 1961.
[41] H.L. Lee, V. Padmanabhan, S. Whang, Information dis-tortion in a supply chain: The bullwhip e!ect, Manage-ment Science 43 (4) (1997) 546}558.
[42] H.L. Lee, V. Padmanabhan, S. Whang, The bullwhip e!ectin supply chains, Sloan Management Review 38 (3) (1997)93}102.
[43] M.J. Euwe, H. Wortmann, Planning systems in the nextcentury (I), Computers in Industry 34 (1997) 233}237.
[44] A. Tharumarajah, A.J. Wells, A behavior-based ap-proach to scheduling in distributed manufacturing sys-tems, Integrated Computer Aided Engineering 4 (1997)235}249.
[45] S. D'Amours, B. Montreuil, P. Lefranc,ois, F. Soumis,
Networked manufacturing: the impact of informationsharing, International Journal of Production Economics58 (1) (1999) 63}79.
[46] L. Cloutier, B. Espinasse, P. Lefranc7 ois, Coordinating in-ter-enterprise operational business relations with multi-agents systems, In: A. Langevin, D. Riopel, P. Ladet (Eds.),Proceedings of the Third International Industrial Engin-eering Conference, MontreH al, Canada, Vol. 1, May 1999,pp. 529}538.
[47] L. Cloutier, J.M. Frayret, S. D'Amours, B. Espinasse, B.Montreuil, A commitment-oriented approach to networ-ked manufacturing, In: FaculteH s Universitaires Cath-oliques de Mons (Eds.), Proceedings of the InternationalConference on Industrial Engineering and ProductionManagement, Glasgow, Scotland, Vol. 2, July, 1999,pp. 443}452.
[48] D. Ford, The development of buyer}seller relationships inindustrial markets, European Journal of Marketing 14(5/6) (1980) 339}353.
[49] F.R. Dwyer, P.H. Schurr, S. Oh, Developing buyer}sellerrelationship, Journal of Marketing 51 (1987) 11}27.
258 J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748
495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596
[50] L.M. Ellram, A managerial guideline for the developmentand implementation of purchasing partnerships, Interna-tional Journal of Purchasing and Materials Management27 (3) (1991) 2}8.
[51] U. Lehtinen, Partnerships among "nnish manufacturers,European Journal of Purchasing & Supply Management2 (1996) 161}167.
[52] P. Hines, Network sourcing a discussion of causality with-in the buyer}supplier relationship, European Journal ofPurchasing & Supply Management 2 (1) (1996) 7}20.
[53] A. Cox, R. Lamming, Managing supply in the "rm of thefuture, European Journal of Purchasing & Supply Man-agement 3 (2) (1997) 53}62.
[54] M.J. Maloni, W.C. Benton, Supply chain partnerships:Opportunities for operations research, European Journalof Operational Research 101 (3) (1997) 419}429.
[55] P. Hines, N. Rich, Outsourcing competitive advantage:The use of supplier associations, International Journal ofPhysical Distribution & Logistics Management 28 (7)(1998) 524}546.
[56] S. New, B. Burnes, Developing e!ective customer}supplierrelationships: More than one way to skin a cat, Interna-tional Journal of Quality & ReliabilityManagement 15 (4)(1998) 377}388.
[57] L. Wiener, T.A. Doescher, A framework for promotingcooperation, Journal of Marketing 55 (2) (1991) 38}47.
[58] P.S. Ring, A.H. Van De Ven, Structuring cooperative rela-tionships between organizations, Strategic ManagementJournal 13 (1992) 483}498.
[59] P.S. Ring, A.H. Van de Ven, Developmental processes ofcooperative interorganizational relationships, The Acad-emy of Management Review 19 (1) (1994) 90}119.
[60] W.W. Powell, Trust-based forms of governance, in: R.M.Kramer, T.R. Tyler (Eds.), Trust in organizations: Fron-tiers of theory and research, Sage Publications, USA, 1996,pp. 51}67.
[61] A.K. Mishra, Organizational responses to crisis: The cen-trality of trust, in: R.M. Kramer, T.R. Tyler (Eds.), Trust inorganizations: Frontiers of theory and research, Sage Pub-lications, USA, 1996, pp. 261}287.
[62] R.E. Spekman, J.W. Kamau! Jr., N. Myhr, An empiricalinvestigation into supply chain management a perspectiveon partnerships, International Journal of Physical Distri-bution and Logistics Management 28 (1998) 630}650.
[63] M.S. Fox, J.F.Chionglo, M. Barbuceanu, The integratedsupply chain management system, Internal Report, De-ptartment of Industrial Engineering, University ofToronto, 1993. Available at http://www.eil.utoronto.ca/iscm-descr.html.
[64] D. Brugali, G. Menga, G. Galarraga, Inter-company sup-ply chain integration via mobile agent, In: G. Jacucci, G.J.Olling, K. Preiss, M.J. Wozny (Eds.), The Globalization ofManufacturing in the Digital Communications Era of the21st Century: Innovation, Agility, and the VirtualEnterprise, Kluwer Academic Publishers, Dordrecht, 1998.Available at http://www.polito.it/&brugali/.
[65] W. Shen, M. Ulieru, D.H. Norrie, R. Kremer, Implemen-ting the internet enabled supply chain through a collab-orative agent system, in Proceedings of Agents'99Workshop on Agent Based Decision-Support for Manag-ing the Internet-Enabled Supply-Chain, Seattle, WA, May,1999, pp. 55}62.
[66] W. Shen, D.H. Norrie, Implementing internet enabled vir-tual enterprises using collaborative agents, in Proceedingsof Pro-VE 1999, Porto, Portugal, 1999.
[67] J.M. Swaminathan, S.F. Smith, N.M. Sadeh, Modelingsupply chain dynamics: A multi-agent approach, DecisionSciences 29 (3) (1998) 607}632.
[68] M. Wooldridge, N.R. Jennings, Intelligent agents: Theoryand practice, Knowledge Engineering Review 10 (2) (1995)115}152.
[69] K. Kouis, H. Pierreval, Systemes multi-agents: Directionactuelles pour les systemes de production In: Proceedingsof the First International Industrial Engineering Confer-ence, MontreH al, Canada, 1995, pp. 2029}2039.
[70] H.V.D. Parunak, Applications of distributed arti"cialintelligence in industry, in: G.M.P. O'Hare,N.R. Jennings (Eds.), Foundations of Distributed Arti"cialIntelligence, Wiley Inter-Science, New York, 1994,pp. 139}164.
[71] R. Sikora, M.J. Shaw, Coordination mechanisms formulti-agent manufacturing systems: Application to integ-rated manufacturing scheduling, IEEE Transactions onEngineering Management 44 (2) (1997) 175}187.
[72] R. Sikora, M.J. Shaw, A multi-agent framework for thecoordination and integration of information systems,Management Science 44 (11 (2)) 1998, S65}S78.
[73] W. Shen, D.H. Norrie, Agent-based systems for intelligentmanufacturing: A state-of-the-art survey, Knowledge andInformation Systems 1 (2) (1999) 129}156. Available athttp://www.acs.ucalgary.ca/&wshen/papers/survey-abm.htm.
[74] L. Cloutier, 1999. Une approche multi-agents par conven-tions et contrats pour la coordination de l'entreprisereH seau manufacturiere, Ph.D thesis, UniversiteH d'Aix-Mar-seille III, France.
[75] M.R. Genesereth, R.E. Fikes, Knowledge Interchange For-mat, Version 3.0, Reference Manual. Technical ReportLogic-92-1, Computer Science Department, StanfordUniversity, 1992.
[76] T. Finin, J. Weber, J. McGuire, S. Shapiro, C. Beck, Speci-"cation of the KQML agent-communication language,The DARPA Knowledge Sharing Initiative, ExternalInterfaces Working Group, 1994.
[77] P. Lyonnais, B. Montreuil, P. Lefranc7 ois, Agent-orienteddistributed architecture for simulation of networkedmanufacturing systems: A case study In: A. Langevin, D.Riopel, P. Ladet, (Eds.), Proceedings of the ConfeH renceInternationale en GeH nie Industriel, MontreH al, Canada,Vol. 1, May 1999, 1999, pp. 75}84.
J.-M. Frayret et al. / Int. J. Production Economics 74 (2001) 239}259 259




















