Volume: 27/ Nomor 1/ Juni 2019 p-ISSN 1410-7015repository.poliupg.ac.id/1224/28/9_all Artikel...
62
Transcript of Volume: 27/ Nomor 1/ Juni 2019 p-ISSN 1410-7015repository.poliupg.ac.id/1224/28/9_all Artikel...


Volume: 27/ Nomor 1/ Juni 2019 p-ISSN 1410-7015
e-ISSN 2622-8769
M a j a l a h
Teknik Industri INFORMASI KEGIATAN PENELITIAN DAN PENGABDIAN PADA MASYARAKAT
Perancangan Alat Bantu Gerinda pada Tool post Mesin Bubut Konvensional
Dedy Harianto
Pengaruh Waktu Tempering dengan Massa Adonan Cokelat pada Proses Tempering Metode Mesin Temper
Agusalim
Desain Sistem Pengiriman Informasi Kecelakaan Kendaraan Bermotor
Menggunakan Modul Sim808 Dan Arduino Uno
Muslimin
Identifkasi Bahaya dan Analisa Risko Menggunakan Metode Hirarc Dalam Upaya Mencegah
Kecelakaan Kerja di Mesin Spinning (Studi Kasus: Workshop Spinning Ak-Tekstil Solo)
Mokh Afifuddin, Hamdan S. Bintang, Bambang Yulianto
Pengukuran Kualitas Mesin Blowing Scutcher untuk Material Tencel ® di Unit Spinning 2 PT. Danliris
Wawan Ardi Subakdo
Pengaruh Intrapreneurship terhadap Inovasi Berkelanjutan
Widya Hastuti Afris
Aplikasi Sistem Monitoring Hasil pH Air dari Mesin Desalinasi Berbasis Web di Balai Besar Industri Hasil Perkebunan (BBIHP)
Sitti Wetenriajeng Sidehabi, Wahidah
Dampak Kasus Outage Line Terhadap Perubahan Pembebanan Transmisi dan Tegangan Pada Bus
Marwan
Diterbitkan oleh:
Politeknik ATI Makassar: p-ISSN 1410-7015 e-ISSN 2622-8769 Berdasarkan surat Kepala Pusat Dokumentasi dan Informasi Ilmiah Lembaga
Ilmu Pengetahuan IndonesiaNo: 04.55/IV.3.05/ISSN/1998 Tanggal 26 Februari 1998
Januari – Juni 2019

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 i
SUSUNAN PENGURUS
Pelindung /Penasehat:
Direktur Politeknik ATI Makassar
Dewan Redaksi:
Merla, SS, M.Hum
Taufik, ST, MT
Andi Velahyati B., ST., MT
Ninis Insiyah M, A.Md
Dewan Editor:
Dr. Idi Amin, S.Si, M.Si
Rusdi Nur, S.ST., MT., Ph.D
Dr.Eng. Ilham Bakri, ST., M.Sc
Diterbitkan Oleh: UPPM Politeknik ATI Makassar. Majalah Teknik Industri ini diterbitkan
2 (dua) kali setahun pada bulan Juni dan Desember. Redaksi menerima karangan ilmiah
tentang hasil Penelitian Aplikatif, Survey, dan Penelitian rekayasa yang erat hubungannya
dengan Teknik Industri di bidang Otomasi Sistem Permesinan, Industri Manufaktur, Kimia
Mineral, dan Industri Agro.
Alamat Redaksi:
Unit Penelitian dan Pengabdian Masyarakat (UPPM) Politeknik ATI Makassar Kampus
Politeknik ATI Makassar, Jl. Sunu No. 220, Makassar 90211.
Telp. 0411-449609, Fax. 0411-449867
Email: [email protected]
Hak cipta © 2019 oleh Unit Penelitian dan Pengabdian (UPPM) Politeknik ATI Makassar Jl.
Sunu No.220, Makassar, Sulawesi Selatan, Indonesia.
Dilarang keras mengutip, menjiplak, atau memfotokopi sebagian atau seluruh isi jurnal ini tanpa
izin tertulis dari penerbit.
Pandangan-pandangan dan opini, serta pernyataan penulis-penulis individual yang dimuat di
dalam Majalah Teknik Industri ini, sepenuhnya menjadi tanggung jawab yang bersangkutan.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 ii
M a j a l a h
Teknik Industri
DAFTAR ISI
Halaman
PERANCANGAN ALAT BANTU GERINDA PADA TOOL POST
MESIN BUBUT KONVENSIONAL .................................................................... 1-5
PENGARUH WAKTU TEMPERING DENGAN MASSA ADONAN
COKELAT PADA PROSES TEMPERING METODE MESIN
TEMPER ............................................................................................................... 6-12
DESAIN SISTEM PENGIRIMAN INFORMASI KECELAKAAN
KENDARAAN BERMOTOR MENGGUNAKAN MODUL SIM808
DAN ARDUINO UNO ................................................................................... 13-18
IDENTIFKASI BAHAYA DAN ANALISA RISKO MENGGUNAKAN
METODE HIRARC DALAM UPAYA MENCEGAH KECELAKAAN
KERJA DI MESIN SPINNING (STUDI KASUS: WORKSHOP
SPINNING AK-TEKSTIL SOLO) ....................................................................... 19-25
PENGUKURAN KUALITAS MESIN BLOWING SCUTCHER UNTUK
MATERIAL TENCEL ® DI UNIT SPINNING 2 PT. DANLIRIS ................... 26-31
PENGARUH INTRAPRENEURSHIP TERHADAP INOVASI
BERKELANJUTAN ............................................................................................. 32-41
APLIKASI SISTEM MONITORING HASIL PH AIR DARI MESIN
DESALINASI BERBASIS WEB DI BALAI BESAR INDUSTRI
HASIL PERKEBUNAN (BBIHP) ................................................................. 42-48
DAMPAK KASUS OUTAGE LINE TERHADAP PERUBAHAN
PEMBEBANAN TRANSMISI DAN TEGANGAN PADA BUS ................... 49-54

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 1
Perancangan Alat Bantu Gerinda
pada Tool post Mesin Bubut Konvensional
Dedy Harianto
Prodi Teknik Pembuatan Benang, Akademi Komunitas Industri Tekstil dan Produk Tekstil Surakarta
Email: [email protected]
ABSTRAK
Penelitian ini bertujuan untuk merancang alat bantu gerinda silindris pada mesin bubut konvensional dengan menggunakan kabel fleksibel. Metodologi penelitian yang dilakukan dimulai dengan mencari dan mengumpulkan referensi serta dasar teori yang diambil dari berbagai buku penunjang untuk mendukung perancangan alat bantu gerinda. Dari referensi kemudian dibuat perumusan masalah mengenai langkah-langkah dalam perancangan alat. Langkah selanjutnya adalah membuat desain dan membuat kesimpulan. Dari hasil penelitian disimpulkan bahwa dalam perancangan alat bantu gerinda pada mesin bubut konvensional terdiri dari dua bagian utama yaitu landasan tool post yang berbentuk persegi empat dengan dimensi 22 x 25 x 100 mm, memiliki tiga buah lubang untuk baut L ukuran M8 x 1,25 mm yang terletak pada sisi memanjang landasan pada sisi dengan lebar 22 mm; dan rumah cekam flexible shaft yang berbentuk poros berlubang dengan dimensi panjang 100 mm, diameter luar 46 mm dan diameter dalam 26 mm. Pada posisi 0° diameter luar terdapat dua buah lubang untuk baut L ukuran M6 x 1,0 mm dan pada sisi 90°, permukaan dibuat rata sepanjang 100 mm dengan lebar 22 mm, memiliki tiga buah lubang untuk pasangan landasan tool post untuk baut L.
Kata kunci: alat bantu, mesin bubut, tool post, flexible shaft.
ABSTRACT
This study aims to design the attachment of tool grinding on conventional lathes using flexible cables. Research methodology conducted begins with finding and collecting a reference as well as the basic theory drawn from a wide range of ancillary books to support the design of the grinding tools. Reference is then made of the formulation of the problem about the steps in the design tool. The next step is to create a design and make a conclusion. From the results of the study it was concluded that in designing the tool grinding on conventional lathes consisting of two main parts, namely a tool post base in the form of a rectangle with dimensions of 22 x 25 x 100 mm, having three holes for L size M8x1.25 mm bolts located on the longitudinal side of the runway on the side with a width of 22 mm; and the house of flexible shaft which has a hollow shaft shape with dimensions of 100 mm in length, outside diameter of 46 mm and inside diameter of 26 mm. At position 0 ° outside diameter there are two holes for L bolts size M6x1.0 mm and on the 90 ° side, the surface is made flat along 100mm with a width of 22 mm, has three tool post runway pairs for L bolts.
Keywords: attachment, lathe, tool post, flexible shaft.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 2
PENDAHULUAN
Dalam pembuatan suatu produk manufaktur seringkali dibutuhkan proses cylindrical grinding untuk proses finishing benda kerja yang telah dibubut. Proses cylindrical grinding yaitu proses finishing atau akhir pada proses machining dengan tujuan untuk mendapatkan tingkat kehalusan benda kerja sesuai toleransi yang ditetapkan. Hasil akhir dari proses grinding yang efisien biasanya jauh lebih halus dari hasil operasional mesin bubut konvensional. Permukaan yang sangat halus dapat dihasilkan dari proses grinding ditambah dengan tingkat toleransi yang sangat tinggi dan halus membuat cylindrical grinding sangat cocok untuk operasional manufaktur yang membutuhkan presisi mutlak seperti bearing, poros, dan bushing. Hal tersebut dikarenakan permukaan yang sangat halus sangat dibutuhkan untuk suaian antara lubang dan poros serta dapat meminimalisir keretakan pada benda.
Melihat dari proses penggerindaan terdapat beberapa jenis pengerjaan yang dilakukan. Taufik Rochim (1993), menjelaskan bahwa metode penggerindaan terdiri dari: (1) penggerindaan diameter luar yaitu penggerindaan memanjang diameter luar silindris diantara dua senter; (2) penggerindaan tegak lurus, digunakan pada penggerindaan silindris, konis dan bertingkat. Panjang bidang yang akan digerinda tidak melebihi tebal batu gerinda. Pada penggerindaan ini tidak ada gerakan memanjang; (3) penggerindaan bentuk, prinsipnya sama dengan penggerindaan tegak lurus, perbedaannya terletak pada bentuk batu gerinda yang dibentuk; (4) penggerindaan tirus luar yaitu penggerindaan ini dilakukan dengan cara menggeser meja bagian atas. Pergeseran maksimum adalah 12O. Penggerindaan dilakukan seperti penggerindaan silindris memanjang; (5)
penggerindaan diameter dalam yaitu penggerindaan diameter dalam dengan benda kerja berputar. Prinsipnya sama dengan penggerindaan diameter luar. Diameter roda gerinda tidak boleh lebih besar dari ¾ lubang diameter benda kerja. Spindel khusus dipasang pada kepala utama; (6) penggerindan tirus dalam yaitu penggerindaan dilakukan dengan cara menggeser meja sebesar sudut ketirusan Penggerindaan ini bisa dilakukan jika sudut ketirusan maksimal benda kerja kurang dari 12°; (7) penggerindaan dalam dengan benda kerja diam yaitu penggerindaan yang dilakukan jika ukuran dan bentuk benda kerja terlalu besar dan tidak dapat dicekam; (8) penggerindaan muka yaitu penggerindaan yang dilakukan untuk menggerinda muka (facing) sebuah silinder. Sebelum proses penggerindaan dimulai, batu gerinda harus ditruing 1° ke arah pusat, meja diatur tepat 90°, sehingga akan menghasilkan permukaan yang tegak lurus terhadap sisi memanjang diameter benda kerja.
Penelitian sebelumnya dilakukan oleh Dedy Prastiawan (2010) dengan judul Rancang Bangun Alat Gerinda Silindris Permukaan Luar untuk Dipasangkan pada Mesin Bubut Konvensional. Penelitian tersebut menghasilkan alat bantu gerinda silindris sabuk dan pulley sebagai sistem transmisi. Namun, diperlukan proses pembongkaran pada bagian eretan, termasuk tool post mesin bubut sehingga proses penggerindaan dan pembubutan tidak bisa dilakukan dalam satu mesin bubut.
Jatira, dalam jurnal ilmiah Teknobiz vol 2 no 1 membuat penelitian Rancang Bangun Alat Bantu Gerinda Silindris Untuk Menambah Kefungsian Pada Mesin Bubut Horizontal Ditinjau Dari Aspek Penyebaran Kualitas Fungsi.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 3
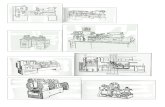
Gambar 1. Alat bantu gerinda silindris (Jatira)
Alat yang dibuat oleh Jatira juga memerlukan pembongkaran pada bagian eretan mesin bubut dan memiliki ukuran yang cukup besar sehingga mengganggu fungsi utama mesin bubut.
Fina Septya dkk, 2018. Dalam penelitiannya Rancang Bangun Alat Bantu Penggerindaan Silindris Pada Mesin Bubut membahas tentang gerinda silinder sebagai alat bantu dalam menggerinda di mesin bubut. Alat ini juga memiliki ukuran yang cukup besar dan memakan tempat pada mesin bubut.
Gambar 2. Alat bantu penggerindaan silindris
(Fina Septya dkk, 2018)
METODE PENELITIAN
Jenis penelitian yang dilakukan adalah penelitian pengembangan, yaitu bertujuan untuk mengembangkan suatu produk kemudian memvalidasi produk yang dihasilkan. Teknik pengumpulan data penelitian ini adalah melalui observasi lapangan, yaitu dengan melakukan pengamatan dan pengukuran pada tool post mesin bubut konvensional serta studi pustaka dari berbagai tulisan dan penelitian yang sudah ada. Data yang diperoleh tersebut kemudian diolah dan digunakan sebagai acuan dalam melakukan pembuatan desain
alat menggunakan perangkat lunak Autodesk Inventor.
HASIL DAN PEMBAHASAN
Pembuatan desain untuk penelitian ini menggunakan perangkat lunak Autodesk Inventor 2012 Student Version. Rumah pahat (tool post) mesin bubut konvensional memiliki empat celah yang terletak pada sisi-sisinya yang berfungsi untuk mencekam pemegang pahat (tool holder). Pemegang pahat ini dipasang sejajar memanjang celah rumah pahat (tool post) kemudian dikunci dengan menggunakan baut L panjang yang terpasang pada lubang baut yang ada ulirnya.
Gambar 3. Tool post mesin bubut
Pemegang pahat yang ada di pasaran memiliki ukuran 12 x 12mm, 16 x 16 mm, 20 x 20 mm, 25 x 25 mm, 32 x 32 mm dan 40 x 40 mm. Ukuran-ukuran ini dijadikan acuan dalam perancangan alat yang terpasang pada rumah pahat.
Alat bantu gerinda pada mesin bubut konvensional dengan menggunakan kabel fleksibel memiliki dua bagian utama yaitu bagian yang terpasang pada celah rumah pahat yang selanjutnya diberi nama “landasan tool post” dan bagian pencekam kabel fleksibel yang selanjutnya diberi nama “Rumah Cekam Flexible Shaft”.
Landasan tool post berbentuk persegi empat dengan dimensi 22 x 25 x 100 mm, memiliki tiga buah lubang untuk baut L ukuran M8 x 1,25 mm yang terletak pada sisi memanjang landasan pada sisi dengan lebar 22 mm. Jarak lubang untuk baut L dari sisi paling ujung adal 30 mm, sedangkan jarak

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 4
antar lubang dengan lubang yang lainnya adalah 20 mm.
Gambar 4. Landasan tool post
Rumah cekam flexible shaft berbentuk poros berlubang dengan dimensi panjang 100 mm, diameter luar 46 mm dan diameter dalam 26 mm. Pada posisi 0° diameter luar terdapat dua buah lubang untuk baut L ukuran M6 x 1,0 mm dan pada sisi 90°, permukaan dibuat rata sepanjang 100 mm dengan lebar 22 mm, memiliki tiga buah lubang pasangan landasan tool post untuk baut L.
Gambar 5. Rumah cekam flexible shaft
Perakitan landasan tool post dengan rumah cekam flexible shaft dilakukan dengan cara menyatukan bagian bawah dari ujung lubang baut L pada landasan tool post yang mempunyai lebar 22 mm dengan sisi datar yang mempunyai lebar 22 mm pada rumah cekam flexible shaft. Ketiga lubang baut L yang ada pada dua bagian alat tersebut berada pada posisi saling center, kemudian disambung dengan menggunakan baut L ukuran M6 x 1,0 mm. Model sambungan yang digunakan adalah sambungan baut tanam sehingga kepala baut L tidak muncul di permukaan landasan tool post.
Gambar 6. Perakitan landasan tool post
dengan rumah cekam flexible shaft
Untuk memasang alat bantu gerinda ini, alat bantu yang sudah dirakit pada bagian landasan tool post-nya dimasukkan pada celah rumah pahat kemudian dikunci dengan menggunakan baut L panjang.
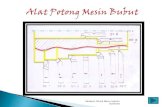
Gambar 7. Pemasangan alat bantu gerinda pada tool post mesin bubut konvensional
Kebutuhan bagian-bagian alat yang diperlukan dalam pemasangan alat bantu gerinda pada tool post mesin bubut konvensional ini dapat dilihat pada tabel 1 dibawah ini.
Tabel 1. Kebutuhan bagian – bagian alat
No Nama bagian alat Jumlah 1 landasan tool post 1
2 rumah cekam flexible shaft
1
3 Baut L , M8 x 1,25 mm 3
4 Baut L , M6 x 1,25 mm 2
5 Baut L panjang 3

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 5
KESIMPULAN
Perancangan alat bantu gerinda pada mesin bubut konvensional terdiri dari dua bagian utama yaitu landasan tool post yang berbentuk persegi empat dengan dimensi 22 x 25 x 100 mm, memiliki tiga buah lubang untuk baut L ukuran M8 x 1,25 mm yang terletak pada sisi memanjang landasan pada sisi dengan lebar 22 mm; dan rumah cekam flexible shaft yang berbentuk poros berlubang dengan dimensi panjang 100 mm, diameter luar 46 mm dan diameter dalam 26 mm. Pada posisi 0° diameter luar terdapat dua buah lubang untuk baut L ukuran M6 x 1,0 mm dan pada sisi 90°, permukaan dibuat rata sepanjang 100 mm dengan lebar 22 mm, memiliki tiga buah lubang untuk pasangan landasan tool post untuk baut L.
DAFTAR PUSTAKA
Jatira. 2012. Rancang Bangun Alat Bantu Gerinda Silindris Untuk Menambah Kefungsian Pada Mesin Bubut
Horizontal Ditinjau Dari Aspek Penyebaran Kualitas Fungsi. Jurnal Ilmiah Teknobiz 2 (1)
Prastiawan, Dedy. 2010. Rancang Bangun Alat Gerinda Silindris Permukaan Luar untuk Dipasangkan pada Mesin Bubut. Universitas Sebelas Maret Surakarta, Surakarta
Rochim, Taufiq. 1993. Teori dan Teknologi Permesinan. ITB, Bandung
Rong Y. dan Zhu Y. 1999. Computer Aided Fixture Design. Marcel Decker Inc, New York
Rukmana, Bella. 2016. Proses Permesinan Gerinda
Septya, Fina dkk, 2017. Rancang Bangun Alat Bantu Penggerindaan Silindris Pada Mesin Bubut. Applied Business And Engineering Conference (Abec). Politeknik Manufaktur Negeri Bangka Belitung

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 6
Pengaruh Waktu Tempering dengan Massa Adonan Cokelat pada Proses
Tempering Metode Mesin Temper
Agusalim
Balai Diklat Industri Makassar Email: [email protected]
ABSTRAK
Telah dilakukan penelitian pengaruh waktu tempering dengan massa adonan cokelat pada proses tempering dengan metode Mesin Temper. Metode penelitian mencakup eksperimen, analisis (pengamatan) dan pengolahan data. Parameter uji hasil tempering permen cokelat mencakup stabilitas bentuk, sifat blooming, sifat leleh dan sifat lumer yang dilakukan secara visual. Hasil penelitian ini bertujuan untuk menunjukkan hubungan linear antara massa adonan dengan waktu tempering pada rentang massa adonan cokelat 350 gram sampai 750 gram serta penyimpanan cokelat pada suhu ± 20oC dilakukan sampai minggu ke 12. Sifat stabilitas bentuk, sifat bloming, sifat leleh dan sifat lumer pada saat pencetakan dan setelah penyimpanan 1 s/d 12 minggu rata-rata baik kecuali pada penyimpanan setelah 5 minggu.
Kata kunci: Pengaruh, Waktu, Temper, Massa Adonan, Proses, Metode
ABSTRACT
The effect of tempering time with mass of chocolate dough on the tempering process using tempering machine method has been carried out. Research methods include experimentation, analysis (observation) and data processing. The test parameters for the results of chocolate candy tempering include the stability of the shape, blooming, melting properties and melt properties that are performed visually. The results of this study aimed to show a linear relationship between the mass of the dough with the tempering time in the mass range of chocolate dough 350 grams to 750 grams and the storage of chocolate at temperature ±20°C carried out until the 12th week. During printing and after storage 1st – 12th weeks good on average except for storage after 5th weeks.
Keywords: effect, time, temper, mass of dough, process, method

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 7
PENDAHULUAN
Salah satu tahapan pada proses pembuatan cokelat permen adalah tempering. Tahapan ini dilakukan setelah tahap conching atau sebelum adonan hasil conching dicetak menjadi permen. Tempering pada perinsipnya adalah proses pembentukan kristal-kristal lemak kakao yang ada didalam massa cokelat kedalam bentuk stabil Beta-5. Proses ini dilakukan melalui manipulasi suhu cokelat secara hati-hati dengan cara pendinginan cokelat yang telah dilelehkan ke suhu sekitar 36oC (pre-cooling), kemudian diikuti dengan pendinginan dan pembentukan/ penggandaan kristal-kristal nuclea Beta-5 pada suhu 27oC. Selanjutnya dilakukan pemanasan ulang (reheating) kesuhu kerja + 32oC sebelum adonan cokelat dituang kedalam cetakan (Beckett, 2000; Alliance, 2007).
Proses tempering yg baik ditandai dengan hasil permen yang berwarna cerah , tekstur padat, permukaan patahan ( crips snap) yang halus dan meleleh (lumer) di mulut dengan rasa sensasi cokelat. Bila proses tempering diabaikan atau dilakukan dengan cara yang tidak tepat maka akan dihasilkan permen dengan warna kusam, permukaan bintik-bintik putih (Fat bloom), tidak padat, dan permukan patahan yang tidak halus (Beckett, 2000; Alliance, 2007).
Massa kakao atau cokelat mengandung 50 sampai 60 % lemak kakao, Kristal-kristal lemak kakao berada dalam bentuk suspensi sampai massa kakao atau cokelat dipanaskan melalui pemanasan. Suspensi tersebut dipecahkan, Bila massa cokelat di dinginkan Kristal-kristal tersebut akan naik kepermukaan cokelat membentuk bintik-bintik berwarna putih atau abu-abu yang dikenal dengan blooming.
Tempering akan mengembalikan kristal-kristal lemak kakao tetap
tersuspensi di dalam massa cokelat. Cokelat yang ditempering dengan baik akan menghasilkan cokelat yang padat, permukaan yang mengkilat, tidak mudah meleleh dan menghasilkan rasa “ sensasi “ cokelat bila dimasukkan kedalam mulut. Bila tahapan ini diabaikan atau dilakukan tidak benar, maka akan dihasilkan cokelat dengan warna kusam, berbintik-bintik putih atau abu-abu pada permukaan, mudah meleleh dan tidak padat (Aliance, 2007; Buckett, 2000).
Menurut Willed dan Lutton (1966) terdapat enam tipe kristal lemak kakao yaitu tipe 1 sampai dengan tipe VI masing-masing dengan sifat tersendiri. Tipe I merupakan bentuk kristal yang paling tidak stabil, sedangkan tipe V dan VI adalah bentuk kristal yang paling stabil. Namun tipe VI dibawah kondisi maksimal hanya dapat dibentuk dari keadaan padat ke padat, dan tidak bisa langsung dari bentuk cair ke padat.
Secara umum tempering diawali sebelumnya dengan tahap pelelehan massa cokelat dengan pemanasan ke suhu 45 – 48oC sehingga seluruh kristal-kristal lemak didalam massa cokelat meleleh. Tempering dimulai dengan mendinginkan massa cokelat ke suhu 33oC, kemudian ke suhu 26 -27 oC untuk pembentukan kristal-kristal tipe IV dan tipe VI. Pada suhu 26 -27 oC massa cokelat diaduk merata untuk menghasilkan lebih banyak “ Seed” kristal-kristal kecil didalam massa cokelat. Selanjutnya cokelat dinaikkan suhunya ke suhu 31 – 33 oC untuk melelehkan kristal-kristal tipe IV dan hanya menyisakan Kristal-kristal tipe V selanjutnya dilakukan pencetakan cokelat permen dengan cara menuangkan adonan yang telah distempering ke dalam cetakan (Alliance, 2007).
Untuk memanipulasi suhu tempering adonan cokelat dilakukan dengan mengguakan mesin temper

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 8
Pada mesin tempering, suhu air pendingin adonan cokelat di control secara otomatis. Aliran air pendingin dengan berbagai suhu, sesuai dengan suhu tiap “zona tempering” dilakukan oleh pompa, sedangkan adonan cokelat dialirkan melalui tabung dari bawah keatas. Tabung tersebut diselimuti oleh air pendingin. Pada proses tempering dengan metode mesin temper di samping suhu dan pengadukan adonan, massa adonan yang di tempering diperkirakan juga dapat mempengaruhi waktu tempering di kaitkan dengan kwalitas permen yang di hasilkan.
Penelitian ini bertujuan untuk mempelajari hubungan antara massa adonan dengan waktu tempering pada proses tempering dengan metode mesin temper.
METODOLOGI
1. Bahan dan Alat yang digunakan Biji kakao fermentasi yang
digunakan berasal dari Kab. Luwu Timur Sulawesi Selatan, sedangkan bahan pembantu tambahan untuk pembuatan adonan yang digunakan adalah gula pasir yang sudah digiling, bubuk susu, dan lemak kakao.
Alat yang digunakan antara lain mesin tempering, baskom, cetakan permen, pengaduk, thermometer, spatula, dan talang stanles steel. 2. Metode
Penelitian ini dilakukan dengan metode eksperimen, pengujian, dan analisis data. Setiap percobaan dilakukan dengan 2 (dua) kali ulangan. 3. Tahapan kegiatan a. Penyiapan biji kakao fermentasi dan
bahan tambahan. b. Penyiapan adonan cokelat dengan
metode standar dari Sri Mulato et al., (2005) Masing-masing sebanyak 100, 200, 300, 400 gram
Perbandingan komposisi bahan adalah : Biji kakao (Nib) : 500 gram Lemak kakao : 530 gram Susu bubuk : 440 gram Gula halus : 530 gram Lysitin : 2 – 4 gram Garam : 1 gram (secukupnya) Vanili : 2 gram (secukupnya) c. Tempering cokelat dan pencetakan
permen. Pencetakan dilakukan pada ruangan suhu 16 – 20 oC.
d. Penyimpanan permen pada suhu ±20oC selama 1 sampai 12 minggu.
e. Pengamatan secara visual terhadap 4 parameter, kestabilan bentuk, sifat bloming, sifat leleh, sifat lumer ketika permen dimasukkan kedalam mulut selama penyimpanan.
Skor ke 3 parameter adalah 3 = baik (bentuk masih stabil, belum ada tanda-tanda fat bloming, padat dan lumer) 2 = sedang (bentuk mulai berubah sedikit, mulai muncul fatbloming, kurang padat dan masih lumer) 1 = kurang (berubah bentuk dan fat bloming semakin banyak, tidak padat lagidan kurang lumer/cepat meleleh dimulut) 4. Suhu air pendingin.
Selama tempering, suhu air pendingin pada mesin tempering di atur sedemikian rupa sehingga sesuai dengan suhu yang ditetapkan dengan cara memutar tombol untuk suhu air panas untuk menaikkan sedangkan untuk menurunkan suhu air pendingin dengan memutar swit untuk air dingin. Suhu air pendingin ditetapkan sebagai berikut:
Penurunan suhu adonan
48oC - 33oC 33oC - (26 -27oC)
(27-28oC) - (31-33oC)
Suhu air pendingin
14oC 18oC 33oC

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 9
Penyangraian
Keping Biji
Pemastaan
Pencampuran
Adonan Cokelat
Pelelehan
Tempering
Pencetakan
Permen cokelat
Kulit Ari
Gula halus,
susu bubuk,
lemak kakao
Biji Kakao Fermentasi
Penyimpanan
33 oC 33 oC
26 oC
33 oC
Pem
anas
an
Pendinginan
Pendinginanlanjut
Pemanasan
ulang
48 oC
Su
hu
oC
Waktu, menit10-12 menit
Proses Pembuatan Permen Cokelat
Gambar 1. Diagram alir pembuatan permen cokelat
HASIL DAN PEMBAHASAN
Pada tabel 1 disajikan hasil analisis hubungan antara massa adonan cokelat dengan waktu tempering masing- masing untuk massa adonan 350, 450, 550, 650, 750 gram.
Tabel 1. Hubungan Antara Massa Adonan Cokelat dengan Waktu Tempering
No Massa
Adonan (gram)
Waktu Tempering
48oC-33 oC
33oC-27 oC
oC
oC
Waktu tempering
total
1. 750 7’:
24’’ 20’: 47’’
10’: 44’’
38:15”
2. 650 6’:
19’’ 19’: 34’’
9’: 27’’
36:33’’
3. 550 5’:
15’’ 18’: 20’’
8’: 11’’
31:46’’
4. 450 4’:
12’’ 17’: 07’’
7’: 05’’
28:24’’
5. 350 3’:
10’’ 16’: 02’’
7’: 05’’
26:17’’
Pada Tabel 1 terlihat bahwa makin
besar massa adonan, makin lama waktu tempering yang diperlukan. Misalnya untuk massa adonan 750 gram diperlukan waktu tempering total 38:15”, sedangkan untuk massa adonan 350 gram diperlukan waktu tempering total 26:17”. Hal yang sama juga terjadi pada waktu penurunan suhu adonan dari suhu 48oC ke suhu 33oC, dari 33oC ke suhu 26 – 27 oC ke suhu pencetakan 31 – 33 oC. Secara umum kenaikan waktu tempering dikaitkan dengan penambahan massa adonan menunjukkan korelasi linear.
Pada Tabel 2, hasil pengamatan stabilitas bentuk, sifat leleh dan sifat lumer di mulut permen yang cukup bagus setelah pencetakan dan selama penyimpanan 1 - 12 minggu. Kecuali pada penyimpanan minggu ke 5 mulai tampak bintik-bintik pada permukaaan permen untuk kelima massa adonan.
Khusus untuk sifat blooming permen cokelat pada Tabel 3 menunjukkan dalam setiap hasil cetakan dari 24 permen yang di cetakmenunjukkan perbedan menurut massa massa adonan yang digunakan. Perbedan tersebut mulai terjadi setelah penyimpanan mimggu ke 5.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 10
Tabel 2. Rata-rata hasil pengamatan mutu permen cokelat dan selama penyimpanan
Parameter Minggu
I III V VII IX XI XII
Stabilitas bentuk
3 3 3 3 3 3 3
Sifat blooming
3 3 2 2 1 1 1
Sifat leleh 3 3 3 3 3 3 3
Sifat lumer 3 3 3 3 3 3 3
Keterangan: 3=baik, 2=sedang, 1= kurang
Grasi lemak kakao kepermukaan
permen cokelat yang mulai nampak setelah penyimpanan minggu ke 5 kemungkinan disebabkan oleh fluktuasi suhu penyimpanan permen setelah pencetakan, Selama penyimpanan permen terjadi beberapa kali pemadaman lampu dari PLN sehingga mengganggu kerja sistim pendinginan AC pada ruang penyimpanan permen. Seperti dinyatakan oleh Minifie (1999) adalah satu faktor yang dapat mempengaruhi sifat bloming adalah fluktuasi yang cukup sering terjadi pada suhu ruang penyimpanan permen yang cukup tinggi
Bila dilakukan penambahan lisitin pada adonan cokelat sifat bloming permen ini mungkin dapat diperbaiki. Seperti dinyatakan oleh Lees dan qackson (1983) dan Minifie (1999), lisitin bersifat sebagai penstabil emulsi lemak/minyak dalam matriks produk permen sehingga dapat meninbulkan migrasi lemak/minyak kepermukaan.
Namun terhadap ketiga parameter lainnya: stabilitas bentuk ,sifat leleh dan sifat lumer permen yang cukup bagus (nilai=3) menunjukkan bahwa proses tempering telah berjalan dengan baik. Lemak kakao didalam massa adonan juga sangat berpengaruh terhadap ke tiga parameter tersebut. Pada permen cokelat mengingat titik leleh lemak kakao sekitar 33oC (Minifie, 1999) .
Sifat lumer di mulut saat permen dikonsumsi juga menunjukkan sifat terima panelis yang cukup baik hanya teksturnya masih terasa agak kasar sedikit seperti disebutkan sebelumnya pemastaan biji kakao dan pencampuran adonan cokelat hanya menggunakan alat blender sederhana. Seperti disebutkan sebelumnya salah satu indikator tempering yang baik adalah dihasilkannya permen cokelat dengan rasa “sensasi” cokelat yang sedang meleleh ketika dimasukkan ke dalam mulut (Alliance, 2007) tektur butiran bahan baku permen terasa cukup halus.
Tabel 3. Jumlah permen cokelat yang tidak menunjukkan fat blooming setiap
waktu penyimpanan.
Massa adonan (gram)
Penyimpanan minggu ke
5 7 9 11 12
750 16 11 9 7 0
650 20 16 10 5 2
550 21 17 14 7 7
450 20 16 14 11 10
350 21 19 17 12 12
Catatan: angka-angka menunjukkan jumlah permen yang tidak menunjukkan tanda–tanda bloming dari 24 buah permen yang di cetak.
Pada Tabel 3 terlihat jelas jumlah
permen cokelat tidak mengalami blooming setelah penyimpanan minggu ke 5 sebanding dengan massa adonan. Makin besar massa adonan cenderung menghasilkan lebih banyak permen terserang blooming. Misalnya setelah penyimpanan minggu ke 12, adonan 350 gram menyisakan 12 buah permen yang tidak terserang blooming, sedangkan untuk massa adonan 750 gram menghasilkan hanya 2 buah permen yang tidak mengalami blooming. Hal ini kemungkinannya sangat erat kaitannya dengan kerataan hasil pengadukan adonan sebelum pencetakan. Makin

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 11
sedikit massa adonanya cenderung pengadukannya makin merata. Sebaliknya makin besar massa adonannya pengadukannya cenderung kurang merata.
Faktor lain yang mempengaruhi tempering cokelat adalah kecepatan /kerataan pengadukan adonan sebelum pencetakan (Beckett, 2000; Yunus, 2007).
KESIMPULAN
Dari hasil penelitian hubungan antara massa adonan dengan waktu tempering cokelat pada proses tempering dengan metode mesin temper diperoleh hasil sebagai berikut: 1. Hubungan antara massa adonan
dengan waktu tempering cokelat pada proses tempering dengan metode mesin temper adalah linier pada rentang massa adonan 350 sampai 750 gram. Bertambahnya massa adonan diikuti dengan kenaikan waktu tempering.
2. Sifat bloming, sifat leleh, sifat lumer dan stabilitas bentuk permen cokelat yang dihasilkan rata-rata cukup baik pada saat pencetakan. Demikian juga setelah penyimpanan sampai minggu ke 12 kecuali bloming di mulai setelah minggu ke 5 mulai nampak dan bertambah banyak setelah minggu ke 9.
3. Massa adonan yang lebih kecil cenderung menghasilkan massa adonan yang lebih baik dibandingkan massa adonan yang lebih banyak.
DAFTAR PUSTAKA
Alliance, 2007. Chocolate, hhtp:// www, candy help.com/ chocolate, htm.Diakses 01 / 03/ 2007.
Atmaji, Gigih dan Yulia. 1995. Hubungan antara Volume Pulp terhadap Kenaikan Suhu Fermentasi kakao Lindak. Kaji Terap Ilmu Pengetahuan
dan Teknologi, Pemasyarakatan Teknologi Penanganan Pasca Panen Kakao, Direktorat Teknologi Proses Industri, Badan Pengkajian dan Penerapan Teknologi, kabupaten Luwu, Sulawesi Selatan, 25-27 September 1995.
Beckett, S.T, 2000. The Science of Chocolate, RSC Paterback. Combridge et al.
Biehl et al. 1989. Chemical and Physical Changes in The Pulp During Ripening and Postharvest Storage of Cocoa Pods. J Sci Foodagric 48:189-208.
Duncan, R.J.E., G. Godfrey, T.N. Yap, G.L. Pettipher and T. Tharumarajah. 1939. Improvement of Malaysian Cocoa Bean Flavour by Modification of Harvesting, Fermentation, and drying Methods. The Sime-Cadbury Process. The Planter Kuala Lumpur, 65:157-173
K dan Kurt, ( 2007). Chocolate Tempering Machine, www, Kurtmakina, Com. Diakses 22/01/2007
Lees,R dan E.B.Jackson (1983), sugar Confectionary and Chocolate Manufacture, Leonard Hill.
Lewis, F. John and M.T. Lee. 1985. The Influence of Harvesting, Fermentation and Drying in Cacao Flavour Quality. Paper presented at Seminar on Latest Development in Raw Cocoa Bean Quality Improvement through Processing and the Malaysian Cocoa Grading System, Tawau Sabah.
Meyer et al. 1989. Postharvest Pod Storage: A Method for Pulp Preconditioning to Impair Strong Nib Acidification during Cocoa Fermentation in Malaysia. J Sci Food Agric 48:285-304
Minifie, B. W, (1999), Chocolate, Cocoa, and Confectionary Science and Technologi, AVI and Connectiont.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 12
Setiyanto W.B., 1995. Penanganan Pasca Panen Kakao Lindak. Kaji Terap Ilmu Pengetahuan dan Teknologi Pemasyarakatan Teknologi Penanganan Pasca Panen kakao, Direktorat Teknologi Proses Industri Badan Pengkajian dan Penerapan Teknologi, Kabupaten Luwu Selatan, 25-27 September 1997.
Sri, Mulato,. et al, 2005, Pengolahan produk–produk sekunder Kakao, Puslit kopi dan kakao Indonesia, Jember.
Sekundar, Nandi K, 2008, Penelitian pembuatan permen cokelat Berbasis Bahan Baku Lokal; Efek keragaman kadar lemak kakao dan Tepung kedelai, JIHP 3(1) Juni 2008. Balai Besar Industri Hasil Perkebunan
Wille, R.L dan E.S. Latton, 1966 ,American Oil Chem. Society, 43 (1966)
Yunus, M.Ruslan, 2007, Tempering in Chocolate Manufacture JIHP 35 (2 , Desember 2007. Balai Besar Industri Hasil Perkebunan.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 13
Desain Sistem Pengiriman Informasi Kecelakaan Kendaraan Bermotor Menggunakan Modul Sim808 dan Arduino Uno
Muslimin
Jurusan Otomasi Sistem Permesinan, Politeknik ATI Makassar
Email: [email protected]
ABSTRAK
Kecelakaan kendaraan bermotor bisa merupakan salah satu penyebab kematian bila terjadi penanganan yang lambat. Kecelakaan biasanya terjdi akibat adanya kelalaian dari pengemudi, jalanan yang rusak ataupun kondisi kendaraan yang tidak baik. Salah satu penyebab banyaknya angka korban jiwa pada kecelakaan yaitu terlambatnya pertolongan pertama yang diberikan kepada korban. Oleh karena itu dibutuhkan pengiriman informasi yang cepat pada kerabat korban atau petugas keamanan untuk secepatnya dilakukan pertolongan pertama. Tujuan dari penelitian ini adalah untuk mendesain sistem untuk pengiriman informasi kecelakaan. Jenis penelitian ini yaitu merupakan jenis eksperimental dengan melakukan rancang bangun alat kontroling pendeteksian posisi terjadinya kecelakaan. Data dari hasil penelitian ini yaitu pengukuran posisi koordinat terjadinya kecelakaan yang dibandingkan dengan posisi koordinat yang sesuai dengan penunjukan GPS, serta pengukuran keberhasilan pengiriman informasi melalui short message service (sms). Sesuai hasil penelitian diperoleh simpangan jarak koordinat uji kejadian dengan koordinat informasi yang diterima dengan simpangan terkecil yaitu 23 m dan simpangan terbesar yaitu 150 m. Pada hasil pengujian pengiriman informasi SMS tentang koordinat lokasi kepada pihak terkait tentang kejadian kecelakaan maka diperoleh hasil dengan pesan yang sukses masuk sebanyak 80% dari 5 kali pengujian dan 20% gagal..
Kata kunci: Kendaraan, Modul SIM808, Arduino Uno
ABSTRACT Vehicle accidents can be one of the causes of death if slow handling. Accidents are usually caused by negligence from the driver, damaged roads or bad vehicle conditions. One of the causes of the large number of fatalities in accidents is the delay of the first aid given to victims. Therefore, it is necessary to send fast information to the relatives of the victims or security officers to immediately carry out first aid. The purpose of this study is to design a system that can send accident information. The type of research is an experimental research by making a control device that can detect the position of an accident. The data from this study are the real accident locations then compared to position of cooredinates according to GPS and the measurement of the success of sending information through short message service (SMS). According to the study, it was found that the smallest and biggest deviations between the measured coordinates and the coordinates received from sms are 23 m and 150 m respectively. The test results showed that from 5 attempts to send messages, 80% successfully sent a message and 20% is failed to send a message. Keywords: vehicles, SIM808 module, Arduino Uno

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 14
PENDAHULUAN
Perkembangan kendaraan sebagai alat transportasi membawa dampak positif bagi pemenuhan dan peningkatan kesejahteraan manusia, terutama sebagai alat mobilisasi guna memperlancar aktivitas sehari-hari. Namun hal ini juga diiringi dengan timbulnya beberapa dampak negatif yang tidak diinginkan, seperti kemacetan dan meningkatnya angka kecelakaan lalu lintas (Marsaid dkk., 2013). Salah satu bentuk kecelakaan lalulintas yang biasa terjadi di jalan raya yaitu adanya tabrakan antara kendaraan ataupun kendaraan dengan obyek benda lainnya. Kecelakaan memiliki tiga faktor penyebab utama berdasarkan Haddon’s Matrix yakni faktor manusia, kendaraan, dan lingkungan yang terbagi dalam tiga tahap pra, saat, dan pasca-kecelakaan. Faktor dalam tahap pra-kecelakaan guna mencegah terjadinya kecelakaan, faktor dalam tahap saat kecelakaan guna pencegahan cedera, dan faktor dalam tahap pasca-kecelakaan guna mempertahankan hidup. Pengetahuan, penggunaan jalur dan kecepatan berkendara merupakan komponen faktor perilaku yang tergolong faktor manusia tahap pra-kecelakaan dalam Haddon’s Matrix (Mohan dkk., 2006). Bila terjadi kecelakaan maka kecepatan kendaraan saat melaju di jalan berbanding lurus dengan tingkat keparahan kecelakaan lalu lintas. Menurut WHO, rata-rata kenaikan kecepatan 1 km/jam menyebabkan kenaikan risiko keparahan kecelakaan lalu lintas sebesar 4–5% (Kutsiyah, 2011).
Informasi tentang kejadian kecelakaan yang dijalan raya sangat penting untuk diinformasikan baik kepada pihak petugas keamanan dan kesehatan maupun pada pihak keluarga agar korban bisa mendapatkan pertolongan yang secepatnya. Isi informasi tersebut bisa berisi data kendaraan korban dan titik koordinat terjadinya kecelakaan.
Terdapat beberapa penelitian yang memuat topik tentang deteksi kecelakaan
kendaraan. Dalam penelitian yang dilakukan oleh Mahfuzhon, A., dkk., tahun 2018 dengan judul rancang bangun alat pendeteksi kecelakaan mobil menggunakan sensor akselerometer dan sensor 801S vibration telah membuat pendeteksi tabrakan yang terhubung dengan sebuah komputer melalui kabel serial. Dalam penelitian ini tidak ada pengiriman informasi kepada pihak lain yang menjadi kerabat dari korban kecelakaan. Penelitian lainnya dengan judul kunci keamanan dan pembatas kecepatan untuk sepeda motor menggunakan sensor kecepatan berbasis mikrokontroler oleh Yando dkk., tahun 2015 menjelaskan tentang pemanfaatan sensor kecepatan untuk menghitung kecepatan sepeda motor sehingga apabila telah melampaui batas yang telah ditetapkan alarm akan berbunyi selama 15 detik. Ketika alarm tidak diindahkan maka sistem akan memutuskan arus pada motor untuk menurunkan kecepatan motor secara paksa selama 10 detik. Ketika kecepatan sudah dibawah batas, mesin motor akan hidup kembali. Tujuan dari penelitian ini adalah untuk melakukan desain sistem pengiriman informasi kecelakaan kendaraan bermotor menggunakan modul sim808 dan arduino uno. Modem SIM808
Modem SIM808 merupakan modul intregasi canggih yang dapat digunakan utuk komunikasi secara jaringan seluler (SMS, Voice Call, dan Internet), selain itu juga terdapat sensor lokasi A-GPS (indoor/outdoor) yang bisa bekomunikasi dengan satelit di dalam gedung ataupun di area terbuka. GSM GPS Shield adalah salah satu perangkat atau modul yang dapat dihubungkan dengan Arduino. GSM Shield merupakan perangkat yang memungkinkan untuk melakukan pengontrolan perangkat output lain yang terhubung dngan arduino melalui internet dengan menggunakan jaringan GPRS. Jaringan GPRS ini dapat digunakan sebagai pengirim atau penerima pesan singkat (SMS) atau panggilan telepon, selain itu shield ini juga

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 15
dapat berkomunikasi dengan board arduino dengan menggunakan AT Comand. Untuk dapat melakukan pengontrolan, pin RX yang terdapat pada shield dan arduino perlu dihubungkan, kemudian hal yang sama perlu dilakukan pada pin TX. GSM shield dapat beroperasi dengan arus dan tegangan yang diberikan dari board arduino (Rakhmat, 2017) Arduino Uno
Arduino UNO adalah sebuah board mikrokontroler yang didasarkan pada ATmega328. Arduino UNO mempunyai 14 pin digital input/output (6 di antaranya dapat digunakan sebagai output PWM), 6 input analog, sebuah osilator Kristal 16 MHz, sebuah koneksi USB, sebuah power jack, sebuah ICSP header, dan sebuat tombol reset. Arduino UNO memuat semua yang dibutuhkan untuk menunjang mikrokontroler, mudah menghubungkannya ke sebuah computer dengan sebuah kabel USB atau mensuplainya dengan sebuah adaptor AC ke DC atau menggunakan baterai untuk memulainya (Adriansyah dan Hidyatama, 2013). Optocoupler
Optocouler adalah suatu piranti yang terdiri dari dua bagian yaitu transmitter bagian cahaya dengan deteksi sumber cahaya terpisah. Biasanya optocoupler digunakan sebagai saklar elektrik, yang berkerja secara otomatis, optocoupler atau optoisolator merupakan komponen penggandeng (coupling) antara rangkaian input dengan menggunakan media cahaya (opto) sebagai penghubung. Dengan kata lain, tidak ada bagian yang konduktif antara kedua rangkaian tersebut. Optocoupler terdiri dari dua bagian yaitu transmitter (penerima). Transmitter merupakan bagian yang terhubung dengan rangkaian input atau rangkaian kontrol. Pada bagian ini terdapat sebuah LED infra merah (IR LED) yang berfungsi untuk mengirimkan sinyal pada receiver. Pada transmitter dibangun dari sebuah LED infra merah. Jika dibandingkan dengan menggunakan LED biasa, LED infra merah memiliki ketahanan terhadap sinyal tampak. Receiver merupakan bagian yang
terhubung dengan rangkaian output atau rangkaian beban, dan berisi komponen penerima cahaya yang dipancarkan oleh transmitter. Komponen penerima cahaya ini dapat berupa photodioda ataupun photo trangsistor (Rumagit dkk., 2018).
METODE PENELITIAN
Alat dan bahan penelitian yang digunakan dalam penelitian terdiri dari kit arduino, LCD display, mobil remote, motor DC, modul SIM808, limit switch, baterai zyma, push button. Jenis penelitian ini yaitu merupakan jenis eksperimental dengan melakukan rancang bangun alat kontroling pendeteksian posisi terjadinya kecelakaan. Data dari hasil penelitian ini yaitu pengukuran posisi koordinat terjadinya kecelakaan yang dibandingkan dengan posisi koordinat yang sesuai dengan penunjukan GPS, serta pengukuran keberhasilan pengiriman informasi melalui short message service (sms). Pelaksanaan penelitian untuk topik ini terdiri dari beberapa tahap yaitu perancangan dan pembuatan rangkaian kontroller. Pada tahap ini adalah melakukan desain rangkaian kontrol. Desain sketsa rangkaian kontrol menggunakan altium designer. Setelah gambar rangkaian selesai maka dibuat rangkain kontrolernya diatas papan PCB (print circuit board). Selanjutnya tahap ujicoba dan pengukuran. Dalam tahap ini dilakukan ujicoba dan pengukuran/pengambilan data terhadap alat penelitian, apabila semua sistem sudah berjalan sesuai dengan yang diharapkan. Untuk pengambilan data dilakukan dengan mengidentifikasi sebuah kecelakan yang diperagakan oleh mobil remote control yang kemudian sensor getar dan optocoupler akan mengirim sinyal ke Arduino Uno, selanjutnya SIM808 akan mengirimkan pesan singkat dan titik lokasi kecelakaan ke nomor yang dituju. Data-data yang dihasilkan dari pengukuran dalam penelitian ini berupa data kuantitatif dan kualitatif. Data kualitatif dikonversi kebentuk

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 16
kuantitatif utuk agar lebih mudah dilakukan analisis matematis. Dari hasil analisa diharapakan dapat menunjukan presentase keberhasilan alat dari hasil penelitian ini.
HASIL DAN PEMBAHASAN
Konfigurasi sistem Sistem pengiriman informasi pada
kecelakaan mobil meliputi perangkat keras dan perangkat lunak. Perangkat dapat terlihat pada konfigurasi system dibawah ini.
Gambar 1. Diagram blok
Gambar 1 merupakan diagram blok sistem informasi pada kecelakaan mobil menggunakan mikrokontroler arduino uno. Mikrokontroler ini yang akan mengelola data masukan dan keluaran pada sistem penelitian ini. Sistem ini bekerja dengan menerima data dari optocoupler dan limit switch. Data tersebut yang nantinya akan berfungsi sebagai parameter untuk memberi sinyal kepada SIM808. SIM808 ini yang nantinya akan mengirimkan SMS dan titik lokasi kepada nomor tujuan. Secara umum, konfigurasi dari sistem ini terdiri dari optocoupler yang berfungsi membaca kecepatan pada putaran roda (input) dan limit switch yang berfungsi membaca benturan (input), sedangkan mikrokontroler arduino sebagai pusat pengolahan data. Pengujian Koordinat Kecelakaan
Dari hasil pengujian dan data yang diperoleh dari setiap percobaan, dimana optocoupler akan memberikan sinyal ketika kecepatan mobil mencapai titik maksimal dan tiba-tiba berhenti lalu limit switch membaca adanya benturan. Arduino yang menerima sinyal dari kedua input tersebut akan mengirimkan perintah kepada SIM808 yang
siap untuk mengirimkan SMS dan lokasi dari kecelakaan. Tombol push botton disini berfungsi sebagai pembatalan dari pengiriman SMS dan lokasi yang akan dikirimkan oleh SIM808.
Pada tabel 1, lokasi pengujian diambil dari lokasi google maps smartphone android. Lokasi kejadian diperoleh dari sms yang dikirimkan oleh sistem ketika kecelakaan terdeteksi. Pada percobaan 1 tepatnya di kampus Politeknik ATI Makassar dengan titik lokasi pengujian -5.1197,119.4316 dapat ditemukan bahwa jarak simpangan dari lokasi kejadian sebesar 23 meter. Jarak simpangan merupakan ketepatan lokasi pengujian dengan lokasi kejadian yang dikirimkan oleh sistem. Semakin kecil nilai jarak simpangan maka semakin mudah untuk bisa menemukan lokasi kecelakaan terjadi. Hal ini terjadi Pada pengujian di lokasi dekat Kantor Polsek Bontoala yang memiliki titik lokasi -5.11321,119.4275, nilai jarak simpangan yang diperoleh sebesar 150 meter. Besar dan kecilnya nilai jarak simpangan yang diperoleh ketika saat pengujian sangat dipengaruhi oleh kuat sinyal internet, faktor tempat yang dipengaruhi oleh banyak gedung tinggi. Pengujian Pengiriman Informasi
Keberhasilan uji sistem ini dapat dilihat pada tabel 2 dengan melakukan 5 kali pengujian. Pada pengujian pertama, kejadian kecelakaan terdeteksi yang kemudian berhasil mengirimkan SMS pemberitahuan. Berbeda pada percobaan 2 kecelakaan terdeteksi akan tetapi tidak berhasil untuk mengirimkan SMS. Hal tersebut disebabkan kualitas jaringan yang kurang baik yang didapatkan oleh SIM808.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 17
Tabel 2. Hasil Pengujian Pengiriman Informasi
No. Pengujian
Ke- Kecelakaan terdeteksi
Informasi SMS
1 1 Terdeteksi SMS masuk
2 2 Terdeteksi SMS tidak masuk
3 3 Terdeteksi SMS masuk
4 4 Terdeteksi SMS masuk
5 5 Terdeteksi SMS masuk
KESIMPULAN
Dari hasil penelitian ini tentang sistem
pengiriman informasi pada kecelakaan, maka
diperoleh kesimpulan mengenai simpangan
jarak koordinat uji kejadian dengan koordinat
informasi yang diterima dengan simpangan
terkecil yaitu 23 m dan simpangan terbesar
yaitu 150 m. Pada simpangan dengan jarak
yang terbesar ini pada lokasi jalan raya masih
mudah untuk menemukan lokasi yang
sebenarnya. Pada hasil pengujian pengiriman
informasi SMS tentang koordinat lokasi
kepada pihak terkait tentang kejadian
kecelakaan maka diperoleh hasil dengan
pesan yang sukses masuk sebanyak 80% dari 5
kali pengujian dan 20% gagal.
DAFTAR PUSTAKA Adriansyah, A., Hidyatama, O. Rancang
Bangun Prototipe Elevator Menggunakan Microcontroller Arduino Atmega 328P. Jurnal Teknologi Elektro, Universitas Mercu ISSN : 2086‐9479
F.D. Rumagit, J.O. Wuwung, S.R.U.A. Sompie, B.S. Narasiang. Perancangan Sistem Switching 16 Lampu Secara Nirkabel Menggunakan Remote Control. Jurusan Teknik Elektro-FT, UNSRAT, Manado-95115.
Kutsiyah, N. Pengaruh Perilaku Pengemudi Sepeda Motor dan Lingkungan terhadap Kejadian Kecelakaan Lalu Lintas di Kabupaten Sidoarjo Tahun 2010. Skripsi. 2011. Surabaya: Universitas Airlangga.
Mahfuzhon, A., Tibyani, T., & Setyawan, G. Rancang Bangun Alat Pendeteksi Kecelakaan Mobil Menggunakan Sensor Akselerometer dan Sensor 801S Vibration. Jurnal Pengembangan Teknologi Informasi dan Ilmu Komputer, vol. 2, no. 12, p. 7130-7139, agu. 2018. ISSN 2548-964X
Marsaid, M.Hidayat, Ahsan. Faktor Yang Berhubungan Dengan Kejadian Kecelakaan Lalu Lintas Pada Pengendara Sepeda Motor Di Wilayah Polres Kabupaten Malang. Jurnal Ilmu
Tabel 1. Koordinat uji dan informasi
No. Koordinat Uji Koordinat Informasi Alamat Uji Jarak Simpangan
1. -5.1197,119.4316 -5.1197,119.4318 Politeknik ATI Makassar
23 m
2. -5.11321,119.4275 -5.1273,119.4265 Kantor Polsek Bontoala
150 m
3. 5.119374,119.4372 5.11196,119.4373 Warkop Juanda 28 m
4. -5.119374,119.437 -5.1194,119.4373 RM Al-Barakat 24 m
5. -5.118498,119.435 -5.1191,119.436 Kantor Polsekta Tallo
75 m

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 18
Keperawatan - Volume 1, No. 2, Nopember 2013.
Mohan, D., Tiwari, G., Khayesi, M., Nafukho, F.M. Road Traffic Injury Prevention: Training Manual. 2006. India: WHO
Rakhmat, R.I. Prototipe Pemberitahuan Lokasi Koordinat Darurat Menggunakan GPS dan Pulse Sensor Berbasis Arduino dan SMS. Jurusan Teknik Elektro -
Universitas Muhammadiyah Gresik. Jawa Timur
Yando, T.O.S., dkk. Kunci Keamanan Dan Pembatas Kecepatan Untuk Sepeda Motor Menggunakan Sensor Kecepatan Berbasis Mikrokontroller. Jurnal Elektro Telekomunikasi Terapan Juli 2015. Fakultas Ilmu Terapan, Universitas Telkom

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 19
Identifkasi Bahaya dan Analisa Risko Menggunakan Metode HIRARC dalam Upaya Mencegah Kecelakaan Kerja di Mesin Spinning
(Studi Kasus: Workshop Spinning AK-Tekstil Solo)
Mokh Afifuddin*, Hamdan S Bintang, Bambang Yulianto
Akademi Komunitas Industri Tekstil dan Produk Tekstil Surakarta, Kementerian Perindustrian
Email: [email protected]; [email protected]; [email protected]
ABSTRAK Setiap pekerjaan selalu mengandung potensi risiko bahaya, baik itu berbentuk kecelakaan atau penyakit yang disebabkan pekerjaan tersebut. Besarnya potensi risiko tergantung dari jenis tata ruang dan lingkungan bangunan serta kualitas manajemen dan tenaga-tenaga pelaksana. Upaya pencegahan kecelakaan kerja dapat direncanakan, dilakukan dan dipantau dengan melakukan studi karakteristik tentang kecelakaan agar uapaya pencegahan dan penanggulanganya dapat dipilih melalui pendekatan yang paling tepat. Penelitian kali ini akan mengidentifikasi potensi-potensi bahaya dan menganalisa risiko serta upaya pengendaliannya pada workshop spinning di AK-Tekstil Solo dalam upaya mencegah terjadinya kecelakaan kerja. Studi yang dipakai dalam penelitian ini adalah studi deskriptif kualitatif dengan menggunakan pendekatan metode HIRARC untuk menganalisa dan mengidentifikasi potensi bahaya serta risiko yang dapat terjadi dalam melaksanakan aktifitas kerja di workshop spinning. Hasil identifikasi risiko keselamatan kerja pada bagian mesin spinning digolongkan berdasarkan jenis bahaya keselamatan kerja yaitu bahaya mekanis, bahaya listrik dan bahaya fisik. Potensi bahaya yang terdapat pada aktifitas mesin spinning yaitu terdapat aktiftas dengan tingkat risiko medium. Selain itu juga terdapat 4 ketegori bahaya yang terdapat pada lingkungan workshop yang memiliki risiko rendah namun tingkat kemungkinan terjadinya sangat tinggi shingga akan menimbulkan dampak yang fatal. Pengendalian untuk potensi bahaya ini adalah dengan pemakaian APD (Alat Pelindung Diri) pada saat bekerja.
Kata kunci: APD, Bahaya, HIRARC, Keselamatan Kerja, Kecelakaan Kerja, Risiko
ABSTRACT Every job always contains potential hazards, be it an accident or illness caused by the job. The
magnitude of the potential risk depends on the type of spatial layout and the building environment and the quality of the management and implementing staff. Work accident prevention efforts can be planned, carried out and monitored by studying the characteristics of the accident so that prevention and mitigation strategies can be selected through the most appropriate approach. This research will identify potential hazards and analyze risks and control efforts in spinning workshops at AK-Tekstil Solo in an effort to prevent work accidents. The study used in this research is a qualitative descriptive using the HIRARC method approach to analyze and identify potential hazards and the risks of hazards that can occur in carrying out work activities in spinning workshops. The results of identification of occupational safety risks in the spinning machine section are classified based on the type of occupational safety hazards, namely mechanical hazards, electrical hazards and physical hazards. Potential hazards found in spinning machine activities are activities with medium risk level. In addition there are also 4 categories of hazards found in the workshop environment which have a low risk but the level of possibility of occurrence is very high so that it will cause a fatal impact. Control of potential hazards is to use PPE (Personal Protective Equipment) at work.
Keywords: APD, Hazard, HIRARC, Work Safety, Work Accident, Risk

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 20
PENDAHULUAN
Setiap pekerjaan selalu mengandung potensi risiko bahaya, baik itu berbentuk kecelakaan atau penyakit yang disebabkan pekerjaan tersebut. Besarnya potensi risiko tergantung dari jenis tata ruang dan lingkungan bangunan serta kualitas manajemen dan tenaga-tenaga pelaksana (Ilfani, 2013). Kecelakaan dan penyakit kerja tersebut mengakibatkan banyak pekerja meninggal dunia atau cacat, sehingga tidak mampu bekerja lagi. Masalah keselamatan dan kecelakaan kerja di Indonesia masih sering diabaikan, hal ini dapat dilihat dari masih tingginya angka kecelakaan kerja. Menurut data dari Direktur Pelayanan Badan Penyelenggara Jaminan Sosial (BPJS) Ketenagakerjaan mencatat ada 123 ribu kasus kecelakaan kerja terjadi di Indonesia sepanjang tahun 2017. Jumlah ini meningkat sekitar 20% jika dibandingkan dengan tahun 2016 (Finance, 2018).
Secara garis besar kejadian kecelakaan kerja menurut teori HW Heinrich disebabkan oleh dua faktor,yaitu tindakan manusia yang tidak aman (unsafe act) dan kondisi lingkungan yang tidak aman (unsafe condition) (Suma'mur, 1995). Dalam rangka memberikan perlindungan kepada tenaga kerja, pemerintah telah mengambil kebijakan umum mengenai perlindungan tenaga kerja khususnya tentang keselamatan dan kesehatan kerja. Dalam Undang-undang Republik Indonesia Nomor 01 Tahun 1970 tentang Keselamatan dan Kesehatan kerja disebutkan bahwa setiap tenaga kerja berhak mendapatkan perlindungan atas keselamatannya dalam melakukan pekerjaan untuk kesejahteraan hidup dan meningkatkan produksi serta produktivitas Nasional. Begitu juga bahwa setiap orang yang berada di tempat kerja harus dijamin keselamatannya. Oleh sebab itu, sesuai peraturan yang berlaku setiap tempat kerja yang di dalamnya terdapat risiko terjadinya kecelakaan wajib untuk memberikan perlindungan
keselamatan. Perlindungan tenaga kerja secara menyeluruh ditujukan untuk meningkatkan produktifitas kerja, yang tak lain bertujuan untuk meningkatkan kelancaran, efisiensi, produktifitas.
Analisa tentang kecelakaan dan risikonya dilakukan atas dasar pengenalan atau identifikasi bahaya di lingkungan kerja dan pegukuran bahaya di tempat kerja. Upaya pencegahan kecelakaan kerja dapat direncanakan, dilakukan dan dipantau dengan melakukan studi karakteristik tentang kecelakaan agar uapaya pencegahan dan penanggulanganya dapat dipilih melalui pendekatan yang paling tepat. Untuk itu diperlukan analisis risiko keselamatan kerja untuk mengetahui tingkat risiko bahaya yang akan timbul.
Metode Hazard Identification Risk Assesment and Risk Control (HIRARC) adalah salah satu metode teknik identifikasi, analisis bahaya dan pengendalian risiko yang digunakan untuk meninjau proses atau operasi pada sebuah sistem secara sistematis (Akbar, Indarjo, & Wahyuningsih, 2015). Beberapa studi telah dilakukan untuk menganalisa dan mengevaluasi kecelakaan kerja menggunakan metode HIRAC seperti halnya Fil Socrates (2013) menganalisa risiko keselamatan kerja pada alat suspension preheater dan field citeureup. Akbar at al. (2015) melalui pendekatan HIRAC menyusun program K3 untuk menurunkan angka kecelakaan kerja.
Akademi Komunitas Tekstil dan Produk Tekstil Surakarta (AK-Tekstil Solo) merupakan pendidikan vokasi yang menerapkan pendidikan model dual system yang link and match dengan industri. Dimana di dalamnya terdapat workshop yang mengoperasikan beberapa mesin pembuatan benang (spinning) dan pembuatan kain tenun (weaving). Dalam pembelajarannya menggunakan mesin-mesin yang dapat menimbulkan potensi bahaya yang dapat mengancam keselamatan dan kesehatan oleh penggunanya dalam hal ini peserta didik atau

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 21
peserta trainer calon karyawan perusahaan tekstil. Spinning sendiri adalah istilah lain dari proses pembuatan benang dari bahan mentah atau serat. Dalam proses pembuatan benang dari bahan serat terdapat beberapa mesin diantaranya adalah mesin Blowing, Carding, Drawing Braker, Drawing Finisher, Roving, Ring Spinning, Doubling dan TFO (Two For One) Twinster. Oleh karena itu dalam penelitian kali ini penulis akan mengidentifikasi potensi-potensi bahaya dan menganalisa risiko serta upaya pengendaliannya dengan menggunakan pendekatan metode HIRARC pada workshop spinning di AK-Tekstil Solo dalam upaya mencegah terjadinya kecelakaan kerja, dengan asumsi beberapa mesin yang dijadikan smapel dalam pengamatan.
Adapun tujuan dari penelitian ini adalah pertama, untuk mengetahui sumber bahaya dan potensi-potensi bahaya yang terjadi pada mesin-mesin workshop spinning. Kedua mengetahui analisa risiko dan pengendaliannya dalam upaya mewujudkan zero accident pada workshop spinning AK-tekstil Solo. Sehingga pada akhirnya penelitian ini bisa memberikan sumbangsih dalam upaya mencegah kecelakaan kerja di workshop spinning yang dioperasikan oleh perserta didik atau peserta trainer calon karyawan perusahaan Tekstil se-Solo Raya di AK-Tekstil Solo.
METODE PENELITIAN
Studi yang dipakai dalam penelitian ini adalah studi deskriptif kualitatif dengan menggunakan pendekatan metode HIRARC untuk menganalisa dan mengidentifikasi potensi bahaya serta risiko bahaya yang dapat terjadi dalam melaksanakan aktifitas kerja di workshop spinning. Penelitian ini dilakukan untuk memberikan gambaran secara sistematis, faktual dan akurat mengenai keselamatan dan kesehatan kerja, sebagai bentuk pengendalian untuk mencegah
terjadinya kecelakaan kerja di workshop spinning AK-Tekstil Solo.
Dalam penelitian mengunakan metode HIRARC, dimulai dari menganalisa jenis kegiatan kerja yang kemudian diidentifikasikan sumber bahaya mesin dan lingkungan area kerja sehingga didapatkan risikonya. Kemudian akan dilakukan penilaian risiko dan pengendalian risiko untuk mengurangi paparan bahaya yang terdapat pada setiap jenis pekerjaan (Socrates, 2013). Adapun waktu dan tempat yang menjadi objek penelitian ini adalah bertempat di Workshop Spinning Akademi Komunitas Industri Tekstil dan Produk Tekstil Surakarta yang terdiri dari beberapa mesin untuk pembuatan benang.
Metode yang digunakan dalam pengumpulan data yang berhubungan dengan identifikasi potensi bahaya yang terdapat pada workshop spinning dilakukan dengan dua metode yaitu: a. Field research yakni metode pengumpulan data yang dilakukan dengan pengamatan secara langsung terhadap kegiatan yang berlangsung di workshop spinning AK-Tekstil Solo dengan Cara observasi dan wawancara. b. Library research yakni metode pengumpulan data dengan membaca dan mempelajari teori-teori yang terdapat dalam literatur atau penelitian terdahulu yang berkaitan dengan topik permasalahan.
Dalam penelitian ini dibuat lembar observasi yang bertujuan untuk mendapatkan data yang akurat dan mengukur tingkat ketercapaian selama pengamatan dilokasi penelitian.
Analisa data dimulai dengan menghitung nilai risiko yang diperoleh dari hasil rating konsekuensi, paparan dan kemungkinan, sehingga diperoleh nilai risiko untuk pengendalian tingkat risiko. Hasil dari nilai risiko dilakukan upaya pengendalian dan solusi untuk mencegah adanya kecelakaan kerja di lingkungan kerja workshop spinning. Selanjutnya dari analisa pengendalian risiko dirumuskan kesimpulan dan rekomendasi

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 22
untuk penerapan program keselamatan dan kesehatan kerja di workshop spinning AK-Tekstil Solo.
HASIL DAN PEMBAHASAN
Hasil identifikasi risiko keselamatan kerja pada bagian mesin spinning terdapat bagaian-bagaian dalam kategori high risk atau risiko tinggi. Penggolongan jenis risikonya berdasarkan jenis bahaya keselamatan kerja yaitu bahaya mekanis, bahaya listrik dan bahaya fisik. Risiko bahaya juga dapat dilihat pada kondisi lingkungan dan jenis pekerjaan atau operasional mesin. Dari hasil observasi di
lapangan, diketahui bahwa sumber bahaya terdapat pada proses mesin spinning terdapat beberapa aktifitas kegiatan, dari aktifitas tersebut, semuanya memiliki tingkat risiko medium antara 4-8 score risk ratting. Hasil tersebut diperoleh berdasarkan jumlah nilai risk ratting pada tiap aktifitas, yaitu jumlah dari kemungkinan potensi bahaya yang terjadi pada tiap aktifitas dikali dengan jumlah dampak potensi bahaya yang timbul pada tiap aktifitas. Berikut Tabel.1 tentang tingkat risiko pada aktivitas proses pengoperasian mesin spinning secara umum.
Tabel 1. Tingkat Risiko Pada Aktivitas Pengoperasian Mesin Spinning Carding
Aktivitas Potensi Bahaya Efek Bahaya Tingkat
Efek Bahaya
Tingkat Kemungkinan
Terjadi Memasukan Bahan baku Jari terjepit
Double roll Jari Putus High Low
Membersihkan Fly Waste Terkena Pisau Tajam di Area Cylinder, Doffer, LickerIn dan Top Flat
Jri Putus, Tangan Sobek.
High Low
Memebersihkan dengan Stick Stick Masuk Cylinder
Kebakaran High Low
Drawing
Aktivitas Potensi Bahaya Efek Bahaya Tingkat
Efek Bahaya
Tingkat Kemungkinan
Terjadi Penarikan Serat di Area Drafting
Jari dan Tangan Terjepit Roll
Tulang Jari Tangan Patah
Medium Low
Doffing Tertabrak Can Memar Low High Memperbaiki Saat Lapping Tangan Terjepit
Top Arm Tangan Memar, Sobek
Medium Medium
Roving
Aktivitas Potensi Bahaya Efek Bahaya Tingkat
Efek Bahaya
Tingkat Kemungkinan
Terjadi Penggantian material penuh (roving) ke Material Kosong (bobin)
Kepala Terbentur Mesin
Kepala Memar, Kepala Sobek
Medium Medium
Penyambungan Roving Saat Putus
Tangan Terjepit Flyer Memar, Patah Tulang
Medium Low
Penangan Lapping Jari Terjepit Top Roll dan Bottom Roll
Jari Putus High Low
Pembersihan Mesin Jari Terjepit Jari Putus High Low Greasing (Pengoilan) Jari Terjepit Jari Putus High Low

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 23
Sedangkan secara umum potensi bahaya di area pengoperasian mesin spinning atau di area workshop diuraikan sebagai berikut: Terpapar Debu Kapas (Fly Waste)
Terpapar Debu Kapas Penilaian risk ratting untuk terpapar debu kapas adalah 16 (High) yaitu potensi bahaya yang harus mendapatkan prioritas pengendalian, karena frekuensi kejadiannya termasuk kategori sering dan tingkat keparahan fatal, yaitu dapat mengakibatkan kematian. Penyakit yang timbul dari adanya paparan debu kapas yang terhirup akan berakumulasi di paru-paru 5 sampai 10 tahun yang apabila dibiarkan bisa berakibat kematian.
Pengendalian untuk potensi bahaya ini adalah dengan pemakaian APD (Alat Pelindung Diri) berupa masker. Berdasarkan pengamatan masker sudah tersedia bagi para peserta didik maupun pengunjung, namun dalam kenyataanya dilapangan masih banyak yang tidak menghiraukan dengan tidak memakai APD masker. Hal ini harus menjadi perhatian lebih dengan diperketatnya pengawasan dan prosedur untuk menanggulangi potensi bahaya yang akan timbul. Terpapar Kebisingan
Kebisingan yang terdapat pada proses pengoperasian spinning di worksop AK-Tekstil Solo terbilang sangat tinggi. Berdasarkan NAB (Nilai Ambang Batas) menurut Kep. Mennaker No 51/Men/1999 adalah kebisingan untuk orang bekerja adalah 8 jam perhari adalah 85db. Penilaian risk ratting untuk terpapar kebisingan adalah high karena termasuk kategori sering. Jika seorang setiap harinya terdengar kebisingan yang melebhi ambang batas akan berakibat menurunya daya pendengaran dan bahkan sampai mengakibatkan tuli permanen.
Pengendalian untuk potensi bahaya ini adalah dengan menggunakan pelindung telinga atau ear plug. Hal ini untuk melindungi telinga dari tingkat kebisingan yang tinggi yang didegarkan sehari-hari selama bekerja. Dari observasi di lapangan masih banyak para
pengguna workshop mesin spinning tidak menggunakan ear plug saat memasuki area workshop dan saat mengoperasikan mesin. Hal ini nanatinya akan berakibat fatal pada pendengaran operator ataupun pengunjung workshop tersebut. Oleh sebab itu sangat diperlukan pihak pengelola meyediakan earplug bagi penguna workshop dan pengunjung. Selain itu juga pengedalian yang harus dilakukan adalah pemasangan saftey sign yang mana diharuskan untuk memakai APD masker dan earplug. Pemasangan sebaiknya diletakan di area workshop atau di pintu masuk workhop agar supaya peserta didik atau pengunjung bisa melihatnya dengan mudah. Potensi Kebakaran
Penilaian risk ratting untuk kebakaran adalah 10 (High) meskipun untuk frekuensi kejadiannya termasuk kategori jarang (occasional) tetapi potensi bahaya kebakaran termasuk kategori bencana (catastrophic) untuk tingkat keparahan, yaitu kecelakaan yang apabila terjadi bisa menyebabkan bahaya kematian. Kebakaran disebabkan antara lain oleh debu kapas yang sangat mudah terbakar, oleh karena itu pengendalian untuk potensi bahaya kebakaran adalah membersihkan sampah kapas yang menempel pada mesin, ini bertujuan untuk menghindari adanya kontak antara kapas dengan putaran mesin yang cepat, karena putaran mesin yang cepat bisa menimbulkan percikan api. Pengendalian selanjutnya adalah Penyediaan APAR (Alat Pemadam Api Ringan). Tertabrak
Terdapat beberapa jenis potensi bahaya tertabrak, antara lain: menabrak peralatan kerja, can yang tidak tertata rapi, dan tertabrak blower pada bagian ring spinning. Berdasarkan observasi lapangan banyak peralatan kerja yang diletakkan tidak pada tempatnya, hal tersebut sangat berbahaya mengingat banyak aktifitas yang dilakukan pada area tersebut. Beberapa aktifitas tersebut antara lain menyiapkan can yang kosong untuk diletakkan di mesin carding,

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 24
drawing, dan roving, can yang berisi sliver atau saat dopping berisi sliver di tempat pengumpulan dan dopping tube. Pengendalian untuk potensi bahaya ini adalah dengan meletakkan peralatan kerja sesuai pada tempatnya. Kejatuhan Roving
Penilaian risk ratting untuk potensi bahaya kejatuhan roving adalah 2 (low) karena untuk tingkat risiko yang ditimbulkan dari kejatuhan roving adalah hampir cidera atau ringan yang tidak memerlukan perawatan medis yang serius. Pengendalian potensi bahaya ini adalah memasang dan meastikan roving terpasang dengan benar. Agar risiko yang ringan tidak terjadi berulang-ulang. Tersengat Listrik
Terdapat tegangan listrik yang tinggi dalam proses mesin spinning, yang mengakibatkan ada potensi bahaya tersengat listrik bagi pengguna maupun pengunjung. Karena mesin-mesin yang terdapat di workshop mesin spinning yang dilairi arus listrik kebanyakan terbuat dari lempengan besi atau bahan konduktor yang berpotensi bisa tersengat tegangan listrik yang tinggi tersebut. Oleh sebab itu dilakukan pengendalian dengan menggunakan alas kaki atau sepatu untuk menghambat aliran listrik bagi pengguna mesin maupun pengunjung. Terbentur
Pengendalian risko untuk potensi bahaya ini adalah memasang tanda peringatan bahaya berupa gambar pada bagian mesin-mesin tempat masuknya can, menjaga jarak dengan mesin saat bekerja, serta penggunaan APD safety shoes. Tanda peringatan bahaya tersebut dipasang pada bagian depan mesin tempat masuknya can, pemasangan tanda peringatan bahaya tersebut bertujuan agar operator tidak terlalu dekat dengan mesin, sehingga akan mengurangi potensi terbentur pada mesin.
KESIMPULAN
Hasil identifikasi bahaya yang ada di workshop spinning terdapat berbagai potensi bahaya secara umum antara lain jari terkena putaran coiler, tangan terjepit roll mesin, tangan tergilas mesin, jari terkena pisau, kejatuhan roving, terpapar debu kapas, kebisingan tinggi, tersengat listrik, menabrak can atau peralatan kerja dan kebakaran.
Pengendalian risiko hendaknya mengikuti risk ratting yang tertinggi yaitu potensi bahaya dengan risiko bahaya urgent , karena operator berpotensi mengalami kecelakaan. Operator juga wajib memakai APD diantaranya adalah masker, earplug, safety shoes, topi, apron pada saat bekerja. Perlunya pemasangan safety sign (pemakaian wajib sarung tangan) pada saat lapping dan safety sign (pemakaian wajib masker, ear plug dan apron ) pada setiap proses.
DAFTAR PUSTAKA
Akbar, T. Y., Indarjo, S., & Wahyuningsih, A. S. (2015). Metode Hazard Identification Risk Assessment Control (HIRARC) dalam penyusunan Program K3 untuk Menurunkan Angka Kecelakaan Kerja Pada Pekerjaan Bagian Pengamplasan PT Kota Jati Furnindo Jepara. Unnes Journal Health, 24-31.
Finance, D. (2018, Februari 06). Angka Kecelakaan Kerja RI Meningkat di 2017. Diambil kembali dari Detik.com: https://finance.detik.com/moneter/d-3853101/angka-kecelakaan-kerja-ri-meningkat-ke-123-ribu-kasus-di-2017
Ilfani, G. (2013). Analisis Pengaruh Keselamatan dan Kesehatan Kerja Terhadap Kinerja Karyawan: Studi Pada PT Apac Inti Corpora Bawen Jawa Tengah Unit Spinning 2. Skripsi SE: Universitas.
Socrates, M. F. (2013). Analisis Risiko Keselamatan Kesehatan Kerja pada Alat Suspension Preheater Bagian Produksi di Plant 6 PT Indocement Tunggal prakarsa.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 25
Skripsi SKM: Universitas Islam Negeri Jakarta.
Suma'mur, P. (1995). Hygiene Perusahaan dan Kesehatan Kerja. Jakarta: PT Gunung Agung.
Zamani, W. (2014). Identifikasi Bahaya Kecelakaan Unit Spinning Menggunakan Metode HIRARC di PT Sinar Pantja Djaja. Unnes Journal of Public Health, 1-9.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 26
Pengukuran Kualitas Mesin Blowing Scutcher untuk Material Tencel ® di Unit Spinning 2 PT. Danliris
Wawan Ardi Subakdo
Akademi Komunitas Industri Tekstil dan Produk Tekstil Surakarta
Email: [email protected]
ABSTRAK
Unit Spinning 2 PT. Danliris memproduksi benang Cotton dan Polyester, namun terkadang juga melakukan produksi terhadap benang Tencel® untuk pesanan tertentu. Alur proses pemintalan hampir sama semua yaitu melalui proses di mesin blowing, carding, drawing, speed frame, ring spinning, winding, packing. Pada mesin blowing material akan dibersihkan dan digulung menjadi gulungan lap yang mana nantinya akan menjadi bahan baku dari mesin carding. Pada mesin blowing diperlukan pengendalian mutu agar mendapat kualitas yang baik salah satunya adalah koefisien variasi (CV%). Koefisien variasi adalah perbandingan antara simpangan baku dengan rata-rata suatu data, dan dinyatakan dalam persen. Tujuan dari penelitian ini adalah menghitung CV % pada proses di mesin Blowing Scutcher sebelum dan sesudah dilakukan perbaikan alat. Pengambilan data dialkukan dengan pengambilan sampel lap secara acak kemudian menimbang sesuai ukuran luasannya untuk mendapatkan nilai cv % nya pada saat sebelum dan sesudah dilakukan perbaikan oleh bagian maintenance. Hasil dari penelitian ini menunjukkan menunjukkan bahwa lap tersebut kualitas nya kurang baik karena berada diatas 2%,dan terdapat 8 titik pada lap yang memiliki berat kurang dari standar sehingga diperlukannya perbaikan. Setelah dilakukan perbaikan oleh bagian maintenance, tidak ditemukan adanya berat yang tidak masuk standar.
Kata kunci: lap, koefisien variasi (cv %), spinning
ABSTRACT Spinning Unit 2 PT. Danliris produces Cotton and Polyester yarns, but sometimes also produces Tencel® yarns for certain orders. The flow of the spinning process is almost the same, through process in blowing, carding, drawing, speed frame, ring spinning, winding, packing machines. In the blowing machine the material will be cleaned and rolled into lap rolls which will later become the raw material of the carding machine. In the blowing machine quality control is needed to get good quality, one of which is coefficient of variation (CV%). The coefficient of variation is the ratio between the standard deviation and the average of a data, and expressed in percent .The subject of this study was to calculate the CV% in the process in the Scutcher Blowing machine before and after repairing the tool. Data retrieval is done by random sampling of laps then weighing according to the size of the area to get the value of cv% at the time before and after repairs by the maintenance department. The results of this study indicate that the quality of the lap is not good because it is above 2%, and there are 8 points on the lap that have less weight than the standard so that repairs are needed. After repairs by the maintenance department, no standard non-heavy weights were found. Keywords: lap, coefficient of variation (cv%), spinning

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 27
PENDAHULUAN
Unit Spinning 2 PT. Danliris memproduksi benang Cotton dan Polyester, namun terkadang juga melakukan produksi terhadap benang Tencel® untuk pesanan tertentu. Tencel® atau yang bisa disebut Lyocell Viscose adalah nama serat yang berasal dari perusahaan Austria, Lenzing. Tencel sendiri berasal dari pohon kayu Eucalyptus yang diproses secara ramah lingkungan. Serat kayu dilarutkan dan diproses secara tertutup sehingga tidak ada zat buangan sama sekali. Tencel® dikenal sebagai terobosan dalam dunia textile ,dan dinyatakan sebagai serat yang paling Sustainable sampai saat ini. Tencel® memiliki daya serat yang lebih tinggi dari katun, lebih lembut dari sutra dan lebih dingin dari linen (Lenzing, 1992).
Proses pemintalan adalah suatu proses dimana serat disejajarkan satu sama lain, diberi regangan dan diberikan antihan (twist) menjadi ukuran tertentu sehingga berubah bentuk menjadi benang, dalam proses pemintalan material akan diproses pertama kali di mesin blowing. Namun terlebih dahulu material akan disortir secara manual karena material masih berupa bale dan perlu disobek agar lebih terbuka dan lebih mudah untuk dicabik kemudian material bisa diletakkan ke conveyor lalu disuapkan ke mesin blowing, pada mesin blowing material akan dibersihkan dan digulung menjadi gulungan lap yang mana nantinya akan menjadi bahan baku dari mesin carding (Ayyub, 2018).
Pada mesin blowing diperlukan pengendalian mutu agar mendapat kualitas yang baik, salah satunya adalah koefisien variasi (CV%). Koefisien variasi adalah perbandingan antara simpangan baku dengan rata-rata suatu data, dan dinyatakan dalam persen (Tannady, 2015). Pengukuran CV% untuk mengukur kualitas di tekstil pernah dilakukan Wijayono (2018) yaitu mengukur setiap sampel jahitan dengan menggunakan pengukuran pengolahan citra digital. CV% ini berpengaruh pada berat masuk yang mana
jika berat masuk yang dihasilkan tidak sesuai maka akan berpengaruh pada ketidakrataan dan juga Ne maka dari itu pengendalian mutu terhadap CV% ini hanya dilakukan pada blowing yang masih menggunakan sistem scutcher karena hasil yang berupa gulungan lap dapat ditentukan berbeda dengan yang menggunakan sistem chute feed karena di sistem chute feed serat yang masuk telah diatur dengan sensor sehingga serat yang akan masuk ke mesin carding beratnya sudah disesuaikan oleh sensor.
Dari uraian diatas untuk mendapatkan kualitas benang yang baik diperlukan pengendalian mutu salah satunya tentang penstabilan CV% pada mesin blowing, sehingga penulis mengambil judul “Pengukuran Kualitas Mesin Blowing Scutcher Untuk Material Tencel® Di Unit Spinning 2 PT. Danliris”
Berdasarkan latar belakang tersebut, maka tujuan dari penelitian ini adalah menghitung CV % pada proses di mesin Blowing Scutcher sebelum dan sesudah dilakukan perbaikan alat.
METODE PENELITIAN
Penelitian dilaksanakan di mesin Blowing Scutcher Unit Spinning 2 PT. Danliris, pada bulan Juni sampai dengan Agustus 2018. Penelitian ini dilaksanakan dengan mengambil data kemudian dihitung nilai cv % sebelumdan sesudah dilakukan perbaikan. Adapun kerangka berpikir yaitu pada gambar 1.
HASIL DAN PEMBAHASAN
Adapun alat pengukur dan pengambilan
sampel lap di mesin blowing scucther Unit
Spinning 2 PT. Danliris dapat dilihat pada
gambar 2.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 28
Gambar 1. Kerangka Berpikir
Gambar 2. Pengambilan sampel lap
Gambar 3. Alat Pengukur Panjang Lap
Setelah proses pengambilan sampel,
data-data yang terkumpul pun akan dibuat
grafik untuk mengetahui ada berapa titik yang
melewati batas limit dari lap dan dilakukan
perhitungan CV% untuk mengetahui berapa %
penyimpangan yang ada pada lap, kemudian
untuk mengetahui hasil dari lap itu baik atau
tidak ada standar yang telah ditentukan oleh
unit spinning 2, untuk berat lap unit Spinning 2
menetapkan 13,25 Oz/yard sedangkan
standar dari CV% adalah 2%, Tabel 1
merupakan data dari proses pengambilan
sampel tes 1.
Gambar 4 merupakan hasil tes dari berat
lap gram/yard, kemudian akan langsung
ditentukan ada berapa titik yang melebihi
atau kurang dari standar dan dihitung CV%
dengan rumus :
Standar berat lap diubah dalam gram :
13,25 Oz/
28,55 = 375,6 gram/yard
Toleransi ±5% =356.82 gram/yard ~ 394,38
gram/yard
Jadi standar per 1 yard adalah antara 356,82
sampai 394,38 gram/yard, dan terdapat 8 titik
yang kurang dari standar yang ditetapkan
Perhitungan CV%:
A (∑XI) = 16816
B (∑XI²) = 6150968
AVG : ∑X̅I ̅ = 365.5652174
C : ∑XI² = 282777856
S² = (n) x (b)-(c) /(n) x (n-1)
= 80.5178744
S = √S²
= 8.973175268
CV% = S / X̅I ̅ = 2.4546%
Proses produksi pada mesin Blowing
Scutcher
Pengambilan sampel gulungan lap
secara acak
perawatan & perbaikan
oleh maintenance menghitung nilai cv %
sesuai
tidak sesuai

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 29
Tabel 1. Data Penyimpangan Lap Tes 1
No Berat Lap (XI) XI² No Berat Lap (XI) XI² No Berat Lap (XI) XI²
1 361 130321 17 358 128164 33 362 131044
2 354 125316 18 355 126025 34 361 130321
3 359 128881 19 368 135424 35 363 131769
4 354 125316 20 366 133956 36 360 129600
5 357 127449 21 381 145161 37 374 139876
6 348 121104 22 373 139129 38 349 121801
7 368 135424 23 366 133956 39 364 132496
8 364 132496 24 375 140625 40 371 137641
9 363 131769 25 380 144400 41 353 124609
10 371 137641 26 366 133956 42 380 144400
11 353 124609 27 376 141376 43 382 145924
12 375 140625 28 366 133956 44 380 144400
13 354 125316 29 369 136161 45 366 133956
14 370 136900 30 377 142129 46 372 138384
15 363 131769 31 364 132496
16 356 126736 32 369 136161
Gambar 4. Grafik Penyimpangan Lap Tes 1
Dari keseluruhan data dan hasil CV% yang
didapat menunjukkan bahwa lap tersebut
kualitas nya kurang baik karena berada diatas
2%,dan terdapat 8 titik pada lap yang memiliki
berat kurang dari standar sehingga
diperlukannya perbaikan dari pihak
maintenance.
Setelah mengetahui adanya
penyimpangan pada CV% pihak dari QC
memberikan laporan kepada maintenance
Blowing lalu maintenance blowing pun secara

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 30
otomatis akan langsung melakukan perbaikan,
pada mesin blowing terdapat beberapa
bagian yang mempengaruhi CV% dari lap
yaitu : Gear Box PIV, Cone Drum, Piano
Regulator, Jarak Feed Roll dengan Piano
Regulator, Kebersihan screen pada hopper
feeder.
Setelah dilakukan perbaikan sedemikian rupa oleh pihak maintenance kemudian dilakukan perhitungan lagi dengan cara yang sama yaitu pengambilan sampel dan perhitungan CV% lagi, lalu hasil dari CV% lap untuk tes yang ke 2 dapat dilihat pada tabel 2 dan gambar 5.
Tabel 2. Data Penyimpangan Lap Tes 2
No Berat Lap
(XI) XI² No
Berat Lap (XI)
XI² No Berat Lap
(XI) XI²
1 356 126736 17 360 129600 33 362 131044
2 363 131769 18 369 136161 34 364 132496
3 358 128164 19 363 131769 35 358 128164
4 356 126736 20 374 139876 36 382 145924
5 368 135424 21 359 128881 37 360 129600
6 357 127449 22 371 137641 38 377 142129
7 360 129600 23 363 131769 39 376 141376
8 361 130321 24 361 130321 40 364 132496
9 364 132496 25 373 139129 41 368 135424
10 372 138384 26 371 137641 42 377 142129
11 361 130321 27 358 128164 43 363 131769
12 359 128881 28 366 133956 44 360 129600
13 362 131044 29 363 131769 45 378 142884
14 356 126736 30 370 136900 46 359 128881
15 376 141376 31 374 139876
16 362 131044 32 377 142129
Gambar 5. Grafik Penyimpangan Lap Tes 2

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 31
Perhitungan CV%: A = 16811 B = 6145979 AVG : X̅I ̅ = 365.4565217 C : XI² = 2 82609721 S² = (n) x (b)-(c) / (n) x (n-1)
= 50.87584541 S = √S²
= 7.132730572 CV% = S / X̅I ̅
= 1.9517% Dari hasil tes setelah dilakukan
perbaikan berat dari lap/yard sudah tidak ditemukan adanya berat yang tidak masuk standar, semua berat dari lap masuk dalam standar begitu pula dengan CV% dari lap yang juga masuk standar yaitu 1.9517% jadi bisa dikatakan jika lap sudah bagus maka proses sudah bisa berjalan seperti biasa.
KESIMPULAN
Dari hasil pembahasan dapat disimpulkan bahwa setelah dilakukan tindakan perawatan dan perbaikan pada mesin Blowing Scuctcher maka semua berat dari lap masuk dalam standar begitu pula dengan nilai CV% . Akan tetapi lap akan tetap dicek dan di monitoring untuk menghindari CV% yang tidak masuk standar, karena terkadang ketika CV% sudah
stabil tapi selang beberapa minggu akan menjadi tidak stabil lagi, bisa dikarenakan oleh sortir material kurang terurai atau bisa juga dikarenakan oleh mesin itu sendiri karena sudah berusia lama dan kondisi tidak 100% lagi. Pada unit Spinning 2 proses pengecekan lap sebaiknya dilakukan sekali dalam seminggu demi menjaga agar lap yang dihasilkan tetap baik.
DAFTAR PUSTAKA
Ayyub .2018.. Pengenalan Mesin Blowing. http://ayyub-
textile.blogspot.com/2018/02/pengenalan-mesin-blowing-i.html?m=1 diakses pada tanggal 24 Agustus 2018
Gasperz, Vincent. 2005. Manajemen Mutu Terpadu. Bogor : Ghalia Indonesia.
Juran, Joseph M. 1992. Juran on Planning for Quality. New York : The Free Press
Lenzing Aktiengesellschaft.1992. About Tencel https:// www.tencel.com/aboutdiakses
tanggal 14 Agustus 2018 Tannady, Hendy. 2015. Pengendalian Kualitas.
Yogyakarta: Graha Ilmu Wijayono, A., & Putra, V. G. V. 2018. Stitch Per
Inch Measurement Using Image Processing Techniques. Arena Tekstil.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 32
Pengaruh Intrapreneurship Terhadap Inovasi Berkelanjutan
Widya Hastuti Afris
Politeknik ATI Makassar Email: [email protected]
ABSTRAK
Usaha skala kecil dan menengah (UKM) ditantang untuk dapat mengadaptasi inovasi berkelanjutan ke dalam rutinitas operasional produksi dalam upaya mencapai pembangunan berkelanjutan yang berdampak pada aspek ekonomi, lingkungan, dan sosial. Walaupun implementasi inovasi berkelanjutan memerlukan investasi teknologi dengan nilai yang cukup besar seperti yang dilakukan oleh industri berskala besar, namun, UKM dapat memanfaatkan kemampuan internal yang merupakan kemampuan spesifik perusahaan sesuai dengan sumber daya yang dimiliki. Penelitian ini bertujuan mengukur secara empiris peran intrapreneurship perusahaan sebagai kemampuan dinamis dalam memberikan pengaruh terhadap pencapaian inovasi berkelanjutan. Dengan analisis regresi linear sederhana, hasil penelitian menunjukkan bahwa kemampuan intrapreneurship perusahaan berpengaruh signifikan terhadap pencapaian inovasi berkelanjutan.
Kata kunci: Intrapreneurship, Inovasi Berkelanjutan
ABSTRACT In the production routinity, Small and Medium sized enterprises (SMEs) are challenged to adapt sustainable innovation which impact to the economic, ecology, and social dimensions. Even though technology investment is needed to implement sustainable innovation, however, there are firm-specific capabilities of SMEs can be utilized with the impact as good as the large firms-sized incrementally. This paper is aimed to measure empirically the role of intrapreneurship as a dynamic capability to influence sustainable innovation achievement. The result of this study is analyzed by using Simple Linear Regression and shows that intrapreneurship capability has significant influence on attaining sustainable innovation Keywords: Intrapreneurship, Continuous Innovation

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 33
PENDAHULUAN
UKM (Usaha Kecil dan Menengah) tidak hanya berkontribusi untuk memperkuat pembangunan ekonomi tetapi juga berkontribusi terhadap efek samping dari kegiatan produksi pada keberlanjutan. Misal, masalah limbah yang dihasilkan oleh kegiatan industri (Tribunnews.com, 2016; Chandra, 2016), dan kesejahteraan atau perbaikan karyawan (Haluan Harian, 2016). Ini selaras dengan Pearce dan Atkinson (1993) yang menemukan bahwa pembangunan berkelanjutan dari negara-negara terkait dengan pengelolaan sumber daya manusia dan sumber daya alam mengungkapkan bahwa Indonesia berada dalam kategori 'tidak berkelanjutan'. Hal ini didukung oleh laporan Environmental Performance Index berdasarkan kebijakan pada kesehatan lingkungan dan vitalitas ekosistem bahwa Indonesia berada pada rangking 133 dibawah Thailand dan Vietnam (EPI, 2018) dan berdasarkan Global Innovation Index berada pada urutan 85 yang diukur berdasarkan input inovasi dengan salah satunya ditentukan dari pilar sumber daya manusia yang berada pada peringkat 90 dan output inovasi dengan indikator pengetahuan dan kreativitas yang berada pada peringkat 73 (GII, 2018).
Dalam literatur, banyak penelitian berkontribusi untuk menemukan cara yang efektif untuk menentukan bagaimana mengukur pencapaian inovasi berkelanjutan. Ini menjadi penting bagi UKM untuk menentukan kapabilitas spesifik mana sebagai inisiatif perusahaan dengan sumber daya yang ada dapat diselaraskan dengan inovasi proses dalam pengembangan rutinitas yang dapat mengarah pada dimensi ekonomi, sosial dan lingkungan dari inovasi berkelanjutan. Literatur telah memberikan perhatian besar pada masalah inovasi berkelanjutan yang berkembang dengan sedikit bukti empiris, sehingga perlu untuk mengklarifikasi pengaruh intrapreneurship pada inovasi berkelanjutan. Penelitian inovasi
berkelanjutan, yang difokuskan pada UKM, telah memberikan perhatian pada kemampuan untuk inovasi berkelanjutan, namun hanya memberi sedikit perhatian pada kejelasan inovasi berkelanjutan.
Dalam pendekatan organisasi, inovasi berkelanjutan adalah tantangan bagi UKM untuk beradaptasi dalam rutinitas, namun demikian, UKM memiliki kemampuan khusus yang dapat mendukung pencapaian inovasi berkelanjutan. Mengandalkan teknologi saat ini dari proses perubahan inkremental seperti teknologi lokal yang didukung oleh kemampuan pengetahuan asli dapat mengarah pada kelangsungan hidup perusahaan. Ini dibuktikan oleh Uddin (2006) di perusahaan kecil di Bangladesh. Selain itu, terdapat kemampuan tertentu yang mampu mempengaruhi UKM di Indonesia menjadi lebih inovatif. Misalnya, orientasi kewirausahaan (Kusumawardhani, 2013; Arief et al., 2013; Samoedra dan Setiawan, 2015). Di negara maju, beberapa peneliti telah memperluas kemampuan spesifik untuk inovasi berkelanjutan. Misalnya, Ketata et al. (2014) meneliti peran kapabilitas internal terhadap inovasi berkelanjutan di perusahaan-perusahaan Jerman. Mereka menemukan bahwa perusahaan perlu berinvestasi dalam kapasitas daya serap untuk pencapaian inovasi berkelanjutan. Studi ini memandang bahwa orientasi berkelanjutan sebagai proses inovasi atau kegiatan inovatif yang diukur berdasarkan kesadaran pembangunan berkelanjutan. Dari hal tersebut maka diperlukan penyelidikan lebih lanjut untuk menguji pengaruh intrapreneurship dan stakeholder engagement terhadap inovasi berkelanjutan. Inovasi Berkelanjutan
Sejumlah besar literatur yang berkembang telah menyelidiki inovasi berkelanjutan sehubungan dengan tekanan pemangku kepentingan (pemerintah dan organisasi non-pemerintah/LSM) dan produksi produk yang didorong oleh permintaan secara berkelanjutan, seperti

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 34
proses yang efisien, lebih sedikit sumber daya dan konsumsi energi, pengurangan beban lingkungan dan kondisi kesehatan dan keselamatan bagi karyawan (Ketata et al., 2014). Pemerintah internasional membuat kebijakan inovasi yang terkait dengan lingkungan nasional untuk tujuan meningkatkan pengembangan dan difusi teknologi lingkungan (OECD, 2008). Dengan kata lain, inovasi berkelanjutan didukung oleh banyak faktor yang terkait dengan peraturan pemerintah seperti peluang bisnis produksi bersih, dan etika lingkungan dari tekanan publik (Arundel et al., 2006). Terkait dengan hal ini, penelitian ini mengeksplorasi inovasi berkelanjutan.
Komisi Brundtland Perserikatan Bangsa-Bangsa pada 20 Maret 1987 melalui laporan publikasi Our Common Future mendefinisikan pembangunan berkelanjutan (Sustainable Development) sebagai '... sebuah proses perubahan di mana eksploitasi sumber daya, arah investasi, orientasi pengembangan teknologi dan perubahan kelembagaan adalah dibuat konsisten sesuai dengan kebutuhan masa depan dan saat ini' (WCED, 1987, p.42). Kesadaran pembangunan berkelanjutan untuk mencapai kondisi keseimbangan antara saat ini dan masa depan ke dalam proses perubahan dengan menyediakan lingkungan yang lebih baik, kesejahteraan manusia dan pembangunan ekonomi untuk mengantisipasi situasi saat ini dalam menciptakan dunia yang sehat mengingat prediksi pertumbuhan populasi mencapai 9 miliar orang pada tahun 2020 (WBCSD, 2010). Inti dari pembangunan berkelanjutan ini adalah menemukan cara antara upaya pencapaian manusia dalam kehidupan mereka agar seimbang dengan pelestarian alam dan kesejahteraan sosial. Dimensi ekonomi, lingkungan dan sosial ini diperlukan untuk mencapai pembangunan berkelanjutan karena kehidupan masyarakat masih tetap dapat berlangsung tanpa ekonomi formal dan alam tetap berjalan tanpa umat manusia dan aktivitas manusia, sehingga kehidupan
masyarakat dan lingkungan menentukan pencapaian ekonomi. Pertimbangan ini menggabungkan domain keberlanjutan tertentu ke dalam "masyarakat", "lingkungan" dan "ekonomi" atau "People-Planet-Profit" (Seebode, 2011). Hal ini selaras dengan Dyllick dan Hockerts (2002) yang berpendapat bahwa aktor sosial menentukan faktor ekonomi dengan kecukupannya, di sisi lain, aktor-aktor ini secara sosial membutuhkan ekuitas ekologis untuk dikonsumsi. Intrapreneurship
Konsep intrapreneurship pertama kali dikemukakan di artikel Macrae tahun 1976 yang berfokus pada prilaku inovatif diantara karyawan (Amo & Kolvereid, 2005). Selanjutnya, konteks intrapreneurship berkembang menjadi ‘entrepreneurship di dalam perusahaan’ antara lain Intrapreneurship (Pinchot, 1985), Korporasi Entrepreneurship (Burgelman, 1983), Korporasi Internal Entrepreneurship (Jones & Butler, 1992), dan Korporasi Venturing (MacMillan et al., 1986). Fenomena ini berkembang karena kurangnya inovasi dan daya saing diantara organisasi (Cunningham & Lischeron, 1991), dan rendahnya kemampuan revitalisasi perusahaan (Stopford & Barden-Fuller, 1990).
Lumpkin & Dess (1996) membedakan definisi intrapreneurship antara entrepreneurship dan orientasi entrepreneurship. Pada level perusahaan, Stevenson & Jarillo (1990) memandang intrapreneurship sebagai tindakan entrepreneurship yang dimulai oleh individu, usaha skala kecil atau unit usaha dari bisnis skala besar sehingga berkaitan dengan ‘bagaimana pelaku usaha mengambil alih yang didukung oleh proses, praktek, dan aktivitas pengambilan keputusan yang mengarah pada pelaku usaha’ atau perusahaan yang mampu mengalokasikan sumberdaya untuk inovasi (Schumpeter, 1942). Antoncic & Hisrich (2001) mendefinisikan intrapreneurship sebagai entrepreneurship di dalam perusahaan.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 35
Urban (2012) meperdebatkan bahwa ada banyak istilah entrepreneurship di dalam organisasi sebagai basis modal sosial yang berdampak pada hubungan antara perusahaan dan karyawan sehingga dapat mencapai kinerja superior. Monnavarian & Ashena (2009) menunjukkan bahwa aktivitas sosial dan jaringan sosial kapital berhubungan dengan dimensi intrapreneurship (inovasi, daya saing agresif, proaktif dan pengambil resiko).
Singkatnya, intrapreneurship mengacu pada upaya mengubah bentuk sumber daya (Eisenhardt & Martin, 2000; Helfat & Winter, 2011). Pada studi ini, intrapreneurship didefinisikan sebagai individu yang ada di dalam organisasi yang memiliki kemampuan untuk menangkap dan mengeksploitasi peluang melalui penciptaan dan merubah sumber daya kedalam tindakan rutin. Pengembangan Kerangka Teoritis
Kemampuan perusahaan merupakan kapabilitas khusus perusahaan dari kapabilitas dinamis (Teece et al., 1997) sebagai perpanjangan dari pendekatan berbasis sumber daya (Barney, 1991). Kemampuan spesifik perusahaan ini terkait dengan manajemen pengetahuan dari Easterby – Smith & Prieto (2008) yang berpendapat bahwa inisiatif strategis mendasar adalah penjamin utama yang memberikan solusi dalam mengkonfigurasi ulang sumber daya dengan memanfaatkan pengetahuan eksplisit. Kemampuan yang ditawarkan sebagai kapabilitas khusus perusahaan seperti intrapreneurship dan integrasi pemangku kepentingan. Kemampuan ini berfungsi sebagai penggerak pencapaian inovasi yang berkelanjutan, sehingga dianggap sebagai pendekatan organisasi. Ada beberapa penelitian yang telah membuktikan bahwa kemampuan khusus perusahaan ini memainkan peran penting dalam pencapaian inovasi berkelanjutan. Beberapa studi tersebut antara lain adalah perspektif pemangku kepentingan (Achterkamp & Vos, 2006; Lewis et al., 2007; Bos-Brouwes, 2010),
peran intrapreneurship (Coakes et al., 2011), dan kapasitas daya serap (Ketata et al., 2014). Dalam studi kasus perusahaan kimia bioplastik, Iles dan Martin (2013) menekankan pentingnya kemampuan dinamis untuk meningkatkan proposisi nilai dalam upaya mendapatkan peluang pasar pada inovasi berkelanjutan. Intrapreneurship dan Inovasi berkelanjutan
Pada orientasi strategi proaktif, lingkungan yang tidak pasti menuntut perusahaan untuk menanggapi masalah-masalah bisnis dan ekologi dengan mengandalkan kemampuan unik (Sharma & Vredenburg, 1998). Efek positif dari keberlanjutan adalah peluang perusahaan untuk meningkatkan standar, sehingga perusahaan dapat memperoleh keunggulan kompetitif (Westley & Vredenburg, 1991; Porter, 1996; Porter dan van der Linde, 1995). Cara perusahaan menangani masalah-masalah tersebut terkait dengan cara individu atau perusahaan kecil atau unit bisnis perusahaan skala besar mengarahkan proses, praktik, dan kegiatan pengambilan keputusan ke dalam aktivitas perusahaan (Stevenson dan Jarillo, 1990). Untuk memindahkan aktivitas ke jalur organisasi yang diinginkan dipandang sebagai kemampuan organisasi internal yang terkait dengan individu didalam organisasi. Dalam sudut pandang evolusioner, teori kemampuan dinamis ini merupakan ‘kerangka pemahaman’ yang mengacu pada kemampuan khusus perusahaan melalui ‘kerangka praktik’ (Cohendet & Llrena, 2005; Nelson, 1994). Hipotesis Penelitian
Jawaban sementara dari rumusan masalah penelitian dituangkan kedalam hipotesis berdasarkan teori yang relevan dan belum berdasarkan pada fakta empiris (Sugiyono, 2012). Adapun hipotesis dalam penelitian ini adalah terdapat pengaruh yang positif dan signifikan dari Intraprenership terhadap Inovasi berkelanjutan pada usaha skala kecil dan menengah.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 36
METODE PENELITIAN
Metode penelitian yang digunakan adalah diverifikasi dengan menggunakan analisis regresi sederhana. Populasi dan Sampel Penelitian
Studi ini merupakan cross-sectional quantitative survey untuk menguji pengaruh intrapreneurship terhadap keberlanjutan inovasi pada UKM khususnya di kota Makassar. Unit analisis adalah usaha skala kecil dan menengah (level organisasi) yang memiliki jumlah tenaga kerja antara 5-99 orang sesuai Badan Pusat Statistik karena hasil dari keberlanjutan dapat dihasilkan dari kinerja manajemen UKM (Raziq & Wiesner, 2016) dengan target populasi adalah manajer/pemilik usaha yang menentukan dalam perencanaan strategis (Bennis & Nanus, 1985) dan mempengaruhi prilaku pekerja (Yukl, 2002). Penelitian ini menggunakan instrumen kuesioner dengan jumlah 190 data sampel sesuai ukuran sampel untuk level organisasi menurut Bartlett et al. (2001) dengan tingkat respon 65% dengan jumlah sebesar 301 sampel. Variabel Penelitian
Dalam penelitian ini, variabel yang digunakan adalah Intrapreneurship sebagai variabel bebas dan Inovasi Berkelanjutan (sustainable innovation) sebagai variable terikat. Intrapreneurship terdiri atas 3 (tiga) dimensi, yaitu proaktif (proactiveness) (Lumpkin & Dess, 2001; Venkatraman, 1989; Covin & Slevin, 1989), mengambil resiko (risk-taking) (Nasution & Mavondo, 2008; Lumpkin & Dess, 2001), dan otonomi (autonomy) (Nasution & Mavondo, 2008; Covin & Slevin, 1989; Lumpkin et al., 2009) dengan total 15 item. Inovasi berkelanjutan terdiri atas 3(tiga) dimensi, yaitu ekonomi (Paulraj, 2011; Zhu & Sarkis, 2004), lingkungan dan sosial (Paulraj, 2011) dengan total 13 item. Instrumen Penelitian
Penelitian ini menggunakan kuesioner sebagai data primer dan data pendukung dengan studi pustaka sebagai data sekunder.
Kuesioner berupa pernyataan persetujuan responden sesuai indikator masing-masing variable dengan menggunakan skala likert karena dianggap sebagai skala yang paling sesuai untuk mengukur persepsi. Pengumpulan kuesioner menggunakan pendekatan drop and collect survey dengan mengantarkan/memberikan kuesioner kepada responden secara langsung. Uji Validitas Instrumen
Untuk uji validitas menggunakan teknik korelasi product moment dengan bantuan SPSS Versi 24. Nilai signifikansi dalam pengambilan keputusan didasarkan pada masing-masing skor instrument dengan skor totalnya. Hasil menunjukkan bahwa 13 item pernyataan dari variabel Inovasi Berkelanjutan adalah valid karena nilai signifikansi masing-masing butir pernyataan dibawah 0,05 (Alma, 2009), namun 2(dua) item dari variabel Intrapreneurship dikeluarkan karena nilai signifikansi dari butir pernyataan diatas 0.05. Uji Reliabilitas
Uji reliabilitas untuk mengukur indikator variable kuesioner dalam mengungkapkan informasi aktual dilapangan (Sugiharto & Sijuntak, 2006; Ghozali, 2009). Uji reliabilitas dengan menggunakan formula menurut Cronbach (1951) :
α = 𝛼 =𝑘
𝑘−1(1 −
∑ 𝑆𝑖2
𝑆𝑡2 )
Keterangan:
= Koefisien Reliability Cronbach’s Alpha
K = Banyaknya variabel eksogen Si = Varians dari item ke-i St = Varians total Sekumpulan item dinyatakan valid atau reliabel jika nilai alpha diatas 0.7 (George & Mallery, 2003). Uji Normalitas Data
Untuk menggunakan analisis regresi linear, data yang digunakan harus berdistribusi normal. Uji Kolmogorov Smirnov digunakan untuk menentukan normalitas data dalam penelitian ini dengan menggunakan

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 37
SPSS Versi 24. Kriteria uji adalah apabila nilai probabilitas >0,05 maka distribusi data dianggap normal dan jika nilai probabilitas<0.05, maka distribusi dianggap tidak normal (Santoso, 2016).
Tabel 1. Reliabilitas Instrumen
Hasil uji Kolmogorov Smirnov dalam
penelitian ini adalah dari masing-masing
variabel > signifikansi (0,05). Dengan demikian, data dalam penelitian ini dapat disimpulkan bahwa berdistribusi normal dan dapat dilanjutkan untuk analisis regresi. Uji Regresi Linear Sederhana Rumus regresi linear sederhana:
Y = a + bX Keterangan: Y = Nilai dalam variabel dependen yang diprediksikan a = konstanta b = angka arah atau koefisien regresi X = Subjek pada variabel independen Hipotesis diuji dengan dengan menggunakan persamaan rumus uji T sebagai berikut:
𝑡 = 𝑟√𝑛−2
√1−𝑟2
Keterangan : r = koefisien relasi n = jumlah sampel yang diteliti apabila t hitung > t table dan signifikansi
hitung < (0,05), maka variabel bebas berpengaruh signifikan terhadap variabel terikat.
HASIL DAN PEMBAHASAN
Pada pendekatan drop and collect survey dengan 301 kuesioner yang didistribusikan, diperoleh 220 kuesioner yang dapat dikumpulkan. Namun, dari jumlah kuesioner tersebut ada 30 kuesioner yang
invalid sehingga 190 kuesioner yang dapat digunakan. Dengan kata lain, tingkat respon dari responden sebesar 71% dan tingkat respon>60% termasuk dalam kategori baik (Babbie, 1990). Dari total 190 responden tersebut terdiri atas usaha skala kecil memiliki jumlah terbesar dengan 69% dan skala menengah sebesar 30.5%. UKM dari sampel didominasi oleh jenis industri makanan dan minuman diikuti oleh industri garmen dan percetakan sebesar 14.2% dan paling rendah adalah farmasi (3.2%) lalu daur ulang (4.7%) (Tabel.1). Dalam menguji hipotesis, survey lapangan dengan menggunakan kuesioner dilakukan untuk mendapatkan data.
Tabel 2. Demografi responden Item Frekuensi %
Garmen 27 14.2
Pembuatan kapal 15 7.9
Makanan & Minuman
93 49
Perabotan 13 6.8
Farmasi 6 3.2
Percetakan 27 14.2
Daur ulang 9 4.7
Total 190 100
5-19 132 69.5
Diatas 20 58 30.5
Total 190 100
Tabel 3. Hasil Analisis Korelasi
Model R Rsquare Adjusted R square
Std. Error of
the estimate
1 0,176 0,101 0,026 3,654
Berdasarkan tabel diatas diketahui
bahwa nilai R menunjukkan sebesar 0,176. Hal ini bermakna bahwa Intrapreneurship berhubungan secara positif terhadap Inovasi Berkelanjutan. R square menunjukkan bahwa Intrapreneurship berpengaruh sebesar 10 persen dalam menentukan Inovasi Berkelanjutan. Standard error estimate menunjukkan nilai 3,654.
Variabel Jumlah
Item
R
Hitung
()
Ket
Intrapreneurship
(X)
13 0.737 Reliabel
Inovasi
Berkelanjutan (Y)
13 0.738 Reliabel

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 38
Tabel 4. Hasil Uji Regresi
Model
Unstandardized Coefficients
Standardized Coefficient
Sig.
Beta Std. Error
Beta t
(constant) 13,852 3,258 16,681 0.000
Intrapreneurship 0,331 0,054 0,639 6,151 0.001
Berdasarkan analisis SPSS pada tabel 2
menunjukkan hasil uji regresi linear sederhana. Nilai constant sebesar 13,852 dengan standar kesalahan atau error 3,258, hal ini berarti bahwa inovasi berkelanjutan tanpa Intrapreneurship adalah sebesar 13,852. Variabel X atau Intrapreneurship sebesar 0.331, dengan standar kesalahan sebesar 0,054, menunjukkan bahwa setiap penambahan Intrapreneurship sebanyak satu satuan akan memberikan pengaruh perubahan terhadap variabel Y atau Inovasi Berkelanjutan sebesar 0,331. Model persamaan regresi yang dapat dituliskan berdasarkan hasil uji regresi linear adalah sebagai berikut:
Y = 13,852 + 0,331 X
Nilai signifikansi sebesar 0,001 jauh lebih kecil dari taraf kesalahan social sebesar 0,005. Sehingga dapat disimpulkan bahwa Intrapreneurship berpengaruh secara signifikan terhadap Inovasi Berkelanjutan khususnya pada usaha skala kecil dan menengah di kota Makassar.
KESIMPULAN
Berdasarkan penelitian yang dilakukan, ditemukan bahwa adanya inisiatif internal memungkinkan perusahaan menangkap dan mengeksploitasi peluang sehingga dapat berdampak pada inovasi berkelanjutan. Keinginan dari pelaku usaha dapat merealisasikan nilai terhadap masalah yang berkaitan dengan keberlanjutan, namun nilai tersebut tidak memberikan dampak yang tidak kuat terhadap inovasi berkelanjutan. Besarnya perhatian kewirausahaan UKM terhadap keberlanjutan menunjukkan bahwa
UKM di kota Makassar adalah proaktif mencari peluang usaha dan berani mengambil resiko namun cenderung otonomi terhadap karyawan tidak diterjemahkan dengan baik kedalam praktek pengembangan proses yang berlangsung. Kemampuan Intrapreneurship dalam menangkap peluang dari informasi luar kemungkinan tidak diakomodasi dengan baik dalam pencapaian Inovasi Berkelanjutan. Hal ini dijelaskan oleh Keizer et al. (2002) bahwa keinginan inovatif bergantung pada pencapaian kinerja yang diinginkan. Hal ini sejalan dengan temuan Kusumawardhani et al. (2012) bahwa penerapan Intrapreneurship di Indonesia belum direalisasikan secara penuh.
Dengan demikian, penelitian berkaitan menambah baik kemampuan perusahaan terhadap orientasi berkelanjutan masih perlu dikembangkan yang dapat dilakukan dengan mengkombinasikan pada pendekatan kualitatif dengan in-depth interview.
DAFTAR PUSTAKA
Achterkamp, M.C., Vos, J.F.J. (2006). A framework for making sense of sustainable innovation through stakeholder involvement. International Journal of Environmental Technology and Management. 6(6), 525-538.
Amo, B. W., Kolvereid, L. (2005). Organizational strategy, individual personality and innovation behavior. Journal of Enterprising Culture, 13(1), 7-19.
Antoncinc, B., Hisrich, R. D. (2001). Intrapreneurship: Construct refinement

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 39
and crosscultural validation. Journal of Business Venturing, 16, 495 – 527.
Arief, M., Thoyib, A., Sudiro, A., Rohman, F. (2013). The effect of entrepreneurial orientation on the firm performance through strategic flexibility: A study on the SMEs cluster in Malang. Journal of Management Research, 5(3), 44.
Arundel, A., Kemp, R., Parto, S. (2006). 21 Indicators for environmental innovation: what and how to measure. The international handbook on environmental technology management, 324.
Barney, J. B. (1991). Firm resources and Sustained Competitive Advantage. Journal of Management, 17, 99–120.
Bartlett, II., J. E., Kotrlik, J. W., Higgins, C. C. (2001). Organizational Research: Determining Appropriate Sample Size in Survey Research Appropriate Sample Size in Survey Research. Information Technology, Learning, and Performance Journal, 19(1), 43-50
Bennis, W., Nanus, B. (1985). Leaders: The Strategies for Taking Charge. Harper and Row, New York, NY.
Burgelman, R. A. (1983). Corporate entrepreneurship and strategic management: Insights from a process study. Management Science, 29(12), 1349-1364.
Chandra, W. (2016). Tercemar Berat, Pesisir Makassar Tak Lagi Kondusif. Retrieved on 13/05/2019 at http://www.mongabay.co.id/2016/09/25/tercemar-beratpesisir-makassar-tak-lagi-kondusif/
Coakes, E. W., Smith, P. A., Alwis, D. (2011). Sustainable innovation and right to market. Information Systems Management, 28(1), 30-42.
Cohendet, P., Llerena, P. (2005). A dual theory of the firm between transactions and competences: conceptual analysis and empirical considerations. Revue D'économie Industrielle, 110(1), 175-198.
Covin, J. G., and Slevin, D. P. (1986). The development and testing of an organizational-level entrepreneurship scale. Frontiers of Entrepreneurship Research, 1(1986), 626-639.
Cronbach L.J. (1951). Coefficient alpha and the internal structure of tests. Psychometrika, 16, 297-333.
Cunningham, J. B., Lischeron, J. (1991). Defining entrepreneurship. Journal of Small Business Management, 29(1), 45-61.
Dyllick, T., Hockerts, K. (2002). Beyond the business case for corporate sustainability. Business Strategy and the Environment, 11(2), 130-141.
Easterby‐Smith, M., Prieto, I. M. (2008). Dynamic capabilities and knowledge management: an integrative role for learning?. British Journal of Management, 19(3), 235-249.
Eisenhardt, K. M., Martin, J. A. (2000). Dynamic capabilities: what are they?. Strategic Management Journal, 21(10-11), 1105-1121.
EPI. (2018). Global Metrics for the Environment: Ranking Country Performance on High-Priority Environmental Issues. Columbia University.
Ghozali, I. (2009). Model persamaan struktural. Konsep dan aplikasi dengan program Amos 16.0. Semarang: Badan Penerbit Universitas Dipenogoro.
GII. (2018). Energizing the World with Innovation. Cornell SC Johnson College of Business.
Haluan Harian (Sabtu, 07 Mei 2016). UMKM Tak Mampu Bayar UMP. Retrieved on 28/11/2016 at http://harianhaluan.com/mobile/detailberita/53074/umkm-takmampu-bayar-ump.
Helfat, C. E., Winter, S. G. (2011). Untangling dynamic and operational capabilities: Strategy for the (N) ever‐changing world.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 40
Strategic management journal, 32(11), 1243-1250.
Iles, A., Martin, A. N. (2013). Expanding bioplastics production: sustainable business innovation in the chemical industry. Journal of Cleaner Production, 45, 38-49.
Jones, G.R., Butler, J.E. (1992). Managing internal corporate entrepreneurship: an agency theory perspective. Journal of Management, 18(4), 733-49.
Keizer, J. A., Dijkstra, L., Halman, J. I. (2002). Explaining innovative efforts of SMEs.: An exploratory survey among SMEs in the mechanical and electrical engineering sector in The Netherlands. Technovation, 22(1), 1-13.
Ketata, I., Sofka, W., Grimpe, C. (2014). The role of internal capabilities and firms' environment for sustainable innovation: evidence for Germany. R&D Management, 1-16.
Kusumawardhani, A. (2013). The role of entrepreneurial orientation in firm performance: a study of Indonesian SMEs in the furniture industry in Central Java. Thesis of Wollongong University.
Lewis, M., Young, B., Mathiassen, L., Rai, A., Welke, R. (2007). Business process innovation based on stakeholder perceptions. Information Knowledge Systems Management, 6(1, 2), 7-27.
Lumpkin, G. T., Dess, G. (1996). Clarifying the entrepreneurial orientation construct and linking it to performance. Academy of Management Review, 21(1), 135–172.
MacMillan, I. C., Block, Z., Narasimha, P. S. (1986). Corporate venturing: alternatives, obstacles encountered, and experience effects. Journal of Business Venturing, 1(2), 177-191.
Monnavarian, A., Ashena, M. (2009). Intrapreneurship: the role of social capitalempirical evidence and proposal of a new model of intrapreneurship and its relationship with social capital. Business Strategy Series, 10(6), 383-399.
Nelson, R. R. (1994). The role of firm difference in an evolutionary theory of technical advance. In Magnusson L. (ed.). Evolutionary and Neo-Schumpeterian Approaches to Economics, Kluwer, Dordrecht.
OECD. (2008). Economic Assessment of Biofuel Support Policies. Directorate for Trade and Agriculture, OECD, Paris. Press Conference, Paris, 16th July 2008. <http://www.oecd.org/dataoecd/54/10/40990370.pdf>.
Paulraj, A. (2011). Understanding the Relationship Between Internal Resources and Capabilities, Sustainable Supply Management and Organizational Sustainability. Journal of Supply Chain Management, 47(1), 19-37.
Pierce, D. W., Atkinson, G. D. (1993). Capital theory and the measurement of sustainable development: an indicator of “weak” sustainability. Ecological Economics, 8, 103-108.
Pinchot, G. (1985). Intrepreneuring. Harper and Row Publisher, New York, NY.
Porter, M. E., van der Linde, C. (1995). Green and Competitive: Ending the Stalemate. Harvard Business Review, 73(5), 120–134.
Porter, M.E. (1996). What is strategy. Harvard Business Review, 74 (6), 61–78.
Raziq, A., Wiesner, R. (2016). High Performance Management Practices and Sustainability of SMEs. Evidence from Manufacturing and Services-based Industries in Pakistan. Journal of Management Sciences, 3(2), 83-107.
Samoedra, A. D. A., Setiawan, H. (2015). The Influence of Entrepreneurship Orientation on Organizational Learning, Sustainable Competitive Advantage, and Company Performance at Small and Medium Enterprises in West Java. Global Journal of Business and Social Science Review, 14(1), 117-124.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 41
Schumpeter, J. (1942). Creative destruction. Capitalism, socialism and democracy, 82-5.
Seebode, D. (2011). Sustainable Innovation: Exploring a New Innovation Paradigm. Royal Philips Electronics NV, Amsterdam.
Sharma, S., Vredenburg, H. (1998). Proactive Environmental Strategy and the Development of Competitively Valuable Organizational Capabilities. Strategic Management Journal, 19(8), 729–753.
Stevenson, H.H., and Jarillo, J.C. (1990). A paradigm of entrepreneurship: Entrepreneurial management. Strategic Management Journal, 11,17–27.
Stopford, J.M., Baden-Fuller, C. (1990). Corporate rejuvenation. Journal of Management Studies, 27(4), 399-415.
Sugiyono. (2012). Metode Penelitian Kuantitatif Kualitatif dan R&D. Bandung: Alfabeta.
Teece, D., Pisano, G., Shuen, A. (1997) Dynamic capabilities and strategic management. Strategic Management Journal, 18, 7, 537–556.
Tribunnews.com. (Jumat, 7 Oktober 2016). Bau busuk, ratusan warga demo pabrik karet Mojokerto. Retrieved on 15/05/2019 at http://surabaya.tribunnews.com/2016/10/07/bau-busuk-ratusan-warga-demopabrik-karet-mojokerto.
Uddin, M.K. (2006), The role of diffusion of innovations for incremental development in small enterprises. Technovation, 26(2), 274-284.
Urban, B. (2012). The effect of pro-entrepreneurship architecture on organisational outcomes. Journal of Business Economics and Management, 13(3), 518-545.
Venkatraman, N. (1989). Strategic Orientation of Business Enterprises: The Construct, Dimensionality, and Measurement. Management Science, 35(8), 942-962.
WBCSD. (2010). Vision 2050. Geneva: WBCSD. WCED. (1987). Our Common Future. The
World Commission on Environment and Development, Oxford Univ. Press, Oxford and New York, 400.
Westley, F., Vredenburg, H. (1991). Strategic bridging: The collaboration between environmentalists and business in the marketing of green products. Journal of Applied Behavioral Science, 27, 65–91.
Zhu, Q., and Sarkis, J. (2004). Relationships between operational practices and performance among early adopters of green supply chain management practices in Chinese manufacturing enterprises. Journal of Operations Management, 22(3), 265-289.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 42
Aplikasi Sistem Monitoring Hasil pH Air dari Mesin Desalinasi Berbasis Web di Balai Besar Industri Hasil Perkebunan (BBIHP)
Sitti Wetenriajeng Sidehabi1, Wahidah2
Otomasi Sistem Permesinan, Politeknik ATI Makassar
Email: 1 [email protected] , 2 [email protected]
ABSTRAK
Monitoring pH air sangat penting dilakukan untuk mengetahui baik buruknya kualitas air. Penyediaan air bersih dengan kualitas yang buruk dapat mengakibatkan dampak yang buruk bagi kesehatan masyarakat yaitu timbulnya berbagai penyakit. Perubahan pH air juga dapat menyebabkan berubahnya bau, rasa dan warna pada air. Sehingga pada penelitian ini dikembangkan sistem informasi secara terkomputerisasi berbasis Web dalam monitoring pH air yang diproduksi pada Balai Besar Industri Hasil Perkebunan (BBIHP) dilengkapi dengan Mikrokontroller WeMosD1, Sensor pH dan module sensor pH E-201-C. Berdasarkan hasil pengujian sistem monitoring ini dengan parameter kualitas air PDAM, air tanah dan air laut sebelum di desalinasi di peroleh nilai pH berkisar 6 sampai 8, sedangkan untuk air sesudah di desalinasi di dapat nilai pH berkisar 7. Paramater uji air ini sesuai dengan standar persyaratan kualitas air bersih berdasarkan Peraturan Menteri Kesehatan Nomor : 416/MEN.KES/PER/VII/2002 tentang persyaratan kualitas air bersih yang mensyaratkan nilai maksimum pH sebesar 6,5 - 9,0. Maka dapat disimpulkan bahwa sistem monitoring pH air berbasis Web pada pengukuran ini memenuhi syarat kadar pH yang diperbolehkan.
Kata kunci: Air, Microcontroller WeMosD1, module sensor pH E-201-C, Web.
ABSTRACT Monitoring the pH of water is very important to know whether the quality is good or bad. Provision of poor quality clean water can cause a negative impact on public health, namely the emergence of various diseases. Changes in the pH of water can also cause changes in smell, taste and color in water. So in this re-search a Web-based computerized information system was developed in monitoring the pH of water produced at the Center for Plantation Industries (BBIHP) equipped with WeMosD1 Micro-controller, pH Sensor and pH sensor module E-201-C. Based on the results of testing this monitoring system with water quality parameters of PDAM, ground water and seawater before desalination the pH value is around 6 to 8, while for water after desalination the pH value is around 7. The water test parameter is in accordance with the standard requirements clean water quality based on Minister of Health Regulation No. 416 / MEN.KES / PER / VII / 2002 concerning clean water quality requirements which require a maximum pH value of 6.5 - 9.0. It can be concluded that the Web-based water pH monitoring system in this measurement meets the permissible pH level requirements. Keywords: Water, Microcontroller WeMosD1, module sensor pH E-201-C, Web

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 43
Elemen Sensor:
Sensor pH
Kontroller: Mikrokontroller
WeMosD1
Penampil data: LCD
Module
Adaptor 5V
220 VAC
Module sensor pH E-201-C
Wifi
Internal
Server
PENDAHULUAN
Air merupakan sumber kehidupan yang sangat diperlukan oleh makhluk hidup, seperti untuk memasak, mencuci, mandi, dan membersihkan kotoran yang ada di sekitar rumah. Air juga digunakan untuk keperluan industri, per-tanian, pemadam kebakaran, tempat rekreasi, sarana transportasi, sebagai sum-ber energi seperti untuk PLTA (Pembangkit Listrik Tenaga Air) dan lain -lain. Monitoring pH air sangat penting dilakukan untuk mengetahui baik buruknya kualitas air. Penyediaan air bersih dengan kualitas yang buruk dapat mengakibatkan dampak yang buruk bagi kesehatan masyarakat yaitu timbulnya berbagai penyakit.
Perubahan pH air juga dapat menyebabkan berubahnya bau, rasa dan warna pada air. Berdasarkan Peraturan Menteri Kesehatan (PERMENKES) nomor 416 tahun 1990 tentang syarat-syarat dan pengawasan kualitas air bahwa standar kualitas air bersih yang baik yaitu memiliki kadar pH 6,5 sampai 9,0. Pengukuran pH air dapat dilakukan dengan menggunakan pH meter atau menggunakan ker-tas lakmus, cara ini hanya bisa dilakukan secara manual. Artinya, data hasil pen-gukuran dari pH meter harus langsung dicatat sehingga tidak dapat melakukan pengukuran secara realtime dari jarak jauh. Sistem manual masih banyak ter-dapat kekurangan, seperti memerlukan waktu yang cukup lama, ketidak aku-ratan data, serta keterlambatan dari memberikan informasi atau laporan.
Seiring dengan perkembangan teknologi sistem monitoring pH dapat dil-akukan dari jarak jauh secara real time menggunakan sistem informasi. Hal ini dilakukan oleh Lintang,dkk. (2017) membuat sistem monitoring kualitas air pada kolam ikan berbasis Wireless Sensor Network menggunakan komunikasi Zigbee dengan pengujian di dapat sensor keasaman (pH) mampu menjangkau pH nilai 1 sampai dengan 14, serta memiliki akurasi diatas 90%
dengan kertas pH meter sebagai pembanding. Sedangkan Wicaksono, dkk. (2017) mengimplementasi sis-tem monitoring pH pada tanaman kentang Aeroponik secara Wireless dengan dilengkapi Arduino Nano dan modul nRF24101 dengan pembacaan data oleh sensor pH memiliki rata-rata nilai error sebesar 1% dengan rata-rata selisi kesalahan pembacaan sebesar 0,08 derajat pH.
Sistem monitoring pH yang digunakan pada Balai Besar Industri Hasil Perke-bunan (BBIHP) masih manual. Maka dikembangkan penelitian menggunakan sis-tem informasi secara terkomputerisasi dalam monitoring pH air yang akan di-produksi dengan Mikrokontroller WeMosD1 dan module sensor pH E-201-C.
METODE PENELITIAN
Jenis Penelitian
Jenis penelitian ini merupakan penelitian
eksperimental yang dilakukan dengan
membuat alat sistem monitoring Hasil pH Air
dari mesin desalinasi ber-basis web di Balai
Besar Industri Hasil Perkebunan (BBIHP).
Teknik Pengumpulan Data
Konfigurasi Sistem
Dalam melakukan perancangan dan
pembuatan system ini dijelaskan bahwa alat
pendeteksi pH air meliputi perangkat keras
dan perangkat lunak. Perangkat keras yang
digunakan dapat terlihat pada konfigurasi
sistem dibawah ini.
Gambar 1. Diagram blok Sistem

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 44
Diagram blok diatas menjelaskan proses cara kerja sebuah alat ukur pH air secara sederhana. Dimana sumber power berasal dari 220V menyuplai adaptor 5V, rangkaian mikrokontroller WeMosD1, sensor pH, module sensor pH E-201-C, LCD module dan website. Dimana saat sensor pH air membaca sebuah kualitas air baik atau tidak yang akan segera diterima oleh sensor pH, setelah sensor pH menerima data tersebut modul sensor mengirimkan data ke WeMosD1 yang akan mengelola data tersebut dan pada saat proses pengelolaan data pada WeMosD1 telah selesai akan dikirimkan lagi dalam cloud menggunakan ESP 8266. Setelah dikirimkan oleh ESP 8266 data tersebut harus terkoneksi dengan hotspot sehingga bisa mengirim data dengan jaringan internet. Setelah ter-koneksi dengan jaringan internet tersebut akan melewati jaringan data hotspot dan ditampilkan dalam website dan LCD sehingga data tersebut akan dilihat oleh user.
Secara umum, konfigurasi dari sistem tersebut terdiri dari sensor pH se-bagai sensor masukan (input) dan mikrokontroller WeMosD1 sebagai pusat proses data sedangkan LCD sebagai keluaran (output) yang berfungsi untuk menampilkan data. a. Sensor pH
Alat ini berfungsi untuk mendeteksi pH air,
kemudian hasil konversisensor ini dikirim ke
mikrokontroller WeMosD1.
b. Mikrokontroller WeMosD1 Pada penelitian ini WeMosD1 berfungsi sebagai alat untuk membaca data yang di hasilkan oleh sensor pH menggunakan program yang telah ditentukan. Dan selanjutnya hasil proses dari mikrokontroller WeMosD1 tersebut dikirim dan ditampilkan di LCD module dan website. c. Liquid crystal display (LCD modul)
LCD berfungsi untuk menampilkan data dan
karakter hasil dari pemrosesan WeMosD1.
Hasil Perancangan Alat
a. Rangkaian Sistem
Gambar 2. Rangkaian sistem
b. Hasil perancangan hardware
Gambar 3. Hasil perancangan hardware
HASIL DAN PEMBAHASAN Pengujian Sensor pH
Pengujian sensor pH digunakan WeMosD1 untuk membaca output dari sen-sor pH dengan menggunakan bahasa pemograman. Pengujian ini dilakukan un-tuk mengetahui apakah sensor pH dapat berfungsi dengan baik dan dapat menerima perintah dari WeMosD1. Pengujian pH dilakukan dengan cara kalibrasi pada sensor pH menggunakan kertas Lakmus. Kalibrasi ini berfungsi agar sensor menghasilkan pengukuran yang tepat dan akurat.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 45
Pengujian sensor pH dilakukan dengan cara membandingkan pembacaan output nilai pH pada perangkat yang telah dirancang dengan kertas lakmus. Pada pengujian ini yang menjadi acuan perbandingan output nilai pH adalah air PDAM,air payau dan air danau.
Gambar 4. Kalibrasi sensor pH dan perangkat
pembanding
Tabel 1. Hasil Kalibrasi Sensor pH
Sample Air
Kertas
Lakmus
Perangkat yang
dirancang
pH pH Tegangan
(Volt)
Air payau 8 7,9 1,3
Air PDAM 7 7,0 1,8
Air danau 6 6,0 1,6
Berdasarkan hasil kalibrasi sensor pH menggunakan 3 sampel air dapat dilihat pada tabel 1 bahwa sensor pH dapat bekerja dengan baik sesuai yang diharapkan,dan perangkat akan stabil setelah 3-5 menit sensor dicelupkan. 1. Pengujian dan pengambilan data pH air
hasil pada mesin desalinasi dibalai besar industri hasil perkebunan.
Gambar 5. Pengambilan data air hasil pada
mesin desalinasi
Tabel 2. Hasil pengujian pH air PDAM
No Tanggal
Air PDAM
Sebelum Di
Desalinasi
Air PDAM
Sesudah Di
Desalinasi
pH V(Volt) pH V(Volt)
1 16-07-2018 6,8 1,4 7,0 1,6
2 18-07-2018 6,6 1,3 7,2 1,7
3 20-07-2018 6,8 1,4 7,4 1,7
Tabel 2 menunjukkan hasil data sistem
monitoring pH air PDAM, dimana dilakukan pengambilan data dengan dua tahap yaitu sebelum air PDAM didesalinasi dan sesudah air PDAM didesalinasi, nilai pH air sebelum didesalinasi berkisar 6,6 sampai 6,8 dengan tegangan output berkisar 1,3 Volt sampai 1,4 Volt dan nilai pH air sesudah di desalinasi berkisar 7,0 sampai 7,4 dengan tegangan output 1,6 Volt sampai 1,7 Volt. Dari tabel di atas pH air sesudah di desalinasi telah mencapai nilai pH netral (7).
Gambar 5. Grafik Pengujian pH Air PDAM
Dari grafik di atas dapat di lihat bahwa nilai pH air sesudah di desalinasi lebih tinggi (naik) mencapai nilai pH netral.
Tabel 3. Hasil Pengujian pH air Tanah
No
Tanggal
Air Tanah
Sebelum Di
Desalinasi
Air Tanah
Sesudah Di
Desalinasi
pH V(Volt) pH V(Volt)
1 16-07-2018 6,5 1,3 7,2 1,7
2 18-07-2018 6,4 1,2 7,1 1,5
3 20-07-2018 6,2 1,1 7,0 1,6

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 46
Tabel 3 menunjukkan hasil data sistem monitoring pH air Tanah, dimana dilakukan pengambilan data dengan dua tahap yaitu sebelum air tanah di desalinasi dan sesudah air tanah di desalinasi, nilai pH air sebelum di desalinasi berkisar 6,2 sampai 6,5 dengan tegangan output berkisar 1,1 volt sampai 1,3 Volt dan nilai pH air sesudah di desalinasi berkisar 7,0 sampai 7,2 dengan tegangan output 1,5 Volt sampai 1,7 Volt. Dari tabel di atas pH air sesudah di desalinasi telah mencapai nilai pH netral (7).
Gambar 6. Grafik Pengujian pH Air Tanah
Dari grafik di atas dapat di lihat bahwa nilai pH
air sesudah di desalinasi lebih tinggi (naik)
mencapai nilai pH netral (7).
Tabel 4. Hasil Pengujian pH air Laut
No
Tanggal
Air Laut
Sebelum Di
Desalinasi
Air Laut
Sesudah Di
Desalinasi
pH V(Volt) pH V(Volt)
1 16-07-2018 8,5 2,1 7,9 1,8
2 18-07-2018 8,2 1,9 7,8 1,7
3 20-07-2018 8,0 1,8 7,6 1,7
Tabel 4 menunjukkan hasil data sistem
monitoring pH air laut, dimana dilakukan pengambilan data dengan dua tahap yaitu sebelum air laut di desalinasi dan sesudah air laut di desalinasi, nilai pH air sebelum di desalinasi berkisar 8,0 sampai 8,5 dengan tegangan output berkisar 1,8 Volt sampai 2.1 Volt dan nilai pH air sesudah di desalinasi berkisar 7,6 sampai 7,9 dengan tegangan output 1,7 Volt sampai 1,8 Volt. Dari tabel di
atas pH air sesudah di desalinasi telah mencapai nilai pH netral (7).
Gambar 7. Grafik Pengujian pH Air Laut
Dari grafik di atas dapat di lihat bahwa nilai pH
air sesudah di desalinasi lebih rendah
(menurun) mencapai nilai pH netral (7).
Proses pengambilan data dibalai besar industri hasil perkebunan mempunyai dua tahap yaitu pengambilan data pH air sebelum di desalinasi dan pengambilan data pH air sesudah di desalinasi. Proses pengujian dilakukan dengan cara alat ukur dicelupkan pada wadah yang berisi air. Dari hasil pengujian alat pada 3 sample air yang berbeda-beda seperti terlihat pada tabel 4.2,4.3 dan 4.4 dapat disimpulkan bahwa alat monitoring pH air cukup akurat dalam mengukur nilai pH air. Berdasarkan Peraturan Menteri Kesehatan Nomor : 416/MEN.KES/PER/VII/2002 tentang persyaratan kualitas air bersih yang mensyaratkan nilai maksimum pH sebesar 6,5 - 9,0, Maka dapatkan disimpulkan bahwa pH air pada pengukuran ini memenuhi syarat kadar pH yang diperbolahkan. 2. Hasil Pengujian Website
Implementasi alat dilakukan dengan pengetasan air menggunakan sensor pH, modul sensor pH mengirim data ke dalam WeMosD1 yang di olah untuk ditampilkan pada website agar dapat dipantau melalui smartphone atau laptop, menggunakan jaringan internet dengan jarak tidak terbatas.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 47
Gambar 8. Real Time Web Monitoring Pada
Laptop Gambar diatas menunjukkan hasil pengukuran pH pada Laptop yang nilai pH nya 7 (netral).
Gambar 9. Report Web Monitoring Pada
Laptop Gambar di atas memperlihatkan
grafik/report pada Laptop, dimana dilakukan 11 kali pengambilan data, pengambilan data pertama, kedua, ketiga, dan keempat pada jam 17:21, 17:28, 17:34 dan 17:40. Dan grafiknya belum stabil karena program web masih terjadi kesalahan (error) dan pada saat pengambilan data ke lima sampai ke sebelas pada jam 16:22 sampai 17:54 program sudah stabil sehingga pH yang diperoleh sudah lumayan sesuai dengan real timenya.
Hasil pengujian yang dilakukan terlihat bahwa perangkat yang dirancang dapat bekerja dengan baik. Hasil pada data tabel 7 sudah sesuai dengan tampilan di web pada gambar 10 untuk tampilan di laptop dan gambar 11 untuk tampilan di smartphone.
Gambar 10. Real Time Web Monitoring Pada
Smartphone
Gambar 11. Report Web Monitoring Pada
Smartphone Halaman web sistem monitoring pada report/grafik pH merupakan hasil pengukuran secara realtime yang tersimpan pada database, sumbu x pada grafik merupakan parameter waktu dan sumbu y merupakan parameter pH. Real time pH merupakan hasil pengukuran yang sedang berlangsung.
KESIMPULAN
Penelitian ini berhasil membuat sistem monitoring pH air hasil dari mesin de-salinasi berbasis web di Balai Besar Industri Hasil Perkebunan (BBIHP). Hasil yang diperoleh di web melalui laptop dan smartphone sudah sesuai dengan data hasil pengukuran.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 48
Berdasarkan hasil pengujian parameter kualitas air PDAM, air tanah dan air laut, air sebelum di desalinasi di dapat nilai pH berkisar 6 sampai 8 dan air sesudah di desalinasi di dapat nilai pH berkisar 7, sehingga air yang sudah di desalinasi memenuhi persyaratan kualitas air bersih berdasarkan Peraturan Menteri Kesehatan Nomor : 416/MEN.KES/PER/VII/2002 tentang persyaratan kualitas air bersih yang mensyaratkan nilai maksimum pH sebesar 6,5 - 9,0. Maka dapatkan disimpulkan bahwa pH air pada pengukuran ini memenuhi syarat kadar pH yang diperbolahkan.
DAFTAR PUSTAKA
Achepedia, 2010. Laporan dasar-dasarAquaculture.http://jefry/2010/11/laporan-dasar-dasar-aquaculture.html?m=1 (diakses pada tanggal 19 Mei 2018).
Autodesk, 2017. Instructables. www.instructables.com/id/GROWMAT-EASY-AUTOMATED-CONTROL-SYSTEM-FOR-HYDROPON (diakses pada tanggal 19 Januari 2018).
Agung M, Munir B, Budiutomo S. 2017. Rancang Bangun Alat Pemurni Air
Menggunakan Metode Fuzzy. Universitas Jember: Jember.(diakses pada tanggal 25 Mei 2018)
Andrika W. Wicaksono, Edita R. Widasari, Fitri Utaminingrum, 2017. Implementasi Sistem Kontrol dan Monitoring pH pada Tanaman Kentang Aeroponik secara Wireless. Jurnal Pengembangan Teknologi Informasi dan Ilmu Komputer, Vol. 1, No. 5, Mei 2017, hlm. 386-398.
Arslan M, 2007.Belajar Database Menggunakan MySQL. https://codepoliton.com (diakses pada tanggal 10 Agustus 2018)
Dian PM, 2017. Mengenal Wemos Di Mini Dalam Dunia IOT.http://ilmut.org/wp-content/uploads/2017/02/dianmustikaptr MENGENAL WEMOS D1 MINI DALAM
DUNIA IOT (diakses pada tanggal 1 juli 2018)
Elba Lintang, Firdaus, Ida Nurcahyani, 2017. Sistem Monitoring Kualitas Air pada Kolam Ikan Berbasis Wireless Sensor Network Menggunakan Komunikasi Zigbee. Prosiding SNATIF Ke-4 Tahun 2017.
Fatoni, 2016. Kualitas air. repository.umy.ac.id (diakses pada tanggan 19 Januari 2018).
Husni, 2007. Pemrograman Database Berbasis Web Mencakup HTML, CSS,Java Script dan PHP.https://slideshare.net (diakses pada tanggal 1 Agustus 2018)
Ipanda,2015. Pengertian Arduino Uno http://ilearning.me/sample-page-162/arduino/pengertian-arduino-uno/(diakses pada tanggal 17 Juli 2018).
Kadir A, 2003. Pemrograman Web Mencakup HTML,CSS, Java Script dan PHP. Eprints.akakom.ac.id (diakses pada tanggal 29 Juli 2018)
Madcoms, 2009. Teknik Mudah Membangun Website Dengan HTML,PHP dan MySQL. https//:susantokun.com (diakses pada tanggal 8 Agustus 2018)
Nugroho,2004. Uraianumum tentang teknologi desalinasi.http://media.neliti.com (diakses pada tanggal 16 juli 2018)
Purnama A, 2013. (LCD) Liquid Crystal Display. Elektronika Dasar. http://elektronika-dasar.web.id/lcd-liquid-cristal-display/ (diakses pada tanggal 19 Mei 2018).
Palimbunga RL, 2017. Sistem Monitoring Keasaman Air Berbasis Jaringan Nirkabel Wifi IP. https://reposting.usd.ac.id (diakses pada tanggal 20 juli 2018)
Raja NF, 2016. Perancangan Sistem Monitoring pH Air Berbasis Internet Di PDAM Tirta Kepri. https://jurnal,umrah.ac.id (diakses pada tanggal 11 juli 2018)
Supriyanto A, 2005. Pengantar Teknologi Informasi. https://researchgate.net (di-akses pada tanggal 21 Juli 2018)

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 49
Dampak Kasus Outage Line Terhadap Perubahan Pembebanan Transmisi dan Tegangan Pada Bus
Marwan
Jurusan Teknik Elektro, Politeknik Negeri Ujung Pandang Email: [email protected]
ABSTRAK
Tujuan dari penelitian ini adalah dengan melakukan evaluasi dampak kasus outage-line terhadap perubahan beban pada jaringan transmisi dan tegangan pada bus. Untuk mendapatkan hasil yang ingin dicapai, metode yang digunakan adalah metode Newton Rapson dengan melakukan Simulasi melalui DigSilent. Ada dua kasus outage line yang akan dibahas diantaranya adalah outage-line pada jaringan transmisi Sungguminasa-Tallasa dan Barru –Ballusu. Hasil yang diperoleh dari penelitian ini adalah terjadi peningkatan pembebanan pada jaringan Sungguminasa-Tallasa dan Penurunan tegangan pada beberapa gardu induk. Bahkan berdampak pada penurunan tegangan pada GI Panima di Sulawesi tengah. Begitu pula halnya pada jaringan transmisi Barru-Ballusu terjadi peningkatan pembebanan dan penurunan tegangan pada gardu-gardu induk yang terhubung dalam sistem kelistrikan di Sulawasi bagian Selatan (SulbagSel).
Kata kunci: bus; beban; tegangan; transmisi
ABSTRACT The purpose of this study is to evaluate the outage line due to the changes of demand on the transmission network and voltage on the bus. To achieved the result, Newton Raphson method is used to simulate some case under DigSilent program. There are two kinds of cases, such as: outage lines on Sungguminasa-Tallasa and Barru–Ballusu on the transmission networks. The results indicated that increased demand on the transmission line on Sungguminasa-Tallasa and Barru Ballusu. In addition, decreased voltage occurred for several buses which connected to the electricity system in Southern part of Sulawesi. Keywords: bus; demand; voltage; transmission;

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 50
PENDAHULUAN
Sistem tenaga listrik berperan untuk menyediakan dan menyalurkan energi listrik secara andal, aman dan terus menerus kepada konsumen Sukardi dan Soenarto (2015). Keandalan yang dimaksudkan adalah kemampuan sistem untuk bisa mensuplai pasokan energi listrik kepada konsumen dengan cukup dan berkualitas serta aman untuk digunakan. Disisi lain, penyaluran yang continuitas diharapkan untuk memberikan pelayanan yang terbaik kepada seluruh konsumen dengan meminimalkan gangguan baik internal maupun eksternal.
Untuk memberikan pelayanan yang terbaik kepada konsumen maka sistem interkoneksi antara satu pusat pembangkit dengan pembangkit lainnya dilakukan agar penyaluran energi listrik tetap berjalan dengan baik. Di sisi lain, kelemahan yang ditimbulkan dari sistem interkoneksi tersebut adalah adalah ketika terjadi gangguan pada salah satu sistem, akibat dari adanya beban lebih atau ketidakstabilan tegangan, maka akan berpengaruh kepada pembangkit yang lain atau keseluruh sistem ketenaga listrikan.
Olehnya itu diharapkan bagi semua penyedia listrik untuk membangun sebuah sistem penyaluran energi listrik yang andal, aman dan kontinyu (Lumeno dkk., 2016). Untuk mempertahankan keadaan tersebut maka pihak penyedia listrik harus melakukan pemeliharaan secara berkala. Hal ini dilakukan untuk menghindari gangguan yang terjadi secara tiba-tiba tanpa perencanaan sebelumnya. Terjadinya gangguan atau pelepasan diluar waktu pemeliharaan tersebut disebut dengan outage (pelepasan).
Keandalan sistem harus direncanakan dengan baik sehingga kemungkinan jika terjadi outage pada komponen sistem ketenagalistrikan seperti pada pembangkit atau jaringn transmisi dapat mengakibatkan sistem operasi pada gardu induk melewati batas operasi. Begitu pula halnya pada saluran transmisi akan mengalami pembebanan kritis
atau mengalami pembebanan lebih (Ronellenfitsch dkk., 2017). Perencanaan sistem ketika terjadi outage dikenal dengan studi kontingensi (Gusev dan Oboskolov, 2016). Untuk memudahkan dalam melakukan analisis maka studi kontingensi dapat diselesaikan dengan melakukan simulasi outage dengn menggunakan metode Newton Raphson.
Menurut Palasworo dan Widiantoro (2018) Outage atau yang biasa disebut dengan gangguan akibat terjadinya pelepasan elemen sistem. Perisitiwa ini adalah sesuatu yang tidak dapat dihindarkan dalam sistem tenaga listrik. Komponen atau elemen terlepas dari sistem bisa disebabkan karena gangguan atau karena pemeliharaan (Arabali dkk., 2016). Pemeliharaan peralatan dari sistem tenaga listrik memerlukan pembebasan tegangan yang artinya bahwa peralatan yang dipelihara harus dikeluarkan dari operasi.
Kontingensi adalah meruapakan suatu kondisi dimana terjadinya gangguan akibat pelepasan atau kegagalan dari satu atau lebih komponen dalam sistem tenaga listrik (Chen dkk., 2017). Studi kontingensi N-1 dilakukan jika terjadi pelepasan salah satu komponen sistem ketenaga listrikan seperti lepasnya jaringan sistem transmisi atau pembangkit (Omran, 2016; Yuan dan Li, 2015). Studi kontingensi N-2 dilakukan jika terjadi pelepasan dua komponen dalam sistem ketenagalistrikan (Zu dkk., 2018). Dengan demikian tujuan dari analisis kontingensi adalah untuk memastikan operasi yang aman ketika terjadi pelepasan komponen pada sistem ketenaga listrikan (Legita, 2018; Wang dkk., 2017; Zhao dkk., 2018).
Dalam penelitian ini, dampak kasus outage-line terhadap perubahan pembebanan transmisi dan tegangan pada bus akan dievaluasi dengan menggunakan DigSilent sebagai tools. Ada dua studi kasus yang akan dibahas pada penelitian ini adalah line outage Sunggunimasa-Tallasa dan Barru Balusu.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 51
Untuk memudahkan memahami, maka dalam tulisan ini akan dibagi menjadi 4 bab, bab I membahas pendahuluan, bab II metode penelitian, bab III hasil dan pembahasan dan bab IV kesimpulan.
METODE PENELITIAN
Simulasi yang dilakukan dalam penelitian ini dilakukan dengan menggunakan software DIgSILENT. Sebelum melakukan simulasi, sistem aliran daya dalam keadaan normal dilakukan untuk mengetahui besarnya tegangan, arus serta daya yang alirkan melalui jaringan transmisi dari satu pembangkit kepembangkit yang lainnya. Penentuan kasus outage-line dilakukan dengan melakukan pelepasan salahsatu jaringan pada jaringan transmisi antara bus 1 dan 2, seperti yang dijelaskan melalui gambar berikut ini (Panrita, 2017):
Gambar 1. Pelepasan jaringan transmisi antara GI sungguminasa –Tallasa
Gambar 2. Pelepasan jaringan transmisi antara GI Ballusu-Barru
Pelepasan jaringan transmisi atau outage line pada masing-masing sistem dilakukan untuk mengetahui besarnya pengaruh pembebanan dan tegangan pada masing-masing bus (Qemali dkk., 2016; Kaplunovich dan Turitsyn, 2014). Dalam penelitian ini, dampak pelepasan jaringan transmisi antara Sungguminasa-Tallasa dan Barru-Balusu akan dievaluasi. Besarnya peningkatan pembebanan dan tegangan pada jaringan tersebut akan dilaporkan dalam bentuk report loading dan report voltage yang diperoleh dari hasil simulasi.
HASIL DAN PEMBAHASAN
Seperti yang dijelaskan sebelumnya bahwa pada penelitian ini ada dua studi kasus yang akan dibahas, antara lain: 1. Line Outage Sungguminasa – Tallasa
Gambar berikut ini menunjukkan diagram satu garis jaringan transmisi Sungguminasa-Tallasa, dimana ada dua jaringan transmisi yang tersambung dalam system. Salahsatu dari kedua jaringan tersebut mengalami pelepasan (outage) seperti yang dijelaskan melaui gambar berikut:
Gambar 1. Line-Outage Sungguminasa-Tallasa

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 52
Seperti yang dijelaskan melalui gambar diatas nampak bahwa jaringan transmisi sungguminasa – Tallasa dihubungkan oleh 2 jaringan transmisi, dengan konfigurasi yang sama. Untuk kasus outage pada salah satu
linenya akan menyebabkan peningkatan pembebanan dari 41,60% menjadi 80,51%. Seperti yang dijelaskan melalui Tabel berikut ini:
Tabel 1. Report Loading Line Outage Sungguminasa – Tallasa 1 No Komponen Loading Continuous (%) Loading short (%) Loading Base Case Contingency name
1 Sg.Minasa-Tallasa 2 80.51 80.51 41.60 Sg.Minasa-Tallasa 1
Dari Tabel diatas menunjukkan bahwa telah terjadi pembebanan lebih pada jaringan transmisi Sungguminasa Tallasa 2 akibat outage line pada jaringan Sungguminasa-Tallasa 1 dari beban dasar 41.60 % menjadi 80.51 %.
Dampak lain yang ditimbulkan ketika terjadi outage line sungguminasa – tallasa menyebabkan banyak kasus penurunan tegangan, seperti yang dijelaskan melalui Tabel berikut ini:
Tabel 2. Report Voltage Line Outage Sungguminasa – Tallasa 1 No Component Voltage Step (p.u) Voltage Base (p.u) Voltage Min./max. (p.u) Contingency name
1 Sungguminasa 0.02378 0.98843 0.96465 Sg.minasa-Talasa 1
2 Tanjung Bunga 0.02386 0.98569 0.96183 Sg.minasa-Talasa 1
3 Tallo Lama 0.02350 0.98493 0.96163 Sg.minasa-Talasa 1
4 MITS 22 0.00264 0.98387 0.96123 Sg.minasa-Talasa 1
5 Panakkukang 0.02236 0.9819 0.95897 Sg.minasa-Talasa 1
6 Bontoala 0.02291 0.98494 0.96193 Sg.minasa-Talasa 1
7 Tello 150 0.02264 0.98387 0.95923 Sg.minasa-Talasa 1
8 Tello 30 0.02264 0.98387 0.95923 Sg.minasa-Talasa 1
9 Alsthom 1 0.02264 0.98387 0.95923 Sg.minasa-Talasa 1
10 SWD 2 0.02264 0.98387 0.95923 Sg.minasa-Talasa 1
Tabel 2 menunjukkan bahwa besarnya
penurunan tegangan pada masing-masing gardu induk masih dalam batas yang diizinkan yaitu antara tegangan 0,95 p.u sampai dengan 1.05 p.u. Penurunan tertinggi terjadi pada GI Sungguminasa terjadi penurunan sebesar 0,02378 p.u. Adapun tegangan pada GI tersebut setelah outage line sungguminasa - tallasa yaitu 0,96465 p.u. 2. Line Outage Barru – Ballusu
Gambar berikut ini menunjukkan kasus kontingensi yang terjadi pada salahsatu jaringan transmisi Gardu induk barru – gardu induk Ballusu. Kasus outage pada jaringan transmisi Barru – Balusu membuat peningkatan pembebanannya pada jaringan lainnyanya menjadi 86,73%. Untuk report dari line outage Barru – Balusu dapat dilihat melalui Tabel 3.
Gambar 4. Line-Outage Barru-Ballusu
Tabel 3. Report Loading Line Outage Barru –
Ballusu No
Komponen
Loading Continuo
us (%)
Loading
short (%)
Loading
Base Case
Contingency name
1 Barru-Balusu
86.73 86.73 47.32 Barru-Ballusu

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 53
Seperti halnya pada kasus outage line sebelumnya, pembebanan lebih pada jaringan transmisi terjadi ketika terjadi pelepasan jaringan akibat gangguan pada jaringan transmisi Barru-Ballusu dari beban dasar 47.32% menjadi 86.73%.
Tabel berikut ini menunjukkan dampak lain yang ditimbulkan akibat terjadinya pelepasan jaringan transmisi kasus outage jaringan Barru – Balusu, seperti yang dijelaskan melalui Tabel berikut:
Tabel 4. Report Voltage Line Outage Barru – Ballusu No Component Voltage Step (p.u) Voltage Base (p.u) Voltage Min./max. (p.u) Contingency name
1 BB Barru 0.00704 0.98068 0.97294 Barru-Ballusu
2 GI Barru 0.00735 0.98900 0.97965 Barru-Ballusu
3 GI Pangkep 0.00728 0.97962 0.97234 Barru-Ballusu
4 GI Bosowa 0.00927 0.97270 0.96343 Barru-Ballusu
5 GI KIMA 0.00294 0.98156 0.97832 Barru-Ballusu
6 Bontoala 0.00889 0.98423 0.97645 Barru-Ballusu
7 Alsthom 1 0.00163 0.98387 0.98224 Barru-Ballusu
8 Mits 22 0.00163 0.98387 0.98224 Barru-Ballusu
9 GI Panakkukang 0.00370 0.98153 0.97843 Barru-Ballusu
10 SWD 2 0.00163 0.98387 0.98224 Barru-Ballusu
Tabel diatas menunjukkan bahwa telah
menyebabkan sympathetic pada GI lain
dengan penurunan tegangan pada beberapa
gardu induk, seperti GI Barru sebesar 0,00704
p.u. Penurunan tegangan terbesar pada gardu
induk Bosowa sebesar 0.00927 p.u. Sebaliknya
penurunan tegangan terkecil pada Alsthom 1,
Mits22 dan SWD 22 hanya sebesar 0.00163
p.u. Walaupun terjadi penurunan pada
beberapa GI namun kasus ini tidak
menyebabkan adanya pelanggaran batas
tegangan.
KESIMPULAN
Kesimpulan dari hasil penelitian ini adalah: 1. Outage-line pada jaringan transmisi
memberikan dampak terhadap perubahan beban pada jaringan transmisi dan tegangan pada bus.
2. Outage-line pada jaringan transmisi Sungguminasa-Tallasa menyebabkan peningkatan pembebanan pada jaringan transmisi dan Penurunan tegangan pada beberapa gardu induk.
Outage-line pada jaringan transmisi Barru-
Ballusu terjadi menyebabkan peningkatan
pembebanan dan penurunan tegangan pada
gardu-gardu induk yang terhubung dalam
sistem kelistrikan di Sulawasi bagian Selatan
(SulbagSel).
UCAPAN TERIMA KASIH
Ucapan terima kasih diberikan kepada Politeknik Negeri Ujung Pandang dan Kementerian Riset dan Tehnologi atas segala dukungan yang diberikan dalam pelaksanaan penelitian ini.
DAFTAR PUSTAKA
Arabali A., Majidi M., Fadali M.S. dan Amoli M.E.. 2016. Line Outage identification-based State Estimation in a Power System with Multiple Line Outages. Electric Power System Research, Vol. 133, pp. 79-86.
Chen Y., Glaesemann K., dan Fitzhenry E. 2017. Contingency Analysis Post-Processing with Advanced Computing and Visualization. International Federtion of Authomatic Control Conference, pp. 55-60.

Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019
p-ISSN : 1410-7015
e-ISSN : 2622-8769
Majalah Teknik Industri Vol. 27/Nomor 1/Juni 2019 54
Gusev S. dan Oboskolov V.. 2016. Recursion Based Contingency Analysis of an Electrical Power System. International Symposium on Industrial Electronic.
Jenni, Legita. 2018. Analysis Kontingensi (N-1) Saluran Transmisi dengan Menggunakan Indeks Performa Tegangan (PIv) dan Indeks Pervirma daya Aktif (PImw). Skripsi, Jurusan Teknik Elektro, Universitas Lampung.
Kaplunovich P.A. and Turitsyn K.S. 2014. Statistical Properties and Classification of N-2 Contingencies in Large Scale Power Grid. 47th Hawaii International Conference on System Science, USA.
Lumeno F., Patras LS., dan Lisi F. 2016. Pengukuran Indeks Polusi pada Sistem Minahasa Berdasarkan Nilai Esdd dan Nsdd. Jurnal teknik elektro dan Komputer. Vol. 5 No. 2.
Marjela, Qemali, Rajmonda, Buolati dan Marialis, Celo. 2016. Evaluation of Voltage Stability Applying N-1 Criterian, Alabanian Power System Case Study. Mediterranian Conference on Power Generation Transmission, Distribution and Energy Conversion.
Ming Wang, Yingmeng Xiang dan Lingfeng Wang. 2017. Identification of Critical Contingencies Using Solution Space Pruning and Intelligent Serah. Electric Power System Reseach, Vol. 149, pp.220-229.
Omran S., etc. 2016. Power Flow Control and N-1 Contingency Analysis with DSR in unbalanced Transmission Network.
ElectricPower System Reseach, Vol. 136, pp.223-231.
Palasworo F.J. dan Widiantoro A.. 2018. Analisis Kontingensi Saluran Transmisi pada Jaringan 150 kV Surabaya Selatan. Jurnal Cyclotron, Vol. 1 No.1.
Panrita, Azhar B.. 2017. Studi Contingensi masuknta PLTU Jeneponto Ekspansi 2 x 135 MW pada Sistem Interkoneksi Sulbagsel. Tugas Akhi Politeknik Negeri Ujung Pandang, November.
Ronellenfitsch H., dkk. 2017. Dual Theory of Transmission Lines Outages. IEEE Trannsaction on Power System, Vol.32, issue 5.
Sukardi dan Soenarto. 2015. Assesmen Instalatur Listrik Berbasis Kebutuhan Industri kasa Konstruksi Ketenga Listrikan. Jurnal Penelitian dan Evaluasi Pendidikan,Vol. 19 No, 2.
Yuan H. dan Li F.. 2015. Hybrid Voltage Stability Assesment (VSA) for N-1 Contingency. Electric Power System Reseach, Vol. 122, pp.65-75.
Zhao Y., Yuan C., Liu G., dan Grinberg I. 2018. Graph based pre conditioning Conjugate gradient Algorithm for N-1 Contingency Analysis. IEEE Power Energy Society General Meeting.
Zu S., Wu L., Mousavian S., Roh JH. 2018. An Optimal Joint Placement of PMUs and Flow Measurement for Ensuring Power System Observability under N-2 Transmission Contingency. Interntional Journal of Electrical Power and Energy System, Vol. 95, pp. 254-265.

Petunjuk bagi (Calon) Penulis
MAJALAH TEKNIK INDUSTRI
a. Majalah Teknik Industri terbit dua kali setahun setiap bulan Juni dan Desember, yang
memuat artikel hasil penelitian dan pemikiran konseptual yang selingkung dengan bidang
ilmu Teknik Industri.
b. Naskah hasil penelitian yang akan diterbitkan, sudah harus sampai di meja redaksi paling
lambat satu bulan sebelum bulan penerbitan.
c. Naskah diketik satu spasi dengan huruf Times New Roman Font 12 maksimal lima belas
halaman termasuk lampiran, dengan sistematika sebagai berikut;
i. Judul Artikel
ii. Nama Penulis dan alamat korespondensi penulis atau email
iii. Abstrak dalam bahasa Indonesia minimal berisi judul, tujuan, metode dan hasil
penelitian.
iv. Pendahuluan, mencakup perumusan masalah, tinjauan pustaka, tujuan, dan manfaat.
v. Metode Penelitian
vi. Hasil dan Pembahasan
vii. Kesimpulan/Saran dan Rekomendasi tindak lanjut
viii. Ucapan terima kasih kepada sumber dana dan yang dianggap berperan
ix. Daftar Pustaka (sumber rujukan minimal 80% berupa pustaka terbitan 10 tahun
terakhir)
x. Lampiran
d. Pengecekan naskah dilakukan untuk memeriksa keaslian dan sistematika naskah yang akan
diterbitkan sesuai dengan ketentuan pada point c diatas.
e. Tim Redaksi dapat menolak naskah yang terbukti bukan hasil karya penulis sendiri
berdasarkan undang-undang hak cipta yang berlaku.
f. Peer review dilakukan oleh ahli yang memilki latar belakang keilmuan yang selingkung
dengan naskah/artikel yang akan diterbitkan, untuk memberikan masukan dan sanggahan
ilmiah demi penyempurnaan artikel.
g. Verifikasi dilakukan oleh redaksi terhadap hasil ketikan dan setting layout untuk
memastikan tidak terjadi kesalahan ketik dan bahasa dengan membubuhkan paraf pada
pada bagian kanan bawah setiap halaman.
h. Validasi dilakukan oleh penulis untuk memastikan bahwa isi tulisan hasil penyempurnaan
tidak melenceng dari substansi artikel dengan membubuhkan paraf pada bagian kanan
bawah setiap halaman.
i. Setiap penerbitan, sekretariat redaksi wajib menyimpan minimal 10 exemplar majalah
setiap terbitan serta soft copy yang disimpan dalam media penyimpanan elektronik.
j. Daftar rujukan disusun dengan tata cara seperti contoh berikut ini dan diurutkan secara
alfabetis dan kronologis.

Buku:
Anderson, D.W; Vault, V.D; & Dickson, C.E. 1999. Problems and Prospects for
the Decades Ahead: Competency based Teacher Education. Berkeley:
McCutchan Publishing Co.
Buku Kumpulan Artikel:
Saukah, A. & Waseso, M.G. (Eds0. 2002. Menulis Artikel untuk Jurnal Ilmiah
(Edisi ke-4, cetakan ke-1). Malang: UM Press.
Artikel dalam buku kumpulan artikel:
Russel, T. 1998. An Alternative Conception: Representing Representation. Dalam
P.J. Black (Eds), Children’s Informal Ideas in Science (hlm. 62-84).
London: Routledge.
Artikel dalam jurnal atau majalah:
Kansil, C.L. 2002. Orientasi Baru Penyelenggaraan pendidikan Program
Profesional dalam Memenuhi Kebutuhan Dunia Industri. Transpor, XX (4):
57-61.
Artikel dalam Koran:
Pitunov, B. 13 Desember, 2002. Sekolah Unggulan atau Sekolah Pengunggulan?
Majapahit Pos, hlm. 4 & 11.
Tulisan/berita dalam Koran (tanpa nama pengarang):
Jawa Pos. 22 April, 1995. Wanita Kelas Bawah Lebih Mandiri, hlm. 3.
Dokumen Resmi:
Pusat Pembinaan dan Pengembangan Bahasa. 1978. Pedoman Penulisan Laporan
Penelitian. Jakarta: Depdikbud. Undang-undang Republik Indonesia Nomor
2 tentang Sistem Pendidikan Nasional. 1990. Jakarta: PT Armas Duta Jaya.
Buku Terjemahan:
Ary, D.; Jacobs, L.C.; & Razavieh, A. 1976. Pengantar Penelitian Pendidikan.
Terjemahan oleh Arief Furchan. 1982. Surabaya: Usaha Nasional.
Skripsi, Tesis, Disertasi, laporan Penelitian:
Kuncoro, T. 1996. Pengembangan Kurikulum Pelatihan Magang di STM Nasional
Malang Jurusan Bangunan, Program Studi Bangunan Gedung: Suatu Studi
Berdasarkan Kebutuhan Dunia Usaha Jasa Konstruksi. Tesis tidak
diterbitkan. Malang: PPS IKIP MALANG.
Makalah Seminar, Lokakarya, Penataran:
Waseso, M.G. 2001. Isi dan Format Jurnal Ilmiah. Makalah disajikan dalam
Seminar Lokakarya Penulisan Artikel dan Pengelolaan Jurnal Ilmiah,
Universitas Lambungmangkurat, Banjarmasin, 9-11 Agustus.
Internet (Karya Individual):
Hitchcock, S.; Carr, L.; & Hall, W. 1996. A Survey of STM Online Journals, 1990-
1995: The Calm Before the Storm, (Online),
(http://journal.ecs.soton.ac.uk/survey/survey.html, diakses 12 Juni 1996)
Internet (artikel dalam jurnal online):
Kumaidi. 1998. Pengukuran Bekal Awal Belajar dan Pengembangan Tesnya.
Jurnal Ilmu pendidikan. (Online), Jilid 5, No. 4, (http://www.malang.ac.id,

diakses 20 Januari 2000).
Internet (bahan diskusi):
Wilson, D. 20 November 1995. Summary of Citing Internet Sites. NETTRAIN
Discussion List, (Online), ([email protected], diakses 22
November 1995).
Internet (e-mail Pribadi):
Zhang, H. ([email protected]). 22 November 2012. Welcome to JCU Australia. E-
mail kepada Sri Diana ([email protected]).