Bubut Cornel
25
KATA PENGANTAR Dengan memanjatkan puji dan syukur atas kehadirat Tuhan Yang Maha Esa, yang telah memberikan rahmat dan karunia-Nya, sehingga tersusun laporan ini. Laporan ini tersusun atas bantuan dari instruktur-instruktur Polman Astra, sahabat serta teman-teman saya. Untuk itu saya ucapkan terimakasih atas bantuan pembimbingan, penjelasan, maupun dorongan yang telah diberkan sehingga laporan ini dapat disusun dengan baik. Serta tidak lupa rasa sayang dan terima kasih yang ingin saya hanturkan kepada orang tua saya, yang telah banyak memberikan fasilitas, dorongan, kasih sayang dan perhatian yang tidak terhitung kepada saya. Tidak banyak yang dapat saya berikan kepada mereka kecuali rasa sayang, perhatian, kebanggaan serta kesuksesan saya. Dalam penulisan laporan ini masih banyak terdapat banyak kekurangan. Untuk itu, saya mengharapkan tegur, sapa atau kritik demi perbaikan yang akan datang. Akhirnya, saya ucapkan terimakasih kepada semua pihak yang telah membantu penyusunan laporan ini. Jakarta, 17 Sptember 2007
-
Upload
muhammad-adhiguna -
Category
Documents
-
view
79 -
download
5
description
Bubut Cornel
Transcript of Bubut Cornel

KATA PENGANTAR
Dengan memanjatkan puji dan syukur atas
kehadirat Tuhan Yang Maha Esa, yang telah
memberikan rahmat dan karunia-Nya, sehingga
tersusun laporan ini.
Laporan ini tersusun atas bantuan dari instruktur-
instruktur Polman Astra, sahabat serta teman-teman
saya. Untuk itu saya ucapkan terimakasih atas bantuan
pembimbingan, penjelasan, maupun dorongan yang
telah diberkan sehingga laporan ini dapat disusun
dengan baik.
Serta tidak lupa rasa sayang dan terima kasih
yang ingin saya hanturkan kepada orang tua saya, yang
telah banyak memberikan fasilitas, dorongan, kasih
sayang dan perhatian yang tidak terhitung kepada saya.
Tidak banyak yang dapat saya berikan kepada mereka
kecuali rasa sayang, perhatian, kebanggaan serta
kesuksesan saya.
Dalam penulisan laporan ini masih banyak
terdapat banyak kekurangan. Untuk itu, saya
mengharapkan tegur, sapa atau kritik demi perbaikan
yang akan datang.
Akhirnya, saya ucapkan terimakasih kepada
semua pihak yang telah membantu penyusunan laporan
ini.
Jakarta, 17 Sptember 2007
Penyus
un
Cornelius Lefrand

BAB VII
PENUTUP
Demikian laporan ini saya buat, jika terdapat kata-kata
yang tidak sesuai mohon dimaafkan dan dikoreksi. Dan
apabila didalam laporan ini masih banyak terdapat
kesalahan atau pun kekurangan mohon diberitahu agar
pada laporan saya yang akan datang dapat lebih baik dari
laporan ini.

BAB 1
Mesin Bubut
Pengertian Mesin Bubut (turning)
Proses bubut merupakan proses pengerjaan material dimana
benda kerja dan alat pahat bergerak mendatar(searah meja/bed
mesin),melintang atau membentuk sudut secara perlahan dan
teratur baik secara otomatis atau pun manual. Pada proses
pembubutan berlangsung, benda kerja berputar dan pahat
disentuhkan pada benda kerja sehingga terjadi penyayatan.
Penyayatan dapat dilakukan kearah kiri atau kanan,sehingga
menghasilkan benda kerja yang berbentuk silinder. Jika penyayatan
dilakukan melintang maka akan menghasilkan bentuk alur,
pemotongan atau permukaan yang disebut facing (membubut
muka).
Selain dapat dilakukan kearah samping dan kearah melintang,
penyayatan dapat juga diarahkan miring dengan cara memutarkan
eretan atas sehingga menghasilkan benda kerja yang berbentuk
konis/tirus. Penyayatan yang beralur dengan kecepatan dan putaran
tertentu dapat menghasilkan alur yang teratur seperti membubut
ulir. Penyayatan dapat dilakukan dari luar maupun dari dalam.
Penyayatan yang dilakukan dari luar disebut membubut luar(outside
turning), sedangkan penyayatan yang dilakukan dibagian dalam
atau pada lubang disebut membubut dalam(inside turning). Bubut
dalam berupa rongga, ulir dalam, lubang tembus, atau lubang tidak
tembus.
Gerakan utama mesin bubut:
Gerkan berputar benda kerja (putaran utama),disebut
cutting motion

Gerakan pahat menyayat benda kerja disebut feed
motion
Gerakan pahat maju sesuai dengan kedalaman
pemakanan disebut adjusting motion
BAB II
MESIN BUBUT DAN KONSTRUKSINYA
Mesin bubut termasuk mesin perkakas dengan gerak utama
berputar. Ditinjau dari daya penggerak dan ukurannya, mesin
bubut dikelompokkan menjadi:
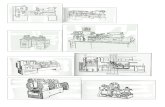
A. Jenis - jenis mesin bubut
1. Mesin Bubut Ringan
Mesin bubut ringan adalah mesin bubut dengan daya
dan ukuran serta bobot yang ringan. Mesin ini biasanya
diletakkan diatas meja atau bangku, sehingga disebut mesin
bubut lantai.
2. Mesin Bubut Sedang
Mesin bubut sedang adalah mesin bubut yang
mempunyai daya dan kapasitas serta ukuran sedang. Mesin
ini digunakan untuk memperbaiki peralatan-peralatan teknik
yang mempunyai ukuran yang sedang. Mesin bubut sedang
terdiri atas mesin bubut Bantu dan mesin bubut lantai. Pada
mesin bubut sedang
dimungkinkan untuk
membubut produk

yang mempunyai benda kerja dengan bentuk yang lebih
bervariasi.
3. Mesin Bubut Standar
Konstruksi mesin bubut standar mempunyai ukuran
lebih besar dan peralatan yang lebih lengkap. Mesin ini
digunakan untuk membuat produk atau memperbaiki
peralatan-peralatan teknik dengan tingkat kekasaran yang
standar. Ditinjau dari transmisi dan daya penggerak sumbu
utamanya, terdiri atas
a. mesin bubut standar dengan transmisi roda sabuk:
mesin bubut yang hubungan antara putaran dari motor
penggerak ke sumbu utamanya menggunakan
sabuk(belt).
b. Mesin bubut standar dengan transmisi roda rantai:
mesin bubut standar yang hubungan puatran motor
penggerak ke poros utamanya menggunakan transmisi
rantai dan roda rantai.

c. Mesin bubut standar dengan transmisi roda gigi: mesin
bubut standar yang hubungan putaran dari motor
penggerak kesumbu utamanya diatur dengan roda gigi
yang terpasang pada roda gigi transmisi.
4. Mesin Bubut Khusus
Mesin bubut khusus adalah mesin bubut yang digunakan
untuk membuat atau memperbaiki alat-alat teknik yang tidak
dapat dikerjakan pada mesin bubut standar. Mesin bubut
khusus terdiri atas:
a. Mesin Bubut Beralas Panjang
Mesin bubut beralas panjang biasa digunakan
untuk mengerjakan poros-poros atau benda kerja yang
berukuran panjang. Misalnya: poros-poros kapal laut,
poros-poros untuk peralatan alat-alat pada pekerjaan
tambang, dan
semacamnya.
b. Mesin Bubut Carrousel
Mesin bubut carrousel adalah mesin bubut yang
sumbu utamanya vertikal dan cekam berbentuk meja
putar.
Benda kerja diletakkan diatas meja putar dan
pahat dapat digerakan kearah vertikal maupun kearah
melintang.

Mesin bubut carrousel dgunakan untuk membubut
benda-benda kerja yang mempunyai diameter besar
dengan ukuran antara 1 m s.d 2 m.
Sedangkan untuk mesin bubut carrousel yang
berukuran kecil dpat membubut benda kerja yang
mempunyai ukuran antara 300 mm sampai dengan
400mm. Mesin bubut carrousel mempunyai keungulan
dibandingkan dengan mesin bubut horizontal biasa.
Beberapa kelebihan mesin bubut carrousel
dibandingkan degan mesin bubut horizontal biasa,
antara lain:
Mesin bubtu carrousel tidak memerlukan tempat
yang luas dibandingkan dengan mesin bubut biasa
karena arahnya vertical (keatas).
Mesin bubut carrousel dapat menahan beban
lebih besar.
Pengencangan pada mesin bubut carrousel jauh
lebih ringan dibandingkan dengan mesin bubut
horizontal. Hal ini dikarenakan benda kerja
ditempatkan diatas meja putar.
Benda kerja pada mesin bubut carrousel dilayani
dengan menggunakan cran. Benda-benda kerja
yang dapat dikerjakan pada mesin carrousel
antara lain: rumah-rumah blower,rumah turbin
dan semacamnya.
a. Mesin Bubut Revolver

Mesin bubut revorver disebut juga mesin bubut
turret. Pada mesin bubut revolver terdapat pemegang
pahat yang banyak, dengan kedudukan dan macam
pahat yang berbeda dan dapat diatur sesuai dengan
kebutuhan.
b. Mesin poros engkol
Mesin bubut poros engkol adalah mesin bubut
yang digunakan untuk memperbaiki atau membuat
benda kerja yang eksentrik, misalnya: poros eksentrik
atau poros engkol.
c. Mesin bubut copy
Mesin bubut copy adalah mesin bubut yang
membentuk benda kerja dengan menggunakan contoh
(maket). Pengoperasiannya dilakukan dengan cara
mengcopy dari maket yang telah dibuat sebelumnya.

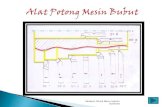
B. Bagian-bagian mesin bubut
1. Bed mesin / alas mesin: mempunyai bentuk profil
memanjang yang berfungsi untuk mendapatkan
kedudukan eretan kepala lepas dan bril atau
penyangga. Bed mesin harus dilumasi supaya eretan
dapat digeserkan kekiri dan kekanan dengan lancar dan
terhindar dari korosi. Alur yag mempunayi profil
digunakan sebagai jalan dari eretan dan kepala lepas.
2. Kepala lepas: mempunyai sumbu utama dengan gerak
utama berputar. Sumbu utama merupakan poros
transmisi dengan pully bertingkat atau roda gigi
bertingkat, sehingga pada kepala tetap mesin bubut
terdapat lemari roda gigi dengan handle-handle
pengatur putaran sumbu utamanya.
Pengaturan putaran dapat menggunakan pully
bertingkat yang dihubungkan dengan motor penggerak
dan roda gigi bertingkat yang berada pada lemari roda
gigi.
3. Eretan: bagian mesin yang digunakan untuk
penyetelan, pemindahan posisi pahat kearah
memanjang, yang dapat dilakukan dengan gerakan
kekiri atau kekanan secara manual maupun otomatis.

Eretan ditempatkan diatas bed mesin yang dapat di
gerakkan manual mau pun otomatis.
a. Eretan memanjang biasanya digunakan untuk
menggerakkan atau menyetel posisi pahat kearah
sumbu memanjang pada saat mesin sedang berjalan
maupun saat mesin dalam keadaan mati.
b. Eretan melintang ditempatkan memanjang dan
gunanya untuk mengatur posisi pahat kearah
melintang. Pahat bubut dapat diatur mendekati atau
menjauhi operator. Jika roda pemutar diputar kekiri
maka gerakan atau posisi pahat akan mendekati
operator dan jika diputar kekanan maka akan
menjauhi operator.
c. Eretan atas: antara eretan melintang dan eretan
atas dipasang support yang dilengkapi dengan skala
derajat.
4. Kepala lepas mesin bubut
Adalah bagian mesin bubut yang berfungsi untuk
mendapatkan senter kepala lepas, bor, senter bor, tap
atau reamer. Untuk membubut benda kerja yang
panjang, biasanya benda kerja ini dipasang diantara dua
senter kepala lepas dan kepala tetap. Kepala lepas juga
berfungsi agar benda kerja tetap berputar pada
sumbunya.
5. Penyangga

Penyangga digunakan pada saat membubut batang ulir
yang panjang,dapat juga berfungsi sebagai penahan
gaya sentrifugal akibat putaran tinggi.
a. penyangga tetap: Penyangga ini dikunci pada
bed mesin agar benda kerja dapat berputar tetap
pada sumbunya.
b. Penyangga jalan: dipasang pada eretan yang
dikunci dengan baut. Fungsinya untuk menahan atau
menyangga benda kerja dari lengkungan akibat gaya
tekan dari pahat saat pemotongan atau penyayatan
berlangsung.
6. Batang transportur dan batang pengantar
Batang transportur dan batang pengantar
berfungsi untuk menggerakkan eretan secara otomatis
kekiri atau kekanan saat operasi pembubutan
berlangsung.batang transportur tidak berulir tetapi
mempunyai alur pasak yang berfungsi untuk
memutarkan roda gigi yang berada pada eretan
sehingga dapat bergerak kekiri atau kekanan dengan
teratur. Putaran pada poros transportur ini dapat diatur
sesuai dengan posisi putaran pada lemari roda gigi yang
tersedia sehingga kecepatan sayatnya dapat diatur.

7. Penjepit Pahat
Penjepit pahat yaitu rumah pahat yang dipasang
diatas eretan. Penjepit pahat berfungsi sebagai penjepit
pahat bubut agar posisi mata pahat benda tetap kuat
sejajar dengan sumbu benda kerja.
Penjepit pahat ada yang mempunyai tempat
pahat lebih dari satu sehingga untuk pembubutan
tertentu dapat dipasang beberapa macam pahat
sekaligus pada penjepit pahat dan digunakan sesuai
dengan urutan operasi pembubutannya.
BAB III
PAHAT BUBUT
Pahat bubut adalah penyayat yang digunakan pada
mesin bubut. benda kerja bergerak berputar, disayat dengan
pahat yang dapat digerakkan kekiri, kekanan,atau kedepan
sesuai dengan gerakkan penyayatan yang diperlukan.
1. Bahan Pahat Bubut
Bahan pahat bubut harus mempunyai sifat-sifat,yaitu:
Tahan panas agar ketajaman sisi potong tidak mudah
aus pada suhu tinggi akibat gesekan
Ulet sisi potong tidak mudah patah

Keras agar dapat menyayat benda kerja
Ekonomis sehingga dalam perawatan mudah dan
pangadaannya murah
Bahan yang memenuhi persyaratan untuk membuat pahat
bubut, yaitu:
Baja karbon tinggi: baja yang mempunyai kandungan
karbon 0,5 % sampai 1.5 %. Pahat ini digunakan
untuk membubut bahan benda kerja yang lunak.
Baja kecepatan tinggi: baja yang mengandung
karbon,kromium,vanadium dan molydenum
Paduan cor bukan besi: bahan yang mengandung
wolfram 12-15 %, cobalt 40-50 %, chrome 15- 35 %
ditambah karbon 1-4 %.
Carbide: pahat bubut carbide mengandung wolfram-
carbide dan cobalt dengan persentase berkisar 94 %
wolfram-carbide dn 6 % cobalt. Pahat ini cocok untuk
membubut besi cor.
Intan: Biasa digunakan untuk finishing pada mesin-
mesin khusus. Tahan sampai suhu 900oC.
Ceramic: bahan ini dicampur dengan srbuk
aluminium-oksida , titanium, magnesium, dan
chrome dengan pengikat keramik. Bahan ini
mempunyai kekuatan tekanan tinggi tetapi agak
rapuh.
2. Bentuk pahat bubut dan fungsinya:
Pahat ISO 1(Staight Shank Tool)
Biasa digunakan pada proses roughing memanjang
Pahat ISO 2(Bent shank tool)
Untuk proses roughing memanjang dan juga bias
untuk membuka muka(fancing) dan membuat
Chamfer
Pahat ISO 3(Offset corner cutting tool)

Untuk proses finishing memanjang dan facing dari
arah dalam menuju luar
Pahat ISO 4(Board edge tool)
Untuk memebuat undercut yang lebar dan juga untuk
finshing memanjang dengan kedalaman pemakanan
yang kecil
Pahat ISO 5(Offset face turning tool)
Untuk proses facing dari arah luar menuju kedalam
Pahat ISO 6(Offset side cutting turning tool)
Untuk proses finishing memanjang dan proses facing
tetapi pahat harus miring sedikit untuk facing kearah
luar
Pahat ISO 7(parting tool)
Untuk membuat undercut,memotong ataupun untuk
finshing memanjang
Pahat ISO 8(Boring tool)
Untuk boring dengan lubang tembus
Pahat ISO 9(Corner boring tool)
Digunakan untuk proses boring, dengan lubang tidak
tembus
3. Bentuk Mata Pahat Bubut
Bentuk –bentuk mata bubut harus disesuaikan dengan
fungsi pengerjaannya, diantaranya:
Pahat potong
Pahat alur
Pahat lurus kanan
Pahat lurus kiri
Pahat bengkok kiri
Pahat bengkok kanan
Pahat sisi kiri
Pahat sisi kanan
Pshst bubut dalam

Pahat kerong
Pahat profil
4. Sudut Mata Pahat Bubut
Pahat bubut dalam perdagangan dapat berupa batangan
dengan penampang bujur sangkar, segi empat, bulat, atau
bentuk-bentuk lain.
Pada saat mengasah pahat bubut kita harus
memperhatikan sudut mata pahatnya:
Sudut tatal
Sudut bebas sisi
Sudut bebas muka
Sudut bebas mata potong
Alat pemegang pahat
5. Pemasangan pahat bubut
Selama pengerjaan, pahat ditekan oleh tenaga potong
(cutting force). Besarnya tenaga tenaga ni tergantung dari
daya tahan benda kerja dan penampang chip.
Dengan memasang pahat pada baut pengunci
(clamping bolt) , terjadilah getaran yang kuat di antara
permukaan penyangga pahat dengan penjepit pahat. Oleh
karena itu pahat harus dipegang dengan kuat dan aman.
Jika pahat dipasang, misalnya di atas atau di bawah
center, maka besarmya sudut bebas dan sudut buang akan
berubah.
Pemasangan diatas center,maka :

Getaran yang terjadi di antara permukaan bebas dari pahat
dengan benda kerja menjadi lebih besar,sehingga chip
yang lebih tebal pun dapat dihilangkan dengan mudah.
Pemasangan pahat di atas center kira-kira sampai dengan
2% dari diameter benda kerja.
Pemasanangan di bawah center,maka :
Getaran di antara permukaan bebas dan permukaan
potong menjadi lebih kecil,chip sukar dihilangkan. Karena
gaya atau tenaga potong, pahat tidak boleh dipasang
terlalu menonjol karena pahat dapat bengkok. Oleh karena
itu penonjolan pahat harus sesuai dengan batas yang
diijinkan.
BAB IV
SISTEM PENCEKAMAN
Untuk memegang benda kerja yang akan dikerjakan dalam
mesin bubut diperlukan alat pencekam yang kokoh. Alat ini
dipasang pada spindle utama dengan beberapa metode, antara
laindengan spindle bentuk berulir, dengan pasak melintang, dengan
pasangan mur dan baut.
1. Pencekaman denagan chuck
Macam-macam chuck:

Three jaw chuck: Untuk mencekam benda kerja yang
silindris atau bidang persegi kelipatan tiga yang
simetri.
Four jaw chuck: Untuk mencekam benda kerja yang
silindris atau bidang bersegi kelipatan empat yang
simetri.
Menurut gerakan rahang dari chuck maka dibedakan yaitu:
Universal chuck, dimana rahang-rahang dari chuck
dapat bergerak maju/mundur secara bersamaan.
Independet chuck, dimana rahang-rahang dari chuck
bergerak maju / mundur secara sendiri-sendiri.
Keuntungannya yaitu bias mencekam benda kerja yang
mempunyai bentuk tidak teratur,eksentrik dan lebih
kuat.
2. Pemasangan benda kerja pada cekam
Outside grip untuk mencekam benda berdiameter
besar.
Inside grip untuk pencekaman benda kerja dengan
memberikan gaya pada diameter dalam.
Outside grip untuk pencekaman benda kerja
berdiameter kecil.
BAB V
PERHITUNGAN PUTARAN MESIN
1. Rumus
Kecepatan potong ialah panjang potongan dalam m/min
(meter per menit), maka rumusnya adalah :
V:π .d .n (m/min)

1000
Keterangan : V = Kecepatan potong d = Diameter benda kerja n = Putaran benda kerja
2. Kecepatan Potong
Cutting speed atau kecepatan potong adalah kecepatan potong pada
putaran utama. Bila benda kerja berputar satu kali, panjang yang dilalui oleh
pahat sama dengan keliling benda kerja.
Kecepatan potong tidak dapat dipilih sembarangan. Bila kecepatan
potong rendah akan memakan waktu dalam dalam mengerjakannya. Bila
kecepatan terlalu tinggi pahat akan kehilangan kekerasan (karena panas),cepat
rusak atau tumpul. Oleh sebab itu kecepatan potong harus ditentukan sesuai
dengan tabel.
BAB VI
SAFETY PROCEDURE
Dalam melakukan kegiatan membubut ada beberapa hal yang harus
diperhatikan sebelum memulainya,salah satunya adalah safety procedure.apa saja
yang termaksud salam safety procedure adalah sebagai berikut :
1. Menggunakan jas lab

2. Menggunakan safety shoes
3. Menggunakan safety glasses
4. Menggunakan sarung tanggan
5. Tidak boleh terlalu dekat dengan chuck pada saat chuck berputar
6. Tidak boleh bercnada dengan teman
Contoh diatas merupakan perilaku safety,dan berikut adalah contoh perilaku
tidak safety :
1. Tidak menggunakan jas lab
2. Tidak safety shoes
3. Tidak safety glasses
4. Tidak sarung tanggan
5. Terlalu dekat dengan chuck yang sedang berputar
6. Bercanda dengan teman
Kritik Dan Saran
Menurut saya instruktur yang mengajari saya menggenai mesin bubut sangat
baik,dia bisa memperkenalkan saya tentang mesin bubut.dia juga banyak membantu
saya dalam mempelajari mesin bubut.

Untuk masalah teknis saya tidak ada kendala sedikit pun,saya berharap ini
juga dirasakan oleh teman-teman saya yang lain,fasilitas yang cukup memadai walau
pun masih ada kekurangan.
Yang saya sayangkan adalah waktu yang disediakan sangatlah singkat,apalagi
saat giliran kelompok saya hanya dua kali pertemuan sedangkan kelompok yang lain
empat kali pertemuan,sedangkan kelompok saya baru tahap job training 1,itu pun
masih tahap penghalusan benda.