RUMUS BUBUT
12
Rumus Perhitungan Mesin Bubut Proses bubut atau turning masih banyak digunakan didalam industri dewasa ini, begitu juga di Indonesia, berikut adalah rumus-rumus penting yang digunakan untuk menghitung berbagai parameter permesinan dari mesin bubut Definisi n : putaran spindle (rpm) fn : pemakanan (mm) ap: kedalaman pemotongan (mm) perlu diperhatikan arah dari proses pengerjaan bila memulai perhitungan, kenali dahulu proses apa yang terjadi apakah facing, atau proses pemakanan ke arah spindle ataukah pembuatan groove. bila perhitungan untuk groove maka lebar dari pahat/cutting tool adalah kedalaman pemotongan. sedangkan proses perhitungan untuk taper dapat didekati dengan metode trapesium, metode yang lebih baik tentunya dengan menghitung setiap pergerakan cutting tool. Kecepatan Pemotongan dihitung dari putaran per menit terhadap diameter benda kerjanya, sering juga disebut dengan kecepatan pada permukaan n = putaran benda kerja (rpm) D = Diameter benda kerja (mm) Vc = kecepatan pemotongan (m/menit) Kecepatan Putaran Benda Kerja (RPM) dihitung dari jumlah putaran setiap menitnya, konstanta 1000 adalah perubahan dari mm ke meter
-
Upload
dimas-wisnu-wardhana -
Category
Documents
-
view
50 -
download
10
description
Proses bubut atau turning masih banyak digunakan didalam industri dewasa ini, begitu juga di Indonesia, berikut adalah rumus-rumus penting yang digunakan untuk menghitung berbagai parameter permesinan dari mesin bubut
Transcript of RUMUS BUBUT
Rumus Perhitungan Mesin BubutProses bubut atau turning masih banyak digunakan didalam industri dewasa ini, begitu juga di Indonesia, berikut adalah rumus-rumus penting yang digunakan untuk menghitung berbagai parameter permesinan dari mesin bubutDefinisi
n : putaran spindle (rpm)fn : pemakanan (mm)ap: kedalaman pemotongan (mm)perlu diperhatikan arah dari proses pengerjaan bila memulai perhitungan, kenali dahulu proses apa yang terjadi apakah facing, atau proses pemakanan ke arah spindle ataukah pembuatan groove.bila perhitungan untuk groove maka lebar dari pahat/cutting tool adalah kedalaman pemotongan. sedangkan proses perhitungan untuk taper dapat didekati dengan metode trapesium, metode yang lebih baik tentunya dengan menghitung setiap pergerakan cutting tool.
Kecepatan Pemotongandihitung dari putaran per menit terhadap diameter benda kerjanya, sering juga disebut dengan kecepatan pada permukaan
n = putaran benda kerja (rpm)D = Diameter benda kerja (mm)Vc = kecepatan pemotongan (m/menit)Kecepatan Putaran Benda Kerja (RPM)dihitung dari jumlah putaran setiap menitnya, konstanta 1000 adalah perubahan dari mm ke meter
Metal removal ratedihutng dari kecepatan pemotongan, dikalikan dengan kedalaman pemotongan dan pemakanannya,Vc = Kecepatan pemotongan (m/menit), sedangkan simbol lainya sama artinya dengan sebelumnya.
Kebutuhan Daya (Net Power)perhitungan daya yang dibutuhkan (Pc) dalam kilowatt sebenarnya dapat dicari secara analitis maupun secara empiris, umumnya didapatkan dengan mengasumsikan besarnya daya adalah 80 % dari daya motor, sedangkan proses perhitungan didapatkan dari
dengan kc adalah gaya potong spesifik, Kc dihitung dengan
dengan Y0 adalah sudut chip, dan hm adalah ketebalan chip(mm) perhatikan gambar berikut, bila menggunakan insert untuk pemotongan bubut, maka pemilihan parameter sedikit berbeda, meskipun secara pengertian sama persis apa yang harus dihitungLama Waktu Pemotongan
dengan lm adalah panjang benda kerja yang dipotong, untuk benda berbentuk lurus tentunya mudah bukan, namun untuk benda berbentuk tirus, panjang benda kerja dihitung dengan
Dm1 = diameter terbesar, Dm2=diameter terkecil, semua satuan dalam mm
Bagian-Bagian Utama Mesin Gerinda SilindrisadminSeptember 15, 2014artikel,Mesin Grinda,pemesinan
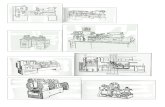
Keterangan gambar:Kepala utama. Bagian yang menghasilkan gerak putar batu gerinda.Spindel utama benda kerja (workhead). Bagian yang mengatur kecepatan putar dan pencekaman benda kerja.Kaki mesin. Sebagai pendukung mesin.Panel kontrol.Bagian pengatur proses kerja mesin.Meja bawah.Dudukan meja atas.Meja atas.Tempat dudukan kepala lepas di spindel utama benda kerja dan dapat diatur sudutnya.Kepala lepas (tailstock).Menyangga benda kerja pada pencekaman di antara dua senter.Perlengkapan pendingin.Tempat pengatur aliran cairan pendingin.
2. Mesin Gerinda Silindrisa. PengertianMesin Gerinda silindris adalah alat pemesinan yang berfungsiuntuk membuat bentuk-bentuk silindris, silindris bertingkat,dan sebagainya. Berdasarkan konstruksi mesinnya, MesinGerinda silindris dibedakan mejadi menjadi empat macam,yaitu :1) Gerinda silindris luarMesin Gerinda silindrisluar berfungsiuntuk menggerindadiameter luar bendakerja yang berbentuksilindris dan tirus.Gambar 10.22.Gerinda silindris luar.Gambar 10.23.Gerinda silindris dalam.2) Mesin gerinda silindris dalamMesin Gerinda silindris jenisini berfungsi untuk menggerindabenda-benda dengandiameter dalam yang berbentuksilindris dan tirus.3) Mesin Gerinda silinderluar tanpa center(centreless)Mesin Gerinda silindrisjenis ini digunakan untukmenggerinda diameterluar dalam jumlah yangbanyak/massal baik panjangmaupun pendek.Gambar 10.24.Gerinda silindris luar tanpacenter._____________________________Mengenal Proses Gerinda (Grinding)Teknik Pemesinan 287Gambar 10.25.Gerinda silindris universal.4) Mesin Gerinda silindrisuniversalSesuai namanya, MesinGerinda jenis ini mampuuntuk menggerinda bendakerja dengan diameter luardan dalam baik bentuksilindris.b. Bagian-bagian utama Mesin Gerinda silindris :Gambar 10.26. Gerinda silindris.1) Kepala utamaBagian yang menghasilakan gerak putar batu gerinda.2) Spindel utama benda kerja (workhead)Bagian yang mengatur kecepatan putar dan pencekamanbenda kerja.3) Kaki mesinSebagai pendukung mesin4) Panel kontrolBagian pengatur proses kerja mesin_____________________________Mengenal Proses Gerinda (Grinding)Teknik Pemesinan 2885) Meja bawahDudukan meja atas6) Meja atasTempat dudukan kepala lepas di spindel utama bendakerja dan dapat diatur sudutnya.7) Kepala lepas (tailstock)Menyangga benda kerja pada pencekaman diantara duasenter.8) Perlengkapan pendinginTempat pengatur aliran cairan pendinginc. Perlengkapan Mesin Gerinda silindrisGambar 10.27.Cekam rahang tiga1) Cekam rahang tigaCekam rahang tiga universalini digunakan untuk mencekambenda kerja pada saatpenggerindaan. Cekam inidihubungkan langsung denganmotor penggerak.2) ColletCollet pada MesinGerinda silinder berfungsiuntuk mencekambenda kerjadengan permukaanyang halus.Gambar 10.28. ColletGambar 10.29. Faceplate.3) Face PlateFace plate pada MesinGerinda silinder digunakanuntuk menggerinda permukaandiameter dalam bendakerja. Face plate juga bisaberfungsi sebagai penggantiragum (chuck)._____________________________Mengenal Proses Gerinda (Grinding)Teknik Pemesinan 2894) Pembawa (lathe dog)Pembawa pada MesinGerinda silindris digunakanuntuk mencekambenda kerja padapencekaman diantaradua senter.Gambar 10.30. PembawaGambar 10.31.Senter dengan ulir.5) Senter dengan ulirPada Mesin Gerinda silinderalat ini berfungsi sebagaisenter penyangga dandipasang pada spindel utamabenda kerja untuk pencekamandi antara dua senter.6) Senter tanpa ulirSenter tanpa ulir iniberfungsi sebagaipenumpu benda kerja.Gambar 10.32. Senter tanpaulir.Gambar 10.33.Cekam magnet.7) Cekam magnetCekam magnet pada mesinini berfungsi untuk mengikatbenda kerja berdiameter agakbesar tetapi pendek. Cekammagnet ini mempunyai prinsipkerja yang hampir samadengan meja pada MesinGerinda datar.8) Dial IndicatorDial indicator padamesin ini dignakanuntuk mengoreksi kemiringanmeja mesin.Gambar 10.34. Dial Indicator._____________________________Mengenal Proses Gerinda (Grinding)Teknik Pemesinan 290Gambar 10.35.Penyangga.9) Penyangga tetap (Fix Steady)Penyangga tetap ini berfungsiuntuk menumpu benda kerjayang cukup panjang, padasaat proses penggerindaan.10) Pengasah batu gerinda(dresser)Dresser digunakan untukmengasah batugerinda. Dresser adadua macam, yaitudresser dengan intantunggal dan dresserdengan butiran intanyang disatukan.Gambar 10.36. Dresserd. Pencekaman benda kerja pada Mesin Gerinda silindrisPencekaman adalah proses pengikatan benda kerja sebelumproses pengerjaan, pengikatan ini bertujuan agar pada saatproses pengerjaan, benda kerja tidak lepas karena adanyaputaran mesin. Berikut ini adalah cara pencekaman bendakerja, dengan menggunakan alat cekam yang supportdengan Mesin Gerinda silindris.1) Memasang dan melepas benda kerja pada sistempencekaman cekam rahang tiga.a) Untuk menghindari kerusakan ulir spindel utamabenda kerja dan cekam, bersihkan ulir dengan baik.Gambar 10.37.Pena pengunci.b) Tekan pena pengunciketika memasang cekam,agar spindel utama tidakberputar (Gambar 10.37.).c) Cekam rahang tigadipasang pada spindelutama benda kerjadengan cara memutarsearah jarum jam(Gambar 10.38).Gambar 10.38. Cekamrahang tiga._____________________________Mengenal Proses Gerinda (Grinding)Teknik Pemesinan 291Gambar 10.39.Kunci ring leher cekam.d) Kunci ring pengikatpada leher cekamdengan kuat untukmenghindari lepasnyacekam pada saat motordijalankan (lihat Gambar10.39).e) Memasang bendakerja dapat dilakukandengan memutarlubang kunci cekamsearah jarum jam,dan sebaliknya untukmelepasnya, (Gambar10.40).Gambar 10.40.Melepas benda kerja.2) Memasang dan melepas benda kerja pada sistempencekaman diantara dua sentera) Lubang poros spindel utama benda kerja, senter, danlubang poros kepala lepas harus dibersihkan denganbaik.Gambar 10.41.Pemasangan senterkepala lepas.b) Senter dipasang padaspindel utama benda kerjadan kepala lepas.Kemudian pasang pinpembawa pada porosspindel utama benda kerja(Gambar 10.41.).c) Benda kerja diikatsalah satu ujungnyadengan mengunakanalat pembawa (Lathedog) (Gambar 10.42.).Gambar 10.42.Pencekaman lathe-dog.Gambar 10.43.Pengaturan jarak.d) Jarak antara senterspindel utama benda kerjadan senter kepala lepasharus diatur lebihpendek(10 mm) daripanjang benda kerja(Gambar 10.43.)._____________________________Mengenal Proses Gerinda (Grinding)Teknik Pemesinan 292e) Untuk menghindaripanas akibat gesekan,lumasi kedua lubangsenter benda kerjadengan oli, (lihatGambar 10.44.).Gambar 10.44. PelumasanGambar 10.45.Pemasangan benda kerja.f) Pemasangan benda kerjadiantara dua senterdengan cara tuaspengatur pegas ditariksehingga benda kerjadapat terpasang diantaradua senter. Perhatikanposisi alat pembawa, (lihatGambar 10.45.).g) Untuk melepas bendakerja dari cekamandapat dilakukan dengancara memegangbenda kerja dengantangan kemudian tuaspengatur tekananGambar 10.46.Pelepasan benda kerja.senter ditarik sehingga benda kerja terbebaskan daripencekaman, (lihat Gambar 10.46.).
Mesin Gerinda DatarPenggerindaan datar adalah suatu teknik penggerindaan yang mengacu pada pembuatan bentuk datar, bentuk dan permukaan yang tidak rata pada sebuah benda kerja yang berada di bawah batu gerinda yang berputar. Pada umumnya mesin gerinda digunakan untuk penggerindaan permukaan yang meja mesinnya bergerak horizontal bolak-balik. Benda kerja dicekam pada kotak meja magnetik, digerakkan maju mundur di bawah batu gerinda. Meja pada mesin gerinda datar dapat dioperasikan secara manual atau otomatis.Berdasarkan sumbu utamanya, mesin gerinda datar dibagi menjadi 4 macam.Mesin gerinda datar horizontal dengan gerak meja bolak-balik. Mesin gerindaini digunakan untuk menggerinda benda-benda dengan permukaan ratadan menyudut.Mesin gerinda datar horizontal dengan gerak meja berputar, mesin jenis inidipergunakan untuk menggerinda permukaan rata poros.Mesin gerinda datar vertical dengan gerak meja bolak-balik, mesin jenis inidigunakan untuk menggerinda benda-benda berpermukaan rata, lebar, danmenyudut.Mesin gerinda datar vertical dengan gerak meja berputar, mesin jenisini dipergunakan untuk menggerinda permukaan rata porosBerdasarkan prinsip kerjanya mesin gerinda datar dibagi menjadi dua macam.
Mesin gerinda datar semi otomatis, proses pemotongan dapat dilakukansecara manual (tangan) dan otomatis mesin.Mesin gerinda datar otomatis, proses pemotongan diatur melalui program(NC/Numerical Control dan CNC/Computer Numerically Control).