
six sigma
28
SIX SIGMA MAKALAH Management Project Informatika Disusun Oleh: 2010140354 JUHDI RAMDHONI FAKULTAS TEKNIK PROGRAM STUDI TEKNIK INFORMATIKA UNIVERSITAS PAMULANG 2014
-
Upload
saghu-pratama -
Category
Documents
-
view
88 -
download
0
Transcript of six sigma
SIX SIGMA
MAKALAH
Management Project Informatika
Disusun Oleh:
2010140354 JUHDI RAMDHONI
FAKULTAS TEKNIK
PROGRAM STUDI TEKNIK INFORMATIKA
UNIVERSITAS PAMULANG
2014
KATA PENGANTAR
Bismillahirrahmanirrahim..
Alhamdulillah segala puji dan syukur kami panjatkan kehadirat Allah SWT, yang telah
memberikan rahmat dan karunia-Nya sehingga tersusunnya tugas makalah ini. Shalawat serta
salam tak lupa pula penulis haturkan kepada makhluk teladan yang baik di bumi ini baginda
Rasul Nabi Muhammad SAW.
Six Sigma adalah suatu alat manajemen baru yang digunakan untuk mengganti Total
Quality Management (TQM) sangat terfokus terhadap pengendalian kualitas dengan mendalami
sistem produksi perusahaan secara keseluruhan. Six Sigma juga disebut sistem komprehensive
(strategi-disiplin ilmu-alat) untuk mencapai dan mendukung kesuksesan bisnis.
Dalam penyusunan makalah ini, masih banyak kekurangannya. Untuk itu penyusun
mengharapkan tegur, sapa atau kritik demi perbaikan yang akan datang.
Akhirnya penyusun mengucapkan terima kasih kepada semua pihak yang telah
membantu penyusunan makalah ini.
Tangerang, 18 Februari 2014
Juhdi Ramdhoni
i
DAFTAR ISI
BAB I SIX SIGMA ..................................................................................................................1
1.1 Sejarah dan Perkembangannya ......................................................................................1
1.2 Pengertian Six Sigma .....................................................................................................2
1.3 Manfaat Six Sigma ........................................................................................................3
1.4 Manajemen Six Sigma ...................................................................................................4
1.5 Strategi Manajemen dan Perbaikan Six Sigma ...............................................................7
1.6 Model-model Perbaikan Proses Six Sigma .....................................................................9
I.6.1 Metodologi DMAIC ..................................................................................................9
I.6.2 Metodologi PDCA atau PDSA................................................................................. 22
I.6.3 Metodologi SEA ...................................................................................................... 24
I.6.4 Metodologi DMADV .............................................................................................. 24
ii
BAB I
SIX SIGMA
1.1 Sejarah dan Perkembangannya
Sejarah Six Sigma ini berangkat dari kejadian yang menimpa perusahaan Motorola pada
sekitar tahun 1980-an sampai dengan tahun 1990-an. Motorola merupakan salah satu dari banyak
korporat AS dan Eropa dimana produk yang mereka luncurkan dimakan oleh para pesaing
Jepang. Para pemimpin atas Motorola mengakui bahwa kualitas produk yang dihasilkan sangat
mengerikan. Seperti banyak perusahaan pada saat itu, Motorola tidak mempunyai sebuah
program kualitas, tetapi pada tahun 1987, keluar sebuah pendekatan baru dari Sektor Komunikasi
Motorola pada saat itu dikepalai oleh George Fisher. Konsep perbaikan inovatif itu disebut “Six
Sigma” (Pande & Holpp, 2002).
Six Sigma memberikan Motorola sebuah cara yang sederhana dan konsisten untuk melacak
dan membandingkan kinerja dengan persyaratan pelanggan (ukuran Six Sigma) dan sebuah target
ambisius dari kualitas yang sempurna secara praktik (tujuan Six Sigma). Six Sigma juga
merupakan metode untuk mengukur kualitas produk dan jasa, dari dalam sepuluh tahun terakhir
Six Sigma semakin terkenal karena keberhasilan-keberhasilan yang dicapai setelah konsep
kualitas ini diterapkan, contohnya terdapat pada perusahaan Allied Signal dan General Electric.
1
1.2 Pengertian Six Sigma
Six Sigma didefinisikan sebagai suatu metode peningkatan proses produksi dengan
memfokuskan diri dalam menemukan faktor-faktor penyebab cacata dan kesalahan. Kemudian
melakukan tindakan lanjut dalam penanganannya sehingga mengurangi waktu siklus dan biaya
operasi, meningkatkan produktivitas, dan juga dapat memenuhi kebutuhan pelanggan dengan
lebih baik. Pada metode Six Sigma ini, proses penyelesaiannya dibagi menjadi 5 bagian, yaitu
DMAIC – Define (merumuskan), Measure (mengukur), Analyze (menganalisis), Improve
(meningkatkan/memperbaiki), Control (mengendalikan).
Beberapa ahli mengemukakan definisi Six Sigma:
1. Menurut (Pyzdek & Keller, 2003)
Six Sigma merupakan suatu impelmentasi dari prinsip-prinsip kualitas dan
teknik yang sangat efektif dan terfokus. Dengan menggabungkan elemen-
elemen kualitas yang telah ada sebelumnya, Six Sigma bertujuan untuk
mengelirninasi segala kesalahan yang teljadi dalam suatu proses.
2. Menurut (Brue, 2002)
Six Sigma adalah konsep statistic yang menguknr suatu proses yang
berkaitan dengan cacat. Six Sigma pun merupakan falsafah manajemen yang
berfokus untuk menghapus cacat dengan menekankan pemahaman,
pengukuran dan perbaikan proses.
3. Menurut (Peter S, Robert P, & Roland R, 2000)
Six Sigma adalah sistem yang komprehensif dan fleksibel untuk mencapai,
mempertahankan, dan memaksimalkan sukses bisnis. Six Sigma secara unik
dikendalikan oleh pemahaman yang kuat terhadap kebutuhan pelanggan, penggunaan
2
yang disiplin, terhadap fakta, data, analisis statistic, dan perhatian yang cermat untuk
mengelola, memperbaiki proses bisnis.
4. Menurut (Gasperz, 2000)
Six Sigma merupakan suatu metode atau teknik pengendalian dan
peningkatan kualitas dramatik yang merupakan terobosan baru dalam bidang
manajemen kualitas.
1.3 Manfaat Six Sigma
Dengan penerapan Six Sigma ada beberapa manfaat yang diperoleh perusahaan, antara lain:
1. Menghasilkan sukses yang berkelanjutan.
2. Six Sigma menciptakan keahlian dan budaya untuk terus menerus melakukan peningkatan. Hal
ini sangat penting dalam upaya untuk menguasai pertumbuhan besar.
3. Mengatur tujuan kinerja untuk setiap orang.
4. Dalam suatu perusahaan, masing-masing fungsi, unit bisnis dan individu mempunyai sasaran
dan target yang berbeda-beda. Namun Six Sigma membuat setiap orang bekerja dalam tahapan
yang sama dan berfokus pada tujuan bersama.
5. Memperkuat nilai pada pelanggan.
6. Dengan persaingan yang ketat di setiap industri, biaya pengiriman produk dan jasa yang
bermutu ataupun bebas cacat tidaklah menjamin sukses. Fokus pada pelanggan dan
merencakan bagaimana mengirimkannya kepada mereka secara menguntungkan.
7. Mempercepat tindakan perbaikan: perusahaan yang tercepat dalam melakukan perbaikan,
memiliki peluang yang besar dalam memenangkan persaingan. Six Sigma membantu pekerjaan
untuk tidak hanya meningkatkan kinerja tetapi juga meningkatkan perbaikan.
8. Melakukan perubahan strategi.
3
9. Memperkenalkan produk baru, meluncurkan kerja sama baru, memasuki pasar baru,
merupakan aktivitas-aktivitas bisnis sehari-hari yang biasa dilakukan oleh perusahaan. Dengan
lebih memahami proses dan prosedur perusahaan, akan memberikan kemampuan yang lebih
besar untuk melakukan penyesuaian kecil maupun besar.
1.4 Manajemen Six Sigma
Manajemen Six Sigma dalam jangka panjang akan bersatu dalam suatu sistem loop-tertutup
yang memerlukan feedback atau umpan balik berupa sekumpulan informasi internal dan
eksternal yang akan menginformasikan kepada para manajer, bagaimana kinerja perusahaan
harus dipertahankan dan bagaimana perusahaan dibawa kea rah pertumbuhan yang lebih baik.
Sistem loop-tertutup yang baik akan bertahan walaupun perusahaan harus menghadapi
masalah dan ketidakpastian yang melanda perusahaan di dalam atmosfir bisnis yang serba tidak
menentu ini. Penerapan Six Sigma dengna sistem loop-tertutup ini akan dapat mengurangi arah
yang tidak menentu pada perusahaan dan tetap menjaga kestabilan kinerja serta keberhasilan
perusahaan.
Pada perusahaan, stimuli internal adalah pengukuran aktivitas bagian dalam proses,
sedangkan elemen feedback eksternal adalah hal-hal apa saja yang diinformasikan kepada
perusahaan mengenai keberhasilannya mencapai tujuan atau tetap berada di jalur yang tepat,
termasuk keuntungan yang berhasil diperolehnya, serta kepuasan pelanggan dan berbagai sumber
data lainnya.
Dalam Six Sigma, ketidakpastian atau arah yang tidak menentu ini disebut variasi. Variasi
buruk yang berpengaruh negative pada pelanggan disebut cacat. Pendekatan yang digunakan
4
untuk membuat, memonitor, dan memperbaiki sistem bisnis loop-tertutup disebut manajemen
proses, perbaikan proses, dan desain ulang proses.
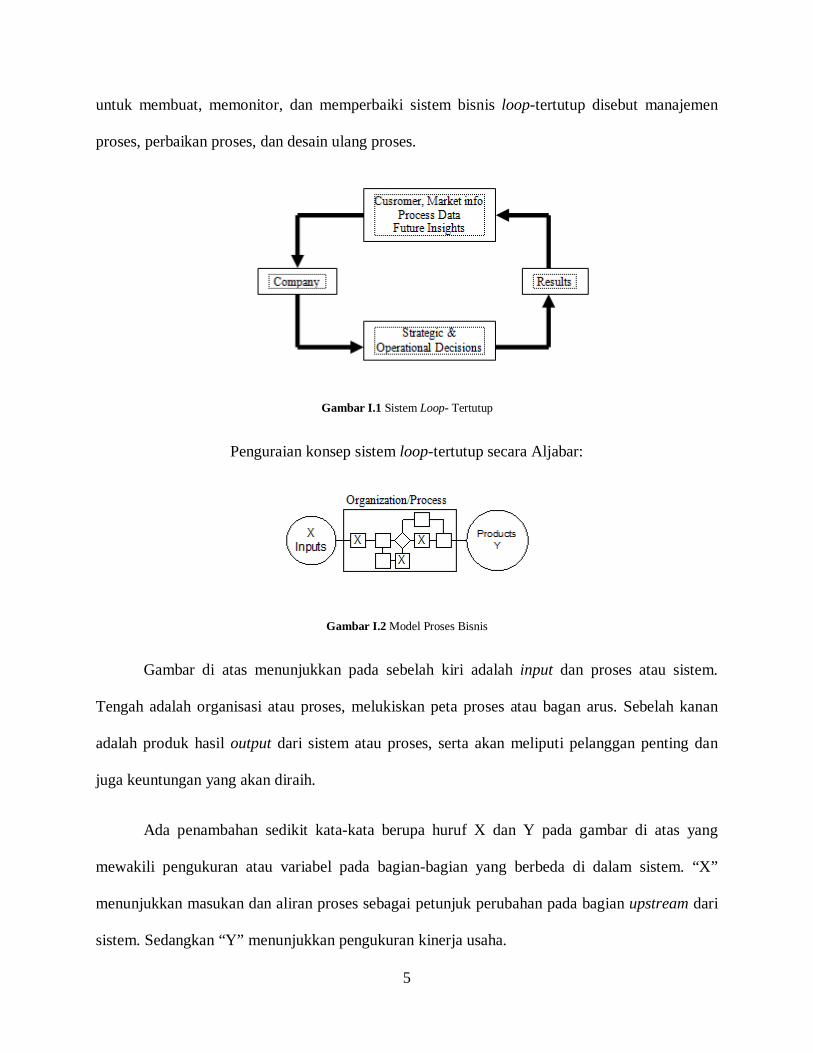
Gambar I.1 Sistem Loop- Tertutup
Penguraian konsep sistem loop-tertutup secara Aljabar:
Gambar I.2 Model Proses Bisnis
Gambar di atas menunjukkan pada sebelah kiri adalah input dan proses atau sistem.
Tengah adalah organisasi atau proses, melukiskan peta proses atau bagan arus. Sebelah kanan
adalah produk hasil output dari sistem atau proses, serta akan meliputi pelanggan penting dan
juga keuntungan yang akan diraih.
Ada penambahan sedikit kata-kata berupa huruf X dan Y pada gambar di atas yang
mewakili pengukuran atau variabel pada bagian-bagian yang berbeda di dalam sistem. “X”
menunjukkan masukan dan aliran proses sebagai petunjuk perubahan pada bagian upstream dari
sistem. Sedangkan “Y” menunjukkan pengukuran kinerja usaha.
5
Rumus 𝑌 = 𝑓(𝑥) yang dapat dibaca Y adalah fungsi dari x, x adalah cara matematis
untuk menyatakan perubahan atau variabel di dalam masukan dan proses sistem akan sangat
menentukan skor akhir atau Y. Y bisa berarti tujuan strategi, kebutuhan pelanggan, keuntungan,
kepuasan pelanggan, serta efisiensi bisnis secara keseluruhan. Sedangkan x bisa berarti tindakan
penting untuk mencapai tujuan strategi, kualitas hasil kerja, pengaruh inti pada kepuasan
pelanggan, variabel-variabel proses seperti waktu siklus, teknologi, sumber daya dan lain-lain,
serta kualitas masukan pada proses dari pelanggan maupun supplier.
Selama ini banyak perusahaan yang belum dapat memahami hubungan antara variabel X
da Y. Tetapi dengan Six Sigma, perusahaan akan dapat memahami sistem dan variabel mana
yang dapat dimonitor dan direspon balik dengan cepat, serta dapat secara otomatis mengenali
tanda-tanda prosesnya, pemasoknya, karyawannya terutama pelanggan dan pesaing, sehingga
akan dapat mencapai kekuatan dan kinerja yang baru serta efektif.
Keuntungan penerapan Six Sigma ditinjau dari segi manajemen, antara lain adalah:
1. Six Sigma mengukur permintaan dalam arti yang sebenarnya dari apa yang dibutuhkan
pelanggan. Hal ini akan menguntungkan kedua belah pihak dalam memikirkan apa
saja yang benar-benar signifikan dalam proses bisnis ini.
2. Menyediakan pengukuran yang sifatnya konsisten. Dengan berfokus pada cacat atau
kemungkinan terjadinya cacat, pengukuran Six Sigma dapat digunakan untuk
mengukur dan membandingkan proses-proses yang berbeda di dalam organisasi.
Begitu kebutuhan dapat didefinisikan secara jelas, maka akan dapat didefinisikan cacat
dan mengukur hampir semua aktivitas dan proses usaha.
6
3. Menyatukan tujuan yang penuh ambisi dengan memusatkan perhatian seluruh
organisasi pada tujuan kinerja 99,997 %. Maka perbaikan yang cukup signifikan dalam
perusahaan akan dapat tercapai.
Hal-hal logis seputar penerapan Six Sigma adalah:
1. Agar penerapan Six Sigma efektif, diperlukan pedoman-pedoman yang jelas. Hal ini untuk
mencegah jalan perusahaan menuju ke arah yang tidak konsisten dan berpotensi untuk
menjadi tidak seimbang, yaitu di mana terdapat dua kelompok yang saling membandingkan
asumsi yang berbeda-beda.
2. Sifat Six Sigma adalah tidak statis (dinamis). Maksudnya adalah Six Sigma selalu berubah
mengikuti keadaan dan kondisi perusahaan. Misalnya apabila kebutuhan pelanggan berubah,
maka kinerja Six Sigma juga akan berubah untuk mengakomodasi perubahan tersebut.
3. Sifat Six Sigma adalah tidak statis (dinamis). Maksudnya adalah Six Sigma selalu berubah
mengikuti keadaan dan kondisi perusahaan. Misalnya apabila kebutuhan pelanggan berubah,
maka kinerja Six Sigma juga akan berubah untuk mengakomodasi perubahan tersebut.
1.5 Strategi Manajemen dan Perbaikan Six Sigma Sistem Six Sigma akan berhasil dengan baik apabila terdapat pengetahuan akan kebutuhan
pelanggan dan pengukuran yang efektif. Sistem Six Sigma digerakan atas dasar tiga strategi
dasar, dan semua strategi tersebut berfokus kembali pada proses organisasi perusahaan tersebut.
Berikut ini akan diuraikan secara ringkas mengenai tiga strategi Six Sigma, yaitu:
1. Perbaikan Proses (Process Improvement) Menemukan solusi untuk mencapai target, meliputi strategi untuk mengembangkan
solusi yang menghilangkan akar penyebab masalah pada kinerja usaha. Disebut juga
“Continuous Improvement” atau perbaikan yang berkesinambungan, “Incremental
7
Improvement” atau perbaikan tambahan, dan Kaizen, suatu bentuk perbaikan
berkesinambungan ala jepang. 2. Desain atau Desain Ulang Proses (Process Design/Redesign)
Membangun bisnis yang lebih baik. Tujuan dari desain atau desain ulang proses bukan
untuk menyesuaikan suatu proses, tetapi cenderung menempatkan suatu proses atau
sebagian proses dengan proses yang baru. Juga sering disebut dengan desain Six Sigma,
yaitu prinsip-prinsip Six Sigma digunakan untuk membuat produk atau jasa baru yang
berhubungan erat dengan kebutuhan pelanggan dan di validasikan dengna data serta
pengujian yang memadai. 3. Manajemen Proses (Process Management)
Infrastruktur kepemimpinan Six Sigma. Strategi ketiga ini merupakan strategi yang
paling evolusioner, karena melibatkan perusahaan dari kesalahan dan arah fungsi hingga
pemahaman dan kemudahan proses, yang merupakan aliran kerja yang melibatkan nilai
pelanggan dan pemegang saham.
Pada manajemen proses ini, kebijakan dan metode Six Sigma menjadi bagian yang
menyatu dalam menjalankan usaha, yaitu:
a. Proses dicatat dan diatur secara end-to-end dan tanggung jawab dibuat sedemikian
rupa untuk menjamin adanya manajemen proses lintas fungsional atau cross-
functional yang kritis.
b. Kebutuhan pelanggan diartikan secara jelas dan selalu diperbaharui (update) secara
teratur.
c. Pengukuran keluaran, aktivitas proses dan masukan yang menyeluruh dan berarti.
d. Manajer dan bawahannya, termasuk orang yang bersangkutan dalam proses
tersebut, menggunakan pengukuran dan pemahaman proses untuk menilai kinerja
pada saat yang tepat dan mengambil tindakan untuk mengetahui permasalahan dan
peluang apa yang muncul.
e. Perbaikan proses dan desain atau desain ulang proses yang dilaksanakan bersamaan
dengan alat-alat perbaikan Six Sigma digunakan secara terus menerus untuk
meningkatkan kinerja, daya saing dan profitabilitas perusahaan.
8
1.6 Model-model Perbaikan Proses Six Sigma
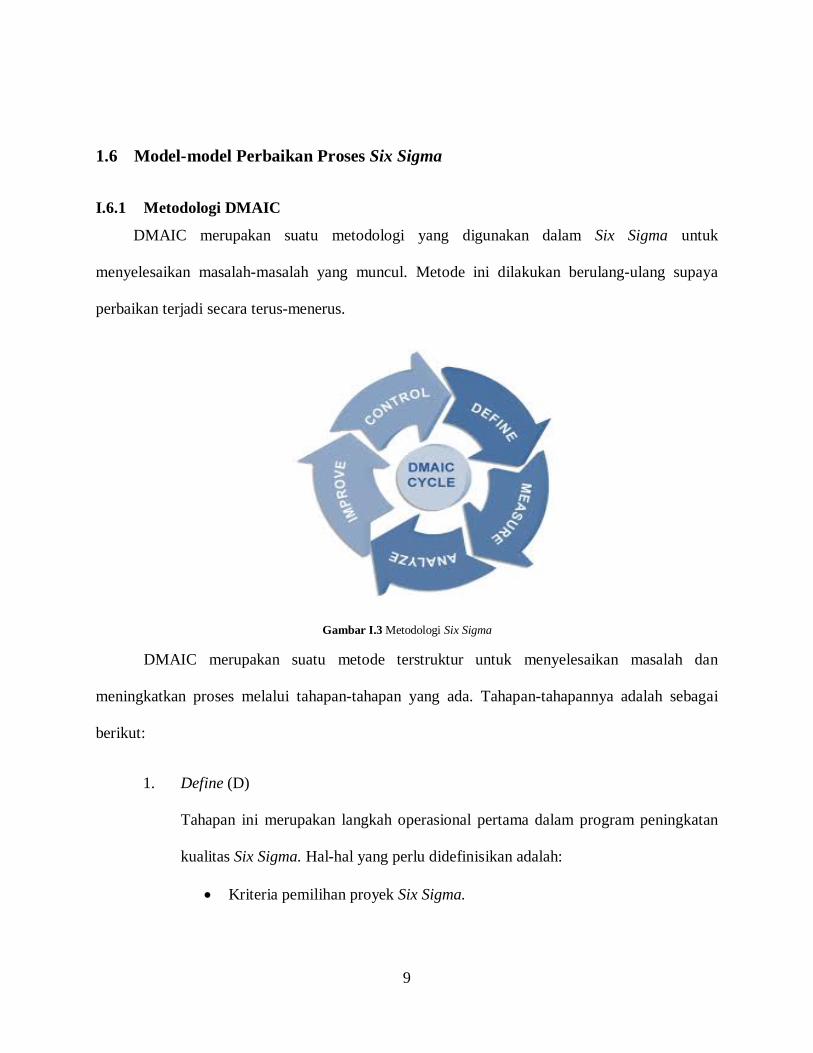
I.6.1 Metodologi DMAIC
DMAIC merupakan suatu metodologi yang digunakan dalam Six Sigma untuk
menyelesaikan masalah-masalah yang muncul. Metode ini dilakukan berulang-ulang supaya
perbaikan terjadi secara terus-menerus.
Gambar I.3 Metodologi Six Sigma
DMAIC merupakan suatu metode terstruktur untuk menyelesaikan masalah dan
meningkatkan proses melalui tahapan-tahapan yang ada. Tahapan-tahapannya adalah sebagai
berikut:
1. Define (D)
Tahapan ini merupakan langkah operasional pertama dalam program peningkatan
kualitas Six Sigma. Hal-hal yang perlu didefinisikan adalah:
• Kriteria pemilihan proyek Six Sigma.
9
• Peran dan tanggung jawab dari orang-orang yang akan terlibat dalam proyek
Six Sigma.
• Kebutuhan pelatihan untuk orang-orang yang terlibat.
• Proses-proses kunci dalam proyek Six Sigma beserta pelanggannya.
• Kebutuhan spesifik dari pelanggan.
• Pernyataan tujuan proyek Six Sigma.
Tools yang digunakan dalam tahapan Define:
a. Critical to Quality (CTQ) tree
Digunakan untuk brainstorm dan memvalidasi kebutuhan dan harapan
pelanggan dari proses yang ditargetkan untuk dikembangkan.
Kunci dalam menggunakan tools ini :
• Selalu mulai dengan kebutuhan dari konsumen
• Tuliskan kebutuhan sebagai kata kerja tanpa kata sifat dalam
penggambarannya.
• Terus bergerak ke kanan sampai Anda menggambarkan bagaimana
untuk mengukur kebutuhan yang detail.
• Pada waktu Anda sudah memulai dengan sebuah cabang dari pohon,
semua harus dengan lebih detail.
b. Diagram SIPOC (Supplier, Input, Process, Output, Customer)
Tools ini digunakan untuk menunjukkan aktivitas dalam proses bisnis, baik
aktivitas mayor maupun subproses, bersama dengan kerangka kerja dari
proses bisnis yang ada.
10
SIPOC merupakan singkatan dari Supplier, Input, Process, Output, Customer
dan didefinisikan sebagai berikut:
• Supplier adalah sistem, orang-orang, organisasi atau sumber lain untuk
material informasi dan sumber daya lainnya yang ditransformasikan
dalam suatu proses tertentu.
• Input adalah material, informasi, dan sumber daya lainnya yang
disediakan oleh supplier dan ditransformasikan dalam suatu proses
tertentu.
• Process merupakan suatu kumpulan jangkah dan aktivitas yang
mentransformasikan input dan output.
• Output merupakan suatu produk atau jasa yang dihasilkan dari suatu
proses dan digunakan oleh konsumen.
• Costumer adalah orang-orang, perusahaan, sistem atau proses-proses lain
yang menerima output dari proses tertentu.
2. Measure (M)
Tahap Measure bertujuan untuk mengetahui proses yang sedang terjadi,
mengumpulkan data mengenai kecepatan proses, kualitas dan biaya yang akan
digunakan untuk mengetahui penyebab masalah yang sebenarnya. Tahapan pada
Measure:
• Menentukan output dan input dari proses diidentifikasi secara jelas. Hal
ini diperlukan untuk mempermudah dalam pembuatan value stream map.
• Membuat value stream mapping
11
Pembuatan value stream map, yaitu peta yang memperlihatkan proses
nyata secara lebih rinci, mengandung informasi yang lengkap seperti
tahapan proses, lead time, antrian, dll.
• Menentukan ukuran performansi yang dipakai
Pada tahap ini dilakukan penentuan ukuran performansi yang akan dipakai
dalam melakukan analisa proses. Ukuran performansi ini akan digunakan
untuk memperlihatkan performa sistem baik sistem sebelum perbaikan
maupun setelah perbaikan.
• Melakukan pengumpulan data untuk perhitungan
Pengumpulan semua data yang akan dibutuhkan untuk melakukan
perhitungan pada tahap measure.
• Menghitung kapabilitas proses
Perhitungan kapabilitas awal proses atau biasa disebut dengan baseline
capability. Kapabilitas ini akan menjadi patokan atau dasar dilakukannya
perbaikan.
• Peninjauan ulang tahap Measure
Tools yang digunakan dalam tahap Measure:
1. Value Stream Map
Peta yang menggambarkan semua aliran yang terjadi pada suatu proses
baik itu informasi maupun fisik. Peta ini sangatlah kompleks bila
dibandingkan dengan peta yang lain tetapi peta ini paling lengkap
dalam memberikan informasi mengenai proses dan biasanya digunakan
untuk mengidentifikasi pemborosan. Cara membuat value stream map.
12
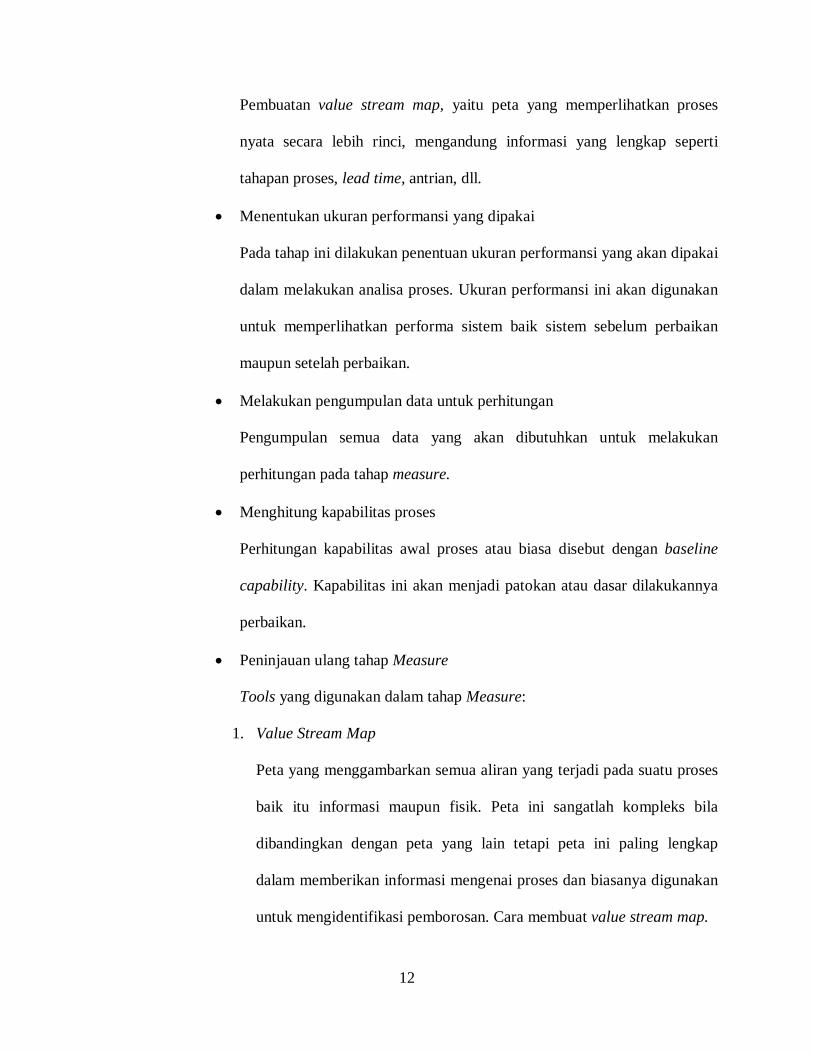
Tentukan produk individual atau pelayanan apa yang akan
dibuat.
Gambarkan aliran proses yang terjadi dalam pembuatan produk
atau layanan.
Gambar I.4 Tahapan 1 Value Stream Map
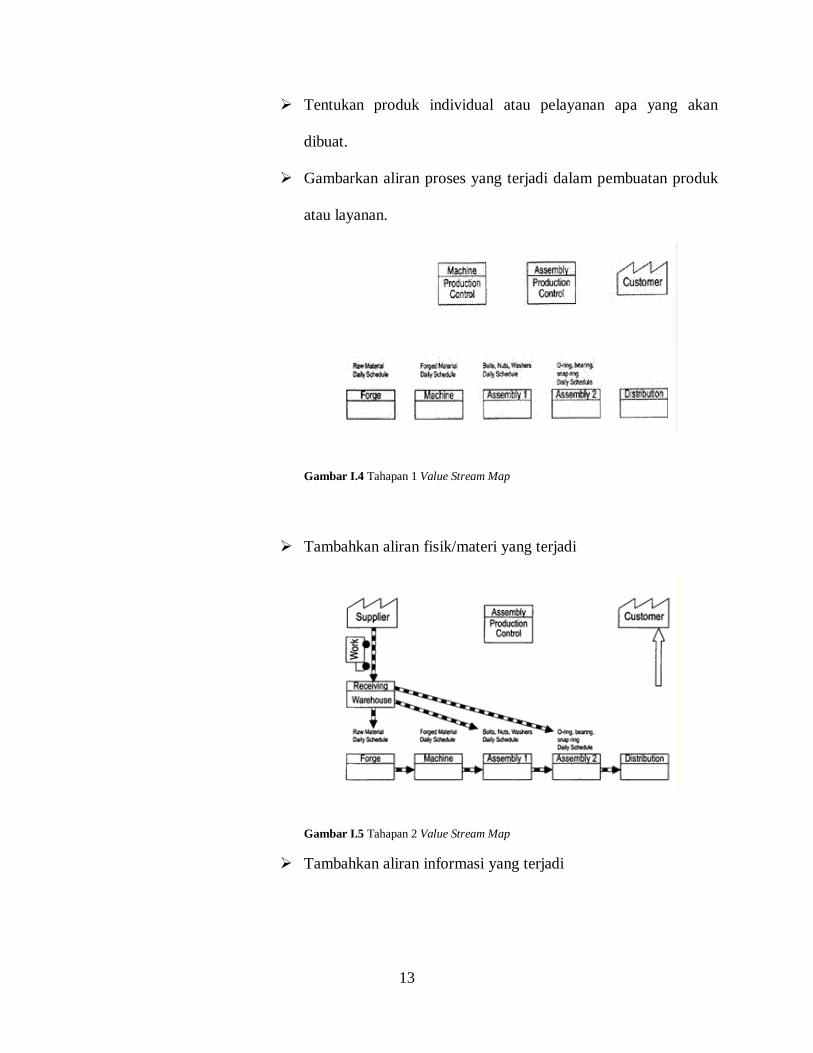
Tambahkan aliran fisik/materi yang terjadi
Gambar I.5 Tahapan 2 Value Stream Map
Tambahkan aliran informasi yang terjadi
13
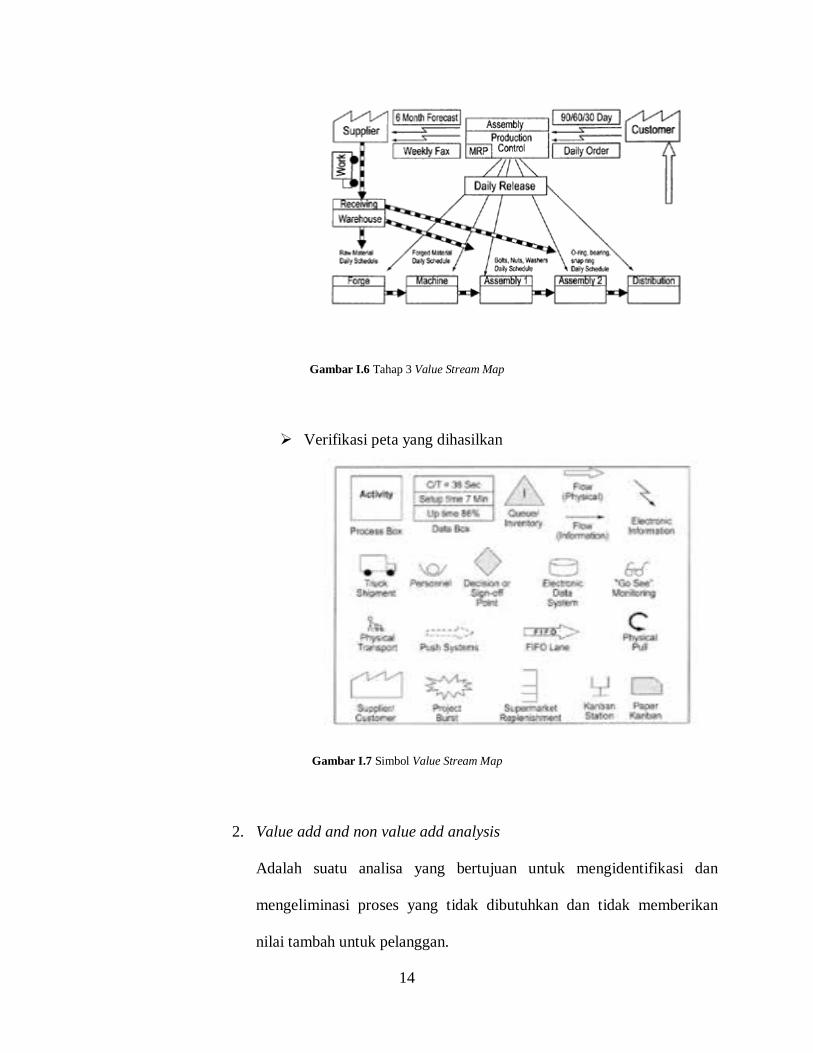
Gambar I.6 Tahap 3 Value Stream Map
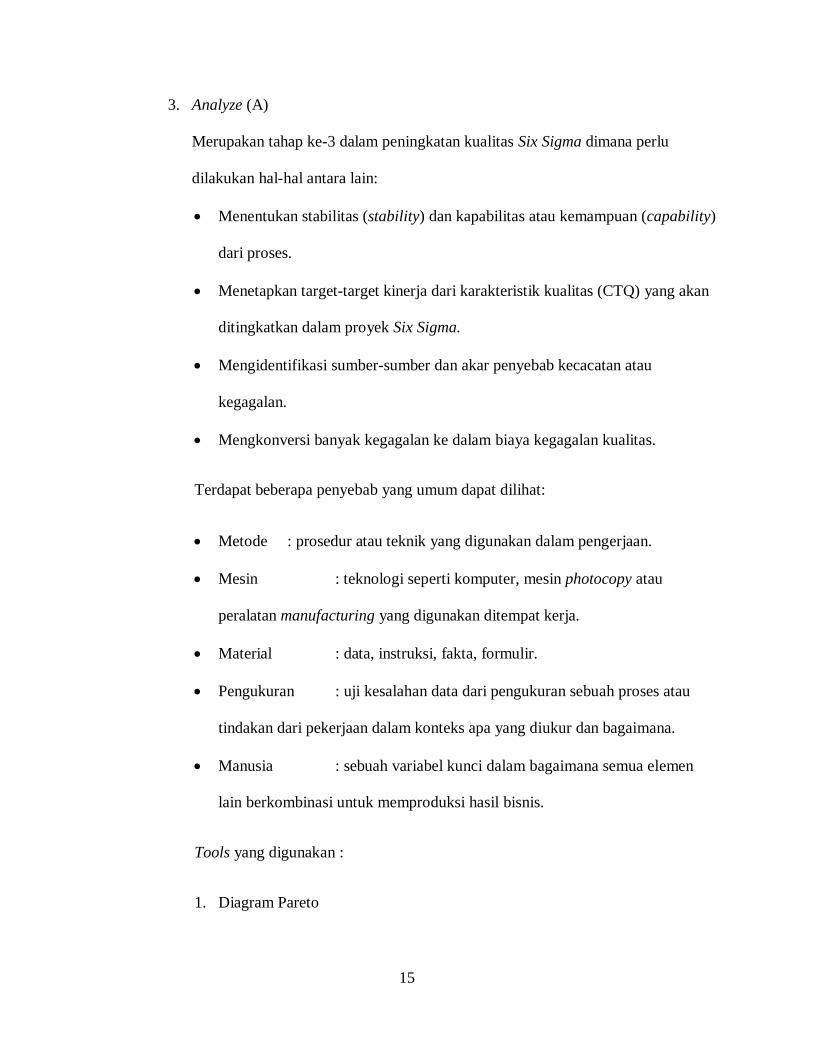
Verifikasi peta yang dihasilkan
Gambar I.7 Simbol Value Stream Map
2. Value add and non value add analysis
Adalah suatu analisa yang bertujuan untuk mengidentifikasi dan
mengeliminasi proses yang tidak dibutuhkan dan tidak memberikan
nilai tambah untuk pelanggan.
14
3. Analyze (A)
Merupakan tahap ke-3 dalam peningkatan kualitas Six Sigma dimana perlu
dilakukan hal-hal antara lain:
• Menentukan stabilitas (stability) dan kapabilitas atau kemampuan (capability)
dari proses.
• Menetapkan target-target kinerja dari karakteristik kualitas (CTQ) yang akan
ditingkatkan dalam proyek Six Sigma.
• Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau
kegagalan.
• Mengkonversi banyak kegagalan ke dalam biaya kegagalan kualitas.
Terdapat beberapa penyebab yang umum dapat dilihat:
• Metode : prosedur atau teknik yang digunakan dalam pengerjaan.
• Mesin : teknologi seperti komputer, mesin photocopy atau
peralatan manufacturing yang digunakan ditempat kerja.
• Material : data, instruksi, fakta, formulir.
• Pengukuran : uji kesalahan data dari pengukuran sebuah proses atau
tindakan dari pekerjaan dalam konteks apa yang diukur dan bagaimana.
• Manusia : sebuah variabel kunci dalam bagaimana semua elemen
lain berkombinasi untuk memproduksi hasil bisnis.
Tools yang digunakan :
1. Diagram Pareto
15
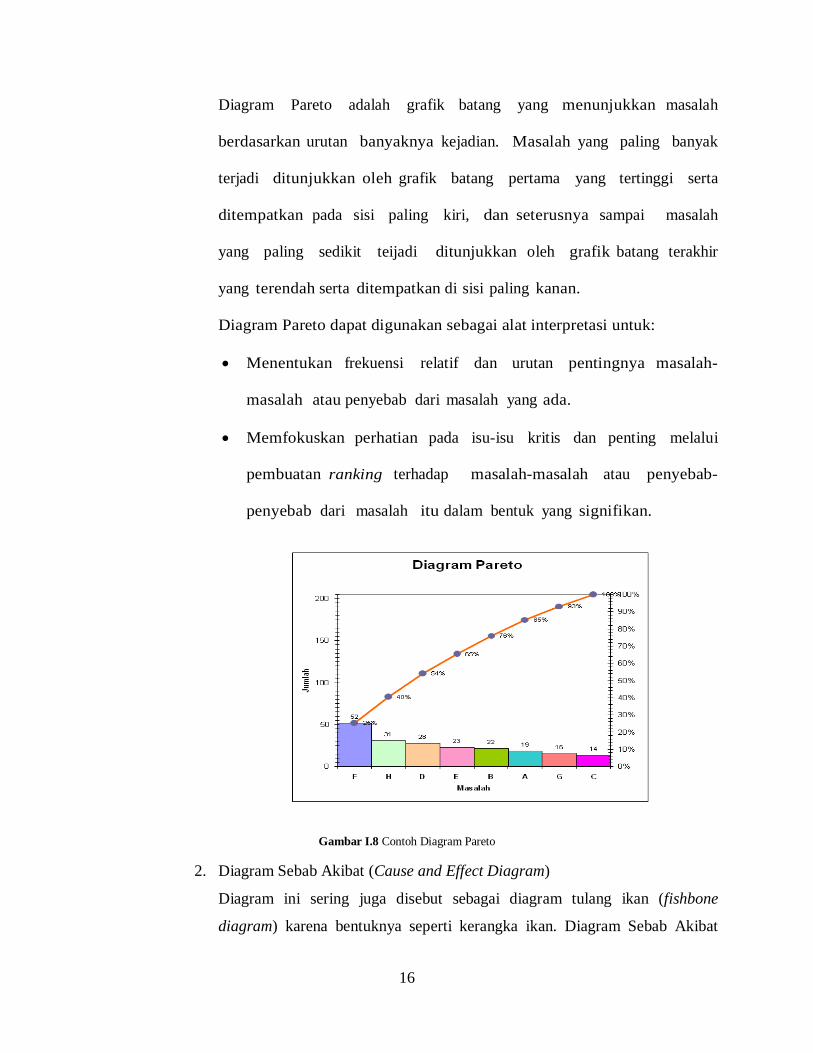
Diagram Pareto adalah grafik batang yang menunjukkan masalah
berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak
terjadi ditunjukkan oleh grafik batang pertama yang tertinggi serta
ditempatkan pada sisi paling kiri, dan seterusnya sampai masalah
yang paling sedikit teijadi ditunjukkan oleh grafik batang terakhir
yang terendah serta ditempatkan di sisi paling kanan.
Diagram Pareto dapat digunakan sebagai alat interpretasi untuk:
• Menentukan frekuensi relatif dan urutan pentingnya masalah-
masalah atau penyebab dari masalah yang ada.
• Memfokuskan perhatian pada isu-isu kritis dan penting melalui
pembuatan ranking terhadap masalah-masalah atau penyebab-
penyebab dari masalah itu dalam bentuk yang signifikan.
Gambar I.8 Contoh Diagram Pareto
2. Diagram Sebab Akibat (Cause and Effect Diagram)
Diagram ini sering juga disebut sebagai diagram tulang ikan (fishbone
diagram) karena bentuknya seperti kerangka ikan. Diagram Sebab Akibat
16
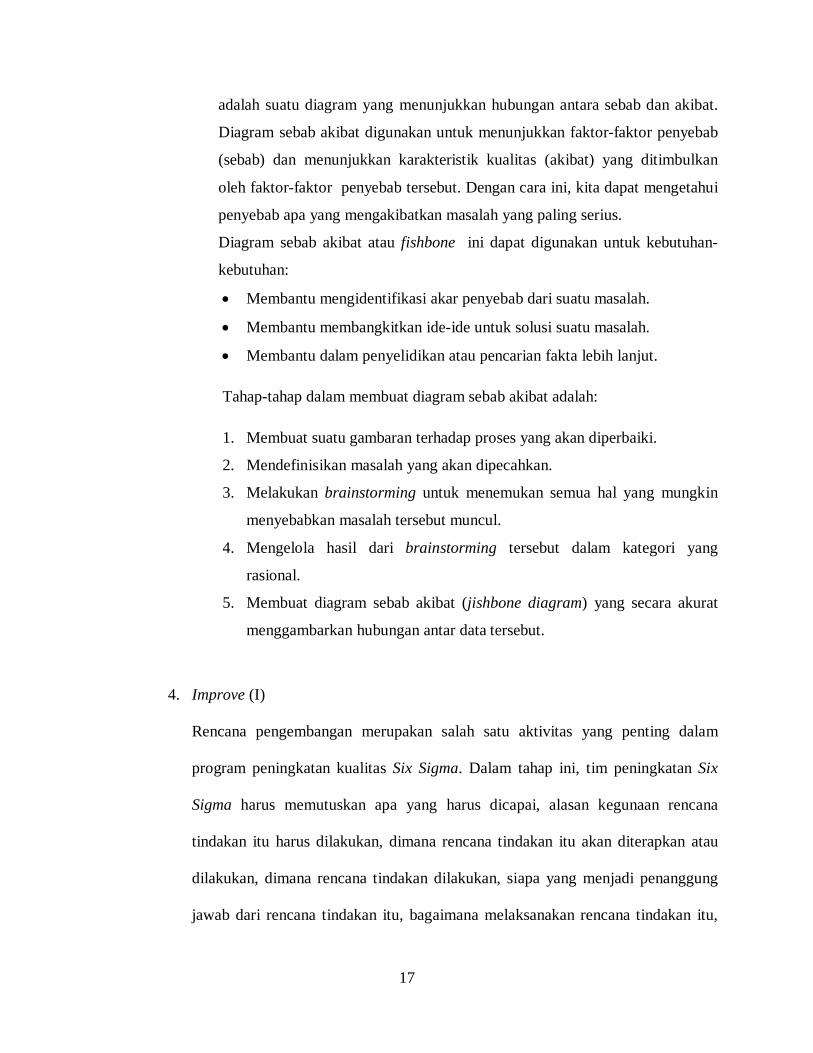
adalah suatu diagram yang menunjukkan hubungan antara sebab dan akibat.
Diagram sebab akibat digunakan untuk menunjukkan faktor-faktor penyebab
(sebab) dan menunjukkan karakteristik kualitas (akibat) yang ditimbulkan
oleh faktor-faktor penyebab tersebut. Dengan cara ini, kita dapat mengetahui
penyebab apa yang mengakibatkan masalah yang paling serius.
Diagram sebab akibat atau fishbone ini dapat digunakan untuk kebutuhan-
kebutuhan:
• Membantu mengidentifikasi akar penyebab dari suatu masalah.
• Membantu membangkitkan ide-ide untuk solusi suatu masalah.
• Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Tahap-tahap dalam membuat diagram sebab akibat adalah:
1. Membuat suatu gambaran terhadap proses yang akan diperbaiki.
2. Mendefinisikan masalah yang akan dipecahkan.
3. Melakukan brainstorming untuk menemukan semua hal yang mungkin
menyebabkan masalah tersebut muncul.
4. Mengelola hasil dari brainstorming tersebut dalam kategori yang
rasional.
5. Membuat diagram sebab akibat (jishbone diagram) yang secara akurat
menggambarkan hubungan antar data tersebut.
4. Improve (I)
Rencana pengembangan merupakan salah satu aktivitas yang penting dalam
program peningkatan kualitas Six Sigma. Dalam tahap ini, tim peningkatan Six
Sigma harus memutuskan apa yang harus dicapai, alasan kegunaan rencana
tindakan itu harus dilakukan, dimana rencana tindakan itu akan diterapkan atau
dilakukan, dimana rencana tindakan dilakukan, siapa yang menjadi penanggung
jawab dari rencana tindakan itu, bagaimana melaksanakan rencana tindakan itu,
17
dan berapa besar biaya untuk melaksanakan rencana tindakan itu serta manfaat
positif yang diterima dari implementasi rencana tindakan itu.
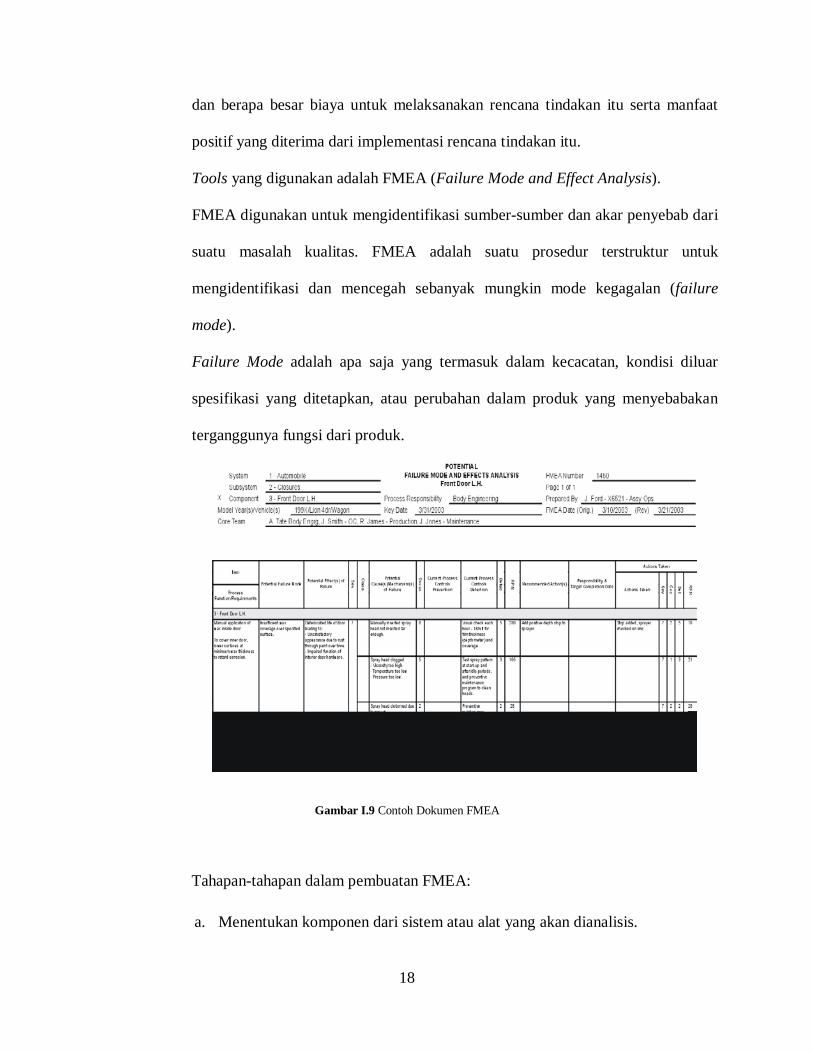
Tools yang digunakan adalah FMEA (Failure Mode and Effect Analysis).
FMEA digunakan untuk mengidentifikasi sumber-sumber dan akar penyebab dari
suatu masalah kualitas. FMEA adalah suatu prosedur terstruktur untuk
mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (failure
mode).
Failure Mode adalah apa saja yang termasuk dalam kecacatan, kondisi diluar
spesifikasi yang ditetapkan, atau perubahan dalam produk yang menyebabakan
terganggunya fungsi dari produk.
Gambar I.9 Contoh Dokumen FMEA
Tahapan-tahapan dalam pembuatan FMEA:
a. Menentukan komponen dari sistem atau alat yang akan dianalisis.
18
b. Mengidentifikasi potential failure mode kegagalan dari proses yang diamati.
c. Mengidentifikasi akibat (potential effect) yang ditimbulkan potential failure
mode.
d. Mengidentifikasi penyebab (potential cause) dari failure mode yang terjadi
pada proses yang berlangsung.
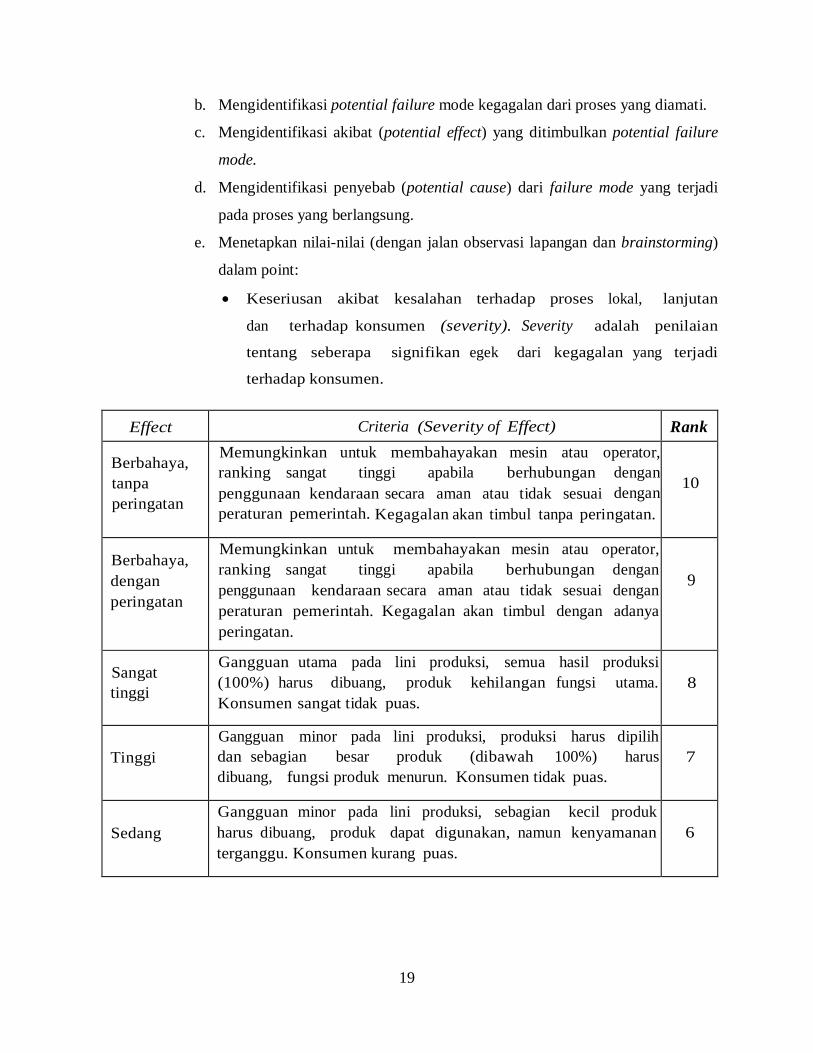
e. Menetapkan nilai-nilai (dengan jalan observasi lapangan dan brainstorming)
dalam point:
• Keseriusan akibat kesalahan terhadap proses lokal, lanjutan
dan terhadap konsumen (severity). Severity adalah penilaian
tentang seberapa signifikan egek dari kegagalan yang terjadi
terhadap konsumen.
Effect Criteria (Severity of Effect) Rank Berbahaya, tanpa peringatan
Memungkinkan untuk membahayakan mesin atau operator, ranking sangat tinggi apabila berhubungan dengan penggunaan kendaraan secara aman atau tidak sesuai dengan peraturan pemerintah. Kegagalan akan timbul tanpa peringatan.
10
Berbahaya, dengan peringatan
Memungkinkan untuk membahayakan mesin atau operator, ranking sangat tinggi apabila berhubungan dengan penggunaan kendaraan secara aman atau tidak sesuai dengan peraturan pemerintah. Kegagalan akan timbul dengan adanya peringatan.
9
Sangat tinggi
Gangguan utama pada lini produksi, semua hasil produksi (100%) harus dibuang, produk kehilangan fungsi utama. Konsumen sangat tidak puas.
8
Tinggi
Gangguan minor pada lini produksi, produksi harus dipilih dan sebagian besar produk (dibawah 100%) harus dibuang, fungsi produk menurun. Konsumen tidak puas.
7
Sedang
Gangguan minor pada lini produksi, sebagian kecil produk harus dibuang, produk dapat digunakan, namun kenyamanan terganggu. Konsumen kurang puas.
6
19
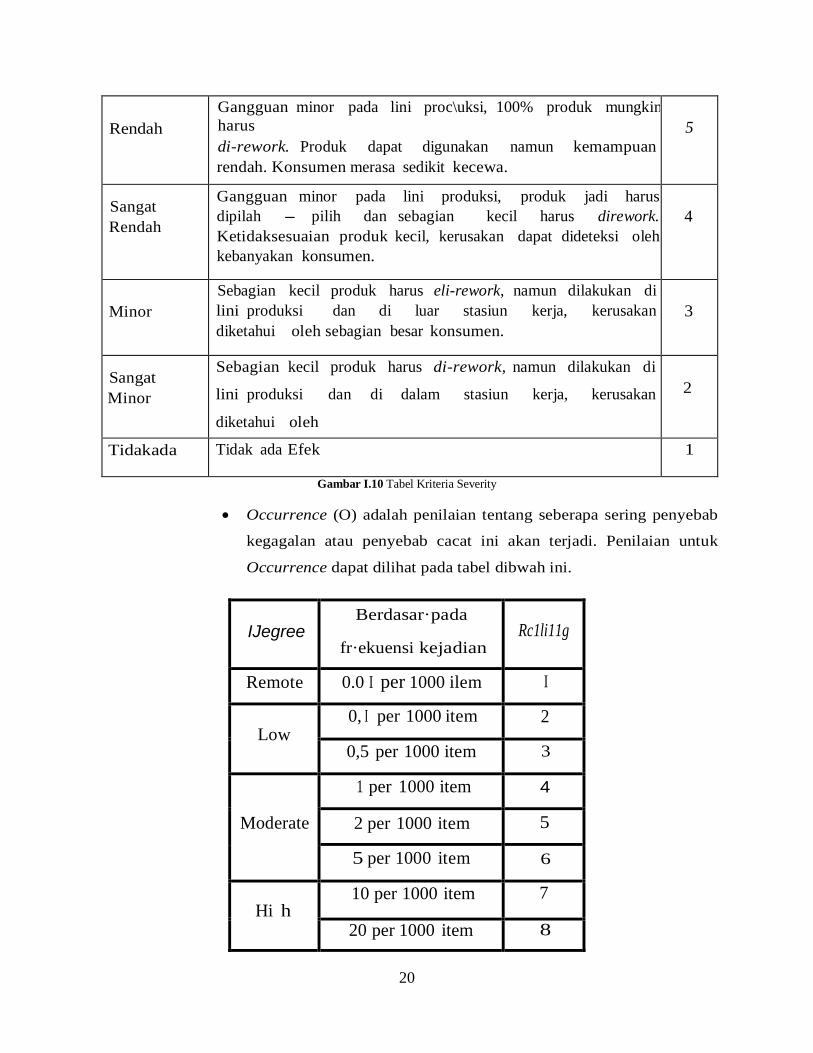
Rendah
Gangguan minor pada lini proc\uksi, 100% produk mungkin harus di-rework. Produk dapat digunakan namun kemampuan rendah. Konsumen merasa sedikit kecewa.
5
Sangat Rendah
Gangguan minor pada lini produksi, produk jadi harus dipilah - pilih dan sebagian kecil harus dirework. Ketidaksesuaian produk kecil, kerusakan dapat dideteksi oleh kebanyakan konsumen.
4
Minor
Sebagian kecil produk harus eli-rework, namun dilakukan di lini produksi dan di luar stasiun kerja, kerusakan diketahui oleh sebagian besar konsumen.
3
Sangat Minor
Sebagian kecil produk harus di-rework, namun dilakukan di
lini produksi dan di dalam stasiun kerja, kerusakan
diketahui oleh
2
Tidakada Tidak ada Efek 1
Gambar I.10 Tabel Kriteria Severity
• Occurrence (O) adalah penilaian tentang seberapa sering penyebab
kegagalan atau penyebab cacat ini akan terjadi. Penilaian untuk
Occurrence dapat dilihat pada tabel dibwah ini.
IJegree
Berdasar·pada
fr·ekuensi kejadian
Rc1li11g
Remote 0.0 I per 1000 ilem I
Low
0, I per 1000 item 2
0,5 per 1000 item 3
Moderate
1 per 1000 item 4
2 per 1000 item 5
5 per 1000 item 6
Hi h
10 per 1000 item 7
20 per 1000 item 8
20
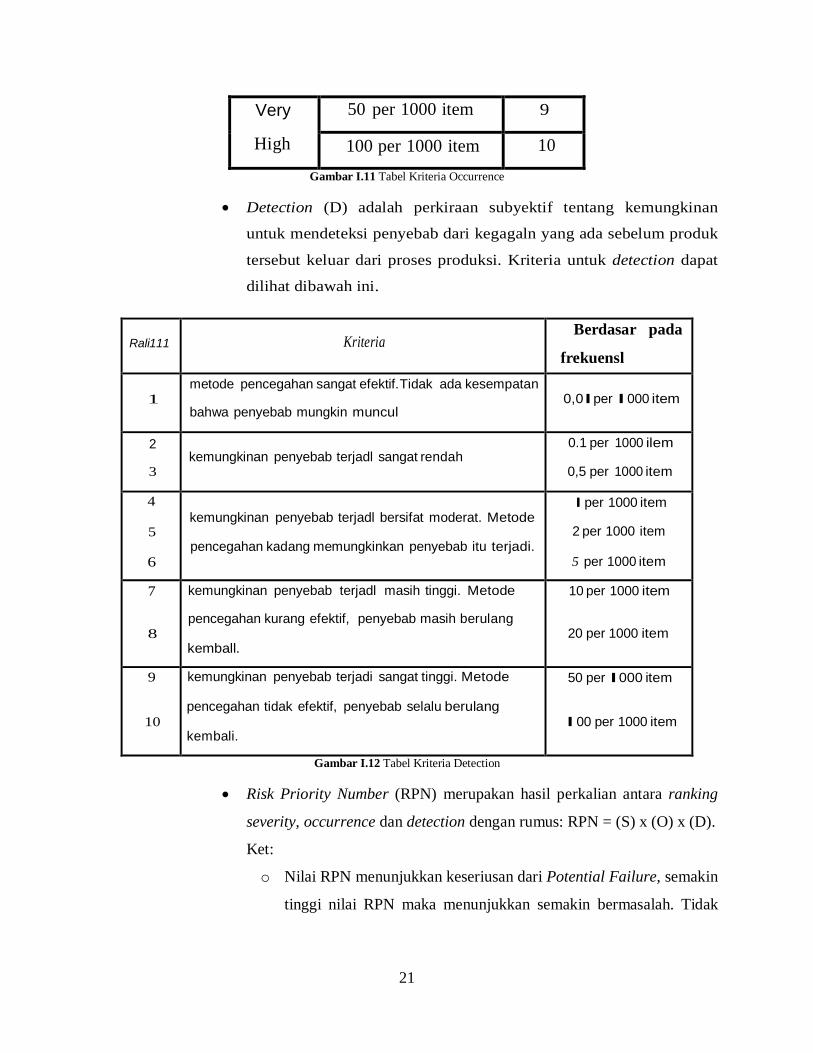
Very
High
50 per 1000 item 9
100 per 1000 item 10
Gambar I.11 Tabel Kriteria Occurrence
• Detection (D) adalah perkiraan subyektif tentang kemungkinan
untuk mendeteksi penyebab dari kegagaln yang ada sebelum produk
tersebut keluar dari proses produksi. Kriteria untuk detection dapat
dilihat dibawah ini.
Rali111
Kriteria
Berdasar pada
frekuensl
1
metode pencegahan sangat efektif.Tidak ada kesempatan
bahwa penyebab mungkin muncul
0,0Iper I 000 item
2
3
kemungkinan penyebab terjadl sangat rendah
0.1 per 1000 ilem
0,5 per 1000 item
4
5
6
kemungkinan penyebab terjadl bersifat moderat. Metode
pencegahan kadang memungkinkan penyebab itu terjadi.
I per 1000 item
2 per 1000 item
5 per 1000 item
7
8
kemungkinan penyebab terjadl masih tinggi. Metode
pencegahan kurang efektif, penyebab masih berulang
kemball.
10 per 1000 item
20 per 1000 item
9
10
kemungkinan penyebab terjadi sangat tinggi. Metode
pencegahan tidak efektif, penyebab selalu berulang
kembali.
50 per I000 item
I 00 per 1000 item
Gambar I.12 Tabel Kriteria Detection
• Risk Priority Number (RPN) merupakan hasil perkalian antara ranking
severity, occurrence dan detection dengan rumus: RPN = (S) x (O) x (D).
Ket:
o Nilai RPN menunjukkan keseriusan dari Potential Failure, semakin
tinggi nilai RPN maka menunjukkan semakin bermasalah. Tidak
21
ada angka acuan RPN untuk melakukan perbaikan. Segera lakukan
perbaikan terhadap potensial.
• Recommended Action adalah satu atau lebih tindakan yang dibuat untuk
mengatasi permasalahan dan menurunkan nilai Risk Priority Number
(RPN).
5. Control (C)
Merupakan tahap operasional terakhir dalam proyek peningkatan kualitas Six
Sigma. Ini merupakan tahapan dimana hasil dari peningkatan yang dilakukan
didokumentasikan dan di sebarluaskan, praktek-praktek terbaik yang sukses
dalam meningkatkan proses distandarisasi dan di sebarluaskan, prosedur-prosedur
didokumentasikan dan dijadikan pedoman kerja standar, serta kepemilikan atau
tanggung jawab proses yang berarti proyek Six Sigma berakhir pada tahap ini.
I.6.2 Metodologi PDCA atau PDSA
Merupakan metode berdasarkan langkah-langkah yang dikembangkan oleh W. Edwards
Derning. PDCA merupakan singkatan dari Plan-Do-Check-Action, sedangkan PDSA adalah
Plan-Do-Study-Act, PDCA atau PDSA merupakan suatu flowchart untuk mempelajari dan
memperbaiki proses.
• Plan
Merupakan awal dari siklus PDCA atau PDSA. Di sini, manajemen meninjau ulang
kinerja sekarang untuk diangkat sebagai permasalahan. Kemudian mengumpulkan
data atas pokok permasalahan yang ada dan mengidentifikasi serta menetapkan akar-
akar penyebab masalah. Kemudian memberikan solusi-solusi yang mungkin
22
dijalankan dan merencanakan pelaksanaan pengujian atas solusi yang paling
berpotensi.
• Do
Mengeluarkan perubahan atau pengujian menjadi skala kecil. Do berfungsi sebagai
pilot atau secara perlahan mengikuti Plan, karena kalau tidak demikian, proses
pembelajaran tidak akan berhasil.
• Check/Study
Melakukan pengukuran atas hasil pengujian untuk melihat apakah hasil yang
diinginkan sudah tercapai atau belum. Bila masalah muncul lagi, maka harus dicari
hambatan apa yang telah mengacaukan usaha perbaikan ini.
• Act
Dengan berdasarkan solusi dan evaluasi pengujian, maka solusi yang sudah terbentuk
akan diperbaharui dan diperluas agar permanen, dan menyatukan pendekatan baru
lainnya bila memungkinkan. Kemudian mengambil perubahan yang terjadi atau
diabaikan, atau kembali lagi ke dalam siklus.
Siklus PDSA ini sesuai bila diterapkan dalam lingkungan yang stabil. Karena yang
dijalankan adalah semua rencana yang diperbaiki secara kontinu dengan mempelajari hasil yang
diperoleh bila rencana tersebut dilaksanakan, dan kemudian mengubah rencana tersebut untuk
mendapatkan hasil yang lebih optimal. Tetapi PDSA kurang berhasil apabila diterapkan ke
dalam sistem yang jauh lebih kompleks seperti di pasar ekonomi. Maka dikembangkan model
baru yaitu, model SEA (Select-Experiment-Adapt).
23
I.6.3 Metodologi SEA
Pada kehidupan nyata, eksperimen terus berjalan dengan mengandalkan kinerja yang
dipacu secara aktif, melalui perolehan data dari lingkungan sekitar. Melakukan penelitian atas
suatu hal, atau mendorongnya berdasarkan observasi terdahulu dan memutuskan tindakan apa
yang paling baik. Tindakan yang diambil sebagai tanggapan dari data disebut aturan kinerja.
Adaptasi dilakukan dengan menyesuaikan kekuatan aturan kinerja yang berdasarkan hasil yang
ingin dicapai.
I.6.4 Metodologi DMADV
DMADV merupakan singkatan dari (Define-Measure-Analyze-Design-Verify), yang
memiliki arti tiap masing-masing kata:
• Define (mendefinisikan) : mengukur dan menentukan spesifikasi berdasarkan
keinginan pelanggan.
• Analyze (menganalisis) : menganalisis pilihan proses yang ada untuk memenuhi
keinginan pelanggan.
• Design (mendesain) : mendesain proses setelah detail untuk memenuhi
keinginan pelanggan.
• Verify (verifikasi) : memverifikasi performansi dari desain dan
kemampuannya untuk memenuhi keinginan pelanggan.
Metode DMADV ini digunakan ketika suatu proses atau produk belum ada di perusahaan
tersebut dan perlu dikembangkan, ataupun suatu proses atau produk telah ada dan telah di
optimasi dengan menggunakan metode DMAIC atau lainnya, tetapi tetap belum memenuhi
keinginan pelanggan dan level Six Sigma.
24

DAFTAR PUSTAKA
Brue. (2002). Six Sigma For Managers. New York: McGraw-Hill Education.
Gasperz, V. (2000). Pedoman Implementasi Program Six Sigma Terintegrasi. Jakarta: PT.
Gramedia.
Pande, P. S., & Holpp, L. (2002). What Is Six Sigma? New York: McGraw-Hill Education.
Peter S, P., Robert P, N., & Roland R, C. (2000). The Six Sigma Way. Yogyakarta: Andi.
Pyzdek, T., & Keller, P. (2003). The Six Sigma handbook: a complete guide for green belts,
black belts, and managers at all levels. New York: McGraw-Hill Professional.
25




















