Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir ...digilib.batan.go.id/e-prosiding/File...
17
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Dcscmbcr 2003 ISSN 1693 - 7902 PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A Johny Wahyu Adi Soedarsono, Sudarmono Fakultas Teknik Metalurgi - Universitas Indonesia, P2TRR - BATAN ABSTRAK PENENTUAN KOROSI BATAS BUTIR DAN MEKANIK PADA PIPA KELUARAN PANAS (HOTLEG) REAKTOR DAY A. Penentuan ini dilakukan dengan simulasi masukan panas sebesar 993 joule/em, kemudian adanya korosi antar butir (Cr23 C6) yang terbentuk di tentukan dengan menggunakan diffraksi sinar X, sedangkan uji kekerasan dilakukan dengan menggunakan kekerasan Vickers. Hasil pengujian pengaruh masukan panas terhadap komposisi kimia menunjukkan bahwa material sample uji as received memenuhi standar internasional SS 304 di dalam table Internasional. Berdasarkan hal terse but, maka material sample uji dapat digunakan untuk bahan penelitian. Hasil pengujian sampel, menggunakan diffraksi sinar X, mikroskop optik, SEM dan EDAX pada SS 304 diperoleh adanya korosi antar butir (Cr23C6). Dari hasil pengujian sampel menggunakan metode kabut garam, maksimum laju korosi terjadi ~ingga 24 jam. Selanjutnya hingga 72 jam, laju korosi yang diperoleh menjadi minimum, karena sudah terbentuk lapisan oksida terutama Cr203 yang merupakan lapis lindung ketahanan korosi. Dari hasil penelitian yang telah dilakukan di atas maka dapat disimpulkan bahwa material SS 304 memiliki unjuk kerja (performance) baik setelah ada masukan panas. Kata kunci : Korosi, SS 304, Pengujian ABSTRACT DETERMINATION OF INTERGRANULAR CORROSION AND MECHANICS OF THE REACTOR POWER HEAT. Using heat input simulation amount of 993 joule/em, this determination was done. Corrosion between granular (Cr23C6) that performed determined by using X ray diffraction, wether hardness test done by using Vickers method. The experiment results shows that as received testing material was perform the international standard of SS-304 Due to those result, testing material could be use as a experimental material. The sample testing result of SS-304 using X-ray diffraction, optical emission spectroscopy, Scanning Electron Microscope, Dispersive X-ray analyzer, and salt spray, shows that there is intergranular corrosion (Cr23C6). Experiment result using salt spray method shows that the maximum corrosion occure during 24 hours. Further the results experiment after 72 hours reached the minimum value, the corossion protection due to oxide film of Cr203 was .performed. It could be concluded that SS-304 have a good performance. Keywords: Corrosion, SS 304, Testing. 335
Transcript of Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir ...digilib.batan.go.id/e-prosiding/File...

Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Dcscmbcr 2003 ISSN 1693- 7902
PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA
PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A
Johny Wahyu Adi Soedarsono, SudarmonoFakultas Teknik Metalurgi - Universitas Indonesia, P2TRR - BATAN
ABSTRAKPENENTUAN KOROSI BATAS BUTIR DAN MEKANIK PADA PIPA
KELUARAN PANAS (HOTLEG) REAKTOR DAY A. Penentuan ini dilakukandengan simulasi masukan panas sebesar 993 joule/em, kemudian adanya korosi antarbutir (Cr23 C6) yang terbentuk di tentukan dengan menggunakan diffraksi sinar X,sedangkan uji kekerasan dilakukan dengan menggunakan kekerasan Vickers. Hasilpengujian pengaruh masukan panas terhadap komposisi kimia menunjukkan bahwamaterial sample uji as received memenuhi standar internasional SS 304 di dalam tableInternasional. Berdasarkan hal terse but, maka material sample uji dapat digunakanuntuk bahan penelitian. Hasil pengujian sampel, menggunakan diffraksi sinar X,mikroskop optik, SEM dan EDAX pada SS 304 diperoleh adanya korosi antar butir(Cr23C6). Dari hasil pengujian sampel menggunakan metode kabut garam, maksimumlaju korosi terjadi ~ingga 24 jam. Selanjutnya hingga 72 jam, laju korosi yangdiperoleh menjadi minimum, karena sudah terbentuk lapisan oksida terutama Cr203yang merupakan lapis lindung ketahanan korosi. Dari hasil penelitian yang telahdilakukan di atas maka dapat disimpulkan bahwa material SS 304 memiliki unjuk kerja(performance) baik setelah ada masukan panas.Kata kunci : Korosi, SS 304, Pengujian
ABSTRACTDETERMINATION OF INTERGRANULAR CORROSION AND MECHANICS
OF THE REACTOR POWER HEAT. Using heat input simulation amount of 993joule/em, this determination was done. Corrosion between granular (Cr23C6) thatperformed determined by using X ray diffraction, wether hardness test done by usingVickers method. The experiment results shows that as received testing material wasperform the international standard of SS-304 Due to those result, testing material couldbe use as a experimental material. The sample testing result of SS-304 using X-raydiffraction, optical emission spectroscopy, Scanning Electron Microscope, DispersiveX-ray analyzer, and salt spray, shows that there is intergranular corrosion (Cr23C6).Experiment result using salt spray method shows that the maximum corrosion occureduring 24 hours. Further the results experiment after 72 hours reached the minimumvalue, the corossion protection due to oxide film of Cr203 was .performed. It could beconcluded that SS-304 have a good performance.Keywords: Corrosion, SS 304, Testing.
335

Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Oesember 2003
PENDAHULUAN
ISSN 1693 - 7902
Berdasarkan pertimbangan keselamatan, potensi bahaya dari pengoperasmn
reactor nuklir adalah tidak berfungsinya saluran pipa panas keluaran (hotleg) dari
reactor. Kegagalan fungsi dalam pengoperasian reaktor ini harus dipahami mengenai
pemilihan materialnya khususnya dalam hal ketahanan nya terhadap serangan korosi,
sehingga kecelakaan ini dapat di antisipasi dan bahkan dapat dihindari kemungkinan
terj adin ya. (1)
Indonesia secara bertahap telah memasuki era industri nuklir, aplikasi tehnik
nuklir sudah digunakan dalam berbagai bidang penelitian, kedokteran, pusat-pusat
reaktor dan tidak lama lagi mungkin akan berdiri Pusat Listrik Tenaga Nuklir (PLTN).
Tentu saja sejalan dengan itu, perlu dikaji dan dikuasai pula potensi bahaya dari
pengoperasian reaktor nuklir yaitu tidak berfungsinya salah satu komponen saluran pipa
panas keluaran dari reaktor (hotleg) yang secara terus-menerus dioperasikan pada suhu
500 DC sampai dengan 950 DC dan dipasang pada bejana tekan (pressuruzer).
Kegagalan fungsi hotleg dalam pengoperasian reaktor ini harus dipahami mekanisme
kejadiannya, sehingga kecelakaan ini dapat diantisipasi dan bahwa dapat dihindari
kemungkinan terjadinya. Dari uraian di atas tampak disyaratkan bahwa harus terbuat
dari material dengan ketahanan korosi tinggi. Untuk itu dipilih baja tahan karat jenis
austenitic·(2) Kondisi baja tahan karat yang digunakan pada umumnya adalah kondisi
ani!. Akan tetapi masalah yang sering timbul adalah apabila baja tahan karat terse but
(AISI 304) mendapat perlakuan panas pada saat pemakaian. Pemanasan pada interval
suhu antara 500 DC -950Dc akan mengakibatkan terbentuknya sensitisasi pada batas
butir. (3)
Diharapkan dari penelitian ini diperoleh : data dukung pemilihan bahan, data studi
mekanik, korosi dan struktur mikro akibat pengelasan.
Penelitian ini bertujuan untuk mendapatkan unjuk kerja material baja SS 304 yang
diperlakukan dengan masukan panas sebesar 993 J/cm, kecepatan 58 cmlmenit dan
didinginkan dengan pendinginan udara. Untuk memenuhi tujuan tersebut maka dalam
penelitian ini dilakukan analisis pengujian pengaruh pengelasan terhadap korosi,
mekanik dan struktur mikro pada lasan SS-304, menggunakan logam pengisi AWS
ER308. (4)
336
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, II Desember 2003
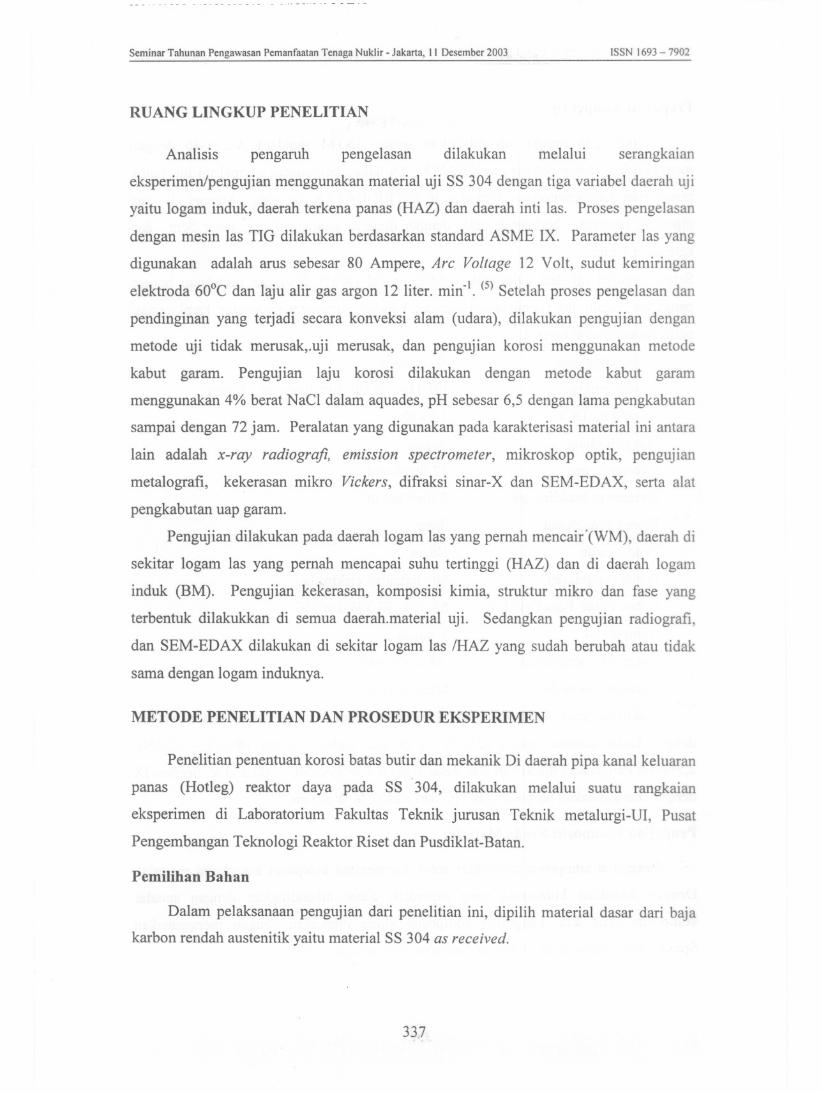
RUANG LINGKUP PENELITIAN
ISSN 1693 - 7902
Analisis pengaruh pengelasan dilakukan melalui serangkaian
eksperimen/pengujian menggunakan material uji SS 304 dengan tiga variabel daerah uji
yaitu logam induk, daerah terkena panas (HAZ) dan daerah inti las. Proses pengelasan
dengan mesin las TIG dilakukan berdasarkan standard ASME IX. Parameter las yang
digunakan adalah arus sebesar 80 Ampere, Arc Voltage 12 Volt, sudut kemiringan
elektroda 60°C dan laju alir gas argon 12 liter. min-I. (5) Setelah proses pengelasan dan
pendinginan yang terjadi secara konveksi alam (udara), dilakukan pengujian dengan
metode uji tidak merusak,.uji merusak, dan pengujian korosi menggunakan metode
kabut gararn. Pengujian laju korosi dilakukan dengan metode kabut garam
menggunakan 4% berat NaCI dalam aquades, pH sebesar 6,5 dengan lama pengkabutan
sampai dengan 72 jam. Peralatan yang digunakan pada karakterisasi material ini antara
lain adalah x-ray radiografi, emission spectrometer, mikroskop optik, pengujian
metalografi, kekerasan mikro Vickers, difraksi sinar-X dan SEM-EDAX, serta alat
pengkabutan uap garam.
Pengujian dilakukan pada daerah logam las yang pernah mencair'(WM), daerah di
sekitar logam las yang pernah mencapai suhu tertinggi (HAZ) dan di daerah logam
induk (BM). Pengujian kekerasan, komposisi kimia, struktur mikro dan fase yang
terbentuk dilakukkan di semua daerah.material uji, Sedangkan pengujian radiografi,
dan SEM-EDAX dilakukan di sekitar logam las /HAZ yang sudah berubah atau tidak
sarna dengan logam induknya,
METODE PENELITIAN DAN PROSEDUR EKSPERIMEN
Penelitian penentuan korosi batas butir dan mekanik Di daerah pipa kanal keluaran
panas (Hotleg) reaktor daya pada SS 304, dilakukan melalui suatu rangkaian
eksperimen di Laboratorium Fakultas Teknik jurusan Teknik metalurgi-UI, Pusat
Pengembangan Teknologi Reaktor Riset dan Pusdiklat-Batan.
Pemilihan Bahan
Dalam pelaksanaan pengujian dari penelitian ini, dipilih material dasar dari baja
karbon rendah austenitik yaitu material SS 304 as received.
337
:-;"'" lila, Tallll"I,I'~II~;I\\'asalll'~I""II;latal T~lIaga Nukli,- Jakana. II Iks~mh~r 2003 ISSN 1693 - 7902_____ ~ ~ __ •__ ,__ ._._. ._. 0__ .h •••_ •• ·• _
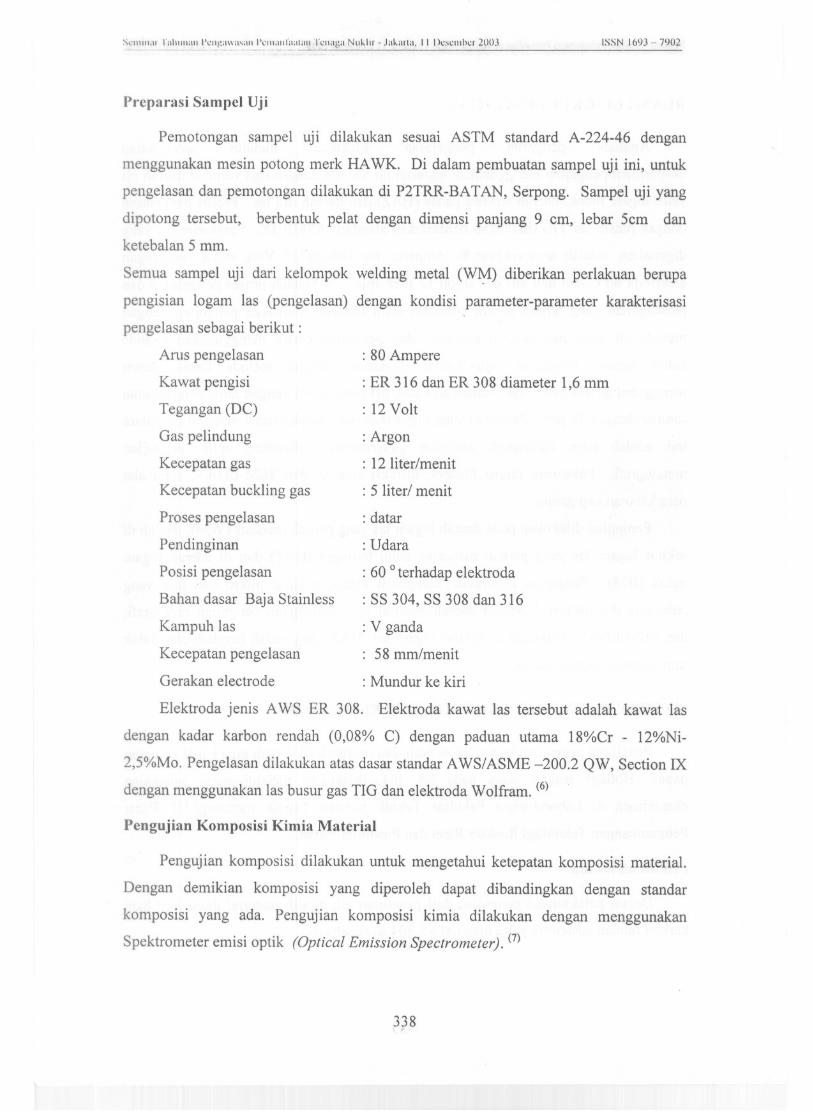
Prcparasi Sampcl Uji
Pemotongan sampel uji dilakukan sesuai ASTM standard A-224-46 dengan
menggunakan me sin potong merk HAWK. Di dalam pembuatan sampel uji ini, untuk
pengelasan dan pemotongan dilakukan di P2TRR-BA TAN, Serpong. Sampel uji yang
dipotong tersebut, berbentuk pelat dengan dimensi panjang 9 em, lebar 5cm dan
ketebalan 5 mm.
Semua sampel uji dari kelompok welding metal (W~) diberikan perlakuan berupa
pengisian logam las (pengelasan) dengan kondisi parameter-parameter karakterisasi
pengelasan sebagai berikut :
Arus pengelasan : 80 Ampere
Kawat pengisi : ER 316 dan ER 308 diameter 1,6 mm
Tegangan (DC) : 12 Volt
Gas pelindung : Argon
Kecepatan gas : 12 liter/menit
Kecepatan buckling gas : 5 liter/ menit
Proses pengelasan : datar
Pendinginan : Udara
Posisi pengelasan : 60 0 terhadap elektroda
Bahan dasar Baja Stainless : SS 304, SS 308 dan 316
Kampuh las : V ganda
Kecepatan pengelasan : 58 mm/menit
Gerakan electrode : Mundur ke kiri
Elektroda jenis AWS ER 308. Elektroda kawat las tersebut adalah kawat las
dengan kadar karbon rendah (0,08% C) dengan paduan utama 18%Cr - 12%Ni
2,5%Mo. Pengelasan dilakukan atas dasar standar AWS/ASME -200.2 QW, Section IX
dengan menggunakan las busur gas TIG dan elektroda Wolfram. (6)
Pengujian Komposisi Kimia Material
Pengujian komposisi dilakukan untuk mengetahui ketepatan komposisi material.
Dengan demikian komposisi yang diperoleh dapat dibandingkan dengan standar
komposisi yang ada. Pengujian komposisi kimia dilakukan dengan menggunakan
Spektrometer emisi optik (Optical Emission Spectrometer). (7)
338,

Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, II Desember 2003
Pengujian Kekerasan
ISSN 1693 - 7902
Metode pengujian kekerasan mikro digunakan uji kekerasan Vickers, seSUai
standard ASTM E 384-99 dari daerah pengaruh panas hingga di daerah logam induk
yang tidak terpengaruh oleh panas pengelasan. Besarnya beban penjejakan yang
dipakai untuk pengujian kekerasan mikro adalah F = 500 gram, waktu penjejakan 15
detik dan jarak penjejakan 200 ~m. Pengujian kekerasan menggunakan metode Vickers
dilakukan di Fakultas Teknik Metalurgi-UI-Depok.
Pengujian Radiografi
Untuk mengetahui cacat/retak pada sambungan lasan dilakukan dengan
menggunakan sinar-X dengan kondisi sebagai berikut (8):
Sumber radiasi : sinar-X
Material sampel uji
Tebal sampel uji
Tebal sampel uji dan lasan
Diameter focal spot
Tipe film
Material screen yang digunakan
Penetrameter yang digunakan
Lubang yang tampak pada film
Jenis material shim yang digunakan
Waktu penyinaran
Jarak sumber ke film (SFD)
Densitasfilm pada lasan
Pengujian Korosi
: Stainles steel
5 mm
6,2mm
2mm
Agfa D7
Pb tebal 0,125 mm
ASTM Hole No. 12
IT (<D 0,0125 inchi)
Stainless steel sejenis.
1,2 menit
: 610 mm
: Minimal 2,15; maksimal 2,1
3,5 %
Pengujian korosi dilakukan di Laboratorium Fakultas Teknik Jurusan Metalurgi
Universitas Indonesia. Alat uji yang digunakan adalah Semprot Kabut GaramlHung TA
Instrument Co.LTD. Operasi pengujian semprot kabut garam dilakukan dengan kondisi
sebagai berikut(9) :
Kadar larutan garam (NaCt)
pH
Temperatur ruang
339

Scminar Tahunan I'cngawasanl'cmanlilalan Tcnaga Nuklir - Jakarla. II Dcscmhcr 200J ISSN I U')J - 7<)02
Chamber Temperatur
Saturated Temperatur
Tekanan
32,8 DC
46,4 DC
1 bar.
HASIL PENELITIAN DAN PEMBAHASAN
Masukan Panas
Dari proses pengelasan pada setiap material uji dilakukan dengan arus, tegangan
listrik, dan kecepatan pengelasan tetap, yaitu masing-masing sebesar 80 Ampere, 25
Volt dan 5,8 cm/menit. Sehingga besarnya masukan panas dapat diperoleh yaitu
sebesar 993 Joule/cm
HasH Uji Komposisi Kimia
Hasil pengukuran komposisi kimia yang diperoleh pada BM' dan HAZ baja
austenitik SS 304 menggunakan spektrometri emisi. Hasil yang diperoleh seperti di
dalam Tabel1.
Tabel 1. Perbandingan HasH Komposisi kimia di daerah Base Metal terhadapStandar Tabel Internasional
1. C 0,0799<0,082.
Si 1,0083<0,753.
Mn1,9987~0,204.
P 0,0419~0,045.
S 0,0298< 0,036.
Cu0,0418-7.
Al 0,0237-8.
Ni 7,99678,00-11,009.
Cr 18,10118,0-20,0010.
Mo0,0171-11.
Sn 0,0179-12.
Pb 0,0311-13.
Fe 70,6121balance 1. C 0,07152.
Si 1,05623.
Mn 1,40214.
P 0,07435.
S 0,01976.
Cu 0,03567.
Al 0,02638.
Ni 9,18809.
Cr 20,51010.
Mo 0,767111.
Sn 0,019112.
Pb 0,029813.
Fe 66,8003
Dari hasil pengujian dan perbandingannya dengan Tabel Standar lnternasional,
terlihat bahwa baja SS 304, pada daerah BM memenuhi komposisi standar ASTM 580.
Sedangkan hasil pengujian komposisi kimia yang di peroleh di daerah garis peleburan
(HAZ) menunjukan kenaikan prosentase komposisi Ni dan Cr dan penurunan Fe
masing-masing sebesar 14,9%, dibandingkan dengan hasil di daerah BM. Adanya
340
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Dcsembcr 2003 fSSN 1693 - 7902
kenaikan kandungan nikel akan memperbesar ketahanan korosi dan menstabilkan
pembentukan lapisan pelindung (film) pada permukaan.
HasH Pengujian Radiografi
Hasil uji Radiografi dengan menggunakan sinar-X di daerah sambungaillas (inti
las) yang terdapat pada masing-masing b~ia tahan karat austenitik 304. ditunjukkan oleh
Gambar 1.
Sampel 304
Gambar 1. HasH radiografi inti las masing-masing sambungan las SS 304 AWSER 308
Hasil sinar-X radiography yang dilakukan didaerah inti las pada sambungan SS 304
AWS 308 tidak menunjukan adanya cacat hal ini menunjukkan bahwa laju pembekuan
pada kedua jenis logam baja terse but merata. Akan tetapi terlihat shrinkage di daerah
inti las sambungan SS 304L hal ini disebabkan karena adanya berdifusinya gas-gas
yang ada diudara terbuka pada saat logam las mencair, kemudian terperangkap di dalam
logam las pada saat proses pendinginan (pembekuan).
HasH Pengujian Kekerasan Vickers.
Hasil pengukuran kekerasan Vickers yang diperoleh ditunjukkan oleh Tabel 2 dan
Gambar 2.
Tabel 2. HasH pengukuran kekerasan Vickers
Daerah AISI SS 304Kekerasan Vickers (HV)BM
HAZWM
220
195206219
186204214
184208217
187207219
192205
341

Scminar Tahllnan I'cngawasan I'cmanlimtan Tcnaga NlIklir - Jakarta, II Dcscmhcr 2003 ISSN 1693 - 7902
Hasil uji kekerasan pada SS 304 didaerah BM, HAZ dan WM masing-masing
sebesar 218 HV, 189 HV dan 206 HV, Komparasi hasil pengujian dengan kekerasan
standar internasional yaitu 260 HV menunjukan adanya penyimpangan minimum yaitu
sebesar 16,2 % di SS 304, Pengujian kekerasan Vickers didaerah HAZ dan WM pada
material uji menunjukan adanya penurunan kekerasan akibat lasan, Prosentase
penurunan kekerasan maksimum yang terjadi didaerah tersebut masing- masing adalah
sebesar 18,6 % dan 19,81 %. Hal ini memperlihatkan adanya perbedaan kekerasan
benda uji yang mengalami perlakuan panas. Hasil uji kekerasan didaerah logam induk
lebih keras dibandingkan dengan daerah inti las dan derah HAZ, menunjukan bahwa
daerah inti las mempunyai nilai kekerasan lebih besar dibandingkan daerah HAZ.
Kondisi terse but diatas kemungkinan disebabkan oleh pengaruh proses pengelasan dan
pendidnginan.
Proses perlakuan pengelasan mengakibatkan ukuran butir kristal menjadi besar
dan merata, selain itu kesempatan atom karbon untuk berdifusi juga besar. Pada proses
pendinginan cepat dengan udara, mengakibatkan timbulnya rekristalisasi dan perubahan
besar butir. Dengan demikian pertumbuhan butir karena pengelasan di masing-masing
daerah adalah s,esuai dengan nilai kekerasannya, dimana daerah berbutir dengan hasil
pengujian kekerasan dimana nilai kekerasan menurun setelah mengalami proses laku
panas.
225
220
215
210
205-200
195190185180175170
138M
II HAZ
DWM
Gambar 2. HasH Uji kekerasan Vickers (HV) di daerah BM, HAZ dan WM
342

Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta. II Dcscmbcr 2003 ISSN 1693 - 7902
HasH Pengujian Struktur Mikro
a). Daerah logam induk (BM).
Hasil struktur mikro yang diperoleh adalah seperti ditunjukkan pada Gambar 3.
Gambar 3 merupakan spesimen di tiga daerah yaitu WM, HAZ dan BM yang dietsa
secara elektrolit menggunakan larutan asam oksalat 10 % dan tegangan 6 volt
3a). WM 3b). HAZ 3c). BM
Gambar 3. Hasil mikro struktur di WM, HAZ dan BM, menggunakanmikroskop optik, etsa secara elektrolit menggunakan asamoksalat 10% dan tegangan 6 volt
HasH mikro struktur BM seperti pada gambar 3 terlihat adany~ fase yang ada
adalah ferit dan austenit selanjutnya jaringan hitam yang terputus-putus dan
diperkirakan merupakan lubang jejak Crx Cy yang telah lepas dengan diameter tertentu.
Hal ini menunjukkan bahwa etsa dengan larutan elektrolitik menggunakan oksalat 10 %
telah memberikan efek pada batas butir. Hasil struktur mikro yang diperoleh di daerah
logam induk menunjukkan tetap berstruktur mikro ferit dan perlit yang terdistribusi
secara random. Struktur mikro logam induk ini sarna dengan struktur mikro kondisi
pada material sebelum kena pengaruh pengelasan. Hal ini disebabkan karena
temperatur yang dicapai pada daerah ini terletak jauh dibawah 723°C (garis
transformasi) dengan demikian struktur mikronya tidak berubah dan tetap sarna seperti
sebelum dilakukan pengelasan dengan struktur ferit berwama terang dan pearl it
berwama gelap.
b). Daerah inti las (WM)
HasH struktur mikro di daerah WM dengan pendinginan udara, dimana sampel
dietsa secara elektrolit menggunakan asam oksalat 10% dan tegangan 6 volt, seperti
ditunjukkan pada Gambar 3a. Dari Gambar tersebut tampak adanya fase austenit dan
karbida serta batas butir nampak jauh lebih tebal. Hal terse but menunjukkan efek
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Oesember 2003 ISSN 1693 - 7902
pengetsaan yang lebih reaktif oleh adanya khrorn-karbida disepanjang butir. Untuk
hasil foto rnikro struktur rnenggunakan SEM dapat dilihat pada Garnbar 4. Dernikian
pula rnernpunyai ukuran butir yang lebih besar dari pada ukuran butir di daerah BM dan
lebih kecil jika dibandingkan dengan ukuran butir HAZ.
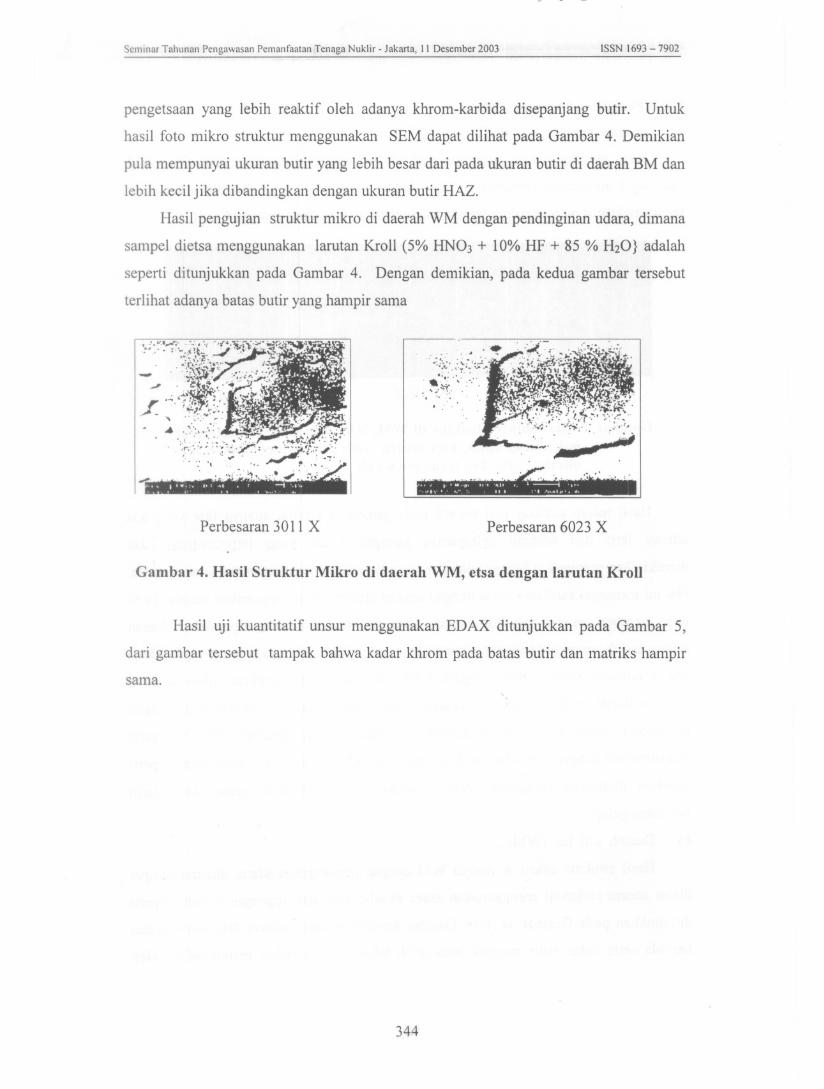
Hasil pengujian struktur rnikro di daerah WM dengan pendinginan udara, dirnana
sarnpel dietsa rnenggunakan larutan Kroll (5% HN03 + 10% HF + 85 % H20} adalah
seperti ditunjukkan pada Garnbar 4. Dengan dernikian, pada kedua garnbar terse but
terlihat adanya batas butir yang harnpir sarna
~~.*..,..." '..
~~.'tIL'· .•.. :.••.."'•.•,. ~.':j
Perbesaran 3011 X Perbesaran 6023 X
Gambar 4. HasH Struktur Mikro di daerah WM, etsa dengan larutan Kroll
Hasil uji kuantitatif unsur rnenggunakan EDAX ditunjukkan pada Garnbar 5,
dari garnbar tersebut tarnpak bahwa kadar khrorn pada batas butir dan rnatriks harnpir
sarna.
344

Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, J J Desember 2003
CIK
ISSN 1693 - 7902
9.00 12.rR) 1S.00 18.00 21,CI)
mAl VI Quanlifkation (Stand8rd8u)EJtmtnt NonnIIilad
EIImInt
Wt%At%k-RatioZAF
CK
2.8111.61 0.0058 1.1663 0.1751 1.0005
SiX
0.831.47 0.0032 1.1D28 0.35Q5 1.0019
CtX
21.1920.2a 0.2446 0.9903 O.9BBO 1.1798
reI(15.1166.72 0.1072 0.9937 0.9466 1.0000
Total lQO,OO 100.00
Gambar 5a. HasH pengujian-kuantitatif dengan EDAX di Batas butir SS 304
345
Seminar Tahunan Pcngawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Desember 2003
FeK
Crt<
SiK
ISSN 1693 - 7902
2.00 4..00 6.00 8.00 10.00 12.00 14.00 18.00 18.00 20.00
EOAXZAF Quantification IStandardless)Element NormalizedElement
Wt%At%K..MatioZAF
C K
. 0.000.000.00001.17020,166.21.0005SiK
0.791. 540.00291.10630.33321. 0017CrK
17.9819.010.20750.99400.98341. 1B03FeK
70,6969.se0.68160.99760.95261.0147NiK
10.549.B70.Q9041.01650.84361,0000Total
100.00100.00
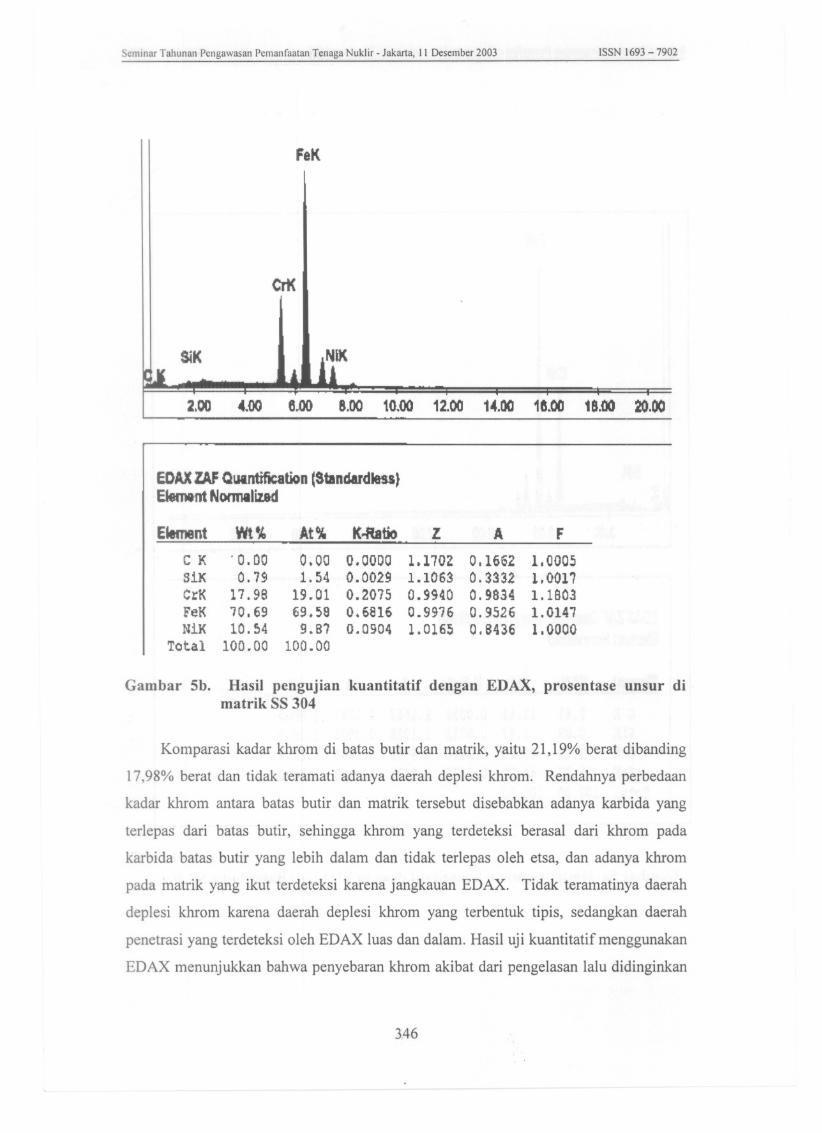
Gambar Sb. HasH pengujian kuantitatif dengan ED AX, prosentase unsur dimatrik SS 304
Komparasi kadar khrom di batas butir dan matrik, yaitu 21,19% berat dibanding
17,98% berat dan tidak teramati adanya daerah deplesi khrom. Rendahnya perbedaan
kadar khrom antara batas butir dan matrik tersebut disebabkan adanya karbida yang
terlepas dari batas butir, sehingga khrom yang terdeteksi berasal dari khrom pada
karbida batas butir yang lebih dalam dan tidak terlepas oleh etsa, dan adanya khrom
pada matrik yang ikut terdeteksi karena jangkauan EDAX. Tidak teramatinya daerah
deplesi khrom karena daerah deplesi khrom yang terbentuk tipis, sedangkan daerah
penetrasi yang terdeteksi oleh ED AX luas dan dalam. Hasil uji kuantitatif menggunakan
EDAX menunjukkan bahwa penyebaran khrom akibat dari pengelasan lalu didinginkan
346
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Oesember 2003ISSN 1693 -7902
ke udara adalah merata. Dari hasil uji EDAX di dapatkan bahwa fasa yang terjadi
sebelum pengelasan dilakukan adalah austenit. Selanjutnya setelah masukkan panas
sebesar 993 joule/em diperoleh fasa khrom-karbida dan fasa austenit karena komposisi
kimia sebelum dan sesudah dilakukkan pengelasan tetap sekitar 16-25 %Cr dan 8-20 %
Ni.
c). Daerah terkena pengaruh panas (HAZ)
Pada Gambar 3b terlihat batas butir yang kontinyu dan merupakan daerah yang
sangat tidak stabil. Sebab batas butir merupakan pertemuan kristal-kristal atom dengan
ukuran yang berbeda. Oleh karena itu energinya relatif lebih tinggi dari matriks pada
butimya. Hal ini menyebabkan batas butir lebih reaktif terhadap korosi yang terjadi
disekitar batas butir disebut korosi antar butir. Batas butir merupakan pemisah antara
butir yang berbeda orientasi sel-sel satuannya. Dengan demikian batas batas butir
merupakan daerah yang orientasi atom-atomnya tidak teratur, sehingga merupakan
tempat yang sangat tinggi energinya. Karena tingkat energinya tinggi, maka pada batas
butir mudah terjadi reaksi-reaksi pembentukkan senyawa termasuk juga khrom karbida.
Oleh karena itu maka di daerah batas butir akan terserang korosi.
Hasil pengujian struktur mikro pada daerah HAZ terlihat bahwa adanya
pembentukan sensitasi di daerah batas butir dengan struktur terdiri dari :
a). Butiran struktur mikro bainit kasar terletak sangat berdekatan dengan daerah
lebur yang mempunyai temperatur puncak tinggi, diperkirakan mencapai
temperatur antara 1050°C dan 1500°C.
b). Butiran struktur mikro bainit halus diperoleh akibat dari laju pendinginan
udara. Dengan demikian sebagian besar panas pengelasan berpindah secara
konduksi kesekitamya, diperkirakan terletak antara sedikit dibawah garis
solidus austenit dan 1050 °C.
c). Butiran antara halus dan kasar. Pada daerah butiran ini diperkirakan
temperatur puncak yang pemah dicapai terletak antara garis temperatur
723°C dan garis solidus austenit. Butiran ini diperkirakan terbentuk karena
terjadinya rekristalisasi alotropik parsial dimana hanya sebagian struktur
mikro yang berubah yakni fasa austenit ke perl it, sementara fasa ferit tetap
tidak berubah.
347
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Desember 2003 ISSN 1693- 7902
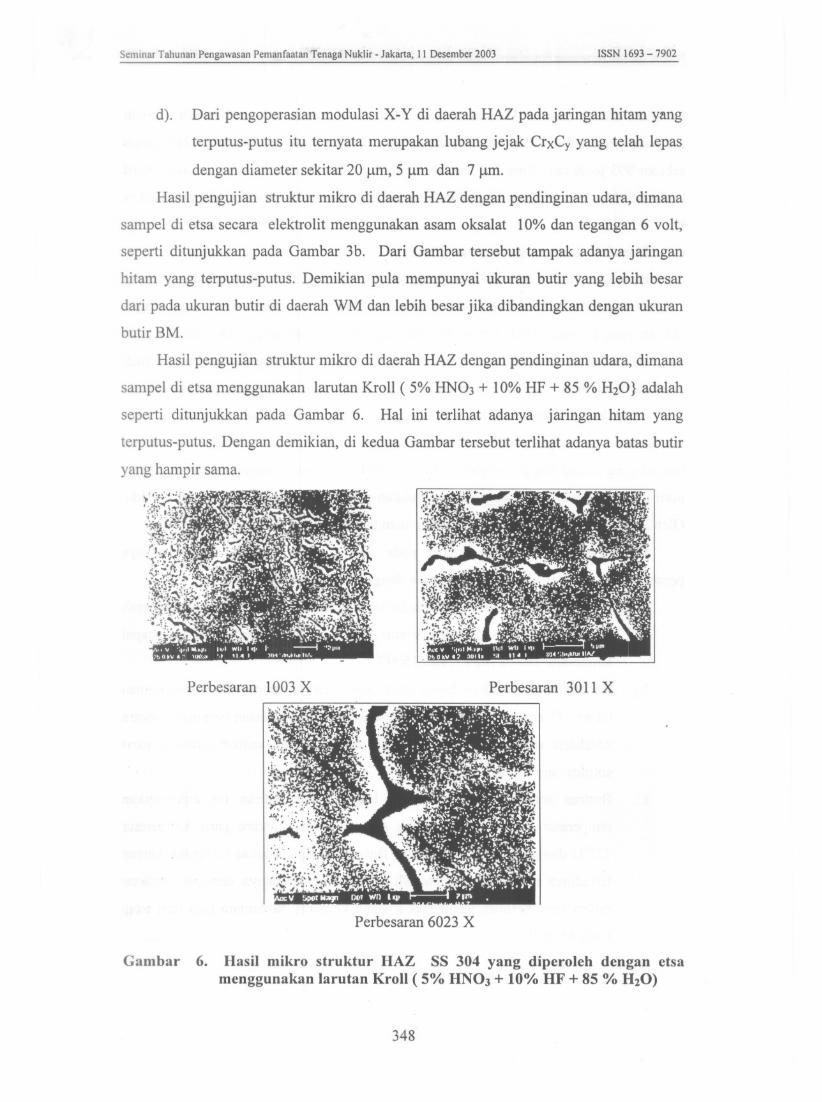
d). Dari pengoperasian modulasi X-Y di daerah HAZ pada jaringan hitam yang
terputus-putus itu ternyata merupakan lubang jejak CrxCy yang telah lepas
dengan diameter sekitar 20 flm, 5 flm dan 7 flm.
Hasil pengujian struktur mikro di daerah HAZ dengan pendinginan udara, dimana
sam pel di etsa secara elektrolit menggunakan asam oksalat 10% dan tegangan 6 volt,
seperti ditunjukkan pada Gambar 3b. Dari Gambar terse but tampak adanya jaringan
hitam yang terputus-putus. Demikian pula mempunyai ukuran butir yang lebih besar
dari pada ukuran butir di daerah WM dan lebih besar jika dibandingkan dengan ukuran
butir BM.
Hasil pengujian struktur mikro di daerah HAZ dengan pendinginan udara, dimana
sam pel di etsa menggunakan larutan Kroll ( 5% HN03 + 10% HF + 85 % H20} adalah
seperti ditunjukkan pada Gambar 6. Hal ini terlihat adanya jaringan hitam yang
terputus-putus. Dengan demikian, di kedua Gambar tersebut terlihat adanya batas butir
yang hampir sarna.
Perbesaran 1003 X
Perbesaran 6023 X
Perbesaran 3011 X
Gambar 6. Hasil mikro struktur HAZ SS 304 yang diperoleh dengan etsamenggunakan larutan Kroll ( 5% HN03 + 10% HF + 85 % H20)
348

Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Desember 2003 ISSN 1693 - 7902
Dari pengoperasian modulasi X-Y pada jaringan hitam yang terputus-putus itu
ternyata merupakan sensitisasi Cr23 C6 dengan diameter sekitar 5 flm. dan 2 flm. Ini
menunjukan bahwa etsa dengan larutan Kroll mempunyai efek yang sarna dengan etsa
elektrolit menggunakan asam oksalat 10 %.
HasH Laju Korosi Dengan Semprot Kabut Garam
Hasillaju korosi dengan metode semprot kabut garam ditunjukkan pada Gambar 7.
------- ---------------------------.-------.------
3.00E-06
2.50E-06 -~ ~ 2.00E-06-.§.
'"
1.50E-06'" •..'".:0:
';' 1.00E-06...:i5.00E-07
O.OOE+OO
0
24
-+- 8M (mm/yr)_ HAZ (mm/yr)-..- WM (mm/yr)
48 72.
Waktu (jam)I
Laju Korosi SS 304 J1-- ~.. --------
Gambar 7. HasHlaju korosi dengan metode uji kabut garam, SS304
Hasil laju korosi dengan metode kabut garam menggunakan 3,5% berat NaCI
dalam aquades sampai dengan 72 jam menunjukkan bahwa korosi maksimum pada
semua sampel SS 304, terjadi dengan waktu pengkabutan 24 jam yaitu sebesar 1,3E-06
mm/year Selanjutnya laju korosi minimum terjadi setelah 72 jam, hal tersebut
dikarenakan setelah 72 jam masing-masing material tersebut sudah mampu membentuk
Cr203 yang merupakan lapis lindung/salah satu pelapisan permukaan logam yang
sekaligus merupakan perisai terhadap serangan korosilketahanan serangan oksidasi dari
luar.
Sampel SS 304 menunjukkan ketahanan korosi dengan kategori sangat baik
secara umum hasil pengujian secara kualitatif dan kuantitaif yang diperoleh dengan uji
merusak dan tidak merusak di atas dapat di interprestasikan bahwa pengaruh pengelasan
349

Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir • Jakarta, II Desember 2003 ISSN 1693- 7902
memberikan efek proses korosi yang terjadi di batas butir di daerah HAZ, sehingga
batas butir bersifat anodik dan bagian tengah butir bersifat katodik.
KESIMPULAN
Dari hasil pengujian pengaruh pengelasan terhadap komposisi kimia dan eaeat las
menunjukkan bahwa :
a. Material Sampel uji as received memenuhi standars SS 304 di dalam Tabel
Internasional.
b. Pada sambungan pengelasan material sampel uji tidak diperoleh adanya
eaeat.
Dengan demikian material sampel uji pipa kanal hotleg reaktor dapat digunakan
untuk bahan penelitian. Selanjutnya dengan masukan panas yang sarna sebesar 993
joule/em, menggunakan las busur gas TIO menghasilkan beberapa hal unjuk
kerja/performance material sebagai berikut :
1. Dari hasil pengujian sampel, menggunakan diffraksi sinar X, mikroskop
optik, SEM) dan EDAX pada SS 304 diperoleh adanya korosi antar butir
(sensitisasi) pada garis lebur di daerah sambungan pengelasan dengan
endapan fasa Cr23 C6. Nilai kekerasan maksimum diperoleh pada SS 304,
Oleh karena itu ketahanan terhadap keausan tertinggi dieapai pada SS 304.
2. Dari hasil pengujian sampel menggunakan metode kabut garam, maksimum
laju korosi terjadi hingga 24 jam. Selanjutnya hingga 72 jam, laju korosi
yang diperoleh menjadi minimum, karena sudah terbentuk lapisan oksida
terutama Cr203 yang merupakan lapis lindung ketahanan korosi.
Dari hasil penelitian yang telah dilakukan di atas maka dapat disimpulkan bahwa
material SS 304 memiliki unjuk kerja (performance) baik setelah pengelasan.
350
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Oes.:mber 2003
DAFTAR ACUAN
ISSN 1693 - 7902
1. IKHUHISA HAMADA et aI, Intergranular Stress Corrosion Cracking Behavior of
Niobium-added Type 308 Stainless steel Weld Overlay Metal in a Simulated
BWR Environment. Elsevier, Nuclear Engineering and Design, 2002;
2. REYNALDA BELTRAN et. aI, Effect of Strain and Grain Size on Carbide
Precipitation and Corrosion Sensitization behavior in 304 Stainless Steel,
Pergamon, Departemen of Metallurgical and Material Engineering, The University
of Texas at aI., USA, 1996;
3. GUL YAEV.D., Structural Theory of Intergranular Corrosion of Austenitic
Stainless Steels, Moscow Institute of Chemical Engineering, 1975;
4. W. LUO, The Corrosion Resistance of OCr19 Ni9 Stainless Steel arc Welding
Joints With and Without arc Surface Melting, Elsevier, Materials Science and
Engineering, 2002;
5. AHMED H. Elsawy, Characterization of GTAW fusion line phases for
superferritic stainless steel weldments, Elsivier, 200 I;
6. G.E.Linnert, Welding Metallurgy Carbon and Steel, AWS, New York USA,1983;
7. G.F. Vander Voort, Matallography Principles and Practice, Mc. Graw Hill, New
York, 1984;
8. PUSDIKLAT-BATAN, Sumber Radiasi dan Peralatan Radiografi, 1998;
9. DR. Jhony Wahyuadi Soedarsono, Buku kuliah Corrosion Principles, 2000.
DISKUSI
Pertanyaan (Jr. Puradwi, P2TKN - BATAN)
a). Apakah sampel uji dibuat lebih dari satu atau lebih dalam pengujian korosi?
b). Apakah pengujian korosi dilakukan secara kontinyu atau tidak?
Jawaban (Johny Wahyuadi Soedarsono, Fakutas Teknik Metalurgi - VJ)
a). Sampel uji dibuat masing-masing 3 buah yang di perlakukan uji korosi masing
masing selama 24 jam, 48 jam dan 72 jam.
b). Pengujian dilakukan secara kontinyu dan diskontinyu.
351