PI
55
Bab II Profil PT Dirgantara Indonesia 2.1 Sejarah Singkat Cikal bakal PT Dirgantara Indonesia sebenarnya telah mulai muncul sejak masa awal kemerdekaan Indonesia. Saat itu upaya perintisan dilakukan dengan peralatan dan material yang cukup sederhana. Tercatat dalam sejarah, pesawat pertama yang diterbangkan tahun 1948 di lapangan udara Maospati dengan nama RI-X WEL-1 hasil rancangan Wiweko Soepono. Disusul tahun 1954, Nurtanio Pringgoadisuryo pun berhasil merancang sebuah pesawat dengan nama NU-200. Tidak hanya itu, badan yang diprakarsai Nurtanio bernama Depot Penyelidikan, Percobaan dan Pembuatan Pesawat Terbang (DPPP) yang didirikan Agustus 1961 telah mampu membuat pesawat terbang eksperimental seperti Belalang (pesawat latih), Si Kunang (pesawat olah raga), Kolintang dan Gelatik. Pada tahun 1962 nama DPPP diubah menjadi Lembaga Persiapan Industri Penerbangan (Lapip) sesuai dengan misi dan sasaran yang ingin dicapainya. Selanjutnya pada tahun 1966 diubah lagi menjadi Lembaga Industri Penerbangan Nurtanio (Lipnur) sebagai penghormatan jasa-jasa Nurtanio yang meninggal saat uji terbang. 1
-
Upload
ricky-cahyasari-putra -
Category
Documents
-
view
37 -
download
0
Transcript of PI

Bab II
Profil PT Dirgantara Indonesia
2.1 Sejarah Singkat
Cikal bakal PT Dirgantara Indonesia sebenarnya telah mulai muncul sejak
masa awal kemerdekaan Indonesia. Saat itu upaya perintisan dilakukan dengan
peralatan dan material yang cukup sederhana. Tercatat dalam sejarah, pesawat
pertama yang diterbangkan tahun 1948 di lapangan udara Maospati dengan nama
RI-X WEL-1 hasil rancangan Wiweko Soepono. Disusul tahun 1954, Nurtanio
Pringgoadisuryo pun berhasil merancang sebuah pesawat dengan nama NU-200.
Tidak hanya itu, badan yang diprakarsai Nurtanio bernama Depot Penyelidikan,
Percobaan dan Pembuatan Pesawat Terbang (DPPP) yang didirikan Agustus 1961
telah mampu membuat pesawat terbang eksperimental seperti Belalang (pesawat
latih), Si Kunang (pesawat olah raga), Kolintang dan Gelatik.
Pada tahun 1962 nama DPPP diubah menjadi Lembaga Persiapan Industri
Penerbangan (Lapip) sesuai dengan misi dan sasaran yang ingin dicapainya.
Selanjutnya pada tahun 1966 diubah lagi menjadi Lembaga Industri Penerbangan
Nurtanio (Lipnur) sebagai penghormatan jasa-jasa Nurtanio yang meninggal saat
uji terbang.
Fase pendahuluan perkembangan industri penerbangan nasional kemudian
memasuki tonggak pertama ketika aset Lipnur (TNI AU) dengan ATTP
(Pertamina) dilebur menjadi Industri Pesawat Terbang Nurtanio, 23 Agustus
1976. Industri ini menjadi salah satu kekuatan dirgantara nasional sebab dari
situlah sejarah industri pesawat terbang modern selanjutnya dibangun untuk
menghadapi tantangan jaman serta dipacu percepatannya.
Pada periode ini juga, segala aspek baik infrastruktur, fasilitas, sumber daya
manusia, hukum dan peraturan, beserta semua yang berkaitan dan mendukung
keberadaan industri pesawat terbang diatur secara menyeluruh. Tanggal 11
Oktober 1985, PT Industri Pesawat Terbang Nurtanio diubah menjadi PT Industri
Pesawat Terbang Nusantara (IPTN) setelah melakukan pembangunan berbagai
fasilitas serta sarana dan prasarana yang diperlukan. Industri ini kemudian
1

mengembangkan teknologi canggih dan konsep transformasi teknologi yang
memberikan hasil yang optimal sebagai upaya untuk menguasai teknologi
penerbangan dalam waktu yang relatif singkat yaitu 20 tahun.
Berpegang pada filsosofi transformasi teknologi “Begin at the End and End
at the Beginning” IPTN telah berhasil mentransfer teknologi penerbangan yang
rumit dan terbaru. IPTN secara khusus telah menguasai desain pesawat terbang,
rekayasa pengembangan serta manufaktur pesawat komuter kecil dan sedang.
IPTN bekerja sama dengan pihak pabrikan melaksanakan pembuatan berbagai
jenis pesawat terbang, seperti C212 Aviocar, C235, NBO105, NBK117, BN109,
SA330 Puma, NAS332 Super Puma dan Nbell412. Hal ini kemudian berlanjut
pada keberhasilan membuat pesawat N250 dan N2130.
Perjalanan sejarah IPTN kemudian memasuki masa-masa sulit manakala
krisis moneter yang menimpa Indonesia sejak pertengahan tahun 1997 ternyata
meluas ke arah krisis multi dimensi yang meliputi bidang-bidang ekonomi, sosial,
budaya, hukum, akhlak dan hankam. Dampaknya pada kehidupan masyarakat
Indonesia sangat besar, tidak terkecuali bagi kelangsungan IPTN. Dampak krisis
tersebut memaksa pemerintah menyurutkan dukungan secara politis dan
mengurangi suntikan dana yang sebelumnya merupakan sendi tempat IPTN
bergantung. Hal inilah yang tidak diantisipasi oleh IPTN, diperparah lagi dengan
kondisi internal IPTN yang secara finansial dan menejerial kurang mandiri..
Di tengah mulai memburuknya kondisi IPTN, Presiden RI, KH.
Abdurrahman Wahid pada tanggal 24 Agustus 2000 meresmikan perubahan nama
menjadi PT Dirgantara Indonesia. Perubahan nama tersebut dimaksudkan untuk
memberi nafas dan paradigma baru bagi perusahaan. Meski persoalan yang timbul
pun semakin rumit dan kompleks, hal ini disebabkan volume bisnis jauh lebih
kecil dari sumber daya yang tersedia, pengaruh SP-FKK sangat besar dalam
pengelolaan perusahaann, budaya organisasi tidak sehat, Direksi tidak berfungsi
sebagaimana mestinya, ketidakadaan modal kerja, beban gaji melebihi
kemampuan serta beban hutang yang masih besar (SLA & RDI). Upaya
penyelamatan PT DI akhirnya dilakukan didasarkan atas beberapa fakta bahwa PT
DI adalah aset nasional, industri strategis yang mendukung kepentingan nasional
dan memiliki kemampuan kedirgantaraan.
2

Strategi penyelamatan yang dilakukan diawali dengan tahap Rescue (sampai
dengan Desember 2003), Recovery (Januari-Desember 2004) dan kemudian
dilanjutkan dengan tahap Pertumbuhan bisnis.
Penyelamatan perusahaan dan penanganan karyawan diantaranya dilakukan
dengan:
1. Program pengrumahan sementara yang berlaku bagi seluruh karyawan selama 6
bulan untuk Stop-Bleeding, peningkatan produktivitas dan pemulihan
kepercayaan pelanggan
2. RUPS luar biasa berupa pinjaman modal kerja senilai US $ 39 Juta untuk
PAF/TUDM/MPA-AU/BAe, restrukturisasi keuangan PMS dan RDI/SLA,
pencabutan SKEP sistem pengupahan 15/10/02 kembali ke sistem sebelumnya,
seleksi ulang seluruh karyawan, rasionalisasi 6000 Karyawan, jual aset non-
produktif serta pengubahan susunan BOD & BOC.
3. Program seleksi ulang karyawan oleh Konsultan SDM independen "Perso Data"
4. Program Re-staffing (pemanggilan karyawan yang lulus seleksi ulang)
5. Program Pemutusan Hubungan Kerja (PHK) dilakukan dengan sosialisasi
secara cascade dan melalui media massa
6. Program Re-deployment/Career Change Program berupa konversi kompetensi,
penyaluran ke BUMN lain, penyaluran ke perusahaan swasta lain, penyaluran
ke luar negeri, Training Entrepreneurship dan Family Counseling
7. Konsep PT DI baru, Re-Fokus lini usaha (terbagi menjadi 4: Aircraft,
Aerostructure, Maintenance dan Engineering Service), organisasi baru,
restrukturisasi sumber daya, bisnis proses baru dan budaya perusahaan baru .
Saat ini PT DI masih tetap terus berproduksi untuk berusaha memenuhi
kontrak kerja yang telah disepakatinya. Meski dengan berbagai kendala dan
kekurangan yang ada. Bagaimanapun langkah-langkah yang telah diambil
diharapkan cukup memadai memperbaiki kinerja, efisiensi dan efektifitas
perusahaan. Sehingga bukan hal yang mustahil PT DI nantinya bangkit kembali
sebagaimana yang diharapkan seluruh bangsa dan negara ini.
3

2.2 Diskripsi Bisnis
o Manufaktur pesawat terbang dan helikopter
o Jasa Engineering/Rancang bangun
o Jasa perawatan pesawat dan mesin pesawat
o Jasa manufaktur (pesawat, pertahanan dan industrial)
2.3 Visi dan Misi
2.3.1 Visi
Menjadi perusahaan berbasis teknologi dirgantara yang unggul dalam
rekayasa, rancang bangun, manufaktur, dan produksi pesawat terbang untuk
angkutan penumpang dan kargo, baik untuk kepentingan komersial maupun
militer yang mampu meraih keuntungan berdasarkan keunggulan kompetitif pada
pasar domestik dan regional.
2.3.2 Misi
Dirgantara Indonesia yang unggul dan berorientasi bisnis
2.4 Strategi
Dalam jangka panjang terdapat dua tahap sasaran perusahaan :
1. Tahap konsolidasi dan survival (2001-2003)
2. Tahap tumbuh dan sehat (2004 dan seterusnya)
Langkah-langkah strategis meliputi empat upaya :
1. Reorientasi bisnis
2. Restrukturisasi sumber daya manusia dan organisasi
3. Restrukturisasi keuangan dan permodalan
4. Program peningkatan kinerja keuangan
2.5 Pengabdian Masyarakat
Sejak tahun 1995 PT Dirgantara Indonesia membentuk Tim Pembina Pabrik
Domestik (TP2D) yang bertujuan mendorong pertumbuhan industri nasional.
Aktivitas yang dilakukan adalah pelatihan-pelatihan teknologi dan peningkatan
SDM kepada industri kecil dan menengah yang berbasis teknologi. Telah dibina
4

30 perusahaan yang terdiri dari industri manufaktur, pemeliharaan bengkel,
supplier, laboratorium dan perusahaan penerbangan. Saat ini sedang disiapkan
program yang sama untuk perusahaan yang tergabung dalam ASPEP (Asosiasi
Permesinan dan Pekerjaan Logam).
2.6 Budaya Perusahaan
Budaya perusahaan PT Dirgantara Indonesia dijarkonkan sebagai SPEED,
yakni:
Solid, kompak dan bersinergi sebagai tim, bersikap tulus dan terbuka
untuk mencapai tujuan perusahaan
Professional, ahli dan kompeten sesuai dengan norma profesinya
Excellent, tekad untuk memperoleh keunggulan dan standar kualitas
tertinggi
Enthusiast, semangat dan gairah dalam bekerja dan menghadapi tantangan
Dignity, martabat berlandaskan iman dan takwa
2.7 Produk dan Jasa
2.7.1 Produk
1. Aircraft Full Development :
N250
N2130
2. Aircraft Joint Development and Production:
CN235 Sipil
CN235 Militer
CN235 Maritim
3. Aircraft under license Production :
NC212
4. Helicopter under license Production :
NBELL-412 HP/SP – medium twin helicopter
Super Puma NAS-332 – heavy helicopter
NBO-105 CB/CBS – light twin helicopter
5

5. Subcontract Program :
Boeing B737, B757, B767
Lockhead F16
Mitsubishi Heavy Industry
Airbus A330, A340, A380
2.7.2 Jasa
Engineering work packages; design, development. testing
Manufacturing subcontracts
Aircraft Maintenance Repair and Overhaul (MRO)
Engine Maintenance Repair and Overhaul (MRO)
Aircraft Industrial Tooling & Equipment Manufacturing
2.7.3 Hasil yang Telah Dicapai
A.Produk dan Jasa
Memproduksi sekitar 298 unit pesawat terbang dan helikopter (97 unit
NC212, 38 unit CN235, 114 unit NBO105, 27 unit NBELL412, 22
NAS332)
Memproduksi 50.000 unit roket dan 150 unit terpedo
Memproduksi 10.000 unit komponen pesawat terbang (F-16, Boeing,
Airbus)
B.Penguasaan Teknologi
Engineering approval: sertifikasi komponen dan pesawat dari DGAC,
IMAA, serta JAA Eropa
Quality Assurance approval: General Dynamic dengan persyaratan U.S.
Military Specification MIL-1- 45208A, Bae, Lockhead, The Boeing
Company, Daimler-Benz Aerospace, dan DGAC
Fabrication Approval : CASA, The Boeing Company, Fokker, Helikopter
Textron dan Bell.
6

Product Support, Maintenance & Overhaul
a. Aircraft Services Approval :
DGAC (sertifikat menejemen organisasi), Terms of Approval Sultanete
dari OMAN (DGCAM), HANKAM (sertifikat stasiun perbaikan
pesawat militer)
b. Nusantara Turbin & Propulsi Approval :
o Otoriti:
DGAC, FAA, ATO dari Filipina, DGCAM OMAN, TNI-AU,
GCA dari Malaysia
o Manajemen:
ISO-9002 (QSC-5508) dari DNV Belanda
o Manufaktur:
Allison-Rolls Royce, Rolls Royce, Garret-Allied Signal, Pratt &
Whitney United Technology, General Electric, CFM International,
Solar Turbine - Caterpilar, Union Pump, Cooper Industries
Rancang bangun
a. Rancang bangun dan pengembangan N250 pesawat turbo prop
berkapasitas 50-70 orang dengan teknologi canggih di kelasnya. Tahap
yang dicapai : produksi prototip dan terbang perdana
b. Rancang bangun N2130 pesawat turbo jet regional berkapasitas 100-130
orang. Tahap yang dicapai desain pendahuluan (preliminary design)
2.8 Tata Kerja Perusahaan
Secara garis besar proses produksi pesawat mencakup beberapa tahapan,
diantaranya:
1. Gudang penyimpanan
Sebelum bahan baku diproses menjadi komponen terlebih dahulu dilakukan
evaluasi dan pengujian Quality Assurance melalui destruction inspection maupun
non-destruction inspection. Pengujian dimaksudkan untuk mengetahui kualitas
dan adanya korosi. Selanjutnya bahan baku tersebut ditempatkan di gudang
penyimpanan sesuai dengan spesifikasinya.
7

2. Pre-cutting
Bahan baku yang sudah diperiksa dikirim ke bagian pre-cutting sesuai
dengan permintaan bagian produksi disertai job card yang tersedia. Proses ini
dilaksanakan antara lain untuk menghemat bahan yang diproses, memudahkan
pelaksanaan dan pengontrolan bahan. Bahan yang telah dipotong diperiksa
kembali oleh Quality Assurance dan dikirim ke Fabrikasi untuk proses selanjutnya
3. Fabrikasi
Bagian ini bertugas membuat komponen pesawat terbang dan helikopter
serta membuat dan menyiapkan tool dan jig sebagai alat bantu pembuatan
kompenen. Pembuatan komponen dilakukan melalui proses permesinan maupun
tidak (di machining shop maupun sheet metal formin). Perlakuan lain yang
diterapkan untuk komponen di atas:
a. Heat treatment
Suatu perlakuan yang diterapkan terhadap bahan baku sehingga lebih
memudahkan proses pembuatan komponen. Proses yang dilakukan antara lain:
pengerasan, pelunakan dan penormalan kembali. Ketiga hal tersebut di atas
dilakukan dengan cara pemanasan, pendinginan dan kombinasi antara pemanasan
dan pendinginan. Komponen yang memerlukan perlakuan di atas adalah
komponen yang dibuat dengan cara pengepresan
b. Surface treatment
Suatu perlakuan pelapisan komponen secara kimiawi sehingga komponen
lebih tahan korosi. Selain di atas terdapat perlakuan lain terhadap komponen
dengan cara chemical milling. Komponen yang mendapat perlakuan di atas antara
lain yang dibuat di sheet metal forming, machining shop juga komponen-
komponen yang dibentuk dengan cara stretch forming dan rubber press.
c. Pengecatan dasar
Suatu perlakuan lanjut agar komponen-komponen di atas lebih tahan korosi.
Sebelum komponen-komponen di atas dirakit dibagian fixed wing dan rotary wing
diadakan pengujian final oleh bagian Quality Assurance sesuai data yang
tercantum dalam dokumen.
8

4. Rotary Wing
Bertugas merakit pesawat helikopter dari struktur awal sampai final,
termasuk di dalamnya mesin, sistem elektrik, sistem avionik, interior dan
sebagainya. Perakitan yang disesuaikan dengan pesanan atau kebutuhan pemesan
yang disesuaikan dengan misi dan fungsi pesawat tersebut dalam operasi.
5. Fixed Wing
Bertugas merakit pesawat bersayap tetap dan proses perakitannya sama
seperti rotary wing.
Skematis tata kerja pembuatan sebuah pesawat selengkapnya ditunjukkan
pada gambar 1.
Gambar 1 Skematis Tata Kerja PT Dirgantara Indonesia
9

BAB III
TINJAUAN PUSTAKA
2.1 Gambaran Umum Proses Pemesinan
2.1.1 Definisi Proses Pemesinan
Proses pemesinan merupakan suatu proses pemotongan logam dengan
menggunakan mesin perkakas, yang memanfaatkan gerak relatif antara pahat
dengan benda kerja sehingga menghasilkan suatu produk sesuai dengan
spesifikasi geometri yang diinginkan, dan menghasilkan chips removal atau sisa
hasil pemotongan.
2.1.2 Klasifikasi Mesin yang digunakan
Klasifikasi dari mesin dapat kita bagi menjadi 2 jenis yaitu :
a. Mesin Konvensional
b. Mesin CNC
A. Mesin Konvensional
Mesin konvensional merupakan meisn yang digunkaan untuk membuat
suatu produk dengan menggunakan pahat (cutter) dalam proses pemotongan
logam dan non logam. Seperti : proses bubut, freis, gurdi, sekrap, dll.
Proses konvensional diklasifikasikan menjadi empat, antara lain :
1. Berdasarkan Gerak Relatif Pahat
Gerak relatif merupakan gerak terhadap titik acuan, gerak relatif pahat
terhadap benda kerja akan menghasilkan geram dan permukaan baru sesuai
dengan bentuk yang diinginkan setelah dilakukan proses pemesinan.
Berdasarkan gerak relatif pahat terhadap benda kerja dapat dikelompokan
menjadi dua yaitu :
- Gerak potong (cutting movement)
- Gerak makan (feeding movement).
10

2. Berdasarkan Jumlah Mata Pahat yang digunakan
Pada proses pemesinan setiap mesin pekakas yang kita gunakan memiliki
jumlah mata pahat yang berbeda-beda. Jenis pahat yang digunakan sesuaikan
dengan bentuk permukaan akhir dari produk.
3. Berdasarkan Orientasi Permukaan
Dilihat dari segi orientasi permukaan, proses pemesinan dapat
diklasifikasikan menjadi dua proses yaitu:
- Permukaan berbentuk silindrik atau konis
- Permukaan berbentuk rata/lurus dengan atau tanpa putaran benda kerja.
4. Berdasarkan Mesin yang Digunakan
Dalam proses pemesinan jika kita ingin melakukan suatu pekerjaan, maka
perlu kita ketahui terlebih dahulu dengan mesin apa kita gunakan sehingga produk
yang kita buat sesuai dengan yang diinginkan.
Dalam satu jenis mesin perkakas kita dapat melakukan beberapa proses
pemesinan, Misalnya; pada mesin bubut selain membubut dapat pula digunakan
untuk menggurdi, memotong, dan melebarkan lubang (boring) dengan cara
mengganti pahat dengan yang sesuai.
B. Mesin CNC
Mesin CNC merupakan mesin yang pergerakannya di lakukan berdasarkan
program yang telah di buat sebelumnya. Jadi mesin ini bekerja secara otomatis
setelah program yang di masukan pada mesin tersebut berjalan.
Contoh dari mesin CNC adalah : Turning , Milling
Gambar 2.1 CNC Turning Dan Milling
11

Proses pemesinan berdasarkan mesin konvensional dan CNC
Tabel 2.1 proses pemesinan berdasarkan mesin konvensional dan CNC
No. konvensional CNC
1 Mesin Bubut Turning
2 Mesin Frais Milling
2.1.3 Elemen Dasar Proses Pemesinan
Ada lima elemen dasar proses permesinan, yaitu :
1. Kecepatan potong (cutting speed) : Vc (mm/min)
2. Kecepatan makan (feeding speed) : Vf (mm/min)
3. Kedalaman potong (depth of cut) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min), dan
5. Kecepatan penghasilan geram (rate of metal removal) : Z (cm3/min)
Elemen proses pemesinan (Vc, Vf, a, tc dan Z) dihitung berdasarkan
dimensi benda kerja dan pahat, serta besaran dari mesin perkakas. Besaran mesin
perkakas diatur ada bermacam-macam tergantung pada jenis mesin perkakas.
Oleh sebab itu, rumus yang dipakai untuk menghitung setiap elemen proses
pemesinan dapat berlainan.
12

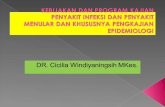
2.2 13 Elemen Penting Proses Pemesinan CNC
13 elemen penting dalam CNC machining shop dapat di lihat dari bagan berikut :
Gambar 2.2 Skema 13 elemen mesin CNC
13
CNC Machining shop
CNC Machining shop
materialmaterial
Safety toolsSafety tools
SOPSOP
operatoroperator
mesinmesin
fixturefixture
Process sheet
Process sheet
Cutting toolCutting tool
Measuring tool
Measuring tool
Common tool
Common tool
NCODNCOD
Drawing and specificationDrawing and specification
Command media
Command media

Dalam Proses Machining di CNC shop,setidaknya ada 13 elemen penting
yang harus ada,yaitu sebagai berikut :
1. Operator
Operator adalah orang yang berfungsi untuk mengoperasikan suatu mesin.
Syarat-syarat Pokok menjadi operator :
Knowledge
Knowledge merupakan pengetahuan dari operator dalam mengoperasikan
mesin yang akan di gunakan. Pengetahuan tersebut harus di dimiliki oleh setiap
operator, tidak hanya dalam mengoperasikannya tetapi juga mengetahui
permasalahan yang terjadi apabila terdapat kesalahan pada mesin.
Skill
Skill adalah keahlian yang di miliki oleh setiap operator dalam
mengoperasikan mesin yang akan digunakan. Skill tersebut di dapatkan dari
training sebelum menjadi operator pada mesin tersebut.
Know How
Operator harus mengtahui bagaimana mesin tersebut bekerja,cara
menggunakan mesin tersebut.
Persyaratan pokok tersebut di dapatkan oleh operator dari pelatihan
(training) yang di lakukan sebelumnya.
2. Mesin
Model Mesin
a. Plano
Suatu mesin yang materialnya pembuatan partnya tidak terlalu besar.
14

Gambar 2.3 Model mesin jenis plano
b. Gantry
Mesin untuk pengerjaan part yang berukuran besar
Gambar 2.4 Model mesin jenis gantry
Mesin CNC
CNC adalah kependekan dari Computer Numerical Control. Mesin Milling
CNC adalah mesin milling dimana pergerakan meja mesin (sumbu X dan Y) serta
spindle (rumah cutter) dikendalikan oleh suatu program. Untuk NC programnya
dibuat oleh programmer dengan referensi dari drawing 2D diubah menjadi 3D
dengan software CATIA 3D. Program tersebut berisi langkah-langkah perintah
yang harus dijalankan oleh mesin CNC. Program tersebut bisa dibuat langsung
pada mesin CNC (huruf per huruf, angka per angka), yang hasil programnya
disebut dengan program NC, atau dibuat menggunakan PC plus software khusus
15

untuk membuat program NC. Program seperti ini disebut dengan CAM.
Kelemahan pembuatan program NC dengan cara manual pada mesin CNC adalah
waktu yang dibutuhkan sangat lama, akurasi tidak terjamin, mesin tidak bisa
digunakan pada saat pembuatan program NC berlangsung, dan banyak lagi.
CNC Machine merupakan mesin yang digunakan untuk mengerjakan
benda kerja dengan bentukan-bentukan yang lebih komplek. Semua control
menggunakan system electronik yang kompleks.
- CNC Controller
CNC Controller adalah perangkat controller yang komplek, lihat gambar
berikut ini.
Gambar 2.5 CNC Controller
Gambar di atas menunjukkan seperangkat controller untuk control X,Y,Z
axis dan Spindle beserta dengan PMC input-output module. belum termasuk CPU
CNC controller. pada sesi berikutnya saya jelaskan lebih detail lagi tentang
kontroller yang satu ini.
Mesin dapat di bedakan menjadi mesin vertikal dan horizontal.
- Mesin vertikal merupakan mesin yang arah pergerakan spindel nya vertikal
terhadap benda kerja. kelebihan dari mesin ini di bandingkan dengan mesin
horizontal adalah memiliki rotary table untuk 5 axis,yakni meja mesin yang dapat
16

berputar. Kekurangan dari mesin ini adalah setiap penggantian pengerjaan part,
operator harus memulai program awal lagi.
- Mesin horizontal merupakan mesin yang pergerakan spindelnya horizontal
terhadap benda kerja. Kelebihan mesin horizontal ini adalah memiliki pallet lebih
dari 2. Serta saat part 1 bekerja dan operator dapat memasang material untuk
pengerjaan part 2 tanpa menggangu program, jadi mesin dapat bekerja
berkelanjutan . Kekurangan pada mesin horizontal adalah harga mesin yang lebih
mahal di banding mesin vertikal.
Berdasarkan arahnya, mesin dapat di bedakan menjadi mesin 3 axis, 4 axis
dan 5 axis.
- 3 axis yakni mesin yang arah axisnya x,y,z.
- 4 axis adalah mesin yang arah axisnya x,y,z,b.
- 5 axis adalah mesin yang arah pergerakan axisnya x,y,z,a,b.
Di PT. Dirgantara Indonesia memiliki mesin dengan 3, 4, dan 5 axis. mesin
yang diamati saat ini adalah mesin 3 axis yaitu mesin QUASER MV 184. Salah
satu contoh mesin dengan 4 axis yang di ada di PT. Dirgantara adalah mesin
MILLAC 6H, sedangkan mesin 5 axis mesin DECKEL MAHO.
(a )mesin 5 axis (b) mesin 4 axis
Gambar 2.6 (a)mesin 5 axis, (b)mesin 4 axis
17

Linear Axis
Linear axis adalah sumbu yang bergerak secara linear. Umumnya mesin CNC
machining center mempunyai 3 sumbu linear, yaitu X,Y dan Z axis. Pergerakan
dari 3 sumbu tersebut adalah orthogonal.
Gambar 2.7 Linear Axis
Magazine tool
Magazine adalah tempat penyimpanan cutting tool yang berada di mesin.
Semua cutting tool yang di gunakan dalam proses di simpan dalam magazine ini.
Gambar 2.8 Magazine tool
Spindle
18

Spindle adalah alat pemegang cutting tool untuk melakukan proses.
Spindle dapat di putar sesuai dengan yang di inginkan, namun kecepatan putarnya
maksimal sesuai dengan spesifikasi dari motor spindle yang di gunakan.
Gambar 2.9 Spindle
Spesifikasi mesin Quaser MV 184
CNC : Mitsubishi M720
Table size : 1200 x 600 (mm)Travel X : 1060 mm Y 610 mm
Z 610 mm
Distance spindle nose to table s : 100 – 710 (mm)
Table load cap. : 500 kg
Rapid : 32 m/min (X, Y) 24 m/min (Z)
Feed : 0 – 10000 mm/min
Spindle RPM : 10000 RPM, 15kWTape and tool shank : BT40Pullstud : see picture
19

ATC : 30 potsCoolant tank : 300 LT-slot table : 18 mm, 5 T-slot lines, 100mm pitch
Space:
20

G-codes : standard G-codesG90/G91, G01/G02/G03/G00, G04, G20/G21, G40/G41/G42, G43/G44/G49, G53, G80/G81/G82/G83/G85,
M-codes : will be informed later for complete M-codesThe standard M-codes as follows:
M00: machine stopM01: optional stopM03: spindle CWM04: spindle CCWM05: spindle stopM06: Auto tool changeM08: coolant ON
21

M09: coolant OFFM02: end of programM30: end of program
Total power required : 30 kVA 380VAC, 50Hz, 3 ph.
Gambar 2.10 Mesin QUASER MILLING MV 184 SERIES
3. Material
Material adalah bahan yang akan diproses di mesin untuk menjadi sesuai
dengan yang diinginkan. Material dapat di bagi menjadi 2 jenis yaitu material
logam dan non logam.
1. Material non logam seperti: flexiglass (aklerik), teflon.
2. Material logam merupakan material dengan unsur paduan atau Alloy seperti :
titanium, alumunium, steel ,stainless steel, tembaga,dll.
22

Di PT. Dirgantara material yang banyak di pakai untuk pembuatan part
adalah alumunium (Al). Raw material yang tersedia terdapat dalam beberapa
bentuk yakni : block, plate, sheet, rod, pipe, extrude hexagon, forging.
Sedangkan untuk Quaser Milling Mv 184 Series yang kami amati,material yang
dikerjakan adalah alumunium (Al) dan pengerjaannya hanya berupa plate dan
blok saja.
Material untuk membuat part spart bracket pada Pesawat Airbus 321
yang kami amati adalah padauan aluminium 7050-T7651-ABM3-1029. Dengan
dimensi 50x290x300mm. Perlu diketahui bahwa setiap paduan diberi nomor
empat digit,dimana digit pertama menunjukkan elemen paduan utama.
Seri 1000 adalah aluminium alloy dengan kandungan aluminum 99%
Seri 2000 adalah aluminum paduan dengan tembaga ,untuk industry
kedirgantara,tetapi rentan terhadap korosi dan digantikan oleh seri 7000 dalam
desain baru.
Seri 3000 yaitu seri paduan dengan mangan
Seri 4000 yaitu paduan dengan silicon.Biasanya dikenal dengan nama silumin.
Seri 5000 yaitu paduan dengan magnesium.
Seri 6000 yaitu paduan dengan magnesium dan silicon,mudah untuk proses
permesinan.
Seri 7000 yaitu paduan dengan seng, memiliki kekuatan tertinggi dari paduan
aluminium.
Seri 8000 adalah kategori yang digunakan untuk paduan Lithium.
4. Fixture ( Clamping)
Fixture adalah alat untuk memegang / Positioning benda kerja pada saat
proses machining dilakukan.
Tujuan Utama dari Fixture adalah untuk :
Mengurangi biaya produksi
Mempertahankan kualitas yang konsisten
Memaksimalkan efisiensi
Memungkinkan berbagai bagian yang akan dibuat untuk spesifikasi yang benar
Mengurangi kesalahan Operator pada saat pemsangan benda kerja
23

Gambar 2.11 Fixture
Material dari fixture ini di usahakan sesuai dengan material dari benda
kerja yang akan di buat untuk menghindari terjadinya korosi.
Design dari fixture adalah :
Repaetibility
Repeatibility adalah fixture yang di design agar dapat di gunakan berulang
kali pemakaian. Karena untuk sebuah part tidak hanya di buat untuk sekali
pemakaian fixture tetapi berulang kali. Selain itu juga dapat mengurangi ongkos
produksi.
Di PT. Dirgantara Indonesia memiliki 3 jenis fixture yang di gunakan
dalam proses pembuatan part. Fixture tersebut adalah :
Universal fixture
Universal fixture merupakan fixture yang paling umum dipakai dalam
pembuatan part dan pada Fixture ini kita dapat membuat berbagai jenis part. Jarak
antara hold down nya adalah kelipatannya sama.
General fixture
Di gunakan hanya untuk memegang dan tidak memiliki koordinat system.
Pada general fixture hanya di gunakan untuk 1 media atau 1x pencekaman saja.
Individual fixture
Individual fixture adalah Fixture khusus hanya untuk satu part saja.
Terdapat 2 jenis individual fixture yang ada pada PT. Dirgantara Indonesia yaitu :
Block
24

Type ini hanya di gunakan untuk DPM (Detail forging Part
Manufacturing) tersendiri.
Forging
Type ini di gunakan untuk benda kerja yang hampir menyerupai benda
jadi.
Pada pembuatan part yang diamati jenis fixture yang di gunakan adalah
universal fixture.
Gambar 2.11 Fixture
5. Cutting tools
Cutting Tool
Cutting tool adalah alat / perkakas yang di gunakan untuk membentuk proses
machining. Yang masuk kategori cutting tool adalah :
Gambar 2.12 Cutting Tool
1. Drill (mata bor)
2. Tap
3. Cutter
4. Milling
5. End Mill
25

6. dll.
Cutter
Cutter pada mesin milling mempunyai bentuk silindris, berputar pada
sumbunya dan dilengkapi dengan gigi melingkar yang seragam.
Keuntungan cutter dibanding dengan pahat bubut dan pahat ketam adalah
setiap sisi potong dari cutter frais mengenai benda kerja hanya dalam waktu yang
pendek pada proses pemotongan selama 1 putaran cutter frais dan pendinginannya
pada waktu sisi potong mengenai benda kerja, maka hasilnya cutter frais akan
lebih tahan lama.
Jenis – jenis material pahat :
a. High Speed Steel (HSS)
Baja paduan tinggi dengan Unsur paduan krom (Cr) dan Tungsten (W)
Kecepatan potong sekitar 3x kec potong CTS
b. Karbida
Dibuat dengan proses powder metalurgy dengan cara sintering serbuk
karbida (dengan bahan dasar Tungsten (W), Titanium (Ti) dan Tantalum (Ta)
dengan pengikat cobalt. Memiliki Hot hardness yang lebih baik dari pahat
sebelumnya sehingga dapat dipakai pada kec potong tinggi.
Fungsi dari cutting tool adalah untuk membentuk benda kerja sesuai
requirement.Di PT.Dirgantara Indonesia,Kebutuhan cutting tool disuplai oleh
bagian Tool Service.
Sebagian besar cutting tool milik PT.Dirgantara Memiliki identitas sendiri
yaitu dengan kode NTS-.Misalnya :
D1 = Diameter mata potong cutter
NTS0001-D1XL1XL2 L1 = Panjang mata potong
HSSCo L2 = Panjang cutter
Material = HSSCo
Lae-sprilal
26

Berikut ini beberapa jenis cutter :
A. Alat Potong Cutter
1. Berdasarkan fungsi dan bentuknya
a. Cutter face cutting
1) End Mill Cutter
Merupakan cutter dengan sisi potong pada ujung muka dan pada sisi
spiralnya, End Mill dibuat dari diameter 0.5 – 50 mm dengan tipe tangkai yang
bermacam – macam, ada yang bertangkai lurus dan ada yang konus.
Gambar 2.13 End Mill Cutter
b. Cutter side cutting
1) Plain Mill Cutter
Cutter ini digunakan untuk pengefraisan horisontal dari permukaan yang
datar. Memiliki bentuk hampir sama dengan SEMC tetapi cutter ini hanya
memiliki sisi potong spiral pada bagian meingkarnya, dan memiliki lubang
berpasak untuk pemasangan pada arbor.
Gambar 2.14 Plain Mill Cutter
27

2) Disk Cutter
Cutter ini memiliki bentuk pipih dan dapat digunakan pada pembuatan slot
maupun slitting, sisi potong dari cutter jenis ini ada yang rata, dan ada juga yang
zig-zag.
Gambar 2.15 Disk Cutter
c. Cutter profil
1) T-slot Cutter
T-slot Cutter digunakan untuk membuat alur berbentuk T. memiliki sisi
potong di bagian yang melingkar, dengan sudut helix yang saling berlawanan. T-
slot Cutter ada 2 jenis, yaitu T-slot dengan shank rata dan T-slot dengan shank
berulir.
28

Gambar 2.16 T-slot Cutter
2) Prisma Cutter
Cutter yang digunakan untuk menghasilkan profil V pada benda kerja,
dengan sudut potong 45o, 600 dan 90o
Gambar 2.17 Prisma Cutter
2. Berdasarkan fungsi pengerjaannya
a. Cutter roughing
Cutter yang digunakan untuk proses roughing pada benda kerja, dimana
proses pengerjaan dilakukan dengan depth of cut yang besar.
Gambar 2.18 Cutter roughing
b. Cutter finishing
Cutter yang digunakan untuk proses finishing, dengan depth of cut yang
lebih sedikit dibandingkan proses roughing, dan biasanya menghasilkan
permukaan yang lebih halus
29

Gambar 2.19 Cutter finishing
B. Alat Potong Selain Cutter
1. Alat potong twist drill
Alat potong yang digunakan untuk membuat lubang pada benda kerja,
tangkainya ada yang silindris dan ada yang konus.
Gambar 2.20 Twist drill
2. Alat potong reamer
Alat potong yang digunakan untuk memperbesar sebuah lubang, dan
biasanya lubang yang dihasilkan berukuran presisi (ISO).
Gambar 2.21 Alat potong reamer
3. Alat potong thread ( Tap / Sney )
Alat potong yang digunakan untuk membuat ulir dalam / luar pada benda
kerja. Ukurannya ada yang metric (mm) ada yang Whitworth (inchi)
30

Gambar 2.22 Alat potong thread ( Tap / Sney )
4. Alat potong flying cutter
Alat potong yang digunakan untuk memperbesar lubang, atau membuat
lubang khusus yang tidak bisa dikerjakan dengan Twist Drill ataupun Reamer.
Gambar 2.23 Alat potong flying cutter
Jika cutting tools sudah tumpul,maka cutter masih bias diasah lagi sampai
diameternya berkurang 2 mm dari semula. Suatu cutter dikatakan sudah tumpul
dan perlu disharpening lagi jika diameter berkurang/cacat sebesar 0,2 mm. Cuting
tool yang sudah disharpening mempunyai tanda Khusus yang member Keterangan
seberapa besar cutting tools sudah berkurang diameter. Kode warna itu yaitu :
Putih = Untuk cutting tool yang diameternya berkurang sebesar 0.2 mm
Hijau = Untuk cutting tool yang diameternya berkurang sebesar 0.5 mm
Kuning = Untuk cutting tool yang diameternya berkurang sebesar 1.0 mm
Biru = Untuk cutting tool yang diameternya berkurang sebesar 1.5 mm
31

Merah = Untuk cutting tool yang diameternya berkurang sebesar 2.0 mm
Gambar 2.24 Cutting tools
Clamping Tools
Berdasrkan Fungsinya :
Dril Chuck Arbor
Gambar 2.25 Drill Chuck Arbor
Alat ini dipakai untuk mencekam mata bor, tool lain yang berdiameter kecil dan
memiliki bentuk tangkai silindris.
Sleeve Arbor for Cutter
32

Gambar 2.26 Sleeve Arbor for Cutter
Digunakan untuk mencekam End Mill Cutter yang memiliki bentuk tangkai taper
atau konus.
Sleeve Arbor for Twist Drill
Gambar 2.27 Sleeve Arbor for Twist Drill
Digunakan untuk mencekam twist drill yang memiliki bentuk tangkai taper atau
konus.
Holder
Gambar 2.28 holder
Clamping Tools ini digunakan untuk mencekam Shell End Mill Cutter dan
beberapa tools lain yang memilikii lubang silindris ditengah, biasanya perlu
ditambahkan ring untuk membantu proses pencekaman.
Side Lock Arbor
33

Gambar 2.29 Side Lock Arbor
Salah satu jenis Arbor yang digunakan untuk mencekam Cutter dengan
tangkai silindris, dimana prinsip pencekamannya cukup sederhana dengan
mengencangkan screw yang ada pada arbor, sehingga screw tersebut menekan
cutter dan mengikatnya, untuk itu perlu ada bidang rata pada sisi tangkai cutter,
agar bisa tercekam dengan baik.
6. Common tools
Common tools adalah alat bantu untuk mempermudah operator dalam proses
pemesinan .Contohnya : crane, kunci L, kikir, baut, mur, lap, sapu.
Perkakas Bantu
Clamping Benda Kerja
Clamp
34

Gambar 2.30 Clamp
Alat pencekam sederhana yang digunakan untuk mencekam material di meja
milling, dimana clamp digunakan sebagai pencekam sedangkan T-slot Bolt
sebagai pengencangnya.
Gambar 2.31 peralatan bantu
7. NCOD ( Numerical Control Operator Document )
Adalah buku paduan yang dibuat oleh Programmer untuk memandu operator
pada saat melaksanakan setup/setting Fixture,benda kerja,cutter,cutting tool.
Gambar 2.32 NCOD
untuk setiap part yang akan di buat memiliki NCOD yang berbeda-
beda,jadi satu NCOD hanya untuk satu part,karena setiap part memiliki cara
pembuatan yang berbeda-beda.
Waktu yang di perlukan dalam pembuatan part juga terdapat di dalam NCOD
ini,waktu tersebut di dapatkan dari perhitungan melalui program yang telah di
buat oleh programmer.
35

Halaman pertama berisi mengenai Machine Code Data Record, yang
berisi nomor program, tanggal dan waktu, programmer, Machine Run
Time, Tape Lenght, reference, Vericut.
Halaman kedua berisi mengenai Toolong Hole and Hole Down Sketch.
Halaman ini menjelaskan mengenai tooling hole yang di pakai dalam
pembuatan part.
Halaman ketiga berisi mengenai Set Up Sketch, halaman ini menjelaskan
mengenai posisi dari benda kerja yang akan di letakan pada fixture.
Halaman 4, 5, 6. Mengenai Machining operation, halaman ini menjelaskan
mengenai operation description , rpm , feed, set lenght. Yang di pakai
dalam pembuatan part.
Halaman terakhir menjelaskan mengenai Cutter List. Halaman ini
menjelaskan mengenai jenis dari holder dan cutting tool yang di gunakan
dalam proses pembuatan part.
8. Process sheet
Process sheet merupakan identitas dari benda kerja dan dibuat oleh Planner
yang berisikan :
Material properties dan dimension
Langkah kerja lengkap
Process sheet hampir sama dengan NCOD,yaitu setiap satu process sheet
hanya di gunakan untuk pembuatan satu part saja. Pada process terdapat nama part
yang akan di buat,type part , serta part yang akan di buat akan di gunakan pada
pesawat jenis apa.
Process sheet menjelaskan lengkap mengenai identitas part yang akan di
buat. Process sheet yang kami amati saat ini adalah mengenai pembuatan part spar
bracket dengan Part tersebut di buat untuk pesawat jenis air bus 321-321 civil pax
Ukuran dari material awalnya adalah 50x290x300 MM dan terbuat dari
alumunium alloy
36

Gambar 2.33 process sheet
9. Drawing dan Specification
Drawing adalah gambar yang digunakan untuk mengetahui ukuran dimensi
dan toleransi yang diinginkan. Serta digunakan sebagai acuan Quality Control
untuk benda jadi.
Drawing merupakan gambar awal dalam bentuk 2D,gambar tersebut
kemudian di kirim ke pre planning. Pada pre planning gambar akan di analisa
terlebih dahulu. Drawing tersebut tidak hanya gambar namun memberikan
keterangan lain seperti ukuran (specification) dari gambar yang di buat.
Gambar akan di buat dalam bentuk process sheet di bagian plenner, Setelah dari
planner drawing terebut kemudian di kirim ke NC program untuk di buat gambar
dalam bentuk 3D. Gambar dalam 3D tersebut yang menjadi acuan dalam
pembuatan NCOD.
Selain ke NC program,gambar juga dikirim ke bagian fixture untuk
pembuatan fixture yang cocok dalam proses pembuatannya.
Berdasarkan gambar yang ada di buat juga process sheet yang memberikan
keterangan mengenai material serta ukuran part yang akan di buat.
37

10. Measuring tools
Measuring equipment erat hubungannya dengan control kualitas apakah
Produk yang dihasilkan sesuai (Conformed) dengan spesifikasi dimensi yang
tercantum dalam Part drawing.
Measuring equipment dapat dibedakan dalam 2 kelompok menurut
pemakainya. Kelompok pertama adalah workshop measuring equipment yang
dipakai oleh Machining Shop (operator maupun leader) untuk mengecek
kesesuaian dimensi komponen selama proses pemesinan masih berjala. Kelompok
kedua adalah measuring equipment yang dipakai Quality Assurance Department
dalam rangka :
First acticle Check, bila betul maka pembuatan secara seri dilaksanakan.
Acceptance test untuk komponen sebelum proses lebih lanjut, yang akhirnya
komponen masuk assembly line. Measuaring equipment kelompok kedua ini
merupakan alat yang lebih presisi dengan oprator yang berkualifikasi memenuhi
syarat untuk acceptance test function.
Measuring equipment diadakan oleh tim untuk diserahkan kepada masing-
masing departemen pemakai (users department)
Gambar 2.34 Jangka Sorong
Pada pembuatan part Air Bus 321-321 Civil Pax. Setelah part tersebut sudah
selesai di buat,maka tahap selanjutnya adalah melakukan pengecekan mengenai
ketebalan part tersebut. Pengecekan ini menggunakan alat ultrasonic testing,cara
kerjanya adalah part yang sudah selesai di buat di berikan sedikit pelumas pada
beberapa bagian,lalu di lakukan pengecekan melalui ultrasonic testing di tempat
yang sudah di berikan pelumas tadi.
38

Gambar 2.35 ultrasonic testing
Ketelitian dari alat ini sampai dengan 1 micron sampai <4 mm. Untuk part yang di
buat kali ini ketebalan yang di dapat sebesar 3 mm dengan toleransi 0,1 mm
11. Common Media
Fungsi dari common media adalah untuk menyampaikan permasalahan
yang terjadi di shop/bengkel kepada yang terkait. Bentuknya berupa format isian.
Gambar 2.36 request for maintenance form
Jenis common media yang ada di PT. Dirgantara adalah berupa format
isisan yang terdiri dari berbagai jenis sesuai permasalahannya. Media pelaporan
tersebut adalah :
a) Request For Maintenance (RFM), format ini di gunakan ketika mesin ini
mengalami kerusakan.
39

b) Engineering Liaison Request (ELR), di gunakan ketika ada kesalahan pada
gambar kerja.
c) Numerical Control Trouble Report (NCTR), di gunakan ketika NC
program error atau tidak bisa di jalankan.
d) Pick up Form, digunakan ketika ada permasalahan atau kejadian apapun di
Machining shop.
e) Manufacturing Change Request (MCR), digunakan jika terdapat
ketidaksesuaian dalam proses pembuatan produk.
f) Corrective Action Form, digunakan apabila ada koreksi terhadap
komponen machining shop
g) Time Recording, digunakan untuk menghitung waktu proses pembuatan
suatu part.
h) Check Sheet Start Up Machine, digunakan untuk mengecek kondisi mesin
sebelum digunakan.
i) Informasi antar shift
Informasi ini sangat berguna sebagai contohnya apabila terjadi kesalahan
program pada part 1 operator dapat menginformasikannya kepada operator
lain di shift berikutnya agar tidak terjadi kesalahan.
12. Safety tools
Safety tools yaitu peralatan keselamatan kerja yang harus dipakai operator
saat bekerja, seperti safety shoes, wearpack, kaca mata pelindung, earplug,
masker, sarung tangan dll. Apabila suatu perusahaan tidak melengkapi dengan
safety tools,maka operator berhak serta dilindungi Undang-Undang untuk tidak
bekerja.
40

Gambar 2.37 Masker
Sebelum mempelajari tentang proses permesinan dengan mesin CNC, maka
ada beberapa hal yang perlu diperhatikan untuk menghindarkan hal-hal yang akan
mengakibatkan kecelakaan kerja maupun kerusakan mesin.
Gunakan pakaian kerja yang pas dibadan, jangan terlalu longgar, buang
atau rapikan bagian-bagian pakaian yang menjuntai
Gunakan selalu sepatu keselamatan (safety shoes)
Gunakan kacamata pelindung ketika berhadapan dengan mesin yag sedang
beroperasi
Jangan terlalu dekat dengan meja mesin di saat Pergantian Tool Otomatis
(Auto Tool Change) berlangsung.
Jangan mengganti tool di magazine tool pada saat mesin beroperasi
Jangan membersihkan chip, terutama yang berada di meja mesin pada saat
mesin beroperasi.
13. SOP ( Standar Operating Procedure)
SOP dirancang dan dibuat oleh perusahaan untuk memudahkan suatu
pekerjaan diproduksi yang harus di penuhi oleh setiap pekerja di lingkungan
pekerjaan.
SOP berisikan tata tertib dalam melaksanakan pekerjaaan sesuai dengan
lingkungan dan jenis pekerjaan. SOP ini harus di pahami oleh setiap pekerja yang
ada di lingkungan pekerjaan. Salah satu isi dari SOP ini adalah tata tertib
mengenai pekerjaan yang harus di kerjakan oleh operator.
41