Laporan Las Listrik
25
LABORATORIUM TEKNIK PERAWATAN SEMESTER GENAP TAHUN AJARAN 2014/2015 MODUL : Las Listrik PEMBIMBING : Ir. Dwi Nirwantoro Nur, MT Oleh : Kelompok : VI Nama : 1. Nenden K. Anggraeni NIM.131411017 2. Noer Khoiriyah NIM.131411018 3. Nudia Nurahmania NIM.131411019 Kelas : 2A PROGRAM STUDI DIPLOMA III TEKNIK KIMIA Tanggal Praktikum : 19 Maret 2015
-
Upload
nenden-kurniasih-anggraeni -
Category
Documents
-
view
37 -
download
1
description
TEKNIK PERAWATAN
Transcript of Laporan Las Listrik

LABORATORIUM TEKNIK PERAWATAN
SEMESTER GENAP TAHUN AJARAN 2014/2015
MODUL : Las Listrik
PEMBIMBING : Ir. Dwi Nirwantoro Nur, MT
Oleh :
Kelompok : VI
Nama : 1. Nenden K. Anggraeni NIM.131411017
2. Noer Khoiriyah NIM.131411018
3. Nudia Nurahmania NIM.131411019
Kelas : 2A
PROGRAM STUDI DIPLOMA III TEKNIK KIMIA
JURUSAN TEKNIK KIMIA
POLITEKNIK NEGERI BANDUNG
2015
Tanggal Praktikum : 19 Maret 2015
Tanggal Penyerahan : 26 Maret 2015

I. TUJUAN
1.1 Mengetahui peralatan yang digunakan untuk mengelas logam dengan las listrik
1.2 Mengetahui teknik penyambungan logam dengan menggunakan las listrik
1.3 Mengetahui tatacara mengelas logam yang aman dengan menggunakan perlengkapan
pengaman
II. DASAR TEORI
2.1 Pengertian
Las busur listrik atau umumnya disebut dengan las listrik adalah termasuk suatu proses
penyambungan logam dengan menggunakan tenaga listrik sebagai sumber panas. Jenis
sambungan dengan las Iistrik ini adalah merupakan sambungan tetap. Ada beberapa macam
proses yang dapat digolongkan kadalam proses Ias Iistrik antara lain yaitu :
a. Las Listrik dengan Elektroda Karbon, Misalnya:
Las listrik dengan elektroda karbon tunggal.
Las listrik dengan elektroda karbon ganda.
b. Las Listrik Dengan Elektroda Logam, misalnnya:
Las listrik dengan elektroda berselaput
Las listrik TIG (Tungsten Inert Gas)
Las Iiarik submerged
2.2 Prinsip Las Listrik
Pada dasarnya las listrik yang menggunakan elektroda karbon maupun logam menggunakan tenaga
listrik sebagai sumber panas. Busur listrik yang terjadi antara ujung elektroda dan benda kerja dapat
mancapai temperatur tinggi yang dapat melelehkan sebagian bahan merupakan perkalian antara
tegangan listrik (E) dangan kuat arus (I) dan waktu (t) yang dinyatakan delam satuan, panas joule atau
kalori seperti rumus dibawah ini:
H = E x I x t

dimana :
H = panas dalam satuan joule
E = tegangan listrik delam volt
I = kuat arus dalam amper
t = waktu dalam detik
2.3 Las Listrik Dengan Elektroda Karbon
Busur listrik yang terjadi diantara ujung elektroda karbon dan logam atau diantara dua ujung
elektroda karbon akan memanaskan dan mencairkan logam yang akan dilas. Sebagai bahan
tambah dapat dipakai elektroda dengan fluksi atau elektroda yang berselaput fluksi.
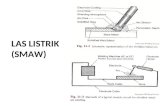
2.4 Las Listrik Dengan Ekktroda Berselaput ( SMAW )
Las tistrik ini menggunakan alektroda berselaput sebagai bahan tambah. Busur listrik yang
terjadi diantara ujung elektroda dan bahan dasar akan mencairkan ujung elektroda dan sebagian
bahan dasar. Selaput elektroda yang turut terbakar akan mencair dan menghasilkan gas yang
melindungi ujung elektroda, kawah Ias, busur Iistri dan daerah Ias di sekitar busur listrik
terhadap pengaruh udara luar. Cairan selaput elektroda yang membeku akan menutupi
permukaan Ias yang juga berfungsi sebagai pelindung terhadap pengaruh luar.
Gbr. Dibawah ini adalah sirkuit Ias listrik dengan elektroda berselaput dimana G adalah
sumber tenaga arus searah dan elektroda dihubungkan ke terminal negetif sedang bahan ke
terminal positif.

Dalam Gbr. Dibawah ini ditunjukkan pemindahan cairan logam dari elektroda ke bahan dasar
dimana gas dari pembakaran selaput elektroda melindungi daerah ini.
Las Iistrik TIG menggunakan elektroda wolfram yang bukan merupakan bahan tambah.
Busur listrik yang terjadi antara ujung elektroda wolfram dan bahan dasar adalah marupakan
sumber panas untuk pengelasan. Titik cair dari alektroda wolfram sedemikian tingginya sampai
3410o sehingga tidak ikut mencair pada saat terjadi busur listrik. Tangkai Ias dilengkapi dangan
nosel keramik untuk penyembur gas pelindung yang melindungi daerah Ias dari pengaruh luar
pada saat pangelasan.
Sebagai bahan tambah dipakai elektroda tanpa selaput yang digerakkan dan didekatkan
ke busur lirtrik yang terjadi antara elektroda wolfram dengan bahan dasar.
Sebagai gas pelindung dipakai argon, helium ateau campuran dari kedua gas tersebut
yang pemekaiannya tergsntung dari jenis logem yang akan dilas.

Tangkai las TIG biasanya didinginkan dengan air yang bersirkulasi. Proses Ias listrik TIG
ditunjukkan pada Gbr dibawah ini
2.5 Las Listrik MIG
Las listrik MIG adalah juga las busur listrik dimana panas yang ditimbulkan oleh busur listrik
antara ujung elektroda dan bahan dasar, karena adanya Arus Listrik
Elektrodanya adalah merupakan gulungan kawat yang berbentuk rol yang gerakannya
diatur oleh pasangan roda gigi yang digerakkan oleh motorl listrik.
Kecepatan gerakan elektroda dapat diatur sesuai dengan keperluan. Tangkai Ias
dilengkapi dengan nosal logam untuk menyemburkan gas pelindung yang dialirkan dari botol gas
malalui selang gas.
Gas yang dipakai adalah C02 untuk pengelasan baja lunak dan baja, argon atau campuran
argon dan helium untuk pengelasan Aluminium dan baja tahan karat
Proses pengelasan MIG ini dapat secara semi otomatik atau otomatik. Semi otomatik
dimaksudkan pengelasan secara manual sedangkan otomatik adalah pengelasan di mana seluruh
pekerjaan Ias dilaksanakan secara otomatik. Proses Ias MIG ditunjukkan pada Gbr. di bawah ini.
dimana elektroda keluar melalui tangkai las bersama dengan gas pelindung.

2.6 Las Listrik Submerged
Las listrik submerged yang umumnya otamatik atau semi otomatik menggunakan fluksi serbuk
untuk pelindung dari pengaruh udara luar. Busur listrik diantara ujung elektroda dan bahan
dasar berada didalam timbunan fluksi serbuk sehingga tidak terjadi sinar las keluar separti
biasanya pada Ias listrik lainnya. Dalam hal ini operator Ias tidak perlu menggunakan kaca
pelindung mata (helm Ias).
Pada waktu pengelasan, fluksi serbuk akan mencair dan membeku menutup Iapisan Ias.
Sebagian fluksi serbuk yang tidak mencair dapat dipakai lagi setelah dibersihkan dari terak-
terak Ias. –
Elektroda yang merupakan kawat tanpa selaput berbentuk gulungan (rol) digerakkan
maju oleh pasangan roda gigi. pasangan roda gigi yang diputar oleh motor listrik dapat diatur
kecepatannya sesuai dengan kebutuhan pengelasan .

III. PEMILIIHAN PARAMETER PENGEASAN
Panjang busur (Arc Length) yang dianggap baik lebih kurang sama dengandia. elektrode yang
dipakai. Untuk besarnya tegangan yang dipakai setiapposisi pengelasan tidak sama. Misalnya
dia. elektrode 3 mm – 6 mm,mempunyai tegangan 20 – 30 volt pada posisi datar, dan tegangan
ini akandikurangi antara 2 – 5 volt pada posisi diatas kepala. Kestabilan tegangan ini sangat
menentukan mutu pengelasan dan kestabilan juga dapaTdidengar melalui suara selama
pengelasan.Besarnya arus juga mempengaruhi pengelasan, dimana besarnya aruslistrik pada
pengelasan tergantung dari bahan dan ukuran lasan, geometri sambungan pengelasan, macam
elektrode dan dia. inti elektrode. Untukpengelasan pada daerah las yang mempunyai daya serap
kapasitas panasyang tinggi diperlukan arus listrik yang besar dan mungkin juga
diperlukantambahan panas. Sedang untuk pengelasan baja paduan, yang daerahHAZ-nya dapat
mengeras dengan mudah akibat pendinginan yang terlalucepat, maka untuk menahan
pendinginan ini diberikan masukan panasyang tinggi yaitu dengan arus pengelasan yang besar.
Pengelasan logampaduan,agar untuk menghindari terbakarnya unusur-unsur paduansebaiknya
digunakan arus las yang sekecil mungkin. Juga pada pengelasanyang kemungkinan dapat
terjadi retak panas, misalnya pada pengelasanbaja tahan karat austenitik maka penggunaan
panas diusahakan sekecilmungkin sehingga arus pengelasan harus kecil.Kecepatan pengelasan
tergantung dari bahan induk, jenis elektrode, dia.inti elektrode, geometri sambungan, ketelitian
sambungan . agar dapatmengelas lebih cepat diperlukan arus yang lebih tinggi.

Polaritas listrik mempengaruhi hasil dari busur listrik. Sifat busur listrikpada arus searah
(DC) akan lebih stabil daripada arus bolak-balik (AC).Terdapat dua jenis polaritas yaitu
polaritas lurus, dimana benda kerjapositif dan elektrode negatip (DCEN). Polaritas balik adalah
sebaliknya.Karakteristik dari polaritas balik yaitu pemindahan logam terjadi dengancara
penyemburan, maka polaritas ini mepunyai hasil pengelasan yanglebih dalam dibanding dengan
polaritas lurus (DCEN).
3.1 Macam-macam gerakan elektroda
- Gerakan arah turun sepanjang sumbu elektroda. Gerakan ini dilakukan
untuk mengatur jarak busur listrik agar tetap.
- Gerakan ayunan elektroda. Gerakan ini diperlukan untuk mengatur lebar jalur las
yang dikehendaki Gerakan elektroda
1) Melingkar
Gambar Ayunan melingkar
2) Zig-zag
Gambar Ayunan zig-zag
3) Tarpesium
Gambar Ayunan gipsum.

3.2 Mengatur tegangan
Mesin las umumnya mempunyai tegangan 60 – 80 Volt sebelum terjadi busur nyala. Tegangan
ini disebut tegangan terbuka atau tegangan atau tegangan pembakar.Bila busur nyala telah terjadi
(sedang mengelas) maka tegangan turun menjadi 20 – 40 Volt. Ini dinamakan tegangan kerja.
Tegangan kerja disesuikan dengan diameter elektroda.Untuk elektroda: 1,5 – 5,5 mm tegangan
kerja 20 – 30 Volt. Untuk elektroda: 4,5 – 6,4 mm tegangan kerja 30 – 40 Volt.
3.3 Mengatur Ampere
Arus pengelasan ditentukan oleh: diameter elektroda, tebal bahan, jenis elektroda dan posisi
pengelasan.
Pengaturan arus dilakukan dengan memutar handel atau knop.
Arus pengelasan yang dipakai dapat dilihat/ dibaca pada skala arus, yang terdapat pada mesin
las.
Perkiraan arus yang dipakai untuk mengelas, dapat dilihat pada table yang tertera pada setiap
bungkus elektroda, misalnya sebagai berikut:
diameter (mm) x panjang daerah polaritas arus elektroda (A)
2,6 x 350 45 – 95 Ac atau Dc
Tabel1. Kuat arus dan Tebal bahan dan diaelektrode
.
No
Tipe logam dan tebal
(inchi)
Diameter
elektroda
(inchi)
Kuatarus
(ampere)
1
.
Pelatlogam tipis
(Outer sheet metal, etc;
sampaitebal 7/64 inchi)
1/16
5/64
3/32
10 – 30
25 – 45
40 – 70
2
.
Baja lunak tipis 1/8
5/32
50 – 130
90 – 180

(Strukturbodidalam,
dsbnya, tebal 7/64
sampai 3/16 inchi)
3/16 130 – 230
3
.
Baja lunaktebal
(Rangka, dsbnya, tebal
3/16 sampai 5/16 inchi)
1/8
5/32
3/16
¼
60 – 120
90 – 160
120 – 200
190
3.4 Posisi – Posisi Pengelasan
Posisipengelasan ada beberapa macam, yaitu:
1. Posisi mendatar
2. Posisi bawah tangan
3. Posisi tegak
4. Posisi diatas kepala
5. Pengelasan kearah kanan (mundur)

III. ALAT DAN BAHANIII.1 Alat
Nama Alat Jumlah
Pesawat las 1 buah
Kabel las 1 buah
Pemegang elektroda 1 buah
Palu las 1 buah
Klem massa 1 buah
Helm las 1 buah
III.2 Bahan
Nama Bahan Jumlah
Elektroda 4 buah
Besi 5 buah
IV. CARA KERJA
IV.1 Persiapan
1. Mempersiapkan peralatan yang digunakan
2. Memasang kabel las dan pemegang elektoda pada generator
3. Melakukan pengkutuban elektroda langsung, kabel elektroda dipasang pada
terminal negatif dan kabel massa pada terminal positif. Pengkutuban langsung
sering disebut sebagai sirkuit las listrik dengan elektroda negatif. (DC-).
IV.2 Percobaan
1. Proses Penyulutan
Setelah arus dijalankan, elektroda didekatkan pada lokasi jalur sambungan
disentuhkan sebentar dan diangkat kembali pada jarak yang pendek (garis tengah
elektroda).
2. Menyalakan busur listrik

Untuk memperoleh busur yang baik di perlukan pangaturan arur (ampere) yang
tepat sesuai dengan type dan ukuran elektroda, Menyalahkan busur dapat
dilakukan dengan 2 (dua) cara yakni :
• Bila pesawat Ias yang dipakai pesewat Ias AC, menyalakan busur
dilakukan dengan menggoreskan elektroda pada benda kerja lihat gambar.
• Untuk menyalakan busur pada pesawat Ias DC, elektroda disentuhkan.
3. Memadamkan busur listrik
Cara pemadaman busur listrik mempunyai pengaruh terhadap mutu
penyambungan maniklas. Untuk mendapatkan sambungan maniklas yang baik
sebelum elektroda dijauhkan dari logam induk sebaiknya panjang busur dikurangi
lebih dahulu dan baru kemudian elektroda dijauhkan dengan arah agak miring.

V. PEMBAHASAN
V.1Nenden Kurniasih Anggraeni (131411017)
Praktikum ini bertujuan agar mengetahui peralatan yang digunakan untuk mengelas logam
dengan las listrik, mengetahui teknik penyambungan logam dengan menggunakan las listrik,
serta mengetahui tatacara mengelas logam yang aman dengan menggunakan perlengkapan
pengaman.
Las listrik disebut juga las busur listrik, yaitu proses penyambungan logam dengan
menggunakan tenaga listrik sebagai sumber panas. Sumber panas pada las listrik ditimbulkan
oleh busur api arus listrik antara elektroda las dengan benda kerja. Benda kerja merupakan
bagian dari rangkaian aliran arus listrik las. Elektroda mencair bersama-sama dengan benda
kerja akibat dari busur api arus listrik. Gerakan busur api diatur sedemikian rupa, sehingga
benda kerja dan elektroda yang mencair setelah dingin dapat menjadi satu bagian yang sukar
dipisahkan.
Praktikan melakukan pengelasan pada pagar besi penahan pada selokan. Hal yang
pertama dilakukan adalah menghubungkan mesin las ke listrik. Kemudian, menjepit kutub
negatif pada lempengan besi sedangkan untuk kutub positif menjepit elektoda. Posisi
penjepitan elektroda tidak boleh sejajar dengan penjepit melainkan tegak lurus untuk
memudahkan pengelasan dan menghindari perluasan percikan bunga api. Elektroda yang
digunakan adalah welding elektroda. Sebelum mengelas, praktikan menggunakan helm las
untuk menghindari percikan busur listrik kemudian elektroda diketok-ketok ke besi atau plate
lainnya sampai nyala busur listrik konstan. Setelah konstan, busur las diarahkan ke bagian yang
akan dilas dengan jarak ± 2-3 mm. Jarak yang terlalu dekat menyebabkan elektroda menempel
pada bahan yang dilas sedangkan jika terlalu jauh busur listrik akan mati. Sebelum melakukan
kembali pengelasan ketika elektroda habis, terak hasil las dibersihkan menggunakan palu
terlebih dahulu agar memudahkan saat pengelasan selanjutnya juga agar busur las mengenai
objek yang akan dilas kembali.
Hasil pengelasan yang dilakukan tidak sempurna karena pagar besi masih belum
menyambung atau menjadi satu, ketidakrataan hasil lasan dimana terjadi penumpukan, serta
hasil lasan menjadi retak-retak (kasar). Oleh karena itu, ada beberapa hal yang harus
diperhatikan pada saat mengelas adalah sebagai berikut.


- Kawat las harus sesuai dengan peruntukkannya dengan logam yang akan dilas
- Bahan yang akan dilas diletakkan mendatar karena akan lebih mudah daripada tegak
atau lebih-lebih diatas (overhead)
- Pengaruh besar arus yaitu mengatur arus dengan cara memutar handle pada mesin las.
Besarnya arus yang dipilih dapat dibaca pada skala arus yang terdapat pada pesawat
las. Arus yang kecil mengakibatkan kawat las tidak menyala, hasil las tidak
matang/kuat dan tidak rata sedangkan arus yang kelewat besar mengakibatkan
jebolnya bahan yang dilas sehingga hasil las menjadi kasar dan bila sudah dingin
meletek-meletek akibat suhu terlalu tinggi. Hal inilah yang terjadi pada hasil lasan
yang praktikan lakukan.
- Gerakan dan kecepatan elektroda. Pada waktu mengelas elektroda digerakkan untuk
memperoleh dampak yang diinginkan, gerakan elektroda diantaranya:
a) gerakan arah turun sepanjang sumbu elektroda, gerakan ini dilakukan untuk
mengatur jarak busur listrik agar konstan
b. gerakan ayunan elektroda, berfungsi untuk mengatur lebar jalur las yang
dikehendaki
c. gerakan ayunan segitiga/zigzag, fungsinya untuk mendapatkan penembusan
yang baik diantara dua celah pelat
Pada praktikum, yang dilakukan ialah gerakan arah turun sepanjang sumbu
elektroda. Karena tujuannya agar busur listrik konstan sehingga terjadi
penumpukan pada satu titik saja.
Uraian diatas juga merupakan faktor-faktor yang mempengaruhi kualitas sambungan las.
Selain hal diatas, pendinginan tiba-tiba hasil lasan dengan contoh disiram air akan
menyebabkan terjadinya keretakan pada lasan. Oleh karena itu, pendinginan secara tiba-tiba
tersebut harus dihindari.

V.2Noer Khoiriyah (131411018)
Pada praktikum las litrik kali ini dilakukan penyambungan logam, jenis mesin las yang
digunakan adalah mesin las dengan arus searah (DC) mengalirkan arus listrik cukup besar
tetapi dengan tegangan yang aman (kurang dari 45 volt). Pada mesin las ini terdapat tiga buah
kabel yaitu kabel elektroda, kabel massa dan kabel tenaga. Kabel elektroda adalah kabel yang
langsung tersambung pada tang las atau disebut juga holder. Kabel massa adalah kabel yang
langsung terhubung pada klem massa, sedangkan kabel tenaga adalah kabel yang
menghubungkan mesin las dengan sumber listrik. Klem massa berfungsi mengalirkan arus ke
benda yang akan dilas, sehingga pemasangannya harus benar (kuat) agar arus listrik dapat
mengalir dengan baik.
Pada pengutuban langsung, kabel elektroda dipasang pada terminal negatif dan kabel
massa dipasang pada terminal positif [DCSP (Direct Current Straight Polarity)]. Sementara itu,
pada pengutuban terbalik kabel elektroda dipasang pada terminal positif dan kabel massa pada
terminal negatif [DCRP (Direct Current Reserve Polarity)]. Pada praktikum ini, mesin las DC
yang digunakan dipasang dengan pengutuban terbalik.
Elektroda berselaput yang dipakai pada Ias busur listrik mempunyai perbedaan komposisi
selaput maupun kawat Inti. Pelapisan fluksi pada kawat inti dapat dengah cara destrusi, semprot
atau celup. Ukuran standar diameter kawat inti dari 1,5 mm sampai 7 mm dengan panjang antara
350 sampai 450 mm. Jenis-jenis selaput fluksi pada elektroda misalnya selulosa, kalsium
karbonat (Ca C03), titanium dioksida (rutil), kaolin, kalium oksida mangan, oksida besi, serbuk
besi, besi silikon, besi mangan dan sebagainya dengan persentase yang berbeda-beda.
Setelah arus dijalankan, elekteroda didekatkan pada lokasi jalur sambungan disentuhkan
sebentar yaitu besi, lalu elektroda diangkat kembali pada jarak yang pendek (garis tengah
elektroda). Dengan penyentuhan singkat elektroda logam pada bagian besi yang dilas,
berlangsung hubungan singkat didalam rangkaian arus pengelasan, suatu arus listrik yang
kekuatannya tinggi mengalir, yang setelah pengangkatan elektroda itu dari benda kerja
menembus celah udara sehingga terbentuk percikan kembang api, Suhu elektroda yang demikian
tinggi akan segera melelehkan ujung elektroda dan lokasi pengelasan. Didalam rentetan yang
cepat partikel elektroda menetes, mengisi penuh celah sambungan las dan membentuk

kepompong las. Proses pengelasan itu sendiri terdiri atas hubungan singkat yang terjadi sangat
cepat akibat pelelehan elektroda yang terus menerus menetes dan didiamkan beberapa detik agar
kuat. Untuk membuktikan bahwa hasillas bagus maka dipukul mengggunakan palu atau diinjak,
hasillas yang bagus akan tetap kuat dan masih menempel sedangkan hasillas yang kurang baik
adalah rapuh dan sambungan mudah dilepaskan ataupun digoyahkan.
Alat - alat pelindung diri pada saat melakukan pengelasan sangat diperlukan,karena kita
menggunakan listrik sehingga harus menggunakan sepatu yang tertutup agar tidak terjadi
kecelakaan dan menggunakan pelindung wajah yang dilengkapi dengan kacamata hitam untuk
melindungi wajah dan mata agar tidak terpapar oleh sinar yang dihasilkan pada saat pengelasan.
Jika tidak menggunakan kacamata hitam maka akan menyebabkan kebutaan sementara.
Selain itu, pada saat melakukan pengelasan diperlukan alat bantu yaitu kabel las
biasanya dibuat dari tembaga yang dipilin dan dibungkus dangan karet isolasi, pemegang
elektroda Ujung yang tidak berselaput dari elektroda dijepit dengan pemegang elektroda,
palu las digunakan untuk melepaskan dan mengeluarkan terak las pada jalur Ias dengan jalan
memukulkan atau menggoreskan pada daerah las.

LAMPIRAN FOTO
No. Gambar Keterangan
1 Alat las dihubungkan ke listrik
2 Elektroda yang akan digunakan dijepit
oleh penjepit dari alat las dimana
berkutub positif
3 Holder untuk menjepit meja las (work
plate) yang berkutub negatif
4 Proses mengelas dilengkapi
penggunaan alat pelindung diri

5 Logam atau benda yang dilas ikut
meleleh setelah di las
6 Hasil pengelasan
7 Hasil pengelasan

8 Hasil pengelasan
9 Hasil pengelasan