Laporan las listrik
57
LAPORAN AKHIR PRAKTIKUM PROSES PRODUKSI 1 LAS BUSUR LISTRIK Oleh Febri Feridianto 1307114623 LABORATORIUM TEKNOLOGI PRODUKSI PROGRAM STUDI TEKNIK MESIN S1 FAKULTAS TEKNIK
description
laporan praktikum las listrik
Transcript of Laporan las listrik

LAPORAN AKHIR PRAKTIKUM
PROSES PRODUKSI 1
LAS BUSUR LISTRIK
Oleh
Febri Feridianto1307114623
LABORATORIUM TEKNOLOGI PRODUKSI
PROGRAM STUDI TEKNIK MESIN S1
FAKULTAS TEKNIK
UNIVERSITAS RIAU
2014

KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa,
karena atas berkat dan rahmat-Nya lah penyusun dapat menyusun laporan akhir
praktikum proses produksi 1 ini dengan judul Las Busur Listrik dengan tepat
waktu.
Banyak terima kasih penyusun ucapkan kepada dosen pengampu yaitu
Bapak Yohanes,S.T.,M.T. yang telah memberi ilmu dan juga kesempatan unutk
dapat mengikuti praktikum ini. Dan tidak lupa kepada para asisten yang telah
banyak memberi pengarahan dan bimbingan dalam pembuatan laporan ini.
Diharapkan laporan ini dapat memberi manfaat bagi pembaca untuk memahami
dan mempelajari tentang pengelasan khususnya dengan mesin las listrik SMAW.
Penyusun menyadari akan banyaknya kekurangan pada laporan ini. Maka
dari itu penulis mengharapkan saran dan kritik yang membangun dari pembaca
untuk kesempurnaan laporan ini. Akhir kata penulis mengucapkan banyak terima
kasih.
Pekanbaru, November 2014
Penulis
i

DAFTAR ISI
KATA PENGANTAR..............................................................................................i
DAFTAR ISI............................................................................................................ii
DAFTAR GAMBAR..............................................................................................iv
DAFTAR TABEL...................................................................................................vi
BAB I PENDAHULUAN
1.1. Latar Belakang..........................................................................................1
1.2. Tujuan Praktikum......................................................................................1
1.3. Manfaat Praktikum....................................................................................1
1.4. Sistematika Penulisan Laporan.................................................................2
BAB II TEORI DASAR
2.1. Pengertian SMAW....................................................................................3
2.1.1. Kelebihan SMAW..............................................................................3
2.1.2. Kekurangan SMAW...........................................................................4
2.2. Peralatan SMAW.......................................................................................4
2.2.1. Mesin Las...........................................................................................4
2.2.2. Pemegang Elektroda (Stick Elektrode)..............................................8
2.2.3. Tang / klem massa..............................................................................8
2.2.4. Kabel las.............................................................................................9
2.3. Elektroda.................................................................................................10
2.3.1. Fungsi Elektroda..............................................................................10
2.3.2. Bagian Elektroda..............................................................................11
2.3.3. Simbol Elektroda dan Maknanya.....................................................11
ii

2.4. Jenis –Jenis Sambungan Las...................................................................15
2.5. Kampuh Las............................................................................................18
2.6. Alur Pengelasan.......................................................................................19
2.7. Alat Bantu Dan Keselamatan Kerja........................................................21
2.7.1. Alat Bantu........................................................................................21
2.7.2. Alat Keselamatan Kerja...................................................................23
2.8. Panas / Heat Flux.....................................................................................25
2.9. Cacat Las.................................................................................................25
BAB III ALAT DAN BAHAN
3.1. Alat..........................................................................................................27
3.1.1. Las listrik SMAW............................................................................27
3.1.2. Alat Perlengkapan Keselamatan Kerja............................................29
3.2. Bahan.......................................................................................................30
BAB IV PROSEDUR KERJA
4.1. Prosedur Umum.......................................................................................32
4.1.1. Prosedur Keselamatan Kerja............................................................32
4.1.2. Prosedur SMAW..............................................................................32
4.2. Prosedur Benda kerja...............................................................................33
BAB V ANALISA
5.1. Analisis....................................................................................................34
BAB VI PENUTUP
6.1. Kesimpulan..............................................................................................35
6.2. Saran........................................................................................................35
DAFTAR PUSTAKA
iii

iv

DAFTAR GAMBAR
Gambar 2. 1 proses SMAW.....................................................................................3
Gambar 2. 2 Mesin Las SMAW...............................................................................4
Gambar 2. 3 kutup AC.............................................................................................7
Gambar 2. 4 kutup DCSP.........................................................................................7
Gambar 2. 5 kutup DCRP........................................................................................8
Gambar 2. 6 stick elektrode.....................................................................................8
Gambar 2. 7 klem massa..........................................................................................9
Gambar 2. 8 kabel las.............................................................................................10
Gambar 2. 9 elektroda............................................................................................10
Gambar 2. 10 pengkodean elektroda menurut AWS.............................................12
Gambar 2. 11 sambungan temu..............................................................................16
Gambar 2. 12 sambungan sisi................................................................................16
Gambar 2. 13 sambungan tumpang........................................................................17
Gambar 2. 14 sambungan sudut.............................................................................17
Gambar 2. 15 sambungan T...................................................................................17
Gambar 2. 16 kampuh V........................................................................................18
Gambar 2. 17 Kampuh ½ V...................................................................................18
Gambar 2. 18 Kampuh X.......................................................................................18
Gambar 2. 19 kampuh K........................................................................................19
Gambar 2. 20 Kampuh Double U..........................................................................19
Gambar 2. 21 Kampuh I.........................................................................................19
Gambar 2. 22 Alur Spiral.......................................................................................20
Gambar 2. 23 Alur Zig-zag....................................................................................20
Gambar 2. 24 Alur Melingkar................................................................................20
Gambar 2. 25 Alur Segitiga...................................................................................21
Gambar 2. 26 Alur Trapesium...............................................................................21
Gambar 2. 27 wire brush........................................................................................22
v

Gambar 2. 28 chipping hammer.............................................................................22
Gambar 2. 29 welding tang penjepit......................................................................22
Gambar 2. 30 welding mask..................................................................................23
Gambar 2. 31 sarung tangan..................................................................................23
Gambar 2. 32 Apron...............................................................................................24
Gambar 2. 33 sepatu pengaman.............................................................................24
Gambar 2. 34 safety glasses...................................................................................24
Gambar 3. 1 mesin las listrik.................................................................................27
Gambar 3. 2 setang las...........................................................................................27
Gambar 3. 3 kabel las.............................................................................................28
Gambar 3. 4 klem massa........................................................................................28
Gambar 3. 5 palu terak...........................................................................................28
Gambar 3. 6 meja las..............................................................................................29
Gambar 3. 7 topeng las..........................................................................................29
Gambar 3. 8 sarung tangan....................................................................................29
Gambar 3. 9 Apron.................................................................................................30
Gambar 3. 10 sepatu pengaman.............................................................................30
Gambar 3. 11 dimensi plat baja.............................................................................30
Gambar 3. 12 elektroda..........................................................................................31
Gambar 4. 1 panel utama.......................................................................................32
Gambar 4. 2 saklar mesin las.................................................................................33
vi

DAFTAR TABEL
Tabel 1 Klasifikasi Elektroda.................................................................................12
Tabel 2 pengkodean elektroda digit terakhir AWS................................................15
vii

BAB I
PENDAHULUAN
1.1. Latar Belakang
Untuk memahami suatu matakuliah tertentu ada kalanya tidak
cuku[ hanya dengan mempelajari teorinya saja, perlu ditunjuk suatu
kegiatan yang berupa praktik atau lebih dikenal dengan istilah praktikum.
Praktikum pengelasan diadakan sebagai penunjang untuk matakuliah
proses produksi 1.
Pengelasan dengan las listrik merupakan salah satu job matakuliah
proses produksi di jurusan Teknik Mesin, Universitas Riau. Pengelasan
merupakan bagian yang tidak terpisahkan dari pertumbuhan industri.
Hampir tidak mungkin pembangunan suatu pabrik tanpa melibatkan
pengelasan didalamnya. Maka dari itu agar mampu bersaing di dunia
industri nantinya, diharapkan mahasiswa mampu menguasai dasar-dasar
pengelasan.
Maka dari itu diharapkan laporan ini dapat bermanfaat bagi
pembaca pada umumnya dan bagi penulis khususnya.
1.2. Tujuan Praktikum
Adapun tujuan dilakasanakannya praktikum pengelasan dengan las
listrik adalah sebagai berikut :
Dapat mengetahui dan mengerti tentang pengelasan
Dapat mengoperasikan dan menggunakan las listrik
Dapat menganalisa hasil pengelasan
1.3. Manfaat Praktikum
Manfaat dari praktikum pengelasan ini yaitu agar praktikan bisa
mempelajari dan memahami pengertian, janis-janis, teknik serta semua
hal yang berkaitan dengan pengelasan. Sehingga mahasiswa mampu
1

mempraktekkan atau mengaplikasikannya dikehidupa sehari-hari atau
dalam dunia kerja nantinya.
1.4. Sistematika Penulisan Laporan
Adapun sistematika penulisan laporan pengelasan ini adalah
sebagai berikut:
BAB I : PENDAHULUAN
Berisi mengenai Latar Belakang, Tujuan, Manfaat dan Sistematika
Penulisan.
BAB II : TEORI DASAR
Berisi tentang pengertian pengelasan, peralatan pengelasan sampai
dengan peralatan hingga cacat-cacat dalam pengelasan.
BAB III : ALAT DAN BAHAN
Berisi Alat dan Bahan yang digunakan saat Praktikum.
BAB IV : PROSEDUR KERJA
Berisi Prosedur Umum dan Prosedur Benda Kerja.
BAB V : PEMBAHASAN
Berisi Perhitungan dan Analisa
BAB VI : PENUTUP
Berisi Kesimpulan dan Saran dari praktikum mesin Bubut.
DAFTAR PUSTAKA
LAMPIRAN
2

BAB II
TEORI DASAR
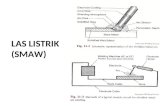
2.1. Pengertian SMAW
Shielded Metal Arc Welding (SMAW) dikenal juga dengan istilah
Manual Metal Arc Welding (MMAW) atau Las elektroda terbungkus
adalah suatu proses penyambungan dua keping logam atau lebih, menjadi
suatu sambungan yang tetap, dengan menggunakan sumber panas listrik
dan bahan tambah/pengisi berupa elektroda terbungkus. Pada proses las
elektroda terbungkus, busur api listrik yang terjadi antara ujung elektroda
dan logam induk/benda kerja (base metal) akan menghasilkan panas.
Panas inilah yang mencairkan ujung elektroda (kawat las) dan benda
kerja secara setempat. Busur listrik yang ada dibangkitkan oleh mesin
las.Elektroda yang dipakai berupa kawat yang dibungkus oleh pelindung
berupa fluks. Dengan adanya pencairan ini maka kampuh las akan terisi
oleh logam cair yang berasal dari elektroda dan logam induk,
terbentuklah kawah cair, lalu membeku maka terjadilah logam lasan
(weldment) dan terak (slag).
Gambar 2. 1 proses SMAW
2.1.1. Kelebihan SMAW
Dapat dipakai dimana saja, diluar, dibengkel & didalam air.
Dapat mengelas berbagai macam tipe dari material .
Set-up yang cepat dan sangat mudah untuk diatur.
3

Dapat dipakai mengelas semua posisi.
Elektroda mudah didapat dalam banyak ukuran dan diameter.
Perlatan yang digunakan sederhana, murah dan mudah dibawa
kemanamana.
Kebisingan rendah (rectifier).
Tidak terlalu sensitif terhadap korosi, oli & gemuk.
2.1.2. Kekurangan SMAW
Pengelasan terbatas hanya sampai sepanjang elektoda dan harus
melakukan penyambungan.
Setiap akan melakukan pengelasan berikutnya slag harus
dibersihkan.
Tidak dapat digunakan untuk pengelasan bahan baja non- ferrous.
Mudah terjadi oksidasi akibat pelindung logam cair hanya busur
las dari fluks.
Diameter elektroda tergantung dari tebal pelat dan posisi
pengelasan.
2.2. Peralatan SMAW
2.2.1. Mesin Las
Mesin las adalah bagian terpenting dari peralatan las. Mesin ini
harus dapat memberi jenis tenaga listrik yang diperlukan dan tegangan
yang cukup untuk terus melangsungkan suatu lengkung listrik las.
Gambar 2. 2 Mesin Las SMAW
4

a) Transformator (AC)
Mesin ini memerlukan sumber arus bolak-balik dan
sebaliknya memberi arus bolak-balik dengan voltase (tegangan)
yang lebih rendah pada proses pengelasan. Berdasarkan system
pengaturan arus yang digunakan, mesin las 3 busur listrik AC
dapat dibagi dalam empat jenis yaitu: jenis inti bergerak, Jenis
kumparan bergerak, jenis reaktor jenuh dan jenis saklar.
b) Mesin Las Rectifier (DC)
Mesin ini merubah arus listrik bolak-balik (AC) yang
masuk, menjadi arus listrik searah (DC) keluar. Bekerjanya tenang
dan biasanya mempunyai tombol pengontrol tunggal untuk
menyetel arus listrik keluar. Arus listrik yang digunakan untuk
memperoleh nyala busur listrik adalah arus searah. Arus searah ini
berasal dari mesin las yang berupa dinamo motor listrik searah.
Dinamo dapat digerakkan oleh motor listrik, motor bensin, motor
diesel, atau alat penggerak lainnya yang memerlukan peralatan
yang berfungsi sebagai penyearah arus. Penyearah arus atau
rectifier berfungsi untuk mengubah arus bolak-balik (AC) menjadi
arus searah (DC). Mesin las rectifier arus searah ini mempunyai
beberapa keuntungan, antara lain:
Nyala busur listrik yang dihasilkan lebih stabil dan tenang.
Setiap jenis elektroda dapat digunakan untuk pengelasan
pada mesin DC.
Tingkat kebisingannya lebih rendah.
Mesin las lebih fleksibel, karena dapat diubah ke arus
bolak-balik atau arus searah.
c) Inverter
5

Pada tipe ini sumber power menggunakan inverter. Power
berasal dari sumber utama yang diubah menjadi DC tegangan
tinggi, AC fekwensi tinggi antara 5 sampai 30 KHz. Keluaran dari
rangkaian dikontrol menurut prosedur pengelasan yang diperlukan.
Frekwensi tinggi diubah menjadi tegangan pada saat pengelasan.
Keuntungan dari inverter adalah menggunakan transformer kecil,
semakin kecill transformer semakin meningkat frekwensinya.
Dapat dikontrol dari jarak jauh dan ada yang menggunakan
display.
d) Generator
Terdiri dari generator arus listrik bolak balik dan searah
yang dijalankan dengan sebuah mesin (bensin atau diesel). Karena
sumber energinya bahan bakar maka dalam pemakaiannya mesin
ini banyak digunakan dilapangan (jauh dari sumber listrik) dan
mengeluarkan asap. Kokoh, busur yang dihasilkan stabil, suaranya
berisik, berat, mahal, design dan perawatannya rumit.
Keuntungan Mesin Las AC
Perlengkapan dan perawatan lebih murah
Kabel massa dan kabel elektroda dapat ditukar,tetapi tidak
mempengaruhi hasil las. Busur nyala kecil sehingga
mengurangi timbulnya keropos pada rigi-rigi las.
Keuntungan Mesin Las DC
Busur nyala listrik yang dihasilkan stabil
Dapat menggunakan semua jenis elektroda
Dapat digunakan untuk pengelasan pelat tipis.
Tipe pengkutupan mesin SMAW
6

1. Arus listrik bolak-balik (AC)
Karena adanya penggantian arah aliran arus listrik tersebut, maka
panas yang dihasilkan dibagi merata antara elektroda las (50%) dan
bahan Induk (50%). Penetrasi yang dihasilkan tidak terlalu dangkal
seperti DCRP, tidak terlalu dalam seperti DCSP.
Gambar 2. 3 kutup AC
2. Arus listrik searah (DC)
Arah aliran listrik selalu tetap yaitu dari kutub negatif, sehingga
elektron akan bergerak dari kutub positif ke negatif. Karena adanya
bagian panas yang dihasilkan berbeda pada benda kerja maupun
elektroda maka pengkutuban arus listrik searah ini dibagi dua:
a) DCSP (Direct Current Straight Polarity)
Pada pengkutuban DCSP setang las mengalirkan arus
negatif (-) dan pada klem massa mengalirkan arus positif (+),
dimana pada pengkutuban ini menghasilkan penetrasi yang
dalam.
Gambar 2. 4 kutup DCSP
b) DCRP (Direct Current Reverse Polarity)
7

Pada pengkutuban DCRP setang las mengalirkan arus
positif (+) dan pada klem massa mengalirkan arus negatif (-),
dimana pada pengkutuban ini menghasilkan penetrasi yang
dangkal.
Gambar 2. 5 kutup DCRP
2.2.2. Pemegang Elektroda (Stick Elektrode)
Pemegang Elektroda berfungsi untuk menjepit/memegang ujung
elektroda yang tidak berselaput. Alat ini dirancang supaya bisa
memudahkan penggantian elektroda las dan mampu mengalirkan arus
listrik dengan baik, sehingga arus yang mengalir dari kabel ke elektroda
dapat berjalan sempurna. Pemegang elektroda dibungkus oleh bahan
penyekat, biasanya terbuat dari ebonit. Bagian terpenting dari pemegang
elektroda adalah bagian mulutnya (bagian memegang/menjepit), bagian ini
harus bersih agar hambatannya kecil sehingga baik untuk mengalirkan
arus.
Gambar 2. 6 stick elektrode
2.2.3. Tang / klem massa
8

Tang massa berfungsi untuk menghubungkan kabel massa ke
benda kerja atau ke meja kerja. Tang massa juga berfungsi sebagai alat
untuk mengalirkan arus listrik dari kabel massa ke benda kerja atau meja
kerja.
Oleh karena itu, tang massa harus dijepitkan pada bagian yang
bersih dan mampu menghantarkan arus listrik dengan baik.
Gambar 2. 7 klem massa
2.2.4. Kabel las
Kabel las digunakan untuk mengalirkan arus listrik dari sumber
listrik ke mesin las atau dari mesin las ke elektroda dan penjepit benda
kerja.
Kabel penghantar arus ini dirancang khusus untuk pengelasan, dan
harus mampu mengalirkan arus listrik yang besar dengan baik dari mesin
las ke pemegang elektroda maupun ke penjepit benda kerja.
Inti dari kabel ini terbuat dari kawat tembaga yang dipintal,
dibungkus dengan isolator dan diberi penguat agar tidak mudah patah dan
terkelepas.
Kabel ini harus fleksibel, tidak kaku supaya gerakan tangan
operator tidak terganggu.
9

Gambar 2. 8 kabel las
2.3. Elektroda
Bagian yang sangat penting dalam las elektroda terbungkus adalah
elektroda. Jenis elektroda yang digunakan akan sangat menetukan hasil
pengelasan.
Gambar 2. 9 elektroda
2.3.1. Fungsi Elektroda
Sebagai pelindung busur las dari pengaruh atmosfir seperti
oksigen, nitrogen dan udara.
Mencegah terjadinya ionisasi pada ujung elektroda.
Menjaga busur tetap stabil
Menghasilkan terak dan slag
Sebagai unsur pemadu
Untuk mengontrol kecairan elektroda
Untuk mengontrol penetrasi pada sambungan las
Untuk mengontrol profil atau kontur las khususnya pada proses
pengelasan
yang menggunakan bahan tambah (filler metal).
2.3.2. Bagian Elektroda
Elektroda yang terbungkus merupakan sumber logam las yang
terdiri dari:
1. Sumbu elektroda merupakan logam pengisi yang meleleh di dalam
lengkung listrik bersama-sama dengan bahan induk dan kemudian
membeku membentuk kampuh las.
10

2. Pembungkus elektroda (fluks) mengurai didalam lengkung listrik
dan menghasilkan perisai gas CO2 dan juga suatu lapisan padat,
yang kedua-duanya melindungi kampuh las yang sedang terbentuk
terhadap pengaruh yang merusak dari udara sekelilingnya. Selain
berfungsi melindungi kampuh las, fluks juga berfungsi:
Mencegah terbentuknya oksida-oksida dan nitrida logam,
sewaktu proses pengelasan berlangsung.
Membuat terak pelindung sehingga dapat mengurangi
kecepatan pendinginan, hal ini bertujuan agar hasil lasan
yang terjadi tidak getas dan rapuh.
Memberikan sifat-sifat khusus terhadap hasil las-lasan
dengan cara menambahkan zat-zat tertentu yang
terkandung dalam selaput.
Menstabilkan terjadinya busur api dan mengarahkan nyala
busur api sehinggga mudah dikontrol.
Membantu mengontrol ukuran dan frekuensi tetesan logam
cair.
Memungkinkan dilakukannya posisi pengelasan yang
berbeda-beda.
2.3.3. Simbol Elektroda dan Maknanya
Secara keseluruhan, elektroda dapat diklasifikasikan menurut
klasifikasi AWS, jenis bahan pelindung, posisi pengelasan yang sesuai,
dan jenis arus listrik.
Gambar 2. 10 pengkodean elektroda menurut AWS
11

Dalam penulisan kode elektroda pada tabel klasifikasi elektroda, biasanya
berisi EXXXX. Dengan keterangan sebagai berikut:
- E = Elektroda
- XX = dua huruf X terdepan (XX) menandakan kekuatan tarik bahan las
setelah dilaskan, misalnya E60XX berarti bahan tersebut kuat tariknya
setelah dilaskan 60.000 psi, E70XX berarti bahan tersebut kuat tariknya
setelah 70.000 psi, begitu pula seterusnya.
- X = huruf X ketiga menunjukkan posisi pengelasan yang tepat. Untuk
angka “1” menunjukkan boleh dipergunakan untuk semua posisi. Angka “2”
menunjukkan hanya bisa dipergunakan dengan posisi tertentu.
- X = huruf X terakhir menunjukkan jenis arus listrik yang sesuai dengan
lapisan elektrodanya.
Tabel 1 Klasifikasi Elektroda
12

13

14

Tabel 2 pengkodean elektroda digit terakhir AWS
Contoh : E-6013, artinya :
Kekuatan tarik minimum den deposit las adalah 60.000
lb/in2atau 42 kg/mm2
Dapat dipakai untuk pengelasan segala posisi
Jenis selaput elektroda rutil-kalium dan pengelasan dengan
arus AC atau DC+ atau DC-
2.4. Jenis –Jenis Sambungan Las
1. Sambungan Temu (Butt Joint)
Sambungan sebidang dipakai terutama untuk menyambung ujung-
ujung plat datar dengan ketebalan yang sama atau hampir saMa.
Keuntungan utama jenis sambungan ini ialah menghilangkan
eksentrisitas yang timbul pada sambungan lewatan tunggal. Kerugian
utamanya ialah ujung yang akan disambung biasanya harus disiapkan
secara khusus (diratakan atau dimiringkan) dan dipertemukan secara
hati-hati sebelum dilas.
15

Gambar 2. 11 sambungan temu
2. Sambungan Temu (Edge Joint)
Sambungan sisi umumnya tidak struktural tetapi paling
sering dipakai untuk menjaga agar dua atau lebih plat tetap pada
bidang tertentu atau untuk mempertahankan kesejajaran
(alignment) awal.
Gambar 2. 12 sambungan sisi
3. Sambungan Saling Tumpang (Lap Joint)
Sambungan lewatan merupakan jenis yang paling umum.
Sambungan ini mempunyai dua keuntungan utama:
Mudah disesuaikan. Potongan tersebut dapat digeser untuk
mengakomodasi kesalahan kecil dalam pembuatan atau untuk
penyesuaian panjang.
Mudah disambung. Tepi potongan yang akan disambung tidak
memerlukan persiapan khusus dan biasanya dipotong dengan nyala
(api) atau geseran
Keuntungan lain sambungan lewatan adalah mudah digunakan
untuk menyambung plat yang tebalnya berlainan.
16

Gambar 2. 13 sambungan tumpang
4. Sambungan Sudut (Corner Joint)
Sambungan sudut dipakai terutama untuk membuat penampang
berbentuk boks segi empat seperti yang digunakan untuk kolom dan
balok yang memikul momen puntir yang besar.
Gambar 2. 14 sambungan sudut
5. Sambungan T (T-Joint)
Jenis sambungan ini dipakai untuk membuat penampang bentukan
(built-up) seperti profil T, pengaku tumpuan atau penguat samping
(bearing stiffener), penggantung, konsol (bracket). Umumnya
potongan yang disambung membentuk sudut tegak lurus.
Gambar 2. 15 sambungan T
17

2.5. Kampuh Las
1. Kampuh V
Gambar 2. 16 kampuh V
2. Kampuh ½ V
Gambar 2. 17 Kampuh ½ V
3. Kampuh X
Gambar 2. 18 Kampuh X
4. Kampuh K
18

Gambar 2. 19 kampuh K
5. Kampuh Double U
Gambar 2. 20 Kampuh Double U
6. Kampuh I
Gambar 2. 21 Kampuh I
2.6. Alur Pengelasan
1. Alur Spiral
Elektroda digerakkan seperti berbentuk spiral terhadap benda kerja.
19

Gambar 2. 22 Alur Spiral
2. Alur Zig-zag
Elektroda digerakkan berbentuk zig-zag terhadap benda kerja.
Gambar 2. 23 Alur Zig-zag
3. Alur Melingkar
Elektroda digerakkan berbentuk melingkar terhadap benda kerja
disepanjang alur yang akan dilas.
Gambar 2. 24 Alur Melingkar
4. Alur Segitiga
Elektroda digerakkan menyerupai bentuk segitiga terhadap alur
yang akan dilas.
20

Gambar 2. 25 Alur Segitiga
5. Alur Trapesium
Elektroda digerakkan berbentuk trapesium disepanjang alur
pengelasan.
Gambar 2. 26 Alur Trapesium
2.7. Alat Bantu Dan Keselamatan Kerja
2.7.1. Alat Bantu
a) Sikat Kawat (wire brush)
Sikat kawat berfungsi untuk membersihkan benda kerja yang akan
dilas dan sisa-sisa terak yang masih ada setelah dibersihkan dengan palu
terrak. Bahan serabut sikat terbuat dari kawat-kawat baja yang tahan
terhadap panas dan elastis, dengan tangkai dari kayu yang dapat
mengisolasi panas dari bagian yang disikat.
21

Gambar 2. 27 wire brush
b) Palu Las (chipping hammer)
Palu las digunakan untuk membersihkan terak yang terjadi akibat
proses pengelasan dengan cara memukul atau menggores terak hasil
pengelasan.
Gambar 2. 28 chipping hammer
c) Tang penjepit
Untuk menjepit/memindahkan benda-benda yang panas yang
memperoleh panas dari pengelasan. Tangkai pada tang penjepit biasanya
diisolasi.
Gambar 2. 29 welding tang penjepit
2.7.2. Alat Keselamatan Kerja
22

a. Welding Mask (Topeng Las)
Untuk melindungi kepala/rambut dan kuduk dari percikan-
percikan api las dan benda-benda panas lainnya. Juga untuk
melindungi muka perator las terhadap sinar ultraviolet, inframerah,
dan gas-gas.
Gambar 2. 30 welding mask
b. Sarung tangan kulit
Pekerjaan mengelas selalu berhubungan dengan panas dan
tegangan listrik, kontak dengan panas dan listrik sering terjadi
yaitu melalui kedua tangan. Maka diperlukan pelindung yaitu
sarung tangan kulit.
Gambar 2. 31 sarung tangan
c. Jaket kulit / Apron kulit
Untuk melindungi kulit dan organ-organ tubuh pada bagian
badan operator dari percikan-percikan api las dan pancaran sinar
las yang mempunyai intensitas tinggi maka pada bagian badan
perlu dilindungi menggunakan jaket kulit/apron kulit.
23

Gambar 2. 32 Apron
d. Sepatu Pengaman
Untuk melindungi kaki welder terhadap benda-benda panas
yang ada dilantai maupun percikan api las dari atas pada saat
melakukan pengelasan.
Gambar 2. 33 sepatu pengaman
e. Kacamata Pengaman
Untuk melindungi mata welder pada saat membersihkan
kampuh las dari terak/slag baik menggunakan palu terak maupun
mesin gerinda.
Gambar 2. 34 safety glasses
24

2.8. Panas / Heat Flux
Input panas adalah besarnya energi panas tiap satuan panjang las ketika
sumber panas bergerak. Input panas (H), dinyatakan dengan persamaan sebagai
berikut:
H = PV
= EIV
Dimana: H = masukan panas (j/m)
P = Tenaga Input (watt)
E = Potensial Listrik (Volt)
I = Arus listrik (ampere)
V = kecepatan las (m/s)
Input panas juga mempengaruhi bentuk penampang lintang lasan (bead on
plate) yang meliputi besarnya permukaan logam induk yang mencair, permukaan
bahan pengisi dan HAZ.
Fungsi utama sumber panas pada las cair (fusion welding) adalah untuk
mencairkan logam, yang mempunyai dua pengaruh, yaitu; pada pembentukan
struktur mikro las dan juga menimbulkan siklus termal daerah lasan yang masing-
masing akan dijelaskan sebagai beikut.
2.9. Cacat Las
1. Porosity
Porosity adalah cacat las yang disebabkan adanya gas yang
didalam logam lasan, cara mengatasinya adalah dengan membersihkan
daerah pengelasan dan menurunkan kecepatan pengelasan.
2. Slag Inclusion
Slag Inclusion adalah pengotor dari terak/ kotoran terak, cara
mencegahnya adalah dengan membersihkan manik las sebelum
melakukan pengelasan lapisan berikutnya.
25

3. Incomplete fusion
Incomplete Fusion adalah pencairan yang tidak sempurna dari
manik las, pencegahannya adalah bersihkan daerah lasan dan lakukan
pre-heating.
4. Incomplete penetration
Incomplete Penetration adalah kedalaman penembusan logam las
kurang dalam/ tidak sempurna, cara mencegahnya adalah dengan
menurunkan kecepatan pengelasan.
26

BAB III
ALAT DAN BAHAN
3.1. Alat
3.1.1. Las listrik SMAW
Alat-alat yang digunakan dalam praktikum pengelasan SMAW.
a. Satu unit Mesin Las Listrik.
Gambar 3. 1 mesin las listrik
b. Setang Las
Gambar 3. 2 setang las
c. Kabel las listrik
27

Gambar 3. 3 kabel las
d. Klem massa
Gambar 3. 4 klem massa
e. Palu Terak
Gambar 3. 5 palu terak
f. Meja las
Gambar 3. 6 meja las
3.1.2. Alat Perlengkapan Keselamatan Kerja
a. Topeng Las
28

Gambar 3. 7 topeng las
b. Sarung tangan
Gambar 3. 8 sarung tangan
c. Jaket kulit / Apron kulit
Gambar 3. 9 Apron
d. Sepatu Pengaman
29

Gambar 3. 10 sepatu pengaman
3.2. Bahan
Bahan yang digunakan dalam praktikum pengelasan las listrik SMAW
adalah :
a. Plat baja
Gambar 3. 11 dimensi plat baja
b. Elektroda
Gambar 3. 12 elektroda
30

BAB IV
PROSEDUR KERJA
4.1. Prosedur Umum
4.1.1. Prosedur Keselamatan Kerja
a. Gunakan baju praktikum
b. Gunakan apron
c. Gunakan sarung tangan
d. Gunakan kacamata atau topeng las
e. Gunakan masker
4.1.2. Prosedur SMAW
Adapun prosedur pengelasan SMAW adalah :
a. Siapkan alat dan bahan yang meliputi plat baja, elektroda, palu,
mesin las, serta meja las.
b. Panel utama dinyalakan, berujuan untuk mengalirkan listrik
menuju mesin kas yang akan digunakan.
Gambar 4. 1 panel utama
c. Mesin las dihidupkan dengan memutar saklar pada bagian
belakang mesin.
31

Gambar 4. 2 saklar mesin las
d. Besar arus yang dipilih sebesar 60 ampere. Namun jika dirasa
masih kurang dapat ditambah.
e. Klem massa dipasang pada meja kerja.
f. Elektroda dipasang pada setang las.
g. Pengelasan dilakukan sesuai dengan intruksi asisten.
h. Mesin las di non-aktifkan setelah pengelesan selesai dilakukan.
i. Kabel las digulung.
j. Alat-alat yang telah digunakan dikembalikan pada tempatnya.
k. Ruangan kerja dibersihkan.
4.2. Prosedur Benda kerja
a. Benda kerja dipersiapkan.
b. Sebelum mengelas pada benda kerja latihan dilakukan terlebih
dahulu pada sampel lain.
c. Benda kerja diambil pada tempat yang telah disediakan
d. Pengelasan dilakukan pada benda kerja dengan sambungan temu
e. Dibuat dua alur pengelasan setelah sambungan temu
f. Terak hasil pengelasan dibersihkan dengan palu.
32

BAB V
PEMBAHASAN
5.1. Analisis
Berikut ini adalah hasil pengelasan yang telah dilaksanakan oleh
praktikan:
Gambar 5. 1 Hasil kerja
Analisa yang dapat diambil dari hasil pengelasan adalah sebagai beikut :
- Keterampilan dari welder akan sangat menentukan hasil pengelasan. Pada
hasil kerja didapat alur yang tidak lurus, ini terjadi karena keterbatasan
pengalaman dan keterampilan praktikan.
- Arus pengelasan juga berpengaruh pada pengerjaan las. Jika arus kurang,
elektroda akan mudah lengket pada benda kerja. Sedangkan jika arus
berlebih akan membuat benda kerja terlalu mudah mencair dan dapat
menyebabkan benda kerja menjadi tembus (berlubang).
- Kecepatan pengelasan harus konstan. Jika tidak hasil pengelasan akan
terlihat tidak rapi dan penetrasinya juga tidak seragam.
33

BAB VI
PENUTUP
6.1. Kesimpulan
Beberapa kesimpulan yang dapat diambil dari praktikum SMAW adalah
sebagai berikut:
Las SMAW adalah suatu proses penyambungan dua keping logam atau
lebih, menjadi satu sambungan yang tetap. Dengan menggunakan sumber
panas listrik dan bahan tambah berupa elektroda terbungkus.
Pemilihan arus pengelasan yang terlalu besar mengakibatkan benda kerja
menjadi berlubang.
Jarak elektroda yang terlalu jauh membuat bahan isian tidak terisi dengan
padat.
Terak las yang tidak bersih membuat logam lasan menjadi beongga.
Keterampilan welder menjadi penentu utama keberhasilan pengelasan.
6.2. Saran
Adapun saran yang dapat diberikan untuk praktikum ini adalah sebagai
berikut:
Gunakan selalu alat keselamatan kerja. Dan pastikan alat keselamatan
kerjanya masih baik untuk digunakan.
Pastikan tidak ada benda yang mudah meledak disekitar area kerja.
34

DAFTAR PUSTAKA
(staff.uny.ac.id/sites/default/files/tmp/materi%20ppm%20SMAW%20pakem.pdf)
(yohannes, 2014)
35