BAHAN LAS LISTRIK
13
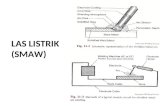
Elektroda polos hanya dapat dipakai pada mesin DC untuk mengelas pekerjaan kwalitet rendah, misalnya pagar-pagar. Elektroda bersalut dapat dipakai pada msin-mesin AC dan DC. Untuk mengelas pekerjaan berkwalitet tinggi. MENYALAKAN ELEKTRODA Elektroda dapat dinyalakan dengan dua cara, yaitu: 1. cara sentakan 2. cara goresan Pertama ialah elektroda diturunkan lurus sampai menyentuh benda kerja dan langsung diangkat (cepat) sampai jarak kira-kira 1x diameter elektroda. Kemudian diturunkan sampai terjadi tinggi busur yang diinginkan (kira-kira 0,8 x diameter elektroda)
-
Upload
fadlilah-sukri-pertami -
Category
Documents
-
view
736 -
download
8
Transcript of BAHAN LAS LISTRIK

Elektroda polos hanya dapat dipakai pada mesin DC untuk mengelas pekerjaan kwalitet rendah, misalnya pagar-pagar.
Elektroda bersalut dapat dipakai pada msin-mesin AC dan DC. Untuk mengelas pekerjaan berkwalitet tinggi.
MENYALAKAN ELEKTRODA
Elektroda dapat dinyalakan dengan dua cara, yaitu:1. cara sentakan2. cara goresan
Pertama ialah elektroda diturunkan lurus sampai menyentuh benda kerja dan langsung diangkat (cepat) sampai jarak kira-kira 1x diameter elektroda.Kemudian diturunkan sampai terjadi tinggi busur yang diinginkan (kira-kira 0,8 x diameter elektroda)

Kedua ialah seperti menggoreskan korek api. Setelah busur terjadi tinggi nyala dipertahankan kira-kira 0,8 kali diameter elektroda diatas bidang kerja.
Arah penggoresan dapat kekiri maupun kekanan
Pasanglah tameng, sebelum elektroda menyala.Perpendekan elektroda, harus diikuti dengan penurunan tangan, agar sudut elektroda dan tinggi busur tetap dapat dipertahankan

MENJEPIT ELEKTRODA
Sebelum bekerja, semua kelengkapan keselamatan kerja harus disiapkan.Jepitlah ujung elektroda pada bagian yang tidak bersalut.Elektroda harus dijepit dengan kuat pada tang.
TANG ELEKTRODA

Agar ujung akhir rigi-rigi las tidak keropos dan tidak terlalu rendah, maka untuk memutuskan atau melepaskan busur nyala dari benda kerja dibutuhkan cara menurut gambar a atau gambar b.
Pada cara a, elektroda diangkat, lalu sedikit diturunkan, baru diayun keluar.
Pada cara b, elektroda diangkat sedikit lalu diturunkan kembali sambil dilepas dengan mengayunkan kekiri atas.
Pada cara c, diperlihatkan cara pelepasan elektroda yang salah.
BAHAN
Elektroda dibuat dari logam ferro dan non ferro misalnya:- baja karbon rendah- baja paduan- aluminium- kuningan- tembaga dan sebagainyaWaktu pengelasan, elektroda dan benda kerja mencair secara bersamaan.
Berdasarkan salutannya, elektroda dibedakan atas:- tanpa salut (polos)- bersalut tipis (fluks)

- bersalut tebalUntuk memelihara busur nyala elektroda polos lebih sukar, dibandingkan dengan elektroda bersalut.Guna salutan elektroda, selain mempermudah pemeliharaan busur nyala, juga untuk mengikat kotoran-kotoran dan melindungi cairan las dari pengaruh oksidasi dan nitrogen. Juga dapat menyempurnakan komposisi cairan las
Dalam ruang las terdapat macam-macam perlengkapan yaitu:- tang elektroda- tang masa- palu terak- sikat baja- tang panas
Tang baja dijepit dengan tang elektroda
Tang elektroda terbuat dari kuningan
Pegangan tang dibungkus dengan baju isolasi yang tahan panas dan listrik, misalnya ebonite

Mulut tang harus selalu bersih supaya hambatan rendah. Bersihkanlah mulut tang dengan sikat baja, kikir, amplas dan sebagainya.
MESIN LAS
Sumber tenaga mesin las dapat diperoleh dari:- motor bensin atau diesel- gardu induk
Tenaga listrik tegangan tinggi dialihkan kebengkel las melalui beberapa transformator.Tegangan yang diperlukan oleh mesin las biasanya:- 110 Volt- 220 Volt- 380 Volt
Antara jaringan dengan mesin las pada bengkel, terdapat saklar pemutus.

Mesin las yang digerakkan dengan motor, cocok dipakai untuk pekerjaan lapangan atau pada bengkel yang tidak mempunyai jaringan listrik.
Busur nyala las ditimbulkan oleh arus listrik yang diperoleh dari mesin las.
Busur nyala terjadi apabila dibuat jarak tertentu antara elektroda dengan benda kerja dan kabel masa dijepitkan kebenda kerja.
Mesin las ada dua macam, yaitu:- mesin las D.C (direct current – mesin las arus searah)- mesin las A.C (alternating current – mesin las arus bolak-balik)
Pemasangan kabel skunder, pada mesin las D.C dapat diatur / dibuat menjadi DCSP atau DCRP.- bila kabel elektroda dihubungkan kekutub negative mesin, dan kabel masa dihubungkan kekutub positif maka disebut hubungan polaritas lurus (D.C.S.P)- pada hubungan D.C.S.P, panas yang timbul, sepertiga memanaskan elektroda dan dua pertiga memanaskan benda kerja.
Berarti benda kerja menerima panas lebih banyak dari elektroda.
- bila kabel elektroda dihubungkan kekutub positif mesin, dan kabel masa dihubungkan

kekutub negative maka disebut hubungan polaritas terbaik (D.C.R.P)
catatan:DCSP = direct current straight polarityDCRP = direct current revers polarity
- pada hubungan D.C.R.P, panas yang timbul, dua pertiga memanaskan elektroda dan sepertiga memanaskan benda kerja. Berarti elektroda menerima panas yang lebih banyak dari benda kerja- kapan dipergunakan D.C.R.P, tersebut?Ini tergantung pada :- bahan benda kerja- posisi pengelasan- bahan dan salutan elektroda- penembusan yang diinginkan
Pada mesin las A.C, kabel masa dan kabel elektroda dapat dipertukarkan tanpa mempengaruhi perubahan panas yang timbul pada busur nyala.
Keuntungan-keuntungan pada mesin D.C antara lain:- busur nyala stabil- dapat menggunakan elektroda bersalut dan tidak bersalut

- dapat mengelas pelat tipis dalam hubungan DCRP- dapat dipakai untuk mengelas pada tempat-tempat yang lembab dan sempit
Keuntungan-keuntungan pada mesin A.C, antara lain:- busur nyala kecil, sehingga memperkecil kemungkinan timbunya keropos pada rigi-rigi las- perlengkapan dan perawatan lebih murah
Besar arus dalam pengelasan dapat diatur dengan alat penyetel, dengan jalan memutar handle menarik atau menekan, tergantung pada konstruksinya.

Besar ampere yang dihasilkan mesin dapat dilihat pada skala ampere.
Posisi Pengelasan
Posisi Di Bawah Tangan Kemiringan elektroda 10 derajat – 20 derajat terhadap garis vertical kearah jalan elektroda dan 70 derajat-80 derajat terhadap benda kerja.
Posisi Tegak (vertical) Mengelas posisi tegak adalah apabila dilakukan arah pengelasannya keatas atau ke bawah. Dengan kemiringan elektroda sekitar 10 derajat-15 derajat terhadapvertikal dan 70 derajat-85 derajat terhadap benda kerja.
Posisi Datar (horizontal) Mengelas dengan horizontal biasa disebut juga mengelas merata dimana kedudukan benda kerja dibuat tegak dan arah elektroda mengikuti horizontal. Sewaktu mengelas elektroda dibuat miring sekitar 5 derajat – 10 derajat terhadap garis vertical dan 70 derajat – 80 derajat kearah benda kerja.
Posisi Di Atas Kepala (Overhead) Mengelas dengan posisi ini benda kerja terletak pada bagian atas juru las dan kedudukan elektroda sekitar 5 derajat – 20 derajat terhadap garis vertical dan 75 derajat-85 derajat terhadap benda kerja.
Posisi Datar (1G) Pada posisi ini sebaiknya menggunakan metode weaving yaitu zigzag dan setengah bulan

Untuk jenis sambungan ini dapat dilakukan penetrasi pada kedua sisi, tetapi dapat juga dilakukan penetrasi pada satu sisi saja. Type posisi datar (1G) didalam pelaksanaannya sangat mudah. Dapat diapplikasikan pada material pipa dengan jalan pipa diputar.
Posisi Horizontal (2G) Pengelasan pipa 2G adalah pengelasan posisi horizontal, yaitu pipa pada posisi tegak dan pengelasan dilakukan secara horizontal mengelilingi pipa. posisi sudut electrode pengelasan pipa 2G yaitu 90º Panjang gerakan elektrode antara 1-2 kali diameter elektrode. Bila terlalu panjang dapat mengakibatkan kurang baiknya mutu las. Panjang busur diusahakan sependek mungkin yaitu ½ kali diameter elektrode las. Untuk pengelasan pengisian dilakukan dengan gerakan melingkar dan diusahakan dapat membakar dengan baik pada kedua sisi kampuh agar tidak terjadi cacat. Gerakan seperti ini diulangi untuk pengisian berikutnya.
Posisi vertikal (3G) Pengelasan posisi 3G dilakukan pada material plate. Posisi 3G ini dilaksanakan pada plate dan elektrode vertikal.
Posisi Horizontal Pipa (5G)Pada pengelasan posisi 5G dibagi menjadi 2, yaitu :-Pengelasan naikBiasanya dilakukan pada pipa yang mempunyai dinding teal karena membutuhkan panas yang tinggi. Pengelasan arah naik kecepatannya lebih rendah dibandingkan pengelasan dengan arah turun, sehingga panas masukan tiap satuan luas lebih tinggi dibanding dengan pengelasan turun.Posisi pengelasan 5G pipa diletakkan pada posisi horizontal tetap dan pengelasan dilakukan mengelilingi pipa tersebut. Supaya hasil pengelasan baik, maka diperlukan las kancing (tack weld) pada posisi jam 5-8-11 dan 2. Mulai pengelasan pada jam 5.30 ke jam 12.00 melalui jam 6 dan kemudian dilanjutkan dengan posisi jam 5.30 ke jam 12.00 melalui jam 3. Gerakan elektrode untuk posisi root pass (las akar) adalah berbentuk segitiga teratur dengan jarak busur ½ kali diameter elektrode.
-Pengelasan turunBiasanya dilakukan pada pipa yang tipis dan pipa saluran minyak serta gas bumi. Alasan penggunaan las turun lebih menguntungkan dikarenakan lebih cepat dan lebih ekonomis.