
BAB IV HASIL PENELITIAN DAN PEMBAHASANeprints.ung.ac.id/5944/9/2012-1-88210-544409030-bab4... ·...
56
15 BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1 Sejarah Terbentuknya Kerajinan Mebel “ Rahmat Jaya ” Pada awalnya sekitar tahun 1998 kerajinan mebel Rahmat Jaya merupakan tempat penumpukan kayu dari hutan ,dulunya pemilik mebel Rahmat Jaya yaitu bapak Zainudin Rahman merupakan seorang penebang kayu ( tukang sensor ), bapak Zeni ( panggilan sehari-hari ) dangan bapak Hamid ( paman ) pemasok kayu dalam bentuk papan berbagai ukuran, konseng rumah, lata, serta kayu api ke kabupaten Gorontalo. Pada tahun 2000 bapak Zeni mendirikan mebel Rahmat Jaya dengan pekerja satu orang yaitu bapak Liko dengan alat apa adanya dan minimal produksi setiap bulannya mencapai sepuluh buah mebel yang di hasilkan yang siap jual, pada tahun 2002 para pekerja mulai betambah, menjadi dua orang tukang mebel, serta dua orang tukang sensor, dua orang pengangkut kayu dari hutan, serta satu supir yang mengangkut kayu. Ditambah lagi dengan kelengkapan alat alat yang lebih memadai untuk menunjang para pekerja agar menghasilkan produk yang berkualitas. Dalam pengambilan bahan baku bapak Zeni mengingatkan pada para pekerja agar memilih kayu yang layak tebang, agar mendapatkan kayu yang ideal untuk digunakan pada bahan baku mebel, dulu penebangan kayu di hutan hanya untuk pembukaan lahan perkebunan bagi masyarakat dusun Didingga, dikarenakan kurangnya lahan pertanian, pada masa itu dusun Didingga didominasi oleh perbukitan dan hutan belantara.
Transcript of BAB IV HASIL PENELITIAN DAN PEMBAHASANeprints.ung.ac.id/5944/9/2012-1-88210-544409030-bab4... ·...

15
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1 Sejarah Terbentuknya Kerajinan Mebel “ Rahmat Jaya ”
Pada awalnya sekitar tahun 1998 kerajinan mebel Rahmat Jaya
merupakan tempat penumpukan kayu dari hutan ,dulunya pemilik mebel Rahmat
Jaya yaitu bapak Zainudin Rahman merupakan seorang penebang kayu ( tukang
sensor ), bapak Zeni ( panggilan sehari-hari ) dangan bapak Hamid ( paman )
pemasok kayu dalam bentuk papan berbagai ukuran, konseng rumah, lata, serta
kayu api ke kabupaten Gorontalo.
Pada tahun 2000 bapak Zeni mendirikan mebel Rahmat Jaya dengan
pekerja satu orang yaitu bapak Liko dengan alat apa adanya dan minimal produksi
setiap bulannya mencapai sepuluh buah mebel yang di hasilkan yang siap jual,
pada tahun 2002 para pekerja mulai betambah, menjadi dua orang tukang mebel,
serta dua orang tukang sensor, dua orang pengangkut kayu dari hutan, serta satu
supir yang mengangkut kayu. Ditambah lagi dengan kelengkapan alat alat yang
lebih memadai untuk menunjang para pekerja agar menghasilkan produk yang
berkualitas.
Dalam pengambilan bahan baku bapak Zeni mengingatkan pada para
pekerja agar memilih kayu yang layak tebang, agar mendapatkan kayu yang ideal
untuk digunakan pada bahan baku mebel, dulu penebangan kayu di hutan hanya
untuk pembukaan lahan perkebunan bagi masyarakat dusun Didingga,
dikarenakan kurangnya lahan pertanian, pada masa itu dusun Didingga didominasi
oleh perbukitan dan hutan belantara.

16
Dulunya jalan menuju desa Didingga berupa jalan berbatu yang memakan
waktu berjam-jam hingga sampai di desa Didingga. Sehingga itu terkendala dalam
distribusi bahan pelengkap untuk mebel yang harus di beli dari kota berupa cat,
kaca, paku, tempat kunci, lem, serta bahan-bahan lainnya. Dalam proses
pengiriman pesanan ke kota Gorontalo, kabupaten Gorontalo, kabupaten Bone
Bolango, dan kabupaten Gorontalo juga terkendala dangan jalan yang kondisinya
belum teraspal sehingga memperlambat pengiriman barang dua sampai tiga hari.
Dalam musim penghujan akan lebih memperlambat pengiriman mebel karena
kondisi jalan yang berair, berlubang, dan becek, sehingga mobil akan ditarik jika
sampai terjabak di kubangan lumpur, sehingga memakan waktu empat sampai
lima hari barangnya sampai ke tempat tujuan.
Karena kondisi demikian kerajinan mebel Rahmat Jaya mengalami
penuranan pesanan dari konsumen dari kota dan kabupaten Gorontalo, alasanya
karena lamanya pengiriman hasil produksi kerajinan mebel Rahmat Jaya. Hal ini
berlangsung sekitar beberapa tahun sampai tahun 2005.
Pada tahun 2005 kondisi kerajianan mebel Rahmat Jaya semakin membaik
karena pesanan mulai meningkat karena adanya perbaikan jalan itupun baru
sebagian jalan yang di aspal belum sampai di kecamatan Tolinggula, akan tetapi
kondisi ini mempengaruhi proses dalam pembelian bahan bahan pelengkap mebel
serta dalam pengiriman hasil kerajinan mebel Rahmat Jaya meskipun ada kendala
sedikit tapi tidak mempengaruhi dalam proses pembelian bahan-bahan pelengkap
dan proses pengiriman.

17
Pada tahun 2009 produksi hasil produksi kerajinan mebel Rahmat Jaya
semakin bervariasi dulunya hanya memproduksi empat macam betuk mebel,
sekarang sudah menghasilkan beberapa macam diantaranya: lemari pakaian terdiri
empat macam yaitu lemari satu badan, lemari dua badan, lemari tiga badan, dan
lemari makanan. tualet ( lemari hias ) terdiri dari dua macam, yaitu model yang
besar dan mini, bufet, tempat tidur terdiri dari model spanyol, model biasa. Meja
makan, serta konseng rumah. Kondisi ini masih bertahan sampai sekarang dengan
para pekerja yang kompak dan solid sehingga menghasilkan produk mebel yang
berkualitas tinggi.
4.1.1 Struktur Organisasi “ Rahmat Jaya”
Berikut ini adalah sturuktur organisasi usaha kerajinan mebel Rahmat
Jaya yang saya gambarkan dalam bentuk bagan sebagai berikut:
Kerajinan Mebel “ Rahmat Jaya ”
Gambar 2 : skema stuktur organisasi kerajinan mebel Rahmat Jaya Sumber : mebel Rahmat Jaya
KETUA ZAINUDIN RAHMAN
BENDAHARA ELIS MADA
BAGIAN PEMASARAN 1. MARYAM SAMAN 2. ANCE DAUD 3. HAPSA KAI 4. ROHAYATI RAHMAN
BAGIAN PRODUKSI 1. NIKSON TAHIR 2. NIKSON HASAN 3. BASI MISI
BAGIAN PENGANGKUTAN KAYU
1. UDIN HUSAIN 2. FITLI HASAN 3. KAHAR DANIALI
PEMASOK BAHAN BAKU
1. HAMKA HASAN 2. OPSILAN MADA

18
4.1.2 Jenis jenis produk kerajinan mebel Rahmat Jaya
Dalam usaha kerajianan mebel Rahmat Jaya, memproduksi beberapa
macam jenis mebel yang memang di produksi secara terus menerus, dan juga
sesuai pesanan dari para konsumen diantaranya adalah:
a) Bufet
Produk ini merupakan produk yang diproduksi secara terus menerus
meskipun tidak ada pesanan, karena bufet ini banyak sekali peminatnya karena
untuk keperluan tempat perhiasan, pajangan di dalam rumah, serta berfungsi
untuk meletakan barang barang seperti gelas, bingkai foto, vas bunga dan barang
pecah lainnya, bufet ini di hargai dengan harga Rp 1.500 000.
Gambar 3 : Bufet Sumber foto : Penulis 2012.
b) Lemari Pakaian
Produk lemari pakaian terdiri dari tiga macam yaitu lemari satu badan,
lemari dua badan, lemari tiga badan. Lemari pakaian merupakan produk paling
banyak di pesan karena lemari merupakan kebutuhan untuk perlekapan rumah
tangga, yang sering diproduksi yaitu produk lemari dua badan dan tiga badan,

19
sedangkan lemari satu badan di produksi sesuai pesanan. Harga lemari
disesuaikan dengan bentuknya, yaitu lemari 1 badan dengan harga Rp 750 000,
lemari dua badan dengan harga Rp 1 500 000, dan lemari tiga badan di hargai
dengan Rp 2.000.000.
Gambar 4 : lemari 2 badan Sumber foto : Penulis , 2012 .
c) Lemari Makanan
Lemari makanan di produksi berdasarkan pesanan dari konsumen, lemari
makanan terdiri dari dua macam yaitu lemari dengan menggunakan kaca bunga,
dan yang menggunakan kaca polos. Lemari makanan yang menggunakan kaca
bunga di jual dengan harga Rp 1.750.000, sedangkan harga lemari yang
menggunakan kaca polos Rp 1. 500.000,-

20
Gambar 5: lemari makanan dengan kaca bunga. Sumber foto : Penulis, 2012.
d) Tempat Tidur
Tempat tidur yang di produksi terdiri dari dua macam yaitu tempat tidur
model spanyol dan model biasa, dengan berbagai ukuran dari 180 x 200, 160 x
200,120 x 200, dan 100 x 150. Harga jual dari tempat tidur model spanyol 160 x
200 yaitu Rp 1.500.000.

21
Gambar 6 : tempat tidur model spanyol Sumber foto : Penulis, 2012.
e) Meja Rias ( Tualet)
Meja rias merupakan produk yang paling banyak di pesan oleh konsumen,
karena modelnya unik dan harganya murah, meja rias dengan ukuran yang besar
di hargai Rp 900 000, sedangkan yang ukuran mini Rp 750.000
Gambar 7: meja rias dengan ukuran mini Sumber foto : Penulis , 2012.
Dari semua jenis mebel yang diproduksin oleh kerajinan mebel Rahmat
Jaya maka penulis akan mengkaji lebih dalam proses pembuatan bufet dan proses
pembuatan tempat tidur. Karena kedua produk tersebut mewakili dalam hal proses

22
produksi seluruh produk mebel dan kedua produk mebel tersebut terdapat banyak
ornamen serta menjadi produk yang paling banyak di pesan.
4.2 Proses Produksi
4.2.1 Bagan Proses Produksi
Dalam bagan ini di rincikan proses dari pengambilan bahan baku menjadi
bahan setengah jadi kemudian menjadi barang jadi kemudian di pasarkan.
Gambar 8 : bagan proses produksi kerajinan mebel Rahmat Jaya Sumber : mebel Rahmat Jaya
Penebangan kayu di hutan menggunakan mesin sensor
Penghalusan kayu dengan mesin skap
Penegringan dengan sinar matahari
Pengangkutan kayu dengan menggunakan mobil
Pengangkutan kayu dengan bantuan binatang (sapi)
Pengambilan bahan baku (kayu) di hutan
Bahan Setengah Jadi
Proses pembuatan lemari
Proses pembuatan meja rias
Proses pembuatan bufet
Proses pembuatan tempat tidur
Proses pembuatan konseng rumah
Pemasaran
Bahan Mentah
Produk Jadi

23
1.2.2 Menyiapkan Alat Dan Bahan
Berikut ini adalah alat dan bahan yang digunakan dalam membuat mebel
dikerajinan mebel Rahmat Jaya.
Gambar alat dan bahan Nama alat dan bahan
Mistar siku 30cm
Mistar siku 25cm
Meteran

24
Gergaji potong halus
Gergaji iris
Gergaji stik
Gergaji potong kasar

25
Palu
Pisau pahat 4cm
Pisau pahat 2cm

26
Skap manual
Gergaji listrik
Mesin bor
Gergaji listrik

27
Mesin gurinda
Mesin skap panel
Mesin skap
Paku,3,4,5,6, dan 8dm

28
Kunci
Cat
Kuas
Kertas pasir

29
Papan
1.2.3. Proses Pengolahan Bahan Mentah Menjadi Bahan Setengah Jadi
a) Pengambilan Bahan Baku ( Kayu) Di Hutan
Dalam proses pengambilan kayu di hutan, para pekerja harus malalui
jalan setapak dari desa menuju tempat pengambilan kayu dihutan. para pekerja
membawa perlengkapan untuk pengambilan kayu seperti mesin sensor,alat
pemberi tanda, bensin, serta alat-alat untuk memperbaiki mesin sensor, apabila
terjadi kerusakan.
Gambar 9 : Para pekerja menuju hutan. Sumber foto : penulis 2012.

30
Dalam perjalanan menuju hutan para pekerja memerlukan waktu sekitar 1
jam dari desa berjalan kaki menuju hutan. Sesampainya dihutan, para pekerja
tidak langsung memotong kayu, melainkan mereka harus mencari kayu yang
layak untuk ditebang, maksudnya yang layak yaitu: kayu yang sudah besar atau
cukup umur untuk ditebang selain alasan tadi di ataspara pekerja juga mencari
kayu yang biasa di pakai untuk membuat mebel seperti kayu kuning (pohon
cempaka), kayu putih (pohon bunga), dan kayu merah (pohon durian), sedangkan
untuk konseng rumah menggunakan kayu las.
Gambar 10 : pekerja memilih pohon. Sumber foto : penulis.2012.
Setelah mencari para pekerja langsung memberi tanda pohon-pohon yang
akan di tebang. Alat yang digunakan untuk menebang pohon adalah mesin sensor.
Selanjutnya para pekerja yang berjumlah dua orang langsung melakukan
penebangan pohon dengan mesin sensor pada kayu yang sudah diberi tanda.
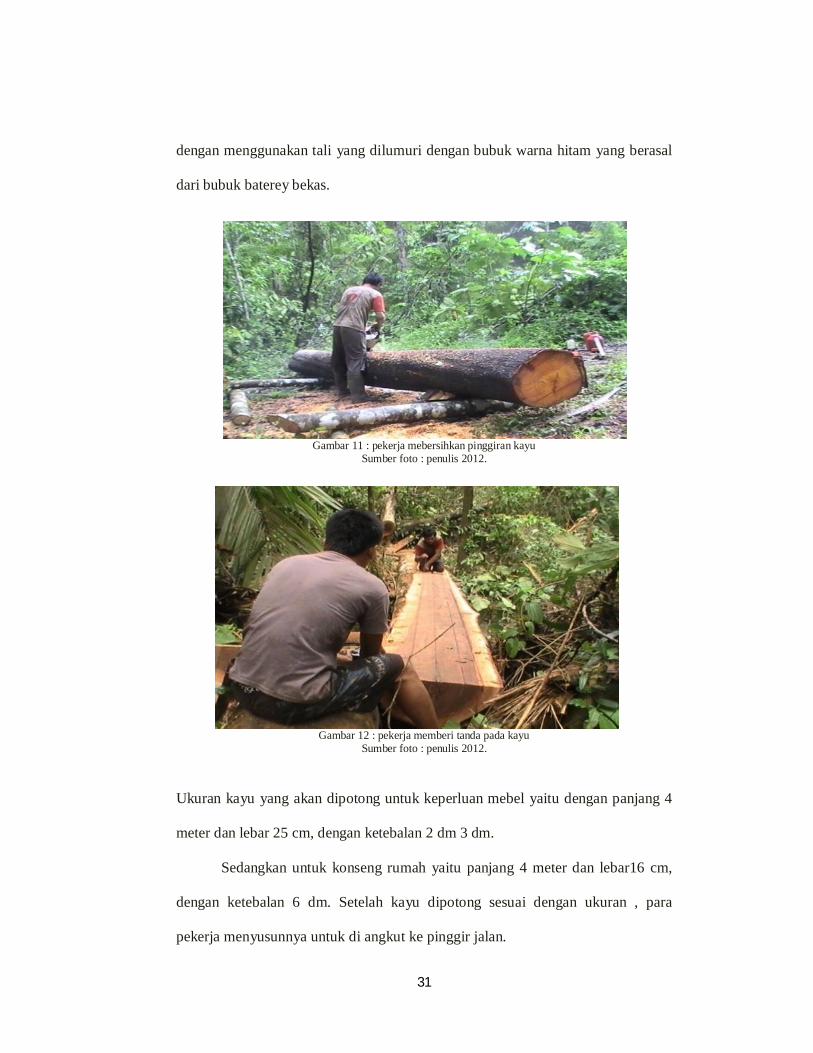
Setelah di sensor kayu tersebut dibersihkan, dengan menegeluarkan kulit kayu
tersebut. Setelah itu kayu tersebut diberi tanda, sesuai panjang yang diinginkan
31
dengan menggunakan tali yang dilumuri dengan bubuk warna hitam yang berasal
dari bubuk baterey bekas.
Gambar 11 : pekerja mebersihkan pinggiran kayu Sumber foto : penulis 2012.
Gambar 12 : pekerja memberi tanda pada kayu Sumber foto : penulis 2012.
Ukuran kayu yang akan dipotong untuk keperluan mebel yaitu dengan panjang 4
meter dan lebar 25 cm, dengan ketebalan 2 dm 3 dm.
Sedangkan untuk konseng rumah yaitu panjang 4 meter dan lebar16 cm,
dengan ketebalan 6 dm. Setelah kayu dipotong sesuai dengan ukuran , para
pekerja menyusunnya untuk di angkut ke pinggir jalan.

32
Gambar 13 : pekerja memotong kayu sesuai ukuran Sumber foto : penulis 2012.
b) Pengangkutan Kayu Dengan Bantuan Binatang ( Sapi )
Gambar14 : proses penyusunan kayu pada sapi. Sumber foto : penulis 2012.
Setelah kayu dipotong sesuai dengan ukuran, kayu tersebut disusun sesuai
ukuran. Selanjutnya kayu tersebut ditarik keluar hutan menggunakan seekor sapi .

33
pada mebel Rahmat Jaya, para pekerja yang bertugas untuk menerik kayu dari
hutan berjumlah tiga orang, dengan masing masing menggunakan seekor sapi
Gambar 15: proses pengangkutan kayu dengan sapi. Sumber foto : penulis 2012.
Sapi-sapi tersebut menarik kayu dari hutan, melalui jalan jalan setapak
yang cukup terjal, karena medan jalan yang dilalui itu sangat ekstrim. Melewati
bebatuan yang licin,melewati beberapa sungai dua sungai serta beberapa bukit
bukit yang tidak terlalu tinggi. Sehingga itu tenaga hewan sangat berpengaruh
untuk proses penarikan kayu tersebut.
Pada saat menarik kayu para pekerja lalu memperhatikan cuaca. Karena
cuaca sangat berpengaruh pada kelancaran dalam penarikan kayu, karena apabila
cuaca hujan pastinya sulit menarik kayu dari hutan di akibatkan karena medan
yang licin, itu akan membahayakan para pekarja dan sapi-sapi tersebut.
Jarak yang ditempuh para pekerja untuk menarik kayu sampai ke tempat
penumpukan kayu yang bisa dilalui mobil sekitar 5 km. Jarak itu bisa berubah
tergantung kayu yang di cari hingga masuk kedalam hutan.

34
Gambar 16 : tempat penumpukan kayu. Sumber foto : penulis 2012
c) Pengangkutan Kayu Dengan Mobil
Kayu kayu yang ditarik dari hutan kemudian ditumpuk dipinggir jalan.
Lokasi penumpukan kayu masih dibilang jauh dari jalan utama (jalan beraspal),
sedangkan jalan yang menuju lokasi tempat penumpukan kayu masih dalam
kondisi berbatu. Setelah ditumpuk dilokasi penumpukan. Selanjutnya kayu kayu
tersebut diangkut menuju mebel Rahmat Jaya untuk dilakukan proses berikutnya.
Gambar 17: proses pengangkutan kayu dengan mobil. Sumber: foto penulis 2012.

35
d) Pengeringan Kayu (Papan/Lata)
Proses berikutnya adalah pengeringan. Kayu kayu yang baru sampai dari
hutan kemudian langsung disusun dengan rapi di tempat untuk pengeringan. Kayu
kayu dipisahkan menjadi dua bagian yaitu kayu berbentuk papan dipisahkan
dengan kayu yang berbentuk lata yang di gunakan untuk konseng rumah.
Selanjutnya papan dan lata tersebut dibariskan dengan posisi berdiri.
Gambar 18 : proses pengaturan kayu. Sumber foto : penulis 2012.
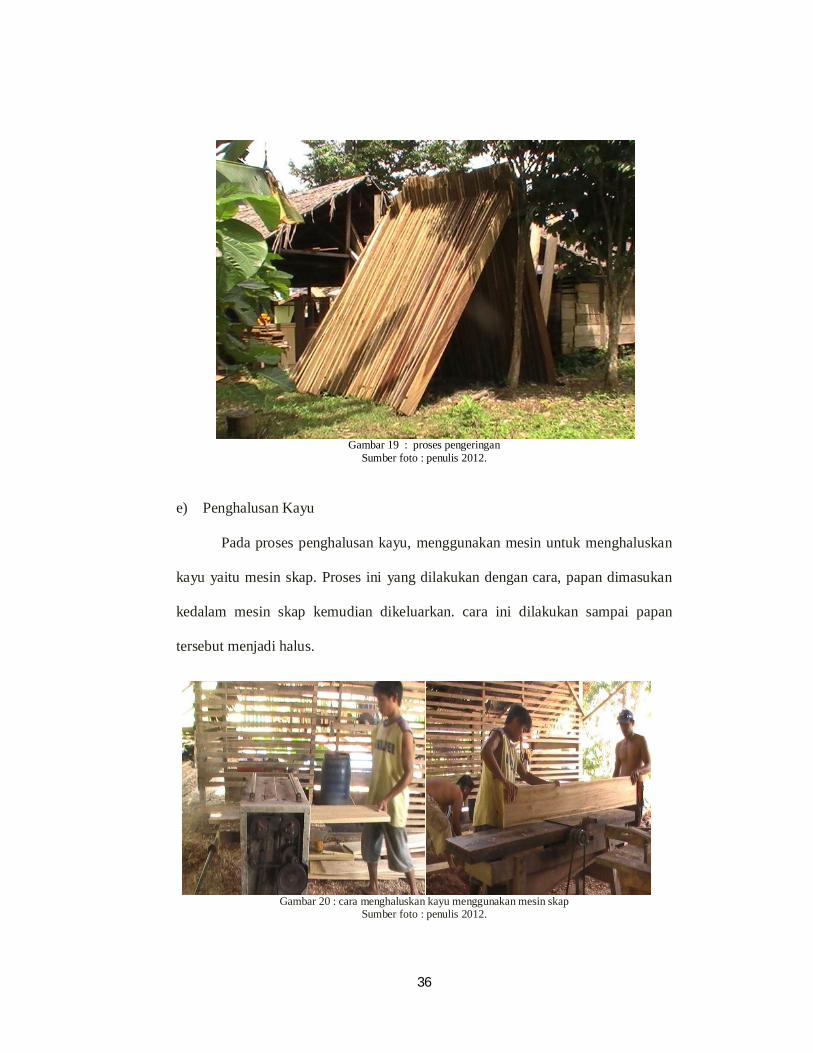
Proses pengeringan tergantung dengan jenis kayu dan pengaruh cuaca
misalnya kayu cempaka memerlukan pengeringan waktu yang cukup lama bisa
1bulan sampai 2 bulan ,karena kayu cempaka mengandung banyak air sehingga
itu perlu pengeringan yang cukup lama untuk menghilangkan kandungan air di
dalam kayu cempaka,dalam industr mebal kayu yang kering akan menghasilkan
kuwalitas mebel yang bagus,sedangkan kayu yang masih setengah kering akan
cepat rusak apabila akan dibuat mebel.
36
Gambar 19 : proses pengeringan Sumber foto : penulis 2012.
e) Penghalusan Kayu
Pada proses penghalusan kayu, menggunakan mesin untuk menghaluskan
kayu yaitu mesin skap. Proses ini yang dilakukan dengan cara, papan dimasukan
kedalam mesin skap kemudian dikeluarkan. cara ini dilakukan sampai papan
tersebut menjadi halus.
Gambar 20 : cara menghaluskan kayu menggunakan mesin skap Sumber foto : penulis 2012.

37
4.2.4 Proses Pengolahan Bahan Setengah Jadi Menjadi Produk Mebel
1. Proses Pembuatan Bufet
a. Pemotongan dan pengirisan kayu.
Dalam proses pembuatan bufet kayu yang dibutuhkan untuk satu buah
bufet berjumlah 11 lembar papan dan 1 potong kayu lata, dengan rincian 2 lembar
untuk rangka bufet, 3 lembar untuk bis profil, pemasangan ornamen dan pintu
bufet. 6 lembar untuk rak bufet, atap bufet, dan dinding bufet. Jenis papan yang
digunakan untuk bufet yaitu dengan ketebalan 2,5 dm sebanyak 3 lembar untuk
pintu dan profil, serta papan dengan ketebalan 2 dm sebanyak 8 lembar untuk
diding blakang, rangka, atap, rak bufet.
Kayu yang dipotong-potong pertama yaitu kayu untuk profil dan rangka
bufet dan rangka bufet. Dalam pengirisan kayu untuk profil menggunakan gergaji
listrik, guna gergaji listrik untuk mengiris lebarnya kayu profil karena gergaji
tersebut sudah dilengkapi dengan ukuran otomatis, sedangkan untuk mengiris
panjang profil tersebut menggunakan gergaji manual.
Kayu profil bagian atas dipotong dengan ukuran panjang panjang dari
60cm, 45cm, dan 120cm dengan lebar irisan keseluruhan 4cm dengan jumlah
masing masing yaitu 60cm 4 potong, 45cm 2 potong, dan 120cm 1potong.
Sedangkan profil bagian bawah di potong dengan ukuran panjang 200cm. Dengan
irisan lebar masing masing 3cm dan 11 cm. Dengan jumlah masing masing
berjumlah 2 lembar.

38
Gambar 21: proses pemotongan kayu profil Sumber: foto penulis 2012.
Kemudian memotong kayu bis profil bagian atas dan bagian bawah bufet
dengan ukuran panjang yang sama untuk profil, tetapi ukuran lebarnya berbeda
dengan kayu profil, lebar untuk bis yaitu 5cm dan 3cm, jumlah bis profil yangdi
gunakan sama dengan jumlah kayu profil, kemudian bis profil tersebut dibentuk
bagian pinggiranya dengan mesin profil agar tidak terkesan plat melainkan
terkesan lebih berisi. Setelah pemotongan dan pengirisan kayu/ papan, kayu
tersebut dihaluskan dengan mesin skap agar kayunya menjadi halus.
Untuk pemotongan dan pengirisan kayu/ papan untuk pintu, rak, atap, dan
dinding bufet di ptong pada saat proses pemasangan masing masing guna hasil
yang lebih baik.

39
Gambar 22: proses pembetukan bis pada kayu profil Sumber foto : penulis
Gambar 23: bentuk bis dari kayu profil Sumber: foto penulis 2012
40
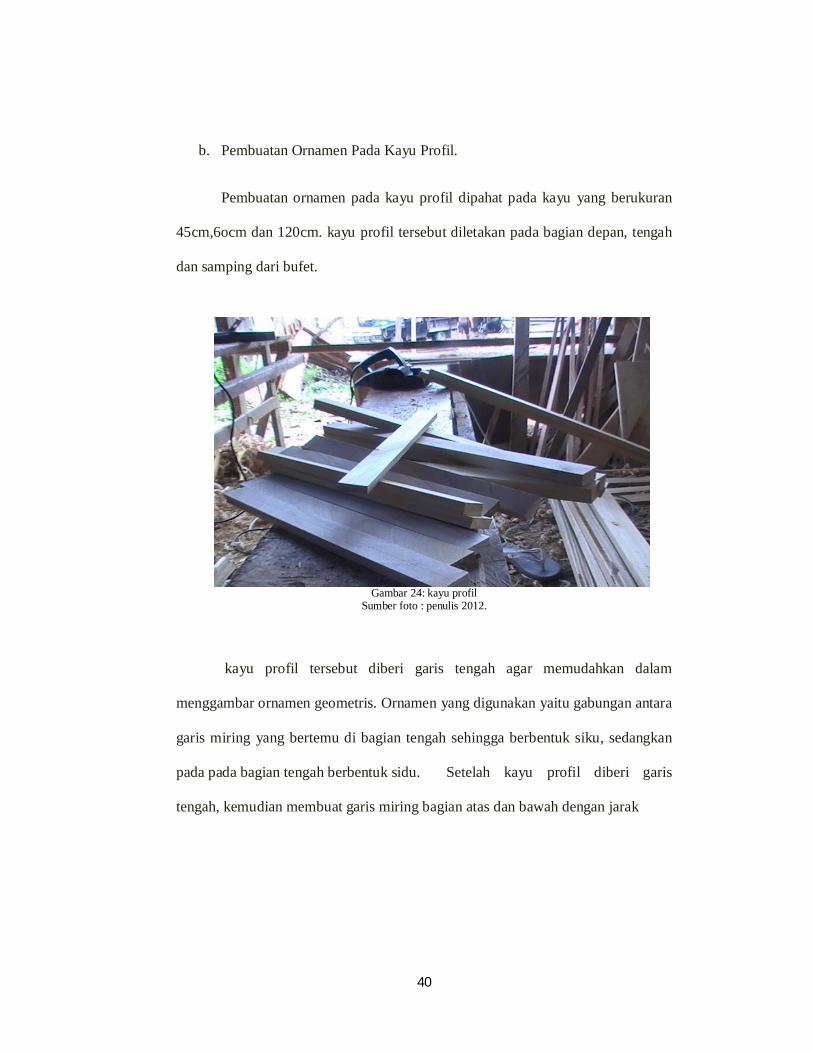
b. Pembuatan Ornamen Pada Kayu Profil.
Pembuatan ornamen pada kayu profil dipahat pada kayu yang berukuran
45cm,6ocm dan 120cm. kayu profil tersebut diletakan pada bagian depan, tengah
dan samping dari bufet.
Gambar 24: kayu profil Sumber foto : penulis 2012.
kayu profil tersebut diberi garis tengah agar memudahkan dalam
menggambar ornamen geometris. Ornamen yang digunakan yaitu gabungan antara
garis miring yang bertemu di bagian tengah sehingga berbentuk siku, sedangkan
pada pada bagian tengah berbentuk sidu. Setelah kayu profil diberi garis
tengah, kemudian membuat garis miring bagian atas dan bawah dengan jarak

41
Gambar 25 : proses penggambaran ornamen pada kayu
sumber foto : penulis 2012
masing masing 4cm. Ornamen geometris yang terdapat pada bagian samping kiri
dan masing masing sembilan garis siku.bagian depan kiri dan kanan masing
masing berjumlah 10 garis sikudan 1 berbentuk sidu,sedangkan bagian tengah
berjumlah 22 garis siku 1 berbentuk sidu.
Gambar 26: hasil proses penggambaran ornamen sumber foto : penulis 2012.

42
Selanjutnya melubangi garis garis tersebut menggunakan pabole {pisau
pahat ukuran 4cm} agar terlihat bervolume. Setelah itu kayu profil yang telah
selesai di pahat kemudian di amplas dengan menggunakan mesin gurinda supaya
terlihat halus, tidak kasar serta memperindah ornamen tersebut
Gambar 27:Proses pemahatan ornamen sumber foto : penulis 2012.
Gambar 28: Hasil pemahatan ornamen sumber foto : penulis 2012.

43
Gambar 29: Proses penghalusan dengan mesin gurinda sumber foto : penulis 2012.
c. Pembuatan Rangka Bufet
Dalam proses ini terlebih dahulu papan yang ukuran 100 x 25cm
berjumlah 8 potong disambungkan masing masing 2 lembar menjadi 4 lembar
dengan menggunakan lem fox didiamkan selama 25 menit dengan menggunakan
alat penjepit, dan diletakan pada sinar matahari. Setelah kering pinggiran kayu
tersebut diratakan dengan mesin skap. Kemudian lebar papan tersebut diukur
menjadi 40 cm dengan tinggi 1m setelah itu di iris dengan gergaji mesin.

44
Gambar 30: Proses penyambungan papan dengan lem fox menggunakan alat penjepit sumber foto : penulis 2012.
Gambar 31: Proses pengukuran kembali dan pemotongan dengan gergaji mesin sumber foto : penulis 2012.
Selanjutnya diskap kembali secara menyeluruh guna menghilangkan bagia
bagian kasar pada papan untuk tiang rangka tersebut kemudian menyiapkan kayu
lata yang digunakan untuk kaki bufet bagian blakang dengan ukuran lata 5 x 5
dengan panjang 200cm selanjutnya di haluskan dengan mesin skap.

45
Gambar 32 : Penghalusan secara menyeluruh sumber foto : penulis 2012.
Setelah semua papan bagian depan dan bagian belakang selesai dikerjakan
kemudian membuat miringan pada bagian tengah dengan menggunakan papan
2.5dm dengan ukuran 82cmx125cm, gunanya untuk memberi kesan bervolume
pada bagian tengah dengan bentuk travesium. Setelah bahan semua selesai
dikerjakan selanjutnya seluruh bahan tersebut di amplas menggunakan mesin
gurinda gunanya untuk memperhalus seluruh permukaan papan tersebut.
Gambar 33 : Proses penghalusan permukaan papan dengan mesin gurinda sumber foto : penulis 2012.
Sebelum mendirikan bahan rangka bufet para pekerja memeriksa kembali
tinggi dari papan tersebut, apabila ukurannya lebih maka papan tersebut dipotong

46
kembali menggunakan gergaji manual. Dalam pembuatan bufet, tiang bagian
tengah berbeda dengan tiang bagian samping kiri dan kanan, berbeda dalam hal
memotong bagian bawahnya, karena tiang bagian tengah dipotong miring sekitar
3cm sampai 4cm sedangkan bagian samping kiri dan kanan dipotong lurus. Ini
bertujuan untuk memberi ruang pada bagian tengah karena tiang bagian tengah
tidak menyentuh lantai sedangkan tiang bagian samping kiri dan kanan
menyentuh lantai sebagai titik tumpu agar tidak goyang dan roboh.
Setelah semua bahan disiapkan kemudian mendirikan rangka bufet dangan
langkah pertama yaitu tiang samping kirai dan kanan dipaku pada bagian muka
dengan kayu profil yang berukuran 200 x 11 cm, dimulai dari samping kiri
Gambar 34 : Pemasangan rangka bufer dari samping kiri sumber foto : penulis 2012.
kemudian pada samping kanan, sebelum dipaku kayu profil dilumuri dengan lem
fox kemudian dipaku dengan paku 5 dm, setelah itu bagian belakang di paku
dengan kayu lata yang telah disiapkan. Paku yang digunakan berbeda dengan
bagian muka yaitu 8dm.

47
Selanjutnya memasang tiang bagian tengah kiri dan tengah kanan. Dengan
ukuran jarak dari samping masing-masing 48cm serta bagian tengah menjadi
95cm
Gambar 35 : Memasang tiang bagian tengah sumber foto : penulis 2012.
Pada tiang bagian tengah, bagian belakang bawahnya diiris dengan gergaji sampai
berbentuk sudut siku-siku agar tiang bagian tengah tidak menyentuh lantai.
Gambar 36 : Bagian tengah belakang di gergaji berbentuk siku Sumber foto : penulis 2012.

48
Kemudian memasang miringan pada bagian tengah yang berbentuk
travesium, terlebih dahulu bagian bawah dari miringan itu diiris dengan gergaji
berbentuk siku-siku, kemudian miringan bagian sisi dilumuri dengan lem selanjut
miringan tersebut disambung dengan tiang bagian tengah menggunakan paku
8dm. Setelah kedua miringan terpasang selanjutnya penutup depan bagian bawah
dari miringan tersebut.
Gambar 37 : Memasang miringan pada bagian depan sumber foto : penulis 2012.
Setelah terpasang seluruh tiang rangka bufet kemudian bagian belakang
dari tiang tersebut dipaku dengan kayu lata yang panjangnya 2 meter guna untuk
menahan sementara tiang rangka tersebut agar tidak goyang, sampai proses
pemasangan diding belakang.

49
Gambar 38 : Pemasangan penahan pada rangka bufet sumber foto : penulis 2012.
Selanjutnya memasang kaki untuk lantai dimulai dari bagian kanan dengan
menggunakan kayu 48 x 6 cm sebelum dipasang kayu tersebut diskap,kemudian
dioleskan dengan lem fox pada bagian samping kemudian dipaku dengan paku
5dm. Proses ini sama dengan pemasangan pada bagian samping kiri , tengah ,dan
bagian sisi luar, akan tetapi seluruh kayu untuk kaki lantai tersebut dpotong-
potong secara bersamaan kemudian dipasang pada tempatnya masing-masing.
Gambar 39 : Pemasangan kak bufet sumber foto : penulis 2012.

50
d. Pemasangan Ornamen Dan Bis Profil.
Pemasngan ornamen dimulai dari bagian depan sebelah kiri dan kanan
dengan cara bagian samping kayu profil yang telah ada gambar ornamen di
gergaji bagian samping sampai berbentuk siku kemudian bagian belakang dan
samping dari ornamen tersebut dioleskan lem fox selanjutnya dipaku dengan paku
3dm agar tidak terbelah.
Gambar 40 : Proses pemasangan ornamen pada bagian samping sumber foto : penulis 2012.
Selanjutnya memasang ornamen bagian tengah dan bagian sisi miringan
caranyapun sama dengan pemasangan ornamen bagian samping akan tetapi pada
pemasangan pada bagian sisi miringan ketebalan ornamen tersebut dibagi 2 dari
ketebalan sebenarnya.sopil baian setelah ornamen terpasang kemudian memasang
bis profil bagian atas dimulai dari bagian samping kemudian bagian tengah bis
profil yang dipasang yaitu dua susun, agar telihat bertumpuk tumpuk.

51
Gambar 41 : Proses pemasangan ornamen pada bagian tengah sumber foto : penulis 2012.
e. Pemasangan penutup bagian atas bufet.
Setelah pemasangan ornamen dan bis profil, kemudian memasang penutup
bagian atas bufet, papan yang digunakan untuk penutup bufet sebanyak satu
lembar papan. Pertama tama mengiris papan dengan gergaji potong dengan
ukuran untuk bagian samping 49 x 38 cm sedangkan bagian tengah berukuran
45 x 95 cm penutup bagian tengah berbentuk trapesium.
Gambar 42 : proses pemasangan penutup bagian atas bufet Sumber foto : penulis 2012
Setelah dipotong kemudian para pekerja menghaluskan papan tersebut dengan
mesin skap disusul dengan mesin gurinda agar lebih halus dan bersih,selanjut
bagian pinggiran papan untuk penutup bufet di bentuk menggunakan mesin
pembentuk profil agar lebih terlihat bervolume, setelah semua proses

52
pemotongan,penghalusan dan pembentukan profil kemudian para pekerja
langsung mesangkan panutup tesebut dengan terlebih dahulu mereka melumuri
papan tersebut dengan lem fox, selanjutnya dipaku dengan paku 4 dm.
Pemasangan penutup bufet dimulai dari bagian samping-samping kemudaian pada
bagian tengah.
f. Pemasangan rak bufet dan dinding bagian belakang bufet.
Selanjutnya para pekerja memasang rak bufet dan diding lemari, jumlah papan
yang dibutuhkan yaitu 5 lembar papn yang berukuran 2 dm. Dalam pemasangan
rak bufet hal yang harus diperhatikan oleh pekerja yaitu jarak antara bufet bagian
samping dan bagian tengah berbeda, karena rak bagian samping berjumlah tiga
susun dangan jarak masing masing 23cm, sadangkan rak bagian tengah berjumlah
dua susun dengan jarak masing masing 30cm. Sebelum memasang rak bufet
papan terlebih dahulu dipotong oleh para pekerja, dengan ukuran 37 x 48 untuk
rak bagian samping, sedangkan ukuran kayu untuk rak bagian tengah yaitu 95 x
44.
Setelah itu para pekerja menghaluskan kayu tersebut dengan mesin skap
disusul dengan mesin gurinda. Kemudian para pekerja memasang rak lemari
tersebut dimulai dari bagian samping kemudian bagian tengah. Cara
memasangnya yaitu terlebih dahulu para pekerja mekur jarak antar rak bufet,
kemudian memberi kayu penyangga pada bagian dinding bufet, setelah itu papan
tersebut dipaku pada kayu penyangga tersebut menggunakan paku 3 dm.

53
Kemudian para pekerja memasang dinding bufet bagian blakang yang
terlebih dahulu papan tersebut dipotong sesuai dangan tinggi dari bufet,selanjunya
menghaluskan dengan mesin skap,setelah itu para pekerja memasangnya dengan
paku 4 dm, pemasangan dinding bagian balkang dimulai dari sebelah kanan agar
mendapatkan hasil yang lebih baik.
gambar 43 : proses pemasangan rak bufet sumber foto: penulis 2012
g. Proses pemasangan pintu dan kucnci bufet.
Pada proses ini para pekerja terlebih dahulu membuat pintu dengan
kebutuhan papan sebanyak 1 1/5 lembar dengan ketebalan 2 1/5 dm, selanjutnya
para pekerja memotong kayuuntuk pintu bufet dengan ukuran untuk pintu
samping yaitu 84 x 48 cm sedangkan untuk pintu bagian tengah 66 x 42 cm, kayu
untuk bagian bawah pintu lebarnya 9 cm, bagian samping-samping 6 cm dan
bagian atas 18 cm, sedangkan untuk bis lebarnya 2cm.setelah selesai pemotongan
kayu kemudian menghaluskan kayu tersebut dangan mesin skap dilanjutkan
dengan mesin gurinda, sedangkan untuk bis dibentuk menggunakan mesin

54
roter.selanjtnya menyambung pintu tersebut antara bagian atas ,bawah dan
samping-samping,dengan menggunakan lem yang di oleskan pada bagian
sambungan kemudian dipaku 3 dm.
Setelah semua pintu tersambung kemudian memasangkannya pada bufet,
masing masing pintu menggunakan 2 hensel, total penggunaan hensel pada pintu
berjumlah 8 buah.setelah pintu terpasang kemudian memasang kunci pada bagian
samping-samping dan bagian tengah.
Gambar 44 : proses pemasangan pintu pada bufet. Sumber foto : penulis 2012
h. Proses pengecetan dan finising.
Pada proses ini para pekerja terlebih dahulu mengamplas dengan
menggunakan kertas amplas no 180, kemudian para pekerja mncampu bahan cat
impra Wood Filler yaitu bahan untuk dumpul yang berfungsi untuk pengisi pori
pori kayu, bahan ini memiliki daya isi pori yang baik untuk kayu, cepat kering dan
dapat menyerap warna. Para pekerja mencampurnya dengan bahan tiner dengan
takaran 1 banding ½. Setelah itu para pekerja mulai menutupi pori pori kayu yang

55
lubang agar terlihat rata. Selanjutnya para ekerja mengamplas kayu yang telah
diberi dumpul menggunakan kertas amplas no 240, dengan cara searah serat kayu,
sampai benar benar halus.
Kemudian para pekerja melakukan proses pengecetan dasar dengan
campuran cat impra Wood Stain-162b yang dicampur dengan tiner secukupnya.
Bahan tadi dicat menggunakan kuas atau disemprot agar warna lebih merata.
Kemudian disemprotkan cat impra Melamine Sanding Sealer Mss 123. Tipis-tipis
dibiarkanlah cat itu sampai kering kemudian para pekerja mengaplas kembali
bufet tersebut dengan kertas amplas no 360. Guna untuk menghilangkan
gumpalan cat dasar agar lebih rata sebelum finising untuk pengecetan.
Gambar 45 : proses pengecetan Sumbar foto : penulis 2012.
Selanjutnnya para pekerja melkukan finising pengecetan menggunakan cat
impra Melamine Lack Ml 131 Clear Gloss dengan di campur dengan tiner dan
Melamine Harder ( pengering cat ) dengan perbandingan 1 botol cat tiner dan

56
pengering ditambahkan secukupnya. Kemudian para pekerja menuangkan cat
yang telah dicampur tadi kedalam tempat penyemprotan,selanjutnya disemprot
dengan bantuan mesin kompresor, pada proses penegecatan para pekerja
memulainya dari bagian atas bufet , kmudaian bagian depan dan bagian samping,
setelah itu didiamkan selama 20 menit kemudian di cat kembali agar menghasikan
warna yang lebih meratasetelah pengecatan bagian luar kemudian mengecet
bagian dalam bufet menggunakan cat kayu warna putih agar warna bagian timbul
dari bagian luar.
i. Proses pemasangan kaca dan tarikan bufet
Pada proses ini merupakan prose paling ahir dalam pembuatan bufet.
Sebelum memasang kaca para pekerja menyiapkan kayu yang berukuran lebar 1
cm untuk penahan kaca panjang disesuaikan dangan panjang kaca yang di
gunakan. Selanjutnya para pekerja memasang kaca dimulai pada samping-
samping kemudian bagian tengah.pada proses ini kaca yang digunakan adalah
kaca dengan ketebalan 2ml. Setelah kaca terpasang kemudian memasang tarikan
bufet, dengan cara terlebih dahulu melubangi bagian untuk meletakan tarikan
yaitu pada bagian tengah pinggiran dari bufet, menggunakan mesin bor.
Kemudian menahan tarikan tersebut dengan skrup sampai tidak bisa terlepas lagi.
Pada pemasangan tarikan dimulai dari pintu bagian tengah, kemudian pintu bagian
samping.

57
2. Proses pembuatan tempat tidur
Pada proses pembuatan tempat tidur papan yang dibutuhkan sebanyak 5
lembar dengan waktu pengerjaan hingga 10 hari.
a. Proses pembuatan mahkota tempat tidur.
Dalam proses pembuatan mahkota, papan yang dibutuhkan sebanyak 2
lembar papan, terlebih dahulupara pekerja membuat ornamen pada bagian atas
mahkota berupa motif bunga, para pakerja menggambar pada papan dengan
pensil dengan ukuran panjang 50cm,
Gambar 46: proses menggambar ornamen pada kayu. Sumber foto: penulis 2012
kemudian para pekerja memahat ornamen yang sudah digambar pada
kayu dengan menggunakan pisau pahat 4cm, pisau pahat 2 cm dan pisau pahat 1
cm, dalam proses pembuatan ornamen membutuhkan tingkat ketelitian yang
sangat tinngi, guna dari piasau pahat tadi untuk membuat lekukan dari yang kecil
sampai yang besar, serta membuat ornamen tersebut lebih terkesan bervolume.

58
Gambar 47 : proses pembuatan ornamen motif bunga Sumber foto : penulis 2012
Gambar 48 : hasil pembuatan ornamen sumber foto: penulis 2012
Setelah selesai proses pemahatan pada kayu kemudian mengiris sesuai
dengan bentuk ornamen bunga tersebut daam proses pengirisan alat yang
digunakan yaitu gergaji iris, pisau pahat 4cm dan pisau pahat 1cm . gergaji iris

59
digunakan untuk mengiris bagian yang lurus pada ornamen, diteruskan dengan
pisau pahat ukuran 1 cm untuk ornamen yang terlalu melengkung dan pisau pahat
ukuran 4 cm untuk ornamen yang tidak terlalu melengkung.
kemudian ornamen tersebut di haluskan dengan kertas pasir nomor satu,
selanjutnya ornamen bunga tersebut di tambahkan garis garis geometris pada
bagian bagian tertentu dari motif bunga tersebut berupa garis lengkung dan bentuk
sidu agar terlihat cantik.
Prose pembuatan mahkota para pekerja memerlukan waktu selama 3 hari
guna menghasilkan mahkota yang lebih bekualitas dalam segi penerapan
ornamenya.
Gambar 49: proses pengirisan ornamen motif bunga. Sumber foto : penulis 2012

60
Gambar 50 : hasil proses pembuatan ornamen motif bunga sumber foto: penulis 2012
Gambar 51: penambahan ornamen geometris pada ornamen motif bunga sumber foto : penulis 2012

61
Selanjutnya membuat mahkota bagian depan. Terlebih dahulu para
memotong papan tersebut dengan ukuran 160cm sebanyak 4 lembar kemudian
pekerja mengaluskan papan tersebut dengan mesin skap, empat lembar papan
tersebut disambung , dengan terlebih dahulu dioleskan lem pox pada bagian
pinggiran dari masing masing papan, kemudian disambung dengan menggunakan
alat ban skrup ( penahan ). Proses ini dilakukan selama 1 hari agar papan tersebut
tidak lepas pada saat mebentuk mahkota.
Setelah papan telah tersambung, kemudian para pekerja meratakan kembali
permukaan papan tersebut dengan mesin skap, dalam meratakan permukaan
teknik yang dilakukan yaitu melakukannya dengan cara searah. Kemudian papan
tersebut dibuat garis tengah sebagai garis bantu untuk menyamakan antara lebar
sebelah kiri dan kanan.
Gambar 52: proses meratakan papan dengan mesin skap. Sumber foto: penulis 2012

62
Selanjutnya para pekerja membuat lengkungan pada bagian samping
samping dengan ukuran yang sama, pada saat menggambar lenggkungan
menggunakan pensil, ukuran lengkungan pada bagian samping kiri sama dengan
samping kanan. Kemudian menggergaji lengkungan pada bagian samping
samping, sedangkan lengkungan pada bagian tengah dibentuk dengan pisau pahat
4 cm dan 2 cm, guna mendapatkan hasil yang baik.
Gambar 53 : proses pembuatan lengkungan pada papan mahkota.
Sumber foto: penulis 2012

63
Gambar 54: papan mahmkota tempat tidur. Sumber foto: penulis 2012
Gambar 55: pemasangan bis profil bagian atas. Sumber foto : penulis 2012
Selanjutnya membuat bis pada mahkota, lebar bis profil bagian atas yaitu 7
cm. setelah semua bagian bagian sudah disiapkan selanjutnya papan mahkota
tersebut dihaluskan dengan gurinda diseluruh bagian papan mahkota.setelah itu
mema sang motif ornamen bunga dan bis profil bagian atas yang telah dikerjakan

64
terlebih dahulu pada papan mahkota. yang terlebih dahulu dipasang yaitu ornamen
bunga pada bagian tengah papan mahkota sebelum dipasang ornamen bunga
tersebut dilumuri dengan lem pox pada bagian blakang setelah itu di paku dengan
paku 5 dm. Selanjutnya pemasangan bis profil pada bagian samping kiri dan
kanan, proses pemasangannya sama dengan pemasangan ornamen bunga.
kemudian memasang bis profil bagian bawah , bis profil bagian bawah berukuran
lebar 2 cm, pemasangannya sama dengan bis profil bagian atas.
Gambar 56: hasil pemasangan ornamen dan bis profil. Sumber foto: penulis 2012
Kemudian para pekerja menggambar ornamen geometris pada papan
mahkota tempat tidur berupa ornamen geometris yang berbentuk sidu, pertama
tama para pekerja menggaris dengan jarak 7cm masing masing garis, setelah itu
dipahat garis yang telah dibuat menggunakan pisau pahat segitga, agar terlihat
ada ruang antara garis garis yang dipahat, setelah dipahat kemudian diamplas
menggunakan mesin gurinda agar terlihat halus.

65
b. Proses pembuatan palang tempat tidur.
Proses pembuatan palang terlebih dahulu yang dibuat adalah palang bagian
tengah yang menggunakan kayu lata dengan ukuran 5x5 dengan panjang dua
meter, terlebih dahulu kayu lata tersebut di haluskan dengan mesin skap.
Selanjutnya membuat palang bagian samping kiri dan kanan, kayu yang
digunakan berukuran 200cm x 24cm,pada pembuatan palang bagian samping
papan tersebut di skap terlebih dahulu sampai rata dan halus.
Selanjutnya memasang bis profil pada bagian atas dari palang bagian
samping. bis tersebut berukuran lebar dua cm. Pemasangan bis pada palang bagian
samping menggunakan paku 5 dm. Selanjutnya membuat palang bagian belakang
dengan lebar kayu 160cm dengan tinggi 60 cm. Pada pembuatan palang bagian
belakang berbentuk lengkungan paba bagian tengah dengan tinggi lengkungan
60cm sedangkan pada bagian samping dari palang bagian belakang dengan tinggi
bersih 45cm.
Setelah proses pembutan palang tempat tidur kemudian membuat tempat
meletakan palang bagian tengah yang terletak pada bagian tengah dari mahkota
dan palang bagian belakang dengan tinggi dari bagian atas 20cm.
c. Pembuatan kaki tempat tidur
Pada pembuatan kaki tempat tidur kayu yang digunakan adalah kayu lata
yang berukuran 5x5. Tinggi kaki bagian depan dan belakang ukuran tingginya
berbeda yaitu tinggi bagian depan 100cm sedangkan bagian belakang berukuran
50cm. pada bagian ujung atas dari kaki tempat tidur berbentuk bulat yang cara
pengerjaanya dibubut, sedangkan bagian bawah dari kaki tempat tidur berbentuk

66
plat / rata. Pemasangan kaki tempat tidur ditempelkan pada bagian sudut dari
tempat tidur, pemasangannya menggunakan paku 5 dm.
d. Proses Penghalusan Secara Keseluruhan.
Proses penghalusan menggunakan cat impra untuk bahan dumpul, terlebih
dahulu tempat tidur di dumpul secara keseluruhan dengan cat impra, para pekerja
mendumpul bagian dari tempat tidur yang masih kasar atau lubang lubang kecil
yang terdapat pada papan. Proses mendumpul menggunakan kertas pasir no nol,
teknik pengerjaannya yaitu pada saat menggosok menggunakan kertas pasir
dilakukan dengan searah . proses pendumpulan dilakukan selama satu hari.
e. Proses pengecatan
Selanjutnya melakukan pengecetan pada tempat tidur, para pekerja terlebih
dahulu melakukan pengecetan dasar dengan menggunakan cat impra, kemudian
didiamkan sampai kering selanjutnya pelakukan pengecatan utama dengan
menggunkan cat impra Melamine Lack Ml 131 Clear Gloss dengan di campur
dengan tiner dan Melamine Harder { pengering cat} dengan perbandingan 1 botol
cat tiner dan pengering ditambahkan secukupnya. Cat yang digunakan pada
tempat tidur sama dengan cat yang digunakan pada produk mebel lainnya. Tehnik
yang digunakan dalam pengecatan tempat tidur sama dengan tehnik pengecatan
pada bufet.

67
4.2.5 Distribusi Barang
Proses distribusi produk rahmat jaya di antar langsung kepada konsumen.
Dengan alur para konsumen terlebih dahulu memesan produk yang diinginkan
kemudian melakukan administrasi pembayaran kemudian apabila produknya
sudah selesai para pekerja di bagian distribusi barang langsung mengantar ke
rumah konsumen. Jangka waktu pengiriman kerumah konsumen paling lambat
satu minggu setelah barangnya sudah selesai. Proses distribusi mebel rahmat jaya
paling banyak dilakukan di kabupaten Bone Bolango, karena pemesan paling
banyak dari kabupaten Bone Bolango
1.3 Proses Penerapan Ornamen
Pada kerajinan mebel Rahmat Jaya jenis ornamen yang digunakan yaitu
motif geometris dan motif tumbuh-tumbuhan. Ornamen yang sering digunakan
adalah ornamen geometris yang berbentuk garis siku dan bentuk bulat. Ornamen
tersebut terdapat pada lemari, bufet, dan meja rias. Sedangkan ornamen tumbuh-
tumbuhan digunakan pada tempat tidur.
Gambar 57: Motif Geometris dan Motif Tumbuh-Tumbuhan Sumber foto: penulis 2012

68
Ornamen geometris pada bufet yaitu berupa gabungan garis diagonal yang
bertumpu pada satu titik sehingga berbentuk siku. Proses ini dikerjakan secara
berulang-ulang, teknik ini disebut teknik rotasi yaitu teknik penciptaan dengan
menyusun motif secara berulang memutar bertumpu pada satu titik pusat.
Gambar 58: Teknik Rotasi Sumber foto: penulis 2012
Ornamen tumbuhan digunakan pada mahkota tempat tidur. Ornamen
tumbuhan berupa motif bunga tersebut terletak pada bagian tengah dari mahkota
tempat tidur. Ornamen motif bunga tersebut dikombinasikan dengan motif
geometris yang diletakkan secara acak pada motif bunga tersebut berupa garis
lengkung, bentuk sidu, titik-titik dan lingkaran. Teknik ini dinamakan teknik
rondom yaitu teknik penyusunan motif secara acak tanpa ada ikatan pola tertentu,
beberapa pola ditempatkan secara menyebar bebas.

69
Gambar 59: Teknik Rondom Sumber foto: penulis 2012
Teknik pengerjaan ornamen menggunakan pisau pahat yang berukuran 1
cm, 2 cm, 4 cm, serta pisau pahat yang bermata segitiga. Terlebih dahulu ornamen
tersebut di gambarkan pada kayu sesuai ukuran dengan menggunakan pensil,
kemudian di pahat sesuai motif. Pada ornamen geometris menggunakan pisau
pahat ukuran 2 cm dan 1 cm. sedangkan untuk motif tumbuh-tumbuhan
menggunakan seluruh alat untuk proses pemahatan. Setelah melakukan pemahatan
ornamen kemudian membersihkan serta menghaluskan ornamen tersebut dengan
kertas pasir atau menggunakan mesin gurinda agar menghasilkan pahatan
ornamen yang indah.

70
Gambar 60: Proses Pembersihan dan Penghalusan Ornamen Sumber foto: penulis 2012
Dalam pengerjaan ornamen para pekerja mebel Rahmat jaya
mengutamakan kreatifitas dan keuletan yang tinggi agar menghasilkan produk
yang berkualitas.




















