ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU PADA INDUSTRI ... · PROGRAM SARJANA ALIH JENIS...
42
ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU PADA INDUSTRI PAKAIAN JADI DI PT CITRA ABADI SEJATI UNIT CILEUNGSI ANNISA RIZKI PRATIWI PROGRAM SARJANA ALIH JENIS MANAJEMEN DEPARTEMEN MANAJEMEN FAKULTAS EKONOMI DAN MANAJEMEN INSTITUT PERTANIAN BOGOR BOGOR 2013
Transcript of ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU PADA INDUSTRI ... · PROGRAM SARJANA ALIH JENIS...
ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU
PADA INDUSTRI PAKAIAN JADI DI PT CITRA ABADI
SEJATI UNIT CILEUNGSI
ANNISA RIZKI PRATIWI
PROGRAM SARJANA ALIH JENIS MANAJEMEN
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
BOGOR
2013
PERNYATAAN MENGENAI SKRIPSI DAN SUMBER
INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Analisis Pengendalian
Persedian Bahan Baku pada Industri Pakaian Jadi di PT Citra Abadi Sejati Unit
Cileungsi adalah benar karya saya dengan arahan dari komisi pembimbing dan
belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber
informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak
diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam
Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut
Pertanian Bogor.
Bogor, Oktober 2013
Annisa Rizki Pratiwi
NIM H24114007
ABSTRAK
ANNISA RIZKI PRATIWI. Analisis Pengendalian Persediaan Bahan Baku pada
Industri Pakaian Jadi di PT Citra Abadi Sejati Unit Cileungsi. Dibimbing oleh
MUHAMMAD SYAMSUN.
Pengendalian persediaan bahan baku digunakan untuk mengelola
penggunaan bahan baku agar penggunaannya optimal, sehingga tidak terjadi
kekurangan maupun kelebihan bahan baku yang menyebabkan terjadinya
peningkatan biaya persediaan. PT Citra Abadi Sejati memproduksi celana jeans
dengan merk dagang J.Jill Pant Slim Leg Boyfriend Jeans yang dipesan oleh
buyer asal Amerika The J.Jill. Untuk mengoptimalkan persediaan bahan baku
yang digunakan maka dilakukan perhitungan dengan menggunakan analisis ABC,
dan metode Economic Order Quantity (EOQ) dengan menggunakan software
POM for windows 3. Berdasarkan perhitungan analisis ABC, dari sebelas bahan
baku penyusun, terdapat dua bahan baku yang berada pada kategori A yaitu,
fabric (kain denim) dan interlining woven fusible. Perhitungan total biaya
persediaan bahan baku keseluruhan untuk kedua bahan baku tersebut dengan
menggunakan metode EOQ dengan bantuan software POM sebesar Rp 1 935 243
820, nilai tersebut lebih kecil dibandingkan perhitungan perusahaan yang sebesar
Rp 1 961 432 750, sehingga perusahaan dapat melakukan penghematan sebesar
Rp 26 188 930 dalam satu tahun.
Kata Kunci : Analisis ABC, Metode EOQ
ABSTRACT
ANNISA RIZKI PRATIWI. Analysis of Raw Material Inventory Control on
Apparel Industry at PT Citra Abadi Sejati Cileungsi Unit. Supervised by
MUHAMMAD SYAMSUN.
Raw material inventory control are used to manage the use of raw materials
in order for optimal usage, so there is no shortage or excess raw materials led to
an increase in the cost of supplies. PT Citra Abadi Sejati manufacture jeans with
trademark J.Jill Slim Pant Leg Boyfriend Jeans ordered by an American buyer
The J.Jill. To optimize the inventory of raw materials used in the calculation using
the ABC Analysis and Economic Order Quantity (EOQ) method by using POM
software for windows 3. ABC analysis calculation based on of the eleven
constituent raw materials, there are two materials that are in category A, fabric
(denim cloth) and interlining woven fusible fabric. The calculation of total cost of
the overall raw materials supplies to both of the raw material and use the EOQ
method with the help of POM software, amounting to RP 1 935 243 820, the
value is smaller than the calculation of the company amounting to Rp 1 961 432
750, so that companies can make savings amounting Rp 26 188 930 in one year.
Key words: ABC Analysis, Methods Of EOQ
ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU
PADA INDUSTRI PAKAIAN JADI DI PT CITRA ABADI
SEJATI UNIT CILEUNGSI
ANNISA RIZKI PRATIWI
Skripsi
Sebagai salah satu syarat untuk memperoleh gelar
Sarjana Ekonomi
Pada
Program Sarjana Alih Jenis Manajemen
Departemen Manajemen
PROGRAM SARJANA ALIH JENIS MANAJEMEN
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
BOGOR
2013
Judul Skripsi : Analisis Pengendalian Persediaan Bahan Baku pada Industri
Pakaian Jadi di PT Citra Abadi Sejati Unit Cileungsi
Nama : Annisa Rizki Pratiwi
NIM : H24114007
Disetujui Oleh
Dr Ir Muhammad Syamsun, MSc
Pembimbing
Diketahui Oleh
Dr Mukhamad Najib, S.TP, MM
Ketua Departemen
Tanggal Lulus :
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah SWT atas Rahmat dan
Ridho-Nya sehingga penulis dapat menyelesaikan skripsi ini. Shalawat serta
salam semoga tercurah kepada Nabi Muhamad SAW, keluarga, dan pengikutnya.
Tema skripsi penulis yang dipilih dalam penelitian yang dilaksanakan pada bulan
April 2013 sampai Juli 2013 ini adalah pengendalian persediaan bahan baku,
dengan judul Analisis Pengendalian Persediaan Bahan Baku pada Industri Pakaian
Jadi di PT. Citra Abadi Sejati Unit Cileungsi.
Terima kasih penulis ucapkan kepada Bapak Dr Ir Muhammad Syamsun.
Msc selaku pembimbing atas saran dan motivasi yang diberikan. Selain itu,
penulis mengucapkan terimakasih kepada Bapak Budi selaku manajer HRD PT
Citra Abadi Sejati, Ibu Jumirah selaku staff HRD, dan juga Bapak Dede
Jamaludin selaku bagian produksi yang banyak memberikan arahan dan bantuan
dalam pengumpulan data. Terima kasih penulis ucapkan juga kepada orang tua,
keluarga, serta seluruh teman-teman atas doa dan kasih sayangnya.
Semoga skripsi ini bermanfaat bagi pembaca.
Bogor, Oktober 2013
Annisa Rizki Pratiwi
DAFTAR ISI
DAFTAR TABEL vii
DAFTAR GAMBAR vii
DAFTAR LAMPIRAN vii
PENDAHULUAN 1
Latar Belakang 1
Perumusan Masalah 2
Tujuan Penelitian 3
Manfaat Penelitian 3
Ruang Lingkup Penelitian 3
TINJAUAN PUSTAKA 3
Manajemen Operasi dan Produksi 3
Definisi Persediaan 4
Faktor Penyebab Munculnya Persediaan 5
Manfaat Persediaan 5
Fungsi persediaan 6
Jenis Persediaan 7
Biaya Persediaan 8
Model Pengendalian Persediaan 9
Penelitian Terdahulu 12
METODE 13
Kerangka Pemikiran 13
Lokasi dan Waktu Penelitian 14
Jenis dan Metode Pengumpulan Data 14
Metode Pengolahan dan Analisis Data 15
HASIL DAN PEMBAHASAN 15
Profil Perusahaan 15
Layout PT. Citra Abadi Sejati 16
Produk yang Dihasilkan Oleh PT. Citra Abadi Sejati 16
Proses Produksi 16
Perencanaan Produksi 17
Pengendalian Bahan Baku 18
Prosedur Pembelian Bahan Baku 18
Prosedur Penerimaan Bahan Baku 19
Penentuan Bahan Baku Prioritas Dengan Menggunakan Analisa ABC 19
Biaya Persediaan 20
Jumlah Pesanan Ekonomis ( Economic Order Quantity, EOQ) 21
Perbandingan Total Biaya Persediaan Bahan Baku Antara Metode EOQ
Dengan Perhitungan Perusahaan 24
SIMPULAN DAN SARAN 25
Simpulan 25
Saran 25
DAFTAR PUSTAKA 26
LAMPIRAN 27
DAFTAR TABEL
1 Data ekspor non migas 1
2 Kebutuhan bahan baku produksi J.Jill Pant Slim Leg Boyfriend Jeans 18
3 Analisis ABC produk J.Jill Pant Slim Leg Boyfriend Jeans 20
4 Kebutuhan optimum dengan menggunakan metode EOQ 21
5 Perhitungan jumlah waktu pemesanan optimum 23
6 Perbandingan total cost persediaan bahan baku 24
DAFTAR GAMBAR
1 Kerangka pemikiran 14
2 Grafik data produksi tahun 2012 17
3 Prosedur pembelian bahan baku 18
4 Grafik EOQ bahan baku Fabric 22
5 Grafik EOQ bahan baku Interlining 22
DAFTAR LAMPIRAN
1 Time Schedule penelitian 27
2 Layout perusahaan PT. CAS Unit Cileungsi 28
3 Gambaran produk J.Jill Pant Slim Leg Boyfriend Jeans 29
4 Peta proses operasi 30
5 Perhitungan biaya pemesanan dan biaya penyimpanan 31
6 Perhitungan EOQ dan Total Cost dengan Software POM for Windows 3 32
1
PENDAHULUAN
Latar Belakang
Dunia mode yang terus mengalami perkembangan mendorong industri-
industri mode dunia membuat rancangan produk pakaian yang terbaik, sesuai
keinginan pasar dan juga produk yang up to date. Untuk menghasilkan produk
pakaian yang terbaik, rancangan para perusahaan mode harus disesuaikan dengan
pembuatan produk pakaian yang terbaik juga. Merek-merek fashion ternama di
Dunia telah banyak melakukan kerjasama dalam bidang produksi pakaian di
Indonesia, hal ini dikarenakan kepercayaan para buyer terhadap kualitas yang
dihasilkan oleh perusahaan-perusahaan produksi pakaian jadi di Indonesia.
Sektor industri pengolahan (manufacturing industry) pakaian jadi / industri
garmen memiliki kontribusi yang besar bagi perekonomian Indonesia. Menurut
data dari badan pusat statistik (BPS 2012), industri garmen sampai tahun 2010
mampu menyerap sampai lima ratus ribu tenaga kerja di Indonesia, hal ini
menunjukan bahwa industri garmen memiliki kontribusi yang besar dalam
perekonomian Indonesia. Selain itu industri garmen atau pakaian jadi memberikan
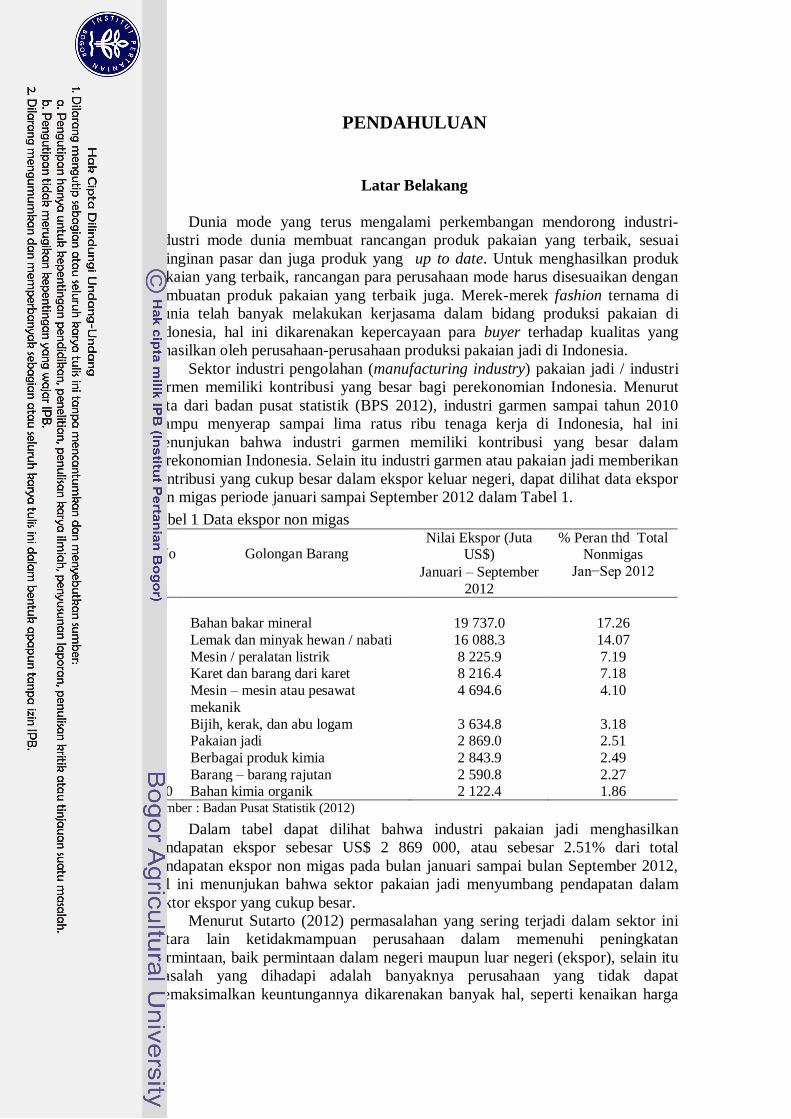
kontribusi yang cukup besar dalam ekspor keluar negeri, dapat dilihat data ekspor
non migas periode januari sampai September 2012 dalam Tabel 1.
Tabel 1 Data ekspor non migas
No Golongan Barang Nilai Ekspor (Juta
US$) % Peran thd Total
Nonmigas
Jan−Sep 2012 Januari – September
2012
1 Bahan bakar mineral 19 737.0 17.26
2 Lemak dan minyak hewan / nabati 16 088.3 14.07
3 Mesin / peralatan listrik 8 225.9 7.19 4 Karet dan barang dari karet 8 216.4 7.18
5 Mesin – mesin atau pesawat
mekanik
4 694.6 4.10
6 Bijih, kerak, dan abu logam 3 634.8 3.18 7 Pakaian jadi 2 869.0 2.51
8 Berbagai produk kimia 2 843.9 2.49
9 Barang – barang rajutan 2 590.8 2.27 10 Bahan kimia organik 2 122.4 1.86
Sumber : Badan Pusat Statistik (2012)
Dalam tabel dapat dilihat bahwa industri pakaian jadi menghasilkan
pendapatan ekspor sebesar US$ 2 869 000, atau sebesar 2.51% dari total
pendapatan ekspor non migas pada bulan januari sampai bulan September 2012,
hal ini menunjukan bahwa sektor pakaian jadi menyumbang pendapatan dalam
sektor ekspor yang cukup besar.
Menurut Sutarto (2012) permasalahan yang sering terjadi dalam sektor ini
antara lain ketidakmampuan perusahaan dalam memenuhi peningkatan
permintaan, baik permintaan dalam negeri maupun luar negeri (ekspor), selain itu
masalah yang dihadapi adalah banyaknya perusahaan yang tidak dapat
memaksimalkan keuntungannya dikarenakan banyak hal, seperti kenaikan harga

2
bahan baku, kenaikan bahan bakar minyak, dan kebijakan pemerintah terhadap
kebijakan ekspor impor, seperti kebijakan proteksi yang membatasi barang-barang
impor yang masuk, yang tentu saja mengganggu industri garmen yang banyak
menggunakan bahan baku impor.
PT. Citra Abadi Sejati (CAS) merupakan salah satu perusahaan yang
memproduksi pakaian jadi seperti celana jeans, celana bahan, rok, celana pendek,
kemeja, blouse wanita, pakaian anak-anak, dan sebagainya. Salah satu hal yang
menjadi keunggulan dari perusahaan ini adalah produk yang di hasilkan memiliki
kualitas yang tinggi dan ketepatan waktu proses produksi, sehingga buyer dari
perusahaan ini kebanyakan adalah perusahaan luar negeri yang melakukan
pemesanan produk dari PT. Citra Abadi Sejati.
Produk yang banyak diproduksi dari PT Citra Abadi Sejati adalah produk
celana jeans dengan merk dagang J.Jill Pant Slim Leg Boyfriend Jeans yang
merupakan pesanan dari buyer The J.Jill yang berasal dari Amerika. Setiap
tahunnya produk ini diproduksi sebanyak empat periode yang disesuaikan dengan
musim di Amerika dengan jumlah produksi sebesar 31.785 pcs per tahunnya.
Setiap perusahaan pada dasarnya memiliki tujuan yang sama, yaitu
memperoleh keuntungan maksimum, namun PT Citra Abadi Sejati sering kali
tidak mampu memaksimalkan keuntungan perusahaan, hal tersebut dikarenakan
kekurangan bahan baku akibat terlambatnya proses pengiriman bahan baku, dan
perhitungan yang tidak sesuai sehingga menghambat proses produksi, selain itu
kualitas bahan baku yang tidak terjaga akibat penumpukan bahan baku dalam
jangka waktu yang lama.
Menurut Indrajit dan Djokopranoto (2003), manajemen persediaan
(inventory control) atau disebut juga inventory management atau pengendalian
tingkat persediaan adalah kegiatan yang berhubungan dengan perencanaan,
pelaksanaan, dan pengawasan penentuan kebutuhan material sedemikian rupa
sehingga di satu pihak kebutuhan operasi dapat dipenuhi pada waktunya dan di
pihak lain investasi persediaan material dapat ditekan secara optimal.
Pengendalian persediaan bahan baku memerlukan manajemen persediaan yang
meliputi setiap kegiatan yang berhubungan dengan perencanaan, pelaksanaan, dan
pengawasan penentuan kebutuhan bahan baku sedemikian rupa sehingga di satu
pihak kebutuhan operasi dapat dipenuhi pada waktunya dan di lain pihak biaya
yang dikeluarkan untuk persediaan bahan baku dapat ditekan secara optimal.
Adapun metode yang digunakan adalah analisis ABC dan metode Economic
Order Quantity (EOQ).
Perumusan Masalah
Hal yang menjadi permasalahan utama dalam persediaan bahan baku adalah
menentukan berapa jumlah pesanan ekonomis agar dapat meminimalisasi biaya
persediaan bahan baku, serta kekurangan bahan baku yang dapat mengganggu
proses produksi. Oleh karena itu, perumusan masalahnya adalah sebagai berikut:
1. Bagaimana sistem pengendalian persediaan bahan baku yang dilakukan
perusahaan ?
2. Bagaimana mengoptimalkan persediaan bahan baku agar tidak menghambat
proses produksi pada PT Citra Abadi Sejati ?
3
3. Bagaimana mengefisiensikan biaya persediaan bahan baku pada PT Citra
Abadi Sejati ?
Tujuan Penelitian
Berdasarkan perumusan masalah yang telah diuraikan, maka tujuan dari
penelitian ini adalah sebagai berikut :
1. Melakukan evaluasi terhadap sistem pengendalian persediaan bahan baku yang
dilakukan perusahaan saat ini.
2. Mengoptimalkan persediaan bahan baku pada PT Citra Abadi Sejati dengan
menggunakan metode Analisis ABC.
3. Menganalisa efisiensi biaya penyimpanan bahan baku pada PT Citra Abadi
Sejati dengan menggunakan metode Economic Order Quantity (EOQ).
Manfaat Penelitian
Manfaat yang diperoleh dari penelitian ini adalah:
1. Bagi penulis, sebagai sarana mengaplikasikan ilmu pengetahuan yang
diperoleh di perkuliahan secara langsung di lapangan
2. Bagi perusahaan, penelitian ini diharapkan dapat menjadi bahan pertimbangan
dan masukan dalam pengambilan keputusan berkaitan dengan pengendalian
persediaan.
3. Penelitian ini diharapkan dapat sebagai bahan referensi bagi pihak-pihak yang
membutuhkannya, terkait mengenai pengendalian persediaan bahan baku.
Ruang Lingkup Penelitian
Ruang lingkup dari penelitian ini adalah mengkaji sistem persediaan bahan
baku dan mengidentifikasi biaya persediaan bahan baku pada produksi celana
jeans dengan buyer The J.Jill untuk produk yang memiliki merk dagang J.Jill
Pant Slim Leg Boyfriend Jeans.
TINJAUAN PUSTAKA
Manajemen Operasi dan Produksi
Menurut Heizer dan Reinder (2005), manajemen operasi adalah kegiatan
yang berhubungan dengan penciptaan barang dan jasa melalui adanya pengubahan
input menjadi output. Manajemen operasi merupakan salah satu fungsi utama
sebuah organisasi yang terkait dengan aspek bisnis lainnya secara utuh. Di
dalamnya dikaji cara meningkatkan produktivitas perusahaan dan memproses
barang dan jasa diproduksi. Mengingat manajemen operasi merupakan fungsi
yang utama, maka tidak mengherankan jika ini merupakan bagian yang terbanyak
mengeluarkan biaya dalam organisasinya.
4
Assauri (2004) mengatakan bahwa proses produksi terdiri dari dua kata
yaitu proses dan produksi. Proses adalah cara, metode dan teknik bagaimana
sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada
dirubah untuk memperoleh suatu hasil. Sedangkan produksi adalah kegiatan untuk
menciptakan atau menambah kegunaan suatu barang atau jasa. Oleh karena itu,
proses produksi dapat diartikan sebagai cara, metode, dan teknik menggunakan
sumber-sumber (tenaga kerja, mesin, bahan-bahan dan biaya) yang ada. Proses
produksi dibedakan menjadi dua (2) jenis, yaitu :
1. Proses produksi yang terus-menerus (continous processes) adalah proses
produksi yang menggunakan peralatan produksi yang telah dipersiapkan untuk
pemakaian jangka lama tanpa mengalami perubahan set-up untuk
memproduksi satu barang produksi saja.
2. Proses produksi yang terputus-putus (intermittent processes) adalah proses
produksi yang menggunakan peralatan produksi yang telah dipersiapkan untuk
pemakaian jangka pendek dan kemudian dirubah, atau dipersiapkan kembali
untuk memproduksi barang yang lain.
Definisi Persediaan
Menurut Handoko (2008), persediaan adalah suatu istilah umum yang
menunjukan segala sesuatu atau sumberdaya organisasi yang disimpan dalam
antisipasinya terhadap pemenuhan permintaan. Sistem persediaan merupakan
serangkaian kebijakan dan pengendalian yang memonitor tingkat persediaan yang
harus dijaga, kapan persediaan yang harus diisi, dan berapa besar pesanan yang
harus dilakukan.
Menurut Heizer dan Render (2010), persediaan adalah salah satu asset
termahal dari banyak perusahaan, mewakili sebanyak 50% dari keseluruhan
modal yang diinvestasikan. Manajer operasi diseluruh dunia telah menyadari
bahwa manajemen persediaan sangatlah penting. Di satu sisi, sebuah perusahaan
dapat mengurangi biaya dengan mengurangi persediaan. Di sisi lain, produksi
dapat berhenti dan pelanggan menjadi tidak puas ketika sebuah barang tidak
tersedia. Tujuan manajemen persediaan adalah menentukan keseimbangan antara
investasi persediaan dengan pelayanan pelanggan.
Menurut Kusuma (2004), hubungan pengendalian produksi terhadap
keseluruhan organisasi manufaktur yang terutama ialah sebagai alat pengendali
informasi. Pengendalian produksi berkaitan erat dengan fungsi-fungsi diluarnya
sehingga komponen di dalam pengendalian produksi memiliki interaksi aliran
yang sangat rumit.
Menurut Assauri (2008), persediaan adalah suatu aktiva yang meliputi
barang milik perusahaan dengan maksud untuk dijual suatu periode usaha yang
normal atau persediaan barang-barang yang masih dalam pengerjaan/proses
produksi, ataupun persediaan barang baku yang menunggu penggunaannya dalam
suatu proses produksi. Jadi persediaan merupakan sejumlah bahan-bahan, parts
yang disediaakan dan bahan-bahan dalam proses yang terdapat dalam perusahaan
untuk proses produksi, serta barang-barang jadi/produk yang disediakan untuk
memenuhi permintaan dari komponen atau langganan setiap waktu.
Menurut Suyadi Prawirosentono (2007), persediaan (inventory) adalah suatu
bagian dari kekayaan perusahaan manufaktur yang digunakan dalam rangkaian
5
proses produksi untuk diolah menjadi barang setengah jadi dan akhirnya menjadi
barang jadi.
Faktor Penyebab Munculnya Persediaan
Menurut Sumayang (2003), penyebab timbulnya persediaan adalah sebagai
berikut:
1. Menghilangkan pengaruh ketidakpastian. Untuk menghadapi ketidakpastian
maka pada sistem ditetapkan persediaan darurat yang dinamakan safety stock.
Jika sumber dari ketidakpastian dapat dihilangkan, maka jumlah inventory
maupun safety stock dapat dikurangi.
2. Memberi waktu luang untuk pengelolaan produksi dan pembelian. Kadang-
kadang lebih ekonomis memproduksi barang dalam proses atau barang jadi
dalam jumlah besar atau dalam jumlah paket yang kemudian disimpan sebagai
persediaan.
3. Untuk mengantisipasi perubahan pada demand dan supply. Inventory disiapkan
untuk menghadapi bila ada perkiraan perubahan harga dan persediaan bahan
baku.
Manfaat Persediaan
Menurut Assauri (2008), alasan diperlukannya persediaan oleh suatu
perusahaan adalah karena:
1. Dibutuhkannya waktu untuk menyelesaikan operasi produksi untuk
memindahkan produk dari suatu tingkat ke tingkat produksi proses yang lain,
yang disebut persediaan dalam proses dan pemindahan.
2. Alasan organisasi, untuk memungkinkan satu unit atau bagian membuat jadwal
operasinya secara bebas, tidak tergantung dari yang lainnya.
Alasan-alasan utama untuk mengadakan sediaan menurut Pardede (2005),
adalah kaitannya dengan hal-hal berikut :
1. Berjaga-jaga
Pengadaan persediaan dapat dipandang sebagai suatu cara untuk berjaga-
jaga tehadap kemungkinan tidak tersedianya atau tidak cukupnya bahan-bahan
pada saat dibutuhkan. Kemungkinan seperti itu terjadi apabila permintaan
berubah-ubah dan tidak dapat diramalkan. Penyebab lainnya adalah masa
tunggu (lead time) yang berubah-ubah dan sering tidak dapat diperkirakan.
Penyebab itu dapat juga kedua-duanya sekaligus, yaitu permintaan tidak pasti.
Sediaan yang diadakan dengan maksud untuk berjaga-jaga terhadap
kemungkinan seperti itu disebut sediaan berjaga-jaga (buffer stock).
2. Pemisahan Operasi (Operation Decoupling)
Pada suatu rangkaian kegiatan pengolahan, setiap kegiatan sangat
bergantung kepada, atau dipengaruhi oleh, kegiatan-kegiatan lain. Pada
beberapa kegiatan yang berurutan, apabila satu kegiatan terhenti maka kegiatan
berikutnya akan terganggu. Untuk mengatasi hal ini maka dua kegiatan yang
berurutan dapat dipisahkan dari segi sediaan. Dengan cara ini suatu kegiatan
yang mengikuti, atau yang merupakan lanjutan dari, kegiatan lain „dibekali‟
dengan sediaan bahan dalam pengerjaan sehingga ketergantungan terhadap
kegiatan pendahulunya dapat diperkecil.
6
Disamping itu, pemisahan kegiatan dari segi sediaan juga dilakukan agar
setiap kegiatan dapat direncanakan jadwal secara bebas tanpa harus
menyesuaikannya dengan jadwal-jadwal kegiatan lain.
3. Pemantapan Produksi (Smoothing Production)
Apabila sejumlah barang yang diminta berubah-ubah naik-turun secara
tidak teratur, perusahaan tidak harus menaik-turunkan tingkat pengolahan
untuk memenuhinya. Pengolahan dapat diusahakan agar selalu berada pada
tingkat yang tetap dengan bantuan sediaan. Pada saat jumlah barang yang
dibuat lebih besar dari jumlah yang diminta maka sediaan akan menumpuk. Sediaan
ini nantinya akan digunakan untuk menutupi kekurangan pada saat jumlah yang dibuat
rendah dari jumlah yang diminta.
4. Penghematan Biaya Penanganan Sediaan
Pada suatu rangkaian kegiatan pengolahan, bahan-bahan mengalir mulai
dari kegiatan tahap awal hingga kegiatan tahap akhir. Pergerakan bahan-bahan
ini tentu saja membutuhkan biaya terutama pada kegiatan pengolahan yang
terputus-putus (intermitten production process). Biaya ini, yang disebut biaya
penanganan sediaan (material handling cost), dapat dihemat dengan cara
mengadakan atau menempatkan sediaan di antara dua kegiatan yang berurutan.
5. Penghematan biaya pengadaan bahan
Biaya pengadaan bahan (material procurement cost) akan dapat dihemat
melalui pemanfaatan potongan jumlah (quantity discount) yang ditawarkan
oleh perusahaan pemasok. Potongan jumlah diperoleh apabila pembelian
dilakukan dalam jumlah besar, dan pembelian dalam jumlah besar akan
dimungkinkan dengan pengadaan sediaan.
Fungsi persediaan
Menurut Heizer dan Render (2010), persediaan dapat melayani beberapa
fungsi yang menambah fleksibilitas bagi operasi perusahaan. Keempat fungsi
persediaan adalah sebagai berikut:
1. “Decouple” atau memisahkan beberapa tahapan dari proses produksi. Sebagai
contoh, jika persediaan sebuah perusahaan berfluktuasi, persediaan tambahan
mungkin diperlukan untuk melakukan decouple proses produksi dari pemasok.
2. Melakukan “decouple” perusahaan dari fluktuasi permintaan dan menyediakan
persediaan barang-barang yang akan memberikan pilihan bagi pelanggan.
Persediaan seperti ini digunakan secara umum pada bisnis eceran.
3. Mengambil keuntungan dari diskon kuantitas karena pembelian dalam jumlah
besar dapat mengurangi biaya pengiriman barang.
4. Melindungi terhadap inflasi dan kenaikan harga.
Menurut Assauri (2008), persediaan yang diadakan mulai dari yang bentuk
bahan mentah sampai dengan barang jadi, mempunyai fungsi yaitu:
1. Menghilangkan risiko keterlambatan datangnya barang atau bahan-bahan yang
dibutuhkan perusahaan.
2. Menghilangkan risiko dari material yang dipesan tidak baik sehingga harus
dikembalikan.
3. Untuk menumpuk bahan-bahan yang dihasilkan secara musiman sehingga
dapat digunakan bila bahan itu tidak ada dalam pasaran.
7
4. Mempertahankan stabilitas operasi perusahaan atau menjamin kelancaran arus
produksi.
5. Mencapai penggunaan mesin yang optimal.
6. Memberikan pelayanan (service) kepada pelanggan dengan sebaik-baiknya
dimana keinginan pelanggan pada suatu waktu dapat dipenuhi atau
memberikan jaminan tetap tersediaanya barang jadi tersebut.
7. Membuat pengadaan atau produksi tidak perlu sesuai dengan penggunaannya
atau penjualannya.
Jenis Persediaan
Menurut Assauri (2008), persediaan dapat dibedakan dan dikelompokan
menurut jenis dan posisi barang di dalam urutan pengerjaan produk, yaitu :
1. Persediaan bahan baku (raw material stock), yaitu persediaan barang-barang
berwujud yang digunakan dalam proses produksi, barang mana yang dapat
diperoleh dari sumber-sumber alam ataupun dibeli dari pemasok atau
perusahaan yang menghasilkan bahan baku bagi perusahaan pabrik yang
menggunakannya.
2. Persediaan bagian produk atau parts yang dibeli (purchased parts/component
stock), yaitu persediaan barang-barang yang terdiri atas parts yang diterima
dari perusahaan lain, yang dapat secara langsung di assembling dengan parts
lain, tanpa melalui proses produksi sebelumnya.
3. Persediaan bahan pembantu atau barang-barang perlengkapan (supplies stock),
yaitu persediaan barang-barang atau bahan-bahan yang diperlukan dalam
proses produksi untuk membantu berhasilnya produksi atau yang dipergunakan
dalam bekerjanya suatu perusahaan, tetapi tidak merupakan bagian atau
komponen dari barang jadi.
4. Persediaan barang setengah jadi atau barang dalam proses (work in
process/progress stock), yaitu persediaan barang-barang yang keluar dari tiap-
tiap bagian dalam suatu pabrik atau bahan-bahan yang telah diolah menjadi
suatu bentuk, tetapi lebih perlu diproses kembali untuk kemudian menjadi
barang jadi.
5. Persediaan barang jadi (finished goods stock), yaitu persediaan barang-barang
yang telah selesai di proses atau diolah dalam pabrik dan siap untuk dijual
kepada pelanggan atau perusahaan lain.
Menurut Heizer dan Render (2010), untuk mengakomodasi fungsi –fungsi
persediaan, perusahaan harus memelihara empat jenis persediaan, yaitu:
1. Persediaan bahan mentah (raw material inventory), digunakan untuk
melakukan decouple (memisahkan) pemasok dari proses produksi.
Bagaimanapun juga, pendekatan yang lebih dipilih adalah menghilangkan
variabilitas pemasok akan kualitas, kuantitas, atau waktu pengantaran sehingga
tidak diperlukan pemisahan.
2. Persediaan barang setengah jadi (work in process-WIP inventory) adalah
komponen-komponen atau bahan mentah yang telah melewati beberapa proses
perubahan, tetapi belum selesai. WIP ada karena waktu yang diperlukan untuk
menyelesaikan sebuah produk (disebut waktu siklus). Mengurangi waktu siklus
akan mengurangi persediaan.
8
3. Persediaan pasokan pemeliharaan/perbaikan/operasi (maintenance, repair,
operating-MRO) adalah persediaan-persediaan yang disediakan untuk
persediaan pemeliharaan, perbaikan dan operasi yang dibutuhkan untuk
menjaga agar mesin-mesin dan proses-proses tetap produktif. MRO ada karena
kebutuhan serta waktu untuk pemeliharaan dan perbaikan dari beberapa
perlengkapan tidak diketahui. Walaupun permintaan akan MRO merupakan
fungsi dari jadwal pemeliharaan, permintaan-permintaan MRO lainnya yang
tidak terjadwal harus diantisipasi.
4. Persediaan barang jadi (finish good inventory) adalah produk yang telah selesai
dan tinggal menunggu pengiriman. Barang jadi dapat dimasukkan ke
persediaan karena permintaan pelanggan di masa mendatang tidak diketahui.
Biaya Persediaan
Menurut Heizer dan Render (2010) biaya persediaan meliputi:
1. Biaya penyimpanan (holding cost) adalah biaya yang terkait dengan
menyimpan atau “membawa” persediaan selama waktu tertentu. Oleh karena itu,
biaya penyimpanan juga mencakup biaya barang using dan biaya yang terkait
dengan penyimpanan, seperti asuransi, pegawai tambahan, dan pembayaran
bunga.
2. Biaya pemesanan (ordering cost) mencakup biaya dari persediaan, formulir,
proses pesanan, pembelian, dukungan administrasi, dan seterusnya. Ketika
pesanan sedang diproduksi, biaya pesanan juga ada, tetapi mereka adalah bagian
dari biaya penyetelan.
3. Biaya penyetelan (setup cost) adalah biaya untuk mempersiapkan sebuah mesin
atau proses untuk membuat sebuah pesanan. Ini menyertakan waktu dan tenaga
kerja untuk membersihkan serta mengganti peralatan atau alat penahan. Manajer
operasi dapat menurunkan biaya pemesanan dengan mengurangi biaya penyetelan
serta menggunakan prosedur yang efisien, seperti pemesanan dan pembayaran
elektronik.
Menurut Sumayang (2003), biaya persediaan secara umum terdiri dari
biaya penyimpanan, biaya pemesanan, biaya penyiapan dan biaya kekurangan
bahan.
1. Biaya Penyimpanan (Holding Cost)
Biaya penyimpanan merupakan biaya yang harus ditanggung sehubungan
dengan adanya bahan baku yang disimpan. Biaya penyimpanan yaitu biaya yang
dikeluarkan oleh perusahaan untuk menangani dan menyimpan kayu lapis sebagai
produk jadi. Besarnya biaya penyimpanan berhubungan secara langsung dengan
kuantitas persediaan. Biaya penyimpanan per periode akan semakin besar apabila
kuantitas persediaan semakin besar atau rata-rata persediaan semakin tinggi.
Biaya-biaya yang termasuk dalam biaya penyimpanan antara lain:
a. Biaya fasilitas-fasilitas penyimpanan.
b. Biaya pengemasan
c. Biaya listrik
d. Biaya modal, yaitu alternatif pendapatan atas dana yang diinvestasikan dalam
persediaan.
e. Biaya keusangan.
9
f. Biaya asuransi persediaan.
g. Biaya pajak persediaan.
h. Biaya penanganan persediaan dan sebagainya.
2. Biaya Pemesanan (Ordering Cost)
Biaya pemesanan merupakan biaya yang terkait langsung dengan kegiatan
pemesanan. Biaya pemesanan yaitu biaya yang dikeluarkan oleh perusahaan
dalam mengadakan log. Biaya pemesanan semakin besar jika frekuensi
pemesanan semakin sering, namun tidak dipengaruhi oleh kuantitas yang dipesan.
Biaya pemesanan terdiri dari:
a. Pemrosesan pesanan
b. Upah
c. Biaya telepon/fax
d. Pengeluaran surat-menyurat
e. Biaya transportasi
f. Biaya bongkar muat
g. Biaya pengiriman kegudang
3. Biaya Penyiapan (Set Up Cost)
Bila bahan baku tidak dibeli tetapi diproduksi sendiri dalam pabrik
perusahaan, perusahaan menghadapi biaya-biaya penyiapan untuk memproduksi
komponen tertentu. Biaya-biaya itu meliputi:
a. Biaya-biaya mesin menganggur.
b. Biaya persiapan tenaga kerja langsung.
c. Biaya scheduling.
d. Biaya ekspedisi.
4. Biaya Kehabisan atau Kekurangan Bahan
Biaya kekurangan bahan baku paling sulit diperkirakan. Biaya ini timbul
bilamana persediaan tidak mencukupi adanya permintaan bahan. Biaya-biaya
yang termasuk biaya kekurangan bahan meliputi:
a. Kehilangan penjualan.
b. Kehilangan pelanggan.
c. Biaya pemesanan khusus.
d. Biaya ekspedisi.
e. Selisih harga.
f. Tambahan pengurangan kegiatan manajerial.
Model Pengendalian Persediaan
Analisis ABC
Menurut Heizer dan Render (2010), analisis ABC membagi persediaan yang
ada menjadi tiga klasifikasi dengan basis volume dolar tahunan. Analisis ABC
adalah sebuah aplikasi persediaan dari prinsip Pareto. Prinsip Pareto menyatakan
terdapat “sedikit hal yang kritis dan banyak yang sepele”. Gagasannya adalah
untuk membuat kebijakan-kebijakan persediaan yang memfokuskan persediaan
pada bagian-bagian persediaan kritis yang sedikit dan tidak pada banyak yang
sepele. Tidaklah realistis jika memantau barang-barang yang tidak mahal dengan
intensitas yang sama dengan barang-barang yang sangat mahal.
10
Untuk menentukan volume dolar tahunan dari analisis ABC, mengukur
permintaan tahunan dari setiap barang persediaan dikalikan biaya per unitnya.
Barang-barang kelas A adalah barang yang volume dolar tahunannya tinggi.
Walaupun barang ini hanya mempresentasikan 15% dari barang-barang
persediaan total. Barang kelas A juga mempresentasikan 70% sampai 80% dari
penggunaan uang secara keseluruhan. Barang-barang kelas B adalah barang
persediaan dengan volume dolar tahunan yang sedang. Barang ini
mempresentasikan sekitar 30% dari barang persediaan dan 15% sampai 25% dari
nilai total. Barang dengan volume dolar tahunan kecil adalah kelas C yang hanya
mempresentasikan 5 % dari volume dolar tahunan, tetapi mewakili sekitar 55%
dari barang persediaan total.
Kriteria lain dari volume dolar tahunan juga dapat menentukan klasifikasi
barang, seperti perubahan-perubahan teknik yang diantisipasi, masalah-masalah
pengantaran, masalah kualitas, atau biaya unit yang tinggi yang menyebabkan
barang naik ke klasifikasi yang lebih tinggi. Keuntungan membagi barang-barang
persediaan ke dalam kelas adalah kebijakan dan kontrol dapat diterapkan pada
sitiap kelas. Adapun kebijakan yang dapat didasarkan pada analisis ABC:
1. Membeli sumber daya yang ditujukan untuk pengembangan pemasok harus
jauh lebih tinggi untuk barang A secara individu dibandingkan dengan barang C.
2. Barang A harus memiliki kontrol persediaan fisik yang lebih ketat, barang
tersebut mungkin ditempatkan di bagian yang lebih aman, dan akurasi catatan
persediaannya untuk barang A harus lebih sering diverifikasi.
3. Meramalkan barang A memerlukan perhatian lebih dibanding barang lainnya.
Jumlah Pemesanan Ekonomis (Economic Order Quantity, EOQ)
Menurut Heizer dan Render (2010), model kuantitas pesanan ekonomis
(economic order quantity-EOQ) adalah salah satu teknik control persediaan yang
tertua dan paling dikenal, tetapi berdasarkan beberapa asumsi:
1. Jumlah permintaan diketahui, konstan dan independen.
2. Waktu tunggu yakni waktu antara pemesanan dan penerimaan pesanan
diketahui dan konstan.
3. Penerimaan persediaan bersifat instan dan selesai seluruhnya. Dengan kata
lain, persediaan dari sebuah pesanan datang dalam satu kelompok pada suatu
waktu.
4. Tidak tersedia diskon kuantitas.
5. Biaya variable hanya biaya untuk menyiapkan atau melakukan pemesanan dan
biaya menyimpan persediaan dalam waktu tertentu.
6. Kehabisan persediaan dapat sepenuhnya dihindari jika pemesanan dilakukan
pada waktu yang tepat.
Menurut Handoko (2008), metode manajemen persediaan yang paling
terkenal adalah model-model economic order quantity (EOQ) atau economic lot
size (ELS). Dalam teori, konsep EOQ digunakan untuk menentukan kuantitas
pesanan persediaan yang meminimumkan biaya langsung penyimpanan
persediaan dan kebalikannya (inverse cost) pemesanan persediaan.
11
Rumusan EOQ yang biasa digunakan adalah
………………………………………………………………………………………………………… (1)
Persamaan Biaya Total :
……………………………………………………………………………………………………...(2)
adalah persediaan rata-rata, menunjukan jumlah pesanan yang dilaku-
kan per periode, dengan jumlah setiap kali pesan Q, EOQ adalah kuantitas dimana
biaya penyimpanan dan biaya pemesanan sama atau :
……………………………………………………………………………………………………………….. (3)
Dikalikan dengan Q,
………………………………………………………………………………………………………………(4)
Dikalikan dengan
……………………………………………………………………………………………………………….(5)
……………………………………………………………………………………………………………...(6)
Jadi pada , biaya total adalah minimum.
Dimana :
D = Penggunaan atau permintaan yang diperkirakan per periode waktu
S = Biaya pemesanan (persiapan pesanan dan penyiapan mesin) per pesanan
H = Biaya penyimpanan per unit per tahun
Reorder Point
Menurut Riyanto (2001), reorder point ialah saat atau titik di mana harus
diadakan pesanan lagi sedemikian rupa sehingga kedatangan atau penerimaan
material yang dipesan itu adalah tepat pada waktu dimana persediaan di atas
safety stock sama dengan nol. Dengan demikian diharapkan datangnya material
yang dipesan itu tidak akan melewati waktu sehingga akan melanggar safety
Q
2
D
Q
2
H
12
stock. Apabila pesanan dilakukan sesudah melewati reorder point tersebut, maka
material yang dipesan akan diterima setelah perusahaan terpaksa mengambil
material dari safety stock. Dalam penetapan reorder point haruslah kita
memperhatikan faktor–faktor sebagai berikut; yaitu, penggunaan material selama
tenggang waktu mendapatkan barang (procurement lead time) dan besarnya safety
stock. Dalam penentuan reorder point haruslah memperhatikan faktor sebagai
berikut :
1. Pengguanaan material selama tenggang waktu mendapat barang
(procurement lead time).
2. Besarnya safety stock.
Reorder point dapat ditetapkan dengan berbagai cara, antara lain :
1. Menetapkan jumlah penggunaan selama lead time dan ditambah dengan
presentase tertentu.
2. Menetapkan jumlah penggunaan selama lead time dan ditambah dengan
penggunaan selama periode tertentu sebagai safety stock.
Menurut Heizer dan Render (2010) Titik pemesanan ulang (reorder point)
dicari dengan cara :
ROP = (Permintaan per hari)(lead time untuk pemesanan baru dalam hari)
= d x L
Persamaan diatas mengasumsikan bahwa permintaannya sama dan bersifat
konstan. Bila tidak demikian halnya, harus ditambahkan stok tambahan, seringkali
disebut pengaman (safety stock).
Penelitian Terdahulu
Utami (2012) dalam penelitiannya yang berjudul Analisis Pengendalian
Persediaan Bahan Baku Pada PT. XYZ, Jakarta (Studi Kasus Pada Painting
Plastik Part Honda OEM) bertujuan untuk mengkaji persediaan bahan baku PT.
XYZ, mengoptimalkan persediaan bahan baku pada PT. XYZ, dan menganalisis
efisiensi total biaya persediaan bahan baku pada PT. XYZ. Hasil penelitian
menggunakan metode EOQ didapatkan jarak pemesanan yang dekat antara
pemesanan yang satu dengan pemesanan yang lain dengan total biaya yang
dikeluarkan dengan menggunakan metode EOQ sebesar Rp 1 298 380 800 dan
dengan metode perusahaan sebesar Rp 1 663 849 400. Sehingga dengan
menggunakan metode EOQ, perusahaan akan menghemat biaya sebesar Rp 365
468 600.
Penelitian yang dilakukan Taryana (2008) berjudul Analisis Pengendalian
Persediaan Bahan Baku pada Produk Sepatu dengan Pendekatan Teknik Lot
Sizing dalam mendukung Sistem MRP (Studi Kasus di PT. Sepatu Mas Idaman
Bogor) dengan tujuan untuk memahami dan menganalisis sistem pengendalian
persediaan bahan baku di PT. Sepatu Mas Idaman, menentukan metode alternatif
teknik lot sizing yang terbaik dalam rangka menjaga kelancaran produksi dan
meningkatkan efisiensi, dan menentukan kinerjanya dalam hal penghematan biaya
persediaan bahan baku. Berdasarkan hasil analisis dengan menggunakan teknik
Lot Sizing, menunjukkan bahwa teknik LTC dan LUC memiliki performa yang
baik. Apabila dibandingkan dengan kebijakan perusahaan, teknik LTC untuk
bahan baku cow leather, jika tanpa persediaan pengaman memiliki penghematan
total biaya persediaan sebesar 33.70%, dan jika dengan kebijakan safety stock
13
sebesar 7.03%. Teknik LTC untuk bahan baku sheep leather, jika tanpa
persediaan pengaman memiliki penghematan total biaya persediaan sebesar
46.27%, dan jika dengan kebijakan safety stock sebesar 17.81%. Sedangkan
teknik LUC lebih tepat digunakan pada bahan baku outsole dan midsole, untuk
bahan baku outsole jika tanpa persediaan pengaman memiliki penghematan total
biaya persediaan sebesar 54.61%, dan jika dengan safety stock service level 80%
sebesar 31.53%, service level 90% sebesar 13.19%. Untuk bahan baku midsole
jika tanpa persediaan pengaman memiliki penghematan total biaya persediaan
sebesar 54.68%, dan jika dengan safety stock service level 80% sebesar 32.00%,
service level 90% sebesar 9.53%. Untuk bahan baku pig skin, dengan kebijakan
non safety stock lebih tepat digunakan dengan teknik LUC yang memiliki
penghematan total biaya persediaan sebesar 40.59%, sedangkan dengan kebijakan
safety stock lebih tepat digunakan dengan teknik LTC yang memiliki
penghematan masing-masing sebesar 8.70% (service level 80%) dan sebesar
6.21% (service level 90%).
METODE
Kerangka Pemikiran
Peningkatan permintaan buyer akan produk yang berkualitas dan ketepatan
proses produksi membuat PT Citra Abadi Sejati (CAS) dituntut untuk
menghasilkan produk yang sesuai dengan standar kualitas yang diinginkan oleh
buyer, selain itu PT CAS juga diharapkan mampu memproduksi produk dengan
waktu seefisien mungkin disesuaikan dengan waktu pengerjaan produk. Guna
memenuhi permintaan konsumen, PT CAS diharapkan dapat memperbaiki sistem
pengendalian persediaan bahan baku, agar tidak terjadi kelebihan yang dapat
meningkatkan biaya dan tidak terjadi kekurangan bahan baku yang dapat
menghambat proses produksi. Kelebihan persediaan mengakibatkan peningkatan
biaya, karena penumpukan bahan baku akan menyebabkan banyaknya biaya yang
dikeluarkan untuk penyimpanan, dan penumpukan bahan baku dapat
menyebabkan bahan baku menurun kualitasnya akibat disimpan pada jangka
waktu tertentu, sedangkan kekurangan bahan baku juga dapat meningkatkan
biaya, karena perusahaan akan mengeluarkan biaya lebih untuk melakukan
pemesanan bahan baku kembali. Maka dari itu perusahaan perlu mengendalikan
persediaan bahan baku, agar bahan baku dapat digunakan seoptimal mungkin
sehingga perusahaan dapat mengeluarkan biaya yang seminimum mungkin,
memenuhi keinginan konsumen, serta memaksimumkan laba perusahaan.
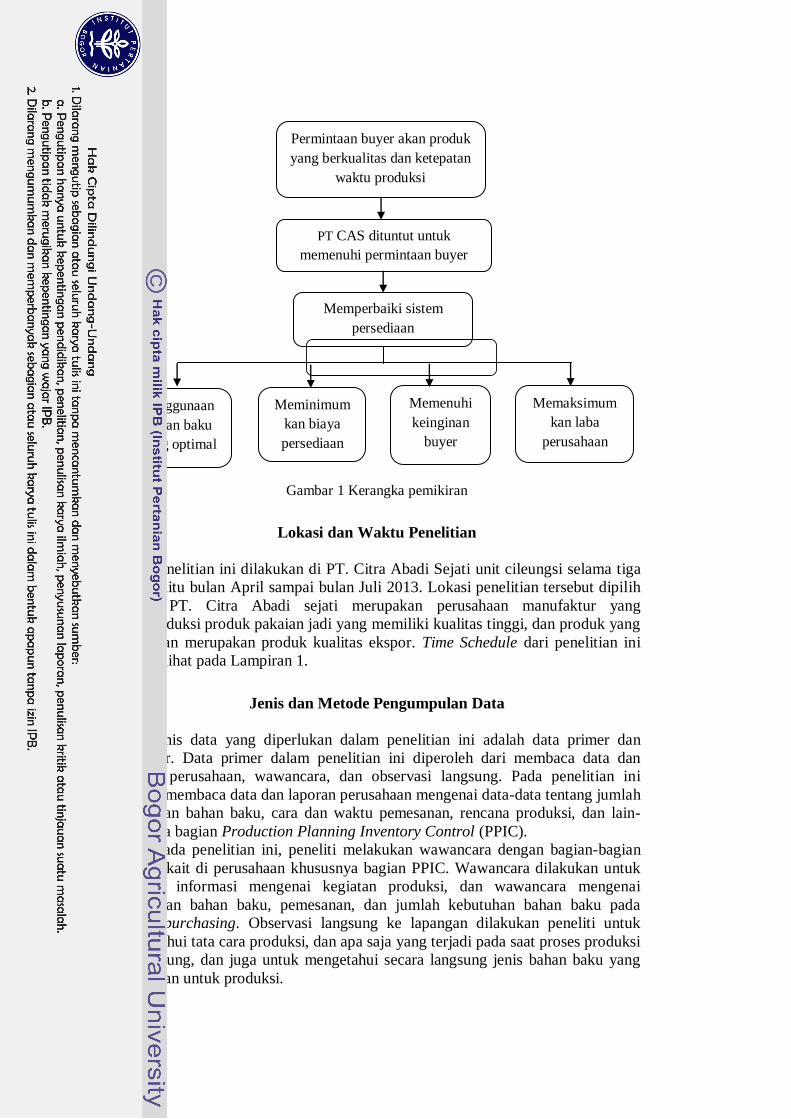
Kerangka pemikiran terdapat pada Gambar 1.
14
Gambar 1 Kerangka pemikiran
Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di PT. Citra Abadi Sejati unit cileungsi selama tiga
bulan yaitu bulan April sampai bulan Juli 2013. Lokasi penelitian tersebut dipilih
karena PT. Citra Abadi sejati merupakan perusahaan manufaktur yang
memproduksi produk pakaian jadi yang memiliki kualitas tinggi, dan produk yang
dihasilkan merupakan produk kualitas ekspor. Time Schedule dari penelitian ini
dapat dilihat pada Lampiran 1.
Jenis dan Metode Pengumpulan Data
Jenis data yang diperlukan dalam penelitian ini adalah data primer dan
sekunder. Data primer dalam penelitian ini diperoleh dari membaca data dan
laporan perusahaan, wawancara, dan observasi langsung. Pada penelitian ini
peneliti membaca data dan laporan perusahaan mengenai data-data tentang jumlah
kebutuhan bahan baku, cara dan waktu pemesanan, rencana produksi, dan lain-
lain pada bagian Production Planning Inventory Control (PPIC).
Pada penelitian ini, peneliti melakukan wawancara dengan bagian-bagian
yang terkait di perusahaan khususnya bagian PPIC. Wawancara dilakukan untuk
mencari informasi mengenai kegiatan produksi, dan wawancara mengenai
persediaan bahan baku, pemesanan, dan jumlah kebutuhan bahan baku pada
bagian purchasing. Observasi langsung ke lapangan dilakukan peneliti untuk
mengetahui tata cara produksi, dan apa saja yang terjadi pada saat proses produksi
berlangsung, dan juga untuk mengetahui secara langsung jenis bahan baku yang
digunakan untuk produksi.
Permintaan buyer akan produk
yang berkualitas dan ketepatan
waktu produksi
PT CAS dituntut untuk
memenuhi permintaan buyer
Memperbaiki sistem
persediaan
Memenuhi keinginan buyer
n bahan baku Memenuhi
keinginan
buyer
Meminimum
kan biaya
persediaan
Penggunaan
bahan baku
yang optimal
Memaksimum
kan laba
perusahaan
15
Data sekunder adalah data primer yang telah diolah lebih lanjut, misalnya
dalam bentuk tabel, grafik, diagram, dan sebagainya, sehingga lebih informatif
jika digunakan untuk pihak lain. Data sekunder diperoleh dari pencarian data di
Internet dan studi pustaka yang sesuai dengan penelitian ini, dan juga diperoleh
dari literatur-literatur yang mendukung penelitian, baik dari buku, majalah, data
perusahaan, dan sebagainya.
Metode Pengolahan dan Analisis Data
Pengolahan data yang dilakukan dalam penelitian ini adalah dengan
membandingkan perhitungan pengendalian persediaan yang telah dilakukan oleh
perusahaan, mendapatkan biaya yang paling minimum dan waktu pemesanan
yang sesuai. Perhitungan Analisis ABC, dan metode EOQ menggunakan software
POM for Windows 3. software POM for Windows 3 adalah sebuah program
komputer yang digunakan untuk memecahkan masalah dalam bidang produksi
dan operasi yang bersifat kuantitatif, perhitungan yang dilakukan oleh peneliti
menggunakan metode analisis ABC, dan metode Economic Order Quantity
(EOQ), perhitungan ini dilakukan untuk mengetahui berapa jumlah pesanan bahan
baku optimum dan total biaya persediaan yang optimum. Perhitungan yang
dilakukan oleh peneliti akan dibandingkan dengan perhitungan yang sudah
dilakukan oleh perusahaan, agar dapat memberikan rekomendasi yang
menguntungkan dan dapat diterapkan oleh perusahaan.
HASIL DAN PEMBAHASAN
Profil Perusahaan
PT. Citra Abadi Sejati (Cileungsi unit) yang terletak di Jl Raya Jonggol KM
2,5 Kampung Sawah, Cileungsi, Kabupaten Bogor, Jawa Barat didirikan sesuai
dengan akta pendirian No. 193 tanggal 31 Oktober 1983 oleh notaris Winanto
Martani, SH. di Jakarta. Akta pendirian tersebut telah mengalami beberapa
perubahan, antara lain akta perubahan No. 202 tanggal 22 Feruari 1985, mengenai
anggaran dasar perseroan yang telah memperoleh pengesahan dari Departemen
Kehakiman Republik Indonesia sesuai Surat Keputusan Menteri Kehakiman No.
C-675/Hp.01.01 tahun 1986 tanggal 30 September 1986.
PT. Citra Abadi Sejati termasuk salah satu unit dari perusahaan Busana
Apparel Group yang bergerak dalam sektor pakaian jadi (Garment) yang
memproduksi pesanan dari pihak buyer. Perusahaan lain yang tergabung dalam
Busana Apparel Group adalah PT. Busana Perkasa Garment yang berlokasi di
Bogor dan PT. Unggaran Sari Garment yang berlokasi di Semarang.
Awal terbentuk perusahaan ini hanya memiliki satu unit dengan jumlah
karyawan ± 1 804 orang dan tenaga kerja asing yang berjumlah 10 orang, akan
tetapi perusahaan telah melakukan pengembangan sebanyak dua kali, yaitu pada
tahun 1995 dan tahun 1997, hingga saat ini perusahaan memiliki ± 5.020 tenaga
kerja. Pengembangan ini dilakukan mengingat permintaan produksi yang semakin
meningkat diiringi dengan berkembangnya cabang industri garment .
16
Produk yang dihasilkan oleh perusahaan berupa celana panjang, celana
pendek, rok wanita, blazer, jaket, atasan wanita, dress, kemeja, dan pakaian anak-
anak. Perusahaan memproduksi dan mengekspor setiap bulannya lebih dari
330.000 pakaian yang berkualitas tinggi. Selain itu PT. Citra Abadi Sejati sudah
diakui oleh merk Internasional seperti Talbots, Ann Inc (Ann Taylor), Liz
Claiborne, Calvin Klein, Polo Jeans, The J.Jill, Philip Van Hausen, JC Penny,
Esprit, Hugo Boss, dan Mexx.
Layout PT. Citra Abadi Sejati
PT. Citra Abadi Sejati (Unit Cileungsi) berada pada luas tanah 48 000 m2
dan luas bangunan 19 560 m2. Bangunan ini terdiri dari 5 Factory, office, ruang
cutting, fabric store, store accesories, stock lot, dan kantin. Untuk gambaran
layout perusahaan dapat dilihat pada Lampiran 2.
Produk yang Dihasilkan Oleh PT. Citra Abadi Sejati
Produk yang dihasilkan oleh PT. CAS merupakan produk-produk yang
dipesan oleh buyer, diantaranya celana jeans, celana bahan, rok, celana pendek,
kemeja, blouse wanita, pakaian anak-anak. Sedangkan buyer yang melakukan
kerja sama dengan PT. CAS adalah Talbots, Ann Inc (Ann Taylor), Liz Claiborne,
Calvin Klein, Polo Jeans, The J.Jill, Philip Van Hausen, JC Penny, Esprit, Hugo
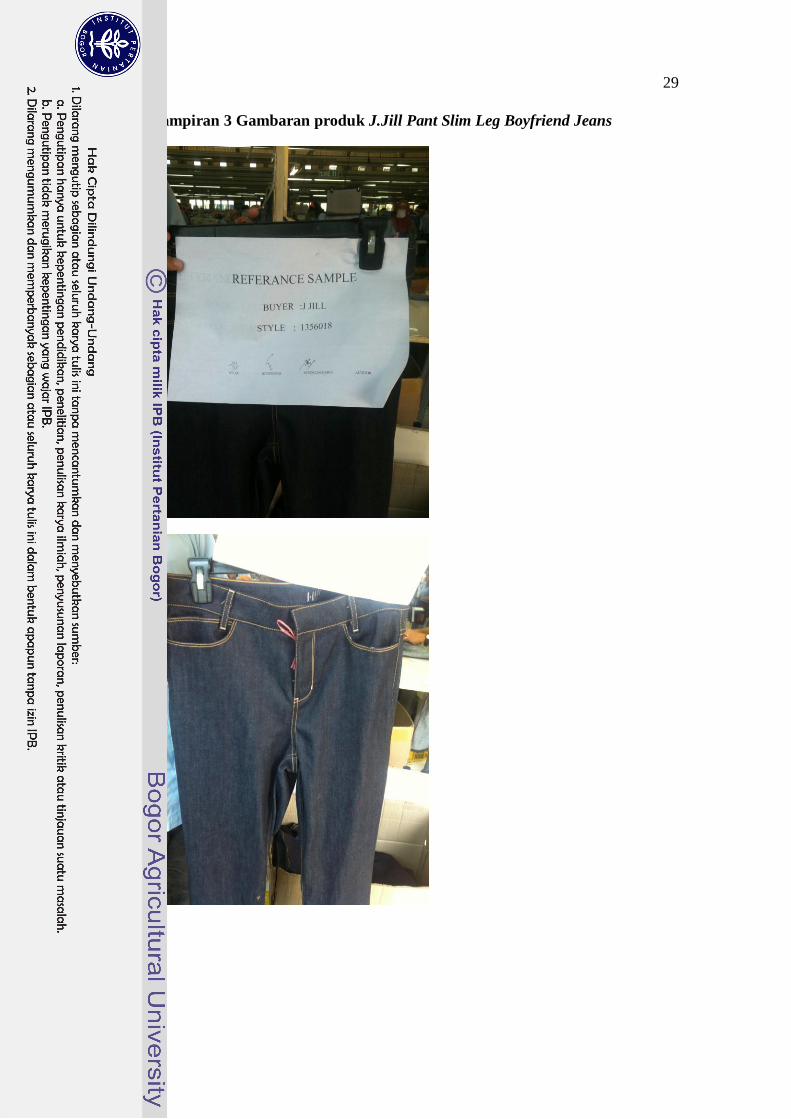
Boss, dan Mexx. Produk yang akan digunakan sebagai materi dalam penelitian ini
adalah Produk J.Jill Pant Slim Leg Boyfriend Jeans yang merupakan produk dari
buyer The J.Jill. Untuk gambaran produk yang digunakan dalam penelitian ini
dapat dilihat pada Lampiran 3.
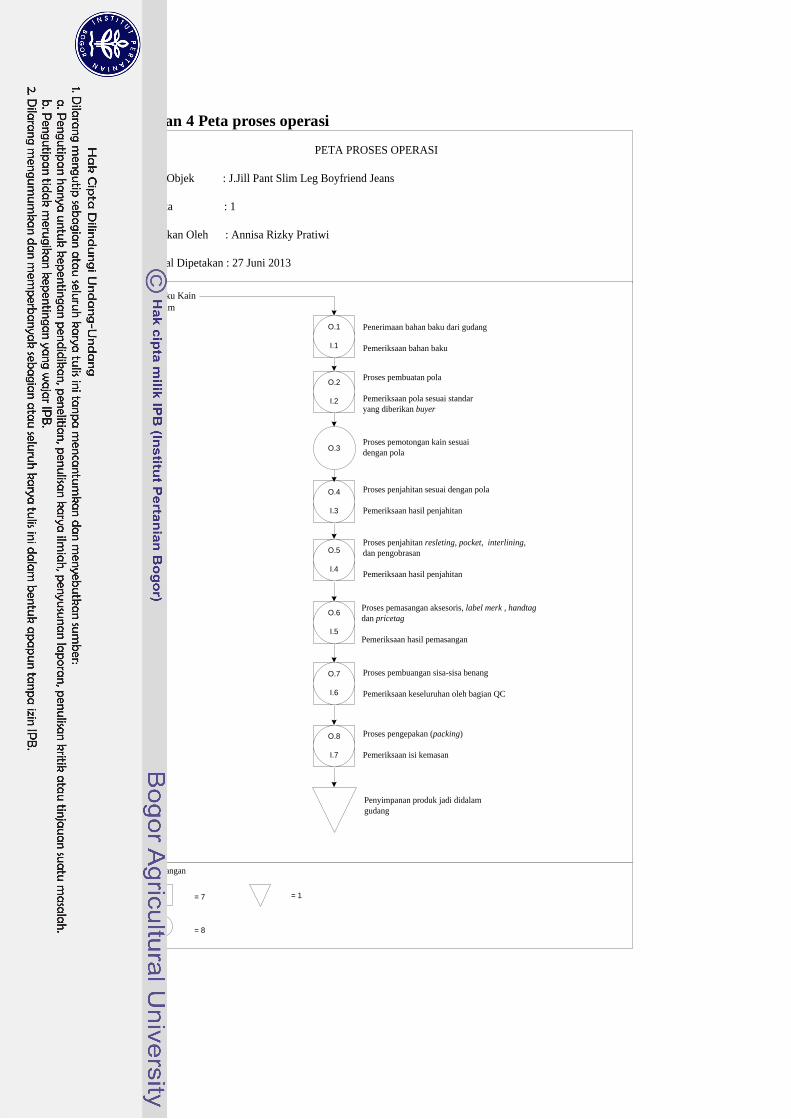
Proses Produksi
Proses produksi pembuatan celana jeans dengan merk dagang J.JillPant
Slim Leg Boyfriend Jeans menggunakan 3 faktor produksi, antara lain tenaga kerja
manusia, mesin, dan juga bahan baku, salah satu bahan baku utamanya adalah
bahan kain (fabric). Proses produksi celana jeans dilakukan melalui beberapa
tahapan, diantaranya adalah : proses pemotongan (cutting), proses penjahitan
(sewing), dan proses penyelesaian (finishing). Proses produksi produk celana
jeans dapat dilihat pada Peta Proses Operasi pada Lampiran 4.
Proses Pemotongan (Cutting)
Proses pemotongan (cutting) merupakan tahapan awal dari proses produksi
celana jeans. Dalam proses ini dilakukan pembuatan pola pada lembaran-
lembaran kertas kemudian pola tersebut disusun pada bahan denim yang
sebelumnya diambil dari gudang, setelah pola di bentuk maka bahan yang sudah
terbentuk pola di potong menggunakan mesin potong mengikuti pola yang telah
dibuat.
17
Proses Penjahitan (Sewing)
Proses selanjutnya yang dilakukan setelah proses cutting adalah proses
sewing atau penjahitan. Dalam proses ini potongan – potongan bahan yang telah
dipotong berdasakan pola yang dibuat diberikan kepada para penjahit, penjahit ini
dibagi kedalam beberapa jalur yang disebut line. Pada setiap line proses sewing
berbeda-beda, dantaranya pembuatan pocket, penjahitan, pengobrasan,
pemasangan resleting, dan pemasangan interlining. Setelah bagian-bagian tersebut
dibuat selanjutnya dibentuk (dijahit) secara keseluruhan hingga terbentuk pakaian
jadi dalam bentuk celana jeans.
Proses Penyelesaian (Finishing)
Dalam proses ini kegiatan yang dilakukan antara lain pemberian aksesoris
seperti kancing (button), plat dan aksesoris lainnya, selanjutnya kegiatan yang
dilakukan adalah pembersihan sisa-sisa benang dari proses jahit, penyeterikaan
(ironing) dan dilipat, pengecekan oleh bagian quality checker (QC) , pemasangan
handtag dan pricetag, memasukan produk kedalam polybag, dan yang terakhir
adalah kegiatan pengepakan (packing) produk kedalam dus. Pada proses ini
apabila bagian QC menemukan kecacatan (reject) dalam produk yang di cek,
maka akan dilakukan proses pemisahan produk reject.
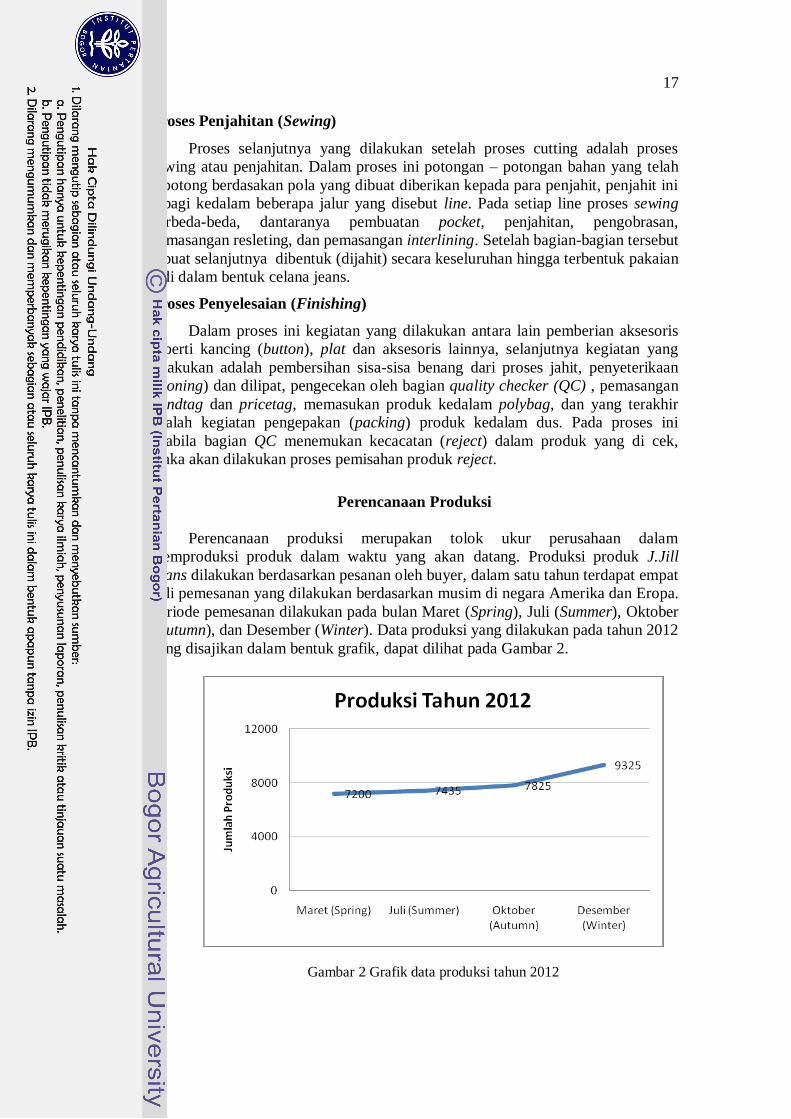
Perencanaan Produksi
Perencanaan produksi merupakan tolok ukur perusahaan dalam
memproduksi produk dalam waktu yang akan datang. Produksi produk J.Jill
Jeans dilakukan berdasarkan pesanan oleh buyer, dalam satu tahun terdapat empat
kali pemesanan yang dilakukan berdasarkan musim di negara Amerika dan Eropa.
Periode pemesanan dilakukan pada bulan Maret (Spring), Juli (Summer), Oktober
(Autumn), dan Desember (Winter). Data produksi yang dilakukan pada tahun 2012
yang disajikan dalam bentuk grafik, dapat dilihat pada Gambar 2.
Gambar 2 Grafik data produksi tahun 2012
18
Pada grafik data produksi tahun 2012 dapat diketahui bahwa jumlah
produksi pada setiap musim berbeda-beda, hal ini dikarenakan permintaan akan
produk celana jeans disesuaikan dengan musim penggunaan celana jeans.
Produksi tertinggi berada pada bulan desember atau musim winter, dimana
permintaan celana jeans meningkat dikarenakan suhu yang dingin pada bulan ini.
Pengendalian Bahan Baku
Setelah diketahui jumlah produk yang akan diproduksi, bagian produksi
mengidentifikasi banyaknya bahan baku yang dibutuhkan untuk memproduksi
sejumlah produk yang akan di produksi. Bahan baku yang dibutuhkan untuk
produksi J.Jill Pant Slim Leg Boyfriend Jeans pada tahun 2012 dapat dilihat pada
Tabel 2.
Tabel 2 Kebutuhan bahan baku produksi J.Jill Pant Slim Leg Boyfriend Jeans
Tahun 2012 Bahan Baku Jumlah Kebutuhan Bahan Baku
Fabric ( Kain Denim) 46 470 Yard Interlining Woven Fusible 6 071 Yard
Thread (Benang) 4 733 Yard
Zipper 31 785 Pcs Button 31 785 Pcs
Hook & Bar 31 785 Pcs
Pid Label 31 785 Pcs
Care Label 31 785 Pcs Price Ticket 31 785 Pcs
Polybag 31 785 Pcs
Export Carton 3 974 Pcs
Sumber : Bagian Marketing PT. CAS (2012)
Berdasarkan data kebutuhan bahan baku, diketahui terdapat sebelas bahan
baku pembentuk celana jeans J.Jill. Kesebelas bahan baku ini terdiri dari bahan
baku pembentuk utama, aksesoris, dan untuk proses packing.
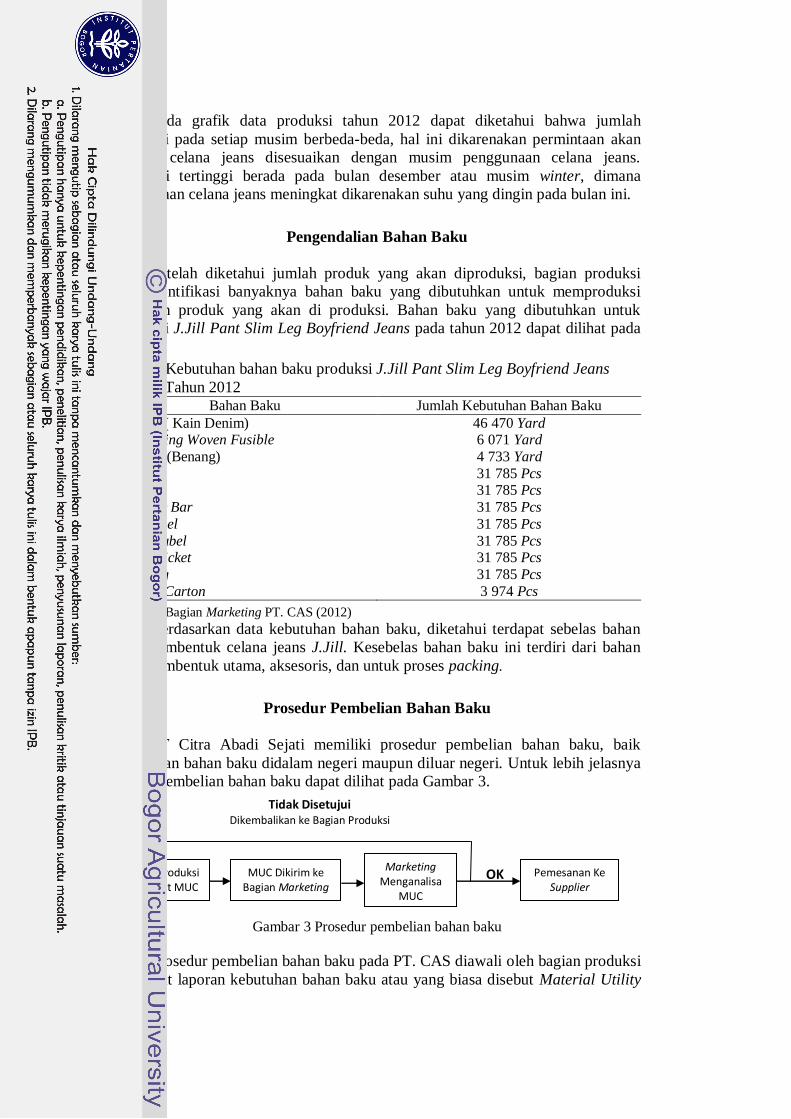
Prosedur Pembelian Bahan Baku
PT Citra Abadi Sejati memiliki prosedur pembelian bahan baku, baik
pembelian bahan baku didalam negeri maupun diluar negeri. Untuk lebih jelasnya
proses pembelian bahan baku dapat dilihat pada Gambar 3.
Gambar 3 Prosedur pembelian bahan baku
Prosedur pembelian bahan baku pada PT. CAS diawali oleh bagian produksi
membuat laporan kebutuhan bahan baku atau yang biasa disebut Material Utility
Bagian Produksi Membuat MUC
MUC Dikirim ke Bagian Marketing
Marketing Menganalisa
MUC
OK Pemesanan Ke Supplier
Tidak Disetujui Dikembalikan ke Bagian Produksi
19
Chart (MUC) yang disesuaikan dengan worksheet, kemudian MUC diserahkan ke
bagian marketing, selanjutnya bagian marketing menganalisa MUC dari bagian
produksi, setelah disetujui bagian marketing membuat pemesanan ke supplier.
Apabila bagian marketing tidak menyetujui MUC dari produksi dengan alasan
material yang digunakan tidak sesuai standar perusahaan atau buyer, maka MUC
dikembalikan ke bagian produksi.
Prosedur Penerimaan Bahan Baku
Setelah proses pembelian bahan baku ke supplier yang ditunjuk oleh buyer
maupun perusahaan, supplier mengirimkan bahan baku ke Indonesia, karena 80%
bahan baku yang digunakan merupakan bahan baku impor dari negara-negara
seperti China, Hongkong, negara-negara Eropa, dan Amerika. Setelah bahan baku
sampai di Indonesia melewati pelabuhan dan Bea Cukai, barulah bahan baku
dikirim ke perusahaan PT. CAS unit Cileungsi.
Setelah bahan baku sampai ke PT.CAS, bahan baku mengalami
pemeriksaan laporan penerimaan barang sebelum masuk ke gudang, laporan
penerimaan barang disesuaikan dengan laporan pemesanan. Sebelum bahan baku
ditempatkan dalam gudang, akan dilakukan Quality Control oleh bagian QC
Material, bahan baku yang mengalami QC hanya 5% dari jumlah bahan baku. QC
yang dilakukan adalah jenis bahan dan kualitas bahan. Apabila ditemukan adanya
kecacatan (Reject) akan dilakukan laporan ke bagian marketing, dan bagian
marketing akan melaporkan ke supplier.
Penentuan Bahan Baku Prioritas Dengan Menggunakan Analisa ABC
Analisis ABC digunakan untuk mengetahui penggunaan bahan baku yang
paling tinggi dan biaya yang paling besar digunakan dalam memproduksi produk,
analisis ABC membagi tiga klasifikasi persediaan bahan baku berdasarkan
volume Rupiah tahunan. Analisis ABC pada produksi J.Jill Jeans menggunakan
sebelas bahan baku pembuat produk Celana Jeans, untuk mengetahui bahan baku
yang penggunaannya paling besar. Pada perhitungan ini, harga (price) yang
didapat pada awalnya berbentuk mata uang dollar, yang kemudian dikonversikan
ke dalam rupiah, dengan asumsi US$1 bernilai Rp 9 700. Perhitungan analisis
ABC dengan menggunakan bantuan dari Software POM for Windows 3 dapat
dilihat pada Tabel 3.
20
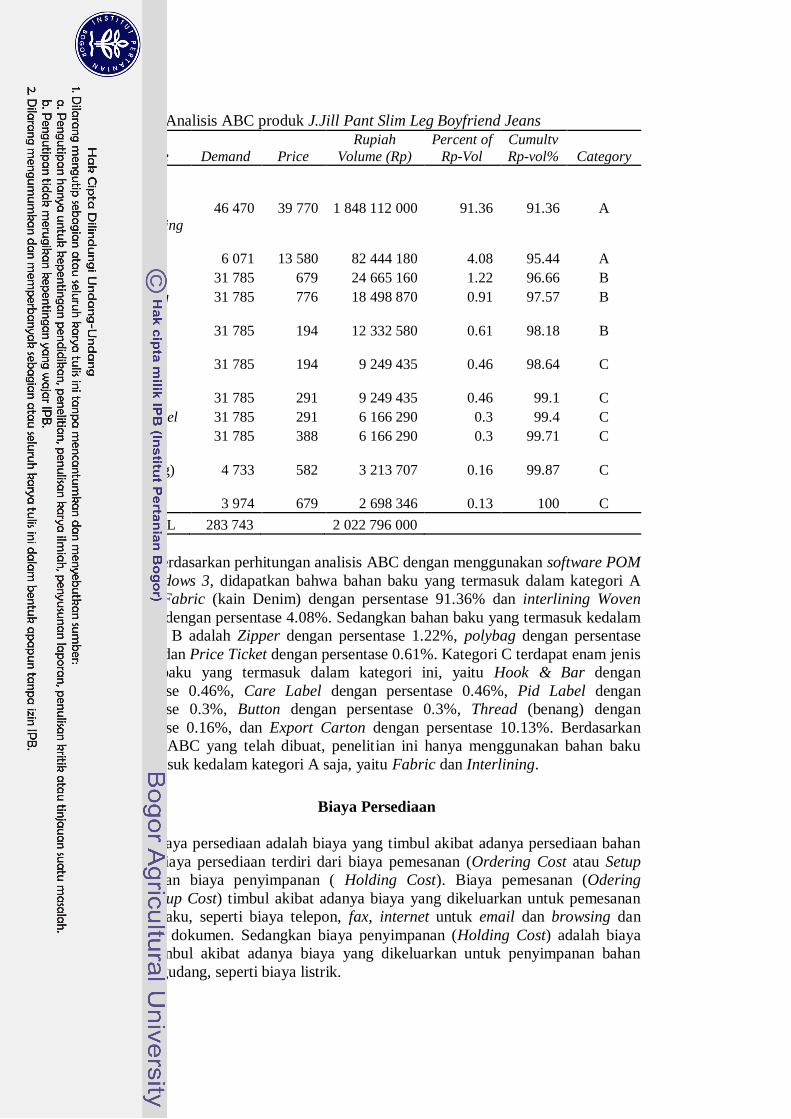
Tabel 3 Analisis ABC produk J.Jill Pant Slim Leg Boyfriend Jeans
Item
Name Demand Price
Rupiah
Volume (Rp)
Percent of
Rp-Vol
Cumultv
Rp-vol% Category
Fabric (Kain
Denim) 46 470 39 770 1 848 112 000 91.36 91.36 A
Interlining Woven
Fusible 6 071 13 580 82 444 180 4.08 95.44 A
Zipper 31 785 679 24 665 160 1.22 96.66 B
Polybag 31 785 776 18 498 870 0.91 97.57 B
Price
Ticket 31 785 194 12 332 580 0.61 98.18 B Hook &
Bar 31 785 194 9 249 435 0.46 98.64 C
Care Label 31 785 291 9 249 435 0.46 99.1 C
Pid Label 31 785 291 6 166 290 0.3 99.4 C
Button 31 785 388 6 166 290 0.3 99.71 C
Thread
(Benang) 4 733 582 3 213 707 0.16 99.87 C Export
Carton 3 974 679 2 698 346 0.13 100 C
TOTAL 283 743 2 022 796 000
Berdasarkan perhitungan analisis ABC dengan menggunakan software POM
for Windows 3, didapatkan bahwa bahan baku yang termasuk dalam kategori A
adalah Fabric (kain Denim) dengan persentase 91.36% dan interlining Woven
Fusible dengan persentase 4.08%. Sedangkan bahan baku yang termasuk kedalam
kategori B adalah Zipper dengan persentase 1.22%, polybag dengan persentase
0.91%, dan Price Ticket dengan persentase 0.61%. Kategori C terdapat enam jenis
bahan baku yang termasuk dalam kategori ini, yaitu Hook & Bar dengan
persentase 0.46%, Care Label dengan persentase 0.46%, Pid Label dengan
persentase 0.3%, Button dengan persentase 0.3%, Thread (benang) dengan
persentase 0.16%, dan Export Carton dengan persentase 10.13%. Berdasarkan
analisis ABC yang telah dibuat, penelitian ini hanya menggunakan bahan baku
yang masuk kedalam kategori A saja, yaitu Fabric dan Interlining.
Biaya Persediaan
Biaya persediaan adalah biaya yang timbul akibat adanya persediaan bahan
baku. Biaya persediaan terdiri dari biaya pemesanan (Ordering Cost atau Setup
Cost) dan biaya penyimpanan ( Holding Cost). Biaya pemesanan (Odering
Cost/Setup Cost) timbul akibat adanya biaya yang dikeluarkan untuk pemesanan
bahan baku, seperti biaya telepon, fax, internet untuk email dan browsing dan
printing dokumen. Sedangkan biaya penyimpanan (Holding Cost) adalah biaya
yang timbul akibat adanya biaya yang dikeluarkan untuk penyimpanan bahan
baku digudang, seperti biaya listrik.
21
Biaya Pemesanan (Ordering Cost/Setup Cost)
Komponen biaya pemesanan (Ordering Cost/Setup Cost) tidak dipengaruhi
oleh besarnya jumlah persediaan yang dipesan tetapi dipengaruhi oleh frekuensi
pemesanan. Komponen biaya pemesanan pada PT.CAS terdiri dari biaya telepon,
internet, dan biaya printing. Biaya telepon timbul akibat perusahaan menggunakan
telepon untuk melakukan pemesanan bahan baku kepada supplier, total biaya
pemesanan sebesar Rp 28 485, untuk perhitungan biaya pemesanan terdapat pada
Lampiran 5.
Biaya Penyimpanan (Holding Cost)
Biaya penyimpanan pada PT.CAS yaitu listrik dan biaya tenaga kerja
gudang, penerangan listrik digunakan untuk gudang fabric dan gudang accesories.
Total biaya penyimpanan sebesar Rp 4 479/ yard, untuk perhitungan biaya
penyimpanan terdapat pada Lampiran 5.
Jumlah Pesanan Ekonomis ( Economic Order Quantity, EOQ)
Economic Order Quantity (EOQ) pada produk J.Jill Pant Slim Leg
Boyfriend Jeans ini digunakan untuk menganalisa jumlah pemesanan bahan baku
ekonomis yang masuk kategori A, yaitu fabric dan interlining, dan juga
menganalisa total biaya optimum dari pengendalian persediaan bahan baku fabric
dan interlining. Analisis EOQ membutuhkan beberapa komponen perhitungan,
komponen tersebut adalah permintaan bahan baku tahunan, biaya pemesanan,
biaya peyimpanan, dan harga bahan baku per unit. Satuan unit yang digunakan
dalam fabric dan interlining adalah yard, hasil kebutuhan bahan baku dengan
menggunakan metode EOQ dapat dilihat pada Tabel 4.
Tabel 4 Kebutuhan optimum dengan menggunakan metode EOQ
Bahan Baku
Permintaan
Tahunan
(Yard)
Biaya
Pemesanan
(Rp/Pesan)
Biaya
Penyimpanan
(Rp/Yard/Tahun)
Q*
(Yard/Pesan)
Fabric (Kain
Denim) 46 470
28 485 4 479 768.81
Interlining
Woven Fusible 6 071 277.88
Berdasarkan hasil perhitungan Economic Order Quantity (EOQ) dengan
menggunakan software POM for Windows 3, dapat diketahui jumlah pesanan
optimal untuk bahan baku fabric yaitu sebesar 768.81 yard per pesan, dan bahan
baku interlining sebesar 277.88 yard per pesan.
Perhitungan EOQ dengan menggunakan software POM for windows 3 dapat
disajikan dalam bentuk grafik, agar mengetahui titik-titik perpotongan antara
biaya penyimpanan, biaya pemesanan dan EOQ fabric, grafik tersaji pada Gambar
4.
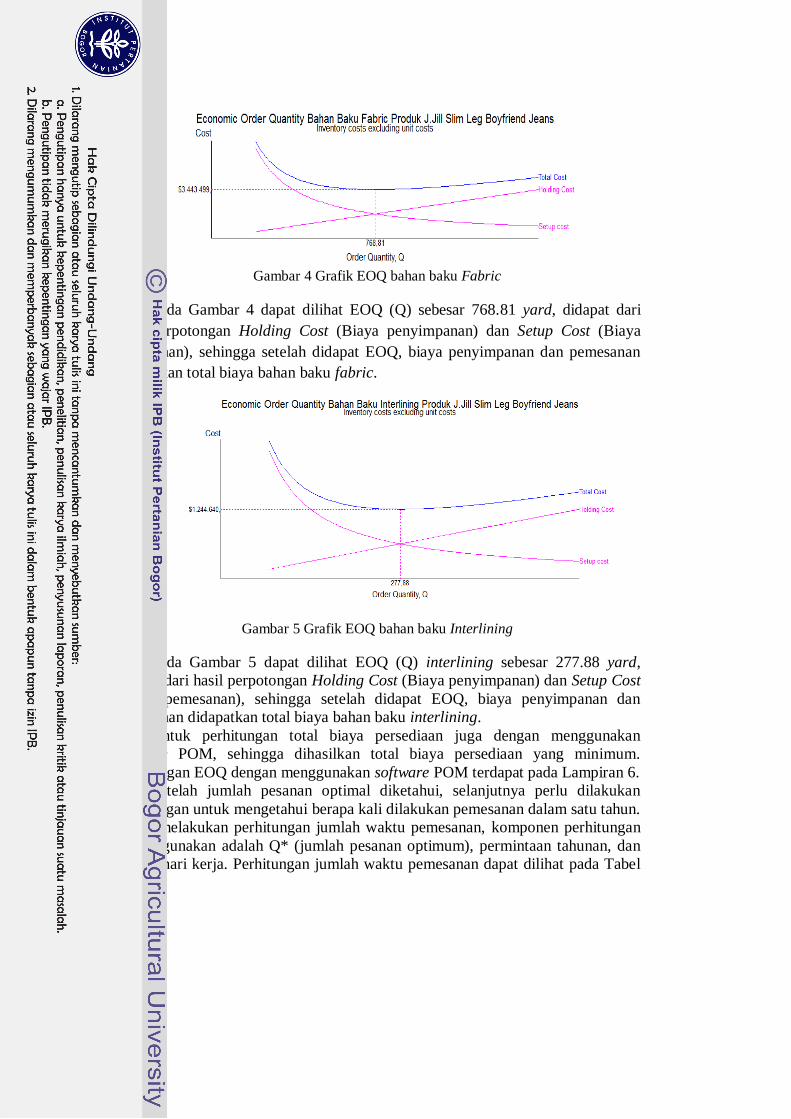
22
Gambar 4 Grafik EOQ bahan baku Fabric
Pada Gambar 4 dapat dilihat EOQ (Q) sebesar 768.81 yard, didapat dari
hasil perpotongan Holding Cost (Biaya penyimpanan) dan Setup Cost (Biaya
pemesanan), sehingga setelah didapat EOQ, biaya penyimpanan dan pemesanan
didapatkan total biaya bahan baku fabric.
Gambar 5 Grafik EOQ bahan baku Interlining
Pada Gambar 5 dapat dilihat EOQ (Q) interlining sebesar 277.88 yard,
didapat dari hasil perpotongan Holding Cost (Biaya penyimpanan) dan Setup Cost
(Biaya pemesanan), sehingga setelah didapat EOQ, biaya penyimpanan dan
pemesanan didapatkan total biaya bahan baku interlining.
Untuk perhitungan total biaya persediaan juga dengan menggunakan
software POM, sehingga dihasilkan total biaya persediaan yang minimum.
Perhitungan EOQ dengan menggunakan software POM terdapat pada Lampiran 6.
Setelah jumlah pesanan optimal diketahui, selanjutnya perlu dilakukan
perhitungan untuk mengetahui berapa kali dilakukan pemesanan dalam satu tahun.
Untuk melakukan perhitungan jumlah waktu pemesanan, komponen perhitungan
yang digunakan adalah Q* (jumlah pesanan optimum), permintaan tahunan, dan
jumlah hari kerja. Perhitungan jumlah waktu pemesanan dapat dilihat pada Tabel
5.
23
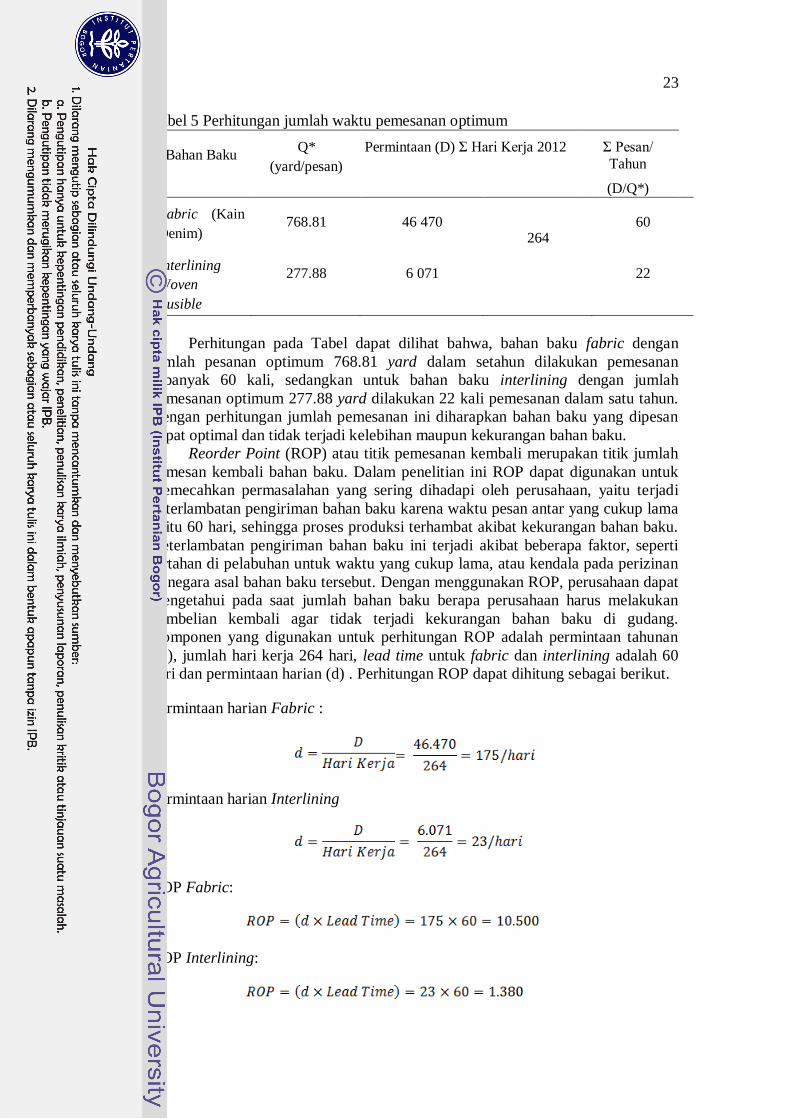
Tabel 5 Perhitungan jumlah waktu pemesanan optimum
Bahan Baku Q*
(yard/pesan)
Permintaan (D) Σ Hari Kerja 2012 Σ Pesan/
Tahun
(D/Q*)
Fabric (Kain
Denim) 768.81 46 470
264 60
Interlining
Woven
Fusible
277.88 6 071
22
Perhitungan pada Tabel dapat dilihat bahwa, bahan baku fabric dengan
jumlah pesanan optimum 768.81 yard dalam setahun dilakukan pemesanan
sebanyak 60 kali, sedangkan untuk bahan baku interlining dengan jumlah
pemesanan optimum 277.88 yard dilakukan 22 kali pemesanan dalam satu tahun.
Dengan perhitungan jumlah pemesanan ini diharapkan bahan baku yang dipesan
dapat optimal dan tidak terjadi kelebihan maupun kekurangan bahan baku.
Reorder Point (ROP) atau titik pemesanan kembali merupakan titik jumlah
pemesan kembali bahan baku. Dalam penelitian ini ROP dapat digunakan untuk
memecahkan permasalahan yang sering dihadapi oleh perusahaan, yaitu terjadi
keterlambatan pengiriman bahan baku karena waktu pesan antar yang cukup lama
yaitu 60 hari, sehingga proses produksi terhambat akibat kekurangan bahan baku.
Keterlambatan pengiriman bahan baku ini terjadi akibat beberapa faktor, seperti
tertahan di pelabuhan untuk waktu yang cukup lama, atau kendala pada perizinan
di negara asal bahan baku tersebut. Dengan menggunakan ROP, perusahaan dapat
mengetahui pada saat jumlah bahan baku berapa perusahaan harus melakukan
pembelian kembali agar tidak terjadi kekurangan bahan baku di gudang.
Komponen yang digunakan untuk perhitungan ROP adalah permintaan tahunan
(D), jumlah hari kerja 264 hari, lead time untuk fabric dan interlining adalah 60
hari dan permintaan harian (d) . Perhitungan ROP dapat dihitung sebagai berikut.
Permintaan harian Fabric :
Permintaan harian Interlining
ROP Fabric:
ROP Interlining:
24
Berdasarkan perhitungan diatas, dapat dilihat bahwa pada saat bahan baku
fabric di gudang berjumlah 10 500 yard, maka perusahaan harus melakukan
pemesanan kembali, dan pada saat bahan baku interlining berjumlah 1 380 yard di
gudang maka perusahaan harus melakukan pemesanan kembali. Diharapkan
dengan perhitungan ini, tidak terjadi kekurangan bahan baku yang dapat
menghambat proses produksi.
Perbandingan Total Biaya Persediaan Bahan Baku Antara Metode EOQ
Dengan Perhitungan Perusahaan
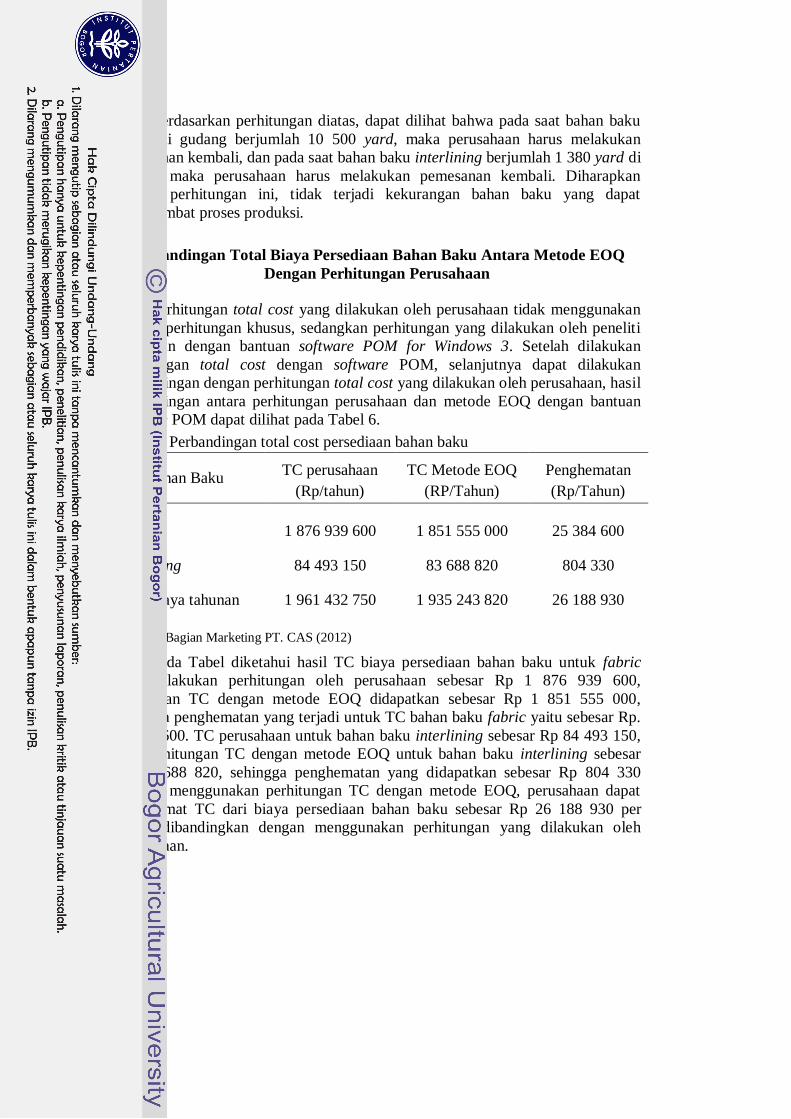
Perhitungan total cost yang dilakukan oleh perusahaan tidak menggunakan
metode perhitungan khusus, sedangkan perhitungan yang dilakukan oleh peneliti
dilakukan dengan bantuan software POM for Windows 3. Setelah dilakukan
perhitungan total cost dengan software POM, selanjutnya dapat dilakukan
perbandingan dengan perhitungan total cost yang dilakukan oleh perusahaan, hasil
perbandingan antara perhitungan perusahaan dan metode EOQ dengan bantuan
software POM dapat dilihat pada Tabel 6.
Tabel 6. Perbandingan total cost persediaan bahan baku
Sumber : Bagian Marketing PT. CAS (2012)
Pada Tabel diketahui hasil TC biaya persediaan bahan baku untuk fabric
yang dilakukan perhitungan oleh perusahaan sebesar Rp 1 876 939 600,
sedangkan TC dengan metode EOQ didapatkan sebesar Rp 1 851 555 000,
sehingga penghematan yang terjadi untuk TC bahan baku fabric yaitu sebesar Rp.
25.384.600. TC perusahaan untuk bahan baku interlining sebesar Rp 84 493 150,
dan perhitungan TC dengan metode EOQ untuk bahan baku interlining sebesar
Rp 83 688 820, sehingga penghematan yang didapatkan sebesar Rp 804 330
Dengan menggunakan perhitungan TC dengan metode EOQ, perusahaan dapat
menghemat TC dari biaya persediaan bahan baku sebesar Rp 26 188 930 per
tahun, dibandingkan dengan menggunakan perhitungan yang dilakukan oleh
perusahaan.
Bahan Baku TC perusahaan
(Rp/tahun)
TC Metode EOQ
(RP/Tahun)
Penghematan
(Rp/Tahun)
Fabric 1 876 939 600 1 851 555 000 25 384 600
Interlining 84 493 150 83 688 820 804 330
Total biaya tahunan 1 961 432 750 1 935 243 820 26 188 930

25
SIMPULAN DAN SARAN
Simpulan
1. Sistem pengendalian persediaan bahan baku yang telah dilakukan PT Citra
Abadi Sejati pada saat ini, masih menggunakan sistem konvensional.
Perusahaan belum menerapkan perhitungan khusus yang menggunakan metode
Economic Order Quantity (EOQ) dan analisis ABC. Perusahaan melakukan
Penentuan jumlah bahan baku yang dipesan didasarkan pada jumlah bahan
baku yang dipesan pada tahun sebelumnya.
2. Pemesanan bahan baku yang saat ini dilakukan perusahaan, dilakukan tanpa
memperhatikan kriteria bahan baku, pemesanan bahan baku di perlakukan
sama untuk semua jenis bahan baku dengan melakukan pemesanan bahan baku
sebanyak dua kali dalam satu tahun, sedangkan berdasarkan perhitungan
dengan menggunakan EOQ didapatkan bahwa untuk bahan baku kritis yaitu
fabric dan interlining, dilakukan 60 kali pesan dalam satu tahun untuk fabric,
dan untuk bahan baku interlining dilakukan sebanyak 22 kali pemesanan dalam
satu tahun, perhitungan ini dilakukan agar perusahaan tidak mengalami
kekurangan bahan baku akibat keterlambatan pengiriman bahan baku yang
dapat menghambat proses produksi.
3. Berdasarkan analisis ABC dengan menggunakan software POM for windows 3,
dari sebelas bahan baku pembuat celana jeans, terdapat dua bahan baku yang
termasuk kedalam kategori A yang biasa disebut sebagai bahan baku kritis
yang memerlukan penanganan khusus yaitu bahan baku fabric (kain denim)
dan interlining woven fusible dengan presentase penggunaan 91.36% untuk
fabric, dan 4.08% untuk interlining.
4. Perhitungan total biaya persediaan bahan baku keseluruhan untuk kedua bahan
baku tersebut dengan menggunakan metode EOQ dengan bantuan software
POM sebesar Rp 1 935 243 820, nilai tersebut lebih kecil dibandingkan
perhitungan persusahaan yang sebesar Rp 1 961 432 750, sehingga perusahaan
dapat melakukan penghematan sebesar Rp 26 188 930 dalam satu tahun.
Saran
PT Citra Abadi Sejati melakukan pengendalian persediaan bahan baku
dengan sistem konvensional dengan melakukan pemesanan hanya sebanyak dua
kali dalam satu tahun, oleh karena itu sering terjadi kekurangan bahan baku yang
dapat menghambat proses produksi. Dengan menggunakan metode EOQ dan
analisis ABC didapatkan jumlah pemesanan yang dapat mengoptimalkan
pemesanan bahan baku. Hal ini dapat dibuktikan dengan perhitungan biaya total
yang lebih kecil dari perhitungan biaya yang selama ini dilakukan oleh
perusahaan.
PT Citra Abadi Sejati dapat menggunakan metode EOQ. Metode EOQ dapat
membantu perusahaan untuk menentukan jumlah pemesanan optimum dari
periode pesanan. Hal ini dapat menghindari terjadinya kekurangan bahan baku
yang dapat menghambat proses produksi dan mempermudah mengelola
26
persediaan bahan baku di PT Citra Abadi Sejati, sehingga perusahaan dapat
menjaga kualitas produk, pelayanan akan ketepatan pengerjaan produk dan
efektivitas produksi. .
DAFTAR PUSTAKA
Assauri S. 2004. Manajemen Produksi dan Operasi. Jakarta (ID): Lembaga
Penerbit Fakultas Ekonomi Universitas Indonesia.
Assauri S. 2008. Manajemen Produksi dan Operasi. Jakarta (ID): Lembaga
Penerbit Fakultas Ekonomi Universitas Indonesia.
[BPS] Badan Pusat Statistik. 2013. Data ekspor non migas [Internet]. [diunduh
2013 Agustus 21]. Tersedia pada: http://bps.go.id/exim-frame.php/kat=2.
Handoko T.H. 2008. Dasar-Dasar Manajemen dan Operasi. Yogyakarta (ID) :
BPFE
Heizer J, Render B. 2005. Manajemen Operasi, Edisi Tujuh. Penerjemah:
Setyoningsih, Dwianoegrahwati dan Almahdy, Indra, Editor. Jakarta (ID):
Salemba Empat. Terjemahan dari: Operations Manajemen, 7th
Edition.
Heizer J, Render B. 2010. Manejemen Operasi. Sungkono, Christiawan,
penerjemah. Jakarta (ID): Salemba Empat. Terjemahan dari: Operation
Management.
Indrajit R.E, Djokopranoto R. 2003. Manajemen Persediaan. Jakarta (ID):
Grasindo
Kusuma H. 2004. Manajemen Produksi. Yogyakarta (ID): Andi Yogyakarta
Prawirosentono, S. 2007. Manajemen operasi (Operation Management). Jakarta
(ID): PT Bumi Aksara
Riyanto B. 2001. Dasar – dasar Pembelanjaan Perusahaan. Yogyakarta (ID):
BPFE
Sumayang L. 2003. Dasar-Dasar Manajemen Produksi Operasi. Jakarta (ID):
Salemba Empat
Taryana N. 2008. Analisis Pengendalian Persediaan Bahan Baku pada Produk
Sepatu dengan Pendekatan Teknik Lot Sizing dalam mendukung Sistem MRP
(Studi Kasus di PT. Sepatu Mas Idaman Bogor) [skripsi]. Bogor (ID): Institut
Pertanian Bogor.
Utami WT. 2010. Analisis persediaan bahan baku pada PT.XYZ Jakarta (studi
kasus pada painting plastic part Honda OEM) [skripsi]. Bogor (ID): Institut
Pertanian Bogor.
27
LAMPIRAN
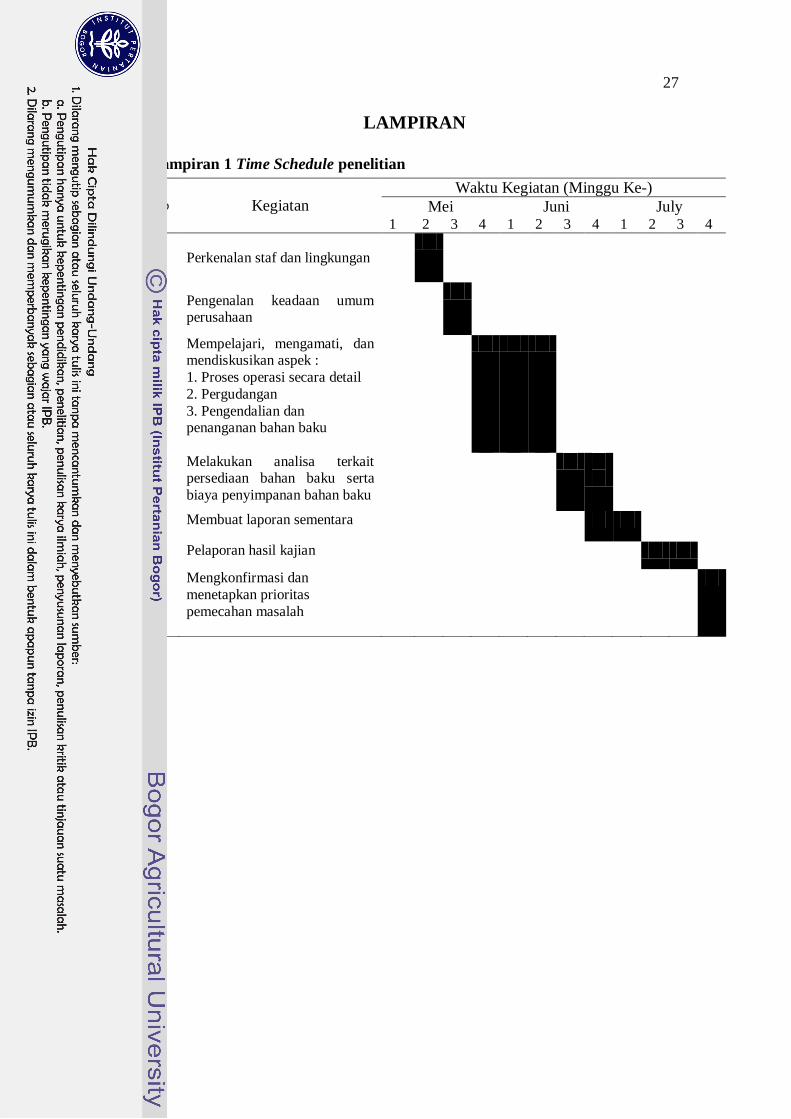
Lampiran 1 Time Schedule penelitian
No Kegiatan Waktu Kegiatan (Minggu Ke-)
Mei Juni July 1 2 3 4 1 2 3 4 1 2 3 4
1. Perkenalan staf dan lingkungan
2. Pengenalan keadaan umum perusahaan
3. Mempelajari, mengamati, dan mendiskusikan aspek :
1. Proses operasi secara detail
2. Pergudangan
3. Pengendalian dan penanganan bahan baku
4. Melakukan analisa terkait persediaan bahan baku serta
biaya penyimpanan bahan baku
5. Membuat laporan sementara
6. Pelaporan hasil kajian
7. Mengkonfirmasi dan
menetapkan prioritas
pemecahan masalah
28
Lampiran 2 Layout perusahaan PT. CAS Unit Cileungsi
Gerbang dan Pos Keamanan
CAS 3
CAS 2
CAS 5
CAS 4
CAS 1
OFFICE
Cutting
Fabric Store
canteen
Koperasi
Stock Lot
Store Acc
ATM
Masjid
29
Lampiran 3 Gambaran produk J.Jill Pant Slim Leg Boyfriend Jeans
30
Lampiran 4 Peta proses operasi
PETA PROSES OPERASI
Nama Objek : J.Jill Pant Slim Leg Boyfriend Jeans
No Peta : 1
Dipetakan Oleh : Annisa Rizky Pratiwi
Tanggal Dipetakan : 27 Juni 2013
Bahan Baku Kain
Denim
O.1
I.1
O.3
Keterangan
= 7
= 8
= 1
Penerimaan bahan baku dari gudang
Pemeriksaan bahan baku
Proses pembuatan pola
Pemeriksaan pola sesuai standar
yang diberikan buyer
Proses pemotongan kain sesuai
dengan pola
Proses penjahitan sesuai dengan pola
Pemeriksaan hasil penjahitan
Proses pemasangan aksesoris, label merk , handtag
dan pricetag
Pemeriksaan hasil pemasangan
Proses pembuangan sisa-sisa benang
Pemeriksaan keseluruhan oleh bagian QC
Penyimpanan produk jadi didalam
gudang
Proses penjahitan resleting, pocket, interlining,
dan pengobrasan
Pemeriksaan hasil penjahitan
Proses pengepakan (packing)
Pemeriksaan isi kemasan
O.2
I.2
O.5
I.4
O.4
I.3
O.6
I.5
O.7
I.6
O.8
I.7
31
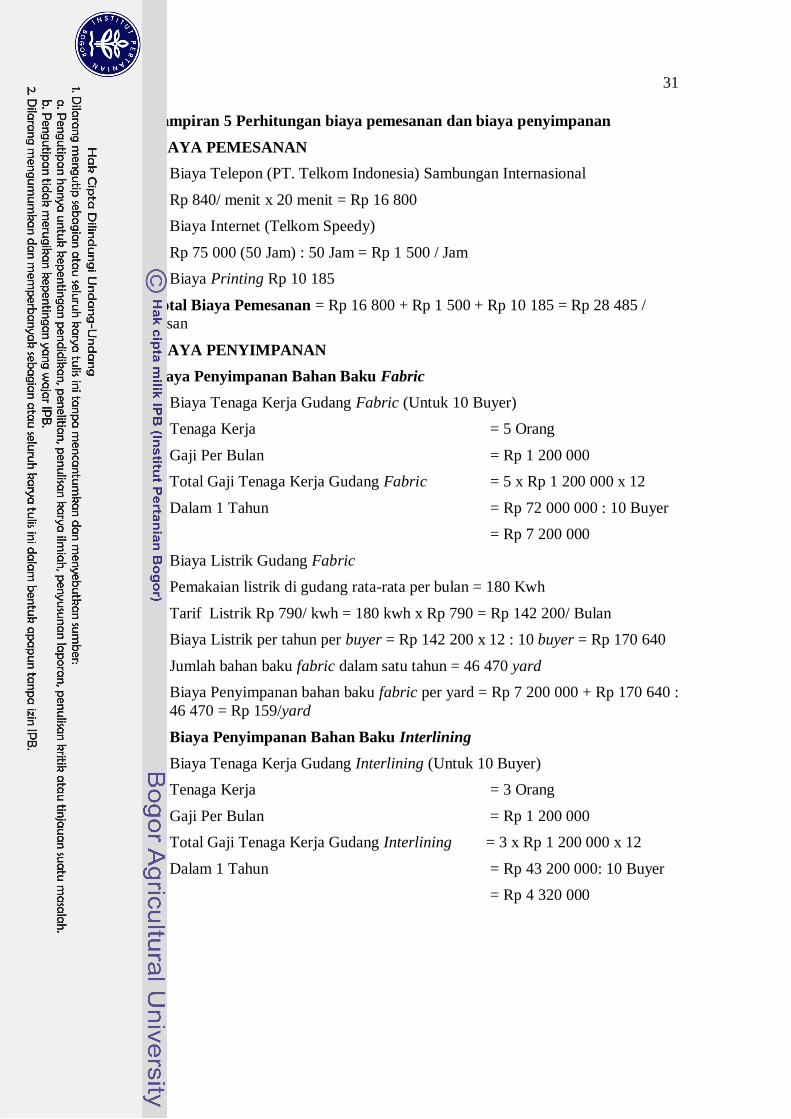
Lampiran 5 Perhitungan biaya pemesanan dan biaya penyimpanan
BIAYA PEMESANAN
1. Biaya Telepon (PT. Telkom Indonesia) Sambungan Internasional
Rp 840/ menit x 20 menit = Rp 16 800
2. Biaya Internet (Telkom Speedy)
Rp 75 000 (50 Jam) : 50 Jam = Rp 1 500 / Jam
3. Biaya Printing Rp 10 185
Total Biaya Pemesanan = Rp 16 800 + Rp 1 500 + Rp 10 185 = Rp 28 485 /
Pesan
BIAYA PENYIMPANAN
Biaya Penyimpanan Bahan Baku Fabric
1. Biaya Tenaga Kerja Gudang Fabric (Untuk 10 Buyer)
Tenaga Kerja = 5 Orang
Gaji Per Bulan = Rp 1 200 000
Total Gaji Tenaga Kerja Gudang Fabric = 5 x Rp 1 200 000 x 12
Dalam 1 Tahun = Rp 72 000 000 : 10 Buyer
= Rp 7 200 000
2. Biaya Listrik Gudang Fabric
Pemakaian listrik di gudang rata-rata per bulan = 180 Kwh
Tarif Listrik Rp 790/ kwh = 180 kwh x Rp 790 = Rp 142 200/ Bulan
Biaya Listrik per tahun per buyer = Rp 142 200 x 12 : 10 buyer = Rp 170 640
Jumlah bahan baku fabric dalam satu tahun = 46 470 yard
Biaya Penyimpanan bahan baku fabric per yard = Rp 7 200 000 + Rp 170 640 :
46 470 = Rp 159/yard
Biaya Penyimpanan Bahan Baku Interlining
1. Biaya Tenaga Kerja Gudang Interlining (Untuk 10 Buyer)
Tenaga Kerja = 3 Orang
Gaji Per Bulan = Rp 1 200 000
Total Gaji Tenaga Kerja Gudang Interlining = 3 x Rp 1 200 000 x 12
Dalam 1 Tahun = Rp 43 200 000: 10 Buyer
= Rp 4 320 000
32
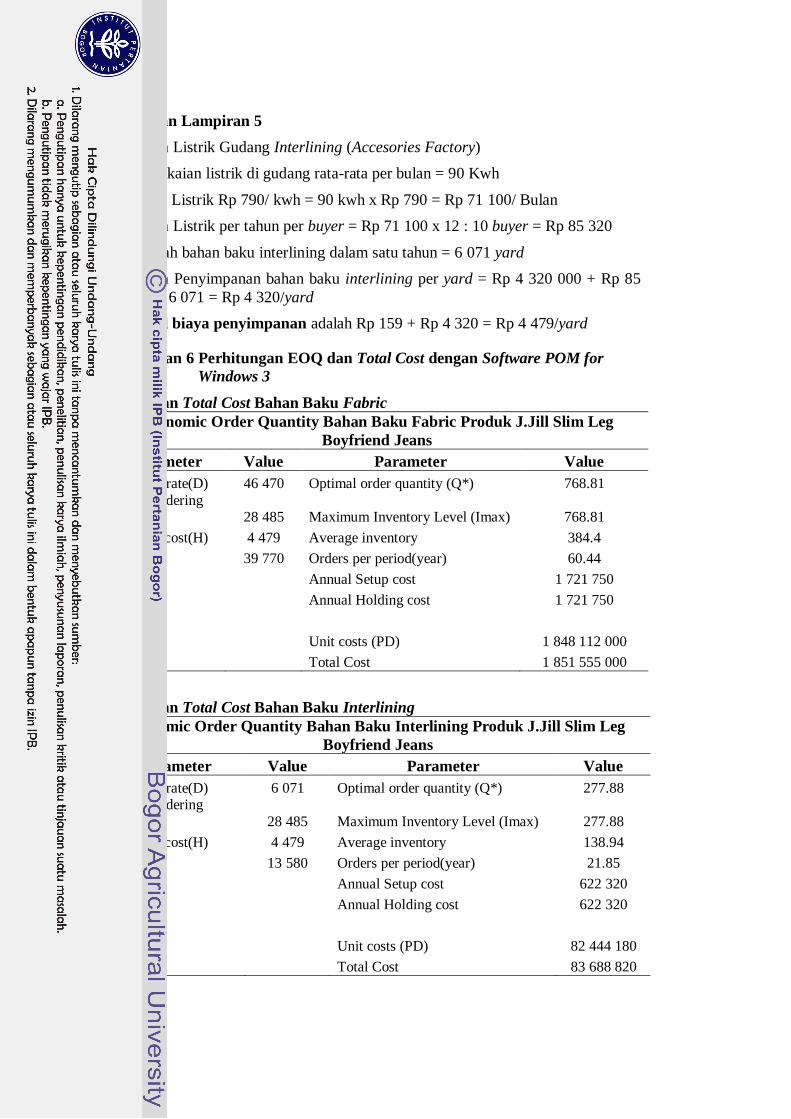
Lanjutan Lampiran 5
2. Biaya Listrik Gudang Interlining (Accesories Factory)
Pemakaian listrik di gudang rata-rata per bulan = 90 Kwh
Tarif Listrik Rp 790/ kwh = 90 kwh x Rp 790 = Rp 71 100/ Bulan
Biaya Listrik per tahun per buyer = Rp 71 100 x 12 : 10 buyer = Rp 85 320
Jumlah bahan baku interlining dalam satu tahun = 6 071 yard
Biaya Penyimpanan bahan baku interlining per yard = Rp 4 320 000 + Rp 85
320 : 6 071 = Rp 4 320/yard
Total biaya penyimpanan adalah Rp 159 + Rp 4 320 = Rp 4 479/yard
Lampiran 6 Perhitungan EOQ dan Total Cost dengan Software POM for
Windows 3
EOQ dan Total Cost Bahan Baku Fabric
Economic Order Quantity Bahan Baku Fabric Produk J.Jill Slim Leg
Boyfriend Jeans
Parameter Value Parameter Value
Demand rate(D) 46 470 Optimal order quantity (Q*) 768.81
Setup/Ordering cost(S) 28 485 Maximum Inventory Level (Imax) 768.81
Holding cost(H) 4 479 Average inventory 384.4
Unit cost 39 770 Orders per period(year) 60.44
Annual Setup cost 1 721 750
Annual Holding cost 1 721 750
Unit costs (PD) 1 848 112 000
Total Cost 1 851 555 000
EOQ dan Total Cost Bahan Baku Interlining
Eonomic Order Quantity Bahan Baku Interlining Produk J.Jill Slim Leg
Boyfriend Jeans
Parameter Value Parameter Value
Demand rate(D) 6 071 Optimal order quantity (Q*) 277.88 Setup/Ordering
cost(S) 28 485 Maximum Inventory Level (Imax) 277.88
Holding cost(H) 4 479 Average inventory 138.94
Unit cost 13 580 Orders per period(year) 21.85
Annual Setup cost 622 320
Annual Holding cost 622 320
Unit costs (PD) 82 444 180
Total Cost 83 688 820