HASILdigilib.its.ac.id/public/ITS-paper-39794-1310100072... · 2015-11-30 · SEMINAR HASIL Lab...
83
Transcript of HASILdigilib.its.ac.id/public/ITS-paper-39794-1310100072... · 2015-11-30 · SEMINAR HASIL Lab...



SEMINAR HASILLab statistika industri
TUGAS AKHIRSenin, 6 Januari 2014 15:00 WIB Ruang Sidang Gedung H
Anggrek Ayu Puspasari
Dra. Sri Mumpuni Retnaningsih ,MT.1310 100 072
Dosen Pembimbing
1
SEMINAR HASILLab statistika industri
Senin, 6 Januari 2014 15:00 WIB Ruang Sidang Gedung H
Anggrek Ayu Puspasari
Dra. Sri Mumpuni Retnaningsih ,MT.1310 100 072
Dosen Pembimbing
2
Penerapan Metode Measurement System Analysis Repeatabilty &
Reproducibility (Gauge R&R) pada Produk Lampu di PT. X
AGENDA1
2
3
5
Pendahuluan
Tinjauan Pustaka
Metodologi Penelitian
3
Kesimpulan
4 Analisis Pembahasan
PENDAHULUAN“jika dunia adalah cinta, maka kita adalah satu, aku cinta kamu” – tIyang alit
4

Pendahuluan
Montogomery (2005)
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
5
“Perlu adanya proses yang dapat digunakan untuk membandingkan ciri-ciri kualitas suau produk yang dihasilkan dengan spesifikasi produk yang telah ditetapkan oleh perusahaan.”
Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
6
Perusahaan Manufactur
QUALITY
Product & Quality
Department
Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
7
Kesimpulan MSA Gauge R&R di tahun
sebelumnya
AWAL TAHUN 2013
Reject Order

Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
8
Pan (2006)
Fase measure bertujuan memastikan sistem pengukuran telah diterima.
Kapabilitas ProsesGauge R&R
Keakuratan alat ukur dan hasil
pengukuran inspector
MEASURE

Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
9
MSA Gauge R&R Selama ini
RepeatibilityReproducibilty
Pada Kenyataannya
4 inspectorvariasi produk

Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
10
Anggraini (2012)
Penerapan Measurement System Analysis Gauge R&R dalam Sistem Pengukuran Cylinder Head di PT. Astra Honda Motor.
Dewi (2013)
Penerapan Measurement System Analysis Gauge R&R pada Torque Wrench di PT. Gaya Motor.

Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
11
Soda Lime Glass
Manufacturing
bulb danner vello
7 parameter 7 parameter 12 parameter1 parameter 2
parameter
5 parameter
Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
10
1 Mengetahui apakah pengaruh faktor
inspector dan alat ukur serta interaksinya
terhadap hasil keakuratan pengukuran di
PT. “X”.
2 Mengetahui kondisi Measurement System untuk produk lampu di PT. “X”, apakah
telah accepteble. atau belum

Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
11
Hasil penelitian akan menjadi informasi
bagi perusahaan, khusunya Product & Quality Department..

Pendahuluan
Latar Belakang
Rumusan Masalah
Tujuan
Manfaat
Batasan Masalah
12
1 Alat ukur yang dianalisis adalah alat ukur
dari variabel pengamatan.
3 Inspector diasumsikan memiliki kondisi yang
sama, dalam keadaan sehat dan memiliki
kemampuan kerja yang sama
4 Measurement System yang acceptable memiliki arti repeatability dan
reproducibility.
2 Data diperoleh pada bulan November
2013.
TINJAUAN PUSTAKA“Jadikan kepandaian sebagai kebahagiaan bersama, sehingga mampu meningkatkan rasa ikhlas tukbersyukur atas kesuksesan.” – Mario Teguh
13

Tinjauan
Pustaka
14
Rancangan percobaan yang digunakan adalah
rancangan percobaan faktorial dengan dua
faktor.
(Montgomery, 2005)
Rancangan
Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
Uji 2 Sampel t
FaktorInspector
Faktor Jenis Produk𝑦𝑦𝑖𝑖..
1 2 ⋯ 𝑏𝑏
1 𝑦𝑦111, 𝑦𝑦112,… ,𝑦𝑦11𝑛𝑛
𝑦𝑦121, 𝑦𝑦122,… ,𝑦𝑦12𝑛𝑛
⋯ 𝑦𝑦1𝑏𝑏1,𝑦𝑦1𝑏𝑏2,… ,𝑦𝑦1𝑏𝑏𝑛𝑛
𝑦𝑦1..
2 𝑦𝑦211, 𝑦𝑦212,… ,𝑦𝑦21𝑛𝑛
𝑦𝑦221, 𝑦𝑦222,… , 𝑦𝑦22𝑛𝑛
⋯ 𝑦𝑦2𝑏𝑏1,𝑦𝑦2𝑏𝑏2,… ,𝑦𝑦2𝑏𝑏𝑛𝑛
𝑦𝑦2..
⋮ ⋮ ⋮ ⋱ ⋮ ⋮
𝑎𝑎 𝑦𝑦𝑎𝑎11, 𝑦𝑦𝑎𝑎12,… ,𝑦𝑦𝑎𝑎1𝑛𝑛
𝑦𝑦𝑎𝑎21, 𝑦𝑦𝑎𝑎22,… ,𝑦𝑦𝑎𝑎2𝑛𝑛
⋯ 𝑦𝑦𝑎𝑎𝑏𝑏1,𝑦𝑦𝑎𝑎𝑏𝑏2,… , 𝑦𝑦𝑎𝑎𝑏𝑏𝑛𝑛
𝑦𝑦𝑎𝑎..
𝑦𝑦.𝑗𝑗. 𝑦𝑦.1. 𝑦𝑦.2. ⋯ 𝑦𝑦.𝑏𝑏. 𝑦𝑦…

Tinjauan
Pustaka
15
Rancangan Percobaan
Asumsi-Asumsi
Keacakan Data
Berdist. Normal
Homogenitas
ANOVA
Measurement System Analysis
Uji 2 Sampel t
Uji keacakan data digunakan untuk mengetahui
apakah data yang diolah telah diambil secara acak
atau belum.
H0 : Data dari populasi diambil secara acak
H1 : Data dari populasi diambil dengan tidak acak
Statistik Uji : 𝑟𝑟= banyak runtun yang terjadi. Jika 𝑛𝑛1dan 𝑛𝑛2 lebih besar dari 20, maka menggunakan,
Tolak H0 jika 𝑟𝑟𝑎𝑎𝑎𝑎𝑎𝑎𝑎𝑎 < 𝑟𝑟 < 𝑟𝑟𝑏𝑏𝑎𝑎𝑏𝑏𝑎𝑎𝑏 atau
𝑍𝑍 > 𝑍𝑍𝛼𝛼2
.( )
( ) ( )1nnnnnnn2nn2n
1nn
n2nrZ
212
21
212121
21
21
−++−−
+
+−
=
(Daniel, 1989)

Tinjauan
Pustaka
16
Rancangan Percobaan
Asumsi-Asumsi
Keacakan Data
Berdist. Normal
Homogenitas
ANOVA
Measurement System Analysis
Uji 2 Sampel t
Mengidentifikasi distribusi sekumpulan data
berdistribusi normal atau bukan dengan
menggunakan Uji Kolmogorov-Smirnov.
H0 : 𝐹𝐹0 𝑋𝑋 = 𝐹𝐹𝑒𝑒 𝑋𝑋H1 : 𝐹𝐹0 𝑋𝑋 ≠ 𝐹𝐹𝑒𝑒 𝑋𝑋Statistik Uji :
Tolak H0 jika 𝐷𝐷 > 𝐷𝐷𝛼𝛼 .
𝐷𝐷 = 𝑠𝑠𝑠𝑠𝑠𝑠𝑥𝑥 𝐹𝐹𝑒𝑒 𝑥𝑥 − 𝐹𝐹𝑜𝑜 𝑥𝑥
(Razali & Wah, 2011))
Tinjauan
Pustaka
17
Rancangan Percobaan
Asumsi-Asumsi
Keacakan Data
Berdist. Normal
Homogenitas
ANOVA
Measurement System Analysis
Uji 2 Sampel t
Uji Levene digunakan untuk mengetahui
homogenitas varians antar variabel dalam
kasus univariate.
H0 : 𝜎𝜎12 = 𝜎𝜎22 = … = 𝜎𝜎𝑥𝑥2
H1 : 𝜎𝜎𝑢𝑢2 ≠ 𝜎𝜎𝑣𝑣2 untuk sedikitnya satu pasang (u,v)
Statistik Uji :
Tolak H0 jika 𝑊𝑊 > 𝐹𝐹 𝛼𝛼,𝑥𝑥−1,𝑁𝑁−𝑥𝑥 .
∑∑
∑
= =
=
−−
−−=
x
u
N
vuuv
x
uuu
u
ZZu
ZZNuNW
1 1
2.
1
2...
)()1(
)()(
(Lim & Lohl, 1996)

Tinjauan
Pustaka
18
Source of Variation
Sum of Square
Degrees of Freedom
Mean Square 𝐹𝐹0
A 𝑆𝑆𝑆𝑆𝐴𝐴 𝑎𝑎 − 1𝑀𝑀𝑆𝑆𝐴𝐴 =
𝑆𝑆𝑆𝑆𝐴𝐴𝑎𝑎 − 1 𝐹𝐹0 =
𝑀𝑀𝑆𝑆𝐴𝐴𝑀𝑀𝑆𝑆𝐸𝐸
B 𝑆𝑆𝑆𝑆𝐵𝐵 𝑏𝑏 − 1𝑀𝑀𝑆𝑆𝐵𝐵 =
𝑆𝑆𝑆𝑆𝐵𝐵𝑏𝑏 − 1 𝐹𝐹0 =
𝑀𝑀𝑆𝑆𝐵𝐵𝑀𝑀𝑆𝑆𝐸𝐸
Interaksi 𝑆𝑆𝑆𝑆𝐴𝐴𝐵𝐵 𝑎𝑎 − 1 (𝑏𝑏 − 1)𝑀𝑀𝑆𝑆𝐴𝐴𝐵𝐵 =
𝑆𝑆𝑆𝑆𝐴𝐴𝐵𝐵(𝑎𝑎 − 1)(𝑏𝑏 − 1)
𝐹𝐹0 =𝑀𝑀𝑆𝑆𝐴𝐴𝐵𝐵𝑀𝑀𝑆𝑆𝐸𝐸
Error 𝑆𝑆𝑆𝑆𝐸𝐸 𝑎𝑎𝑏𝑏(𝑛𝑛 − 1)𝑀𝑀𝑆𝑆𝐸𝐸 =
𝑆𝑆𝑆𝑆𝐸𝐸𝑎𝑎𝑏𝑏(𝑛𝑛 − 1)
Total 𝑆𝑆𝑆𝑆𝑇𝑇 𝑎𝑎𝑏𝑏𝑛𝑛 − 1
Tolak H0 jika 𝐹𝐹0 > 𝐹𝐹𝛼𝛼, 𝑎𝑎−1 ,𝑎𝑎𝑏𝑏(𝑘𝑘−1)
𝑆𝑆𝑆𝑆𝑇𝑇 = �𝑖𝑖=1
𝑎𝑎
�𝑗𝑗=1
𝑏𝑏
�𝑘𝑘=1
𝑛𝑛
𝑦𝑦𝑖𝑖𝑗𝑗𝑘𝑘2 −𝑦𝑦…2
𝑎𝑎𝑏𝑏𝑛𝑛
𝑆𝑆𝑆𝑆𝐴𝐴𝐵𝐵 = �𝑖𝑖=1
𝑎𝑎
�𝑗𝑗=1
𝑏𝑏 𝑦𝑦𝑖𝑖𝑗𝑗.2
𝑛𝑛−
𝑦𝑦…2
𝑎𝑎𝑏𝑏𝑛𝑛− 𝑆𝑆𝑆𝑆𝐴𝐴 − 𝑆𝑆𝑆𝑆𝐵𝐵
𝑆𝑆𝑆𝑆𝐸𝐸 = 𝑆𝑆𝑆𝑆𝑇𝑇 − 𝑆𝑆𝑆𝑆𝐴𝐴 − 𝑆𝑆𝑆𝑆𝐵𝐵 − 𝑆𝑆𝑆𝑆𝐴𝐴𝐵𝐵
𝑆𝑆𝑆𝑆𝐴𝐴 = �𝑖𝑖=1
𝑎𝑎𝑦𝑦𝑖𝑖..2
𝑏𝑏𝑛𝑛−
𝑦𝑦…2
𝑎𝑎𝑏𝑏𝑛𝑛
𝑆𝑆𝑆𝑆𝐵𝐵 = �𝑖𝑖=1
𝑏𝑏 𝑦𝑦.𝑗𝑗.2
𝑎𝑎𝑛𝑛−
𝑦𝑦…2
𝑎𝑎𝑏𝑏𝑛𝑛
(Montgomery, 2005)
Rancangan
Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
Uji 2 Sampel t
𝑦𝑦𝑖𝑖𝑗𝑗𝑘𝑘 = 𝜇𝜇 + 𝜏𝜏𝑖𝑖 + 𝛽𝛽𝑗𝑗 + 𝜏𝜏𝛽𝛽 𝑖𝑖𝑗𝑗 + 𝜀𝜀𝑖𝑖𝑗𝑗𝑘𝑘 �𝑖𝑖 = 1,2, …𝑎𝑎𝑗𝑗 = 1,2, … , 𝑏𝑏𝑘𝑘 = 1,2, … ,𝑛𝑛

Tinjauan
Pustaka
19
Measurement system merupakan sekumpulan
ukuran dan peralatan, prosedur, manusia dan
lingkungan yang menjadi faktor penentu
utama suatu keadaan dapat terukur
(Joglekar, 2003).
Louka & Besseris (2010)
Metode gauge repeatability and reproducibility berguna untuk memperoleh
hasil pengukuran unit secara berulang dengan
operator yang sama, serta hasil pengukuran
unit dengan operator yang berbeda.
Rancangan
Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
Uji 2 Sampel t

Tinjauan
Pustaka
20
MSA Tipe I bertujuan untuk mengevaluasi
kapabilitas proses pengukuran dengan
mengkombinasikan pengaruh bias dan
repeatability.
𝐶𝐶𝑔𝑔 =)ℎ(𝐵𝐵𝑆𝑆𝐵𝐵 − 𝐵𝐵𝑆𝑆𝐵𝐵
6 𝑠𝑠𝑔𝑔
Menyatakan
kapabilitas
potensial
𝐶𝐶𝑔𝑔𝑘𝑘 =ℎ 𝐵𝐵𝑆𝑆𝐵𝐵 − 𝐵𝐵𝑆𝑆𝐵𝐵 − 𝑥𝑥𝑚𝑚 − 𝑥𝑥𝑔𝑔
3 𝑠𝑠𝑔𝑔
Menyatakan
estimasi dari kapabilitas aktual
(Roth, 2013)
Rancangan Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
MSA Type I
MSA Type II
Uji 2 Sampel t

Tinjauan
Pustaka
21
MSA Tipe II disebut juga gauge repeatability and reproducibility.
Montgomery (2005)
Repeatability merupakan variasi pengukuran
dari operator dan alat yang sama,
Reproducibility merupakan variasi hasil
pengukuran operator yang berbeda.
( ) ( ) ( )2 2 2
R & R 100%EV AV IV
GaugeUSL LSL
+ + = × −
&
1,41part
R R
ndcσσ
= ×
Rancangan Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
MSA Type I
MSA Type II
Uji 2 Sampel t

Tinjauan
Pustaka
22
( ) ( ) ( )2 2 2
R & R 100%EV AV IV
GaugeUSL LSL
+ + = × −
Menurut AIAG1. Jika persent study varian total gauge R&R < 10%, maka measurement system acceptable.
2. Jika 10% < persent study varian total gauge R&R < 30%, maka measurement system acceptable dengan syarat tertentu.
3. Jika persent study varian total gauge R&R > 30%, maka measurement system unacceptable.
Rancangan Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
MSA Type I
MSA Type II
Uji 2 Sampel t

Tinjauan
Pustaka
23
Menurut Woodall & Borror (2008),Syarat bahwa measurement systemacceptable dengan menggunakan 𝑛𝑛𝑛𝑛𝑛𝑛 adalah apabila nilai 𝑛𝑛𝑛𝑛𝑛𝑛lebih besar dari 5 (𝑛𝑛𝑛𝑛𝑛𝑛 > 5)
&
1,41part
R R
ndcσσ
= ×
(Woodall & Borror, 2008)
Rancangan Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
MSA Type I
MSA Type II
Uji 2 Sampel t

Tinjauan
Pustaka
24
Rancangan
Percobaan
Asumsi-Asumsi
ANOVA
Measurement System Analysis
Uji 2 Sampel t
Mengetahui apakah observasi kelompok pertama
dengan observasi kelompok lainnya memiliki
mean pengukuran yang sama atau signifikan
berbeda.
H0 : 𝜇𝜇kelompok ke−c = 𝜇𝜇𝑘𝑘𝑒𝑒𝑘𝑘𝑜𝑜𝑚𝑚𝑘𝑘𝑜𝑜𝑘𝑘 𝑘𝑘𝑒𝑒−𝑑𝑑H1 : 𝜇𝜇kelompok ke−c ≠ 𝜇𝜇𝑘𝑘𝑒𝑒𝑘𝑘𝑜𝑜𝑚𝑚𝑘𝑘𝑜𝑜𝑘𝑘 𝑘𝑘𝑒𝑒−𝑑𝑑Statistik Uji :
Tolak H0 jika 𝑡𝑡 > 𝑡𝑡𝛼𝛼,(𝑛𝑛1+𝑛𝑛2−2).
( )( ) ( )dcp
dc
nnsxx
t11 +
−= (Varian Homogen)
( )( ) ( )dccc
dc
nsns
xxt
22 +
−=
(Varian
Tidak Homogen)
(Joglekar, 2003).

METODOLOGI PENELITIAN“Pendidikan mempunyai akar yang pahit, tapi buahnya manis. “ - Aristoteles
25

Metodologi
Penelitian
26
Sumber Data
Variabel Penelitian
Langkah Penelitian
Data merupakan data primeryang diperoleh dari hasil pengamatan kerja langsung di PT. “X” pada November 2013.Struktur Data Produk Bulb dengan Variabel Pengamatan HWD
Operator Bulb A19 dengan Variabel Pengamatan HWD 1 2 3 ⋯ 10
1 𝑦𝑦111 𝑦𝑦121 𝑦𝑦131 ⋯ 𝑦𝑦1101 𝑦𝑦112 𝑦𝑦122 𝑦𝑦132 ⋯ 𝑦𝑦1102
2 𝑦𝑦211 𝑦𝑦221 𝑦𝑦231 ⋯ 𝑦𝑦2101 𝑦𝑦212 𝑦𝑦222 𝑦𝑦232 ⋯ 𝑦𝑦2102
3 𝑦𝑦311 𝑦𝑦321 𝑦𝑦331 ⋯ 𝑦𝑦3101 𝑦𝑦312 𝑦𝑦322 𝑦𝑦332 ⋯ 𝑦𝑦3102
4 𝑦𝑦411 𝑦𝑦421 𝑦𝑦431 ⋯ 𝑦𝑦4101 𝑦𝑦412 𝑦𝑦422 𝑦𝑦432 ⋯ 𝑦𝑦4102

Metodologi
Penelitian
27
Sumber Data
Variabel Penelitian
Langkah Penelitian
Struktur crossed dari faktor produksi dan inspector
Struktur nested dari perulangan
Metodologi
Penelitian
28
Sumber Data
Variabel Penelitian
Langkah Penelitian
Jadwal Kegiatan
Variabel Pengamatan Definisi
HWD Besaran yang menunjukkan ukuran ketebalan dinding atas produk bulb.
Wall Thickness
Besaran yang menunjukkan ketebalan dinding dalam dari produk danner.
DiameterBesaran yang menunjukkan ukuran diameter dari kedua ujung produk
danner.
Cap Length Besaran yang menunjukkan panjang cap dari produk vello.
Collar Height Besaran yang menunjukkan tinggih kerah dari produk vello.
Ovality Besaran yang menunjukkan ukuran keovalan dari produk vello.
UndulationBesaran yang menunjukkan ukuran
kemiringan dari produk vello.

Metodologi
Penelitian
29
Sumber Data
Variabel Penelitian
Langkah Penelitian
Jenis Produk
Nama Produk
Variabel Pengamatan Spesifikasi Meas.
Equip.
Bulb Bulb A19 HWD 50 + 16 mm Meas. Apprts.
Danner Tube
TLD 36 RS
Diameter 26 + 0,7 mm Quinras
Wall Thickness 0,5 + 0,05 mm Quinras
Vello Tube
TLD 36 EF
Cap Length 5,5 + 0,5 mm Ef. Meas. Apprts
Collar Height 4,5 + 0,8 mm Ef. Meas. Apprts
Ovality 0,7 + 0,6 mm Ef. Meas. Apprts
Undulation 1 + 0,8 mm Ef. Meas. Apprts
Metodologi
Penelitian
30
Sumber Data
Variabel Penelitian
Langkah Penelitian
Memilih
Variabel
Mengumpulkan
Data
Pengujian
ASUMSI
Analisis
ANOVAAnalisis
Gauge R&R
Menarik Kesimpulan
Merumuskan
Masalah
Pengujian
Beda Pengukuran
ANALISIS PEMBAHASAN“Go to Top or Go to Home! “ – Paul Walker
31
Analisis &
Pembahasan
32
Pengujian Asumsi
Data Random
Normalitas Data
Homogenitas
Measurement System Analysis
Perbandingan pengukuran
Run Test digunakan untuk untuk mengetahui data yang
diolah telah diambil secara acak (random) atau tidak.
𝐻𝐻0: Data variabel pengamatan diambil secara acak
𝐻𝐻1: Data variabel pengamatan diambil dengan tidak acak.
Jenis Lampu
Variabel Pengamatan P-value Keputusan
Bulb HWD 0,548 Gagal Tolak H0
Danner Diameter 0,146 Gagal Tolak H0 Wall Thickness 0,102 Gagal Tolak H0
Vello
Cap Length 0,083 Gagal Tolak H0 Collar Height 0,056 Gagal Tolak H0
Ovality 0,465 Gagal Tolak H0 Undulation 0,050 Gagal Tolak H0
Analisis &
Pembahasan
33
Pengujian Asumsi
Data Random
Normalitas Data
Homogenitas
Measurement System Analysis
Perbandingan pengukuran
Nilai Kolmogorov-Smirnov merupakan nilai yang dapat
digunakan untuk melakukan pengujian terhadap asumsi
normal
𝐻𝐻0 : Data variabel pengamatan berdistribusi normal
𝐻𝐻1 : Data variabel pengamatan tidak berdistribusi normal.
Jenis Lampu
Variabel Pengamatan KS P-value Keputusan
Bulb HWD 0,093 0,087 Gagal Tolak 𝐻𝐻0
Danner Diameter 0,105 0,037 Tolak 𝐻𝐻0 Wall Thickness 0,178 < 0,010 Tolak 𝐻𝐻0
Vello
Cap Length 0,135 < 0,010 Tolak 𝐻𝐻0 Collar Height 0,135 < 0,010 Tolak 𝐻𝐻0
Ovality 0,125 < 0,010 Tolak 𝐻𝐻0 Undulation 0,260 < 0,010 Tolak 𝐻𝐻0

Analisis &
Pembahasan
34
Pengujian Asumsi
Data Random
Normalitas Data
Homogenitas
Measurement System Analysis
Perbandingan pengukuran
Uji Levene digunakan untuk mengetahui kehomogenan
data variabel pengamatan setiap jenis lampu tanpa harus
memenuhi asumsi normal.
𝐻𝐻0 : Data variabel pengamatan homogen
𝐻𝐻1 : Data variabel pengamatan tidak homogen
Jenis Lampu
Variabel Pengamatan
Test Stat. P-value Keputusan
Bulb HWD 33,45 0,000 Tolak 𝐻𝐻0
Danner Diameter 1,71 0,102 Gagal Tolak
𝐻𝐻0
Wall Thickness 1,81 0,081 Gagal Tolak 𝐻𝐻0
Vello
Cap Length 1,43 0,194 Gagal Tolak 𝐻𝐻0
Collar Height 60,60 0,000 Tolak 𝐻𝐻0 Ovality 63,25 0,000 Tolak 𝐻𝐻0
Undulation 1,78 0,087 Gagal Tolak 𝐻𝐻0

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
35
Alat evaluasi terhadap capability dari proses
pengukuran dengan mengkombinasikan pengaruh
dari bias dan repeatability pada pengukuran single part..
Nilai toleransi yang dipengaruhi oleh variasi sistem
pengukuran Cg atau
%Var(Repeatability)Nilai toleransi yang dipengaruhi oleh variasi sistem
pengukuran dan bias Cgk atau
%Var(Repeatability and Bias)
Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
36
Variabel Pengamatan
1 2 3 4 5 6 7
Cg 0,22 0,49 0,47 0,31 0,38 0,32 0,44
Cgk 0,20 0,40 0,36 0,30 0,32 -0,70 -1,47 %Var
(Repeatability) 88,91 41,08 42,21 65,26 52,49 62,76 45,32
%Var (Repeatability
and Bias) 100,27 50,59 55,44 67,28 61,98 -28,65 -13,59
Bias (P-Value) 0,496 0,016 0,003 0,806 0,121 0,000 0,000
Tolerance (mm) 32 1,4 0,1 1 1,6 1,2 1,6
Reference (mm) 50 26 0,5 5,5 4,5 0,7 1
*1=HWD; 2=Diameter; 3=Wall Thickness; 4=Cap Length; 5=Collar Height; 6=Ovality; 7=Undulation

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
36
Variabel Pengamatan
1 2 3 4 5 6 7
Cg 0,22 0,49 0,47 0,31 0,38 0,32 0,44
Cgk 0,20 0,40 0,36 0,30 0,32 -0,70 -1,47 %Var
(Repeatability) 88,91 41,08 42,21 65,26 52,49 62,76 45,32
%Var (Repeatability
and Bias) 100,27 50,59 55,44 67,28 61,98 -28,65 -13,59
Bias (P-Value) 0,496 0,016 0,003 0,806 0,121 0,000 0,000
Tolerance (mm) 32 1,4 0,1 1 1,6 1,2 1,6
Reference (mm) 50 26 0,5 5,5 4,5 0,7 1
*1=HWD; 2=Diameter; 3=Wall Thickness; 4=Cap Length; 5=Collar Height; 6=Ovality; 7=Undulation

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
36
Variabel Pengamatan
1 2 3 4 5 6 7
Cg 0,22 0,49 0,47 0,31 0,38 0,32 0,44
Cgk 0,20 0,40 0,36 0,30 0,32 -0,70 -1,47 %Var
(Repeatability) 88,91 41,08 42,21 65,26 52,49 62,76 45,32
%Var (Repeatability
and Bias) 100,27 50,59 55,44 67,28 61,98 -28,65 -13,59
Bias (P-Value) 0,496 0,016 0,003 0,806 0,121 0,000 0,000
Tolerance (mm) 32 1,4 0,1 1 1,6 1,2 1,6
Reference (mm) 50 26 0,5 5,5 4,5 0,7 1
*1=HWD; 2=Diameter; 3=Wall Thickness; 4=Cap Length; 5=Collar Height; 6=Ovality; 7=Undulation

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
36
Variabel Pengamatan
1 2 3 4 5 6 7
Cg 0,22 0,49 0,47 0,31 0,38 0,32 0,44
Cgk 0,20 0,40 0,36 0,30 0,32 -0,70 -1,47 %Var
(Repeatability) 88,91 41,08 42,21 65,26 52,49 62,76 45,32
%Var (Repeatability
and Bias) 100,27 50,59 55,44 67,28 61,98 -28,65 -13,59
Bias (P-Value) 0,496 0,016 0,003 0,806 0,121 0,000 0,000
Tolerance (mm) 32 1,4 0,1 1 1,6 1,2 1,6
Reference (mm) 50 26 0,5 5,5 4,5 0,7 1
*1=HWD; 2=Diameter; 3=Wall Thickness; 4=Cap Length; 5=Collar Height; 6=Ovality; 7=Undulation
36
Diameter Wall Thickness
Ovality Undulation
37
HWD
Cap
Length
Collar
Height

Gauge R&R Type I untuk Inspector pada Variabel Collar Height
Variabel Pengamatan Collar Height
Inspector 1 Inspector 2 Inspector 3 Inspector 4 Cg 0,35 0,35 0,46 0,47
Cgk 0,30 0,31 0,25 0,26 Bias
(P-Value) 0,515 0,531 0,012 0,013
Gauge R&R Type I untuk Inspector pada Variabel Cap Length
Variabel Pengamatan Cap Length
Inspector 1 Inspector 2 Inspector 3 Inspector 4 Cg 0,52 0,24 0,38 0,37
Cgk 0,32 0,11 0,17 0,19 Bias
(P-Value) 0,016 0,108 0,013 0,025
Gauge R&R Type I untuk Inspector pada Variabel HWD
Variabel Pengamatan HWD
Inspector 1 Inspector 2 Inspector 3 Inspector 4
Cg 0,25 0,23 0,20 0,21
Cgk 0,22 0,22 0,16 0,16 Bias
(P-Value) 0,761 0,885 0,531 0,457
Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
37
Gauge R&R Type I untuk Inspector pada Variabel Collar Height
Variabel Pengamatan Collar Height
Inspector 1 Inspector 2 Inspector 3 Inspector 4 Cg 0,35 0,35 0,46 0,47
Cgk 0,30 0,31 0,25 0,26 Bias
(P-Value) 0,515 0,531 0,012 0,013
Gauge R&R Type I untuk Inspector pada Variabel Cap Length
Variabel Pengamatan Cap Length
Inspector 1 Inspector 2 Inspector 3 Inspector 4 Cg 0,52 0,24 0,38 0,37
Cgk 0,32 0,11 0,17 0,19 Bias
(P-Value) 0,016 0,108 0,013 0,025
Gauge R&R Type I untuk Inspector pada Variabel HWD
Variabel Pengamatan HWD
Inspector 1 Inspector 2 Inspector 3 Inspector 4
Cg 0,25 0,23 0,20 0,21
Cgk 0,22 0,22 0,16 0,16 Bias
(P-Value) 0,761 0,885 0,531 0,457
Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
37

37
HWD
Wall ThicknessDiameter
Ovality Undulation
Collar
Height
Cap
Length

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
38
Analisis crossed Gauge R&R mengestimasi tentang
bagaimana total varian proses yang disebabkan dari
sistem pengukuran
Pendekatan ANOVA Method digunakan untuk
melihat pengaruh dari faktor part, faktor inspector serta interaksi kedua faktor

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
39
HWD Two-Way ANOVA Hasil Pengukuran Variabel HWD Sumber Variasi P-value
Inspector 0,951 Part 0,713
Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel HWD
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 26,3417 100,00 30,7945 100,00 96,23
Repeatability 1,5375 5,84 7,4398 24,16 23,25 Reproducibility 24,8042 94,16 29,8823 97,04 93,38
Inspector 0,0 0,00 0,00 0,00 0,00 Interaction 24,8042 94,16 29,8823 97,04 93,38 Part-to-part 0,00 0,00 0,00 0,00 0,00
Total Variation 26,3417 100,00 30,7945 100,00 96,23
Number of distinct categories = 1

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
39
HWD Two-Way ANOVA Hasil Pengukuran Variabel HWD Sumber Variasi P-value
Inspector 0,951 Part 0,713
Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel HWD
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 26,3417 100,00 30,7945 100,00 96,23
Repeatability 1,5375 5,84 7,4398 24,16 23,25 Reproducibility 24,8042 94,16 29,8823 97,04 93,38
Inspector 0,0 0,00 0,00 0,00 0,00 Interaction 24,8042 94,16 29,8823 97,04 93,38 Part-to-part 0,00 0,00 0,00 0,00 0,00
Total Variation 26,3417 100,00 30,7945 100,00 96,23
Number of distinct categories = 1
> 9% > 30%
< 5

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
40
Diameter Two-Way ANOVA Hasil Pengukuran Variabel Diameter Sumber Variasi P-value
Inspector 0,215 Part 0,060
Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel Diameter
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,00768 80,78 0,525787 89,88 37,56
Repeatability 0,00192 20,15 0,262607 44,89 18,76 Reproducibility 0,00576 60,63 0,455511 77,86 32,54
Inspector 0,00037 3,93 0,115946 19,82 8,28 Interaction 0,00539 56,70 0,440507 75,30 31,46 Part-to-part 0,00183 19,22 0,256501 43,85 18,32
Total Variation 0,00951 100,00 0,585017 100,00 41,79
Number of distinct categories = 1

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
40
Diameter Two-Way ANOVA Hasil Pengukuran Variabel Diameter Sumber Variasi P-value
Inspector 0,215 Part 0,060
Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel Diameter
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,00768 80,78 0,525787 89,88 37,56
Repeatability 0,00192 20,15 0,262607 44,89 18,76 Reproducibility 0,00576 60,63 0,455511 77,86 32,54
Inspector 0,00037 3,93 0,115946 19,82 8,28 Interaction 0,00539 56,70 0,440507 75,30 31,46 Part-to-part 0,00183 19,22 0,256501 43,85 18,32
Total Variation 0,00951 100,00 0,585017 100,00 41,79
Number of distinct categories = 1
> 9% > 30%
< 5

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
41
Wall Thickness Two-Way ANOVA Hasil Pengukuran Variabel Wall Thickness Sumber Vasiasi P-value
Inspector 0,433 Part 0,392
Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel Wall Thickness
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 4,91 10-5 97,83 0,0420359 98,91 42,04
Repeatability 1,59 10-5 31,62 0,0238967 56,23 23,90 Reproducibility 3,32 10-5 66,21 0,0345828 81,37 34,58
Inspector 0,00 0,00 0,00 0,00 0,00 Interaction 3,32 10-5 66,21 0,0345828 81,37 34,68 Part-to-part 0,11 10-5 2,17 0,0062597 14,73 6,26
Total Variation 5,02 10-5 100,00 0,0424994 100,00 42,50
Number of distinct categories = 1
Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
41
Wall Thickness Two-Way ANOVA Hasil Pengukuran Variabel Wall Thickness Sumber Vasiasi P-value
Inspector 0,433 Part 0,392
Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel Wall Thickness
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 4,91 10-5 97,83 0,0420359 98,91 42,04
Repeatability 1,59 10-5 31,62 0,0238967 56,23 23,90 Reproducibility 3,32 10-5 66,21 0,0345828 81,37 34,58
Inspector 0,00 0,00 0,00 0,00 0,00 Interaction 3,32 10-5 66,21 0,0345828 81,37 34,68 Part-to-part 0,11 10-5 2,17 0,0062597 14,73 6,26
Total Variation 5,02 10-5 100,00 0,0424994 100,00 42,50
Number of distinct categories = 1
> 9% > 30%
< 5

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
42
Cap Length Two-Way ANOVA Hasil Pengukuran Variabel Cap Length Sumber Variasi P-value
Inspector 0,002 Part 0,160
Interaction 0,355
Gauge R&R Hasil Pengukuran Variabel Cap Length
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,01172 93,35 0,649506 96,62 64,95
Repeatability 0,00903 71,90 0,570012 84,79 57,00 Reproducibility 0,00269 21,45 0,311359 46,32 31,14
Inspector 0,00269 21,45 0,311359 46,32 31,14 Part-to-part 0,00084 6,65 0,173352 25,79 17,34
Total Variation 0,01255 100,00 0,672241 100,00 67,22
Number of distinct categories = 1

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
42
Cap Length Two-Way ANOVA Hasil Pengukuran Variabel Cap Length Sumber Variasi P-value
Inspector 0,002 Part 0,160
Interaction 0,355
Gauge R&R Hasil Pengukuran Variabel Cap Length
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,01172 93,35 0,649506 96,62 64,95
Repeatability 0,00903 71,90 0,570012 84,79 57,00 Reproducibility 0,00269 21,45 0,311359 46,32 31,14
Inspector 0,00269 21,45 0,311359 46,32 31,14 Part-to-part 0,00084 6,65 0,173352 25,79 17,34
Total Variation 0,01255 100,00 0,672241 100,00 67,22
Number of distinct categories = 1
> 9% > 30%
< 5

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
43
Collar Height Two-Way ANOVA Hasil Pengukuran Variabel Collar Height Sumber Variasi P-value
Inspector 0,008 Part 0,000
Interaction 0,000 Gauge R&R Hasil Pengukuran Variabel Collar Height
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,00838 39,21 0,549145 62,62 34,32
Repeatability 0,00018 0,82 0,079373 9,05 4,96 Reproducibility 0,00820 38,39 0,543378 61,96 33,96
Inspector 0,00228 10,69 0,286700 32,69 17,92 Interaction 0,00592 27,70 0,461588 52,63 28,85 Part-to-part 0,01299 60,79 0,683785 77,97 42,74
Total Variation 0,02136 100,00 0,876996 100,00 54,81
Number of distinct categories = 1
Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
43
Collar Height Two-Way ANOVA Hasil Pengukuran Variabel Collar Height Sumber Variasi P-value
Inspector 0,008 Part 0,000
Interaction 0,000 Gauge R&R Hasil Pengukuran Variabel Collar Height
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,00838 39,21 0,549145 62,62 34,32
Repeatability 0,00018 0,82 0,079373 9,05 4,96 Reproducibility 0,00820 38,39 0,543378 61,96 33,96
Inspector 0,00228 10,69 0,286700 32,69 17,92 Interaction 0,00592 27,70 0,461588 52,63 28,85 Part-to-part 0,01299 60,79 0,683785 77,97 42,74
Total Variation 0,02136 100,00 0,876996 100,00 54,81
Number of distinct categories = 1
> 9% > 30%
< 5

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
44
OvalityTwo-Way ANOVA Hasil Pengukuran Variabel Ovality
Sumber Variasi P-value Inspector 0,977
Part 0,322 Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel Ovality
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,01628 94,75 0,765615 97,34 63,80
Repeatability 0,00022 1,30 0,089750 11,41 7,48 Reproducibility 0,01606 93,44 0,760337 96,67 63,36
Inspector 0,00 0,00 0,00 0,00 0,00 Interaction 0,01606 93,44 0,760337 96,67 63,36 Part-to-part 0,00090 5,25 0,180287 22,92 15,02
Total Variation 0,01718 100,00 0,786556 100,00 65,55
Number of distinct categories = 1

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
44
OvalityTwo-Way ANOVA Hasil Pengukuran Variabel Ovality
Sumber Variasi P-value Inspector 0,977
Part 0,322 Interaction 0,000
Gauge R&R Hasil Pengukuran Variabel Ovality
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,01628 94,75 0,765615 97,34 63,80
Repeatability 0,00022 1,30 0,089750 11,41 7,48 Reproducibility 0,01606 93,44 0,760337 96,67 63,36
Inspector 0,00 0,00 0,00 0,00 0,00 Interaction 0,01606 93,44 0,760337 96,67 63,36 Part-to-part 0,00090 5,25 0,180287 22,92 15,02
Total Variation 0,01718 100,00 0,786556 100,00 65,55
Number of distinct categories = 1
> 9% > 30%
< 5

Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
45
UndulationTwo-Way ANOVA Hasil Pengukuran Variabel Undulation
Sumber Variasi P-value Inspector 0,471
Part 0,000 Interaction 0,429
Gauge R&R Hasil Pengukuran Variabel Undulation
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,00056 3,49 0,141673 18,68 8,85
Repeatability 0,00056 3,49 0,141673 18,68 8,85 Reproducibility 0,00 0,00 0,00 0,00 0,00
Inspector 0,00 0,00 0,00 0,00 0,00 Part-to-part 0,01542 96,51 0,744986 98,24 46,56
Total Variation 0,01597 100,00 0,758337 100,00 47,40
Number of distinct categories = 7
Analisis &
Pembahasan
Pengujian Asumsi
Measurement System Analysis
Gauge R&R Type I
Gauge R&R Type II
Perbandingan pengukuran
45
UndulationTwo-Way ANOVA Hasil Pengukuran Variabel Undulation
Sumber Variasi P-value Inspector 0,471
Part 0,000 Interaction 0,429
Gauge R&R Hasil Pengukuran Variabel Undulation
Sumber Variasi
Var Comp
% Contribut
Study Var
(6*SD)
%StudyVar (%SV) %Tol
Total Gauge R&R 0,00056 3,49 0,141673 18,68 8,85
Repeatability 0,00056 3,49 0,141673 18,68 8,85 Reproducibility 0,00 0,00 0,00 0,00 0,00
Inspector 0,00 0,00 0,00 0,00 0,00 Part-to-part 0,01542 96,51 0,744986 98,24 46,56
Total Variation 0,01597 100,00 0,758337 100,00 47,40
Number of distinct categories = 7
Antara 1%
sampai 9%
Antara 10%
sampai 30%
> 5

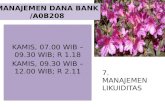
46
Gambar 4.1 Gauge R&R – Grafik Variasi Komponen pada
Pengukuran Variabel HWD
Gambar 4.3 Gauge R&R – Grafik Variasi Komponen pada
Pengukuran Variabel Diameter
Gambar 4.5 Gauge R&R – Grafik Variasi Komponen pada
Pengukuran Variabel Wall Thickness

46
Gambar 4.7 Gauge R&R – Grafik Variasi Komponen pada
Pengukuran Variabel Cap Length
Gambar 4.9 Gauge R&R – Grafik Variasi Komponen pada
Pengukuran Variabel Collar Height
Gambar 4.11 Gauge R&R – Grafik Variasi Komponen pada
Pengukuran Variabel Ovality
Gambar 4.13 Gauge R&R – Grafik Variasi Komponen pada
Pengukuran Variabel Undulation
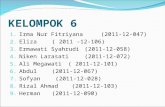
47
Gambar 4.2 Gauge R&R – Grafik x-bar (atas) dan Grafik R
(bawah) Pengukuran Variabel HWD oleh Inspector
Gambar 4.4 Gauge R&R – Grafik x-bar (atas) dan Grafik R
(bawah) Pengukuran Variabel Diameter oleh Inspector
Gambar 4.6 Gauge R&R – Grafik x-bar (atas) dan Grafik R (bawah) Pengukuran Variabel Wall Thickness oleh Inspector

47
Gambar 4.8 Gauge R&R – Grafik x-bar (atas) dan Grafik R
(bawah) Pengukuran Variabel Cap Length oleh Inspector
Gambar 4.10 Gauge R&R – Grafik x-bar (atas) dan Grafik R (bawah) Pengukuran Variabel Collar Height oleh Inspector
Gambar 4.12 Gauge R&R – Grafik x-bar (atas) dan Grafik R
(bawah) Pengukuran Variabel Ovality oleh Inspector
Gambar 4.14 Gauge R&R – Grafik x-bar (atas) dan Grafik R
(bawah) Pengukuran Variabel Undulation oleh Inspector

37
HWD
Wall Thickness
Diameter
Ovality
Undulation
Collar Height
Cap Length

47
Pengujian Asumsi
Measurement System Analysis
Perbandingan pengukuran
Var. Cap Length
Var. Collar Height
Analisis &
Pembahasan
Analisis Gauge R&R (ANOVA Method) terhadap setiap variabel pengamatan
menunjukkan bahwa faktor inspector, memberikan pengukuran yang berbeda.
Two-Way ANOVA Hasil Pengukuran Variabel Cap Length Sumber Variasi P-value
Inspector 0,002 Part 0,160
Interaction 0,355
Two-Way ANOVA Hasil Pengukuran Variabel Collar Height Sumber Variasi P-value
Inspector 0,008 Part 0,000
Interaction 0,000

48
Pengujian Asumsi
Measurement System Analysis
Perbandingan pengukuran
Var. Cap Length
Var. Collar Height
Analisis &
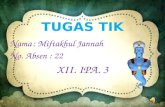
Pembahasan
Gambar 4.15 Uji Levene Data Hasil Pengukuran Variabel Cap
Length oleh Inspector Secara Visual
Varian
Homogen
Uji 2 Sampel t untuk Inspector Variabel Pengamatan Cap Length
Mean pooled StDev P-value Keputusan
Inspector 1, Inspector 2
5,4620 0,1084 0,675 Gagal Tolak 𝐻𝐻0 5,447
Inspector 1, Inspector 3
5,4620 0,0772 0,001 Tolak 𝐻𝐻0 5,5540 Inspector 1, Inspector 4
5,4620 0,0778 0,001 Tolak 𝐻𝐻0 5,5485 Inspector 2, Inspector 3
5,447 0,1165 0,006 Tolak 𝐻𝐻0 5,5540 Inspector 2, Inspector 4
5,447 0,1170 0,010 Tolak 𝐻𝐻0 5,5485
Inspector 3, Inspector 4
5,5540 0,0888 0,846 Gagal Tolak 𝐻𝐻0 5,5485
49
Pengujian Asumsi
Measurement System Analysis
Perbandingan pengukuran
Var. Cap Length
Var. Collar Height
Analisis &
Pembahasan

50
Pengujian Asumsi
Measurement System Analysis
Perbandingan pengukuran
Var. Cap Length
Var. Collar Height
Analisis &
Pembahasan
Gambar 4.8 Gauge R&R – Grafik x-bar (atas) dan Grafik R
(bawah) Pengukuran Variabel Cap Length oleh Inspector
Uji 2 Sampel t untuk Inspector Variabel Pengamatan Collar Height
Mean pooled StDev P-value Keputusan
Inspector 1, Inspector 2
4,477 0,1511 0,983 Gagal Tolak 𝐻𝐻0 4,478
Inspector 1, Inspector 3
4,477 0,1352 0,033 Tolak 𝐻𝐻0 4,572 Inspector 1, Inspector 4
4,477 0,1343 0,036 Tolak 𝐻𝐻0 4,570 Inspector 2, Inspector 3
4,478 0,1347 0,034 Tolak 𝐻𝐻0 4,572 Inspector 2, Inspector 4
4,478 0,1338 0,037 Tolak 𝐻𝐻0 4,570
Inspector 3, Inspector 4
4,572 0,1155 0,957 Gagal Tolak 𝐻𝐻0 4,570
51
Pengujian Asumsi
Measurement System Analysis
Perbandingan pengukuran
Var. Cap Length
Var. Collar Height
Analisis &
Pembahasan
Gambar 4.16 Uji Levene Data Hasil Pengukuran Variabel Collar
Height Inspector
Varian
Homogen
52
Pengujian Asumsi
Measurement System Analysis
Perbandingan pengukuran
Var. Cap Length
Var. Collar Height
Analisis &
Pembahasan

53
Pengujian Asumsi
Measurement System Analysis
Perbandingan pengukuran
Var. Cap Length
Var. Collar Height
Analisis &
Pembahasan
Gambar 4.10 Gauge R&R – Grafik x-bar (atas) dan Grafik R (bawah) Pengukuran Variabel Collar Height oleh Inspector

KESIMPULAN“Habis Gelap Terbitlah Terang“ - Kartini
54
55
Pengaruh faktor inspector , produk dan interaksi kedua
faktor
Kondisi Measurement System
Kesimpulan
Analisis ANOVA menunjukkan bahwa interaksi
dari faktor inspector dan produk (part) berpengaruh signifikan terhadap sistem pengukuran
HWD, Diameter, Wall Thickness, Collar Height dan Ovality. Sedangkan tidak berpengaruh signifikan terhadap
sistem pengukuran Cap Length dan Undulation.

56
Pengaruh faktor inspector , produk dan interaksi kedua
faktor
Kondisi Measurement System
Kesimpulan
Measurement system unacceptable terjadi di
sistem pengukuran HWD pada Bulb, Diameter
dan Wall Thickness pada Danner serta CapLength, Collar Height dan Ovality pada Vello.Sedangkan measurement system acceptable tetapi
dengan syarat tertentu terjadi di sistem
pengukuran Undulation pada Vello.
DAFTAR PUSTAKA"Your biggest mistake is dying including your poverty.“ - Anonim
57
Anggraini, G. (2012). Analisis Sistem Pengukuran Cylinder Head denganMenggunakan Gage Repeatability dan Reproducibility pada PT. Astra Honda Motor. Jakarta: Universitas Gunadarma.
Daniel, W.W. (1989). Statistika Nonparametrik Untuk Ilmu Sosial. Jakarta: Gramedia.
Dewi, Ni Putu Wansri S. (2013). Measurement System Analysis Repeatability danReproducibility (Gauge R&R) Studi Kasus : PT. Gaya Motor (Astra Group). Surabaya: Jurusan Statistika FMIPA ITS.
George, Michael L. (2002). Lean Six Sigma : Combining Six Sigma Quality With Lean Speed. New York: McGraw-Hill.
Joglekar, A. M. (2003). Statistical Method for Six Sigma in R&D and Manufacturing. Canada: John Wiley & Sons, Inc.
Lim, T. S., & Loh, W. Y. (1996). A Comparison of Test of Equality of Variances. Computational Statistics & Data 22, 287-301.
Louka, G. A., & Besseris, G. J. (2010). Gauge R&R For An OpticaL Micrometer Industrial Type Machine. International Journal for Quality research.
Montgomery, D. C., & Subanar, D. (1995). Pengendalian Kualitas Statistik.Yogyakarta: Gadjah Mada University Press. 58

Montgomery, D. C. (2005). Introduction to Statistical Quality Control Fifth Edition.United State: John Wiley & Sons Inc,.
Moresteam, Measurement System Analysis (MSA), diakses 18 September 2013, <https://www.moresteam.com/toolbox/measurement-system-analysis.cfm>.
Muhammad, A.A. (2012). Measurement System Analysis for Yarn Strength Spinning Processes. International Research Journal of Finance and Economics, 131-141.
Pan, J-N. (2006). Evaluating The Gauge Repeatability and Reproducibility for Different Industry. Quality & Quantity, 449-518.
Roth, T. (2013). Working with The Quality Tool Package.Razali, M. N., & Wah, Y. B. (2011). Power Comparisons of Shapiro-Wilks,
Kolmogorov-Smirnov, Lilliefors and Anderson-Darling Test. Journal of Statistical Modeling & Analytics, Vol. 2 No 1, 21-33.
William, T. (2006). Lean Sigma. Circui Tree, Vol.19.Woodall, W. H, & Borror, C. M. (2008). Some Relationship Between Gage R&R
Criteria. Qual. Reliab. Engng. Int., 24:99–106.59

SEMINAR HASILLab statistika industri
Senin, 6 Januari 2014 15:00 WIB Ruang Sidang Gedung H
Anggrek Ayu Puspasari
Dra. Sri Mumpuni Retnaningsih ,MT.1310 100 072
Dosen Pembimbing
60
Penerapan Metode Measurement System Analysis Repeatabilty &
Reproducibility (Gauge R&R) pada Produk Lampu di PT. X