







Bahasa
Halaman
Hukum

LAPORAN AKHIR
PRAKTIKUM PERANCANGAN TATA LETAK FASILITAS
PROYEK : RAK BUKU
Diajukan Untuk Memenuhi Sebagian Persyaratan
Kelulusan Praktikum Perancangan Tata Letak Fasilitas
PTA 2013-2014
Disusun Oleh :
Hari / Shift : Jumat / 2 (Dua)
Kelompok : 3 (Tiga)
1. Andri Saputra (30410751)
2. Ario Windarto (31410107)
3. Marulloh (34410248)
4. Ricky Akbar R. (35410889)
5. Warda Tizinia (38410457)
Asisten Pembimbing : Faried Pradhana Putra
LABORATORIUM TEKNIK INDUSTRI LANJUT
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS GUNADARMA
DEPOK
2013

ii
LEMBAR PENGESAHAN
Setelah diperiksa dengan seksama, laporan akhir ini telah memenuhi syarat
sebagai Laporan Akhir Praktikum Perancangan Tata Letak Fasilitas dengan
Proyek Rak Buku. Sehingga dapat diajukan untuk mengikuti presentasi
praktikum.
Mengetahui,
Kepala Laboratorium Teknik Industri Lanjut
Dr. Emirul Bahar, ACSI
Penanggung Jawab Asisten Pembimbing
Praktikum PTLF Laporan Akhir PTLF
Faried Pradhana Putra Faried Pradhana Putra
iii
ABSTRAKSI
Hari / Shift : Jumat / 2 (Dua)
Nama Anggota :
1. Andri Saputra (30410751)
2. Ario Windarto (31410107)
3. Marulloh (34410248)
4. Ricky Akbar R. (35410889)
5. Warda Tizinia (38410457)
PRAKTIKUM PERANCANGAN TATA LETAK FASILITAS DENGAN
PROYEK : RAK BUKU.
Laporan Akhir Praktikum PTLF, Jurusan Teknik Industri, Fakultas
Teknologi Industri, Universitas Gunadarma, PTA 2013-2014.
Kata Kunci : CV. Rajawali Nusantara, Rak Buku, Jumlah Mesin, Luas Lantai,
OMH, Badan Hukum, Karakteristik, Ketenagakerjaan, Finansial, Tata Letak.
(xi + 89 + Lampiran)
Tata letak menentukan daya saing perusahaan dalam hal kecukupan
kapasitas produksi, kelancaran proses, fleksibilitas operasi, dan ongkos
penanganan material, serta untuk kenyamanan kerja. Perusahaan yang
mengabaikan tata letak yang baik tentunya akan mengalami permasalahan seperti
output produksi yang tidak mencapai target, sering terjadinya kemacetan dalam
aliran produksi, dan beresiko bagi kesehatan dan keselamatan kerja dari operator.
Permasalahan-permasalahan tersebut tentunya akan mengakibatkan perusahaan
hanya akan mengalami kerugian. Maka dari itu, diperlukan suatu perancangan tata
letak fasilitas yang meliputi perencanaan dan penyusunan fasilitas-fasilitas fisik
baik berupa peralatan maupun bangunan untuk mengoptimalkan hubungan antara
tenaga kerja, aliran material dari bagian penerimaan barang, fabrikasi, hingga
pengiriman produk jadi dan aliran informasi untuk mencapai tujuan perusahaan
secara efisien, ekonomis dan aman.
Perancangan tata letak fasilitas dalam laporan akhir ini diterapkan pada
CV. Rajawali Nusantara. CV. Rajawali Nusantara terletak di Kabupaten Cirebon,
Jawa Barat. CV. Rajawali Nusantara untuk memproduksi rak buku sebanyak 30
unit per hari membutuhkan 14 unit meja fabrikasi, 14 unit mesin potong, 6 unit
mesin serut, 2 unit mesin bor, dan 4 meja perakitan. Total luas lantai produksi
sebesar 767,70031 m2. Total ongkos penanganan material (OMH) pada CV.
Rajawali Nusantara adalah sebesar Rp 103.195. Aliran material yang diterapkan
pada lantai produksi adalah U-shaped. Luas lantai perkantoran sebesar 268 m2 dan
luas lantai fasilitas sebesar 764 m2. Total gaji tenaga kerja langsung Rp
47.150.000 per bulan, total gaji tenaga kerja langsung perkantoran Rp 12.800.000
per bulan, dan total gaji tenaga kerja tidak langsung non perkantoran Rp
5.200.000 per bulan. Harga jual rak buku per unit dengan profit 40% yaitu Rp
396.324. Berdasarkan metode payback perid (PP), net present value (NPV), dan

iv
internal rate of return (IRR) menunjukkan bahwa investasi pada CV. Rajawali
Nusantara dianggap layak untuk dijalankan. Ukuran panjang dan lebar pada lantai
produksi CV. Rajawali Nusantara yaitu 27,7742 m dan 27,6408 m. Ukuran luas
lantai perkantoran yaitu dengan panjang 25 m dan lebar 10,72 m. Ukuran panjang
dan lebar pada CV. Rajawali Nusantara yaitu 42,4942 m2 dan 42,35 m
2.
v
KATA PENGANTAR
Puji syukur penyusun panjatkan atas kehadirat Tuhan Yang Maha Esa
yang telah memberi rahmat dan hidayah-Nya sehingga penyusun dapat
menyelesaikan Laporan Akhir Praktikum Perancangan Tata Letak Fasilitas.
Laporan Akhir Praktikum Perancangan Tata Letak Fasilitas ini disusun guna
melengkapi sebagian syarat untuk kelulusan Praktikum Perancangan Tata Letak
Fasilitas.
Laporan Akhir Praktikum Perancangan Tata Letak Fasilitas ini berisi
penerapan teknik-teknik dalam perancangan tata letak fasilitas khususnya pada
perusahaan manufaktur. Perancangan tata letak fasilitas pada laporan akhir ini
terdiri dari identifikasi awal, aspek teknis, aspek manajemen dan organisasi,
analisis aspek ekonomi dan finansial, serta analisis aktivitas dan perencanaan tata
letak.
Penyusunan Laporan Akhir Praktikum Perancangan Tata Letak Fasilitas
ini banyak pihak yang telah membantu, sehingga dapat menyempurnakan
penyusunan laporan akhir ini. Penyusun mengucapkan terima kasih kepada:
1. Ibu Dr. Ir. Rakhma Oktavina, MT., selaku Ketua Jurusan Teknik Industri,
Fakultas Teknologi Industri, Universitas Gunadarma.
2. Bapak Dr. Ir. Asep Mohamad Noor, MT., selaku Koordinator Laboratorium
Teknik Industri, Fakultas Teknologi Industri, Universitas Gunadarma.
3. Bapak Dr. Emirul Bahar, ACSI., selaku Kepala Laboratorium Teknik Industri
Lanjut, Fakultas Teknologi Industri, Universitas Gunadarma.
4. Kakak Faried Pradhana Putra, selaku Penanggung Jawab Praktikum
Perancangan Tata Letak Fasilitas dan asisten pembimbing yang telah
membimbing dan memberikan pengarahan selama penyusunan Laporan
Akhir Praktikum Perancangan Tata Letak Fasilitas.
5. Kedua Orang Tua yang telah memberikan doa dan dorongan baik materil
maupun moril.
vi
6. Seluruh kakak pembimbing dan teman-teman kelas 4ID01 maupun 4ID02
angkatan 2010 Teknik Industri, Universitas Gunadarma.
7. Semua pihak yang telah membantu yang tidak dapat penyusun sebutkan satu
per satu.
Penyusunan Laporan Akhir Praktikum Perancangan Tata Letak Fasilitas
ini, penyusun menyadari bahwa masih memiliki kekurangan. Kritik dan saran
diperlukan untuk membangun dalam penyempurnaan laporan ini.
Akhir kata penyusun berharap semoga Laporan Akhir Praktikum
Perancangan Tata Letak Fasilitas ini dapat bermanfaat bagi penyusun pada
khususnya dan bagi pembaca pada umumnya. Mohon maaf bila ada salah
penulisan kata maupun gelar dalam Laporan Akhir Praktikum Perancangan Tata
Letak Fasilitas ini.
Depok, 31 Desember 2013
Penyusun
vi
DAFTAR ISI
Halaman
HALAMAN JUDUL ....................................................................................... i
LEMBAR PENGESAHAN ............................................................................. ii
ABSTRAKSI .................................................................................................... iii
KATA PENGANTAR ...................................................................................... v
DAFTAR ISI .................................................................................................... vi
DAFTAR TABEL ........................................................................................... ix
DAFTAR GAMBAR ........................................................................................ x
DAFTAR LAMPIRAN .................................................................................... xi
BAB I PENDAHULUAN
1.1 Latar Belakang Praktikum PTLF ........................................... I-1
1.2 Maksud dan Tujuan Praktikum PTLF ................................... I-2
1.3 Kegunaan Praktikum PTLF ................................................... I-3
1.4 Diagram Pemecahan Masalah ................................................ I-4
BAB II IDENTIFIKASI AWAL
2.1 Inisialisasi .............................................................................. II-1
2.2 Data Permintaan, Peramalan, dan Kebutuhan Produksi ........ II-2
2.3 Data Komponen Utama, Tambahan, dan Mesin-Mesin ........ II-3
2.4 Peta Proses Operasi (PPO) ..................................................... II-4
BAB III ASPEK TEKNIS
3.1 Routing Sheet ......................................................................... III-1
3.2 Multi Product Process Chart (MPPC) .................................. III-5
3.3. Luas Lantai ........................................................................... III-8
3.3.1.Luas Lantai Bahan ........................................................ III-8

vii
3.3.1.1 Gudang Bahan Baku Model Tumpukan ........... III-8
3.3.1.2 Gudang Bahan Baku Model Rak ...................... III-10
3.3.2 Luas Lantai Mesin ........................................................ III-12
3.3.3 Luas Lantai Gudang Barang Jadi .................................. III-14
3.4. Analisis Pemindahan Bahan, Ongkos, dan Alokasi
Layout .................................................................................... III-15
3.4.1 Proses Pemindahan Bahan ............................................ III-16
3.4.2 Ongkos Penanganan Material (OMH) .......................... III-17
3.5. Alokasi Layout ....................................................................... III-24
3.5.1 From To Chart (FTC) ................................................... III-24
3.5.2 Inflow-Outflow (IF-OF) ................................................ III-26
3.5.3 Tabel Skala Prioritas (TSP) .......................................... III-28
3.5.4 Allocation Relationship Diagram (ARD) ..................... III-29
BAB IV ASPEK MANAJEMEN DAN ORGANISASI
4.1 Badan Hukum dan Karakteristik Perusahaan ........................ IV-1
4.2. Visi dan Misi Perusahaan ..................................................... IV-3
4.3. Struktur Organisasi Perusahaan ............................................. IV-4
4.4 Luas Lantai Perkantoran ........................................................ IV-5
4.5 Luas Lantai Fasilitas .............................................................. IV-6
4.6. Tenaga Kerja .......................................................................... IV-7
4.6.1 Tenaga Kerja Langsung ................................................ IV-7
4.6.2 Tenaga Kerja Tidak Langsung dan Non Perkantoran ... IV-8
4.7 Sosial Ekonomi ...................................................................... IV-9
BAB V ANALISIS ASPEK EKONOMI DAN FINANSIAL
5.1 Perhitungan Biaya .................................................................. V-1
5.2 Perhitungan Model Kerja ....................................................... V-4
5.3 Perhitungan Harga Pokok Penjualan (HPP) .......................... V-8
5.4 Perhitungan Angsuran Pokok dan Bunga Bank ..................... V-10
5.5 Perhitungan Rugi Laba .......................................................... V-11
viii
5.6. Perhitungan Analisis Kas (Cash Flow) .................................. V-13
5.6.1 Initial Cash Flow (ICF) ................................................ V-14
5.6.2 Proceeds Operational Cash Flow (POCF) ................... V-14
5.6.3 Terminal Cash Flow (TCF) .......................................... V-15
5.7. Proyeksi Peniliaian Investasi ................................................ V-15
5.7.1 Payback Period (PP) ..................................................... V-15
5.7.2 Net Present Value (NPV) .............................................. V-17
5.7.3 Internal Rate of Return (IRR) ....................................... V-17
5.8 Break Even Point (BEP) ........................................................ V-18
BAB VI ANALISIS AKTIVITAS DAN PERANCANGAN TATA LETAK
6.1 Activity Relationship Chart (ARC) ...................................... VI-1
6.2 Area Allocation Diagram (AAD) .......................................... VI-4
6.3 Template ................................................................................ VI-6
6.4 Maket ..................................................................................... VI-8
BAB VII PENUTUP
7.1 Kesimpulan ............................................................................ VII-1
7.2 Saran ...................................................................................... VII-4
LAMPIRAN
L1. Lembar Asistensi
L2. Tugas Pendahuluan
L3. Landasan Teori

ix
DAFTAR TABEL
Halaman
Tabel 2.1 Komponen Utama Rak Buku ....................................................... II-2
Tabel 2.2 Komponen Tambahan Rak Buku ................................................. II-3
Tabel 2.3 Kebutuhan Mesin-Mesin .............................................................. II-4
Tabel 3.1 Routing Sheet Rak Buku ........................................................... III-1
Tabel 3.2 Luas Lantai Model Tumpukan .................................................. III-8
Tabel 3.3 Luas Lantai Model Rak ............................................................. III-11
Tabel 3.4 Luas Lantai Mesin ..................................................................... III-13
Tabel 3.5 Luas Lantai Gudang Barang Jadi .............................................. III-14
Tabel 3.6 Ongkos Penanganan Material (OMH) ...................................... III-17
Tabel 3.7 From To Chart (FTC) ............................................................... III-25
Tabel 3.8 From To Chart (FTC) In Flow .................................................. III-26
Tabel 3.9 From To Chart (FTC) Out Flow ............................................... III-27
Tabel 3.10 Tabel Skala Prioritas (TSP)....................................................... III-28
Tabel 4.1 Luas Lantai Perkantoran ........................................................... IV-5
Tabel 4.2 Luas Lantai Fasilitas ................................................................. IV-6
Tabel 4.3 Gaji Tenaga Kerja Langsung .................................................... IV-7
Tabel 4.4 Tenaga Kerja Tidak Langsung Perkantoran.............................. IV-8
Tabel 4.6 Tenaga Kerja Tidak Langsung Non Perkantoran ...................... IV-8
Tabel 5.1 Investasi Awal CV. Rajawali Nusantara ................................... V-1
Tabel 5.2 Modal Kerja CV. Rajawali Nusantara ...................................... V-5
Tabel 5.3 Harga Pokok Penjualan (HPP) .................................................. V-8
Tabel 5.4 Angsuran Pokok dan Bunga Bank ............................................ V-10
Tebel 5.5 Rugi Laba .................................................................................. V-11
Tabel 5.6 Proceeds Operational Cash Flow ............................................. V-14
Tabel 5.7 Payback Period ......................................................................... V-16
Tabel 5.8 Break Even Point....................................................................... V-19

x
DAFTAR GAMBAR
Halaman
Gambar 1.1 Diagram Pemecahan Masalah ............................................... I-5
Gambar 2.1 Rak Buku ............................................................................... II-1
Gambar 2.2 Peta Proses Operasi Pembuatan Rak Buku ........................... II-5
Gambar 3.1 Multi Product Process Chart (MPPC) Rak Buku ................. III-6
Gambar 3.2 ARD Alternatif 1 .................................................................... III-29
Gambar 3.3 ARD Alternatif 2 .................................................................... III-29
Gambar 3.4 ARD Alternatif 3 .................................................................... III-30
Gambar 3.5 ARD Alternatif 4 .................................................................... III-30
Gambar 3.6 ARD Alternatif 5 .................................................................... III-30
Gambar 4.1 Logo Perusahaan ................................................................... IV-2
Gambar 4.2 Struktur Organisasi ................................................................ IV-4
Gambar 4.3 Lokasi CV. Rajawali Nusantara ............................................ IV-9
Gambar 4.4 Denah Lokasi CV. Rajawali Nusantara................................. IV-9
Gambar 4.5 Tampak Samping Lokasi CV. Rajawali Nusantara ............... IV-11
Gambar 4.6 Tampak Depan Lokasi CV. Rajawali Nusantara .................. IV-11
Gambar 6.1 ARC CV. Rajawali Nusantara ............................................... VI-3
Gambar 6.2 AAD CV. Rajawali Nusantara .............................................. VI-5
Gambar 6.3 Template CV. Rajawali Nusantara ....................................... VI-7
Gambar 6.4 Maket 1 CV. Rajawali Nusantara .......................................... VI-8
Gambar 6.5 Maket 2 CV. Rajawali Nusantara .......................................... VI-8
xi
DAFTAR LAMPIRAN
Halaman
Lampiran 1 Lembar Asistensi .................................................................... L-1
Lampiran 2 Tugas Pendahuluan ................................................................. L-2
Lampiran 2 Landasan Teori ....................................................................... L-3
I-1
BAB I
PENDAHULUAN
1.1 Latar Belakang Praktikum PTLF
Perkembangan ilmu pengetahuan dan teknologi telah mendorong semua
perusahaan khususnya industri manufaktur saling bersaing untuk menghasilkan
produk yang berkualitas. Salah satu faktor yang mempengaruhi daya saing setiap
perusahaan yaitu tata letak. Tata letak menentukan daya saing perusahaan dalam
hal kecukupan kapasitas produksi, kelancaran proses, fleksibilitas operasi, dan
ongkos penanganan material, serta untuk kenyamanan kerja. Perusahaan yang
mengabaikan tata letak yang baik tentunya akan mengalami permasalahan seperti
output produksi yang tidak mencapai target, sering terjadinya kemacetan dalam
aliran produksi, dan beresiko bagi kesehatan dan keselamatan kerja dari operator.
Permasalahan-permasalahan tersebut tentunya akan mengakibatkan perusahaan
hanya akan mengalami kerugian.
Tata letak merupakan salah satu keputusan strategis operasional yang turut
menentukan efisiensi operasi perusahaan dalam jangka panjang. Selain itu, tata
letak yang digunakan dalam perusahaan akan mempunyai pengaruh langsung
terhadap tingkat produktivitas perusahaan yang bersangkutan. Maka dari itu,
diperlukan suatu perancangan tata letak fasilitas yang meliputi perencanaan dan
penyusunan fasilitas-fasilitas fisik baik berupa peralatan maupun bangunan untuk
mengoptimalkan hubungan antara tenaga kerja, aliran material dari bagian
penerimaan barang, fabrikasi, hingga pengiriman produk jadi dan aliran informasi
untuk mencapai tujuan perusahaan secara efisien, ekonomis dan aman.
Secara garis besar, perancangan tata letak fasilitas memiliki prosedur yaitu
analisa produk dan proses dengan melakukan identifikasi awal, aspek teknis,
aspek manajemen dan organisasi, analisis aspek ekonomi dan finansial, serta
analisis aktivitas dan perencanaan tata letak. Identifikasi awal dilakukan guna
mengetahui data-data yang diperlukan untuk perancangan tata letak fasilitas, salah
satunya adalah peta proses operasi. Aspek teknis menjelaskan jumlah bahan dan
I-2
mesin yang digunakan dengan teknik routing sheet dan multi product process
chart (MPPC). Selain itu, aspek teknis juga menjelaskan luas lantai baik luas
lantai gudang bahan baku, luas lantai mesin, dan luas lantai gudang barang jadi.
Aspek teknis ini juga menjelaskan analisis ongkos penanganan bahan dan alokasi
tata letak. Aspek manajemen dan organisasi menjelaskan badan hukum dan
karakteristik perusahaan, visi dan misi, struktur organisasi, luas lantai perkantoran
dan fasilitas, serta ketenagakerjaan. Analisis aspek ekonomi dan finansial berisi
perhitungan-perhitungan seperti biaya, modal kerja, rugi laba, serta proyeksi
penilaian investasi. Analisis aktivitas dan perencanaan tata letak menjelaskan
pengaturan tata letak dari seluruh fasilitas yang dimiliki perusahaan yang
digambarkan dalam bentuk activity relationship chart (ARC), area allocation
diagram (AAD), template, dan maket.
Berdasarkan uraian di atas, maka perancangan tata letak fasilitas sangat
penting untuk mengoptimalkan hubungan antara petugas pelaksana, aliran barang,
aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara
efisien, ekonomis dan aman. Untuk mencapai tujuan tersebut, seorang mahasiswa
teknik industri tentunya harus mampu memahami dan menerapkan perancangan
tata letak fasilitas melalui Praktikum Perancangan Tata Letak Fasilitas, sebelum
menerapkan pada dunia kerja yang sebenarnya. Penerapan perancangan tata letak
fasilitas pada laporan akhir praktikum ini yaitu pada perusahaan CV. Rajawali
Nusantara yang memproduksi rak buku. Penerapan ini diharapkan dapat
menambah wawasan mahasiswa untuk menyelesaikan suatu permasalahan yang
berkaitan dengan tata letak dan sebagai bekal pada masa akan datang di dunia
kerja yang sebenarnya.
1.2 Maksud dan Tujuan Praktikum PTLF
Pelaksanaan Praktikum Perancangan Tata Letak Fasilitas ini tentunya
memiliki beberapa maksud dan tujuan yang ingin dicapai. Maksud dan tujuan
Praktikum Perancangan Tata Letak Fasilitas adalah sebagai berikut:
I-3
1. Mengetahui dan menganalisa urutan dan waktu dari proses produksi rak buku
berdasarkan peta proses operasi serta mengetahui jumlah mesin secara aktual
yang diperlukan dalam produksi rak buku pada CV. Rajawali Nusantara.
2. Mengetahui dan menganalisa luas lantai produksi rak buku yang terdiri dari
luas lantai gudang bahan baku (receiving) baik model tumpukan maupun
model rak, luas lantai mesin, dan luas lantai gudang barang jadi (shipping)
pada CV. Rajawali Nusantara.
3. Mengetahui dan menganalisa alat angkut yang digunakan untuk proses
pemindahan bahan serta ongkos penanganan material (OMH) pada CV.
Rajawali Nusantara.
4. Mengetahui dan menganalisa alokasi layout berdasarkan from to chart (FTC),
tabel skala prioritas (TSP), dan allocation relationship diagram (ARD) pada
lantai produksi CV. Rajawali Nusantara.
5. Mengetahui dan menganalisa badan hukum, karakteristik, visi dan misi, serta
struktur organisasi perusahaan. Selain itu, mengetahui dan menganalisa luas
lantai perkantoran dan fasilitas serta ketenagakerjaan dan gajinya pada CV.
Rajawali Nusantara.
6. Mengetahui dan menganalisa total biaya investasi awal dan modal kerja,
harga pokok penjualan (HPP) rak buku, angsuran pokok dan bunga bank serta
rugi laba. Selain itu, mengetahui aliran kas dan proyeksi penilaian investasi
serta break even point pada CV. Rajawali Nusantara.
7. Mengetahui dan menganalisa perencanaan tata letak CV. Rajawali Nusantara
dengan activity relationship chart (ARC), area allocation diagram (AAD),
template, dan maket.
1.3 Kegunaan Praktikum PTLF
Pelaksanaan Praktikum Perancangan Tata Letak Fasilitas tentunya
memiliki kegunaan khususnya bagi praktikan yang mengikuti praktikum tersebut.
Kegunaan-kegunaan Praktikum Perancangan Tata Letak Fasilitas adalah sebagai
berikut.

I-4
1. Memberikan pembelajaran kepada praktikan mengenai cara pembuatan
routing sheet dan multi product process chart (MPPC) serta analisa mengenai
penggunaan routing sheet dan multi product process chart (MPPC) sehingga
dapat menentukan jumlah mesin yang akan digunakan.
2. Memberikan pembelajaran kepada praktikan untuk dapat memperkirakan
kebutuhan luas lantai bagian produksi.
3. Memberikan pembelajaran kepada praktikan untuk dapat melakukan
perhitungan dan analisa ongkos penanganan material.
4. Memberikan pembelajaran kepada praktikan untuk dapat merencanakan pola
aliran aktivitas pada bagian departemen produksi serta membuat layout pada
bagian departemen produksi.
5. Memberikan pembelajaran kepada praktikan untuk dapat menentukan bentuk
struktur organisasi mencakup logo, visi dan misi perusahaan, badan hukum
usaha, dan karakteristik. Selain itu, praktikan dapat menentukan total gaji
tenaga kerja langsung dan tidak langsung serta luas lantai fasilitas dan
perkantoran.
6. Memberikan pembelajaran kepada praktikan untuk dapat menghitung
investasi awal dan modal kerja, harga pokok penjualan, angsuran pokok dan
bunga bank, serta rugi laba dan aliran kas. Selain itu, praktikan dapat
mengambil keputusan berdasarkan proyeksi penilaian investasi.
7. Memberikan pembelajaran kepada praktikan untuk dapat menentukan derajat
kedekatan tiap-tiap aktivitas dengan alasan yang jelas serta dapat menentukan
alokasi atau tata letak bagian departemen produksi dan perkantoran. Selain
itu, praktikan dapat menentukan perancangan tata letak fasilitas.
1.4 Diagram Pemecahan Masalah
Pelaksanaan Praktikum Perancangan Tata Letak Fasilitas memiliki
prosedur yang saling berintegrasi. Pengumpulan data-data penunjang dan
pembatasan masalah dilakukan untuk penyelesaian tidak keluar dari pembahasan
yang akan dilakukan. Prosedur Praktikum Perancangan Tata Letak Fasilitas
digambarkan dalam diagram alir (flowchart) seperti pada Gambar 1.1 berikut ini.
I-5
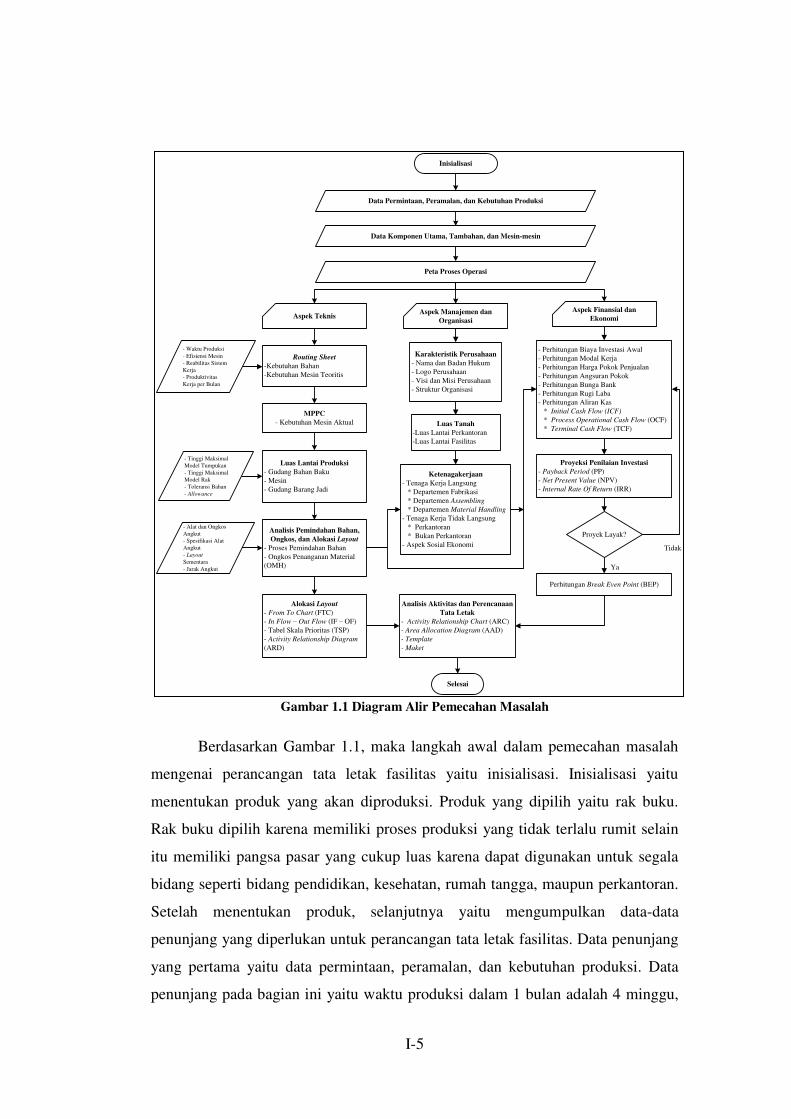
Gambar 1.1 Diagram Alir Pemecahan Masalah
Berdasarkan Gambar 1.1, maka langkah awal dalam pemecahan masalah
mengenai perancangan tata letak fasilitas yaitu inisialisasi. Inisialisasi yaitu
menentukan produk yang akan diproduksi. Produk yang dipilih yaitu rak buku.
Rak buku dipilih karena memiliki proses produksi yang tidak terlalu rumit selain
itu memiliki pangsa pasar yang cukup luas karena dapat digunakan untuk segala
bidang seperti bidang pendidikan, kesehatan, rumah tangga, maupun perkantoran.
Setelah menentukan produk, selanjutnya yaitu mengumpulkan data-data
penunjang yang diperlukan untuk perancangan tata letak fasilitas. Data penunjang
yang pertama yaitu data permintaan, peramalan, dan kebutuhan produksi. Data
penunjang pada bagian ini yaitu waktu produksi dalam 1 bulan adalah 4 minggu,
Inisialisasi
Routing Sheet
-Kebutuhan Bahan
-Kebutuhan Mesin Teoritis
MPPC
- Kebutuhan Mesin Aktual
Luas Lantai Produksi
- Gudang Bahan Baku
- Mesin
- Gudang Barang Jadi
Analisis Pemindahan Bahan,
Ongkos, dan Alokasi Layout
- Proses Pemindahan Bahan
- Ongkos Penanganan Material
(OMH)
Alokasi Layout
- From To Chart (FTC)
- In Flow – Out Flow (IF – OF)
- Tabel Skala Prioritas (TSP)
- Activity Relationship Diagram
(ARD)
- Perhitungan Biaya Investasi Awal
- Perhitungan Modal Kerja
- Perhitungan Harga Pokok Penjualan
- Perhitungan Angsuran Pokok
- Perhitungan Bunga Bank
- Perhitungan Rugi Laba
- Perhitungan Aliran Kas
* Initial Cash Flow (ICF)
* Process Operational Cash Flow (OCF)
* Terminal Cash Flow (TCF)
Analisis Aktivitas dan Perencanaan
Tata Letak
- Activity Relationship Chart (ARC)
- Area Allocation Diagram (AAD)
- Template
- Maket
Selesai
Karakteristik Perusahaan
- Nama dan Badan Hukum
- Logo Perusahaan
- Visi dan Misi Perusahaan
- Struktur Organisasi
Ketenagakerjaan
- Tenaga Kerja Langsung
* Departemen Fabrikasi
* Departemen Assembling
* Departemen Material Handling
- Tenaga Kerja Tidak Langsung
* Perkantoran
* Bukan Perkantoran
- Aspek Sosial Ekonomi
Luas Tanah
-Luas Lantai Perkantoran
-Luas Lantai Fasilitas
Proyeksi Penilaian Investasi
- Payback Period (PP)
- Net Present Value (NPV)
- Internal Rate Of Return (IRR)
Proyek Layak?
Perhitungan Break Even Point (BEP)
Ya
Tidak
Aspek TeknisAspek Manajemen dan
Organisasi
Aspek Finansial dan
Ekonomi
- Waktu Produksi
- Efisiensi Mesin
- Reabilitas Sistem
Kerja
- Produktivitas
Kerja per Bulan
- Tinggi Maksimal
Model Tumpukan
- Tinggi Maksimal
Model Rak
- Toleransi Bahan
- Allowance
- Alat dan Ongkos
Angkut
- Spesifikasi Alat
Angkut
- Layout
Sementara
- Jarak Angkut
Data Permintaan, Peramalan, dan Kebutuhan Produksi
Data Komponen Utama, Tambahan, dan Mesin-mesin
Peta Proses Operasi
I-6
waktu produksi dalam 1 minggu adalah 5 hari, waktu produksi dalam 1 hari
adalah 8 jam, produk yang diproduksi berdasarkan peramalan adalah 30
produk/hari, Waktu yang dibutuhkan untuk menyelesaikan sebuah produk adalah
174,583 menit, efisiensi mesin sebesar 95%, reliabilitas mesin sebesar 80%,
produkstifitas kerja per bulan 600 produk, dan kapasitas produksi rak buku adalah
30 produk/hari.
Setelah mengumpulkan data-data tersebut, maka selanjutnya adalah
mengumpulkan data komponen-komponen utama, komponen tambahan, dan
mesin-mesin yang akan digunakan dalam proses produksi rak buku. Komponen
utama pada produk rak buku yaitu kaki 1, kaki 2, kaki 3, lingkaran 1, lingkaran 2,
lingkaran 3, lingkaran 4, lingkaran 5, lingkaran 6, dan lingkaran 7. Komponen
utama tentunya membutuhkan komponen tambahan sebagai pendukung dalam
membuat suatu produk. Komponen tambahan yang digunakan dalam proses
produksi rak buku yaitu sekat, sekrup, dan engsel. Sedangkan mesin-mesin yang
digunakan untuk proses produksi rak buku yaitu meja fabrikasi, mesin potong,
mesin serut, mesin bor, dan meja perakitan.
Data penunjang selanjutnya yaitu peta proses operasi. Peta proses operasi
merupakan peta yang menggambarkan langkah-langkah proses produksi yang
dialami oleh setiap bahan baku hingga menjadi produk jadi. Informasi yang dapat
diperoleh dari peta proses operasi yaitu produk yang akan dibuat, komponen
utama meliputi nama komponen utama, ukuran terima dan ukuran pakai serta
kuantitas, komponen tambahan, mesin yang digunakan, waktu setiap proses,
persentase scrap, dan urutan proses.
Data-data penunjang yang telah terkumpul selanjutnya digunakan dalam
aspek teknis. Aspek teknis terdiri dari beberapa tahapan yang sangat berpengaruh
dengan jalannya proses produksi. Tahapan yang pertama adalah routing sheet.
Routing sheet atau lembar pengurutan merupakan langkah-langkah yang dicakup
dalam memproduksi komponen tertentu dan rincian yang perlu diketahui dari hal-
hal yang saling berkaitan satu sama lain. Informasi yang diperoleh berdasarkan
routing sheet yaitu jumlah kebutuhan bahan yang perlu disiapkan dan jumlah
mesin teoritis urutan proses secara keseluruhan untuk setiap proses per komponen.
I-7
Jumlah mesin teoritis pada routing sheet tidak dapat diterapkan secara
langsung pada lantai produksi. Maka dari itu, selanjutnya perlu dibuat multi
product process chart (MPPC) untuk mengelompokkan jumlah mesin teoritis
yang diperoleh dari routing sheet untuk mesin yang sama. Setelah dilakukan
penjumlahan dan pembulatan, maka dapat diperoleh jumlah mesin aktual yang
akan digunakan pada lantai produksi.
Tahapan selanjutnya adalah menghitung luas lantai produksi. Selain data-
data penunjang yang telah dikumpulkan sebelumnya, data penunjang tambahan
yang digunakan dalam menghitung luas lantai yaitu jumlah mesin aktual dari
multi product process chart (MPPC), tinggi maksimal model tumpukan dan rak,
toleransi bahan dan kelonggaran (allowance). Perhitungan luas lantai terdiri dari
tiga bagian yaitu luas lantai gudang bahan baku (receiving) model tumpukan dan
rak, luas lantai mesin, dan luas lantai gudang bahan baku. Luas lantai gudang
bahan baku model tumpukan diperuntukkan untuk menyimpan komponen utama
sedangkan luas lantai gudang bahan baku model rak diperuntukkan untuk
menyimpan komponen tambahan.
Tahapan selanjutnya dalam aspek teknis yaitu analisis pemindahan bahan
dan ongkos. Komponen utama dan komponen tambahan yang dibutuhkan dalam
proses produksi tentunya membutuhkan suatu alat angkut untuk memindahkan
komponen tersebut dari suatu tempat ke tempat lain khususnya pada lantai
produksi. Analisis pemindahan bahan dan ongkos ini membutuhkan data
penunjang tamabahan seperti luas lantai, layout sementara, jarak angkut, alat
angkut dan ongkos serta spesifikasinya. Analisis ini digunakan untuk menentukan
alat angkut yang tepat digunakan untuk pemindahan bahan dengan ongkos
penanganan bahan (OMH) yang paling minimum.
Tahapan selanjutnya dalam aspek teknis yaitu alokasi layout. Tahapan ini
terdiri dari 4 bagian yaitu pembuatan from to chart (FTC), in flow (IF) dan out
flow (OF), tabel skala prioritas (TSP), dan acitivity relationship diagram (ARD).
Secara umum tahapan ini digunakan untuk menentukan letak lokasi departemen
yang satu dengan departemen yang lain dalam lantai produksi dengan
mempertimbangkan ongkos penanganan bahan (OMH) dan skala prioritas.
I-8
Sebelum masuk dalam tahap akhir, maka terdapat hal lain yang perlu
dipertimbangkan dalam mendirikan suatu perusahaan, yaitu aspek manajemen dan
organisasi. Tanpa adanya suatu manajemen dan organisasi, perusahaan tentunya
tidak akan berjalan. Aspek manajemen dan organisasi terdiri dari beberapa
tahapan. Tahapan pertama yaitu pembentukan karakteristik perusahaan yang
meliputi nama dan badan hukum perusahaan, logo perusahaan, visi dan misi
perusahaan, serta struktur organisasi. Struktur organisasi perlu dibentuk untuk
mengetahui pembagian tugas dan wewenang pada setiap bagian. Perusahaan yang
dibentuk bernama CV. Rajawali Nusantara. CV adalah suatu bentuk badan hukum
dalam usaha bisnis yang didirikan dan dimiliki oleh dua orang atau lebih untuk
mencapai tujuan bersama dengan tingkat keterlibatan yang berbeda-beda di antara
anggotanya.
Tahapan selanjutnya menentukan luas tanah yang dibutuhkan untuk
mendirikan CV. Rajawali Nusantara. Perhitungan luas tanah terdiri dari luas lantai
perkantoran dan luas lantai fasilitas. Selain itu, luas lantai produksi yang telah
ditentukan sebelumnya perlu dipertimbangkan dalam perhitungan luas tanah.
Lokasi tanah yang akan dibeli untuk mendirikan CV. Rajawali Nusantara tentunya
mempertimbangkan beberapa hal di antaranya yaitu ketersediaan bahan baku,
tenaga kerja, pasar, dan faktor-faktor lain dalam aspek sosial dan ekonomi.
Berdasarkan informasi lokasi tanah yang akan didirikan CV. Rajawali
Nusantara, maka dapat diketahui upah minimum regional (UMR) atau upah
minimum kabupaten atau kota (UMK). Berdasarkan informasi tersebut, maka
dapat ditentukan gaji tenaga kerja langsung dan tidak langsung pada CV. Rajawali
Nusantara. Tenaga kerja langsung merupakan tenaga kerja yang terlibat langsung
dalam proses produksi seperti tenaga kerja fabrikasi, tenaga kerja assembling, dan
tenaga kerja penanganan bahan (material handling). Sedangkan tenaga kerja tidak
langsung adalah tenaga kerja yang tidak terlibat langsung dalam proses produksi
seperti tenaga kerja perkantoran dan non perkantoran.
Perusahaan yang akan didirikan tentunya membutuhkan investasi awal dan
modal kerja dalam pelaksanaan seluruh kegiatannya. Maka dari itu perlu
direncanakan pula dalam aspek ekonomi dan finansial. Aspek ekonomi dan

I-9
finansial meliputi perhitungan investasi awal, modal kerja, harga pokok penjualan
(HPP), angsuran pokok, bunga bank, rugi laba, dan aliran kas. Perhitungan aliran
kas meliputi initial cash flow (ICF), operational cash flow (OCF), dan terminal
cash flow. Investasi awal dan modal kerja membutuhkan data penunjang
tambahan dari aspek teknis serta aspek manajemen dan organisasi. Investasi awal
dan modal kerja yang sebagian diperoleh dari bank tentunya perlu dilakukan
analisis guna mengetahui apakah proyek tersebut layak untuk dijalankan atau
tidak.
Proyeksi penilaian investasi dilakukan dengan menggunakan tiga teknik
yaitu payback period (PP), net present value (NPV), dan internal rate of return
(IRR). Apabila salah satu teknik tersebut menyatakan proyek tidak layak, maka
perlu dilakukan revisi atau perbaikan. Perbaikan yang dapat dilakukan yaitu
mengurangi biaya investasi awal maupun meningkatkan profit yang diinginkan.
Apabila telah dilakukan proyek penilaian investasi kembali dan ketiga teknik
menyatakan bahwa proyek layak, maka langkah selanjutnya dalam aspek ekonomi
dan finansial yaitu perhitungan break even point (BEP).
Tahapan terakhir dalam perancangan tata letak fasilitas adalah analisis
aktivitas dan perencanaan tata letak. Tahapan ini terdiri dari beberapa bagian yaitu
pembuatan activity relationship chart (ARC), area allocation diagram (AAD),
template, dan maket. Activity relationship chart (ARC) merupakan teknik yang
digunakan sebagai alat untuk menganalisa hubungan antar aktivitas yang ada
dalam pembuatan rak buku di CV. Rajawali Nusantara. Aktivitas-aktivitas yang
ada dalam pembuatan rak buku ini saling berhubungan antara satu aktivitas
dengan aktivitas lainnya, hal ini ditinjau dari beberapa kriteria yang ada, maka
dapat dikatakan bahwa dalam perencanaan tata letak fasilitas harus dilakukan
penganalisaan yang optimal.
Area Allocation Diagram (AAD) dalam produksi rak buku di CV.
Rajawali Nusantara ini merupakan penggambaran dari penempatan area-area
produksi, perkantoran, dan fasilitas pada CV. Rajawali Nusantara. AAD ini dibuat
berdasarkan tata letak produksi yang sebenarnya dan memuat alokasi dari mesin
dan produksi, beserta receiving, shipping, dan lain-lain. Template CV. Rajawali

I-10
Nusantara ini merupakan suatu gambaran yang lebih jelas dari tata letak fasilitas
yang akan dibuat terkait dengan segala aktivitas produksi rak buku di CV.
Rajawali Nusantara tersebut dan merupakan gambaran detail dari Area Allocation
Diagram (AAD) pembuatan produk rak buku CV. Rajawali Nusantara. Maket
merupakan gambaran template dalam bentuk tiga dimensi (3D) yang memiliki
skala.
II-1
BAB II
IDENTIFIKASI AWAL
2.1 Inisialisasi
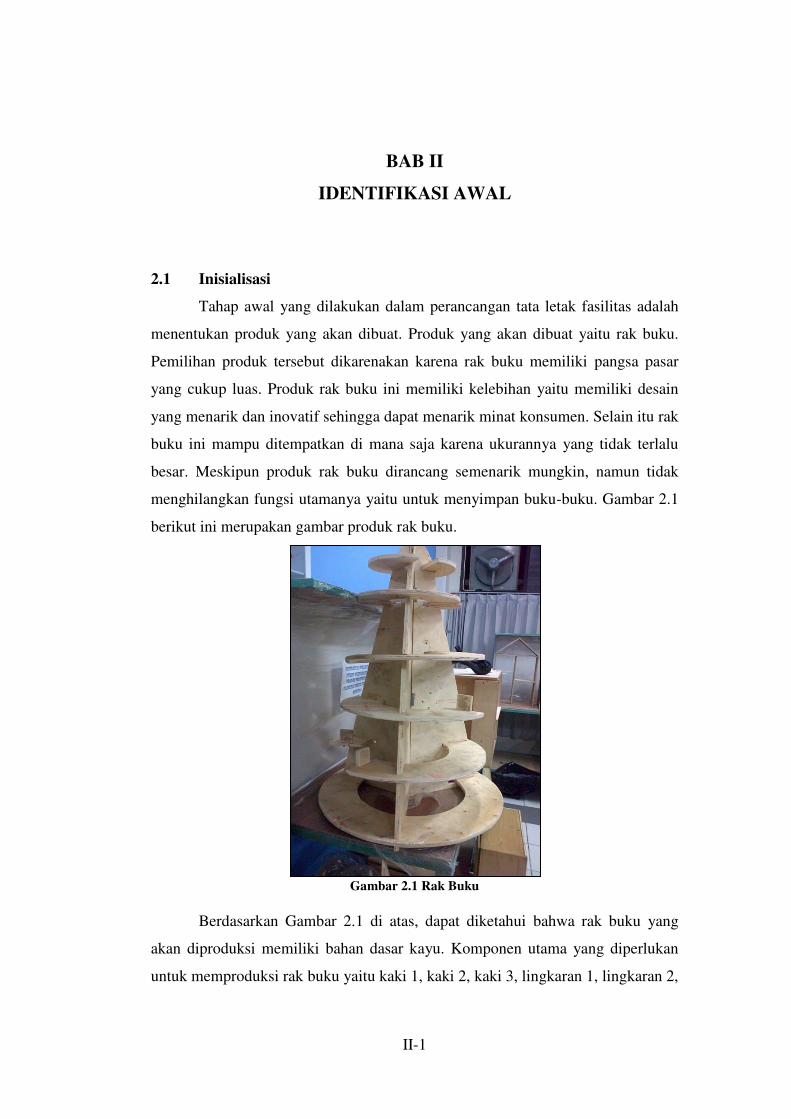
Tahap awal yang dilakukan dalam perancangan tata letak fasilitas adalah
menentukan produk yang akan dibuat. Produk yang akan dibuat yaitu rak buku.
Pemilihan produk tersebut dikarenakan karena rak buku memiliki pangsa pasar
yang cukup luas. Produk rak buku ini memiliki kelebihan yaitu memiliki desain
yang menarik dan inovatif sehingga dapat menarik minat konsumen. Selain itu rak
buku ini mampu ditempatkan di mana saja karena ukurannya yang tidak terlalu
besar. Meskipun produk rak buku dirancang semenarik mungkin, namun tidak
menghilangkan fungsi utamanya yaitu untuk menyimpan buku-buku. Gambar 2.1
berikut ini merupakan gambar produk rak buku.
Gambar 2.1 Rak Buku
Berdasarkan Gambar 2.1 di atas, dapat diketahui bahwa rak buku yang
akan diproduksi memiliki bahan dasar kayu. Komponen utama yang diperlukan
untuk memproduksi rak buku yaitu kaki 1, kaki 2, kaki 3, lingkaran 1, lingkaran 2,
II-2
lingkaran 3, lingkaran 4, lingkaran 5, lingkaran 6, dan lingkaran 7. Produk
tersebut tentunya juga membutuhkan komponen tambahan untuk menunjang dan
melengkapi produk tersebut. Komponen tambahan yang digunakan untuk rak
buku yaitu sekat, sekrup, dan engsel. Pembuatan rak buku ini terdiri dari beberapa
proses yaitu pengukuran, pemotongan, penghalusan, perataan, pelubangan, dan
perakitan. Berdasarkan proses produksi tersebut, maka mesin yang digunakan
selama proses produksi adalah meja fabrikasi, mesin potong, mesin serut, mesin
bor, dan meja perakitan (assembling).
Target pasar untuk produk rak buku ini yaitu sekolah, instansi
pemerintahan, rumah tangga, perkantoran, dan lain sebagainya. Karena produk ini
memiliki peluang yang besar untuk dipasarkan, maka dibutuhkan suatu tata letak
yang baik agar dapat mengoptimalkan hubungan antara tenaga kerja, aliran
material dari bagian penerimaan barang, fabrikasi, hingga pengiriman produk jadi
dan aliran informasi untuk mencapai tujuan perusahaan secara efisien, ekonomis
dan aman.
2.2 Data Permintaan, Peramalan, dan Kebutuhan Produksi
Perancangan tata letak fasilitas membutuhkan beberapa data penunjang di
antaranya yaitu data permintaan, peramalan, dan kebutuhan produksi. Sehingga
nantinya tata letak fasilitas yang akan dibentuk mampu memproduksi rak buku
yang mampu memenuhi permintaan. Data permintaan, peramalan, dan kebutuhan
produksi rak buku adalah sebagai berikut.
1. Waktu produksi rak buku dalam 1 bulan adalah 4 minggu.
2. Waktu produksi rak buku dalam 1 minggu adalah 5 hari.
3. Waktu produksi rak buku dalam 1 hari adalah 8 jam.
4. Produk rak buku yang diproduksi berdasarkan peramalan adalah 30
produk/hari.
5. Waktu yang dibutuhkan untuk menyelesaikan sebuah produk adalah 174,583
menit.
6. Efisiensi mesin sebesar 95%.
7. Reliabilitas mesin sebesar 80%.
II-3
8. Produktivitas kerja per bulan 600 produk.
9. Kapasitas produksi rak buku adalah 30 produk/hari.
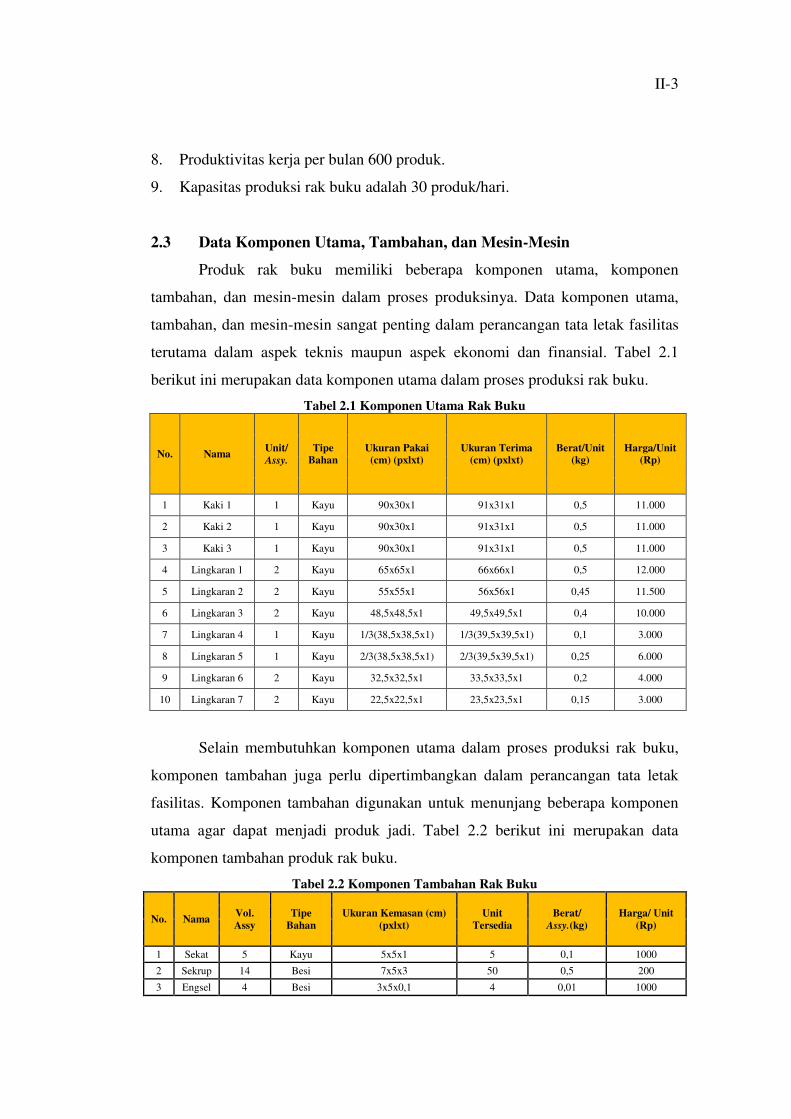
2.3 Data Komponen Utama, Tambahan, dan Mesin-Mesin
Produk rak buku memiliki beberapa komponen utama, komponen
tambahan, dan mesin-mesin dalam proses produksinya. Data komponen utama,
tambahan, dan mesin-mesin sangat penting dalam perancangan tata letak fasilitas
terutama dalam aspek teknis maupun aspek ekonomi dan finansial. Tabel 2.1
berikut ini merupakan data komponen utama dalam proses produksi rak buku.
Tabel 2.1 Komponen Utama Rak Buku
No. Nama Unit/
Assy.
Tipe
Bahan
Ukuran Pakai
(cm) (pxlxt)
Ukuran Terima
(cm) (pxlxt)
Berat/Unit
(kg)
Harga/Unit
(Rp)
1 Kaki 1 1 Kayu 90x30x1 91x31x1 0,5 11.000
2 Kaki 2 1 Kayu 90x30x1 91x31x1 0,5 11.000
3 Kaki 3 1 Kayu 90x30x1 91x31x1 0,5 11.000
4 Lingkaran 1 2 Kayu 65x65x1 66x66x1 0,5 12.000
5 Lingkaran 2 2 Kayu 55x55x1 56x56x1 0,45 11.500
6 Lingkaran 3 2 Kayu 48,5x48,5x1 49,5x49,5x1 0,4 10.000
7 Lingkaran 4 1 Kayu 1/3(38,5x38,5x1) 1/3(39,5x39,5x1) 0,1 3.000
8 Lingkaran 5 1 Kayu 2/3(38,5x38,5x1) 2/3(39,5x39,5x1) 0,25 6.000
9 Lingkaran 6 2 Kayu 32,5x32,5x1 33,5x33,5x1 0,2 4.000
10 Lingkaran 7 2 Kayu 22,5x22,5x1 23,5x23,5x1 0,15 3.000
Selain membutuhkan komponen utama dalam proses produksi rak buku,
komponen tambahan juga perlu dipertimbangkan dalam perancangan tata letak
fasilitas. Komponen tambahan digunakan untuk menunjang beberapa komponen
utama agar dapat menjadi produk jadi. Tabel 2.2 berikut ini merupakan data
komponen tambahan produk rak buku.
Tabel 2.2 Komponen Tambahan Rak Buku
No. Nama Vol.
Assy
Tipe
Bahan
Ukuran Kemasan (cm)
(pxlxt)
Unit
Tersedia
Berat/
Assy.(kg)
Harga/ Unit
(Rp)
1 Sekat 5 Kayu 5x5x1 5 0,1 1000
2 Sekrup 14 Besi 7x5x3 50 0,5 200
3 Engsel 4 Besi 3x5x0,1 4 0,01 1000
II-4
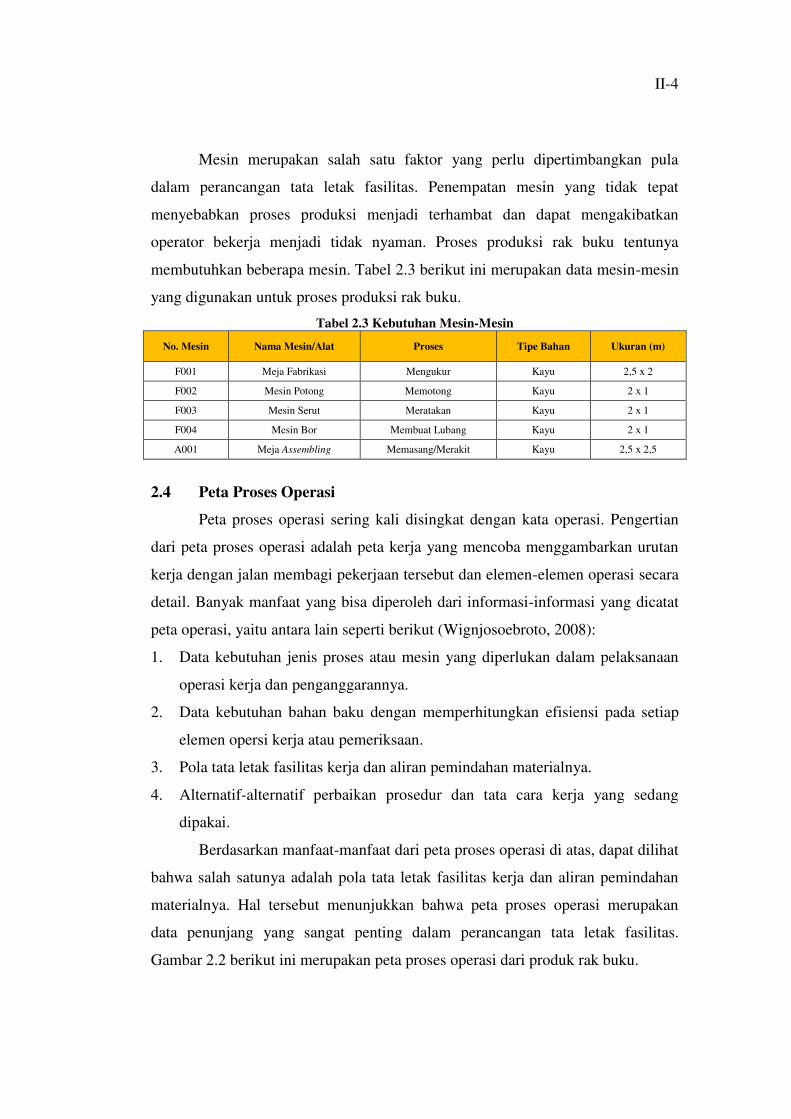
Mesin merupakan salah satu faktor yang perlu dipertimbangkan pula
dalam perancangan tata letak fasilitas. Penempatan mesin yang tidak tepat
menyebabkan proses produksi menjadi terhambat dan dapat mengakibatkan
operator bekerja menjadi tidak nyaman. Proses produksi rak buku tentunya
membutuhkan beberapa mesin. Tabel 2.3 berikut ini merupakan data mesin-mesin
yang digunakan untuk proses produksi rak buku.
Tabel 2.3 Kebutuhan Mesin-Mesin
No. Mesin Nama Mesin/Alat Proses Tipe Bahan Ukuran (m)
F001 Meja Fabrikasi Mengukur Kayu 2,5 x 2
F002 Mesin Potong Memotong Kayu 2 x 1
F003 Mesin Serut Meratakan Kayu 2 x 1
F004 Mesin Bor Membuat Lubang Kayu 2 x 1
A001 Meja Assembling Memasang/Merakit Kayu 2,5 x 2,5
2.4 Peta Proses Operasi
Peta proses operasi sering kali disingkat dengan kata operasi. Pengertian
dari peta proses operasi adalah peta kerja yang mencoba menggambarkan urutan
kerja dengan jalan membagi pekerjaan tersebut dan elemen-elemen operasi secara
detail. Banyak manfaat yang bisa diperoleh dari informasi-informasi yang dicatat
peta operasi, yaitu antara lain seperti berikut (Wignjosoebroto, 2008):
1. Data kebutuhan jenis proses atau mesin yang diperlukan dalam pelaksanaan
operasi kerja dan penganggarannya.
2. Data kebutuhan bahan baku dengan memperhitungkan efisiensi pada setiap
elemen opersi kerja atau pemeriksaan.
3. Pola tata letak fasilitas kerja dan aliran pemindahan materialnya.
4. Alternatif-alternatif perbaikan prosedur dan tata cara kerja yang sedang
dipakai.
Berdasarkan manfaat-manfaat dari peta proses operasi di atas, dapat dilihat
bahwa salah satunya adalah pola tata letak fasilitas kerja dan aliran pemindahan
materialnya. Hal tersebut menunjukkan bahwa peta proses operasi merupakan
data penunjang yang sangat penting dalam perancangan tata letak fasilitas.
Gambar 2.2 berikut ini merupakan peta proses operasi dari produk rak buku.
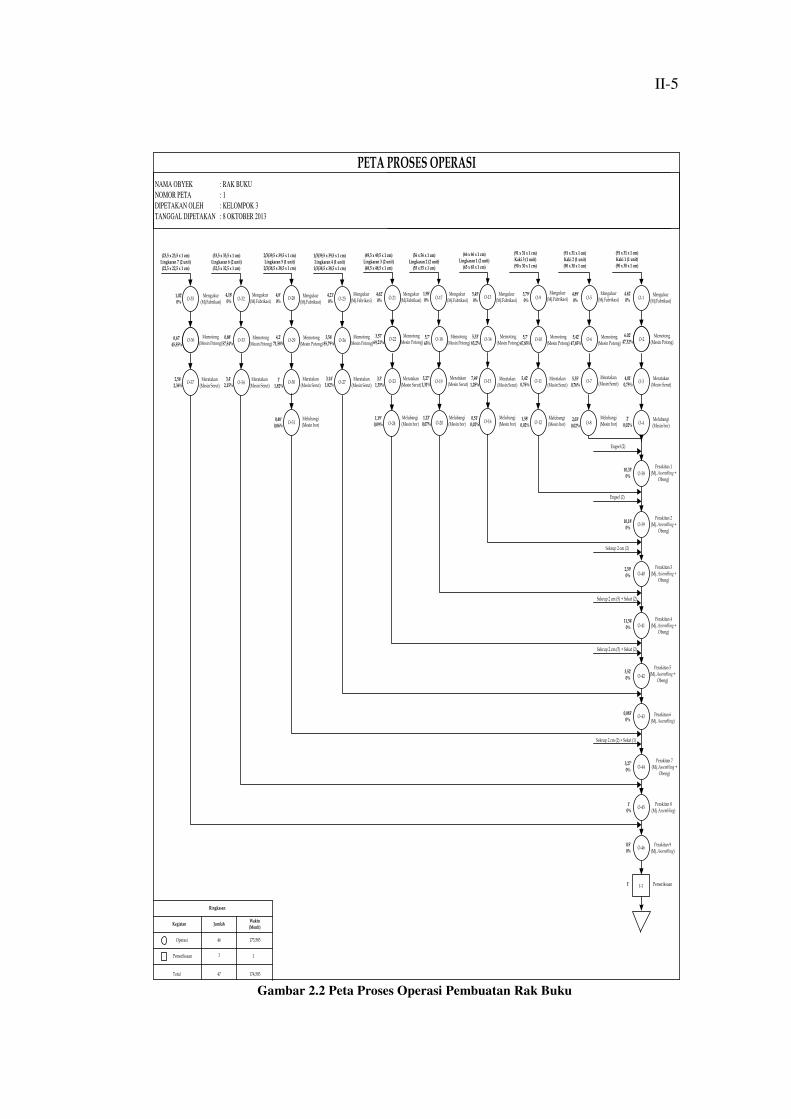
II-5
Gambar 2.2 Peta Proses Operasi Pembuatan Rak Buku
PETA PROSES OPERASINAMA OBYEK : RAK BUKU
NOMOR PETA : 1
DIPETAKAN OLEH : KELOMPOK 3
TANGGAL DIPETAKAN : 8 OKTOBER 2013
Ringkasan
Kegiatan JumlahWaktu(Menit)
Operasi
Pemeriksaan
Total 174,583
173,58346
1
47
O-1O-5O-9O-13O-17O-21
(91 x 31 x 1 cm)Kaki 1 (1 unit)(90 x 30 x 1 cm)
(66 x 66 x 1 cm)Lingkaran 1 (2 unit)
(65 x 65 x 1 cm)
(56 x 56 x 1 cm)Lingkaran 2 (2 unit)
(55 x 55 x 1 cm)
(91 x 31 x 1 cm)Kaki 3 (1 unit)(90 x 30 x 1 cm)
(49,5 x 49,5 x 1 cm)Lingkaran 3 (2 unit)(48,5 x 48,5 x 1 cm)
Mengukur (Mj.Fabrikasi)
Mengukur (Mj.Fabrikasi)
Mengukur (Mj.Fabrikasi)
Mengukur (Mj.Fabrikasi)
Mengukur (Mj.Fabrikasi)
Mengukur (Mj.Fabrikasi)
4.62'0%
4,89'0%
5,45'0%
1,98'0%
3,79'0%
4,62'0%
4,01'0,75%
0-21O-22 0-21O-2O-6O-10O-14O-18Memotong
(Mesin Potong)Memotong
(Mesin Potong)Memotong
(Mesin Potong)Memotong
(Mesin Potong)Memotong
(Mesin Potong)
Memotong (Mesin Potong)
3,57'69,21%
5,7'47,85%
6.02'47,32%
5,7'65%
5,33'63,2%
5,42'47,85%
O-23 O-19 O-15 O-11 O-7 O-3
O-12 O-4
Meratakan (Mesin Serut)
5,35'0,76%
5,42'0,76%
7,49'1,28%
5,27'1,31%
3,3'1,35%
Melubangi (Mesin bor)
Melubangi (Mesin bor)
2'0,02%
O-38
O-39
O-40
O-41
O-42
I-1
Engsel (2)
Perakitan 1(Mj. Assembling +
Obeng)
10,33'0%
Perakitan 2(Mj. Assembling +
Obeng)
10,18'0%
Sekrup 2 cm (2)
Perakitan 3(Mj. Assembling +
Obeng)
2,59'0%
Sekrup 2 cm (5) + Sekat (2)
Perakitan 4(Mj. Assembling +
Obeng)
11,54'0%
Perakitan 5(Mj. Assembling +
Obeng)
3,52'0%
(91 x 31 x 1 cm)Kaki 2 (1 unit)(90 x 30 x 1 cm)
O-16Melubangi (Mesin bor)
0,51'0,02%
0,083'0%
1
O-25O-28O-32O-35
2/3(39,5 x 39,5 x 1 cm)Lingkaran 5 (1 unit)
2/3(38,5 x 38,5 x 1 cm)
(33,5 x 33,5 x 1 cm)Lingkaran 6 (2 unit)(32,5 x 32,5 x 1 cm)
1/3(39,5 x 39,5 x 1 cm)Lingkaran 4 (1 unit)
1/3(38,5 x 38,5 x 1 cm)
(23,5 x 23,5 x 1 cm)Lingkaran 7 (2 unit)(22,5 x 22,5 x 1 cm)
Mengukur (Mj.Fabrikasi)
Mengukur (Mj.Fabrikasi)
Mengukur (Mj.Fabrikasi)
4,18'0%
4,21'0%
1,02'0%
0-21O-36 O-26O-29O-33Memotong
(Mesin Potong)Memotong
(Mesin Potong)Memotong
(Mesin Potong)0,67'
45,55%
3,56'85,79%
0,88'57,54%
O-37 O-34 O-30 O-27
O-20
3,14'1,82%
3,4'2,15%
2,56'2,36%
4,2'71,58%
O-31Melubangi (Mesin bor)
0,48'0,06% O-24
O-43
O-44
O-46
O-45
O-8Melubangi (Mesin bor)
Mengukur (Mj.Fabrikasi)
Memotong (Mesin Potong)
Melubangi (Mesin bor)
Melubangi (Mesin bor)
Engsel (2)
Perakitan 6(Mj. Assembling)
3,27'0%
1'0%
0,5'0%
1'
Sekrup 2 cm (5) + Sekat (2)
Sekrup 2 cm (2) + Sekat (1)
Perakitan 7(Mj. Assembling +
Obeng)
Perakitan 8(Mj. Assembling)
Perakitan 9(Mj. Assembling)
Pemeriksaan
1'1,82%
2,03'0,02%
1,58'0,02%
1,23'0,07%
1,19'0,09%
Meratakan (Mesin Serut)
Meratakan (Mesin Serut)
Meratakan (Mesin Serut)
Meratakan (Mesin Serut)
Meratakan (Mesin Serut)
Meratakan (Mesin Serut)
Meratakan (Mesin Serut)
Meratakan (Mesin Serut)
4,8'0%
Meratakan (Mesin Serut)
III-1
BAB III
ASPEK TEKNIS
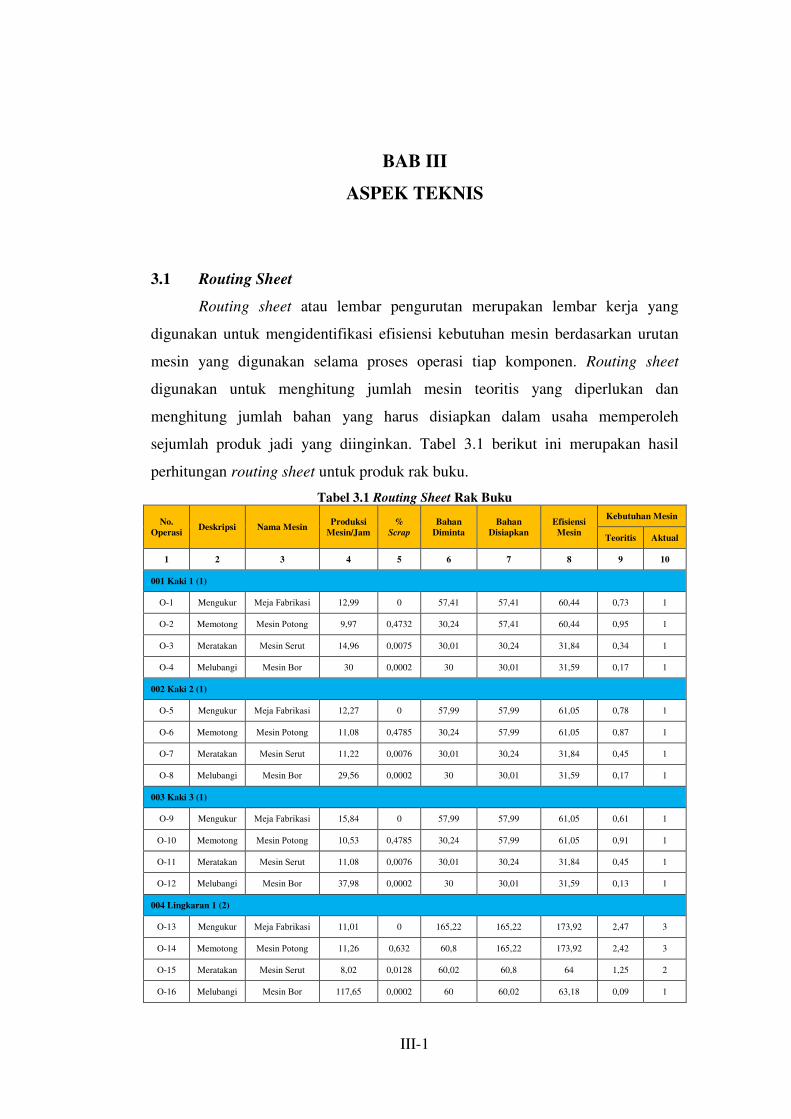
3.1 Routing Sheet
Routing sheet atau lembar pengurutan merupakan lembar kerja yang
digunakan untuk mengidentifikasi efisiensi kebutuhan mesin berdasarkan urutan
mesin yang digunakan selama proses operasi tiap komponen. Routing sheet
digunakan untuk menghitung jumlah mesin teoritis yang diperlukan dan
menghitung jumlah bahan yang harus disiapkan dalam usaha memperoleh
sejumlah produk jadi yang diinginkan. Tabel 3.1 berikut ini merupakan hasil
perhitungan routing sheet untuk produk rak buku.
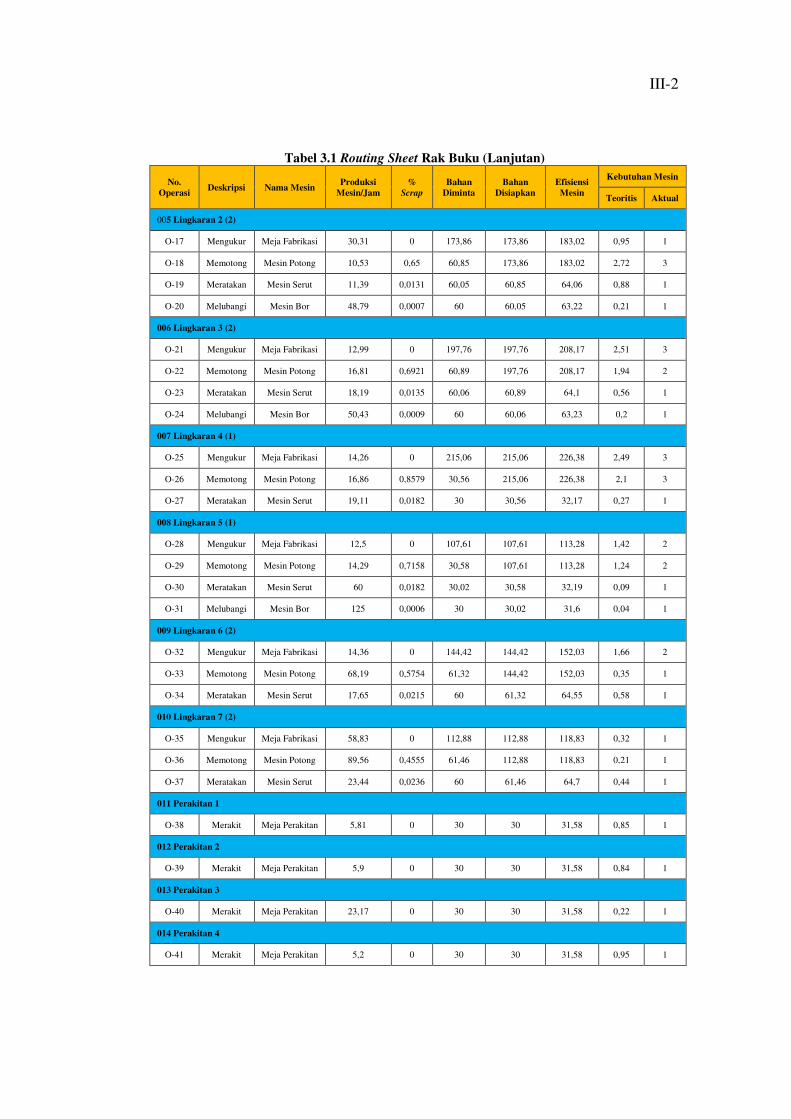
Tabel 3.1 Routing Sheet Rak Buku
No.
Operasi Deskripsi Nama Mesin
Produksi
Mesin/Jam
%
Scrap
Bahan
Diminta
Bahan
Disiapkan
Efisiensi
Mesin
Kebutuhan Mesin
Teoritis Aktual
1 2 3 4 5 6 7 8 9 10
001 Kaki 1 (1)
O-1 Mengukur Meja Fabrikasi 12,99 0 57,41 57,41 60,44 0,73 1
O-2 Memotong Mesin Potong 9,97 0,4732 30,24 57,41 60,44 0,95 1
O-3 Meratakan Mesin Serut 14,96 0,0075 30,01 30,24 31,84 0,34 1
O-4 Melubangi Mesin Bor 30 0,0002 30 30,01 31,59 0,17 1
002 Kaki 2 (1)
O-5 Mengukur Meja Fabrikasi 12,27 0 57,99 57,99 61,05 0,78 1
O-6 Memotong Mesin Potong 11,08 0,4785 30,24 57,99 61,05 0,87 1
O-7 Meratakan Mesin Serut 11,22 0,0076 30,01 30,24 31,84 0,45 1
O-8 Melubangi Mesin Bor 29,56 0,0002 30 30,01 31,59 0,17 1
003 Kaki 3 (1)
O-9 Mengukur Meja Fabrikasi 15,84 0 57,99 57,99 61,05 0,61 1
O-10 Memotong Mesin Potong 10,53 0,4785 30,24 57,99 61,05 0,91 1
O-11 Meratakan Mesin Serut 11,08 0,0076 30,01 30,24 31,84 0,45 1
O-12 Melubangi Mesin Bor 37,98 0,0002 30 30,01 31,59 0,13 1
004 Lingkaran 1 (2)
O-13 Mengukur Meja Fabrikasi 11,01 0 165,22 165,22 173,92 2,47 3
O-14 Memotong Mesin Potong 11,26 0,632 60,8 165,22 173,92 2,42 3
O-15 Meratakan Mesin Serut 8,02 0,0128 60,02 60,8 64 1,25 2
O-16 Melubangi Mesin Bor 117,65 0,0002 60 60,02 63,18 0,09 1
III-2
Tabel 3.1 Routing Sheet Rak Buku (Lanjutan)
No.
Operasi Deskripsi Nama Mesin
Produksi
Mesin/Jam
%
Scrap
Bahan
Diminta
Bahan
Disiapkan
Efisiensi
Mesin
Kebutuhan Mesin
Teoritis Aktual
005 Lingkaran 2 (2)
O-17 Mengukur Meja Fabrikasi 30,31 0 173,86 173,86 183,02 0,95 1
O-18 Memotong Mesin Potong 10,53 0,65 60,85 173,86 183,02 2,72 3
O-19 Meratakan Mesin Serut 11,39 0,0131 60,05 60,85 64,06 0,88 1
O-20 Melubangi Mesin Bor 48,79 0,0007 60 60,05 63,22 0,21 1
006 Lingkaran 3 (2)
O-21 Mengukur Meja Fabrikasi 12,99 0 197,76 197,76 208,17 2,51 3
O-22 Memotong Mesin Potong 16,81 0,6921 60,89 197,76 208,17 1,94 2
O-23 Meratakan Mesin Serut 18,19 0,0135 60,06 60,89 64,1 0,56 1
O-24 Melubangi Mesin Bor 50,43 0,0009 60 60,06 63,23 0,2 1
007 Lingkaran 4 (1)
O-25 Mengukur Meja Fabrikasi 14,26 0 215,06 215,06 226,38 2,49 3
O-26 Memotong Mesin Potong 16,86 0,8579 30,56 215,06 226,38 2,1 3
O-27 Meratakan Mesin Serut 19,11 0,0182 30 30,56 32,17 0,27 1
008 Lingkaran 5 (1)
O-28 Mengukur Meja Fabrikasi 12,5 0 107,61 107,61 113,28 1,42 2
O-29 Memotong Mesin Potong 14,29 0,7158 30,58 107,61 113,28 1,24 2
O-30 Meratakan Mesin Serut 60 0,0182 30,02 30,58 32,19 0,09 1
O-31 Melubangi Mesin Bor 125 0,0006 30 30,02 31,6 0,04 1
009 Lingkaran 6 (2)
O-32 Mengukur Meja Fabrikasi 14,36 0 144,42 144,42 152,03 1,66 2
O-33 Memotong Mesin Potong 68,19 0,5754 61,32 144,42 152,03 0,35 1
O-34 Meratakan Mesin Serut 17,65 0,0215 60 61,32 64,55 0,58 1
010 Lingkaran 7 (2)
O-35 Mengukur Meja Fabrikasi 58,83 0 112,88 112,88 118,83 0,32 1
O-36 Memotong Mesin Potong 89,56 0,4555 61,46 112,88 118,83 0,21 1
O-37 Meratakan Mesin Serut 23,44 0,0236 60 61,46 64,7 0,44 1
011 Perakitan 1
O-38 Merakit Meja Perakitan 5,81 0 30 30 31,58 0,85 1
012 Perakitan 2
O-39 Merakit Meja Perakitan 5,9 0 30 30 31,58 0,84 1
013 Perakitan 3
O-40 Merakit Meja Perakitan 23,17 0 30 30 31,58 0,22 1
014 Perakitan 4
O-41 Merakit Meja Perakitan 5,2 0 30 30 31,58 0,95 1
III-3
Tabel 3.1 Routing Sheet Rak Buku (Lanjutan)
No.
Operasi Deskripsi Nama Mesin
Produksi
Mesin/Jam
%
Scrap
Bahan
Diminta
Bahan
Disiapkan
Efisiensi
Mesin
Kebutuhan Mesin
Teoritis Aktual
015 Perakitan 5
O-42 Merakit Meja Perakitan 17,05 0 30 30 31,58 0,29 1
016 Perakitan 6
O-43 Merakit Meja Perakitan 722,9 0 30 30 31,58 0,01 1
017 Perakitan 7
O-44 Merakit Meja Perakitan 18,35 0 30 30 31,58 0,27 1
018 Perakitan 8
O-45 Merakit Meja Perakitan 60 0 30 30 31,58 0,09 1
019 Perakitan 9
O-46 Merakit Meja Perakitan 120 0 30 30 31,58 0,05 1
020 Pemeriksaan 1
I-1 Pemeriksaan Meja Perakitan 60 0 30 30 31,58 0,09 1
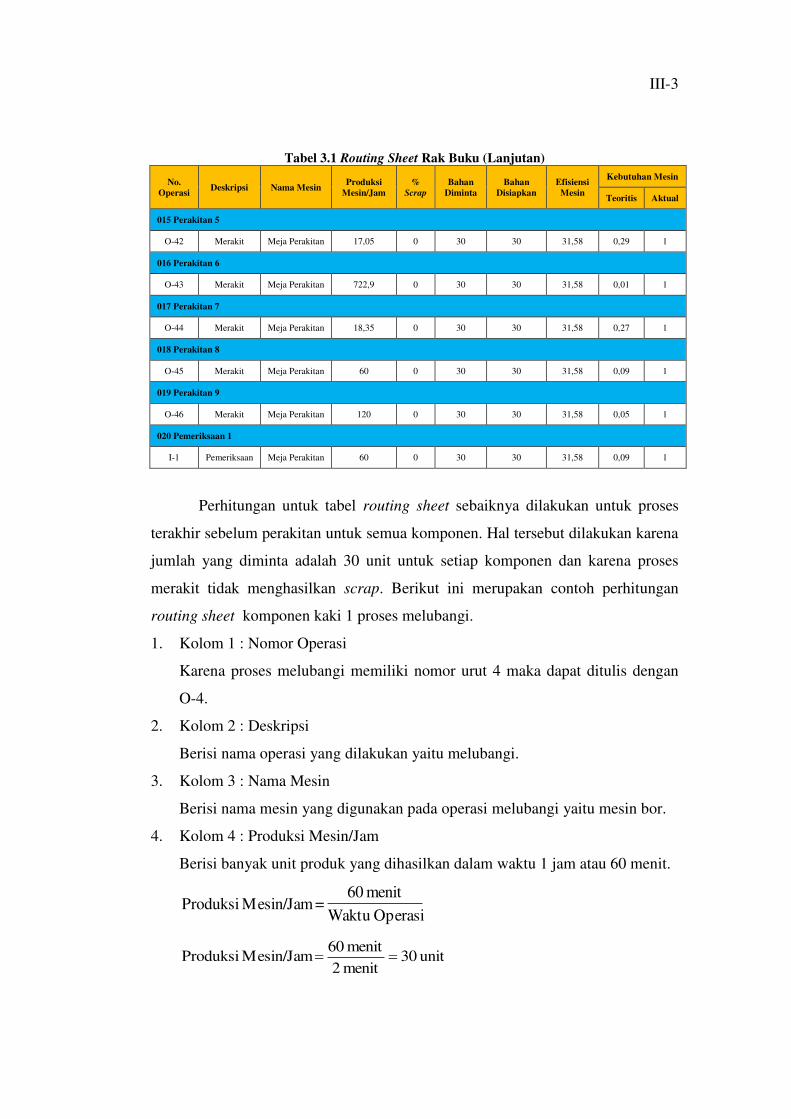
Perhitungan untuk tabel routing sheet sebaiknya dilakukan untuk proses
terakhir sebelum perakitan untuk semua komponen. Hal tersebut dilakukan karena
jumlah yang diminta adalah 30 unit untuk setiap komponen dan karena proses
merakit tidak menghasilkan scrap. Berikut ini merupakan contoh perhitungan
routing sheet komponen kaki 1 proses melubangi.
1. Kolom 1 : Nomor Operasi
Karena proses melubangi memiliki nomor urut 4 maka dapat ditulis dengan
O-4.
2. Kolom 2 : Deskripsi
Berisi nama operasi yang dilakukan yaitu melubangi.
3. Kolom 3 : Nama Mesin
Berisi nama mesin yang digunakan pada operasi melubangi yaitu mesin bor.
4. Kolom 4 : Produksi Mesin/Jam
Berisi banyak unit produk yang dihasilkan dalam waktu 1 jam atau 60 menit.
OperasiWaktu
menit 60 = Mesin/Jam Produksi
unit 30menit 2
menit 60 Mesin/Jam Produksi
III-4
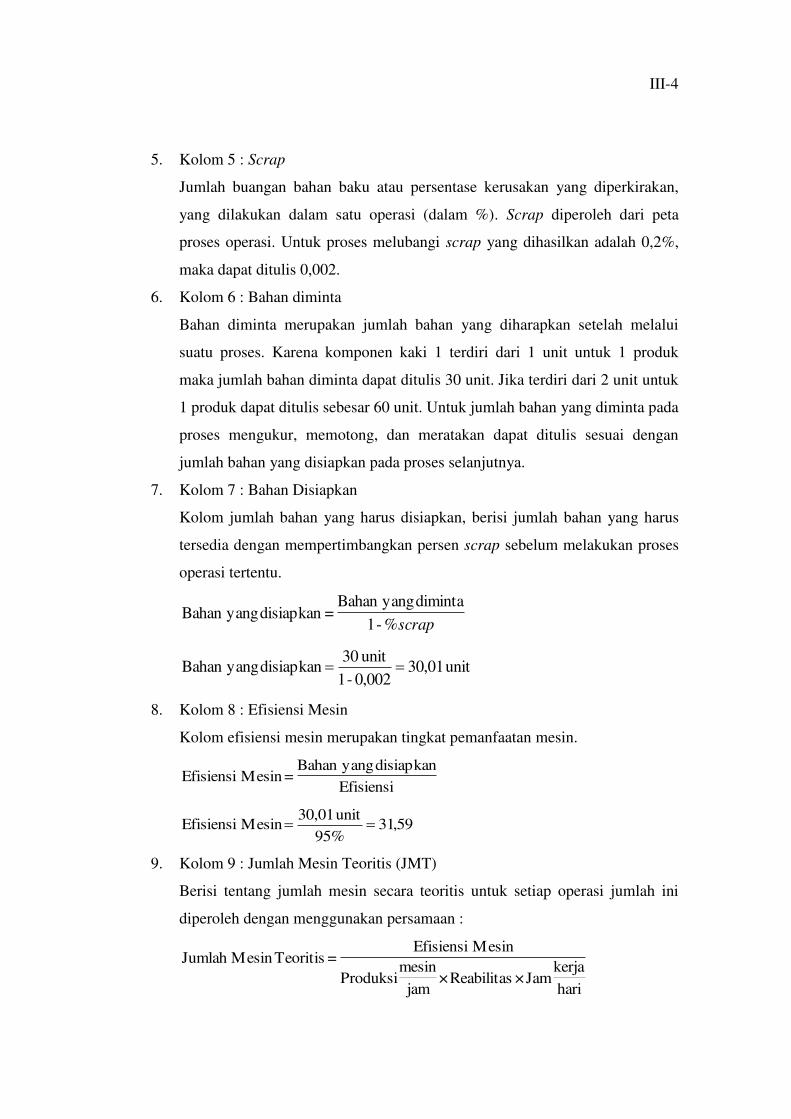
5. Kolom 5 : Scrap
Jumlah buangan bahan baku atau persentase kerusakan yang diperkirakan,
yang dilakukan dalam satu operasi (dalam %). Scrap diperoleh dari peta
proses operasi. Untuk proses melubangi scrap yang dihasilkan adalah 0,2%,
maka dapat ditulis 0,002.
6. Kolom 6 : Bahan diminta
Bahan diminta merupakan jumlah bahan yang diharapkan setelah melalui
suatu proses. Karena komponen kaki 1 terdiri dari 1 unit untuk 1 produk
maka jumlah bahan diminta dapat ditulis 30 unit. Jika terdiri dari 2 unit untuk
1 produk dapat ditulis sebesar 60 unit. Untuk jumlah bahan yang diminta pada
proses mengukur, memotong, dan meratakan dapat ditulis sesuai dengan
jumlah bahan yang disiapkan pada proses selanjutnya.
7. Kolom 7 : Bahan Disiapkan
Kolom jumlah bahan yang harus disiapkan, berisi jumlah bahan yang harus
tersedia dengan mempertimbangkan persen scrap sebelum melakukan proses
operasi tertentu.
scrap% - 1
diminta yangBahan =disiapkan yangBahan
unit 10,30002,0 - 1
unit 30disiapkan yangBahan
8. Kolom 8 : Efisiensi Mesin
Kolom efisiensi mesin merupakan tingkat pemanfaatan mesin.
Efisiensi
disiapkan yangBahan =Mesin Efisiensi
59,3195%
unit 30,01Mesin Efisiensi
9. Kolom 9 : Jumlah Mesin Teoritis (JMT)
Berisi tentang jumlah mesin secara teoritis untuk setiap operasi jumlah ini
diperoleh dengan menggunakan persamaan :
hari
kerjaJam×Reabilitas×
jam
mesinProduksi
Mesin Efisiensi= TeoritisMesin Jumlah
III-5
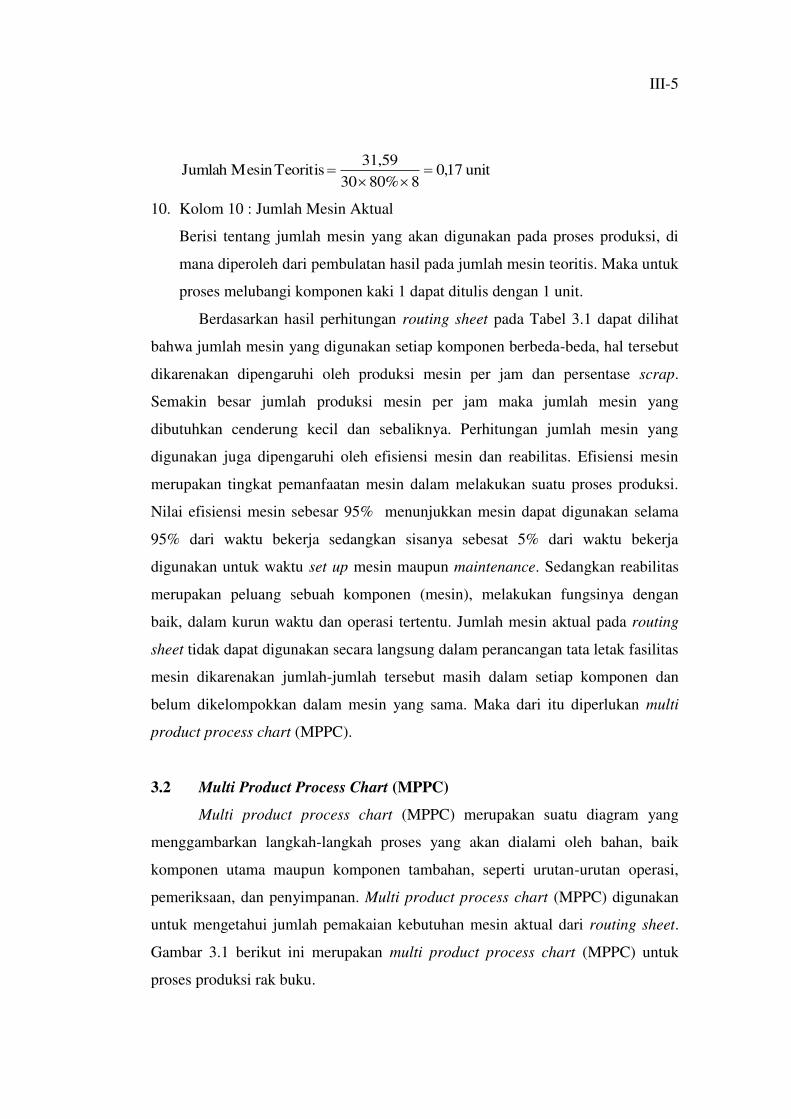
unit 17,0880%30
31,59 TeoritisMesin Jumlah
10. Kolom 10 : Jumlah Mesin Aktual
Berisi tentang jumlah mesin yang akan digunakan pada proses produksi, di
mana diperoleh dari pembulatan hasil pada jumlah mesin teoritis. Maka untuk
proses melubangi komponen kaki 1 dapat ditulis dengan 1 unit.
Berdasarkan hasil perhitungan routing sheet pada Tabel 3.1 dapat dilihat
bahwa jumlah mesin yang digunakan setiap komponen berbeda-beda, hal tersebut
dikarenakan dipengaruhi oleh produksi mesin per jam dan persentase scrap.
Semakin besar jumlah produksi mesin per jam maka jumlah mesin yang
dibutuhkan cenderung kecil dan sebaliknya. Perhitungan jumlah mesin yang
digunakan juga dipengaruhi oleh efisiensi mesin dan reabilitas. Efisiensi mesin
merupakan tingkat pemanfaatan mesin dalam melakukan suatu proses produksi.
Nilai efisiensi mesin sebesar 95% menunjukkan mesin dapat digunakan selama
95% dari waktu bekerja sedangkan sisanya sebesat 5% dari waktu bekerja
digunakan untuk waktu set up mesin maupun maintenance. Sedangkan reabilitas
merupakan peluang sebuah komponen (mesin), melakukan fungsinya dengan
baik, dalam kurun waktu dan operasi tertentu. Jumlah mesin aktual pada routing
sheet tidak dapat digunakan secara langsung dalam perancangan tata letak fasilitas
mesin dikarenakan jumlah-jumlah tersebut masih dalam setiap komponen dan
belum dikelompokkan dalam mesin yang sama. Maka dari itu diperlukan multi
product process chart (MPPC).
3.2 Multi Product Process Chart (MPPC)
Multi product process chart (MPPC) merupakan suatu diagram yang
menggambarkan langkah-langkah proses yang akan dialami oleh bahan, baik
komponen utama maupun komponen tambahan, seperti urutan-urutan operasi,
pemeriksaan, dan penyimpanan. Multi product process chart (MPPC) digunakan
untuk mengetahui jumlah pemakaian kebutuhan mesin aktual dari routing sheet.
Gambar 3.1 berikut ini merupakan multi product process chart (MPPC) untuk
proses produksi rak buku.
III-6
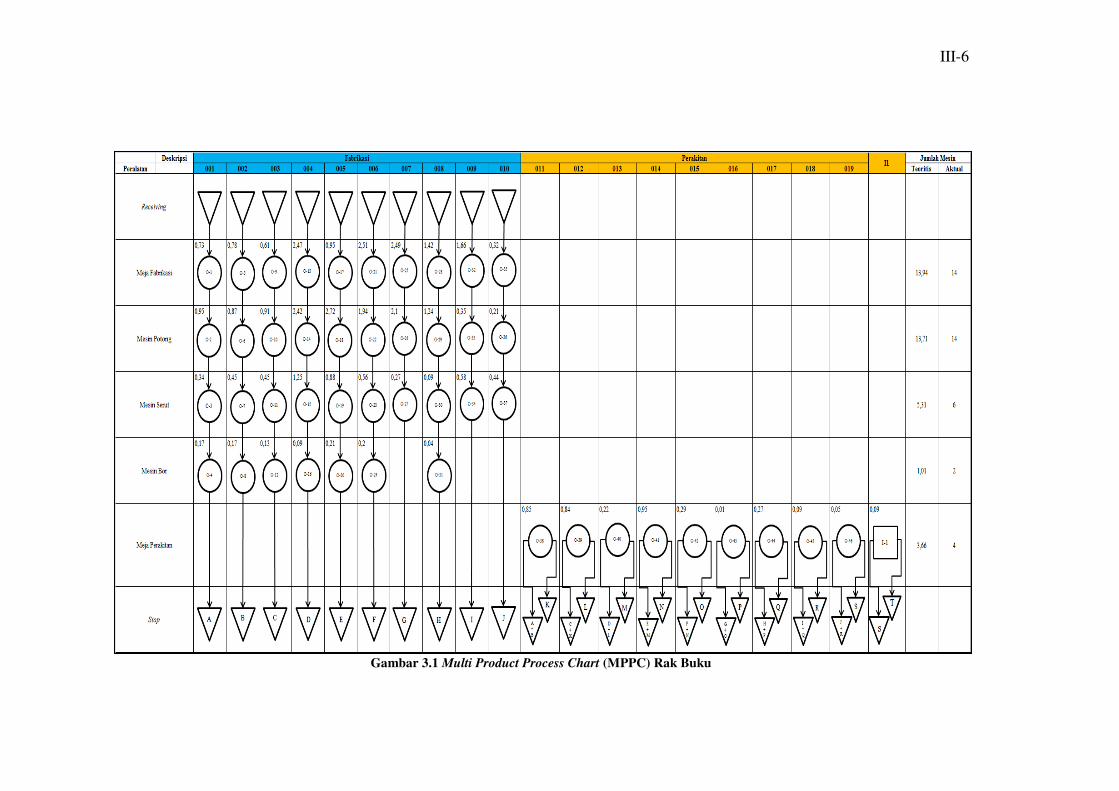
Gambar 3.1 Multi Product Process Chart (MPPC) Rak Buku

III-7
Pembuatan multi product process chart (MPPC) seperti pada Gambar 3.1
perlu memperhatikan beberapa hal yaitu urutan proses operasi pada multi product
process chart (MPPC) harus sama dengan yang diinformasikan pada peta proses
operasi. Contoh yaitu pada peta proses operasi untuk proses pengukuran
komponen utama kaki 1 memiliki nomor urut O-1, maka pada multi product
process chart (MPPC) juga memiliki nomor urut O-1. Simbol-simbol yang
digunakan pada peta proses operasi dan multi product process chart (MPPC)
antara lain operasi, pemeriksaan, dan penyimpanan. Cara penomoran dilakukan
berdasarkan urutan-urutan proses operasi per komponen. Hal terakhir yang perlu
diperhatikan dalam pembuatan multi product process chart (MPPC) yaitu
kebutuhan mesin teoritis pada multi product process chart (MPPC) harus sama
dengan jumlah kebutuhan setiap mesin (misal meja fabrikasi, mesin potong)
dalam satu kegiatan, bukan sama dengan jumlah kebutuhan mesin seluruh mesin
untuk satu komponen.
Berdasarkan multi product process chart (MPPC) pada Gambar 3.1,
jumlah total mesin yang digunakan adalah 40 unit dengan rincian 14 meja
fabrikasi, 14 mesin potong, 6 mesin serut, 2 mesin bor, dan 4 meja fabrikasi.
Mesin potong memiliki kuantitas paling besar dibandingkan dengan mesin yang
lain, hal tersebut disebabkan karena pada routing sheet jumlah produksi mesin
tidak cukup banyak dan scrap yang dihasilkan cukup banyak sehingga akan
mempengaruhi jumlah mesin teoritisnya. Berdasarkan multi product process
chart, dapat dilihat pula bahwa aliran proses produk rak buku berbentuk
intermittent¸ dimana proses setiap komponen dilakukan berulang-ulang sebelum
perakitan. Perbedaan yang jelas antara routing sheet dan multi product process
chart (MPPC) yaitu penentuan jumlah mesin aktual. Pada multi product process
chart (MPPC) penentuan jumlah mesin dikelompokkan berdasarkan kesamaan
dalam mesin yang digunakan. Sehingga teknik yang digunakan dalam
perancangan tata letak fasilitas adalah process layout.

III-8
3.3. Luas Lantai
Luas lantai adalah luas suatu tempat atau area yang akan digunakan dalam
mengolah suatu bahan atau dalam mengerjakan suatu proses produksi.
Perhitungan luas lantai terdiri dari tiga bagian yaitu perhitungan luas lantai
gudang bahan baku (receiving), luas lantai mesin, dan luas lantai gudang barang
jadi (shipping). Perhitungan luas lantai dilakukan untuk memperkirakan
kebutuhan luas lantai bagian produksi.
3.3.1. Luas Lantai Bahan
Perhitungan luas lantai bahan terdiri dari dua bagian yaitu perhitungan luas
lantai gudang bahan baku model tumpukan dan perhitungan luas lantai gudang
bahan baku model rak. Gudang bahan baku model tumpukan digunakan untuk
menyimpan komponen utama yang memiliki dimensi yang relatif lebih besar.
Sedangkan gudang bahan baku model rak digunakan untuk menyimpan
komponen tambahan yang memiliki dimensi yang relatif lebih kecil.
3.3.1.1 Gudang Bahan Baku Model Tumpukan
Perhitungan luas lantai gudang bahan baku model tumpukan dilakukan
untuk memperkirakan area yang dibutuhkan untuk menyimpan komponen utama
yang memiliki dimensi atau ukuran relatif lebih besar. Data-data yang diperlukan
untuk perhitungan luas lantai gudang bahan baku model tumpukan yaitu nomor
komponen, nama komponen, jumlah komponen, tipe material, dan ukuran per
potong. Data-data tersebut dapat diperoleh dari data komponen utama, peta proses
operasi, dan routing sheet. Tabel 3.2 berikut ini merupakan hasil perhitungan luas
lantai gudang bahan baku model tumpukan.
Tabel 3.2 Luas Lantai Model Tumpukan
No. Komp
Nama Komponen
Tipe
Ukuran (cm) Volume
(m3)
Bahan/Minggu Volume
Total (m3)
Tinggi
Tumpukan (m)
Luas
Lantai (m
2)
Allowance (200%)
Total
Luas (m
2)
P L T D
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11)
1 Kaki 1 Kayu 91 31 1
0,002821 290 0,82 1 0,82 1,64 2,46
2 Kaki 2 Kayu 91 31 1
0,002821 290 0,82 1 0,82 1,64 2,46
3 Kaki 3 Kayu 91 31 1
0,002821 290 0,82 1 0,82 1,64 2,46
4 Lingkaran 1 Kayu 66 66 1
0,004356 830 3,62 1 3,62 7,24 10,86
III-9
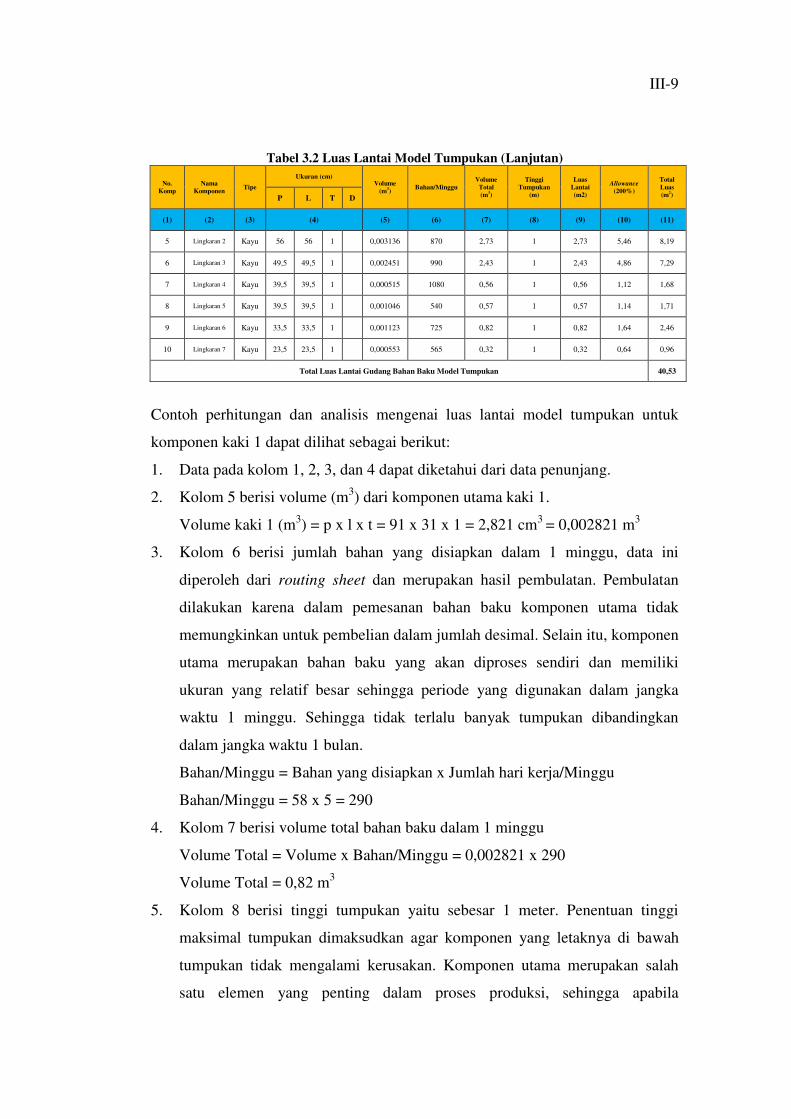
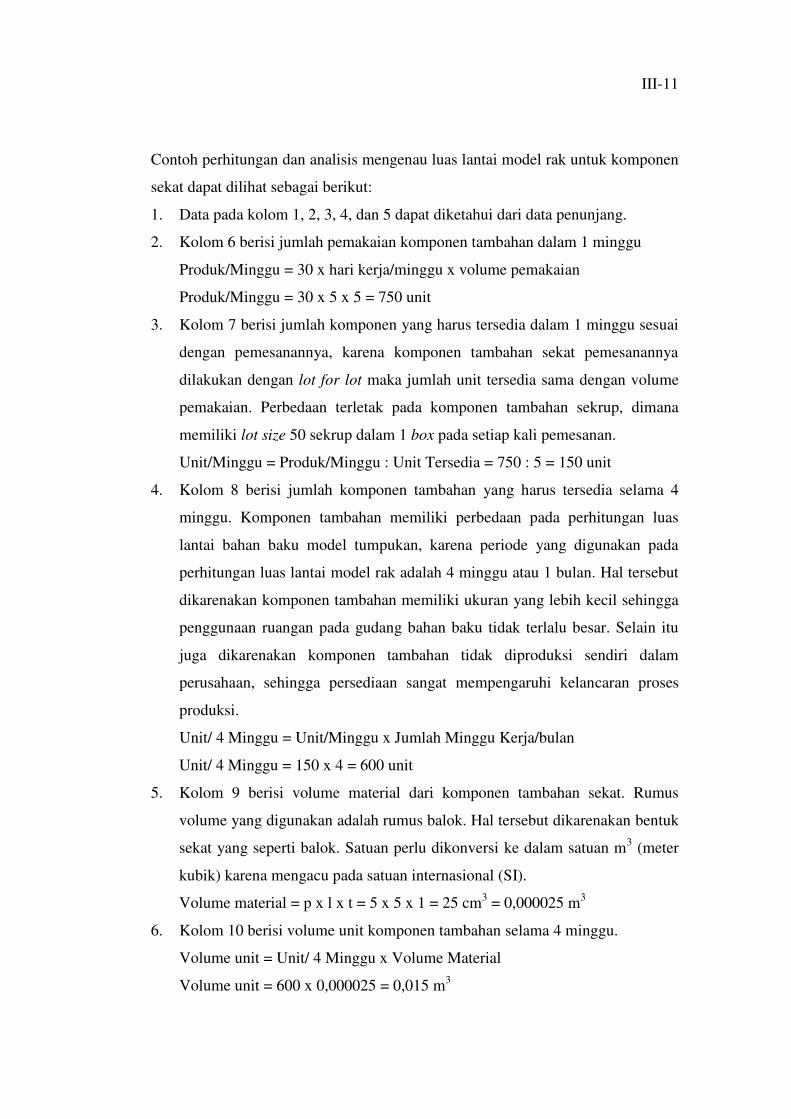
Tabel 3.2 Luas Lantai Model Tumpukan (Lanjutan)
No.
Komp
Nama
Komponen Tipe
Ukuran (cm) Volume
(m3)
Bahan/Minggu
Volume
Total
(m3)
Tinggi
Tumpukan
(m)
Luas
Lantai
(m2)
Allowance
(200%)
Total
Luas
(m2)
P L T D
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11)
5 Lingkaran 2 Kayu 56 56 1
0,003136 870 2,73 1 2,73 5,46 8,19
6 Lingkaran 3 Kayu 49,5 49,5 1
0,002451 990 2,43 1 2,43 4,86 7,29
7 Lingkaran 4 Kayu 39,5 39,5 1
0,000515 1080 0,56 1 0,56 1,12 1,68
8 Lingkaran 5 Kayu 39,5 39,5 1
0,001046 540 0,57 1 0,57 1,14 1,71
9 Lingkaran 6 Kayu 33,5 33,5 1
0,001123 725 0,82 1 0,82 1,64 2,46
10 Lingkaran 7 Kayu 23,5 23,5 1
0,000553 565 0,32 1 0,32 0,64 0,96
Total Luas Lantai Gudang Bahan Baku Model Tumpukan 40,53
Contoh perhitungan dan analisis mengenai luas lantai model tumpukan untuk
komponen kaki 1 dapat dilihat sebagai berikut:
1. Data pada kolom 1, 2, 3, dan 4 dapat diketahui dari data penunjang.
2. Kolom 5 berisi volume (m3) dari komponen utama kaki 1.
Volume kaki 1 (m3) = p x l x t = 91 x 31 x 1 = 2,821 cm
3 = 0,002821 m
3
3. Kolom 6 berisi jumlah bahan yang disiapkan dalam 1 minggu, data ini
diperoleh dari routing sheet dan merupakan hasil pembulatan. Pembulatan
dilakukan karena dalam pemesanan bahan baku komponen utama tidak
memungkinkan untuk pembelian dalam jumlah desimal. Selain itu, komponen
utama merupakan bahan baku yang akan diproses sendiri dan memiliki
ukuran yang relatif besar sehingga periode yang digunakan dalam jangka
waktu 1 minggu. Sehingga tidak terlalu banyak tumpukan dibandingkan
dalam jangka waktu 1 bulan.
Bahan/Minggu = Bahan yang disiapkan x Jumlah hari kerja/Minggu
Bahan/Minggu = 58 x 5 = 290
4. Kolom 7 berisi volume total bahan baku dalam 1 minggu
Volume Total = Volume x Bahan/Minggu = 0,002821 x 290
Volume Total = 0,82 m3
5. Kolom 8 berisi tinggi tumpukan yaitu sebesar 1 meter. Penentuan tinggi
maksimal tumpukan dimaksudkan agar komponen yang letaknya di bawah
tumpukan tidak mengalami kerusakan. Komponen utama merupakan salah
satu elemen yang penting dalam proses produksi, sehingga apabila
III-10
mengalami kerusakan akan menghambat proses produksi dan target produksi
tidak dapat tercapai.
6. Kolom 9 berisi luas lantai yang diperoleh dengan persamaan:
Luas Lantai (m2) = Volume Total : Tinggi Tumpukan = 0,82 : 1 = 0,82 m
2
7. Kolom 10 berisi kelonggaran atau toleransi yang diberikan agar proses
produksi berjalan dengan lancar. Kelonggaran ditentukan dengan
mempertimbangkan faktor operator, mesin, dan bahan baku. Sehingga dalam
pemindahan bahan baku, operator tidak akan mengalami kesulitan dan
kualitas bahan baku tetap terjamin.
Allowance = Luas Lantai x allowance 200% = 0,82 x 200% = 1,64 m2
8. Kolom 11 berisi total luas lantai yang diperlukan untuk komponen utama.
Total Luas Lantai = Luas Lantai + Allowance = 0,82 + 1,64 = 2,46 m2
Berdasarkan hasil perhitungan tersebut, maka luas area yang diperlukan untuk
menyimpan komponen kaki 1 dalam gudang bahan baku (receiving) yaitu
2,46 m2.
3.3.1.2 Gudang Bahan Baku Model Rak
Perhitungan luas lantai gudang bahan baku model rak dilakukan untuk
memperkirakan area yang dibutuhkan untuk menyimpan komponen tambahan
yang memiliki dimensi atau ukuran relatif lebih kecil. Data-data yang diperlukan
untuk perhitungan luas lantai gudang bahan baku model rak yaitu nomor
komponen, nama komponen, jumlah komponen, volume pemakaian, ukuran per
potong, dan unit tersedia. Data-data tersebut dapat diperoleh dari data komponen
tambahan, peta proses operasi, dan routing sheet. Tabel 3.3 berikut ini merupakan
hasil perhitungan luas lantai gudang bahan baku model rak.
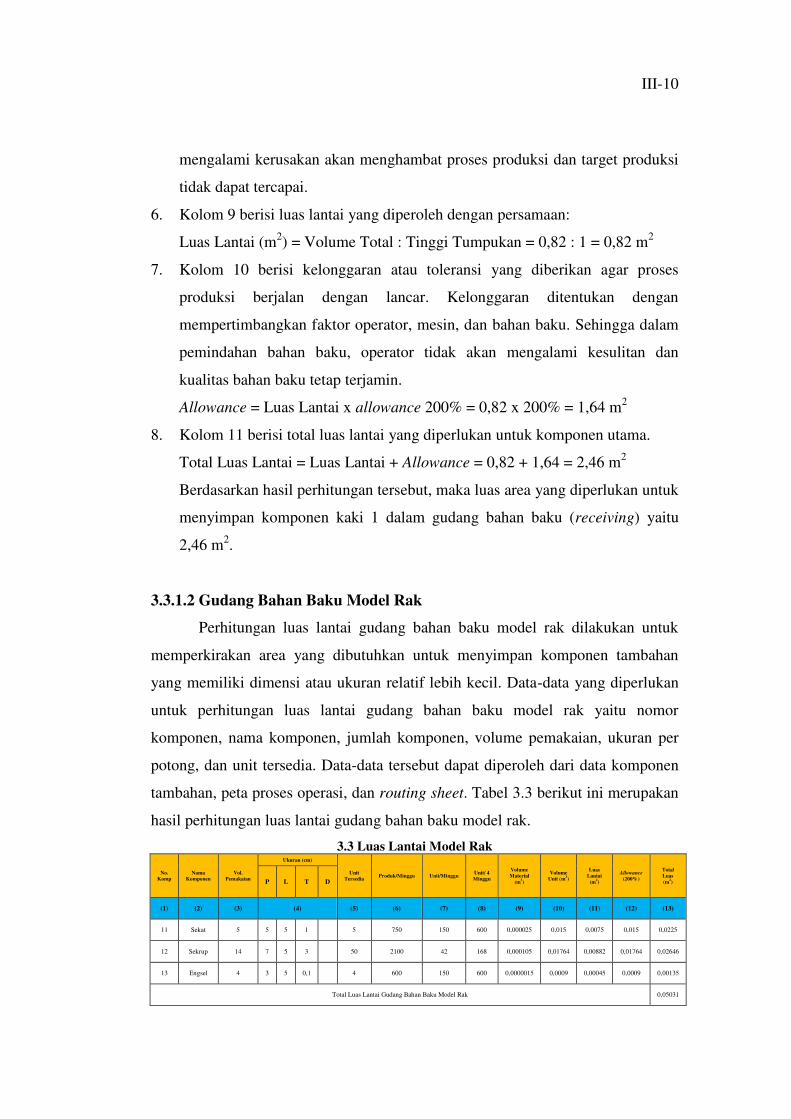
3.3 Luas Lantai Model Rak
No.
Komp
Nama
Komponen
Vol.
Pemakaian
Ukuran (cm)
Unit
Tersedia Produk/Minggu Unit/Minggu
Unit/ 4
Minggu
Volume
Material
(m3)
Volume
Unit (m3)
Luas
Lantai
(m2)
Allowance
(200%)
Total
Luas
(m2) P L T D
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13)
11 Sekat 5 5 5 1
5 750 150 600 0,000025 0,015 0,0075 0,015 0,0225
12 Sekrup 14 7 5 3
50 2100 42 168 0,000105 0,01764 0,00882 0,01764 0,02646
13 Engsel 4 3 5 0,1
4 600 150 600 0,0000015 0,0009 0,00045 0,0009 0,00135
Total Luas Lantai Gudang Bahan Baku Model Rak 0,05031
III-11
Contoh perhitungan dan analisis mengenau luas lantai model rak untuk komponen
sekat dapat dilihat sebagai berikut:
1. Data pada kolom 1, 2, 3, 4, dan 5 dapat diketahui dari data penunjang.
2. Kolom 6 berisi jumlah pemakaian komponen tambahan dalam 1 minggu
Produk/Minggu = 30 x hari kerja/minggu x volume pemakaian
Produk/Minggu = 30 x 5 x 5 = 750 unit
3. Kolom 7 berisi jumlah komponen yang harus tersedia dalam 1 minggu sesuai
dengan pemesanannya, karena komponen tambahan sekat pemesanannya
dilakukan dengan lot for lot maka jumlah unit tersedia sama dengan volume
pemakaian. Perbedaan terletak pada komponen tambahan sekrup, dimana
memiliki lot size 50 sekrup dalam 1 box pada setiap kali pemesanan.
Unit/Minggu = Produk/Minggu : Unit Tersedia = 750 : 5 = 150 unit
4. Kolom 8 berisi jumlah komponen tambahan yang harus tersedia selama 4
minggu. Komponen tambahan memiliki perbedaan pada perhitungan luas
lantai bahan baku model tumpukan, karena periode yang digunakan pada
perhitungan luas lantai model rak adalah 4 minggu atau 1 bulan. Hal tersebut
dikarenakan komponen tambahan memiliki ukuran yang lebih kecil sehingga
penggunaan ruangan pada gudang bahan baku tidak terlalu besar. Selain itu
juga dikarenakan komponen tambahan tidak diproduksi sendiri dalam
perusahaan, sehingga persediaan sangat mempengaruhi kelancaran proses
produksi.
Unit/ 4 Minggu = Unit/Minggu x Jumlah Minggu Kerja/bulan
Unit/ 4 Minggu = 150 x 4 = 600 unit
5. Kolom 9 berisi volume material dari komponen tambahan sekat. Rumus
volume yang digunakan adalah rumus balok. Hal tersebut dikarenakan bentuk
sekat yang seperti balok. Satuan perlu dikonversi ke dalam satuan m3 (meter
kubik) karena mengacu pada satuan internasional (SI).
Volume material = p x l x t = 5 x 5 x 1 = 25 cm3 = 0,000025 m
3
6. Kolom 10 berisi volume unit komponen tambahan selama 4 minggu.
Volume unit = Unit/ 4 Minggu x Volume Material
Volume unit = 600 x 0,000025 = 0,015 m3
III-12
7. Kolom 11 berisi luas lantai yang diperlukan untuk komponen tambahan sekat
dengan mempertimbangkan tinggi maksimal model rak yaitu 2 meter.
Ketinggian maksimal dipilih 2 meter karena rata-rata tinggi manusia tidak
lebih dari 2 meter sehingga meskipun cukup tinggi namun dengan dimensi
yang relatif lebih kecil diharapkan operator akan mudah dalam menjangkau
komponen tambahan tersebut. Selain itu, tinggi maksimal 2 meter dapat
menghemat penggunaan ruangan gudang bahan baku.
Luas Lantai = Volume Unit : Tinggi maksimal model rak
Luas Lantai = 0,015 : 2 = 0,0075 m2
8. Kolom 12 berisi kelonggaran atau toleransi yang diberikan agar proses
produksi berjalan dengan lancar. Kelonggaran ditentukan dengan
mempertimbangkan faktor operator, mesin, dan bahan baku. Sehingga dalam
pemindahan bahan baku komponen tambahan, operator tidak akan mengalami
kesulitan dan kualitas bahan baku tetap terjamin. Pemberian kelonggaran
diasumsikan 100% untuk area pengambilan yang dilakukan oleh operator
sedangkan sisanya 100% untuk gang sehingga aliran bahan tetap lancar.
Allowance = Luas Lantai x allowance 200% = 0,0075 x 200% = 0,015 m2
9. Kolom 11 berisi total luas lantai yang diperlukan untuk komponen tambahan.
Total Luas Lantai = Luas Lantai + Allowance = 0,0075 + 0,015 = 0,0225 m2
Berdasarkan hasil perhitungan tersebut, maka luas area yang diperlukan untuk
menyimpan komponen tambahan sekat dalam gudang bahan baku (receiving)
yaitu 0,0225 m2.
3.3.2 Luas Lantai Mesin
Perhitungan luas lantai mesin dilakukan untuk memperkirakan area yang
akan digunakan untuk menempatkan mesin-mesin yang akan digunakan selama
proses produksi. Dalam perhitungan luas lantai mesin, perlu diperhatikan
mengenai gang. Penentuan besarnya gang dipengaruhi oleh ukuran faktor
manusia, peralatan atau mesin, dan bahan baku yang digunakan. Data-data yang
diperlukan untuk perhitungan luas lantai mesin yaitu nama mesin atau peralatan,
jumlah mesin atau peralatan, ukuran mesin atau peralatan, dan toleransi bahan.
III-13
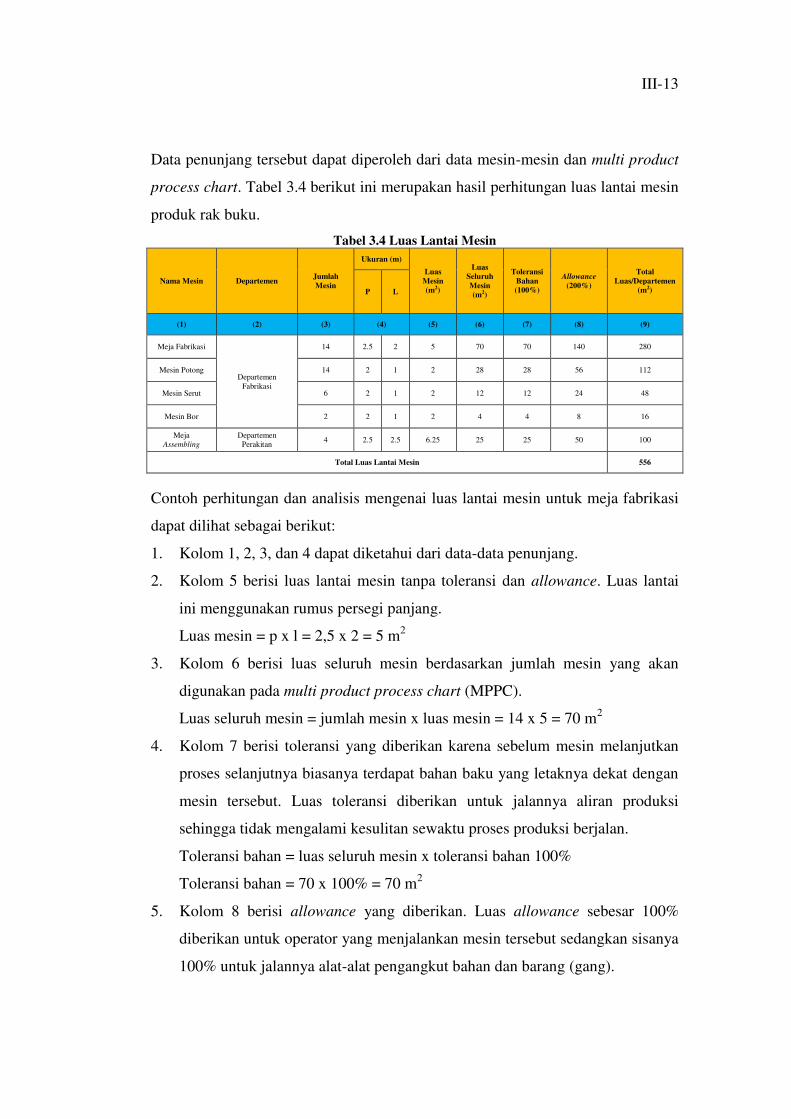
Data penunjang tersebut dapat diperoleh dari data mesin-mesin dan multi product
process chart. Tabel 3.4 berikut ini merupakan hasil perhitungan luas lantai mesin
produk rak buku.
Tabel 3.4 Luas Lantai Mesin
Nama Mesin Departemen Jumlah
Mesin
Ukuran (m)
Luas
Mesin
(m2)
Luas
Seluruh
Mesin
(m2)
Toleransi
Bahan
(100%)
Allowance
(200%)
Total
Luas/Departemen
(m2) P L
(1) (2) (3) (4) (5) (6) (7) (8) (9)
Meja Fabrikasi
Departemen
Fabrikasi
14 2.5 2 5 70 70 140 280
Mesin Potong 14 2 1 2 28 28 56 112
Mesin Serut 6 2 1 2 12 12 24 48
Mesin Bor 2 2 1 2 4 4 8 16
Meja
Assembling
Departemen
Perakitan 4 2.5 2.5 6.25 25 25 50 100
Total Luas Lantai Mesin 556
Contoh perhitungan dan analisis mengenai luas lantai mesin untuk meja fabrikasi
dapat dilihat sebagai berikut:
1. Kolom 1, 2, 3, dan 4 dapat diketahui dari data-data penunjang.
2. Kolom 5 berisi luas lantai mesin tanpa toleransi dan allowance. Luas lantai
ini menggunakan rumus persegi panjang.
Luas mesin = p x l = 2,5 x 2 = 5 m2
3. Kolom 6 berisi luas seluruh mesin berdasarkan jumlah mesin yang akan
digunakan pada multi product process chart (MPPC).
Luas seluruh mesin = jumlah mesin x luas mesin = 14 x 5 = 70 m2
4. Kolom 7 berisi toleransi yang diberikan karena sebelum mesin melanjutkan
proses selanjutnya biasanya terdapat bahan baku yang letaknya dekat dengan
mesin tersebut. Luas toleransi diberikan untuk jalannya aliran produksi
sehingga tidak mengalami kesulitan sewaktu proses produksi berjalan.
Toleransi bahan = luas seluruh mesin x toleransi bahan 100%
Toleransi bahan = 70 x 100% = 70 m2
5. Kolom 8 berisi allowance yang diberikan. Luas allowance sebesar 100%
diberikan untuk operator yang menjalankan mesin tersebut sedangkan sisanya
100% untuk jalannya alat-alat pengangkut bahan dan barang (gang).
III-14
Allowance = luas seluruh mesin x allowance 200%
Allowance =70 x 200% = 140 m2
6. Kolom 9 berisi total luas departemen berdasarkan luas seluruh mesin,
toleransi bahan, dan allowance.
Total luas/departemen = luas seluruh mesin + toleransi bahan + allowance
Total luas/departemen = 70 + 70 + 140 = 280 m2
Berdasarkan hasil tersebut, maka luas area yang dibutuhkan untuk proses
pengukuran dengan meja fabrikasi adalah sebesar 280 m2.
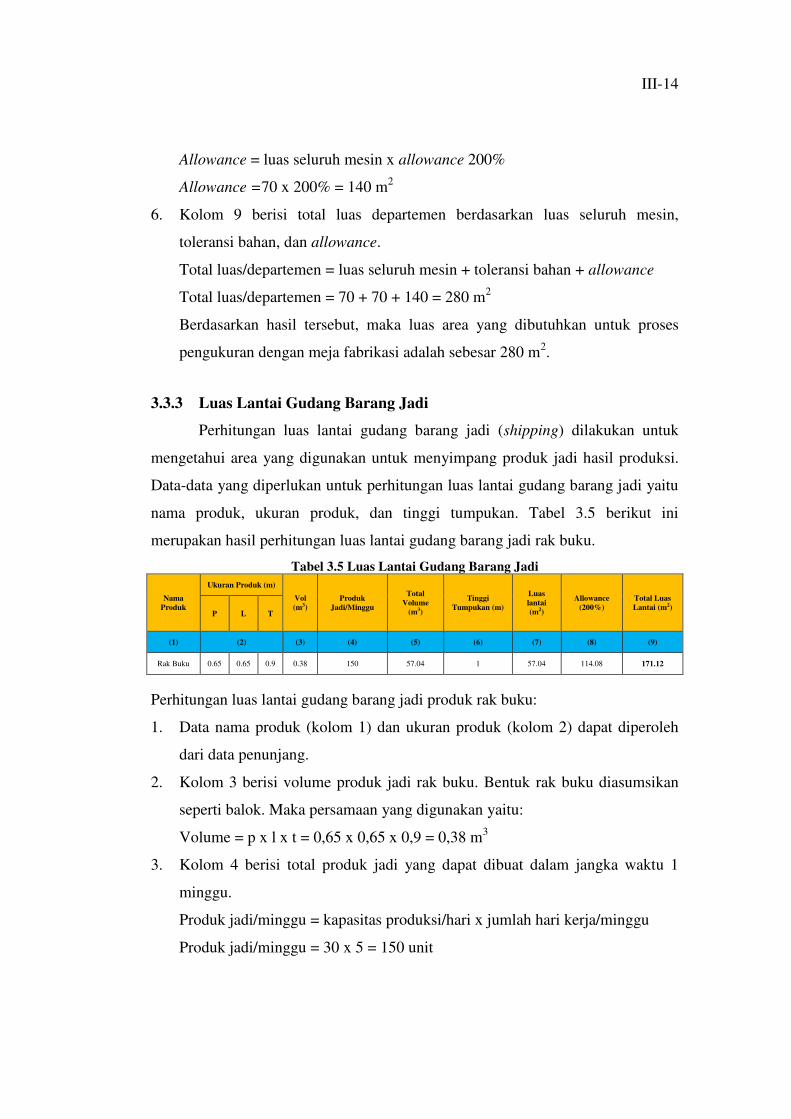
3.3.3 Luas Lantai Gudang Barang Jadi
Perhitungan luas lantai gudang barang jadi (shipping) dilakukan untuk
mengetahui area yang digunakan untuk menyimpang produk jadi hasil produksi.
Data-data yang diperlukan untuk perhitungan luas lantai gudang barang jadi yaitu
nama produk, ukuran produk, dan tinggi tumpukan. Tabel 3.5 berikut ini
merupakan hasil perhitungan luas lantai gudang barang jadi rak buku.
Tabel 3.5 Luas Lantai Gudang Barang Jadi
Nama
Produk
Ukuran Produk (m)
Vol
(m3)
Produk
Jadi/Minggu
Total
Volume
(m3)
Tinggi
Tumpukan (m)
Luas
lantai
(m2)
Allowance
(200%)
Total Luas
Lantai (m2) P L T
(1) (2) (3) (4) (5) (6) (7) (8) (9)
Rak Buku 0.65 0.65 0.9 0.38 150 57.04 1 57.04 114.08 171.12
Perhitungan luas lantai gudang barang jadi produk rak buku:
1. Data nama produk (kolom 1) dan ukuran produk (kolom 2) dapat diperoleh
dari data penunjang.
2. Kolom 3 berisi volume produk jadi rak buku. Bentuk rak buku diasumsikan
seperti balok. Maka persamaan yang digunakan yaitu:
Volume = p x l x t = 0,65 x 0,65 x 0,9 = 0,38 m3
3. Kolom 4 berisi total produk jadi yang dapat dibuat dalam jangka waktu 1
minggu.
Produk jadi/minggu = kapasitas produksi/hari x jumlah hari kerja/minggu
Produk jadi/minggu = 30 x 5 = 150 unit
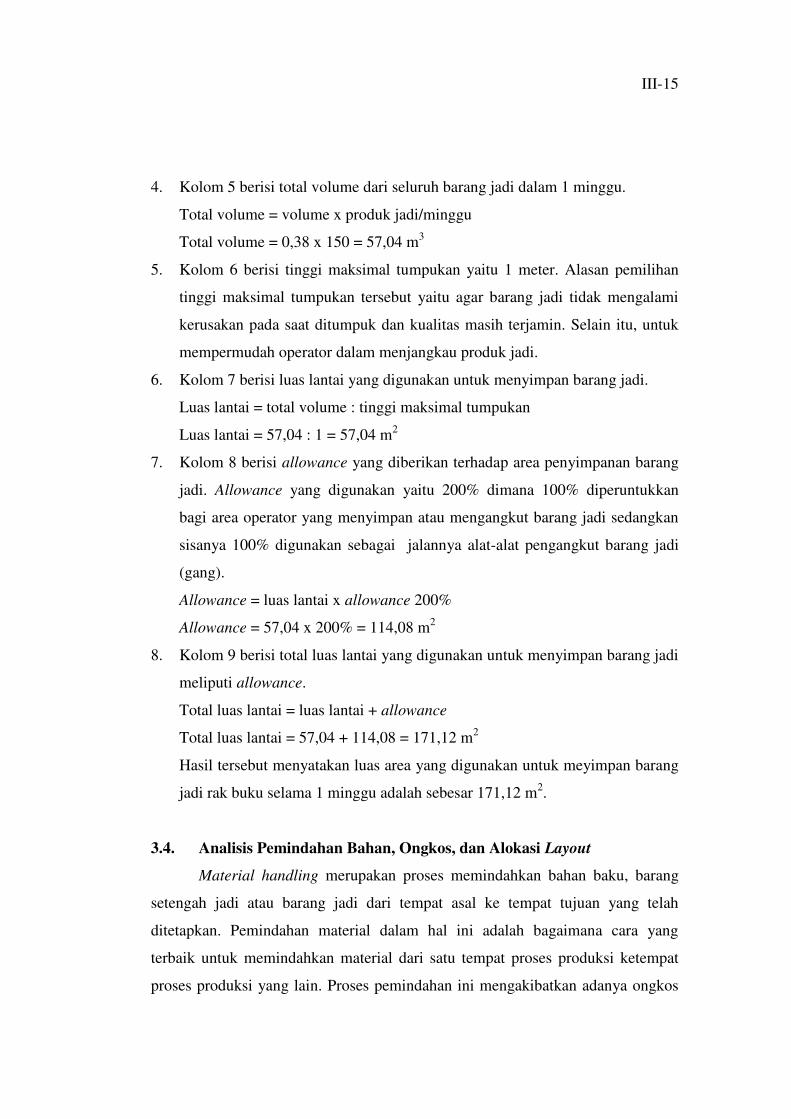
III-15
4. Kolom 5 berisi total volume dari seluruh barang jadi dalam 1 minggu.
Total volume = volume x produk jadi/minggu
Total volume = 0,38 x 150 = 57,04 m3
5. Kolom 6 berisi tinggi maksimal tumpukan yaitu 1 meter. Alasan pemilihan
tinggi maksimal tumpukan tersebut yaitu agar barang jadi tidak mengalami
kerusakan pada saat ditumpuk dan kualitas masih terjamin. Selain itu, untuk
mempermudah operator dalam menjangkau produk jadi.
6. Kolom 7 berisi luas lantai yang digunakan untuk menyimpan barang jadi.
Luas lantai = total volume : tinggi maksimal tumpukan
Luas lantai = 57,04 : 1 = 57,04 m2
7. Kolom 8 berisi allowance yang diberikan terhadap area penyimpanan barang
jadi. Allowance yang digunakan yaitu 200% dimana 100% diperuntukkan
bagi area operator yang menyimpan atau mengangkut barang jadi sedangkan
sisanya 100% digunakan sebagai jalannya alat-alat pengangkut barang jadi
(gang).
Allowance = luas lantai x allowance 200%
Allowance = 57,04 x 200% = 114,08 m2
8. Kolom 9 berisi total luas lantai yang digunakan untuk menyimpan barang jadi
meliputi allowance.
Total luas lantai = luas lantai + allowance
Total luas lantai = 57,04 + 114,08 = 171,12 m2
Hasil tersebut menyatakan luas area yang digunakan untuk meyimpan barang
jadi rak buku selama 1 minggu adalah sebesar 171,12 m2.
3.4. Analisis Pemindahan Bahan, Ongkos, dan Alokasi Layout
Material handling merupakan proses memindahkan bahan baku, barang
setengah jadi atau barang jadi dari tempat asal ke tempat tujuan yang telah
ditetapkan. Pemindahan material dalam hal ini adalah bagaimana cara yang
terbaik untuk memindahkan material dari satu tempat proses produksi ketempat
proses produksi yang lain. Proses pemindahan ini mengakibatkan adanya ongkos

III-16
pemindahan bahan yang mencakup jeins alat angkut dan jarak pemindahan.
Berdasarkan aktivitas tersebut maka menyebabkan perlunya melakukan penentuan
alokasi terhadap tata letak dari suatu pabrik.
3.4.1 Proses Pemindahan Bahan
Pemindahan bahan baku untuk produk rak buku dimulai dari gudang
bahan baku (receiving) model tumpukan. Bahan baku yang akan dipindahkan dari
gudang bahan baku model tumpukan yaitu kaki 1, kaki 2, kaki 3, lingkaran 1,
lingkaran 2, lingkaran 3, lingkaran 4, lingkaran 5, lingkaran 6, dan lingkaran 7.
Proses pemindahan yang pertama yaitu memindahkan semua komponen utama
menuju ruang pengukuran melewati gudang bahan baku (receiving) model rak.
Selanjutnya adalah proses pemindahan semua hasil pengukuran menuju ruang
pemotongan. Setelah dilakukan proses pemotongan, maka selanjutnya
dipindahkan menuju ruang penghalusan. Beberapa komponen utama hasil
penghalusan seperti kaki 1, kaki 2, kaki 3, lingkaran 1, lingkaran 2, lingkaran 3,
dan lingkaran 5 perlu dipindahkan ke ruang mesin bor untuk dilakukan proses
membuat lubang. Sementara itu, komponen utama seperti lingkaran 4, lingkaran
6, dan lingkaran 7 langsung dipindahkan ke ruang perakitan tanpa proses
melubangi.
Komponen utama yang telah melalui proses melubangi selanjutnya
dipindahkan ke ruang perakitan. Komponen tambahan yang berada di gudang
bahan baku (receiving) model rak langsung dipindahkan menuju ruang perakitan.
Karena komponen tambahan tidak mengalami proses untuk perubahan bentuk atau
dimensi. Komponen utama dan komponen tambahan yang terdapat pada ruang
perakitan, selanjutnya melalui proses perakitan hingga menjadi produk rak buku.
Produk rak buku yang telah dirakit selanjutnya dipindahkan ke gudang barang jadi
(shipping). Proses pemindahan barang dari satu departemen ke departemen lain
dalam lantai produksi tentunya membutuhkan alat angkut. Alat angkut yang dapat
digunakan yaitu orang untuk bobot maksimal 25 kg dengan ongkos Rp 500/meter,
walky pallet untuk bobot maksimal 150 kg dengan ongkos Rp 1.000/meter, dan
hand truck untuk bobot lebih dari 150 kg dengan ongkos 1.500 meter. Penentuan
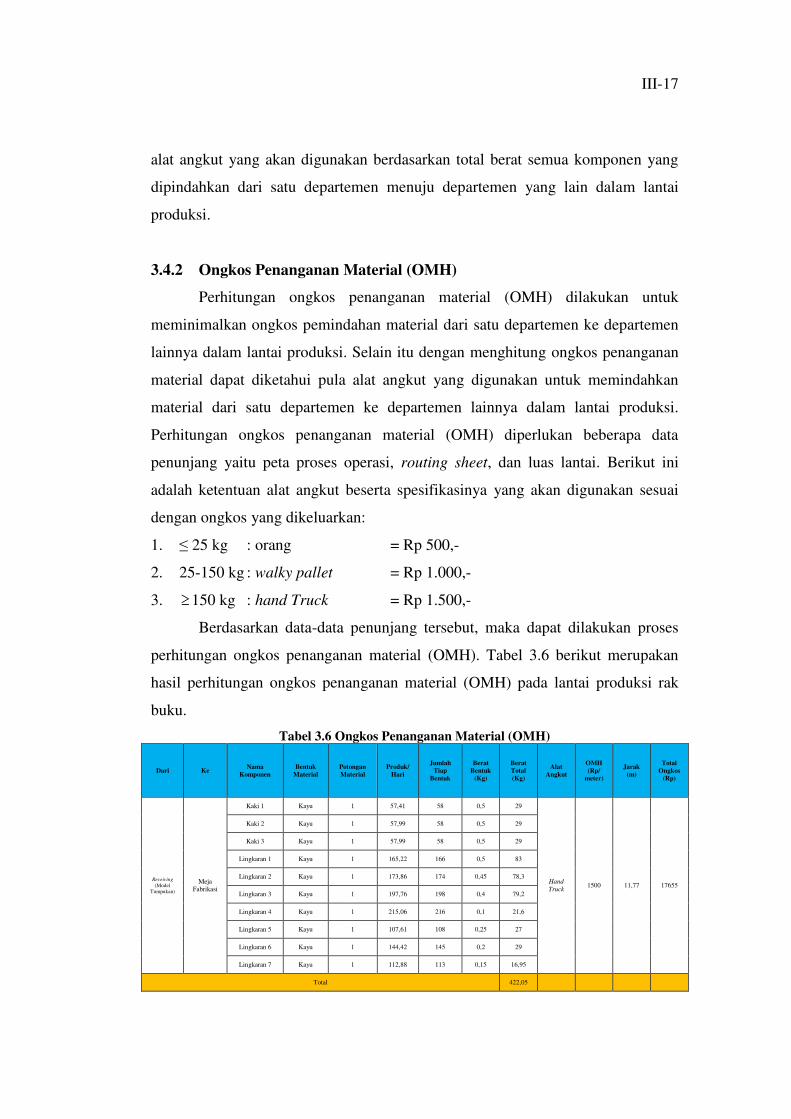
III-17
alat angkut yang akan digunakan berdasarkan total berat semua komponen yang
dipindahkan dari satu departemen menuju departemen yang lain dalam lantai
produksi.
3.4.2 Ongkos Penanganan Material (OMH)
Perhitungan ongkos penanganan material (OMH) dilakukan untuk
meminimalkan ongkos pemindahan material dari satu departemen ke departemen
lainnya dalam lantai produksi. Selain itu dengan menghitung ongkos penanganan
material dapat diketahui pula alat angkut yang digunakan untuk memindahkan
material dari satu departemen ke departemen lainnya dalam lantai produksi.
Perhitungan ongkos penanganan material (OMH) diperlukan beberapa data
penunjang yaitu peta proses operasi, routing sheet, dan luas lantai. Berikut ini
adalah ketentuan alat angkut beserta spesifikasinya yang akan digunakan sesuai
dengan ongkos yang dikeluarkan:
1. ≤ 25 kg : orang = Rp 500,-
2. 25-150 kg : walky pallet = Rp 1.000,-
3. 150 kg : hand Truck = Rp 1.500,-
Berdasarkan data-data penunjang tersebut, maka dapat dilakukan proses
perhitungan ongkos penanganan material (OMH). Tabel 3.6 berikut merupakan
hasil perhitungan ongkos penanganan material (OMH) pada lantai produksi rak
buku.
Tabel 3.6 Ongkos Penanganan Material (OMH)
Dari Ke Nama
Komponen
Bentuk
Material
Potongan
Material
Produk/
Hari
Jumlah
Tiap
Bentuk
Berat
Bentuk
(Kg)
Berat
Total
(Kg)
Alat
Angkut
OMH
(Rp/
meter)
Jarak
(m)
Total
Ongkos
(Rp)
Receiving
(Model
Tumpukan)
Meja
Fabrikasi
Kaki 1 Kayu 1 57,41 58 0,5 29
Hand
Truck 1500 11,77 17655
Kaki 2 Kayu 1 57,99 58 0,5 29
Kaki 3 Kayu 1 57,99 58 0,5 29
Lingkaran 1 Kayu 1 165,22 166 0,5 83
Lingkaran 2 Kayu 1 173,86 174 0,45 78,3
Lingkaran 3 Kayu 1 197,76 198 0,4 79,2
Lingkaran 4 Kayu 1 215,06 216 0,1 21,6
Lingkaran 5 Kayu 1 107,61 108 0,25 27
Lingkaran 6 Kayu 1 144,42 145 0,2 29
Lingkaran 7 Kayu 1 112,88 113 0,15 16,95
Total 422,05

III-18
Tabel 3.6 Ongkos Penanganan Material (OMH) (Lanjutan)
Dari Ke Nama
Komponen
Bentuk
Material
Potongan
Material
Produk/
Hari
Jumlah Tiap
Bentuk
Berat Bentuk
(Kg)
Berat Total
(Kg)
Alat
Angkut
OMH (Rp/
meter)
Jarak
(m)
Total Ongkos
(Rp)
Meja
Fabrikasi
Mesin
Potong
Kaki 1 Kayu 1 57,41 58 0,5 29
Hand
Truck 1500 13,66 20490
Kaki 2 Kayu 1 57,99 58 0,5 29
Kaki 3 Kayu 1 57,99 58 0,5 29
Lingkaran 1 Kayu 1 165,22 166 0,5 83
Lingkaran 2 Kayu 1 173,86 174 0,45 78,3
Lingkaran 3 Kayu 1 197,76 198 0,4 79,2
Lingkaran 4 Kayu 1 215,06 216 0,1 21,6
Lingkaran 5 Kayu 1 107,61 108 0,25 27
Lingkaran 6 Kayu 1 144,42 145 0,2 29
Lingkaran 7 Kayu 1 112,88 113 0,15 16,95
Total 422,05
Mesin
Potong
Mesin
Serut
Kaki 1 Kayu 1 30,24 31 0,5 15,5
Hand
Truck 1500 8,76 13140
Kaki 2 Kayu 1 30,24 31 0,5 15,5
Kaki 3 Kayu 1 30,24 31 0,5 15,5
Lingkaran 1 Kayu 1 60,8 61 0,5 30,5
Lingkaran 2 Kayu 1 60,85 61 0,45 27,45
Lingkaran 3 Kayu 1 60,89 61 0,4 24,4
Lingkaran 4 Kayu 1 30,56 31 0,1 3,1
Lingkaran 5 Kayu 1 30,02 31 0,25 7,75
Lingkaran 6 Kayu 1 61,32 62 0,2 12,4
Lingkaran 7 Kayu 1 61,46 62 0,15 9,3
Total 161,4
Mesin
Serut Mesin Bor
Kaki 1 Kayu 1 30,01 31 0,5 15,5
Walky
Pallet 1000 5,46 5460
Kaki 2 Kayu 1 30,01 31 0,5 15,5
Kaki 3 Kayu 1 30,01 31 0,5 15,5
Lingkaran 1 Kayu 1 60,02 61 0,5 30,5
Lingkaran 2 Kayu 1 60,05 61 0,45 27,45
Lingkaran 3 Kayu 1 60,06 61 0,4 24,4
Lingkaran 5 Kayu 1 30,02 31 0,25 7,75
Total 136,6
Mesin
Serut
Meja
Perakitan
Lingkaran 4 Kayu 1 30 30 0,1 3
Orang 500 12,46 6230 Lingkaran 6 Kayu 1 60 60 0,2 12
Lingkaran 7 Kayu 1 60 60 0,15 9
Total 24
Mesin
Bor
Meja
Perakitan
Kaki 1 Kayu 1 30 30 0,5 15
Walky
Pallet 1000 7 7000
Kaki 2 Kayu 1 30 30 0,5 15
Kaki 3 Kayu 1 30 30 0,5 15
Lingkaran 1 Kayu 1 60 60 0,5 30
Lingkaran 2 Kayu 1 60 60 0,45 27
Lingkaran 3 Kayu 1 60 60 0,4 24
Lingkaran 5 Kayu 1 30 30 0,25 7,5
Total 133,5
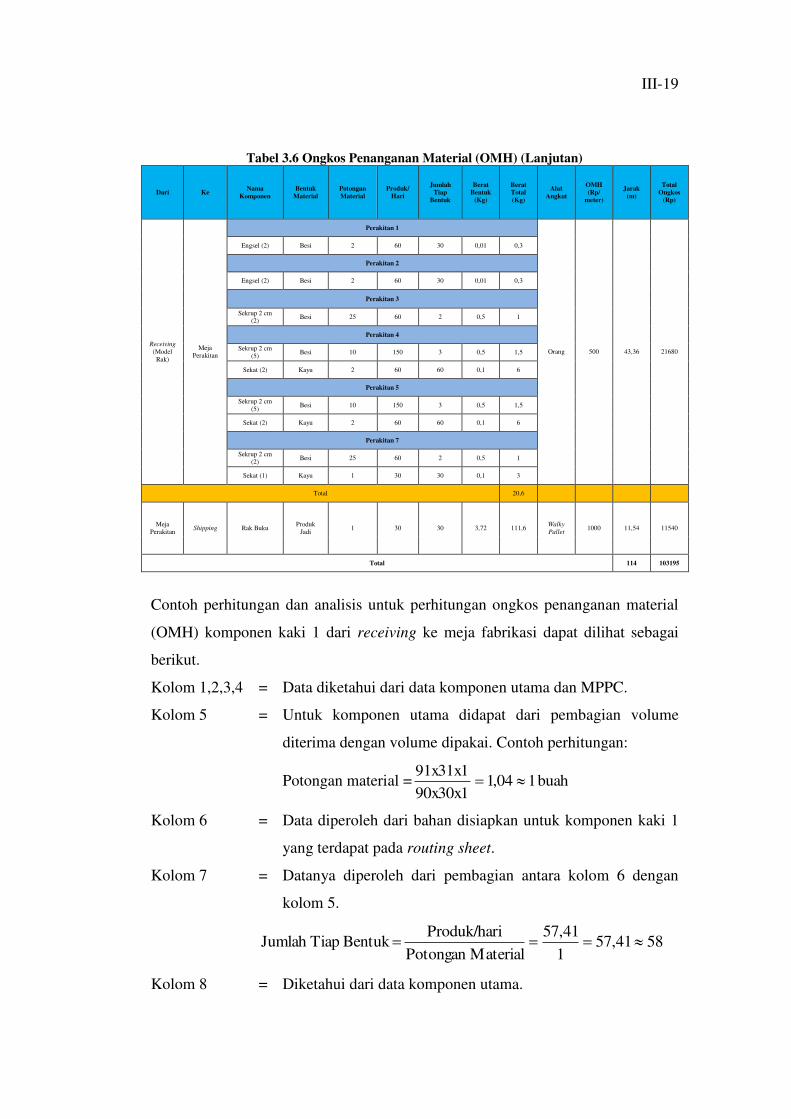
III-19
Tabel 3.6 Ongkos Penanganan Material (OMH) (Lanjutan)
Dari Ke Nama
Komponen
Bentuk
Material
Potongan
Material
Produk/
Hari
Jumlah Tiap
Bentuk
Berat Bentuk
(Kg)
Berat Total
(Kg)
Alat
Angkut
OMH (Rp/
meter)
Jarak
(m)
Total Ongkos
(Rp)
Receiving
(Model
Rak)
Meja
Perakitan
Perakitan 1
Orang 500 43,36 21680
Engsel (2) Besi 2 60 30 0,01 0,3
Perakitan 2
Engsel (2) Besi 2 60 30 0,01 0,3
Perakitan 3
Sekrup 2 cm (2)
Besi 25 60 2 0,5 1
Perakitan 4
Sekrup 2 cm
(5) Besi 10 150 3 0,5 1,5
Sekat (2) Kayu 2 60 60 0,1 6
Perakitan 5
Sekrup 2 cm
(5) Besi 10 150 3 0,5 1,5
Sekat (2) Kayu 2 60 60 0,1 6
Perakitan 7
Sekrup 2 cm
(2) Besi 25 60 2 0,5 1
Sekat (1) Kayu 1 30 30 0,1 3
Total 20,6
Meja
Perakitan Shipping Rak Buku
Produk
Jadi 1 30 30 3,72 111,6
Walky
Pallet 1000 11,54 11540
Total 114 103195
Contoh perhitungan dan analisis untuk perhitungan ongkos penanganan material
(OMH) komponen kaki 1 dari receiving ke meja fabrikasi dapat dilihat sebagai
berikut.
Kolom 1,2,3,4 = Data diketahui dari data komponen utama dan MPPC.
Kolom 5 = Untuk komponen utama didapat dari pembagian volume
diterima dengan volume dipakai. Contoh perhitungan:
Potongan material = buah 104,190x30x1
91x31x1
Kolom 6 = Data diperoleh dari bahan disiapkan untuk komponen kaki 1
yang terdapat pada routing sheet.
Kolom 7 = Datanya diperoleh dari pembagian antara kolom 6 dengan
kolom 5.
5841,571
41,57
MaterialPotongan
iProduk/har Bentuk TiapJumlah
Kolom 8 = Diketahui dari data komponen utama.

III-20
Kolom 9 = Datanya diperoleh dari perkalian antara kolom 7 dengan
kolom 8. Contoh perhitungan komponen kaki 1:
Berat Total = Jumlah tiap bentuk x berat bentuk
= 58 x 0,5 = 29 kg
Kolom 10 = Penentuan alat angkut yang digunakan untuk memindahkan
material. Datanya diperoleh dengan ketentuan sesuai dengan
data penunjangnya. Karena berat total untuk perpindahan dari
receiving ke meja fabrikasi adalah sebesar 422,05 kg. Maka
alat angkut yang tepat digunakan adalah hand truck, karena
dapat menampung material untuk bobot lebih dari 150 kg.
Kolom 11 = Karena alat angkut yang digunakan yaitu hand truck, maka
material handling cost untuk perpindahannya yaitu Rp 1.500
untuk setiap meter yang ditempuh.
Kolom 12 = Datanya diperoleh dari jarak yang ditempuh dari gudang
bahan baku komponen utama ke meja fabrikasi dengan
menggunakan rumus berikut.
Jarak = C2
1+B+A
2
1
Jarak = + tumpukanmodel lantai Luas2
1
pengukuran ruang lantai luas2
1+rak model lantai luas
Jarak = meter 11,77=2802
1+0,05031+40,53
2
1
Kolom 13 = Datanya diperoleh dari hasil perkalian antara kolom 11
dengan kolom 12. Contoh perhitungan:
Total ongkos = OMH x Jarak antar Departemen
= Rp 1,500,- x 11,77 = Rp. 17.655,-
Penanganan material dari gudang bahan baku model rak untuk komponen
tambahan ke meja perakitan memiliki cara perhitungan yang berbeda karena
komponen tambahan dibawa dalam bentuk kemasan. Berikut ini merupakan
contoh perhitungan komponen tambahan sekrup 2 cm pada perakitan ke-3.
III-21
Kolom 1,2,3,4 = Data diketahui dari data komponen tambahan, PPO dan
MPPC.
Kolom 5 = Untuk komponen tambahan didapat dari pembagian unit
tersedia dengan kauntitas yang dibutuhkan untuk setiap
perakitan. Contoh perhitungan:
Potongan material = 25=2
50
Angka tersebut menunjukkan bahwa dalam 1 kemasan sekrup
2 cm hanya dapat digunakan sebanyak 25 perakitan pada
perakitan ke-3. Sedangkan dalam 1 hari, terdapat 30
perakitan, maka dari itu tidak cukup 1 kemasan untuk
perakitan ke-3.
Kolom 6 = Data diperoleh dari jumlah sekrup yang disiapkan untuk
perakitan ke-3 selama 30 perakitan. Contoh perhitungan:
2 x 30 perakitan = 60 unit sekrup
Angka tersebut menunjukkan bahwa jumlah unit sekrup yang
dibutuhkan untuk perakitan ke-3 dalam 1 hari adalah 60 unit
sekrup.
Kolom 7 = Datanya diperoleh dari pembagian antara kolom 6 dengan
kolom 5.
kemasan 2≈1,2=50
60=
kemasan isi
produksiKebutuhan =Bentuk TiapJumlah
Kolom 8 = Diketahui dari data komponen tambahan.
Kolom 9 = Datanya diperoleh dari perkalian antara kolom 7 dengan
kolom 8. Contoh perhitungan sekrup 2 cm:
Berat Total = Jumlah tiap bentuk x berat bentuk
= 2 x 0,5 = 1 kg
Kolom 10 = Penentuan alat angkut yang digunakan untuk memindahkan
material. Datanya diperoleh dengan ketentuan sesuai dengan
data penunjangnya. Karena berat total untuk perpindahan dari
receiving ke meja perakitan adalah sebesar 20,6 kg. Maka

III-22
alat angkut yang tepat digunakan adalah orang, karena dapat
menampung material untuk bobot kurang dari 25 kg.
Kolom 11 = Karena alat angkut yang digunakan yaitu orang, maka
material handling cost untuk perpindahannya yaitu Rp 500
untuk setiap meter yang ditempuh.
Kolom 12 = Datanya diperoleh dari jarak yang ditempuh dari gudang
bahan baku komponen tambahan ke meja perakitan dengan
menggunakan rumus berikut.
Jarak = F2
1 + E + D+C +B+A
2
1
Jarak = pengukuran ruang LL.+rak model LL.2
1
npenghalusa ruang LL.+pemotongan ruang LL.+
perakitan ruang LL.2
1+melubangi ruang LL.+
Jarak = meter 43,36=1002
1 + 16+ 48 + 112 + 280+0,05031
2
1
Kolom 13 = Datanya diperoleh dari hasil perkalian antara kolom 11
dengan kolom 12. Contoh perhitungan:
Total ongkos = OMH x Jarak antar Departemen
= Rp 500,- x 43,36 = Rp. 21.680,-
Lantai produksi rak buku terdiri dari 8 departemen yaitu departemen
gudang bahan baku model tumpukan, gudang bahan baku model rak, departemen
pengukuran, departemen pemotongan, departemen penghalusan, departemen
melubangi, departemen perakitan, dan departemen gudang barang jadi.
Banyaknya tahapan aliran bahan yang harus dilalui yaitu sebanyak 8 tahapan
meliputi perpindahan dari receiving (gudang bahan baku) ke meja fabrikasi
(komponen utama), meja fabrikasi ke mesin potong, mesin potong ke mesin serut,
mesin serut ke mesin bor, mesin serut ke meja perakitan, mesin bor ke meja
perakitan, receiving (gudang bahan baku) ke meja perakitan (komponen
tambahan), dan meja perakitan ke shipping (gudang barang jadi). Tingkat aliran
III-23
material dipengaruhi oleh faktor kuantitas atau jumlah material yang dipindahkan
dan jarak perpindahan material tersebut. Aktivitas penanganan material
merupakan aktivitas yang non produktif karena tidak memberikan nilai apa-apa
terhadap material. Penentuan alat angkut yang tepat dapat meminimalkan ongkos
penanganan bahan (OMH) pada modal kerja dan pembelian alat angkut menjadi
lebih efisien karena disesuaikan dengan kapasitas angkutnya.
Berdasarkan perhitungan yang telah dilakukan, maka dapat terdapat
beberapa analisis. Potongan material menunjukkan jumlah unit komponen yang
dapat diproduksi dari 1 unit papan yang dipesan dari supplier. Potongan material
sebesar 1 unit menunjukkan bahwa papan yang dipesan dari supplier hanya dapat
diproduksi komponen utama sebanyak 1 unit. Hal tersebut dikarenakan kebijakan
perusahaan yang memesan komponen yang ukurannya telah ditambah allowance
sebesar 1 cm. Kolom produk/hari menunjukkan jumlah unit komponen yang harus
disiapkan sebelum proses pada tempat yang dituju dilaksanakan berdasarkan
routing sheet. Kolom jumlah tiap bentuk menunjukkan jumlah unit komponen
yang harus disediakan dari hasil pembagian antara kolom produk/hari dengan
potongan material. Hasil pembagian tersebut dilakukan pembulatan, hal tersebut
dikarenakan menunjukkan jumlah unit papan yang dibutuhkan untuk memenuhi
kebutuhan yang diinginkan.
Berat total paling besar diperoleh dari penanganan material dari gudang
bahan baku komponen utama ke meja fabrikasi dan meja fabrikasi ke meja
potong. Hal ini dikarenakan material yang dipesan dari supplier belum mengalami
perubahan bentuk sehingga bobot setiap komponen belum berkurang. Penentuan
alat angkut yang akan digunakan pada penerapan material handling cost ini hanya
berdasarkan karakteristik material untuk bobot. Sehingga masih sulit menentukan
apakah kualitas komponen masih terjamin untuk setiap penanganan materialnya.
Jarak terjauh yang ditempuh dalam penanganan material produk rak buku yaitu
dari gudang bahan baku model rak untuk komponen tambahan ke meja perakitan.
Hal tersebut dikarenakan untuk mencapai tempat tujuan, harus melewati beberapa
lantai produksi seperti meja fabrikasi, mesin potong, mesin serut, dan mesin bor.
Hasil perhitungan penanganan material ini belum optimal, karena seharusnya
III-24
sebelum melakukan perhitungan material handling cost, perlu ditentukan terlebih
dahulu aliran material yang digunakan. Aliran material akan mempengaruhi
perhitungan jarak antar mesin atau departemen dan pada akhirnya akan
mempengaruhi total biaya penanganan material.
3.5. Alokasi Layout
Secara umum, alokasi layout dilakukan untuk mengetahui pola aliran
aktivitas yang akan digunakan pada perusahaan khususnya pada lantai produksi.
Pola aliran aktivitas tersebut mempertimbangkan ongkos penanganan material
(OMH) dan skala prioritas sehingga akan meminimalkan ongkos penanganan
material dan layout menjadi lebih optimal. Alokasi layout ini terdiri dari empat
bagian yaitu from to chart (FTC), in flow - out flow (IF – OF), tabel skala prioritas
(TSP), dan allocation relationship diagram (AAD).
3.5.1 From To Chart (FTC)
From to chart (FTC) merupakan gambaran tentang total ongkos
penanganan material (OMH) dari suatu bagian aktivitas ke aktivitas lain dalam
lantai produksi. Sebelum membuat from to chart (FTC), masing-masing
departemen dalam lantai produksi dapat disimbolkan sebagai berikut.
1. R = Gudang bahan baku (receiving)
2. F1 = Meja Fabrikasi
3. F2 = Mesin Potong
4. F3 = Mesin serut
5. F4 = Mesin bor
6. A1= Meja perakitan
7. S = Shipping (gudang barang jadi)
Berdasarkan data penunjang ongkos penanganan material (OMH) pada
Tabel 3.6, maka dapat dihitung ongkos yang masuk ke mesin (inflow) dan ongkos
yang keluar dari mesin (outflow) dalam perhitungan from to chart (FTC). Pada
tabel from to chart (FTC) perhitungan yang dilakukan menggunakan ongkos
penanganan material (OMH). Karena ongkos penanganan material (OMH) telah
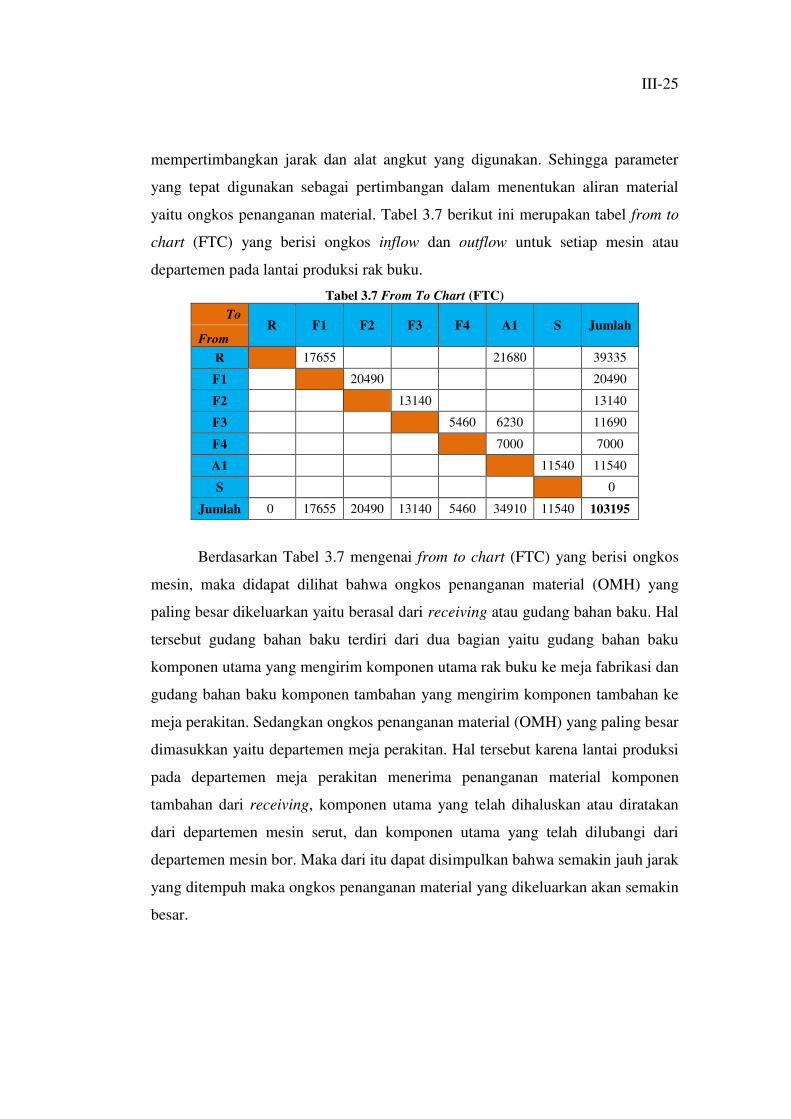
III-25
mempertimbangkan jarak dan alat angkut yang digunakan. Sehingga parameter
yang tepat digunakan sebagai pertimbangan dalam menentukan aliran material
yaitu ongkos penanganan material. Tabel 3.7 berikut ini merupakan tabel from to
chart (FTC) yang berisi ongkos inflow dan outflow untuk setiap mesin atau
departemen pada lantai produksi rak buku.
Tabel 3.7 From To Chart (FTC)
To R F1 F2 F3 F4 A1 S Jumlah
From
R 17655 21680 39335
F1 20490 20490
F2 13140 13140
F3 5460 6230 11690
F4 7000 7000
A1 11540 11540
S 0
Jumlah 0 17655 20490 13140 5460 34910 11540 103195
Berdasarkan Tabel 3.7 mengenai from to chart (FTC) yang berisi ongkos
mesin, maka didapat dilihat bahwa ongkos penanganan material (OMH) yang
paling besar dikeluarkan yaitu berasal dari receiving atau gudang bahan baku. Hal
tersebut gudang bahan baku terdiri dari dua bagian yaitu gudang bahan baku
komponen utama yang mengirim komponen utama rak buku ke meja fabrikasi dan
gudang bahan baku komponen tambahan yang mengirim komponen tambahan ke
meja perakitan. Sedangkan ongkos penanganan material (OMH) yang paling besar
dimasukkan yaitu departemen meja perakitan. Hal tersebut karena lantai produksi
pada departemen meja perakitan menerima penanganan material komponen
tambahan dari receiving, komponen utama yang telah dihaluskan atau diratakan
dari departemen mesin serut, dan komponen utama yang telah dilubangi dari
departemen mesin bor. Maka dari itu dapat disimpulkan bahwa semakin jauh jarak
yang ditempuh maka ongkos penanganan material yang dikeluarkan akan semakin
besar.
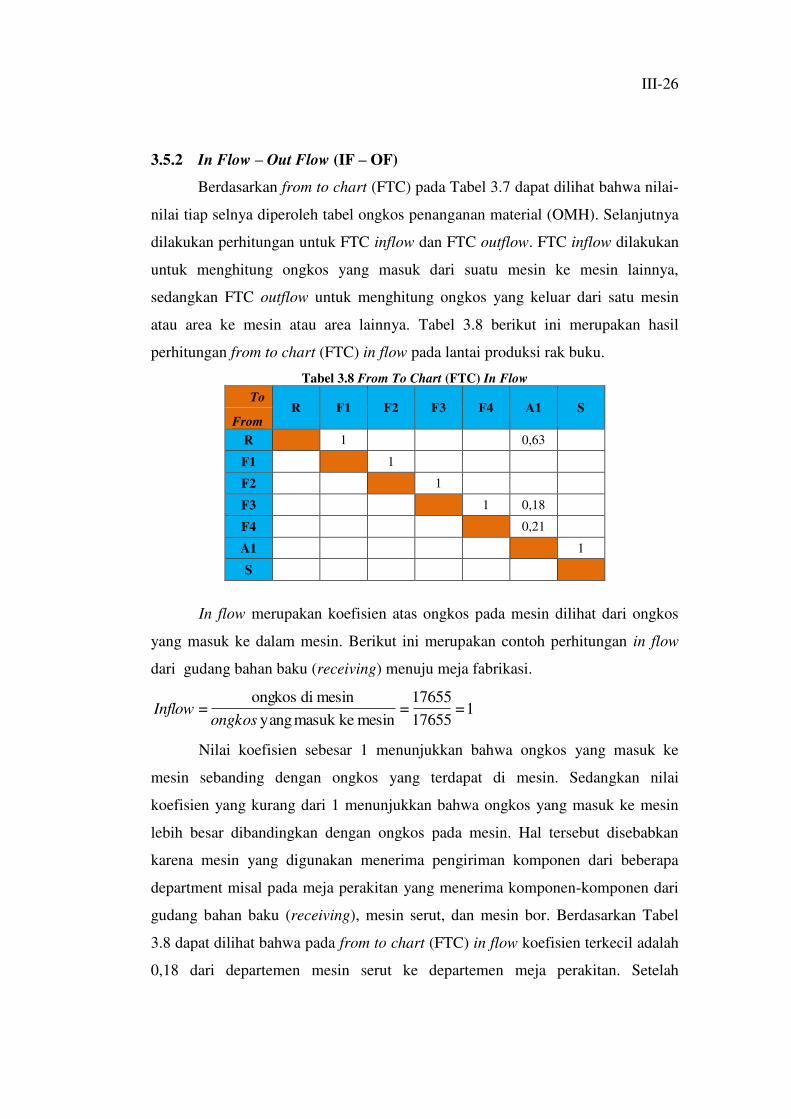
III-26
3.5.2 In Flow – Out Flow (IF – OF)
Berdasarkan from to chart (FTC) pada Tabel 3.7 dapat dilihat bahwa nilai-
nilai tiap selnya diperoleh tabel ongkos penanganan material (OMH). Selanjutnya
dilakukan perhitungan untuk FTC inflow dan FTC outflow. FTC inflow dilakukan
untuk menghitung ongkos yang masuk dari suatu mesin ke mesin lainnya,
sedangkan FTC outflow untuk menghitung ongkos yang keluar dari satu mesin
atau area ke mesin atau area lainnya. Tabel 3.8 berikut ini merupakan hasil
perhitungan from to chart (FTC) in flow pada lantai produksi rak buku.
Tabel 3.8 From To Chart (FTC) In Flow
To R F1 F2 F3 F4 A1 S
From
R 1 0,63
F1 1
F2 1
F3 1 0,18
F4 0,21
A1 1
S
In flow merupakan koefisien atas ongkos pada mesin dilihat dari ongkos
yang masuk ke dalam mesin. Berikut ini merupakan contoh perhitungan in flow
dari gudang bahan baku (receiving) menuju meja fabrikasi.
1 =17655
17655=
mesin kemasuk yang
mesin di ongkos =ongkos
Inflow
Nilai koefisien sebesar 1 menunjukkan bahwa ongkos yang masuk ke
mesin sebanding dengan ongkos yang terdapat di mesin. Sedangkan nilai
koefisien yang kurang dari 1 menunjukkan bahwa ongkos yang masuk ke mesin
lebih besar dibandingkan dengan ongkos pada mesin. Hal tersebut disebabkan
karena mesin yang digunakan menerima pengiriman komponen dari beberapa
department misal pada meja perakitan yang menerima komponen-komponen dari
gudang bahan baku (receiving), mesin serut, dan mesin bor. Berdasarkan Tabel
3.8 dapat dilihat bahwa pada from to chart (FTC) in flow koefisien terkecil adalah
0,18 dari departemen mesin serut ke departemen meja perakitan. Setelah

III-27
perhitungan from to chart inflow, maka langkah selanjutnya adalah perhitungan
from to chart outflow untuk menentukan apakah ada koefisien yang lebih kecil
dibandingkan 0,18. Tabel 3.9 berikut hasil perhitungan ongkos yang keluar dari
mesin (out flow) pada lantai produksi rak buku.
Tabel 3.9 From To Chart (FTC) Out Flow
To R F1 F2 F3 F4 A1 S
From
R 0,87 1,88
F1 1,56
F2 1,13
F3 0,78 0,54
F4 0,61
A1 ∞
S
Out flow merupakan koefisien atas ongkos pada mesin dilihat dari ongkos
yang keluar dari dalam mesin. Berikut ini merupakan contoh perhitungan from to
chart (FTC) out flow dari gudang bahan baku (receiving) ke meja fabrikasi.
0,87 =20490
17655=
mesin darikeluar yang ongkos
mesin di ongkos =Outflow
Berdasarkan hasil perhitungan from to chart (FTC) out flow, tidak terdapat
nilai koefisien sebesar 1. Hal tersebut menunjukkan bahwa ongkos yang keluar
dari mesin tidak ada yang sebanding dengan ongkos di mesin untuk semua lantai
produksi. Nilai koefisien yang kurang dari 1 menunjukkan bahwa ongkos yang
keluar dari mesin lebih besar dibandingkan dengan ongkos pada mesin. Hal
tersebut disebabkan karena mesin yang digunakan menerima pengiriman
komponen dari beberapa departemen misal pada meja perakitan yang menerima
komponen-komponen dari gudang bahan baku (receiving), mesin serut, dan mesin
bor.Sedangkan koefisien yang lebih besar dari 1 menunjukkan bahwa ongkos
yang keluar dari mesin lebih kecil dibandingkan dengan ongkos di mesin.
Terdapat koefisien ∞ pada Tabel 3.9, hal tersebut dikarenakan tidak ada ongkos
penanganan material yang keluar dari shipping namun hanya terdapat ongkos
distribusi yang tidak dipertimbangkan dalam menentukan aliran material.
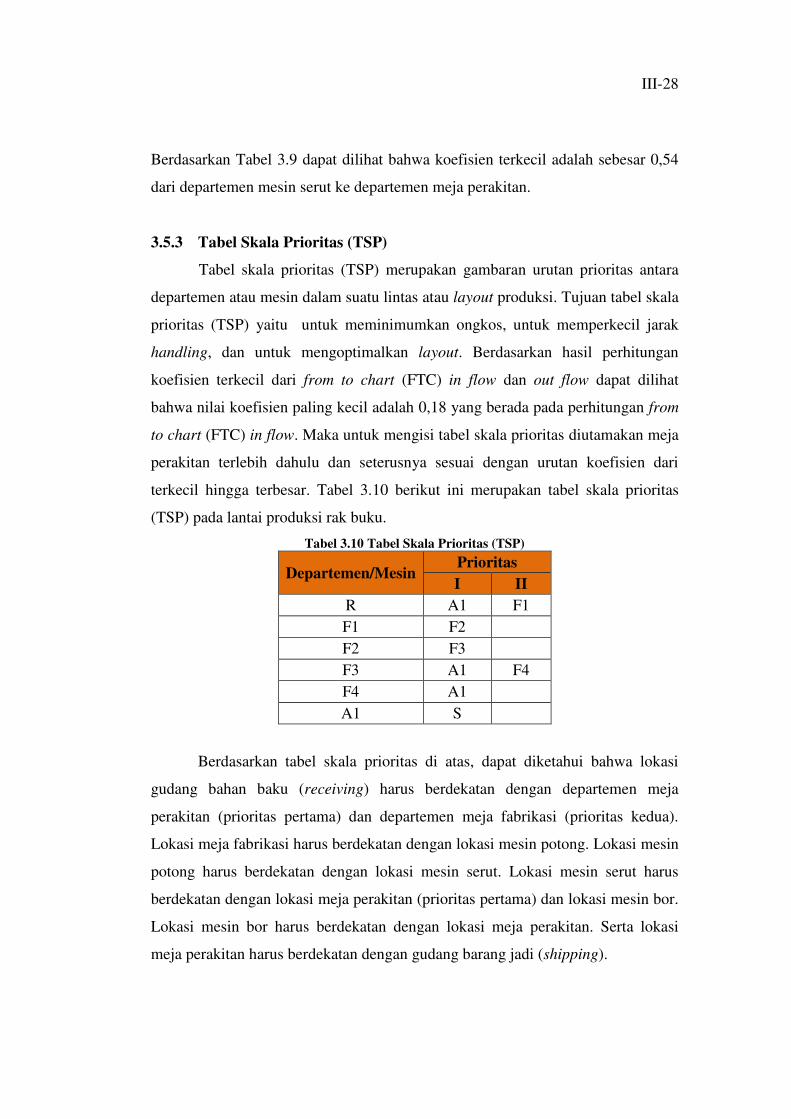
III-28
Berdasarkan Tabel 3.9 dapat dilihat bahwa koefisien terkecil adalah sebesar 0,54
dari departemen mesin serut ke departemen meja perakitan.
3.5.3 Tabel Skala Prioritas (TSP)
Tabel skala prioritas (TSP) merupakan gambaran urutan prioritas antara
departemen atau mesin dalam suatu lintas atau layout produksi. Tujuan tabel skala
prioritas (TSP) yaitu untuk meminimumkan ongkos, untuk memperkecil jarak
handling, dan untuk mengoptimalkan layout. Berdasarkan hasil perhitungan
koefisien terkecil dari from to chart (FTC) in flow dan out flow dapat dilihat
bahwa nilai koefisien paling kecil adalah 0,18 yang berada pada perhitungan from
to chart (FTC) in flow. Maka untuk mengisi tabel skala prioritas diutamakan meja
perakitan terlebih dahulu dan seterusnya sesuai dengan urutan koefisien dari
terkecil hingga terbesar. Tabel 3.10 berikut ini merupakan tabel skala prioritas
(TSP) pada lantai produksi rak buku.
Tabel 3.10 Tabel Skala Prioritas (TSP)
Departemen/Mesin Prioritas
I II
R A1 F1
F1 F2
F2 F3
F3 A1 F4
F4 A1
A1 S
Berdasarkan tabel skala prioritas di atas, dapat diketahui bahwa lokasi
gudang bahan baku (receiving) harus berdekatan dengan departemen meja
perakitan (prioritas pertama) dan departemen meja fabrikasi (prioritas kedua).
Lokasi meja fabrikasi harus berdekatan dengan lokasi mesin potong. Lokasi mesin
potong harus berdekatan dengan lokasi mesin serut. Lokasi mesin serut harus
berdekatan dengan lokasi meja perakitan (prioritas pertama) dan lokasi mesin bor.
Lokasi mesin bor harus berdekatan dengan lokasi meja perakitan. Serta lokasi
meja perakitan harus berdekatan dengan gudang barang jadi (shipping).
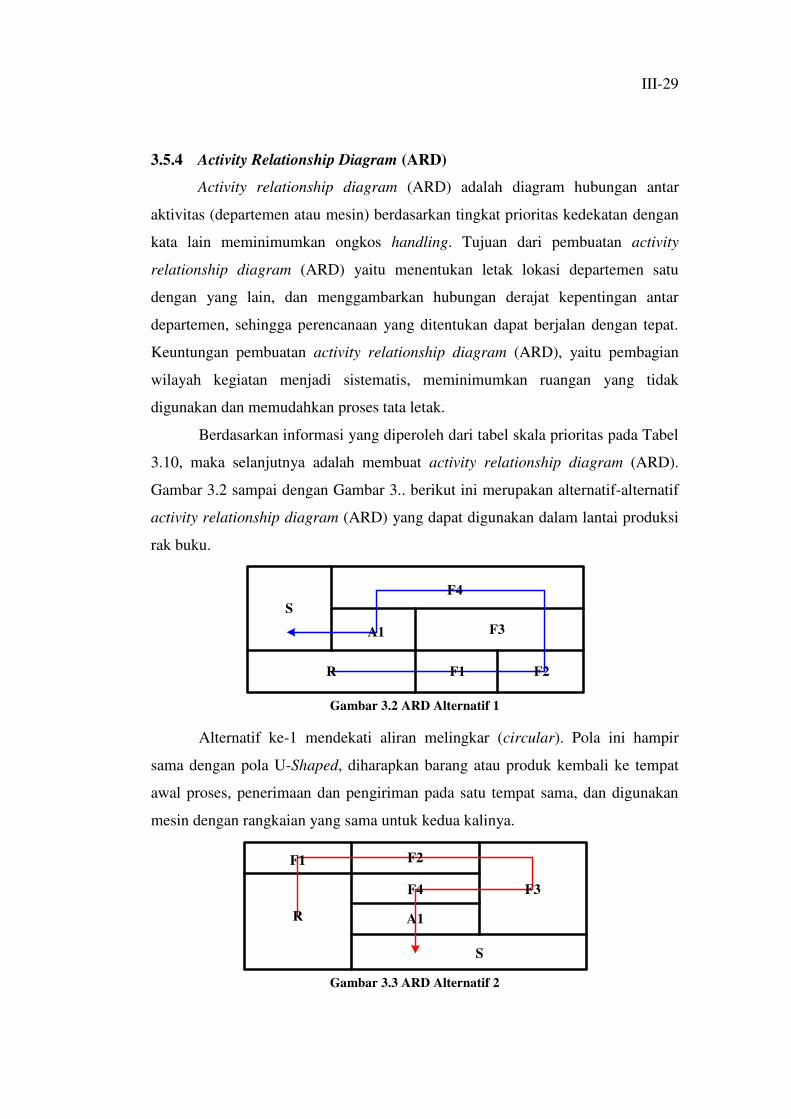
III-29
3.5.4 Activity Relationship Diagram (ARD)
Activity relationship diagram (ARD) adalah diagram hubungan antar
aktivitas (departemen atau mesin) berdasarkan tingkat prioritas kedekatan dengan
kata lain meminimumkan ongkos handling. Tujuan dari pembuatan activity
relationship diagram (ARD) yaitu menentukan letak lokasi departemen satu
dengan yang lain, dan menggambarkan hubungan derajat kepentingan antar
departemen, sehingga perencanaan yang ditentukan dapat berjalan dengan tepat.
Keuntungan pembuatan activity relationship diagram (ARD), yaitu pembagian
wilayah kegiatan menjadi sistematis, meminimumkan ruangan yang tidak
digunakan dan memudahkan proses tata letak.
Berdasarkan informasi yang diperoleh dari tabel skala prioritas pada Tabel
3.10, maka selanjutnya adalah membuat activity relationship diagram (ARD).
Gambar 3.2 sampai dengan Gambar 3.. berikut ini merupakan alternatif-alternatif
activity relationship diagram (ARD) yang dapat digunakan dalam lantai produksi
rak buku.
Gambar 3.2 ARD Alternatif 1
Alternatif ke-1 mendekati aliran melingkar (circular). Pola ini hampir
sama dengan pola U-Shaped, diharapkan barang atau produk kembali ke tempat
awal proses, penerimaan dan pengiriman pada satu tempat sama, dan digunakan
mesin dengan rangkaian yang sama untuk kedua kalinya.
Gambar 3.3 ARD Alternatif 2
S
A1
F4
F3
F2F1R
S
A1
F4 F3
F2F1
R
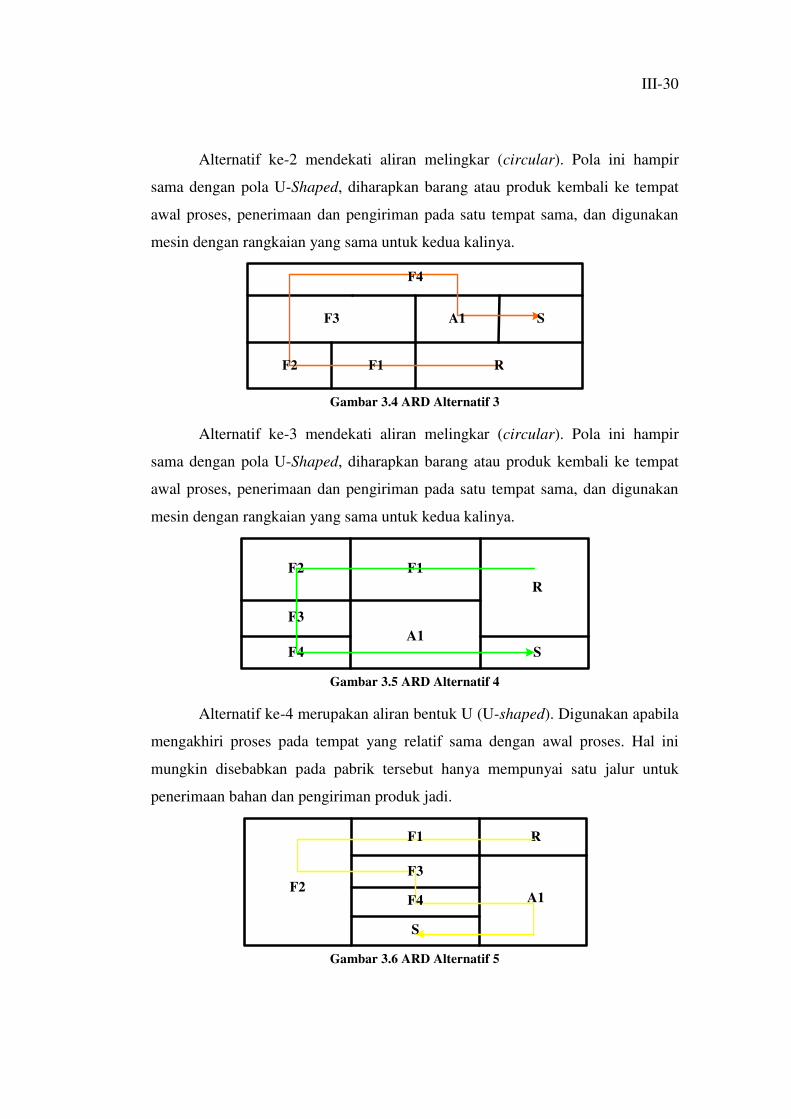
III-30
Alternatif ke-2 mendekati aliran melingkar (circular). Pola ini hampir
sama dengan pola U-Shaped, diharapkan barang atau produk kembali ke tempat
awal proses, penerimaan dan pengiriman pada satu tempat sama, dan digunakan
mesin dengan rangkaian yang sama untuk kedua kalinya.
Gambar 3.4 ARD Alternatif 3
Alternatif ke-3 mendekati aliran melingkar (circular). Pola ini hampir
sama dengan pola U-Shaped, diharapkan barang atau produk kembali ke tempat
awal proses, penerimaan dan pengiriman pada satu tempat sama, dan digunakan
mesin dengan rangkaian yang sama untuk kedua kalinya.
Gambar 3.5 ARD Alternatif 4
Alternatif ke-4 merupakan aliran bentuk U (U-shaped). Digunakan apabila
mengakhiri proses pada tempat yang relatif sama dengan awal proses. Hal ini
mungkin disebabkan pada pabrik tersebut hanya mempunyai satu jalur untuk
penerimaan bahan dan pengiriman produk jadi.
Gambar 3.6 ARD Alternatif 5
F3 S
RF1F2
F4
A1
F3
S
R
F1F2
F4A1
R
F2A1F4
F3
S
F1

III-31
Alternatif ke-5 mendekati aliran bentuk ular (zig-zag). Digunakan apabila
lintasan lebih panjang dari ruang yang dapat digunakan untuk ditempati, dan
karenanya berbelok-belok dengan sendirinya untuk memberikan lintasan aliran
yang lebih panjang dalam bangunan dengan luas, bentuk, dan ukuran yang lebih
ekonomis.
Berdasarkan lima activity relationship diagram (ARD) di atas, ada 5 jenis
aliran material berdasarkan dengan tabel skala prioritas (TSP). Berdasarkan
activity relationship diagram (ARD) maka letak lokasi departemen satu dengan
yang lain dapat ditentukan. Alternatif yang dipilih untuk diterapkan dalam
perancangan tata letak fasilitas adalah alternatif ke-4 dengan tipe U-shaped.
Alasan pemilihan tipe aliran material tersebut karena lebih mudah dalam
penerapannya, selain itu lebih ekonomis karena lintasan relatif lebih pendek
daripada alternatif yang lainnya sehingga akan memberikan efisiensi biaya
pemindahan material. Transportasi yang dilakukan untuk memasukkan komponen
dan mengeluarkan barang jadi dapat dilakukan dalam satu akses. ARD di atas
belum menggambarkan layout lantai produksi namun hanya sekedar aliran
material dari satu departemen ke departemen lain. Penempatan gudang bahan
baku maupun gudang barang jadi tidak diletakkan di tengah, karena dapat
menghambat proses pemindahan material.Nantinya pabrik yang akan didirikan
hanya mempunyai satu jalur untuk penerimaan bahan dan pengiriman produk jadi.

IV-1
BAB IV
ASPEK MANAJEMEN DAN ORGANISASI
4.1 Badan Hukum dan Karakteristik Perusahaan
Perusahaan merupakan suatu organisasi produksi dan niaga dalam
memuaskan kebutuhan masyarakat atau konsumen dengan menggunakan dan
memadukan faktor-faktor produksi secara efisien dan efektif. Bentuk kepemilikan
perusahaan bermacam-macam dari jenis badan usahanya. Badan usaha adalah
badan hukum yang bertujuan memperoleh keuntungan sebesar besarnya dari
usahanya. Badan hukum merupakan suatu badan usaha yang memiliki kekayaan
sendiri,yang terpisah dari harta kekayaan dari pendirianya atau para pengurusnya.
Para angota tidak bertanggung jawab atas harta kekayaannya tersebut dalam
saham yang dimilikinya.
Badan hukum memegang peranan yang penting dalam seluruh kegiatan
yang terdapat pada sebuah badan usaha. Tanpa adanya badan hukum yang jelas,
maka identitas dari perusahaan tersebut akan rancu. Badan hukum meliputi
perseroan terbatas, persekutuan komanditer, perseroan lainnya dan firma. CV
(Commanditaire Vennotschaap) adalah suatu bentuk badan usaha bisnis yang
didirikan dan dimiliki oleh dua orang atau lebih untuk mencapai tujuan bersama
dengan tingkat keterlibatan yang berbeda-beda di antara anggotanya. Satu pihak
dalam CV mengelola usaha secara aktif yang melibatkan harta pribadi dan pihak
lainnya hanya menyertakan modal saja tanpa harus melibatkan harta pribadi.
Pemimpin yang aktif mengurus perusahaan CV disebut sekutu aktif, dan
pemimpin yang hanya menyetor modal disebut sekutu pasif.
Karakteristik perusahaan dapat ditentukan melalui badan hukum, oleh
karena itu perusahaan yang akan dibuat diberi nama CV. Rajawali Nusantara. CV.
Rajawali Nusantara merupakan sebuah perusahaan yang didirikan oleh lima orang
dengan tugas dan wewenang yang berbeda-beda dalam memproduksi rak buku
dengan badan hukum berbentuk CV (Commanditaire Vennotschaap). Selain
badan hukum, logo perusahaan juga dapat menjadi satu hal yang dapat
IV-2
menunjukkan karakteristik dari perusahaan. Sebuah logo dapat menunjukkan
karakteristik perusahaan, sehingga dalam mendesain logo tersebut harus
menggunakan gambar, bentuk, serta warna yang memiliki makna dan
berkesinambungan. Logo CV. Rajawali Nusantara dapat dilihat pada Gambar 4.1
berikut ini.
Gambar 4.1 Logo Perusahaan
Setiap gambar, bentuk, serta warna yang digunakan dalam pembuatan logo
CV. Rajawali Nusantara memiliki kandungan makna tersendiri. Logo dari CV.
Rajawali Nusantara tersebut mempunyai arti yang merupakan harapan dan
deskripsi singkat mengenai perusahaan. Tulisan CV. Rajawali Nusantara
menunjukkan nama dari perusahaan. Warna merah pada tulisan CV. Rajawali
melambangkan kesan energi, kekuatan, dan keberanian untuk terus bersaing
dengan produsen furniture yang lain. Warna biru pada tulisan nusantara
melambangkan bahwa negara kita merupakan negara maritim yang sebagian besar
adalah lautan. Nama nusantara menunjukkan bahwa CV. Rajawali Nusantara akan
terus berkembang untuk menjadi salah satu produsen rak buku terbaik di
nusantara.
Gambar burung rajawali warna keemasan melambangkan kejayaan CV.
Rajawali Nusantara yang mampu bertahan untuk masa yang panjang. Selain itu,
rajawali merupakan burung yang tidak mengepak-ngepakkan sayapnya, tetapi dia
mengembangkan sayapnya. Hal ini juga menunjukkan bahwa CV. Rajawali
Nusantara akan selalu berkembang dan melakukan perbaikan secara terus-
menerus seiring dengan berjalannya waktu dengan memanfaatkan teknologi dan
mengutamakan kepercayaan pelanggan yang disimbolkan dengan panah berwarna
biru yang berputar searah dengan putaran jarum jam. Warna putih pada
IV-3
background melambangkan kesederhanaan, kesempurnaan, dan persatuan. Hal
tersebut menunjukkan bahwa seluruh elemen dalam CV. Rajawali Nusantara akan
bersatu memajukan perusahaan dari hal yang sederhana untuk mencapai hasil
yang sempurna.
4.2 Visi dan Misi Perusahaan
Visi adalah cara pandang jauh ke depan kemana organisasi harus dibawa
agar dapat eksis, antisipatif dan inovatif. Hal ini sangat berkaitan dengan suatu
rencana yang akan disusun yang ingin di capai sutau lembaga untuk melaksanakan
suatu pekerjaan yang sifatnya umum. Cirinya berorientasi pada masa depan, tidak
dibuat berdasarkan trend saat ini, memperhatikan sejarah kultur, serta bersifat
ambisius. Misi merupakan sesuatu yang harus dilaksanakan oleh organisasi agar
tujuan organisasi dapat terlaksana dan berhasil dengan baik. Karena penetapan
visi dan misi suatu organisasi sangat penting, maka CV. Rajawali Nusantara telah
menetapkan visi dan misi yang dibentuk sebagai motivasi diri demi kemajuan dan
perkembangan perusahaan. Visi dan misi dari CV. Rajawali Nusantara adalah
sebagai berikut:
1. Visi Perusahaan
Menjadi produsen rak buku terbaik dan terpercaya dengan mengutamakan
kebutuhan pelanggan.
2. Misi Perusahaan
a. Melakukan perbaikan secara terus menerus dalam segala bidang untuk
meningkatkan kualitas rak buku yang diproduksi dan memenuhi
permintaan konsumen.
b. Memanfaatkan ilmu pengetahuan dan teknologi untuk mengembangkan
produk yang inovatif dan sesuai dengan keinginan pelanggan.
c. Membangun hubungan yang harmonis antara seluruh elemen perusahaan
dengan investor.
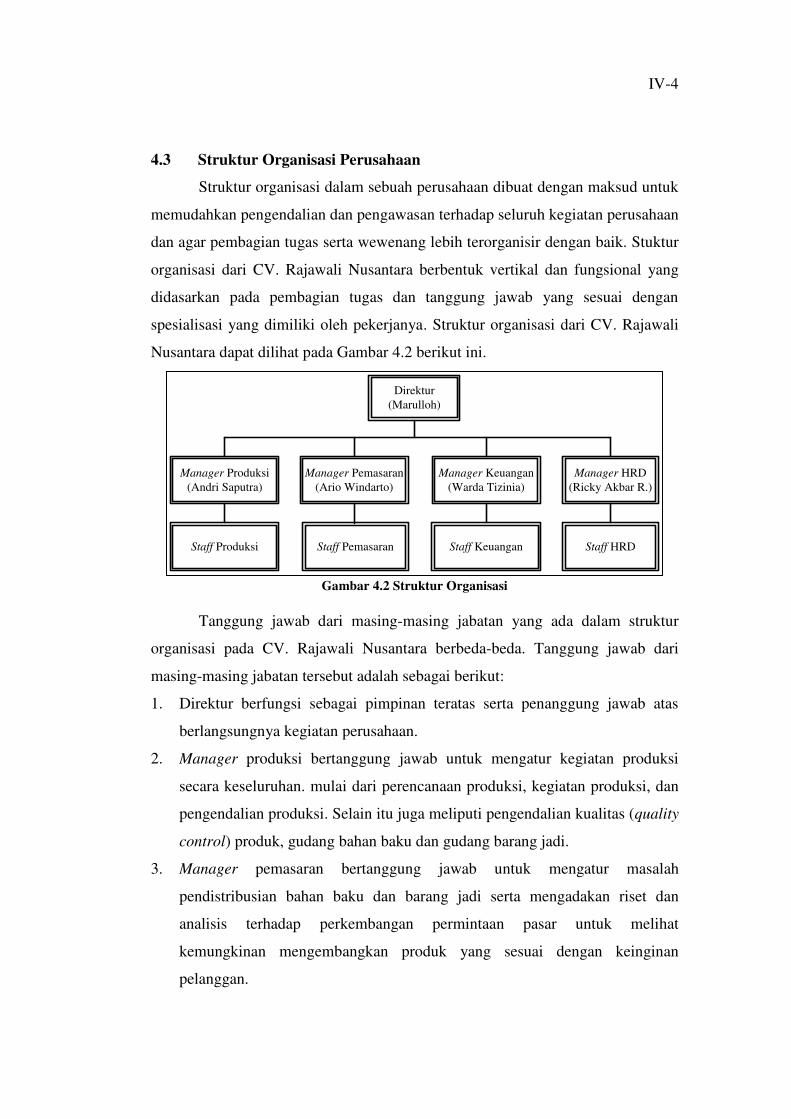
IV-4
4.3 Struktur Organisasi Perusahaan
Struktur organisasi dalam sebuah perusahaan dibuat dengan maksud untuk
memudahkan pengendalian dan pengawasan terhadap seluruh kegiatan perusahaan
dan agar pembagian tugas serta wewenang lebih terorganisir dengan baik. Stuktur
organisasi dari CV. Rajawali Nusantara berbentuk vertikal dan fungsional yang
didasarkan pada pembagian tugas dan tanggung jawab yang sesuai dengan
spesialisasi yang dimiliki oleh pekerjanya. Struktur organisasi dari CV. Rajawali
Nusantara dapat dilihat pada Gambar 4.2 berikut ini.
Gambar 4.2 Struktur Organisasi
Tanggung jawab dari masing-masing jabatan yang ada dalam struktur
organisasi pada CV. Rajawali Nusantara berbeda-beda. Tanggung jawab dari
masing-masing jabatan tersebut adalah sebagai berikut:
1. Direktur berfungsi sebagai pimpinan teratas serta penanggung jawab atas
berlangsungnya kegiatan perusahaan.
2. Manager produksi bertanggung jawab untuk mengatur kegiatan produksi
secara keseluruhan. mulai dari perencanaan produksi, kegiatan produksi, dan
pengendalian produksi. Selain itu juga meliputi pengendalian kualitas (quality
control) produk, gudang bahan baku dan gudang barang jadi.
3. Manager pemasaran bertanggung jawab untuk mengatur masalah
pendistribusian bahan baku dan barang jadi serta mengadakan riset dan
analisis terhadap perkembangan permintaan pasar untuk melihat
kemungkinan mengembangkan produk yang sesuai dengan keinginan
pelanggan.
Direktur
(Marulloh)
Manager Pemasaran
(Ario Windarto)
Manager HRD
(Ricky Akbar R.)
Manager Keuangan
(Warda Tizinia)
Manager Produksi
(Andri Saputra)
Staff Produksi Staff Pemasaran Staff HRD Staff Keuangan
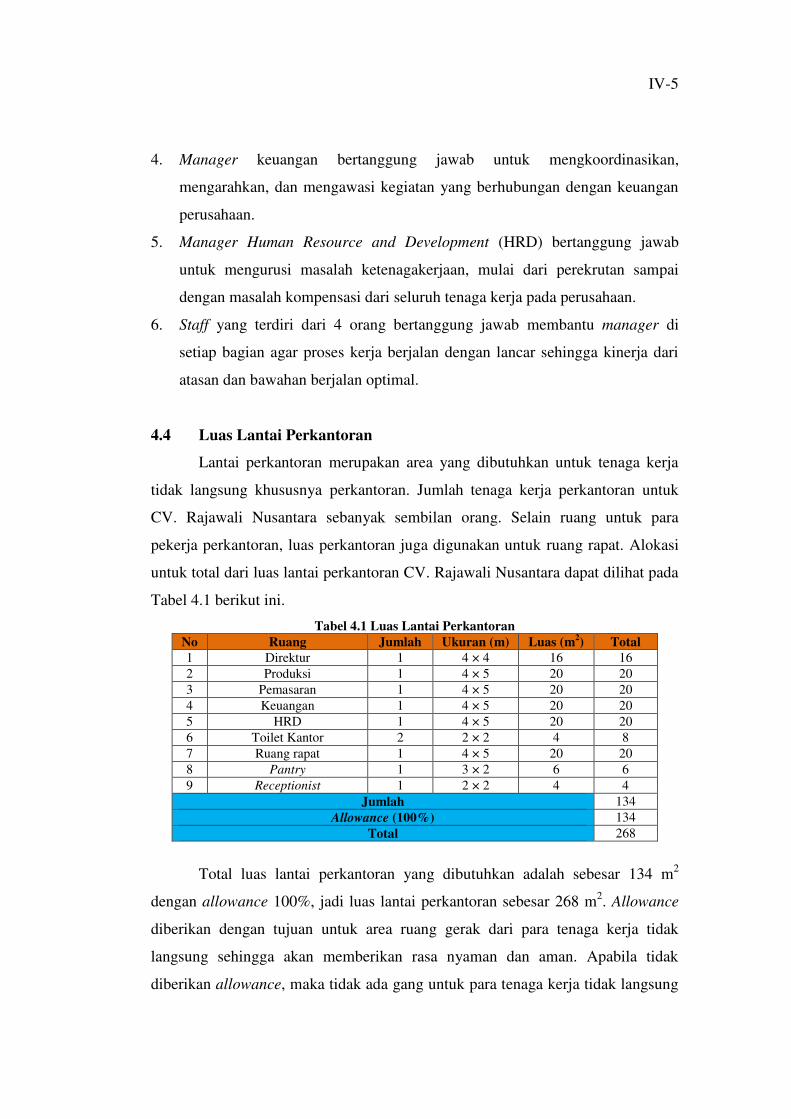
IV-5
4. Manager keuangan bertanggung jawab untuk mengkoordinasikan,
mengarahkan, dan mengawasi kegiatan yang berhubungan dengan keuangan
perusahaan.
5. Manager Human Resource and Development (HRD) bertanggung jawab
untuk mengurusi masalah ketenagakerjaan, mulai dari perekrutan sampai
dengan masalah kompensasi dari seluruh tenaga kerja pada perusahaan.
6. Staff yang terdiri dari 4 orang bertanggung jawab membantu manager di
setiap bagian agar proses kerja berjalan dengan lancar sehingga kinerja dari
atasan dan bawahan berjalan optimal.
4.4 Luas Lantai Perkantoran
Lantai perkantoran merupakan area yang dibutuhkan untuk tenaga kerja
tidak langsung khususnya perkantoran. Jumlah tenaga kerja perkantoran untuk
CV. Rajawali Nusantara sebanyak sembilan orang. Selain ruang untuk para
pekerja perkantoran, luas perkantoran juga digunakan untuk ruang rapat. Alokasi
untuk total dari luas lantai perkantoran CV. Rajawali Nusantara dapat dilihat pada
Tabel 4.1 berikut ini.
Tabel 4.1 Luas Lantai Perkantoran
No Ruang Jumlah Ukuran (m) Luas (m2) Total
1 Direktur 1 4 × 4 16 16
2 Produksi 1 4 × 5 20 20
3 Pemasaran 1 4 × 5 20 20
4 Keuangan 1 4 × 5 20 20
5 HRD 1 4 × 5 20 20
6 Toilet Kantor 2 2 × 2 4 8
7 Ruang rapat 1 4 × 5 20 20
8 Pantry 1 3 × 2 6 6
9 Receptionist 1 2 × 2 4 4
Jumlah 134
Allowance (100%) 134
Total 268
Total luas lantai perkantoran yang dibutuhkan adalah sebesar 134 m2
dengan allowance 100%, jadi luas lantai perkantoran sebesar 268 m2. Allowance
diberikan dengan tujuan untuk area ruang gerak dari para tenaga kerja tidak
langsung sehingga akan memberikan rasa nyaman dan aman. Apabila tidak
diberikan allowance, maka tidak ada gang untuk para tenaga kerja tidak langsung
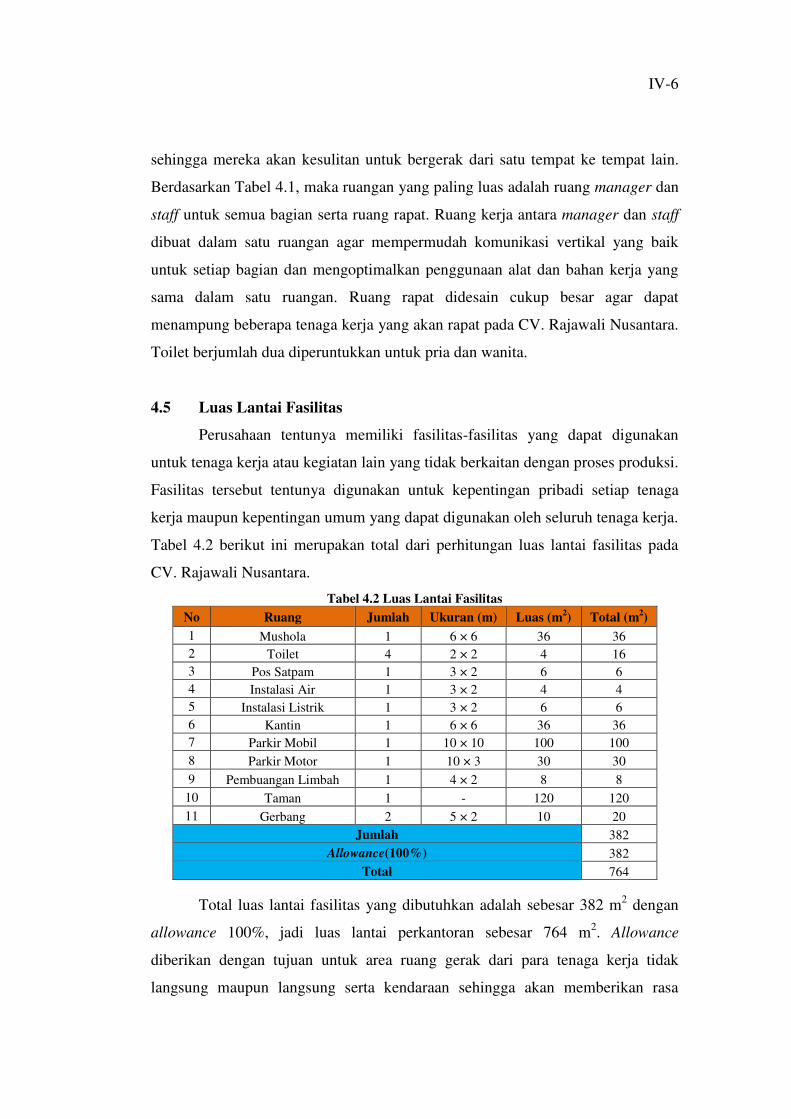
IV-6
sehingga mereka akan kesulitan untuk bergerak dari satu tempat ke tempat lain.
Berdasarkan Tabel 4.1, maka ruangan yang paling luas adalah ruang manager dan
staff untuk semua bagian serta ruang rapat. Ruang kerja antara manager dan staff
dibuat dalam satu ruangan agar mempermudah komunikasi vertikal yang baik
untuk setiap bagian dan mengoptimalkan penggunaan alat dan bahan kerja yang
sama dalam satu ruangan. Ruang rapat didesain cukup besar agar dapat
menampung beberapa tenaga kerja yang akan rapat pada CV. Rajawali Nusantara.
Toilet berjumlah dua diperuntukkan untuk pria dan wanita.
4.5 Luas Lantai Fasilitas
Perusahaan tentunya memiliki fasilitas-fasilitas yang dapat digunakan
untuk tenaga kerja atau kegiatan lain yang tidak berkaitan dengan proses produksi.
Fasilitas tersebut tentunya digunakan untuk kepentingan pribadi setiap tenaga
kerja maupun kepentingan umum yang dapat digunakan oleh seluruh tenaga kerja.
Tabel 4.2 berikut ini merupakan total dari perhitungan luas lantai fasilitas pada
CV. Rajawali Nusantara.
Tabel 4.2 Luas Lantai Fasilitas
No Ruang Jumlah Ukuran (m) Luas (m2) Total (m
2)
1 Mushola 1 6 × 6 36 36
2 Toilet 4 2 × 2 4 16
3 Pos Satpam 1 3 × 2 6 6
4 Instalasi Air 1 3 × 2 4 4
5 Instalasi Listrik 1 3 × 2 6 6
6 Kantin 1 6 × 6 36 36
7 Parkir Mobil 1 10 × 10 100 100
8 Parkir Motor 1 10 × 3 30 30
9 Pembuangan Limbah 1 4 × 2 8 8
10 Taman 1 - 120 120
11 Gerbang 2 5 × 2 10 20
Jumlah 382
Allowance(100%) 382
Total 764
Total luas lantai fasilitas yang dibutuhkan adalah sebesar 382 m2 dengan
allowance 100%, jadi luas lantai perkantoran sebesar 764 m2. Allowance
diberikan dengan tujuan untuk area ruang gerak dari para tenaga kerja tidak
langsung maupun langsung serta kendaraan sehingga akan memberikan rasa
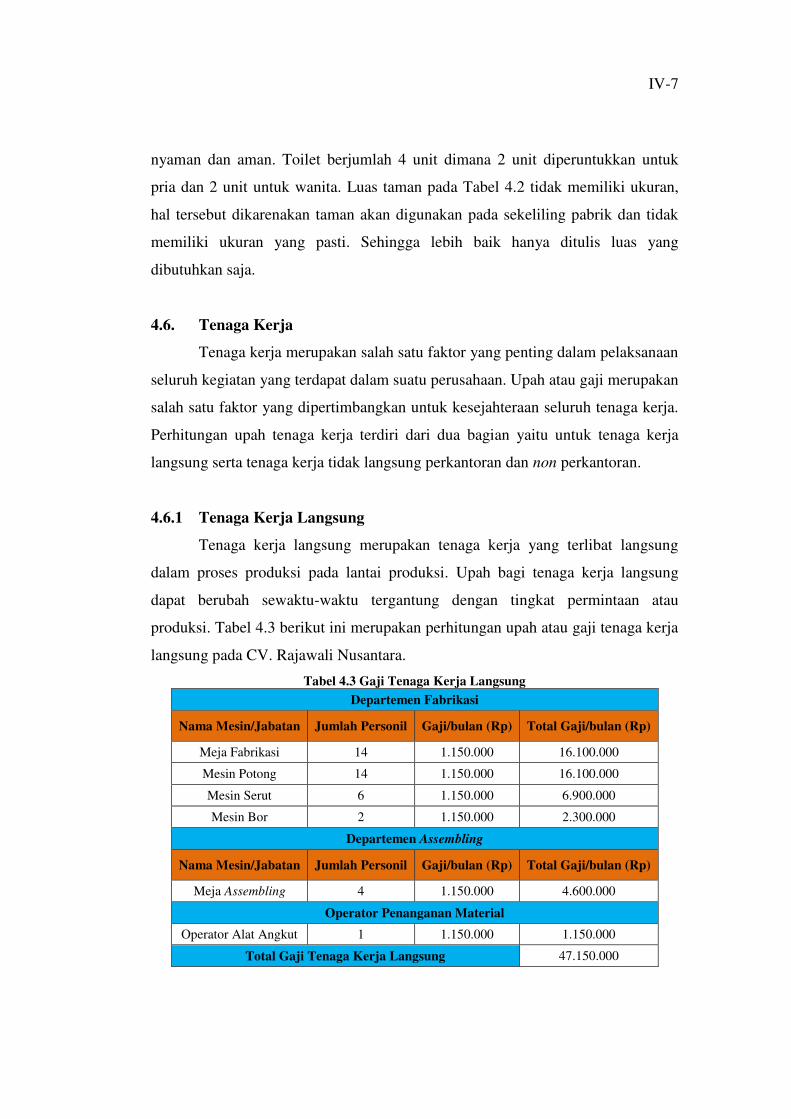
IV-7
nyaman dan aman. Toilet berjumlah 4 unit dimana 2 unit diperuntukkan untuk
pria dan 2 unit untuk wanita. Luas taman pada Tabel 4.2 tidak memiliki ukuran,
hal tersebut dikarenakan taman akan digunakan pada sekeliling pabrik dan tidak
memiliki ukuran yang pasti. Sehingga lebih baik hanya ditulis luas yang
dibutuhkan saja.
4.6. Tenaga Kerja
Tenaga kerja merupakan salah satu faktor yang penting dalam pelaksanaan
seluruh kegiatan yang terdapat dalam suatu perusahaan. Upah atau gaji merupakan
salah satu faktor yang dipertimbangkan untuk kesejahteraan seluruh tenaga kerja.
Perhitungan upah tenaga kerja terdiri dari dua bagian yaitu untuk tenaga kerja
langsung serta tenaga kerja tidak langsung perkantoran dan non perkantoran.
4.6.1 Tenaga Kerja Langsung
Tenaga kerja langsung merupakan tenaga kerja yang terlibat langsung
dalam proses produksi pada lantai produksi. Upah bagi tenaga kerja langsung
dapat berubah sewaktu-waktu tergantung dengan tingkat permintaan atau
produksi. Tabel 4.3 berikut ini merupakan perhitungan upah atau gaji tenaga kerja
langsung pada CV. Rajawali Nusantara.
Tabel 4.3 Gaji Tenaga Kerja Langsung
Departemen Fabrikasi
Nama Mesin/Jabatan Jumlah Personil Gaji/bulan (Rp) Total Gaji/bulan (Rp)
Meja Fabrikasi 14 1.150.000 16.100.000
Mesin Potong 14 1.150.000 16.100.000
Mesin Serut 6 1.150.000 6.900.000
Mesin Bor 2 1.150.000 2.300.000
Departemen Assembling
Nama Mesin/Jabatan Jumlah Personil Gaji/bulan (Rp) Total Gaji/bulan (Rp)
Meja Assembling 4 1.150.000 4.600.000
Operator Penanganan Material
Operator Alat Angkut 1 1.150.000 1.150.000
Total Gaji Tenaga Kerja Langsung 47.150.000
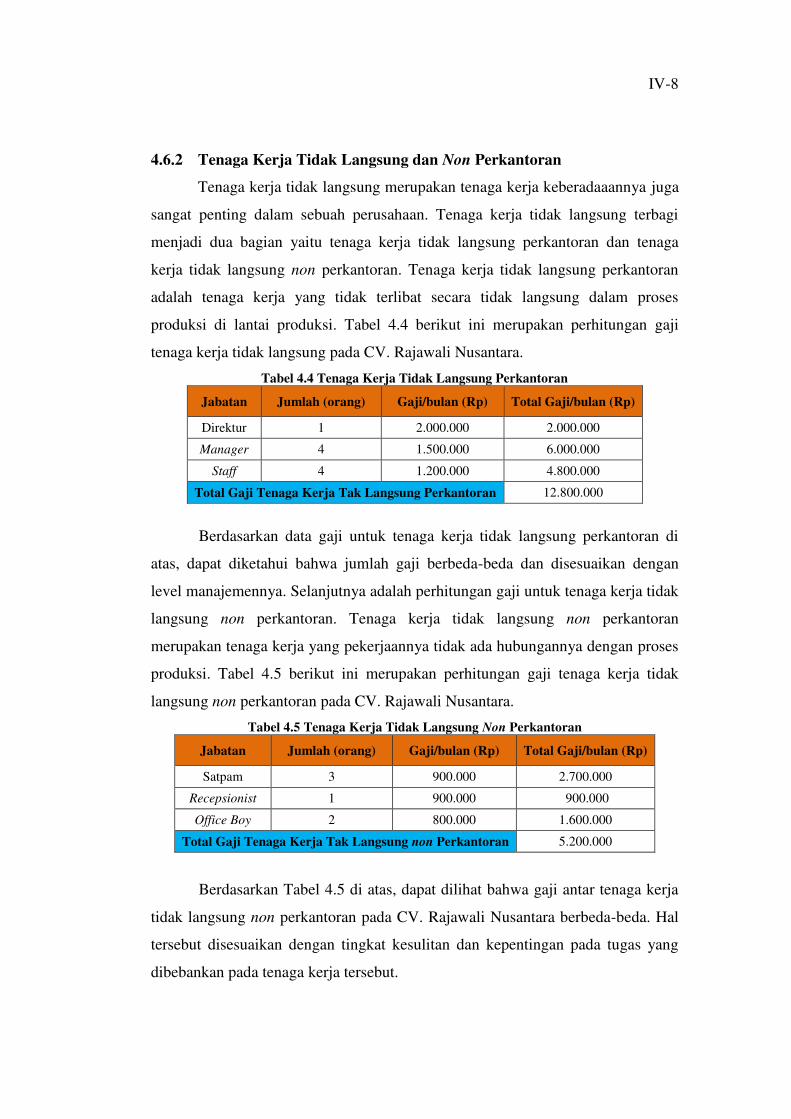
IV-8
4.6.2 Tenaga Kerja Tidak Langsung dan Non Perkantoran
Tenaga kerja tidak langsung merupakan tenaga kerja keberadaaannya juga
sangat penting dalam sebuah perusahaan. Tenaga kerja tidak langsung terbagi
menjadi dua bagian yaitu tenaga kerja tidak langsung perkantoran dan tenaga
kerja tidak langsung non perkantoran. Tenaga kerja tidak langsung perkantoran
adalah tenaga kerja yang tidak terlibat secara tidak langsung dalam proses
produksi di lantai produksi. Tabel 4.4 berikut ini merupakan perhitungan gaji
tenaga kerja tidak langsung pada CV. Rajawali Nusantara.
Tabel 4.4 Tenaga Kerja Tidak Langsung Perkantoran
Jabatan Jumlah (orang) Gaji/bulan (Rp) Total Gaji/bulan (Rp)
Direktur 1 2.000.000 2.000.000
Manager 4 1.500.000 6.000.000
Staff 4 1.200.000 4.800.000
Total Gaji Tenaga Kerja Tak Langsung Perkantoran 12.800.000
Berdasarkan data gaji untuk tenaga kerja tidak langsung perkantoran di
atas, dapat diketahui bahwa jumlah gaji berbeda-beda dan disesuaikan dengan
level manajemennya. Selanjutnya adalah perhitungan gaji untuk tenaga kerja tidak
langsung non perkantoran. Tenaga kerja tidak langsung non perkantoran
merupakan tenaga kerja yang pekerjaannya tidak ada hubungannya dengan proses
produksi. Tabel 4.5 berikut ini merupakan perhitungan gaji tenaga kerja tidak
langsung non perkantoran pada CV. Rajawali Nusantara.
Tabel 4.5 Tenaga Kerja Tidak Langsung Non Perkantoran
Jabatan Jumlah (orang) Gaji/bulan (Rp) Total Gaji/bulan (Rp)
Satpam 3 900.000 2.700.000
Recepsionist 1 900.000 900.000
Office Boy 2 800.000 1.600.000
Total Gaji Tenaga Kerja Tak Langsung non Perkantoran 5.200.000
Berdasarkan Tabel 4.5 di atas, dapat dilihat bahwa gaji antar tenaga kerja
tidak langsung non perkantoran pada CV. Rajawali Nusantara berbeda-beda. Hal
tersebut disesuaikan dengan tingkat kesulitan dan kepentingan pada tugas yang
dibebankan pada tenaga kerja tersebut.
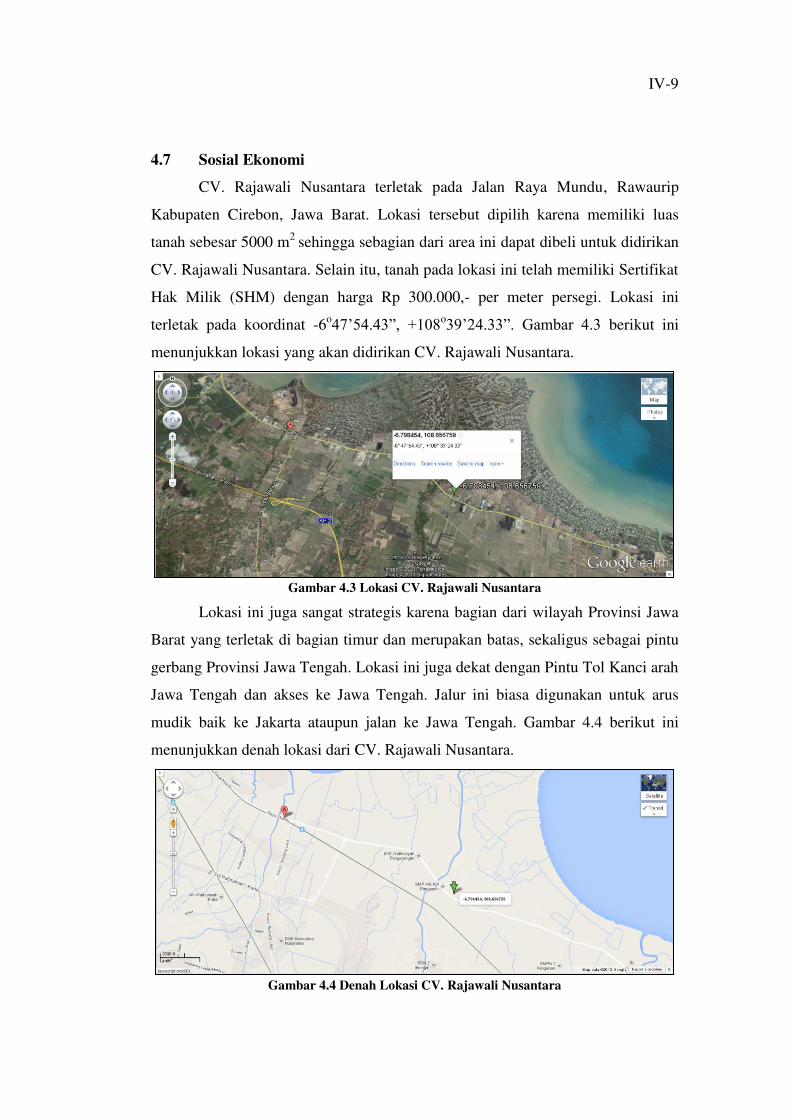
IV-9
4.7 Sosial Ekonomi
CV. Rajawali Nusantara terletak pada Jalan Raya Mundu, Rawaurip
Kabupaten Cirebon, Jawa Barat. Lokasi tersebut dipilih karena memiliki luas
tanah sebesar 5000 m2
sehingga sebagian dari area ini dapat dibeli untuk didirikan
CV. Rajawali Nusantara. Selain itu, tanah pada lokasi ini telah memiliki Sertifikat
Hak Milik (SHM) dengan harga Rp 300.000,- per meter persegi. Lokasi ini
terletak pada koordinat -6o47’54.43”, +108o39’24.33”. Gambar 4.3 berikut ini
menunjukkan lokasi yang akan didirikan CV. Rajawali Nusantara.
Gambar 4.3 Lokasi CV. Rajawali Nusantara
Lokasi ini juga sangat strategis karena bagian dari wilayah Provinsi Jawa
Barat yang terletak di bagian timur dan merupakan batas, sekaligus sebagai pintu
gerbang Provinsi Jawa Tengah. Lokasi ini juga dekat dengan Pintu Tol Kanci arah
Jawa Tengah dan akses ke Jawa Tengah. Jalur ini biasa digunakan untuk arus
mudik baik ke Jakarta ataupun jalan ke Jawa Tengah. Gambar 4.4 berikut ini
menunjukkan denah lokasi dari CV. Rajawali Nusantara.
Gambar 4.4 Denah Lokasi CV. Rajawali Nusantara

IV-10
Selain faktor harga tanah dan lokasi yang strategis, pemilihan lokasi ini
untuk pendirian CV. Rajawali Nusantara mempertimbangkan beberapa faktor.
Faktor yang pertama adalah ketersediaan bahan baku. Meskipun bahan baku yang
dipergunakan mengalami banyak mengalami penurunan berat atau volume, maka
perusahaan tidak perlu sedekat mungkin dengan sumber bahan baku. Namun
ketersediaan bahan baku pada daerah tersebut perlu menjadi pertimbangan karena
dapat meminimumkan biaya transportasi bahan baku sehingga biaya pembelian
bahan baku menjadi lebih murah. Lokasi ini tidak terlalu jauh dengan pabrik
pengolah kayu karena pada daerah Cirebon masih terdapat banyak pohon jati dan
pohon-pohon lain yang dapat dijadikan sebagai bahan baku pembuatan furniture.
Faktor kedua yaitu ketersediaan tenaga kerja. Setiap daerah tentunya
memiliki ciri tenaga kerja yang berlainan karena pengaruh lingkungan, adat dan
budayanya. Kabupaten Cirebon telah memiliki banyak pabrik besar, menengah,
maupun kecil. Hal tersebut karena dipengaruhi oleh salah satunya adalah tenaga
kerja. UMR pada tahun 2013 untuk Kabupaten Cirebon adalah sebesar Rp
1.081.300,-. Kabupaten Cirebon termasuk memiliki pendidikan yang cukup
tinggi. Tenaga kerja yang dibutuhkan untuk lantai produksi memiliki syarat
pendidikan minimal lulus SMA/SMK/sederajat sedangkan untuk lantai
perkantoran memiliki syarat pendidikan minimal lulus D3. Selain syarat
pendidikan tersebut, tenaga kerja yang akan direkrut untuk CV. Rajawali
Nusantara diutamakan yang memiliki tempat tinggal tidak jauh dari lokasi pabrik
agar dapat meminimumkan biaya transportasi para tenaga kerja.
Faktor ketiga yang perlu dipertimbangkan dalam pemilihan lokasi adalah
lokasi pemasaran produk. Karena bahan baku dapat diperoleh dengan mudah dan
tidak membutuhkan biaya transportasi yang mahal, maka CV. Rajawali Nusantara
akan didirikan dekat dengan lokasi pemasaran. Target pasar dari produksi rak
buku CV. Rajawali Nusantara yaitu pada bidang pendidikan seperti sekolah dari
tingkat taman kanak-kanak hingga universitas, pada bidang kesehatan seperti
puskesmas, klinik, dan rumah sakit, bidang jasa, perkantoran, maupun rumah
tangga. Karena lokasi pabrik yang dekat dengan konsumen maka ketersediaan
IV-11
produk di pasar akibat gangguan distribusi produk dari pabrik penyalur akan lebih
dapat diandalkan dengan biaya yang relatif lebih murah dibandingkan harga pasar.
Faktor yang lain yang perlu dipertimbangkan yaitu ketersediaan air, listrik,
dan sarana transportasi. Air yang digunakan pada CV. Rajawali Nusantara
diperoleh dari sumber air tanah karena lokasi ini dekat dengan dataran tinggi di
Gunung Ciremai dan sektor pertanian khususnya penghasil beras yang
berkembang pesat di daerah ini. Sehingga tentunya ketersediaan air di lokasi ini
terjamin. Selain air, listrik juga merupakan faktor yang penting dalam berjalannya
proses produksi. Lokasi CV. Rajawali Nusantara telah dialiri listrik dan telah ada
tiang-tiang yang mengaliri listrik sehingga tidak perlu mengeluarkan biaya yang
tidak terlalu banyak untuk penambahan tiang listrik. CV. Rajawali Nusantara juga
memiliki satu unit genset untuk antisipasi pemadaman listrik sehingga proses
produksi tetap berjalan. Sarana transportasi pada lokasi ini tersedia karena lokasi
ini berada pada pinggir jalan raya. Sehingga dapat diakses melalui jalan darat
untuk distribusi bahan baku maupun produk baik dengan kendaraan kecil maupun
besar seperti truck. Gambar 4.5 dan 4.6 berikut ini menunjukkan tampak lokasi
dari CV. Rajawali Nusantara.
Gambar 4.5 Tampak Samping Lokasi CV. Rajawali Nusantara
Gambar 4.6 Tampak Depan Lokasi CV. Rajawali Nusantara
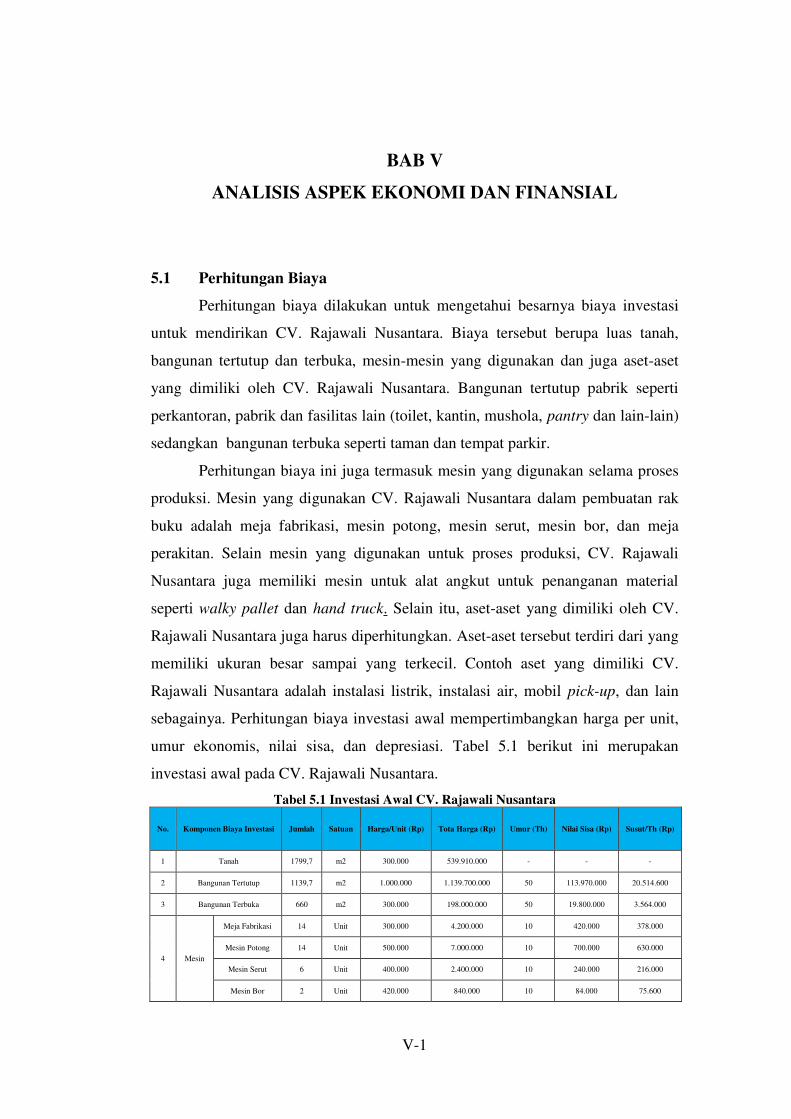
V-1
BAB V
ANALISIS ASPEK EKONOMI DAN FINANSIAL
5.1 Perhitungan Biaya
Perhitungan biaya dilakukan untuk mengetahui besarnya biaya investasi
untuk mendirikan CV. Rajawali Nusantara. Biaya tersebut berupa luas tanah,
bangunan tertutup dan terbuka, mesin-mesin yang digunakan dan juga aset-aset
yang dimiliki oleh CV. Rajawali Nusantara. Bangunan tertutup pabrik seperti
perkantoran, pabrik dan fasilitas lain (toilet, kantin, mushola, pantry dan lain-lain)
sedangkan bangunan terbuka seperti taman dan tempat parkir.
Perhitungan biaya ini juga termasuk mesin yang digunakan selama proses
produksi. Mesin yang digunakan CV. Rajawali Nusantara dalam pembuatan rak
buku adalah meja fabrikasi, mesin potong, mesin serut, mesin bor, dan meja
perakitan. Selain mesin yang digunakan untuk proses produksi, CV. Rajawali
Nusantara juga memiliki mesin untuk alat angkut untuk penanganan material
seperti walky pallet dan hand truck. Selain itu, aset-aset yang dimiliki oleh CV.
Rajawali Nusantara juga harus diperhitungkan. Aset-aset tersebut terdiri dari yang
memiliki ukuran besar sampai yang terkecil. Contoh aset yang dimiliki CV.
Rajawali Nusantara adalah instalasi listrik, instalasi air, mobil pick-up, dan lain
sebagainya. Perhitungan biaya investasi awal mempertimbangkan harga per unit,
umur ekonomis, nilai sisa, dan depresiasi. Tabel 5.1 berikut ini merupakan
investasi awal pada CV. Rajawali Nusantara.
Tabel 5.1 Investasi Awal CV. Rajawali Nusantara
No. Komponen Biaya Investasi Jumlah Satuan Harga/Unit (Rp) Tota Harga (Rp) Umur (Th) Nilai Sisa (Rp) Susut/Th (Rp)
1 Tanah 1799,7 m2 300.000 539.910.000 - - -
2 Bangunan Tertutup 1139,7 m2 1.000.000 1.139.700.000 50 113.970.000 20.514.600
3 Bangunan Terbuka 660 m2 300.000 198.000.000 50 19.800.000 3.564.000
4 Mesin
Meja Fabrikasi 14 Unit 300.000 4.200.000 10 420.000 378.000
Mesin Potong 14 Unit 500.000 7.000.000 10 700.000 630.000
Mesin Serut 6 Unit 400.000 2.400.000 10 240.000 216.000
Mesin Bor 2 Unit 420.000 840.000 10 84.000 75.600
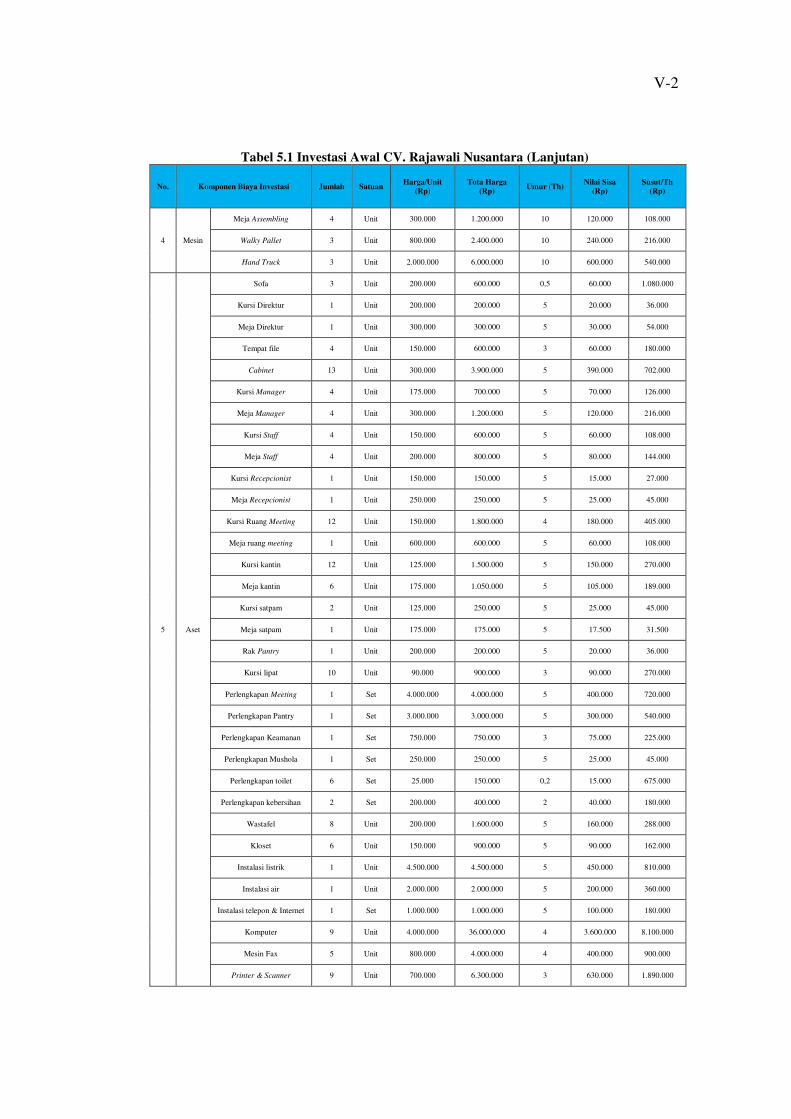
V-2
Tabel 5.1 Investasi Awal CV. Rajawali Nusantara (Lanjutan)
No. Komponen Biaya Investasi Jumlah Satuan Harga/Unit
(Rp)
Tota Harga
(Rp) Umur (Th)
Nilai Sisa
(Rp)
Susut/Th
(Rp)
4 Mesin
Meja Assembling 4 Unit 300.000 1.200.000 10 120.000 108.000
Walky Pallet 3 Unit 800.000 2.400.000 10 240.000 216.000
Hand Truck 3 Unit 2.000.000 6.000.000 10 600.000 540.000
5 Aset
Sofa 3 Unit 200.000 600.000 0,5 60.000 1.080.000
Kursi Direktur 1 Unit 200.000 200.000 5 20.000 36.000
Meja Direktur 1 Unit 300.000 300.000 5 30.000 54.000
Tempat file 4 Unit 150.000 600.000 3 60.000 180.000
Cabinet 13 Unit 300.000 3.900.000 5 390.000 702.000
Kursi Manager 4 Unit 175.000 700.000 5 70.000 126.000
Meja Manager 4 Unit 300.000 1.200.000 5 120.000 216.000
Kursi Staff 4 Unit 150.000 600.000 5 60.000 108.000
Meja Staff 4 Unit 200.000 800.000 5 80.000 144.000
Kursi Recepcionist 1 Unit 150.000 150.000 5 15.000 27.000
Meja Recepcionist 1 Unit 250.000 250.000 5 25.000 45.000
Kursi Ruang Meeting 12 Unit 150.000 1.800.000 4 180.000 405.000
Meja ruang meeting 1 Unit 600.000 600.000 5 60.000 108.000
Kursi kantin 12 Unit 125.000 1.500.000 5 150.000 270.000
Meja kantin 6 Unit 175.000 1.050.000 5 105.000 189.000
Kursi satpam 2 Unit 125.000 250.000 5 25.000 45.000
Meja satpam 1 Unit 175.000 175.000 5 17.500 31.500
Rak Pantry 1 Unit 200.000 200.000 5 20.000 36.000
Kursi lipat 10 Unit 90.000 900.000 3 90.000 270.000
Perlengkapan Meeting 1 Set 4.000.000 4.000.000 5 400.000 720.000
Perlengkapan Pantry 1 Set 3.000.000 3.000.000 5 300.000 540.000
Perlengkapan Keamanan 1 Set 750.000 750.000 3 75.000 225.000
Perlengkapan Mushola 1 Set 250.000 250.000 5 25.000 45.000
Perlengkapan toilet 6 Set 25.000 150.000 0,2 15.000 675.000
Perlengkapan kebersihan 2 Set 200.000 400.000 2 40.000 180.000
Wastafel 8 Unit 200.000 1.600.000 5 160.000 288.000
Kloset 6 Unit 150.000 900.000 5 90.000 162.000
Instalasi listrik 1 Unit 4.500.000 4.500.000 5 450.000 810.000
Instalasi air 1 Unit 2.000.000 2.000.000 5 200.000 360.000
Instalasi telepon & Internet 1 Set 1.000.000 1.000.000 5 100.000 180.000
Komputer 9 Unit 4.000.000 36.000.000 4 3.600.000 8.100.000
Mesin Fax 5 Unit 800.000 4.000.000 4 400.000 900.000
Printer & Scanner 9 Unit 700.000 6.300.000 3 630.000 1.890.000
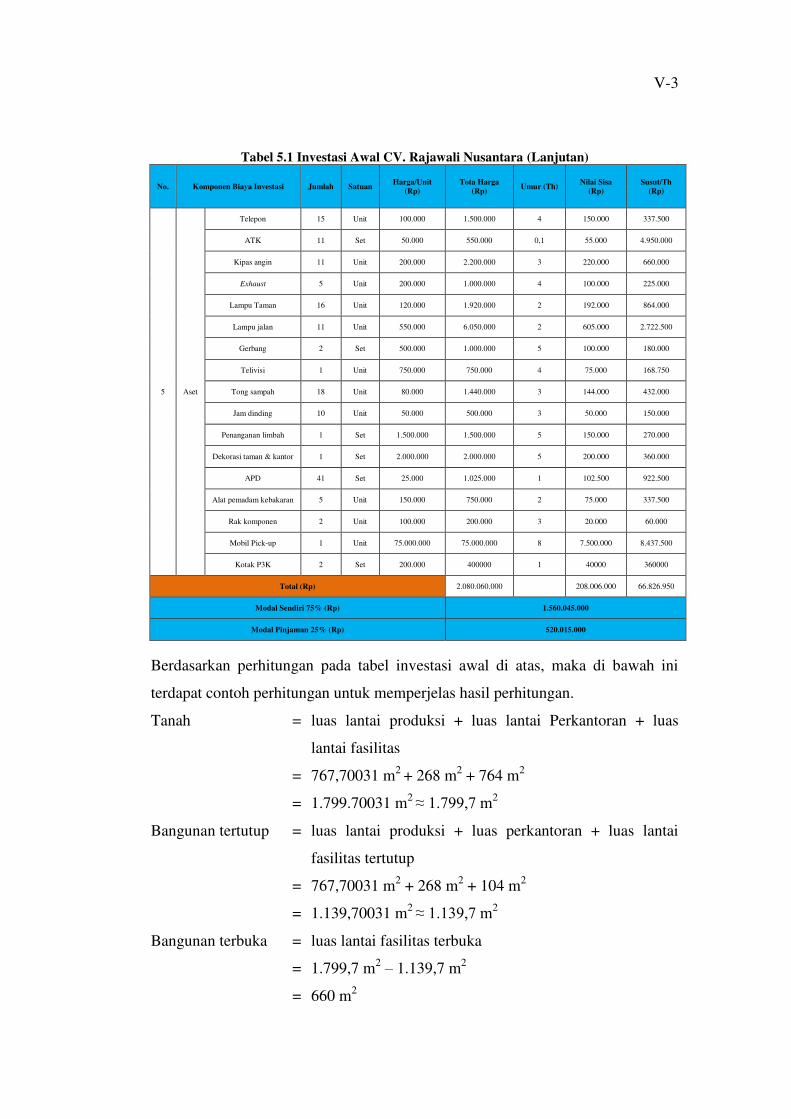
V-3
Tabel 5.1 Investasi Awal CV. Rajawali Nusantara (Lanjutan)
No. Komponen Biaya Investasi Jumlah Satuan Harga/Unit
(Rp)
Tota Harga
(Rp) Umur (Th)
Nilai Sisa
(Rp)
Susut/Th
(Rp)
5 Aset
Telepon 15 Unit 100.000 1.500.000 4 150.000 337.500
ATK 11 Set 50.000 550.000 0,1 55.000 4.950.000
Kipas angin 11 Unit 200.000 2.200.000 3 220.000 660.000
Exhaust 5 Unit 200.000 1.000.000 4 100.000 225.000
Lampu Taman 16 Unit 120.000 1.920.000 2 192.000 864.000
Lampu jalan 11 Unit 550.000 6.050.000 2 605.000 2.722.500
Gerbang 2 Set 500.000 1.000.000 5 100.000 180.000
Telivisi 1 Unit 750.000 750.000 4 75.000 168.750
Tong sampah 18 Unit 80.000 1.440.000 3 144.000 432.000
Jam dinding 10 Unit 50.000 500.000 3 50.000 150.000
Penanganan limbah 1 Set 1.500.000 1.500.000 5 150.000 270.000
Dekorasi taman & kantor 1 Set 2.000.000 2.000.000 5 200.000 360.000
APD 41 Set 25.000 1.025.000 1 102.500 922.500
Alat pemadam kebakaran 5 Unit 150.000 750.000 2 75.000 337.500
Rak komponen 2 Unit 100.000 200.000 3 20.000 60.000
Mobil Pick-up 1 Unit 75.000.000 75.000.000 8 7.500.000 8.437.500
Kotak P3K 2 Set 200.000 400000 1 40000 360000
Total (Rp) 2.080.060.000
208.006.000 66.826.950
Modal Sendiri 75% (Rp) 1.560.045.000
Modal Pinjaman 25% (Rp) 520.015.000
Berdasarkan perhitungan pada tabel investasi awal di atas, maka di bawah ini
terdapat contoh perhitungan untuk memperjelas hasil perhitungan.
Tanah = luas lantai produksi + luas lantai Perkantoran + luas
lantai fasilitas
= 767,70031 m2
+ 268 m2 + 764 m
2
= 1.799.70031 m2 ≈ 1.799,7 m2
Bangunan tertutup = luas lantai produksi + luas perkantoran + luas lantai
fasilitas tertutup
= 767,70031 m2 + 268 m
2 + 104 m
2
= 1.139,70031 m2 ≈ 1.139,7 m2
Bangunan terbuka = luas lantai fasilitas terbuka
= 1.799,7 m2 – 1.139,7 m
2
= 660 m2
V-4
Jumlah mesin = Berdasarkan MPPC pada Gambar 3.1 halaman III-6.
Total harga = Jumlah x Harga/Unit.
Contoh perhitungan total harga pada meja fabrikasi:
Total harga meja fabrikasi = 14 unit x Rp 300.000 = Rp 4.200.000
Nilai sisa = 10% dari total harga
Contoh perhitungan nilai sisa pada meja fabrikasi:
Nilai sisa meja fabrikasi = 10% x Rp 4.200.000 = Rp 420.000
Nilai susut/tahun = 378.000 Rp=10
420.000-4.200.000=
Umur
Sisa Nilai - harga Total
Berdasarkan Tabel 5.1 dapat diperoleh informasi bahwa total harga paling
besar berasal dari bangunan tertutup yaitu sebesar Rp 1.139.700.000. Hal tersebut
dikarenakan karena kuantitas atau jumlah yang diperlukan untuk bangunan
tertutup lebih besar dibandingkan komponen biaya investasi yang lain. Selain itu,
harga yang diperlukan untuk setiap unit bangunan tertutup juga cukup besar. Pada
komponen tanah tidak memiliki umur ekonomis sehingga tidak memiliki nilai sisa
maupun penyusutan. Karena harga tanah cenderung meningkat setiap tahunnya
bukan menurun. Umur ekonomis merupakan periode yang efektif dalam
penggunaan untuk setiap komponen biaya investasi. Nilai sisa merupakan nilai
jual kembali setiap komponen investasi awal. Penyusutan atau depresiasi
merupakan penurunan nilai suatu properti atau aset karena waktu pemakaian
untuk setiap tahunnya. Pada akhir perhitungan investasi awal diketahui bahwa
pemilik CV. Rajawali Nusantara akan mengeluarkan dana sebesar 75% dari total
biaya investasi awal sebesar Rp 1.560.045.000 untuk membangun proyek maupun
pengadaan semua komponen pada Tabel 5.1 Sedangkan sisanya 25% diperoleh
dengan meminjam dana dari bank sebesar Rp 520.015.000.
5.2 Perhitungan Modal Kerja
Modal kerja merupakan pemasukan biaya selain dari investasi awal
pemilik perusahaan. Modal kerja terdiri dari biaya tetap dan biaya variabel. Biaya
tetap adalah sejumlah biaya yang dikeluarkan dan jumlah biaya tersebut tidak
berubah atau tetap tanpa terkait oleh besar kecilnya proses produksi. Biaya tetap
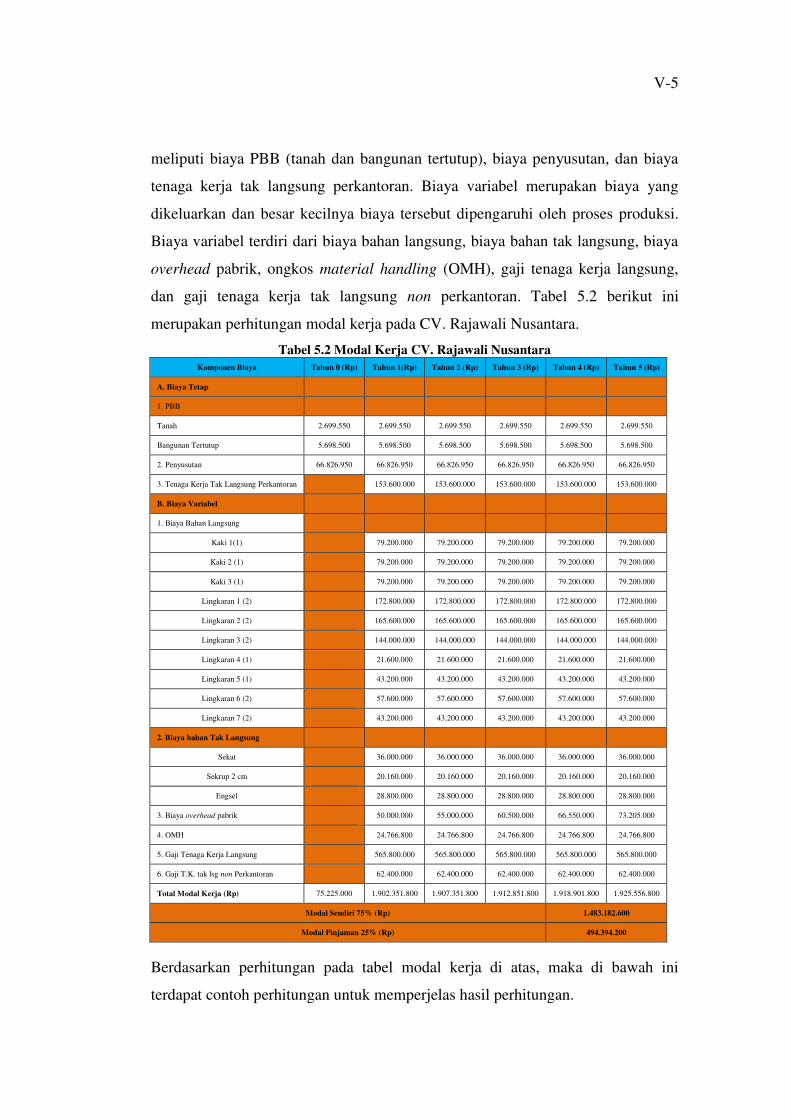
V-5
meliputi biaya PBB (tanah dan bangunan tertutup), biaya penyusutan, dan biaya
tenaga kerja tak langsung perkantoran. Biaya variabel merupakan biaya yang
dikeluarkan dan besar kecilnya biaya tersebut dipengaruhi oleh proses produksi.
Biaya variabel terdiri dari biaya bahan langsung, biaya bahan tak langsung, biaya
overhead pabrik, ongkos material handling (OMH), gaji tenaga kerja langsung,
dan gaji tenaga kerja tak langsung non perkantoran. Tabel 5.2 berikut ini
merupakan perhitungan modal kerja pada CV. Rajawali Nusantara.
Tabel 5.2 Modal Kerja CV. Rajawali Nusantara
Komponen Biaya Tahun 0 (Rp) Tahun 1(Rp) Tahun 2 (Rp) Tahun 3 (Rp) Tahun 4 (Rp) Tahun 5 (Rp)
A. Biaya Tetap
1. PBB
Tanah 2.699.550 2.699.550 2.699.550 2.699.550 2.699.550 2.699.550
Bangunan Tertutup 5.698.500 5.698.500 5.698.500 5.698.500 5.698.500 5.698.500
2. Penyusutan 66.826.950 66.826.950 66.826.950 66.826.950 66.826.950 66.826.950
3. Tenaga Kerja Tak Langsung Perkantoran
153.600.000 153.600.000 153.600.000 153.600.000 153.600.000
B. Biaya Variabel
1. Biaya Bahan Langsung
Kaki 1(1)
79.200.000 79.200.000 79.200.000 79.200.000 79.200.000
Kaki 2 (1)
79.200.000 79.200.000 79.200.000 79.200.000 79.200.000
Kaki 3 (1)
79.200.000 79.200.000 79.200.000 79.200.000 79.200.000
Lingkaran 1 (2)
172.800.000 172.800.000 172.800.000 172.800.000 172.800.000
Lingkaran 2 (2)
165.600.000 165.600.000 165.600.000 165.600.000 165.600.000
Lingkaran 3 (2)
144.000.000 144.000.000 144.000.000 144.000.000 144.000.000
Lingkaran 4 (1)
21.600.000 21.600.000 21.600.000 21.600.000 21.600.000
Lingkaran 5 (1)
43.200.000 43.200.000 43.200.000 43.200.000 43.200.000
Lingkaran 6 (2)
57.600.000 57.600.000 57.600.000 57.600.000 57.600.000
Lingkaran 7 (2)
43.200.000 43.200.000 43.200.000 43.200.000 43.200.000
2. Biaya bahan Tak Langsung
Sekat
36.000.000 36.000.000 36.000.000 36.000.000 36.000.000
Sekrup 2 cm
20.160.000 20.160.000 20.160.000 20.160.000 20.160.000
Engsel
28.800.000 28.800.000 28.800.000 28.800.000 28.800.000
3. Biaya overhead pabrik
50.000.000 55.000.000 60.500.000 66.550.000 73.205.000
4. OMH
24.766.800 24.766.800 24.766.800 24.766.800 24.766.800
5. Gaji Tenaga Kerja Langsung
565.800.000 565.800.000 565.800.000 565.800.000 565.800.000
6. Gaji T.K. tak lsg non Perkantoran
62.400.000 62.400.000 62.400.000 62.400.000 62.400.000
Total Modal Kerja (Rp) 75.225.000 1.902.351.800 1.907.351.800 1.912.851.800 1.918.901.800 1.925.556.800
Modal Sendiri 75% (Rp) 1.483.182.600
Modal Pinjaman 25% (Rp) 494.394.200
Berdasarkan perhitungan pada tabel modal kerja di atas, maka di bawah ini
terdapat contoh perhitungan untuk memperjelas hasil perhitungan.
V-6
1. Biaya tetap (Biaya yg tidak terpengaruh oleh volume produksi)
Tanah = 0.5% dari total harga tanah.
= 0,5% x Rp 539.910.000
= Rp 2.699.550
Bangunan Tertutup = 0.5% dari total harga bangunan tertutup
= 0,5% x Rp 1.139.700.000
= Rp 5.698.500
Penyusutan = total penyusutan tabel investasi awal.
= Rp 66.826.950
TK. TL. Perkantoran = Gaji tenaga kerja tak langsung perkantoran/tahun
= Rp 12.800.000 x 12
= Rp 153.600.000
Berdasarkan perhitungan biaya tetap dapat dilihat bahwa biaya yang
diperlukan untuk modal kerja tetap setiap tahunnya, hal tersebut dikarenakan
tidak dipengaruhi oleh jumlah produksi yang dihasilkan. Untuk gaji tenaga
kerja tak langsung perkantoran, pada sebelum tahun pertama perusahaan
belum mengeluarkan biaya karena pada periode tersebut perusahaan masih
dalam tahap pembangunan proyek.
2. Biaya variabel (Biaya yg terkait dengan volume produksi)
Biaya bahan langsung = Berdasarkan harga komponen pada Tabel 2.1
= Harga/unit x Jumlah unit komponen utama/
produk x 30 produk/hari x 20 hari kerja x 12
bulan
Contoh perhitungan komponen kaki 1 (1 unit)
Biaya bahan langsung = Rp 11000 x 1 x 30 x 20 x 12
= Rp 79.200.000
Biaya Bhn. Tak Lsg. = Berdasarkan harga komponen pada Tabel 2.2
= Harga/unit x Jumlah unit komponen tambahan/
produk x 30 produk/hari x 20 hari kerja x 12
bulan
Contoh perhitungan komponen sekat (5 unit)
V-7
Biaya Bhn. Tak Lsg. = Rp 1000 x 5 x 30 x 20 x 12
= Rp 36.000.000
Biaya Overhead Pabrik = Rp. 50.000.000, setiap tahun diasumsikan naik
sebesar 10 %.
Contoh perhitungan tahun ke-2
Biaya Overhead Pabrik = Rp 50.000.000 + (10% x Rp 50.000.000)
= Rp 55.000.000
OMH = Nilai OMH x 12 bulan x 20 hari kerja
= Rp 103.195 x 12 x 20
= Rp 24.766.800
Gaji TK. Langsung = Total gaji TK. Langsung x 12 bulan
= Rp 47.150.000 x 12
= Rp 565.800.000
Gaji TK. TK lsg. non kantor = Gaji TK. lsg. non Perkantoran x 12 bulan
= Rp 5.200.000 x 12
= Rp 62.400.000
Berdasarkan perhitungan biaya variabel dapat dilihat bahwa biaya yang
diperlukan untuk modal kerja berubah setiap tahunnya, hal tersebut
dikarenakan dipengaruhi oleh jumlah produksi yang dihasilkan. Namun
dalam 5 tahun, produksi tetap sebanyak 30 unit per hari. Perubahan
disebabkan adanya pertambahan pada biaya overhead pabrik. Biaya overhead
pabrik merupakan biaya yang digunakan selain biaya material langsung dan
biaya tenaga kerja langsung. Biaya ini biasanya digunakan untuk
pemeliharaan dan perawatan mesin maupun biaya untuk hal-hal tak terduga
yang mungkin saja terjadi sewaktu-waktu. Untuk biaya variabel, sebelum
tahun pertama perusahaan belum mengeluarkan biaya karena pada periode
tersebut perusahaan masih dalam tahap pembangunan proyek sedangkan
proses produksi dimulai pada tahun pertama.
Berdasarkan perhitungan modal kerja pada Tabel 5.2, dapat dilihat bahwa dari
tahun ke tahun terdapat pertambahan biaya modal kerja. Ini dipengaruhi oleh
biaya overhead pabrik. Pada akhir perhitungan modal kerja diketahui bahwa
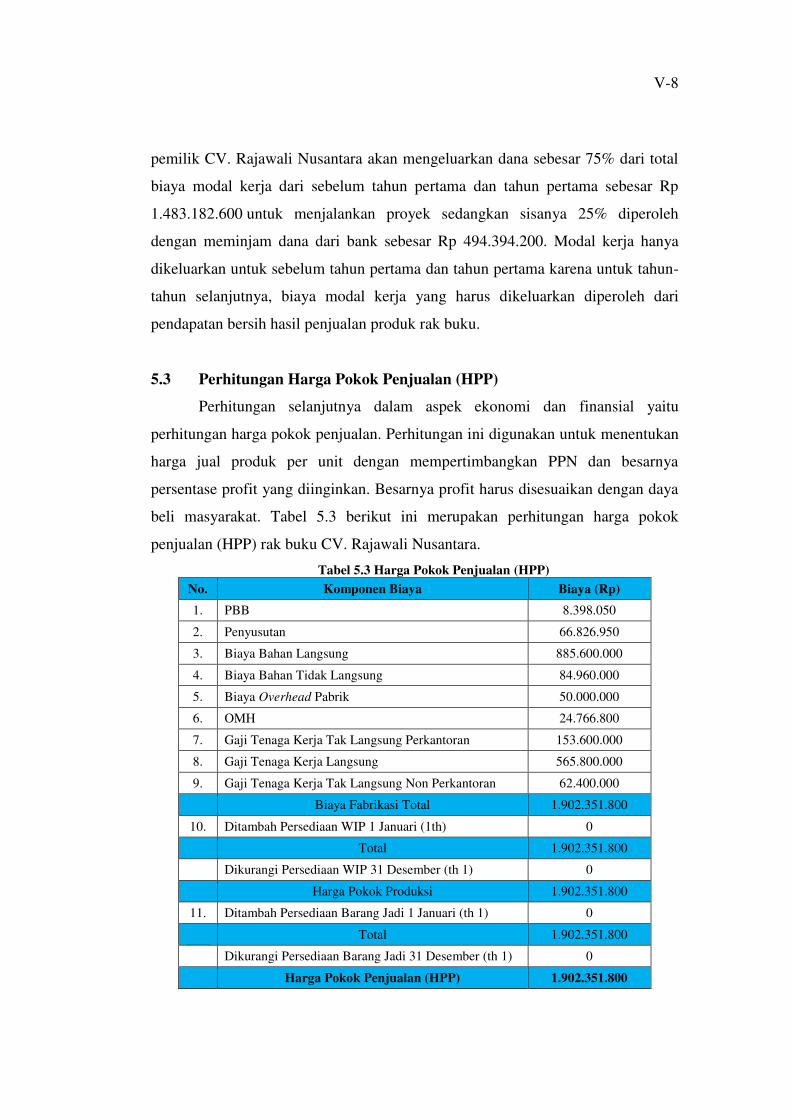
V-8
pemilik CV. Rajawali Nusantara akan mengeluarkan dana sebesar 75% dari total
biaya modal kerja dari sebelum tahun pertama dan tahun pertama sebesar Rp
1.483.182.600 untuk menjalankan proyek sedangkan sisanya 25% diperoleh
dengan meminjam dana dari bank sebesar Rp 494.394.200. Modal kerja hanya
dikeluarkan untuk sebelum tahun pertama dan tahun pertama karena untuk tahun-
tahun selanjutnya, biaya modal kerja yang harus dikeluarkan diperoleh dari
pendapatan bersih hasil penjualan produk rak buku.
5.3 Perhitungan Harga Pokok Penjualan (HPP)
Perhitungan selanjutnya dalam aspek ekonomi dan finansial yaitu
perhitungan harga pokok penjualan. Perhitungan ini digunakan untuk menentukan
harga jual produk per unit dengan mempertimbangkan PPN dan besarnya
persentase profit yang diinginkan. Besarnya profit harus disesuaikan dengan daya
beli masyarakat. Tabel 5.3 berikut ini merupakan perhitungan harga pokok
penjualan (HPP) rak buku CV. Rajawali Nusantara.
Tabel 5.3 Harga Pokok Penjualan (HPP)
No. Komponen Biaya Biaya (Rp)
1. PBB 8.398.050
2. Penyusutan 66.826.950
3. Biaya Bahan Langsung 885.600.000
4. Biaya Bahan Tidak Langsung 84.960.000
5. Biaya Overhead Pabrik 50.000.000
6. OMH 24.766.800
7. Gaji Tenaga Kerja Tak Langsung Perkantoran 153.600.000
8. Gaji Tenaga Kerja Langsung 565.800.000
9. Gaji Tenaga Kerja Tak Langsung Non Perkantoran 62.400.000
Biaya Fabrikasi Total 1.902.351.800
10. Ditambah Persediaan WIP 1 Januari (1th) 0
Total 1.902.351.800
Dikurangi Persediaan WIP 31 Desember (th 1) 0
Harga Pokok Produksi 1.902.351.800
11. Ditambah Persediaan Barang Jadi 1 Januari (th 1) 0
Total 1.902.351.800
Dikurangi Persediaan Barang Jadi 31 Desember (th 1) 0
Harga Pokok Penjualan (HPP) 1.902.351.800
V-9
Berdasarkan hasil perhitungan pada Tabel 5.3, dapat diperoleh informasi
bahwa Harga Pokok Penjualan (HPP) untuk produk rak buku yang dihasilkan oleh
CV. Rajawali Nusantara adalah sebesar Rp 1.902.351.800. Pada perhitungan di
atas, dapat dilihat bahwa selama tahun pertama tidak ada biaya untuk persediaan
work in process (WIP) atau barang setengah jadi maupun biaya untuk persediaan
barang jadi. Hal tersebut dikarenakan tidak ada produk yang dihasilkan sebelum
tahun pertama. Langkah selanjutnya dapat ditentukan harga jual untuk satu unit
produk rak buku.
Pajak = 10% x HPP = 10% x Rp 1.902.351.800 = Rp 190.235.180
Profit = 40% x HPP = 40% x Rp 1.902.351.800 = Rp 760.940.720
Harga Jual (Rp) = HPP + Pajak + Profit
= Rp 1.902.351.800 + Rp 190.235.180 + Rp 760.940.720
= Rp 2.853.527.700
HPP/unit = HPP : Jumlah produksi dalam 1 tahun
= Rp 1.902.351.800 : (30 unit x 20 hari x 12 bulan)
= Rp 264.216
Harga jual/unit = Harga jual : Jumlah produksi dalam 1 tahun
= Rp 2.853.527.700 : (30 unit x 20 hari x 12 bulan)
= Rp 396.324
Berdasarkan uraian perhitungan di atas, dapat dilihat bahwa profit atau
persentase keuntungan yang ingin diperoleh adalah sebesar 40%. Hal tersebut
mempertimbangkan daya beli masyarakat terhadap produk rak buku. Selain itu
juga mempertimbangkan keinginan pemiliki perusahaan dalam pengembalian
modal dengan target sebelum tahun ke lima. Harga pokok penjualan (HPP) per
unit lebih besar jika dibandingkan dengan harga jual per unit, ini dikarenakan
harga jual telah mempertimbangkan profit dan pajak. Harga jual per unit ini bisa
saja bertambah pada lantai pemasaran, karena belum dipengaruhi biaya
transportasi untuk distribusi dan profit untuk penjual rak buku.
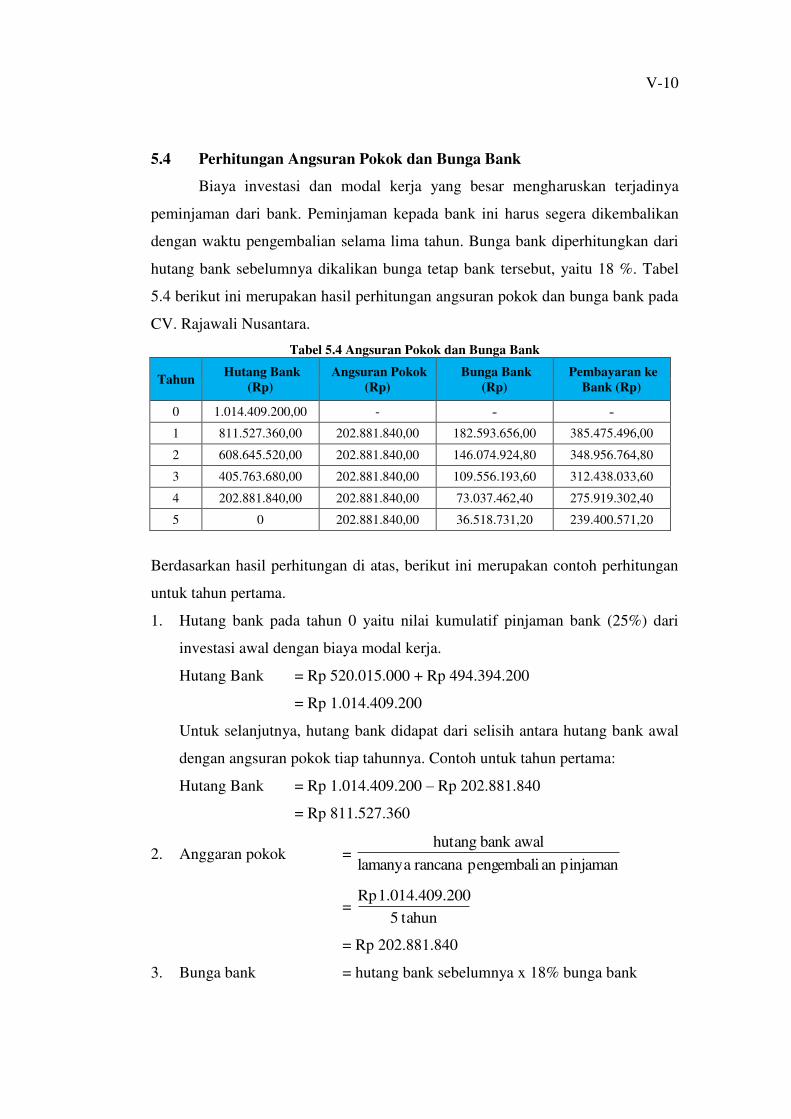
V-10
5.4 Perhitungan Angsuran Pokok dan Bunga Bank
Biaya investasi dan modal kerja yang besar mengharuskan terjadinya
peminjaman dari bank. Peminjaman kepada bank ini harus segera dikembalikan
dengan waktu pengembalian selama lima tahun. Bunga bank diperhitungkan dari
hutang bank sebelumnya dikalikan bunga tetap bank tersebut, yaitu 18 %. Tabel
5.4 berikut ini merupakan hasil perhitungan angsuran pokok dan bunga bank pada
CV. Rajawali Nusantara.
Tabel 5.4 Angsuran Pokok dan Bunga Bank
Tahun Hutang Bank
(Rp)
Angsuran Pokok
(Rp)
Bunga Bank
(Rp)
Pembayaran ke
Bank (Rp)
0 1.014.409.200,00 - - -
1 811.527.360,00 202.881.840,00 182.593.656,00 385.475.496,00
2 608.645.520,00 202.881.840,00 146.074.924,80 348.956.764,80
3 405.763.680,00 202.881.840,00 109.556.193,60 312.438.033,60
4 202.881.840,00 202.881.840,00 73.037.462,40 275.919.302,40
5 0 202.881.840,00 36.518.731,20 239.400.571,20
Berdasarkan hasil perhitungan di atas, berikut ini merupakan contoh perhitungan
untuk tahun pertama.
1. Hutang bank pada tahun 0 yaitu nilai kumulatif pinjaman bank (25%) dari
investasi awal dengan biaya modal kerja.
Hutang Bank = Rp 520.015.000 + Rp 494.394.200
= Rp 1.014.409.200
Untuk selanjutnya, hutang bank didapat dari selisih antara hutang bank awal
dengan angsuran pokok tiap tahunnya. Contoh untuk tahun pertama:
Hutang Bank = Rp 1.014.409.200 – Rp 202.881.840
= Rp 811.527.360
2. Anggaran pokok = pinjamanan pengembali rancana lamanya
awalbank hutang
= tahun5
2001.014.409. Rp
= Rp 202.881.840
3. Bunga bank = hutang bank sebelumnya x 18% bunga bank
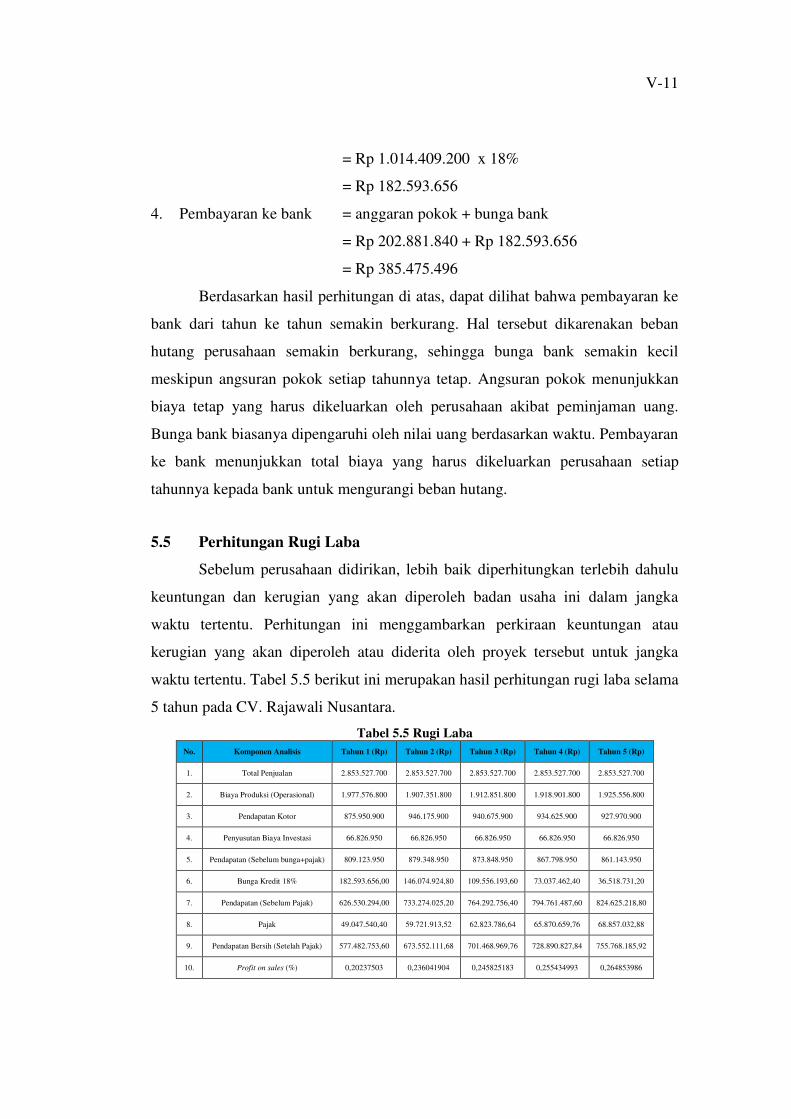
V-11
= Rp 1.014.409.200 x 18%
= Rp 182.593.656
4. Pembayaran ke bank = anggaran pokok + bunga bank
= Rp 202.881.840 + Rp 182.593.656
= Rp 385.475.496
Berdasarkan hasil perhitungan di atas, dapat dilihat bahwa pembayaran ke
bank dari tahun ke tahun semakin berkurang. Hal tersebut dikarenakan beban
hutang perusahaan semakin berkurang, sehingga bunga bank semakin kecil
meskipun angsuran pokok setiap tahunnya tetap. Angsuran pokok menunjukkan
biaya tetap yang harus dikeluarkan oleh perusahaan akibat peminjaman uang.
Bunga bank biasanya dipengaruhi oleh nilai uang berdasarkan waktu. Pembayaran
ke bank menunjukkan total biaya yang harus dikeluarkan perusahaan setiap
tahunnya kepada bank untuk mengurangi beban hutang.
5.5 Perhitungan Rugi Laba
Sebelum perusahaan didirikan, lebih baik diperhitungkan terlebih dahulu
keuntungan dan kerugian yang akan diperoleh badan usaha ini dalam jangka
waktu tertentu. Perhitungan ini menggambarkan perkiraan keuntungan atau
kerugian yang akan diperoleh atau diderita oleh proyek tersebut untuk jangka
waktu tertentu. Tabel 5.5 berikut ini merupakan hasil perhitungan rugi laba selama
5 tahun pada CV. Rajawali Nusantara.
Tabel 5.5 Rugi Laba
No. Komponen Analisis Tahun 1 (Rp) Tahun 2 (Rp) Tahun 3 (Rp) Tahun 4 (Rp) Tahun 5 (Rp)
1. Total Penjualan 2.853.527.700 2.853.527.700 2.853.527.700 2.853.527.700 2.853.527.700
2. Biaya Produksi (Operasional) 1.977.576.800 1.907.351.800 1.912.851.800 1.918.901.800 1.925.556.800
3. Pendapatan Kotor 875.950.900 946.175.900 940.675.900 934.625.900 927.970.900
4. Penyusutan Biaya Investasi 66.826.950 66.826.950 66.826.950 66.826.950 66.826.950
5. Pendapatan (Sebelum bunga+pajak) 809.123.950 879.348.950 873.848.950 867.798.950 861.143.950
6. Bunga Kredit 18% 182.593.656,00 146.074.924,80 109.556.193,60 73.037.462,40 36.518.731,20
7. Pendapatan (Sebelum Pajak) 626.530.294,00 733.274.025,20 764.292.756,40 794.761.487,60 824.625.218,80
8. Pajak 49.047.540,40 59.721.913,52 62.823.786,64 65.870.659,76 68.857.032,88
9. Pendapatan Bersih (Setelah Pajak) 577.482.753,60 673.552.111,68 701.468.969,76 728.890.827,84 755.768.185,92
10. Profit on sales (%) 0,20237503 0,236041904 0,245825183 0,255434993 0,264853986
V-12
Berdasarkan hasil perhitungan pada Tabel 5.5, berikut ini merupakan contoh
perhitungan untuk tahun pertama.
1. Total penjualan = Harga jual (berdasarkan perhitungan HPP)
= Rp 2.853.527.700
2. Biaya produksi = Besarnya total biaya modal kerja yang
dikeluarkan dalam tahun ke-1 (Tabel 5.2)
= Rp 75.225.000 + Rp 1.902.351.800
= Rp 1.977.576.800
3. Pendapatan kotor = Total penjualan – Biaya produksi
= Rp 2.853.527.700 - Rp 1.977.576.800
= Rp 875.950.900
4. Penyusutan Biaya Investasi = Total biaya penyusutan pada tabel investasi
awal (Tabel 5.1)
= Rp 66.826.950
5. Pendapatan (sblm bunga+pajak)
= Pendapatan kotor – penyusutan biaya investasi
= Rp 875.950.900 - Rp 66.826.950
= Rp 809.123.950
6. Bunga Kredit Pinjaman = Berdasarkan Tabel 5.4 Angsuran Pokok.
= Rp 182.593.656
7. Pendapatan (sebelum pajak)
= Pendapatan bersih sblm bunga & pajak – bunga kredit
= Rp 809.123.950 - Rp 182.593.656
= Rp 626.530.294
8. Pajak
= (Pendapatan kotor - Bunga Kredit Pinjaman – angsuran pokok) x 10%
= (Rp 875.950.900 - Rp 182.593.656 - 202.881.840,00) x 10%
= Rp 49.047.540,40
9. Pendapatan bersih setelah pajak = Pendapatan bersih sebelum pajak – pajak
= Rp 626.530.294 - Rp 49.047.540,40
= Rp 577.482.753,60
V-13
10. Profit on sales = 100%×Penjualan Total
pajaksetelah bersih Pendapatan
= 100%×7002.853.527. Rp
3,60577.482.75 Rp
= 0,20237503 x 100%
= 20,24%
Perhitungan rugi laba dilakukan dengan membandingkan berapa besar
biaya yang dikeluarkan baik investasi awal, modal kerja maupun pembayaran
hutang ke bank terhadap pendapatan yang diperoleh dari total penjualan produk.
Perhitungan ini juga mempertimbangkan bunga kredit dan pajak yang harus
dikeluarkan oleh perusahaan. Oleh karena itu, dapat diketahui pada profit on sales
dari tahun ke tahun. Nilai profit on sales jika mengalami kenaikan, maka dapat
diketahui bahwa perusahaan akan memperoleh laba atau keuntungan. Hal tersebut
dikarenakan beban hutang perusahaan kepada bank yang semakin berkurang.
Sebaliknya, jika mengalami penurunan, maka dapat diketahui bahwa perusahaan
akan mengalami kerugian. Hasil perhitungan pada Tabel 5.5 dapat dilihat bahwa
terjadi kenaikan profit on sales. Hal tersebut menunjukkan bahwa CV. Rajawali
Nusantara memperoleh laba setiap tahunnya terutama untuk 5 tahun pertama,
karena harus mendapatkan keuntungan untuk menutupi pembayaran pinjaman ke
bank.
5.6. Perhitungan Analisis Kas (Cash Flow)
Pembahasan selanjutnya berkaitan dengan aliran kas (cash flow). Aliran
kas adalah bagian dari laporan keuangan suatu perusahaan yang dihasilkan pada
suatu periode akuntansi yang menunjukan aliran masuk dan keluar uang tunai
(kas) perusahaan. Aliran kas yang berhubungan dengan suatu proyek dapat dibagi
menjadi tiga kelompok yaitu aliran kas awal (initial cash flow), aliran kas
operasional (operational cash flow), dan aliran kas akhir (terminal cash flow).
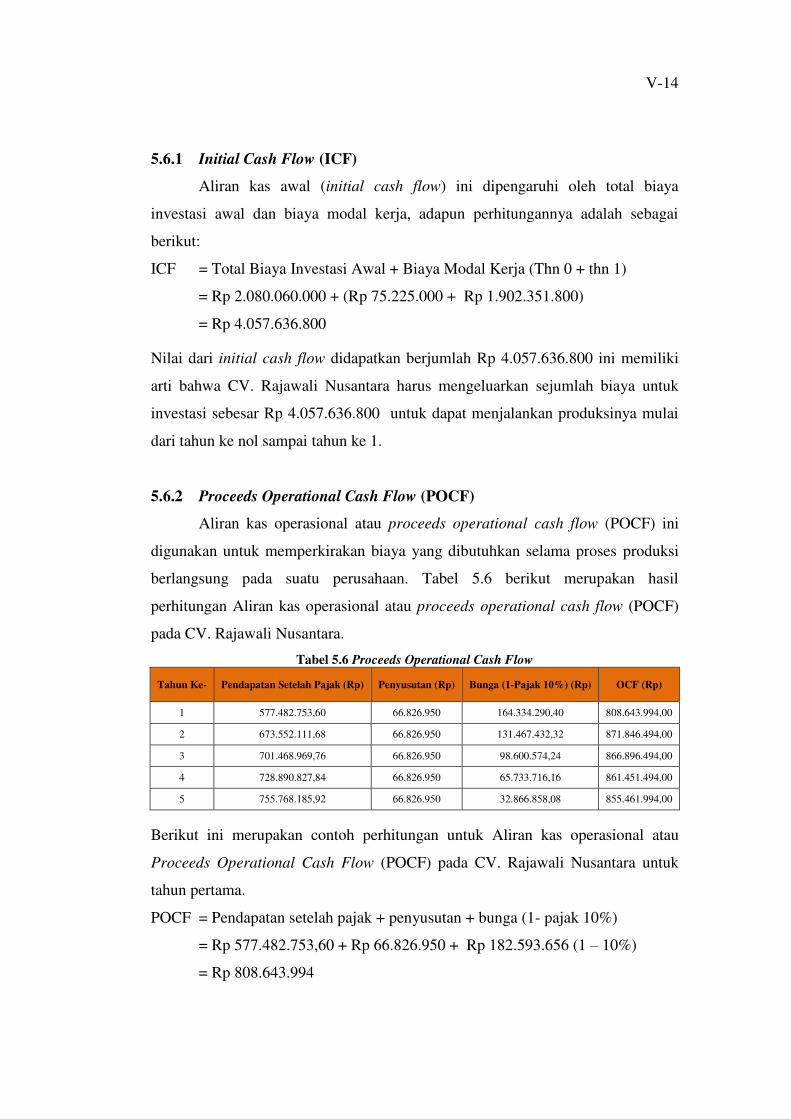
V-14
5.6.1 Initial Cash Flow (ICF)
Aliran kas awal (initial cash flow) ini dipengaruhi oleh total biaya
investasi awal dan biaya modal kerja, adapun perhitungannya adalah sebagai
berikut:
ICF = Total Biaya Investasi Awal + Biaya Modal Kerja (Thn 0 + thn 1)
= Rp 2.080.060.000 + (Rp 75.225.000 + Rp 1.902.351.800)
= Rp 4.057.636.800
Nilai dari initial cash flow didapatkan berjumlah Rp 4.057.636.800 ini memiliki
arti bahwa CV. Rajawali Nusantara harus mengeluarkan sejumlah biaya untuk
investasi sebesar Rp 4.057.636.800 untuk dapat menjalankan produksinya mulai
dari tahun ke nol sampai tahun ke 1.
5.6.2 Proceeds Operational Cash Flow (POCF)
Aliran kas operasional atau proceeds operational cash flow (POCF) ini
digunakan untuk memperkirakan biaya yang dibutuhkan selama proses produksi
berlangsung pada suatu perusahaan. Tabel 5.6 berikut merupakan hasil
perhitungan Aliran kas operasional atau proceeds operational cash flow (POCF)
pada CV. Rajawali Nusantara.
Tabel 5.6 Proceeds Operational Cash Flow
Tahun Ke- Pendapatan Setelah Pajak (Rp) Penyusutan (Rp) Bunga (1-Pajak 10%) (Rp) OCF (Rp)
1 577.482.753,60 66.826.950 164.334.290,40 808.643.994,00
2 673.552.111,68 66.826.950 131.467.432,32 871.846.494,00
3 701.468.969,76 66.826.950 98.600.574,24 866.896.494,00
4 728.890.827,84 66.826.950 65.733.716,16 861.451.494,00
5 755.768.185,92 66.826.950 32.866.858,08 855.461.994,00
Berikut ini merupakan contoh perhitungan untuk Aliran kas operasional atau
Proceeds Operational Cash Flow (POCF) pada CV. Rajawali Nusantara untuk
tahun pertama.
POCF = Pendapatan setelah pajak + penyusutan + bunga (1- pajak 10%)
= Rp 577.482.753,60 + Rp 66.826.950 + Rp 182.593.656 (1 – 10%)
= Rp 808.643.994
V-15
Perhitungan proceeds operational cash flow (POCF) merupakan bentuk
cash flow yang menyajikan mengenai segala sesuatu yang berhubungan dengan
pelaksanaan proses produksi. Berdasarkan hasil perhitungan pada Tabel 5.6,
setiap tahun proceeds operational cash flow (POCF) mengalami penurunan
berarti biaya operasi yang dikeluarkan setiap tahun semakin turun dikarenakan
pendapatan yang meningkat. Sedangkan untuk tahun pertama karena harus
mengikutsertakan tahun 0 dimana belum ada produksi maka pendapatan bersihnya
juga relatif kecil.
5.6.3 Terminal Cash Flow (TCF)
Aliran kas akhir atau terminal cash flow (TCF) dipengaruhi oleh modal
kerja dan total nilai sisa, adapun perhitungannya adalah sebagai berikut:
TCF = Modal Kerja (Thn ke-0 + Thn Ke-1) + Total Nilai Sisa
= (Rp 75.225.000 + Rp 1.902.351.800) + Rp 208.006.000
= Rp 2.185.582.800
Berdasarkan hasil perhitungan tersebut dapat dikatakan bahwa aliran kas yang
berkaitan dengan nilai sisa proyek seperti sisa modal kerja, nilai sisa proyek yaitu
penjualan peralatan proyek sebesar Rp 2.185.582.800.
5.7. Proyeksi Penilaian Investasi
Proyeksi penilaian Investasi dapat dihitung dengan menggunakan tiga
metode perhitungan, meliputi metode payback period (PP), net present value
(NPV) dan internal rate of return (IRR). Setiap metode tentunya memiliki
kelebihan dan kelemahan sehingga lebih tepat apabila proyeksi penilaian investasi
dilakukan dengan ketiga metode tersebut.
5.7.1 Payback Period (PP)
Metode ini merupakan periode dimana jumlah total pengeluaran sama
dengan total pemasukan. Tabel 5.7 berikut ini merupakan hasil perhitungan
proyeksi penilaian investasi dengan metode payback period (PP).
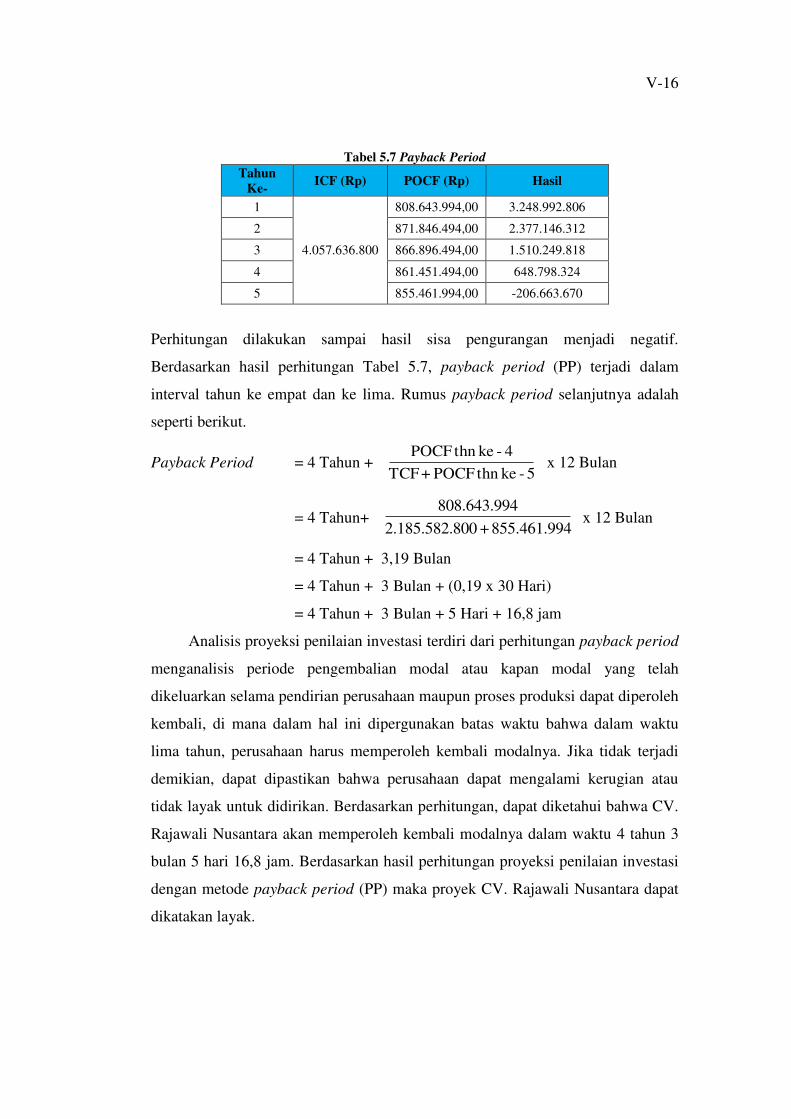
V-16
Tabel 5.7 Payback Period
Tahun
Ke- ICF (Rp) POCF (Rp) Hasil
1
4.057.636.800
808.643.994,00 3.248.992.806
2 871.846.494,00 2.377.146.312
3 866.896.494,00 1.510.249.818
4 861.451.494,00 648.798.324
5 855.461.994,00 -206.663.670
Perhitungan dilakukan sampai hasil sisa pengurangan menjadi negatif.
Berdasarkan hasil perhitungan Tabel 5.7, payback period (PP) terjadi dalam
interval tahun ke empat dan ke lima. Rumus payback period selanjutnya adalah
seperti berikut.
Payback Period = 4 Tahun + 5-ke thn POCF+TCF
4-ke thn POCFx 12 Bulan
= 4 Tahun+ 4855.461.99 + 8002.185.582.
4808.643.99x 12 Bulan
= 4 Tahun + 3,19 Bulan
= 4 Tahun + 3 Bulan + (0,19 x 30 Hari)
= 4 Tahun + 3 Bulan + 5 Hari + 16,8 jam
Analisis proyeksi penilaian investasi terdiri dari perhitungan payback period
menganalisis periode pengembalian modal atau kapan modal yang telah
dikeluarkan selama pendirian perusahaan maupun proses produksi dapat diperoleh
kembali, di mana dalam hal ini dipergunakan batas waktu bahwa dalam waktu
lima tahun, perusahaan harus memperoleh kembali modalnya. Jika tidak terjadi
demikian, dapat dipastikan bahwa perusahaan dapat mengalami kerugian atau
tidak layak untuk didirikan. Berdasarkan perhitungan, dapat diketahui bahwa CV.
Rajawali Nusantara akan memperoleh kembali modalnya dalam waktu 4 tahun 3
bulan 5 hari 16,8 jam. Berdasarkan hasil perhitungan proyeksi penilaian investasi
dengan metode payback period (PP) maka proyek CV. Rajawali Nusantara dapat
dikatakan layak.
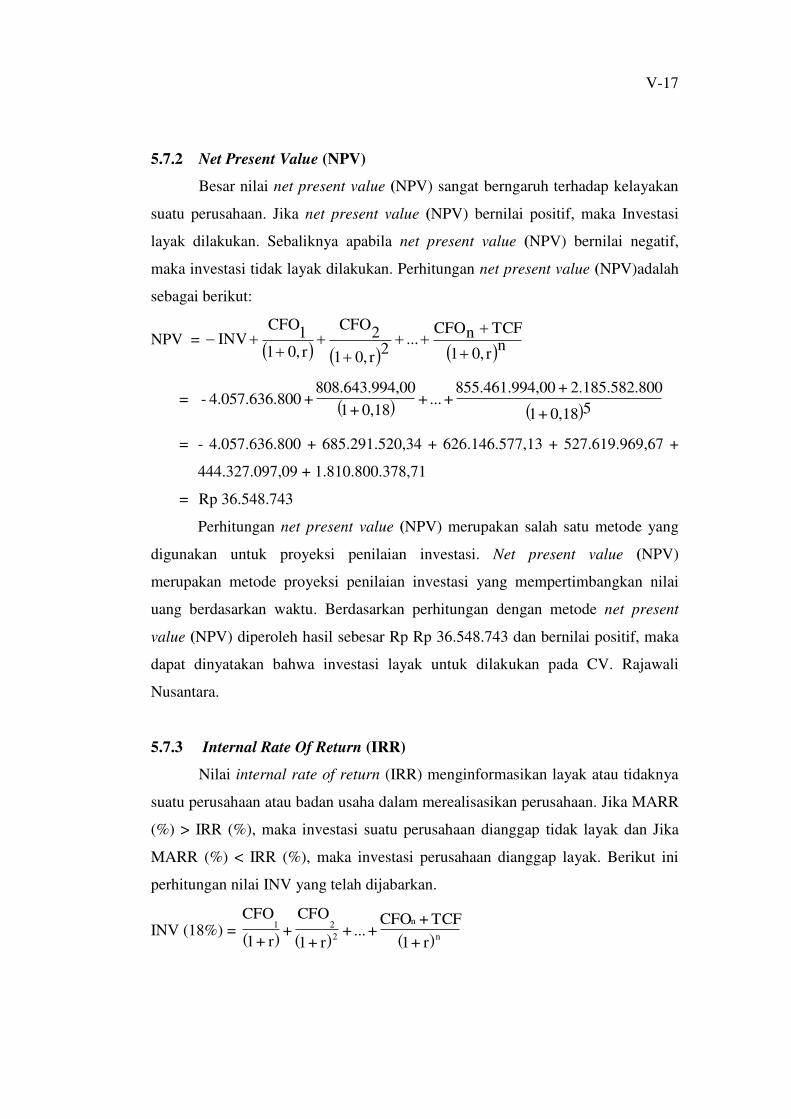
V-17
5.7.2 Net Present Value (NPV)
Besar nilai net present value (NPV) sangat berngaruh terhadap kelayakan
suatu perusahaan. Jika net present value (NPV) bernilai positif, maka Investasi
layak dilakukan. Sebaliknya apabila net present value (NPV) bernilai negatif,
maka investasi tidak layak dilakukan. Perhitungan net present value (NPV)adalah
sebagai berikut:
NPV = nr0,1
TCFnCFO...
2r0,1
2CFO
r0,1
1CFO
INV
= ( ) ( )50,18+1
8002.185.582.+4,00855.461.99++
0,18+1
4,00808.643.99+8004.057.636. - ...
= - 4.057.636.800 + 685.291.520,34 + 626.146.577,13 + 527.619.969,67 +
444.327.097,09 + 1.810.800.378,71
= Rp 36.548.743
Perhitungan net present value (NPV) merupakan salah satu metode yang
digunakan untuk proyeksi penilaian investasi. Net present value (NPV)
merupakan metode proyeksi penilaian investasi yang mempertimbangkan nilai
uang berdasarkan waktu. Berdasarkan perhitungan dengan metode net present
value (NPV) diperoleh hasil sebesar Rp Rp 36.548.743 dan bernilai positif, maka
dapat dinyatakan bahwa investasi layak untuk dilakukan pada CV. Rajawali
Nusantara.
5.7.3 Internal Rate Of Return (IRR)
Nilai internal rate of return (IRR) menginformasikan layak atau tidaknya
suatu perusahaan atau badan usaha dalam merealisasikan perusahaan. Jika MARR
(%) > IRR (%), maka investasi suatu perusahaan dianggap tidak layak dan Jika
MARR (%) < IRR (%), maka investasi perusahaan dianggap layak. Berikut ini
perhitungan nilai INV yang telah dijabarkan.
INV (18%) = ( ) ( ) ( )n
n
2
21
r+1
TCF+CFO+...+
r+1
CFO+
r+1
CFO
V-18
= ( ) ( )50,18+1
8002.185.582.+4,00855.461.99++
0,18+1
4,00808.643.99...
= Rp 4.094.185.542,94
INV (19%) = ( ) ( ) ( )n
n
2
21
r+1
TCF+CFO+...+
r+1
CFO+
r+1
CFO
= ( ) ( )50,19+1
8002.185.582.+4,00855.461.99++
0,19+1
4,00808.643.99...
= Rp 4.010.538.210,75
Intepolasi = Nilai Rasio
Terkecil Nilai RasioICFx Selisih Rasio
= ) 210,754.010.538. Rp - 542,944.094.185. (Rp
210,75)4.010.538. Rp - 8004.057.636. (Rp x (19% - 18%)
= 0,0056306
IRR = 18 % + 0,56306 % = 18,56306 %
Setelah diketahui dari nilai NPV perusahaan layak untuk didirikan, maka
perhitungan selanjutnya adalah IRR. Berdasarkan hasil perhitungan, didapatkan
nilai IRR sebesar 18,56306 % dengan bunga bank atau MARR sebesar 18% maka
kedua nilai tersebut dibandingkan, dan dapat diketahui bahwa nilai MARR< IRR
atau 18 % < 18,56306 %, maka investasi yang dilakukan oleh CV. Rajawali
Nusantara ini dikatakan layak didirikan atau dilakukan berdasarkan proyeksi
penilaian investasi dengan metode internal rate of return (IRR).
5.8 Perhitungan Break Even Point (BEP)
Lama waktu sebuah gagasan usaha dapat mengembalikan sebuah modal
yang ditanam disebut juga dengan break event point (BEP). Break event point
(BEP) bukanlah suatu metode yang digunakan untuk proyeksi penilaian investasi,
karena pada dasarnya break event point (BEP) digunakan untuk mengetahui
kuantitas barang jadi yang harus diproduksi untuk menyeimbangkan antara
pengeluaran dan pendapatan. Break event point (BEP) hanya mempertimbangkan
biaya tetap (fixed cost), biaya variabel (variable cost), dan harga jual per unit.

V-19
Tabel 5.8 berikut merupakan hasil perhitungan break event point (BEP) pada CV.
Rajawali Nusantara.
Tabel 5.8 Break Even Point (BEP)
Fixed Cost
(Biaya Tetap)
(Rp)
Variabel Cost
(Biaya variabel)
(Rp)
Harga Jual
per Unit
(Rp)
BEP (Unit) BEP (Rp)
228.825.000 1.673.526.800
396.324
1396,21324 553.352.815,97
228.825.000 1.678.526.800 1402,154542 555.707.496,78
228.825.000 1.684.026.800 1408,748651 558.320.900,41
228.825.000 1.690.076.800 1416,074179 561.224.182,92
228.825.000 1.696.731.800 1424,220761 564.452.868,70
Berdasarkan hasil perhitungan di atas, berikut ini merupakan contoh perhitungan
break even point (BEP) pada tahun pertama untuk memperjelas hasil perhitungan
di atas.
BEP (unit) =
Tahunper Produk
Total -per Unit Jual Harga
Total
CostVariable
CostFixed
BEP (unit) =
12)×20×(30
8001.673.526. - 396.324
0228.825.00
BEP (unit) = 1396,21324 unit
BEP (Rp) =
per Unit Jual Harga
Tahunper Produk : Total - 1
Total
CostVariable
CostFixed
BEP (Rp) =
396.234
12)×20×(30 : 8001.673.526. - 1
0228.825.00
BEP (Rp) = Rp 553.352.815,97
Setelah diketahui perusahaan sudah layak untuk didirikan, maka perlu juga
diketahui break event point atau titik pulang pokoknya atau, yaitu tidak rugi dan
tidak untung, namun paling tidak modal akan kembali. Titik pulang pokok ini
dapat dilakukan dengan dua cara, yaitu ongkos tetap (fixed cost) dan ongkos

V-20
variabel (variable cost). Ongkos tetap, yaitu ongkos yang besarnya tidak
dipengaruhi oleh volume produksi. Ongkos variabel, yaitu ongkos yang besarnya
dipengaruhi oleh volume produksi atau kebalikannya dari ongkos tetap. Melalui
perhitungan dapat diketahui pada tabel break event point pada tahun pertama
dengan penjualan sebanyak 1396,21324 unit mendapatkan pengembalian modal
sebesar Rp 553.352.815,97, dan seterusnya dengan penjualan yang berbeda-beda
dan pendapatanpun berbeda pula. Tahun kelima mendapatkan pendapatan paling
besar dikarenakan hasil penjualan yang semakin banyak pula yaitu 1424,220761
unit dengan total BEP Rp 564.452.868,70. Diketahui dalam setahun, CV. Rajawali
Nusantara memproduksi rak buku sebanyak 7200 unit. Berdasarkan hasil break
even point diperoleh jumlah unit BEP yang di bawah dari tingkat produksi dalam
setahun. Berdasarkan hasil tersebut, maka CV. Rajawali Nusantara akan
memperoleh keuntungan untuk setiap tahunnya.
VI-1
BAB VI
ANALISIS AKTIVITAS DAN PERENCANAAN TATA LETAK
6.1 Activity Relationship Chart (ARC)
Activity relationship chart (ARC) dibuat berdasarkan prioritas derajat
kedekatan letak mesin atau fasilitas untuk menunjang kelancaran kerja dalam
perusahaan. Activity relationship chart (ARC) perusahaan CV. Rajawali
Nusantara dapat dilihat pada Gambar 6.1. Terlihat derajat hubungan dari ruang
direktur dengan ruang produksi adalah sangat penting yang berwarna kuning. Hal
ini dikarenakan pengawasan terpenting dalam produksi rak buku akan
memerlukan hubungan secara langsung dengan bagian produksi. Sehingga bagian
produksi tidak butuh jarak yang jauh untuk berhubungan dengan direktur dan
harus dirancang berdekatan. Selain itu juga dapat dilihat derajat hubungan direktur
dengan bagian-bagiannya adalah sangat penting, karena masih memiliki hubungan
pribadi dan hubungan kertas kerja. Sehingga dapat dirancang dalam satu gedung
perkantoran.
Hubungan derajat kedekatan lainnya dapat dilihat antara kedekatan bagian
produksi, keuangan, pemasaran, dan human resource development (HRD) adalah
sangat penting. Hal ini dikarenakan antara satu bagian dengan bagian yang lain
dalam CV. Rajawali Nusantara tentunya saling berkoordinasi untuk menjalankan
segala kegiatan yang berlangsung dalam CV. Rajawali Nusantara. Maka dari itu,
bagian-bagian tersebut diletakkan tidak berjauhan. Meskipun catatan kerja yang
digunakan antar satu bagian dengan bagian yang lain berbeda, namun hubungan
antar kertas kerja antar satu bagian dengan bagian yang lain merupakan hal yang
patut untuk dipertimbangkan. Sehingga informasi yang disampaikan dapat
berlangsung dengan efektif dan efisien. Hubungan pribadi antar bagian juga
merupakan hal yang patut dipertimbangkan. Hal ini dikarenakan karena semua
tenaga kerja yang bekerja pada bagian-bagian tersebut merupakan tenaga kerja
langsung perkantoran.
VI-2
Hubungan derajat kedekatan mutlak penting banyak terdapat pada bagian
lantai produksi harus dilokasi yang sama. Hal tersebut dikarenakan berkaitan
dengan aliran kerja antar satu departemen dengan departemen lain sehingga dapat
meminimalkan ongkos penanganan material (OMH). Meskipun peralatan kerja
dan kegiatannya berbeda, namun alasan kebisingan maupun ramai merupakan hal
yang patut dipertimbangkan. Hubungan pribadi antar operator juga alasan yang
harus dipertimbangkan, karena operator yang bekerja pada lantai produksi
merupakan tenaga kerja langsung yang terdapat pada CV. Rajawali Nusantara.
Lokasi parkir harus berdekatan dengan receiving atau shipping untuk
memudahkan bongkar dan muat bahan baku maupun produk jadi ke mobil pick-
up. Sehingga diberi warna kuning dan memiliki alasan hubungan pribadi, urutan
aliran kerja dan adanya ramai.
Mushola harus berdekatan dengan toilet umum, kantin dan taman untuk
memberikan pemandangan untuk mengurangi kejenuhan pekerja pada saat
istirahat. Sehingga mushola memiliki derajat hubungan kedekatan yang mutlak
terhadap toilet pabrik dan hubungan sangat penting terhadap taman. Toilet pabrik
dan kantin juga harus berdekatan karena agar memudahkan pekerja pada saat
istirahat. oleh karena itu toilet umum dan kantin memiliki derajat hubungan kerja
yang mutlak.
Pembuangan limbah membutuhkan lokasi harus dijauhkan dari fasilitas
dan bagian lainnya. Hal ini dikarenakan pembuangan limbah memiliki bau-bauan,
sehingga harus dijauhkan. Prioritas penempatan pembuangan limbah harus
berdekatan mutlak dengan lokasi parkir. Hal ini dikarenakan agar memudahkan
pengangkutan limbah oleh truk-truk pengangkut sampah atau limbah. Pos satpam
harus berdekatan dengan gerbang dan parkir karena menggunakan tenaga kerja
yang sama dalam penggunaan maupun pengaturannya. Instalasi listik tidak
memiliki hubungan yang penting dengan semua fasilitas, karena instalasi listrik
memiliki tegangan yang tinggi sehingga dapat membahayakan tenaga kerja
maupun fasilitas yang lain. Sehingga instalasi listrik harus diletakkan cukup jauh
dari jangkauan tenaga kerja maupun fasilitas.
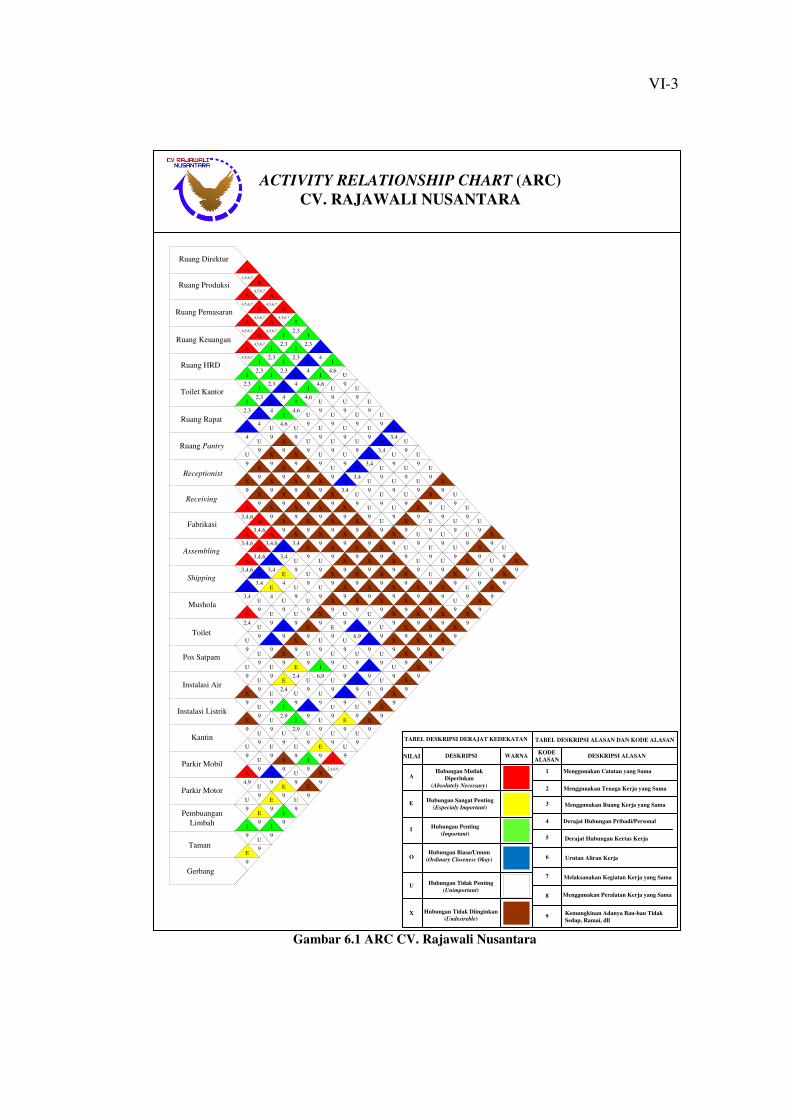
VI-3
Gambar 6.1 ARC CV. Rajawali Nusantara
ACTIVITY RELATIONSHIP CHART (ARC)
CV. RAJAWALI NUSANTARA
TABEL DESKRIPSI DERAJAT KEDEKATAN TABEL DESKRIPSI ALASAN DAN KODE ALASAN
NILAI DESKRIPSI WARNAKODE
ALASANDESKRIPSI ALASAN
1
2
3
4
5
6
7
8
9
A
E
I
O
U
X
Hubungan Mutlak
Diperlukan
(Absolutely Necessary)
Hubungan Sangat Penting
(Especialy Important)
Hubungan Penting
(Important)
Hubungan Biasa/Umum
(Ordinary Closeness Okay)
Hubungan Tidak Penting
(Unimportant)
Hubungan Tidak Diinginkan
(Undesireble)
Menggunakan Catatan yang Sama
Menggunakan Tenaga Kerja yang Sama
Menggunakan Ruang Kerja yang Sama
Derajat Hubungan Pribadi/Personal
Derajat Hubungan Kertas Kerja
Urutan Aliran Kerja
Melaksanakan Kegiatan Kerja yang Sama
Menggunakan Peralatan Kerja yang Sama
Kemungkinan Adanya Bau-bau Tidak
Sedap, Ramai, dll
Ruang Direktur
Ruang Produksi
Ruang Pemasaran
Ruang Keuangan
Ruang HRD
Toilet Kantor
Ruang Rapat
Ruang Pantry
Receptionist
Fabrikasi
Assembling
Shipping
Mushola
Toilet
Instalasi Air
Instalasi Listrik
Kantin
Parkir Mobil
Parkir Motor
Pembuangan
Limbah
Taman
Gerbang
Receiving
Pos Satpam
A
4,5,6,7
A
4,5,6,7
A
4,5,6,7
A
4,5,6,7
I
2,3
I
2,3
O
4
U
9
X
9
A
3,4,6
A
3,4,6
A
3,4,6
O
3,4
A
2,4
U
9
U
9
X
9
X
9
U
9
A
4,9
U
9
I
9
A
4,5,6,7
A
4,5,6,7
A
4,5,6,7
I
2,3
I
2,3
O
4
U
9
X
9
X
9
A
3,4,6
A
3,4,6
O
3,4
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
E
9
E
9
O
9E
9
U
9X
9U
9
U
9U
9U
9I
9
U
9I
2,9I
2,9U
9E
9
U
9E
2,4U
9O
9U
9U
9
O
9X
9E
2,4U
9U
9U
9E
9
U
9O
9X
9U
9I
6,9U
9O
9U
9
E
4U
9U
9X
9U
9U
9U
9O
9U
9
O
3,4E
4U
9U
9X
9E
9U
9U
9O
9U
9
A
3,4,6O
3,4U
9U
9U
9X
9U
9O
6,9O
9U
9U
9
X
9X
9X
3,4X
9U
9X
9X
9X
9U
9U
9X
9X
9
X
9X
9X
9X
9X
9X
9X
9X
9X
9X
9X
9X
9X
9
X
9X
9X
9X
9X
9X
9X
9
9X
9X
9X
9X
9X
9X
9
A
4,5,6,7
A
4,5,6,7
A
4,5,6,7
I
2,3
I
2,3
I
2,3
I
2,3
I
2,3
I
2,3
I
2,3
O
4
O
4
O
4
O
4
O
4
U
9
I
4,6
I
4,6
X
9X
9
U
9U
9
X
9X
9
U
9U
9
U
9
I
4,6
I
4,6
I
4,6
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
X
9X
9
O
3,4
X
9
U
9
O
3,4
O
3,4
U
9
U
9
X
9X
9X
9
U
9
U
9
U
9
O
3,4
O
3,4
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
X
9U
9
X
9
X
9
X
9
X
9
U
9
X
9X
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
U
9
X
9X
9
X
9U
9
X
9U
9
U
9X
9U
9
U
9X
9U
9
U
9X
9U
9
E
9
U
9
I
9
I
9
U
9
X
9
X
9
A
2,4,6,9
U
9
U
9
X
9
X
9
X
9
X
9
X
9
X
9
X
9
X
9
X
9
X
9
X
9
X
9
X
9
X
VI-4
6.2 Area Allocation Diagram (AAD)
Area allocation diagram (AAD) perusahaan CV. Rajawali Nusantara
dibuat berdasarkan perhitungan luas lantai dan activity relationship diagram
(ARD). Area allocation diagram (AAD) merupakan suatu gambaran dari tata
letak produksi yang sebenarnya dan membuat alokasi dari departemen produksi
serta departemen perkantoran. Tujuan dari proses ini adalah merancang
pengaturan yang efisien ruangan yang dibutuhkan oleh tiap kegiatan, dalam satu
kesatuan yang terpadu.
Luas lantai produksi CV. Rajawali Nusantara yaitu sebesar 767,70031 m2.
Ukuran panjang dan lebar pada CV. Rajawali Nusantara yaitu 27,7742 m dan
27,6408 m. Luas lantai produksi CV. Rajawali Nusantara terdiri dari luas lantai
gudang bahan baku (receiving) sebesar 40,58031 m2, luas lantai mesin sebesar
556 m2, dan luas lantai gudang barang baku (shipping) sebesar 171,12 m
2. Luas
lantai mesin terdiri dari luas lantai mesin departemen fabrikasi sebesar 280 m2,
luas lantai mesin departemen pemotongan sebesar 112 m2,
luas lantai mesin
departemen perataan sebesar 48 m2, luas lantai mesin departemen pelubangan
sebesar 16 m2, dan luas lantai mesin departemen perakitan sebesar 100 m
2.
Pembuatana area allocation diagram (AAD) untuk bagian perkantoran
berdasarkan activity relationship chart (ARC). Total luas lantai perkantoran yang
dibutuhkan adalah sebesar 134 m2 dengan allowance 100%, jadi luas lantai
perkantoran sebesar 268 m2. Allowance diberikan dengan tujuan untuk area ruang
gerak dari para tenaga kerja tidak langsung sehingga akan memberikan rasa
nyaman dan aman. Apabila tidak diberikan allowance, maka tidak ada gang untuk
para tenaga kerja tidak langsung sehingga mereka akan kesulitan untuk bergerak
dari satu tempat ke tempat lain. Ukuran luas lantai perkantoran yaitu dengan
panjang 25 m dan lebar 10,72 m. Gambar 6.2 berikut ini merupakan area
allocation diagram (AAD) pada CV. Rajawali Nusantara.
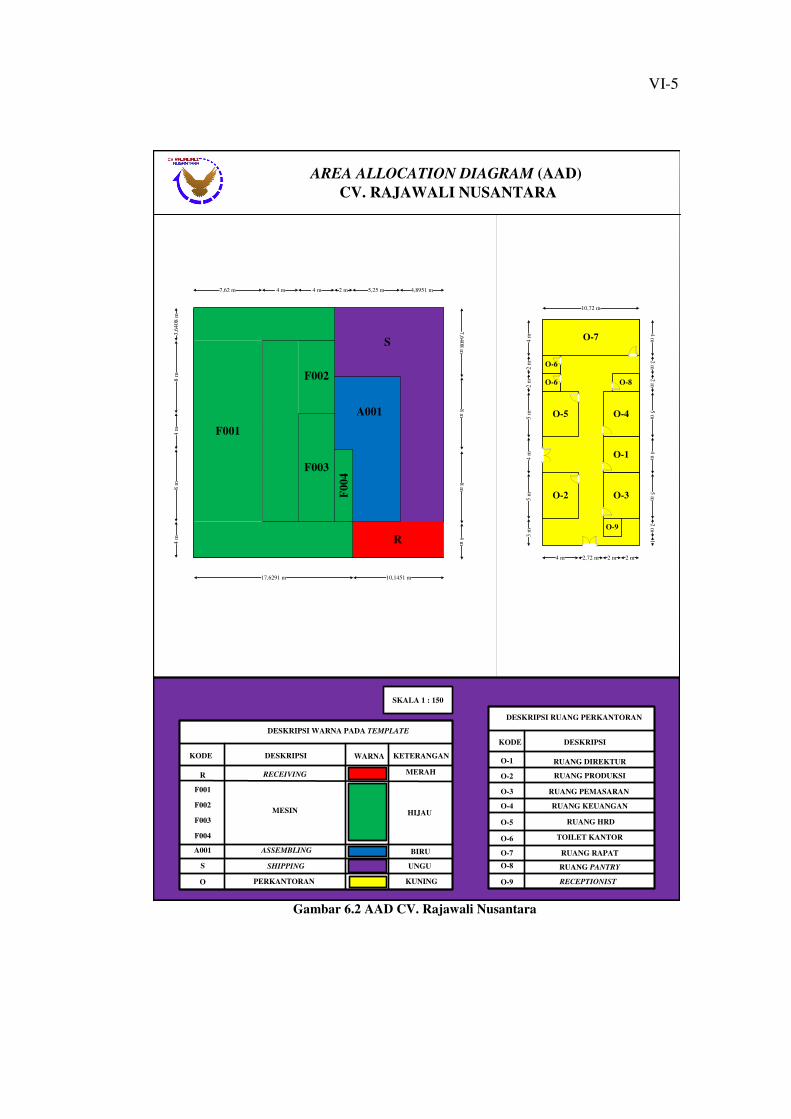
VI-5
Gambar 6.2 AAD CV. Rajawali Nusantara
AREA ALLOCATION DIAGRAM (AAD)
CV. RAJAWALI NUSANTARA
KODE DESKRIPSI
R
DESKRIPSI WARNA PADA TEMPLATE
RECEIVING
F001
MESINF002
F003
F004
A001 ASSEMBLING
S SHIPPING
WARNA KETERANGAN
O PERKANTORAN
MERAH
HIJAU
BIRU
UNGU
KUNING
KODE DESKRIPSI
O-1
DESKRIPSI RUANG PERKANTORAN
RUANG DIREKTUR
O-2 RUANG PRODUKSI
O-3 RUANG PEMASARAN
O-4 RUANG KEUANGAN
O-5 RUANG HRD
O-6 TOILET KANTOR
O-7 RUANG RAPAT
O-8 RUANG PANTRY
O-9 RECEPTIONIST
SKALA 1 : 150
F003
F002
R
F001
F004
A001
S
10,1451 m17,6291 m
4 m
8 m
4 m
8 m
3,6
40
8 m
7,62 m 4 m 4 m 2 m 5,25 m 4,8951 m
7,6
40
8 m
8 m
8 m
4 m
O-7
O-5
O-8
O-4
O-1
O-3O-2
O-9
O-6
O-6
10,72 m
4 m
2 m
2 m
5 m
4 m
5 m
2 m
2 m2 m2,72 m4 m
3 m
5 m
4 m
5 m
2 m
2 m
4 m
1
VI-6
Berdasarkan Gambar 6.2, dapat dilihat bahwa luas lantai produksi paling
besar yaitu luas lantai mesin pada departemen fabrikasi. Hal tersebut dipengaruhi
oleh jumlah mesin yang cukup banyak yaitu 14 unit, ukuran mesin yang besar
yaitu 2,5 m x 2 m. Luas lantai produksi mempertimbangkan aliran material
berdasarkan alternatif terpilih pada activity relationship diagram (ARD).
Berdasarkan Gambar 6.2, dapat dilihat pula bahwa letak gudang bahan baku dan
barang jadi terletak berdekatan dan pada sisi yang sama. Hal tersebut untuk
memudahkan distribusi bahan baku atau barang jadi dari dan ke lantai produksi.
Berdasarkan Gambar 6.2, terlihat bagian direktur berdekatan langsung
dengan beberapa bagian yaitu produksi, pemasaran, keuangan, dan human
resources development (HRD). Ruang receptionist diletakkan berdekatan dengan
pintu utama lantai perkantoran, untuk memudahkan bagi para tamu untuk bertemu
atau membuat kesepakatan dengan perusahaan. Ruang rapat diletakkan diujung
lantai perkantoran untuk memanfaatkan tata letak secara optimal.
6.3 Template
Template merupakan suatu bentuk rancangan tata letak yang lebih jelas
dan menggambarkan fasilitas keseluruhan yang dimiliki sebuah perusahaan.
Informasi yang dapat diperoleh pada template yaitu tata letak kantor dan
peralatannya, tata letak fasilitas perusahaan, tata letak bagian produksi, aliran
setiap material dan distribusi material terhadap setiap mesin sesuai dengan jumlah
mesin yang dibutuhkan. Template CV. Rajawali Nusantara memiliki luas sebesar
1799,7 m2 yang terdiri dari Luas lantai produksi CV. Rajawali Nusantara yaitu
sebesar 767,70031 m2, luas lantai perkantoran sebesar 268 m
2, dan luas lantai
fasilitas sebesar 764 m2. Ukuran panjang dan lebar pada CV. Rajawali Nusantara
yaitu 42,4942 m2 dan 42,35 m
2. Total luas lantai fasilitas yang dibutuhkan adalah
sebesar 382 m2 dengan allowance 100%, jadi luas lantai perkantoran sebesar 764
m2. Allowance diberikan dengan tujuan untuk area ruang gerak dari para tenaga
kerja tidak langsung maupun langsung serta kendaraan sehingga akan
memberikan rasa nyaman dan aman. Gambar 6.3 berikut merupakan template CV.
Rajawali Nusantara.
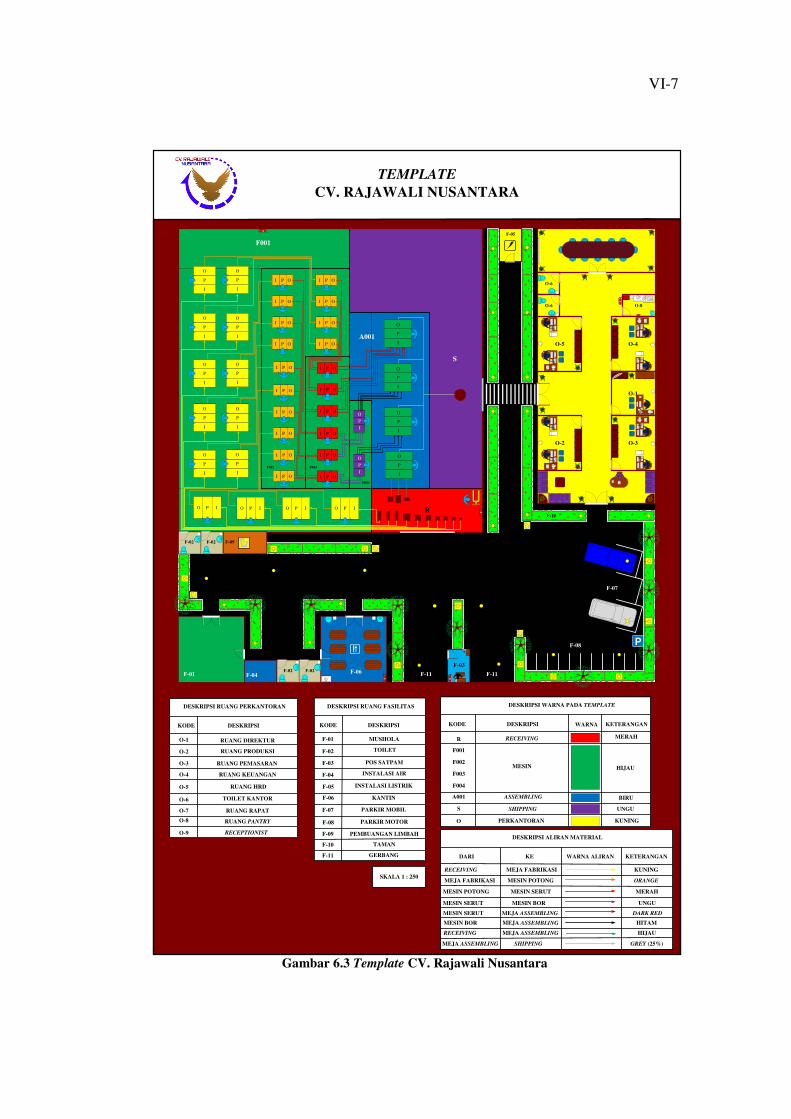
VI-7
Gambar 6.3 Template CV. Rajawali Nusantara
TEMPLATE
CV. RAJAWALI NUSANTARA
SKALA 1 : 250
KODE DESKRIPSI
R
DESKRIPSI WARNA PADA TEMPLATE
RECEIVING
F001
MESINF002
F003
F004
A001 ASSEMBLING
S SHIPPING
WARNA KETERANGAN
O PERKANTORAN
MERAH
HIJAU
BIRU
UNGU
KUNING
KODE DESKRIPSI
F-01 MUSHOLA
F-02 TOILET
F-03 POS SATPAM
F-04 INSTALASI AIR
F-05 INSTALASI LISTRIK
F-06 KANTIN
F-07 PARKIR MOBIL
F-08 PARKIR MOTOR
F-09 PEMBUANGAN LIMBAH
F-10 TAMAN
F-11 GERBANG
KODE DESKRIPSI
O-1
DESKRIPSI RUANG PERKANTORAN
RUANG DIREKTUR
O-2 RUANG PRODUKSI
O-3 RUANG PEMASARAN
O-4 RUANG KEUANGAN
O-5 RUANG HRD
O-6 TOILET KANTOR
O-7 RUANG RAPAT
O-8 RUANG PANTRY
O-9 RECEPTIONIST
DESKRIPSI RUANG FASILITAS
DARI KE WARNA ALIRAN KETERANGAN
RECEIVING MEJA FABRIKASI KUNING
MEJA FABRIKASI MESIN POTONG ORANGE
MESIN POTONG MESIN SERUT MERAH
MESIN SERUT MESIN BOR UNGU
MESIN BOR MEJA ASSEMBLING HITAM
RECEIVING MEJA ASSEMBLING HIJAU
MEJA ASSEMBLING SHIPPING GREY (25%)
DESKRIPSI ALIRAN MATERIAL
MESIN SERUT MEJA ASSEMBLING DARK RED
S
R
O-7
O-5
O-8
O-4
O-1
O-3O-2
O-6
O-6
I
P
O
I
P
O
I
P
O
I
P
O
I
P
O
I
P
O
I
P
O
I
P
O
I
P
O
I
P
O
IPOIPOIPOIPO
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P O
I P OI
P
O O
P
I
O
P
I
O
P
I
O
P
I
I
P
O
F001
F-01 F-04F-02 F-02 F-06
F-02 F-02 F-09
F-03
F-11 F-11
F-08
F-07
F-05
F-10
A001
F004
F003F002
VI-8
6.4 Maket
Pembuatan maket CV. Rajawali Nusantara berupa gambar tiga dimensi
(3D) menggunakan software ArchiCAD 15. Pembuatan maket ini berdasarkan
rancangan template yang telah dibuat. Gambar 6.4 dan Gambar 6.5 berikut ini
merupakan gambar pembuatan maket CV. Rajawali Nusantara menggunakan
software ArchiCAD 15 dengan skala 1 : 100.
Gambar 6.4 Maket 1 CV. Rajawali Nusantara
Gambar 6.5 Maket 2 CV. Rajawali Nusantara
VII-1
BAB VII
PENUTUP
7.1 Kesimpulan
Pembahasan dan analisis yang telah dilakukan pada bab sebelumnya dapat
menjawab tujuan penulisan Laporan Akhir Perancangan Tata Letak Fasilitas
dalam bentuk kesimpulan. Berikut ini kesimpulan-kesimpulan dalam Laporan
Akhir Perancangan Tata Letak Fasilitas.
1. Proses produksi rak buku CV. Rajawali Nusantara terdiri dari beberapa proses
dan mesin yang digunakan yaitu pengukuran dengan meja fabrikasi,
pemotongan dengan mesin potong, perataan dengan mesin serut, pelubangan
dengan mesin bor, dan perakitan dengan meja perakitan. Berdasarkan routing
sheet dan multi product process chart (MPPC), jumlah mesin aktual yang
dibutuhkan CV. Rajawali Nusantara untuk memproduksi rak buku sebanyak
30 unit per hari yaitu 14 unit meja fabrikasi, 14 unit mesin potong, 6 unit
mesin serut, 2 unit mesin bor, dan 4 meja perakitan.
2. Luas lantai produksi rak buku yang terdiri dari luas lantai gudang bahan baku
(receiving) baik model tumpukan maupun model rak, luas lantai mesin, dan
luas lantai gudang barang jadi (shipping) pada CV. Rajawali Nusantara. Luas
lantai gudang bahan baku (receiving) model tumpukan yaitu sebesar 40,53 m2
dan luas lantai gudang bahan baku (receiving) model rak yaitu sebesar
0,05031 m2, sehingga total luas lantai gudang bahan baku (receiving) adalah
sebesar 40,58031 m2. Luas lantai mesin terdiri dari 280 m
2 untuk divisi
pengukuran, 112 m2 untuk divisi pemotongan, 48 m
2 untuk divisi perataan, 16
m2 untuk divisi pelubangan, dan 100 m
2 untuk departemen perakitan. Total
luas lantai mesin CV. Rajawali Nusantara yaitu sebesar 556 m2. Luas lantai
gudang barang jadi (shipping) yaitu sebesar 171,12 m2. Berdasarkan hasil
tersebut, maka total luas lantai produksi CV. Rajawali Nusantara adalah
sebesar 767,70031 m2.
VII-2
3. Alat angkut yang digunakan untuk proses pemindahan bahan serta ongkos
penanganan material (OMH) pada CV. Rajawali Nusantara yaitu dari
receiving menuju divisi pengukuran dengan jarak 11,77 m menggunakan alat
angkut hand truck dengan total ongkos penanganan material Rp 17.655, dari
divisi pengukuran menuju divisi pemotongan dengan jarak 13,66 m
menggunakan alat hand truck dengan total ongkos penanganan material Rp
20.490, dari divisi pemotongan menuju divisi perataan dengan jarak 8,76 m
menggunakan alat hand truck dengan total ongkos penanganan material Rp
13.140, dari divisi perataan menuju divisi pelubangan dengan jarak 5,46 m
menggunakan alat angkut walky pallet dengan total ongkos penanganan
material Rp 5.460, dari divisi perataan menuju divisi perakitan dengan jarak
12,46 menggunakan orang dengan total ongkos penanganan material Rp
6.230, dari divisi pelubangan menuju departemen perakitan dengan jarak 7 m
menggunakan alat angkut walky pallet dengan total ongkos penanganan
material Rp 7.000, dari receiving menuju departemen perakitan dengan jarak
43,36 m menggunakan orang dengan total ongkos penanganan material Rp
21.680, dari departemen perakitan menuju shipping dengan jarak 11,54 m
menggunakan alat walky pallet dengan total ongkos penanganan material Rp
11.540. Berdasarkan hasil tersebut, maka total ongkos penanganan material
(OMH) pada CV. Rajawali Nusantara adalah sebesar Rp 103.195.
4. Berdasarkan from to chart (FTC) dan tabel skala prioritas (TSP), maka
alokasi layout pada CV. Rajawali Nusantara yaitu lokasi gudang bahan baku
(receiving) harus berdekatan dengan departemen meja perakitan (prioritas
pertama) dan departemen meja fabrikasi (prioritas kedua). Lokasi meja
fabrikasi harus berdekatan dengan lokasi mesin potong. Lokasi mesin potong
harus berdekatan dengan lokasi mesin serut. Lokasi mesin serut harus
berdekatan dengan lokasi meja perakitan (prioritas pertama) dan lokasi mesin
bor. Lokasi mesin bor harus berdekatan dengan lokasi meja perakitan. Serta
lokasi meja perakitan harus berdekatan dengan gudang barang jadi (shipping).
VII-3
Berdasarkan hasil allocation relationship diagram (ARD), alternatif aliran
material yang dipilih untuk diterapkan pada lantai produksi CV. Rajawali
Nusantara adalah U-shaped.
5. Perusahaan bernama CV. Rajawali Nusantara dengan bentuk badan hukum
Commanditaire Vennotschaap (CV). Karakteristik perusahaan dilambangkan
dengan logo perusahaan berbentuk burung rajawali dan tanda panah biru yang
berputar searah jarum jam. Visi pada CV. Rajawali Nusantara yaitu “Menjadi
produsen rak buku terbaik dan terpercaya dengan mengutamakan kebutuhan
pelanggan”. Sedangkan misi pada CV. Rajawali Nusantara yaitu melakukan
perbaikan secara terus menerus dalam segala bidang untuk meningkatkan
kualitas rak buku yang diproduksi dan memenuhi permintaan konsumen,
memanfaatkan ilmu pengetahuan dan teknologi untuk mengembangkan
produk yang inovatif dan sesuai dengan keinginan pelanggan, dan
membangun hubungan yang harmonis antara seluruh elemen perusahaan
dengan investor. Struktur organisasi perusahaan terdiri dari seorang direktur
yang dibantu oleh empat manager yaitu manager produksi, manager
keuangan, manager pemasaran, dan manager HRD. Setiap manager dibantu
dengan seorang staff. Luas lantai perkantoran pada CV. Rajawali Nusantara
adalah sebesar 268 m2 dan luas lantai fasilitas adalah sebesar 764 m
2. Jumlah
tenaga kerja langsung pada CV. Rajawali Nusantara yaitu 41 orang dengan
total gaji Rp 47.150.000 per bulan. Jumlah tenaga kerja tidak langsung
perkantoran pada CV. Rajawali Nusantara yaitu 9 orang dengan total gaji Rp
12.800.000 per bulan. Jumlah tenaga kerja tidak langsung non perkantoran
pada CV. Rajawali Nusantara yaitu 6 orang dengan total gaji Rp 5.200.000
per bulan.
6. Total biaya investasi awal CV. Rajawali Nusantara adalah sebesar Rp
2.080.060.000 dan modal kerja sebesar Rp 75.225.000 untuk sebelum tahun
pertama, Rp 1.902.351.800 untuk tahun pertama, Rp 1.907.351.800 untuk
tahun kedua, Rp 1.912.851.800 untuk tahun ketiga, Rp 1.918.901.800 untuk
tahun keempat, dan Rp 1.925.556.800 untuk tahun kelima. Harga pokok
penjualan (HPP) per 1 unit rak buku adalah sebesar Rp 264.216 dan harga
VII-4
jual rak buku per unit dengan profit 40% adalah sebesar Rp 396.324.
Anggsuran pokok setiap tahun yaitu Rp 202.881.840 dan bunga bank sebesar
18%. Pembayaran ke bank selama lima tahun berturut-turut yaitu Rp
385.475.496, Rp 348.956.764, Rp 312.438.033, Rp 275.919.302, dan Rp
239.400.571. Perhitungan profit on sales (%) selama lima tahun berturut-turut
yaitu 0,20; 0,23; 0,24; 0,25; dan 0,26. Initial cash flow (ICF) didapatkan
berjumlah Rp 4.057.636.800. proceeds operational cash flow (POCF) selama
lima tahun berturut-turut yaitu Rp 808.643.994, Rp 871.846.494, Rp
866.896.494, Rp 861.451.494, dan Rp 855.461.994. Terminal cash flow
(TCF) yaitu Rp 2.185.582.800. Berdasarkan metode payback perid (PP), net
present value (NPV), dan internal rate of return (IRR) menunjukkan bahwa
investasi pada CV. Rajawali Nusantara dianggap layak untuk dijalankan.
Break event point (BEP) pada CV. Rajawali terjadi pada setiap tahun.
7. Activity relationship chart (ARC) menunjukkan derajat hubungan antara satu
fasilitas dengan fasilitas lain pada CV. Rajawali Nusantara. Berdasarkan area
allocation diagram (AAD), ukuran panjang dan lebar pada lantai produksi
CV. Rajawali Nusantara yaitu 27,7742 m dan 27,6408 m. Ukuran luas lantai
perkantoran yaitu dengan panjang 25 m dan lebar 10,72 m. Berdasarkan
template, ukuran panjang dan lebar pada CV. Rajawali Nusantara yaitu
42,4942 m2 dan 42,35 m
2.
7.2 Saran
Saran dibuat dengan tujuan agar Praktikum Perancangan Tata Letak
Fasilitas berikutnya dapat berjalan dengan lancar, mudah, dan lebih baik dari
sebelumnya. Saran-saran yang diberikan untuk Praktikum Perancangan Tata Letak
Fasilitas adalah sebagai berikut:
1. Produk yang akan diproduksi hendaknya memiliki bentuk yang tidak terlalu
rumit dan memiliki spesifikasi yang tepat.
2. Waktu untuk setiap operasi pada peta proses operasi hendaknya merupakan
waktu standar penyelesaian.
3. Pemanfaatan software untuk perancangan tata letak lebih ditingkatkan.
LEMBAR ASISTENSI LAPORAN AKHIR BENDEL
PRAKTIKUM PTLF PTA 2013-2014
LABORATORIUM TEKNIK INDUSTRI LANJUT
UNIVERSITAS GUNADARMA
Hari dan Shift : Jumat / 2 (Dua)
Proyek : Rak Buku
Asisten Pembimbing : Faried Pradhana Putra
Kelompok :
1. Andri Saputra / 30410751 4. Ricky Akbar R. / 35410889
2. Ario Windarto / 31410107 5. Warda Tizinia / 38410457
3. Marulloh / 34410248
Tanggal Revisi Paraf
L2-1
TUGAS PENDAHULUAN
MODUL ROUTING SHEET DAN MPPC
1. Jelaskan pengertian bahan yang disiapkan pada routing sheet ?
Jawab:
Bahan yang disiapkan adalah jumlah bahan yang harus tersedia seblum operasi
selanjutnya dilakukan dengan mempertimbangkan estimasi scrap.
2. Apa yang dimaksud dengan produksi mesin per jam ?
Jawab:
Produksi mesin per jam adalah jumlah output yang dapat diproses atau
diproduksi oleh suatu mesin dalam sutuan waktu jam.
3. Apa yang anda ketahui mengenai continuous howshop ?
continuous howshop adalah jenis atau tipe aliran dasar yang tepat untuk
beraktifitas yang teteap untuk waktu yang cukup lama namun hanya dapat
digunakan untuk satu jenis produk. Contohnya: gula.
4. Apa yang dimaksud dengan kapasitas mesin ?
Jawab:
Kapasitas mesin yaitu tingkat kemampuan mesin dalam melakukan suatu
proses untuk beberapa komponen.
5. Sebutkan dan jelaskan tiga (3) aliran dasar dalam proses design ?
Jawab:
1. Flowshop : - continuous flowshop adalah aktifitas tetap dalam waktu yang
Lama dan 1 jenis produk
- Intermittent flowshop adalah lebih dari 1 jenis produk namun
Aktifitas prosesnya sama
2. Jobshop: adalah memerlukan waktu set-up dalam melakukan suatu proses

L2-2
Karena berasal dari order-order yang berbeda
3. Proyek: untuk output yang bersifat kompleks dan hanya pada waktu
tertentu

L2-3
TUGAS PENDAHULUAN
MODUL LUAS LANTAI
1. Jelaskan definisi luas lantai bahan baku model tumpukan ?
Jawab:
Luas bahan baku model tumpukan adalah luas area yang digunakan untuk
menyimpan meterial atau komponen komponen utama dalam proses produksi
yang memiliki dimensi lebih besar sehingga peletakkannya ditumpuk.
2. Sebutkan penentuan-penentuan perhitungan luas lantai ?
Jawab:
Metode: - production center method
- Rough uot layout method
- Space standard method
- Ratio trende projection method
Penentuannya berdasarkan alat angkut, cara angkut, aliran bahan, komponen.
3. Apa yang kalian ketahui metode produksi pusat ?
Jawab:
Metode yanng digunakan dalam penentuan tata letak fasilitas khususnya luas
lantai dengan proses produksi terletak di pusat dari keseluruhan area.
4. Data apa saja yang digunakan dalam menghitung luas lantai barang jadi?
Jawab:
- Nama barang jadi
- Dimensi barang jadi
- Karakteristik barang jadi
- Tingkat produksi per priode
- Allowance

L2-4
5. Apa manfaat gang dalam menentukan lokasi ruang ?
Jawab:
- Sebagai alur pemindahan dan pengiriman komponen
- Jalur para operator
- Jalur pemadam kebakaran
- Jalur pembuangan scrap
- Sebagai allowance

L2-5
TUGAS PENDAHULUAN
MODUL ONGKOS PENAGANAN MATERIAL (OMH)
1. Sebutkan dan jelaskan faktor-faktor yang mempengaruhi perhitungan OMH ?
Jawab:
- Jenis bahan : semakin sulit bahan dipindahkan maka membutuhkan OMH
yang lebih besar
- Ukuran dan berat bahan : semakin berat bahan maka ukuran yang dihasilkan
juga semakin besar
- Alat angkut yang digunakan : dimensi bahan serta berat bahan
mempengaruhi jenis alat angkut yang digunakan
- Jarak pengangkutan : semakin pendek jarak angkut maka semakin
mengefektifkan waktu pengangkutan
2. Apa yang dimaksud dengan OMH ?
Jawab:
OMH adalah biaya yang dibutuhkan untuk penanganan bahan berupa
pemindahan suatu bahan atau meterial yang terlibat dalam proses produksi di
pabrik dari suatu tempat ketempat lain dengan menggunakan alat bantu
maupun tidak.
3. Apa yang dimaksud dengan rehandle ?
Jawab:
Rehandle adalah aktifitas penanganan kembali bahan yang telah mengalami
proses bisa berupa penurunan bahan atau meterial dari truck atau alat lain.
4. Sebutkan alat angkut yang digunakan pada aktifitas OMH ?
Jawab:
- crame
- Conveyor
L2-6
- Truck
- Farklift
- Kereta dorong
5. Apa yang dimaksud dengan OMH kontemporer ?
Jawab:
OMH kontemporer adalah biaya penanganan material dimana dalam proses
pemindahan meterialnya dilakukan secara menyeluruh dalam satu proses.
Karena dipngaruhi oleh alat angkut yang digunakan.
L2-7
TUGAS PENDAHULUAN
MODUL FTC, TSP, DAN ARD
1. Bagaimana cara melakukan pengisian tabel ftc ?
Jawab:
Pengisian tabel ftc ditentukan dengan melakukan perhitungan inflow dan
outflow kemudian gudang bahan baku diusahakan diletakkan pada bagian sisi
kemudian membuat perpindahan dari suatu departeman ke departemen yang
lain.
2. Jelaskan dasar penyusunan tabel skala prioritas berdasarkan hasil dari ftc ?
Jawab:
tabel skala prioritas berdasarkan hasil dari ftc perhitungan inflow dan outflow
yang memiliki koefisien paling besar, maka hal tersebut perlu diprioritaskan
terlebih dahulu.
3. Sebutkan beberapa faktor yang di perlu dilakukan analisis dalam mementukan
pola aliran meterial ?
Jawab:
- Karakteristik material
- Alat angkut yang digunakan
- Perbandingan tata letak yang digunakan
- Ongkos pemindahan bahan
- Jarak antar departemen
4. Sebutkan tujuan dari TSP ?
Jawab:
- Meminimalkan ongkos
- Mengoptimalkan layout
- Memperpendek jarak material hendling
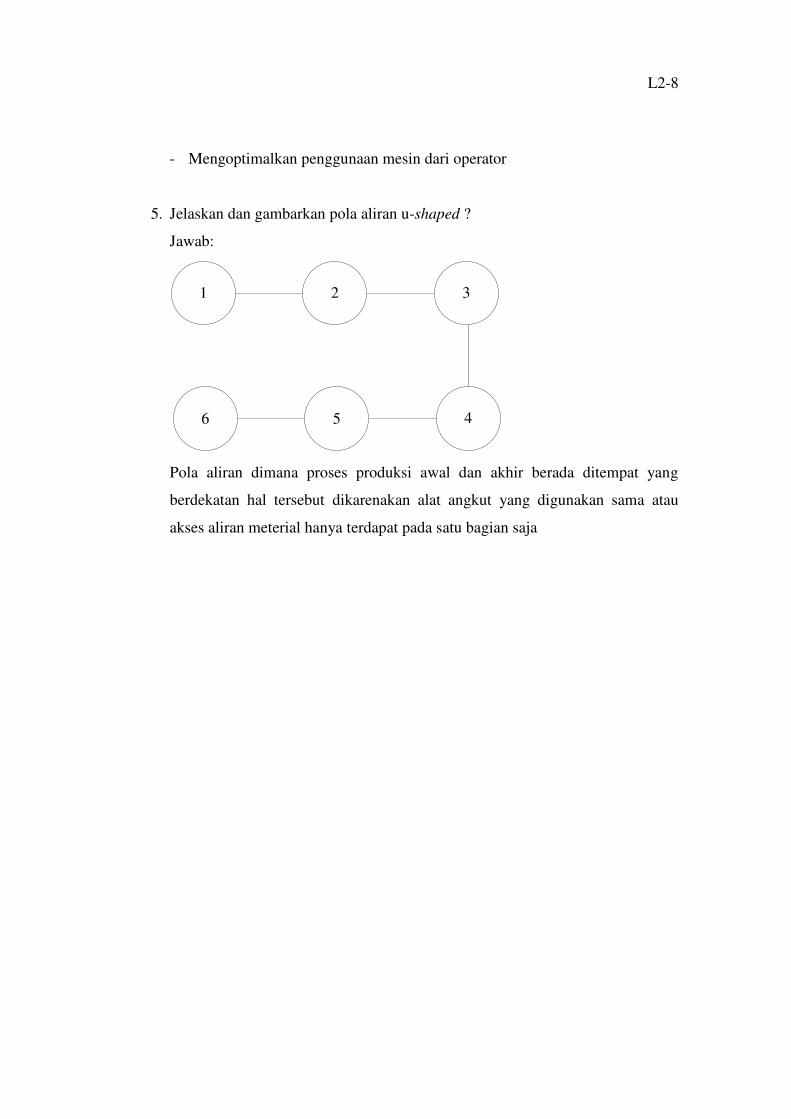
L2-8
- Mengoptimalkan penggunaan mesin dari operator
5. Jelaskan dan gambarkan pola aliran u-shaped ?
Jawab:
1 2 3
456
Pola aliran dimana proses produksi awal dan akhir berada ditempat yang
berdekatan hal tersebut dikarenakan alat angkut yang digunakan sama atau
akses aliran meterial hanya terdapat pada satu bagian saja
L2-9
TUGAS PENDAHULUAN
MODUL STRUKTUR ORGANISASI
1. Sebutkan ciri-ciri organisasi fungsional ?
Jawab:
- Pembagian tugas dan kegiatan disesuaikan dengan keahliannya
- Spesialisasi keterampilan dapat dikembangkan dengan optimal
- Keputusan lamban karena struktur yang panjang
- Pengawasan dilakukan oleh masing-masing kepala divisi
- Koordinasi dilakukan hanya pada tiap bagian divisi
- Komunikasi horizontal sulit dilakukan
2. Jelaskan pengertian SO divisional ?
Jawab:
SO divisional adalah suatu organisasi dimana pembagian tugas dan
kegiatannya didasarkan pada kesamaan produk maupun proses dan tidak
berdasarkan spesialisasinya.
3. Sebutkan dan jelaskan sifat dari CV ?
Jawab:
- Modal yang sudah disetor sulit untuk ditarik kembali
- Mudah didirikan
- Pinjaman relatif mudah dilakukan
- Masa belaku CV tidak mementu
- Modal besar karena berdiri dari beberapa pendiri
4. Jelaskan apa yang dimaksud dengan misi
Jawab:
Misi adalah pernyataan-pernyataan yang harus dilakukan untuk mencapai cita-
cita atau tujuan yang diinginkan di masa mendatang
L2-10
5. Jelaskan pengertian struktur organisasi matriks
Jawab:
Struktur organisasi matriks adalah struktur organisasi yang merupakan
penggabungan antara struktur organisasi fungsional dan divisional sehingga
pembagian tugas dilakukan berdasarkan proses dan spesifikasinya.
L2-11
TUGAS PENDAHULUAN
MODUL ASPEK EKONOMI DAN FINANSIAL
1. Apa yang dimaksud dengan indirect cost dan sebutkan biaya-biaya yang
termasuk didalamnya ?
Jawab:
indirect cost adalah bagian dari modal kerja yang berupa biaya tidak langsung
karena tidak terlibat terhadap harga jual produk atau tidak berkaitan dengan
kegiatan produksi. Contohnya adalah biaya fasilitas.
2. Apa yang dimaksud dengan modal kerja?
Jawab:
Modal kerja adalah biaya yang digunakan setelah pembangunan proyek untuk
menjalankan prusahaan baik secara langsung pada lantai produksi maupun
tidak langsung.
3. Apa yang dimaksud dengan terminal cashflow ?
Jawab:
Aliran kas yang berisi kas masuk maupun kas yang keluar dari sebuah proyek
yang telah berakhir atau hanya menyisahkan modal kerja.
4. Jelaskan pengertian NPV !
Jawab:
NPV adalah suatu teknik yang digunakan untuk menganalisis kelayakan
proyek dengan mempertimbangkan nilai sekarang bersih dengan nilai sekarang
diskontinu untuk beberapa priode dengan memperhatikan nilai waktu.
5. Sebutkan dan jelaskan jenis-jenis depresiasi ?
Jawab:
- Depresiasi berdasarkan waktu: semakin lama maka biaya penjualan semakin
L2-12
Menurun
- Depresiasi berdasarkan penggunaan: karena penurunnya penformasi mesin
yang digunakan bila digunakan terus menerus
- Depresiasi berdasarkan pengambilan: penyusutan karena pengambilan
modal sehingga selanjutnya akan berkurang nilai jualnya
- Depresiasi kecelakaan: karena mesin yang telah rusak akibat kecelakaan
L2-13
TUGAS PENDAHULUAN
MODUL ARC, AAD DAN TEMPLATE
1. Apa yang dimaksud dengan tata letak fasilitas?
Jawab:
Tata letak fsilitas adalah suatu teknik yang digunakan untuk mengatur lokasi
atau tempat dari beberapa fasilitas dengan mempertimbangkan beberapa hal
seperti material handling, aliran material dan lain-lain sehingga memberikan
nilai ekonomis serta penggunaan ruang yang efisien.
2. Sebutkan 4 tipe tata letak fasilitas
Jawab:
- Berdasarkan produk
- Berdasarkan proses
- Berdasarkan material tetap
- Berdasarkan group teknologi
3. Sebutkan tujuan diagram keterkaitan kegiatan
Jawab:
- Menentukan hubungan antar lokasi berdasarkan FTC
- Menentukan lokasi nisbi outdor kantor maupun fasilitas
- Menentukan keterkaitan antara satu fasilitas dengan fasiltas yang lain
- Menjadi dasar pembentukan AAD
- Menunjukkan alasan keterkaitan
4. Apa yang dimaksud dengan diagram alokasi daerah
Jawab:
Gambaran grobal layout yang menunjukkan lokasi dari suatu fsilitas namun
belum berdasarkan atau menunjukkan ukuran yang sebenarnya dengan
mempertimbangkan keterkaitan hubungan antar fasilitas

L2-14
5. Sebutkan dan jelaskan deskripsi alasan pada ARC
Jawab:
1 = menggunakan catatan yang sama
2 = menggunakan orang yang sama
3 = menggunakan ruangan yang sama
4 = menggunakan aliran yang sama
5 = menggunakan kertas yang sama
6 = urutan aliran
7 = melaksanakan kegiatan kerja yang sama
8 = menggunakan peralatan kerja yang sama
9 = ribut atau kebisingan
10 = dan lain-lain

DAFTAR PUSTAKA
Adisaputro, Gunawan. 1998. Anggaran Perusahaan Edisi Ketiga. Yogyakarta:
BPFE.
Apple, James M. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Bandung:
Institut Teknologi Bandung.
Hadiguna, Rika Ampuh. 2009. Manajemen Pabrik, Pendekatan Sistem untuk
Efisiensi dan Efektivitas. Edisi 1. Jakarta: Bumi Aksara.
Iswanto, Paulus. 2011. Skripsi: Perancangan Ulang Tata Letak Workshop Untuk
Produksi Cover Bushing dan Sliding Bushing. Depok: Universitas Indonesia.
Purnomo, Hari. 2004. Pengantar Teknik Industri. Jakarta: Graha Ilmu.
Sutalaksana, Iftikar Z. 2006. Teknik Tata Cara Kerja. Bandung: Institut Teknologi
Bandung.
Van Horne, James C., dan Jhon M. Wachowicz, JR. 2005. Prinsip-Prinsip
Manajemen Keuangan Edisi Kedua Belas. Jakarta: Salemba Empat.
Wignjosoebroto, Sritomo. 2008. Pengantar Teknik & Manajemen Industri.
Surabaya: Guna Widya.
Wignjosoebroto, Sritomo. 2009. Tata Letak Pabrik dan Pemindahan Bahan.
Surabaya: Guna Widya.
http://elib.unikom.ac.id/download.php?id=93143. Diakses pada Tanggal 8
Oktober 2013 pukul 16.20 WIB.
http://elib.unikom.ac.id/download.php?id=93143. Diakses pada Tanggal 14
Oktober 2013 pukul 15.45 WIB.
http://elib.unikom.ac.id/files/disk1/532/jbptunikompp-gdl-eginim1030 26565-7-
unikom_e-2.pdf. Diakses pada Tanggal 22 Oktober 2013.
http://digilib.mercubuana.ac.id/manager/file_skripsi/Isi_cover_71457371
4073.pdf. Diakses pada Tanggal 23 Oktober 2013.
http://elib.unikom.ac.id/files/disk1/453/jbptunikompp-gdl-suryamanni-22611-6-
unikom_s2.pdf. Diakses pada 28 Oktober 2013.
http://library.binus.ac.id/eColls/eThesisdoc/Bab2/2011-2-01739-TI. Diakses pada
Tanggal 8 November 2013.
http://elib.unikom.ac.id/files/disk1/453/jbptunikompp-gdl-suryamanni-22611-6-
unikom_s2.pdf. Diakses pada 10 November 2013.

L1-1
LANDASAN TEORI
1.1 Peta Proses Operasi (PPO)
Peta Proses Operasi (PPO) atau sering disebut dengan peta proses operasi
merupakan suatu diagram yang menggambarkan langkah-langkah proses yang
akan dialami bahan (bahan-bahan) baku mengenai urutan operasi dan
pemeriksaan. Sejak dari bahan mentah sampai menjadi produk jadi utuh maupun
sebagai komponen dan juga memuat informasi-informasi yang diperlukan untuk
menganalisa lebih lanjut, seperti waktu yang dihabiskan material yang digunakan,
dan tempat atau alat atau mesin yang diguanakan (Sutalaksana, 1979).
Ada empat hal yang perlu diperhatikan/dipertimbangkan agar diperoleh
suatu proses kerja yang baik melalui analisa peta proses operasi yaitu analisa
terhadap bahan-bahan, operasi, pemeriksaan dan terhadap waktu penyelesaian
suatu proses. Keempat hal tersebut diatas, dapat diuraikan sebagai berikut
(Sutalaksana, 1979):
1. Bahan-bahan
Kita harus mempertimbangkan semua alternatif dari bahan yang digunakan,
proses penyelesaian dan toleransi sedemikian rupa sehingga sesuai dengan
fungsi, reliabilitas, pelayanan dan waktunya.
2. Operasi
Dalam hal ini harus dipertimbangkan mengenai semua alternatif yang mungkin
terjadi untuk proses pengolahan, pembuatan, pengerjaan dengan mesin atau
metode perakitannya, beserta alat-alat dan perlengkapan yang digunakan.
Perbaikan yang bisa dilakukan misalnya dengan menghilangkan,
menggabungkan, merubah atau menyederhanakan operasi yang terjadi.
3. Pemeriksaan
Dalam hal ini kita harus mempunyai standar kualitas, suatu objek dikatakan
memenuhi syarat kualitasnya jika setelah dibandingkan dengan standar
ternyata lebih baik atau minimal sama. Proses pemeriksaan bisa dilakukan

L1-2
dengan teknik sampling atau satu persatu dari objek yang dibuat tentunya
cara terakhir tersebut dilaksanakan apabila jumlah produksinya sedikit.
4. Waktu
Untuk mempersingkat waktu penyelesaian, kita mempertimbangkan semua
alternatif-alternatif mengenai metoda, peralatan dan tentunya penggunaan
perlengkapan-perlengkapan khusus.
Peta Proses Operasi (PPO) merupakan salah satu teknik yang paling
berguna dalam perencanaan produksi. Kenyatannya peta ini adalah gambaran
tentang proses, dan telah digunakan dalam bebagai cara sebagai alat perencanaan
dan pengendalian. Dengan tambahan data lain, peta ini dapat digunakan sebagai
alat manajemen. Peta Proses Operasi (PPO) juga akan menunjukkan bagian mana
yang erat kaitannya dengan yang lain dan dengan demikian harus dibuat dalam
wilayah yang berdekatan. Peta Proses Operasi (PPO) akan menjadi kurang berarti
jika dibuat untuk produk yang mengandung jumlah komponen yang besar.
Beberapa keuntungan dan kegunaan dari Peta Proses Operasi (PPO) ini adalah
sebagai berikut (Apple, 1990):
1. Mengkombinasikan lintasan produksi dan peta rakitan sehingga memberikan
informasi yang lebih lengkap.
2. Menunjukkan operasi yang harus dilakukan untuk tiap komponen.
3. Menunjukkan urutan operasi pada tiap komponen.
4. Menunjukkan urutan fabrikasi dan rakitan dari tiap komponen.
5. Menunjukkan kerumitan nisbi dari fabrikasi tiap komponen.
6. Menunjukkan hubungan antar komponen
7. Menunjukkan panjang dari lintas fabrikasi dan ruang yang dibutuhkannya.
8. Menunjukkan titik tempat komponen memasuki proses.
9. Menunjukkan tingkat kebutuhan sebuah rakitan bagian.
10. Membedakan antara komponen yang dibuat dengan yang dibeli.
11. Membantu perencanaan tempat kerja mandiri.
12. Menunjukkan jumlah pekerja yang dibutuhkan.
13. Menunjukkan secara nisbi konsentrasi mesin, peralatan dan pekerja.
14. Menunjukkan sifat pola aliran bahan.
L1-3
15. Menunjukkan sifat masalah penanganan bahan.
16. Menunjukkan kesulitan-kesulitan yang mungkin timbul dalam aliran
produksi.
17. Mencatat proses pembuatan untuk diperlihatkan pada bagian lain.
1.2 Lembar Urutan Proses (Routing Sheet)
Routing sheet atau lembar pengurutan merupakan langkah-langkah yang
dicakup dalam memproduksi komponen tertentu dan rincian yang perlu diketahui
dari hal-hal yang saling berkaitan satu sama lain. Sebuah routing sheet menujukan
secara detail mengenai operasi yang dibutuhkan untuk sebuah bagian dalam
sebuah produksi. Hal ini memungkinkan juga untuk mengatur waktu untuk setiap
operasi dan setiap mesin. Proses routing ini menyimpulkan langkah-langkah
operasi yang diperlukan untuk merubah bahan baku menjadi produk yang
dikehendaki dimana untuk itu beberapa informasi harus menyertai di dalam
langkah ini yaitu nama dan komponen yang akan dibuat, nomor dari gambar kerja
dari komponen tersebut, macam operasi kerja dan nomor operasinya, mesin dan
peralatan produksi yang dipakai, serta waktu standar yang ditetapkan intuk
masing-masing operasi kerja (Apple, 1990).
Mesin, perkakas, peralatan pembantu seperti jigs dan fixture, dan lain-lain
yang harus dicantumkan secara spesifik didalam proses routing ini karena pada
akhirnya perencanaan tata letak pabrik akan ditujukan untuk mengatur semua
fasilitas produksi ini. Routing sheet menghasilkan beberapa informasi yang
diperlukan dalam perancangan tata letak fasilitas yaitu jumlah mesin teoritis yang
diperlukan untuk setiap proses pengerjaan, banyaknya siklus mesin dan bahan
baku yang diperlukan, memperbaiki metode kerja, dengan menurunkan waktu
standar, dan menentukan apakah waktu lembur lebih murah dibanding
penambahan mesin, serta menentukan apakah kerusakan mesin dapat
mengganggu seluruh lintasan produksi. Pembuatan Routing sheet memerlukan
data-data sebagai berikut yaitu kapasitas mesin, persentase scrap, dan efisiensi
mesin (Apple, 1990).

L1-4
Suatu langkah dasar dalam pengaturan tata letak pabrik yang baik adalah
dengan menentukan jumlah mesin atau peralatan produksi yang dibutuhkan secara
tepat. Tentu saja di samping penentuan jumlah mesin ini, suatu keputusan yang
tepat di dalam pemilihan jenis atau tipe mesinnya itu sendiri juga merupakan
langkah yang harus diperhatikan benar-benar. Pemilihan alternatif penggunaan
tipe mesin tertentu pada dasarnya akan dilandasi dengan pertimbangan-
pertimbangan yang bersifat teknis dan ekonomis. Untuk keperluan penentuan
jumlah mesin yang dibutuhkan, maka di sini terdapat beberapa informasi yang
harus diketahui sebelumnya, yaitu volume produksi yang dicapai, estimasi scrap
pada setiap proses operasi, dan waktu kerja standar untuk proses operasi yang
berlangsung (Wignjosoebroto, 2009).
Tabel 1. Routing Sheet
No.
Operasi Deskripsi
Nama
Mesin
Produksi
Mesin/Jam
%
Scrap
Bahan
Diminta
Bahan
Disiapkan
Efisiensi
Mesin
Kebutuhan Mesin
Teoritis Aktual
1 2 3 4 5 6 7 8 9 10
Variabel routing sheet merupakan suatu lembaran yang terdiri dari
beberapa kolom perhitungan. Kolom 1 merupakan nomor operasi, dimana berisi
nomor urut operasi-operasi yang dilakukan dalam menghasilkan suatu produk.
Kolom 2 merupakan deskripsi yaitu nama operasi yang dilakukan pada urutan
nomor urut operasi. Kolom 3 merupakan nama mesin yaitu nama mesin yang
digunakan pada setiap operasi sesuai dengan urutan mesin yang digunakan.
Kolom 4 merupakan produksi mesin/jam, dimana berisi banyak unit produk yang
dihasilkan dalam waktu 1 jam atau 60 menit (Elib Unikom, 2013).
OperasiWaktu
menit 60 = Mesin/Jam Produksi
Kolom 5 merupakan scrap yaitu jumlah buangan bahan baku atau
persentase kerusakan yang diperkirakan, yang dilakukan dalam satu operasi
(dalam %). Kolom 6 merupakan bahan diminta. Bahan diminta merupakan jumlah
bahan yang diharapkan setelah melalui suatu proses. Perhitungan bahan diminta
pertama kali dilakukan pada proses terakhir dari produk akhir, dimana jumlah
produk awal yang digunakan pada perhitungan bahan diminta, sehingga bahan
L1-5
disiapkan dapat dihitung. Kolom 7 merupakan bahan disiapkan. Kolom jumlah
bahan yang harus disiapkan, berisi jumlah bahan yang harus tersedia dengan
mempertimbangkan persen scrap sebelum melakukan proses operasi tertentu.
Persamaan yang digunakan untuk menghitung bahan yang disiapkan yaitu (Elib
Unikom, 2013).
scrap% - 1
diminta yangBahan =disiapkan yangBahan
Kolom 8 merupakan efisiensi mesin yaitu tingkat pemanfaatan mesin.
Kolom 9 merupakan jumlah mesin teoritis (JMT) yaitu jumlah mesin secara
teoritis untuk setiap operasi sesuai dengan peta proses operasi. Kolom 10
merupakan jumlah mesin aktual. Kolom ini berisi tentang jumlah mesin yang akan
digunakan pada proses produksi, dimana diperoleh dari pembulatan hasil pada
jumlah mesin teoritis. Persamaan yang digunakan untuk perhitungan efisiensi
mesin dan jumlah mesin teoritis dapat dilihat di bawah ini (Elib Unikom, 2013).
Efisiensi
disiapkan yangBahan =Mesin Efisiensi
hari
kerjaJam×Reabilitas×
jam
mesinProduksi
Mesin Efisiensi= TeoritisMesin Jumlah
1.3 Multi Product Process Chart
Multi product process chart (MPPC) merupakan suatu peta yang
digunakan untuk menganalisa aliran barang dalam pabrik yang sudah ada maupun
untuk perencanaan pabrik baru dan mempunyai keterkaitan dengan peta proses
operasi. Fungsi dari peta ini yaitu untuk menunjukan keterkaitan produksi antar
komponen atau antar produk mandiri, bahan, bagian, pekerjan, atau kegiatan.
Tujuan dari pembuatan multi product process chart (MPPC) yaitu untuk dapat
memahami aliran proses produksi suatu produk secara keseluruhan beserta dengan
total waktu pengoperasian mesin yang digunakan (Wignjosoebroto, 2009).
Berdasarkan multi product process chart (MPPC) tersebut akan dipelajari
dan dianalisis dua hal yang memiliki pengaruh yang cukup signifikasi dalam
L1-6
perencanaan tata letak seperti aliran balik dimana dalam hal ini ditunjukan dengan
adanya aliran balik akibat fasilitas produksi tidak di tempatkan sesuai dengan
urutan proses. Aliran balik dalamproses perencanaan tata letak merupakan
indikator penting karena hal tersebut akan menunjukan langkah pemindahan
material yang sama sekali tidak efisien. Pengelompokan pola aliran yaitu
pengelompokan komponen yang memiliki urutan proses pengerjaan dan
menggunakan mesin yang sama. Hal ini akan penting dalam penyusunan tata letak
berdasarkan pengelompokan proses produksi (Wignjosoebroto, 2009)
2.1 Luas Lantai
Luas lantai produksi digunakan untuk mengetahui luas lahan yang akan
digunakan dalam perencanaan tata letak fasilitas dan perusahaan yang akan
didirikan. Perhitungan luas lantai produksi dimulai dari luas kebutuhan lahan
sampai perkantoran dengan memperhatikan segala fasilitas pendukungnya. Dalam
melakukan suatu perencanaan tata letak fasilitas dan pemindahan bahan
dibutuhkan beberapa kebutuhan luas lantai untuk kegiatan produksi pabrik yang
akan didirikan, serta fasilitas-fasilitas pendukung lainnya, dengan demikian perlu
dihitung berapa luas lantai yang disiapkan, terutama untuk kegiatan bagian
produksi. Perhitungan luas lantai ini didasarkan pada bahan baku yang akan
disiapkan. Berdasarkan hal tersebut maka akan didapat luas lantai receiving
(gudang bahan baku) model tumpukan dan rak. Tumpukan digunakan untuk
material yang rata-rata mempunyai dimensi yang besar sehingga tidak
memungkinkan untuk dimasukan ke dalam suatu wadah atau tempat tertentu.
Sedangkan untuk material yang menggunakan model penyimpanan menggunakan
rak, digunakan untuk material yang berdimensi kecil (Apple, 1990),.
2.2 Luas Lantai Bahan Baku
Luas lantai bahan baku merupakan luas lantai yang dibutuhkan untuk
menyimpan bahan baku untuk pembuatan produk. Luas lantai bahan baku
memiliki dua model, yaitu luas lantai gudang bahan baku model tumpukkan dan
luas lantai gudang bahan baku model rak (Wignjosoebroto, 2000).

L1-7
Luas lantai gudang bahan baku model tumpukan biasanya digunakan
untuk mengetahui luas area yang dibutuhkan untuk menyimpan komponen utama.
Data-data yang diperlukan untuk perhitungan luas lantai gudang bahan baku
model tumpukan yaitu nomor komponen, nama komponen, jumlah komponen,
tipe material, dan ukuran per potong. Luas lantai gudang bahan baku model rak
biasanya digunakan untuk mengetahui luas area yang dibutuhkan untuk
menyimpan komponen tambahan. Data yang diperlukan dalam perhitungan nomor
komponen, nama komponen, jumlah komponen, volume pemakaian, ukuran per
potong, dan unit tersedia (Elib Unikom, 2013).
2.3 Luas Lantai Mesin
Perhitungan yang cermat untuk lokasi dan lebar gang merupakan salah
satu faktor penting dalam alokasi ruang. Manfaat gang antara lain adalah sebagai
tempat perpindahan bahan baku dan barang jadi, perjalanan pekerja, jalan masuk
pemadam kebakaran, peletakan ulang dan penggantian peralatan serta sebagai
tempat pembuangan scrap. Perhitungan luas lantai mesin berguna dalam
menghitung mesin yang diperlukan untuk mengetahui luas lantai yang dibutuhkan
setiap mesin pada masing-masing departemen yang ada dalam pabrik. Prosedur
menghitung kebutuhan luas lantai, yaitu (Apple, 1990):
1. Masing-masing mesin atau stasiun kerja diukur panjang dan lebarnya, hal ini
dilakukan untuk menentukan luas seluruh mesin, yaitu kebutuhan lahan untuk
meletakkan sejumlah mesin yang sejenis.
2. Menentukan toleransi bahan, yaitu kelonggaran yang diberikan untuk
penyimpanan sementara bahan yang akan diproses, yang harus diperhatikan
dalam menentukan besarnya toleransi bahan adalah ukuran material atau
bahan dan karakteristik material atau bahan.
3. Panjang dan lebar mesin, masing-masing diberi kelonggaran, untuk
memberikan ruang bagi barang setengah jadi Work In Process (WIP),
operator atau mungkin tempat peralatan.
4. Menghitung kelonggaran untuk gang (aisles), kelonggaran gang diberikan
untuk ruang gerak bagi perpindahan barang, pekerjaan dan peralatan. Setelah
L1-8
didapat kelonggaran gang, maka luas total lantai produksi dapat dihitung
dengan cara menjumlahkan luas seluruh mesin dengan kelonggaran gang.
2.4 Luas Lantai Gudang Barang Jadi
Gudang barang jadi terdapat 2 komponen, yaitu meja belajar yang sudah
menggunakan kemasan dan lantai untuk kemasan sendiri, tanpa isi. Luas lantai
gudang barang jadi harus diperhitungkan untuk dijadikan tempat penyimpanan
produk yang sudah jadi. Langkah-langkah perhitungan luas lantai gudang barang
jadi, yaitu (Purnomo, 2004) :
1. Menentukan ukuran produk, yaitu ukuran atau dimensi dari kemasan atau
kardus untuk tempat produk jadi perusahaan.
2. Menentukan produk jadi per-satu periode, yaitu produk yang dihasilkan untuk
periode tertentu, berdasarkan produksi per-jam dari perusahaan. Penentuan
periode didasarkan pada periode pengiriman produk jadi ke pasaran, kapasitas
maksimum lahan (jika terbatas) dan karakteristik produk jadi tersebut.
3. Menentukan volume produk total, yaitu volume kebutuhan untuk produk jadi
per periode tertentu.
4. Menentukan luas lantai, yaitu lahan yang dibutuhkan berdasarkan volume
produk total, setelah ditumpuk sesuai dengan tinggi maksimum tumpukkan
yang diijinkan dan cara penumpukkannya.
5. Menentukan kelonggaran, yaitu kelonggaran yang diberikan untuk
penanganan bahan. Penentuan besarnya kelonggaran didasarkan pada alat
angkut, cara pengangkutan, cara penumpukan dan ukuran material.
6. Menentukan total luas lantai, yaitu kebutuhan gudang bahan jadi setelah
ditambah kelonggaran.
3.1 Pengertian Ongkos Penanganan Bahan
Merancang tata letak pabrik, maka aktivitas pemindahan bahan (material
handling) merupakan salah satu faktor yang cukup penting untuk diperhatikan dan
diperhitungkan. Aktivitas pemindahan tersebut dapat ditentukan dengan terlebih
dahulu memperhatikan aliran bahan yang terjadi dalam suatu operasi. Selanjutnya

L1-9
hal yang harus diperhatikan adalah type layout yang akan digunakan. Ongkos
penaganan bahan adalah ongkos yang dikeluarkan untuk melakukan pemindahan
material dari satu departemen menuju departemen yang lain untuk dilakukannya
proses produksi selanjutnya (Apple, 1990).
Penaganan bahan adalah suatu seni dan ilmu pengetahuan mengenai
pemindahan, pengepakan dan penyimpanan, pengepakkan dan penyimpanan
semua jenis /bentuk material /bahan yang terjadi di dalam pabrik termasuk
pemindahan bahan baku dari sumbernya kepabrik serta pemindahan barang jadi
sampai ketangan konsumen. Seni dan ilmu pengetahuan dari perpindahan,
penyimpanan, perlindungan dan pengawasan material penanganan material dalam
jumlah yang tepat dari material yang sesuai, dalam kondisi yang baik, pada tempat
yang cocok, pada waktu yang tepat, pada posisi yang benar, dalam urutan yang
sesuai, dengan biaya yang murah dan menggunakan metode yang benar
(Purnomo, 2004).
Bila ditinjau kegiatan produksi maka akan terlihat masalah yang utama
dalam produksi adalah bergeraknya bahan-bahan dari suatu tingkat proses ke
tingkat proses produksi yang berikutnya. Hal ini dapat kita lihat sejak bahan-
bahan diterima di tempat penerimaan, kemudian dipindahkan dari tempat
penerimaan atau pemeriksaan ke tempat penyimpanan bahan tersebut.
Apabila bahan akan diproses atau diolah, maka bahan tersebut dipindahkan
dari tempat penyimpanan ke tempat produksi yang pertama, dan setelah diproses
kemudian dipindahkan lagi ke tempat proses berikutnya, demikian seterusnya
sampai proses selesai. Jadi dapat dikatakan bahwa material handling adalah
kegiatan mengangkat, mengangkut dan meletakan bahan atau barang dalam
proses di dalam pabrik yang dimulai dari bahan baku sampai barang jadi.
Sedangkan dalam pemindahan tersebut menyangkut biaya. Dengan kata lain yang
dimaksud dengan OMH adalah ongkos yang dikeluarkan untuk memindahkan
bahan atau barang dari suatu tempat ke tempat lain yang melibatkan jarak
tempuh, frekuensi pengangkutan peralatan yang dipakai dan biaya pengangkutan
(Apple, 1990).
L1-10
3.2 Prinsip-prinsip Penaganan Bahan
Prinsip-prinsip yang diperlukan dalam meminimasi biaya adalah sebagai
berikut (Apple, 1990) :
1. Seluruh aktivitas pemindahan harus direncanakan.
2. Mengoptimasi aliran bahan dengan merencanakan sebuah urutan operasi dan
pengaturan peralatan.
3. Mengurangi, mengkombinasikan, dan menghilangkan pergerakan atau
peralatan yang tidak diperlukan.
4. Memanfaatkan prinsip gravitasi bagi pergerakan bahan jika memungkinkan.
5. Meningkatkan jumlah, ukuran, dan berat muatan yang dipindahkan.
6. Menggunakan peralatan pemindahan yang mekanis dan otomatis.
7. Mengurangi waktu non produktif dari peralatan dan tenaga kerja.
3.3 Aspek-aspek Ongkos Material Handling
Secara umum biaya material handling akan terbagi atas tiga klasifikasi,
yaitu (Apple, 1990) :
1. Biaya yang berkaitan dengan transportasi raw material dari sumber asalnya
menuju pabrik dan pengiriman finished goods product ke konsumen yang
dibutuhkannya. Biaya transportasi disini merupakan fungsi yang berkaitan
langsung dengan pemilihan lokasi pabrik dengan memperhatikan tempat
dimana sumber material berada serta lokasi pada tujuannya.
2. In-plant receiving and storage, yaitu biaya-biaya diperlukan untuk gerakan
perpindahan material dari proses satu ke proses berikutnya, warehousing serta
pengiriman produk lainnya.
3. Handling materials yang dilakukan oleh operator pada mesin atau peralatan
kerjanya serta proses perakitan yang berlangsung di atas meja perakitan.
3.4 Ongkos Penaganan Bahan (OPB)
Pemindahan bahan atau material merupakan istilah terjemahan dari
material handling adalah suatu aktivitas yang sangat penting dalam kegiatan
produksi dan memiliki kaitan erat dengan perencanaan tata letak fasilitas
L1-11
Pakai Volume
Terima Volume MaterialPotongan :tamaKomponen UUntuk
Assembling Volume
TersediaUnit MaterialPotongan :TambahanKomponen Untuk
produksi. Menurut Apple (1990), Material Handling Planning Sheet (MHPS)
merupakan suatu tabel yang digunakan untuk menghitung biaya penanganan
bahan. Disini dilakukan minimasi biaya penanganan bahan tetapi dengan tidak
mengabaikan prinsip-prinsip pemindahan bahan, prinsip-prinsip tersebut adalah
seluruh aktivitas pemindahan harus direncanakan, mengoptimasi aliran bahan
dengan merencanakan sebuah urutan operasi dan pengaturan peralatan,
mengurang mengkombinasi dan menghilangkan pergerakan atau peralatan yang
tidak diperlukan, memanfaatkan prinsip gravitasi bagi pergerakan bahan jika
memungkinkan, meningkatkan jumlah, ukuran dan berat muatan yang
dipindahkan, menggunakan peralatan pemindahan yang mekanis dan otomatis,
mengurangi waktu non produktif dari peralatan dan tenaga kerja (Wignjosoebroto,
2000).
3.5 Langkah-langkah dalam Menghitung Ongkos Penaganan Bahan
Ongkos penaganan bahan adalah biaya-biaya yang dibutuhkan dalam
penanganan (handling), pemindahan (moving), pembungkusan atau pengepakan
(packaging), penyimpanan (storing) sekaligus pengendalian atau pengawasan
(controlling) dari bahan atau material dengan segala bentuknya. Berikut ini
merupakan langkah-langkah yang dibutuhkan dalam menghitung ongkos material
handling, yaitu sebagai berikut (Wignjosoebroto, 2003) :
1. Mengisi kolom 1 (dari), kolom 2 (ke), kolom 3 (nama komponen), dan kolom 4
(bentuk material) sesuai dengan spesifikasi komponen utama dan tambahan,
berdasarkan urutan pada peta proses operasi, routing sheet, serta MPPC.
2. Menghitung potongan material (kolom 5) menggunakan rumus sebagai berikut:
3. Produk/hari (kolom 6) diketahui dari nilai DS atau bahan disiapkan pada
routing sheet.

L1-12
B2
1A
2
1Jarak
4. Jumlah tiap bentuk (kolom 7) dihitung dengan membagi produk/hari (kolom 6)
terhadap potongan material (kolom 5).
5. Berat bentuk (kolom 8) diketahui sesuai dengan berat masing-masing
komponen yang digunakan.
6. Berat total (kolom 9) diperoleh dari perkalian antara jumlah tiap bentuk (kolom
7) dengan berat bentuk (kolom 8).
7. Alat angkut (kolom 10) diperoleh dari berat total terbesar dalam satu kali
perpindahan, dimana alat angkut yang diketahui terdiri dari tiga macam, yaitu:
a. Orang, dimana berat material lebih kecil dari 20 kg.
b. Walky fallet, dimana berat material antara 20-300 kg.
c. Hand truck, dimana berat material ≥ 300 kg.
8. OMH (kolom 11), diperoleh dari jenis alat angkut yang terpilih, yaitu:
a. Orang, dimana OMH sama dengan 700/meter.
b. Walky fallet, dimana OMH sama dengan 1200/meter.
c. Hand truck, dimana OMH sama dengan 1700/meter.
9. Jarak antar departemen (kolom 12), diketahui dengan rumus:
Dimana:
A = untuk mesin dari
B = untuk mesin ke
10. Total ongkos (kolom 13), diperoleh dari perkalian antara OMH (kolom 11)
dengan jarak antar departemen (kolom 12).
4.1 Pola-pola Umum Aliran Produksi
Menganalisa aliran material beberapa faktor yang harus diperhatikan,
antara lain yaitu fasilitas eksternal transformasi, jumlah unit yang diproduksi,
jumlah operasi pada setiap bagian, luas dan bentuk dari ruang yang tersedia,
lokasi area pelayanan, lokasi departemen produksi, gudang bahan, dan tipe

L1-13
pola aliran yang terjadi. Ada beberapa pola dalam aliran produksi yang digunakan
pada pabrik-pabrik, antara lain (Apple, 1990) :
1. Garis Lurus (Straight Line)
Digunakan apabila proses produksi pendek, relatif sederhana, dan hanya
mengandung sedikit komponen atau beberapa peralatan produksi.
2. Ular (Zig-zag)
Digunakan apabila lintasan lebih panjang dari ruang yang dapat digunakan untuk
ditempati, dan karenanya berbelok-belok dengan sendirinya untuk
memberikan lintasan aliran yang lebih panjang dalam bangunan dengan luas,
bentuk, dan ukuran yang lebih ekonomis.
3. Bentuk U (U-Shaped)
Digunakan apabila mengakhiri proses pada tempat yang relatif sama dengan awal
proses. Hal ini mungkin disebabkan pada pabrik tersebut hanya mempunyai
satu jalur untuk penerimaan bahan dan pengiriman produk jadi. Alasan lain
sama dengan pola zig-zag.
4. Melingkar (Circular)
Pola ini hampir sama dengan pola U-Shaped, diharapkan barang atau produk
kembali ke tempat awal proses, seperti pada bac-cetakan penuangan,
penerimaan dan pengiriman pada satu tempat sama, dan digunakan mesin
dengan rangkaian yang sama untuk kedua kalinya.
e. Bersudut Ganjil (Odd-Angle)
Pola tidak beraturan, tetapi sangat sering ditemui tujuan utamanya memperpendek
lintasan aliran antar kelompok dari wilayah yang berdekatan serta keadaan
ruangan tidak memungkinkan digunakan pola lain. Apabila sebuah fasilitas
mempunyai tempat penerimaan dan pengiriman, dapat dilihat bahwa tidak
banyak ragam pola aliran umum yang dapat menghubungkan kedua tempat
itu. Tentu saja sifat pola aliran akan menggambarkan jumlah komponen
dalam produk, atau proses yang sedang dilaksanakan. Tetapi umumnya pola
aliran akan sangat mungkin menyerupai salah satu dari gambar 1. Berbagai
penerapan, penyesuaian, atau penggabungan dari pola umum di atas
ditunjukan dalam gambar 2. Jadi umumnya pola-pola tersebut tergantung
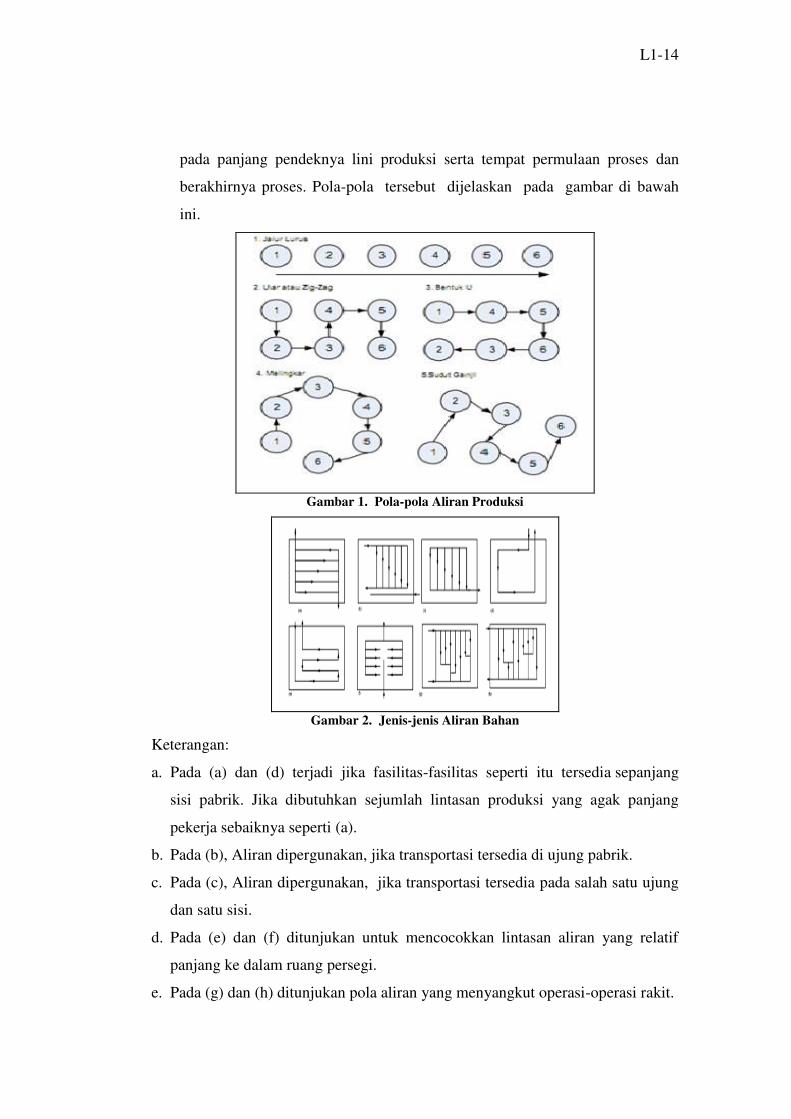
L1-14
pada panjang pendeknya lini produksi serta tempat permulaan proses dan
berakhirnya proses. Pola-pola tersebut dijelaskan pada gambar di bawah
ini.
Gambar 1. Pola-pola Aliran Produksi
Gambar 2. Jenis-jenis Aliran Bahan
Keterangan:
a. Pada (a) dan (d) terjadi jika fasilitas-fasilitas seperti itu tersedia sepanjang
sisi pabrik. Jika dibutuhkan sejumlah lintasan produksi yang agak panjang
pekerja sebaiknya seperti (a).
b. Pada (b), Aliran dipergunakan, jika transportasi tersedia di ujung pabrik.
c. Pada (c), Aliran dipergunakan, jika transportasi tersedia pada salah satu ujung
dan satu sisi.
d. Pada (e) dan (f) ditunjukan untuk mencocokkan lintasan aliran yang relatif
panjang ke dalam ruang persegi.
e. Pada (g) dan (h) ditunjukan pola aliran yang menyangkut operasi-operasi rakit.
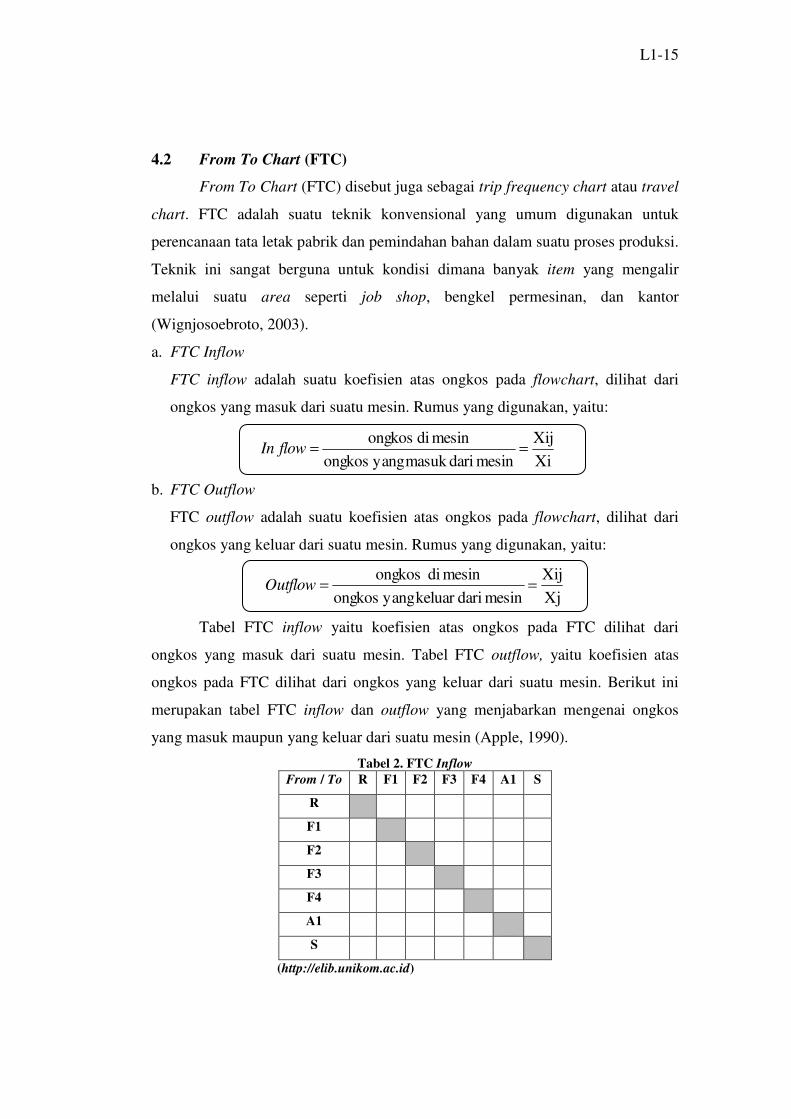
L1-15
Xi
Xij
mesindarimasukyangongkos
mesindi ongkosflowIn
Xj
Xij
mesindarikeluaryangongkos
mesindi ongkosOutflow
4.2 From To Chart (FTC)
From To Chart (FTC) disebut juga sebagai trip frequency chart atau travel
chart. FTC adalah suatu teknik konvensional yang umum digunakan untuk
perencanaan tata letak pabrik dan pemindahan bahan dalam suatu proses produksi.
Teknik ini sangat berguna untuk kondisi dimana banyak item yang mengalir
melalui suatu area seperti job shop, bengkel permesinan, dan kantor
(Wignjosoebroto, 2003).
a. FTC Inflow
FTC inflow adalah suatu koefisien atas ongkos pada flowchart, dilihat dari
ongkos yang masuk dari suatu mesin. Rumus yang digunakan, yaitu:
b. FTC Outflow
FTC outflow adalah suatu koefisien atas ongkos pada flowchart, dilihat dari
ongkos yang keluar dari suatu mesin. Rumus yang digunakan, yaitu:
Tabel FTC inflow yaitu koefisien atas ongkos pada FTC dilihat dari
ongkos yang masuk dari suatu mesin. Tabel FTC outflow, yaitu koefisien atas
ongkos pada FTC dilihat dari ongkos yang keluar dari suatu mesin. Berikut ini
merupakan tabel FTC inflow dan outflow yang menjabarkan mengenai ongkos
yang masuk maupun yang keluar dari suatu mesin (Apple, 1990).
Tabel 2. FTC Inflow
From / To R F1 F2 F3 F4 A1 S
R
F1
F2
F3
F4
A1
S
(http://elib.unikom.ac.id)
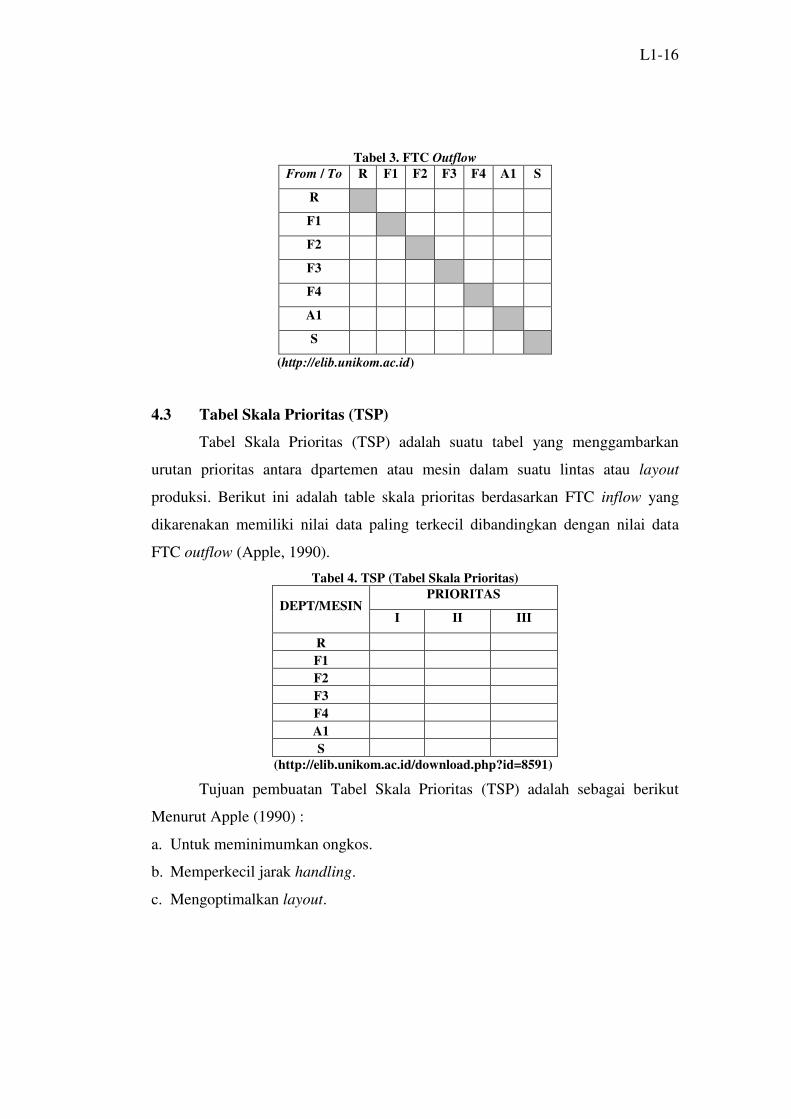
L1-16
Tabel 3. FTC Outflow From / To R F1 F2 F3 F4 A1 S
R
F1
F2
F3
F4
A1
S
(http://elib.unikom.ac.id)
4.3 Tabel Skala Prioritas (TSP)
Tabel Skala Prioritas (TSP) adalah suatu tabel yang menggambarkan
urutan prioritas antara dpartemen atau mesin dalam suatu lintas atau layout
produksi. Berikut ini adalah table skala prioritas berdasarkan FTC inflow yang
dikarenakan memiliki nilai data paling terkecil dibandingkan dengan nilai data
FTC outflow (Apple, 1990).
Tabel 4. TSP (Tabel Skala Prioritas)
DEPT/MESIN PRIORITAS
I II III
R F1
F2
F3
F4
A1 S
(http://elib.unikom.ac.id/download.php?id=8591)
Tujuan pembuatan Tabel Skala Prioritas (TSP) adalah sebagai berikut
Menurut Apple (1990) :
a. Untuk meminimumkan ongkos.
b. Memperkecil jarak handling.
c. Mengoptimalkan layout.
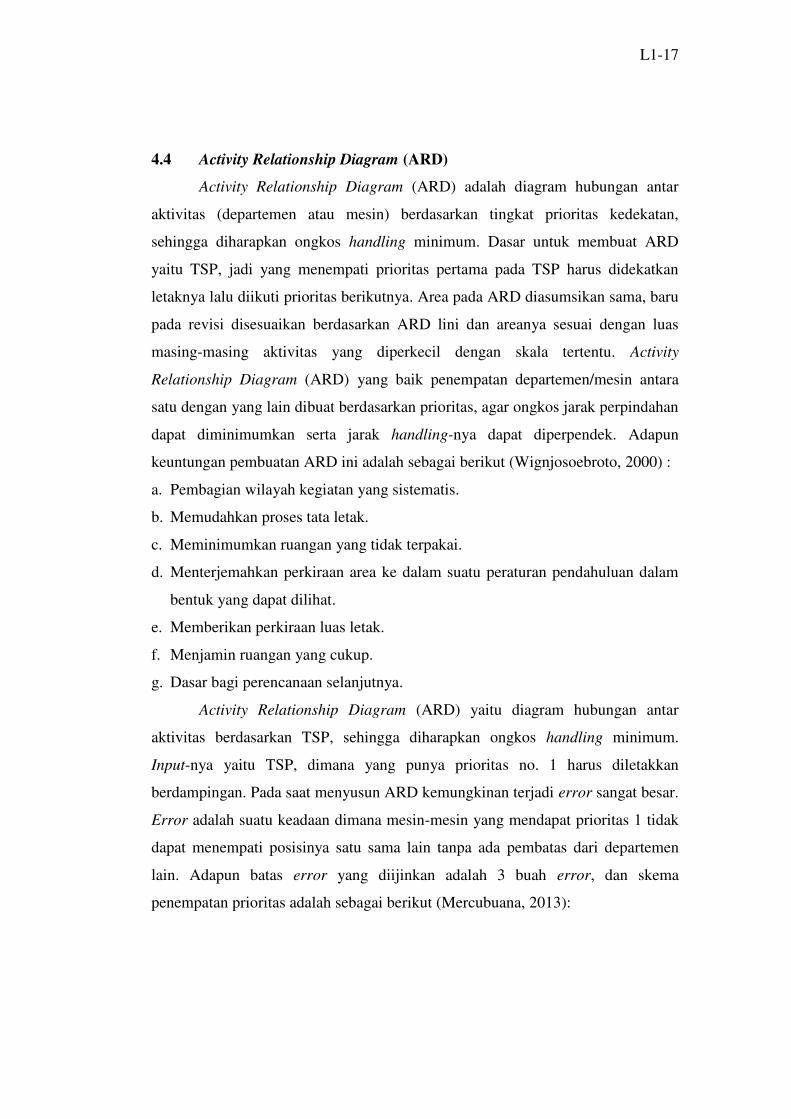
L1-17
4.4 Activity Relationship Diagram (ARD)
Activity Relationship Diagram (ARD) adalah diagram hubungan antar
aktivitas (departemen atau mesin) berdasarkan tingkat prioritas kedekatan,
sehingga diharapkan ongkos handling minimum. Dasar untuk membuat ARD
yaitu TSP, jadi yang menempati prioritas pertama pada TSP harus didekatkan
letaknya lalu diikuti prioritas berikutnya. Area pada ARD diasumsikan sama, baru
pada revisi disesuaikan berdasarkan ARD lini dan areanya sesuai dengan luas
masing-masing aktivitas yang diperkecil dengan skala tertentu. Activity
Relationship Diagram (ARD) yang baik penempatan departemen/mesin antara
satu dengan yang lain dibuat berdasarkan prioritas, agar ongkos jarak perpindahan
dapat diminimumkan serta jarak handling-nya dapat diperpendek. Adapun
keuntungan pembuatan ARD ini adalah sebagai berikut (Wignjosoebroto, 2000) :
a. Pembagian wilayah kegiatan yang sistematis.
b. Memudahkan proses tata letak.
c. Meminimumkan ruangan yang tidak terpakai.
d. Menterjemahkan perkiraan area ke dalam suatu peraturan pendahuluan dalam
bentuk yang dapat dilihat.
e. Memberikan perkiraan luas letak.
f. Menjamin ruangan yang cukup.
g. Dasar bagi perencanaan selanjutnya.
Activity Relationship Diagram (ARD) yaitu diagram hubungan antar
aktivitas berdasarkan TSP, sehingga diharapkan ongkos handling minimum.
Input-nya yaitu TSP, dimana yang punya prioritas no. 1 harus diletakkan
berdampingan. Pada saat menyusun ARD kemungkinan terjadi error sangat besar.
Error adalah suatu keadaan dimana mesin-mesin yang mendapat prioritas 1 tidak
dapat menempati posisinya satu sama lain tanpa ada pembatas dari departemen
lain. Adapun batas error yang diijinkan adalah 3 buah error, dan skema
penempatan prioritas adalah sebagai berikut (Mercubuana, 2013):

L1-18
IV III IV
V II I II IV
III I R I III
IV II I II IV
IV III IV
Gambar 3. Skema Penempatan Prioritas
Keterangan:
R : Letak mesin yang bersangkutan
I : Prioritas 1
II : Prioritas 2
III : Prioritas 3
IV : Prioritas 4
Input : TSP
5.1 Struktur Organisasi Perusahaan
Struktur organisasi perusahaan adalah mekanisme formal yang mengelola
organisasi. Menunjukkan kerangka dan susunan perwujudan pola tetap hubungan
diantara fungsi-fungsi, bagian-bagian atau posisi-posisi mapun orang-orang yang
menunjukkan kedudukan, tugas, wewenang dan tanggung jawab yang berbeda
salam suatu organisasi. Faktor-faktor penentu perancangan struktur organisasi
antara lain (Apple, 1990) :
a. Strategi organisasi untuk mencapai tujuan.
b. Teknologi yang digunakan.
c. Anggota dan orang-orang yang terlibat dalam organisasi.
d. Ukuran organisasi.
5.2 Badan Hukum
Badan hukum suatu usaha merupakan suatu bentuk untuk mendapatkan
kelancaran proses produksi seperti yang dikehendaki semula dalam kaitannya
dengan status yang formal. Bentuk-bentuk badan hukum yang ada di Indonesia
meliputi, yaitu (Apple, 1990) :
L1-19
1. Perusahaan Perseorangan
Merupakan badan usaha yang kepemilikannya hanya dimiliki oleh satu orang.
2. Persero Terbatas (PT)
Merupakan organisasi bisnis yang memiliki badan hukum resmi yang dimiliki
oleh minimal dua orang dengan tanggung jawab yang hanya berlaku pada
perusahaan tanpa melibatkan harta pribadi atau perseorangan yang ada di
dalamnya. Ciri dan sifat PT antara lain (http://badanusaha.com):
a. Sulit untuk membubarkan PT.
b. Kepemilikan mudah berpindah tangan.
c. Modal dan ukuran perusahaan besar.
d. Keuntungan dibagikan kepada pemilik modal/saham dalam bentuk dividen.
e. Mudah mencari tenaga kerja untuk pegawai/karyawan.
f. Kelangsungan hidup PT ada ditangan pemilik saham.
3. Perusahaan Persekutuan
Perusahaan persekutuan dibagi menjadi 2, yaitu:
a. Commanditaire Vennotschaap (CV) merupakan suatu bentuk badan usaha
bisnis yang didirikan dan dimiliki oleh dua orang atau lebih untuk mencapai
tujuan bersama dengan tingkat keterlibatan yang berbeda-beda di antara
anggotanya. Satu pihak dalam CV mengelola usaha secara aktif yang
melibatkan harta pribadi dan pihak lainnya hanya menyertakan modal saja
tanpa harus melibatkan harta pribadi. Pemimpin yang aktif mengurus
perusahaan CV disebut sekutu aktif, dan pemimpin yang hanya menyetor
modal disebut sekutu pasif. Ciri dan sifat CV antara lain:
Sulit untuk menarik modal yang telah disetor.
Modal besar karena didirikan banyak pihak.
Mudah mendapatkan kridit pinjaman.
Ada anggota aktif yang memiliki tanggung jawab tidak terbatas dan ada
yang pasif tinggal menunggu keuntungan.
Relatif mudah untuk didirikan.
kelangsungan hidup perusahaan CV tidak menentu.
L1-20
b. Firma merupakan bentuk persekutuan bisnis yang terdiri dari dua orang atau
lebih dengan nama bersama yang tanggung jawabnya terbagi rata tidak
terbatas pada setiap pemiliknya. Ciri dan sifat firma antara lain
(http://badanusaha.com):
Setiap anggota firma memiliki hak menjadi pemimpin.
Seseorang anggota tidak berhak memasukkan anggota baru tanpa seizin
anggota yang lain.
Mudah mendapatkan kridit usaha.
Pendiriannya tidak memerlukan akte pendirian.
Keanggotaaan firma melekat dan berlaku seumur hidup.
Seorang anggota firama mempunyai hak untuk membubarkan firma.
5.3 Luas Lantai Perkantoran
perhitungan luas lantai perkantoran terlebih dahulu harus diketahui bagian-
bagian dari perkantoran dan pelayanan pabrik (Apple, 1990) :
1. Bagian umum, merupakan fungsi yang melayani seluruh pabrik misalnya
tempat penyimpanan peralatan, tempat menyimpan atau memperbaiki peralatan
yang rusak, ruang rapat dan ruang tunggu.
2. Bagian produksi, merupakan bagian yang melayani organisasi produksi,
misalnya teknik industri (standar kerja, metode, penanganan bahan dan proses),
kontrol produksi (perencanaan dan penjadwalan), pengendalian kualitas dan
perencanaan teknis.
3. Bagian personil, merupakan fungsi yang melayani atau menangani kebutuhan
manusia, seperti fasilitas kesehatan, kantin, WC atau kamar mandi, daerah
rekreasi atau taman, lapangan parkir, telepon umum, dan lain-lain.
4. Bangunan fisik, merupakan bagian yang berhubungan dengan kebutuhan
fasilitas fisik bangunan, peralatan utilitas dan sebagainya. Misalnya fasilitas
pemasaran, pembangkit tenaga, garasi, pemadam kebakaran, bengkel
perawatan dan lain-lain. Persyaratan umum perkantoran adalah:
L1-21
a. Satu kantor yang luas merupakan unit kerja yang lebih efisien dari pada
sejumlah ruangan-ruangan kecil dengan luas yang sama, karena
memudahkan pengawasan, komunikasi dapat lebih lancar dan cahaya atau
ventilasi dapat lebih baik.
b. Lebar lorong untuk sirkulasi utama 1,5 sampai dengan 2,5 meter, jika tidak
seberapa penting cukup 1 sampai dengan 1,5 meter.
c. Jarak meja dengan kursi minimal 45 cm.
d. Jarak antara meja dengan meja atau tembok berkisar antara 60 – 90 cm.
e. Untuk menghindari kebisingan, maka peralatan seperti mesin tik dan mesin
stensi sebaiknya diletakkan terpisah.
5.4 Luas Lantai Fasilitas
Pemilihan fasilitas pelayanan harus disesuaikan dengan kondisi
manajemen perusahaan yang direncanakan. Artinya bahwa untuk perusahaan
besar jelas memiliki jenis dan ukuran fasilitas pelayanan yang berbeda dengan
perusahaan kecil. Luas lantai fasilitas merupakan luas area yang diperuntukkan
bagi sarana penunjang yang diperlukan pada suatu proyek pembangunan pabrik.
Fasilitas merupakan tempat atau saran penunjang dalm melakukan suatu kegiatan
yang bersifat umum. Dalam lingkungan pabrik fasilitas yang umum digunakan
adalah pos keamanan, tempat makan, tempat sholat, toilet, lapangan parkir, dan
sarana penunjang lainnya (Apple, 1990).
6.1 Aspek Finasial dalam Perusahaan
Aspek finasial di perusahaan terdapat beberapa fungsi yang harus
dipenuhi. Berikut ini adalah fungsi dari aspek finansial dalam perusahaan antara
lain (Gunawan, 1998) :
1. Menghitung nilai investasi mendatang.
2. Menghitung nilai investasi sekarang.
3. Menghitung NPV.
4. Menghitung IRR.
5. Penggunaan fungsi rate.
L1-22
6. Penggunaan fungsi NPER.
7. Menghitung pembayaran amortasi.
8. Menghitung bunga dan pokok utang yang dibayar per periode.
9. Menghitung depresiasi
6.2 Perhitungan Analisis Kas
Perkiraan analisis kas merupakan perhitungan yang menggambarkan aliran
keluar masuknya uang sebelum beroperasi (modal awal) dan pada saat beroperasi.
Perhitungan analisis kas ini terdiri dari 3 bagian, yaitu initial cash flow,
operational cash flow dan terminal cash flow (Apple, 2005).
1. Initial cash flow
Initial cash flow merupakan langkah awal dalam proyeksi perkiraan aliran kas.
Initial cash flow dipengaruhi biaya investasi awal dan modal kerja. Rumus
yang digunakan dalam perhitungan initial cash flow ditunjukkan pada rumus:
2. Operational cash flow
Operational cash flow atau cross sheet merupakan bentuk cash flow yang
menyajikan mengenai segala sesuatu yang berhubungan dengan operasi
produksi. Operational cash flow dipengaruhi oleh laba setelah pajak,
penyusutan dan bunga. Operational cash flow dihitung per tahun.
3. Terminal Cash Flow (TCF)
Terminal cash flow merupakan langkah terakhir dalam memproyeksikan
perkiraan aliran kas. Terminal cash flow dipengaruhi oleh modal kerja dan nilai
sisa. Berikut ini adalah perhitungan dari terminal cash flow:
Cash flow adalah suatu bentuk penyajian yang sistematis tentang
penerimaan dan pengeluaran kas, selama periode operasi tertentu serta
Initial Cash Flow = Biaya Investasi Awal + Biaya Modal Kerja
Operational Cash Flow = Laba Setelah Pajak + Penyusutan + Bunga (1-Pajak)
Terminal Cash Flow = Modal Kerja + Nilai Sisa
L1-23
menggambarkan penentuan saldo kas akhir pada laporan neraca. Perhitungan
analisis kas juga merupakan perhitungan yang menggambarkan aliran keluar
masuknya uang sebelum beroperasi (modal awal) dan pada saat beroperasi.
Operational cash flow atau cross sheet merupakan bentuk cash flow yang
menyajikan mengenai segala sesuatu yang berhubungan dengan operasi produksi.
Karena itu operational cash flow dapat dihitung per tahunnya. Perhitungan
operational cash flow dipengaruhi oleh laba setelah pajak, penyusutan dan bunga
(Apple, 2005).
6.3 Proyeksi Penilaian Investasi
Proyeksi penilaian investasi merupakan perhitungan penilaian atas
investasi yang akan dikeluarkan layak atau tidak untuk direalisasikan dan
mengetahui berapa lama modal dapat dikembalikan. Dalam pengaturan investasi
modal (proyek) yang efektif harus diperhatikan faktor-faktornya antara lain (www.
jurnal.budiluhur.ac.id):
1. Adanya usul-usul investasi.
2. penaksiran aliran khas dari usul investasi.
3. evaluasi aliran khas, memilih investasi sesuai dengan ukuran tertentu.
4. penilaian terus menerus terhadap proyek investasi setelah proyek diterima.
Proyeksi penilaian investasi meliputi perhitungan payback period, net
present value, dan internal rate of return (www. jurnal.budiluhur.ac.id).
1. Payback Period (PP)
Payback period merupakan teknik untuk menentukan layak atau tidaknya
usulan proyek investasi dengan membandingkan waktu pengembalian jumlah
dana investasi dengan umur ekonomis proyek. Berikut ini perhitungan dari
payback period:
2. Net Present Value (NPV)
NPV (Net Present Value) merupakan teknik untuk mengetahui apakah suatu
usulan proyek investasi layak untuk dilaksanakan atau tidak dengan cara
mengurangkan present value dengan aliran kas bersih operasional atas proyek
PP = Initial cash flow – Annual
L1-24
investasi selama umur ekonomis. Berikut ini adalah perhitungan dari Net
Present Value (NPV):
Keunggulan metode NPV adalah sebagai berikut:
1. Memperhitungkan nilai waktu dari uang.
2. Memperhitungkan arus kas selama usia ekonomis proyek.
3. Memperhitungkan nilai sisa proyek
3. Internal Rate of Return (IRR)
Nilai IRR akan menunjukkan informasi layak atau tidaknya perusahaan
merealisasikan perencanaan mereka. Jika IRR (%) > MARR (%) maka suatu
perusahaan dianggap cukup layak dan begitupun sebaliknya. Tingkat investasi
(IRR) adalah suatu tingkat bunga yang menunjukkan bahwa jumlah nilai
sekarang netto (NPV) sama dengan jumlah seluruh investasi proyek. Dengan
kata lain, IRR adalah suatu tingkat bunga dimana seluruh net cash flow sesudah
di-present value-kan sama jumlahnya dengan investment cost.
6.4 Break Even Point (BEP)
Break Even Point (BEP) merupakan lama waktu sebuah gagasan dapat
mengembalikan sebuah modal yang ditanam. Biaya-biaya untuk menentukan
break event point adalah ongkos tetap dan ongkos variabel. Dimana nilainya dari
tahun ke tahun semakin meningkat dan harganya semakin meningkat. Ongkos-
ongkos yang terjadi dalam penentuan titik pokok pada dasarnya ada dalam dua
kelompok, yaitu ongkos tetap (fixed cost) dan ongkos variasi (variable cost).
Ongkos tetap (fixed cost) adalah ongkos yang besarnya tidak dipengaruhi oleh
besarnya volume produksi. Ongkos variasi (variable cost) adalah ongkos yang
besarnya dipengaruhi oleh volume produksi. Rumus yang digunakan dalam BEP,
yaitu (www. jurnal.budiluhur.ac.id):
NPV = nn
2
21
r1
TCFCF...
r1
CF
r1
CFINV
BEP = FC / P – VC
L1-25
Keterangan :
P = harga jual per unit
V = biaya per unit
FC = biaya tetap
Menurut Kelompok 3 (2012), BEP ( Break Even Point ) adalah suatu
keadaan dimana dalam operasi perusahaan untuk menentukan jumlah produk
dalam Rupiah atau unit perusahaan tidak memperoleh laba dan tidak menderita
rugi (penghasilan = total biaya). Analisa impas memberikan informasi berapa
tingkat penjualan minimum yang harus dicapai suatu perusahaan agar supaya
tidak menderita kerugian. Dari analisa tersebut juga dapat diketahui sampai
seberapa jauh volume penjualan yang direncanakan boleh turun, agar supaya
perusahaan tidak menderita kerugian. Analisa impas merupakan salah satu bentuk
analisa biaya, volume salah satu bentuk analisa biaya, volume dan laba karena
untuk mengetahui impas maupun margin of safety perlu dilakukan analisa
terhadap hubungan antara biaya, volume dan laba.
7.1 Tata Letak Fasilitas
Tata letak pabrik atau tata letak fasilitas dapat didefinisikan sebagai tata
cara pengaturan fasilitas pabrik guna menunjang kelancaran proses produksi.
Berdasarkan aspek dasar, tujuan, dan keuntungan yang bisa didapatkan dalam tata
letak pabrik yang terencanakan dengan baik, maka dapat disimpulkan enam tujuan
dasar dalam tata letak pabrik. Untuk melakukan proses perancangan suatu tata
letak, terdapat enam prinsip dasar perancangan tata letak yang harus dipenuhi.
Adapun prinsip-prinsip dasar tersebut adalah prinsip dasar yang berkaitan dengan
jarak perpindahan bahan, prinsip integrasi total, desain tata letak pabrik dibuat
sebaik mungkin untuk menghindari adanya gerakan balik, gerakan memotong,
dan kemacetan. Prinsip dasar selanjutnya adalah prinsip pemanfaatan ruangan,
desain tata letak pabrik yang baik bisa menciptakan kenyamanan bagi pekerja, dan
keefektifan dan efisiensi dari rancangan (Wignjosoebroto, 2000).
Aliran kerja berlangsung secara lancar melalui pabrik, semua area yang
ada dimanfaatkan secara efektif dan efisien, kepuasan kerja dan rasa aman dari
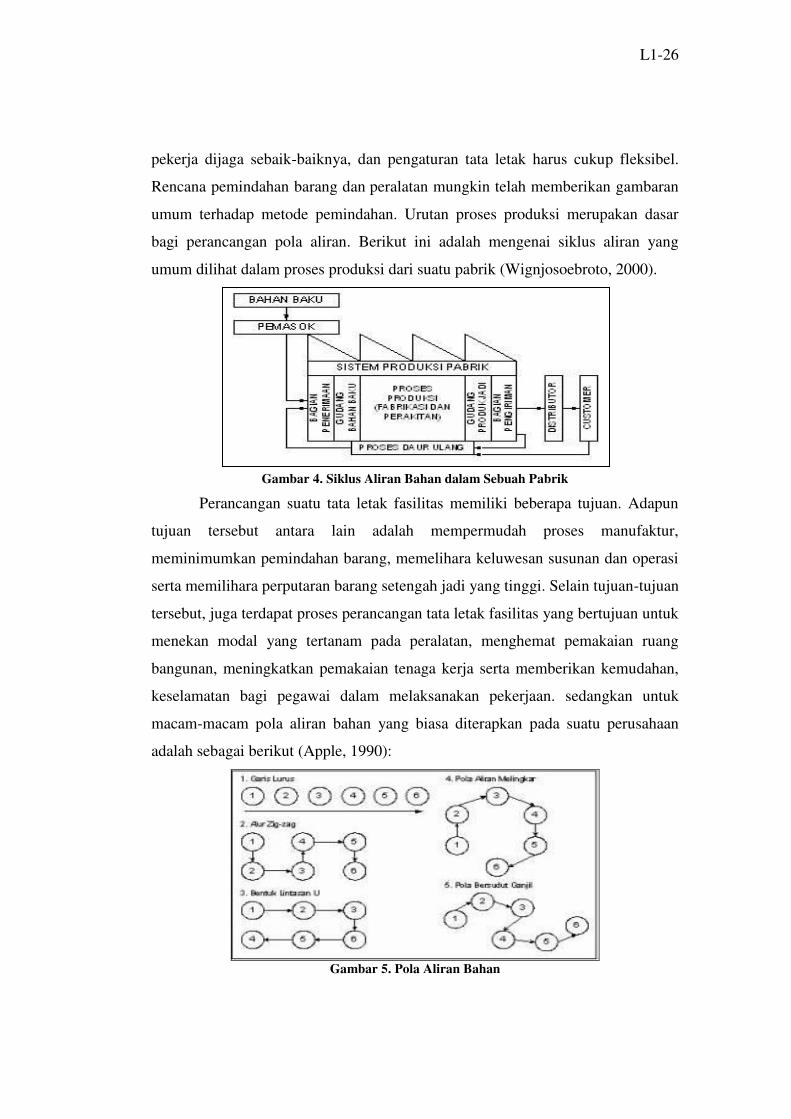
L1-26
pekerja dijaga sebaik-baiknya, dan pengaturan tata letak harus cukup fleksibel.
Rencana pemindahan barang dan peralatan mungkin telah memberikan gambaran
umum terhadap metode pemindahan. Urutan proses produksi merupakan dasar
bagi perancangan pola aliran. Berikut ini adalah mengenai siklus aliran yang
umum dilihat dalam proses produksi dari suatu pabrik (Wignjosoebroto, 2000).
Gambar 4. Siklus Aliran Bahan dalam Sebuah Pabrik
Perancangan suatu tata letak fasilitas memiliki beberapa tujuan. Adapun
tujuan tersebut antara lain adalah mempermudah proses manufaktur,
meminimumkan pemindahan barang, memelihara keluwesan susunan dan operasi
serta memilihara perputaran barang setengah jadi yang tinggi. Selain tujuan-tujuan
tersebut, juga terdapat proses perancangan tata letak fasilitas yang bertujuan untuk
menekan modal yang tertanam pada peralatan, menghemat pemakaian ruang
bangunan, meningkatkan pemakaian tenaga kerja serta memberikan kemudahan,
keselamatan bagi pegawai dalam melaksanakan pekerjaan. sedangkan untuk
macam-macam pola aliran bahan yang biasa diterapkan pada suatu perusahaan
adalah sebagai berikut (Apple, 1990):
Gambar 5. Pola Aliran Bahan
L1-27
Pengaturan departemen dalam sebuah pabrik (dimana fasilitas produksi
akan diletakkan dalam tiap departemen sesuai dengan pengelompokannya) akan
didasarkan pada aliran bahan yang bergerak diantara fasilitas produksi atau
departemen tersebut. Ada dua macam analisa teknis yang biasa digunakan dalam
perencanaan aliran bahan. Analisa konvensional merupakan metode yang
umumnya digunakan selama bertahun-tahun, relatif mudah untuk digunakan, dan
terutama cara ini akan berbentuk gambar grafis yang sangat tepat untuk maksud
penganalisa aliran semacam ini. Analisa modern merupakan metode baru untuk
menganalisa dengan mempergunakan cara yang canggih dalam bentuk perumusan
dan pendekatan yang bersifat deterministik maupun probabilistik. Metode analisa
ini termasuk teknik penganalisaan modern yang merupakan bagian dari aktivitas
penelitian operasi, yang mana perhitungan yang kompleks akan dapat
”disederhanakan” dengan penerapan komputer. Teknik analisa ini bisa juga
digunakan untuk merencanakan metode seperti program linier, analisa
keseimbangan lintasan, teori antrian, dan lain-lain (Wignjosoebroto, 2000).
7.2 Pengertian Activity Relationship Chart (ARC)
Activity relationship chart atau peta hubungan kerja kegiatan adalah
aktifitas atau kegiatan antara masing-masing bagian yang menggambarkan
penting tidaknya kedekatan ruangan. Dalam suatu organisasi pabrik harus ada
hubungan yang terikat antara suatu kegiatan dengan kegiatan lainnya yang
dianggap penting dan selalu berdekatan demi kelancaran aktifitasnya. Oleh karena
itu dibuatlah suatu peta hubungan aktifitas, dimana akan dapat diketahui
bagaimana hunbungan yang terjadi dan harus dipenuhi sesuai dengan tugas-tugas
dan hubungan yang mendukung (Wignjosoebroto, 2003).
Peta keterkaitan kegiatan serupa dengan peta dari ke, tetapi hanya
perangkat lokasi saja yang ditunjukaan. Kenyataannya peta ini serupa dengan
tabel jarak sebuah peta jalan.jaraknya digantikan dengan huruf sandi kualitatif,
dan angka menunjukan keterkaitan suatu kegiatan dengan yang lainnya, dan
seberapa penting setiap kedekatan hubungan yang ada. Huruf-huruf (A, E, I, O, X,
dan U) diletakkan pada bagian atas kotak, kadang digunakan juga warna, untuk
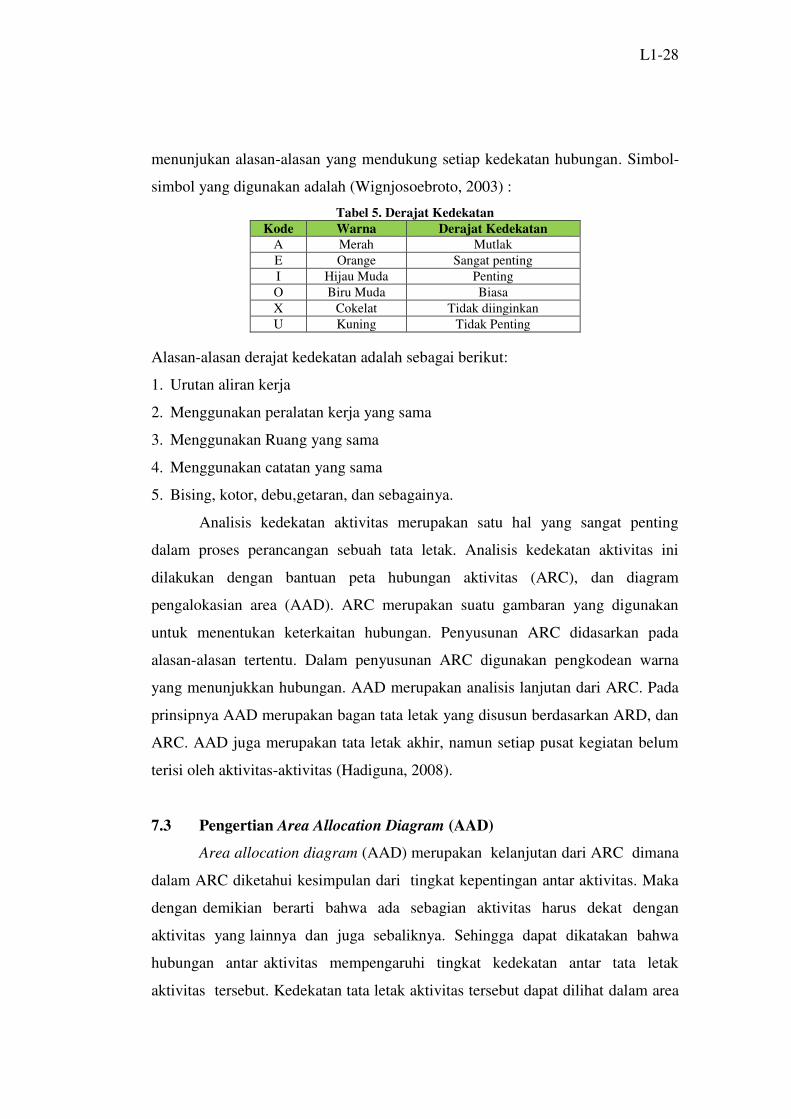
L1-28
menunjukan alasan-alasan yang mendukung setiap kedekatan hubungan. Simbol-
simbol yang digunakan adalah (Wignjosoebroto, 2003) :
Tabel 5. Derajat Kedekatan
Kode Warna Derajat Kedekatan
A Merah Mutlak
E Orange Sangat penting
I Hijau Muda Penting
O Biru Muda Biasa
X Cokelat Tidak diinginkan
U Kuning Tidak Penting
Alasan-alasan derajat kedekatan adalah sebagai berikut:
1. Urutan aliran kerja
2. Menggunakan peralatan kerja yang sama
3. Menggunakan Ruang yang sama
4. Menggunakan catatan yang sama
5. Bising, kotor, debu,getaran, dan sebagainya.
Analisis kedekatan aktivitas merupakan satu hal yang sangat penting
dalam proses perancangan sebuah tata letak. Analisis kedekatan aktivitas ini
dilakukan dengan bantuan peta hubungan aktivitas (ARC), dan diagram
pengalokasian area (AAD). ARC merupakan suatu gambaran yang digunakan
untuk menentukan keterkaitan hubungan. Penyusunan ARC didasarkan pada
alasan-alasan tertentu. Dalam penyusunan ARC digunakan pengkodean warna
yang menunjukkan hubungan. AAD merupakan analisis lanjutan dari ARC. Pada
prinsipnya AAD merupakan bagan tata letak yang disusun berdasarkan ARD, dan
ARC. AAD juga merupakan tata letak akhir, namun setiap pusat kegiatan belum
terisi oleh aktivitas-aktivitas (Hadiguna, 2008).
7.3 Pengertian Area Allocation Diagram (AAD)
Area allocation diagram (AAD) merupakan kelanjutan dari ARC dimana
dalam ARC diketahui kesimpulan dari tingkat kepentingan antar aktivitas. Maka
dengan demikian berarti bahwa ada sebagian aktivitas harus dekat dengan
aktivitas yang lainnya dan juga sebaliknya. Sehingga dapat dikatakan bahwa
hubungan antar aktivitas mempengaruhi tingkat kedekatan antar tata letak
aktivitas tersebut. Kedekatan tata letak aktivitas tersebut dapat dilihat dalam area
L1-29
allocation diagram (AAD). Area allocation diagram ini merupakan lanjutan
penganalisisan tata letak setelah activity relationship chart dan activity relation
diagram, maka dapat dibuat area allocation diagramnya. Area allocation diagram
(AAD) merupakan template secara global, informasi yang dapat dilihat hanya
pemanfaatan area saja, sedangkan gambar visualisasinya secara lengkap dapat
dilihat pada template yang merupakan hasil akhir dari penganalisisan dan
perencanaan tata letak fasilitas dan pemindahan bahan. ARC dan AAD
merupakan jenis peta yang menggambarkan hubungan antar ruangan-ruangan
akibat dari alasan-alasan tertentu yang harus dipenuhi (Apple, 1990).
7.4 Template
Template (bagan tata letak) merupakan bentuk rancangan tata letak dan
merupakan salah satu alat yangdapat digunakan sebagai alat visualisasi dari
rancangan tata letak. Jika AAD merupakan bagan tata letak namun belum terdapat
aktivitas di dalamnya, maka template merupakan bagan tata letak yang digunakan
untuk menggambarkan fasilitas-fasilitas. Template merupakan suatu gambaran
yang lebih jelas dari tata letak pabrik yang akan dibuat dan merupakan gambaran
detail dari Area Allocation Diagram (AAD) yang telah dibuat. Informasi yang
dapat dilihat pada template adalah sebagai beriku (Apple, 1990) :
1. Tata letak kantor dan peralatannya.
2. Tata letak pelayanan yang ada di pabrik, seperti:
a. Mushola
b. Jalan
c. Tempat parkir kendaraan bermotor
d. Gudang
e. Pelayanan kesehatan
3. Tata letak bagian produksi, misalnya:
a. Receiving
b. Pabrikasi
c. Assembling
d. Shipping

L1-30
4. Aliran setiap material, mulai dari receiving hingga shipping.
5. Distribusi material terhadap setiap mesin sesuai dengan jumlah mesin yang
dibutuhkan. Adanya pemisahan lantai antara bagian perkantoran dan produksi
merupakan jalan keluar yang terbaik, yaitu dengan mengikuti syarat-syarat
sebagai berikut:
a. Untuk template dengan satu lantai (single floor)
Untuk penempatan tata letak antara bagian produksi, pelayanan (service)
dan perkantoran ditempatkan dalam satu lantai jika luas lahan yang tersedia
masih mencukupi dan memungkinkan.
b. Untuk template dengan dua lantai atau lebih (multi floor)
Penempatan tata letak fasilitas antara bagian produksi, pelayanan (service)
dan perkantoran mengalami pemisahan tata letak. Biasanya untuk bagian
produksi ditempatkan pada bagian pertama agar memudahkan handling dan
material maupun loading dari container ke receiving dan dari shipping ke
container. Template jenis ini adalah sebagai solusi jika luas tanah yang
tersedia tidak mencukupi.
Top Related
Copyright © 2022 FDOKUMEN

