Z ZBO ORN IK R RADO OVA A - Катедра за Производно ...
196
U Z UNIVERZ FAC 41. J sa 41 ZBO P ZITET U UN CULTY O JUPITE a međun 1 st JUPIT with for ORN PROC U BEOG IVERSIT OF MEC Beog I R KONF narodnim TER CON reign part IK R CEED GRADU - TY OF B CHANIC grad, jun 2 FERENC m učešće NFERENC ticipants RADO DING - MAŠIN BELGRA CAL ENG 2018. CIJA em CE OVA S NSKI FA ADE GINEER A AKULTE RING ET
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Z ZBO ORN IK R RADO OVA A - Катедра за Производно ...

U
Z
UNIVERZ
FAC
41. Jsa
41
ZBOP
ZITET U
UNCULTY O
JUPITEa međun
1st JUPITwith for
ORNPROC
U BEOG
IVERSITOF MEC
Beog
I
R KONFnarodnim
TER CONreign part
IK RCEED
GRADU -
TY OF BCHANIC
grad, jun 2
FERENCm učešće
NFERENCticipants
RADODING
- MAŠIN
BELGRACAL ENG
2018.
CIJA em
CE
OVAS
NSKI FA
ADE GINEER
A
AKULTE
RING
ET

41. JUPITER KONFERENCIJA
ZBORNIK RADOVA
PROCEEDINGS
34. simpozijum
CIM U STRATEGIJI TEHNOLOŠKOG RAZVOJA INDUSTRIJE PRERADE METALA
28. simpozijum
CAD/CAM
37. simpozijum
NU – ROBOTI –FTS
43. simpozijum
UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI PRERADE METALA
21. simpozijum
MENADŽMENT KVALITETOM
Organizator:
UNIVERZITET U BEOGRADU - MAŠINSKI FAKULTET
Beograd, jun 2018. godine

II
41. JUPITER KONFERENCIJA ZBORNIK RADOVA Organizator: UNIVERZITET U BEOGRADU - MAŠINSKI FAKULTET
Adresa: Kraljice Marije 16, 11120 Beograd, Srbija Tel: 011-3370341, Fax: 011-3370364 El. pošta: [email protected]
Odobreno za štampu odlukom Dekana br. 12/18 od 25.05.2018.
Tehnički urednici: Prof. dr Bojan Babić Prof. dr Saša Živanović
Beograd, jun 2018.
Tiraž: 100 primeraka Štampa: Planeta print, 11000 Beograd, Igora Vasiljeva 33r, tel.: 011 650 6564
ISBN 978-86-7083-978-6

III
41. JUPITER KONFERENCIJA sa međunarodnim učešćem
PROGRAMSKI I NAUČNI ODBOR
Predsednik:
Prof. dr Vidosav Majstorović, Mašinski fakultet Beograd
Članovi: Prof. dr Ranko Antunović, MF Istočno Sarajevo • Prof. dr Slavko Arsovski, MF Kragujevac • Prof. dr Bojan Babić, MF Beograd • Prof. dr Božica Bojović, MF Beograd • mr Goran Vujačić, VŽŠ Beograd • Prof. dr Miloš Glavonjić, MF Beograd • Prof. dr Saša Živanović, MF Beograd • Prof. dr Milan Zeljković, FTN Novi Sad •Prof. dr Milisav Kalajdžić, MF Beograd • dr Vladimir Kvrgić, Institut Mihajlo Pupin Beograd • Prof. dr Pavel Kovač, FTN Novi Sad • Prof. dr Miodrag Lazić, MF Kragujevac • Prof. dr Ljubomir Lukić, MF Kraljevo • Prof. dr Živana Jakovljević, MF Beograd • Prof. dr Vladimir Milačić, MF Beograd • Prof. dr Dragan Milutinović, MF Beograd • Prof. dr Pavao Bojanić MF Beograd • Prof. dr Milorad Milovančević, MF Beograd • Prof. dr Zoran Miljković, MF Beograd • Prof. dr Radivoje Mitrović, MF Beograd • Prof. dr Bogdan Nedić, MF Kragujevac • Prof. dr Petar Petrović, MF Beograd • Prof. dr Miroslav Pilipović, MF Beograd • Prof. dr Radovan Puzović, MF Beograd • Prof. dr Slobodan Tabaković, FTN Novi Sad • Prof. dr Žarko Spasić, MF Beograd • Prof. dr Ljubodrag Tanović, MF Beograd • Prof. dr Velimir Todić, FTN Novi Sad • Prof. dr Miroslav Trajanović, MF Niš • Prof. dr Saša Ranđelović, MF Niš • Prof. dr Ilija Ćosić, FTN Novi Sad • dr Nebojša Čović, Beograd • Prof.dr Emilia Assenova (Bugarska) • Prof. dr Vladimir I Averchenkov (Rusija) •Prof. dr Nikolai I. Bobir (Ukrajina) • Prof. dr Konstantin D. Bouzakis (Grčka) • Prof. dr Radomir Vukasojević (Crna Gora) • Prof. dr Milan Vukčević (Crna Gora) • Prof. dr Dušan Golubović (BiH) • Prof. dr Kornel Ehmann (SAD) • Prof. dr Alexander Janac (Slovačka) • Prof. dr Vid Jovišević (BiH) • Prof. dr Michael I Kheifetz (Belorusija) • Prof. dr Sergey A. Klimenko (Ukrajina) • Prof. dr Radovan Kovačević (SAD) • Prof. dr Andrey A. Kutin (Rusija) • Prof. dr Peter P. Melnichuk (Ukrajina) • Prof. dr Nicolae Negut (Rumunija) • Prof. dr Stanislaw Pytko (Poljska) • Prof. dr Sreten Savićević (Crna Gora) • Prof. dr Mirko Soković (Slovenija) • Prof. dr Victor K. Starkov (Rusija)
ORGANIZACIONI ODBOR
Predsednik: Prof. dr Bojan Babić, Mašinski fakultet Beograd
Sekretar: Prof. dr Saša Živanović, Mašinski fakultet Beograd
Članovi: Doc. dr Branko Kokotović, MF Beograd • Doc. dr Nikola Slavković, MF Beograd • Doc. dr Goran Mladenović, MF Beograd • Doc. dr Mihajlo Popović, MF Beograd • Doc. dr Slavenko Stojadinović, MF Beograd •Doc. dr Milica Petrović, MF Beograd, Asist. Miloš Pjević, MF Beograd, Asist. Dušan Nedeljković, MF Beograd.

IV
ZAHVALNICA
Organizacioni odbor 41. JUPITER KONFERENCIJE se najsrdačnije zahvaljuje svim institucijama i pojedincima koji su ličnim angažovanjem i konstruktivnim delovanjem pomogli u organizovanju ove konferencije.
Posebno se zahvaljujemo pokrovitelju:
Ministarstvo prosvete, nauke i tehnološkog razvoja
Vlade Republike Srbije

V
PREDGOVOR
JUPITER Konferencija prikazuje značajne rezultate istraživanja ostvarene u prethodne dve godine. Ovogodišnja XLI JUPITER Konferencija je prilika da se sagledaju trendovi u domenu nauke, obrazovanja i industrije u Republici Srbiji i njihova kompatibilnost sa Strategijom obrazovanja i Strategijom industrijskog razvoja do 2020. godine.
Centar za nove tehnologije - naučni i tehnološki poligon za generisanje novih ideja, koncepta i proizvoda u narednom periodu treba da postane jedan od nosioca stvaranja tehnoloških platformi Republike Srbije. Posebna pažnja će biti usmerena ka međunarodnim projektima i povezivanju sa relevantnim naučnim institucijama u svetu.
Na Konferenciji će biti izloženo 26 radova autora iz Srbije i inostranstva.
Ministarstvo prosvete nauke i tehnološkog razvoja Republike Srbije je finansijskom podrškom omogućilo organizovanje ove konferencije kao podršku naporima za unapređenje obrazovanja i nauke u oblasti proizvodnog mašinstva.
U ime organizacionog odbora posebno se zahvaljujem svim domaćim i stranim autorima, kao i članovima recenzentskog tima na izvršenim recenzijama.
Dobro došli na XLI JUPITER Konferenciju.
U Beogradu, 5. jun 2018.
Prof.dr Bojan Babić

VI
Izaberite simpozijum JUPITER Konferencije
CIM U STRATEGIJI TEHNOLOŠKOG RAZVOJA
INDUSTRIJE PRERADE METALA
CIM IN THE STRATEGY OF TEHNOLOGICAL
DEVELOPMENT OF METALWORKING INDUSTRY
CAD/CAM
NU – ROBOTI –FTS
NC - ROBOTS – FMS
UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI
PRERADE METALA
PRODUCTION CONTROL IN METALWORKING INDUSTRY
MENADŽMENT KVALITETOM
QUALITY
==========================================

VII
Spisak svih radova na JUPITER Konferenciji
po prezimenu prvog autora
Antić, A., Zeljković, M., Lukić, D., Milošević, M.
RAZVOJ SISTEMA ZA NADZOR ALATA BAZIRANOG NA PREPOZNAVANJU TEKSTURE PSD SIGNALA VIBRACIJA ............................................................................................................................ 4.1
Borojević, S., Lukić, D., Milošević, M., Vukman, J., Kramar, D.
IZBOR PUTANJE KRETANJA ALATA PRI OBRADI SLOŽENIH TANKOZIDNIH ALUMINIJUMSKIH STRUKTURA ........................................................................................................ 2.1
Dimić, Z., Milutinović, D., Živanović, S., Mitrović, S., Kvrgić, V.
METOD KONFIGURISANЈA UPRAVLJAČKOG SISTEMA OTVORENE ARHITEKTURE REKONFIGURABILNE ROBOTSKE ĆELIJE ZA OBRADU ............................................................... 3.1
Hasan, S. M., Ivanov, T., Simonović, A., Baltić, M., Svorcan, J.
EKSPERIMENTALNO ISPITIVANJE 3D ŠTAMPANIH DELOVA PRIMENOM DIGITALNE KORELACIJE SLIKA .............................................................................................................................. 3.8
Jokić, A., Petrović, M., Miljković, Z., Babić, B.
METAHEURISTIČKI ALGORITMI OPTIMIZACIJE U TERMINIRANJU ROBOTIZOVANOG UNUTRAŠNJEG TRANSPORTA MATERIJALA ............................................................................... 3.14
Kablar, N.
OBNOVLJIVI IZVORI ENERGIJE: VETRENE TURBINE, SOLARNE ĆELIJE, MALE HIDROELEKTRANE, ENERGIJA BIOMASE I GEOTERMALNI IZVORI ENERGIJE ..................... 1.1
Lukić, D., Morača, S., Milošević, M., Antić, A., Đurđev, M.
RAZVOJ FUNKCIONALNOG MODELA TEHNOLOŠKE PRIPREME PROIZVODNJE U METALSKOM KLASTERU .................................................................................................................. 1.11
Marković, S., Petrović, N., Petrović, T., Đorđević, N.
POBOLJŠANJE PROCESA KONSTRUISANJA DOVODI DO KVALITETNIJEG ODRŽAVANJA MAŠINSKIH SISTEMA ........................................................................................................................... 4.7
Marković, V., Jakovljević, Ž., Budak, I.
PREPOZNAVANJE CILINDARA I RAVNI U TRODIMENZIONIM OBLACIMA TAČAKA ........... 2.9
Mitrović, S., Jakovljević, Ž.
DISTRIBUIRANO UPRAVLJANJE PNEUMATSKIM ROBOTOM BAZIRANO NA IEC 61499 I 802.15.4 STANDARDIMA ..................................................................................................................... 4.12
Mladenović G., Tanović Lj., Puzović R., Pjević M., Popović M.
RAZVOJ SOFTVERSKOG REŠENJA ZA AUTOMATSKO PROJEKTOVANJE TEHNOLOGIJE OBRADE DELOVA SA SLOŽENIM POVRŠINAMA ......................................................................... 2.19
Nedeljković, D., Milovanović, M., Jakovljević, Ž.
PROTOTIP ELEKTROPNEUMATSKOG SISTEMA ZA POZICIONIRANJE ................................... 4.19
Papić, S., Velić, S., Hatarić, A., Manojlović, N.
ANALIZA GREŠAKA KOD LASERSKOG SJEČENJA METALA .................................................... 3.23
Perić, B., Svorcan, J., Peković, O., Simonović, A.
NUMERIČKA ANALIZA AERODINAMIČKIH KARAKTERISTIKA ROTORA VETROTURBINE SA HORIZONTALNOM OSOM OBRTANJA ...................................................................................... 2.25
Popović, P., Vujović, D.
EKSPERIMENTALNO MODIFIKOVANJE STVARNOSTI NA MODELIMA ,KAO PROBLEM U KREIRANJU STRATEGIJSKIH ELEMENATA POMORSKIH KOMPANIJA ............................... 1.17
Ranđelović, S., Mladenović, S., Milutinović, M.
FEM ANALIZA ALATA ZA PROBIJANJE I PROSECANJE ............................................................. 3.29
Stepanić, P., Lopin, L., Krošnjar, A.
PRIMENA C4.5 STABLA ODLUČIVANJA I SLUČAJNE ŠUME U DETEKCIJI OTKAZA KOTRLJAJUĆIH LEŽAJEVA ............................................................................................................... 4.25

VIII
Стојадиновић, С., Majсторовић, В., Durakbasa, N.
МОДЕЛИРАЊЕ И СИМУЛАЦИЈА МЕРНЕ ПУТАЊЕ У ПРОЦЕСНОЈ
ИНСПЕКЦИЈИ НА НУММ .................................................................................................................... 5.1
Škondrić, S., Grujić, V., Lazarević, D., Joksić Urošević, B., Marković, S.
EKSPERIMENTALNO ISPITIVANJE KVALITETA MATERIJALA ZA IZRADU VRATILA SA ZUPČANIKOM BOČNOG PRENOSA TEŠKOG OKLOPNOG SREDSTVA..................................... 3.33
Tabaković, S., Knežev, M., Zeljković, M., Živanović, S., Štrbac, B.
ANALIZA I VERIFIKACIJA OBRADE SLOŽENIH GEOMETRIJSKIH POVRŠINA OPERACIJOM TROOSNOG GLODANJA NA NU MAŠINAMA ALATKAMA ......................................................... 3.39
Tanović, D., Baltić, M., Perić, B., Kapor, N.
SIMULACIJA VETROTURBINE SA VERTIKALNOM OSOM OBRTANJA ................................... 2.31
Vasilić, G., Živanović, S.
ANALIZA RADNOG PROSTORA REKONFIGURABILNOG ČETVTOOSNOG MEHANIZMA SA HIBRIDNOM KINEMATIKOM ZA PROCES OBRADE SEČENJA ŽICOM ..................................... 3.45
Vorkapić, M., Frantlović, M., Ćoćkalo, D., Đorđević, D.
UPOTREBA QFD ALATA U REALIZACIJI INTELIGENTNIH TRANSMITERA ............................. 5.7
Vorkapić, M., Ivanov, T., Alsabri, A., Simonović, A.,
PREDIKCIJA BRZINE VETRA NA TERITORIJI LIBIJE PRIMENOM VEŠTAČKIH NEURONSKIH MREŽA ................................................................................................................................................... 3.54
Živanović, S., Slavković, N., Milutinović, D.
METODOLOGIJA PROGRAMIRANJA ROBOTA ZA OBRADU NA BAZI
STEP-NC PROTOKOLA ........................................................................................................................ 3.60
Živković, G., Bajić, M., Radojičić, S., Marković, S.
UPRAVLJANJE KVALITETOM PRI REGENERACIJI MAŠINSKIH DELOVA .............................. 5.13

IX
SPISAK AUTORA
LIST OF AUTHORS
ALSABRI ANWER
ANTIĆ ACO
BABIĆ BOJAN
BAJIĆ MARKO
BALTIĆ MARIJA
BOROJEVIĆ STEVO
BUDAK IGOR
ĆOĆKALO DRAGAN
DIMIĆ ZORAN
DURAKBASA NUMAN
ĐORĐEVIĆ DEJAN
ĐORĐEVIĆ NENAD
ĐURĐEV MIĆA
FRANTLOVIĆ MILOŠ
GRUJIĆ VLADA
HASAN SAKIB MOHAMMAD
HATARIĆ ALMEDINA
IVANOV TONI
JAKOVLJEVIĆ ŽIVANA
JOKIĆ ALEKSANDAR
JOKSIĆ UROSEVIĆ BILJANA
KABLAR NATAŠA
KAPOR NENAD
KNEŽEV MILOŠ
KRAMAR DAVORIN
KROŠNJAR ALEKSA
KVRGIĆ VLADIMIR
LAZAREVIĆ DEJAN
LOPIN LUKA
LUKIĆ DEJAN
MAJSTOROVIĆ VIDOSAV
MANOJLOVIĆ NIKOLA
MARKOVIĆ SVETISLAV
MARKOVIĆ VELJKO
MILOŠEVIĆ MIJODRAG
MILOVANOVIĆ MILAN
MILUTINOVIĆ DRAGAN
MILUTINOVIĆ MLADOMIR
MILJKOVIĆ ZORAN
MITROVIĆ STEFAN
MLADENOVIĆ GORAN
MLADENOVIĆ SRĐAN
MORAČA SLOBODAN
NEDELJKOVIĆ DUŠAN
PAPIĆ SEJFO
PEKOVIĆ OGNJEN
PERIĆ BOJAN
PETROVIĆ MILICA
PETROVIĆ NIKOLA
PETROVIĆ TAMARA
PJEVIĆ MILOŠ
POPOVIĆ MIHAJLO
POPOVIĆ PAVLE
PUZOVIĆ RADOVAN
RADOJIČIĆ SLADJANA
RANĐELOVIĆ SAŠA
SIMONOVIĆ ALEKSANDAR
SLAVKOVIĆ NIKOLA
STEPANIĆ PAVLE
STOJADINOVIĆ SLAVENKO
SVORCAN JELENA
ŠKONDRIĆ SAŠA
ŠTRBAC BRANKO
TABAKOVIĆ SLOBODAN
TANOVIĆ DRAGOLJUB
TANOVIĆ LJUBODRAG
VASILIĆ GORAN
VELIĆ SAFET
VORKAPIĆ MILOŠ
VUJOVIĆ DRAGAN
VUKMAN JOVAN
ZELJKOVIĆ MILAN
ŽIVANOVIĆ SAŠA
ŽIVKOVIĆ GORAN

CRAZ
41. JU
41st
ZBOP
CIM U SZVOJA I
UPITERsa međun
JUPITEwith fo
ORNPROC
34.
STRATEINDUST
Beo
VIII
R KONFnarodnim
ER CONreign part
IK RCEED
simpozij
EGIJI TETRIJE P
ograd, jun 2
FERENm učešćem
NFERENticipants
RADODINGS
jum
EHNOLRERAD
018.
NCIJA
m
NCE
OVAS
LOŠKOGDE MET
G TALA

IX
CIM U STRATEGIJI TEHNOLOŠKOG RAZVOJA
INDUSTRIJE PRERADE METALA
CIM IN THE STRATEGY OF TEHNOLOGICAL
DEVELOPMENT OF METALWORKING INDUSTRY
Kablar, N.
OBNOVLJIVI IZVORI ENERGIJE: VETRENE TURBINE, SOLARNE ĆELIJE, MALE HIDROELEKTRANE, ENERGIJA BIOMASE I GEOTERMALNI IZVORI ENERGIJE ..................... 1.1
Lukić, D., Morača, S., Milošević, M., Antić, A., Đurđev, M.
RAZVOJ FUNKCIONALNOG MODELA TEHNOLOŠKE PRIPREME PROIZVODNJE U METALSKOM KLASTERU .................................................................................................................. 1.11
Popović, P., Vujović, D.
EKSPERIMENTALNO MODIFIKOVANJE STVARNOSTI NA MODELIMA ,KAO PROBLEM U KREIRANJU STRATEGIJSKIH ELEMENATA POMORSKIH KOMPANIJA ............................... 1.17
NAZAD

1.1
41. JUPITER konferencija Beograd 2018
34. simpozijum CIM U STRATEGIJI TEHNOLOŠKOG RAZVOJA INDUSTRIJE PRERADE METALA
Kablar, N.1)
RENEWABLE ENERGY: WIND TURBINES, SOLAR CELLS, SMALL HYDRO-ELECTRIC PLANTS, BIOMASS, AND GEOTHERMAL SOURCES OF ENERGY
Abstract
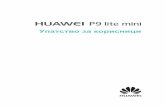
In this paper we present five basic types of renewable energy sources, namely: wind turbines, solar cells, small hydroelectric plants, biomass, and geothermal sources of energy. Wind turbines transform energy of wind into electrical energy, solar cells transform energy of sun into electric energy, hydroelectric plants transform energy of water into electric energy, devices or machines can be constructed to transform energy of biomass into heat energy, and geothermal energy into some form of energy. In this paper we present basic information and reasons why it is need today to use these forms of energy – called green energies, we present how these devices or machines function, and we propose for future work design of prototypes of typical systems, devices or machines for electrical energy or heating generation. Keywords: renewable energy, solar cells, wind turbines, small hydroelectric plants, biomass energy, geothermal sources of energy 1. WIND TURBINES: TRANSFORM WIND ENERGY INTO ELECTRICAL ENERGY Reason for using wind turbines - the wind energy is readily available, cheap, reduce gases emission, and saves water sources which are also used today. Wind is form of solar energy and is result of unequal warming of atmosphere with sun, the roughness of Earths surface, and rotation about sun. It is vastly and often present. Term wind energy or wind power describes the process through which mechanical power or electricity is produced by using wind turbines that converts kinetic energy of wind into mechanical power. This power can be further used in various applications, like grinding grains, water pumping or producing electricity from generator that converts mechanical power into electricity. Today wind turbines can be classified in two main groups: 1. wind turbines with horizontal axis, Figure 1a, and 2. wind turbines with vertical axis, Figure 1b. Horizontal turbines typically possess two or three blends, that work upward wind, and with blends turned toward wind.
Figure 1: a) Vertical and b) horizontal wind turbine
1 ) dr. Nataša A. Kablar, Lola Institut, ([email protected])

1.2
Wind turbines can be constructed on Earth surface, ocean costs or on big lakes. The power they produce are of order 100 KW to several MW. Larger wind turbines are more efficient and are grouped together in so called – farms of wind turbines, that provides large amount of power to electric network. Small wind turbines with power below 100 kW, are used in homes, telecommunication devices, or for water pumping. They are sometimes used as supplemental with diesel generators, batteries, or photo voltaic systems. Combination of several energy sources is called hybrid systems, and is tipicaly used in localized places without electric network provided. Small or medium wind turbines are used for houses projects, farms, or social organizations. Principle of work. Wind energy is produced via two or three blend rotating around rotor, which is being connected with main shaft, which drives generator in order to create electricity.
Figure 2: Parts of wind turbine The main elements of wind turbine are: Anemometer, Blades, Brake, Controller, Gear box, Generator, High-speed shaft, Low-speed shaft, Nacelle, Pitch, Rotor, Tower, Wind direction, Wind vane, Yaw drive, and Yaw motor. Development Task: Develop typical technical system of wind turbine in order to produce electricity from wind energy. Make operating assembly and working diagram, and try to design your own elements. Advances of wind energy usage: represents clean source of energy, domestic source of energy, sustainable, cheap, wind turbines can be constructed on existing farms, opens new jobs.
2. SOLAR CELLS: TRANSFORM SOLAR ENERGY INTO ELECTRIC ENERGY Solar cells transform solar energy into electricity. Solar revolution is idea that dates several decades back – sunny days can be used for sun energy collection which can be in form of electricity delivered to houses and working places. Today’s usage of solar energy is obvious and is ever expanding. The basic units in solar energy transformation is solar or photo voltaic cell which converts sun energy into electricity, i.e. photons into movement of electrons. Group of solar cells connected is called solar module and are often packed into solar panels. Solar cells are made of semiconductors as Silicon is which ended up being good for the purpose of photo voltaic effect and conversion of sun energy into electricity. After sun energy fall into cell, certain amount is absorbed, and energy causes electrons to start moving freely. Solar cells have one or more electric fields acting to direct electrons in certain directions. Movement of electrons represents electricity. By placing metal contacts on top and bottom of solar cell, we can drive out electricity for external use. This electricity together with voltage and as results of electrical fields being present, defines electric power which can be produced from solar cell. Today, it is popular to use green technologies that include solar cells for providing electricity in homes, working places, industry, and else. The secret of making solar cell from Silicone material lays in fact that Silicon have special chemical properties, especially when it is in crystal form. Atom of Silicon have 14 electrons in three shells with order 2,8 – internal shell, and 4, uncompleted, external shell. That means that one atom of Silicon with four other

1.3
forms four pairs and therefore special crystalline structure, that is very important for work of photo voltaic or solar cell. Let us photons back before doing their part of job, it is necessary to place anti reflexive cover in order to reduce loss. Also, it is necessary to protect solar cells, what is done with glass power. More solar cells are arrayed into solar panel, on which ends are positive and negative terminals. Efficacy of solar cells is not high; it is about 12-18%, with the most effective attaining 40% of efficacy. Light that comes to solar cell have photons of wide range of energy, some of them will not have enough energy to change pair electron-hole. Many photons possess a lot of energy. Only part of that energy, measured in eV, is required to prevent loss of electrons. This defines energy of distance for material. If the photons have more energy than required, than much of the energy is lost. These two effects cause loss of 70% of radiation energy in photo voltaic cell. There are other losses as well. At the bottom of the solar cell it can be placed metal grid to provide conductivity. Let us present further typical solar system that can be placed in houses to provide electricity from solar energy. The basic building blocks are solar panels, generator, batteries (deep cycle, nickel cadmium, or lead acid), anti-island inverter, power controller, invertor, controller, electric wires, connectors, ground devices, DC and AC converters. The problem is weak conductibility of Silicon, since no one of electrons can freely move. This is overcome with possessing impurities inside Silicone, for example with presence of one atom of Phosphorus with 5 electrons in outer shell, which will by pairing 4 atom Silicon electrons result with one free electron able to freely move. One extra proton in nucleus keeps the atom on place. When energy is added to pure Silicon, it can cause few electrons to break the connections and leave atoms. Then the hole is formed. These electrons are called free carriers and are accidentally moves looking for other hole where they can fall caring electricity. However, it is law number of this movement in cleaner Silicon. However, if the impurities are added to Silicon different scenario appears. Firstly, it is needed much less energy in order to lose one electron of Phosphorus not making electronic pair. As a result, the majority of these electrons are broken freely, and more free carriers do exist, than in pure Silicone. Process of impurity addition is called doping, and in case of adding Phosphorus – it represents Silicon of N-type, meaning negative type due to presence of electrons. It is better conductor than pure Silicone. Two separate peaces of Silicone are electrically neutral. When we connect N-type and P-type of Silicone, electric field starts to appear – electrons from N-type are moving toward semiconductor of P-type, creating electrical barrier, junction that is coming to equilibrium and through which electric field is formed. This electric field acts as diode. When light in form of photons, come to solar cell, energy brakes pair electron-hole. Each photon with enough energy will normally free exactly one electron, resulting with free hole. If this happen in electric field, filed will sent electron toward N side, and the hole toward P side. This enhances difference in electrical neutrality, and if we provide external electricity pathway, electrons will move along this pathway from P side in order to join hole when electric field direct it in that direction, doing work along the way. Flow of electrons provides electric current, and electric field of solar cell causes voltage. With current and voltage, we get power, as product of these two physical values.
Figure 3: Solar system installed at homes, main parts

1.4
Development task: Design typical solar system that can be introduced in homes and used for producing electricity from solar energy. You migh want to design certain elements in the system by yourself.
Low efficacy of solar cells results with numerous researches for development of better ways to utilize solar energy, one idea is to change silicon material to poly silicone material or use thin films of materials. Other strategy is to use concentrated photo voltaic technology (have optical devices for concentrating energy), or even use of organically produced solar cells at the level of nano scales.
3. SMALL HYDROELECTRIC PLANTS: TRANSFORM WATER ENERGY INTO ELECTRIC ENERGY
Development and implementation of small hydroelectric plants depends on what country is in question, what is the standard, what are the morphological, topographical, hydro-logical and meteorology characteristics of the particular location, and what is degree of technological development. Parameter on which the small hydroelectric plant should be defined is power to be installed. Sun energy as kind of heat comes to Earth surface and causes water, earth and botanical expiration, what causes water level elevation – the consequence is energy of water level (potential energy) and energy of water movement (kinetic energy). Energy of water level is initial kind of energy in nature and it can be used in technical transforming devices and systems for energy usage. The basic mechanistic principles are transform of water level energy into kinetic energy of water, and further into rotational energy in turbines, and then into electrical energy in generators.
The simple system is consisted of: dam, canal with water, valve for water inflow, water, pipes, generator, turbine, controller, outflow of water, traffo-station, electric grid.
Dam has multiple uses and redirect water from its natural flow towards capture of hydroelectric plant, rise of water level and viability of accumulation. Capture receives and directs water stopped from obstacle to hydroelectric plant. There exist two types of capture, on surface or under surface. Water comer is situated at the end of input tube. Dimension of input pipe has high impact on regular functioning of water comer. Income pipe connects capture with water comer. It can be developed as canal or tunnel. Tunnel can be developed as downward or gravitational. It serves for guiding water from water comer toward turbine. It is the most often designed from steel, and for smaller platforms from concrete. It is of trapezoid form.
In plant are situated generators together with turbines. Hydro generators are design mainly vertically, because of more economical use of hydraulic part of hydroelectric plant.
Hydro generators with horizontal design are used in plants with smaller power or when two Pelton or Francis turbines gain one generator. On the beginning of input pipe is placed device with safety role.
Figure 4: Scheme of Small hydroelectric plant

1.5
Water turbine is drive device in which potential energy of water is transformed into kinetic energy, and then to rotational energy. Turbine is connected with generator in which rotational energy is transformed into electrical energy. Depending of the way how water energy is transformed, turbines can be reactionary (downwards) or actionable (free flow, impulse turbines). Principles for choosing turbine type are level of water fall and quantity of flaw, usability, price, etc. There exist two types of turbines: Reactional turbines: Frances turbine (Francis, 1948), Kaplan turbins (Kaplan 1848) , Kaplan turbine with
stationary rotor blends. Turbines of free flaw (actional): Pelton turbine (Pelton, 1878), Turgo turbine (Petlon turbine variation,
designed for higher specific velocities)
Table 1: Choice of turbine type Kind of Turbine Distance of falls (meters)
Kaplan and propeller turbine
2 < Hn < 40
Francis turbine 25 < Hn < 350 Pelton turbine 50 < Hn <1300
Banki-Michell turbine 1 < Hn < 200 Turgo turbine 50 < Hn < 250
Small hydroelectric plants are ecologically acceptable, with electrical energy production, and it has no carbon emotion. They reduce usage of fossils source of energy, helps in flaw protection, do not require usage of large surfaces. 1 GWh of hydroelectric energy means avoidance of 480 tones of carbon dioxide, providing electrical energy through one year to 250 houses in developed countries or 450 houses in developing countries, and saving of 220 tones of fuel and 335 tones of coil. Although they do not influence
Figure 6: Francis, Kaplan and propeller turbines
Figure 5: Scheme of Hydro turbine

1.6
on water level changes as large hydroelectric plants, it is high influence on local flora and fauna what causes fish migration, water quality, etc., so it is needed to define measures of environmental protection. Small hydroelectric plants are widely present in China, in Australia and New Zealand are under development, Canada wants to change electrical plants on diesel fuel. Markets as South America, Russia, and Africa have great potential.
Table 2: Installed small hydroelectric plants power in the world Country Percentage
Asia 67.90 Europe 22.30
United States 8.90 Africa 0.50
Australia 0.40
Advantages of usage small hydroelectric plants as renewable sources of energy are: No carbon emission into environment, Control against flaws, Suitable for providing electricity to isolated and inaccessible regions, and Positive influence on region, in employment and similar. Disadvantages are fish migration, noise and vibration, visual changes in nature, changes in water flow in rivers, small accumulation, high investment costs and complexity. Development task: Design typical small hydroelectric plant that will convert hydro energy into electricity. Think of the main elements, and try to design main parts by yourself.
4. BIOMASS SOURCES OF ENERGY: TRANSFORM ENERGY OF BIOMASS INTO HEAT ENERGY Within industry for electricity production, biomass represents biological materials that can be used as fuel or for industrial purposes. It is measured as dry mater. Bio fuels include bio ethanol, bio butane, bio diesel, and bio gas. Biomass is produced from several plants including grass, hemp, corn, oats, wheat, willow, poplar, or sugar cane. What plant is chosen does effects process of transforming the raw materials. Production of biomass today for industrial purposes is growing industry, due to increasing interests for renewable energy sources. Although biomass represents renewable source of energy, its usage causes global heating. That happens when natural balance of carbon is disturbed, by deforestation, or by urbanization in green cities. Biomass is part of carbon cycle. Carbon from atmosphere is converted in biological mater through process of photosynthesis. With decay or by combustion ended up being emitted into atmosphere. This happens in very small interval of time and mater for plant used as fuel can always be substituted with growth of new plant. Therefore, reasonable stable level of carbon in atmosphere is also result of using carbon as fuel. Fossil fuels are not considered as biomass. Other usages of biomass are as material for building, or bio degrade plastic or paper. Animal with the greatest biomass is Antarctic krill, Euphausia superb, which biomass is 500 millions of tones, and almost two times more than biomass in humans. Whole Earth has 75 billion of tones of biomass. Humans are 250 millions from that (0,33%), domestic animals about 700 millions (1,0%), crops about 2 billions tons (2,7%). Biomass is connected with neto primary production. Factors that influence this production and therefore limits biomass accumulation, includes: low level of rainfalls, low temperature, small amount of nutrients, short grow season. Factors that enhance neto primary production and therefore increase levels of biomass, are inverse of those listed above. Development task: Think about how biomass can be used as bio fuel. Think about device or machine which can be constructed and where from biomass the fuel can be produced. Think further how you can use biomass to produce electricity. Try to sketch working diagram of machine. In Figure 7, it is shown the simplest machine for brickets production.

1.7
5. GEOTHERMAL SOURCES OF ENERGY: TRANSFORM GEOTHERMAL ENERGY INTO SOME FORM OF ENERGY Geothermal energy comes from heat that is being developed beneath the Earth surface. Word geothermal has roots in Greek word geo meaning Earth, and thermo, meaning heat. Today geothermal energy is used for electricity production, for building heating, for greenhouses, and else. At the center of the Earth is iron in solid form surrounded with melted iron, on the temperature of 5,000 to 11,000 degrees of Fahrenheit. Earth core is on 4,000 miles below the surface. Heat is constantly produced by decay of radioactive particles that are natural in all rocks. Earth core is further surrounded by melted layer, which is partly in form of rocks, and partly in form of magma. It is 1,888 miles of width. The last layer of Earth is not consisted from continual layer of rocks, but from Earth plates that are pushing each other and drifting away with velocity of 1-2 inch per year. Magma can come very close to the Earth surface, and this heat can be used as usable form of geothermal energy. Geothermal energy is renewable form of energy, since water can be renewed with rainfalls, and heat is continuously produced within Earth. Ancient people, like Romes, Chinese, native Americans, have been used hot mineral springs for bath, cooking, and heating. Usage of geothermal energy is relatively new industry, but as far as 1904 group of Italian engineers developed electrical generator in Ladarello, Italy, which has been drive by natural stream that erupted from Earth. In USA first attempt was in 1922 at The Gayzers, north California, but due to abrasion and particle corrosion, pipes and turbines fail. Today, this is the greatest source of geothermal energy where about 28 stations are placed. Electricity is produced today in 24 countries, both developed and not developed. Characteristically sources of geothermal energy are volcanoes, hot springs, and fumaroles, where heat comes deep from Earth. In order to find geothermal source geologist use some techniques including aerial photography, geological maps, they analyze local water sources chemically, and concentration of metals on location. They measure variations in gravitational and magnetic fields. But the only realistic way, is to drill wells in order to measure temperatures beneath the Earth. The most attractive geothermal sources are on the boundaries of (tectonic) plates of Earth where volcanoes and earthquakes are concentrated. The majority of geothermal activities are within Ring of Fire, which surrounds Pacific ocean, and is bounded with Japan, Philippines, Aleutian islands, North America, Central America, and South America. There exist four basic types of geothermal energy: hydro thermal, geo pressured, hot and dry rocks, and magma. First form is in wide use today, the other three are still under the development. Geothermal or hydro thermal resources appears where magma comes in contact with earth and heats water bounded in fractured or porous rocks, where water is circulated along ground faults. They can be used for various purposes, depending on their temperature and deepness. When the temperature of hydro thermal resources is 50 Fahrenheit or more, they can be used directly in spas or for building heating, for growth corns, warming fish reservoirs, or for other purposes. They are suitable for heating and are used in 24 countries in the world. In Islands hydro thermal resources are used for heating, more than 500,000 people in France use hydro thermal energy for heating public buildings, schools or homes. Also in USA is widely used.
Figure 7: The simple machine that produce brickets from biomass for heat energy

1.8
Heat from geothermal sources is used for drying ceramics, Emission of sumpor from automobiles and power plants on fossil fuels are cause of acid rains. Geothermal power plants emits only 1-3% of substances compared with fossil fuel or oil power plants. In case of well designed binary cycle power stations has no emissions. lumbers, vegetables, and other products. When the temperature is about 220 degrees of Fahrenheit or more, hydro thermal resources can be used for electricity production. Majority of geothermal resources from where electricity is produced have temperatures in range 300-700 Fahrenheit. Two main types of hydro thermal resources used for electricity production are: 1. Reservoirs of dry steam, and 2. Reservoirs of hot water. Geothermal power plants are built in deserts, in the middle of corps, or in woods on mountains. Development of geothermal power plants is usually allowed in state territories since they do not harm the environment. Before permit issuance it is necessary to perform study about the effect of power plant on environment. In protected national parks, geysers or fumaroles can not be used as source of geothermal energy. Geothermal power plants are similar to other power plants – heat obtained from energy source (in case of geothermal energy, earth core) is used for heating water or other working fluid. Hot working fluid further drive turbine generator producing electricity. Working fluid is then cooled and returned to source of heat.
Geothermal power plants on dry steam, given in Figure 1a, directly uses geothermal steam on 150 degrees of Celsius or more in order to start the turbine.
Geothermal power plants on flesh steam, given in Figure 1b, pump out hot water from the Earth wells in tanks with lower pressure and use flash system for turbine start. They require temperatures of working fluid of about 180 degrees of Celsius, or more. It is the most often type of geothermal power station that are working today. Stations on flash steam use geothermal reservoirs on temperatures higher than 360 degrees of Fahrenheit. Hot water passes up through wells underground under its own pressure. Due to flow and height, pressure drops and part of hot water starts to vaporize and turn into steam. Steam is further separated from water and is used for starting turbine generator. Rest of the water condensates and can be returned back in reservoir, making potentially renewable resource. Geothermal power plants with binary cycle can accept working fluid on temperature of 57 degrees of Celsius. Modestly hot geothermal water is surrounded with flow of secondary fluid with much lower boiling point than water. This causes secondary fluid to vaporize, and start turbine generator. In design stage it is used Rankin and Kalina cycle. Thermal efficiency is 10-13%.
Figure 8: a) Dry steam and b) hot water geothermal power stations The International Geothermal Association, IGA announced data that at every moment (online) is available 10,715 MW of geothermal power in 24 countries of the world. Comparing to 2005 in 2015 is evidenced growth of 20%. In 2010, USA was the leading country in geothermal power production with 3,086 MW installed capacity in 77 power stations. The greatest group of geothermal fields are in The Gazers, North California. Today China is on the first place. Third country is Philippines with 1,904 MW, what consists 27% of electricity production in this country. First ten countries (of 24) are enlisted here,

1.9
Table 3: Installed geothermal power per country, data 2015 No. Country Installed geothermal
power, data from 2015
1. China 17,870
2. USA 17,415
3. Turkey 2,886
4. Germany 2,848
5. France 2,347
6. Japan 2,186
7. Island 2,040
8. Italy 1,014
9. Austria 903.4
10. New Zeland 487
Figure 9: Geothermal power plants in a) Ladarello, Italy, and b) Krafla, Islands
Today are developed new enhanced geothermal systems that are working few kilometers in depth, and are operating in France and Germany, and are tested in four more countries.
Technologies used for producing electricity from geothermal energy are: Production of Geothermal electricity (from heat beneath Earth) Direct usage of geothermal energy (directly from hot water underground) Pumps of geothermal heat (by using water underground for building heating or cooling)
Geothermal heat energy obtained below the Earth surface can be used for generating clean, renewable energy. This vital, new and clean energy source provides renewable source all the time, and do not emit or emit very small amount of harmful gases. Currently, in USA are under construction five active Enhanced Geothermal Systems in Nevada, Idaho, Oregon, and California. Prediction says that EGS could provide 100 GW of geothermal sources capacity what is enough for heating 100 millions of homes. It is formed Frontier Observatory for Research in Geothermal Energy (FORGE) from the US Department of Energy, what will present first laboratory for scientist and researchers for developing, testing and enhancing advancement of EGS technologies. It will also enable collecting and producing the data in real time and to identify paths for commercial EGS.

1.10
6. CONCLUSION In this paper we have presented five basic sources of renewable energy, namely wind energy, solar energy, hydro energy, biomass energy, and geothermal energy. All these kinds of energy via suitable transformations by using devices or machines can be converted into electrical energy. It is future task to design typical technical systems that will convert wind energy into electricity, solar energy into electricity, hydro energy into electricity, biomass into electricity, or geothermal energy into electricity.
REFERENCES
[1] Renewable Energy, Wikipedia, https://en.wikipedia.org/wiki/Renewable_energy [2] Renewable Energy, USA Department od Energy, https://www.energy.gov/science-innovation/energy-
sources/renewable-energy/ [3] Renewable Energy World, http://www.renewableenergyworld.com/ [4] Alternative Energy, http://www.altenergy.org/renewables [5] Geothermal Energy, https://www.geothermal-energy.org/what_is_geothermal_energy.html [6] Geothermal Energy, https://geothermal.org/what.html [7] Geothermal Energy Association, http://www.geo-energy.org/basics.aspx
Biomass Energy, http://www.biomassenergy.org.uk/
Kablar, N.
OBNOVLJIVI IZVORI ENERGIJE: VETRENE TURBINE, SOLARNE ĆELIJE, MALE HIDROELEKTRANE, ENERGIJA BIOMASE I GEOTERMALNI IZVORI ENERGIJE
Abstrakt: U ovom radu izlažemo pet osnovnih tipova izvora obnovljive energije, redom: vetrene turbine, solarne ćelije, male hidroelektrane, izvore energije na biomasu, i geotermalne izvore energije.Vetrene turbine pretvaraju energiju vetra u električnu energiju, solarne ćelije pretvaraju energiju u sunčevu energiju, hidroelektrane transformišu energiju vode u električnu energiju, uredjaji i mašine se mogu konstruisati da pretvaraju energiju biomase u toplotu ili električnu energiju, i geotermalni izvori energije se mogu pretvoriti u toplotu ili električnu energiju. U ovom radu predstavljamo osnovne informacije i razloge zašto su danas potrebni ovi oblici energije – takozvane zelene energije, predstavljamo kako ovi uredjaji ili mašine funkcionišu, i predlažemo dalji rad na dizajnu prototipova tipičnih sistema, mašina ili uredjaja za proizvodnju električne energije ili toplote. Ključne reči: obnovljivi izvori energije, vetrene turbine, solarne ćelije, male hidroelektrane, biomasa, geotermalni izvori energije

1.11
41. JUPITER konferencija Beograd 2018
34. simpozijum CIM U STRATEGIJI TEHNOLOŠKOG RAZVOJA INDUSTRIJE PRERADE METALA
Lukić, D., Morača, S., Milošević, M., Antić, A., Đurđev, M. 1)
RAZVOJ FUNKCIONALNOG MODELA TEHNOLOŠKE PRIPREME PROIZVODNJE U
METALSKOM KLASTERU 2)
Rezime
Industrijski klasteri kao forma udruživanja malih i srednjih preduzeća predstavljaju efikasan tehnološki i ekonomski odgovor na izazove globalizacije tržišta, jer omogućavaju povećanje brojnih efekata poslovanja i doprinose razvoju privrede, kako regiona tako i države. Realizacija aktivnosti tehnološke priprema proizvodnje u proizvodnom preduzeću je veoma složen zadatak, a kada se realizuje na nivou klastera, ovaj zadatak je mnogo složeniji. Kao jedno od mogućih rešenja racionalizacije ove aktivnosti pripreme proizvodnje u okviru industrijskih klastera prepoznata je primena koncepta grupne tehnologije. U radu je prikazana postavka funkcionalnog modela tehnološke pripreme proizvodnje u okviru kompleksnih industrijskih klastera iz oblasti metalske industrije.
Ključne reči: industrijski-metalski klaster, tehnološka priprema proizvodnje, grupna tehnologija 1. UVOD
Dinamičnim razvojem savremene tržišno orijentisane proizvodnje postavljaju se visoki i složeni zahtevi pred proizvodne sisteme koji se najviše odnose na kvalitet, cenu, raznovrsnost proizvoda, dinamiku i rokove isporuke, čime se značajno utiče na intenziviranje proizvodnje sa visokim tehnoekonomskim efektima. U uslovima velikoserijske i masovne proizvodnje, zahvaljujući automatizaciji, proizvodnost je dostigla relativno visok nivo. Međutim, u ukupnoj strukturi mašinske industrije dominiraju pojedinačna i maloserijska proizvodnja, čije se učešće sve više povećava usled težnje potrošačkog društva za sve većim brojem različitih proizvoda. Zbog toga se nameće potreba za savremenim proizvodnim sistema sa efektima automatizovane velikoserijske i masovne proizvodnje u pogledu proizvodnosti i ekonomičnosti i efektima pojedinačne i maloserijske proizvodnje u pogledu fleksibilnosti, pouzdanosti i mobilnosti. Savremeni proizvodni sistemi se baziraju na racionalizaciji i automatizaciji aktivnosti u okviru razvoja proizvoda, primeni savremenih fleksibilnih tehnoloških sistema u proizvodnji, kao i računarskoj podršci u svim aktivnostima proizvodnog sistema [1, 2].
Mala i srednja preduzeća (MSP) u svom poslovanju se susreću sa raznim problemima, kao što su ograničenje resursa (ljudskih, finansijskih, proizvodnih), tržišnih informacija, konkurencije sličnih preduzeća i dr. Analize su pokazale da razlozi za ove probleme ne potiču samo zbog nedostataka ovih preduzeća, već zavise i od drugih ekonomskih i neekonomskih faktora, geopolitike i globalizacije tržišta. Budući da su finansijska sredstva i drugi resursi o okviru MSP ograničeni, ona moraju sama da pronađu svoje razvojne puteve i mesto na globalnom tržištu. Jedna od važnih razvojnih strategija koje takođe obezbeđuju konkurentni razvoj, posebno MSP je povezivanje i razvoj složenih organizacionih struktura – industrijskih klastera. MSP mogu preživeti na tržištu ako se međusobno povezuju u sisteme koji simuliraju veliko preduzeće, ali zadržavaju svoju samostalnost, fleksibilnost i mobilnost [3].
Iako oblik udruživanja u klastere pruža mnogo prednosti, postoje i brojni problemi u njihovom funkcionisanju. Jedan od problema je kako projektovati efikasne proizvodne procesa i organizovati nesmetan proces proizvodnje. Posmatrane aktivnosti se rešavaju u okviru pripreme proizvodnje, koja se sastoji od niza složenih aktivnosti, koje su znatno složenije za rešavanje na nivou klastera kao složenih organizacionih
1 ) Prof. dr Dejan Lukić ([email protected]), Prof. dr Slobodan Morača ([email protected]), Prof. dr Mijodrag Milošević, ([email protected]), Prof. dr Aco Antić, ([email protected]), Univerzitet u Novom Sadu, Fakultet tehničkih nauka, Trg Dositeja Obradovića 6, 21000 Novi Sad.; MSc Mića Đurđev - stručni saradnik, Univerzitet u Novom Sadu, Tehnički fakultet ”Mihajlo Pupin”, Đure Đakovića bb, 23000 Zrenjanin, ([email protected]). 2) U okviru ovog rada saopšteni su rezultati istraživanja na projektima TR-35025 i TR-35050, koje finansijski podržava Ministarstvo prosvete, nauke i tehnološkog razvoja Republike Srbije.

1.12
struktura. Uzimajući u obzir složene uslove proizvodnje i plasmana proizvoda u okviru preduzeća članica klastera, neophodan je sistemski prilaz u oblikovanju familija sličnih proizvoda i primeni fleksibilnih tehnoloških sistema, kako bi povećali stepen serijnosti proizvodnje, proizvodnost, ekonomičnost kao i druge tehnoekonomske efekte [4].
U ovom radu je prikazan koncept funkcionalnog modela tehnološke pripreme proizvodnje u okviru kompleksnih klastera iz oblasti metalske industrije, koji se bazira na principima grupne tehnologije. 2. TEORIJSKE PODLOGE ZA POSTAVKU KONCEPTUALNOG MODELA
2.1 Industrijski klasteri kao oblik povezivanja preduzeća
Klasteri predstavljaju geografsku koncentraciju međusobno povezanih preduzeća, dobavljača, pružalaca usluga iz sličnih delatnosti i drugih organizacija podrške kao što su obrazovne i naučno-istraživačke institucije, državne ili regionalne vladine i nevladine ustanove, i dr., koje se međusobno nadmeću, ali i sarađuju [5].
Mala i srednja preduzeća daju značajan doprinos u ekonomskom razvoju kako regiona tako i države. Međutim ova preduzeća često zbog nedostatka novčanih sredstava, nedovoljnog broja stručnih kadrova, malih proizvodnih kapaciteta i potencijala, nisu u dovoljnoj meri konkurentna na tržištu. Jedan od efikasnih načina za prevazilaženje ovih problema i podizanja konkurentske sposobnosti je njihovo udruživanje u organizacione sisteme tipa klastera, u našem slučaju industrijskih, odnosno metalskih klastera.
Osnovne prednosti udruživanja u klastere su povećanje konkurentnosti i diverzifikacije tržišta; poboljšanje produktivnosti i kvaliteta proizvoda, smanjenje troškova poslovanja usled kooperacije i zajedničkog nastupa prema dobavljačima i kupcima; olakšan pristup novim znanjima, inovacijama i informacijama; prednost pri izlasku na tendere i dobijanju poslova; lakši pristup finansijskim sredstvima; bolje i efikasnije korišćenje resursa, i dr. [3, 4]. 2.2 Tehnološka priprema proizvodnje i grupna tehnologija
U okviru klastera metaloprerađivačke industrije značajnu ulogu ima funkcija pripreme proizvodnje, u okviru koje se rešavaju tehničke funkcije preduzeća vezane za projektovanje, planiranje i upravljanje proizvodnjom. Jedan od mogućih pristupa čija primena omogućuje povećanje efikasnosti procesa proizvodnje i optimalno korišćenje potencijala klastera je koncept grupne tehnologije.
Priprema proizvodnje kao funkcija proizvodnog sistema sastoji se od tehničke i operativne pripreme. Tehnička priprema proizvodnje obuhvata dve najvažnije tehničke funkcije proizvodnih sistema. Prva se odnosi na projektovanje proizvoda, poznata pod nazivom konstrukciona priprema, a druga na projektovanje tehnoloških procesa izrade i montaže proizvoda, poznata pod nazivom tehnološka priprema. Operativna tehnološka priprema obuhvata druge dve funkcije koje se odnose na planiranje i upravljanje proizvodnjom. U okviru poslovnih sistema dominantnu ulogu u ispunjavanju zahteva tržišta za novim i prilagođenim proizvodima imaju procesi projektovanja, planiranja, upravljanja i proizvodnje. Tehnološka priprema proizvodnje, kao funkcija poslovnog sistema, predstavlja osnovnu integracionu komponentu ovih procesa. Mnogo vremena pre uvođenja sistema za automatizovano projektovanje tehnoloških procesa, odnosno CAPP sistema, uočeno je da je projektovanje tehnoloških procesa jedna od najvažnijih aktivnosti u smanjenju vremena i troškova izrade, poboljšanju kvaliteta proizvoda, itd., što u značajnoj meri utiče na povećanje konkurentnosti proizvodnih sistema [6].
Polazeći od principa klasifikacije i grupisanja asortimana proizvoda, ukupan asortiman delova proizvodnog sistema se može sistematizovati prema konstrukciono-tehnološkoj sličnosti, odnosno podeliti na određene celine za koje je racionalno primeniti koncept individualne i grupne tehnologije, slika 1. Na osnovama grupne tehnologije koju je uspostavio Mitrofanov [7] i kao rezultat istraživanja koje je realizovao Burbidge [8] razvijen je novi pristup u proizvodnji - grupni prilaz u projektovanju proizvodnje i efektivnih proizvodnih struktura.
Individualni tehnološki procesi se projektuju i primenjuju za izradu pojedinačnih delova, prema njihovom crtežu, obimu proizvodnje, raspoloživim proizvodnim resursima i drugim tehničkim uslovima koji su na raspolaganju projektantima u proizvodnom sistemu. Ovaj vid proizvodnje ima značajan niz nedostataka a razvoj proizvodnih sistema je opravdan za slučaj vrlo uske strukture i relativno velikih količina. Projektovanje tehnoloških procesa na principima grupne tehnologije ima za cilj povećanje količina proizvoda u okviru proizvodnog programa na principima sličnosti, čime se povećava serijnost delova i prelazi na više tipove proizvodnje, omogućujući primenu obradnih i tehnoloških sistema povišenog stepena efikasnosti. Prilaz na povećanju količina se zasniva na objedinjavanju proizvoda sličnih karakteristika, odnosno sistematizaciji i grupisanju proizvoda na osnovu njihove sličnosti, najčešće primenom

1.13
odgovarajućih konstrukciono-tehnoloških klasifikatora u cilju standardizacije tehnoloških procesa izrade. U svetu je razvijen veliki broj konstrukciono-tehnoloških klasifikatora među kojima su najpoznatiji [6]: OPITZ (Nemačka), CODE i DCLASS (SAD), MICLASS/MULTICLASS (Holandija), KK-3 (Japan), IAMA (Srbija).
Grupni tehnološki proces i grupne operacije izrade, projektuje se i realizuju u proizvodnji, za formiranu tehnološku grupu delova, odnosno operacijske grupe, primenom zajedničkih obradnih sistema, odnosno istih grupa mašina, pribora, alata i merila, uz jednu njihovu osnovnu pripremu. Kako bi se po grupnom konceptu mogli obrađivati svi delovi iz jedne grupe, grupni tehnološki proces mora obuhvatiti sve operacije, a grupna operacija mora obuhvatiti sve zahvate, kojima će se obraditi svi tipski oblici i/ili površine delova iz grupe. Zbog toga se projektovanje grupnog tehnološkog procesa vrši za predstavnika grupe koji se naziva kompleksan deo. Ovaj kompleksan deo može biti stvaran deo iz grupe ako sadrži sve tipske oblike (features) ostalih delova ili pak imaginaran, ako se projektuje samo u cilju definisanja tehnološkog procesa.
Značaj uvođenja grupne tehnologije najbolje se uočava kroz njihove osnovne karakteristike u primeni: povećanje stepena serijnosti u proizvodnom sistemu; izvođenje koncepcijski istih konstrukcionih rešenja ukoliko funkcija proizvoda to dozvoljava; svođenje različitih operacija i zahvata u okviru tehnoloških procesa na neophodni minimum; olakšano konstruisanje, projektovanje tehnoloških procesa izrade, planiranje i upravljanje proizvodnjom, kao i realizacija samog procesa proizvodnje sličnih proizvoda; skraćenje vremena ciklusa proizvodnje; značajno smanjenje neproduktivnih vremena u proizvodnom procesu; smanjenje troškova izrade proizvoda; povećanje ukupnih efekata proizvodnih sistema, i dr. [2, 7, 8]
Pored svoje primene u tehnološkoj pripremi, grupni i tipski prilaz je našao svoju primenu i u projektovanju proizvoda, planiranju i upravljanju proizvodnjom, kao i samom procesu proizvodnje, što je posebno karakteristično za primenu kod odgovarajućih fleksibilnih tehnoloških sistemima. Osnovni cilj primene grupisanja u području projektovanja proizvoda, projektovanja tehnoloških procesa i realizacije procesa proizvodnje je projektovanje, izrada i ugradnja delova unificiranih i tipiziranih oblika i veličina, sličnih kvaliteta i materijala, itd. koji podržavaju principe standardizacije i modularne gradnje [6].
Oblik organizacije proizvodnje u okviru klastera odgovara predmetna ili decentralizovana organizaciona struktura proizvodnog sistema, slika 2. Ona predstavlja prilaz u kome proizvod, proizvodni program i tržište, određuju organizacioni oblik kao skup jedinica koje imaju sposobnost održavanja nezavisne radne i poslovne egzistencije u vremenu i datim uslovima okoline. Kod ovog načina proizvodni procesi i tokovi su pojednostavljeni sa kraćim transportnim putevima, lakše je projektovanje, planiranje i upravljanje proizvodnjom, upravljanje kvalitetom i alatom, odnosno održavanje sistema koje se realizuje na nivou nezavisnih proizvodnih jedinica. Proizvodni program je podeljen na više delova programa koji se proizvode u proizvodnim jedinicama (od 1 do n). Pojedine, osnovne funkcije proizvodnog sistema su zajedničke za ceo proizvodni sistem, dok su određene funkcije, kao što su tehnološka priprema, planiranje i upravljanje proizvodnjom, rukovanje materijalom, upravljanje alatom, upravljanje kvalitetom i održavanje pridružene sastavu pojedinih proizvodnih jedinica.
Sličan pristup se može izvesti kod organizacije klastera gde se delovi proizvodnog programa poistovećuju sa konstrukciono i tehnološki sličnim familijama/grupama proizvoda (npr. rotacioni delovi oblika osovina i vratila, kutijasti delovi, delovi od lima…) a proizvodne jedinice se poistovećuju sa preduzećima-članicama klastera. Na ovaj način je omogućena fleksibilna specijalizacija preduzećima, gde se ona bave proizvodnjom ili pružanjem usluga iz oblasti svoga poslovanja, odnosno za čega imaju tehničko-tehnološke resurse i obučenu radnu snagu.
Str
ugov
i
Glo
dalic
e
Bu
šilic
e
Rev
olv
erst
rugo
vi
Bru
silic
e
NC strugovi
Obradni
centri
Formiranje grupa delova
Klasa delova za obradu na mašinama
Grupni i tipski tehnološki procesi
Formiranje grupa i tipova
Individualni tehnološki procesi
Individualni delovi
Asortiman delova proizvodnog sistema
Grupne operacije i grupni tehnološki procesi
Klase delova sa unificiranim tehnološkim procesom
Automati
PROIZVODNI SISTEM/INDUSTRIJSKI KLASTER
PROIZVODNJAKOMERCIJALNI
POSLOVIISTRAŽIVANJE I
RAZVOJMARKETING
INTEGRALNA SISTEMSKA PODRŠKA
OPŠTI POSLOVIEKONOMSKO FINANSIJSKI
POSLOVI
UPRAVLJANJE ALATOM
RUKOVANJE MATERIJALOM
PLAN. I UPRAV. PROIZVODNJOM
TEHNOLOŠKA PRIPREMA
ODRŽAVANJE TEHN. SISTEMA
UPRAVLJANJE KVALITETOM
PROIZVODNIPROGRAM 1
FAMILIJA-GRUPA
PROIZVODA 1
PROIZVODNA JEDINICA 1/
PREDUZEĆE 1FUNKCIJE NA NIVOU
PROIZVODNIH JEDINICA
UPRAVLJANJE ALATOM
RUKOVANJE MATERIJALOM
PLAN. I UPRAV. PROIZVODNJOM
TEHNOLOŠKA PRIPREMA
ODRŽAVANJE TEHN. SISTEMA
UPRAVLJANJE KVALITETOM
PROIZVODNIPROGRAM j
FAMILIJA-GRUPA
PROIZVODA j
PROIZVODNA JEDINICA j/
PREDUZEĆE jFUNKCIJE NA NIVOU
PROIZVODNIH JEDINICA
UPRAVLJANJE ALATOM
RUKOVANJE MATERIJALOM
PLAN. I UPRAV. PROIZVODNJOM
TEHNOLOŠKA PRIPREMA
ODRŽAVANJE TEHN. SISTEMA
UPRAVLJANJE KVALITETOM
PROIZVODNIPROGRAM n
FAMILIJA-GRUPA
PROIZVODA n
PROIZVODNA JEDINICA n/
PREDUZEĆE nFUNKCIJE NA NIVOU
PROIZVODNIH JEDINICA
……. …….
Slika 1. Sistematizacija delova prema prilazu u projektovanju tehnoloških procesa [6, 8]
Slika 2. Organizaciona struktura proizvodnog sistema/industrijskog klastera

1.14
3. FUNKCIONALNI MODEL TEHNOLOŠKE PRIPREME PROIZVODNJE U OKVIRU METALSKOG KLASTERA
Za prikaz funkcionalnog modela tehnološke pripreme u okviru metalskog klastera izabrana je IDEF0 tehnika modeliranja. Ova tehnika je zasnovana na kombinaciji grafike i teksta prikazanih na jedan organizacioni i sistemski način da pojačaju razumljivost, podrže analizu, obezbede logiku za potencijalne promene, specificiraju zahteve ili podrže nivo projektovanja sistema i aktivnosti integracije. IDEF0 model se sastoji iz hijerarhijskog niza dijagrama koji stepenasto prikazuju nivoe detaljno opisanih funkcija i njihovih interfejsa unutar sistema. Grafički prikaz putem dijagrama, tekstualni opis i rečnik podataka predstavljaju tri osnovne vrste IDEF0 prikaza. Grafički dijagrami definišu funkcije i funkcionalne odnose između boksova ili pravougaonika i strelica, kao i odgovarajuće sintakse i semantike. Tekstualni opis i rečnik podataka obezbeđuju zbirne informacije kao podršku grafičkom dijagramu. Osnovni elementi IDEF0 metodologije se mogu opisati rečenicom "Aktivnost pod Kontrolom, od Ulaza pravi Izlaze, koristeći Mehanizme"[6]. Dekompozicija poslovnih procesa realizuje se kroz definisanje sledećih dijagrama:
Kontekstni dijagram - definisanje granice sistema, Stablo aktivnosti - uspostavljanje vertikalne veze između aktivnosti i Dekompozicioni dijagrami - uspostavljanje horizontalne veze između aktivnosti.
Prvi korak u razvoju funkcionalnog modela se odnosi na razvoj kontekstnog dijagrama, čime se
definisane granice, odnosno okviri modela procesa, slika 3.
Standardi za tolerancije (GD&T)
A0
TEHNOLOŠKA PRIPREMA PROIZVODNJE U
METALSKOM KLASTERU
Standardi za kvalitet
Zahtevi kupaca (cena, rokovi, kvalitet, itd.)
BP i BZ za pripremke i sirovine
BP i BZ za proizvodne resurse(mašine, alate, pribore, merila, itd.)
BP i BZ za standardne tehnološke procese
BP i BZ za parametre obrade i obradljivosti
BP i BZ za standardne elemente troškova i vremena proizvodnje
Projektanti, programski sistemi i internet
Dizajn proizv/delova 3D/2D (O1)
Specifikacije proizvodnih resursa (O8) Sadržaj GT procesa (O3)
Karte grupnih operacija (O4)
Kompleksan deo 3D/2D i matrica (O2)
Dizajn proizvoda/delova (2D crteži i/ili 3D modeli)
Raspoloživi proizvodni resursi (pripremci, mašine, alati, pribori, itd.)
Obim proizvodnje
Drugi zahtevi tržišta
Zahtevi za novim resursima (O10)Prec. sadržaj tehn. proc. (O5)
Preciz. karte operacija (O6)Tehnološki/prozvodni tokovi (O11)
I1
I2
I3
I4
I5
DIzajn familije/grupe proizvoda (2D crteži i/ili 3D modeli)
C1 C2 C3
Upravljački programi (O7)
Efekti proizvodnje (O9)
M1 M2 M3 M4 M5 M7
Konstrukciono-tehnološki klasifikator
M6
2D CAD CRTEŽ, 3D CAD MODELIGES,ISO10303 AP203, AP214 i dr.
Procesi obrade rezanjemISO 10303 AP224, AP238, AP240ISO 14649,APT, RS 274, ISO 6983, i dr._ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _Drugi procesi ISO 10303 AP207, AP223, AP229, AP232, i dr._ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _Merenje i kontrolaISO 10303 AP219, DMIS-input,APQP, eQuiPP, I++DMS, i dr.
( )
( )
Slika 3. Kontekstni dijagram tehnološke pripreme proizvodnje u metalskom klasteru A_0
U cilju jasnijeg predstavljanja dekompozicije, kao i mogućnosti sagledavanja hijerarhije aktivnosti, definisano je stablo aktivnosti sa odgovarajućim podaktivnostima, slika 4.
A0
TEHNOLOŠKA PRIPREMA PROIZVODNJE U
METALSKOM KLASTERU
A1
ANALIZA PROGRAMA
PROIZVODNJE
A2
FORMIRANJE FAMILIJA/GRUPA
PROIZVODA
A3
PROJEKTOVANJE GRUPNIH
TEHNOLOŠKIH PROCESA
A5
IZBOR ELEMENATA
FTS
A6
MODELIRANJE I SIMULACIJA
RADA TEHNOL. SISTEMA
A11 UPOZNAVANJE SA ZAHTEVIMA TRŽIŠTA
A12 UPOZNAVANJE SA TEHNIČKOM DOKUMENTACIJOM
A13 ANALIZA TEHNOLOGIČNOSTI PROIZVODA
A14 GLOBALNO PLANIRANJE PROIZVODNJE
A21 IZBOR/RAZVOJ KONSTRUKCIONO-TEHNOLOŠKOG KLASIFIKATORA
A22 KLASIFIKACIJA PROIZVODA/DELOVA
A23 GRUPISANJE DELOVA U FAMILIJE/GRUPE I RAZVOJ MATRICE KLASIFIK. BROJEVA
A24 IZBOR/PROJEKTOVANJE KOMPLEKSNOG DELA
A31 IZBOR PRIPREMKA
A32 IZDVAJANJE TIPSKIH OBLIKA I TEHNOLOŠKIH BAZA
A33 DEFINISANJE ZAHVATA OBRADE TIPSKIH OBLIKA I REDOSLEDA IZVOĐENJA
A34 GRUPISANJE ZAHVATA U OPERACIJE I DEFINISANJE REDOSLEDA IZVOĐENJA
A35 DEFINISANJE VRSTE I NIVOA PROIZVODNIH RESURSA
A51 DEFINISANJE ALTERNATIVNIH ELEMENATA FTS
A52 ODREĐIVANJE KRITERIJUMA ZA VKO
A53 PRIMENA METODE OPTIMIZACIJE (VKO)
A54 RANGIRANJE I IZBOR ELEMENATA FTS
A61 DEFINISANJE PROSTORNOG RASPOREDA PROIZVODNIH RESURSA
A62 RAZVOJ SIMULACIONOG MODELA TEHNOLOŠKIH I PROIZVODNIH PROCESA I SISTEMA
A63 SIMULACIJA TEHNOLOŠKIH I PROIZVODNIH PROCESA
A64 ANALIZA EFEKATA I USVAJANJE REŠENJA PROIZVODNIH TOKOVA
A4
PRECIZIRANJE TEHNOLOŠKIH
PROCESA IZRADE
A41 PRECIZIRANJE VARIJANTI TEHNOLOŠKIH PROCESA I OPERACIJA
A42 PRECIZIRANJE PROIZVODNIH RESURSA I PARAMETARA
A43 GENERISANJE UPRAVLJAČKIH INFORMACIJA
A44 ODREĐIVANJE EFEKATA PROIZVODNJE (VREME, TROŠKOVI,..)
A45 TEHNOEKONOMSKA OPTIMIZACIJA TEHNOLOŠIH PROCESA
Slika 4. Stablo aktivnosti tehnološke pripreme proizvodnje u metalskom klasteru

1.15
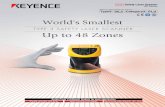
Sledeći korak se odnosi na definisanje dekompozicionih dijagrama kojima se detaljno definišu nivoi odgovarajuće aktivnosti. Model tehnološke pripreme proizvodnje A_0 dekomponovan je na šest osnovnih aktivnosti (A1 - A6) i predstavljen dijagramom A0, koji je prikazan na slici 5. U okviru posmatranog dijagrama prikazane su neke od aktivnosti tehnološke pripreme proizvodnje za projektovanje grupnih tehnoloških procesa i realizaciju procesa proizvodnje familije delova oblika osovina.
Slika 5. Dekompozicioni dijagram modela tehnološke pripreme proizvodnje u metalskom klasteru_A0
Program proizvodnje u okviru klastera može se sastojati od svih proizvoda koje proizvode članice klastera, ili pak neke članice klastera mogu da učestvuju samo sa delom svojih proizvodnih programa i kapaciteta. Usled toga, kao prvi korak potrebno je definisati proizvodne programe članica klastera i potencijalne mogućnosti pružanja usluga kako bi se definisali okviri poslovanja i usmerile aktivnosti ka ostvarenju ciljeva klastera. Svaku promenu proizvodnog programa i raspoloživih kapaciteta neophodno je usaglasiti na nivou klastera, kako bi ista bila uvrštena u okvire zajedničkog programa proizvodnje i bila dostupna svim njenim članicama. S obzirom da proizvodni program i potencijalni program mogućih usluga klastera može biti raznolik, neophodno je takođe definisati i način klasifikacije i grupisanja proizvoda, odnosno delova. Prevashodno se ovde misli na usvajanje zajedničkog sistema klasifikacije, odnosno konstrukciono-tehnološkog klasifikatora, iako se može koristiti i prilaz grupisanja na bazi sličnosti tehnoloških procesa, a mnogo ređe samo na bazi sličnosti geometrijskog oblika.
Kada se proizvodi grupišu u familije, odnosno tehnološke grupe proizvoda, vrši se projektovanje grupnih tehnoloških procesa proizvodnje. Ovaj zadatak se može realizovati na nivou klastera čime se značajno smanjuju troškovi članica klastera i rasterećuju ljudski resursi u proizvodnim sistemima. Na osnovu projektovanih grupnih tehnoloških procesa, u zavisnosti od tehničko-tehnoloških i organizacionih mogućnosti članica klastera, vrši se izbor preduzeća ili grupe preduzeća u okviru koga će se realizovati proces proizvodnje i za čije potrebe se preciziraju grupni tehnološki procesi.

1.16
Za potrebe razvoja i unapređenja funkcionisanja procesa proizvodnje u okviru klastera neophodno je obezbediti elemente savremenih fleksibilnih tehnoloških struktura. Pored toga neophodno usaglašavanje planiranja i terminiranja proizvodnje na bazi simulacije rada tehnoloških sistema kako bi se obezbedilo maksimalno iskorišćenje resursa i povećanje proizvodnosti i ekonomičnosti. U cilju automatizacije aktivnosti tehnološke pripreme na nivou klastera moguće je razviti odgovarajuće varijantne CAPP sisteme, koji ne zahtevaju velike investicije, kraće im je vreme razvoja, pouzdani su za primenu i vrlo pogodni za male i srednje kompanije koje nemaju svoje razvojno-istraživačke timove, već oni funkcionišu na nivou klastera.
Kako bi industrijski klasteri sa pripadajućim malim i srednjim preduzećima funkcionisali kao jedan entitet potrebno je pored tehnološke pripreme integrisati i druge aktivnosti proizvodnih sistema, pre svega planiranje i terminiranje proizvodnje, ali i druge funkcije poslovanja.
4. ZAKLJUČAK
U okviru industrijski razvijenih zemalja sveta intenzivno se razvijaju klasteri u svim sektorima poslovanja, kako bi se unapredilo poslovanje malih i srednjih preduzeća sa aspekta konkurentnosti, produktivnosti, uvođenja inovacija, proširenja znanja i dr. Preduzeća u okviru klastera mogu da rade na principu fleksibilne specijalizacije, koja omogućuje kompanijama da projektuju i proizvode ono za čega imaju resurse i znanje a na klasterima je da obezbede optimalno iskorišćenje kapaciteta.
Osnovni doprinos ovog rada se odnosi na postavku funkcionalnog modela tehnološke pripreme proizvodnje u okviru kompleksnih klastera metalne industrije. Ovaj model predstavlja osnovu za razvoj informacionog modela tehnološke pripreme proizvodnje i njenu integraciju sa drugim funkcijama u okviru klastera i pripadajućih proizvodnih sistema. Tehnološka priprema proizvodnje na nivou klastera funkcioniše na principima grupne tehnologije, na osnovu čega se omogućuje proizvodnja malih serija proizvoda sa manjim troškovima, boljim iskorišćenjem kapaciteta, smanjenim neproduktivnim vremenima i kraćim ciklusima proizvodnje. 5. LITERATURA
[1] Chryssolouris, G.: Manufacturing Systems: Theory and Practice, Springer Science and Business Media, Inc., New York, 2006.
[2] Milošević, M., Lukić, D., Antić, A., Lalić, B., Ficko, M., Šimunović, G.: e-CAPP: A distributed collaborative system for Internet-based process planning, Journal of Manufacturing Systems, Vol. 42, No. 1, pp. 210-223, 2017.
[3] Lorenzen, M.: Why do clusters change? European Urban and Regional Studies, Vol. 12, No. 3, pp. 203-208, 2005.
[4] Morača, S., Hadžistević, M., Drstvenšek, I., Radaković, N.: Application of Group Technology in Complex Cluster Type Organizational Systems, Strojniski Vestnik-Journal of Mechanical Engineering, Vol. 56, No. 10, pp. 663-675, 2010.
[5] Porter, M.E.: Clusters and the new economics of competition, Harvard Business Review, Vol. 76, No. 6, p. 77-90, 1998.
[6] Lukić, D: Razvoj opšteg modela tehnološke pripreme proizvodnje, doktorska disertacija, Fakultet tehničkih nauka, Novi Sad, 2012.
[7] Burbidge, J.L.: The introduction of group technology. Heineman, London, 1978. [8] Mitrofanov, S.P.: The Scientific Principles of Group Technology, National Landing Library Translation,
Yorks, UK, Boston Spa, 1996.
Lukić, D., Morača, S., Milošević, M., Antić, A., Đurđev, M.
DEVELOPMENT OF THE FUNCTIONAL MODEL OF MANUFACTURING PROCESS
PLANNING IN THE METAL CLUSTER Abstract: Industrial clusters as a form of joining small and medium-sized enterprises represent an efficient technological and economic response to market globalization challenges due to their possibility to increase numerous effects of businesses and contribute to economic development in the region as well as the country. Realization of activities of manufacturing process planning (technological preparation of production) in production enterprise is a very complex task, and even more complex when realized at the level of clusters. One of the possible solutions of rationalizing this activity of production preparation within industrial clusters is the concept of group technologies. This paper gives the background of the functional model of manufacturing process planning within the complex industrial clusters from metal industry. Key words: industrial-metal cluster, manufacturing process planning, group technology

1.17
41. JUPITER konferencija Beograd 2018
34. simpozijum CIM U STRATEGIJI TEHNOLOŠKOG RAZVOJA INDUSTRIJE PRERADE METALA
dr Pavle K. Popović,dipl.ing 1, mr Dragan Vujović 2
EKSPERIMENTALNO MODIFIKOVANJE STVARNOSTI NA MODELIMA ,KAO PROBLEM U KREIRANJU STRATEGIJSKIH ELEMENATA POMORSKIH
KOMPANIJA
Rezime
U pomorskoj praksi , eksperimentalno modifikovanje stvarnosti na modelima, nije u potpunosti omogućilo sticanje saznanja u oblasti kvaliteta, bezbjednosti i zaštite životne okoline, što znači da su novonastale poslijedice proizvele modifikovanje stvarnosti. Sadašnja istraživanja 3 i naučna dostignuća čine razvijene postupke rješavanja praktičnih problema pomorske privrede, ne pružajući mogućnost detaljnijeg i efikasnijeg kreiranja strategiskih elemenata kao karike efektivnog i uspješnog liderstva. Ključne reči: Vizija, Misija, Hoshin Kanri pristup, Korporativna balastna karta uspjeha BSC.
1. UVOD
Problemu strategijskog upravljanja u pomorskim kompanijama, poklanja se nedovoljna naučna i stručna pažnja. Među značajnim razlozima za ovakvo stanje je nedovoljno dobra analiza teorije i primjena naprednih sistemskih pristupa, nedostatak interpersonalnih veza u timskom radu , indiferentnost kao poslijedica neprihvatanja sveobuhvatnog upravljanja kvalitetom. Kao rezultat takvog stanja u pomorskim lukama u zemljama u tranziciji imamo decentralizaciju i skraćenje inerpersonalne interakcije „homogenih grupa“ koje zbog ne-izgrađenih moralnih vrijednosti, na svoj način „stvaraju“ elemente efikasnosti bazirajući se na satisfakciju, produktivnost i štednju. Polazeći od toga ovo istraživanje kao naučno dostignuće ima višestruke ciljeve, i pruža mogućnost detaljnijeg i efikasnijeg izučavanja ne samo pojedinih njenih djelova, već cjelokupnog pomorskog tržišta kao jedinstvenog sistema posebne vrste. Iz ovog proizilazi da se kreiranje strategijskih elemenata svodi na donošenju relativno kratkoročnih odluka sa dugoročnim implikacijama, što i čini jednu od karakeristika strategijskog upravljanja[1]. Kako se svako, pa i strategijsko, upravljanje pomorskih kompanija zasniva na naučnim istraživanjima i praktično prihvaćenim postupcima rješavanja njenih problema, za polazno istraživanje je uzet savremeni sistemski pristup, koji u sebi uključuje supsidijarnost kao ravnotežu moći između „zasluženog autoriteta lidera“ i menadžera koji na sebe preuzima obaveze koje treba da upravlja niži organizacioni nivo.
2. EMOTIVNA INTELIGENCIJA KAO LIDERSKI KONCEPT ZA IZBOR STRATEGIJSKIH CILJEVA
Proces strategijskog menadžmenta školske institucije se posmatra kao kontinuirani, iteraktivni proces
koji uključuje: analizu sredine, usmjeravanje institucije (misija i ciljevi), formulisanje strategije, implementaciju strategije i strategijsku kontrolu[2].
1 dr Pavle K.Popović dipl.ing., Fakuletet za meditranske poslovne studije Tivat; Luka Kotor AD, Crna Gora mail: [email protected]; [email protected]; 2 mr Dragan Vujović, Tehnička škola Požega, mail: [email protected]
3 Ovaj rad je istraživanje i nastavak rada sa 10 th International Conference ICQME Petrovac 2016.g i IVth
International conference quali ty system conditions for successful usiness and competiveness, Kraljevi Cardaci Kopaonik 2016g.

1.18
Na (slici 1) je prikazan pristup kvaliteta, integrisan sa poslovnom strategijom u fazi strategiskog planiranja, koji prema (Goetsch & Davis, 1997 пп.75) čini proces strategiskog planiranja. Proces je prikazan u šest koraka:
Korak br.1
Korak br.2
Korak br.3
Korak br.4
Korak br.5
Korak br.6
P O Č E T A K
R A Z V O J M I S I J E
R A Z V O J V I Z I J E
R A Z V O J V O D E Ć I H P R I N C I P A
R A Z V O J Š I R I H S T R A T E Š K I H C I LJ E V A
R A Z V O J S P E C I F I Č N I H T A K T I Č K I H A K T I V N O S T I
K R A J
SWOT ANALIZA
Slika 1. – Proces strategiskog planiranja Slika 2. – SWOT analiza – analitički pristup (Preuzeto i modifikovano sa Goetsch, Davis, 2002) (Preuzeto i modifikovano [3], [4])
2.1 SWOT analiza Luke Kotor i konkurentnih luka Mediterana
Shodno analitičkom pristupu (slika 2) u Luci Kotor je izvršeno detaljno strateško ispitivanje svakog dijela Kompanije [3],[4]. Ustanovljene su stvarne sposobnosti Kompanije, područja ranjivosti (npr:zavisnost Luke Kotor od korisnika lučkih usluga), efektivnost i stepen fleksibilnosti koji Kompanija ima u “suočavanju” sa iznenadnim promjenama na pomorskom tržištu odnosno na tržištu prevoza putnika.
Slika 3. SWOT matrica na primjeru Luke Kotor[4] Slika 4.Analiza konkurencije sa aspekta poređenja prosječne stope br.brodova[4] Prema istraživanju autora[4],definisani su finansiski i strateški ciljevi, shodno ispitivanju funkciskih sistema, ispitanih kompentencija i sposobnosti procesa i tehnologija u Luci Kotor i razvijenih luka Mediterana. Za Luku Kotor prelaz iz oblasti A u oblast B zahtjeva povećanje konkurentnosti, permanentnu obuku lučkog osoblja, poboljšan kvalitet lučkih usluga i inoviranje lučke infrastrukture.

1.19
Na (slikama 3-4-5-6) je prikazana SWOT matrica koja se odnosi na Luku Kotor i razvijene luke Mediterana.
Слика 5 - SWOT маtrica na primjeru morskih luka u Hrvatskoj-istraživanje (Preuzeto i modifikovano iz Arsovski, 2010, str. 12)
NA GODISNJA STOPA PROMJENE BROJA PUTNIKA05
101520253035404550
48.86
17.4613.51
36.47
9.67
17.7
8.68
KOTOR
DUBROVNIK
VENECIJA
ANKONA
PIREJ
CIVITAVECCHIA
BARSELONA
Слика 6 –Prosječna godišnja stopa promjene broja putnika odabranih luka Mediterana za period (2008-2012) i (2010-2015) [4]

1.20
2.2. Kreiranje vizije –operativna aktivnost unapređenja kvaliteta lučkog sistema
Prema istraživanjima autora [5] Hoshin menadžment je povezan sa strategijskim planiranjem i BSC metodom – (eng. Business Scorecards). Ovaj metod se koristi za tkz.menadžment prema politici što znači da se strategijski elementi (vizija,misija,itd) pretvaraju u taktične i operativne projekte unapređenja kvaliteta [6], što je prikazano na (slici 7).
Slika 7 – Od kreiranja vizije do aktivnosti unapređenja
preuzeto i modifikovano Arsovski-Popović[4]
Na slici 7, prikazane su sve faze (od 1 do 13). (1- Strategija- 2-Vizija) - u njoj su kreirani strategiski elementi u okviru opšteg poslovnog strateškog plana i zasebno sub-stategije za svaku lučku uslugu . Faza (3– Pokretači, eng. drivers) kao faze (4, 5, 6, и 7) opisane su u predhodnom radu [6].
Faza (8) se odnosi na primjenu i prepoznavaje emotivne inteligencije lidera kao osnovne karike efektivnog liderstva u kreiranju stategiskih elemenata unapređenja kvaliteta lučkog sistema. U fazi (9) procjenjuje se nova vrijednost ciljeva i ciljni troškovi. U uvedenoj fazi (10) vrši se analiza operativnog rizika, prema preporukama ISO 31000, koje se odnose na odgovornost vlasnika procesa za svaki lučki servis. Faza (11) je ključna faza i pristup u kojoj se na strategiski način razvija Hoshin politika preko rasprostiranja na lučke procese u cilju kasnije kontrole i provjere. Faza (12) je detaljno opisana i u predhodnom radu [6], dok faza (13) se odnosi na primjenu metoda upravljanja projektima na osnovu rizika projekta. Na (slici 7) je primjetno da Hoshin Kanri model ima tri ključna sub-modela i to: Hoshin planiranje-rasprostiranje i upravljanje (kontrola) [7]. Na osnovu KPI из првог суб-модела – (Hoshin planiranje) i uz upotrebu BSC pristupa nastala je (slika 8)

1.21
Slika 8 – Primjena BSC za rasprostiranje KPI-eva (preuzeto i modifikovano Arsovski[8]
2.2.1 BSC model – perspektive mjerenja u strategiji pomorskih kompanija Pojedini istarživači [9], imaju različita mišljenja kada su u pitanju liste ključnih mjerila i faktora uspjeha u balansnoj karti rezultata (obučavanje i usavršavanje zaposlenih, satisfakcija stejkholdera, povećanje poverenja i lojalnosti zaposlenih i slično).Prema [10], model BSC podrazumjeva praćenje i mjerenje perfomansi kompanije u četiri oblasti, odnosno perspektive poslovanja: finansiska
(vlasnička),perspektiva internih procesa, perspektiva rasta i učenja i perspektiva stejkholdera. Istarživanje[4], prepoznaje i emotivnu inteligenciju lidera, kao osnovnu kariku u funkciji efektivnog liderstva u kreiranju stategiskih elemenata unapređenja kvaliteta lučkog sistema i uvodi inovativnu komparativnu perspektivu mjerenja (slika 9).

1.22
Slika 9 - Luka Kotor – korporativna perspektiva (2015- 2016г.)
2.2.2 Model efikasnosti – emotivna inteligencija tima Na osnovu rezultata simulacije [4], stvoreni su uslovi da lideri u Luci Kotor :
- primjene Hoshin Kanri pristup za ostvarivanje i rasprostiranje poslovne politike na sve sektore , - primjene ispravan liderski model da bi poboljšali stepen emotivne inteligecije(EI1) i produktivnost
same kompanije (slika 10), - stvaraju uspješnu organizacionu kulturu koja će biti u službi ostvarivanja ciljeva Kompanije i - definišu metode proaktivnog rešavanja problema uključujući metod uspostavljanja procedura za
anticipaciju i metod pravilnog razumjevanja izazova[11] .
Slika 10 – Vizija Luke Kotor – odnos emotivne inteligencije i liderskih stilova
(preuzeto i modifikovano Conger[12]
3. ZAKLJUČAK
U Luci Kotor je za (2016/2017g) kao operativni projekat unapređenja kvaliteta cjelokupnog lučkog
sistema definisan simulacioni model [4]. Na osnovu dobijenih rezultata у BSC persektivama, i utvrđenih indikatora mjerenja kvaliteta procesa (oznaka II ) za svaku varijablu je određena ekspertska ocjena za posmatrane oblasti kvaliteta, sigurnosti, bezbjednosti i zaštite živone sredine utvrđenih na relaciji definisanih indikatora KPI-а. U konceptu realizacije kvaliteta pred efektivno liderstvo predlaže se korišćenje jedinstvenog simulaciono-optimizacionog modela koji bi se koristio za unapređenje jasne i efektivne strategije, indetifikovanje kritičnih faktora uspjeha i kritičnih procesa i na podsticanje zaposlenih na efektivnu participaciju.

1.23
4. LITERATURA
[1] Tauzović, J.,(2001). Sistemska terija upravljanja – primjena u morskom brodarstvu i lukama Univerzitet Crne Gore, Podgorica. [2] Goetsch D.,Davis S.,(1997) Introduction to Total Quality ,Prentice Hall,London [3] Hussey, D., (2002), Company analysis: determining strategic capability, Strategic Change, (11), 1, str.
50. [4] Popović, P.,(2016). Razvoj modela za integrisano upravljanje lučkim uslugama sa aspekta kvaliteta,
zaštite životne sredine i bezbjednosti (doktorska disertacija). [5] Ansoff, H., (1995), Corporate Strategy. McGraw-Hill, New York [6] Popović, P et. all. (2016) Creation of strategic elements as an operational project of improving the
quality of port system. [7] Hutchins, D., (2008). Hoshin Kanri, The Strategic Approach to Continous Improvement. England:
Gower e-Book. [8] Arsovski S., (2016) Nauka o kvalitetu, Centar za kvalitet – Fakultet inžinjerskih nauka, Kragujevac. [9] Simons R., Davila, A., How high is your return on management, Harvard Business Review(1998). [10] Kaplan, R., Norton, D.(1996) The Balanced Scorecard : Translating Strategy into Action, Hardcover
– September 1. [11] Druskat, V. et. all. (2001) Building the Emotional Intelligence of Groups, Harvard Business,Boston. [12] Conger, J. et. all. (1998) Charismatic Leadership in Organizations, Jossey-Bass Inc. Publishing, San
Francisko.
Abstrakt: In naval practice, experimental, model – based modification of reality has not fully enabled acquiring of knowledge concerning quality, safety, and environment protection. This means that the newly – arisen consequences have caused the modification of reality. Modern research and scientific development contribute to the solving of practical problems of naval economy, not offering an opportunity og more detailed and more efficient creation of strategic elements, which are an important part of effective and successfull leadership. Key words: Vision Mission, Hoshin Kantri approach, Corporative balast card of success BSC

41. JU
41st
ZBOP
UPITERsa međun
JUPITEwith fo
ORNPROC
28.
C
Beo
R KONFnarodnim
ER CONreign part
IK RCEED
simpozij
CAD/CAM
ograd, jun 2
FERENm učešćem
NFERENticipants
RADODINGS
jum
M
018.
NCIJA m
NCE
OVAS

CAD/CAM
Borojević, S., Lukić, D., Milošević, M., Vukman, J., Kramar, D.
IZBOR PUTANJE KRETANJA ALATA PRI OBRADI SLOŽENIH TANKOZIDNIH ALUMINIJUMSKIH STRUKTURA ........................................................................................................ 2.1
Marković, V., Jakovljević, Ž., Budak, I.
PREPOZNAVANJE CILINDARA I RAVNI U TRODIMENZIONIM OBLACIMA TAČAKA ........... 2.9
Mladenović G., Tanović Lj., Puzović R., Pjević M., Popović M.
RAZVOJ SOFTVERSKOG REŠENJA ZA AUTOMATSKO PROJEKTOVANJE TEHNOLOGIJE OBRADE DELOVA SA SLOŽENIM POVRŠINAMA ......................................................................... 2.19
Perić, B., Svorcan, J., Peković, O., Simonović, A.
NUMERIČKA ANALIZA AERODINAMIČKIH KARAKTERISTIKA ROTORA VETROTURBINE SA HORIZONTALNOM OSOM OBRTANJA ...................................................................................... 2.25
Tanović, D., Baltić, M., Perić, B., Kapor, N.
SIMULACIJA VETROTURBINE SA VERTIKALNOM OSOM OBRTANJA ................................... 2.31
NAZAD

IZBOR
U okviru otankozidnihKontrolisanveličine: glaprimjeru ooblikom. Ključne reč 1. UVOD
MonolitnvazduhoploRebra, nosaizrađeni u osu sastavni komponentialuminijum
Proizvodkomada (prmaterijala nedovoljnomobrade [3, 4određenim d
Opšta polinijske (pra(Slika 1) [5]
1) Doc. dr Stev2) Prof. dr Dej3) PhD. studen4) Prof. dr Dav
41. kon Beo
Boroj
R PUTANJ
vog rada prh aluminijumne ulazne velavno vrijemebrade tanko
či: tankozidne
ne (jednodijovnoj i automači i pregradeobliku mrežedijelovi. Ko
i manjih dimskih legura, dnja tankoziripremka) i potrebno jem krutošću 4]. Tačnije, ddijelovima podjela monoavolinijske i ].
vo Borojević, Uan Lukić, Prof.
nt Jovan Vukmavorin Kramar, U
JUPITERnferencija
ograd 2018
jević, S.,1) Lu
JE KRETAAL
rikazana je mskih struktuličine su: pue obrade i hozidnih alum
e aluminijum
elne) tankozmobilskoj inde mogu se ne od tankozidonstrukcije omenzija, radzbog svojih idnih kompopri tom se u
e postići vistankog zidadolazi do po
profila. Ove plitnih tankozkrivolinijsk
Univerzitet u Ba
dr Mijodrag Man, Univerzitet uUniverzitet u Lj
R
8
28 CA
ukić, D.,2) M
ANJA ALALUMINIJU
metodologijaura u zavisntanja alata, prapavost ob
minijumskih
mske struktur
zidne kompodustriji zbog
navesti kao pdnih strukturod tankozidndi lakše monmehaničkih
onenti se nauklanja do 9soku proizv
a profila što ojave samopopojave su veozidnih kompe) i složene
Slika 1. O
anjaluci, MašinsMilošević, Unive
u Novom Saduubljani, Mašins
2.1
8. simpozij
AD/CAM
Milošević, M.
ATA PRI OUMSKIH S
Rezime
a izbora optosti od izabposmak i derađenih povrstruktura (
re, optimizac
onente se najg svoje homorimjeri. Monra, obezbjeđunih profila obntaže u cjeli fizičkih oso
ajčešće realiz95% mase p
vodnost, a pdovodi do
obudnih vibroma komplekonenti možegeometrije (
Oblici tankozi
ski fakultet, Banerzitet u Novom, Fakultet Tehnski fakultet, Lju
jum
.,2) Vukman,
OBRADI SLSTRUKTUR
timalne putabranih ulaznebljina zida pršina. Izbor
(materijala A
ija, putanje a
ajčešće primjogenosti i odnolitni dijelouju dovoljnubično se izralinu. Ove koobina. zuje metoda
pripremka [2postizanje vpojave stati
racija koje izksne i teške ze se dati za k(trougaone, k
idnih struktur
njaluka, Repubm Sadu, Fakultničkih nauka, Nubljana, Sloveni
, J.,3) Krama
LOŽENIH RA
anje kretanjanih kontrolisaposmatrane sputanje kret
Al7075) sa
alata
jenjuju kao dličnog odnoovi tankozidnu krutost komađuju kao skomponente s
ama uklanjan2]. Zbog velvisoke proizčkih i dinam
zazivaju pojaza izbjegavakomponente kružne, šesto
ra
lika Srpska, Botet Tehničkih naNovi Sad, Srbijaija.
ar, D.4)
TANKOZI
a alata prilianih i izlaznstrukture, dotanja alata isloženim še
konstrukcionosa nosivostine strukture, mpletnoj konklop od više se najčešće
nja materijalike količinevodnosti je
mičkih problavu visoke hanje u toku pr
jednostavneougaone i ko
osna i Hercegovauka, Novi Sada
IDNIH
ikom obradenih veličina.ok su izlazneizvršen je naestougaonim
ni dijelovi ui i mase [1].kao dijelovi
nstrukciji čijitankozidnihizrađuju od
ala iz punoge uklonjenog
ograničenolema u toku
hrapavosti naroizvodnje. e geometrije:ombinovane)
vina. , Srbija.
e
e a m
u . i i h d
g g o u a
: )

2. RAZVO Razvojemsamim tim njihove izraje izražena raznih vrsta Na osnodebljina tankretanja alauveden je pprocesom oproizvodnosodgovarajuć Kako bi toku mašins 2.1 Postupa Postupakalata, a u cilizvođenja emašinske oeksperimentizlaznih velizlaznih vel
OJ METOD
m vazduhopse postavljaj
ade (CAPP/Cu obradi m
a kalupa i druovu dosadašnkozidnih aluata. Da bi separametar uoptimizacije,st (preko glćih površina došli do uv
ske obrade, i
ak izvođenja
k izvođenja lju optimizacksperimentabrade, te seta, izbor straličina i kontličina i optim
DOLOGIJE
plovne i autoaju novi zahtCAM) [6]. S metala glodanugih složenihnjih istraživuminijumskihe došlo do p
u vidu režim, izabran jelavnog vremi kvaliteta obida u stvarnizvršen je eks
a eksperime
eksperimentcije tehnološ
a za izbor opte sastoji od ategije mašintrole graničn
mizacije.
Slika 2.
E ZA EKSP
omobilske intjevi pred prdruge strane
njem, a pogh oblika. vanja pri rjeh struktura,potpunije op
ma obrade. Ke posmak. V
mena obrade)brađenih povi uticaj različsperiment pr
entalnih istr
talnih istražiškog procesatimalne putaosam faza inske obrade,nih vrijednos
Opšti dijagr
2.2
PERIMEN
ndustrije dizaroces projekte, problematigotovo pri iz
ešavanju prorazvijene su
ptimizacije pKao jedan oVrijednost p) i tačnost ovršina). čitih putanja
rimjenom me
aživanja
ivanja u svrh, može se pri
anje kretanja to: definisa realizacija e
sti, empirijsk
ram toka izv
NTALNA IS
ajnirali su setovanja tih dika izrade slozradi tankoz
oblema koji u različite meprocesa obrad elemenataposmaka imobrade (prek
a kretanja alaetode mašins
hu razvoja mikazati slikomalata i optim
anje optimizeksperimentako modeliran
ođenja ekspe
STRAŽIVA
e dijelovi vedijelova (CAoženih geom
zidnih struktu
se javljaju etodologije iade, u pomena režima obr
ma uticaja nko tačnosti m
ata i različitike obrade gl
metodologijem 2. Slika 2 malne vrijednacionog zada, mjerenje inje kontrolisn
erimenta
ANJA
eoma složenAD) i tehnolometrijskih obl
ura, turbinsk
u toku izraizbora optimnuti proces rade, koji je
na veličine mjera, tačno
ih vrijednostlodanjem.
e izbora putaprikazuje opnosti posmak
datka, postavizlaznih veličnih veličina
nog oblika, aoške proceselika posebnokih lopatica,
de različitihmalne putanje
optimizacijee obuhvaćenkao što su:
osti položaja
ti posmaka u
anje kretanjapšti postupakka u procesuvljanje planačina, analizai evaluacije
a e o ,
h e e n : a
u
a k u a a e

3. PLAN E Optimiza
optimalne pšestougaonevrijednosti s
U okviru
7.1.5®., kojiod tri ulaznizabran plan
Na osnonjihove izra1,5 (mm) i o
Za kreira2014. U svobrade u prmaterijalom
Con Hat Con
Nakon p
eksperiment 4. REA Za eksp
šestougaonezidova od 1Visina zidaosnove od 9
EKSPERIM
acioni zadataputanje alatae strukture. su: vrijeme m
u ovog rada, i podržava vne promjenljn eksperimenvu prethodni
ade, područjaopseg posmaanje zaprem
vrhu generisarogramskom
m obrade, izabntour/Outsidtch+Finish (pntour/Inside
primjene Centa koji se sas
ALIZACIJA
perimentalnoe strukture s120º i radijua iznosi 20 m90x60x20 mm
MENTA
ak u okviru oa (a) i optimKao izlazni
mašinske obr
u svrhu kreiveliki broj mjive veličinenata definisanih istraživanja primjene i aka mašinske
minskog modeanja numerisistemu Solbrane su tri pe (putanja 1)putanja 2) i (putanja 3).
Contour
Slika 4. Iz
ntral Compostoji od 33 po
A EKSPER
istraživanjesa zajedničkiusima od r=5mm, kao i dm.
ovor rada, komalnih vrijed
parametri irade (T) i vrij
Slika 3.
iranja plana metoda za ekse (faktora) kn pomoću Ceja tankozidnkonstukcion
e obrade od 1ela eksperimčkih programidCAM®, upputanje za re),
r/Inside
zbrane putanj
osit metode onavljanja ek
RIMENTA
e u okviru im srednjim5 mm koji o
dužina vanjsk
2.3
oji je grafičkidnosti posmaili kontrolisaijednosti pov
. Optimizacio
eksperimentsperimentalnkoji su predmentral Comp
nih aluminijunih zahtjeva o150 – 350 (m
mentalnih uzoma izabran jpoređivanjemealizaciju eks
Hatch
nje kretanja a
i prethodno ksperimenta.
ovog radazidom. Šest
odgovaraju rakih strana zi
i predstavljenaka (f) za raani parametrvršinske hrap
oni zadatak
ta korišćen jena istraživanjmet istraživaposite metodeumskih struktodređen je o
mm/min). oraka izabranje programs
m vremena osperimenta i
Contou
alata pri obra
definisanih .
izabran je itougaonik jeadijusu glodida. Dupla š
n na slici 3, oazličite debljri, koji trebajavosti (Ra).
e programskia. Posmatran
anja, pa je ze. tura, problempseg debljin
n je programski sistem Soobrade i brojato:
ur/Outside
adi glodanje
ulaznih para
izradak u oe pravilnog odala, kao što šestougaona
odnosi se naine zida (b)
aju zauzimat
i sistem Desni eksperimeza njihove k
ma koji se javne zida strukt
mski sistem SolidCAM®. Sa ulaza alata
em
ametara, dob
obliku dupleoblika sa ugje prikazan
struktura lež
a određivanjeposmatrane
ti minimalne
ign – Expertent se sastojikarekteristike
vljaju u tokuture od 0,5 –
SolidWorks®
Simulacijoma u zahvat sa
bijen je plan
e tankozidneglom izmeđuo na slici 5.ži u središtu
e e e
t i e
u –
® m a
n
e u .
u

2.4
Kao materijal izabrana je legura Al7075 (AlZnMg1.5), koja ima visoke mehanička svojstva, visoku otpornost na zamor i dobru otpornost prema koroziji. Koristi se za izradu tankozidnih struktura u mašinskoj, vazduhoplovnoj, vojnoj i automobilskoj industriji. Mehaničke karakteristike legure Al7075 su: zatezna čvrstoća Rm=560 MPa i Rp02=500 MPa, granica istezanja A=7% , tvrdoća 150 HBW, dok je hemijski sastav legure Al7075 su: Al 87.1 ÷ 91.4 %, Cr 0.18 ÷ 0.28 %, Cu 1.2 ÷ 2.0 %, Fe ≤ 0.50 %, Mg 2.10 ÷ 2.90 %, Mn ≤ 0.30 %, Si ≤ 0.40 %, Ti ≤ 0.20 %, Zn 5.1 ÷ 6.1 % i ostali ≤ 0.05.
Alat za izradu eksperimentalnih komada je vretenasto glodalo od tvrdog čelika, namjenjen za obradu aluminijumskih legura, proizvođača Hoffman Garant®, oznake 202480. Prečnik alata je 10 mm.
Za obradni sistem za izvođenje eksperimenta izabran je troosni obradni centar EMCO MILL 450® (Slika 6.) koja se nalazi u Laboratoriji za projektovanje tehnoloških procesa pomoću računara, Mašinskog fakulteta u Banja Luci. U toku realizacije eksperimenta korišćeno je sredstvo (ulje) za hlađenje i podmazivanje naziva EPN-32 proizvođača Optima® – Modriča.
Slika 5. Model eksperimentalnog uzorka Slika 6. Obradni centar Emco Mill 450 Strategija realizacije prolaza definisana je na slici 7. Sa slike se može vidjeti da se prvo obrađuje
spoljašnja konura (1), zatim unutrašnja kontura prvog (2), a potom i drugog šestougaonika (3) [7]. Nakon toga alat se inkrementalno pomjera za novu dubinu rezanja 2,5 mm i ponavlja postupak obrade sve dok se ne postigne željena geometrija. Prema tome, ukupno je potrebno 8 prolaza da bi se postigla odgovarajuća visina zida od 20 mm.
Slika 7. Strategija definisanja prolaza
Brzina rezanja za realizaciju ovog eksperimenta izabrana je na osnovu dostupne literature i preporuka
proizvođača alata i iznosi V=130 m/min. Na osnovu proračuna osvojen je broj okretaja glavnog vretena n=4000 min-1. Širina rezanja u odnosu na prečnih alata iznosi 40%, odnosno 4 mm.
Obrađeni eksperimentalni uzorci, koji su razvrstani prema primjenjenoj putanji kretanja alata, prikazani su na slici 8.
Slika 8. Eksperimentalni uzorci nakon postupka obrade

5. PRIK
Planom vrijem kvalit
površDetal
Nakon pprogramskoEmpirijsko (eng. Analysve odzive p
Na osnomože se zavremena izr
a)
KAZ REZU
eksperimentme obrade (Ttet obrađenihšine 4 (Ra), mljniji prikaz s
Sli
procesa mjeog sistema D
modeliranjeysis of Varianpojedinačno.
ovu prezentoaključiti da Prade Putanja
putanja br.1
a) putanja bS
ULTATA I
a, u okviru oT), mjereno dh površina, i mjereno uređstrategije mje
ika 9. Strateg
erenja izlaznDesign Expee kontrolisannce - ANOVA.
ovanih rezultPutanja kretkretanja alat
1 Slika 1
br.1 Slika 11. Gra
STRAŽIVA
ovog rada, prdigitalnim hrto unutrašnjđajem za mjeerenja površi
gije mjerenja
nih veličinaert 7.1.5®, anih veličina iA). U nastav
tata i analizetanja alata bta br. 3. Puta
10. Grafički
afički model
2.5
ANJA
redviđeno jeronometrom,e i vanjske s
erenje kvaliteinske hrapav
a kvaliteta ob
a, izvršen jea u svrhu oizvršeno je u
vku rada su p
e numeričkihbr.1 generišeanja kretanja
b) putanja bmodeli za od
b) putanjali za odziv O
mjerenje i ob i
strane zida 2,eta obađenihvosti prikazan
brađenih pov
e unos istihobrade izlaznu saglasnostiprezentovani
h vrijednostivremena iz
alata br. 2 da
br.2 dziv Vrijeme
br.2 Odstupanje hr
brada sljedeć
, vanjske strapovršina Mi
n je na slici 9
vršina (hrapa
h u odgovanih veličina i sa metodolrezultati em
za odziv Vrzrade koja saje najduža v
c)e izrade (T)
c) rapavosti zid
ćih izlaznih p
ane zida 3 i ritutoyo Surfte9.
avosti)
arajuće tabeli procesa o
logijom analmpirijskog mo
Vrijeme izrade neznatno vremena izra
) putanja br.3
putanja br.3da 2u
parametara:
referentne est SJ 310.
le u okviruoptimizacije.ize varijansiodeliranja za
de (Slika 10)razlikuju od
ade.
3
3
u . i a
) d

2.6
Na osnovu prezentovanih rezultata i analize numeričkih vrijednosti za odziv Odstupanje hrapavosti zida 2u (Slika 11) može se zaključiti da Putanja kretanja alata br. 2 generiše najmanju apsolutnu vrijednosti posmatranog odziva, dok kod Putanje kretanja alata br.3 grafički model za posmatrani odziv je stabilnijeg oblika.
a) putanja br.1 b) putanja br.2 c) putanja br.3
Slika 12. Grafički modeli za odziv Odstupanje hrapavosti zida 2v
Na osnovu prezentovanih rezultata i analize numeričkih vrijednosti za odziv Odstupanje hrapavosti zida 2v (Slika 12) može se zaključiti da Putanja kretanja alata br. 1 generiše najniže prosječne vrijednosti posmatranog odziva, dok kod Putanje kretanja alata br. 3 uticaj kontrolisanih veličina na odziv je na niskom nivoou.
a) putanja br.1 b) putanja br.2 c) putanja br.3
Slika 13. Grafički modeli za odziv Odstupanje hrapavosti zida 3v Na osnovu prezentovanih rezultata i analize numeričkih vrijednosti za odziv Odstupanje hrapavosti zida
3v (Slika 13) može se zaključiti da Putanja kretanja alata br. 1 generiše najmanje apsolutne vrijednosti posmatranog odziva.
a) putanja br.1 b) putanja br.2 c) putanja br.3
Slika 14. Grafički modeli za odziv Odstupanje hrapavosti površine 4
Na osnovu prezentovanih rezultata i analize numeričkih vrijednosti za odziv Odstupanje hrapavosti površine 4 (Slika 14) moguće je zaključiti da Putanja kretanja alata br. 1 generiše najmanje apsolutne vrijednosti posmatranog odziva.
5.1 Evaluacija i optimizacija izlaznih veličina
Postupak evaluacije izlaznih veličina u programskom sistemu Design Expert 7.1.5® vrši se numeričkom
optimizacijom u nekoliko koraka, i to:

2.7
1. Izborom posmatranog odziva ili kontrolisane veličine, 2. Definisanju ograničenja, kriterijuma, granica prihvatljivosti i težinskih koeficijenata za svaki odziv
ili kontrolisanu veličinu, 3. Generisanjem optimalnih vrijednosti i 4. Grafičkom prikazu optimalnih vrijednosti. U svrhu generisanja optimalnih vrijednosti odziva u funkciji kontrolisanih parametara, u okviru ovog
rada, usvojena su sljedeća ograničenja i kriterijumi, koji su predstavljeni u tabeli 1.
Tabela 1. Ograničenja i kriterijumi za posmatrane veličine
Naziv posmatrane veličine
Cilj Ograničenja Težinski koeficijent
za granice Važnost
Debljina zida 0.5; 0.6; 0.7;0.8;
0.9;1.0;1.1;1.2;1.3;1.4 i 1.5 0.5-1.5 mm 1 - 1 +++
Posmak u opsegu 150-350 mm/min 1 - 1 +++
Putanja kretanja alata u opsegu Putanja 1; Putanja2;
Putanja 3 1 - 1 +++
Vrijeme izrade minimalno 51.46 – 119.36 1 – 10 +++++
Hrapavost zida 2u minimalno 0.118 - 1.775 1 – 1 +++
Hrapavost zida 2v minimalno 0.078 - 3 1 – 1 +++
Hrapavost zida 3v minimalno 0.076 - 4.59 1 – 1 +++
Hrapavost zida 4 minimalno 0.128 – 0.86 1 – 1 +++
Nakon definisanja ciljeva, ograničenja i težinskih koeficijenata za granice, kao i važnosti posmatranog
odziva, vrši se generisanje optimalnih vrijednosti. U okviru ovog rada postavnjen je cilj da se posmatra prije svega zavisnost odziva u funkciji debljine zida, posmaka i izabrane putanje kretanja alata. Najinteresantniji odziv je vrijeme izrade, i to je razlog zbog čega je tom odzivu dodijeljena najveća važnost. Optimalne i očekivane vrijednosti odziva u funkciji kontrolisanih vrijednosti date su u tabeli 2.
Tabela 2. Optimalne očekivane vrijednosti odziva u funkciji kontrolisanih vrijednosti
Na osnovu prezentovanih optimalnih očekivanih vrijednosti odziva u funkciji kontrolisanih vrijednosti,
prema tabeli 2, mogu se uočiti sljedeći zaključci: putanja kretanja alata koja daje optimalne odzive je putanja kretanja alata br.1, posmak prilikom izrade šestougaonih tankozidnih struktura sa dimenzijama zida od 0,5 mm do 1,5
mm potrebno je održavati u maksimalnim granicama u iznosu od 350 mm/min, vrijeme izrade je u direktnoj sprezi sa veličinom posmaka, hrapavost unutrašnjih strana zidova se neznatno povećava sa povećanjem debljine zida, hrapavost spoljašnjih strana zidova se neznatno smanjuju sa povećanjem debljine zida, hrapavost donje površine (bazne površine) šestougaonih tankozidnih struktura se gotovo ne mjenja
sa promjenom debljine zida.
Red. br. Debljina
zida Posmak Putanja
Vrijeme izrade
Hrapavost zida 2u
Hrapavost zida 2v
Hrapavost zida 3v
Hrapavost površine 4
1 0.5 350 P 1 52.8 1.39 0.28 0.51 0.29
2 0.6 350 P 1 52.5 1.43 0.26 0.46 0.28
3 0.7 350 P 1 52.2 1.46 0.25 0.21 0.27
4 0.8 350 P 1 52.1 1.49 0.23 0.36 0.27
5 0.9 350 P 1 51.9 1.52 0.21 0.31 0.27
6 1 350 P 1 51.7 1.55 0.20 0.27 0.26
7 1.1 350 P 1 51.6 1.58 0.19 0.24 0.27
8 1.2 350 P 1 51.6 1.62 0.18 0.20 0.28
9 1.3 350 P 1 51.6 1.65 0.16 0.17 0.28
10 1.4 350 P 1 51.6 1.68 0.15 0.14 0.29
11 1.5 350 P 1 51.8 1.71 0.13 0.11 0.30

2.8
6. ZAKLJUČAK Analizom rezultata iz ovog rada može zaključiti da se sa preporučenim izborom putanje kretanja alata i
optimalnom vrijednosti posmaka, u procesu mašinske obrade, mogu ostvariti značajne uštede u pogledu vremena potrebnog za obradu, pri čemu se ostvaruju zahtjevi kvaliteta obrađene površine. Rezultati eksperimentalnih istraživanja pokazaju da primejnom putanje kretanja alata br.1 dolazi do generisanja optimalnih odziva za prethodno definisane ulazne veličine i uslove obrade.
Kao zaključak može se reći da je primjenom računara i programskih sistema moguće povećati nivo automatizacije i fleksibilnosti proizvodnih procesa. Integracijom CAD/CAM sistema i primjenom savremenih programskih sistema ostvaruje se visok kvalitet proizvoda, povećava se produktivnost i smanjenjuju troškova proizvodnje tankozidnih šestougaonih aluminijumskih struktura.
7. LITERATURA
[1] Hirsch, J., Al-Samman, T.: Superior light metals by texture engineering: Optimized aluminum and
magnesium alloys for automotive applications, Acta Materialia, vol. 61, no. 3, p. 818-843, 2013. [2] Scippa, A., Grossi, N., Campatelli, G.: FEM based cutting velocity selection for thin walled part
machining. Procedia CIRP, vol. 14, p. 287–292, 2014. [3] Huang, X., Sun, J., Li, J.: Effect of initial residual stress and machining-induced residual stress on the
deformation of aluminium alloy plate. Strojniški vestnik - Journal of Mechanical Engineering, vol. 61, no. 2, p. 131-137, 2015.
[4] Herranz, S., Campa, F.J., López de Lacalle, L.N., Rivero, A., Lamikiz, A., Ukar, E., Sánchez, J.A., Bravo, U.: The milling of airframe components with low rigidity: a general approach to avoid static and dynamic problems, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, vol. 219, no. 11, p. 789–801, 2005.
[5] Pompa, M.: Computer aided process planning for high-speed milling of thin-walled parts – strategy based support, Ph.D. Thesis, University of Twente, 2010.
[6] Kopač, J., Kržič, P. CAM algorithm as important element by achieving of good machined surface quality, Strojniški vestnik - Journal of Mechanical Engineering, vol. 54, no. 4, p. 280-287, 2008.
[7] Raja, I.R.A.: Hybrid Deflection Prediction for Machining Thin-Wall Titanium Alloy Aerospace Component, Ph.D. Thesis, School of Aerospace, Mechanical and Manufacturing Engineering, RMIT University, Melbourne, Australia.
Borojević, S., Lukić, D., Milošević, M.,Vukman, J., Kramar, D.
TOOL PATH SELECTION FOR MACHINING OF COMPLEX THIN WALL
ALUMINIUM STRUCTURES Abstract: In this paper we presented the methodology for selection of optimal tool path for machining of thin wall aluminium structures in correlation of selected input and output controlled values (responses). Controlled input values are: different tool paths, feed rate and wall thickness of the observed structure, while responses are: the main machining time and the surface roughness. The selection of the tool path was performed on the example of machining the thin-walled aluminum structures (material Al7075) with a complex shape in the double hexagon form. Key words: thin wall aluminium structures, optimization, tool paths

2.9
41. JUPITER konferencija Beograd 2018
28. simpozijum CAD/CAM
Marković, V., Jakovljević, Ž., Budak, I.1)
PREPOZNAVANJE CILINDARA I RAVNI U TRODIMENZIONIM OBLACIMA
TAČAKA2)
Rezime
U radu se predlaže metod za prepoznavanje cilindara i ravni u nestruktuiranim oblacima tačaka. Predloženi proces prepoznavanja se može podeliti u tri osnovne faze. Prvu fazu predstavlja automatska segmentacija širenjem regiona počev od jedne karakteristične tačke. Kriterijumi širenja regiona zasnovani su na osobinama singularnosti informacione matrice sistema kao i pripadnosti tačaka površi čiji su parametri estimirani metodom najmanjih kvadrata. Druga faza algoritma se odnosi na grupisanje presegmentiranih oblasti i estimaciju parametara prepoznatih cilindara i ravni. Dobre performanse ovoj fazi obezbeđuje upotreba unapređenog algoritma robusnog prepoznavanja cilindara iz oblaka tačaka kao i uvođenje procesa precizne estimacije parametara ravni. Na samom kraju, odnosno u trećoj fazi procesa upotrebom predloženog algoritma vrši se ponovna obrada celokupnog polaznog oblaka tačaka u cilju ekstrakcije prepoznatih primitiva i obezbeđivanja preciznih krajnjih rezultata. Predloženi metod je pre svega namenjen prepoznavanju cilindara i ravni u oblacima tačaka koji reprezentuju određene mašinske delove, pa je u skladu sa tim i eksperimentalno verifikovan na većem broju odgovarajućih sintetizovanih oblaka. Ključne reči: reverzno inženjerstvo, obrada oblaka tačaka, segmentacija površi, prepoznavanje cilindara, prepoznavanje ravni 1. UVOD Savremena industrija sve više spoznaje benefite od upotrebe tehnika reverznog inženjerstva i kao takva se trudi da ih integriše u svoje tradicionalne procese stvarajući time nove koncepte. Razvoj i projektovanje proizvoda verovatno je prva oblast u kojoj je pomenuta integracija u velikoj meri i ostvarena. Danas većina CAD programskih paketa sadrži module koji podržavaju reverzno inženjerstvo geometrijskih modela. Ovde se pre svega misli na kreiranje kompjuterskog 3D modela samo na bazi realnog objekta tačnije njegovog oblaka tačaka dobijenog različitim visokorezolutnim 3D skenerima. Da bi se oblak tačaka preveo u 3D model mora se proći kroz nekoliko faza [1]: 1) pretprocesiranje oblaka tačaka, 2) prepoznavanje geometrijskih primitiva i 3) formiranje kompjuterskog modela skeniranog objekta na bazi dobijenih informacija iz prethodnih faza. Pretprocesiranje oblaka tačaka može biti raznovrsno i zavisi od metoda koji se dalje primenjuje, ali svakako najčešće se sastoji od generisanja 3D trougaonih mreža. 3D mreže trouglova u nekim slučajevima predstavljaju estetski dobre reprezentacije skeniranih objekata i kao takve mogu biti zadovoljavajući izlaz iz procesa reverznog inženjerstva. Međutim, ovakve mreže ne mogu dati dovoljno dobre informacije o obliku i strukturi skenirnog objekta (geometrijskim primitivima od kojih se sastoje) i zbog toga se samo na osnovu njih, a bez dalje obrade, ne mogu kreirati precizni 3D modeli. Takodje, potrebno je napomenuti da se u nekim slučajevima korak generisanja 3D mreža izostavlja i da se u daljim koracima procesa vrši isključivo obrada samo početnog (ili redukovanog) oblaka tačaka. Prepoznavanje geometrijskih primitiva iz oblaka tačaka može se podeliti na dva koraka [1]: 1) segmentaciju oblaka tačaka na oblasti raličite po svojim geometrijskim svojstvima, i 2) prepoznavanje i
1) M.Sc Veljko Marković, Univerzitet u Beogradu, Mašinski fakultet, ([email protected]), prof. dr Živana Jakovljević, Univerzitet u Beogradu, Mašinski fakultet, ([email protected]), prof. dr Igor Budak, Univerzitet u Novom Sadu, Fakultet tehničkih nauka, ([email protected]) 2) U okviru ovog rada saopštavaju se rezultati istraživanja koja se sprovode na projektima pod evidencionim brojevima TR35004 i TR35020 koji finansijski podržava Ministarstvo prosvete, nauke i tehnološkog razvoja Republike Srbije.

2.10
estimaciju parametara geometrijskih primitiva koje reprezentuju segmentirane oblasti. Segmentacija oblaka spada u najvažnije, ali i najzahtevnije korake obrade oblaka tačaka [2]. Ona se po pravilu izvodi uz astistenciju korisnika CAD softvera, pri čemu je potrebno da korisnik vizuelno prepozna geometrijski različite regione i obeleži određeni broj tačaka na njima. Nakon toga, softver može samostalno izvršiti estimaciju parametara primitiva. Na osnovu navedenog može se zaključiti da je razvoj procesa automatske segmentacije oblaka tačaka od esencijalnog značaja za buduće unapređenje prepoznavanja geometrijskih primitiva primenom CAD softvera kao i za korišćenje tehnika 3D digitalizacije u automatizaciji proizvodnih procesa. Efikasni algoritmi za ovu svrhu su još uvek u razvoju i nisu dostigli dovoljan nivo za praktičnu primenu u realnom vremenu. Sa druge strane, ukoliko bismo se ograničili na oblast mašinstva, uvideli bismo da većina delova poseduje strukturu koja je zasnovana pretežno na ravnima i cilindrima. Iz navedenih razloga u fokusu ovog rada nalazi se koncept automatskog prepoznavanja cilindara i ravni iz nestruktuiranih oblaka tačaka koji ujedno uključuje i njihovu automatsku segmentaciju. Prepoznavanje geometrijskih primitiva najčešće je zasnovano na segmentaciji oblaka tačaka koja se može svrstati u grupu segmentacija zasnovanih na rastu (širenju) regiona [3]. Algoritmi ovog tipa u [2, 4, 5] koriste jednu izabranu polaznu karakterističnu tačku od koje se region širi dodavanjem tačaka u okolini, a po nekom geometrijskom kriterijumu. Izbor polazne tačke može biti manuelni [2, 4] ili automatski [5]. Sa druge strane, kriterijumi za širenje regiona uglavnom su zasnovani na parametrima diferencijalne geometrije čime se dovodi do toga da metod segmentacije bude veoma osetljiv na izbor polazne tačke. Takodje treba napomenuti da je za osnovu za širenje regiona moguće izabrati i grupu tačaka umesto samo jedne tačke [6]. U ovom radu se predlaže metod za automatsku segmentaciju i prepoznavanje cilindara i ravni iz nestruktuiranih oblaka kao i estimaciju njihovih parametara. Predložen metod se sastoji iz tri osnovna koraka (algoritma): 1) segmentacija oblaka koja u zavisnosti od kompleksnosti objekta za rezultat može imati segmentaciju jednog te istog geometrijskog primitiva u veći broj regiona (presegmentacija), 2) grupisanje presegmentiranih oblasti i estimacija parametara površi, i 3) izdvajanje cilindara i ravni iz oblaka. Predloženi korak segmentacije može se svrstati u pomenutu grupu segmentacija sa širenjem regiona počev od jedne izabrane karakteristične tačke, a po određenim kriterijumima koji će u radu biti objašnjeni. Grupisanje presegmentiranih oblasti izvodi se nakon segmentacije pri čemu se vrši i prepoznavanje površi i estimacija njihovih parametara. U poslednjem koraku vrši se izdvajanje prepoznatih cilindara i ravni iz oblaka i formiranje konačnog skupa rezultata.
Nastavak ovog rada ima sledeću strukturu po poglavljima. Drugo poglavlje odnosi se na metod segmentacije oblaka tačaka. U trećem poglavlju predstavlja se grupisanje presegmentiranih površi kao i estimacija njihovih parametara. Poglavlje 4 objašnjava konačni korak izdvajanja cilindara i ravni iz oblaka tačaka. Rezultati implementacije predloženog metoda na primeru tri sintetizovana oblaka koja reprezentuju određene mašinske delove biće prikazani u poglavlju 5, dok se u završnom, šestom poglavlju daju zaključne napomene. 2. SEGMENTACIJA OBLAKA Kao što je već naglašeno, u procesu automatskog prepoznavanja geometrijskih primitiva iz oblaka tačaka najznačajniji korak predstavlja segmentacija oblaka na klastere (grupe tačaka) koje reprezentuju određene površi različite po svojim geometrijskim osobinama. U našem slučaju jasno je da oblak tačaka treba podeliti na oblasti koje reprezentuju odredjene geometrijske primitive od kojih se površine skeniranog objekta sastoje. Metod segmentacije koji koristimo u ovom radu kreira klastere širenjem regiona počev od jedne tačke po određenim kriterijumima u dva koraka. Inicijalno širenje regiona se odvija na osnovu osobina singularnosti informacione matrice dobijene tokom procesa regresije parametara površi na osnovu skupa tačaka, dok se konačno širenje regiona obavlja proverom pripadnosti tačaka inicijalnom klasteru čiji su parametri estimirani metodom najmanjih kvadrata.
Na osnovu ranijih istraživanja [7,8,9] zaključeno je da je dobar način formiranja inicijalnih grupa tačaka širenje regiona od jedne tačke dodavanjem okolnih tačaka (jedne po jedne) prateći osobine singularnosti informacione matrice. Naime, ukoliko su tačke na površi uzorkovane bez ikakve greške i šuma odnosno egzaktno pripadaju određenoj površi, informaciona matrica sistema tačaka će biti singularna. Ovo sa druge strane znači da ukoliko skup tačaka dobro aproksimira neku površ (što je i slučaj kod oblaka tačaka dobijenih skeniranjem) onda će informaciona matrica biti bliska singularnoj, odnosno njen recipročni faktor uslovljenosti će biti blizak (ali ne i jednak) nuli. Upravo ovakava osobina je i iskorišćena u ovom radu za inicijalno širenje regiona. Potrebno je dodati i da ovakav pristup omogućava da segmentacija ne bude osetljiva na izbor početne tačke, što je od velikog značaja za konačne rezultate.

2.11
Oblik informacione matrice sistema tačaka koji bi bio pogodan za segmentaciju zavisi od vrste geometrijskih primitiva čije reprezentativne klastere želimo da izdvojimo. Imajući u vidu rezultate iz [7,8,9], a i u skladu sa činjenicom da cilindri pripadaju grupi površi drugog reda (grupi kvadrika), informacionu matricu sistema definisaćemo počevši od opšte jednačine kvadrika iskazane u obliku:
2 2 21 2 3 4 5 6 7 8 9 10 0a x a y a z a xy a yz a xz a x a y a z a (1)
gde [x y z] predstavljaju koordinate tačke na površi, dok su ai , i=1,...,10 parametri površi. Ovu jednačinu možemo takođe predstaviti i u matričnom obliku:
0 x a (2) gde je x=[x2 y2 z2 xy yz xz x y z 1], dok a=[a1 a2… a10]
T predstavlja vektor parametara površi. Interesantno je primetiti da matematički zapis (1) sa određenim koeficijentima jednakim nuli predstavlja
opštu jednačinu ravni. Na osnovu navedenog se može zaključiti da se informaciona matrica dobijena na osnovu jednačine (1) može iskoristiti i za segmentaciju ravni iz oblaka tačaka.
Matrica regresionog modela sa n tačaka je formata n10 i može se definisati kao:
2 2 2[ 1], 1,...,i i i i i i i i i i i ix y z x y y z x z x y z i n D (3) dok je tražena informaciona matrica:
TS D D (4)
Upravo se osobine singularnosti ovako postavljene informacione matrice koriste za početno širenje regiona u ovom radu što će kasnije biti detaljnije i objašnjeno. Sa druge strane, estimacija parametara izdvojenog klastera metodom najmanjih kvadrata može se izvršiti rešavanjem problema minimizacije:
2
T
min
na osnovu 1
Da
a Ca (5)
gde je C matrica formata 1010 čiji je jedini element različit od nule C(10,10)=1.
Postavljeni problem dalje vodi jednačini:
Sa Ca (6) gde λ predstavlja uvedeni Lagranžov množilac. Rešenje problema je jednoznačno i predstavlja sopstveni vektor koji odgovara najmanjoj sopstvenoj vrednosti informacione matrice S [10]. Vrednosti ovog sopstvenog vektora odgovaraju traženim estimiranim parametrima površi koji se dalje koriste za dopunsko širenje regiona.
Početak segmentacije predstavlja izbor prve početne tačke regiona (engl. seed point) za koju se bira tačka sa najvećom z koordinatom. Potom se izvodi obrada oblaka algoritmom sa k najbližih suseda, tzv. knn (engl. k-nearest neighbours) algoritmom odnosno vrši se izračunavanje Euklidovih distanci od izabrane tačke do svih ostalih tačaka oblaka i tačke se sortiraju od najblize ka najdaljoj. Nakon toga, pristupa se dodavanju jedne po jedne tačke (redom počev od najbliže) u klaster i u svakoj iteraciji se proverava da li je vrednost recipročnog faktora uslovljenosti informacione matrice sistema manja od unapred definisane veoma niske pozitivne vrednosti praga za inicijalnu segmentaciju. Ukoliko je vrednost manja, tačka se dodaje klasteru i širenje regiona se nastavlja daljim iteracijama. Dolazak do tačke koja ne zadovoljava postavljeni uslov ujedno znači i prestanak iteracija čime se na izlazu dobija klaster sačinjen od do tog trenutka izdvojenih tačaka. U ovom segmentu algoritma potrebno je ograničiti minimalni dozvoljeni broj izdvojenih tačaka za dalje procesiranje, odnosno potrebno je sprečiti dalju upotreba previše malih grupa tačaka za estimaciju parametara površi. U našem slučaju ograničenje je fiksno postavljeno na 20 tačaka i ukoliko se desi da se izdvoji manji broj tačaka odabir se poništava i ponovo se vrši novo širenje regiona počev od prve sledeće tačke.

2.12
Nakon formiranja dovoljno velikog inicijalnog klastera, pristupa se dopunskom širenju regiona. U tu svrhu prvo se vrši estimacija parametara površi na osnovu do tada izdvojenih tačaka. Zatim se proverava pripadnost estimiranoj površi svih preostalih tačaka oblaka čime se vrši izdvajanje tačaka koje na osnovu unapred definisanog praga zadovoljavaju estimiranu jedačinu kao uslov pripadnosti površi. Ovim postupkom dolazi se do kompletnog izdvojenog klastera. Da bi se u ovom slučaju sprečilo generisanje previše malih konačnih klastera (koji nisu pogodni za estimaciju parametara površi u narednoj fazi algoritma), potrebno je ograničiti i njihovu minimalnu veličinu. U našem slučaju ovo ograničenje je postavljeno procentualno i iznosi 0.1% veličine polaznog oblaka. Ukoliko su izdvojeni klasteri manji od zadate veličine, oni se prosto ne uzimaju u razmatranje u daljim fazama algoritma.
Nakon formiranja jednog odgovarajućeg klastera, algoritam nastavlja sa novim iteracijama. Uzima se prva sledeća dostupna tačka za početnu tačku narednog regiona i procedura se ponavlja sve dok se ne izdvoje sve tačke oblaka. Pseudo kod predloženog algoritma segmentcije prikazan je na slici 1.
Opisani algoritam za segmentaciju u svojoj osnovi predstavlja kombinaciju algoritama iz [8, 9]. Naime, algoritam iz [8] je namenjen segmentaciji površi iz oblaka tačaka dobijenih skeniranjem rotacionih delova. Ovi oblaci tačaka se na jednostavan način mogu struktuirati tako da za određivanje najbližih suseda nije neophodan knn algoritam. S druge strane, kako bi se smanjio efekat presegmentacije regiona, u okviru [9] estimacija parametara vršena je na osnovu procedure za direktnu estimaciju parametara elipsoida iz [10] i uvođene su određene strategije za povećanje inicijalnog regiona. Medjutim, dalja istraživanja i razvoj algoritma za spajanje presegmentranih regiona koji će biti opisan u poglavlju 3 pokazala su da direktna estimacija parametara elipsoida korišćenjem procedura iz [10, 11] i primena razvijenih strategija dovodi do povećanja proračunske kompleksnosti bez značajnog unapređenja konačnih rezultata prepoznavanja cilindara i ravni iz oblaka tačaka.
INPUT: x, y, z – points from the cloud thres1, thres2 – segmentation thresholds cloud=[x, y, z]; m=0; trials=0; while trials<20 %minimal number of trails chose seed point; idx=knn(seed,cloud); m=m+1; surfaces(m).surf(1,:)=cloud(seed,:) for i=1:length(idx) surf_aux= [surfaces(m).surf; cloud(idx(i),:)]; calculate rcond(S) using surf_aux if rcond(S)<thres1 add cloud(idx(i),:) to surfaces(m).surf; end end if length(surfaces(m).surf)>20 l1=0; l2=1000; while l1<l2 l1=length(surfaces(m).surf) calculate A for i=1:length(cloud) if distance<thres2 add cloud(i,:) to surfaces(m).surf else add cloud(i, :) to new_cloud end end l2=length(surfaces(m).surf) end cloud=new_cloud; else trials=trials+1; end if length(cloud)<2 trials=21; end endOUTPUT: surfces – structure containing segmented regions
Slika 1. Pseudo kod predloženog algoritma segmentacije
3. GRUPISANJE I ESTIMACIJA PARAMETARA POVRŠI
Tokom početnog testiranja i uvodjenja prethodno predstavljenog algoritma segmentacije primećeno je da algoritam dobro klasifikuje i odvaja regione koji su po svojim geometrijskim karakteristikama različiti. Ovo znači da se pri primeni ovakvog procesa segmentacije neće dogoditi da algoritam izdvoji region koji sadrži delove više od jednog geometrijskog primitiva (u našem slučaju reč je o ravnima i cilindrima). Međutim, primećeno je i da je algoritam segmentacije u odredjenim uslovima sklon presegmentaciji, odnosno izdvajanju većeg broja regiona nego što je potrebno. Na ovo direktno utiče nivo šuma u oblaku, ali i izabrane vrednosti pragova segmentacije. Zbog navedene negativne osobine, za potrebe ostvarenja polazne ideje potrebno je razviti dodatni postupak grupisanja presegmentiranih regiona.
Osnovu algoritma grupisanja čini proces robusnog prepoznavanja cilindara (engl. Robust Cylinder Fitting - RCF) iz oblaka tačaka [12] koji je za potrebe ovog rada modifikovan i unapređen. Takođe u algoritmu egzistira i precizna tehnika estimacije parametara ravni. Kompletan postupak grupisanja segmenata biće opisan u poglavlju 3.3. 3.1 Robusno prepoznavanje cilindara iz oblaka tačaka
Metod robusnog prepoznavanja cilindara iz oblaka tačaka opisan u [12] prevashodno je razvijen za potrebe obrade oblaka tačaka dobijenog skeniranjem pokretnim laserskim skenerom na autonomnom vozilu.

2.13
Kao takav, vrši prepoznavnje i izdvajanje cilindara čija je visina znatno veća od radijusa. U našem slučaju ovakvo pojednostavljenje se ne može uzeti u obzir i zbog toga se najveći deo naših izmena ovog algoritma odnosi na povećanje sposobnosti generalizacije. U nastavku je dato detaljno pojašnjenje pomenutog unapređenog algoritma robusnog prepoznavanja cilindara.
Polazni RCF algoritam iz [12] sastoji se iz dve faze na osnovu kojih se dobija detaljan matematički opis prepoznatog cilindra: orijentacija, visina, koordinate centra bazne kružnice i radijus cilindra (za potrebe ovog rada neće se određivati visina cilindra). U njegovoj prvoj fazi izdvojeni deo oblaka se obrađuje poznatim algoritmom robusne analize osnovnih komponenti sistema (engl. Robust Principal Component Analysis - RPCA) [13]. Ovom analizom primenjenom nad 3D oblakom tačaka dobijaju se vrednosti tri ortogonalna vektora pravca (vi, i=2,1,0) koji odgovaraju adekvtnim sopstvenim vrednostima kovarijante matrice sistema (λi, i=2,1,0, obično je λ2≥λ1≥λ0). Pošto je polazno pojednostavljenje u [12] pomenuta velika razlika između visine cilindra i njegovog prečnika, unapred je poznato da vektor v2 odgovara osi cilindra i da bazu cilindra (bazni krug i njegove parametre) treba tražiti u projekciji tačaka na ravan koju čine vektori v1 i v0. U našem slučaju, gde unapred nije poznato u kojoj osnovnoj ravni treba prepoznati bazu cilindra potrebno je izvršiti obradu projekcija tačaka u sve tri ravni i izabrati pravu. Zbog željenog povećanja brzine izračunavanja i činjenice da su cilindri koji se pojavljuju u strukturama mašinskih delova pretežno orijentisani duž neke od osa koordinatnog sistema skeniranog objekta u našem metodu se ne koristi RPCA. Umesto njega, izdvojeni klaster se projektuje u sve tri koordinatne ravni polaznog oblaka tačaka. Svaka od projekcija se obrađuje i bira se najbolja odnosno ona u kojoj se nalazi potrebna baza cilindra.
Postupak biranja najbolje projekcije izvodi se iterativnim metodom za svaku projekciju posebno. U svakoj iteraciji se proizvoljno biraju tri tačke - h0=3 (što predstavlja minimalan broj tačaka za matematički opis kružnice). Na osnovu izabranih tačaka vrši se regresija kružnice metodom najmanjih kvadrata [14] (ovakva vrsta regresije spada u metode koje minimizuju algebarsku funkciju umesto minimizacije geometrijske greške regresije). Ovim postupkom dobijaju se koordinate centra (a0,b0) i radijus (r0) kružnice koje koristimo za izračunavanje zbira kvadratnih odstupanja svih tačaka projekcije:
2
2 220 0 01 1
n n
i i ii ie x a y b r
(7)
Nakon završetka postavljenih iteracija, bira se regresija sa najmanjim kvadratnim odstupanjem i vrši se
upoređivanje podataka za sve tri projekcije. Ravan čija projekcija klastera po ovom postupku pokaže najmanje odstupanje predstavlja onu za koju se sa sigurnošću može tvrditi da sadrži projekciju bazne kružnice cilindra. Ovim izborom se automatski dobija i osa orijentacije cilindra kao vektor koji je normalan na izabranu koordinatnu ravan (i, j ili k).
Pored navedenog, svakako treba istaći i postavku za izbor broja iteracija u konkretnom slučaju. Broj iteracija In se određuje Monte Karlo metodom kao:
0
log 1
log 1 1
rn h
pI
(8)
gde pr predstavlja verovatnoću dobijanja tačne regresije, dok je ε procenat očekivanih rasutih tačaka (tačaka koje ne pripadaju ni jednoj estimiranoj kružnici). U našem slučaju je pr=0.999 dok je ε=0.5.
Nakon određivanja adekvatne bazne ravni (i projekcije klastera u njoj) i ose cilindra, u drugoj fazi izvornog RCF algoritma visokom tačnošću (na osnovu znatno većeg broja tačaka od h0) se estimiraju koordinate centra i vrednost radijusa baznog kruga cilindra. Ova faza je u našem slučaju neznatno izmenjena u odnosu na polazni RCF algoritam i sastoji se iz tri koraka.
a) Izvršiti regresiju kružnice na osnovu nasumično izabrane tri tačke (h0) čime se dobijaju koordinate centra (a0,b0) i radijus (r0). Na osnovu njih izračunati kvadratna odstupanja za svaku tačku projekcije.
b) Sortirati izračunata kvadratna odstupanja i odabrati 50% posto od ukupnog broja tačaka projekcije sa najmanjim odstupanjem – h=n/2.
c) Na osnovu h odabranih tačaka izvršiti regresiju kružnice metodom najmanjih kvadrata na isti način kao u delu za određivanje najbolje projekcije. Izračunati zatim kvadratna odstupanja za sve tačke projekcije, sortirati ih i za h onih sa namanjim odstupanjem izračunati sumu kvadratnih odstupanja.

2.14
Ponoviti korake a-c In puta i na osnovu sume kvadratinh odstupanja za h najboljih tačaka (iz koraka c) odabrati najbolju regresiju čiji parametri kružnice ujedno predstavljaju i konačno estimirani centar cilindra C i njegov radijus R.
Predstavljenim prilagođenim RCF metodom u dve faze se od izdvojenog klastera tačaka na kraju dobijaju osa O, centar C i radijus R prepoznatog cilindra. 3.2 Estimacija parametara ravni
U ovom radu za matematički opis ravni koristimo implicitni oblik jednačine:
0ax by cz d (9) Parametri a, b i c predstavljaju koordinate vektora normale na ravan n=[a b c], dok je parametar d definisan kao skalarni proizvod tog normalnog vektora i vektora položaja proizvoljne tačke na ravni. Postupak estimacije parametara ravni (a, b, c i d) koji predlažemo je iterativan. Naime, u svakoj iteraciji iz klastera se biraju proizvoljno tri tačke P1, P2 i P3 i na osnovu njih vrši se izračunavanje normale na ravan kao:
1 2 1 3n = P P × P P (10)
Parametar d u tom slučaju se izračunava kao:
d 1n P (11) pri čemu je P1 vektor položaja izabrane tačke P1.
Zbog povećanja tačnosti estimacije parametara ravni, nakon njihovog izračunavanja u svakoj iteraciji vrši se izračunavanje rastojanja svih tačaka klastera od estimirane ravni. Rastojanje svake pojedinačne tačke P(px,py,pz) od ravni može se izračunati kao:
vD D e (12) pri čemu je Dv:
2 2 2
x y zv
ap bp cp dD
a b c
(13)
dok je e = n / n jedinični vektor normale ravni.
Vrednosti rastojanja svake pojedinačne tačke od ravni se zatim uporedjuju sa određenom unapred definisanom vrednošću praga i na osnovu toga se određuje ukupan broj tačaka čije su distance manje ili jednake pragu. Ovaj prag teorijski može zavisiti od kvaliteta površine dela ili šuma u oblaku mada nije uočeno da mala varijacija njegove vrednosti znatno utiče na postignute rezultate. Nakon određivanja pomenutog broja tačaka u svim iteracijama pristupa se izboru parametara ravni. Biraju se oni parametri ravni pri kojima je najveći broj tačaka klastera bio u unapred zadatim granicama udaljenosti. Treba napomenuti da je za razliku od prethodnog postupka vezanog za cilindre u ovom metodu dovoljan fiksno postavljen broj od 100 iteracija. 3.3 Algoritam grupisanja
Grupisanje presegmentiranih oblasti koje se predstavlja u ovom radu, sastoji se iz dva osnovna koraka. Prvi korak podrazumeva razdvajanje klastera na one koji reprezentuju delove ravni i ostale koji u našem slučaju reprezentuju delove cilindara. Takođe, u okviru prvog koraka, vrši se i određivanje inicijalnih parametara segmentiranih površi. Drugi korak se odnosi na konkretno grupisanje klastera na osnovu tipa i vrednosti parametara.
Razdvajanje klastera prema tipu površi se izvodi prostom selekcijom na osnovu vrednosti radijusa dobijenog nakon tretiranja klastera pomenutim modifikovanim RCF algoritmom (poglavlje 3.1). Ukoliko je površ ravan dobiće se značajno velika vrednost radijusa i upotrebom određenog unapred definisanog praga

2.15
lako se može izvršiti potrebna klasifikacija na klastere koji reprezentuju ravni i one koji reprezentuju cilindre.
Imajući u vidu napravljenu podelu prema tipu površi koju segmentirani klasteri predstavljaju, lako se mogu dobiti početni parmetri površi koji su dalje potrebni za grupisanje. Pošto su na početku grupisanja svi klasteri već tretirani RCF algoritmom, za cilindre su unapred određeni parametri kao što su osa orijentacije, centar i radijus. Sa druge strane, klasteri koji su označeni kao ravni se naknadno tretiraju algoritmom iz poglavlja 3.2 čime se dobijaju estimirani parametri ravni koju oni reprezentuju.
Nakon prethodno opisanog postupka razvrstavanja segmenata prema tipu i estimacije njihovih parametara, grupisanje delova se vrši poredjenjem udaljenosti tačaka od površi za ravni, odnosno na osnovu razlika u vektorima pravaca, položajima centara i radijusima za slučaj cilindara. 4. IZDVAJANJE CILINDARA I RAVNI IZ OBLAKA U poslednjoj fazi predloženog algoritma prepoznavanja ravni i cilindara vrši se izdvajanje prepoznatih primitiva. U postupku formiranja potpunih rezultata i kvalitetne podele polaznog oblaka ova faza se pokazala kao neizostavna. Izvodi se u dva koraka. U prvom se svi do tada segmentirani i grupisani klasteri sortiraju po veličini počev od najvećeg ka najmanjem. U sledećem koraku se svaki klaster redom obrađuje, odnosno svim tačkama (preostalog) oblaka se proverava pripadnost tom klasteru. Provera pripadnosti tačaka klasterima koji predstavljaju ravni se izvodi prostom proverom rastojanja (kao u poglavlju 3.2) i njegovim upoređivanjem sa pragom za izdvajanje ravni. Sa druge strane, provera pripadnosti klasterima koji reprezentuju cilindre vrši se izračunavanjem rastojanja tačke od omotača cilindra odnosno upoređivanjem najkraćeg (normalnog) rastojanja tačke od ose cilindra i estimirane vrednosti radijusa na osnovu odgovarajučeg praga. Treba napomenuti da se sve tačke koje pripadnu nekom od (većih) klastera u postupku izdvajanja automatski oduzimaju narednim (manjim) klasterima bez obzira na to što je u postupku segmentacije dobijen drugačiji rezultat. Takođe, tačka koja se izdvoji i pripadne nekom od klastera u ranijoj fazi izdavjanja neće više biti dostupna ostalim klasterima – dostupni deo oblaka se smanjuje. Ovakav koncept završne faze ukupnog algoritma segmentacije i prepoznavanja dovodi do dobijanja čistih regiona odnosno regiona bez suvišnih pojedinačnih tačaka na većim udaljenostima u okolini površi. Ova osobina dovodi do čiste grafičke reprezentacije rezultata što će biti moguće primetiti u poglavlju koje se bavi eksperimentalnom verifikacijom ukupnog predstavljenog metoda. 5. VERIFIKACIJA ALGORITMA PREPOZNAVANJA CILINDARA I RAVNI IZ OBLAKA TAČAKA Nakon razrade i pojašnjenja predstavljenog algoritma ekstrakcije ravni i cilindara potrebno je isti i eksperimentalno verifikovati. U skladu sa polaznim idejama za ovu priliku iskorišćena su tri sintetizovana oblaka tačaka koja reprezentuju delove karakteristične za mašinsku industriju. U pitanju su dve prirubnice i jedno tipično vratilo čiji su CAD modeli prikazani na slici 2. U procesu sintetizovanja oblaka CAD modeli u .stl formatu visoke rezolucije su tretirani modifikovanim z bafer (engl. z-buffer) algoritmom iz tri pravca (upravno na tri osnovne ravni) u određenom neuniformnom rasteru slike. Za dobijanje tačaka oblaka korišćeni su prodori vektora posmatranja (i, j, k) kroz površine trouglova koji su opisani .stl formatom. Nakon dobijenih prodora iz sva tri pravca vršen je presek rezultata čime su generisane konačne forme oblaka tačaka. Da bi se sintetizovani oblaci približili realnim, oni su kontaminirani šumom sa odnosom signala i šuma (engl. Signal to Noise Ratio - SNR) od 100dB. Obrada oblaka tačaka predloženim algoritmom propoznavanja cilindara i ravni iz nestruktuiranih oblaka tačaka dala je očekivano dobre rezultate. Međufazni grafički rezultati su prikazani samo za slučaj prve prirubnice (slika 3), dok su u ostalim slučajevima (slike 4 i 5) prikazani samo konačni rezultati. U tabeli 1 prikazane su vrednosti pragova korišćenih pri obradi sintetizovanih oblaka. Kvalitet rezultata prepoznatih cilindara i ravni najbolje se može uočiti na osnovu vrednosti radijusa prepoznatih cilindara. Naime pri obradi svih oblaka najveća razlika između vrednosti sintetizovanih i prepoznatih cilindara iznosila je nešto manje od 0.5%. Primera radi, sintetizovani radijusi četiri vrste cilindara na prvoj prirubnici su 35, 20, 5.5 i 3.2mm, dok su odgovarajuće vrednosti prepoznatih cilindara 34.96, 19.96, 5.48 i 3.19mm.

2.16
a) b) c)
Slika 2. CAD modeli objekata korišćenih za eksperimentalnu verifikciju: a) prirubnica 1; b ) prirubnica 2; c) vratilo
Tabela 1. Vrednosti pragova korišćenih pri obradi sintetizovanih oblaka tačaka
Oblak tačaka
Pragovi za segmentaciju
Pragovi za grupisanje Pragovi za izdvajanje
faktor uslovljeno
sti
dodatno širenje regiona
parametri ravni [mm]
tip površi [mm]
udaljenost centara [mm]
razlika radijusa
[%]
rastojanje između ravni [mm]
za cilindre [mm]
za ravni [mm]
Prirub. 1 10-17 0,00005 0,02 500 3 0,3 0,3 0,4 0,3 Prirub. 2 10-17 0,00005 0,02 100 1 0,1 0,3 0,4 0,3 Vratilo 10-18 0,00005 0,02 350 5 0,1 0,05 0,3 0,3
a) b)
c)
Slika 3. Grafički rezultati primene predloženog algoritma nad sintetizovanim oblakom prirubnice 1: a) faza segmentacije; b) faza gruipisanja; c) konačni rezultat nakon izdvajanja

2.17
Slika 4. Grafički rezultati primene predloženog algoritma nad sintetizovanim oblakom prirubnice 2
Slika 5. Grafički rezultati primene predloženog algoritma nad sintetizovanim oblakom vratila
6. ZAKLJUČAK U radu je predstavljen metod za prepoznavanje cilindara i ravni u trodimenzionim oblacima tačaka. Metod je razvijen prvenstveno sa potrebom procesiranja nestruktuiranih oblaka tačaka koji reprezentuju određenu grupu mašinskih delova široke upotrebe čija je struktura sastavljena od cilindara i ravni. Predloženi proces prepoznavanja izvodi se procesiranjem oblaka u tri osnovne faze. Prvu fazu čini algoritam automatske segmentacije oblaka koji prirada grupi algoritama segmentacije sa širenjem regiona počev od jedne izabrane tačke. Za prvu početnu tačku algoritam uzima tačku sa najvećom z koordinatom. Zatim se dodaje jedna po jedna okolna tačka i na osnovu osobina singularnosti informacione matrice sistema i pripadnosti tačaka estimiranoj površini vrši se širenje regiona u dva koraka. Ova faza procesa opisana je u odeljku 2. Druga faza procesa (odeljak 3) obuhvata gupisanje presegmentiranih oblasti, razvrstavanje površi po tipu i prepoznavanje samih cilindara i ravni (estimacija njihovih parametara). Osnov ove faze čine modifikovani algoritam robusnog prepoznavanja cilindara iz oblaka tačaka kao i razvijeni algoritam precizne estimacije parametara jednačine ravni. U trećoj fazi, koja je predstavljena u odeljku 4, vrši se izdvajanje cilindara i ravni prepoznatih u prethodnom koraku i formiraju se konačni rezultati. Ova faza unapređuje segmentirane oblasti i dovodi do bolje grafičke interpretacije dobijenih rezultata prepoznavanja. Celokupan algoritam prepoznavanja cilindara i ravni je eksperimentalno verifikovan procesiranjem tri sintetizovana oblaka tačaka čime je pokazano su polazni kriterijumi za razvoj ovakvog procesa ispunjeni. Dobijeni rezultati mogu se smatrati veoma dobrim i treba naglasiti da je npr. maksimalna greška estimacije radijusa prepoznatih cilindara manja od 0.5%. Osnovni nedostatak algoritma može se ogledati u broju potrebnih vrednosti pragova. Pregledom tabele 1 može se zaključiti da algoritam poseduje veliki broj (devet) pragova za podešavanje, ali i da su vrednosti nekih od njih jednake i da se one mogu postaviti kao konstante u algoritmu. Takođe, vrlo je izvesno da se eventualno unapređenje prkazanog algoritma može ostvariti postavljanjem određenih zavisnosti nekih pragova i karakteristika oblaka ili nekih pragova međusobno. Na taj način bi se smanjio ukupan broj parametara za podešavanje i povećao nivo autonomnosti samog procesa. Ovo će biti tema budućih istraživanja.

2.18
7. LITERATURA
[1] Varady, T., Martin, R., R., Cox, J.: Reverse engineering of geometric models – an introduction, CAD, 29, p.p. 255-268, 1997.
[2] Rabbani, T., van den Heuvel, F., A., Vosselman, G.: Segmentation of point clouds using smoothness constraint, ISPRS Commission V Symposium 'Image Engineering and Vision Metrology', p.p. 248-253, Dresden, Septembar 2006.
[3] Petitjean, S.: A Survey of Methods for Recovering Quadrics in Triangle Meshes, ACM Computing Surveys, 34/2, p.p. 211-262, 2002.
[4] Hou-Chuan, L., Yi-Hong, C., Jiing-Yih, L.: Development of feature segmentation algorithms for quadratic surfaces, Advances in Engineering Software, 40/10, p.p. 1011–1022, 2009.
[5] Lavoue, G., Dupont, F., Baskurt, A.: Curvature Tensor Based Triangle Mesh Segmentation with Boundary Rectification, Proceedings of the Computer Graphics International, p.p. 10-25, Crete, IEEE, 2004.
[6] Viera, M. Shimada, K.: Surface mesh segmentation and smooth surface extraction through region growing, Computer Aided Geometric Design, 22/8, p.p. 771-792, 2005.
[7] Jakovljevic, Z., Markovic, V.: Recognition of one class quadric surfaces from unstructured point cloud, Proceedings of the 8th International Working Conference “Total Quality Management – Advanced and Intelligent Approaches”, p.p. 353-360, Belgrade, JUSK Belgrade, June 2015.
[8] Jakovljevic, Z., Markovic, V.: Recognition of quadrics from 3D point clouds generated by scanning of rotational parts, Journal of Production Engineering, 19/1, p.p. 65-68, 2016.
[9] Jakovljevic, Z., Markovic, V., Puzovic, R., Majstorovic, V.: Recognition of one class of quadrics from 3D point cloud, Procedia CIRP, 57, p.p. 292-297, 2016.
[10] Ying, X., Yang, L, Kong, J., Hou, Y., Guan, S., Zha, H.: Direct least square fitting of ellipsoids, Proceedings of the 21st International Conference on Pattern Recognition (ICPR2012), p.p. 3228-3231, Tsukuba, 2012.
[11] Reza, A., Sengupta, A.S.: Least square ellipsoid fitting using iterative orthogonal transformations, Applied Mathematics and Computation, 314/C, p.p. 349-359, 2017.
[12] Nurunnabi, A., Sadahiro, Y., Lindenbergh, R.: Robust cylinder fitting in three-dimensional point cloud data, The International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences, 17/1, p.p. 63-70, 2017.
[13] Hubert, M., Rousseeuw, P.J., Branden, V.K.: ROBPCA: A New Approach to Robust Principal Component Analysis, Technometrics, 47/1, p.p. 64-79, 2005.
[14] Gander, W., G.H., Golub, Strebel, R.: Least-Squares Fitting of Circles and Ellipses, BIT Numerical Mathematics, 34/4, p.p. 558-578, 1994.
Marković, V., Jakovljević, Ž., Budak, I.
RECOGNITION OF CYLINDERS AND PLANES FROM 3D POINT CLOUDS
Abstract: This paper presents a method for cylinders and planes recognition from unstructured point clouds. Proposed recognition process consists of three stages. The first stage is automatic segmentation based on region growing from one chosen seed point. Region growing conditions are based on scatter matrix properties and belonging of points to the surface whose parameters are estimated using least squares method. The second stage relates to merging of over-segmented regions and recognized surfaces parameters estimation. Utilization of modified robust cylinder fitting algorithm and accurate plane parameters estimation gives good performances to this stage. In the third stage, algorithm processes initial point cloud again, extracts recognized primitives and gives accurate results. The primary goal of the proposed method is recognition of cylinders and planes from point clouds that represent mechanical parts. Accordingly, three synthesized point clouds were employed for algorithm verification. Key words: reverse engineering, point cloud processing, segmentation of surfaces, cylinders recognition, planes recognition

2.19
41. JUPITER konferencija Beograd 2018
28. simpozijum CAD/CAM
Mladenović G., Tanović Lj., Puzović R., Pjević M., Popović M. 1)
RAZVOJ SOFTVERSKOG REŠENJA ZA AUTOMATSKO PROJEKTOVANJE
TEHNOLOGIJE OBRADE DELOVA SA SLOŽENIM POVRŠINAMA2)
Rezime
Kada se posmatra problem projektovanja tehnologije obrade delova sa složenim površinama i dalje se nameće potreba za stalnim istraživanjem u ovom pravcu. Najviše je usmereno ka određivanju novih metoda za generisanje putanje alata koja bi respektovala uslov minimizacije ukupnog vremena obrade, a bez smanjenja kvaliteta proizvoda jer se vreme obrade direktno odražava na cenu proizvoda. U većini slučajeva projektant tehnologije sam bira alat i definiše parametre i strategiju obrade, ali postoje i softveri koji to rade na osnovu baze podataka ugrađene u sam sistem. U radu je prikazano razvijeno softversko rešenje na osnovu prethodno sprovedenih istraživanja na Katedri za proizvodno mašinstvo Mašinskog fakulteta Univerziteta u Beogradu. Ključne reči: CAD/CAM Sistemi, Skulptorske površine, CNC obrada, Generisanje putanje alata 1. UVOD Opšte je poznato da je upotreba delova sa složenim površinama široko zastupljena u proizvodnoj industriji. Opseg upotrebe je širok, od delova za domaćinstvo, tj robe široke potrošnje do avio i automobilske industrije. Nivo upotrebe delova sa slobodnim površinama raste iz dana u dan, može se reći po eksponencinalnom nivou [1]. Kada je u pitanju dobijanje delova sa skulptorksim površina najzastupljeniji je metod obrade glodanjem loptastim glodalom na 3 ili 5 osnim NUMA. Do sada je razvijeno više metoda za obradu skulptorskih površina, a tri najviše korišćenih su: izoparametarski [2], izoravanski [3] i izohrapavi [4]. U današnje vreme se ulažu veliki istraživački napori za razvoj novih metoda generisanja i optimizacije putanje alata, a sve u cilju smanjenja troškova obrade. Samim procesom optimizacije putanje alata se može izbeći i prekoračenje dozvoljene sile rezanja, a samim tim i loma alata koji bi dodatno povećao troškove obrade.Sam proces optimizacije putanje alata se može sprovesti kroz jedan ili više kriterijuma. Kada je u pitanju visekriterijumska optimizacija putanje alata neizostavno je uvođenje faktora kriterijuma optimizacije wi={0,1} pomoću kojih se definiše značaj svakog kriterijuma ponaosob. Prateći ovaj trend, Katedra za proizvodno mašinstvo Mašinskog fakulteta Univerziteta u Beogradu je sprovela višegodisnja istraživanja u ovoj oblasti. Posebni napori se ulazu u razvoj metoda za optimizaciju putanje alata i razvoj novih CAD/CAM sistema [5]. U radu je prikazano razvijeno softversko rešenje na bazi sprovedenih višegodišnjih istraživanja u ovoj oblasti. Razvijeno softversko rešenje je u stanju da automatski generiše optimalnu putanju alata sa stanovišta minimalnog vremena obrade na bazi učitanih CAD modela izratka i pripremka, definisane hrapavosti (Rmax) i tačnosti obrađene povrsine (hmax), skupa faktora uključenja/isključenja kriterijuma optimizacije (wPK, wUK, wVs,) i baze podataka o raslolozivim alatima, parametrima obradljivosti i karakteristikama izabrane NUMA [6]. Napominje se da su razmatrani samo slučajevi grube obrade gde je potrebno dobiti ili konačni proizvod ili deo približnog oblika jer je u slučajevima fine obrade dubina rezanja mala, pa su samim tim i sile rezanja male.
1) Doc. dr Goran Mladenović, ([email protected]), prof. dr Ljubodrag Tanović, ([email protected]), prof. dr Radovan Puzović, ([email protected]) Miloš Pjević, mast.inž.maš., ([email protected]), Doc. dr Mihajlo Popović, ([email protected]), Univerzitet u Beogradu, Mašinski fakultet Beograd 2) U okviru ovog rada saopštavaju se rezultati istraživanja koji su realizovani u okviru projekta TR 35022: Razvoj nove generacije domaćih obradnih sistema, koji finansijski Ministarstvo prosvete, nauke i tehnološkog razvoja Republike Srbije

2.20
2. METODOLOGIJA PROJEKTOVANJA TEHNOLOGIJE OBRADE PRIMENOM RAZVIJENOG SOFTVERSKOG REŠENJA Razvijeno softversko rešenje za automatsko projektovanje tehnologije obrade delova sa složenim površinama je namenjeno samo za klasu delova kod kojih je osnova kvadrat ili pravougaonik, a složena površina se nalazi samo na jednoj strani dela. Sam proces generisanja putanje alata, tj upravljačkog koda za NC mašinu alatku se sprovodi kroz sledeće korake:
- Učitavanje CAD modela izratka/pripremka - Konvertovanje učitanih CAD modela u interni zapis - Analiza mogućnosti zadovoljenja tehnoloških zahteva za obradu - Određivanje parametara procesa obrade - Simulacija procesa obrade i generisanje optimalne putanje alata - Generisanje upravljačkog koda za NC mašinu alatku
Razmatrano Softversko rešenje je razvijeno pomoću softverskog paketa MATLAB® (Matrix Laboratory) [7], verzija 7.12 – R2011a. U nastavku se daje opis svakog od nabrojanih koraka što ujedno predstavlja opis rada, tj eksperimentalnu verifikaciju razvijenog softverskog rešenja. 2.1 Učitavanje CAD modela izratka/pripremka Početni prozor razvijenog softverskog rešenja je prikazan na slici 1 gde je sukcesivnim otkrivanjem polja omogućen jednostavan rad koji od korisnika softvera ne zahteva ekspertni nivo poznavanja rada u CAM sistemima. Pokrtetanjem datog softverskog rešenja otvara se prozor gde je prvo omogućeno učitavanje CAD modela izratka odgovarajućom naredbom, slika 1.
Slika 1. Početni prozor razvijenog softverskog rešenja [6]
Ovde se napominje da je razvijeno softversko rešenje namenjeno samo za učitavanje CAD modela izratka/pripremka u STL formatu fajla. Prema procedurama opisanim u [6] softver određuje koordinate temena trouglova kao i njihove redne brojeve. Nakon završetka opisane procedure dalje postaje vidljiva naredba za učitanjave CAD modela pripremka. Nakon izbora referentnog modela pripremka softver vrši izračunavanje zapremina oba CAD modela na osnovu čega se preračunava koliko je potrebno materijala ukloniti u procesu obrade i tu informaciju daje korisnikuu okviru odgovarajućeg polja.

2.21
2.2 Konvertovanje učitanih CAD modela u interni zapis Oba CAD modela se nakon njihovog učitavanja konvertuju u interni zapis, ali posebno je značajno konvertovanje CAD modela pripremka koje je u ovom slučaju upotrebljeno iz razloga bržeg rada sistema. Usvojeni oblik zapisa inernog modela je pomoću Z mape koju je prvi uveo Anderson [8]. U razvijenom softverskom rešenju je ugrađena procedura koja za osnovu pripremka usvaja kvadrat čija je stranica jedinične dužine, a Z koordinata se određuje prema proceduri određivanja tačke preseka prave kroz ravan koja u ovom slučaju predstavlja jedan trougao kojim je predstavljena složena površina [6, 9]. Na ovaj način je omogućen brži rad softvera u procedurama koje slede, a posebno u delu simulacije procesa obrade gde sosftver u svakoj tački lokacije alata određuje potrebne parametre procesa obrade. 2.3 Analiza mogućnosti zadovoljenja tehnoloških zahteva za obradu Analiza mogućnosti zadovoljenja tehnoloških zahteva za obradu se svodi na analizu tehnologičnosti dela u pogledu izbora alata kojim će se vršiti obrada [6, 10]. Za učitani CAD model izratka u STL formatu se vrši izračunavanje tačaka preseka složene površine i koordinatnih ravni (XZ i YZ) primenom algoritma za određivanje preseka trougla i ravni sa odgovarajućom rezolucijom. Dalje, na osnovu definisane baze podataka bira alat kojim će se vršiti obrada, a prema proceduri opisanoj u [5, 6]. Nakon završetka ove procedure korisnuku softvera se daje jedna od dve mogućnosti, da prihvati alat koji je softver predložio ili da ručno definiše alat, slika 2. Sistemom je predviđena obrada složene površine samo alatom tipa loptastog glodala.
Slika 2. Obaveštenje o predloženom alatu za obradu [6]
2.3 Određivanje parametara procesa obrade Da bi razvijeno softversko rešenje bilo u stanju da automatski odredi parametre procesa obrade od korisnika softvera se zahteva da unese osnovne parametre koji se odnose na zahtevani kvalitet obrade. Prozor na kome se unose osnovni parametri je prikazan na slici 3, a od podataka se unosi: najveća dozvoljena hrapavost (Rmax), najveće dozvoljeno odstupanje (hmax), željena brzina pomoćnog kretanja (VS) i materijal pripremka. Kako je softver namenjen za optimizaciju putanje alata po višekriterijumskom metodu, od korisnika se zahteva koji parametar optimizacije želi da koristi, tj da definiše vrednost svakog od njih ponaosob (wPK, wUK, wVs,). Moguće je izabrati pojedinačno ili kombinovano više kriterijuma. Predviđeno je samo uključenje/isključenje kriterijuma optimizacije, tj, dati faktori mogu imati dve brojne vrednosti, 0 (ne uključuje se parametar optimizacije) ili 1 (uključuje se parametar optimizacije). Izbor načina obrade (istosmerno/suprotnosmerno) je takođe predviđen.

2.22
Slika 3. Prozor za unos neophodnih parametara procesa obrade [6]
Ukoliko korisnik ne želi da softver sam odredi parametre procesa obrade omogućeno je manuelno definisanje parametara naredbom “Prebaci na interaktivni mod” gde korisnik sam definiše vrednost broja obrtaja, brzine pomoćnog kretanja, poprečnog koraka i prečnika alata. Aktiviranjem naredbe “Nastavi” omogućeno je generisanje parametara procesa obrade prema procedurama opisanim u [5, 6, 10]. U ovom slučaju se dešava proširenje prozora sa slike 3 sa tačno definisanim vrednostima paramatera koje korisnik može da prihvati naredbom “Prihvati” ili pak da odustane od predloženih vrednosti parametara i sam definiše prema prethodno navedenoj proceduri, slika 4.
Slika 4. Prozor sa predloženim vrednostima parametara procesa obrade [6]
2.4 Simulacija procesa obrade i generisanje optimalne putanje alata U ovom delu softver vrši geometrijsku analizu izratka i pripremka sa stanovišta određivanja mogućnosti obrade složene površine iz jednog prolaza ili uz upotrebu zahvata predobrade prema detaljnoj proceduri opisanoj u [6]. Izgled korisničkog prozora sa slike 1 nakon završetka opisanih i sprovedenih procedura je

2.23
prikazan na slici 5. U ovom radu nije razmatrana mogućnost upotrebe zahvata predobrade, već samo slučajevi gde je moguća obrada složene površine iz jednog prolaza što je i prikazano na slici 5 na primeru učitanih CAD modela izratka i pripremka.
Slika 5. Izgled prozora sa rezultatima sprovedene geometrijske analize [6]
Kada se govori o optimalnoj putanji alata softver proverava kojom bi se od tri moguće strategije kretanja alata dobila putanja koja respektuje uslov minimalizacije glavnog vremena obrade. Strategije koje su ugrađene u softver su: Obrada u jednom pravcu, ZIG-ZAG strategija i spiralna strategija, slika 6.
Slika 6. Strategije ugrađene u softver [6]
2.5 Generisanje upravljačkog koda za NC mašinu alatku
Nakon završetka simulacije procesa obrade korisniku softvera se pored generisanog NC koda daje i tekstualni izveštaj o vremenima obrade za različite strategije obrade kako bi mogao da u nekim slučajevim usled male razlike sam definiše strategiju kojom bi se kretao alat u procesu obrade. 3. ZAKLJUČAK U ovom radu je dat opis razvijenog softverskog rešenja za automatsko projektovanje tehnologije obrade delova sa složenim površinama. Softver za učitane CAD modele izratka i pripremka sam generiše optimalnu putanju alata na osnovu baze podataka ugrađene u sistem. Softversko rešenje je razvijeno pomoću softverskog paketa MATLAB i u njemu su ugrađene razvijene procedure na bazi višegodišnjih istraživanja sprovedenih na Katedri za Proizvodno mašinstvo Mašinskog fakulteta Univerziteta u Beogradu. Eksperimentalno je pokazano da je moguće generisanje upravljačkog koda primenom razvijenog softverskog

2.24
rešenja koje od korisnika ne zahteva ekspertni nivo poznavanja rada u CAM sistemi što je i najveća prednost ovog razvijenog softverskog rešenja. Takođe pomoću ovog softvera je moguće i ručno projektovanje tehnologije obrade izborom interaktivnog moda rada. 4. LITERATURA [1] Mladenovic G., Tanovic LJ., Ehmann K.F.: Tool Path Generation for Milling of Free Form Surfaces
With Feedrate Scheduling. FME Transactions, 43(1): pp. 9-15, 2015. [2] G.C. Loney, T.M. Ozsoy: NC machining of free form surfaces, Computer-Aided Design, Vol. 19 No.2,
pp. 85–90, 1987. [3] Z.L. Han, D.C.H. Yang: Iso-phote based tool-path generation for machining free-form surfaces,
Journal of Manufacturing Science and Engineering, ASME Transactions, Vol. 121 No.4, pp. 656–664, 1999.
[4] K. Suresh, D.C.H. Yang: Constant scallop height machining of free form surfaces, Journal of Engineering for Industry, ASME Transactions, Vol.116, pp. 253–259, 1994
[5] Mladenović G., Tanović Lj., Pjević M., Popović M., Obrada skulptorskih površina - razvoj CAD/CAM sistema, 40. JUPITER konferencija, 27. simpozijum CAD/CAM, Zbornik radova, ISBN 978-86-7083-893-2, s.2.27-2.32, Univerzitet u Beogradu, Mašinski fakultet, Beograd, 17-18 maja, 2016.
[6] Mladenovic G. Optimizacija putanje alata pri obradi skulptorskih površina glodanjem, Doktorska disertacija, Univerzitet u Beogradu, Mašinski fakultet
[7] URL: http://www.mathworks.com/ [8] Anderson. R.O.: Detecting and eliminating collisions in NC machining. Computer-Aided Design,
10(4), pp. 231-237, 1978. [9] Dr Goran Mladenović, Prof. dr Ljubodrag Tanović, Prof. dr Radovan Puzović, Prof. dr Biljana
Marković, dr Mihajlo Popović, Miloš Pjević, mast.inž.maš., Softversko rešenje za optimizaciju putanje alata pri obradi složenih površina glodanjem, Univerzitet u Beogradu, Mašinski fakultet, Beograd, 2016.
[10] G. Mladenovic, Lj. Tanovic, R. Puzovic, M. Pjevic, Software Solution For Automatic Choise Of Cutting Parameters In Free Form Surfaces Machining, XIV International Conference Maintenance and Production Engineering – KODIP 2017, Proceedings, ISBN 978-9940-527-51-8, pp.111-117, University of Montenegro, Faculty of Mechanical Engineering Podgorica, Budva, Montenegro, 14th-17th June, 2017.
Mladenovic G., Tanovic Lj., Puzovic R., Pjevic M., Popovic M.
THE DEVELOPMENT OF SOFTWARE SOLUTION FOR AUTOMATIC CHOISE OF
MACHINING PARAMETERS FOR FREE FORM SURFACES PARTS
Abstract
When it comes to the design and development of free form surfaces there is still a need continuously researching in this direction. It is mostly directed to determining new methods for tool path generation which will respect the requirement of minimal machining time with out decreasing of machining quality because machining time directly affects on product price. In most cases, manufacturing ingineer chose tool and machining parameters and tool path strategy, but there are softwares which consist of database built into the sistem itself. The paper present description of development software solution based on previous conducted research at the Production Engineering Department of the Faculty of Mechanical Engineering, University of Belgrade. U radu je prikazano razvijeno softversko rešenje na osnovu prethodno sprovedenih istraživanja na Katedri za proizvodno mašinstvo Mašinskog fakulteta Univerziteta u Beogradu. Ključne reči: CAD/CAM Systems, Sculptured surfaces, CNC machining, Tool path generation

2.25
41. JUPITER konferencija Beograd 2018
28. simpozijum CAD/CAM
Perić, B.,Svorcan, J., Peković, O., Simonović, A.1)
NUMERIČKA ANALIZA AERODINAMIČKIH KARAKTERISTIKA ROTORA VETROTURBINE SA HORIZONTALNOM OSOM OBRTANJA2)
Rezime
U ovom radu numerički je ispitivana vetroturbina sa horizontalnom osom obrtanja DTU 10MW. Izvršena je aerodinamička analiza referentnog rotora vetroturbine primenom metode elementa lopatice kao i metode konačnih zapremina pomoću Ansys FLUENT softverskog paketa. Kombinacijom ovih metoda omogućeno je dobijanje značajnih preliminarnih rezultata za projektovanjevetroturbina sa rotorima velikih prečnika. Ključne reči: vetroturbine, rotor, metod elementa lopatice, CFD 1. UVOD
Potreba za obnovljivim izvorima energije zauzima posebnu pažnju u poslednjih nekoliko decenija. Bitan obnovljiv izvor energije je energija vetra. Energija vetra se transformiše u mehaničku energiju pomoću vetroturbina. Mehaničkim spojem ostvarena je veza između vetroturbine i generatora. Generator transformiše mehaničku energiju u električnu. Sistem prenosa modernih vetroturbina je projektovan tako da imaju manje od 10% gubitaka dok je njihova aerodinamička efikasnost značajno povećana. Aerodinamička efikasnost vetroturbina od osamdesetih godina prošlog veka pa do danas povećana je sa 44% na 50% što je blizu teorijske granice koja iznosi 59%, prema Becovoj teoriji.
Razvojem različitih koncepata, vetroturbine se mogu podeliti na dva načina: 1) prema lokaciji na kojoj se koriste i 2) prema konstrukcionim karakteristikama. Prema lokaciji mogu biti: kopnene, na moru i vazdušne. Prema konstrukcionim karakteristikama dele se na:1) vetroturbine sa horizontalnom osom obrtanja i 2) vetroturbine sa vertikalnom osom obrtanja[1].
Danas su najviše u upotrebi vetroturbine sa horizontalnom osom obrtanja. Najčešće se izrađuju sa dve ili tri lopatice ali za veće snage najčešće se koriste tri lopatice. Prednosti ovih vetroturbina su: velika snaga, veliki stepen iskorišćenja i mali moment pokretanja što doprinosi efikasnosti sistema. Nedostaci su: složena konstrukcija, skupo održavanje generatora na velikoj visini i skupo održavanje visokih stubova. Dimenzije i snaga savremenih komercijalnih vetroturbina kreću se od 75 KW sa prečnikom rotora od 17 m pa do 7.5 MW sa prečnikom rotora preko 125 m. Snage vetroturbinakoje se razvijaju kreću se od 10-20MW[2].
U proračunu aerodinamičkih opterećenja vetroturbina koriste se različiti aerodinamički modeli. Najčešće su u upotrebi sledeći modeli: BEM(Blade Element Momentum Theory-teorije zasnovane na promeni količine kretanja i momenta količine kretanja) model, vrtložni model, teorije idealnog diska i CFD (Computational Fluid Dynamics-proračunska dinamika fluida) model.
BEM model je predložen od strane Glauert-a, kombinovanjem teorije elementa lopatice i momentne teorije lopatice.Teorija elementa lopatice podruzumeva deljenje lopatice na više nezavisnih segmenata, gde se za svaki segment lopatice za odgovarajući lokalni aeroprofil izračunava koeficijent otpora i potiska. Sumiranjem sila uzgona i otpora aeroprofila kao i sile normalne i tangencijalne na ravan rotacije dobijaju se ukupne vrednosti za svaku silu.Uvođenjem aksijalnog indukcionog faktora ai tangencijalnog indukcionog faktora a` u momentnu teoriju lopatice izračunavaju se indukovane brzine u aksijalnom i tangencijalnom
1) MSc Bojan Perić, Univerzitet u Beogradu, Mašinski fakultet u Beogradu, ([email protected]); dr Jelena Svorcan, Univerzitet u Beogradu, Mašinski fakultet u Beogradu, ([email protected]); dr Ognjen Peković, Univerzitet u Beogradu, Mašinski fakultet u Beogradu, ([email protected]); prof. dr Aleksandar Simonović, Univerzitet u Beogradu, Mašinski fakultet u Beogradu, ([email protected]) 2) U okviru ovog rada saopštavaju se rezultati istraživanja koja se sprovode na projektu TR-35035, kod Ministarstva za prosvetu, nauku i tehnološki razvoj.

2.26
pravcu. Indukovane brzine utiču na napadni ugao lopatice pa stoga dolazi do direktne promene u proračunu aerodinamičkih opterećenja pomenute teorije, slika 1.
Slika1.Analiza geometrije lopatice sa horizontalnom osom obrtanja
Izvorni BEM model[3] ima nekoliko ograničavajućih faktora, ipak glavna ograničenja ove teorije su
prevaziđena tako što su određene korekcije pozajmljene od helikoptera. Glavni nedostatak BEM modela je zanemarivanje efekta vrtložnog traga pri vrhu lopatice za indukovanu brzinu. Kako bi se korigovao ovaj nedostatak uvedene su različite korekcije. Najbolja slaganja sa eksperimentalnim rezultatima dao je Prantlov korekcioni faktor. Drugi nedostatak BEM modela je slučaj kada indukcioni faktor a dostigne vrednost veću od 0.4, gde momentna teorija prestaje da važi. U takvom slučaju se primenjuju nekoliko empirijskih modela kao što je Glauertov model, Buhlov model, Aerodinamički model i Spera model. Svi modeli pokazuju dobra slaganja sa eksperimentalnim rezultatima izuzev Spera model.
BEM model obezbeđuje rezultate visokog stepena preciznosti za kraće vreme proračuna u odnosu na ostale modele, prvenstveno kada je reč o kompletnim i pouzdanim aerodinamičkim podacima aeroprofila koji su korišćeni za lopaticu vetroturbine [4]. Iz tog razloga je BEM model korišćen.
Kako BEM model nemože da obezbedi detaljne informacije koje se odnose na vizuelizaciju i vrtložni trag, koji igraju bitnu ulogu u razvoju vetroturbine naročito u dizajnu i optimizaciji[5], razmatrani su drugi modeli.
CFD model sa razvojem računarske tehnologije poslednjih godina zauzima značajno mesto u tom pogledu.CFD model rešava hiljade jednačina kako bi obezbedio odgovarajuću vizuelizaciju oko lopatice. Takođe, jedna od prednosti CFD modela je mogućnost uvoženja 3D geometrije lopatice korišćenjem CAD alata u savremenim softverskim paketima za modeliranje.
Osnove matematičkog CFD modela su Navier-Stoksove jednačine. Za lopatice vetroturbine čija relativna brzina vetra značajno manja od brzine zvuka protok se može smatrati nestišljivim[6]. Za nestišljivo strujanje Navier-Stoksove jednačine su date formulama[7]:
(1)
u 0 (2)
Gde je u brzina strujanja, P je pritisaki je koeficijent kinematske viskoznosti.
Prilikom rešavanja Navier-Stoksovih jednačina za turbulentno opstrujavanje vetroturbine CFD model omogućava korišćenje različitih modela kao što su k-epsilon, k-omega, SST model i Spalart-Allmaras model.
Osnovni nedostatak CFD modela je dugo vreme proračuna i zahtevan računarski resurs. Sa druge strane CFD model obezbeđuje precizne rezultate uključujući viskozne efekte i proračun složene geometrije. Iz tog razloga kako bi se otklonili nedostaci BEM modela iskorišćen je CFD model za proračun lopatice za jednu brzinu vetra uz korišćenje vizuelizacije za kvalitetan prikaz raspodele brzine i raspodele pritisaka duž lopatice.U radu su pomenuti modeli primenjeni na referentnu vetroturbinu DTU 10 MW [8].
Rad je koncipiran u sledećim koracima: uvod, model vetroturbine, numerička postavka, analiza rezultata i zaključak.

2.27
2. MODEL VETROTURBINE
Prema izveštaju za DTU 10MW vetroturbinu [8] dati su glavni parametri u tabeli 1. Tabela 1.Glavni parametri vetroturbine DTU 10MW
Parametri Vrednosti Jedinica Procenjena snaga vetroturbine 10 MW Broj lopatica 3 - Prečnik rotora 178,3 m Nominalna brzina vetra 11,4 m/s Nominalna ugaona brzina rotora 9,6 RPM
Geometrija lopatice uključuje aeroprofile izFFA-W3 serije, počev od korena lopatice sa FFA-W3-600GF,
FFA-W3-480GF, FFA-W3-360, FFA-W3-301, FFA-W3-241 pa do kraja lopatice sa NACA 0015. 3. NUMERIČKA POSTAVKA 3.1. BEM model
Za proračun BEM modelom korišćen je softverski paket QBlade. Ulazni podaci obuhvataju sve geometrijske parametre duž razmaha lopatice kao i broj lopatica. Aerodinamičke karakteristike aeroprofila za lokalne vrednosti Rejnoldsovog broja proračunate su u opsegu napadnih uglova α od -32° do +32° metodom panela a potom ekstrapolirane u opsegu od -180° do +180°. Za sve aeroprofile pri određivanju polara pretpostavljen je Mahov broj M 0, tj. zanemaren je uticaj stišljivosti.
Proračun aerodinamičkih performansi vetroturbine izvršen je za različite kombinacije brzine vetra u opsegu od 5m/s do 25 m/s, ugaone brzine rotora u opsegu 6 do 9.6 RPM i ugla zakretanja lopatice u opsegu od 2° do 22°.
Na osnovu tih ulaznih podataka dobijeni su rezultatiza koeficient snage (Cp), koeficijenta potiska (Ct), potisaka (T) i snaga (P), koji su upoređeni sa podacima referentne vetroturbine.Dobijeni rezultati su prikazani na slici 3. 3.2 CFD model
Za proračun CFD modelom, korišćenjen je kruti model lopatice u softverskom paketu ANSYS FLUENT [10]. Geometrija lopatice je uvežena kao 3D model i kreiranje solid u mm. Kako je geometrija vetroturbine osno simetrična, potrebno je modelirati samo jednu trećinu geometrije kontrolne zapremine odnosno vršiti proračun strujanja duž strujne cevi čiji je poprečni presek kružni isečak ugla 120°. Ovim pristupom se značajno smanjuje vreme proračuna. Vetroturbina je simetrična u odnosu na centar rotacije, zbog čega je korišćen model jedne lopatice u segmentu radijalne strujne cevi sa periodičnim stranama u cilju smanjenja vremena proračuna. Proračunski domen i granice za model su dati na slici 2.
Slika 2. Proračunski domen i granični uslovi za CFD model

2.28
Proračunski domen strujne cevi definisan jeradijusom od 260 mm sa odstojanjem 160 mm od lopatice i radijusom od 520 mm sa odstojanjem 320 mm od lopatice. U ovom slučaju brzina vetra, ugao zakretanja lopatice i ugaona brzina iznose: 11 m/s, 0° i 8.836 rpm. Za proračunski domen formirana je hibridna mreža. Hibridna mreža je kombinacija strukturirane i nestrukturirane mreže. Mrežom je definisan granični sloj oko geometrije lopatice. Kako bi proračun bio precizan i brži, veličine ćelija za proračunski domen je različit u kontrolnoj zapremini. U tom smislu postoje dva načina kontrole mreže, kao globalna i lokalna. Za globalnu kontrolu mreže definasana je srednja veličina ćelije koja se odnosi na centralni deo proračunskog domena. Za lokalnu kontrolu mreže definisano je: poklapanje čvorova na periodičnim stranama, veličina ćelije na lopatici, geometrija ćelije graničnog sloja i manja zapremina oko lopatice.
Mreža proračunskog domena predstavljena je tetraedrima i heksaedrima za granični sloj. Minimalna veličina ćelije za proračunski domen na globalnom nivou je 0.2mm a maksimalna 57 mm. Mreža se sastoji iz 5093246 elemenata.
Korišćen je turbulentni modelk-ω SST [9] u podzvučnoj zoni i pri tome su uzeti parametri za vazduh gde gustina fluida iznosi 1.225kg/m2,a viskoznost μ = 1.78406e-05. Proračun je ograničen na 2000 iteracija.
4. ANALIZA REZULTATA 4.1. Primena BEM modela
Na slici 3, prikazano je poređenje rezultata referentne vetroturbine sa rezultatima dobijenim primenom
BEM modela.
Snaga u funkcijibrzinevetra poređenasareferentnomlopaticomi BEM modelom
Potisak u funkcijibrzinevetraporedjenasareferentnomlopaticomi
BEM modelom
Koef. snage u
funkcijibrzinevetraporedjenasareferentnomlopaticomi BEM modelom
Koef.potiska u funkcijibrzinevetraporedjenasareferentnomlopaticomi
BEM modelom
Slika3.Poređenjerezultatadobijenih BEM modelomsarezultatimareferentnelopatice
Na slici 3, prikazano je poređenje rezultata referentne vetroturbine sa rezultatima dobijenim primenom BEM modela. Analize sa rasponom brzina od 5 m/s do 25 m/s urađene su u funkciji snage, potiska, koeficijenta snage i koeficijenta potiska kako bi se pronašao radni režim lopatice za određenu brzinu. Dijagram snage lopatice i koeficijenta snage pokazuje da se javljaju odstupanja za brzinu vetra od 11 m/s do

2.29
16 m/s, ne veće od 5%. Dijagram potiska i koeficijenta potiska pokazuju manja odstupanja za radni režim lopatice do 11.4 m/s. 4.2. Primena CFD modela
Proračun CFD modelom prikazuje dobijenu raspodelu pritisaka oko aeroprofila u ravnima duž lopatice na odstojanju od 30 m, 60 m i 85 m mereno od korena lopatice, slika 4.
30 m od korena lopatice
60 m od korena lopatice
85 m od korena lopatice
Slika 4.Raspodelapritiska u ravni
Na slici 5, može se videti da lokalna brzina duž lopatice raste sa povećanjem prečnika lopatice.
Maksimalna dobijena brzina je 65 m/s koja se nalazi pri vrhu lopatice za pitch ugao propinjanja (pitch angle=0°). Dobijena snaga za brzinu vetra υ=11m/s iznosi 9854.60 KW što predstavlja odstupanje od 2.8% za dobijenu snagu prema zvaničnom izveštaju za referentnu vetroturbinu sa horizontalnom osom obrtanja DTU 10 MW. Na slici 6, prikazana je raspodela brzina duž lopatice za brzinu vetra 11m/s.
Slika 5.Raspodelapritiskaduž lopatice

2.30
Slika 6.Raspodelabrzinaduž lopatice za brzinu vetra 11 m/s
5. ZAKLJUČAK Ovaj rad pokazuje dobijanje brzih preliminarnih rezultata snage, potiska, koeficijenta snage, koeficijenta
potiska i raspodela pritisaka duž lopatice vetroturbine sa velikim prečnikom rotora. Iz dobijenih rezultata izvedeni su sledeći zaključci: Rezultati pokazuju da je radni režim vetroturbine između 11 m/s i 12 m/s; BEM model ne uključuje viskoznost fluida, dok CFD model taj nedostatak otklanja sa dobijenim
rezultatima koji su manji od 2.8% u odnosu na razultate iz izveštaja za referentnu vetroturbinu; Pokazano je da se BEM i CFD modeli dopunjuju u preciznosti i tačnosti dobijenih rezultata; BEM model pokazuje da dobijene aerodinamičke karakteristike lopatice vetroturbine prate referentne
vrednosti sa odstupanjem koja nisu veća od 5%; Procentualna odstupanja kod sile potiska su manja nego kod snage za radni režim vetroturbine koji
potvrđuje proračun CFD modelom; 6. LITERATURA [1] Manwell, J. F., McGowan, J. G., and Rogers, A. L.: Wind energy explained: theory, design and application, John Wiley and Sons, 2010. [2] Premalatha, M., Tasneem A., and S. A. Abbasi: Wind energy: Increasing deployment, rising environmental concerns,Renewable and Sustainable Energy Reviews, vol.31, pages270-288, 2014. [3] Glauert, H.: Airplane propellers, Aerodynamic theory, Springer, Berlin, Heidelberg, pages 169-360, 1935. [4] Wang, L., Liu, X., and Kolios, A.: State of the art in the aeroelasticity of wind turbine blades: Aeroelastic modelling, Renewable and Sustainable Energy Reviews, vol. 64, pages 195-210, 2016. [5] Tu, Jiyuan, Guan-HengYeoh, and Chaoqun Liu, Computational fluid dynamics: a practical approach, Butterworth-Heinemann, 2018. [6] Sanderse, B.: Aerodynamics of wind turbine wakes, Energy Research Center of the Netherlands (ECN), ECN-E–09-016, Petten, The Netherlands, Tech. Rep 5, no. 15: 153, 2009. [7] Quartapelle, Luigi.:Numerical solution of the incompressible Navier-Stokes equations. vol. 113. Birkhäuser, 2013. [8] Bak, C., Zahle, F., Bitsche, R., Kim, T., Yde, A., Henriksen, L. C, Natarajan, A., and Hansen, M.: Description of the DTU 10 MW Reference Wind Turbine, DTU Wind Energy Report-I-0092, 2013. [9] Menter, F. R.: Zonal two-equation k−ω models for aerodynamic flows, AIAA paper 93-2906, 1993. [10] INC, A. F.: Fluent 15.0, Help-Theory guide, Fluent Inc., 2012.
Perić, B.,Svorcan, J., Peković, O., Simonović, A.
NUMERICAL ANALYSIS OF AERODYNAMIC CHARACTERISTICS OF AN
HORIZONTAL AXIS WIND TURBINE ROTOR Abstract: In this paper the DTU 10MW HAWT was tested. An aerodynamic analysis of the reference rotor wind turbine was performed using the blade element method as well as finite volume methods using the Ansys FLUENT software package.This method provided a procedure which is determined by obtaining the preliminary fast results of the design of wind turbines with rotors of large diameters. Keywords: wind turbines, rotor, Blade Element Method, CFD

2.31
41. JUPITER konferencija Beograd 2018
28. simpozijum CAD/CAM
Tanović D., Baltić M., Perić B.1), Kapor N.2)
SIMULACIJA VETROTURBINE SA VERTIKALNOM OSOM OBRTANJA
Rezime
Izrada geometrijskog CAD modela izvršena je u CATIA V5 programskom paketu i za definisanu geometriju izvršena je aerodinamička analiza u programu QBlade baziranom na teoriji elementa kraka lopatice. Analizom dobijenih rezultata prikazani su pokazatelji efikasnosti ispitivanog tehničkog rešenja male vetroturbine sa vertikalnom osom, pri generisanju električne energije iz obnovljivog izvora- vetra. Ključne reči: Aeroprofil,Vetroturbina, QBlade, Catia V5, Simulacija 1.UVOD
Permanentan razvoj nauke dovodi do razvoja novih proizvodnih sistema koji zahtevaju potrebu za novom količinom energije, ali istovremeno ti novi proizvodni sistemi svoja konstruktivna rešenja usmeravaju ka mikro i nano tenologijama, pre svega radi manje utroška energije. S druge strane, zahtevi u pogledu zaštite čovekove okoline predstavljaju nove principe u pogledu procentualnog učešća energetskih izvora u ukupnom bilansu zemlje. Treba očekivati u budućnosti da će doći do smanjenja proizvodnje energije iz čvrstih izvora ( uglja ) u korist solarnih izvora, biorazgradivih masa kao i vetra [1].
Naša zemlja poseduje veliki broj lokacija na kojima je moguće instalisati vetroturbine i time značajno podići energetski bilans zemlje. Postoje dva osnovna kriterijuma podele vetroturbina i to:
a) Prema lokaciji- morske, kopnene i vazdušne; i b) Prema položaju ose obrtanja – horizontalne (HAWT) i vertikalne (VAWT). Vetroturbine sa horizontalnom osom obrtanja imaju horizontalno postavljeno vratilo rotora i
elektrogenerator na vrhu tornja. Najčešće se izrađuju sa 2 ili 3 lopatice, najviše su u upotrebi i moraju biti usmerene ka vetru.Vetroturbine sa vertikalnom osom obrtanja su drugačijeg konstrukcionog oblika. Mogu biti otpornog i uzgonskog tipa. Prvi tip turbina se bazira na principu korišćenja aerodinamičke sile otpora, a u literaturi nose i naziv po pronalazaču Savonijusove turbine. Lopatice ove vetroturbine u preseku imaju oblik slova „S“. Uzgonski tip je mnogo zastupljeniji, a među najpoznatijim je Darijusov sa aeroprofilisanim lopaticama koje su vertikalno postavljene u odnosu na rotirajuću osu. Za razliku od HAWT jednostavnije su konstrukcije. Zato se sve više ovaj tip turbina ispituje [2]. Mana je što im je raspored masa većim delom koncentrisan na periferiji, zbog čega čitav sistem mora biti izdržljiviji i teži. Postoji još i Darijusov „H“ dizajn, zatim cikloturbine i uzgonska vetroturbina sa helikoidnim dizajnom.Tokom prethodne tri decenije se najviše radilo na razvoju i ispitivanju HAWT, a time je i njihova zastupljenost na nivou od oko 90% svih instaliranih.Najveći nedostatci ovih turbina predstavljaju buku koju proizvode i veliki prostor koji zauzimaju. Ove turbine se ne mogu postaviti jedna do druge već se moraju udaljiti. Kao alternativa se koriste vetroturbine sa vertikalnom osom obrtanja koje proizvode manju buku i kod kojih je generator lociran na zemlji [3]. Cena dosta utiče jer su VAWT mnogo jeftinije [4].
¹) Dragoljub Tanović, B.Sc., Mr Marija Baltić, dipl.inž ; Bojan Perić, M. Sc., Univerzitet u Beogradu, Mašinski fakultet; ²) Doc.dr Nenad Kapor, Megatrend univerzitet

Takođe vetroturbina
2.MODELI
Posse došlo do vetroturbinaNavode i zaje strukturnvetra, talasatranslatornoobuhvatila jplutajuće plplutajućih p[2], koriste granični sldvodimenzivertikalne tpokazali dadeflektora aerodinamičsposoban davarijacija puticaj deflektrodimenziose dođe do turbine značrad turbine lopatice, pruvećava sa
blizina ne a sa horizont
IRANJE VE
stoji veliki broptimalnih k
a. Zbog konsadatke koje ji model i veća, gravitaciono i rotacionoje ulazne molatforme. Replatformi, odLarge Eddy
loj u vidu ionalnu numturbine. Polja se koeficijna povećančkih uticaja a indukuje vpoložaja defktora na rad onoj hidrodikorelacije učajno utiču psa horizonta
rečnika 10msmanjenjem
utiče na njitalnom osom
Slika
ERTIKALN
roj istraživankonstruktivnstrukcijske sle potrebno rći broj koordno, centrifug, a zatim pri
odele: ulaznoezultati modednosno za bo
Simulation zlamele i n
meričku simulje strujnog tjent snage u
nje izlazne i strujnog t
vetar sa većoflektora dovo
VAWT. Koinamici, a zaticaja deflek
parametari delnom osom.
m i snage genindeksa vetr
ihov rad pam. Na slici 1 s
1.Šematski p
NE VETRO
nja u domennih rešenja. Tloženosti zarešiti sa aspekdinatnih sistegalne sile i siimenjena proog vetra, rotoeliranja moguolje razumevaza razjašnjennjegov uticlaciju koja otoka obuhvaumanjuje sa snage VAW
toka deflektoom brzinom odi do povećorišćene su dtim dobijeniktora na izlaeflektora. Li Razmatran jneratora od ra.
2.32
a se na istomsu prikazane
prikaz HAW
TURBINE
nu modeliranjTako autori [a sada su samkta karakteriema kojima sile inercije) iogresivna iteora vetroturbu se koristitianje mehaniznje fenomenaaj kao pob
obuhvata polatilo je razli
povećanjemWT. Sprovelora na promu oblasti pobćanja koeficidve kontra ro rezultati pot
aznu snagu tui dr. [6], istre faktor rasp30 kW. Re
m prostoru obe vrste tur
WT i VAWT tu
ja i simulaci1], smatraju
mo u fazi ispiistika opterećse opisuju kai kretanja. Seracija za rebine, talasa, gi za analizu ozma rada, pra prisutnih nbudna veličilje strujnog tčit položaj
m broja otvoli su labora
menu izlazne bude, čak i dijenta snage-otirajuće VAtvrđeni i krourbine. CFDraživali su upodele brzinezultati su po
može postarbina sa osno
urbina
ija vetroturbida je budućn
itivanja bez kćenja i kretanarakteristike loženo kretašavanje istoggeneratora, popterećenja rojektovanje a rotoru i samina. Autori toka i upravli broj otvorora. Autori atorijska istr
snage. Pokado 25%. Eks- do 7.4 %.
AWT-e i defloz eksperimenD analiza ukauticaj intenzite vetra u pravokazali da s
aviti više zaovnim eleme
ina prevashonost u razvojkomercijalninja. Kao prvopterećenja
anje je transfg. Numeričkpretvarača (k
i karakteristi upravljanjemoj turbini.
u radu ljanje tokom
ra, s tim da [4], su istraraživanja i azalo se da speriment jeAutori [5] sektor koji jent. Cilj istraž
azuje da na pteta turbulenvcu HAWT tse intenzitet
a razliku odentima.
odno kako biju plutajućihih aplikacija.
vo, predložen(opterećenje
formisano naka simulacijakonvektora) itika kretanjae. Posa, i dr.Istraživan je[3], koriste
m na primerusu rezultati
aživali uticajmodeliranjaje deflektor
e pokazao dasu istraživalie simuliran uživanja je daproizvodnostncije vetra naturbine sa triturbulencije
d
i h . n e a a i a . e e u i j a r a i u a t a i e

2.33
Snaga vetroturbine se može odrediti:
· · · · · · · · · (1)
gde su: gustina vazduha koja iznosi 1,225 ( kg/m³)
površina koja se kod vetroturbina sa vertikalnom osom obrtanja dobija kao proizvod prečnika (D) i visine lopatice (h)
brzina vetra
koeficijent snage
Za turbine je bitan i koeficijent rada (Tip Speed Ratio) koji se obeležava sa λ i predstavlja odnos između tangencijalnebrzine na vrhu lopatice i brzine vetra [5]:
· (2)
gde je: ugaona brzina
Da bi se procenila sama efikasnost vetroturbine neophodna su nam još 2 bitna parametra a to su koeficijent momenta obrtanja i koeficijent snage .
. · · · · (3)
. · · ·
·
. · · · (4)
(5)
Istraživanja su pokazala da se vetroturbine sa 2 ili 3 lopatice najviše koriste [6] jer daju najbolji stepen iskorišćenja koeficijenta snage vetra koji ne sme da prelazi 0,593 (Becov limit). Takođe kod vetroturbina sa vertikalnom osom obrtanja se najčešće koriste simetrični aeroprofili. Zbog toga je usvojen NACA 0018 aeroprofil dužine tetive 0,15m (slika 2).
Slika 2. Aeroprofil lopatice-NACA 0018
Finesa je međusobni odnos aerodinamičkih sila uzgona i otpora. Predstavlja broj koji pokazuje koliko puta je koeficijent sila uzgona (Cl) veći od otpora (Cd) pri nekom napadnom uglu. Povećanjem napadnog ugla uzgona povećava se i finesa sve do jednog određenog napadnog ugla na kojem dostiže svoju maksimalnu vrednost, dok se daljim povećavanjem napadnog ugla finesa smanjuje. Kriva (slika 3) predstavlja finesu datog aeroprofila.
Polara predstavlja međusobni odnos koeficijenata aerodinamičkih sila uzgona i otpora (slika 4).

2.34
Slika 3. Finesa aeroprofila Slika 4. Polara aeroprofila
Na slici 5 se može videti kriva koeficijenta momenta propinjanja u funkciji od napadnog ugla pri Rejnoldsovom broju od 325 000 i Mahovom brojuod 0,03. Slike 6 i 7 nam prikazuju krive uzgona i otpora.
Slika 5. Kriva promene / Slika 6. Kriva uzgona Slika 7. Kriva otpora
Kada se dobiju zadovoljavajući rezultati za aeroprofil može se uz usvojene početne vrednosti
odrediti snaga koju će vetroturbina imati pri brzini vetra od 10 . Početni koncept vetroturbine je dat na slici
8.
Slika 8. Usvojene dimenzije lopatice i prečnika vetroturbine
Naredni dijagram je jedan od najbitnijih i on pokazuje koeficijent snage u zavisnosti od koeficijenta rada λ. Može se primetiti da daje zadovoljavajuće rezultate pri , λ 4 (slika 10).
Preko ovog dijagrama i formule (2) se može naći ugaona brzina koji iznosi 40 ili 382 .

Na mogu videti
Obeležena k
zaključuje d
Uz definisatako da se s
3. ZAKLJ
Savremeni ksavremenih prednostima
Slika 10.
kraju aerodi da se pri br
kriva ima ug
da i vetroturb
S
anje neophodsnaga prenos
Slika 12
JUČAK
koncept projračunarskih
a i nedostatc
Dijagram p
inamičkog przini vetra d
gaonu brzinu
bine malih di
Slika 11.Fun
dnih paramesi ka alternat
2.Izgled VAW
jektovanja prh alata uz cima. Na osn
romene koef
proračuna doobijaju krive
uod 380 o/mi
imenzija mog
nkcija prome
etara mogućetoru koji je o
WT
roizvoda poduzimanje u
novu literatur
2.35
ficijenta snag
obijamo odnoe koje predst
ini na brzini
gu opravdati
ene snage u z
e je izmodeldvojen od ve
Slik
drazumeva nobzir posto
rnih izvora p
ge u zavisnos
os dobijene tavljaju snag
vetra od 10
i primenu u p
zavisnosti od
lirati vetrotuetroturbine (S
ka 13.Veza s
neophodne projeća izvedepotrebno je r
sti odkoeficij
snage i brzigu sa različiti
ima snagu
praksi.
d brzine vetra
urbinu sa verSlike 12 i 13
sa alternatoro
roračune i prena konstrurealizovati na
jenta rada
ine vetra. Naim rotacionim
u od 1,050KW
a
rtikalnom os3).
om
rovere, odnouktivna rešenaredne projek
a slici 11 sem brzinama.
W, a time se
som obrtanja
sno primenunja sa svimktne korake:
e .
e
a
u m
:

2.36
definisati aplikaciju; sistem analizu izvedenih rešenja; izabrati topologiju; definisati okvirna opterećenja; dizajn; predvideti performanse; ekonomsku analizu; izradu prototipa i ispitivanje istog.
U radu je razmatrano konstruktivno rešenje aeroprofila lopatice male vetroturbine i njegov uticaj na promenu koeficijenata sila uzgona (Cl) i otpora (Cd) i snage (Cp). Na osnovu njihovih optimalnih rešenja predložen je mogući model konstruktivnog rešenja.
4. LITERATURA
[1] Dai J., Hu W., Yang X., Yang S.: Modeling and investigation of load and motion characheristics of offshore floating wind turbines, Ocean Engineering 159 (2018) 187-200 [2]Jin X., Wang Y., Ju W., He J., Xie S.: Investigation into parameter influence of upstream deflector on vertical axis wind turbines output power via three-dimensional CFD simulation, Renewable Energy 115(2018)41-53 [3] Posa A., Balaras E.: Large Eddy Simulation of an isolated vertical axis wind turbine, Journal of Wind Engineering & Industrial Aerodynamics 172(2018) 139-151 [4] Zhu H., Hao W., Li C., Ding Q.: Simulation on flow control strategy of synthetic jet in an vertical axis wind turbine, Aerospace Science and Technology 77(2018)439-448 [5]Wong K.H., Chong W.T., Sukiman N.L., Shiah Y.-C., Poh S.C., Sopian K., Wang W.-C., Experimental and simulation investigation into the effects of a flat plate deflector on vertical axis wind turbine, Energy Conversion and Management 160(2018)109-125 [6] Li Q., Maeda T., Kamada Y., Mori N., Investigation of wake characteristics of a Horizontal Axis Wind Turbine in vertical axis direction with field experiments, Energy 141(2017)262-272
Tanović D., Baltić M., Perić B.1), Kapor N.2)
SIMULATION WIND TURBINE WITH VERTICAL-AXIS OF ROTATION
Abstract:In this paper production of CAD model was made in CATIA V5 program package and for defined geometry, aerodynamic analysis was made in QBlade program based on blade element theory. The analysis of the obtained results are shown indicators of efficiency of tested technical solution for small vertical-axis wind turbine (VAWT) when generating electricity from renewable source- wind. Key words: Airfoil, Wind turbine, QBlade, Catia V5, Simulation

41. JU
41st
ZBOP
UPITERsa međun
JUPITEwith fo
ORNPROC
37.
NU * R
Beo
R KONFnarodnim
ER CONreign part
IK RCEED
simpozij
ROBOTI
ograd, jun 2
FERENm učešćem
NFERENticipants
RADODINGS
jum
I * FTS
018.
NCIJA m
NCE
OVAS

NU – ROBOTI –FTS
NC - ROBOTS – FMS
Dimić, Z., Milutinović, D., Živanović, S., Mitrović, S., Kvrgić, V.
METOD KONFIGURISANЈA UPRAVLJAČKOG SISTEMA OTVORENE ARHITEKTURE REKONFIGURABILNE ROBOTSKE ĆELIJE ZA OBRADU ............................................................... 3.1
Hasan, S. M., Ivanov, T., Simonović, A., Baltić, M., Svorcan, J.
EKSPERIMENTALNO ISPITIVANJE 3D ŠTAMPANIH DELOVA PRIMENOM DIGITALNE KORELACIJE SLIKA .............................................................................................................................. 3.8
Jokić, A., Petrović, M., Miljković, Z., Babić, B.
METAHEURISTIČKI ALGORITMI OPTIMIZACIJE U TERMINIRANJU ROBOTIZOVANOG UNUTRAŠNJEG TRANSPORTA MATERIJALA ............................................................................... 3.14
Papić, S., Velić, S., Hatarić, A., Manojlović, N.
ANALIZA GREŠAKA KOD LASERSKOG SJEČENJA METALA .................................................... 3.23
Ranđelović, S., Mladenović, S., Milutinović, M.
FEM ANALIZA ALATA ZA PROBIJANJE I PROSECANJE ............................................................. 3.29
Škondrić, S., Grujić, V., Lazarević, D., Joksić Urošević, B., Marković, S.
EKSPERIMENTALNO ISPITIVANJE KVALITETA MATERIJALA ZA IZRADU VRATILA SA ZUPČANIKOM BOČNOG PRENOSA TEŠKOG OKLOPNOG SREDSTVA..................................... 3.33
Tabaković, S., Knežev, M., Zeljković, M., Živanović, S., Štrbac, B.
ANALIZA I VERIFIKACIJA OBRADE SLOŽENIH GEOMETRIJSKIH POVRŠINA OPERACIJOM TROOSNOG GLODANJA NA NU MAŠINAMA ALATKAMA ......................................................... 3.39
Vasilić, G., Živanović, S.
ANALIZA RADNOG PROSTORA REKONFIGURABILNOG ČETVTOOSNOG MEHANIZMA SA HIBRIDNOM KINEMATIKOM ZA PROCES OBRADE SEČENJA ŽICOM ..................................... 3.45
Vorkapić, M., Ivanov, T., Alsabri, A., Simonović, A.,
PREDIKCIJA BRZINE VETRA NA TERITORIJI LIBIJE PRIMENOM VEŠTAČKIH NEURONSKIH MREŽA ................................................................................................................................................... 3.54
Živanović, S., Slavković, N., Milutinović, D.
METODOLOGIJA PROGRAMIRANJA ROBOTA ZA OBRADU NA BAZI
STEP-NC PROTOKOLA ........................................................................................................................ 3.60
NAZAD

3.1
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Dimić, Z., Milutinović, D., Živanović, S., Mitrović, S., Kvrgić, V. 1)
METOD KONFIGURISANЈA UPRAVLJAČKOG SISTEMA OTVORENE
ARHITEKTURE REKONFIGURABILNE ROBOTSKE ĆELIJE ZA OBRADU2)
Rezime U radu je prikazan metod konfigurisanja/rekonfigurisanja upravlјačkog sistema otvorene arhitekture rekonfigurabilnih robotskih ćelija za obradu. Na primeru rekonfigurabilnog upravlјačkog sistema koji je razvijen primenom softverskih alata i tehnologija otvorene arhitekture, posredstvom dijagrama za modelovanje dinamičkih procesa definisane su aktivnosti sistem-integratora/korisnika u toku konfigurisanja/rekonfigurisanja upravlјačkog sistema, a uspostavlјene su i relacije između softverskih i hardverskih komponenata upravlјanja. Ključne reči: upravljački sistem, rekonfigurabilnost, otvorena arhitektura, robot za obradu 1. UVOD Ideja da se postojeći CAD/CAM sistemi koriste za programiranje robota u G-kôdu za višeosnu obradu rezanjem navodi na razvoj upravlјačkog sistema koji treba korisniku da omogući emulaciju različitih 5-osnih mašina alatki robotima vertikalne zglobne konfiguracije. S obzirom na činjenicu da upravlјački sistem svojom rekonfigurabilnošću treba da pokrije više konfiguracija robotskih ćelija za obradu, ali i da omogući integratorima sistema da sami kreiraju nove konfiguracije, odgovarajući softverski upravlјački moduli, kao što su kinematički moduli, interfejs moduli i sl., moraju biti dostupni za modifikaciju i/ili proširenje. Uz činjenicu da mogućnost konfigurisanja i rekonfigurisanja upravlјanja zavisi od otvorenosti, modularnosti i skalabilnosti upravlјačke arhitekture [1], u ovom radu je data metoda konfigurisanja/rekonfigurisanja softverski orijentisanog upravlјačkog sistema robota za obradu, realizovanog primenom softverskih alata i tehnologija otvorene arhitekture, uz razvoj algoritama i softverskih funkcija upravlјanja. 2. KONCEPT RAZVOJA REKONFIGURABILNOG UPRAVLJAČKOG SISTEMA ROBOTA ZA
OBRADU Realizacija upravlјačkog sistema robotskih ćelija za obradu se u predmetnom radu zasniva na primeni sopstvenih algoritama upravljanja, softverski implementiranih korišćenjem OROCOS (Open RObot COntrol Software) alata otvorene arhitekture. Otvorenost arhitekture je sve prisutnija u oblasti upravlјanja robotima i mašinama alatkama. Na sličan način na koji je uticala na revolucionaran rast industrije personalnih računara (PC), otvorenost utiče na razvoj i širenje primene industrijskih robota. Prema IEEE 1003.0 (Institute of Electrical and Electronics Engineers) [2] modelu, otvoreni sistem je definisan kao sistem koji omogućava da se aplikacije implementirane na odgovarajući način mogu izvršavati na hardverskim platformama različitih proizvođača, komunicirati sa drugim sistemskim aplikacijama i omogućiti konzistentni način interakcije sa korisnikom. Prema usvojenom konceptu u ovom radu, razvoj rekonfigurabilnog upravlјačkog sistema zasniva se na: 1) Dr Zoran Dimić, dipl. inž. el., Lola institut d.o.o., Beograd, ([email protected]), prof. dr Dragan Milutinović, Univerzitet u Beogradu, Mašinski fakultet, ([email protected]), prof. dr Saša Živanović, Univerzitet u Beogradu, Mašinski fakultet, ([email protected]), Stefan Mitrović, mast. inž. maš., Lola institut d.o.o., Beograd, ([email protected]), dr Vladimir Kvrgić, dipl. maš. inž, Institut „Mihajlo Pupin“, ([email protected]) 2) U okviru ovog rada saopštavaju se rezultati istraživanja koja se sprovode na projektima: TR_35023: Razvoj uređaja za trening pilota i dinamičku simulaciju leta modernih borbenih aviona i to 3-osne centrifuge i 4-osnog uređaja za prostornu dezorijentaciju pilota i TR_35022: Razvoj nove generacije domaćih obradnih sistema, koji finansijski podržava Ministarstvo prosvete, nauke i tehnoločkog razvoja

3.2
Sopstvenom razvoju kompilatora programa obrade (G-kôda, STEP-NC-a); Sopstvenom razvoju interpolatora; Implementaciji razvijenih kinematičkih modula; Primeni softverskih alata otvorene arhitekture za kreiranje i sinhronizaciju upravlјačkih modula ili
realizaciju sopstvenih alata; Primenu softverskih alata otvorene arhitekture za odabir i povezivanje upravlјačkih modula, odnosno
konfigurisanje i rekonfigurisanje sistema ili realizaciju sopstvenih alata; Operativnom sistemu računara otvorene arhitekture za rad u realnom vremenu; Računarskoj hardverskoj platformi otvorene arhitekture.
Razvoj upravlјačkog sistema na bazi softverskih alata i hardverskih tehnologija otvorene arhitekture, uz razvoj algoritama upravlјanja, omogućava precizno ispunjenje zahteva korisnika, kako u pogledu performansi sistema, tako i po pitanju izgleda i strukture korisničkih interfejsa, kao i verifikacionih softverskih alata. Kako procedura rekonfigurisanja mora biti praćena odgovarajućim testovima i simulacijama u cilјu potvrde funkcionalnosti i bezbednosti novoformirane konfiguracije, uz konfiguracioni interfejs i odgovarajući verifikacioni softverski alati moraju biti integralni deo rekonfigurabilnog upravlјačkog sistema. 3. PRIKAZ MORFOLOŠKOG METODA ZA KONFIGURISANјE I REKONFIGURISANјE
UPRAVLjAČKOG SISTEMA NA BAZI OROCOS-A OROCOS [3] je nastao kao rezultat evropskog projekta pokrenutog 2001. godine na belgijskom Katoličkom univerzitetu u Luvenu, uz učešće Laboratorije za analizu i arhitekturu sistema (CNRS/LAAS) iz Francuske i švedske laboratorije KTH (Kungl Tekniska Högskolan). Pored ovih institucija, na razvoju i dizajnu OROCOS-a učestvuju i mnoge druge laboratorije i instituti. Osnovni cilј projekta je razvoj modularnog softverskog okruženja (eng. framework) otvorene arhitekture (open-source) koje pruža funkcionalnu osnovu za implementaciju upravlјačkih sistema robota. OROCOS je realizovan kao softverski sistem, nezavisan od platforme i aplikacije koju implementira, sa sledećim karakteristikama: Otvorenost i dostupnost softverskog sistema za proučavanje, upotrebu i modifikacije; Modularanost i fleksibilnost koja pruža mogućnost korisnicima da izgrade svoj sistem po želјi, a
programerima da doprinesu izgledu komponenata, bez potrebe za detalјnim sagledavanjem suštine celokupnog softverskog sistema;
Nezavisnost od komercijalnih proizvođača robota, ali i kompatibilnost sa robotskim sistemima nekoliko evropskih proizvođača;
OROCOS softverski sistem čine sledeće softverske biblioteke, slika 1: RTT (Real-Time Toolkit), koja sama po sebi ne predstavlјa aplikaciju, već obezbeđuje infrastrukturu i
funkcionalnosti za razvoj aplikacija za upravlјanje u C++. Naglasak je na real-time, on-line interaktivnim aplikacijama baziranim na komponentama. RTT se oslanja na real-time kernel matičnog operativnog sistema i enkapsulira ga svojim real-time aplikativnim interfejsom.
OCL (OROCOS Component Library) obezbeđuje biblioteku sa ograničenim brojem komponenata već spremnih za upotrebu. Neke komponente mogu da posluže kao primer, a neke implementiraju veoma kompleksne algoritme uz korišćenje RTT-a;
KDL (Kinematics and Dynamics Library) je C++ biblioteka koja omogućava numeričko izračunavanje kinematike serijskih mehanizama u realnom vremenu.
BFL (Bayesian Filtering Library) obezbeđuje aplikaciono nezavisni okvir za realizaciju dinamičkih Bajesovih mreža, npr. rekurzivnu obradu i estimaciju algoritama zasnovanih na Bajesovoj teoremi (Kalmanovi filtri, itd.).
Izgradnja rekonfigurabilnog upravlјačkog sistemana na bazi OROCOS-a, o kome je reč u predmetnom radu, podrazumevala je kreiranje softverskih komponenata različite hijerarhijske pripadnosti u upravlјačkom sistemu [4]. Pojedinačni funkcionalni blokovi su implementirani u kontekstu komponente uz definisanje aplikativnog interfejsa, slika 2. To podrazumeva da su svi upravlјački algoritmi implementirani u okviru izvršnog sistema OROCOS komponente, uz realizaciju servisnih funkcija i tokova podataka pripadajućih elemenata aplikativnog interfejsa.

3.3
Osnovna konfiguracija za upravlјanje rekonfigurabilnom robotskom ćelijom za obradu u realnom vremenu sadrži sledeći skup komponenata: Interpreter međukoda (P-kôda) sa odabranim modulima interpolatora - generatorPos; Kinematički modul - kinematics; Servo kontroler - nAxesContorllerPos; Kontroler hardvera - robotHardware; Komponentu za ručno upravlјanje - manualMode; Komponentu za inicijalizaciju osa robota - initRobot.
Procedura za konfigurisanje, odnosno rekonfigurisanje upravlјačkog sistema obavlјa se u sledećim fazama: Inicijalno konfigurisanje; Statičko rekonfigurisanje Dinamičko rekonfigurisanje.
U fazi inicijalnog konfigurisanja neophodno je koristiti razvojne kompilatorske alate, radi izgradnje komponenata karakterističnih za odabran skup konfiguracija robotske ćelije. Faze statičkog i dinamičkog rekonfigurisanja sprovode se izborom i/ili modifikacijama konfiguracionih datoteka, za šta nije potrebno imati programerska umeća. Pod pojmom inicijalnog konfigurisanja upravlјačkog podsistema podrazumeva se formiranje konačnog broja inicijalnih konfiguracija za upravlјanje rekonfigurabilnom robotskom ćelijom za obradu. Razmatrani upravlјački sistem treba da obuhvati sve softverske komponente potrebne za upravlјanje odabranim konfiguracijama robotske ćelije za obradu, kao i zahtevanim aplikacijama obrade. Prema tome, zadatak integratora sistema, koji vrši inicijalno konfigurisanje real-time upravlјačkog podsistema, treba da obuhvati: Izradu odgovarajućeg broja kinematičkih komponenata robotske ćelije sa pripadajućim XML (eXtensible
Markup Language) datotekama svojstava; Odabir podmodula interpolatora i integraciju istih u jedinstvenu komponentu; Modifikaciju komponente initRobot uz implementaciju XML datoteka svojstava za sve definisane
konfiguracije; Modifikaciju komponente nAxesContorllerPos uz implementaciju XML datoteka svojstava za sve
definisane konfiguracije; Konfigurisanje komponente robotHardware prema broju aktivnih osa; Konfigurisanje komponente manualMode prema broju aktivnih osa; Integraciju komponenata real-time podsistema posredstvom XML konfiguracionog interfejsa; Konfigurisanje mašina stanja posredstvom XML interfejsa.
UML (Unified Modelling Language™) [5] dijagram slučajeva korišćenja u toku inicijalnog konfigurisanja real-time upravlјačkog podsistema prikazan je na slici 3. U fazi inicijalnog konfigurisanja formira se više konfiguracija. Informacije o komponentama koje ulaze u sastav jedne konfiguracije, kao i o načinu njihove interkonekcije, sadržane su u pridruženoj konfiguracionoj XML datoteci. Faza statičkog rekonfigurisanja upravlјačkog sistema podrazumeva izbor upravlјačke konfiguracije robotske ćelije za obradu pre nego što sistem postane aktivan. Ova faza zahteva preduzimanje nekoliko
Slika 1. Gradivne softverske komponente OROCOS-a [3]
Slika 2. Aplikativni interfejs OROCOS
komponente

3.4
aktivnosti u cilјu dobijanja funkcionalnog upravlјačkog sis-tema. Pod pretpostavkom da je sistem inicijalno konfigurisan, odnosno da su definisane moguće konfiguracije robotske ćelije i upravlјačkog sistema, izborom odgovarajuće XML konfiguracione datoteke pre pokretanja sistema određuje se upravlјačka konfiguracija robotske ćelije. Na opisan način određuju se komponente sa XML svojstvima koje ulaze u sastav upravlјačke konfiguracije, veze između njih, kao i mašina stanja koja će voditi sistem tokom rada. Na slici 4 prikazan je UML dijagram slučajeva korišćenja u toku statičkog rekonfigurisanja upravljačkog podsistema. Kada je reč o dinamičkoj rekonfigurabilnosti, smatraćemo da se akcije u cilјu promene konfi-guracije upravlјačkog sistema sprovode u realnom vremenu, bez isklјučenja pogona i bez dealo-ciranja memorije računarskog sistema, zauzete aktivnim upravlјačkim komponentama.
Slika 3. Inicijalno konfigurisanje upravlјačkog sistema
Slika 4. Primer statičkog rekonfigurisanje upravljačkog sistema

3.5
Drugim rečima, dinamičko rekonfigurisanje sprovodi se u trenucima kada je upravlјački sistem aktivan. S obzirom na činjenicu da je potreba za promenama u kinematici robotske ćelije tokom obrade glavni razlog za dinamičkom izmenom konfiguracije upravlјačkog sistema, u dalјem tekstu će biti reči o mehanizmu za dinamičko rekonfigurisanje kinematičke komponente predloženog upravlјačkog sistema. Struktura robotske ćelije može se promeniti na više načina. Sa stanovišta rekonfigurisanja upravlјačke jedinice od značaja su sledeća dva načina: Promene kinematičkih svojstava koje se reflektuju na geometrijske parametre, kao što su dužine
segmenata i/ili broj stepeni slobode sistema; Promene u morfološkoj strukturi robotske ćelije.
Pomenuti načini rekonfigurisanja robotske ćelije definišu dva načina dinamičke rekonfigurabilnosti real-time upravlјačkog podsistema: Modifikacijom kinematičke komponente; Zamenom kinematičke komponente.
Pod modifikacijom kinematičke komponente podrazumeva se izmena parametara kinematičkih funkcija, sadržanih u XML datoteci svojstava, koja treba da isprati promene geometrijskih parametara mehanizama robotske ćelije. S obzirom na to da XML datoteka predstavlјa tekstualnu datoteku, izmena njenog sadržaja može se obaviti posredstvom nekog editora teksta ili specijalizovanog softvera izrađenog za datu namenu. Kako bi se modifikacije XML datoteke reflektovale na funkcionalnost kinematičke komponente, izmene moraju biti ispraćene odgovarajućim sistemskim pozivima. Zamena kinematičke komponente podrazumeva raskidanje veza stare kinematičke komponente sa upravljačkim sistemom i drugim komponentama, a zatim obnavlјanje prekinutih veza sa novom kinematičkom komponentom. Ovakav scenario je moguć samo u slučaju kada je nova kinematička komponenta, koja treba da preuzme ulogu, rezidentna u memoriji upravlјačkog sistema. To praktično znači da prilikom podizanja softvera upravlјačkog sistema moraju biti podignute sve komponente koje će u trenutku aktiviranja sistema, ili kasnije, ući u sastav upravlјačke konfiguracije. UML dijagram slučajeva korišćenja u toku faze dinamičkog rekonfigurisanja upravlјačkog sistema dat je na slici 5.
Slika 5. Primer dinamičkog rekonfigurisanja upravlјačkog sistema

3.6
4. REALIZACIJA PROTOTIPA ELEMENTARNE KONFIGURACIJE UPRAVLJAČKOG SISTEMA PRIMENOM OROCOS-A
Na osnovu razvijenih upravlјačkih algoritama i softverskih komponenata, uz korišćenje uspostavlјene metodologije konfigurisanja upravlјanja, u Laboratoriji za mašine alatke i robote instituta Lola konfigurisan je eksperimentalni prototip upravlјačkog sistema. Elementarna konfiguracija prototipa upravlјačkog sistema koja je testirana obuhvatila je sledeće softverske komponente: Komponente interpolatora, koje čine funkcionalnu osnovu komponente generatorPos; kinematics sa implementiranim funkcijama direktne i inverzne kinematike robota Lola 15; nAxisContrillerPosition; robotHardver, koja sadrži drajvere primenjenog spreženog hardvera; manualMode; initRobot.
Šematski prikaz veza između komponenata upravlјačkog sistema, konfigurisanog za upravlјanje robotom Lola 15, prikazan je na slici 6.
Slika 5. Upravlјački sistem konfigurisan za upravlјanje robotom Lola 15

3.7
Upravlјačka logika implementirana je supervizorskom mašinom stanja (FSM), posredstvom OROCOS softverskih alata. FSM radi u reaktivnom režimu, pri čemu prelazak upravlјačkog sistema iz jednog u drugo radno stanje podrazumeva aktivaciju odgovarajućih komponenata, odnosno deaktivaciju drugih, uz uspostavlјanje, odnosno raskidanje odgovarajućih veza. 5. ZAKLJUČAK Sa ciljem da se robotu za obradu omogući promena konfiguracije, a samim tim poveća fleksibilnost tokom obrade, u radu je predložen metod inicijalnog konfigurisanja upravljačkog sistema robota za obradu, kao i metod rekonfigurisanja kojim se omogućava emulacija različitih višeosnih mašina alatki. Primenom softverskih alata za modelovanje dinamičkih procesa, na transparentan način su prikazani postupci sistem integratora, odnosno korisnika, koje je neophodno izvesti tokom konfigurisanja, odnosno rekonfigurisanja upravljačkog sistema robota za obradu. 6. LITERATURA [1] Z. M. Bi & Sherman Y. T. Lang & M. Verner & P. Orban: Development of reconfigurable machines,
International Journal of Advanced Manufacturing Technology, 39:1227–1251, 2008. [2] IEEE 1003.0: IEEE GUIDE TO THE POSIX OPEN SYSTEM ENVIRONMENT (OSE). The Institute of
Electrical and Electronics Engineers, Inc., 1995. [3] OROCOS - Open RObot COntrol Software. URL: http://www.orocos.org. maj 2018. [4] Dimić, Z. (2016) Upravljački sistem otvorene arhitekture rekonfigurabilnih robotskih ćelija za obradu,
Doktorska disertacija, Univerzitet u Beogradu, Mašinski fakultet, Beograd [5] UML® - Unified Modeling Language™ , URL: http://www.omg.org/spec/UML, maj 2018.
Dimić, Z., Milutinović, D., Živanović, S., Mitrović, S. A CONFIGURATION METHOD FOR OPEN ARCHITECTURE CONTROL SYSTEM OF
RECONFIGURABLE ROBOTIC MACHINING CELLS Abstract: A method for configuration/reconfiguration of an open-architecture control system of reconfigurable robotic machining cells is given. By utilizing dynamic process modelling diagrams, activities of systems integrator/user regarding control system configuration/reconfiguration shall be presented by the example of open-architecture control software, altogether with established relations between hardware and software components of a given control system. Key words: control system, reconfigurability, open architecture, machining robot

3.8
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Mohammad Sakib Hasan, Toni Ivanov, Aleksandar Simonović, Marija Baltić, Jelena Svorcan
EKSPERIMENTALNO ISPITIVANJE 3D ŠTAMPANIH DELOVA PRIMENOM
DIGITALNE KORELACIJE SLIKA
Rezime Napredak u 3D štampi poslednjih godina omogućio je ekonomičniju proizvodnju visoko složenih delova, naročito pri izradi prototipova. Danas su na tržištu dostupne mnoge komercijalne 3D štamparske tehhike. Najšire korišćen postupak je metoda modeliranja fuzionim taloženjem filamenta (FDM). Mehaničke karakteristike delova proizvedenih ovom metodom, mogu značajno da variraju u zavisnosti od materijala filamenta, podešavanja štampača, spoljašnjih uticaja i slično. U ovom radu korišćena je tehnika digitalne korelacije slika pri određivanju dvodimenzionalnih pomeranja i deformacija delova štampanih PLA filamentima i sa različitim podešavanjima štampača kao što su temperatura i brzina štampanja. Nakon završenog postupka ispitivanja, prikazana je analiza rezultata u cilju određivanja karakteristika štampanih delova izrađenih FDM metodom, kao i da bi se odredila optimalna štamparska podešavanja. Ključne reči: Digitalna korelacija slika, aditivna tehnologija, 3D štampa, FDM ,pomeranja, deformacije
1. UVOD
Početkom devedesetih godina prošlog veka kao inovativni postupak u 3D tehnologiji štampanja, uvodi se metoda modeliranja fuzionim taloženjem filamenta (FDM) za proizvodnju plastičnih delova u cilju osavremenjavanja konvencionalnih tehnika obrade. U procesu FDM, termoplastična vlakna se dovode u grejnu komoru pomoću koračnog motora i ekstrudiraju kroz mlaznicu na propisani način po temperaturi topljenja[1]. Karakteristike 3-D štampanih delova predstavljaju funkciju različitih parametara vezanih za proces i mogu se modifikovati pravilnim podešavanjem u cilju postizanja što boljih mehaničkih osobina izrađenih delova[2]. Prednosti ove tehnologije su sledeće: jednostavna promena materijala, niski troškovi održavanja, izvođenje bez nadzora, kompaktna veličina i niska radna temperatura. Kao glavni nedostatak FDM-a je usko područje dostupnih materijala, jer većina komercijalnih 3D štampača može obrađivati samo akrilonitril butadien stirol (ABS) ili poli (lakticnu kiselinu) (PLA) [3] koja je i primenjena u ovom eksperimentu.
U cilju dobijanja vrednosti pomeranja strukture, u ovom radu je primenjena metoda korelacije digitalnih slika. Metodom korelacije digitalnih slika (Digital Image Corelation - DIC) mogu se odrediti pomeranja i za vrednosti do 1 m, što omogućava jasniju karakterizaciju ponašanja, kako standardizovanih epruveta, tako i kompleksnih struktura podvrgnutih opterećenju. Eksperimentalni postupak podrazumeva pripremu i postavljanje ispitivanog objekta, podešavanje merne instalacije DIC sistema i odgovarajući softverski paket za prikupljanje i obradu podataka. DIC sistemi koriste seriju sekvencijalnih digitalnih slika za određivanje površinske deformacije i površinskih naprezanja objekata. Metoda prostornog polja pomeranja obezbeđuje prikupljanje velikog broja podataka i preciznost validacije modela i pruža mogućnost premošćavanja razlike između eksperimenta i simulacija, kao i praćenje direktnih poređenja pomeranja i deformacija. DIC sistem se sastoji od seta stereo kamera i sočiva za svaki od softvera, uređaja za kontrolu napajanja i snimanja slika kao i računarski sistem za akviziciju, obradu i prikaz podataka [4]. Kamere DIC sistema raspolažu visokom rezolucijom što omogućava kratke vremenske intervale merenja deformacija, čime pokazuje veliku prednost nad standardnim mernim procedurama. Osnova za dvodimenzionalnu korelaciju slika je merenje površinskih pomeranja jedne tačke na slici objekta pre izlaganja opterećenju (nedeformisano stanje) i nakon deformacije. Pretpostavljajući podudaranje deformacija na slici snimljenoj kamerom i deformacijama na površini objekta, precizno mapiranje svih tačaka od nedeformisane slike do deformisane slike omogućava merenja na površini objekta [5].

3.9
Cilj ovog rada je poređenje mehaničkih karakteristika štampanih delova proizvedenih pod različitim
uslovima kao što su temperatura i brzina štampanja, kao i utvrđivanje ponašanja ispitivanih uzoraka izloženih statičkom opterećenju. 2. EKSPERIMENTALNI POSTUPAK 2.1 Postupak projektovanja i realizacije modela
U cilju dobijanja površinskih pomeranja i deformacija, modelirane su i izrađene ispitivane strukture. Uzorci su realizovani na 3D stampaću WANHAO Duplicator i3 pri čemu je koriščen materijal PLA.
Model pločice je projektovan u programskom paketu CATIA a zatim uvezen u Ultimaker Cura. Na slici 1. date su dimenzije pločice koja je primenjena u realizaciji modela.
Slika 1. Tehnički crtež modela
Slika 2. Prikaz radne površine Ultimaker Cura
Na slici 2 je prikazana je radna površina grafičkog okruženja Ultimaker Cura sa trodimenzionalnim pogledom modela. Na desnoj strani iste slike prikazana su podešavanja parametara štampanja. Za potrebe ovog rada varirani su: 1. brzina štampanja i 2. temparatura štampanja. Nakon odgovarajućih podešavanja i simulacije štampanja generisan je G kod koji je pomoću micro SD kartice učitan u 3D štampač.
U tabeli 1 dat je prikaz varijanti modela izrađenih primenom različitih parametara. Može se videti da su korišćene dve brzine štampanja: 30 i 50 [mm/s], i tri temparature štampanja 210, 215 i 220 [˚C].
Tabela 1. Varijacija modela
Tip Modela
Visina Sloja [mm]
Orijentacija Sloja
Brzina Štampanja
[mm/s]
Temparatura Štampanja
[˚C]
1 0.2 +-'45 50 210
2 0.2 +-'45 30 215
3 0.2 +-'45 30 210
4 0.2 +-'45 50 215
5 0.2 +-'45 30 220
6 0.2 +-'45 50 220

3.10
Slika 3. Prikaz 3D Wanhao štampača i izgled relizovanog modela
2.2 DIC sistem
Pre upotrebe sistema, neophodno je podešavanje senzorske jedinice, odnosno potrebno je izvršiti hardversku kalibraciju sistema (ugao između kamera, fokus i blendu). Set za snimanje obuhvata dve ultra brze kamere (FASTCAM SA6 75K-M3 sa 32 GB memorije, max. frame-rate 75000 fps, max. rezolucije 1920×1440 pixel).
Nakon pripreme i postavljanja merne instalacije, potrebno je izvršiti softversku kalibraciju. Kalibracija je neophodna zbog preciznosti merenja i podrazumeva podešavanje kamera tj. usklađenost vidnog polja kamera i ispitivanog objekta kao i formiranje merne zapremine (rastojanja između kamera i uzorka za merenje). Prema proceduri, kalibraciona ploča (kvadratne osnove, 122.117x122.117mm ) se postavlja u 13 različitih položaja i usmerenosti ka kamerama, snima u programu PHOTRON a zatim se u softveru ARAMIS podaci obrađuju i pravi kalibracioni fajl. Za tačnu kalibraciju, odstupanje mora biti između 0,01 i 0.04 piksela a zatim se utvrđuje kalibraciona zapremina u kojoj se objekat može pomerati i meriti.
Na pločicu se nanosi boja u vidu paterna - stohastičke šare koji omogućavaju jasno izdefinisane piksele na slikama sa kamera. Pred početak proračuna, bilo je potrebno definisati oblast procesiranja (masku proračuna) i početnu tačku čija pomeranja se prate tokom obrade. Slike su izdeljene na male površine ”fasete” najčešće kvadratnog oblika, dimenzija (25x25) piksela sa međusobnim preklapanjem od 15 piksela. Sistem određuje dvodimenzionalne koordinate “faseta” a zatim se korišćenjem postupka mernih slika, 2D koordinate izabrane “fasete” posmatrane levom kamerom i 2D koordinate iste “fasete” posmatrane desnom kamerom, dovode do zajedničke 3D koordinate, čime je omogućen trodimenzionalni prikaz rezultata. Na slici 4 prikazani su merni sistem, kalibaciona ploča i ispitivana struktura-pločica sa odgovarajućim paternom.
Slika 4. Set kamera, kalibaciona ploča i ispitivani uzorak

3.11
3. DISKUSIJA REZULTATA
Prema dobijenim eksperimentalim razultatima, debljina svih modela u manjoj ili većoj meri odstupa od projektovane vrednosti. Odstupanja debljina su neuniformna kod svih modela što se može videti u tabeli 2 i na slici 4. Odstupanja u pogledu širine i visine modela su značajno manja što je bilo i očekivano.
Tabela 2. Odstupanja debljina na različiitm pozicijama
1 2 3 4
1 15 10 4.5 17.5
2 15 15 7.5 12.5
3 20 11.5 15 20
4 7.5 17 18 10
5 22.8 22 25 30
6 7.5 19 17 39
Tip ModelaOdstupanja Debljina [%]
Slika 4. Dijagram odstupanja od projektovane debljine za svih 6 modela
Sva štampanja su vršena na originalnoj postavci štampača koja uključuje grejnu površinu. Međutim činjenica da štampani deo nije izolovan od spoljnih uticaja (nema zaštitnog kućišta) negativno utiče na kvalitet štampanja, što je posebmo primetno u slučaju modela 4 gde je i došlo do značajne deformacije usled neuniformnog hlađenja elementa. Takođe, uočeno je i da štampač nije u stanju da održi zadatu temperaturu u mlaznici i da ista varira i po nekoliko stepeni tokom štampanja.
Slika 5. Vidna deformacija u modelu 4
S obzirom na prethodno navedene činjenice a posebno da izrađene pločice nemaju zadovaljavajuće geometrijske karakteristike, eksperimentalno ispitivanje se ne može smatrati merodavnim, pa se dobijeni

3.12
rezultati ne mogu porediti međusobno. I pored ovoga, cilj autora je bio utvrđivanje procenta uticaja odstupanja u štampanju na strukturalno ponašanje štampanih ploča.
Prilikom eksperimentalnog ispitivanja sve ploče su uklještene u korenu (20mm) i ispitivane na savijanje tako što im je unošeno opterećenje u ravni simetrije na poziciji 80mm od uklještenja (otvor u slici 1).
Slika 6. Pomeranja ispitivanih ploča dobijena proračunom u ARAMIS softveru
Ispitivanja su pokazala određena odstupanja u deformaciji ploča pri čemu je maksimalna razlika u pomeranju na kraju ploča (ukoliko zanemarimo ploču 4) približno 3mm (između ploče 3 i ploče 2). Kao što je već pomenuto ploča 4 ima značajnije geometrijske deformacije koje se odražavaju na strukturalno ponaša-nje, što je uočljivo u eksperimentalnim rezultatima s obzirom da ova ploča ima značajno veća pomeranja od ostalih tj. ima manju krutost. Na slici 7 prikazani su dobijeni rezultati za ploču 3 iz ARAMIS programskog paketa. Posmatrana sekcija je odabrana blizu ravni simetrije (kako bi se izbegao otvor) a dijagram u donjem levom uglu odgovara poziciji odabrane tačke pre i posle unošenja opterećenja. Pošto je posmatrano samo statičko ponašanje eksperiment je izveden tokom dva vremenskih trenutaka (2 stage-a).
Slika 7. Generisani izveštaj iz programskog paketa ARAMIS.

3.13
4. ZAKLJUČAK
U okviru ovog rada pokušali smo da na sistematičan način prikažemo eksperimentalno ispitivanje 3D štampanih delova uz primenu digitalne korelacije slika. Primenom FDM u izradi i DIC sistema u eksperimentu, cilj je bio prikaz pomeranja i promena ponašanja struktura izloženih statičkom opterećenju. Za ovaj eksperimentalni postupak korišćeni su merni sistem koji koristi DIC metodu, kao i softverski paketi za prikupljanje i obradu podataka.
Na osnovu izvršenog eksperimenta dolazi se do zaključka da u zadatim uslovima sa zadatim parametrima nismo bili u mogućnosti da dobijemo zadovoljavajuće uzorke, dovoljno slične, kako bi rezultati bili validni i kako bi se moglo izvršiti poređenje pločica, što je bila inicijalna ideja. Odavde sledi da je za izradu merodavnih uzoraka potreban kvalitetniji 3D štampač koji obezbeđuje kontrolisanu sredinu štampanja tj. zaštitu od spoljnih uticaja.
Izvedeno eksperimentalno ispitivanje ukazuje i na moguću neizvesnost u pogledu strukturalnog ponašanja dela izrađenog na 3D štampaču nižeg kvaliteta. Ovo saznanje može biti od značaja u situacijama kada su štampani elementi namenjeni za upotrebu u nekoj konstrukciji ili sklopu od kojeg se zahteva određena nosivost. 5. LITERATURA [1] J. Wang, H. Xie, Z. Weng, T. Senthil, Lixin Wu.: A novel approach to improve mechanical properties of
parts fabricated by fused deposition modeling, Materials and Design, Vol. 105, 152-159, 2016. [2] Anoop Kumar Sood, R.K. Ohdar, S.S. Mahapatra, Parametric appraisal of mechanical property of fused
deposition modelling processed parts. Materials and Design, Vol. 31, 287-295, 2010. [3] Wenzheng Wu, Peng Geng, Guiwei Li, Di Zhao, Haibo Zhang and Ji Zhao, Influence of Layer Thickness
and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study between PEEK and ABS, Materials, Vol. 8, 5834-5846, 2015.
[4] dr Nenad Mitrović, dr Martina Balać, dr Aleksandra Petrović, dr Miloš Milošević, Primena metode korelacija digitalnih slika (Digital Image Correlation - DIC) na opremu pod pritiskom.
[5] L. Robert, F. Nazaret, T. Cutard, J.-J. Orteu, Use of 3-D Digital Image Correlation to Characterize the Mechanical Behavior of a Fiber Reinforced Refractory Castable, Experimental Mechanics, Vol. 47, 761-773, 2007.
Mohammad Sakib Hasan, Toni Ivanov, Aleksandar Simonović, Marija Baltić, Jelena Svorcan
Experimental investigation of 3D printed parts by using Digital Image Correlation Abstract: Recent advancement in 3D printing technology has allowed for economical manufacturing of highly complex parts, especially for prototyping purposes. Today, there are many commercial 3D printing techniques available on the market. However, the most widely used is the Fused Deposition Modeling (FDM) method. The mechanical characteristics of parts fabricated by this method can vary significantly depending on the filament material, printing settings, external influences etc. In this paper Digital Image Correlation (DIC) was used in order to determine the two-dimensional in-plane displacements and strains of parts printed with PLA filament and with different print settings such as printing temperature, and printing speed with constant filament orientation. The results were afterward analyzed in order to get deeper understanding of the FDM printed parts behavior as well as to determine the optimal printing settings. Key words: Digital Image Correlation, Additive Manufacturing, 3D printing, FDM, displacement, deformation

������
�
�������� ����������������������������
������ !�"��# ���$��%� &�&��%�'�(�
������������ ����������������������������������
�)��*+�� (�,-�*./& �)�&�)0*1������� )$ *$��� &�&�0&2*$&/��$�� *3$��/�� *$(& �*�)*�� �*.*��
��������
��������������� ��������������������� ��� �������� ������������������������ ����� ���������� ���
��� �� �������� ��� ���� �� ������� � � ������ � ��� ��� �������� ������ � !�� ��� ��� ������ ����� "#$��������������� ���������%������������ ������������������� � ������� ���������������������������������������%����������������� � ������� ��� � ������ ������ ����� �������� $� #�������� &'���� (���������� � �#&(�%� ����������� ������� ��� � ������ ������ ����� ������� $� )����� ����������� � ���������� �)(*�� �� ���+����� ��� )(*���)(*� �"�����������+���� �������������������������)(*%������������������� ������� �������������� ��� � ����� ���������������������������� �, ������ � ����� �������������������-� ������������� ��� �����+�������������� ����������������������������������� ��������� ������������������������������%����������������������+�������� ����%������������ ��� �� ���� ������ ��������������������� ���������������������� �������� ���������� �������� ���������������������� ���� ���*./*0���+�������������� �
� ���� ������������� ��� ������ ��������������������� ����� �����������%�������������%����������� ������� ��
���������%�)���������������� ����������%�#���������'��������������� ������������
�� ������
�� 4�5��6�7�� � ���4� � �� 88� 9���� 4�� ��������� !���"9����5� ���#���� ��� ������ ��� 9�:��5� "���4����!���"9����5���:��������"�4�����"6���;�#��9� ����#�������6�"����4�� ���������������� �<�6������<�4��=) >������9�7��4����!��4� �4�����6��#���4�6����4�� �4�5��6�7�� ����4� #����� ������������!������!����6�:������!4� �6������9����� 4�5��6�7��5� !������� �� 4����!��4�� �4�����6�� �" �?#� �7���� �6�4��� ��� ���� �� ��� 9�7�� �<����;� �����"���9�6��9������?��#� �#�����#� ��6���� �" �4����� 4�5��6�7������4� �������4���������� � �7����������� �����!�4��<����<����4��4�����6���-���� �:��!��4���4��9�7��4�!�9���6����<�6���4��4�5��6�7��5�!�������@��A;�#���9��#��9��� ����� �#� ���6�"������ �6����<�6���4�� 4�5��6�7���� !������;� �����6���� �!�������;� �7���� �6�4��;� �6�4�� ��������4������ �6�4��� 0<��� 9�6����� <����� �64����4�9��5� ��B���� �<����� ��6�9�;� �� �� � � 4� � �� 9������4���4��4����!��4��5�4���9������ �� �<�6�����<�4� �:��4����!��4�9�4���������"�4�5��6�7������4� ;��9���4�!�!��<6� ��!��!�����6����$C5����=���6�� � ������� ���������1 �����>��!4� �"������5�!��<6� ���0�� ��7�9������9��9�5�!��<6� �����B�7D����������4�� �4�5�#���4�B����6����4 ���!4� �"���������4� �� ��6#;�#���6�#���7�9�����!��<6� ��4�� ��������� �<�6������<�4��#�4�5��6�7�� ����4� #;�#��9� ����#��#�����7D����4����!4� �"��������6����4 ����4��6��(E�� �&!4� �"�4����=(&>;�F5�6���!4� �"�4�����6����45 �=F&*>��� �������9����F&*�= F&*>�����
�� ������� !" �"��#�����"��)�4���6������"��!�� ��#�) �#� ���#�4������ �#�6�9� �����!��� �4����6�"��#���������� ��@�;�A�����9� �
����9� �� ��� ���6�"���� !�� ���� �<�6���� ��<�4�� "�� 4����!��4� ��6�9�� #� !�����#� ��4�:�� !# !�� #� ����� �4�5��6�7�� ����#:���#��0���4�����<�4���������"���6���74�����4�96�����6�9��#����5�9��6���6�����6���74�;�����6���5����������!��#"� ��#��� ��4����#���6�!�9�������?�;����6�"���������9��4���� #�����������<�4��������4� � ;����������������������������������������� ���������� �����$�%&��������;���4��:�9�B�!��!��9���;����9��"�4�4�#��������#�C�)�7������'��#64�4;���������6��������G� ��6��� ;�&������'���� �����;������4;����9��"�4�4�#��������#�C�)�7���������#64�4;� !�4��9��G ���<�������;�&������%����������;�����9���!�������;����9��"�4�4�#��������#�C�)�7���������#64�4;�" �6���9��G ���<�������;�&������%������;�����9���!�������;����9��"�4�4�#��������#�C�)�7���������#64�4;�<<�<��G ���<����������� ���������4���#���9��#���4��:�9��������!�����4#�2, ������ ��������������� ��� ������ � ������ �������������������������� ������������������ ��� � ��������������� ������3����� ��� �.�$45667��)����4���49��!���9�4�;���#�����4�5��6�7������"9����26���� �!#<6����(�<���;�����C������

���H��
����7D�����#�I �����9��"������4��������#���6�9������4� ����#�!�6�:�������4������������6�9� ���-�������6���6�����6���74��!��"���4��� ������������;���<�4�#��9��� �4���#4�#� �������!6�����������D���6���D��6���6�����6���74����!#��4�;�#"� ��#D��!��� 4� ��#��<"������4����# � ��� �6���!�4��7����<�4�������0����7�9������9���!��<6� �;��#4���� �#� !���6�:�6�� 5�#���4�B��� ����4�B��� �6����4� � =/*>� �� �4���)� !����� ������� =���6����8�$� ��������������� �>�� ���!��� ��4�6��� ��"#64�4�� #� ���6�� � ���#:���#� !���"#�#� �!��9�����4� !�� ���� !���6�:���� �4���6������<�"���������/*�#�����?�9���#��!4� �6����!6����4�� ��������;����� ��� !6� ��4������ �<�6������<�4��#���7�9���#�4����!��4��5�"���4����������#�@�A�������6�"����4�� �����������������<�4�"�9����4�5��6�7���D�6����� �" �4���� ���!��<6� ������ �7���;� ���6�9�;� �� ����� �) ������ �5��!�6#:#����0���4��� ��<�4�� ��� �������?����������������� �7���;����������!��4�9������6���D#� �7��#��6�4�#��*��6�"������"9�7����!����� ��� �6������4����6�9��=)(>������9��������4�������<�4��= )(>��0����7�9������9���!��<6� ������7D������)���5�<������ �4�5�#���4�B����6����4� ;�<�"��������/*���.�������������6����4 #��'#���������6����!4� �"������#��9� ����#������9��"���9������4���������9������4��)(���� )(��� �"#64�4���� #6������!���"#�#�����������7D���� ���������9������4��)(����<����#�!�����#�JK�<�6���9������4� �#������� ��6��;� #������#��������7D����� )(���*��6�"����������<�4�"�9����4�5��6�7���D�6�������!��� �4������@�A��������9���� �7�����6�4��������6�"�����������#�4���������<�4����������!�6#:#��������?�;�#��9���D�6������������4�������� �<�6��� ��<�4������4����!��4#�����6�9�� �" �?#� �7���� �6�4��� �� 9�7�� !�6�4�"����#� ��� ����#� !������� �<������ ��<6� � ��� ���6����� ���� ���$����� ��� ����4�� �������B���� �� 9�"��� � "�� �?#��6���74�� �7����� �"9����� ��� �4�5�#���4�B��� �6����4� � <�"����� ���.��������������.�������*������ ���6����4 � �;��������������������B���!����6�"��!��<6�:����!4� �6�����7�����������#�@HA�������6�"������4���������!6�����������4�� ���������4�5��6�7��5�!��������*#4�����#�#��9� ����#�!����4�9�6����B���������������������������4�5��6�7��5�!������;�4����������4������9�� ��#������4��"���!4� �"����#�!�� ��� �<��6�7������!�������5��6����4� ������9� ����#���"9�������#���� !6� ��4������B�4����4��9���6����4 ��L��5��4���!��4��6���E�� ��!4� �"�4�����6����45 �=�(&>;��� #6�4��������6����=(*>;�����4����6����45 ���5�<������/*C(*��6����4� ��"9�7���� ���!�4� ���!��� ���4�;������<�6���!����� ����� ���!���"����(&��6����4� ����� ��������� �<�6������<�4�����!��� �4���" �4������#����#�@MA;������#4����!���6�:#�4���<��6�7������!���������6����4 ��"��!����6�:������!4� �6������7�����!6����4�� ����������-���7D�����#�/*;�(&���/��N�F�6���!4� �"�4����=/F&>��6����4� ;� ����� �#� � !6� ��4������ #� )*�.*�� ���49����� � ���#:���#;� �� /F&� ��� ��� ����#� !���"��� �������<�6���� �7��������9�������9������#����!��� ��4�6�� �4�5��6�7�� ����#:���#;����6����4� ����� !6� ��4��������-5�!�������4�6����4�� � �<�6�� ���<�4#��*6����4� ����!���������4�6�������� ���4����4�9��=���6��)���������������� ����������� C�F&*>;��������6���
!���6�:���#�@��A;�!����4�96��������������9�5�<��6�7������!�������5��!4� �"������5��6����4� �;���������#����4�� �!�����#���7���!�� ��#�#���7�9���#� ����5���:��������5�!��<6� ���������������@�A��#4�����#�!����4�9�6��<�����#�9��"��#�F&*�=<F&*>�"����7�9�����!��<6� �����<���������4����4�B��5��<����4������6���;������!�9�D�����4�B���4���6������������ �6����� �������� 9��"���� �6����4 �� ��� ��� ������ ����7D���� � O2P� !�������� �#�������� �"9�������6����4� ����4��4������������� ���������#!�9���6���;��������!���?���������7D�����#�����"6�B�4���6�4��"���4�4��4�B�#����6�"#��Q�<��������"#64�4��#��"#�#����4��������<F&*�#��4���#���� ��� �"#���<���������4����4�B��5��<����4���� ���� �"#���4�B���4��6������������������#�@�A����!����4�96�����6����4� �"��!6���������!#4����� �<�6������<�4�;���������<�"�������F&*������4�96���� ��6����4 � ����9�7��9�7����4����# �����!4� �"�����;������#����4����# ���#:���� !#4�� �� !�� ���� ������4������ ��<�4�� =���6�� ������ ���� �+� ���� ����>�� ����?�;� ���"���� ��<�4�� �#�������B����� �� �4�;� ���#:����� ��� �4�4�B��;� �� !�"��4�� �#� �� �� !�6�:��� �4��4�� �� ��6���� "9�7���� ��� ����6�������!��� ���4����"��6�#B��������#�!����� ������6����4� ��!�<�6�7����#������#����9�7����4����# ����/*;��������� ������� ����7D��� "�� �9��� !��<6� �� *��6�"�� !�� ���� F&*;� #� �� <�������� ��� �6����4 � � <�"����� � �����4�������� �!��9�6� ��"�� 6���6���!��4��:�9�����!6���9�� 4�� ���������+��'$�����!��<6� �;��"9�7���� ���#�@JA��Q���4��� ��� ���6�"������ 9�� �� !��4�96������ ��6�9�� ��� �7���� �6�4��;� �� �9��� � ��6#� ��� ����6���������?���������4����4���������#��"#��������B�����9�� ��!�4��<������<������"9�7�6��!��4�96���������4�"������ �"#64�4��#��"#�#�������!�� ����F&*�"���9��9#�9��4#�!��<6� ���!4� �6��������!��4��4�B���4����9�� �����"9�7�9������6����4 ����
(� �!)���*��!��"���!������9� ����#�������6�"������4�� ��������� �<�6������<�4�;������#�4�5��6�7�� ����#:���#��!�6#:#������ �
�7�����6�4���������� �����9�7���<�����4�����6��@HA����4����!�4�4�!�9���6����<�6���4��4�5��6�7��5�!�����������������" �4���#�#��9� � ���#��(9�������� � ���64����4�9��� 4�5��6�7���!������;� 4����64����4�9�����B���� �"9�7�9�����4�5��6�7��5� !������;� ���� ��� �9���� 4�5��6�7��� !������ �:�� �"9�7�4�� ��� �64����4�9�� � �7��� �� �6�4�� �;�����7D���� � ��"6�B�4�5� �6�4�� �� ������4������ �6�4��� �"6�B�4�� ������4������ �6�4�� ����9����#� ����7D���#� ��"6�B�4�5�!��<���� "�� �4�"����� �� !�"������������� $�B��� ���������� �� ������������ 9��4���;� ���� �� ��� ��!��"��4#��� �9�����64����4�9�����B����<����;� ��� �:�� 9���4�� #� @HA��2�� �����<����� "���9��#��64����4�9#� �<����;� ���� �� 9�� ��4����!��4���" �?#� �7���;���� �:��!����D��#�6�4���4#���@HA��*64����4�9���4�5��6�7���!��������#������������!�����*$QR& ������4����@HA��

���M��
&���9���!��4!��4�9���9�"����"��!�B�4����4�������!�� ��#��4�����4�5��6�7�������4� �S��� (9�� �7����#�!�B�4�� �4���#4�#��#��6�<����;�����<�4������6�"������ �7�����;��� Q�6�9���#�#�!�B�4�� �4���#4�#���� �7����!���9�?�����"�����5�9#�!�9#��!������#;��� 2�� ��!��4�96��������6����� �7��#���9�� ��"��!�� ��#�������4��������6���#�����4��4���9������4�;��� (6���D���!����������6����� �:�����!�B����������!��45��������"�9�7�;����� �<�4�#��9��� �4���#4�#� �:��9�7�4��4����!��4��� �����������6���
�(��)+%�'����'�������"�9�����4�����4����74�����!�����4�4�"���4������4� �;� ��#������������4����"6�B�4���#���������6�������9� ����#�
�#���" �4������6���D��B�4�����#���������6��S�=�>� ��� �6���9�� ���<�������6�9�;�=��>� ��� �6���9�� ��"�9�7�4����������<�4�;�=���>�#�#!���9�� ���<�������6�9����9�� ��B���������6�9����� �<�6�����<�4���=�9>�#�#!���9�� ���<�������6�9����9�� ��B������� �<�6������<�4���-�������!�4��<����"9�7�4���<���#��9�5���6�9��#�74�����D� �!�����#;��������4����# ���������4��#�#!���9�� ��
�<�������6�9��=�����B�����>;���������#���������6�������������������B��� �=�>S�
� � � � � � � � �� � � �
� � �
� � � �.)#. .) � .. � .9. � &9. �
� � � �
� � � �� � � � � =�>�
������S���� .) C�9�� ���<�������6�9�;��� .. �C�9�� ��4����!��4���" �?#� �7�����6�4��;��� .9. �C�9�� ���" �����6�4�;��� &9. �C�9�� ���" ����������4�������6�4�;��� �C�<�����!��������������#��"9�7���;��� � �C�<����!#4����6�����������<���4����!��4�9��;��� � �C�<�����" �����6�4�;������ � �C�<�����" ����������4�������6�4���� � �� ��+ .)#.� � =�>�
-���� ���4� � "�� ��!������� �<�6���� ��<�4�� �:�� <�4�� ������B�9��#D�� ���4��� !��� �"9�7�9���#� "���4����4����!��4�� #� 4�5��6�7�� � ���4� #;� ��� ����9#� �����B���� =�>� �� =�>;� ����?#��� ��� �#������� ��6��� ��� �6����9�� ����"�9�7�4����������<�4��=�����B����H>;�
� � � � ��
�
�
��). �*. � #:. �
�� �� � =�>�
� � ��
�
�:�:. �). �.. �
�� �� � =�>�
������S��
�� � ��*. � �C�9�� ����6�������<�4����� �7�����������������<��?#������;�
�� � �#:. � �C�9�� ��"�9�7�4����!����������6����� �7�����������������<�4���7��;��� �). �C�9�� ��B���������<�4�;��� � ��.. � C�9�� ��4����!��4��"���9��#��!������#���<�4�;����� �� �C�<����!#4����6���������<�4�B������
� � �� ��+ :�:.� � =H>�
���6�������!�4��<��������;�!�����#�#!����9�� �����<�������6�9�;� ��� �"������9�� ��B���������6�9����� �<�6�����<�4;��#���������6����������������������B��� �=�>;�
� � � � ��
�
�#). �:. � #:. �
�
� �� � =M>�
������S�
�� � �#:. � �C�9�� ��"�9�7�4���!��45������!����������6�;���

������
�� � �C�<����!#4������������76�����B���������6���
� � �� ��+ .)#. #).� � � =�>�
*������!�4��<������������7D�������<�4��<#��� ���� �6��;������������B����������4���"9�7����������� ��� �"����9�� ��B���������<�4�����4� �� ��6#;��#���������6���������<#59�4��9�� ��B���������<�4����#�#!���9�� ���<�������6�������4�������B��� �=�>��
� � �� ��+ .)#. �).� � � =�>�
�,� �-�"� ����*��"�*���� !��-!�.������ �/� ����*6����4� ����!���������4�6�������� ���4����4�9��=���6��)���������������� �����������C�F&*>�������������
<��6�7������!�������5��6����4� ���!4� �"������<�"����������B��#�6�9��������9��4����4�9�;���<�9����4��/�<�9����4�������<6��9�������<�B���6�9����5����������4� �� �6�5���<���6��7�� !���$�B������������9�����4�9��<���9���!6������������49���#�:�9�4������ �����49#;����4#��� �� ���!��������"����"9����9����6����4 ����9������ 6�9�� ��� 4��:�����!6���;�74���#��<�B��� ��4����<������������6�"��<6�"#�!�9�7�����-������4�#�B��!6��;�!�9��"���������!��<6�:�9����� �4�;�!��9���!���6��������4�;�!�6�����"����������!#74�� �5#��D��=�9��� ���9�������6#�4��9�������6�����>��)�5#��D��� ��#� #6��#� ��� ��"������4�7#� ��4�� ���� � � ��� ��4� !�6���� !��<6�:�9��� &9�� 4��� ���9��� 6�9�� �#� �4� �4�B��� ���6��������!����4�96���#�<�"#��9����6����4 ���!4� �"�������
���������"��� �������������������@��A�
�,�� ��0�%���1��%��23�4����$1����'���5�-���� �6����4� � ��� <�� ���9�������� ��� !�9� ;� !�4�������6�� � 6���6�� � ��� # #;� !�4��<��� ��� ��� ���
!��4���� ��"�� ����� D�� ��� ����?���� ��B��� ��4��:�4�� 9�D�� ���� !���4���� �� !����D�� !�"����#� #� ��!��������� <6�"����6�<�6���� ��� # �����F&*��6����4 #��9����"����� ���6������!�������"��4��:�����!6�����)�4� �4�B��� ���6�4��:�����!6����=�����B����J�����>��������������4�����������9��������4�=��4>� �:��!��<6�:�9�4��<�6���� ���#�� �����4#�� $�� 4��� ��B��� ��� ��<���� 5��4�B��� ���4����� ��4�9�� !�� ��6� � !���4��#� �� 4��:����� !��<6�:��5� !�"�������6�<�6���� ��� # �;�
� �����! 9 ; ;� ��� �� ������ ���
� =J>�
� � � �����; � ; *!� � ���� ������ ����
�=��>�
������S��� � C�4���#4����4���������6����4 �;��� ;* 9
�� ��C�����������4��=<�D���<��7������#�!��6�96�#����>;�
�� ;���C�4���#4���9������4��#���������6��;�
�� ����;������
�C��6#B������"�<������#�����4������ �����!��<6�:�9��4���#4��;���
�� � �����!����4�96����� ��:������9������6� ��4��9��4�����-���� ��� "�9�7�� ��"�� ���!6�������� �� !����?��!�"������ ����� ���#���!���������<6�"���� �6�<�6���� ��� # �;�
!�B�������"�����!6��4�������-����<�������!��9�6��!���6�6�����!������ �!���7�������4�9�;��9��������6����4 �����9�"���"��4���#4����������4�9����?#��9���!6���������#�#���"#�6�9���-���������4�9��#���4��9�� ��!��<6�:�9��#���

������
��#:������!6���;��9��������6����4 �����!���6��������9����6��!��<6�:�9�����!6��#�����#:���������!6�����Q��<������9����"�� �4� �4�B��� ���6�9�6�;������4�����!��� �4�� @�; �A� ;����������6#B�����<���������!��6�:��#����� ����
���!���6������6���� ��� ��H� ;� �"9�7�9�� ��� !��<6�:�9����� !6��#;� �� #��6���� �� ��H� � ;� ����4�� =��4�9�>� !��4���!���6�#�!#4���#�����!6������
,��������0���%���1��%+�-����#�!���4��#��������� ��4��:#����!4� �6���9������4� �#������� ��6��������!�"��4�;�#��9� ���6#��6����4 ��
����4��!��4!��4�96���#��������!4� �6���9������4�<6�"#����<�6��������4��="<�����"�����!6�������>��������� #����!��<6�:�9��#����<6�:�9�����!6��#���� ���6���������B��� ��=��>���=��>;�
� � � � �%�! 9 ; � ; �� ������� �� ���
�=��>�
� � � � �%�; � ; � *!� � �������� ����
�=��>�
���S�
�� %;; ;�������C�!����4�96���#�4���#4�#���:�6���#�9������4;����!��4�9����
$���9��;�:�6�����9������4� %;�������� �����4��� ��4���������-���������4�� �* 9
�� ��������B#���#�"���9��#��4������#�
�6����4 ��!����������B����=��>���=��>;�
� �* � � �� � ��� � � �
� =��>�
� �9 ���� �
� =��>�
���� ������ �� �!����4�96���� �6#B�����<���� �" �?#��� ���;� ����� !��6�:��#����� ���� ���!���6�;� ���� ����<���������6���������!�����������������<���� ��4���������-���74����� �:��9���4������6�����;�6�������9���!���4#!��������������
!�B�4�#�6�9���9��������4� �:��!��<6�:�4���9� ���6�#�=���<�6�� �����4#>���� *��#��6�����4�����������-���� *
��
6���������!����4��� ��4�������;��9������4��D��<�4���9��<6�:�����<�6�� ���4����D���9�����9������4��������<�6�� ���7���#��
���������#��������� ������ �
�,(�*1����%��1�����0���%���'���+�23�4����$1��� �'���5����9�����"�;�����4�����!��<6�:�9��#��9����� �4��!��4�����4�������!���6�����<6�����&9��������6����4 ����������B���
!����4�96����6��� ��;������������9���� 4���#4���!�"������ �����������4����!�"���������<�6����=:�6�����>���9�����!�4��<����"��B#��4���!��6#4�#�9������4����4������" �?#�4���9��!�"������=�����B�����H>��
� � � � �%T! ; � ; �� �������� ���
�=�H>�
-��������9��9������4��"��B#��4�;� �:�����������4����9��!�"����������4��!�� �������B����=�M>;�
� � � � � � �� T ��� � %��; � ! � � ; � � � � � ���� ��� ����
�=�M>�
������S��� � C�����4��4�������������7���<6����!���6�;����� @ �;�A� � C��6#B�����<���������!��6�:��#����� �������!���6����6���������!����������������� ����

���J��
���������&����� ������������ �
�,,�%���4��1���6� ������7��� 6���9�����!�4��<����������6�"�9�4��!�!#6����#;�4����74������9� �����4� ������6���6#B�����<����9��"���9�����5�9��
!��"������� ��� ����� � ����4� � ��� !����"# �9�� ������ !6��� 4�� ��������;� ���� !�"������ #�#4��� ����4��!����4�96���#� �7�����6�4��;��6�4����������4�������6�4��"�����<�����!6���4�� ����������0�4� ������B#���#��#���������6����9�5������4�� ������?#���������<�6�������4�#�!�!#6�������0���9��#� �4������#��6����4 ����"���9���������4��!������<������B#���#�!�� ��6��9�� ; ; ; ;� * 9 � � ����4� �74����� � �6��������� ���#������<���� ��4����������������������6�������9������4�!�� ��6��9�� ��H� � ;���6�"����� �������9�����9������4�!��"������4�������4��!�� ��� ������B����=�M>�4����"9�7�9������!���6���!��<6�:�9���������#!��4�� ���� ��#�����4���9���6#B������9�;�#��6�������
�* ���
;����6�"�����4��:�����!6����=��"�����!6�������>�4������4��:������6�<�6���� ��� # ���&9����� �:������4��
�� ��#�!�9���!�6�9�����4���������6����4 �;�"<���6���������� ����9�����!��� �4��� ;� ����� � �; �* � � ���
�Q�#��;�
#��6���� ��� �* ��
;� ��6�"����� �������9�����9������4�� !�"���������� 4���#4��������4�;� !�� �� �����B���� =��>��
2�:��������!� ��#4�����#��6����������<�6�������4� ������#�������9�����B���=�����B������>;���6�"�����!�� ����9������4��6�����;�74��������6#B���"�� �������9�����6������!�� ��� ������B����=�M>���
,8���&�3�����%��9��)�������9���� F&*� = F&*>� ��� !���6�:��� "<��� ������B����� �������6����F&*;� �������6��� ��"9������� "���!4� �"����#� ���4��#�6��5� �#�������� "� 4��� ��"6���� ��� #�9���� ��9�� ��B��� ���������� �����4�� =4��� ��7������!4� �"��������!��<6� ����4�5�#�9��#�!6���9��4�� ��������>�#���6�#�!�� �����6����4 �����������4���!��<6� ����9�� !��<6� � ����� ��� #�B��� ��� ��� �6����4� � B��4�� ���9������� ��� 6���6��� �!4� �6�� � ��7���� ��� Q�� <�� ���
!��9�"�7��� �9��� !��<6� ;� �!���� 9�6�B���� � �� ; �* � � � ��� @�; �A� ���� !�� �����;� ���� ���5�9� �����4���
!�� ����!������������ ����4������4��������#��������6�� ��6����4 #������?�;�����4���#�6�9����� !6� ��4�����#��6����4� ;����������������!�� ��#��9���������4�;�4���!�� ��#��64����4�9��5� �7�����6�4��;��6�4�;��6��������4�������6�4��#�#4����9����!�"������#�4� �����4#�����6�������!�� ����=!�������B��� ����;���� ���M>������9�6�B����#�����4#� �6�;�9�6�B�������"����#:#������!�9#�9�D#��6�� ���#�9������4�=#�4�<�6���������4�6����!����"��9���#������>������?�;��9���6�4�������4�����<�"�!�� ���������#�#��6���D#����������#;�B� ������<�"<�?#���B#9��������<�6����#���������6������#��C���� F&*����!����"���4�<�6� �����
��������'#������� F&*��� � � � ��# ; � ; �� � � ���� �3(� �# � ��� �����3,� �# � ��� ����� � ��; � � ����"����#:#������!�9��9�D��<����
H� ������$�,�M� ����� � ��; � � ����"����#:#������!�9�� �����<������ �����%&�3,��� �%&�3(�

������
� ����������#��C���� F&*�
��� �6�"���!�����S�����������4�;����������������;�2�� ��4����!��4�;�2�� �����<�������� ������6�"�����������4��=��B�������������#�6�4���4#���@HA>���� �B#�������#���������6���"���9���������4����� 3�����"���9��#����������#�H�� �����3����"���9���������4��M�� �������������������!�� ��6��9�5� ; ; ; ;� * 9 � � ���� ����������3��(�"���9��#�!�"����#�#�����4#���� ����������������3�� ��H� �
J�� �������������������3�� �* � �
���� ���������������������)������������!�"������#������#������4#�!�"����#��6#B��������<����������4��=�����B������>����� ���������������������'#������� F&*�=��<�6���>����� ��������������������$������� ������������������������)������������!�"������#������#������4#�!�"����#����<�6��������4��=�����B������>����� ������������������������'#������� F&*�=��<�6���>��H�� �������������������%&�3���M�� ����������������$������� �������������������)������������!�"������#������#������4#�!�"����#����<�6��������4��=�����B�����M>����� �������������������'#������� F&*�=��<�6���>��J�� ���������������%&�3������ �����������%&3��(����� ������%&3�������� ��9�������6���#��9��!�"������#���"9�6���� ��!���#���"����#:�9���������� �B#��������9�5�9������4��6������=���<�6��������4�>����#���������6������� �%&3�����H�� ,#9�����!���4�����
8� !/*�!"��!� ����"!��� ���0��"���4��4�5��6�7������4� �����6�9����������!�4��<����<����4�;��"9�7���������!��� ��4�=!������4�!���96�����>�
��� 4��� ��"6�B�4���6����4 �;�"���9��#� �#�����#� ��6���!� ��#4#�#�!��6�96�#�������9�� ��� �"9�7��� ���!��� ��4�����"9���� �F&*;�"�4� ����(&��6����4 � ;����������#���� F&*�����!��� ��4�6�����"#64�4���#���4��#�4�<�6�����0�����!��� ��4���������7D�������������4�;����!��H�������������"���9�����6����4� ��!4� �"��������
������(�����!��� ��4�6�����"#64�4��� $��<�6�����"#64�4�� (���������"#64�4��"�����!���96������
'#���������6��� F&*� (&� F&*� F&*� (&� F&*�+<� ��J�J�� ������� �:;<:� ����JM� ������� ��:;=�+=� �M���� ������ ;<,:� JM���� JH���� >,�(�+4� ��8>:� ������� ����J�� �(;=(� ������� �������+7� ��H�M�� ������� ��>8:� ��J���� ��H���� �(<:;�
+<�?� ��� �6���9�� ���<�������6�9��+=�C� ��� �6���9�� ��"�9�7�4����������<�4��+4�C� ��� �6���9�� ��B���������6�9�����<�������6�9��+7�C� ��� �6���9�� ��B���������<�4�����<�������6�9��
�$�� �6���� �� �#�!����"����/��4�9�� ������� �� ���<�6��5�!6���9�� 4�� ��������;� "�� ��"6�B�4�� �#������� ��6����$��
��� ����� �:��9���4�������6����<�������6�9����������!����4�96����!��9�#������� ����"6�B�4�5�<���;������9����<����!����4�96��� ����?����������9��!��9�#������������<����!����4�96���!�9#� �!������#� 4�����6�;� ���� �9������������ !��9�#������� ��4�� <����� !����4�96��� ������#� �!������#� 4��� ��6��� .����� �� ����� ��� ��#� 9���4�� ���������� #�!����4�96������#����4����� �<�6������<�4��#�4�5��6�7�� ����4� #��6�9��6������!����4�96���#�B���������<�4�������6�9�;�����9���������4���4����!��4���6���������?��#� �7��#��U#4� �6����� �����!����4�96�����6#B���

������
��������!�4��<��������<�4�������� �7������������������6�"�����;�#" ��������4��������������������� �7��#�������������!�4��<����"9�7�4���6���D#��!������#���
� ��>� ��� �6���9�� ���"�������6�9�� <>� ��� �6���9�� ��"�9�7�4����������<�4��
� �9>� ��� �6���9�� ��B���������6�9�� �>� ��� �6���9�� ��B���������<�4��
��������>� ������������������������+ ��������������� ����������������� ��� �������������� ��������� ��� ���
�$���6���������!����"����!�� �����#���������6������"������������"���9��!���96���������<�6�������!��� ��4���
1�9��� � 5���"��4�6�� � 6����� � ��� !����4�96����� �������� �#������� ��6��� "�� �9�� !���96������� 6�9��!��9�#�������!����4�96���#�#4��7��#�������#�#"����;����� ��� ��9� � 6����� �!����4�96������!�6��7������������#"����� �#������� ��6��� "�� �9�� !���96������� 1�9��� � !6#��9� �� �#� !����4�96����� �#46������ �#������� ��6��� #� 4���������������
�>� ��� �6���9�� ���"�������6�9�� <>� ��� �6���9�� ��"�9�7�4����������<�4��
9>� ��� �6���9�� ��B���������6�9�� �>� ��� �6���9�� ��B���������<�4����������#���� ��+ ������������������� ����������� ����������������� ���

������
=� �/���@/����"�.������#��* "A���������9� � ���#� ��� ���6�"������ !�� ���� �4�5�#���4�B��5� �6����4 �� "�� �!4� �6��� 4�� ��������� 4����!��4��5�
�����4�9��#���9��#���4�6����4����4�5��6�7�������4� ���-���4����!��4��������49������7D������ �<�6�����<�4;������9�7��4����!��4���6�9���" �?#� �7�����6�4�������!��� ��4�����"9�7���"��4�5��6�7������4� �������� � �7�����6�4��;�������� �����9�7���<�����4�����6���*��6�"���������!�4�4�!�9���6����<�6���4��4�5��6�7��5�!��������<�������6�9��L��6����<�6���4� �64����4�9��5� 4�5��6�7��5�!������;� �����6���� �!�������;� �7���� �6�4��;� �6�4�� �� ������4������ �6�4���-���� ���!��<6� �#��6����"#$���� �!4� �"������5�!��<6� �;�����7D���� �#� 4��� <��6�7��� ���!�������� �6����4 ���!4� �"������ C� ��4��6�� (E�� �&!4� �"�4���� =(&>;�F5�6�� �!4� �"�4���� �6����45 � =F&*>� �� �������9����F&*� = F&*>�� �� �<"��� �#� #"�4�� B�4���� ��"6�B�4�� �#������� ��6��� =�>� ��� �6��� 9�� �� �<����� ��6�9�;� =��>� ��� �6���9�� ��"�9�7�4����������<�4�;�=���>�#�#!���9�� ���<�������6�9����9�� ��B���������6�9����� �<�6�����<�4���=�9>�#�#!���9�� ���<�������6�9����B������� �<�6������<�4���*6����4� � F&*����!���"����������<�6���"����7�9������9��9��4��!��<6� �������#���<���������<�6�����"#64�4��!6���9��4�� ���������"��4������B�4�����#���������6�������������!��9����<#�#D�5���4��:�9������������������9�7����4����# ��#��!4� �"����#�!6���9��4�� ��������;�������������6�"#���4�6�5� �4�5�#���4�B��5��6����4� ����
;� �� !" �"��@�A�$��6���;��;�Q���;�I�2�;�����E��";�/�����������"��;�0�;�������*� �45���6��N������ !6� ��4�4������� �<�6����<�4�
������!4�9�� ��#���4#�������9���� ��4���?�� ����+�, ������� ���� +����� �;�=@=H>;�!!�����C������@�A�Q���;�I�2�;�$��6���;��;�(4����C������;�-������)�����;�&�;�������(�5��#6����������6�� �<�6����<�4�����!��4C��������
4��������!���#�4����6������?�� ����+�, ������� ���� +����� �;�=5=M>;�!!�����C������@�A�/#64����;�+�;�1�<��;��������*�56��5�;�2���;�������1N�6�����5��#6�������!��4��������<�4� �9������ C ��5������<�4���
��66���9��������A�(������� ����������;�B6;�!!��M�C�����@�A�.�#;�(�I������-�"��;���;�������*�5N<���� �4�5�#���4����6����45 �4���!4� ���������6CE��6����<�4�����66��9��������
A�(������� ����������;�@7;�!!����C�J���@HA��4��9�D;�)�;�2#��9�D;�$�;�)�4�D;�)������)�6���9�D;�0�;����M���4����4�������!�������!6�������������5��#6����#�����
�5��4���!��4��6���E�� ��!4� �"�4�����6����45 ��C8�����&1������'����*��������� �;�D7;�!!�HMJCH����@MA��4��9�D;� )�� ���� )�6���9�D;� 0�;� /��N� F�6�� &!4� �"�4���� *6����45 � ���� (���6�� )�<�6�� �<�4� (�5��#6�����
#������ ����+�����7���, ��� ���� ���9� +��� ���� �C���������%�C������ ���� �9����� ��C �� ���� ��=��� *$�����>;�(�$�J��C�MC��MMCMJ�C�;�!!�� &�����CM;�-6���9�;�(�<���;�HC���#��;�������
@�A�+#�����;�*�/�;�+�#�����;���+������+��������;�*���;�����;�Q��� <����*�<����N�E5�6���!4� �"�4�����6����45 �E�45�5N!��<�6��� 4�����4� ��4����� �#��4���� ���� ���4#��� ��6��4����� ��, ������� �� 9����� �� � � , +������� � &1�������,9,9,&�%�=6<E�C������, ��� ���� ���9� +��� ���� �=!!���MMC���>�������
@�A�Q��;���-�;���;���(��������;���(�;����M;�$�9� <����*� #64�C�<���4�9���!4� �6� �<�6����<�4�!�45�!6�������<��������E5�6���!4� �"�4�����6����45 ����&�� ���#������� ���,9&#�%�=6<D�,CCC�<4���, ��� ���� ���9� +��� ���� �=!!�����C���>�������
@JA�'#;�)�;�05���5#�;�+�;�05��#�;�/�;�8���4���;�Q������8#4���;���;�����;��#6N��F5�6���!4� �"�4�����6����45 ������6�V�<6���6�E��5�!���5��#6����E�45���4#!�4� ������������ �%�,� ��+������ �� �9� ������,9�,9�%�=6<E�B���, ��� ���� ���9� +��� ���� �=!!���H�C�M�>�������
@��A�)����6�6�;� (�� ���� .�E��;� *�;� ���M�� �5�� E5�6�� �!4� �"�4���� �6����45 ��*�� ���� � � C �� ���� �� &�+�'���;�B5;�!!�H�CM���
@��A����E��;���;�Q#<���;�Q�;� �45 �66;�-�;�(�45�;�(�������(4����;�-���;��J����16��������4��������6�V�<6�� ��#���4#������N�4� ���.���:�&������� �;�==�>;�!!����C�����
������������ ���������������������������������
��! #!�"�* �.��� ���� �����-�"� #�*�)�"�*��-�!������!�"��� �
*.#!�����-���
����������, �����������%������������� ��1����� ����������������������� ����������� ���������+� �� ���������'�1������� ������������� �� ������� ���� +����� ���1���� �0�������+���������� ��������������8��1%������������������� ������������"#$����� � ������������������� �������++��� ��������������� ������������#&(%�)(*�� ��)(*�� ��������� �� ��� +����� ���1������� �������+������������ �������%�������������� ��� ��������������������+��������������� ����������� �(������������� ����� ����������� ���1��� ������������������������� ��������%��� ��+���+�� ����+ ���� � �.����8������ ��������������'�������)(*������+������������������������� �*����������������������������� ���� ��*./*0���+�'����������� �������� ����� ����������������������� �%������������ %������������1�� ����������������%�)(*%�#&(�����������

3.23
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Sejfo Papić1), Safet Velić2), Almedina Hatarić3), Nikola Manojlović4)
ANALIZA GREŠAKA KOD LASERSKOG SJEČENJA METALA
Rezime
Imajući u vidu da je sječenje metala laserom noviji tehnološki postupak obrade materijala, može se konstatovati da ga karakterišu određene specifičnosti koje se mogu posmatrati iz više uglova. Tako je moguće tretirati ovu problematiku sa aspekta kvaliteta obrađene površine, sa aspekta tehnologičnosti ili sa aspekta nepravilnosti i grešaka koje se javljaju pri samom odvijanju procesa. Ovaj rad tretira greške koje se javljaju u procesu laserskog sječenja metala neposredno u samom procesu proizvodnje. Cilj je upravo doći do određenih saznanja iz prakse u svrhu preventivnog djelovanja na njihovom suzbijanju. Ključne reči: Obrada metala laserom, lasersko sječenje, greške kod laserskog sječenja 1. UVOD
Rezanje laserom je tehnologija koja koristi laser za rezanje materijala, i uglavnom se koristi za industrijsku primjenu. Odvija se na način da se direktno kontroliše izlazna snaga lasera, koja se reguliše uz pomoć upravljacke jedinice -računara. Materijal se topi, izgara, ili isparava, ili ga otpuhne mlaz zraka pod pritiskom, ostavljajući visoko kvalitetne rubove reza. Laserom se pored limova mogu rezati i razni profili te cijevi.
2D laser služi za sječenje limova. Princip sječenja laserom zasniva se na laserskoj zraci koja prosjeca lim. Da bi se prosjecao lim mora se obratiti pažnja koji materijal se sječe, jer za različite materijale postoje odgovarajući režimi obrade.
Laserska zraka se dobija u optičkom rezonatoru. Sastavni dijelovi rezonatora su kvantni generator kojega čini laserski aktivna materija čvrstog, tekućeg ili plinskog stanja, izvor svjetlosne pobude najčešće u vidu blic lampe i dva paralelna ogledala gdje refleksno ogledalo potpuno odbija svijetlost, dok polupropusno djelomično propušta svjetlost.
Princip rada optičkog rezonatora zasnovan je na emisiji zračenja svjetlosne energije pri prelasku čestica (elektrona) atoma ili molekula sa jednog energetskog nivoa na drugi, pod neposrednim djelovanjem vanjske svjetlosne pobude. Pri energetskom prelasku elektrona nastaje apsorpcija ili emisija elementarne količine energije izražene u vidu fotona. Emisija može biti spontana i stimulirana. [1]
Lasersko zračenje, u odnosu na zračenje običnih svjetlosnih sijalica, karakterizira koherentnost, usmjerenost i monohromatičnost. [2]
Istraživanje je provedeno na obradi limova od konstruktivnih čelika, INOX-a, HARDOX-a i Almg3. 2. MAŠINA, ALATI I PRIBOR ZA SJEČENJE LASEROM 2.1 Karakteristike mašine i limova Osnovni zadatak mašine za obradu laserom jeste generisanje laserskog zraka odgovarajućeg inteziteta i njegovo vođenje po željenoj putanji. Savremene mašine za obradu laserom su CNC upravljane (upravljane pomoću računara) s ciljem postizanjaželjenog kvaliteta obrađene površine i definisane geometrije predmeta obrade. Osnovne komponente mašine za lasersku obradu predstavljaju samostalne jedinice sa tačno definisanom funkcijom. Jedinice koje čine sistem za obradu laserom su: [3]
1) Doc. Dr. Sejfo Papić, Univerzitet u Sarajevu, Pedagoški fakultet, ([email protected]), 2) Doc. Dr. Safet Velić, Univerzitet u Sarajevu, Pedagoški fakultet, ([email protected] ), 3) Viši asistent Almedina Hatarić, MA telekomunikacija, Internacionalni univerzitet Travnik. 4) Doc. Dr. Nikola Manojlović, Internacionalni univerzitet Travnik.

3.24
jedinica za generisanje laserskog zraka, optički sistemi za formiranje laserskog zraka odgovarajućeg inteziteta, sistem za vođenje laserskog zraka -optička vlakna, jedinica za snabdjevanje sistema električnom energijom, radni stol i stezna glava za pravilno pozicioniranje i stezanje obratka, sigurnosni sistem za kontrolu inteziteta generisanja laserskog zraka, upravljačka jedinica i izvršni organ mašine za obradu -rezna glava.
Za analizu u ovom radu je korištena mašina Bystronik laser, snage pogonskog elektromotora 4 kW. Namjenjena je isključivo za sječenje ravnih ploča. Najveća debljina rezanja je 25 mm. Veličina radnog stola 2000x4000 mm, podržana softverom 2010 godište. [4] Kao obradak korišteni su limovi od INOX-a, HARDOX-a i Almg3. Ovi limovi se mogu rezati: abrazivno vodenim mlazom, plazmom, gasno i laserom. U eksperimentu laserom se siječu limovi debljine do 25 mm, a parametri rezanja su: [5] brzina rezanja -600 do 2200 mm/min; širina reza je manja od 1 mm; tolerancija 0,2 mm; širina ZUT od 0,4 do 3 mm.
Za inox, hardox i legure aluminijuma (1.5301,316,Almg3...) koristi se azot (N) jer sa njim je bolji rez bolje prosjecanje materijala, pored toga imaju i odgovarajuće mlaznice koje se primjenjuju za inox i hardox a to su mlaznice koje se označavaju sa: HK12, HK15, HK20...do HK30 (slika 1-a). Uz primjenu azota tačniji je rez kod tankih limova i mogućnost korištenja većih brzina za sječenje. Međutim, ovaj način je znatno skuplji od sječenja uz pomoć kiseonika O2.
a) b)
Slika 1. Izgled korištenih mlaznica Za crne metale ( S355, DD11, DC01 itd) koristi se kiseonik O2. On omogućava rezanje debljih materijala do 25mm, pri čemu se dobija rez visokog kvaliteta. Kada se reže kiseonikom koriste se druge mlaznice čije su oznake: NK12, NK1215, NK1515, NK1520 itd. (slika 1-b). Kada se reže sa O2 tj. crni metali mora se obezbijediti adekvatna ventilacija, jer je povišeno nastajanje štetnih gasova. Na slici 2 je predstavljeno rezanje dijelova od čelika. Debljina lima je 5mm, dimenzije table 2000x4000 mm.
Slika 2. Postupak sječenja čeličnog lima Slika 3. izgled zamrznutog ventila
Kod obrade tankih limova koristi se azot. Zbog niske temperature koja mora biti pri postizanju tečnog agregatnog stanja azota (-165 oC), dolazi do čestog zamrzavanja izlaznog ventila kroz koji protiče (slika 3),

3.25
što otežava proces rukovanja istim.
2.2. Upravljacka jedinica Oparater koji opslužuje mašinu podešava parametre lasera preko upravljačke jedinice. Kada se unese crtež, prvo na šta treba obratiti pažnju jeste: vrsta materijala koji se siječe, debljina lima i dimenzije ploče.
Materijal mora biti očišćen i da nije oštećen itd. Kada se sve provjeri i uvjeri da je sve u redu onda se podešavaju parametri od kojih najviše zavisi kvalitet reza. Neki od najbitnijih parametara su: visina mlaznice, fokus, brzina lasera, ubrzanje lasera, jačina struje , eličina pritiska, itd
Na slici 4, dat je izgled monitora upravljačke jedinice lasera u procesu njegovog podešavanja i odabira režima sječenja.
Slika 4. Podešavanje režima obrade laserom Slika 5. Greške nastale zbog nepravilnog postavljanja obratka
3. GREŠKE KOJE NASTAJU KOD SJEČENJA LASEROM Sve greške koje nastaju pri sječenju laserom moguće je svrstati u dvije grupe grešaka a to su: subjektivne greške (greške koje nastaju usljed neadekvatnog propisivanja režima rezanja od strane
opslužioca lasera) i objektivne greške (greške koje nastaju usljed unutarnjih poremećaja lasera)
3.1. Subjektivne greške Greške koje su posljedice ljutskog faktora su one greške koje nastaju zbog neadekvatnog opsluživanja lasera i manifestuju se kao sljedeće: Greške mjerenja obratka. Ako se pogrešno izmjeri ili uopšte ne izmjeri tabla lima. Prije sječenja
potrebno je uvjek da se odredi tačna debljina i dimenzije po x i y osi, ma koji materijal bio u pitanju. U proizvodnji se može desiti da se siječe lim debljine 1mm umjesto 1,2 mm. Oko 72 % od ukupnih subjektivnih grešaka nastaju upravo zbog ovakvog tipa nemarnosti opslužitelja.
Greške pri postavljanju obratka na radni sto mašine. Pogrešno postavljanje table lima na radni sto lasera nastaju ako se tabla ne postavi ravnomjero na radni sto i ako se ne uzme propisana udaljenost table od nulte ose. Kao posljedica može se dogoditi da laser ide svojom putanjom rezanja i jednostavno izadje van table pa glava lasera propadne ili pak, ošteti mlaznicu za sjecenje. Ovakve greške su vrlo štetne za glavu lasera jer je njen popravak jako skup. Primjer ovakve greške dat je na slici 5, gdje se može zapaziti da je laser nastavio da se kreće svojom putanjom i izašao van table

3.26
materijala. Greške u toku procesa sječenja. U toku sječenja laserom neka od pozicija se može izokrenuti, zbog
jakog pritiska koji laser proizvodi dok laser sijece drugu poziciju. Pri tome laser dolazi u kontakt sa prethodnom izokrenutom pozicijom i može pomjeriti tablu lima ili ošteti mlaznicu. Ova greška se događa ako operater ne prati proces sječenja. U slučaju da se pozicija izokrene, laser se treba zaustaviti i ta pozicija se odstrani sa radnog stola, nakon čega se laser ponovo stavlja u pogon.
Neadekvatno održavanje mašine, što dovodi do zaprljanje određenih dijelova lasera, što za posljedicu ima poremećaj rada. One se najčešće manifestuju kroz rez lasera koji ima za posljedicu da se odvija otežano ili jednostavno, laser ne može da reže. Održavanje higijene radne mašine je neophodno ako se ima u vidu da je čitav sistem kod lasera jako osjetljiv. CNC mašine su predviđene za rad u tri smjene pa je neophodno da se redovno čiste i adekvatno održavaju svi njeni dijelovi (odstranjivati otpad, provjeravati nivo destilovane vode, i sl).
3.2. Objektivne greške Greške koje se dešavaju zbog lasera nisu česte. Nek od tih gresaka su : Problemi vezani za CNC sistem ( čista objektivna greška gdje mašina ima tzv samozaštitu i sama se
isključuje iz daljeg procesa). Navedena mašina u svom programu ima 1653 alarma koji signaliziraju kada nešto nije u redu i obustavljaju proces rezanja.
Poremećaj u vidu blokiranja upravljačke jedinice pri kojem oparater nije umogucnosti da unosi parametre.
Slika 6. Izgled monitora pri alarmiranju neke od sistemske greške 3.3. Analiza rezultata istraživanja Analiza grešaka je rađena za prva četiri mjeseca 2018. godine i došlo se do podataka da je 97,8 % od ukupnog broja grešaka koje su nastale pri procesu rezanja, posljedica ljutskog faktora, odnosno da su iz grupe subjektivnih grešaka, dok je 2,2 % otpada na objektivne greške. Na slici 7 grafički je predstavljen procentualni udio vrste grešaka prema navedenoj klasifikaciji istih.

3.27
Slika 7. Procentualna zastupljenost grešaka 3.4. Prevencija pojave grešaka Imajući u vidu karakteristike procesa sječenja laserom i uzimajući u obzir rezultate do kojih se došlo prilikom istraživanja, nameće se zaključak da je neophodno preventivno djelovati u cilju smanjenja i elimisanja navedenih grešaka. Jedna od ključni preventivnih mjera jeste čišćenje radnih stolova lasera i to na način da se demontiraju dijelovi na kojima bude naslage materijala, odstrani se naslaga i ponovo vrate na svoja mjesta. U toku sječenja debljih materijala povećano je topljenje materijala pri čemu nastaje puno šljske, koja se vremenom nakuplja na tzv. zube radnog stola. Kao što se vidi na slici 8, potrebno je demontirati iste i očistiti. Naslaga u vidu šljake bude i velikoj količini (može se nakupiti i do 100 kg naslaga) zavisno od vrste materijala koji se siječe i od perioda eksploatacije mašine.
Slika 8. Prikaz radnog stola sa nakupljenom šljakom

3.28
Također, neophodno je vršiti stalnu edukaciju radnika u smislu podizanja njihove svijesti o odgovornosti prema radu, jer vidi se da je najčešća pojava grešaka usljed nemarnog pristupa radnika. 4. ZAKLJUČAK Iz navedenog može se zapaziti da se pri laserskom sječenju odigravaju veoma složeni fizički i hemijski procesi što upućuje na to da se ovakvom postupku mora pristupiti stručno i odgovorno. Iako je procentualno visoka zastupljenost subjektivnih grešaka, bitno je navesti da ukupan broj grešaka kod ovog postupka je veoma nizak i vrlo su rijetke greške sa većim posljedicama. Tim prije što se posljedice ovih grešaka mogu ublažiti u smislu smanjenja pojave škarta, jer se dijelovi table lima mogu iskoristiti za manje dijelove i pozicije. U posmatranom periodu nije došlo do lomova dijelova glave mašine pa se može ocijeniti kao veoma pouzdani proizvodni podsistem. S obzirom na osnovne karakteristike obrade pomoću lasera ovaj postupak sječenja materijala zauzimaće sve veću primjenu u budućnosti, tim prije ako se zna da se koristi jedan alat za sve geometrije. LITERATURA [1] Bauer, B.: Optimiranje parametara laserskog zavarivanja čelika za poboljšanje” -doktorski rad, Fakultet
strojarstva i brodogradnje, Zagreb, 2006. [2] http://www.azoo.hr/images/stories/dokumenti/Laser.pdf (posjećeno 02. 05. 2018.) [3] Brdarević, S., Jeleč, A.: Nekonvencionalni postupci obrade, Mašinski fakultet u Zenici i Politehnički
fakultet u Zenici, Zenica, 2016. [4] https://www.bystronic.se/se/ [5] Živković, A.: Weldox i hardox čelic -osobine, preporuke za rezanje i zavarivanjei, Praksa, Zavarivanje i
zavarene konstrukcije (1/2004), str. 23-28.
Sejfo Papić, Safet Velić, Almedina Hatarić, Nikola Manojlović
ANALYSIS OF ERRORS IN LASER CUTTING OF METALS Abstract: Bearing in mind that laser cutting is a newer technological process for the processing of materials, it can be noted that it is characterized by certain specificities that can be observed from several angles. Thus, it is possible to treat this problem from the aspect of the quality of the treated area, from the aspect of technology or from the aspect of the irregularities and mistakes that occur during the process itself. This paper deals with errors that occur in the process of laser cutting of metals directly in the process of production itself. The goal is precisely to get to certain knowledge from the practice for the purpose of preventive action on their suppression. Key words: Metal laser treatment, laser cutting, errors in laser cutting

3.29
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Ranđelović, S.1), Mladenović, S., Milutinović, M.2),
FEM ANALIZA ALATA ZA PROBIJANJE I PROSECANJE
Rezime: Alati za probijanje i prosecanje karakterišu se standardnim ali i specifičnim poprečnim presekom koji je direktno uslovljen tehnološkim rasporedom gotovog komada na pripremku u obliku trake. Dok je konstrukcija standardnih alata rezultat detaljne analize naponsko deformacionog stanja u materijalu samog alata specifični alati predstavljaju uvek nov konstruktivni zadatak koji u najvećem broju slučajeva mora biti vrlo brzo rešen na najoptimalniji način. U takvim uslovima FEM analiza tela probojca i prosekača predstavlja dobru metodu da se provere unutrašnji naponi i deformacije navedenih alata kako bi u najnepovoljnijim tehnološkim uslovima konstruktivno rešenje alata imalo optimalno rešenje za velikoserijsku i masovnu proizvodnju. Ključne reči: probijanje, prosecanje, FEM analiza, 1. UVOD
Savremena industrija prerade limova danas je u velikoj ekspanziji zahvaljujući novim tehnološkim rešenjima i metodama za obradu lima. To je uslovljeno najrazličitijim zahtevima tržišta na osnovu kojih gotovi proizvodi od lima dobijaju kompleksne ravanske ali sve češće prostorne oblike. Dobar primer za to su automobilska industrija, industrija kućnih aparata, savremeno građevinarstvo, industrija nameštaja i sl. gde je asortiman proizvoda sve veći i tehnološki sve zahtevniji 1. Samim tim potrebni alati u jednoj takvoj proizvodnji moraju da ispune najstrožije zahteve kako bi dobijeni proizvodi bili konkurentni na otvorenom globalnom tržištu. Veliki proizvođači alata (HASCO, FEINTOOL, OERLIKON Balzers, ...) vrlo doboro prepoznaju zahteve velikih kompanija koje imaju ovu vrstu proizvodnje i veliki broj alata standardizuju kako bi oni potencijalnom korisniku bili dostupni u svakom trenutku 2. Za takvu vrstu tehnologija, gde je obrada lima podignuta na najviši nivo, pre svega standardizovana kućišta imaju zadatak da unificiraju radni prostor ali i obezbede jednostavnu i brzu izmenu alata dok standardni alati za probijanje i prosecanje (probojci i prosekači) mogu da posluže kao parcijalni alati svuda gde je to moguće kako bi se dobio otvor odnosno gotov deo. U slučaju kada se radi o složenim konturama manjih i većih dimenzija neophodna je izrada alata odgovarajuće konture kako bi se dobila zadata željena geometrija u jednom hodu. U takvom slučaju to nisu alati standardne geometrije već oblici koji odgovaraju u potpunosti geometriji gotovog dela. Vrlo često mogu da se jave segmentna rešenja kako bi se od jednostavnijih oblika dobila željena složena kontura u konkretnom slučaju 3. FEM analiza i provera takvih alata se nameće sama po sebi kako bi predložena rešenja imala pravi izbor materijala, što duži vek trajanja, postojanu geometriju, mogućnost dobijanja velikog broja komada u većim serijama.
2. USLOVI FEM ANALIZE PROBOJCA I PROSEKAČA
Za izabrani materijal probojca (sl.1) od alatnog čelika koji je legiran hromom i vanadijumom dobijaju se mehaničke karakteristike koje su merodavne u daljoj analizi. Za analizu tela probojca prečnika 6mm uzima se da na njegovom čelu dejstvuje konstantna sila od 15000N dobijena na osnovu poznatih proračuna a za slučaj da se probija otvor u materijalu koji ima smicajnu čvrstoću m = 400 N/mm2. Uslovi oslanjanja definisani su na kontaktu sa među pločom koja
1) prof. dr Saša Ranđelović, Univerzitet u Nišu, Mašinski fakultet, ([email protected]), Srđan Mladenović, Univerzitet u Nišu, Mašinski fakultet, 2) prof. dr Mladomir Milutinović, Univerzitet u Novom Sadu, Fakultet tehničkih nauka, ([email protected])

3.30
prenosi površinski pritisak odnosno sa nosećom pločom u gornjem delu alata koja preko cilindrične površine dozvoljava zanemarljivo pomeranje tačaka duž ose probojca (sl. 2).
Slika 1. Izbor materijala probojca
Ukoliko u donjem delu alata postoji vodeća ploča onda se definiše i klizna površina koja omogućava što tačnije vođenje probojca da bi se onemogućilo vrlo često izvijanje velike dužine probojca malog poprečnog preseka prilikom kontakta sa gornjom površinom trake pripremka i početka procesa probijanja [3]. Definisanje glavnog opterećenja na čeonoj površini probojca, za slučaj statičke analize, koja prenosi navedenu silu probijanja dato je na slici 2.
Slika 2. Definisanje uslova oslanjanja i opterećenja probojca u gornjem delu alata
Prvo rešenje metodom konačnih elemenata daje raspodelu napona po telu probojca gde se jasno uočava izrazito stanje svestranog pritiska uz vrlo male napone u kontaktnoj zoni (sl.3), što je posledica konstruktivnog proširenja probojca u delu gde se on vezuje za noseću ploču odnosno prenosi silu probijanja na među ploču 4. Takođe se uočava opasna zona najvećih napona, na vratu probojca, koji dostižu vredenost 792.248 N/mm2 (sl. 3).
U cilju poboljšanja dobijenih rezultata, upravo u zonama oštrih geometrijskih prelaza ili značajne promene opterećenja neophodno je generisanje nove mreže sa istim tipom elemenata ali sa prilagođenom veličinom elementa (sl.3). Vrlo često alati za probijanje malih poprečnih preseka imaju dodatno proširenje tela u gornjem delu gde se vezuju preko noseće ploče. Time se povećava kontaktna površina sa među pločom odnosno smanjuje kontaktni napon na njihovom dodiru. Upravo zato zahteva se unos zadate tačnosti koju je potrebno dostići (h - adaptivna metoda) kao i maksimalni broj iterativnih petlji proračuna a sve u cilju optimizacije vremena analize 5. Raspodela napona po kriterijumu Mizesa, u zoni maksimalnih vrednosti, sada dobija tačnije vrednosti zahvaljujući preciznijoj, finojoj i gušćoj mreži konačnih elemenata koja daje opis. Kritičan vrat probojca ukazuje na koncentraciju napona koja može da izazove lom samog probojca u nekim ekstremnim slučajevima opterećenja koja karakterišu ovu vrstu alata. Iz tih razloga se dosta često govori o broju zaostalih jezgara u donjem delu alata koja usled probijanja i prosecanja ostaju zaglavljena u

3.31
cilindričnom, reznom delu rezne ploče i koja u mnogome povećavaju silu probijanja i prosecanja. Ta ekstremna opterećenja mogu da budu i do 20% nominalne sile tako da se proračun i provera alata uvek sprovodi po tim kriterijumima.
Slika 3. Rezultati FEM analize napona i deformacija tela probojca
Analiza tela prosekača je slična ali sama činjenica da se radi o složenijim konturama, po pravilu, sa daleko većim opterećenjima navodi na zaključak da su rezultati analize kompleksniji. Sila prosecanja koja se prenosi posredstvom tela prosekača u ovom slučaju je 96000 N dok je kontura nešto složenija ali sa naglašenim oštrim prelazima koji predstavljaju izvor izraženih nelinarnosti, koncentracije napona i habanja alata (sl.4). Uslovi oslanjanja u gornjem delu alata su potpuno identični kao kod probojca samo je potrebno definisati veći broj odgovarajućih površina kako na mestu uklještenja tako i na mestu vezivanja u nosećoj ploči gde je teoretski moguće samo klizanje po kontaktu usled neznatnih elastičnih deformacija.
Slika 4. Definisanje uslova oslanjanja prosekača
Slika 5. FEM model pomeranja po telu prosekača
Uloga vodeće ploče kod prosekača je potpuno ista samo je klizna površina definisana sa više kontaktnih površina. Konačan model prosekača koji je pripremljen za analizu sa unetim karakteristikama materijala i njegovim mehaničkim karakteristikama dat je na slici 5. Generisano polje elastičnih deformacija metodom konačnih elemenata ukazuje na najveće vrednosti neposredno na mestu dejstva opterećenja usled prosecanja (sl.6) i neposredno pre promene poprečnog preseka na mestu oslanjanja u nosećoj ploči gornjeg dela alata.

3.32
Prvi rezultati FEM analize naponskog stanja po telu prosekača ukazuju na manji nivo dostignutih napona ali sa vrlo oštrim prelazima gde vrednosti napona imaju nagle promene (sl.6).
Slika 6. Rezultati FEM analize napona i deformacija tela prosekača sa prilagođenom veličinom mreže
Dobijeni rezultati ovakvim FEM modelom mogu se značajno približiti realnim vrednostima ukoliko se iskoriste prednosti h - adaptivne metode (sl.6). Poboljšana i finija mreža konačnih elemenata uočava se na prelazima gde se očekuje značajnija promena naponskog stanja.
3. ZAKLJUČAK Opisani pristup projektovanja tehnologije probijanja i prosecanja ukazuje na mnoge prednosti FEM modeliranja i analize naponsko deformacionog stanja tela standardnih ali i specijalnih alata. Uvek kada je moguća uporeba standardnih alata to treba iskoristiti kao pouzdano i provereno rešenje velikih proizvođača alata i opreme za ove tehnologije. Međutim, kada se radi o specijalnim alatima, odnosno oblicima koji se namenski rade za definisanu geometriju gotovog dela ovaj pristup je garancija konstruktoru da polje napona i deformacija po telu probojca i prosekača neće prevazići kritične dozvoljene napone i dovesti do trajne deformacije i lom alata, odnosno dovesti u pitanje sam tehnološki proces probijanja i prosecanja. 4. LITERATURA [1] Wang C. T.: Advanced Stamping Simulation Technology – State of Business and Industrial Prospect,
Numisheet Conf., Besancon, 13-17. Sept. pp.250-256. 1999. [2] Oehler G.: Schneid und Stanzwerkzeuge, Springer Verlag, Berlin/Heidelberg, 1995. [3] Ranđelović, S. Marinković V.: Proizvodne tehnologije, Mašinski fakultet u Nišu, 2017. [4] Wang C. T., Evolutions of Advanced Stamping CAE, NumiSheet, 2005 Conf., pp.78-82., 19-24. May
2005. [5] Hu P., Ying L., He B.: Hot Stamping Advanced Manufacturing Technology of Lightweight Car Body,
Springer Singapore, 2017.
Ranđelović S., Mladenović S., Milutinović M.
FEM ANALYSIS OF PIERCING AND BLANKING TOOL
Abstract: The piercing and blanking tools are characterized by a standard but also a specific cross-section which is directly determined by the technological arrangement of the finished part on the workpiece in the shape of a strip. While the construction of standard tools is the result of a detailed analysis of the stress - strain state in the material of the tool itself, specific tools always represent a new constructive task that in most cases must be solved very quickly in the most optimal solutions. In such conditions, the FEM analysis of the tool for piercing and blanking is a good method to check the internal stresses and deformations of these tools so that in the most unfavorable technological conditions a constructive tool solution would have an optimal solution for bigserial and mass production. Keywords: piercing, blanking, FEM analysis

3.33
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Škondrić, S., Grujić, V., Lazarević, D., Joksić Urošević, B., Marković, S.1
EKSPERIMENTALNO ISPITIVANJE KVALITETA MATERIJALA ZA IZRADU
VRATILA SA ZUPČANIKOM BOČNOG PRENOSA TEŠKOG OKLOPNOG SREDSTVA2
Rezime Vratila bočnog prenosa teškog oklopnog sredstva, koja se izrađuju zajedno sa pogonskim zupčanikom, izlazila su iz pogona zbog loma zubaca. Lom nastaje usled jakih udarnih napona savijanja u korenu zupca. U radu su dati rezultati ispitivanja: hemijskog sastava isporučenog materijala, mehaničkih osobina materijala u stanju isporuke i nakon termičke obrade u uzdužnom i poprečnom pravcu, prisustva izraženih makroskopskih grešaka i nemetalnih uključaka, kao i veličine zrna i mikrostrukture. Ispitivanja su vršena na velikom broju uzoraka (preko 150). Na bazi izvršenih ispitivanja došlo se do konkretnih zaključaka. Vratilo sa zupčanikom se moralo izrađivati od čelika sa garantovanim svojstvima u poprečnom pravcu, ili iz otkovka sa takođe garantovanim karakteristikama. Ključne reči: vratilo, zupčanik, bočni prenos, materijal, ispitivanje 1. UVOD
Vratilo bočnog prenosa oklopnog sredstva izrađeno je izjedna sa zupčanikom. Razmatrano oklopno gusenično sredstvo pokreće motor SUS snage 370 kW (500 KS). Od motora snaga ide na menjač povezan preko frikcionih spojnica sa vratilima bočnih prenosa. Zupčanici dva vratila bočnih prenosa su u sprezi sa zupčanicima koji su postavljeni na ista vratila kao i pogonski točkovi, koji pokreću gusenice. Pri eksploataciji je dolazilo do loma zubaca pogonskih zupčanika u korenu. Zupčanici su cilindrični sa pravim zupcima (slika 1), sledećih geometrijskih parametara [1]: Modul: m = 9 mm, Broj zubaca: z = 10, Ugao osnovnog profila: = 200, Pomeranje profila: xm = +3,33 mm, Mera preko zubaca: W2 = 43,391-0,120
-0,360 mm. Pri remontu ovih sredstava ugrađivana su vratila bočnog prenosa izrađena od čelika za cementaciju
Č5421 domaće proizvodnje. Kako su se učestano pojavljivali otkazi usled loma zubaca u korenu zaključeno je da mogu postojati dva uzroka njihovih oštećenja: greške u materijalu od koga su izrađivana vratila bočnog prenosa, pogrešna tehnologija izrade vratila sa zupčanikom.
Radi utvrđivanja uticaja prvog uzroka pristupilo se analizi kvaliteta materijala od koga su izrađivana vratila sa zupčanikom.
1 Saša Škondrić, JP Elektroprivreda Srbije, Ogranak RB „Kolubara“, „Kolubara Prerada – Suva separacija“, Diše Đurđevića b.b. 11560 Vreoci, Srbija; Vlada Grujić, JP Elektroprivreda Srbije, Ogranak RB „Kolubara“, „Površinski kopovi - Polje D“, 11565 Baroševac, Srbija; Dejan Lazarević, Ul. Maršala Tita 104, 11426 Meljak, Srbija; Biljana Joksić Urosević, JP Elektroprivreda Srbije, Ogranak RB „Kolubara“, „Površinski kop Baroševac“, Aranđelovački put b.b. 11565 Barosevac, Srbija; dr Svetislav Lj. Marković, profesor, Visoka škola tehničkih strukovnih studija Čačak ([email protected]). 2 Acknowledgment. This work has been performed within the project TR 35011. This project is supported by the Republic of Serbia, Ministry of Science and Technological Development, which financial help is gratefully acknowledged.

3.34
Slika 1. Vratilo bočnog prenosa izrađeno izjedna sa zupčanikom [1] 2. REZULTATI EKSPERIMENTALNIH ISPITIVANJA
U laboratorijskim uslovima ispitivan je čelik Č5421 proizveden u jednoj domaćoj železari. Ispitivanja su vršena na uzorcima prečnika 120 mm i dužine 200 mm. Ispitivane su dve grupe uzoraka: uzorci u stanju isporuke materijala i nakon kaljenja u ulju na 8100C i otpuštanja na temperaturi od 1950C u trajanju od 7 časova. Ispitivanja su vršena na velikom broju uzoraka (preko 150), a ispitivano je više parametara čiji su rezultati prikazani. [1] 2.1. Hemijski sastav
Rezultati ispitivanja hemijskog sastava Č5421 prikazani su u tabeli 1.
Tabela 1. Procentualni udeo hemijskih elemenata [1]
Č5421 C
(%) Si (%)
Mn (%)
P (%)
S (%) Ni
(%) Cr
(%) Prema atestu proizvođača
0,16 0,16 0,48 0,022 0,034 1,82 1,97
Prema analizi 0,16 0,18 0,43 / 0,018 1,87 1,86
Na osnovu rezultata hemijske analize ispitivani čelik odgovara kvalitetu čelika Č5421.
2.2. Tvrdoća Tvrdoća je ispitivana na uzorcima u stanju isporuke merenjem po Brinelu (HBS2,5/62,5/30), a nakon kaljenja i otpuštanja metodom Rokvela, tabela 2.
Tabela 2. Tvrdoća ispitivanih uzoraka [1] Materijal Stanje isporuke Nakon kaljenja i otpuštanja Č5421 193-198 HB 39-41 HRC
Tvrdoće ispitivanih uzoraka odgovaraju čeliku Č5421 u žarenom i kaljenom stanju.
2.3. Ispitivanja na zatezanje
Ispitivanja na zatezanje su vršena na epruvetama koje su isečene u uzdužnom i poprečnom pravcu u odnosu na pravac valjanja. Određivani su: zatezna čvrstoća – Rm, izduženje u aksijalnom pravcu – A, kontrakcija u poprečnom pravcu – Z. U tabeli 3 su dati granični rezultati ispitivanja više epruveta.

3.35
Tabela 3. Rezultati ispitivanja uzoraka na zatezanje [1]
Pravac isecanja uzoraka
Stanje isporuke Nakon kaljenja i otpuštanja Rm
(MPa) A
(%) Z (%)
Rm (MPa)
A (%) Z
(%)
Uzdužni pravac 610-612 24,1-24,3
73,9-74,5
/ / /
Poprečni pravac
579-589 11,1-12,0
37,8-54,6
1286-1319
3,7-4,44
13,4-27,1
Kod epruveta isečenih iz pravca poprečnog na pravac valjanja do loma je došlo bez izražene plastične
deformacije. Izduženje i kontarkcija u poprečnom pravcu su niže od očekivanih. [1] 2.4. Ispitivanje udarne žilavosti
Ispitivanje je vršeno na epruvetama sa U-zarezom (prema JUS C. A4. 004). Zarez dubine 3 mm se nalazio na različitim udaljenjima od spoljne površine polazne šipke 120 mm (slika 2). Ispitivanja su, takođe, vršena na epruvetama isečenim u uzdužnom i poprečnom pravcu u odnosu na smer valjanja. [1]
Slika 2. Grafički prikaz zona šipke 120 mm od Č5421 iz kojih su isečene epruvete za ispitivanje udarne žilavosti u poprečnom pravcu [1]
Tabela 4. Rezultati ispitivanja udarne žilavosti na epruvetama isečenim u uzdužnom pravcu KU150/3 J
Stanje materijala Udaljenost zareza od spoljne površine mm
21 U centru profila
45 35 21
Stanje isporuke 59,4 66,3 71,7 66,3 68,7 Nakon kaljenja i otpuštanja 64,8 54,9 56 / 69,2
Tabela 5. Rezultati ispitivanja udarne žilavosti na uzorcima isečenim u poprečnom pravcu KU150/3 J
Stanje materijala Udaljenost zareza od spoljne površine mm
27,5 U centru profila
45 27,5
Stanje isporuke 25,6 11,8 14,2 29,9
Nakon kaljenja i otpuštanja 13,3 / / 13,9

3.36
Može se zaključiti da je udarna žilavost u poprečnom pravcu i u stanju isporuke i nakon termičke obrade niska.
U tabeli 6 prikazan je izgled preloma pojedinih uzoraka polomljenih pri ispitivanju udarne žilavosti.
Tabela 6. Izgled uzoraka polomljenih pri ispitivanju udarne žilavosti [1] Stanje
materijala Uzdužni pravac Poprečni pravac
Stanje isporuke
KU150/3 = 59,4 J
KU150/3 = 29,9 J
Nakon kaljenja i otpuštanja
KU150/3 = 69,2 J
KU150/3 = 13,9 J 2.5. Makroskopska ispitivanja čistoće i homogenosti
Makroskopska ispitivanja čistoće i homogenosti uzoraka vršena su u poprečnom i uzdužnom pravcu. 2.5.1. Ispitivanja u uzdužnom pravcu
Kod ispitivanih uzoraka izražena je tekstura nastala plastičnom deformacijom (slika 3). 2.5.2. Ispitivanja u poprečnom pravcu
Kod ispitivanih uzoraka makronehomogenosti su posebno skocentrisane u centralnom delu profila, kao i neposredno uz spoljnu površinu šipke 120 mm (slika 4).
Slika 3. Makroskopski izgled uzdužnog preseka šipke 120 mm (nagrizano 60 min
na 60-800C u HCl 1:1) [1]
Slika 4. Poprečni presek šipke 120 mm (nagrizano 60 min na 60-800C u HCl 1:1) [1]
2.6. Mikroskopska ispitivanja
U ispitivanim uzorcima uočeni su nemetalni uključci u vidu oksida i manje aluminata. Veličina zrna merena je prema skali po ASTM-u. Za ispitivanje prirodnog (naslednog) austenitnog zrna uzorci su brušeni, polirani, oksidisani 3 h na 9300C, kaljeni u vodi i završno brušeni i polirani. Veličina prirodnog (naslednog)

3.37
austenitnog zrna (slika 5) je 7/6, a stvarnog austenitnog zrna 4/3. Može se zaključiti da je prirodno (nasledno) zrno dosta sitno.
Slika 5. Prirodno (nasledno) austenitno zrno (uvećanje 100x) [1]
Stvarno austenitno zrno je srednje do krupnozrnasto. Struktura Č5421 u meko žarenom stanju se sastoji od oko 20% perlita (koagulisani karbidi u feritnoj osnovi), tvrdoće 225-232 HV0,1 i ferita, tvrdoće 135-144 HV0,1. 3. ZAKLJUČAK
Detaljnim ispitivanjima velikog broja uzoraka iz jedne šarže čelika Č5421 zaključujemo da se navedena šarža ne može upotrebiti za izradu vratila bočnog prenosa teškog oklopnog sredstva. Razlog je što su njene mehaničke karakteristike u pravcu poprečnom u odnosu na smer valjanja niske, što se posebno odnosi na udarnu žilavost. Ovo je u najvećoj meri posledica teksture nastale plastičnom deformacijom, a delimično i zbog prisustva nemetalnih uključaka i njihovog rasporeda.
Na osnovu ranijih ispitivanja zupčanika strane i domaće proizvodnje, literaturnih podataka i naših ispitivanja predlažemo da se za izradu vratila bočnog prenosa koristi čelik Č5421 sa garantovanom udarnom žilavošću u poprečnom pravcu. Minimalna udarna žilavost u poprečnnom pravcu pri ispitivanju po postupku KU150/3 trebalo bi da bude: 54,9 J – u kaljenom stanju u ulju na 8100C i otpuštanom 7 sati na 1950C. 82,4 J – u meko žarenom stanju.
Ukoliko bi se izrada vršila plastičnom deformacijom – kovanjem potrebno je izvršiti ispitivanje osobina materijala u polaznom stanju, kao i analizu izdržljivosti zupčanika na vratilu bočnog prenosa. 4. LITERATURA Marković, S.: Izveštaj o ispitivanju materijala za izradu vratila bočnog prenosa, TRZ, Čačak. Šuman, H.: Metalografija, Zavod za izdavanje udžbenika, Beograd, 1965. Marković, S.: Održavanje mašina i opreme, Viša tehnička škola, Čačak, 2006. Marković, S.: Eksperimentalna merenja karakterističnih parametara mašinskih elemenata i sistema,
Visoka škola tehničkih strukovnih studija, Čačak, 2013. JUS standardi

3.38
Škondrić, S., Grujić, V., Lazarević, D., Joksić Urošević, B., Marković, S.
EXPERIMENTAL RESEARCH OF THE MATERIAL’S QUALITY USED FOR
PRODUCTION OF SHAFT WITH DRIVE GEAR OF LATERAL TRANSMISSION OF HEAVY DUTY ARMOURED MEDIUM
Abstract: The side transmission shafts of the heavy duty armoured machines, constructed together with drive gear, broke down due to teeth breaking. The breaking was due to high impact stresses occurring in the tooth root. The paper presents study results of the following: chemical composition of delivered material, mechanical properties of the material at the state of delivery and after thermical treatment in the longitudinal and cross-sectional direction, the presence of the expressed macroscopic errors and non-metallic admixtures, as well as the grain sizes and microstructures. The studies were performed on a large number of the samples (over 150). Based on the studies performed, some concrete conclusions were drawn. The shaft with gear had to be made of steel with guaranteed properties in the cross-sectional direction, or of forging with guaranteed properties, as well. Key words: shaft, drive gear, lateral transmission, material, research

3.39
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Tabaković, S1., Knežev, M1., Zeljković, M1., Živanović, S2., Štrbac, B1.
ANALIZA I VERIFIKACIJA OBRADE SLOŽENIH GEOMETRIJSKIH POVRŠINA
OPERACIJOM TROOSNOG GLODANJA NA NU MAŠINAMA ALATKAMA3) 4)
Rezime
Operacija obrade glodanjem sa tri numerički upravljane ose često u savremenim uslovima obuhvata izradu površina čija topologija utiče na pojavu različitih opterećenja u sistemu pomoćnog kretanja mašine alatke. Kao rezultat toga, dobijaju se obrađene površine sa netačnostima uzrokovanim između ostalog geometrijom oblika koji se izrađuje i uticajem veličine pomeranja u pojedinim osama u svim segmentima putanje alata. Cilj rada je ispitivanje grešaka koje nastaju pri obradi pojedinih složenih oblika. Analiza oblika je realizovana u dve faze: softverski poređenjem geometrije obradka sa oblicima koji se dobijaju putanjom alata, kao i fizički skeniranjem obrađenih površina kontaktnom metodom i poređenjem dobijenog oblaka tačaka sa modelom izradka. Ključne reči: složeni oblici, greške obrade, verifikacija putanje alata, skeniranje kontaktnom metodom 1. UVOD
Tačnost procesa obrade na numerički upravljanim mašinama alatkama predstavlja kompleksnu problematiku koja obuhvata karakteristike svih činilaca u procesu obrade. Tu spadaju karakteristike mašina alatki (krutost, tačnost podsistema pomoćnog kretanja, karakteristike mernog sistema), alata i držača alata, krutost i podešavanja steznog pribora, netačnosti putanje alata koji nastaju pri aproksimaciji geometrije i sl. U cilju brže i efikasnije pripreme proizvodnje poslednjih godina se uvode virtualni obradni sistemi koji primenom različitih tipova programskih sistema omogućavaju značajno efikasnije definisanje tehnoloških procesa obrade i programiranje numerički upravljanih mašina alatki primenom simulacije obrade čime se efikasno pronalaze potencijalni nedostatci [1]. Primenom ovakvih tehnologija se omogućava određivanje uticaja tačnost mašine alatke, tehnološkog procesa i drugih činilaca kao i njihovim upravljanjem definisanjem optimalnog procesa obrade [2].
Efikasna eksploatacija savremenih obradnih sistema se na današnjem nivou automatizacije ne može zamisliti bez primene računara i CAD/CAE/CAM programskih sistema. To je naročito izraženo kod obrade radnih predmeta složenije konfiguracije. Primenom ovakvih sistema moguća je integracija inženjerskih aktivnosti u okviru projektovanja proizvoda i pripreme proizvodnje korišćenjem tehnologija virtuelnog prototipa, metoda simulacije ponašanja proizvoda, različitih računarskih analiza, itd. Time se direktno utiče na smanjenje vremena razvoja proizvoda budući da se provere pojedinih varijantinih rešenja realizuje računarski uz manje troškove u odnosu na primenu fizičkih prototipova.
Jedan od važnih segmenata razvoja proizvoda primenom računara obuhvata pripremu proizvodnje u cilju definisanja tehnologije izrade proizvoda i automatizovanog programiranja numerički upravljanih mašina alatki primenom CAM programskih sistema.
Primena računarske simulacije i analize dobijenog rešenja u ovoj oblasti obuhvata više faktora značajnih za proizvodnju kao što su: proizvodnost, predikcija kolizije, opterećenje alata i mašine alatke, itd. To omogućava analizu više potencijalnih rešenja kao i generisanje optimalnog rešenja upravljačkog programa. 1) Dr Slobodan Tabaković, vanr. prof., Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2315, e-mail: ([email protected]), msr
Miloš Knežev, Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2345, e-mail: ([email protected]), dr Milan Zeljković, red. prof., Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2351, e-mail: ([email protected]), dr Branko Štrbac, docent., Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2316, e-mail: ([email protected])
2) Dr Saša Živanović, vanr. prof., Univerzitet u Beogradu, Mašinski fakultet, e-mail: ([email protected]) 3) U okviru rada se prezentuje deo rezultata istraživanja u okviru projektu TR 35025: Savremeni prilazi u razvoju specijalnih
uležištenja u mašinstvu i medicinskoj protetici, koji finansira Ministarstvo prosvete, nauke i tehnološkog razvoja Republike Srbije. 4) Rad obuhvata i rezultate istraživanja u okviru projekta TR 35022: Razvoj nove generacije domaćih obradnih sistema, koji finansira
Ministarstvo prosvete, nauke i tehnološkog razvoja Republike Srbije.

3.40
Prethodno se postiže variranjem strategija obrade, tehnoloških parametara, izbora alata i pribora kao i metoda definisanja putanje alata dok se ne dobije optimalnio rešenje. Sve pomenute aktivnosti se, u savremenim uslovima, realizuju na računaru, bez utroška vremena mašine i drugih fizičkih resursa [3].
Jedan od najizraženijih uticajnih faktora na ukupnu grešku koja nastaje u procesu izrade proizvoda složene geometrije na numerički upravljanima mašinama alatkama predstavlja aproksimacija geometrijskih oblika koja se sprovodi pri definisanju putanje alata konverzijom složenih geometrijskih formi na linearne, kružne ili polinomne segmente. U prvom delu istraživanja, prikazanog u radu, je opisan postupak analize grešaka nastale ovim procesom. Druga faza istraživanja obuhvata analizu ukupne tačnosti obrade sa stanovišta karakterističnih geometrijskih oblika koji se nalaze na test radnom predmetu. Ova faza je realizovana fizički, skeniranjem obrađenih površina kontaktnom metodom na koordinatnoj mernoj mašini. Poređenjem računarskog modela radnog predmeta na osnovu kog je i definisana tehnologija obrade i oblaka tačaka dobijenih skeniranjem su dobijena ostvarena ukupna odstupanja od željenih dimenzija [7]. 2. PROBLEMATIKA APROKSIMACIJE KRIVOLINIJSKIH PUTANJA
Pored činjenice, da već duži niz godina postoje programski sistemi za automatizovano programiranje numerički upravljanih mašina alatki, analiza grešaka koje nastaju pri generisanju putanje alata predstavlja relativno zapostavljenu oblast analize grešaka obrade [5]. Ove greške su rezultat metode definisanja geometrijskih elemenata putnje alata (procesiranje) kao i procesa njenog prilagođavanja konkretnoj mašini alatki (postprocesiranje).
Osnovni razlog za zapostavljanje ovih netačnosti je što se u proizvodnji u većini slučajeva obrađuju delovi čija se konfiguracija sastoji od pravolinijskih i kružnih oblika koje spadaju u osnovne geometrijske oblike koje upravljačke jedinice numerički upravljanih mašina alatki sa vrlo velikom tačnošću ostvaruju na osnovu ugrađenih interpolacionih funkcija, pa do pojave grešaka aproksimacije praktično i ne dolazi. To se može zaključiti i na osnovu činjenice da geometriju test radnih predmeta za ispitivanje radne tačnosti mašina alatki (NCG preporuke, prporuke proizvođača) čine isključivo oblici koji pripadaju osnovnim geometrijskim oblicima. Razvoj proizvoda složene geometrije koja se sastoji od površina koje ne spadaju u osnovne geometrijske oblike, kao novi tehnološki izazov proistekao pretežno iz automobilske, avio industrije, industrije prerade plastike, itd. drastično je ubrzao usavršavanje programskih sistema za automatizovano definisanje upravljačkih programa. U tim slučajevima se krivolinijske putanje najčešće aproksimiraju: linijama, kružnicama ili u najnovijim upravljačkim sistemima spline segmentima (što je još uvek retko u industiji). Na slici 1 je dat primer aproksimacije segmenta eliptične putanje a) kružnicama b) linijama, što neizbežno dovodi do pojave grešaka koje su prikazane crvenom bojom.
a) b)
Slika 1. Aproksimacija segmenta eliptične putanje a) kružnicama b) linijama
Analize matematičkih algoritama ugrađenih u programske sisteme za automatizovano programiranje numerički upravljanih mašina alatki s ciljem aproksimacije krivolinijskih putanja omogućuju korisnicima da steknu uvid u tačnost i mogućnosti CAM programskog sistema i da korekcijom pojedinih parametara dobiju putanju alata "optimalne tačnosti", pri čemu je funkcija cilja optimizacije dozvoljeno odstupanje od oblika obrađene površine. Primena CAD/CAM programskih sistema se smatra najefektivnijim rešenjem za implementaciju u tehnološku pripremu proizvdnje proizvoda složene geometrije [6].

3.41
2.1 Analiza grešaka aproksimacije
Proces definisanja upravljačkog programa za numerički upravljane mašine alatke može biti realizovan na više načina ručno ili primenom različitih programskih sistema. Iz tog razloga nije jednostavno odrediti da li projektovana putanja alata dovoljno tačno opisuje zadatu geometriju. Jedan od načina da se izvrši provera tačnosti jeste primena programskih sistema za verifikaciju upravljačkog programa. Greške aproksimacije nastaju pri formiranju putanje alata kao i pri njenom prevođenja u upravljački program za konkretnu NUMA. One su naročito izražene kada se putanja alata izražava isključivo linearnim interpolacionim segmentima.
Verifikacija putanje alata i analiza grešaka aproksimacije podrazumeva da se dobijena putanja alata tj. upravljački program učita u specijalizovani programski sistem za analizu grešaka simulacije skidanja materijala sa pripremka i poređenje dobijenih oblika sa izvornim modelom radnog predmeta. Za ovakve analize se koristi više programskih sistema u koje spadaju Vericut, NCSimul, NCBrain i sl. U okviru istraživanja je za analizu putanje alata korišćen programski sistem CGTech Vericut i verifikaciona funkcija AutoDiff koja se koristi za diskretne analize grešaka putanje alata (Slika 2).
Slika 2. AutoDiff u okviru Vericut
Korišćeni programski sistem kao i slični poseduje mogućnost direkne komunikacije sa većim brojem CAD/CAM sistema u cilju distribucije modela kao i primene neutralnih formata u slučajevima kada nije moguća direktna distribucija modela. Analizom je omogućeno poređenje topologije aproksimativno opisanog modela radnog predmeta sa modelom koji se dobija simulacijom skidanja materijala sa geometrije pripremka Rezultat analize je izveštaj koji obuhvata prirodu nastalih grešaka, vrednost tolerancije, pozicije gde putanja alata izlazi iz definisanog tolerancijskog polja i greške po zonama obrade. 3. FIZIČKA VERIFIKACIJA PUTANJE ALATA
Fizička analiza putanje alata je realizovana obradom definisanog radnog predemeta na numerički upravljanom obradnom centru za glodanje/bušenje Haidenraich & Harback FM38 sa upravljačkim sistemom Siemens Sinumerik 840D sl i upravljačkim sofverom Sinumerik Operate 4.5. 3.1 Realizacija obrade
Za analizu putanje alata u upravljačkom programu koji je generisan za konkretni test radni predmet, realizovana je obrada pripremka od aluminijuma Al99 u jednoj operaciji obrade glodanjem i tri zahvata kao što je prikazani na slici 3a.
Test radni predmet je prizmatičnog oblika sa više karakterističnih složenih geometrijskih oblika u koje spadaju ostrva i džepovi oblika [7]:

3.42
1. konusa, 2. petostrane piramide, 3. polusfere, 4. elipsoida, i 5. eliptičnog konusa.
Gruba i završna obrada gornje površine izvršene su vretenastim glodalom prečnika 15 [mm], a gruba
obrada džepa i završna obrada dna džepa vretenastim glodalom prečnika 5 [mm], dok su završne obrade karakterističnih oblika realizovane loptastim glodalom prečnika 8 [mm].
a) b)
Slika 3. a) Obradni centar i alati za obradu b) izradak
4. REZULTATI I DISKUSIJA
U cilju analize grešaka aproksimacije krivolinijskih putanja upravljačkog programa generisanog u programskom sisistemu Inventor HSM, u nastavku su prikazane greške koje nastaju pri aproksimaciji karakterističnih oblika na test radnom predmetu, na kome su usvojeni oblici koji ne spadaju u standardne. 4.1 Softverska verifikacija
Model koji je generisan nakon simulacije obrade, na osnovu upravljačkog programa u programskom sistemu VERICUT, upoređen je sa CAD modelom radnog predmeta, a odstupanja su ilustrovana kao zone grešaka koji su posledica aproksimacije složene putanje (Slika 4).
Slika 4. Greške obrade nakon simulacije upravljačkog programa

3.43
Na osnovu slike može se zaključiti da kod obrade ravnih površina ne dolazi do grešaka koje su posledica aproksimacije putanje kao i što je pretpostavljeno, dok kod karakterističnih oblika greška postoji. Ona je najizraženija na prelazima između elipsoida, eliptičnog džepa i kupe i odgovarajućih ravnih površina i može se tumačiti kombinacijom greške aproksimacije putanje alata i razlika u radijusima sfernog glodala i prelaza na modelu. Analizom izveštaja je utvrđeno da su odstupanja u ovoj zoni modela između 0.08 i 0.1 mm, dok su greške aproksimacije u drugim delovima analiziranih oblika manje od 0.05 mm 4.2 Fizička verifikacija
Nakon izrade test radnog predmeta, u cilju analize grešaka obrade, isti je digitalizovan kontaktnim
skeniranjem površina na troosnoj koordinatnoj mernoj mašini Zeiss Contura G2 prikazanoj na slici 5, čime je dobijen oblak tačaka za karakteristične oblike. Oblak tačaka je primenom programskog sistema Autodesk PowerInspect 2018 Ultimate iskorišćen za rekonstrukciju merenih oblika i upoređen sa CAD modelom radnog predmeta u cilju utvrđivanja vrednosti odstupanja od nazivne mere. Dobijene mere su rezultat ukupnih grešaka koji predstavljaju kombinaciju grešaka aproksimacije putanje alata, grešaka mašine, pribora, alata kao i NU merne mašine.
Slika 5. Koordinatna merna mašina Zeiss Contura G2 Oblak tačaka koji je dobijen kontaktnom metodom skeniranja složenih geometrijskih oblika na
koordinatnoj mernoj mašini, je u programskom sistemu PowerInspect upoređen sa CAD modelom. Na slici 6 su prikazane zone pojave ukupnih grešaka obrade.
Slika 6. Greške obrade na izratku

3.44
Rezultati koji su dobijeni fizičkom verifikacijom ukazuju na više vrednosti grešaka od onih dobijnih softverskom simulacijom i postoje na svim karakterističnim oblicima. Vrednosti grešaka iznose između 0.2 i 0.3 mm i delimično ukazuju na problem prostornog poravnavanja oblaka tačaka dobijenog skeniranjem sa modelom radnog predmeta. Na osnovu ovih rezultata se može zaključiti da greške aproksimacije putanje alata imaju manji uticaj na ukupne greške obrade od grešaka nastalih tokom procesa obrade, što je očekivano uzevši u obzir složenost samog obradnog sistema i procesa obrade.
5. ZAKLJUČCI
Prezentovano istraživanje predstavlja deo projektnih aktivnosti sprovedenih sa ciljem utvrđivanja relevantnih faktora koji utiču na tačnost obrade kod savremenih mašina alatki kao i mogućnosti korišćenja savremenih softverskih rešenja namenjenih unapređenju procesa pripreme proizvodnje u industriji za određivanje uzroka grešaka koji se javljaju pri obradi.
Pravci budućih istraživanja obuhvataju proširenje metoda analize grešaka aproksimacije na složene prostorne oblike definisane splajn površinama, kao i unapređenje metodologije eksperimenatalnog dela istraživanja u cilju uklanjanja grešaka nastalih usleg poravnavanja računarskog modela i oblaka tačaka u prostoru. 6. LITERATURA [1] Mohsen, S., Behroon, A., Mohsen, H.: Dimensional and geometrical errors of three-axis CNC milling
machines in a virtual machining system, Computer-Aided Design, Vol. 45, pp. 1306-1313, 2013. [2] Hai, L., Yingguang, L., Wei, W.: Feature Based Machine Tool Accuracy Analysis method, 13th CIRP
conference on Computer Aided Tolerancing, Procedia CIRP 27, Elsevier, pp. 216-222, 2015. [3] Živanović, S., Kokotović, B., Jakovljević, Ž.: Turning machine simulation for program verification, 12th
International Scientific Conference - Flexible Technologies-MMA 2015, Novi Sad, Serbia, September 25-26th, 2015.
[4] Cong, H., P., N., Young, C.: Comparison of point cloud data and 3D CAD data for one-site dimensionala inspection of industrial plant piping system, Automation in Construction, Elsevier, pp. 44-52, 2018.
[5]Tabaković, S., Gatalo, R., Zeljković, M.: Analiza tačnosti aproksimacije profila pri generisanju upravljačkog programa za CNC mašine primenom programskog sistema ProEngineer, VIII Međunarodna konferencija fleksibilne tehnologije, Novi Sad, Srbija i Crna Gora, 26-27. jun, 2003.
[6] Majerik, J., Jambor, J.: Computer Aided Design and Manufacturing Evaluation of Milling Cutter when High Speed Machining of Hardened Steels, 25th DAAAM International Symposium on Intelligent Manufacturing and Automation, DAAAM 2014, Vienna, Austria, pp. 450-459.
[7] NCG 2004 - Testing Guidelines and Testing Workpieces for High Speed Cutting (HSC), NC-Gesellschaft, 2000.
Tabaković, S1., Knežev, M1., Zeljković, M1., Živanović, S2., Štrbac, B1.
ANALYSIS AND VERIFICATION OF COMPLEX SHAPE MACHINING, BY THREE
AXIS MILLING, ON NC MACHINE TOOLS 3) 4)
Abstract Milling process on three axis milling machine very often includes making a surfaces whose topology affect to appear different problems in motion systems of machine tools. As a result of the aforementioned problem, the produced surfaces have inaccuracies, which are caused by produced shape geometry and impact of moving, along the individual axis in all segments of the tool path.The aim of this paper is to examine the occur errors during the processing of complex shape. Shape analysis is realized along the two phases: comparing the CAD model and geometry obtained by tool path simulation, as well as comparing point cloud got by phisical scaning produced part with CAD model. Key word: complex shape, machining errors, tool path verification, contact method scaning

3.45
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Vasilić, G., Živanović, S.1)
ANALIZA RADNOG PROSTORA REKONFIGURABILNOG ČETVOROOSNOG
MEHANIZMA SA HIBRIDNOM KINEMATIKOM ZA PROCES OBRADE SEČENJA ŽICOM2)
Rezime
Proces obrade sečenja žicom iako spada u nekonvencionalne metode obrade je u velikoj meri zastupljen u industriji. Tokom procesa obrade sečenja žicom, javljaju se sile malih intzenziteta. Zbog toga se nameće zaključak da delovi mehanizma mašine ne moraju biti masivni što je i jedna od karakteristika paralelnih mehanizama.U okviru rada je razmatran hibridni mehanizam koga čine dva paralelna ravanska dvoosna mehanizma. Paralelni mehanizmi su rekonfigurabilni i međusobno povezani žicom koja vrši obradu. Za hibridni mehanizam su izvedene jednačine inverznog kinematičkog proble (IKP) i direktnog kinematičkog problema (DKP). Jednačine IKP-a i DKP-a su u opštem obliku i važe za svaku konfiguraciju paralelnih mehanizama hibridnog mehanizma. Izvedene jednačine se mogu koristiti za analize hibridnog mehanizma ali i za konfigurisanje upravljanja. Za četvoroosni hibridni mehanizam u ovom radu je data analiza radnog prostora zasnovana na jednačinama DKP-a. Ključne reči: nekonvencionalne metode obrade, rekonfigurabilni mehanizam, hibridna kinematika, radni prostor, inverzni i direktni kinematički problem
1. UVOD
Razvojem prvih paralelnih mehanizama uvidele su se njihove prednosti u odnosu na dotadašnje serijske mehanizme. Analizom rada paralelnih mehanizama, takođe je ustanovljeno da imaju i značajne nedostatke. Nedostaci postaju izraženiji kod paralelnih mehanizama sa više pogonskih osa. Kao alternativa za obe vrste mehanizama se nameću hibridni mehanizmi koji predstavljaju kombinaciju jednog paralelnog mehanizma sa drugim mehanizmom koji može biti ili serisjki ili paralelni.
Istraživanja vezana za paralelne mehanizme se uglavnom odnose na rad samog mehanizma ali i na njihovu primenu u industriji. Kao rezultat istaživanja su mašine alatke i industrijski roboti različitih konfiguracija i namena. U okviru naučnog rada [1], analizirana je mašina alatka – horizontalna glodalica koju čine dvoosni ravanski paralelni mehanizam sa osnaženim translatornim osama i serijski dodat obrtni sto sa dva stepena slobode. Dvoosni ravanski paralelni mehanizam sa obrtnim osnaženim osama i serijski dodatom trećom osom je korišten za gradnju industrijskog robota namenjenog za pick&place operacije [2]. Takođe, hibridni mehanizam je korišten za gradnju mašine alatke – vertikalne glodalice [3-4]. Složeniji hibridni mehanizam koji čini troosni paralelni mehanizam sa dodatim dvoosnim je korišten za gradnju petoosne glodalice [5]. U dosadašnjim istraživanjima, većina realizovanih mašina alatki sa hibridnom kinematikom su namenjene za obradu materijala rezanjem i čine ih po jedan serijski i paralelni mehanizam.
Po uzoru na [6], u okviru ovoga rada se razmatra koncept hibridnog mehanizma koga čine dva paralelna mehanizma koji su međusobno serijski povezani. Ovakav mehanizam je predviđen za gradnju mašine koja se koristi za obradu materijala sečenjem i to: i) sečenje penastih polimernih materijala (stiropor, stirodur) usijanom žicom; ii) sečenje metala elektro-erozionom metodom, kao jednom od najzastupljenijih nekonvencionalnih metoda obrade.Za hibridni mehanizam su izvedene jednačine inverznog kinematičkog problema (IKP) kao i jednačine direktnog kinematskog problema (DKP). Korištenjem izvedenih jednačina IKP-a i DKP-a je analiziran radni prostor mehanizma. Takođe, izvedene jednačine IKP-a i DKP-a su
1) Goran Vasilić, student doktorskih studija,Univerzitet u Beogradu, Mašinski fakultet, ([email protected]), Prof. dr Saša Živanović, ([email protected]), Univerzitet u Beogradu, Mašinski fakultet 2) U okviru ovog rada saopštavaju se rezultati istraživanja koja su realizovana na projektu TR35022 „ Razvoj nove generacije domaćih obradnih sistema “, koji finansijski podržava Ministarstvo prosvete, nauke i tehnološkog razvoja Vlade Republike Srbije.

3.46
neophodne za konfigurisanje upravljanja mašine. U okviru rada, izvedene jednačine su korištene za simulaciju upravljanja ali i rada mašine po zadatom programu G – kôdu.
2. OPIS ČETVOROOSNOG HIBRIDNOG MEHANIZMA
Proces obrade materijala „Sečenje žicom“ spada u nekonvencionalne metode bilo da se radi o sečenju mekih polimernih materijala bilo da se radi o sečenju metala. Ova metoda obrade ima široku primenu a posebno kod izrade delova sa složenim profilima. Glavna odlika ove metode je da se između obrađenih površina dobijaju radijusi veoma malih vrednosti, koji zavise od debljine žice. Takođe, ovom metodom se mogu formirati površine koje su ili upravne na ravan Oxy ili pod nekim uglom na ravan Oxy koordinatnog sistema pripremka {W} kako je i prikazano na slici 1. Ovime je postavljen i osnovni zahtev za mehanizam mašine, tj. mehanizam mora obezbedi relativno kretanje žice u dva pravca kao i da obezbedi promenu orijentacije žice. Za ispunjavanje ovih zahteva, potrebno je da mehanizam ima dva stepena slobode koja se koriste za kretanje žice u pravcima Ox i Oy i još dva stepena slobode za rotaciju žice oko osa Ox i Oy što ukupno čini četiri stepena slobode.
Slika 1. Formiranje površina postupkom obrade – sečenje žicom
Hibridni mehanizam koji se analizira u ovom radu čine dva paralelna dvoosna mehanizma MOMA (koji su međusobno serijski povezani (slika 2). Dvoosni paralelni mehanizam je do sada analiziran u više naučnih radova kao zasebni samostalni mehanizam [7-10] ali i kao deo hibridnog mehanizma horizontalne glodalice [11].
Slika 2. CAD model četvoroosnog hibridnog mehanizma za postupak obrade sečenje žicom
Žica
Pripremak
Obrađenepovršine
x
y
z
{W}
Obrada sakonstantnom
orijentacijom žice
Obrada sapromenom
orijentacije žice
~R0,2
ObradakObrađenapovršina
Žica
ParalelnimehanizamMOMA´
P1
PO1
PO2
K1
K2
V1
V2
L1
L2
ParalelnimehanizamMOMA´´P2
PO3
PO4
K3
K4V3
V4
L3
L4
Kontura 1
Kontura 2
PM1
PM2
PM3
PM4

3.47
Paralelni mehanizmi MOMA' i MOMA´´ su pravljeni po modularnom principu a osnovni moduli mehanizama su: i) pogonske ose – POi; ii) klizači Ki; iii) spojke sa zglobovima Li. Pogonske ose čine pogonski koračni motori PMi sa vođicama Vi i navojnim vretenima. Obrtno kretanje koračnih motora se preko navojnih vretena i vođica pretvara u translatorno kretanje klizača Ki. Za svaki od klizača neosnaženom zglobnom vezom su povezane spojke Li a u okviru svakog od mehanizama MOMA' i MOMA´´ po dve spojke su međusobno povezane takođe neosnaženom zglobnom vezom. Zglobne veze između spojki ujedno predstavljaju i platforme paralelnih mehanizama Pi. Dvoosni ravanski paralelni mehanizam MOMA je fizički realizovan i koristi se u edukacione svrhe [7] ali i za dalja istraživanja iz oblasti paralelnih i hibridnih rekonfigurabilnih mehanizama. Paralelni mehanizmi MOMA' i MOMA´´ su međusobno nezavisni tako da kretanja jednog mehanizma ne ograničavaju ili uslovljavaju kretanje drugog mehanizma. Platforme paralelnih mehanizama su međusobno povezane žicom koja vrši obradu materijala. Upravo žica koja se pruža od Platforme P1 do platforme P2 ostvaruje serijsku vezu dva paralelna mehanizma što celokupni mehanizam čini hibridnim mehanizmom. Nezavisnim kretanjima platformi Pi se ostvaruje istovremeno kretanje žice po Konturi1 i Konturi2 čime se obrađuje materijal i formira željena površina.
Kako su mehanizmi MOMA' i MOMA´´ modularnog tipa, moduli mehanizma se mogu menjati i prilagoditi trenutnim potrebama kao što je veličina radnog prostora, brzina obrade, kvalitet obrade, tačnost obrade... Ova činjenica omogućuje brzu i laku promenu konfiguracije celog četvoroosnog mehanizma bez ikakvih troškova pa se mehanizam svrstava u rekonfigurabilni mehanizam [12-13]. Konfiguracija mehanizma se može menjati promenom orijentacije pogonskih osa POi a zatim i upotrebom jedne od predviđenih dužina spojki. Orijentacija pogonskih osa je defenisana uglom između pogonske ose i ose Ox. Ugao orijentacije pogonskih osa može imati vrednosti 3 /2, 3 /2 5 , 3 /2 5 ,
90 i 0 . Spojke paralelnih mehanizama mogu imati dužine Li=180 mm,Li=195 mm i Li=250 mm. Uglovima orijentacije pogonskih osa je definisano pet varijanti mašine MOMA (M1-M5) pri čemu varijante M1, M4 i M5 imaju tri tipa a odabir konfiguracije se vrši prema programu gradnje mehanizma [14].
3. GEOMETRIJSKI MODEL ČETVOROOSNOG HIBRIDNOG MEHANIZMA
Kao što je rečeno, za formiranje željene površine pri postupku obrade sečenje žicom, neophodno je da se alat (žica) tokom celog postupka obrade kreće po zadatim konturama. Kontura1 i Kontura2 sa slike 2 su definisane nizom tačaka. Za definisanje kretanja alata, prema konvenciji, koordinate tačaka konture u koordinatnom sistemu obratka su obeležene koordinatama (xw;yw) i (uw;vw) i prikazane su na slici 3. Ujedno, ove koordinate predstavljaju i spoljašnje koordinate hibridnog mehanizma. Kako su poznate koordinate svake tačke konture na obratku, na osnovu koordinata svakog para tačaka definisana je orijentacija žice u prostoru. Na mestima gde žica preseca Oxy ravan koordinatnih sistema {B1} i {B2} se nalazi početak i kraj žice koja vrši obradu materijala (slika 3). Poziciju i orijentaciju žice u prostoru obezbeđuju platforme
paralelnih mehanizama P1 i P2 koje se dovode u željeni položaj vektorima unutrašnjih koordinata · (i=1,2,3,4; j=1,2).
Slika 3. Geometrijski model ćetvoroosnog hibridnog mehanizmaza postupak obrade sečenje žicom
xB1
xP1
xP2
xB2
yB1
yP1
yP2
yB2
zB1
zB2
{B }1
{P }1
{P }2
{B }2
p1 1
B1a
B1a1
B 2a3
1
3
p2 2
B 1a
p4 4
B 2a
p3 3
B 2a
B 1a2
B2a4
2
4
B1z1
B 2z3
l1 1
B1z
l3 3
B2z
l2 2
B1z
l4 4
B 2z
B1z2
B2z4xW
yW
zW
{W}
OB1
OP1
OW
OP2
B 1pOP1
B2pOP2
B 1pOW
B2pOW
B1pR 1
B2pR3
B1p
R2
B 2pR4
R1
R3
R2
R4
C1
C2
D
ZL
a
(x ;y )w w
(u ;v )w w

3.48
Prema geometrijskom modelu četvoroosnog hibridnog mehanizma sa slike 3, uvedene veličine koje su neophodne za dalju analizu mehanizma su:
{Bj}, {W} - Nepokretni koordinatni sistemi vezani za paralelne mehanizme i obradak;
· - Vektor unutrašnjih koordinata određen skalarnim vrednostimapi i pravcima jediničnih vektoraai;
R - Referentne tačke u kojima su vrednosti unutrašnjih koordinata pi=0;
- Vektori položaja referentnih tačaka Ri u nepokretnim koordinatnim sistemima paralelnih mehanizama {Bj};
- Vektori položaja platformi Pi u koordinatnim sistemima {Bj};
· - Vektori spojki mehanizama definisani dužinom spojki li i jediničnim
vektorima spojki ;
- Vektor položaja koordinatnog sistema obratka {W} u odnosu na koordinatnesistema {Bj};
- Vektor položaja platforme P2 u odnosu na platformu P1.
4. REŠAVANJE KINEMATSKIH PROBLEMA ČETVOROOSNOG HIBRIDNOG MEHANIZMA
Za dalju analizu a prema uvedenim veličinama prikazanim na geometrijskom modelu, neophodno je naći zavisnost između unutrašnjih koordinata i spoljašnjih koordinata (xw;yw) i (uw;vw). Pre određivanja ovih zavisnosti neophodno je odrediti koordinate tačaka preseka žice i ravni Oxy koordinatnih sistema {B1} i {B2}. Ako se posmatra par tačaka C1 i C2 prikazane na slici 2, na osnovu poznatih koordinata tačaka u koordinatnom sistemu obratka {W} i pozicije koordinatnog sistema {W}u odnosu na koordinatne sisteme {B1} i {B2}, transformacijom koordinata na osnovu vektorske jednačine (1) se dobijaju koordinate tačaka C1 i C2 u koordinatnim sistemima {B1} i {B2}.
, (1) Koordinate tačaka C1 i C2definišu pravu na kojoj leži žica tokom obrade. Na osnovu jednačine prave i transformisanih koordinata tačaka C1 i C2, određuje se prodor prave kroz ravni Oxy koordinatnih sistema {B1} i {B2}. Koordinate tačaka prodora prave su date sledećim jednačinama:
;
; , (i=1,2)
(2)
U jednačini (2), oznaka i je vezana za nepokretne koordinatne sisteme {Bi} pa koordinate sa oznakom i=1 se odnose na koordinate tačaka C1 i C2 i tačaka prodora Xp i Yp u koordinatnom sistemu {B1} dok se koordinate sa oznakom oznakom i=2 odnose na koordinate tačaka C1 i C2 i tačaka prodora Xp i Yp u koordinatnom sistemu {B2}. Prema geometrijskom modelu, posmatrajući svaki paralelni mehanizam zasebno, može se napisati vektorska jednačina (3) u kojoj figurišu indeksi i=1,2,3,4 i j=1,2.
· · · (3)
Kako se pojedine veličine posmatraju samo u koordinatnom sistemu {B1} ili samo u koordinatnom sistemu {B2}, tako uz indeks j=1 može se koristiti indeks i=1,2, dok uz indeks j=2 može se koristiti indeks i=3,4. U
jednačini (3) je uveden pomoćni vektor · i predstavlja poziciju platforme u odnosu na referentnu tačku i određen je vektorskom jednačinom:
· (4)

3.49
Uzimajući u obzir jednačinu (4) i kvadriranjem jednačine (3), dobija se implicitna jednačina:
2 · · · 0 (5) na osnovu koje će se rešavati kinematski problemi četvoroosnog hibridnog mehanizma.
4.1 Rešavanje inverznog kinematskog problema
Geometrija paralelnih mehanizama je definisana koordintama referentnih tačaka , dužinama spojki , i orijentacijom vođica koja je definisana jediničnim vektorima . Kako žica tokom obrade mora da prati
zadate konture, ona u svakom trenutku prolazi kroz programirani par tačaka C1 i C2, pa se zaključuje da grupa jednačina (2) određuju pozicije platformi paralelnih mehanizama koje nose po jedan kraj žice i obezbeđuju kretanje žice po zadatim konturama. Rešavajući jednačinu (5) po unutrašnjim koordinatama pi, dobija se sledeća jednačina:
· · · · · (6)
odnosno drugačije zapisano:
(7)
pri čemu su uvedene smene:
, , , , , ,
, , , , (8)
Jednačina (7) daje zavisnost unutrašnjih koordinata (i=1,2,3,4) od koordinata platformi paralelnih mehanizama , i , (j=1,2). Pošto koordinate platformi zavise od koordinata xw;yw i uw;vw (koordinate tačaka C1 i C2), povezivanjem jednačine (2) sa jednačinom (7) se dobija rešenje inverznog kinematskog problema (IKP-a) hibridnog četvoroosnog mehanizma.
4.2 Rešavanje direktnog kinematskog problema
Nasuprot rešenju inverznog kinematskog problema, rešenja direktnog kinematskog problema podrazumevaju nalaženje zavisnosti spoljašnjih koordinata xw; yw i uw; vw od unutrašnjih koordinata . Radi olakšavanja proračuna, jednačina (5) je napisana u drugačijem obliku koji je dat jednačinom (9).
2 , , , , , , , , , , 0 (9)
Rešavanjem jednačine (9) po koordinatama , i , (j=1,2) se dobija:
, , , · , ,
, , , 4 · , · , / 2 · , (10)
U jednačinama (10) su uvedene sledeće smene:
, 2 , , , 2 , ,
(11)
, 2 , · , , · , , , -
, 2 , , , 2 , ,
, 2 , · , , · , , , -
, , , / , , , , , / , ,
, 1 , , 2 , · , , · , ,
, , , · , ,

3.50
U smenama datih jednačinama (11), indeks n može imati vrednosti n=1 i n=3. U zavisnosti od indeksa n, indeks m ima vrednost m=m+1 a indeks jima vrednost j=m/2.Ovako definisani indeksi daju mogućnost da j ima vrednost j=1 i j=2, čime se koordinate platforme prvog paralelnog mehanizma ( , ; , ) dovode u vezu sa unutrašnjim koordinatama i preko geometrije mehanizma definisane parametrima mehanizma R1,R2, l1, l2, a1 i a2, a koordinate platforme drugog paralelnog mehanizma ( , ; , ) se dovode u vezu sa unutrašnjim koordinatama i preko geometrije drugog paralelnog mehanizma definisane parametrima mehanizma R3,R4, l3, l4, a3 i a4. Koristeći jednačinu (2) i koordinate platformi paralelnih mehanizama datih jednačinama (10), koordinate tačaka C1 i C2 na obratku se izračunavaju na osnovu sledeći jednačina:
, , · , , / , , ,
(12), , · , , / , , ,
, , · , , / , , ,
, , · , , / , , ,
U jednačinama (12), veličina D je debljina pripremka a je rastojanje između ravni Oxy koordinatnog sitema {B1} i najbliže stranice pripremka koja je paralelna ravni Oxy (slika 3). Jednačinama (12), koordinate
, i , su izražene u koordinatnom sistemu {B1} a transformacijom koordinata datih jednačinom (13) se dobijaju koordinate tačaka , i , u koordinatnom sistemu obratka {W}.
, , (13)
Jednačina (13) daje zavisnost spoljašnjih koordinata mehanizma (xw;yw) i (uw;vw) od unutrašnjih koordinata mehanizma (i=1,2,3,4), i uz jednačine (10), (11) i (12) predstavlja rešenje direktnog kinematskog problema četvoroosnog hibridnog mehanizma.
5. VERIFIKACIJA IZVEDENIH JEDNAČINA KINEMATSKIH PROBLEMA
Izvedene jednačine IKP-a i DKP-a se dalje koriste i za analizu i za formiranje upravljanja mašine koja se bazira na razmatranom četvoroosnom hibridnom mehanizmu pa se iz tog razloga verifikacijom potvrđuje njihova ispravnost. Za verifikaciju izvedenih jednačina korišten je deo čija je geometrija prikazana na slici 4.
Slika 4. Geometrija dela za verifikaciju jednačina IKP-a i DKP-a
Prema slici 4, deo za testiranje je oblika zarubljene piramide. Tokom rada mehanizma, žica bi trebalo da se kreće po omotaču dela koji je određen temenima manje i veće osnove zarubljene piramide. Prema slici 4, koordinate temena u koordinatnom sistemu G55 su poznate. Prema jednačinama (2), (7) i (8) su izračunate vrednosti unutrašnjih koordinata hibridnog četvoroosnog mehanizma koje bi trebalo da obezbede kretanje žice od izvodnice do izvodnice piramide. Tako dobijene vrednosti se uvrštavaju u jednačine DKP-a (10) a potom i uvrštavanjem izračunatih vrednosti u jednačine (12) i (13). Kao rezultatse dobijaju koordinate temena osnova piramide koje moraju da budu iste polaznim koordinatama da bi se potvrdila isptavnost jednačina. Parametri koji definišu geometriju hibridnog mehanizma za verifikaciju izvedenih jednačina su: 1=4=275O,2=3=265O , XR1=XR3=-100 mm, XR2=XR4=100 mm, YR1=YR2= YR3= YR4=0, l1=l2= l3= l4= 195 mm, Zl=100 mm, 0 0 280 . Za verifikaciju izvedenih jednačina IKP-a i DKP-a po opisanom postupku je sastavljen MatLAB kod. Na slici 5 su prikazani rezultati verifikacije koji potvrđuju ispravnost izvedenih jednačina.
G55G55
10 0
015
25
3020
155
30
x
yy
z
20 40

3.51
Slika 5. Verifikacija jednačina IKP-a i DKP-a
6. ANALIZA RADNOG PROSTORA
Verifikovane jednačine IKP-a i DKP-a se dalje mogu koristi za analizu rada hibridnog mehanizma. Jedna od osnovnih analiza je analiza radnog prostora mehanizma odnosno određivanje prostora u kojem može da se vrši obrada. Za hibridni mehanizam čija je geometrija definisana u prethodnom poglavlju, u izvedene jednačine DKP-a su uvrštavane vrednosti unutrašnjih koordinata pi=0÷pmax. Maksimalna vrednost unutrašnjih koordinata je određena dužinom vođica i iznosi LVi=200 mm. Za svaku vrednost unutrašnjih koordinata su izračunate koordinate platformi paralelnih mehanizama a potom na osnovu jednačina (12) i (13) i koordinate tačaka koje opisuju konture unutar kojih se može vršiti obrada. Za analizu radnog prostora je takođe sastavljen MatLab kod. Rezultati analize su prikazani na slici 6 gde je crvenom bojom prikazana ukupna zapremina radnog prostora hibridnog mehanizma a crnom bojom deo radnog prostora koji je upotrebljiv u slučaju da se obradak debljine D=30mm nalazi na rastojanju ZL=100mm od Oxy ravni koordinatnog sistema {B1}.
MOMA´
MOMA´´
P (X ;Y )1 P1 P1
P (X ;Y )2 P2 P2
(X;Y)
(U;V)x
y
z

3.52
Slika 6. Analiza radnog prostora četvoroosnog hibridnog mehanizma
7. ZAKLJUČAK
Dvosni paralelni mehanizam MOMA, kroz prethodna istraživanja se pokazao kao pogodan za gradnju hibridnih mehanizama. Glavni cilj ovoga rada je bio uspostavljanje koncepta jedne hibridne mašine bazirane na dvoosnom paralelnom mehanizmu. U tu svrhu je razmatran četvoroosni mehanizam za sečenje žicom. Posebna prednost analiziranog četvoroosnog hibridnog mehanizma je rekonfigurabilnost čime se mašina sa ovakvim mehanizmom može prilagoditi trenutnim potrebama. Za rekonfigurabilni mehanizam su rešeni kinematski problemi a izvedene jednačine su u opštem obliku što ostavlja mogućnost analize bilo koje konfiguracije hibridnog mehanizma uz brzu i laku promenu geometrijskih parametara mehanizma. Dalji plan istraživanja za četvoroosni hibridni mehanizam je vezan za konfigurisanje rekonfigurabilnog upravljanja na osnovu opštih jednačina IKP-a i DKP-a potom i konfigurisanje virtuelne mašine u okviru EMC2 sistema. Takođe, plan je i uspostavljanje formalizma kojim će se brzo i lako doći do optimalne konfiguracije mašine prema trenutno postavljenim zahtevima vezanih za potrebe obrade.
8. LITERATURA
[1] Wu, J., Wang, J., Wang, L.,: Analysis and Application of a 2-DOF Planar Parallel Mechanism,ASME – Journal of mechanical design, Vol. 129, pp. 434-437, 2007.doi: 10.1115/1.2437800
[2] Huang, T., Li, M., Chetwynd, D., Gosselin, C.: Conceptual Design and Dimensional Synthesis of a Novel 2-DOF Translational Parallel Robot for Pick-and-Place Operations, ASME – Journal of mechanical design,Vol. 126, pp. 449-455, 2004.doi: 10.1115/1.1711822
[3] Darvekar, S., Rao, K., Ganesh, S., Ramji, K.: Optimal design and development of a 2-DOF PKM-based machine tool, Internationa Journal of Advanced Manufacturing Technology, Vol.67, p.1609–1621, 2013. doi 10.1007/s00170-012-4594-1
[4] Wu, J., Wang, J., Wang, L.,: Dynamic analysis of the 2-DOF planar parallel manipulator of a heavy duty hybrid machine tool,ASME – Internationa Journal of Advanced Manufacturing Technology, Vol.67, p.413–420, 2007.doi 10.1007/s00170-006-0605-4
MOMA´
MOMA´´
radni prostorčetvoroosnog
hibridnogmehanizma
MOMA
P1
P2
radni prostormehanizma
MOMA´
radni prostormehanizmaMOMA´´
1 2=275 ; =265o o
3 4=265 ; =275o o
X =-100; Y =0R1 R1
X = 100; Y =0R2 R2
X =-100; Y =0R3 R3
X = 100; Y =0R4 R4
l =l =195 mm1 2
l =l =195 mm3 4
z =100; z =180L U
Parametričetvoroosnog
hibridnogmehanizmaMOMA-W

3.53
[5] Kuang-Chao Fan, Hai Wang, Jun-Wei Zhao, Tsan-Hwei Chang: Sensitivity analysis of the 3-PRS parallel kinematic spindle platform of a serial-parallel machine tool, International Journal of Machine Tools & Manufacture, Vol. 43, p.1561–1569, 2003. doi:10.1016/S0890-6955(03)00202-5
[6] Romdhane, L.,: Design and analysis of a hybrid serial-parallel manipulator, Mechanism and Machine Theory, Vol.34, p. 1037-1055, 1999.
[7] Glavonjić, M.:Zadatak za seminarski rad. Tema 1: MOMA sa paralelnom kinematikom. http://cent.mas.bg.ac.rs/nastava/ma_bsc/pdf_m/zadatak_za_seminarski_komplet.pdf, sept. 2013.
[8] Živanović, S., Glavonjić, M., Kokotović, B., Dimić, Z.:Stona dvoosna rekonfigurabilna mašina sa paralelnom kinematikom – MOMA, Tehničko rešenje (Novi laboratorijski proizvod, М82), Univerzitet u Beogradu, Mašinski fakultet, 2014.
[9] Vasilić., G., Živanović, S., Kokotović, B., Glavonjić, M.: Optimizacija dužina spojki dvoosnog rekonfigurabilnog paralelnog mehanizma - MOMA, 39. JUPITER konferenencija, 35. simpozijum NU-Roboti-FTS, Zbornik radova, str. 3.28-3.35, Univerzitet u Beogradu, Mašinski fakultet, Beograd, oktobar 2014.
[10] Vasilić, G., Živanović, S.: Analiza radnog prostora rekonfigurabilnog dvoosnog paralelnog mehanizma MOMA, 40. JUPITER konferenencija, 36. simpozijum NU-Roboti-FTS, Zbornik radova, str. 3.47-3.54, Univerzitet u Beogradu, Mašinski fakultet, Beograd, 17-18. maj 2016.
[11] Vasilic, G., Zivanovic, S., Kokotovic, B.: Modelling and analysis of 3-axis reconfigurable hybrid kinematics mechanism with translatory actuated joints, Proceedings of 5th International Conference on Advanced Manufacturing Engineering and Technologies, NEWTECH 2017, Lecture Notes in Mechanical Engineering, pp. 429-441, 5th – 9th June 2017, Belgrade, Serbia, Springer International Publishing AG 2017.
[12] Mehrabi M.G, Ulsoy A.G, Koren Y,:Reconfigurable Manufacturing Systems and Their Enabling Technologies, Int.J.of Manufacturing Technology and Management, Vol.1, No.1 pp.114-131, 2000.
[13] Landers G, Mid K, Koren Y,:Reconfigurable Machine Tools, CIRP Annals - Manufacturing Technology, Vol. 50, No.1, pp. 269-274, 2001.
[14] Živanović S., Vasilić, G.: Variants of configuring the 2-axis reconfigurable parallel mechanism - MOMA, Proceedings of 2nd International Scientific Conference Conference on Mechanical Engineering Technologies and Applications COMETa 2014, pp.33-40, University of East Sarajevo, Faculty of Mechanical Engineering, Jahorina, B&H, Republic of Srpska, 2-5. December 2014.
Vasilić, G., Živanović, S.
WORKSPACE ANALYSIS OF RECONFIGURABLE 4-AXIS MECHANISM WITH HYBRID MECHANISM FOR WIRE CUTTING PROCESS
Abstract: And if wire cutting process belongs to unconvetional method, process is largely represented in industry. During the wire cutting there are low force intensity appear. This leads to a conclusion that the parts of machine do not have to be heavy, which is one of advantage of parallel mechanism. This paperpresents hybrid mechanism consisted of two parallel 2-axis mechanism. Parallel mechanisms are reconfigurable and they are connected with cutting wire. For hybrid mechanism are derived equation of inverse and direct kinematic problem. Equations of inverse kinematicproblem (IKP) and equations of direct kinematic problem (DKP) are shown in generalised form and they are valid for any configuration of parallel mechanism in hybrid mechanism.Derived equations can be used primarily for hybrid mechanism analysis and then for configuring of machine control. For the 4-axis hybrid mechanism and one selected configuration, this paper presents the results of the analysis of the workspace based on the equations of DKP. Key words: unconventional machining methods, reconfigurable mechanism, hybrid kinematic machine, workspace, inverse kinematic problem, direct kinematic problem

3.54
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Vorkapić, M.,1) Ivanov, T., Alsabri, A., Simonović, A.2)
PREDIKCIJA BRZINE VETRA NA TERITORIJI LIBIJE PRIMENOM VEŠTAČKIH
NEURONSKIH MREŽA3)
Rezime
Libija je zemlja bogata naftom i prirodnim gasom čije učešće u proizvodnji električne energije je preko 90%. Međutim, sve više su u upotrebi i obnovljivi izvori energije, kao što je energija vetra. U Libiji postoji ogrom-ni potencijal za upotrebu energije vetra, a on je najveći u priobalnom delu. Ovim radom analizirana je brzina vetra radi upotrebe vetroturbina u ruralnim oblastima Libije. Ključne reči: Libija, brzina vetra, veštačke neuronske mreže 1. UVOD
Libija je članica organizacije zemalja izvoznika nafte (OPEC) i predstavlja zemlju sa najvećim rezervama sirove nafte na svetu. Prema Saleh [1] do 2050. godine cena nafte bi mogla dostići cenu od 200$/barel, a to podrazumeva da je Libiji potrebno oko 70 miliona barela nafte godišnje za proizvodnju električne energije, što bi iznosilo oko 14 milijardi dolara godišnje. Prema ovoj prognozi, Libiji se u budućnosti ne isplati eksploatacija i upotreba nafte, već pronalaženje alternativnih izvora energije.
Zbog prekomerne eksploatacije prirodnog (neobnovljivog) izvora energije, libijska vlada odlučila je da u svoj energetski potencijal uvrsti i potencijal sunca i vetra, kao obnovljivih izvora energije. Libija 2008. godine postaje članica RCREEE (Regional Center for Renewable Energy and Energy Efficiency). Do kraja 2020. godine, Libija je sebi postavila cilj da 7% proizvodnje električne energije dođe iz obnovljivih izvora energije, dok porast na 10% očekuje se do 2025. godine. Takođe, prema podacima UNECA [2] (United Nations Economic Commision for Africa), projektovano je da Libija 20% ukupne proizvodnje električne energije dobije iz obnovljivih izvora energije do 2020. godine, odnosno 25% u 2025. godini.
GWEC (Global Wind Energy Council) u statističkom izveštaju za 2011 [3], ukazuje da sve instalirane vetroturbine u Africi imaju kapacitet od 993 MW. Egipat je lider sa 550 MW, zatim slede Maroko sa 291 MW i Tunis sa 114 MW. Ostale Afričke zemlje učestvuju svega 4% u ukupnoj instalisanoj snazi (38MW). U Libiji je 2000. godine, pokrenut pilot projekat od strane GECOL (General Electric Company of Libya) kako bi se utvrdilo koliki je potencijal energije vetra. Projektom su bile definisane četiri faze za razvoj i izgradnju vetroelektrana od 25 MW, uključujući studiju izvodljivosti, ugradnju vetrogeneratora, izgradnju turbina, kao i obuku inženjera [4]. 2. POTENCIJAL ENERGIJE VETRA U LIBIJI
Danas, postoji međunarodna agencija za energetsku saradnju IEA Wind TCP (Wind Technology Collaboration Programme) kojoj je prevashodno zadatak da deli informacije i istraživačke aktivnosti u cilju unapređenja razvoja energije vetra, na međunarodnom planu. Dakle, IEA Wind TCP je glavni zamajac zemljama članicama u razmeni informacija o planiranju i izradi nacionalnih projekata i programa velikih vetroenergetskih sistema, kao i u sproveđenju istraživačkih i razvojnih aktivnosti [5]. Svetska instalisana snaga vetroturbina na kraju 2008. godine iznosila je približno 121,2 GW, što odgovara 1,5% od svetske ukupne instalisane snage. To je dvostruko više nego u 2005. godini. 1) dr Miloš Vorkapić, Univerzitet u Beogradu, NU IHTM - Centar za mikroelektronske tehnologije, ([email protected]) 2) Toni Ivanov, Univerzitet u Beogradu, Mašinski fakultet ([email protected]); Anwer Alsabri, Univerzitet u Beogradu, Mašinski fakultet, Aleksandar Simonović, Univerzitet u Beogradu, Mašinski fakultet 3) U okviru ovog rada saopštavaju se rezultati istraživanja koja se sprovode na projektu Ministarstva za prosvetu, nauku i tehnološki razvoj br. TR 35035.

3.55
Zemlje članice ostvarile su evidentan napredak u ovoj oblasti proizvodnje, tako da Danska upotrebom svojih vetroelektrana snabdeva energetsku mrežu sa 19%, Španija i Portugalija sa 13%, dok Nemačka i Irska sa 7% za svoje potrebe [6]. Prema istom izvoru, procena maksimalne raspoložive snage energije vetra je oko 72 TW, što predstavlja veliki podstrek ako se poredi sa 15 TW koje se mogu dobiti od ostatka svih neobnovljivih izvora.
Arapske zemlјe, uklјučujući i Libiju, karakterišu brzi i visoki vetrovi. Nažalost, i dalje je eksploatacija i korišćenje ovih vetrova ograničena na određene zemlјe, poput Egipta naročito u priobalnom području. Prema dostupnim podacima, proizvodnja energije vetra na godišnjem nivou data je respektivno: Egipat 390 MW, Maroko 125 MW, Libija 20 MW, dok ostatak proizvodnje na Bliskom istoku je nešto veća od 50 MW.
Klima u Libiji je umerena u proleće i jesen (vruća leta i relativno hladne zime). U severnom delu dominira klima Sredozemnog mora dok je klima na jugu pustinjska. U istočnom delu gde preovlađuju planine, temperatura ne prelazi 30°C leti, a dostiže tačku zamrzavanja zimi. Kontinemtalni deo Libije, tj. preovlađujuća pustinja, je pod najvećim sunčevim zračenjem. Prosečno godišnje sunčevo zračenje po kvadratnom metru horizontalne površine je između 5,5 kWh dnevno u priobalnim područjima do 7 kWh dnevno u južnim pustinjskim područjima. Prosečna brzina vetra je između 5 i 7,5 m/s prvenstvano duž priobalne zone Libije [7].
Preovlađujući vetrovi koji duvaju u priobalnoj regiji Libije mogu se podeliti na dva tipa i to prema godišnjim dobima. Naime, dominantni vetrovi tokom leta su iz pravca istoka i jugoistoka; dok zimi duvaju iz pravca severa i severozapada. U kontinentalnom delu preovlađuju zapadni i južni vetrovi [8].
U tabeli 1 dat je prikaz prosečnog raspona brzine vetra tokom godine za zemlje severne Afrike, kao i procentualni udeo vetrova u priobalnom i kontinentalnom delu za zemlje severne Afrike [9-10].
Tabela 1. Prosečna brzina vetra tokom godine i procentualni udeo vetrova za zemlje severne Afrike
Severna Afrika Brzina vetra
[m/s] Vetar na kopnu
[%] Vetar na moru
[%] Maroko 5-8 22,5 5,0 Alžir 2,8-4,1 1,3 0 Tunis 5-6 23,0 4,0 Egipat 4-10 20,0 0,3 Libija 3-6 26,5 3,5
GECOL je postavio merne stanice i anemometre, u priobalnoj zoni, na visini od 40m iznad površine
zemlje u sledećih 5 lokacija i pri tome je dobijena brzina vetra od zapada ka istoku sukcesivno: Misrata (6,6m/s), Sirte (6,4m/s), El Magrun (7,2m/s), Tolmetha (6,2m/s) i Derna (8m/s). Ovi podaci su bili referentni za razmatranje izgradnje vetroelektrana od 5MW, 15MW i 25 MW. GECOL je na lokaciji Derna, zbog logističkih i operativnih razloga pokrenuo pilot projekt od 25 MW s početkom izgradnje u 2008. godini. Ujedno ovaj koncept je bio i početak za donošenje desetogodišnje strategije u vezi sa razvojem vetroelektrana u Libiji.
Prema izveštaju UNECA [2] prosečne brzine vetra kreću se u opsegu 6-7,5m/s, što predstavlja dobar podatak za realizaciju izgradnje vetroelektrana u Libiji. Ramli i dr. [11] su takođe analizirali brzinu vetra kroz teritorijalnu podelu Libije na zapadni region (4,7-9,1m/s), centralni region (5,4-8,9m/s) i istočni region (5,6-10,4m/s). 3. POLITIKA I STRATEGIJA ZA UVOĐENJE VETROTURBINA
U nacionalnom planu za obnovljivu energiju, realizacija ciljeva bi se odvijala po sledećim etapama [11]:
10% (do 2020) ušešća u osnovnoj energiji Libije i 7% (do 2020) odnosno 10% (do 2025) učešća u ukupnoj proizvodnji električne energije iz obnovljivih izvora. U okviru ovih ciljeva, Libija bi trebalo da se pretvori u jednu od zemalja izvoznika električne energije proizvedene iz obnovljivih izvora energije putem predloženih međunarodnih inicijativa. Da bi se to ostvarilo, potrebno je da se formira Ministarsvo električne energije i obnovljivih izvora energije na koji bi se oslanjala Agencija za obnovljive izvore energije, a zatim da se izvrši priprema i izrada Zakona i regulativnih propisa za sve vidove obnovljivih izvora energije.
Uprava za obnovljivu energiju Libije REAOL (The Renewable Energy Authority of Libya) započela je sa definisanjem nacionalnog plana za finansiranje malih projekata o reverzibilnoj energiji. Libija ima u izgradnji projekte obnovljive energije od 328 MW koji se nalaze u državnom vlasništvu, ali sve to zavisi od političke situacije u zemlji. Institucionalna stabilnost biće prvi neophodan korak u pružanju podrške dugoročnim ciljevima Libije za obnovljive izvore energije.

3.56
4. REZULTATI I DISKUSIJA ISTRAŽIVANJA Cilj ovog rada je da se predvide performanse i istraži potencijal brzine vetra pomoću veštačkih
neuronskih mreža (VNM) u šest gradova kontinantelnog dela Libije, a sve radi daljih analiza za instaliranje i upotrebu vetroturbina sa horizontalnom osom obrtanja. Kao primer upotrebe VNM poslužilo nam je istraživanje Fadare [12] koji je predstavio VNM s troslojnom, feedforward, back-propagation mrežom za predviđanje brzine vetra u Nigeriji. Ulazne varijable koje su bile analizirale su: geografska dužina, geografska širina, nadmorska visina, mesec u godini, a odgovarajući izlaz je predstavljao mesečnu srednju brzinu vetra.
U radu su korišćeni podaci srednje brzine vetra za šest libijskih gradova između 2010 i 2015. godine na osnovu podataka dobijenih od međunarodnih meteoroloških stanica stacioniranih u ovim gradovima. Gradovi o kojime je reč su (videti sliku 1): Nalut, Hun, Jalu, Ghadames, Sabha i El Kufra.
Slika 1. Prikaz položaja gradova u kontinentalnoj oblasti Libije Set ulaznih podataka za period od 2010.-2015. godine se sastoji od sledećih geografskih parametara poput
geografske širine, geografske dužine i nadmorske visine; i meteoroloških parametara poput srednje temperature (min. i max.), broj sunčanih sati, relativne vlažnosti i brzine vetra, videti tabelu 2.
Tabela 2. Ulazni geografski i meteorološki parametri za VNM

3.57
Model VNM razvijem je pomoću MATLAB-a. U ovom modelu postoje tri sloja (ulazni, skriveni i izlazni), jedanaest ulaznih parametara i jedan izlazni parametar u mrežama. Ulazni parametri su meteorološki i geografski parametri, dok izlazni parametar predstavlja predskazanu brzinu vetra.
Slika 2. Prikaz VNM modela sa slojevima
Na osnovu prikazanog VNM modela, ubačeno je 11 ulaznih veličina, 10 sakrivenih slojeva, prenosna funkcija i na kraju izlaz. Na slici 2, predstavljena je arhitektura mreže koju generiše program kada se zadaju ulazi. Uspeh mreže je proporcionalan odabranim parametrima i skupu podataka i ako događaj ne može da bude prikazan u mreži u svim njegovim aspektima, onda mreža može da proizvede lažan izlaz. Trening mreže može da bude sa nadzorom ili bez nadzora.
Trening se sastoji iz četiri koraka: (1) sastavlјanje podataka o obuci, (2) dizajniranje mrežnog objekta, (3) obučavanje mreže i (4) simuliranje mrežnog odgovora novim ulazima. Nakon dovolјnog procesa obuke, mreža će imati dovolјne mogućnosti za obavlјanje nelinearnog povezivanja šema između ulaznih i cilјnih varijabli. Ako se na mrežu primjenjuje novi ulazni podatak, mreža će lako predvidjeti izlaz.
Tabela 3. Ulazni geografski i meteorološki parametri za VNM
Primer MSE R Trening 12 5.683e-4 0,9998 Validacija 3 6.887e-1 0,7949 Test 3 1.364e-0 0,2585
Korišćeno je 12 podataka (70%), tj. 3(15%) za validaciju i 3(15%) za testiranje kako bi se procenile
težine za merenje generalizacije mreže i donela odluka kada prestati sa treningom. Broj sakrivenih mreža je 10. Performanse VNM sa različitim konfiguracijama i algoritmima treninga procenjuju se pomoću linearnog koeficijenta korelacije (R), srednje kvadratne pogreške (MSE - Mean Squared Error). R meri korelaciju između predviđenih i stvarnih vrednosti. R vrednost od 1 i 0, tj. 1 - bliski odnos i 0 - slučajni odnos, respektivno. MSE je prosečna kvadratna razlika između izlaza i ciljeva. Niže vrednosti su bolje. Nula znači da nema grešaka. Za naš primer, videti tabelu 3.
Slika 3. Grafički prikaz realizacije VNM modela

3.58
Vrednosti za R dati su redno 0,9998; 0,7949 i 0,2585. Ovo pokazuje da vrednosti brzine vetra prema
VNM su veoma blizu stvarnim izmerenim vrednostima za sve skupove podataka. Vrednost za test R=0,2585 ne daje najbolje rezultate zbog malog broja uzorka pri velikom broju ulaznih promenljivih. Na slici 3, dajt je grafički prikaz realnih od projektovanih vrednosti, što za posledicu ima odstupanja u validaciji i testu prvenstveno u malom broju uzoraka.
Na osnovu analize, videti tabelu 4, mogu se konstatovati da će u dogledno vreme postojati određena odstupanja između ulaznih brzina vetra i predskazanih brzina vetra dobijenih VNM metodom.
Tabela 4. Poređenje ulaznih i predskazanih brzina vetra primenom VNM modela
Grad Visina
[m]
Ulazna brzina vetra
[m/s]
Predskazana brzina vetra
[m/s]
Razlika [m/s]
El Kufra 10 5,7 5,8143 -0,1143 50 7,6 7,5513 0,0487
100 9 9,0033 -0,0033
Sabha 10 6,2 6,2123 -0,0123 50 8,2 8,2026 -0,0026
100 9,8 9,8182 -0,0182
Ghadames 10 5,7 5,6973 0,0027 50 7,4 6,48 0,92
100 8,7 8,6934 0,0066
Jalu 10 4,4 4,7879 -0,3879 50 5,8 5,7889 0,0111
100 6,9 5,0886 1,8114
Hun 10 5,2 6,2341 -1,0341 50 6,9 7,7936 -0,8936
100 8,1 8,0702 0,0298
Nalut 10 5,4 5,3939 0,0061 50 7 6,9707 0,0293
100 8,3 8,2554 0,0446
5. ZAKLJUČAK Energija vetra ima mnoge prednosti koje ga čine atraktivnim izvorom energije. Povoljne karakteristike
vetroelektrana uključuju: (1) obnovljiv izvor vetar kome se može stalno pristupiti, (2) ne podležu zakonima ponude i potražnje, (3) nisu izvori zagađenja životne sredine, (4) energija se može proizvesti nezavisno od nacionalne električne mreže, (5) jednostavne su za upotrebu i ne zahtevaju česte remonte, (5) različiti delovi vetroelektrana mogu se proizvesti na lokalu u suradnji sa zemljama koji imaju stručnjake u ovoj oblasti, (6) automatsko upravljanje prema visokoj brzini vetra, (7) učinak proizvodnje električne energije dostiže 95%, (8) nema potrebe za radnicima visoke stručnosti, (9) stabilnost cena i (10) smanjenje oslanjanja na neobnov-ljiva fosilna goriva.
Model VNM može se koristiti za predviđanje brzine vetra u određenom regionu, pod uslovom da su na tom području dostupni meteorološki i geografski parametri kao što su: geografska dužina, geografska širina, nadmorska visina, srednja temperatura, relativna vlažnost i prosečno trajanje sunca. Eksperiment je pokazao dovoljnu tačnost za predloženi model VNM za predviđanje brzine vetra u Libiji. Takođe, ovaj model postaje ohrabrujući za procenu potencijala resursa brzine vetra na lokacijama gde podaci o brzini vetra nisu dostupni. 6. LITERATURA [1] Saleh, I. M.: Prospects of renewable energy in Libya, International Symposium on Solar Physics and Solar Eclipses (SPSE) 2006, pages 153-161, Libya, 27-29 March, 2006. [2] The Renewable Energy Sector in North Africa: Current Situation and Prospects, Published by the Sub-regional North Africa Office of the United Nations Economic Commission for Africa (UNECA), https://www.uneca.org, 02.2018. [3] Global Wind Energy Council (GWEC). Global wind statistics 2011, http://gwec.net, 07.2017

3.59
[4] Chun, S.: Wind energy in Libya: Combining education, experience and a Pilot Project to Develop a New Market, Refocus, vol.7(3), pages 44-45, 2006. [5] IEA Wind TCP, 2015 Annual Report, https://community.ieawind.org, 11.2016. [6] World Energy Resources – Wind 2016, https://www.worldenergy.org, 01.2018. [7] Mohamed, A. M., Al-Habaibeh, A., and Abdo, H.: An investigation into the current utilisation and prospective of renewable energy resources and technologies in Libya, Renewable energy, vol. 50, pages 732-740, 2013. [8] Climate - Libya, https://www.climatestotravel.com/climate/libya, 01.2018. [9] Chedid, R., and Chaaban, F.: Renewable-energy developments in Arab countries: a regional perspective, Applied Energy, vol. 74(1), pages 211-220, 2003. [10] Griffiths, S.: A review and assessment of energy policy in the Middle East and North Africa region, Energy Policy, vol. 102, pages 249-269, 2017. [11] Ramli, N. M., Alarefi, S. A., and Walker, S. D.: Renewable power and microgeneration in Libya: Photovoltaic system sizing, wind, rainfall potentials and public response, 6th International Renewable Energy Congress (IREC) 2015, pages 1-6,. IEEE. 24-26 March, 2015. [12] Fadare, D. A.: The application of artificial neural networks to mapping of wind speed profile for energy application in Nigeria, Applied Energy, vol. 87(3), pages 934-942, 2010.
Vorkapić, M., Ivanov, T., Alsabri, A., Simonović, A.
PREDICTION OF WIND VELOCITY ON THE TERITORY OF LIBYA USING
ARTIFICIAL NEURAL NETWORKS Abstract: Libya is a rich country with oil and natural gas which accounts for over 90% of the country's total electricity production. However, renewable energy sources, such as wind energy, are increasingly being used. In Libya there is a huge potential for the use of wind energy, which is largest in the coastal area. This paper analyzes wind velocity for the use of wind turbines in the rural regions of Libya. Key words: Libya, wind velocity, artificial neural networks

3.60
41. JUPITER konferencija Beograd 2018
37. simpozijum NU * ROBOTI * FTS
Živanović, S., Slavković, N., Milutinović, D.1)
METODOLOGIJA PROGRAMIRANJA ROBOTA ZA OBRADU NA BAZI
STEP-NC PROTOKOLA 2)
Rezime
U radu je prikazana metodologija primene novog standarda za programiranje mašina alatki, ISO 10303-238, za programiranje industrijskih robota za obradu. Prikazana metodologija obuhvata programiranje i simulaciju industrijskih robota u zadacima obrade robotima. U okviru metodologije je razvijen i translator jezika koji prevodi STEP-NC program u odgovarajući jezik za programiranje industrijskih robota za slučaj 3-osne obrade. Verifikacija razvijene metodologije je izvršena prvo, kroz simulacije na virtuelnim robotima konfigurisanim u STEP-NC Machine softveru, a potom i eksperimentalno na raspoloživim robotima. Ključne reči: industrijski roboti, STEP-NC, programiranje, simulacija, obrada robotima. 1. UVOD
Industrijske robote, u poređenju sa 5-osnim mašinama alatkama odlikuje višestruko niža cena, veliki radni
prostor i visoka fleksibilnost. Međutim, izuzetna kompleksnost programiranja zadataka obrade i mnogostruko niža krutost odnosno tačnost robota predstavljaju glavne ograničavajuće faktore za širu primenu robota u obradi. Složenost programiranja robota je posledica nedovoljne kooperatovnosti proizvođača robota u poređenju sa proizvođačima mašina alatki koji su bili spremni da koriste CAD/CAM sisteme na bazi standarda ISO6983 (RS274), odnosno G-kod. Iz ovih razloga istraživači na institutima i univerzitetima kao i proizvođači robota i CAD/CAM softvera razvijaju svoja softverska rešenja s ciljem da programiranje robota za obradu približe programiranju mašina alatki [1-3].
Danas se novi standard, poznatiji kao STEP-NC (Standard for Product Model Data Exchange for Numerical Control) [4-7], koristi kao osnova za razvoj nove generacije upravljačkih jedinica mašina alatki. Novi standardi su ISO 14649 i ISO 10303-238, i oba se primenjuju paralelno. U literaturi postoji veći broj radova koji se odnose na primenu STEP-NC standarda u programiranju numerički upravljanih mašina alatki (NUMA) čije upravljačke jedinice koriste format G-koda (ISO 6983). Međutim, nema mnogo radova koji se odnose na primenu STEP-NC standarda za generisanje programa industrijskih robota, jer se pored velikog broja programskih jezika za robote oni značajno razlikuju po strukturi i mogućnostima [8]. Takođe, za primenu robota u višeosnoj obradi i brzoj izradi prototipova programiranje robota programskim jezicima je veoma složeno i dugotrajno. S obzirom da se industrijski roboti sve više i više uključuju u zadatke višeosne obrade određene klase delova, neophodno je njihovo programiranje prilagoditi STEP-NC standardu u cilju približavanja programiranja industrijskih robota programiranju višeosnih mašina alatki [9]. U ovom radu je prikazana jedna metodologija primene standarda ISO 10303-238 u zadacima obrade industrijskim robotima. 2. PROGRAMIRANJE ROBOTA ZA OBRADU
Kao što je rečeno, složenost programiranja industrijskih robota za zadatke višeosne obrade proističe iz činjenice da svaki proizvođač robota koristi uglavnom sopstveni programski jezik [2,3]. Na slici 1 su pokazane mogućnosti programiranja industrijskih robota za zadatke višeosne obrade, odnosno tri načina programiranja koja se danas koriste: (i) korišćenjem postojećih CAD/CAM sistema za programiranje 1) prof. dr Saša Živanović, ([email protected]), doc dr Nikola Slavković, ([email protected]), prof. dr Dragan Milutinović, ([email protected]), Univerzitet u Beogradu, Mašinski fakultet 2) U okviru ovog rada saopštavaju se rezultati istraživanja koja su realizovana na projektu TR35022 „ Razvoje nove generacije domaćih obradnih sistema “, koji finansijski podržava Ministarstvo prosvete, nauke i tehnološkog razvoja Vlade Republike Srbije.

3.61
višeosnih mašina alatki uz korišćenje odgovarajućih translatora CL (Cutter Location) fajla ili G-koda na programski jezik robota, (ii) postprocesiranjem CL fajla, dobijen iz postojećih CAD/CAM sistema koji se koriste za programiranje višeosne obrade mašina alatki, na G-kod, ukoliko upravljačka jedinica robota može da interpretira G-kod, i (iii) upotrebom specijalizovanih CAM softvera za programiranje industrijskih robota koji generišu programski jezik robota koristeći odgovarajuće postprocesore za robote.
Slika 1. Programiranje robota za obradu primenom postojećih CAD/CAM sistema
Klasični metodi programiranja imaju mnogo prevođenja podataka da bi se pokrenula jedna mašina alatka ili robot za obradu. Sada je došlo vreme kada treba jednu mašinu alatku ili robot za obradu programirati pomoću projekta geometrije obratka (CAD), bez prevođenja prilikom pripreme mašine za rad. Velika grupa standarda ISO 10303(STEP), među kojima je za programiranje najvažniji protokol AP238, predstavlja i dovoljan uslov za kompletiranje sistema za objektno programiranje mašina alatki, odnosno ovde robota za obradu. Kod STEP-NC protokola nude se objektno orijentisani opisi dela i to u neutralnom STEP formatu, dvosmerna komunikacija sistema za programiranje, uključujući i povratne informacija iz procesa obrade, na primer, o ostvarenoj tačnosti obrade itd.
Metod koji je predložen u radu [10] objašnjava tri nivoa programiranja primenom STEP-NC protokola za NUMA. Prvi nivo predstavlja indirektno STEP-NC programiranje koje podrazumijeva korišćenje STEP-NC standarda na postojećim NUMA upravljačkim jedinicama, koji mogu da interprtiraju samo G-kod. Ovaj metod je značajan jer može omogućiti primenu STEP-NC programiranja na većini postjećih NUMA. Drugi nivo predstavlja direktno STEP-NC programiranje koje podrazumeva korišćenje STEP-NC standarda na NUMA upravljačkim jedinicama, koje mogu da direktno interprtiraju STEP-NC programe. U industriji broj ovakvih mašine je zanemariv i one se pretežno nalaze u naučno-istraživačkim institucijama, jer su još uvek u fazi razvoja. Treći nivo predstavlja adaptivno STEP-NC programiranje, gde NUMA upravljačke jedinice on-line procesiraju podatke iz procesa i optimizuju parametre obrade u realnom vremenu. Ovako postavljeni nivoi programiranja NUMA se mogu na sličan način razmatrati i za programiranje industrijskih robota u zadacima obrade.
Primena STEP-NC protokola za programiranje omogućava podršku visokog nivoa informacija u lancu projektvanje – tehnologija – proizvodnja. Postoji dvosmerni tok informacija između CAD/CAM i NUMA ili robota za obradu bez gubitka informacija, Slika 2. U radu je pokazan primer primene standarda ISO 10303 AP238, i odgovarajućeg licenciranog softvera STEP-NC Machine, koji omogućava pripremu programa u STEP-NC formatu P21, za koji je moguće realizovati i simulaciju obrade na bazi ovog programa. Softver STEP-NC Machine omogućava i konfigurisanje virtuelnih robota za obradu za potrebe simulacije i rada robota na bazi STEP-NC programa. Program u STEP-NC formatu bi bilo moguće pokrenuti i na robotima za obradu samo uz uslov da robot ima upravljačku jedinicu koja podržava interpretiranje STEP-NC programa.

3.62
Kao što je prikazano na slici 2, drugi način je indirektni metod programiranja koji je baziran na STEP-NC programu. Ovo se može uraditi na dva načina: (i) korišćenjem opcije izvoza u softveru STEP-NC Machine za izvoz programa u G-kod ako kontroler robota može direktno interpretirati G-kod, ili (ii) pomoću odgovarajućeg translatora radi prevođenja STEP -NC programa na programski jezik robota.
Slika 2. Programiranje robota za obradu primenom STEP-NC protokola Ovaj rad razmatra metod indirektnog programiranja, zasnovan na standardu ISO 10303-238, koristeći
razvijene translatore, Slika 3, koji se koristi za prevođenje STEP-NC fajla u formatu P21 na odgovarajući programski jezik robota. Kao što je prikazano na slici 3, translator jezika Robo STEP-NC, razmatran u ovom radu, sastoji se od tri osnovna dela koji se odnose na: (i) čitanje i analizu STEP-NC fajla, (ii) generisanje putanje alata (generisanje međufajla) i (iii) prevođenje međufajla na robotski jezik. Translator jezika je program koji čitanjem kompletnog P21 fajla generiše međufajl, koji sadrži sve informacije neophodne za generisanje programskog jezika robota. Tako generisan međufajl se može u opštem slučaju prevesti na odgovarajući programski jezik robota, uz poznavanje njegove sintakse. U ovom radu su razmatrana dva slučaja za raspoložive robote: (i) prevođenje međufajla na G kod (za robot LOLA 50), i (ii) prevođenje međufajla na programski jezik robota Mitsubishi Movemaster EX.
Slika 3. Indirektni metod programiranja robota na bazi STEP-NC protokola

3.63
3. METODOLOGIJA ZA PROGRAMIRANJE ROBOTA NA BAZI STEP-NC PROTOKOLA
Metodologija za programiranje robota za obradu na bazi STEP-NC protokola opisana je korišćenjem IDEF0 dijagrama [11,12]. IDEF0 dijagrami se ovde koriste da se formalizuje opis indirektnog metoda programiranja robota za obradu na bazi STEP-NC protokola. Opis metodologije pomoću IDEF0 dijagrama predstavlja strukturnu prezentaciju aktivnosti, koje se mogu posmatrati u nekoliko različitih nivoa, pri čemu se svaki nivo sastoji od skupa hijerarhijskih dijagrama sa odgovarajućim tekstualnim opisima, redosledom aktivnosti i vezama između njih.
Slika 4. Konteksni IDEF0 dijagrama za indirektni metod programiranja robota na bazi STEP-NC protokola
Na početku se obično definiše konteksni IDEF0 dijagram, slika 4, koji sadrži funkciju najvišeg nivoa (A0: Indirektni metod programiranja robota za obradu na bazi STEP-NC protokola). Ovaj dijagram sadrži potrebne ulazne informacije, kontrole koje upravljaju izvođenjm aktivnosti ili utiču na njihovu realizaciju, mehanizme i resurse kojima se izvode aktivnosti, eventualno i pozive drugim funkcionalnim aktivnostima. Na kraju se dobijaju izlazi, odnosno rezultati realizovanih aktivnosti. Osnovna funkcija predstavljena konteksnim dijagramom najvišeg nivoa može se raščalniti u svoje podfunkcije stvaranjem podfunkcionalnih dijagrama u onoliko nivoa detaljisanja, koliko je to potrebno. Svaki podfunkcionalni dijagram pruža detaljniji opis i redosled osnovnih aktivnosti u okviru posmatrane podfunkcije.
Ilustracija konteksnog dijagrama A0 najvišeg nivoa koja opisuje osnovni tok aktivnosti pokazana je na slici 5. Osnovni redosled aktivnosti za realizaciju indirektnog metoda programiranja robota za obradu na bazi STEP-NC protokola je: A1: Generisanje STEP fajlova i putanje alata u CAD/CAM okruženju, A2: Simulacija obrade robotom u CAD/CAM okruženju, A3: Generisanje STEP-NC programa, A4: Postrprocesiranje programa/RoboSTEP-NC translator, A5: Simulacija obrade robotom u STEP-NC Machine okruženju i A6: Obrada robotom [13].
Za metod indirektnog programiranja robota za obradu na bazi STEP-NC protokola, potrebno je obezbediti CAD modele radnog predmeta, pripremka, pomoćnog pribora, alata u STEP formatu, kao i putanju alata (Cutter Location File – CLF/APT) koji se pripremaju u aktivnosti A1 i predstavljaju ulaz za aktivnost A2 i A3. Aktivnost A2 obuhvata simulaciju obrade robotom u CAD/CAM okruženju, za verifikaciju putanja alata, koja ima mogućnost simulacije primenom konfigurisanih virtuelnih robota u ovom okruženju. U aktivnosti A3, se na osnovu prethodno pripremljenih ulaznih informacija, koje su rezultat aktivnosti A2 i A3, generiše STEP-NC program u formatu P21 u softveru STEP-NC Machine. Softver može i direktno učitati već gotove STEP-NC programe u formatima (*.238, *.p21, *.p28, *.stpnc). Pogodnost primene softvera STEP-NC Machine je i mogućnost kombinovanja putanja alata u CLF/APT formatu iz različitih CAD/CAM sistema (Pro/Engineer, Creo, CATIA, NX Siemens). U softveru STEP-NC Machine se može generisati jedinstveni program u P21 formatu, što je od velikog značaja ako se tokom programiranja nekog kompleksnog proizvoda koriste različita CAD/CAM okruženja.

3.64
Program generisan u aktivnosti A3 je ulaz za aktivnost A4 koja može generisati program na dva načina odnosno u dva formata. Prvi način, koristi izvoznu opciju softvera STEP-NC Machine za postprocesiranje direktno u G-kod, za izabranu raspoloživu upravljačku jedinicu, ako kontroler robota može direktno interpretirati G-kod. Drugi način, koristi razvijeni RoboSTEP-NC translator koji prevodi program u formatu P21 u G kod ili programski jezik robota, kao što je prikazano na slici 5. Ako bi se aktivnost A4, odnosno njen deo koji se odnosi na RoboSTEP-NC translator, dalje raščlanila na osnovne aktivnosti obuhvatala bi četiri osnovne aktivnosti A41 do A44. Potreban ulaz za ove aktivnosti se dobija iz aktivnosti A3 kao STEP-NC program u formatu P21. U aktivnosti A41 se čita i analizira program koji se generiše u STEP-NC Machine okruženju (fajl *.p21) i iz njega se izvlače sve neophodne informacije potrebne za generisanje putanje alata i definisanje parametara obrade. U sledećoj aktivnosti A42 se na osnovu razvijenih pravila (za glavno kretanje, brzinu pomoćnog kretanja, putanju alata…) [13] generiše međufajl koji se u aktivnostima A43 prevodi na odgovarajući programski jezik robota. Aktivnost A44 predstavlja simulaciju putanje alata generisane u programskom jeziku robota.
Verifikacija dobijenih programa u STEP-NC P21 formatu, realizuje se u aktivnosti A5 na konfigurisanim virtuelnim robotima (1 do 4 na slici 5). Kao ulaz u aktivnost A6, u radu se koriste i G kod i programski jezik robota, koji su rezultat koji je dobijen iz aktivnosti A4 pomoću RoboSTEP-NC translatora. Ulaz u aktivnost A6, može biti i STEP-NC program za one robote koji će moći ovakve programe direktno da interpretiraju. Kao krajnji rezultaz aktivnosti A6, možemo imati obrađeni radni predmet ili iscrtanu programiranu konturu koja odgovara putanji alata za neke zadatke konturne obrade.
Slika 5. Metodologija indirektnog metoda programiranja robota na bazi STEP-NC protokola 4. EKSPERIENTALNA VERIFIKACIJA
Verifikacija razvijene metodologije, kroz obrade delova (robot LOLA50) i iscrtavanja putanja alata (Mitsubishi Movemaster EX), je izvršena na raspoloživim robotima u laboratoriji uz programiranje, simulaciju i prevođenje programa *.p21 u odgovarajući jezik za programiranje robota korišćenjem razvijenog Robo STEP-NC translatora. Pre izvođenja eksperimenata, prema metodologiji prikazanoj u poglavlju 3, za svaki eksperiment je, korišćenjem softvera PTC Creo 2.0, pripremljena putanja alata, STEP fajlovi pripremka, obratka i alata, dok je STEP-NC Machine softver iskorišćen za pripremu programa u

3.65
formatu P21. Nakon simulacije na virtuelnom robotu u STEP-NC Machine softveru, izvršeno je prevođenje programa ili na G-kod (za robot LOLA50) ili na programski jezik robota Mitsubishi Movemaster EX.
Prvi primer se odnosi na obradu tipičnog STEP-NC test dela, slika 6, na robotu LOLA50. Za obradu ovog dela korišćeno je čeono vretenasto glodalo prečnika 12mm i materijal obratka od stirodura. Pri obradi dela izvršena su tri zahvata: glodanje ravne površine, glodanje džepa i bušenje rupe. Na slikama 6a), 6c) i 6d) pokazana je simulacija obrade dela na robotu LOLA50, dok je izbor robota iz padajućeg menija raspoloživih mašina prikazan na slici 6b). Nakon simulacije na virtuelnom robotu u STEP-NC Machine softveru, izvršeno je prevođenje programa na G-kod i izvršena obrada dela, slike 6e) i 6f).
Slika 6. Eksperimentalna verifikacija razvijene metodoogije na robotu LOLA 50
Drugi primer se odnosi na iscrtavanje putanje alata, odnosno reči „STEP“, na robotu Mitsubishi Movemaster EX, slika 7. Na slikama 7a), 7c), 7d), 7g) i 7h) pokazana je simulacija iscrtavanja putanje alata na robotima. Izbor robota za potrebe simulacije se bira iz padajućeg menija, Machine Tool, slika 7b. Simulacija je ostvarena na dva konfigurisana virtuelna robota: Mitsubishi Movemaster EX (slike 7d i 7c), na kome je izveden i eksperiment, i na Mitsubishi robotu rv6s1 (slike 7g i 7h). Nakon ostvarenih simulacija na virtuelnim robotima u STEP-NC Machine softveru, izvršeno je prevođenje programa na jezik robota Mitsubishi Movemaster EX na kome je izvršeno iscrtavanje programirane putanje alata, slike 7e) i 7f).
Eksperimentima je potvrđena mogućnost primene novog metoda programiranja na bazi STEP-NC protokola, na indirektan način, koji se svodi na prevođenje STEP-NC programa, ili na G kod ili na robotski programski jezik, primenom razvijenog Robo STEP-NC translatora.

3.66
Slika 7. Eksperimentalna verifikacija razvijene metodoogije na robotima Mitsubishi
5. ZAKLJUČAK U ovom radu je prikazan metod indirektnog programiranja robota za obradu baziranog na STEP-NC standardu. Razvijena metodologija, koja je verifikovana kroz nekoliko eksperimenata 3-osne obrade delova na robotu LOLA50 i iscrtavanja putanje alata na robotu Mitsubishi Movemaster EX, obuhvata programiranje robota bazirano na standardu ISO 10303-238, simulaciji obrade na virtuelnim robotima konfigurisanim u STEP-NC Machine softveru i prevođenju P21 fajla na programski jezik robota, primenom razvijenog translatora jezika Robo STEP-NC. Pri prevođenju programa P21 na robotski programski jezik generiše se međufajl, koji sadrži sve informacije potrebne za generisanje putanje alata, koji se takođe uz poznavanje sintakse programskog jezika za robote može prevesti na bilo koji robotski programski jezik. Dalje istraživanje će biti usmereno na razvoj translatora jezika koji će prevoditi P21 fajl u robotski programski jezik za zadatke 5-osne obrade.

3.67
6. LITERATURA [1] Chen, Y.H., Hu, Y.N.: Implementation of a robot system for sculptured surface cut- ting. Part 1.
Rough machining, Int. J. Adv. Manuf. Technol., 15(9):624–629, 1999. [2] Jeff DePree & Chris Gesswein, Robotic Machining White Paper Project, Halcyon Development,
http://www.robotics.org/robotic-content.cfm/Robotics/Halcyon-Development-RIA/id/43, October 31, 2008.
[3] Milutinovic, D., Glavonjic, M., Slavkovic, N., Dimic, Z., Zivanovic, S., Kokotovic, B., Tanovic, Lj.: Reconfigurable robotic machining system controlled and programmed in a machine tool manner, Int. J. Adv. Manuf. Technol. 53(9-12):1217–1229, 2011.
[4] STEP-NC Newsletter, Issue 2, http://www.step-nc.org/data/newsletter2.pdf, July 2000. [5] STEP-NC Newsletter, Issue 3, http://www.step-nc.org/data/newsletter3.pdf, November 2000.. [6] STEP-NC Newsletter, Issue 5, September 2003. http://www.step-nc.org/data/newsletter5.pdf. [7] Xu , X.W., Newman, S.T.: Making CNC machine tools more open, interoperable and intelligent-a
review of the technologies, Comput. Ind., 57(2):141–152, 2006. [8] Minango, S. N. R., Ferreira, J. C. E.: Combining the STEP-NC standard and forward and inverse
kinematics methods for generating manufacturing tool paths for serial and hybrid robots, International Journal of Computer Integrated Manufacturing, 30(11):1203-1223, 2017.
[9] Solvang, B., Refsahl, L.K., Sziebig, G.: STEP-NC based industrial robot CAM system, in: The 9th International Symposium on Robot Control, SYROCO’09, The International Federation of Automatic Control Nagaragawa Convention Center, Gifu, Japan, pp. 361–366, 2009.
[10] Rauch, M., Laguionie, R., Hascoet, J.Y., Suh, S.H.: An advanced STEP-NC controller for intelligent machining processes, Rob. Comput. -Integr. Manuf., 28:375–384, 2012.
[11] Sääski, J., Salonen, T., Paro, J.: Integration of CAD, CAM and NC with Step-NC, VVT Industrial systems, 2005, ISBN 951-38-6580-0.
[12] Živanović, S., Glavonjić, M.: Methodology for implementation scenarios for applying protocol STEP-NC, Journal of Production Engineering, 17(1):71-74, 2014.
[13] Zivanovic, S., Slavkovic, N., Milutinovic, D.: An approach for applying STEP-NC in robot machining, Robotics and Computer–Integrated Manufacturing, 49: 361–373, 2018.
Živanović, S., Slavković, N., Milutinović, D.
METHODOLOGY OF PROGRAMMING ROBOTS BASED ON STEP-NC PROTOCOL
Abstract: This paper presents an approach for applying new machining standard ISO 10303-238 in machining operations by using industrial robots. The methodology developed according to this standard is proposed for executing programming and simulation of machining robots. Within the framework of the methodology, a language translator has been developed, which translates the STEP-NC program into the appropriate programming language for industrial robots in the case of 3-axis machining. Verification of the developed methodology was done first, through simulations on virtual robots configured in the STEP-NC Machine software, and then experimentally on the available robots. Key words: industrial robots, STEP-NC, programming, simulation, robot machining.

41. JU
41st
ZBOP
UPRAVINDU
UPITERsa međun
JUPITEwith fo
ORNPROC
43.
VLJANJSTRIJI
Beo
R KONFnarodnim
ER CONreign part
IK RCEED
simpozij
JE PROI
PRERA
ograd, jun 2
FERENm učešćem
NFERENticipants
RADODINGS
jum
IZVODNADE ME
018.
NCIJA m
NCE
OVAS
NJOM UETALA
U

UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI
PRERADE METALA
PRODUCTION CONTROL IN METALWORKING INDUSTRY
Antić, A., Zeljković, M., Lukić, D., Milošević, M.
RAZVOJ SISTEMA ZA NADZOR ALATA BAZIRANOG NA PREPOZNAVANJU TEKSTURE PSD SIGNALA VIBRACIJA ............................................................................................................................ 4.1
Marković, S., Petrović, N., Petrović, T., Đorđević, N.
POBOLJŠANJE PROCESA KONSTRUISANJA DOVODI DO KVALITETNIJEG ODRŽAVANJA MAŠINSKIH SISTEMA ........................................................................................................................... 4.7
Mitrović, S., Jakovljević, Ž.
DISTRIBUIRANO UPRAVLJANJE PNEUMATSKIM ROBOTOM BAZIRANO NA IEC 61499 I 802.15.4 STANDARDIMA ..................................................................................................................... 4.12
Nedeljković, D., Milovanović, M., Jakovljević, Ž.
PROTOTIP ELEKTROPNEUMATSKOG SISTEMA ZA POZICIONIRANJE ................................... 4.19
Stepanić, P., Lopin, L., Krošnjar, A.
PRIMENA C4.5 STABLA ODLUČIVANJA I SLUČAJNE ŠUME U DETEKCIJI OTKAZA KOTRLJAJUĆIH LEŽAJEVA ............................................................................................................... 4.25
NAZAD

4.1
41. JUPITER konferencija Beograd 2018
43. simpozijum UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI PRERADE METALA
Antić, A.,1 Zeljković, M.,1 Lukić, D.,1 Milošević, M.1
RAZVOJ SISTEMA ZA NADZOR ALATA BAZIRANOG NA PREPOZNAVANJU TEKSTURE PSD SIGNALA VIBRACIJA2
Rezime Rad predstavlja eksperimentalno istraživanje prepoznavanja stanja pohabanosti alata baziranog na anlizi teksture slike dobijene sprovođenjem Short Term Discrete Fourier Transform (STDFT) na signalu vibracija. Primenom STDFT izračunava se spektar vibracija prikazan u 2D prostoru. Karakteristika razvijene metode je korišćenje spektrograma kratkotrajne diskretne Furierove transformacije (STDFT) na signalu vivracija u različitim opsezima 2D teksture dobijene "slike". Sprovedena istraživanja potvrđuju pouzdanosti dobijenih obeležja sistema za klasifikaciju stanja pohabanosti alata primenom razvijene metode. Ključne reči: obrada signala, ekstrakcija obeležja, habanje alata 1. UVOD
Savremene tehnike nadzora alata treba da obezbede brz i pouzdan odgovor na neočekivane promene stanja rezne geometrije. Razvoj informacionih tehnologija omogućio je primenu tehnika brze i kvalitetne obrade signala uz mogućnost korišćenja u cilju dobijanja što kvalitetnijih informacija za kontrolu procesa i predviđanje stanja habanja alata. Pouzdan nadzor stanja pohabanosti alata primenom različitih vrsta senzora, kao i primena odgovarajuće metode obrade signala predstavlja fokus velikog broj akademskih i komercijalnih istraživanja.
Konvencionalni nadzora habanja alata za obradu rezanjem zasnovan je na fizičkim principima koji imaju određeni stepen korelacije sa pohabanosti alata. Ti principi su uglavnom bazirani na vizuelnim, slušnim i intelektualnim sposobnostima operatera, pomoću kojih se nastoji prepoznati stepen pohabanosti alata. Savremeni, "inteligentni" sistemi za nadzor habanja alata za obradu rezanjem treba da svojim karakteristikama eliminišu postojeće nedostatke i poboljšaju mogućnosti u smislu kontinualnog, brzog i tačnog određivanja stanja pohabanosti alata. Primena takvih sistema u praksi treba da dovode do:
povećavanja stepena sigurnosti obradnog sistema, posebno izraženo u situacijama visokog stepena pohabanosti i loma alata,
optimizacije parametara obrade s obzirom na zahtevanu postojanost alata, uzimajući u obzir i tehnološka ograničenja procesa,
kontrole kvaliteta obrađene površine i zahtevane dimenzione tačnosti obratka i dodatne racionalizuje troškova proizvodnje.
Istraživanja u ovoj oblasti korišćenjem pomenutih metoda obezbeđuje uslove za razvoj industrijski primenljivog rešenja nadzora habanja alata. Fokus istraživanja je na primeni više senzorskih sistema i razvoju klasifikatora pohabanosti zasnovanih na algoritmima veštačke inteligencije sa velikim brojem obeležja. Svi inteligentni sistemi za nadzor alata, a naročito oni koji koriste senzore vibracije, u velikoj meri zavise od odabira deskriptora, tj. obeležja izdvojenih iz određenih signala senzora. U slučaju kada deskriptori ne odgovaraju signalu, druge tehnike, kao što su ekstrakcija ili izbor obeležja, kao i tehnike i metodologije
1 V.prof. dr Aco Antić, Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2312, E-mail: [email protected] Prof. dr Milan Zeljković, Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2350, E-mail: [email protected], V.prof. dr Dejan Lukić, Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2331E-mail: [email protected], V.prof. dr Mijodrag Milošević, Fakultet tehničkih nauka, Novi Sad, tel: +381 21 485 2346, E-mail: [email protected] 2 U radu su saopšteni rezultati istraživanja koja se sprovode u okviru projekta TR 35025: Savremeni prilazi u razvoju specijalnih
rešenja uležištenja u mašinstvu i medicinskoj protetici

4.2
prepoznavanja mogu na način da odgovore postavljenom zahtevu [1]. Bahr i saradnici u [2] su prvi primenjivali deskriptore dobijene iz signala vibracija u zadacima prepoznavanja stanja pohabanosti. Zapravo, oni su koristili RMS i / ili srednju vrednost signala senzora vibracija kako bi otkrili porast magnitude vibracija, što odgovara povećanju energije rezanja nastale zbog habanja rezne ivice alata. Takođe u [3], srednja i maksimalna vrednosti signala vibracija korištena je u zadatku prepoznavanja stepena pohabanosti alata.
U ovom radu predložna je strategija praćenja habanja alata koja uključuje izdvajanje novih obeležja zasnovanih na teksturi 2D spektrograma signala vibracija. Pristup je zasnovan na prepoznavanju tekstura koje se koriste za konstrukciju obeležja. Istraživanja strukture teksture gustine spektra vibracija prikazanog u vremensko-frekventnom prostoru, gde je na apscisi prikazan broj vremenskih frejmova, a na ordinati frekventni binovi signala senzora vibracija. Prema saznanjima autora, ovakav način izdvajanja obeležja predstavlja potpuno nov pristup u oblasti prepoznavanja stanja pohabanosti alata baziran na korišćenju signala vibracija kao nosioca informacija.
Karakteristika razvijene metode je da se koristi spektrogram kratkotrajne diskretne Furierove transformacije (STDFT) na prozoriranom signalu u različitim pojasevima i opsezima 2D teksture "slike". U 2D prostoru mapira se problem prepoznavanja stanja pohabanosti alata kao problem prepoznavanja tekstura. Ova metoda "otvara vrata" za uključivanje brojnih tehnika za prepoznavanje i klasifikaciju tekstura koje mogu da se primene na području prepoznavanja pohabanosti alata. U prikazanom sistemu za nadzor habanja alata izabrana je MR8 baza filtera. Iz pomenute filter banke ne koriste se svi filteri već samo njegove komponente koje izdvajaju relevantna obeležja tekstura koja su dovedena u vezu sa promenom habanja alata [4], [5]. 2. PRIKAZ METODE
Osnovni nosilac informacija je vektor u, iz kojeg se izdvajaju obeležja za obuku Fazi klasifikatora za prepoznavanje stanja pohabosti alata. Signal dobijen od senzora vibracija je različitih dužina. Problem klasifikacije stanja habanja alata se primenom pomenute metode preslikava na prepoznavanja teksture. Veliki problem koje se javlja u realnom prepoznavanju tekstura 3D varijacija dolazi usled promenljivosti tih tekstura, odnosno činjenice da je klasična tekstura prvenstveno funkcija sledećih promenljivih: površina teksture, njen albedo (tj. faktor refleksije odgovarajuće površine), osvetljenje, kamere i pozicije gledanja. Treba napomenuti da tekstura koja odgovara STDFT spektrogramu signala senzora vibracija se posmatra kao 2D tekstura ne pokazuje takvu varijabilnost i ovi problemi su manje izraženi [6], [7].
Međutim, prisustvo vertikalno usmerenih linija u STDFT-a (posmatrano kao tekstura), je naš cilj od interesa, kao i način efikasnog detektovanja i pozicioniranja u 2D prostoru dobijene slike na osnovu koga se dobijaju pouzdane informacije o promeni stanja pohabanosti alata. To nameće potrebu za uspešno izdvajanje obeležja teksture kroz korišćenje odgovarajućih specifičnih filtra koji su sposobni da ih detektuju. Da bi se iskoristila signifikantna obeležja koja će se koristiti u stvarnom zadatku prepoznavanja stanja alata, prvo je potrebno iskoristiti deskriptore u obliku texton funkcija dobijenih u izlaznom prostoru filtera, a zatim modelirati njihovu raspodelu verovatnoće za svaki frekventni opseg. Prikazana metoda izdvaja prva četiri statistička momenta kao veoma pogodan način opisivanja korelacije stanja pohabanosti alata sa ulaznim signalom [8].
Neka je , tekstura slike, koja odgovara identifikovanom spektrogramu STDFT posmatranog signala senzora s, pri čemu je STDFT je spektrogram | , | definisan kao
S k, ω ∑ s n w k n eK/K/ (1)
gde je sa k označen diskretni vremenski okvir, sa ω diskretna vremenska frekvencija, odnosno, diskretna frekvencija zona pokrivenosti, dok je w prozorska sekvenca koja se koristi (koristi se Hamming-ovu funkcija), sa dužinom K. Diskretni vremenski prozor k, za 0, , , identifikovan je kao x osa teksture slike, tako da je . Takođe ω, za 0, , identifikovana je kao y osa, tako da je
. :
F x, y |S k, ω | 2 x 0, , x , y 0, , y k 0, , k , ω 0, , ω

4.3
Sve dalje analize se vrše nad teksturom slike , dobijene na prethodno objašnjen način, gde se u
cilju jednostavnosti, bez gubitka generalizacije, posmatraju kontinualne promenljive 0, i 0, . Tada je
G σ , σ , θ, x, y eA T A
3
v , v ,, v ,
, l L . 4 gde je
v ,, max G σ , σ , θ, x, y P ,
v ,, max ∆G σ , σ , θ, x, y P ,
Na osnovu prethodnog dobija se set predprocesiranih obeležja sub-vektora , , . Iz svakog
izdvojenog obeležja , izdvaja se , i formira se predprocesirani vektor , 1, , . Vektor V, je tada slučajna promenljiva, tako da su njegove realizacije, za svaki vremenski okvir k. Zapravo, primećuje se (ako se uzme u obzir kontinualno vreme t umesto diskretnog vremenskog okvira k), da postoji jedinstvena korespondencija između raspodele verovatnoća i , a njegova karakteristična funkcija je v , |x 0, , x 5
kV t E e V ∑!E V 6
gde je v , iz jednačine 4. Zaključuje se da je v , na osnovu zapažanja ove slučajne promenljive V primanom "probability distribution function" (pdf) pV .
Dobija se 1, , , 6, nezavisni vektor obeležja koji se određuje na osnovu v m , , m ,P, | |mM
, , mM,P, , 1, , d 7
gde je m , , označava -tu komponentu momenta m , koji je 6 dimenzionalni vektor dobijen iz 7 na osnovu koga se formira pojedinačni vektor. 3.0 POSTAVKA EKSPERIMENTA
Eksperimentalno istraživanje, razvijene metode, sprovedeno je u Laboratoriji za računarom integrisanu proizvodnju Fakulteta tehničkih nauka u Novom Sadu. Istraživanje procesa habanja alata obuhvatilo je praćenje dominantnog mehanizma habanja kroz sledeće parametre: širina pojasa habanja (VB), dubina kratera (KT) i postojanosti na osnovu veka alata. U procesu obrade struganjem, signali vibracije su registrovani u blizini samog procesa obrade na dršci alata. Za svaki prolaz alata generisani su i uzorkovani delovi signala vibracija merenih postavljenim senzorom. Postavka senzora na alatu, kao i dimenzija radnog predmeta korišćenog u ovom eksperimentu, prikazana je na slici 1. Tokom eksperimenta korišćene su dve brzine rezanja, od 180 do 250m/min, u kombinaciji sa 0.15 i 0.3mm/o pomacima. Presek drške alata koji je korišten u eksperimentu je 20x20mm. Obrada je izvedena sa P25 izmenljivim pločicama rezne geometrije oznake TNMM 110408. Akcelerometar Kistler 8002 je fiksiran na dršku alata za merenje ubrzanja vibracija. Ovaj signal je uzorkovan na 625 kHz, koristeći A/D konvertor NI 625 USB, National Instruments. Materijal za obradu je 42CrMo4, tvrdoće 310HB i Rm = 950N/mm2 sa garantovanim mehaničkim i hemijskim svojstvima.

4.4
Slika 1. Postavka eksperimenta 4.0 ANALIZA REZULTATA
Transformacija signala za oba seta podataka (obučavajući i sete za proveru) počinje računanjem spektra vibracija signala, koristeći Short-Time Fourier Transform (STFT), u Hamming prozoru jednake dužine M, sa M/4 preklapanjem između segmenata. Signali su dužine 0.2 sekunde u vremenu, sa frekvencijom uzorkovanja od 625 kHz. Rezultat je matrica koja sadrži 129 frekvencija (M/2 + 1 za stvarne signale i jednakog broja tačaka frekvencije, i pored toga što je korišćen ograničen frekventni opseg za naredne transformacija) i 650 frekvencijskih binova (broj segmenata). Svaki spektrogram je centralizovan kako bi se isključile DC komponente. Tako, robusna obeležja, odnosno dobijeni deskriptori tretiraju samo jedan opseg, M = 1, gde su isključene sve relativne frekvencije manje od 0.008 i veće od 0.064 kako je predstavljeno na slici 2. Frekvencije izvan ovog opsega nisu bile dovoljno diskriminativne za zadatak prepoznavanja. Kao obeležja su uvedeni P = 3 centralni momenti: varijansa skewness i kurtosis, dok je prvi momenat izuzet iz razmatranja, jer su posmatrani samo centralizovani spektrogrami, odnosno odgovarajuće centralizovane teksture slike (prikazano na slici 2a i 2b).
Slika 2a. Short-Time Fourier Transformacija signala pri obradi novim alatom
Slika 2b. Short-Time Fourier Transformacija signala pri obradi pohabanim alatom

4.5
Najbolje rezultate prepoznavanja, za sve testirane slučajeve, dala je primena klasifikatora baziranog na FCM-u primenom obeležja dobijenih predloženom metodom, nazvanih Texture Based Tool Condition Descriptors (TBTCD). Rezultati u pogledu stvarno klasifikovanih stanja "True Positive Rates (TPR)" prikazani su na slici 3. Opšta tačnost prepoznavanja predloženih TBTCD deskriptora, u poređenju sa drugim osnovnim nizovima korišćenih obeležja, izražavaju se u izrazima prosečna pozitivna stopa a rezultati su prikazani u tabeli 1(a) - 1(d).
Slika 3. Rezultati primene FCM klasifikatora za različite tipove izdvojenih obeležja i stepene pohabanosti alata
Tabela 1(a) Konfusion matrica za FCM klasifikator primenom obeležja u frekventnom domenu
FCM VB [0,0.25) VB [0.25,0.5) VB≥0.5 FCM VB [0,0.25) VB [0.25,0.5) VB≥0.5
VB [0,0.25) 9 38 3 VB [0,0.25) 18% 76% 6%
VB [0.25,0.5) 3 46 1 VB [0.25,0.5) 6% 92% 2%
VB≥0.5 0 18 32 VB≥0.5 0% 36% 64%
Tabela 1(b) Konfusion matrica za FCM klasifikator primenom obeležja u vremenskom domenu
FCM VB [0,0.25) VB�[0.25,0.5) VB≥0.5 FCM VB [0,0.25) VB [0.25,0.5) VB≥0.5
VB [0,0.25) 42 8 0 VB [0,0.25) 84% 16% 0%
VB [0.25,0.5) 1 49 0 VB [0.25,0.5) 2% 98% 0%
VB≥0.5 0 3 47 VB≥0.5 0% 6% 94%
Tabela 1(c) Konfusion matrica za FCM klasifikator primenom obeležja TBTCD deskriptori
FCM VB [0,0.25) VB [0.25,0.5) VB≥0.5 FCM VB [0,0.25) VB 0.25,0.5 VB≥0.5
VB [0,0.25) 49 1 0 VB [0,0.25) 98% 2% 0%
VB [0.25,0.5) 0 50 0 VB [0.25,0.5) 0% 100% 0%
VB≥0.5 0 0 50 VB≥0.5 0% 0% 100%
Tabela 1(d) Konfusion matrica za FCM klasifikator primenom obeležja u vremensko-frekventnom
domenu FCM VB [0,0.25) VB [0.25,0.5) VB≥0.5 FCM VB [0,0.25) VB [0.25,0.5) VB≥0.5
VB [0,0.25) 37 13 0 VB [0,0.25) 74% 26% 0%
VB [0.25,0.5) 0 50 0 VB [0.25,0.5) 0% 100% 0%
VB≥0.5 0 1 49 VB≥0.5 0% 2% 98%

4.6
5. ZAKLJUČAK U ovom radu predložena je strategija praćenja habanja alata, koja se bazira na novim obeležjima zasnovanim na teksturi PSD signala vibracija. Dobijeni STDFT spektar senzora vibracija posmatra se kao 2D tekstura slike, ograničen je u određenom pojasu na osnovu koga se izdvajaju obeležja. Vremenski opseg STDFT se predstavlja kao x dimenzija, a opseg frekvencije kao y dimenzija dobijene teksture. Ekstrahovanje 2D teksture usmereno je na deo teksture u frekventnom opsegu koji korespondira sa habanjem alata. Rezultati eksperimenta pokazuju da ovaj pristup daje dobre rezultate. U velikom broju slučajeva, ova metoda prevazilazi standardne metode i obeležja za prepoznavanje stanja pohabanosti alata. Osim toga, predložena metoda se, takođe, može koristiti u proceni stanja alata kod drugih tipova obrade, kao što su bušenje i glodanje. Određena poboljšanja treba preduzeti u smislu povećanju performansi izdvajanja obeležja i fleksibilnosti sistema. 6. LITERATURA [1] Dimla, E. D., S.: The Correlation of Vibration Signal Features to Cutting Tool Wear in a Metal Turning
Operation, The International Journal of Advanced Manufacturing Technology 19, pp 705-713, 2002. [2] Bahr, B., Motavalli, S., Arfi, T.: Sensor fusion for monitoring machine tool conditions, International
Journal of Computer Integrated Manufacturing 10, pp 314-323, 1997. [3] Haber, R.E., Jiménez, J.E., Peres, C.R., Alique, J.R.: An investigation of tool-wear monitoring in a high-
speed machining process, Sensors and Actuators A: Physical 116, pp 539-545, 2004. [4] Varma, M., Zisserman, A., Statistical, A.: Approach to Material Classification Using Image Patch
Exemplars, IEEE Transactions on Pattern Analysis and Machine Intelligence 31, 11, pp 2032 - 2047, 2009.
[5] Leung, T., Malik, J.: Representing and Recognizing the Visual Appearance of Materials Using Three-Dimensional Textons, Int’l J. Computer Vision 43, 1, pp. 29-44, 2001.
[6] Nuawi, M.Z., Nor, M.J. M., Jamaludin, N., Abdullah, S., Lamin, F., Nizwan, C.K. E.: Development of Integrated Kurtosis-Based Algorithm for Z-Filter Technique, Journal of Applied Sciences 8, 2008.
[7] Varma, M., Zisserman, A.: Unifying statistical texture classification frameworks, Image and Vision Computing 22, pp 1175-1183, 2004.
[8] Antić, A., Popović, B., Krstanović, L., Obradović R., Milošević, M.: Novel texture-based descriptor for tool wear condition monitoring, Mechanical Systems and Signal Processing, 98(1), pp 1-15, 2018.
DEVELOPMENT TOOL CONDITION MONITORING SYSTEM BASED ON TEXTONS EXTRACTION FROM PSD VIBRATIONS SIGNALS
Antić, A., Zeljković, M., Lukić, D., Milošević, M.
Abstract: The paper presents an experimental study of the development of the Fuzzy system for detecting the state of tool wear based on recognizing the image texture obtained by implementing the Short Term Discrete Fourier Transform (STDFT) on the vibration signal. Using the STDFT calculates the vibration spectrum and obtains a display in the 2D space. The characteristic of the developed method is the using of STDFT spectrum on the vibrations signal in the different bands of the 2D texture of the resulting "image". The research conducted within the paper has the objective of defining more robust input information in the system for tool wear condition classification. Key words: signal processing, feature extraction, tool wear

4.7
41. JUPITER konferencija
Beograd 2018
43. simpozijum
UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI PRERADE METALA
Marković, S., Petrović, N., Petrović, T., Đorđević, N.1
POBOLJŠANJE PROCESA KONSTRUISANJA DOVODI DO KVALITETNIJEG ODRŽAVANJA MAŠINSKIH SISTEMA2
„Koliko je dobro održavanje, toliko su
dobri i proizvodi.“
Rezime
Karakteristike proizvoda (odnosno mašinskih sistema) i povratne sprege sa okolinom i okruženjem postali su osnova i polazni skup parametara za konstruisanje mašinskih sistema. Mogućnosti preduzimanja mera protiv habanja i drugih oštećenja postoje još u fazi konstruisanja, pa ih je neophodno koristiti. Ključne reči: kvalitet, konstruisanje, održavanje.
1. UVOD
Savremeni zahtevi tržišta (trougao: kvalitet-cena-rok) u aktuelnim uslovima izrade i ostvarenja životnog veka proizvoda (znatno skraćen vek tehničkog dostignuća, sve kraći eksploatacijski vek proizvoda) implicirali su nova shvatanja i prilaze u razvoju proizvoda i procesu konstruisanja. Istovremeno, na svetskom tržištu jasno se uočavaju i dve važne tendencije: dominacija zahteva kupca i globalizacija tržišta. Kupac postaje sve zahtevniji, njegova očekivanja sve veća, a individualne želje sve izrazitije. Na tržištu je sve veće diferenciranje proizvoda praćeno stalnim inoviranjem. Nivo kvaliteta proizvoda se stalno podiže, rok isporuke se neprestano skraćuje, a cena opada.
Analiza promena u preduzećima poslednje dekade prošlog veka pokazuje da je vreme isporuke proizvoda skraćeno za više od 60%, zahtevi u pogledu kvaliteta i funkcionalnosti proizvoda uvećani preko 50%. Konkurencija na tržištu je uvećana za oko 50%, što je izazvalo drastično smanjenje cena pojedinih proizvoda. Životni ciklus proizvoda smanjen je u ovom periodu za 20%. 1 2. FAKTORI KVALITETA ODRŽAVANJA
Kvalitet održavanja određuje pet grupa uticajnih činilaca, a to su: 2 Konstrukcija mašinskog sistema, koja na kvalitet održavanja utiče na više načina. Uticaj konstrukcije se
uzima u obzir kroz unutrašnju pogodnost održavanja – popravljivost. Opremljenost radionice u kojoj se obavlja održavanje uređajima, instalacijama, alatima, priborima,
mernom opremom, neophodnim za izvođenje postupaka održavanja. Održavaoci, odnosno radnici koji rade na poslovima održavanja (brojnost, kvalifikovanost, obučenost i
motivisanost). Snabdevenost rezervnim delovima, potrošnim i drugim materijalom. Sekundarni elementi logističke podrške održavanju (transport do radionice, administracija-
neproizvodni radnici).
1 dr Svetislav Lj. Marković, profesor, Visoka škola tehničkih strukovnih studija Čačak ([email protected]); Nikola Petrović, JP Elektroprivreda Srbije, Ogranak RB „Kolubara“, „Kolubara prerada – Oplemenjivanje uglja“, „Masinsko održavanje“, 11560 Vreoci, Srbija; Tamara Petrović, Veljka Vlahovića 25, 11550 Lazarevac, Srbija; Nenad Đorđević, JP Elektoprivreda Srbije, Ogranak RB „Koubara“, „Površinski kopovi Baroševac“, Aranđelovački put b. b. 11565 Barosevac, Srbija. 2 Acknowledgment. This work has been performed within the project TR 35011. This project is supported by the Republic of Serbia,
Ministry of Science and Technological Development, which financial help is gratefully acknowledged.

4.8
Uzajamna zavisnost kvaliteta konstruisanja i kvaliteta novog proizvoda referentno se ocenjuje pri eksploataciji. Eksploatacija je period životnog ciklusa svakog proizvoda u kome se ocenjuje kvalitet konstruisanja, izrade i montaže, a vezana je za fazu formiranja konstrukcije.
Neophodno je da se pri konstruisanju dobro analiziraju režimi rada u kojima će konstrukcija da egzistira. Analize su pokazale da više od 80% otkaza mašina proizilazi usled habanja njihovih elemenata i sistema.
Na dužinu životnog ciklusa mašinskog sistema izuzetan uticaj ima i izbor: podmazivanja, okruženja, zaptivanja...
Propisivanje režima eksploatacije i izbor maziva i okruženja vrše se u fazi konstruisanja. Na dužinu perioda eksploatacije i eksploatabilnost mašinskih sistema značajno utiču subjektivne osobine operatora (radnika-izvršioca). Nivo profesionalne obučenosti, antropometrijske i psihofizičke osobine utiču na kvalitet ispravnog eksploatisanja, ali i na kvalitet tehničkog stanja mašinskih sistema. Pravovremeno i kvalitetno rukovanje sistemom je neophodni uslov održavanja njegove pouzdanosti, utemeljene još u procesu konstruisanja i proizvodnje.
Maziva se posmatraju kao elementi konstrukcije mašinskih sistema, a izbor maziva se vrši u fazi formiranja konstrukcije. Kao konstrukcioni element, mazivo treba da izvrši sledeće osnovne funkcije: 3 smanji trenje između spregnutih elemenata, smanji habanje triboparova, odvede toplotu sa kontaktnih površina, zaštiti kontaktne površine, ali i druge neizolovane delove od hemijskog delovanja okruženja, zaptije zazore između spregnutih elemenata, odvodi produkte habanja i čestice zagađenja iz zone kontakta.
Savremeni mašinski sistemi rade u različitim atmosferskim i klimatskim uslovima. Zato je pri formiranju konstrukcije dobro uzeti u obzir uticaj na vek trajanja: vlage, toplote, hladnoće, svetla, prašine, peska, povećanog i niskog atmosferskog pritiska, radijacije i drugih faktora.
Konstruktor najčešće nije u mogućnosti da sam bira karakteristike okruženja u kome će se eksploatisati njegova konstrukcija, niti mu uvek tehnički zadatak, formiran na osnovu zahteva, uslova, ograničenja i želja kupca, definiše detaljne karakteristike atmosferskog okruženja. U tom slučaju najbolje je prethodno analizirati atmosferske i klimatske uslove mogućeg lociranja mašinskog sistema, ili, još bolje, u fazi formiranja konstrukcije zaštititi konstrukciju od mogućeg delovanja agresivnih sredina. Okruženje značajno utiče na procese uzajamnog delovanja elemenata sistema, posebno na intenzitet i mehanizam korozionog i abrazivnog habanja. Dobar izbor materijala za izradu maš inskih elemenata u dobroj meri može minimizirati štetne uticaje okruženja.
Zaštita mašinskih sistema od nepovoljnog delovanja radne sredine (okruženja) se najčešće rešava tehnikom zaptivanja i zaptivnim sklopovima.
Zaptivanje je način razdvajanja raznolikih sredina, različitih po svojim prirodnim i fizičkim svojstvima. Najčešće je to razdvajanje elemenata i sklopova mašinskog sistema od sredine okruženja, sprečavanje i smanjenje do dopuštenih granica isticanja sredina kroz zazore elemenata sistema. Konačni cilj zaptivanja je hermetizacija elemenata, sklopova ili mašinskih sistema u celini, odnosno nepropustljivost za tečnosti, gasove ili tvrde faze disperzionih sistema.
Zaptivanje je značajan eksploataciono-tribološki regulator rada mašinskog sistema, ali samo u uslovima dobrog izbora tehnike zaptivanja, zaptivnih sklopova, pravilne montaže i ispravnog održavanja. Pre konačnog izbora tehnike zaptivanja i vrste zaptivača uzimaju se u obzir: predviđeni režimi rada mašinskog sistema (opterećenja, temperature, brzine klizanja), svojstva sredine okruženja (vlažnost, atmosferski pritisak, temperatura mržnjenja i kapanja, zagađenost,
moguće temperature...), svojstva materijala spregnutih mašinskih elemenata (čvrstoća, zamorna i relaksaciona svojstva,
toplofizička svojstva...), konstrukcione karakteristike sistema na mestima gde se predviđa zaptivanje (oblik, konfiguracija,
toplofizička svojstva, uslovi hlađenja i podmazivanja, saosnost, topografija kontaktnih površina...), eksploatacija mašinskog sistema (monitoring, održavanje, zamena maziva...), fizičko-hemijski procesi u zoni kontakta (izmena strukture i svojstava materijala, izmena geometrije usled
habanja, deformacije...).

4.9
3. ZAHTEVI PRI PROJEKTOVANJU I KONSTRUISANJU MAŠINSKIH SISTEMA
Mašinski sistemi se projektuju tako da mogu da se koriste u određenom vremenu, odnosno da traju određeno vreme. Elementi mašina i opreme se u toku procesa rada (eksploatacije) habaju, kvare i gube svoje prvobitne tehničke karakteristike, pre svih: pouzdanost, tačnost i preciznost, produktivnost... Da bi jedan mašinski sistem bio što duže ispravan, to jest da ispravno funkcioniše u što dužem periodu vremena, neophodno je da se održava na odgovarajući način. Aktivnosti i događaji koji su vezani za održavanje mašina i opreme odvijaju se u periodu od njihovog razvoja do otpisa i povlačenja iz upotrebe.
Sistemski prilaz zahtevima za održavanje mašinskih sistema omogućuje visoku sigurnost opreme i minimalne zastoje u radu (slika 1). Osnovni zahtevi pri projektovanju mašina i opreme su: pravilno dimenzionisanje i oblikovanje, stručno ispitivanje i kontrola opreme, besprekorno opsluživanje, racionalno i pažljivo čišćenje i adekvatno podmazivanje.
Slika 1. Zahtevi pri projektovanju mašinskih sistema 4
U fazi formiranja zahteva pri projektovanju mašinskih sistema neophodno je uzeti u obzir: 5
pouzdanost mašinskih sistema, njihovu pogodnost za održavanje, sigurnost u radu sistema, obezbeđenje podataka neophodnih za uspešno rukovanje i održavanje mašinskim sistemima, ekološke (zaštitu čovekove okoline), ergonomske (prilagođenost sredstava za rad čoveku – izvršiocu
posla) i druge zahteve (zaštita od buke, mogućnost transporta, mogućnost ugradnje samostalno izrađenih rezervnih delova, mogućnost izmene asortimana proizvodnje...) koji se postavljaju pred mašinske sisteme. Pri projektovanju mašina i opreme postavljaju se zahtevi funkcionalnosti, ekonomičnosti, pouzdanosti i
efektivnosti. Povoljne osobine svih mašinskih sistema u procesu eksploatacije mogu se obezbediti samo ukoliko su konstrukcijom stvoreni povoljni uslovi za njegovo održavanje. Projektom moraju da se zadovolje i zahtevi održavanja paralelno sa zadovoljenjem svih drugih relevantnih zahteva. Međutim, praktično je nemoguće definisati neke čvrste direktive koje bi trebalo slediti kako bi jedan mašinski sistem koji se projektuje bio uspešno rešen sa aspekta održavanja.
Tehnologija održavanja zavisi od konstrukcijskih i drugih osobina sistema koji se održava i uslova u kojima se održavanje sprovodi. Na brzinu obavljanja postupka održavanja jak uticaj ispoljava i tehnološka prilagođenost, odnosno pristupačnost mestima na kojima je potrebno izvršiti podešavanje ili druge radove održavanja.
Provera stanja (dijagnosticiranje) se često može sprovesti bez većih rasklapanja mašinskih sistema uz pomoć odgovarajućih uređaja ili instrumenata. Ukoliko je to nemoguće pristupa se rasklapanju mašina i opreme i detaljnom premeravanju i ispitivanju vitalnih sastavnih elemenata. Mogućnost pravovremenog i tačnog uočavanja nastalog otkaza, odnosno uočavanja stanja koje traži sprovođenje određenih postupaka održavanja ima veliki značaj sa aspekta brzine i kvaliteta održavanja mašinskih sistema.

4.10
4. KRITERIJUMI ZA VREDNOVANJE KVALITETA KONSTRUKCIJE
Proklamovani ciljevi nauke o konstruisanju su razvoj metoda i postupaka, te razrada propisa koji omogućavaju kvalitetnije, ali i racionalnije konstruisanje.
U životnom ciklusu novog mašinskog sistema (tehnički uslovi, konstruisanje, izrada, montaža, eksploatacija, održavanje, remont, regeneracija) najznačajnije primene novih znanja postignute su u procesima konstruisanja i održavanja.
Kvalitet konstruisanja je jedan od bitnih faktora kvaliteta mašinskih sistema i jedan od najznačajnijih uslova u razvoju proizvoda (mašinskih sistema).
Tehnički problemi koje inženjer-konstruktor rešava pri stvaranju novog mašinskog sistema uvek su interdisciplinarnog i multidisciplinarnog karaktera. Kreativni duh konstruktora povezuje znanja većeg broja naučnih disciplina da bi odgovorio na sva pitanja koja se pojavljuju u procesu stvaranja novog proizvoda (mašinskog sistema).
Konstruisanje je u svim svojim oblicima prilagođeno realnosti. Od konstruktora-kreatora se zahteva da u svim svojim misaonim, stvaralačkim, kreativnim i ostalim
operacijama neprestano vodi računa i ocenjuje spoljašnje uslove i okolnosti realnog sveta. Istorijski gledano, mašinski sistemi su radili u sve oštrijim režimima eksploatacije. U jednoj etapi razvoja
i na određenoj vremenskoj distanci, počelo se sa obraćanjem pažnje na uzroke otkaza, a ponekad i na naglo skraćivanje projektovanih resursa rada mašinskih sistema.
Problem povećanja otpornosti na habanje mašinskih elemenata i sklopova postao je naglo aktuelan. Taj problem se i nadalje rešavao obezbeđenjem čvrstoće, odnosno izborom materijala. Docnije je veći značaj dat mazivima, pa su se problemi smanjenja habanja dugo vremena rešavali podesnim izborom maziva.
Za vrednovanje i konačno donošenje odluke koju konstrukciju odabrati koriste se dva kriterijuma: tehnički i ekonomski.
Tehnički kriterijumi svakog mašinskog sistema su mera tehničke prihvatljivosti i ocena tehničke pogodnosti konstrukcije. Osnova za definisanje tehničkog kriterijuma je lista zahteva postavljena pri utvrđivanju projektnog zadatka. To ne isključuje naknadno proširenje liste parametara tehničkog kriterijuma, posebno za originalne konstrukcije.
Lista parametara koji sačinjavaju tehničke kriterijume je brojna, pa se uključeni parametri mogu svrstavati u sledeće grupe: 4 Ispravnost i kvalitet izvršenja zadate funkcije (kapacitet, produktivnost, potrošnja energije, tačnost, brzina
izvršenja funkcije...), Sigurnost ili pouzdanost. Održavanje manje pouzdanih sistema je složenije, skuplje, uz smanjenje
efektivnog vremena korišćenja. Bezbednost okoline (ljudi i sredstava) je takođe značajan parametar pri izboru rešenja. Ekološki uticaj na okolinu postaje sve značajniji parametar tehničkog kriterijuma u okviru proklamovanog cilja održavanja i zaštite životne sredine.
Održavanje i troškovi održavanja su interaktivno vezani sa pouzdanošću mašinskih sistema i važni su parametri vrednovanja. Pogodnost održavanja obuhvata stepen složenosti popravke, broj delova sa ograničenim vekom, dužinu vremena između intervencija, zadržavanje izvan pogona i drugo. U ovu grupu parametara mogu se uključiti i troškovi održavanja: pogonske energije, ulja, vode i drugih pogonskih materijala, ali i troškovi rezervnih delova, popravki...
Ergonomičnost mašinskog sistema zasnovana je na principima opšte prilagođenosti psihičkim i fizičkim karakteristikama čoveka: mašinski sistem mora odgovarati anatomskoj građi čoveka, psiho-fizičkim osobinama čoveka i mora biti prilagođen antropometrijskim svojstvima čoveka. Ekonomski kriterijumi obuhvataju parametre vezane za troškove proizvodnje, odnosno troškove izrade
formirane koncepcijske varijante. Formiranje konstrukcije podrazumeva definisanje oblika i dimenzija delova konstrukcije, materijala,
kvaliteta i tačnosti, ali i svih drugih neophodnih svojstava za početak proizvodnje. Još u fazi formiranja konstrukcije neophodno je izvršiti ocenu pouzdanosti elemenata, sklopova i celine,
izbor najracionalnijih konstrukcionih šema, koje obezbeđuju najpovoljnije uslove trenja elemenata, izabrati materijale otporne na habanje, dinamička i udarna opterećenja, definisati makro i mikrogeometriju radnih površina, odrediti racionalne režime rada konstrukcije.
U fazi konstruisanja neophodno je definisati: oblik delova konstrukcije i konfiguraciju konstrukcije kao celine, dimenzije delova konstrukcije i gabaritne mere same konstrukcije, materijal za izradu delova konstrukcije, postupke njihovog ojačanja i zaštite,

4.11
kvalitet i tačnost, tolerancije, hrapavost i druge karakteristike delova konstrukcije, način izrade, veličinu serije, cenu...
Osnovne smernice u fazi formiranja konstrukcije definisane su zahtevima sadržanim u tri osnovna pojma: jednoznačnost, jednostavnost, sigurnost. Jednostavnost je sinonim ekonomičnosti konstrukcionog rešenja u kome je sadržana težnja realizovanja konstrukcije sa što manjim brojem delova i jednostavnom strukturom sistema. Sigurnost je bitno svojstvo konstrukcije koje podrazumeva sigurnost delovanja (nosivost), sigurnost funkcionisanja (pouzdanost), sigurnost rada (bezbednost) i sigurnost okoline (zaštitu okoline). 5 5. ZAKLJUČAK
Eksploatacija je period životnog ciklusa novog proizvoda u kome se zbrajaju rezultati konstruisanja, izrade i montaže. 6. LITERATURA
[1] Marković, S.: Održavanje mašina i opreme, Viša tehnička škola, Čačak, 2006. [2] Marković S., Tanasijević S., Jovičić S.: Uticaj konstruisanja na pojavu oštećenja, kvarova i otkaza
mašinskih elemenata i sistema, Zbornik radova sa naučno-stručnog skupa „Istraživanje i razvoj mašinskih elemenata i sistema IRMES '06“, Banjaluka, Bosna i Hercegovina, 2122. septembar 2006.
[3] Marković S., Tanasijević S., Jovičić S., Josifović D.: Unapređenjem procesa konstruisanja do kvalitetnijeg održavanja, 34. Nacionalna konferencija o kvalitetu „Festival kvaliteta 2007“, Zbornik radova, Kragujevac, 0811. maj 2007.
[4] Marković S.: Regeneracija mašinskih delova i elemenata, Visoka škola tehničkih strukovnih studija, Čačak, 2017.
[5] Tanasijević, S.: Tribološki ispravno konstruisanje, monografija, Mašinski fakultet, Kragujevac, 2004.
Marković, S., Petrović, N., Petrović, T., Đorđević, N.
IMPROVING THE PROCESS OF CONSTRUCTION LEADS TO HIGH QUALITY MAINTENANCE OF MACHINE SYSTEMS
Abstract: The characteristics of products (machinery system) and their feedback with environment and surroundings have become the basis and essential set of parameters for constructing machinery systems. The possibility of taking precautions against wear and other types of damage already exists in the stage of constructing and it is necessary to use it. Key words: quality, constructing, maintenance.

4.12
41. JUPITER konferencija Beograd 2018
43. simpozijum UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI PRERADE METALA
Mitrović, S. 1), Jakovljević, Ž. 2)
DISTRIBUIRANO UPRAVLJANJE PNEUMATSKIM ROBOTOM BAZIRANO NA IEC 61499 I 802.15.4 STANDARDIMA3) 4)
Rezime
Potrebe današnjeg tržišta nameću primenu i razvoj novih tehnologija koje omogućavaju efikasno generisanje malih proizvodnih serija uz ekstremno brzu reakciju prilikom pojave zahteva za novim proizvodima. Proizvodnja mora biti fleksibilna, sa proizvodnim sredstvima koja poseduju rekonfigurabilnu hardversku i softversku strukturu. Decentralizacijom upravljanja i distribucijom upravljačkih zadataka na više inteligentnih uređaja pojednostavljuje se konfigurisanje i rekonfigurisanje automatskih proizvodnih sistema, čime se mogu ostvariti značajne uštede u energiji, materijalu i vremenu. U okviru ovog rada opisan je distribuirani sistem upravljanja pneumatskim robotom za bojenje, zasnovan na standardu IEC 61499, uz upotrebu IEC 802.15.4 bežičnog komunikacionog protokola. Ključne reči: distribuirano upravljanje, IEC 61499, IEC 802.15.4, ZigBee, pneumatski robot. 1. UVOD
Inicijativa “Industrie 4.0”, koja podrazumeva visokofleksibilnu, individualizovanu i efikasnu proizvodnju, predstavlja jedan od glavnih pokretača napredne digitalizacije proizvodnje kroz primenu koncepata kibernetsko-fizičkih sistema (CPS – engl. Cyber Physical Systems) i interneta stvari (IoT – engl. Internet of Things) [1]. Fizički objekti (pametni uređaji – senzori i aktuatori) povezuju se u funkcionalne celine pomoću odgovarajućih digitalnih modela, a posredstvom interneta i interneta stvari, čime se dolazi do kibernetsko-fizičkih proizvodnih sistema [2]. Osnovni gradivni elementi pomenutih sistema – pametni (engl. smart) uređaji, podržavaju modularni pristup gradnji, kao i opštu vertikalnu i horizontalnu umreženost, portabilni su i interoperabilni, što omogućava izvedbe koje se lako i brzo mogu rekonfigurisati prema novonastalim zahtevima [3].
Predviđeno je da se upravljački zadaci distribuiraju na pametne uređaje, pri čemu se saopšteni zadatak izvršava kroz međusobnu komunikaciju, gde svaki od pomenutih uređaja izvršava samo jedan segment saopštenog zadatka. Na opisan način dolazi se do rešenja koje je moguće lako modifikovati prema zahtevima, što značajno utiče na uštede u pogledu energije, vremena i materijala [4]. Tehnologija, odgovarajuća tehnička sredstva, kao i prateći standardi neophodni za adekvatnu primenu pomenutog pristupa još su u fazi razvoja, te se za potrebe istraživanja koriste dostupne, univerzalne računarske platforme, najčešće na bazi mikrokontrolera i mikroračunara.
U okviru ovog rada navedeni koncepti biće opisani kroz analizu razvijenog distribuiranog sistema upravljanja primenjenog na pneumatskom robotu sa dva translatorna i jednim rotacionim stepenom slobode kretanja i hvatačem kao završnim uređajem, pri čemu je programirana operacija bojenja delova potapanjem u posudu sa bojom.
Za distribuciju i simulaciju upravljačkog zadatka korišćeno je HOLOBLOC FBDK [5] (engl. Function Block Development Kit) softversko razvojno okruženje, bazirano na standardu IEC 61499 (Function Block) kojim je definisana arhitektura distribuiranog sistema upravljanja. Razvijeni upravljački softver, opisan 1) Mast. inž. maš. Stefan Mitrović, Lola institut, Beograd, [email protected] 2) Prof. dr Živana Jakovljević, Univerzitet u Beogradu, Mašinski fakultet, [email protected] 3) U okviru ovog rada saopštavaju se rezultati istraživanja koja se sprovode na projektima TR35004, TR35020 i TR35023 koje finansijski podržava MPNTR Republike Srbije. 4)U okviru ovog rada korišćene su komponente dobijene donacijom kompanije Predstavništvo SMC Industrial Automation SRB Laboratoriji za automatizaciju proizvodnh procesa. Ovom prilikom autori izražavaju zahvalnost kompaniji Predstavništvo SMC Industrial Automation SRB.

4.13
funkcijskim blokovima, u nastavku je preveden u odgovarajući mikrokontrolerski kôd koji je primenjen na dostupnim mikrokontrolerima i testiran na laboratorijskom pneumatskom robotu. Ovaj rad ima sledeću strukturu. U drugom odeljku izvršen je opis hardverske strukture i zadatka upravljanja pneumatskim robotom. Treći odeljak sadrži opis razvijenih funkcijskih blokova sa posebnim osvrtom na način njihove primene i programsku logiku. U četvrtom odeljku detaljno se opisuje upotrebljena mikrokontrolerska platforma, modul za bežičnu komunikaciju i način povezivanja sistema u celinu. Eksperimentalna verifikacija i rezultati izloženi su u petom odeljku. Konačno, u šestom odeljku date su zaključne napomene i smernice za dalja istraživanja. 2. OPIS SISTEMA I UPRAVLJAČKOG ZADATKA Pomenuti „pick and place“ robot poseduje četiri inteligentna aktuatora - tri translatorna i jedan rotacioni pneumatski cilindar. Od tri translatorna pneumatska cilindra, jedan jednosmernog dejstva služi za otvaranje i zatvaranje hvatača – završnog uređaja. Preostala dva translatorna cilindra pokreću završni uređaj u horizontalnom i vertikalnom pravcu. Rotacioni cilindar ostvaruje zakretanje završnog uređaja oko vertikalne ose u opsegu od ±180º. U odnosu na to kako su orijentisani na robotu, inteligentni aktuatori su u šemama obeleženi sa: (1) „HC“ – horizontalni cilindar, obavlja horizontalnu translaciju završnog uređaja; (2) „VC“ – vertikalni cilindar, obavlja vertikalnu translaciju završnog uređaja; (3) „RC“ – rotacioni cilindar, obavlja zakretanje završnog uređaja oko vertikalne ose i (4) „GR“ (engl. Gripper), pneumatski cilindar koji otvara i zatvara hvatač – završni uređaj. Od navedenih aktuatora, HC, VC i RC pored samog pneumatskog cilindra poseduju po jedan električno upravljan bistabilni razvodnik 5/2 za upravljanje radom cilindra i dva krajnja prekidača. GR aktuator ima monostabilni razvodnik 5/2 za upravljanje radom cilindra i ne poseduje krajnje prekidače zbog malih dimenzija. Svaki od navedenih aktuatora opremljen je sopstvenim upravljačkim sistemom – čvorom, koji se sastoji od mikrokontrolera i komunikacionog modula kojim se vrši bežično povezivanje sa preostala tri čvora. Pneumatski robot ima za zadatak da spusti hvatač, uhvati i podigne objekat, a zatim, horizontalnim translatornim kretanjem, locira objekat iznad posude sa bojom. Sledi potapanje objekta u posudu, bez otpuštanja. Po podizanju objekta iz posude, sledi otresanje viška boje sa dve brze, uzastopne rotacije (+180, - 180), praćeno povratkom u prvobitnu poziciju u horizontalnom pravcu, spuštanjem i otpuštanjem obojenog objekta iz hvatača. Nakon otpuštanja objekta, robot se sa otvorenim hvatačem vraća u inicijalnu poziciju, spreman da ponovi opisani ciklus sa pojavom novog objekta. Rad robota opisan je sekvencom:
VC+GR+VC-HC+VC+VC-RC+RC-HC-VC+GR-VC-, (1)
pri čemu se smatra da „+“ podrazumeva izvlačenje klipnjače, odnosno, rotaciju u matematički negativnom smeru, a „-“ podrazumeva uvlačenje klipnjače, odnosno, rotaciju u matematički pozitivnom smeru. Na slici 1 dat je šematski prikaz opisanog sistema.
Slika 1. Šematski prikaz rada pneumatskog robota – sekvence.

4.14
3. FUNKCIJSKI BLOKOVI IEC 61499 je standard koji definiše razvoj, primenu i ponovnu upotrebu funkcijskih blokova u okviru industrijske automatizacije [6]. U okviru IEC 61499 standarda, programiranje ponašanja sistema vrši se funkcijskim blokovima, enkapsuliranim programskim jedinicama kojima se mogu modelirati kako hardverske, tako i softverske komponente posmatranog sistema [7]. Funkcijski blokovi su zamišljeni kao mogući odgovor na sve izraženiji problem programiranja složenih zadataka u automatizaciji, gde se često pojavljuju obimni kodovi koje je teško, ili nemoguće modifikovati i/ili ponovo primeniti u novoj postavci sistema. Posledično, dolazi do velikih gubitaka u vremenu uzrokovanih ponovnom izradom softvera za već postojeći hardver. Upotrebom funkcijskih blokova mogu se eliminisati navedeni nedostaci, čime se znatno olakšava rekonfiguracija sistema. IEC 61499 može se posmatrati kao standard koji definiše objektno orijentisani grafički jezik pomoću kog je moguće programiranje centralizovanih i distribuiranih sistema upravljanja. Funkcijski blokovi analogni su klasama, apstraktnim modelima čije instance – objekti u konkretnim programima obavljaju namenjenu funkciju. Opšti model funkcijskog bloka dat je na slici 2.
Kod funkcijskog bloka, gornji deo naziva se glava, a donji se naziva telo. Za glavu bloka vezuju se ulazni (levo) i izlazni (desno) događaji, dok se za telo vezuju ulazni (levo) i izlazni (desno) podaci. Blok započinje sa obavljanjem dodeljenog zadatka po prispeću odgovarajućeg događaja. Nakon obavljenog zadatka, generiše se odgovarajući izlazni događaj koji se šalje dalje, kao ulazni događaj drugih blokova – komponenti sistema. Zadatak koji blok obavlja definisan je u okviru funkcija unutar bloka. Funkcije se aktiviraju ulaznim događajima, izvršavaju se nad ulaznim promenljivim i generišu izlazne promenljive i izlazne događaje. Tokom modeliranja ponašanja sistema javlja se potreba
za različitim funkcijskim blokovima, jednostavnim ili složenim, koji obavljaju različite zadatke. U zavisnosti od okruženja u kom se vrši programiranje, biće dostupan različit broj već gotovih blokova, spremnih za upotrebu u programu jednostavnim pozivanjem iz biblioteke. Takođe, korisnik može razviti sopstvene, specijalne funkcijske blokove u slučaju da se javi potreba. U našem slučaju, za modeliranje ponašanja sistema korišćeno je razvojno okruženje FBDK. Unutar okruženja, prisutna je biblioteka najčešće korišćenih, tipskih funkcijskih blokova, čija upotreba prilikom izrade aplikacija olakšava i ubrzava celokupan proces. Pored dostupnih, bilo je potrebno razviti još 5 novih blokova radi ostvarivanja željene funkcije celokupnog sistema. Svi novi blokovi prikazani su na slici 3.
Slika 3. Razvijeni funkcijski blokovi.
Na slici 3.a nalazi se prikaz interfejsa funkcijskog bloka „Bistabilni_C“ kojim se modelira ponašanje dvosmernog pneumatskog cilindra. Ulazni događaj „INIT“ postavlja blok u inicijalno stanje, sa uvučenom klipnjačom, pri čemu se po izvršenoj inicijalizaciji generiše izlazni događaj „INITO“. Ulazni događaj „GO_0“ saopštava bloku-cilindru da uvuče klipnjaču u slučaju da je izvučena i da po uvlačenju klipnjače generiše odgovarajući izlazni događaj „HOME_E“, uz promenu vrednosti izlazne promenljive „HOME“ na 1, a „END“ na 0. U slučaju da je klipnjača već uvučena, „GO_0“ događaj biće prihvaćen, ali nikakvih događaja neće biti na izlazu, niti će biti menjane vrednosti izlaznih promenljivih. Slično važi i za ulazni događaj „GO_1“ kojim se saopštava da treba izvući klipnjaču cilindra u krajnji položaj, generisati odgovarajući izlazni događaj „END_E“ i postaviti vrednosti izlaznih promenljivih – „HOME“ na 0, a „END“
Slika 2. Opšti model funkcijskog bloka.

4.15
na 1. U slučaju da je klipnjača već izvučena, po pristizanju „GO_1“ događaja, neće biti nikakvih promena na izlazu u pogledu događaja i vrednosti promenljvih. Bitno je napomenuti da su za funkcionisanje simulacije neophodni samo događaji, ali se zbog generisanja odgovarajućih grafičkih elemenata moraju koristiti izlazne promenljive u bloku „Bistabilni_C“. Na slici 3.b prikazan je interfejs funkcijskog bloka „VC_ECC“ kojim se upravlja vertikalnim pneumatskim cilindrom unutar aplikacije. Blok „VC_ECC“ sadrži svu upravljačku logiku neophodnu za ispravan rad vertikalnog pneumatskog cilindra. Logika je saopštena u vidu ECC dijagrama (engl. Execution Control Chart) koji je vrlo sličan SFC (engl. Sequential Function Chart) grafičkom jeziku za programiranje programabilnih kontrolera. ECC upravljačka logika primenjena unutar bloka „VC_ECC“ predstavljena je na slici 4.b.
Slika 4. ECC dijagrami svih upravljačkih funkcijskih blokova.
„VC_ECC“ blok nema ulaznih, ni izlaznih promenljivih – blok operiše samo sa događajima. Na ulazu se očekuju događaji bitni za rad – „START“ (pritisnut start taster kojim započinje rad sistema), „RAIL1“ i „RAIL0“ (horizontalni cilindar izvučen i horizontalni cilindar uvučen), a prati se i stanje samog vertikalnog cilindra sa „CYL1“ i „CYL0“ (vertikalni cilindar izvučen i vertikalni cilindar uvučen). U zavisnosti od ulaznog događaja i ECC stanja (S1, S2, S3...) u kom se trenutno nalazi funkcijski blok „VC_ECC“, vertikalni cilindar će izvlačiti ili uvlačiti klipnjaču, ili mirovati, a o promenama stanja generisaće se odgovarajući izlazni događaji „CYL0_E“ i „CYL1_E“ – vertikalni cilindar uvučen i vertikalni cilindar izvučen, koji će se koristiti za simulaciju, kao i događaji koji ukazuju na to da je potrebno odgovarajuću informaciju proslediti drugim resursima u sistemu kako bi mogli da nastave sa odgovarajućim akcijama i to: (1) „C0toRCYL“ – poslati informaciju rotacionom cilindru, (2) „C0toRAIL“ – poslati informaciju horizontalnom cilindru i (3) „C1toGRIP“ – poslati informaciju hvataču. Navedene informacije se prihvataju u funkcijskim blokovima koji odgovaraju pojedinim resursima i omogućuju kretanje kroz njihove pripadajuće ECC dijagrame. Funkcijski blokovi slične strukture i logike korišćeni su i kod preostalih aktuatora, pri čemu razlike nastaju zbog različitih ulaznih događaja koji izazivaju promene stanja. Na slici 3.c prikazan je „HC_ECC“ blok koji predstavlja virtuelnu upravljačku jedinicu horizontalnog cilindra. Integrisana logika opisana ECC dijagramom data je na slici 4.c. Promene stanja horizontalnog cilindra izazivaju samo dva ulazna događaja – „VC0“ (vertikalni cilindar uvučen) i „RC0“ (rotacioni cilindar u početnom položaju). Izlazni događaji kojima se upravlja cilindrom su „HC0_E“ (horizontalni cilindar uvučen) i „HC1_E“ (horizontalni cilindar izvučen). Na slici 3.d prikazan je „RC_ECC“ blok, kojim se upravlja rotacionim cilindrom. Odgovarajući ECC dijagram dat je na slici 4.d. Rotacioni cilindar se pomera u zavisnosti od stanja vertikalnog cilindra i sopstvenog stanja, te se na ulazu prate događaji „VC0“ (vertikalni cilindar uvučen) i „RC1“ (rotacioni cilindar u krajnjem položaju). Na slici 3.e prikazan je „GR_ECC“ funkcijski blok kojim se upravlja otvaranjem i zatvaranjem hvatača robota. Prateći ECC dijagram dat je na slici 4.e. S obzirom na to da stanje hvatača zavisi isključivo od stanja vertikalnog cilindra, postoji samo jedan ulazni događaj – „VC1“ (vertikalni cilindar izvučen), dok se na izlazu generiše odgovarajući izlazni događaj koji u zavisnosti od trenutnog stanja vrši otvaranje, odnosno, zatvaranje hvatača. Iako upravljanje svakog od aktuatora prati samo određene događaje, ponavljanje pomenutih događaja

4.16
tokom jednog ciklusa nije isključeno. Međutim, ECC logika svakog od aktuatora dozvoljava rad samo ako se odgovarajuće stanje u kom je aktuator poklapa sa prispelim ulaznim događajima, čime je otklonjena mogućnost neželjenog pokretanja izvršnih organa. Povezivanjem blokova u funkcionalnu celinu kreira se aplikacija na način kao da će se upravljanje vršiti centralizovano. U okviru aplikacije, raspoloživi funkcijski blokovi istanciraju se pod određenim imenom, a zatim se povezuju. Zelene linije predstavljaju veze koje prenose događaje, a plave linije predstavljaju veze koje prenose podatke. Dodeljivanjem delova aplikacije pojedinim resursima (u ovom slučaju inteligentnim aktuatorima), vrši se distribucija upravljačkog zadatka. Tokom pomenutog procesa pojedine veze između funkcijskih blokova se prekidaju i potrebno ih je ponovo uspostaviti uvođenjem komunikacije reprezentovane komunikacionim funkcijskim blokovima. Pošto je upravljanje razmatranim robotom vođeno događajima, između pojedinih resursa neophodna je samo razmena informacija o događajima, pa su upotrebljeni publish (PUBL_0) i subscribe (SUBL_0) blokovi koji omogućuju razmenu informacija navedenog tipa. S obzirom na to da su šeme povezivanja velikog formata, u okviru ovog rada biće prikazan samo deo aplikacije koji je dodeljen vertikalnom cilindru, dat na slici 5. Ulazi u blok tipa „VC_ECC“, pod nazivom „CYL_CTRL“, stižu od komunikacionih funkcijskih blokova, čiji je zadatak da čekaju i prenose događaje koji signaliziraju promene stanja drugih bitnih komponenata distribuiranog sistema. U ovom slučaju, prate se promene stanja horizontalnog cilindra.
Slika 5. Deo aplikacije koji je dodeljen vertikalnom cilindru.
Celokupna aplikacija distribuirana je na još 3 resursa (3 inteligentna aktuatora), koji ovde neće biti prikazani. Za kreirani sistem upravljanja u okviru FBDK okruženja, formirana je simulacija primenom funkcijskih blokova tipa OUT_BOOL. Nakon pokretanja simulacije, prikaz izgleda kao na slici 6 i po pritisku na taster „START“ simulacija započinje sa radom i moguće je pratiti promene stanja aktuatora, odnosno, rad simuliranog sistema. S obzirom na to da je u pitanju simulacija distribuiranog sistema, izabrano je da se svaki od aktuatora posmatra posebno, odnosno, da svaki od aktuatora ima sopstveni prozor.
Slika 6. Izgled pokrenute aplikacije koja simulira rad distribuiranog sistema upravljanja pneumatskim
robotom. Nakon uspešno izvedene simulacije, čime je potvrđena ispravnost razvijenog upravljanja, izvedeno je „prevođenje“ programa iz grafičkog jezika funkcijskih blokova u tekstualni jezik mikrokontrolera.

4.17
4. BEŽIČNI ČVOROVI Trenutno, standard IEC 61499 još uvek je u fazi razvoja, predstavlja podršku projektovanju distribuiranog upravljanja i broj uređaja koji se mogu direktno programirati po pomenutom standardu je ograničen. Dostupna industrijska oprema najčešće je nekompatibilna i neophodno je izvršiti određene pripremne radnje koje omogućavaju primenu novog oblika upravljanja. U okviru ovog rada, korišćena su 4 razvojna sistema mbed NXP LPC1768 [8], svaki sa 32-bitnim ARM Cortex M3 mikrokontrolerom, sa radnim taktom od 96 MHz. Pomenuti mikrokontroleri programiraju se u specijalnoj varijanti objektno-orijentisanog programskog jezika C++ [9] i izvorno ne podržavaju IEC 61499 standard, niti funkcijske blokove. C++ izvorni kôd za mikrokontrolere napisan je po ugledu na aplikaciju razvijenu u okviru FBDK softvera, odnosno, određene C++ klase definisane su tako da emuliraju funkcijske blokove korišćene u okviru FBDK aplikacije kojom je inicijalno izvršena simulacija distribuiranog sistema upravljanja. S obzirom da su C++ i jezik funkcijskih blokova objektno orijentisani, postupak „prevođenja“ iz jezika funkcijskih blokova (standard IEC 61499) u C++ jezik mikrokontrolera (modifikovani standard C++17) bio je relativno jednostavan. Za ostvarivanje bežične komunikacije između mikrokontrolera korišćeni su Microchip MRF24J40MA [10] integralni moduli koji podržavaju IEEE 802.15.4 komunikacioni standard, kolokvijalnog naziva ZigBee. Povezani par mbed LPC1768 i MRF24J40MA čini bežični čvor, sistem koji se može adresirati u bežičnoj mreži, koji može slati i primati podatke, a čije se ponašanje može programirati. Prikaz korišćenog bežičnog čvora dat je na slici 7.a.
a) b)
Slika 7. a) Prikaz korišćenog bežičnog čvora. b) Pneumatski robot. ZigBee komunikacioni standard predviđen je za komunikaciju između mašina i iz navedenog razloga je ograničen na male brzine prenosa podataka, do 256 kbps, što je izvedeno radi redukcije cene implementacije. 5. EKSPERIMENTALNA PROVERA Tokom eksperimentalne provere svaki bežični čvor povezan je sa odgovarajućim aktuatorom kojim upravlja: 4 čvora – 4 aktuatora, čime su dobijena 4 inteligentna aktuatora. Eksperimentalni sistem prikazan je na slici 7.b. Iako su svi čvorovi hardverski međusobno isti, aktuatori su različiti i navedeni su u tabeli 1. HC – horizontalni cilindar bez klipnjače, dvosmerni SMC MZ3 B16-500 VC – vertikalni cilindar sa klipnjačom, dvosmerni SMC MXH 10-60-Z RC – rotirajući cilindar, dvosmerni SMC MSQB7A GR – hvatač (gripper), jednosmerni cilindar SMC MHZ2-10DN
Tabela 1. Pregled korišćenih aktuatora. Upravljački izvorni kôd za mikrokontrolere bežičnih čvorova napisan je u C++ jeziku i nakon kompilacije odgovarajući izvršni heksadecimalni kôd je sa računara kopiran u memoriju mikrokontrolera. Nakon

4.18
inicijalizacije, izvršene resetovanjem svih čvorova, sistem je pušten u rad, pritiskom na taster „START“. Sistem se ponašao kako je predviđeno, ispravno obavljajući saopšteni zadatak. Sva kretanja pneumatskog robota odvijala su se prema sekvenci (1), bez zastoja. Smatra se da je provera koncepta uspešno izvedena. 6. ZAKLJUČAK U okviru ovog rada prikazane su neke od mogućnosti koje su otvorene novim IEC 61499 standardom, ilustrovane kroz projektovanje i primenu varijante distribuiranog sistema upravljanja baziranog na diskretnim događajima. Opisan sistem upravljanja predviđen je za upotrebu na pneumatskom robotu sa 3 stepena slobode (dva translatorna, jednim rotacionim) i hvatačem. Simulacijom u okviru FBDK okruženja obavljeno je testiranje koncepta upravljanja. Prevođenjem jezika funkcijskih blokova u C++ jezik mikrokontrolera i proverom izvršnog programa na samim čvorovima (bez aktuatora) završeno je rano testiranje upravljačkog sistema. Povezivanjem čvorova sa odgovarajućim aktuatorima i testiranjem celokupnog mehatronskog sistema došlo se do povoljnih rezultata. Upravljački sistem, distribuiran na 4 inteligentna aktuatora, uspešno obavlja saopšteni zadatak kroz komunikaciju između čvorova, uz potpuno odsustvo centralizovanog upravljanja. Bitno je napomenuti da narušavanje komunikacije između čvorova izazvano namernim ili nenamernim delovanjem može dovesti do nepravilnosti u radu sistema i ozbiljnih posledica po fizički deo sistema. Iako standard IEC 61499 može značajno doprineti industriji u dolazećem periodu, mora se voditi računa i o pratećoj infrastrukturi koja treba da omogući pouzdan i bezbedan rad. Dalje istraživanje trebalo bi da obuhvati unapređenje robusnosti sistema, fokusirajući se na periferiju oko IEC 61499 jezgra, s obzirom na to da distribuiran pristup upravljanju, zajedno sa primenom bežične komunikacije i interneta, otvara potpuno novu dimenziju bezbednosnih izazova koji su bili praktično nepostojeći u okviru „tradicionalnih“ izvedbi. 7. LITERATURA [1] Digital Transformation Monitor: Germany: Industrie 4.0, European Commission, January 2017.
https://ec.europa.eu/growth/tools-databases/dem/monitor/sites/default/files/DTM_Industrie%204.0.pdf [2] Zivana Jakovljevic, Stefan Mitrovic, Miroslav Pajic, Cyber Physical Production Systems - An IEC 61499
Perspective, Belgrade, Springer, 2017. [3] William MacDougall: INDUSTRIE 4.0 Smart Manufacturing for the Future, Berlin, Germany Trade and
Invest, 2014. [4] Mitrović, S, Jakovljević, Ž: Primena distribuiranog sistema upravljanja baziranog na IEC 61499 i
802.15.4 standardima, ETIKUM 2017, 37-40, FTN, Novi Sad, Srbija, decembar 2017. [5] HOLOBLOC, INC – izvor FBDK softvera – http://www.holobloc.com/ [6] Valeriy Vyatkin, IEC 61499 Function Blocks for Embedded and Distributed Control Systems Design, 2nd
Edition, ISA, 2012. [7] James H. Christensen, Thomas Strasser, Antonio Valentini, Valeriy Vyatkin, Alois Zoitl, The IEC 61499
Function Block Standard: Overview of the Second Edition, ISA, 2012. [8] mbed LPC1768 stranica https://os.mbed.com/platforms/mbed-LPC1768/ [9] online mbed ARM kompajler https://os.mbed.com/accounts/login/?next=%2Fcompiler%2F [10] Microchip MRF24J40MA stranica http://www.microchip.com/wwwproducts/en/MRF24J40MA Ispravnost svih linkova proverena 10.5.2018.
Mitrović, S, Jakovljević, Ž.
DISTRIBUTED CONTROL OF A PNEUMATIC ROBOT BASED ON IEC 61499 AND
IEEE 802.15.4 STANDARDS Abstract: The market of today demands the development and application of new technologies that enable efficient small series production with extremely quick reaction time. Production must be flexible, with resources that have reconfigurable hardware and software structure. By decentralising the control and by distributing control tasks on multiple devices, configuration and reconfiguration of automated production systems is simplified, leading to significant savings in energy, material and time. This work presents distributed control system of a pneumatic painting robot based on IEC 61499 standard and IEEE 802.15.4 protocol application. Key words: distributed control, IEC 61499, IEC 802.15.4, ZigBee, pneumatic robot.

4.19
41. JUPITER konferencija Beograd 2018
43. simpozijum UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI PRERADE METALA
Nedeljković, D., Milovanović, M., Jakovljević, Ž.1)
PROTOTIP ELEKTROPNEUMATSKOG SISTEMA ZA POZICIONIRANJE2),3)
Rezime
Elektropneumatski sistemi za pozicioniranje predstavljaju ekonomično rešenje za izvršavanje zadataka pozicioniranja. Po pravilu, ovi sistemi imaju nižu cenu u odnosu na elektromehaničke sisteme uz nešto manju tačnost i predstavljaju povoljan izbor pogotovo u situacijama kada je potrebna velika brzina pozicioniranja. U okviru ovog rada opisuje se prototip ekonomičnog elektropneumatskog sistema za pozicioniranje koji je razvijen u Laboratoriji za automatizaciju proizvodnje. Pored samog sistema za pozicioniranje, u radu je opisan i sistem za interakciju korisnika sa pomenutim sistemom posredstvom programabilnog terminala sa ekranom osetljivim na dodir. Upravljanje elektropneumatskim sistemom zasnovano je na primeni programabilnog logičkog kontrolera. Ključne reči: servo sistem, elektropneumatski sistem, interfejs čovek-mašina, automatizacija proizvodnje 1. UVOD
U industrijskim aplikacijama, pneumatski aktuatori tradicionalno se koriste za realizaciju jednostavnih rotacionih i translatornih kretanja između krajnjih položaja. S druge strane, za rešavanje zadataka pozicioniranja i upravljanja kretanjem najčešće su u upotrebi elektromehanički servo sistemi. Nelinearnost pneumatskih sistema [1] koja se javlja kao posledica uticaja niza spoljašnjih (temperatura okoline, vlažnost vazduha, razni hemijski uticaji itd.) i unutrašnjih faktora (trenje, pre svega statičko, ali i dinamičko), ali i kao posledica stišljivosti vazduha kao radnog medijuma, dovodi do niza problema u realizaciji elektropneumatskih servo sistema. Ovi problemi su pre svega vezani za manju tačnost u odnosu na elektromehaničke sisteme. Međutim, razvoj naprednih algoritama upravljanja i mikroprocesorskih sistema sa visokim proračunskim performansama doveo je do pojave elektropneumatskih sistema pozicioniranja koji ostvaruju stepen tačnosti pogodan za izvršenje određenih zadataka, uz ostvarivanje velikih brzina [2]. Zahvaljujući niskoj ceni, lakom održavanju, čistoći vazduha kao radnog medijuma, odsustvu elektromagnetnog polja, energetskoj efikasnosti i drugim prednostima, elektropneumatski sistemi za pozicioniranje zamenjuju elektromehaničke sisteme u određenim aplikacijama.
Tipičan elektropneumatski sistem za pozicioniranje (slika 1) sastoji se od dvosmernog cilindra bez klipnjače napajanog različitim pritiscima sa dve strane klipa [3, 4, 5]. Na osnovu razlike u pritiscima, ostvaruje se željena pozicija. Za upravljanje pritiskom sa jedne i druge strane koriste se dva elektopneumatska regulatora pritiska. Regulatori propuštaju pritisak čiji je intenzitet proporcionalan analognom signalu na ulazu što omogućava da se ostvari pritisak manji nego na izlazu iz pripremne grupe. Pozicioni kontroler vrši upravljanje pritiskom na regulatorima korišćenjem PID regulatora na osnovu signala sa lineranog enkodera koji obezbeđuje zatvaranje povratne sprege. Kontroleri mogu biti namenski računarski sistemi (engl. Embedded Systems) zasnovani na mikrokontrolerima, a u slučaju složenijih sistema, na
1) Dušan Nedeljković, asistent, Univerzitet u Beogradu, Mašinski fakultet, (dnedeljković@mas.bg.ac.rs), Milan Milovanović, Servoteh d.o.o, Beograd, ([email protected]), dr Živana Jakovljević, vanredni profesor, Univerzitet u Beogradu, Mašinski fakultet, ([email protected]). 2) Rad je nastao u okviru istraživanja na projektu „Inovativni pristup u primeni inteligentnih tehnoloških sistema za proizvodnju delova od lima zasnovan na ekološkim principima“ (evid. br. TR-35004) Ministarstva prosvete, nauke i tehnološkog razvoja Vlade Republike Srbije. 3)U okviru ovog rada korišćene su komponente dobijene donacijom kompanije Predstavništvo SMC Industrial Automation SRB Laboratoriji za automatizaciju proizvodnh procesa. Ovom prilikom autori izražavaju zahvalnost kompaniji Predstavništvo SMC Industrial Automation SRB.

4.20
mikroprocesorima sa eksternom memorijom i periferijom ili se mogu realizovati primenom programabilnih logičkih kontrolera (PLC – engl. Programmable Logic Controller).
Slika 1. Šema tipičnog elektropneumatskog sistema za pozicioniranje
Cena jednog ovakvog sistema jeste niža od cene elektromehaničke servo ose, ali je i dalje relativno visoka
pogotovo uzimajući u obzir ostvarivu tačnost pozicioniranja. Značajan udeo u ceni imaju elektropneumatski regulatori i postavlja se pitanje da li je moguće realizovati ovakav sistem primenom samo jednog od njih.
U okviru ovog rada opisuje se prototip elektropneumatskog sistema za pozicioniranje koji je zasnovan na primeni jednog elektropneumatskog regulatora pritiska koji dovodi promenljiv pritisak sa jedne strane klipa, dok se sa druge strane dovodi pritisak konstantnog intenziteta. Na ovaj način vrši se značajna ušteda resursa i smanjenje troškova uz dobijanje zadovoljavajućih performansi.
Ostatak rada je struktuiran na sledeći način. U drugom odeljku opisuje se struktura i način rada prototipa. Treći odeljak se odnosi na interfejs za interakciju između korisnika i sistema, dok se u četvrtom odeljku daju zaključne napomene.
2. RAZVOJ I FIZIČKA REALIZACIJA ELEKTROPNEUMATSKOG SISTEMA ZA POZICIONIRANJE
Pneumatska šema razvijenog prototipa prikazana je na slici 2. On se sastoji od sledećih elektro-
pneumatskih komponenata: 1. Elektropneumatski regulator pritiska SMC ITV2050-33F2N3 (1.4) koji može regulisati pritisak u
opsegu 2-10 bara, 2. Mehanički podesiv regulator pritiska AZ Pneumatica MREG 2-08 (1.3) na kome se može podesiti
pritisak u opsegu 4-8 bara, 3. Dva električno aktivirana razvodnika 2/2 normalno zatvorena (1.1) i (1.5), 4. Jedan električno aktiviran razvodnik 3/2 normalno zatvoren (1.2) 5. Cilindar bez klipnjače SMC MY3B16-600 (1.6), 6. Pripremna grupa (0.1).
i upravljan je pomoću programabilnog logičkog kontrolera OMRON CP1L-EM30DT1-D [6]. Za zatvaranje povratne sprege koristi se linearni enkoder BALLUFF BML-S1B0-Q53G-M400-L0-KA05 [7].
Prototip funkcioniše na sledećem principu. Sa jedne strane klipa, pomoću mehaničkog regulatora pritiska (1.3), pritisak je podešen na 4 bara, dok se sa druge strane korišćenjem elektropneumatskog regulatora pritiska (1.4) podešava u opsegu od 2-6 bara. Elektropneumatski regulator pritiska na ulazu ima napon u opsegu od 0 do 10V. Razvodnici (1.1) i (1.2) uspostavljaju dovod i odvod vazduha sa jedne strane klipa, dok se sa druge strane vazduh dovodi i ispušta pomoću elektropneumatskog regulatora pritiska. Razvodnik (1.5) koristi se za uspostavljanje i prekid toka fluida od (1.4) ka cilindru tokom inicijalizacije dok se pritisak ne stabilizuje na zadatu vrednost.
U radu sistema predviđena su dva moda: (1) inicijalizacija/povratak u početni položaj i (2) radni hod. Inicijalizacija sistema obuhvata dovođenje klipa u početnu poziciju. Za početnu poziciju usvojen je levi kraj cilindra. Inicijalizacija se sastoji iz dva koraka. U prvom koraku razvodnici (1.1), (1.2) i (1.5) su zatvoreni, a na (1.4) se podešava pritisak od 2,4 bara. Kada se ovaj pritisak dostigne, u drugom koraku, aktiviraju se razvodnici (1.2) i (1.5) i klip dolazi u početni položaj. Ako je u toku rada sistema potrebno da se klip vrati u početni položaj, koristi se samo drugi korak uz podešavanje pritiska na 2,4 bara bez čekanja. Tokom radnog hoda, aktivni su razvodnici (1.1) i (1.5), a regulator (1.4) podešava pritisak u zavisnosti od željene pozicije na

4.21
osnovu signala sa kontrolera. Razlika pritisaka između krajeva cilindra, pa samim tim i kretanje klipa prouzrokovano je variranjem vrednosti pritiska elektropneumatskim regulatorom. U trenutku kada klip dostigne zadatu poziciju, pritisci će se izjednačiti i klip će stati. Ukoliko klip premaši vrednost željene pozicije, elektropneumatski regulator će povećati pritisak iznad 4 bara i na taj način izvršiti fino podešavanje. U suprotnom, kada klip ne dostigne željenu poziciju, odnosno kada se zaustavi ranije, pritisak na elektropneumatskom regulatoru smanjuje se ispod 4 bara.
Slika 2. Pneumatska šema sistema
Na slici 3. prikazana je fizička realizacija elektropneumatskog sistema za pozicioniranje koji se nalazi u
Laboratoriji za automatizaciju proizvodnih procesa Katedre za proizvodno mašinstvo.
Slika 3. Fizička realizacija elektropneumatskog sistema za pozicioniranje
Svaka komponenta sa slike 3, označena je brojem, pa je tako:
1. Cilindar bez klipnjače, 2. Elektropneumatski regulator pritiska, 3. Mehanički podesiv regulator pritiska, 4. Električno aktiviran razvodnik 5/3 (u sistemu korišćen kao razvodnik 2/2), 5. Električno aktivirani razvodnici 3/2 (u sistemu su dva od njih korišćeni kao razvodnici 2/2).
Upravljanje sistemom zasnovano je na primeni navedenog programabilnog logičkog kontrolera. Njegovo podešavanje i programiranje izvodi se u namenskom softveru CX Programmer [8]. Shodno standardu IEC 61131-3 [9], CX Programmer raspolaže standardnim funkcijama i funkcijskim blokovima.

4.22
U PLC-u je integrisana funkcija PID regulatora [10], dok se merenje ostvarene pozicije vrši povezivanjem linearnog enkodera na brojač impulsa, koji takođe predstavlja integralni deo PLC-a. Parametri PID regulatora su eksperimentalno utvrđeni i njihove vrednosti sa adresama na kojima se nalaze u okviru korišćenog PLC-a navedene su u tabeli 1. Na adresu H100 unosi se željena vrednost pozicioniranja.
Tabela 1. Parametri PID regulatora
Adresa Parametar Decimalna vrednost
H100 Zadata vrednost (SV) 2000 H101 Proporcionalni opseg (P) 800 H102 Integralna konstanta (TI) 5 H103 Diferencijalna konstanta (TD) 1 H104 Period odabiranja (τ) 1
H105 α= 0, napred režim regulisanja, izmena PID parametara u
realnom vremenu 4103
H106 Opseg izlazne vrednosti, integralna i diferencijalna jedinica,
opseg ulazne vrednosti, ograničenje vrednosti upravljane veličine
6296
H107 Minimalna vrednost upravljane veličine 1333 H108 Maksimalna vrednost upravljane veličine 4000 H109 Samopodešavanje isključeno 0
Ukoliko je potrebno, može se pokrenuti samopodešavanje parametara PID regulatora postavljanjem bita
na adresi H109, a podešeni parametri koriste se u sledećem procesu pozicioniranja. Vrednosti parametara dobijene samopodešavanjem mogu se koristiti i kao osnova za kasnije manuelno podešavanje. Pravilno određene vrednosti parametara, rezultiraće najmanjim odstupanjem ostvarene od željene vrednosti. U suprotnom, dodeljivanje neodgovarajućih vrednosti parametrima, prouzrokovaće sve veće odstupanje ostvarene od željene vrednosti ili nestabilnost sistema. Ovaj sistem za pozicioniranje primenom PID regulatora ostvaruje tačnost do 1 mm za parametre regulatora prikazane u tabeli 1. Tačnost i ponovljivost sistema ne zavise od zadatih pomeraja, što znači da sistem ostvaruje istu tačnost i ponovoljivost za velika rastojanja (100 mm i veće), kao i za izuzetno mala rastojanja (od 10 do 50 mm).
3. PROJEKTOVANJE KORISNIČKOG INTERFEJSA ELEKTROPNEUMATSKOG SISTEMA ZA
POZICIONIRANJE
Interfejs čovek-mašina (HMI - engl. Human Machine Interface) omogućava da čovek sa mašinom komunicira na vizuelni, grafički način. Za tu svrhu, u ovom radu koristi se programabilni terminal [11] sa ekranom osetljivim na dodir OMRON NB5Q-TW01B. Na šemi celokupnog sistema koja pored prototipa sadrži i PLC kojim se vrši upravljanje i računar za programiranje PLC-a (slika 4) može se videti mesto koje programabilni terminal zauzima, kao i interakcije koje ostvaruje sa ostalim komponentama sistema. Takođe, mogu se primetiti i određeni protokoli (USB, RS232 i Ethernet) koji su korišćeni pri ostvarivanju veza između komponenata sistema.
Razvijeni HMI omogućuje dva različita načina zadavanja željene pozicije, gde svaki način generiše iste rezultate, tj. efikasno izvršava zadate funkcije. Takođe, svaki projektovani način upravljanja mora biti razumljiv za korisnike, što se postiže grafičkim simbolima i tekstom koji bliže opisuju generisane funkcije. Interfejs sadrži dva ekrana (po jedan za oba načina zadavanja pozicije), od kojih jedan mora biti odabran za početni, odnosno ekran koji se pojavljuje odmah po uključenju programabilnog terminala. Projektovani interfejs pruža mogućnost interakcije između ekrana, tj. prelazak sa jednog na drugi ekran. Na slici 5. prikazani su ekrani korisničkog interfejsa za upravljanje radom elektropneumatskog sistema za pozicioniranje, kreirani u softverskom paketu „NB Designer“ [12]. Prvi ekran je prikazan na slici 5a, a drugi na slici 5b.
Kod prvog načina upravljanja, operacije radnog hoda, samopodešavanja i vraćanja klipa u koordinatni početak, sa gledišta korisničkog interfejsa, ostvaruju se pomoću tri dugmeta na ekranu (W_3, W_4 i W_5). Bitovi W_3, W_4 i W_5 promenom svojih stanja za posledicu imaju izvršavanje navedenih operacija.

4.23
Željena pozicija se zadaje unosom vrednosti u odgovarajuće polje. Opseg kojim se raspolaže u sistemu za pozicioniranje je 65636, gde inkrement predstavlja jedan bit. Pošto je za koordinatni početak definisana vrednost 0 (kraj cilindra), sledi da su donja i gornja granica 0-65535. Ipak, kako bi se zadovoljili kriterijumi kvalitetnog korisničkog interfejsa (pre svega razumljivost, efikasnost i srodnost), pozicija klipa definisana je u milimetrima, gde jedan milimetar predstavlja 100 bitova. Shodno tome, nove granice cilindra između kojih klip ostvaruje kretanje su 0 i 655 mm.
Slika 4. Međusobne interakcije komponenata sistema za pozicioniranje
Pozicija klipa na cilindru (definisana u polju za unos podataka) prikazana je grafički pomoću naredbe
scrol bar-a. Kako skrol bar sam po sebi ima klizač čije je kretanje ograničeno minimalnom i maksimalnom zadatom vrednošću, on se može iskoristiti za efektivan prikaz cilindra bez klipnjače, gde se klip kreće između graničnih pozicija. Kada korisnik unese vrednost pozicije klipa u polje za unos, klip ostvaruje kretanje na željenu poziciju. U ovom načinu upravljanja, skrol bar koristi se isključivo za grafički prikaz trenutnog položaja klipa.
Drugi način za zadavanje pozicije elektropneumatskog sistema za pozicioniranje (slika 5b) može se okarakterisati kao inverzni postupak načina 1. Kod ovog načina, skrol bar koristi se za zadavanje pozicije klipa na cilindru, dok se polje sa numeričkim vrednostima koristi isključivo za prikaz vrednosti ostvarene pozicije klipa. Upravljanje pozicijom klipa izvodi se u realnom vremenu (sa određenim kašnjenjem), jednostavnim pomeranjem klizača, nakon čega se vrednost zadate pozicije ispisuje u polju sa numeričkim vrednostima. Operacija samopodešavanja se i u ovom načinu posebno zadaje aktiviranjem prekidača W_5.
Slika 5. Korisnički interfejs elektropneumatskog sistema za pozicioniranje: a) prvi ekran; b) drugi ekran
Terminal komunicira sa PLC-om pomoću RS232 interfejsa preko odgovarajućih adresa u memoriji PLC-
a. Ove adrese se definišu u okviru parametara pojedinih elemenata prilikom kreiranja korisničkog interfejsa (ekrana koji će se prikazati na terminalu).

4.24
5. ZAKLJUČAK
U ovom radu opisan je prototip ekonomičnog elektropneumatskog sistema za pozicioniranje koji je razvijen, pre svega za edukacione potrebe, u okviru Laboratorije za automatizaciju proizvodnih procesa. Specifičnost ovog sistema ogleda se u tome što je zasnovan na primeni samo jednog elektropneumatskog regulatora što povoljno utiče na njegovu cenu. I pored toga, ostvarena tačnost pozicioniranja korišćenjem ovog prototipa je 1 mm i reda je veličine tipične tačnosti elektropneumatskih servo sistema.
Za upravljanje radom aktuatora, pored upravljačkog programa, razvijen je intuitivni korisnički interfejs zasnovan na primeni ekrana osetljivog na dodir. Sve funkcije u elektropneumatskom sistemu za pozicioniranje kojima se upravlja, smeštene su u dva ekrana programabilnog terminala. Korišćenjem različitih grafičkih simbola i teksta koji bliže opisuju svaku funkciju, u projektovanom interfejsu postignut je visok nivo razumljivosti. U okviru daljih aktivnosti razvijeni prototip će biti integrisan u odgovarajuće sisteme za manipulaciju. 6. LITERATURA [1] D. Saravanakumar, B. Mohan, T. Muthuramalingam, A review on recent research trends in servo
pneumatic positioning systems, Precision Engineering, Vol. 49,pp 481-492, 2017 [2] Franco Langro, Pneumatic vs electrics: A niche for each,
https://www.designworldonline.com/pneumatics-vs-electrics-a-niche-for-each/#_, June, 2011. [3] Electro Pneumatic Positioning System - EPPS, http://www.valin.com/Newsletters/2014/April/Fluid-
Power/Bosch-Rexroth-Electro-Pneumatic-Positioning-System-Datasheet.pdf, 2014. [4] S2 positioning – better rodless cylinder positioning, http://www.enfieldtech.com/portfolio/Position/better-
rodless-cylinder-positioning [5] Michael Kriegsmann, Servocontrol with pneumatic actuators, Machine Design,
http://www.machinedesign.com/pneumatics/servocontrol-pneumatic-actuators, October, 2007. [6] Omron: CP1L-EL/EM CPU Unit, Operation Manual, Cat. No. W516-E1-01, - Omron, 2012. [7] Magnetic linear encoder system BML,
http://usa.balluff.com/manuals/BML%20Rotary_Linear%20Encoder/BML-S1B%20MANUAL%20.pdf [8] Omron: CX-Programmer Ver. 9., Operation Manual, Cat. No. W447-E1-15, - Omron, 2016. [9] IEC 61131-1 – Programmable Controllers – Part 1: General Information, International Electrotechnical
Commision, Geneva, Switzerland, 2003. [10] Filipović, V., Nedić, N.: PID Regulatori, Mašinski fakultet, Kraljevo, 2008. [11] Omron: NB-Series Programmable Terminals, Startup Guide Manual, Cat. No. V109-E1-08, - Omron,
2011. [12] Omron: NB-Series Programmable Terminals, NB-Designer Operation Manual, Cat. No. V106-E1-04, -
Omron, 2012.
Nedeljković, D., Milovanović, M., Jakovljević, Ž.
PROTOTYPE OF ELECTRO-PNEUMATIC POSITIONING SYSTEM
Abstract: Electro-pneumatic positioning systems represent an economical solution for performing positioning tasks. As a rule, these systems are characterized by lower cost than electromechanical systems, however with lower accuracy; they represent a favorable choice in situations where high positioning speed is required. This paper describes the prototype of an economical electro-pneumatic positioning system developed at Laboratory for Manufacturing Automation. In addition, the paper presents the developed interface for interaction with the user that is based on programmable terminal with a touch screen. The control of the electro-pneumatic system is carried out using a programmable logic controller. Key words: servo system, electro-pneumatic system, human machine interface, manufacturing automation

4.25
41. JUPITER konferencija Beograd 2018
43. simpozijum UPRAVLJANJE PROIZVODNJOM U INDUSTRIJI PRERADE METALA
Stepanić, P., Lopin, L., Krošnjar, A.1)
PRIMENA C4.5 STABLA ODLUČIVANJA I SLUČAJNE ŠUME U DETEKCIJI OTKAZA
KOTRLJAJUĆIH LEŽAJEVA 2)
Rezime
U radu su predstavljene dve tehnike za detekciju otkaza kotrljajućih ležajeva zasnovanih na data mining metodologiji. Za ispitivane ležajeve izdvajanje obeležja je izvršeno iz signala vibracija u vremenskom (9 obeležja) i frekvencijskom domenu (9 obeležja). Na taj način, svaki od snimljenih signala vibracija je postao jedan 18-dimenzionalni vektor obeležja. Zatim je izvršena redukcija dimenzija primenom PCA transformacije, čime su 18-dimenzionalni vektori obeležja projektovani u 6-dimenzionalne vektore. Ovi 6-dimenzionalni vektori su postali reprezenti snimljenih uzoraka ležajeva i predstavljaju obučavajući skup na osnovu kojih su konstruisani klasifkatori zasnovani na C4.5 stablu odluke i modelu slučajne šume. Na kraju su prikazani i upoređeni dobijeni rezultati klasifikacije na ležajeve u dobrom stanju i oštećene. Ključne reči: održavanje prema stanju, izdvajanje obeležja, PCA transformacija, data mining 1. UVOD Praćenje i predviđanje stanja industrijskih sistema i procesa u toku rada predstavljaju aktivnosti čiji je značaj poslednjih godina sve veći, s obzirom da se na njima zasniva koncept održavanja prema stanju (engl. Condition Based Maintenance - CBM). Blagovremeno saznanje o nekom oštećenju omogućava korisniku da nastali problem otkloni za vreme redovnog remonta, čime se izbegava dodatni, neplanirani i često veoma skupi zastoj usled iznenandnog otkaza. To znači direktnu uštedu novca i vremena, a istovremeno omogućava povećanje produktivnosti celokupnog procesa. Rana detekcija otkaza znači dug vremenski period upozorenja, a samim tim i duži vremenski period za adekvatne korektivne reakcije i racionalno planiranje popravke sistema. Osnovni elementi održavanja prema stanju su prikazani na slici 1 [1].
Signali sa senzora
Kondicioniranje signala i Izdvajanje
obeležja
Dijagnostika
Prognostički modeli i Algoritmi
Detekcija otkaza
Izolacija otkaza
Identifikacija otkaza
Prognoza
Izlaz:Stanje otkazaLokacija otkazaTip otkaza
Izlaz:Preostali korisni vek
Domeni:VremeFrekvencijaVreme-Frekvencija
Slika 1. Osnovni elementi održavanja prema stanju
1) Pavle Stepanić, dipl. inž. el., Lola Institut d.o.o., ([email protected]), Luka Lopin, dipl. inž. el., Lola Institut d.o.o., ([email protected]), Aleksa Krošnjar, dipl. inž. el., Lola Institut d.o.o., ([email protected]) 2) U okviru ovog rada saopštavaju se rezultati istraživanja koja se sprovode na projektu TR_35023: Razvoj uređaja za trening pilota i dinamičku simulaciju leta borbenih aviona i to 3-osne centrifuge i 4-osnog uređaja za prostornu dezorijentaciju pilota

4.26
Senzori se postavljaju na delove sistema koji se nadziru čime se prikupljaju odgovarajući podaci. Zatim se izdvajanjem obeležja vrši konvertovanje dobijenih signala (podataka) sa senzora u neki tip parametarske reprezentacije pogodne za dalju analizu. Dijagnostika se bavi detekcijom otkaza, njihovom izolacijom i identifikacijom kada se desi. Detekcija otkaza ima za zadatak da ukaže da li nešto nije u redu u posmatranom sistemu. Zadatak izolacije otkaza je da pronađe koja je komponenta u sistemu neispravna, dok identifikacija treba da utvrdi prirodu greške kada se detektuje. U bloku za prognozu se na osnovu prognostičkih modela i algoritama procenjuje preostali funkcionalni tj. radni vek posmatranih delova sistema. Dijagnoza otkaza je jedna od najvažnijih faza u sistemu održavanja prema stanju. Kao prvi korak u dijagnostici je utvrđivanje da li je greška prisutna ili ne, što u stvari predstavlja problem klasifikacije i prepoznavanja oblika. Signali vibracija se često koriste za detekciju otkaza sistema s obzirom da nose informaciju o dinamičkom stanju samih mehaničkih elemenata. Merenjem vibracija pomoću senzora i uređaja za kondicioniranje signala dobijaju se signali vibracija koji predstavljaju karakteristične "potpise" (tj. signature) svih mehaničkih delova sistema i opisuje njihovo operativno stanje. Signali vibracija prikupljeni sa senzora po izlasku iz bloka za A/D konverziju imaju niz digitalnih vrednosti koji predstavljaju pomeraj, brzinu ili ubrzanje u vremenu. Ležajevi predstavljaju jednu od glavnih komponenti rotacionih mašina. Oni su često izloženi raznim mehaničkim opterećenjima koji mogu prouzrokovati rizične slučajeve. Mnogo različitih metoda za detekciju otkaza u sistemu tj. klasifikaciju je razvijeno. Ove metode se mogu svrstati u tri grupe [2]: statistički pristup, primena veštačke inteligencije i tehnike zasnovane na modelima. U ovom radu izvršeno je poređenje rezultata dva klasifikatora zasnovanih na stablu odlučivanja (engl. decision tree). Predstavljeni klasifikacioni algoritmi pripadaju "Data Mining" tehnikama. "Data Mining" (srp. iskopavanje podataka) je proces izvlačenja zaključaka i pravilnosti iz velike količine podataka. To se postiže analizom podataka iz raznih perspektiva pronalaženjem veza i odnosa između naizgled nepovezanih informacija. "Data Mining" je proširenje mašinskog obučavanja i ima primene u klasifikaciji, klasterizaciji, predikciji, itd. Stabla odlučivanja su pregledna, jer pružaju vizuelizaciju pravila klasifikacije i lako ih je razumeti. Rad je podeljen u pet odeljaka. U odeljku 2 su opisani algoritmi za kreiranje navedenih klasifikatora. Projektovani klasifikatori su korišćeni za detekciju otkaza kotrljajućih ležajeva, tj. vršeno je klasifikovanje ležajeva na oštećene i funkcionalne. Karakterizacija svakog ležaja izvršena je prikupljanjem signala vibracija i izdvajanjem karakterističnih obeležja u vremenskom i frekvencijskom domenu. Na ovaj način dobijen je 18-dimenzionalni vektor obeležja signala vibracija. Zatim je primenom PCA (engl. Principal Component Analysis) transformacije izvršena redukcija dimenzija 18-dimenzionalnih vektora obeležja u 6-dimenzionalne vektore koji predstavljaju obučavajući skup za projektovanje C4.5 stabla odluke i slučajne šume. Ovi koraci za dobijanje obučavajućeg skupa podataka su objašnjeni u odeljku 3. U odeljku 4 su prikazani dobijeni rezultati klasifikacije i procenjena tačnost klasifikacije oba klasifikatora. Na kraju u odeljku 5 doneti su određeni zaključci o projektovanim klasifikatorima. 2. OPIS PRIMENJENIH ALGORITAMA KLASIFIKACIJE Klasifikacija predstavlja preslikavanje skupa podataka u predefinisane grupe odnosno klase. U toku projektovanja klasifikatora traži se model klasifikacije, koja preslikava oblik (opisan vektorom obeležja) u neku od klasa, tj. vrši dodeljivanje oblika određenoj klasi što je moguće tačnije. Skup podataka je podeljen na dva dela, tj. na obučavajući skup i skup za testiranje. Modelovanje klasifikatora se vrši pomoću obučavajućeg skupa, dok se skupom za testiranje procenjuje tačnost modela klasifikacije. 2.1 C4.5 stablo odlučivanja
Stablo odlučivanja je u osnovi klasifikator koji prikazuje sve moguće ishode nekog procesa. Putanje koje vode do tih ishoda su u obliku strukture stabla. Čvorovi koji razdvajaju različite klase se granaju na osnovu ako-onda uslova. Algoritmi za pravljenje stabla su rekurzivno ugrađeni u stablo odluke rasčlanjivanjem obučavajućeg skupa podataka sukcesivno u potpunije podskupove. Uopšteno, pravljenje stabla odluke se sastoji iz sledećih koraka: Pođimo od obučavajućeg skupa St, koji je povezan sa čvorom t i neka su 1,2, , KiC i m oznake klasa
kojima pripadaju uzorci obučavajućeg skupa. 1. Podela St u manje podskupove ispitivanjem jednog ili više obeležja. 2. Provera rezultata podele. Ako su svi podskupovi čisti (svi uzorci u skupu St pripadaju istoj klasi Ci),
čvoru lista se dodeljuje ime klase Ci i program se zaustavlja. 3. Nastavak podele podskupova (rekurzivno) koji nisu čisti.

4.27
C4.5 algoritam koristi entropiju kao pokazatelj i od početnog obučavajućeg skupa razdvajanjem pravi manje podskupove. Obeležja sa najvećom informacionom dobiti se biraju za čvorove grana na osnovu teorije informacija. Konstrukcija stabla odlučivanja jako zavisi od toga kako su obeležja obučavajućeg uzorka izabrana. Kriterijum selekcije zasnovan na proceni funkcije entropije se računa na sledeći način [3]:
21
, log ,m
i ii
I S freq C S S freq C S S
(1)
gde je S obučavajući skup, S broj uzoraka u obučavajućem skupu, iC je klasa 1,2, , Ki m , m je broj klasa
i ,ifreq C S je broj uzoraka koji pripadaju klasi iC . U C4.5 algoritmu obeležja mogu imati konačan broj
vrednosti, tj. obeležja su diskretna. S obzirom da signali vibracija imaju kontinualne vrednosti, potrebno je rešiti problem klasifikacije sa kontinualnim obeležjima, odnosno treba znati kako diskretizovati kontinualna obeležja da bi koristili C4.5 algoritam. Proces diskretizacije kontinualnih obeležja u C4.5 algoritmu zapravo predstavlja proces izbora optimalnog praga. 2.2 Slučajna šuma
Slučajna šuma (engl. Random forest) je opšti naziv za skup metoda koje koriste klasifikatore sa stablima
( , ), 1,2,... , kh x k N gde je k skup nezavisnih i jednako distribuiranih slučajnih stabala odluke [4].
Prilikom treniranja, algoritam slučajne šume stvara veliki broj stabala, od kojih se svako obučava na određenom broju uzoraka originalnog obučavajućeg seta. Za svaki čvor stabla vrši se pretraga po slučajno generisanom fiksnom broju ulaznih obeležja kako bi se odredilo mesto na kojem će se stablo razgranati. Svako stablo vrši klasifikaciju ulaznog vektorskog uzorka x, odnosno svako stablo unutar slučajne šume glasa za jednu od klasa unutar skupa. Izlaz klasifikatora se odlučuje za određenu klasifikaciju na osnovu najvećeg broja glasova (slika 2).
ulazni skup vektora obeležja
bootstrap podskup 1
bootstrap podskup 2
bootstrap podskup N
stablo 1 stablo 2 stablo N
proces sabiranja glasova
odluka
...
...
Slika 2. Konstrukcija slučajne šume
Slučajna šuma zapravo predstavlja kolekciju CART stabala koja su pojedinačno razvijena. Kao i CART, slučajna šuma koristi Gini indeks [5] kao meru informacije za određivanje najboljeg mesta deljenja (grananja), za bilo koji nivo podele stabla. Gini indeks predstavlja meru nečistoće u čvoru za koji se vrši podela i često se koristi u problemima tipa klasifikacije. Ako je S skup podataka koji sadrži uzorke od m klasa, tada se Gini indeks definiše kao:
2
1
1m
jj
Gini S p
(2)
gde je jp verovatnoća (tj. relativna frekvencija) klase jC u skupu S. Potpuno čist skup (jedna vrsta
elemenata) ima Gini indeks jednak nuli. Bez obzira da li su obeležja diskretna ili kontinualna Gini indeks koristi binarnu podelu čvora za svako obeležje.

4.28
3. IZDVAJANJE OBELEŽJA I REDUKCIJA DIMENZIJA Kao aktivnost koja prethodi klasifikaciji, jeste određivanje koje su to merne veličine koje će na što je moguće bolji način, karakterisati uzorak koji treba da se prepozna. Kada su oblici signala u pitanju, razumno je meriti vrednosti signala u nekim ekvidistantnim vremenskim trenucima. Ovih, u opštem slučaju, n merenja sa jednog objekta čini vektor X. Čak iako su ležajevi ispravni i rade regularno, oni ni u jednom intervalu vremena neće generisati isti signal vibracija. Odatle sledi da svaka od komponenti vektora X čini slučajnu promenljivu, a ceo vektor merenja X predstavlja slučajni vektor. Svaki signal se može prikazati kao vektor ili alternativno kao tačka u n-dimenzionom prostoru. Merenja signala vibracija su vršeni na stanici za ispitivanje kotrljajućih ležajeva. Snimanjem signala vibracija vrši se formiranje baze oštećenih i zdravih ležajeva koji će predstavljati obučavajući skup. Izvršeno je eksperimentalno snimanje signala vibracija sa 196 ležajeva. Od 66 neoštećenih ležajeva, 44 ležaja su bila nova, dok su 22 zdrava ležaja već bili korišćeni. Ostalih 130 ležajeva su bili oštećeni. Vibracije svakog od ležajeva su snimane u periodu od 10 sekundi sa frekvencijom odabiranja od 96 KHz sa dva radijalno postavljena senzora istovremeno [6]. 3.1 Izdvajanje obeležja
U mašinskoj dijagnostici otkaza ležaja, ekstrakcija obeležja signala vibracija se često vrši u vremenskom i frekvencijskom domenu. Izdvajanjem oba obeležja u vremenskom i frekvencijskom domenu pravimo vektor obeležja koji sadrži dve vrste osobina signala čime dobijamo potpunu informaciju o izmerenom signalu [6].
Tabela 1. Vektor izdvojenih obeležja iz signala vibracija za ispitivani kotrljajući ležaj Obeležje
RB Opis obeležja u vremenskom
domenu Obeležje
RB Opis obeležja u frekvencijskom
domenu
1 Srednja vrednost 10 Suma amplituda u frekvencijskom opsegu rpfo 3Hzf
2 Srednja kvadratna vrednost 11 Suma amplituda u frekvencijskom opsegu rpfo2 3Hzf
3 Srednja korenska vrednost 12 Suma amplituda u frekvencijskom opsegu rpfo3 3Hzf
4 Skewness indeks 13 Suma amplituda u frekvencijskom opsegu rpfo4 3Hzf
5 Kurtosis indeks 14 Suma amplituda u frekvencijskom opsegu rpfo5 3Hzf
6 C faktor 15 Suma amplituda u frekvencijskom opsegu bpfi 3Hzf
7 L faktor 16 Suma amplituda u frekvencijskom opsegu bff 3Hzf
8 S faktor 17 Suma amplituda u frekvencijskom opsegu bsf 3Hzf
9 I faktor 18 Suma amplituda u frekvencijskom opsegu ftf 3Hzf
3.2 Redukcija dimenzija
Sledeća faza u projektovanju sistema za automatsku klasifikaciju stanja ležaja je redukcija dimenzija. Glavni cilj redukcije obeležja je smanjenje složenosti izračunavanja tokom formiranja algoritma za
klasifikaciju. Primenom redukcije dimenzija vektor obeležja 1 2 18 TX x x xK projektujemo u 6-
dimenzionalne oblike. Očigledno je da primena ove procedure prouzrokuje gubitak nekih informacija koje karakterišu određenu klasu. Međutim, redukcija dimenzija može dovesti do spajanja obeležja iz različitih domena i na taj način ojačati informativnost novo dobijenih oblika. Redukcija dimenzija je sprovedena primenom analize glavnih komponenti, koja je u literaturi poznata i pod imenom Karhunen-Loève transformacija (engl. KL transform) [7]. U ovom radu smo primenom redukcije dimenzija vektor obeležja
1 2 18 TX x x xK projektovali u 6-dimenzionalni prostor. Reprezentacija oblika u 6-dimenzionalnom

4.29
prostoru omogućava manju složenost C4.5 i slučajne šume klasifikatora. 4. KLASIFIKACIJA I REZULTATI Primenom redukcije dimenzija dobijeni 6-dimenzionalni vektori su postali reprezenti snimljenih uzoraka ležajeva. Sledeći korak je klasifikacija. Ovde smo izvršili poređenje rada dva klasifikatora, C4.5 i slučajne šume, koji su opisani u odeljku 2. Klasifikacija je primenjena za dve klase ležajeva: zdrave tj. funkcionalne i oštećene ležajeve. U zavisnosti od položaja senzora za merenje signala vibracija, izvršeno je projektovanje klasifikatora za horizontalno i vertikalno postavljen senzor, respektivno (slike 4 i 5). Razvojno okruženje u kom je realizovan C4.5 klasifikator je MATLAB programski paket. U programu je izostavljena faza postčišćenja stabla odlučivanja, jer se nije javljao problem "overfittinga". Algoritam slučajne šume je takođe implementiran u MATLAB razvojnom okruženju. Pojedini potprogrami su pisani u C++ programskom jeziku i zatim su korišćenjem funkcije mex, kompajlirani i povezani kako bi mogli da se izvršavaju u MATLAB-u.
3 54.04y 3 54.04y
root
oštećen oštećen
6 0.03 y
2 47.53y 2 47.53y
oštećen
oštećen
4 0.54 y4 0.54 y
zdrav
zdrav
zdrav
3 43.39 y 3 43.39 y
1 1333 y1 1333 y
6 0.03 y
Slika 3. C4.5 stablo odluke za horizontalno postavljen senzor
Slika 4. Slučajna šuma klasifikator za horizontalno postavljen senzor i m=4 Procena tačnosti C4.5 klasifikatora je izvršena unakrsnom validacijom poznatom pod imenom "leaving-one-out". Metoda "leaving-one-out" se koristi tako što se određeni sempl isključi iz skupa poznatih oblika i

4.30
klasifikator se isprojektuje bez njega, a zatim se klasifikator testira na baš tom obliku. Procedura se ponavlja za sve oblike iz obe klase. Procena tačnosti slučajne šume klasifikatora se vrši interno u toku izgradnje šume, tako da nema potrebe za unakrsnom validacijom. Što je veći broj stabala, slučajna šuma klasifikator daje bolje rezultate. Pored broja stabala, jedini parametar koji utiče na grešku klasifikacije je broj obeležja m za koji radimo podelu na svakom čvoru. Verovatnoća tačnosti klasifikacije za C4.5 klasifikator je 96.94% za horizontalno postavljen senzor i 95.41% za vertikalno postavljen senzor. Za slučajnu šumu klasifikator sa 100 stabala i horizontalno postavljen senzor, najbolja tačnost klasifikacije je dobijena za m=4 i iznosi 99.49%. Slično, za vertikalno postavljen senzor najbolja tačnost klasifikacije je dobijena za m=2 i iznosi takođe 99.49%. 5. ZAKLJUČAK C4.5 stablo odluke je jednostavan, ali moćan algoritam mašinskog obučavanja koji se uspešno primenjuje u problemima klasifikacije. Problem koji se može pojaviti je "overfitting" i može se rešiti tehnikom postčišćenja (engl. post-pruning). Ako su skupovi podataka za koje se stabla odlučivanja projektuju sa velikim brojem uzoraka i obeležja, vremena izvršavanja i potrebna količina memorije mogu biti velika. Slučajna šuma klasifikator se sastoji od ansambla stabala odlučivanja, gde svako stablo predstavlja jedan klasifikator. Konačna odluka o tome kojoj klasi pripada podatak donosi se na osnovu najvećeg broja glasova. Pošto je svako stablo u ansamblu nedeterministički izgrađeno, slučajna šuma klasifikator nije osetljiv na šum podataka i čini ga boljim klasifikatorom u odnosu na klasifikator sa jednim stablom. Slučajna šuma klasifikator ima ugrađen out of bag estimator, koji omogućava da izvrši krosvalidaciju u fazi izgradnje slučajne šume, što zauzvrat čini bolju tačnost klasfikacije bez "overfitting"-a i čini sistem boljim od bilo kog drugog sistema odluke sa jednim stablom. Slučajna šuma je dobar klasifikator za velike skupove podataka sa velikim brojem obeležja. Mane su mu vremenska i prostorna složenost u odnosu na jednostavnije klasifikatore. 6. LITERATURA [1] Jardine, A.K.S., Lin, D., Banjevic, D.: A review on machinery diagnostics and prognostics implementing
condition-based maintenance, Mechanical Systems and Signal Processing, Vol. 20(7): 1483-1510, 2006. [2] Pandian, A., Ali, A.: A review of recent trends in machine diagnosis and prognosis algorithms,
International Journal of Computer Information Systems and Industrial Management Applications, Vol. 2: 320-328, 2010.
[3] Quinlan, J.R.: C4.5: Programs for Machine Learning, Morgan Kaufmann, San Mateo, 1993. [4] Breiman, L.: Random Forests, Machine Learning, Vol. 45(1): 5-32, 2001. [5] Breiman, L., Friedman, J.H., Olshen, R.A., Stone, C.J.: Classification and Regression Trees, Wadsworth
International Group, Pacific Grove, 1984. [6] Stepanić, P., Latinović, I.V., Đurović, Ž.: A new approach to detection of defects in rolling element
bearings based on statistical pattern recognition, The International Journal of Advanced Manufacturing Technology, Vol. 45, No. 1- 2: 91-100, 2009.
[7] Theodoridis, S., Koutroumbas, K.: Pattern Recognition, Academic Press, San Diego, 2003.
Stepanić, P., Lopin, L.
IMPLEMENTATION OF C4.5 DECISION TREE AND RANDOM FORESTS FOR
DETECTION OF FAILURE IN ROLLING ELEMENT BEARINGS
Abstract: The paper presents two techniques for detection of failure in rolling element bearings based on data mining methodology. For the tested bearings, features extraction are performed from the vibration signal in time domain (9 features) and in frequency domain (9 features). In this way, each of the recorded vibration signals has become an 18-dimensional feature vector. In addition, a dimension reduction was performed using PCA transformation, whereby 18- dimensional feature vector is projected into 6-dimensional vectors. These 6-dimensional vectors become the representations of recorded bearing samples and represent a training set based on which C4.5 classifier and random forests classifier are designed. Finally, the obtained classification results on good condition bearings and defective bearings are shown and compared. Key words: condition based maintenance, feature extraction, PCA transformation, data mining

41. JU
41st
ZBOP
MEN
UPITERsa međun
JUPITEwith fo
ORNPROC
21.
NADŽME
Beo
R KONFnarodnim
ER CONreign part
IK RCEED
simpozij
ENT KV
ograd, jun 2
FERENm učešćem
NFERENticipants
RADODINGS
jum
VALITE
018.
NCIJA m
NCE
OVAS
ETOM

MENADŽMENT KVALITETOM
QUALITY
Стојадиновић, С., Majсторовић, В., Durakbasa, N.
МОДЕЛИРАЊЕ И СИМУЛАЦИЈА МЕРНЕ ПУТАЊЕ У ПРОЦЕСНОЈ
ИНСПЕКЦИЈИ НА НУММ .................................................................................................................... 5.1
Vorkapić, M., Frantlović, M., Ćoćkalo, D., Đorđević, D.
UPOTREBA QFD ALATA U REALIZACIJI INTELIGENTNIH TRANSMITERA ............................. 5.7
Živković, G., Bajić, M., Radojičić, S., Marković, S.
UPRAVLJANJE KVALITETOM PRI REGENERACIJI MAŠINSKIH DELOVA .............................. 5.13
NAZAD

5.1
41. JUPITER konferencija Beograd 2018
21. simpozijum MENADŽMENT KVALITETOM
Стојадиновић, М. С. 1), Мајсторовић, Д. В.1), Durakbasa, M. Numan2)
МОДЕЛИРАЊЕ И СИМУЛАЦИЈА МЕРНЕ ПУТАЊЕ У ПРОЦЕСНОЈ
ИНСПЕКЦИЈИ НА НУММ
Резиме У раду је представљено моделирање и симулација мерне путање у процесној инспекцији за случај мерења призматичних делова на нумерички управљаној мерној машини. Моделирање путање се састоји из развоја математичког модела за дистрибуцију мерних тачака и тачака међупозиције, дефинисања праваца приступа мерног сензора и принципа избегавања колизије при преласку мерног сензора са једног на други толеранцијски примитив. Симулациjа инспекциjе има за циљ визуелну проверу мерне путање са становишта колизиjе и на излазу даjе мерни протокол и листу управљачких података, коjа између осталог садржи податке о координатама мерних тачака и тачака међупозициjа. Предност овог приступа је у смањењу укупног времена мерења кроз смањење времена потребног за припрему мерења у процесној инспекцији метролошки комплексних призматичних делова. Кључне речи: мерна путања, симулација, призматични делови, НУММ 1. УВОД
Планирање путање мерног сензора у процесној инспекцији на мерним машинама зависи геометриjске и метролошке комплексности мерних делова. Геометриjска комплексност се односи на распоред и величину мерних површина, њихове приступачности за мерни пипак итд. Метролошка комплексност се првенствено своди на облике и квалитет толеранциjа, коjи се поjављуjу на jедном мерном делу, као и њихов броj. У координатноj метрологиjи као што jе мерење на мерним машинама, поменуте врсте комплексности се не могу одвоjено посматрати већ интегрисано. Заjеднички елемент у тоj интеграцији jе обjекат додира или мерни примитив. Његов положаj и ориjентациjа су геометриjске карактеристике, а облик толеранциjске зоне, вредности коjе ограничаваjу зону, референтни елемент итд. су толеранциjске карактеристике. У раду је представљен jедан нови приступ моделирању мерне путање у процесној инспекциjи дефинисањем обjеката додира (мерних примитива) са геометриjско-толеранциjског становишта. Геометриjске информациjе обjеката додира преузете су из IGES датотеке. Основа за њих jе 3D CAD модел мерног дела. Интеграциjа геометриjских и толеранциjских информациjа се одвиjа у бази знања датоj у [1]. Уз помоћ ове интеграциjе дефинисане су релациjе између обjеката мерења и толеранциjа мерних делова. На основу дефинисане повезаности толеранциjа и геометриjе делова, овај модел путање као излаз даjе координате тачака са њиховим тачним редоследом за планирање путање. Поред датих мерних тачака дате су и тачке међупозиције кроз коjе пролази мерни пипак како не би дошло до колизиjе. Излаз може бити и тачно дефинисана секвенца инспекциjе примитива. Чињеница да се планирање инспекциjе призматичних делова на мерној машини врши из три међусобно ортогонална правца користи се за дефинисање праваца приступа мерног пипка. Поређењем ових праваца са правцима вектора нормала, могу се конфигурисати мерни пипци. Дакле, моделирање поред дистрибуцијe и принципа избегавања колизиjе, садржи и анализу приступачности мерног пипка свим примитивима 1) Др Славенко М. Стојадиновић, доцент, Универзитет у Београду, Машински факултет, Катедра за производно машинство, 011/3302-438 ([email protected]) Проф. др Видосав Д. Мајсторовић, редовни професор, Универзитет у Београду, Машински факултет, Катедра за производно машинство, 011/3302-407 ([email protected]) 2) Prof. Dr. Numan M. Durakbasa, Full professor, Vienna University of Technology, Institute for Production Engineering and Laser Technology ([email protected])

5.2
из коjих се састоjи мерни део. Симулација путање има за циљ да да визуелну проверу колизије између мерног пипка и мерног предмета као и генерише на излазу мерни протокол и управљачку листу података за одређену мерну машину. 2. МОДЕЛИРАЊЕ МЕРНЕ ПУТАЊЕ Као полазна основа за моделирање мерне путање може се искористити модел постојећег мерног система [7]. Како се у овом случаjу ради о jедноj грани метрологиjе названоj координатна метрологиjа и мерењу призматичних делова на мерној машини, један такав систем jе представљен на слици 1. Модел даје комплетан ток информација за планирање инспекције. Моделирање мерне путање обухвата и дефинисање примитива за инспекциjу, које је базирано на основним геометриjским примитивима и њиховим параметрима. Геометриjски примитиви обухваћени овим моделирањем су тачка, раван, круг, полусфера, цилиндар, купа, зарубљена купа и зарубљена полусфера [2-5]. Параметри примитива jеднозначно одређуjу сваки примитив. Дефинисање параметара примитива jе извршено тако да се у потпуности опише њихова геометриjа као и то да ли jе примитив пун или шупаљ. Дефинисање пуног и шупљег примитива се врши на основу вектора пуноће примитива, а коjи даjе информациjу да ли се инспекциjа датог примитива врши изнутра или споља. Дефинисани параметри примитива су основ за развоj алгоритама као што су алгоритам за дистрибуциjу мерних тачака, избегавање колизиjе и планирање путање где се поред њих користе и онтолошки дефинисане везе примитива и прописаних толеранциjа [1,6].
Слика 1. Информациони ток приликом планирања инспекције [7]

5.3
Простиjи модел мерног система на бази мерне машине може бити изведен из аналогиjе са основним моделом мерног система представљеног у [6]. Превођењем поjмова из домена обраде на домен мерења, модел мерног система се може представити помоћу слике 2.
Слика 2. Модел мерне путање за процесну инспекцију
2.1. Математички модел за дистрибуцију мерних тачака и тачака међупозиције
Саставни део модела процесног планирања инспекциjе на мерним машинама jе математички модел за дистрибуцију мерних тачака и тачака међупозиције. Његова примарна улога jе у дефинисању веза између координатних система мерне машине, мерног дела и примитива, а секундарна дистрибуција тачака. За дефинисање дистрибуције мерних тачака за један примитив користи се Декартов КС
F F F FO ,X ,Y ,Z и поларно-цилиндарски КС F F F FO ,X ,Y ,Z . Координате у Декартовом КС су обележене са
i i i iP (s , t ,w ) , а у поларно-цилиндарском КС i i i iP (s , t ,w ) .
Модел расподеле мерних тачака је базиран на Hemmersly - oвoj секвенци 8, за израчунавање координата дуж две осе примитива:
i
is
N и,
k 1
j 1
i jj 0
it Mod2 2
2
(1)
где је: 2k log N , N – жељени број тачака, i 0,1,2,...,(N 1) . Модификовањем Hemmersly – ове секвенцe, изведена је расподела мерних тачака за основне геометријске примитиве који учествују у креирању толеранција призматичних делова. Обрасци за израчунавење координата тачака на примеру полусфере и цилиндра су следећи:
полусфера:
2k 1
j 12 o
i jj 0
i is R Mod2 2 R cos 360
2 N
2k 1
j 12 o
i jj 0
i it R Mod2 2 R sin 360
2 N
k 1
j 1
i jj 0
iw Mod2 2 R
2
(2)
где је: R mm - полупречник полусфере.
цилиндар:
i
2s R cos i
2 N
i
2t R sin i
2 N
k 1
j 1
i jj 0
iw Mod2 2 h
2
(3)

5.4
где је: h mm - висина цилиндра.
2.2. Дефинисања праваца приступа мерног сензора и избегавање колизије
Планирање инспекције призматичних делова на мерној машини у зависности од броја, позиције и оријентације мерних пипака постављених у мерни сензор се углавном врши из три међусобно ортогонална правца који одговарају Декартовом координатном систему. Ова предпоставка служи као
основа за развој модела конфигурисања мерних пипака и постављања мерних делова при мерењу на мерним машинама. Из наведена три правца могу се извести шест могућих смерова приступа мерног пипка (PAD). С обзиром да је мерни део неопходно поставити на радни сто машине, један смер приступа мерног пипка се изоставља тако да преостаје пет: PAD #1, PAD #2, PAD #3, PAD #4, и PAD #5 (слика 3). Сваки од ових смерова има смер који одговара неком од смерова координатног система мерне машине, и то: PAD #1 одговара смеру -Z, PAD #2 одговара смеру -X, PAD #3 одговара смеру -Y, PAD #4 одговара смеру +X, PAD #5 одговара смеру +Y. Са становиста постављања дефинише се правац (FAD) као могући правац приступа примитиву. За њега важи да има исти правац као PAD али супротан смер. На основу STL модела представљања геометрије призматичних дела, толеранција, координатa последње тачаке за инспекцију предходног примитивa и координата прве тачке за инспекцију наредног примитивa, развијен је принцип избегавања колизије. Скупови тачака i1P и i2P су дефинисани за
сваки од геометриjских примитива у зависности од њихових параметара. У сврхе оптимизациjе ови скупови тачака разграничаваjу три зоне (слика 4) при инспекциjи jедног примитива на: 1) зону могуће колизиjе између мерног пипка и мерног дела, (2) оптималну зону и (3) зону нерентабилног планирања инспекциjе.
Слика 4. Зоне колизије: а) унутрашња цилиндричан површина, б) спољашња цилиндрична површина,
в) равна површина
Слика 3. Правци приступа

5.5
3. СИМУЛАЦИЈА МЕРНЕ ПУТАЊЕ
Симулациjа инспекциjе има за циљ визуелну проверу мерне путање са становишта колизиjе за дати радни предмет и његове задате толеранциjе. Базирана jе на напред развиjеном моделу планирања инспекциjе и на излазу даjе мерни протокол и листу управљачких података, коjа између осталог садржи податке о координатама мерних тачака и тачака међупозициjа. Симулациjа jе развиjена уз помоћ три алгоритма представљених у [2,8], и то:
алгоритама за дистрибуциjу мерних тачака, алгоритама за избегавање колизиjе, алгоритама за планирање путање мерног сензора.
Симулација путање мерног сензора за случај инспекције цилиндра је показана на слици 5. Дата су дистрибуиране мерне тачке и тачке међупозиције као и мерна путања где црвени маркер тачке представља мерни пипак. Симулација је развијена у MatLab окружењу.
Слика 5. Мерна путања за случај инспекције спољашње цилиндричне површине: а) дистрибуиране
мерне тачке и тачке међупозиције, б) мерна путања Симулација путање је извршена и у софтверу Pro/Engineer, верзиjа Wildfire 4.0 (PTC Creo). За симулацију путање у софтверу коришћен jе Manufacturing модул и у оквиру њега CMM подмодул. Координатни систем мерног предмета при инспекциjи у софтверу се поклапа са координатним системом мерног предмета при инспекциjи на мерноj машини. На слици 6 показана jе путања при инспекциjи пречника полусфере као и уводни део генерисане CL датотеке. CL датотеку генерише софтвер као излазни извештаj коjи садржи податке о кретању мерног сензора.
Слика 6. Прозор инспекциjе у Pro/ENGINEER-у за зарубљену полусферу са CL фаjлом

5.6
4. ЗАКЉУЧАК Инспекциjа на мерним машинама jе базирана на комплексноj софтверскоj подршци за различите класе метролошких задатака (толеранциjа). Спровођење униформног плана инспекциjе на њима представља специjални проблем, коjи зависи од метролошке комплексности призматичних делова, интуициjе и искуственог знања оног ко планира инспекциjу. Симулациjа инспекциjе има за циљ визуелну проверу мерне путање са становишта колизиjе и на излазу даjе мерни протокол и листу управљачких података неопходну за покретање мерне машине и даљи ток мерног процеса. Предност овог приступа је у смањењу укупног времена мерења кроз смањење времена потребног за припрему мерења у процесној инспекцији метролошки комплексних призматичних делова. Спроведена истраживања у овом раду дају jедан одговор на индустриjске захтеве као што је одржавање сталног-захтеваног нивоа квалитета инспекциjе кроз моделирање и симулацију дела активности коjе обавља планер инспекциjе. Ограничење развиjеног приступа моделирања jе примена само за призматичне делове, не и на делове са слободним површинама за инспекциjу, jер jе модел развиjен само за основне геометриjске примитиве из коjих се састоjе призматични делови. 5. ЛИТЕРАТУРА
[1] Majstorovic, D. V., Stojadinovic, M. S.: Research and Development of Knowledge Base for Inspection
Planning Prismatic Parts on CMM, 11th International Symposium on Measurement and Quality Control, Cracow-Kielce, Poland, September 11-13, 2013.
[2] Stojadinovic, S., Majstorovic, V., Durakbasa, N., Sibalija, T.: Towards an intelligent approach for CMM inspection planning of prismatic parts, Measurement, 92: 326-339, 2016,
[3] Stojadinovic, S., Majstorovic, V., Durakbasa, N., Sibalija, T., Ants Colony Optimization of the Measuring Path of Prismatic Parts on a CMM, Metrology and Measurement Systems, 23/1:119-132, 2016.
[4] Stojadinovic S., Majstorović V.: Towards the Development of Feature – Based Ontology for Inspection Planning System on CMM, Journal of Machine Engineering, Editorial Institution of the Wroclaw Board of Scientific Technical Societies Federation NOT, Wroclaw, Poland, 12/1:89-98, 2012.
[5] Stojadinovic S., Majstorović, V.: Metrological primitives in production metrology–ontological approach, Proceedings of the 34th International Conference on Production Engineering, pp. 29-30, Nis, Serbia, 28– 30th September, 2011.
[6] Стојадиновић С.: Интелигентни концепт планирања инспекције призматичних делова на мерној машини, Докторска дисертација, Машински факултет у Београду, 2016.
[7] Zhao Y., Xu X., Kramer T., Proctor F., Horst . J.: Dimensional metrology interoperability and standardization in manufacturing systems, Computer Standards and Interfaces, 33/6:541–555, 2011.
[8] Lee G., Mou J., Shen Y.: Sampling strategy design for dimensional measurement of geometric features using coordinate measuring machine, Int. J. Mach. Tools Manufact., Great Britain, 37/7:917-934, 1997.
Stojadinovic, M. S., Majstorovic, D. V., Durakbasa, M. Numan
MODELING AND SIMULATION OF MEASUREMENT PATH IN – PROCESS
INSPECTION ON CMM Abstract: In this paper is presented modeling and simulation of measurement path in – process inspection in the case of measurement prismatic parts on CMM. The path modeling consist from the developing mathematical model for distribution of measurement points and nodal points, the defining of probe accessibility direction and collision avoidance principle when the measuring sensor moving from one to the other tolerance’s feature. The purpose simulation of inspection is visually check from standpoint collision and generate the measuring protocol and program code at the output, which among other things, contains data about the coordinates of the measuring points and the nodal points. The advantage of this approach is reduction of the total measurement time by reducing the time required to the prepare measurements in in-process inspection of metrological complex prismatic parts. Key words: measuring path, simulation, prismatic parts, CMM

5.7
41. JUPITER konferencija Beograd 2018
21. simpozijum MENADŽMENT KVALITETOM
Vorkapić, M., Frantlović, M.,1) Ćoćkalo, D., Đorđević, D.,2)
UPOTREBA QFD ALATA U REALIZACIJI INTELIGENTNIH TRANSMITERA 3)
Rezime
U radu je analizirana tehnologija proizvodnje industrijskih transmitera, u saglasnosti sa potrebama krajnjeg korisnika. Takođe, izvršeno je i poređenje domaćeg u odnosu na vodeće svetske proizvođače transmitera. Primenom QFD metode na posmatranom primeru kroz analizu grešaka u procesu proizvodnje modula i realizaciju kuće kvaliteta na primeru novog proizvoda - inteligentnog transmitera. Novo rešenje pokazuje da su definisani svi parametri dizajna i da je modularna arhitektura prihvatljiva u dobijanju palete novih proizvoda. Ti novi proizvodi mogu se koristiti za ponovnu upotrebu i reciklažu materijala. Ključne reči: QFD, Dizajn proizvoda, Transmiter 1. UVOD
Quality function deployment (QFD) je metoda koja se prvenstveno koristila za projektovanje i razvoj novih proizvoda, ali danas se sve više koristi u različitim nivoima preduzeća [1]. Od najranijih studija [2,3]. QFD se predstavlja i obrađuje kao metoda (ili strategija) kojom se definišu atributi dizajna u skladu sa očekivanjima kupaca, tj. zahtevi kupaca se prevode u ciljani dizajn gde se u kritičnim tačkama osigurava kvalitet proizvoda. QFD metoda predstavlja alat kojim se planira razvoja novog proizvoda, unapređuje postojeći proizvod kroz poboljšanje [4,5].
Prema Prasad [6], razvoj novog proizvoda preduzeću omogućava: poverenje kupca i polako pridobijanje tržišta; lojalnost i familijarnost kupaca sa proizvodima; mogućnost saradnje i učenja od kupaca, postavljanje i održanje cene proizvova duži period. Nažalost, QFD metoda kao alat za poboljšanje kvaliteta proizvoda, malo se primenjuje u Srbiji, dok se u razvijenim zemljama pokazala kao veoma korisna u praksi. Dakle, cilj ovog rada je da se prikaže njena primena na primeru proizvodnje proizvoda-industrijskog transmitera na IHTM - Centru za mikroelektronske tehnologije u Beogradu (IHTM-CMT). 2. TEORIJSKA POZADINA
Suština QFD je da se resursi maksimalno iskoriste, a gubici (waste) svedu na minimum. Prema studiji Zairi and Youssef [7] upotrebom QFD alata moguće je smanjiti: vreme za razvoj proizvoda do 50%, broj promena na konstrukciji do 50%, početne i inženjerske greške do 30% i potrebu za servisom do 50%.
QFD se u svojoj izvornoj varijanti sastoji od četiri faze [8]: 1.) kuće kvaliteta (HOQ-House of Quality), 2.) raspoređivanje dizajna (Parts deployment), 3.) planiranje procesa (Process planing) i 4.) planiranje proizvodnje (Production planing).
Kuća kvaliteta je ključni strategijski alat koji pomaže preduzećima da razvijaju proizvode zarad zadovoljenja potreba kupaca i sastoji se od šest elemenata [9], videti sliku 1: 1. Kupčeve potrebe ili kupčevi zahtevi (ŠTA). Ovaj elemenat je poznat kao „glas kupaca”. 2. Tehnički zahtevi proizovda (KAKO). Element predstavlja uslove dizajna, karakteristike proizvoda,
inženjerske zahteve ili dopunu karakteristika kvaliteta.
1) dr Miloš Vorkapić, Univerzitet u Beogradu, NU IHTM - Centar za mikroelektronske tehnologije, ([email protected]); dr Miloš Frantlović, Univerzitet u Beogradu, NU IHTM- Centar za mikroelektronske tehnologije, ([email protected]) 2) prof. dr Dragan Ćoćkalo, Univerzitet u Novom Sadu, Tehnički fakultet „Mihajlo Pupin” u Zrenjaninu, ([email protected]); prof. dr Dejan Đorđević, Univerzitet u Novom Sadu, Tehnički fakultet „Mihajlo Pupin” u Zrenjaninu, (dejan.djordjevic@tfzr. rs) 3) U okviru ovog rada saopštavaju se rezultati istraživanja koja se sprovode na projektu TR_32008 „Mikro, nano-sistemi i senzori za primenu u elektroprivredi, procesnoj industriji i zaštiti životne sredine” kod Ministarstva za prosvetu, nauku i tehnološki razvoj.

5.8
3. Ovaj element se ponekad naziva „glas preduzeća”. Kupčeve potrebe ukazuju preduzeću „šta da uradi” dok tehnički zahtavi ”kako da uradi”.
4. Relaciona matrica ŠTA i KAKO. Kuća kvaliteta mapira želje i potrebe kupca u pravcu razvoja proizvoda sa ciljem da se zadovolje krajnje potrebe kupaca. Proces mapiranja ŠTA u KAKO nastavlja se u zasebnim matricama. Rad sa ovim matricama omogućava da se detaljno opiše kako bi trebalo proizvod da se razvija.
5. Krov kuće kvaliteta. Krov se koristi za specifikaciju različitih tehničkih katakteristika koje moraju da budu poboljšane, tj. razmatra koliko će promena karakteristike u jednoj funkciji uticati na druge funkcije. Ova međuzavisnost daje kompromis između potrebe inženjera i kupaca.
6. Ukupni prioriteti tehničkih zahteva i dodatnih ciljeva. Ovde se omogućava da se projektant vrati u bilo koju fazu nastanka novog proizvoda, odnosno predstavlja važan okvir koji se fokusira na davanje prioriteta najvažnijim zahtevima kupaca.
Prema Hauser [10], za unapređenje kvaliteta dizajna u nekim preduzećima, QFD model je pomogao da se smanji vreme projektovanja za 40%, kao i troškovi projektovanja za 60%. Konvencionalne metode ne garantuju da će ciljni nivo zahteva kupaca biti ispunjen kroz implementaciju zahteva dizajna.
Slika 1. Kuća kvaliteta 3. METODOLOGIJA
Metodologija rada podrazumeva analizu grešaka tokom realizacije transmitera i na primenu QFD alata. U radu su kupci predstavljeni kao specifična, veoma zahtevna i tehničko-tehnološki pismena grupacija korisnika. Korišćena su mišljenja 40 stručnjaka koji rade u sektoru snabdevanja i održavanja u termo i hidroelektranama (TENT) kao i rafineriji nafte (NIS).
U okviru QFD alata veoma je bitna kuća kvaliteta koja daje direktnu vezu između projektovanih ciljeva i parametara dizajna. Projektovani ciljevi su u direktnoj vezi sa zahtevima kupaca. Parametri dizajna su u skladu sa strategijom preduzeća i predstavljaju direktan odgovor na konkretne kupčeve zahteve. Upravo ova veza smanjuje odstupanja i traži kompromis između projektanta i kupca.
Bitni parametri, koji se određuju na nivou vrednovanja, u analizi QFD matrice su: nivo značajnosti, ukupno zadovoljstvo, uticaj na kupovinu i težinski koeficijent.
U procesu ispitivanja anketirani kupci su definisali značajnost svake potrebe. Računanje ukupnog zadovoljstva vrši se kao odnos ciljane vrednosti i ocene proizvoda preduzeća. Uticaj na kupovinu je procena uticaja određene potrebe kupaca na kupovinu proizvoda. Težinski koeficijent predstavlja proizvod značajnosti, ukupnog zadovoljstva i faktora uticaja na prodaju.
Zahtevi dizajna se biraju na osnovu težinskog koeficijenta. Dizajn može pozitivno da utiče na jedan zahtev kupca, dok negativno može da utiče na druge zahteve. S tim u vezi, postoje različite skale i težinske šeme kojima se meri odnos između zahteva kupca i zahteva dizajna koji su potrebni kako bi se opisao korelacioni odnos kao jak, slab ili da nema uticaja. Prema opisanom značaju uspostavljena korelacija (vrednovanje) se brojčano iskazuje: 9 - jaka korelacija, 3 - srednja korelacija, 1 - slaba korelacija i 0 - ne postoji korelacija. Ove numeričke vrednosti treba da izraze informacije, koje sa jedne strane treba da budu grube, a sa druge strane da pružaju mogućnost kalkulacije kako bi se dobilo što više objektivnih informacija [11].

5.9
4. REZULTATI ISTRAŽIVANJA
Za merenje fizičkih veličina u industrijskim postrojenjima, razvijena je posebna vrsta elektronskih mernih instrumenata, čiji je tržišni naziv industrijski transmiteri. Pogodni su za primenu u termoenergetskim postrojenjima, industriji nafte i gasa, hemijskoj, farmaceutskoj i prehrambenoj industriji, brodskim postrojenjima, vodosnabdevanju, instalacijama grejanja i klimatizacije i drugim industrijskim i tehnološkim procesima. Uopšteno, svaki transmiter satoji se iz tri modula: 1. merne komora (sa senzorom u piluli), 2. prelaznog fiksirajućeg elementa i 3. kutije elektronike sa elektronskim sklopom.
U Tabeli 1, dat je uporedni prikaz oblika, dizajna, ukupne mase i materijala jednog industrijskog transmitera pritiska kod inostranih i domaćeg proizvođača. Tabela 1. Uporedni prikaz karakteristika industrijskih transmitera na tržištu
Transmiter R.br. 1. 2. 3. 4. 5.
Proizvođač SIEMENS ENDRESS +HAUSER
ROSEMOUNT YOKOGAWA IHTM-CMT
Modul Naziv Težina (kg) ~ 1.5 ~ 2.5 ~ 2 ~ 1.3 ~ 2
I Merna komora
Materijal AISI 316 W- Nr 1.4571 Oblik cilindričan četvrtast Proc. priključak standardan
III Kutija
elektronike
Materijal silumin AlCu4MgMnIzrada odlivak pun materijal Površinska zaštita
plastifikacija eloksiranje
SMART modul ima nema Klasa tačnosti 0.1 0.6 Napajanje (VDC) 10.5-30 10.5-30 10.5-36 10.5-36 14-26 Str. izlaz (mA) 4-20 Meh. zaštita IP 65 IP 65 IP 65, IP 67 IP 67 IP 65 Radna temp. (oC) -10...+60 -30...+80 -20...+80 -30...+80 -20...+70
Na osnovu prikazanog u tabeli 1, zapažanja su sledeća: Merna komora ima cilindričan odlik, dok je kod IHTM-ovog transmitera četvrtastog oblika. Ovo
ukazuje da se za izradu merne komore koriste cilindrični polufabrikati, a to podrazumeva uštedu u tehnološkim operacijama što sa sobom povlači i smanjenje otpada;
U realizaciji kutije elektronike kod konkurencije koristi se odlivak umesto punog materijala. Dakle i ovde, postoji ogromna ušteda u materijalu, otpad je sveden na minimum, a tehnološke operacije su u mnogome pojednostavljene;
Postoji podmodul SMART elektronike, tj. kod ovakvih inteligentnih mernih instrumenata značajna je „multivarijabilnost”, koja podrazumeva mogućnost merenja većeg broja fizičkih veličina i prikaz rezultata koji su funkcija jedne ili više izmerenih vrednosti;
Napajanje elektronike je u širem opsegu napona i iznosi 10.5-30 VDC, što nije slučaj kod IHTM-ovog transmitera.
Kod svih inostranih inteligentnih transmitera klasa tačnosti je 0.1. Analizom tržišta, kroz razvoj digitalnih akvizicionih i upravljačkih sistema, nastala je potreba za
digitalnom dvosmernom komunikacijom sa industrijskim transmiterima, što je dovelo do nastanka industrijskih kominukacionih protokola. Na tržištu je prisutan veći broj industrijskih komunikacionih protokola koji imaju različite mogućnosti i međusobno su nekompatibilni. Najzastupljeniji takvi sistemi su: HART, ProfiBus i Foundation Fieldbus. Transmiteri koji imaju digitalnu obradu signala i komunikaciju posredstvom nekog od industrijskih interfejsa zovu se „inteligentni” transmiteri.
Prilikom analize zahteva kupaca grupisani su sledeći elementi: merne karakteristike, otpornost na preoterećenje, ostale tehničke karakteristike, tehnologija izrade, brza zamena elemenata, servisiranje, primena raznih standarda, specifični zahtevi, cena i rok isporuke. U grupi „ostali tehnički zahtevi” grupisane su sledeće podfunkcije transmitera: pouzdanost u radu, jednostavna upotreba, nove fukcije.
Na osnovu postavljenih zahteva, definisani paremetri dizajna za novi industrijski transmiter su: nazivni pritisak, klasa tačnosti, napon napajanja, radna temperatura, lokalno očitavanje, veza sa računarom, tip senzora, izbor materijala, mehanička zaštita, površinska zaštita, masa proizvoda, modularost delova.

5.10
Tabela 2. Kuća kvaliteta
Rezultati analize kuće kvaliteta (videti tabelu 2), pokazuju da su za kupce prilikom odabira industrijskog transmitera bitni sledeći parametri: lokalno očitavanje merne veličine (11.6%), tip senzora (11.4%), nazivni pritisak (11%), izbor materijala (9.9%) i modularnost delova (9.4%). Očitavanje je korisno za operatera koji se nalazi u pogonu, jer može direktno da očita vrednost merne tačke u mernom polju, a ujedno služi i kako vizuelna kontrola procesa. Da bi se poboljšala proizvodnja transmitera u IHTM-CMT-u jedan od preduslova unapređenja proizvodnje transmitera je da se realizuje inteligentni transmiter.
U okviru krova kvaliteta (videti tabelu 3), nalazi se još jedna matrica koja treba da ukaže na eventualne konfliktne ciljeve između dve karakteristike. Na osnovu analize elemenata u krovu kvaliteta zaključeno je da treba poboljšati/osvojiti sledeće:1) nazivni pritisak - treba povećati opseg na 400 bara; 2) klasu tačnosti - treba osvojiti mernu klasu sa 0.6 na 0.1; 3) lokalno očitavanje - osvojiti realizaciju podmodula SMART elektronike; 4) izbor materijala - treba primeniti materijale prema eksploatacionim uslovima ili traženoj specifikaciji; 5) modulatnost delova - treba osvojiti koncept modularne arhitekture proizvoda, a to podrazumeva podelu dizajna proizvoda na nekoliko nezavisnih entiteta (modula). Tabela 3. Krov kuće kvaliteta

5.11
Novi proces proizvodnje transmitera trebalo bi da obuhvata: pripremu, izradu, ispitivanje, pakovanje i
stalna poboljšanja. Ciljne vrednosti u tom slučaju su: odabir materijala, upotreba mašina i alata, distribucija dokumenata, osvajanje modularne arhitekture, dobijanje željenih karakteristika svakog modula pojedinačno, spajanje modula, testiranje kao i kontinualna primena novih tehničkih i tehnoloških rešenja.
Analizom rezultata u matrici razvijanja procesa na osnovu relativnog značaja, videti tabelu 4, može se zaključiti da su bitne sledeće aktivnosti u realizaciji novog inteligentnog transmitera pritiska: stalna poboljšanja (27.5%), realizacija modula (25.5%) i ispitivanje mernih karakteristika (21.6%).
Tabela 4. Matrica razvijanja procesa
5. PRIMER REALIZACIJE INTELIGENTNOG TRANSMITERA
Na osnovu kuće kvaliteta, modularna arhitektura u realizaciji novog proizvoda predstavlja idealno rešenje
za održivi razvoj IHTM-CMT-a. Materijali koji ulaze u sastav transmitera su skupi i specifični po nameni. Najviše su prisutni sledeći materijali: 1) legura od nerđajućeg čelika (AISI 316); 2) legura aluminijuma (AlCu4MgMn); 3) plastika, 4) mesing i 5) staklo i guma. Metali mogu lako da se recikliraju u nove proizvode, ponovnim topljenjem.
Novi transmiter je isprojektovan pomoću CAD alata i izradjen u radionici IHTM-CMT-a. Na slici 2 data su nova kostruktivna rešenja za I i III modul.
Primena CAD alata u projektovanju I modul III modul
Slika 2. Realizovani moduli inteligentnog transmitera u realizaciji IHTM-CMT-a
Novo projektovano rešenje za III modul, obuhvata: 1) poklopac bez otvora, 2) centralni deo kutije i 3) poklopac sa otvorom (videti sliku 2). Poklopac sa otvorom sadrži: 1) zaštitno staklo, 2) plastični odstojnik i 3) Zegerov prsten.
Namena poklopca sa otvorom je da se vide podaci ispisani na podmodulu SMART elektronike. Takođe, isprojektovan je i testiran kompletan podmodul SMART elektronike. Kutija je i od legure aluminijuma (Al.Cu5.Mg1.55), dok su dimenzije kutije (pakovanja) prilagođene finalnim merama elektrononskog sklopa.
Novi proizvod, realizovan kroz modularnu arhitekturu, temelji se na familiji različitih proizvoda, gde deljenjem modula osnovna komponenta može učestvovati u različitim varijantama proizvoda. Tako je u IHTM-CMT-u realizovana paleta novih inteligentnih proizvoda: transmiter pritiska, transmiter nivoa i transmiter razlika temperatura (videti sliku 3).

5.12
Transmiter pritiska Transmiter nivoa Transmiter diferencije temperatura Slika 3. Prikaz palate proizvoda inteligentnih transmitera
6. ZAKLJUČAK
Ovim radom želeli smo da ukažemo koliki značaj ima QFD alat u realizaciji inteligentnog transmitera pritiska, poboljšanju kvaliteta postojećih CMT-ovih transmitera i mogućnosti proširenja asortimana proizvoda primenom modularne arhitekture. Dakle, QFD alat osigurava da se ispune zahtevi kako bi se ostvarilo povećanje zadovoljstva korisnika primenom utvrđenih procedura, vodeći računa o: ispunjenju zahteva i očekivanja kupaca za stalnim unapređenjem kvaliteta u realizaciji proizvoda i redovnim uključivanjem i razmenom informacija sa korisnicima. Dobro osmišljen dizajn transmitera sprečava pojavu nepotrebnih i nestabilnih podsklopova i pojednostavljuje korisniku bolju montažu/demontažu kao i brzo servisiranje. 7. LITERATURA [1] Mehrjerdi, Y. Z.: Quality function deployment and its profitability engagement: a systems thinking perspective, International Journal of Quality and Reliability Management, vol. 28(9), pages 910-928, 2011. [2] Sullivan, L.P.: Quality function deployment, Quality Progress, vol. 34(6), pages 39-50, 1986. [3] Crowe, T. J., and Cheng, C. C.: Using quality function deployment in manufacturing strategic planning, International Journal of Operations and Production Management, vol. 16(4), pages 35-48, 1996. [4] Griffin, A.: Evaluating QFD's use in US firms as a process for developing products, Journal of Product Innovation Management, vol. 9(3), pages 171-187, 1992. [5] Wolniak, E. R., and S�dek, A.: Using QFD method for the ecological designing of products and services, Quality and Quantity, vol. 43(4), pages 695-701, 2009. [6] Prasad, B.: Concurrent Engineering Fundamentals: Integrated Product Development (Vol. 2), Upper Saddle River, NJ: Prentice Hall PTR, 1997. [7] Zairi, M., and Youssef, M. A.: Quality function deployment: a main pillar for successful total quality management and product development, International Journal of Quality and Reliability Management, vol. 12(6), pages 9-23, 1995. [8] Franceschini, F., and Rossetto, S.: QFD: an interactive algorithm for the prioritization of product's technical design characteristics, Integrated Manufacturing Systems, vol. 13(1), pages 69-75, 2002. [9] Matzler, K., and Hinterhuber, H. H.: How to make product development projects more successful by integrating Kano's model of customer satisfaction into quality function deployment, Technovation, vol. 18(1), pages 25-38, 1998. [10] Hauser, J.R.: How Puritan-Bennett used the house of quality, Sloan Management Review, vol. 34(3), pages 61-70, 1993. [11] Philips, M., Sander, P., and Govers, C.: Policy formulation by use of QFD techniques: a case study. International Journal of Quality and Reliability Management, vol. 11(5), pages 46-58, 1994.
Vorkapić, M., Frantlović, M., Ćoćkalo, D., Đorđević, D.
THE USAGE OF QFD TOOLS IN REALIZATION OF INTELLIGENT TRANSMITTERS
Abstract: In this paper we analyze the production technology of industrial transmitters from the aspect of customers' needs. Also, a comparison is made between such products of one domestic and some of the world-leading transmitter manufacturers. In the observed case the QFD method was used through the analysis of manufacturing errors. A realization of the house of quality is presented using the example of a new product - an intelligent pressure transmitter. The main design parameters are defined, and the modular architecture is accepted as optimal for the new product range. The new products are made suitable for reuse and recycling. Key words: QFD, Product design, Transmitter

5.13
41. JUPITER konferencija Beograd 2018
21. simpozijum MENADŽMENT KVALITETOM
Živković, G., Bajić, M., Radojičić, S., Marković, S.1
UPRAVLJANJE KVALITETOM PRI REGENERACIJI MAŠINSKIH DELOVA2
Rezime
Imajući u vidu ograničene rezerve pojedinih hemijskih elemenata, koji su od izuzetnog značaja za mašinogradnju, u industriji mnogih tehnološki razvijenih zemalja regeneracija oštećenih mašinskih elemenata zauzima značajno mesto. Visoke cene rezervnih delova zahtevaju od srednje razvijenih i nerazvijenih zemalja da njihove tehničke službe poklone veću pažnju regeneraciji oštećenih mašinskih elemenata. Za uspešnu implementaciju sistema kvaliteta u regeneraciji mašinskih elemenata potrebno je definisati ciljeve, principe i sadržinu regeneracijskih radova, kao i nadležnosti i odgovornosti za sistem kvaliteta. Ključne reči: mašinski delovi, kvalitet, regeneracija. 1. UVOD
Postupci regeneracije imaju primenu u mnogim granama tehnike, ali i medicini, stomatologiji, poljoprivredi, rudarstvu, saobraćaju, građevini, tekstilnoj i kožarskoj industriji i gotovo svim oblastima ljudskog interesovanja i delovanja. Može se sa sigurnošću reći da nema grane tehnike u kojoj regeneracija nije našla svoje mesto: u mašinskoj industriji se može regenerisati većina mašinskih sistema i njihovi sastavni delovi (svi osim 100 % zamenljivih i onih čija regeneracija je tehnički neizvodljiva ili ekonomski neisplativa); restauracija i obnavljanje zgrada u građevinarstvu su poznati i veoma cenjeni radovi; reciklaža različitih materija ima zapaženo prisustvo u hemijskoj industriji; obnavljanje knjiga, pre svega raritetnih izdanja, je jedan od čestih poslova u grafičkoj industriji; u gumarskoj industriji ogromnu primenu imaju protektiranje, vulkaniziranje i krpljenje pneumatika, a to su možda i najčešće regeneracijske operacije uopšte... 1
Pod regeneracijom pohabanih mašinskih elemenata podrazumeva se takav redosled operacija, koji ima za cilj povratak izgubljenih pokazatelja radne sposobnosti mašinskog elementa. Tehnološki proces regeneracije mašinskog elementa mora obezbediti obnavljanje pohabanog dela mašinskog elementa na nazivne mere i zahtevani kvalitet površine. Pored toga, mora se postići obnavljanje pravilnog geometrijskog oblika mašinskog elementa, očuvanje i, po mogućstvu, poboljšanje osnovnih eksploatacionih karakteristika materijala regenerisanog elementa, njegova funkcionalnost, sigurnost i pouzdanost u radu, kao i vek trajanja sličan novom. Inače, reč regeneracija potiče od latinske reči regeneratio što znači obnavljanje, preporod, ponovno uspostavljanje. U praksi se ovaj termin često menja rečju reparacija, koja potiče od latinske reči reparatio, a ima slično značenje: opravka, popravka, ponovno uspostavljanje, obnavljanje. Kvalitetno regenerisan, kontrolisan i ispitan mašinski element može sigurno vršiti svoju funkciju u mašini ili mehanizmu. 2
Cilj svake privredne organizacije je da održi kontinualan proizvodni proces, ali uz što niže troškove. Ipak, u toku proizvodnog procesa pojavljuju se i smetnje koje, u manjoj ili većoj meri, narušavaju uspostavljeno stanje. Konkretno, javljaju se kvarovi na mašinama, uređajima i instalacijama koji, uz ostale faktore, otežavaju ili, čak, prekidaju ritam proizvodnje. Neplanirani prekidi nastaju, kao po pravilu, u periodima kada je proizvodnja najintenzivnija, odnosno oprema najopterećenija, uzrokujući velike ekonomske gubitke. 3
1 Goran Živković, JP Elektroprivreda Srbije, Ogranak RB „Kolubara“, „Površinski kopovi“, Sektor investicija i unapređenja tehnoloških procesa, Diše Đurđević b.b. 11560 Vreoci, Srbija; Marko Bajić, Vindija d.o.o., Beogradski put 37 Lajkovac; Sladjana Radojičić, JP Elektroprivreda Srbije, Ogranak RB „Kolubara“, Komercijalni seкtor, Diše Đurđević b.b. 11560 Vreoci, Srbija; dr Svetislav Lj. Marković, profesor, Visoka škola tehničkih strukovnih studija Čačak ([email protected]). 2 Acknowledgment. This work has been performed within the project TR 35011. This project is supported by the Republic of Serbia, Ministry of Science and Technological Development, which financial help is gratefully acknowledged.

5.14
Radi što bržeg uspostavljanja normalnog stanja i najvećeg mogućeg smanjenja negativnih posledica zastoja proizvodnje, preduzeća se snabdevaju rezervnim delovima, koje čuvaju u magacinima da bi ih, po potrebi, mogli ugraditi što pre, zamenjujući oštećene. Naravno, nabavka rezervnih delova angažuje određena finansijska sredstva i zamrzava ih. Ukoliko se želi što “sigurnija” proizvodnja ti troškovi se povećavaju. 4
Analize stručnjaka iz industrijski razvijenih zemalja 5 pokazale su da je cena rezervnog dela pet do deset puta veća od cene popravke starog dela. Struktura godišnjih troškova prilikom skladištenja jednog rezervnog dela prikazana je na sledeći način 5: amortizacija 10% kamata za uložena novčana sredstva 9% zastarevanje 5% troškovi skladištenja i rukovanja 5% troškovi administracije 3% osiguranje 1% ukupni rashodi skladištenja 33%
Iz podataka ovog stručnjaka proizilazi da deo koji stoji u magacinu tri godine praktično udvostručuje svoju vrednost. Sigurno da slična analiza važi i za naše prilike.
Pored toga, često novi deo nije moguće odmah dobiti od proizvođača. Kada se uporede troškovi nabavke novog dela i troškovi zbog zastoja mašine do isporuke naručenog rezervnog dela sa troškovima popravke dolazi se do odnosa koji ukazuje na opravdanost regeneracije.
Regeneracija oštećenih mašinskih elemenata ima niz prednosti koje objašnjavaju njenu sve veću primenu u industrijskoj praksi većine zemalja. Nabrajanje svih pozitivnih odlika primene regeneracije predstavlja veoma težak zadatak, ali ovde možemo nabrojati neke od njih: 4 U svim granama industrije se eksploatišu sve složeniji mašinski sistemi, što uzrokuje potrebu
nabavke velikog broja rezervnih delova neophodnih u njihovom održavanju. Pri nemogućnosti ili produženju rokova nabavke novih rezervnih delova regeneracija oštećenih mašinskih elemenata znatno skraćuje vreme zastoja mašinskog sistema u otkazu. Rokovi nabavke su i po deset puta duži od vremena regeneracije.
Velike troškove skladištenja rezervnih delova (nekada iznose i oko 30% cene novog dela) regeneracija potpuno eliminiše. Regeneracija omogućava brz remont mašinskog sistema bez nepotrebnog skladištenja rezervnih delova.
Vreme regeneracije oštećenih mašinskih elemenata je često znatno kraće od vremena izrade novih rezervnih delova, što skraćuje potrebno vreme za izvođenje remonta i smanjuje gubitke u proizvodnom ciklusu remontovanog mašinskog sistema.
Otežana nabavka visokokvalitetnih materijala za izradu novih rezervnih delova primenom regeneracije se anulira.
Znatno su niži troškovi rada i materijala nego pri izradi rezervnih delova, što objašnjava ekonomsku efektivnost primene regenerativnih postupaka.
Oplemenjivanjem površina pri regeneraciji može se znatno produžiti eksploatacioni vek regenerisanog mašinskog elementa, koji može biti duži od veka novog rezervnog dela. Poznati su slučajevi da je vek trajanja regenerisanih prilično veći od veka trajanja novih - serijski proizvedenih mašinskih elemenata, čak i za 22,5 puta.
Cena regeneracije je znatno niža od cene novog mašinskog elementa, dok su kvalitet i vek trajanja slični.
Regeneracijom se postiže zaposlenost kapaciteta i tehnoloških mogućnosti remontnih preduzeća. Ipak, preovlađujući faktori za uvođenje regeneracije su sasvim različiti za indusrijski razvijene i
nerazvijene države. Kod industrijski nerazvijenih i slabo razvijenih zemalja prisutna nemogućnost značajnijih ulaganja u nabavku nove opreme i rezervnih delova iz uvoza daje veliku prednost regeneraciji oštećenih mašinskih elemenata. Za mašinske sisteme čiji nominalni vek je davno prošao, a oni su u ovim zemljama i dalje u upotrebi, rezervni delovi se ne proizvode. Regeneracija oštećenih delova ovih sistema omogućava njihovu dalju eksploataciju. Visoke cene rezervnih delova zahtevaju od srednje razvijenih i nerazvijenih zemalja da njihove tehničke službe poklone veću pažnju regeneraciji oštećenih mašinskih elemenata.
Imajući u vidu ograničene rezerve pojedinih hemijskih elemenata, koji su od izuzetnog značaja za mašinogradnju, u industriji mnogih tehnološki razvijenih zemalja regeneracija oštećenih mašinskih elemenata zauzima značajno mesto. To se posebno odnosi na Ni, Co, Cr, W, Va, Mn, Mo i druge hemijske elemente. I površne analize pokazuju ogromne gubitke kada se pohabani element od visokolegiranog čelika

5.15
odbaci i zameni novim. Zato se primenom regenerativnih metoda ovakvim elementima vraćaju zahtevane eksploatacione karakteristike. 4
Ukoliko se analiziraju geometrijski i kvalitativni parametri i vek trajanja nakon regeneracije, sve regenerisane mašinske elemente možemo svrstati u tri grupe:
Elementi čiji su geometrijski i kvalitativni pokazatelji potpuno vraćeni, a vek trajanja je približan veku novog rezervnog dela.
Mašinski elementi čija je geometrija potpuno obnovljena, a nanošenje prevlaka velike tvrdoće i otpornosti na habanje obezbeđuje povećani vek trajanja u odnosu na novi rezervni deo.
Elementi mašinskih sistema čija regeneracija ne obezbeđuje potpuni vek trajanja zbog postepenog stvaranja zaostalih napona usled primenjenih regenerativnih postupaka, ili promena dimenzija regenerisanih površina.
Ekonomska efektivnost regeneracije mašinskih elemenata objašnjava se znatno nižim gubicima u radu i materijalu nego pri izradi novih rezervnih delova. Sa ekonomskog aspekta nije sve mašinske elemente pogodno regenerisati. Celishodnost regeneracije se mora procenjivati za svaki mašinski element posebno.
Savremene regenerativne metode moraju obezbediti što brže, jeftinije i pouzdanije obnavljanje eksploatacionih karakteristika mehaničkih, hidrauličkih, pneumatskih, elektronskih i drugih sistema i njihovih delova.
2. ORGANIZACIJA PROCESA REGENERACIJE OŠTEĆENIH MAŠINSKIH ELEMENATA
Regeneracija mašinskih elemenata, ukoliko je velikoserijska i centralizovano organizovana, obezbeđuje primenu specijalne, visokoproduktivne opreme, angažovanje obrazovanog i stručnog kadra. Rezultat je: najniža cena regenerisanih mašinskih elemenata uz najduži vek trajanja i pouzdanost u radu.
Prema obimu proizvodnje (količini istovetnih regenerisanih elemenata), stepenu centralizovanosti i mestu gde se izvodi postupak regeneracije, svi mašinski elementi se mogu podeliti na četiri grupe: 4
Mašinski elementi koji se masovno upotrebljavaju i koji se regenerišu centralizovano u specijalizovanim preduzećima (na primer, vratila, osovine, zupčanici, kardani, ležajevi i slično).
Mašinski elementi velikih gabarita, koji imaju veliku cenu, ali ne zahtevaju velike troškove za regeneraciju. Njihova regeneracija zahteva specijalizovanu opremu i kvalifikovani kadar. Tipični primeri su blokovi i glave motora SUS, kolenasta i bregasta vratila, kućišta menjača i reduktora i drugi. Regeneracija ovakvih elemenata se najčešće izvodi u remontnim radionicama.
Mašinski elementi koji nemaju masovnu upotrebu, a čija regeneracija je vezana za specijalne tehnološke procese i ostvaruje se u specijalizovanim remontnim radionicama. Takvi su elementi pumpi visokog i niskog pritiska, kompresora i turbokompresora, hidrauličke i pneumatske komponente, cilindri kočionih sistema i slično.
Konstruktivni mašinski elementi čija regeneracija ne zahteva specijalizovane radionice, već se može izvoditi u gotovo svim proizvodnim preduzećima. Za njihovu regeneraciju nije potrebna specijalna oprema (sve operacije se izvode na univerzalnim uređajima i mašinama), već samo stručan i spretan kadar. Regeneracija ovakvih elemenata je najčešće pojedinačna. U ovu grupu spadaju: rezervoari, korita za ulje, poklopci, ploče, ramovi, okviri, zavrtnji, navojna vretena, čaure, cevi, prirubnice, osovinice i slično. Male su potrebe i mogućnosti za centralizovanu regeneraciju ovakvih elemenata.
Centralizacija i specijalizacija regeneracije omogućavaju ne samo dobijanje niže cene regenerisanih elemenata, već obezbeđuju njihov visok kvalitet.
Pravilno organizovana regeneracija oštećenih mašinskih elemenata smanjuje rashode na rezervne delove (nabavka i skladištenje istih), zapošljava proizvodne kapacitete remontnih i drugih preduzeća, smanjuje cenu remonta mašinskih sistema i ubrzava njihov povratak u eksploataciju, odnosno skraćuje vreme zastoja.
Raspoloživi kapaciteti, kako materijalni tako i ljudski, remontnih radionica presudno utiču na organizaciju proizvodnje, izbor optimalnog metoda regeneracije oštećenih mašinskih elemenata i njenu ekonomičnost. Za izvođenje regeneracijskih radova neophodan je veliki i raznovrstan asortiman potrebne opreme (oprema za pranje i odmašćivanje, navarivanje, bravarsku i mašinsku obradu, termičke i termo-hemijske postupke ojačanja i galvansku zaštitu). Ukoliko u remontnim radionicama postoji raznovrsnija, kvalitetnija i savremenija oprema veće su mogućnosti izbora optimalnog metoda regeneracije, kvalitet izvedenih radova je bolji, a time i veća ekonomičnost regeneracije oštećenih mašinskih elemenata.
Oprema za kontrolu i ispitivanje mašinskih elemenata pre i posle regeneracije od izuzetnog je značaja za pravilno i ekonomično izvođenje regeneracije. Samo za ispravno dijagnosticirane mašinske elemente mogu se propisati optimalni i pouzdani metodi njihove regeneracije. Ispitivanje i kontrola posle regeneracije daju tačnu predstavu o kvalitetu izvršenih radova i omogućavaju procenu veka trajanja regenerisanih mašinskih

5.16
elemenata. Činjenica je da su naša remontna preduzeća najsiromašnija sa ovom opremom, a i postojeća sredstva za kontrolu i ispitivanje se retko i nestručno koriste.
Stručni kadar se sastoji od režijskog i proizvodnog osoblja i predstavlja kadrovski potencijal preduzeća (radionice) koje se bavi regeneracijom. Što se tiče režijskog osoblja tu se pre svega misli na teoretski i praktično dobro obrazovane i iskusne tehnologe, koji određuju najoptimalniji metod regeneracije, propisuju adekvatne operacije sa najboljim režimima obrade, uz primenu najpogodnijih materijala, mašina, alata i pribora. Kod proizvodnih radnika bitna je stručna kvalifikovanost, pažljivost i urednost u radu, kao i striktno pridržavanje propisanim režimima obrade. U regeneraciji su zastupljene mnoge struke, od defektatora (ljudi koji vrše dijagnosticiranje – određivanje tehničkog stanja oštećenih mašinskih elemenata), preko svih vrsta zanatlija koji izvode mašinske radove (bravari, strugari, glodači, brusači i drugi), do varilaca, radnika na pranju, termičkoj obradi i galvanizaciji i, na kraju, kontrolora. Obe strukture, tehnolozi i proizvodni radnici, namerno su svrstani u istu grupu, jer u poslovima regeneracije oni su zavisni jedni od drugih kao nigde na drugom mestu. U praksi je neophodno da se ove dve strukture radnika međusobno dopunjuju i neposredno sarađuju prenoseći svoja iskustva i saznanja jedni drugima. To je osnovni uslov za ekonomičnu i kvalitetnu regeneraciju. 1 3. IMPLEMENTACIJA SISTEMA KVALITETA U REGENERACIJI MAŠINSKIH ELEMENATA Obezbeđenje zahtevanog kvaliteta regenerisanog mašinskog elementa postiže se korišćenjem:
odgovarajuće opreme, odnosno sredstava za rad (mašina, alata i pribora), kvalitetnih materijala za izradu i dodatnih materijala (kod postupaka nanošenjem), znanja i radnih sposobnosti učesnika u realizaciji tehnološkog procesa, dostupnih tehnoloških informacija.
Promene navedenih parametara u toku vremena uslovljavaju promenljivost kvaliteta regenerisanog dela. Svi napred navedeni činioci moraju biti usmereni na vraćanje mašinskog elementa iz stanja u otkazu u stanje u radu u datom vremenskom periodu i uz minimalne troškove, koristeći raspoložive ljudske i materijalne resurse, definisane postupke rada i odgovarajuću tehničko-tehnološku dokumentaciju. Napor uložen u navedenom smeru predstavlja suštinsku osnovu unapređenja kvaliteta. Standardi serije JUS ISO 9000 imaju za cilj uspostavljanje efikasnog sistema kvaliteta, radi obezbeđenja efikasnijeg poslovanja i povećanja kvaliteta proizvoda. Da bi preduzeće moglo efikasno i efektivno da implementira sistem kvaliteta mora raspolagati većim brojem hijerarhijski postavljenih sopstvenih dokumenata sistema kvaliteta. Pored toga, za uspešan, efikasan i dugotrajan sistem kvaliteta neophodno je i: da svi zaposleni, od izvršilaca do rukovodilaca, razumeju, prihvate i primene rešenja sadržana u
dokumentima sistema kvaliteta, i to svako u svom domenu rada i odlučivanja, da se postignuti nivo u primeni standarda sistema kvaliteta serije JUS ISO 9000 trajno održi,
odnosno da ne dolazi do opadanja nivoa, da se stalno razvija i usavršava sistem kvaliteta.
Naravno, ovi kratki uslovi su jasno definisani, ali njihovo ispunjenje zahteva dosta volje i angažovanja svih učesnika proizvodnog procesa. Sve napred navedeno se postiže kroz: primenu standardizovanih termina koji se odnose na kvalitet, primenu međunarodnih standarda iz oblasti kvaliteta, poštovanje tehničko-tehnoloških pravila, poštovanje organizacijskih pravila (centralizacija i specijalizacija regeneracijskih pogona), primenu internih standarda, izgradnju i implementaciju sistema kvaliteta, sprovođenje odgovarajućih metoda čuvanja i održavanja sredstava za rad (mašina, alata, pribora,
opreme za dijagnostiku, kontrolu, merenje i ispitivanje), korišćenje empirijskih saznanja i naučnih dostignuća.
Samo permanentna kontrola sistema kvaliteta nije dovoljna za održanje postignutog sistema kvaliteta. Sistem kvaliteta se održava samo uz pomoć manjih, stalnih promena u cilju poboljšanja kvaliteta regenerisanih mašinskih elemenata. Razlog što je upravljanje kvalitetom potislo pasivnu kontrolu kvaliteta je jednostavan: upravljanje kvalitetom omogućava aktivno dejstvo na tehnološki proces regeneracije svodeći broj neispravnih delova na minimum. Pravilnim upravljanjem kvalitetom mogu se smanjiti rashodi materijala, produžiti radni vek mašina i alata nepohodnih za izvođenje regeneracijskih operacija, skratiti vreme izvođenja postupka, poboljšati eksploatacione karakteristike regenerisanih elemenata. Ciljevi implementacije sistema kvaliteta su: 3

5.17
postizanje projektovanog i zahtevanog kvaliteta regenerisanog dela u datom vremenu i uslovima okoline,
smanjenje troškova u procesima rada, skraćenje vremena stanja u otkazu, zadovoljenje korisnika regenerisanog dela, smanjenje broja reklamacija, brže i uspešnije osvajanje novih procesa i postupaka regeneracije.
Navedene ciljeve, svakako, nije lako ostvariti, ali njihovo ostvarivanje se može postići samo doslednom: ugradnjom kvaliteta u proizvod u svim funkcijama preduzeća (u razvojnoj, pripremnoj, procesnoj i
završnoj fazi), sprovođenjem sistematskih analiza u cilju obezbeđenja potrebnog nivoa kvaliteta proizvoda (pod
proizvodom se podrazumeva regenerisani mašinski element), podizanjem stručnog nivoa učesnika procesa regeneracije, uvođenjem efikasnog sistema upravljanja kvalitetom, motivacijom za kvalitet, dugoročnim (strateškim) planiranjem razvoja kvaliteta proizvoda.
Pri naporima za izgradnju i implementaciju sistema kvaliteta najvažnije je da svi zaposleni u preduzeću koje se bavi regeneracijom oštećenih mašinskih elemenata budu aktivni, odnosno da nema posmatrača. 4. ZAKLJUČAK
U remontnoj praksi se nameće potreba za izgradnjom i primenom sistema kvaliteta, nabavkom nove tehnološke opreme i razradom savremenijih metoda regeneracije, kao neophodnih uslova za racionalno korišćenje materijala i energije. Pasivna kontrola kvaliteta, koja je ograničena na pregled i nadzor regenerisanog dela, razvrstavajući ispravne od neispravnih i ne upuštajući se u probleme regeneracijskih operacija, ustupa mesto upravljanju kvalitetom.
Dokumenta sistema kvaliteta moraju se dosledno primenjivati. Neophodno je i da se koriste savremene metode organizacije rada, koje bi doprinele konsolidaciji i uspešnosti sistema kvaliteta.
Organizacija regeneracijskih radova u preduzećima koja ne raspolažu potrebnom opremom i adekvatnim stručnim kadrom i u situacijama kada se regeneracija izvodi silom prilika ima prilično neizvestan uspeh. Takve aktivnosti vrlo često mogu doneti više štete nego koristi. Obično se u takvim okolnostima završna kontrola obavlja u vremenu kada se učinjene greške ne mogu ispraviti. Ekonomski efekti i druge prednosti, koje se očekuju od primene regenerativnih radova, mogući su samo ukoliko se tom poslu pristupi kao tekućoj proizvodnoj praksi, a ne povremenim aktivnostima uzrokovanim i nametnutim usled havarije delova i zastoja sistema kome ti delovi pripadaju.
Znači: regeneracijom se mogu baviti samo preduzeća koja raspolažu odgovarajućim tehničko-tehnološkom opremom i adekvatnim stručnim kadrom. Uspešne aktivnosti u regeneraciji mogu očekivati samo profesionalci. 5. LITERATURA
[1] Marković S.: Regeneracija oštećenih mašinskih elemenata - neizbežan proces u održavanju mašinskih
sistema, „Tehnika – mašinstvo“, 49(2000)2, Beograd, 2000. [2] Marković S., Josifović D., Ćirić R.: Neophodnost implementacije sistema kvaliteta u regeneraciji
mašinskih sistema, „Kvalitet“, God. 10, br. 11-12, Beograd, 2000. [3] Marković S.: Kvalitativni aspekt regeneracije mašinskih sistema i elemenata, Nacionalni naučno-
stručni časopis: „Menadžment totalnim kvalitetom / Total Quality Management“ Vol. 31, No. 2, Kragujevac, 2003, (Zbornik radova sa 30. godišnje konferencije JUSK-a: „Poslovna izvrsnost – ključ za tranziciju”, Kragujevac, 2930. maj 2003).
[4] Marković S.: Regeneracija mašinskih delova i elemenata, Visoka škola tehničkih strukovnih studija, Čačak, 2017.
[5] Wasserman R.: How to save millions by reducing inventories of spare parts, Eutectic-Castolin Institute, New York, 1971.

5.18
Živković, G., Bajić, M., Radojičić, S., Marković, S.
MANAGING THE QUALITY IN THE PROCESS OF REGENERATION OF MALE PARTS
Abstract: Considering the limited resources of certain chemical elements, that are of the extreme importance for machine building, in many technologically developed countries industries the regeneration of damaged machine parts plays an important role. High prices of spare parts require from medium developed and undeveloped countries that their technical maintenance services devote greater attention to regeneration of damaged machine elements. In order to perform the successful implementation of quality system in regeneration of machine elements, it is necessary to define the goals, principles and the content of regenerating works, as well as the competence and responsibility for the system of quality. Key words: machine parts, quality, regeneration.

CIP - Каталогизација у публикацији – Народна библиотека Србије, Београд 658.5:004.384(082)(0.034.2) 004.896(082)(0.034.2) 621.7/.9-52(082)(0.034.2) 007.52:658.5(082)(0.034.2) 005.6(082)(0.034.2) ZBORNIK radova [Elektronski izvor] = Proceedings / [34. simpozijum CIM u strategiji tehnološkog razvoja industrije prerade metala [i] 28. simpozijum CAD/CAM [i] 37. simpozijum NU - ROBOTI - FTS [i] 43. simpozijum Upravljanje proizvodnjom u industriji prerade metala [i] 21. simpozijum Menadžment kvalitetom [sve u okviru]] 41. Jupiter konferencija, Beograd, jun 2018. ; organizator Univerzitet u Beogradu, Mašinski fakultet. - Beograd : Univerzitet, Mašinski fakultet, 2018 (Beograd : Planeta print). – 1 elektronski optički disk (CD-ROM) ; 12 cm Nasl. sa nasl. strane dokumenta. - Tiraž 100. - Bibliografija uz svaki rad. - Abstracts. ISBN 978-86-7083-978-6 1. Јупитер конференција (41 ; 2018 ; Београд) 2. Симпозијум CIM у стратегији технолошког развоја индустрије прераде метала (34 ; 2018 ; Београд) 3. Симпозијум CAD/CAM (28 ; 2018 ; Београд) 4. Симпозијум NU - ROBOTI - FTS (37 ; 2018 ; Београд) 5. Симпозијум Управљање производњом у индустрији прераде метала (43 ; 2018 ; Београд) 6. Симпозијум Менаџмент квалитетом (21 ; 2018 ; Београд) 7. Машински факултет (Београд) a) CIM системи - Зборници b) CAD/CAM системи - Зборници c) Машине алатке - Нумеричко управљање - Зборници d) Роботи - Зборници e) Флексибилни технолошки системи - Зборници f) Металопрерађивачка индустрија - Управљање - Зборници g) Управљање квалитетом – Зборници COBISS.SR-ID 264382732