
Your contractor/partner specialized in furnace ... - HeatTeQ
38
Your contractor/partner specialized in furnace inspection, installation and repair services for the iron and steel industry
-
Upload
khangminh22 -
Category
Documents
-
view
9 -
download
0
Transcript of Your contractor/partner specialized in furnace ... - HeatTeQ

Your contractor/par tner specialized in furnace inspection, installation and repair services for the iron and steel industry

Welcome to HeatTeQ
It is our goal to provide the industry with the full range of services such as furnace repairs, design, engineering, inspections and all installation services, covering the global market. HeatTeQ wants to fill up the void between contractors and engineering companies and strengthen our position by continuously improving the level of our services and the quality of our products. It is our objective to foster a work environment that encourages new ideas, innovation and growth.
Hot Blast Stoves – Apart from our activities in full
stove construction, over the years we have specialized
ourselves in performing smart repairs in the hot blast
stoves with the objective to have the stoves out of
operation as short as possible. Most of the repair works
on stoves takes place on and around the hot blast outlet
and ceramic burners. We have developed a program
where the downtime of the stove is kept to a minimum,
under cold conditions or, if necessary, under hot con-
ditions, where we have developed and implemented
a system to isolate the lower part of the combustion
chamber and keep the remainder of the stove hot.
Blast Furnaces – The demand for quick and safe
repair solutions becomes more and more important
for the blast furnace operators. Downtime (loss of
production) thus total repair cost is to be kept to the
bare minimum, plus the fact that the furnace in poor
condition has to be dragged to the scheduled repair
period.
The focus has moved to (intermediate) repairs on
those areas where the condition is worst. These are
typically the furnace stack lining, the tap hole areas
and the hearth ring walls & bottom. HeatTeQ is able
to offer you complete repair scenarios for those
repairs. HeatTeQ works with strategic partners for
demolition and cleaning out the furnace and for stack
gunning or shotcreting work. We are experienced
with different furnace designs and refractory materials
and are able to give you an unbiased opinion on repair
options.
Inspection Projects – Inspections are being
performed on all sorts of installations, blast furnaces,
hot blast stoves and coke batteries. When our customer
demands information about the condition of their
installation, in order to determine future life, furnace
availability and repair planning, HeatTeQ is your partner.
We have developed a program where the customer
can choose the moment they want us to be involved.
That obviously depends on the data and information
which is already available. Our inspection services
consits of data review, field inspection and reporting.
Coke Batteries – When coke batteries reach an
age of 10-15 years, repairs are to be done on the
refractory, mainly at the end flues of the walls. We are
in the fortunate situation that, over the last decades,
our specialists have been involved in new-build and
repair project featuring different coke battery designs.
Since investments are high building new batteries,
repairs are necessary.
HeatTeQ is able to perform all sorts of repair services:
such as full battery inspections, ceramic welding,
end flue repairs and through wall repairs. HeatTeQ
has a lot of experience applying non-expanding large
modules made of fused silica in both end flues as well
as through wall repairs.
Refractory Training Course – As a refractory instal-
lation company it is important to employ members who
are aware of the aspects that determine the success of
a refractory lining as intended in it’s application.
Since 2010 we have started the HeatTeQ Refractory
Academy. The academy was set up to train our own
personnel only, since 2012 we have opened the course
for our customers or dedicated partners as well.
The training is set up for (young) engineers and
refractory foremen/supervisors, working in the iron
making Industry. The purpose of the training is to
make the participants aware of the different type of
installations, their behavior and the role refractories
have in these installations.
The participants will be made aware of different
material applications and all sorts of problems we
typically find on repair projects. The focus is mainly
on blast furnaces, hot blast stoves and coke battery
repairs. The attendees are made aware of the base
operations of the installations, explained by our
operating specialists.

• Onsite engineering to establish the right
location for the salamander runner.
• Determine scope of work for the mechanical
and refractory contractor.
• Prepare installation drawings in close
cooperation’s with client engineers.
• Write enquiries for the mechanical and
refractory contractor.
Fa c t s & f i g u r e sProject . . . . . . . . . . . . Blast Furnace – Taphole Repair
Client . . . . . . . . . Arcelor Mittal Newcastle, South Africa
Blastfurnace: . . . . . . . . . . . . . . . . . . . . . . . .N5
Design . . . . . . . . . . . . . . . . . . HeatTeQ/Graftech
Duration . . 8 Weeks including engineering and preparation
Execution year . . . . . . . . . . . . . . . . . . . . . . 2012
Scope . . .Tap-hole repair incl. installation of new jacket cooler
Arcelor Mittal Newcastle – Blast Furnace Taphole Repair

• Technical and commercial evaluation of
the tenders received.
• Set up & control shutdown program.
• Execute and supervise all the on-site
installation works.
• Quality control to all the installation works.
• Monitor actual duration to planning duration.
• Monitor safety during the execution of the project.

In February 2014 SSAB awarded an order to
HeatTeQ for the refractory installation of the new
Hot Blast Stove 46 of Blast Furnace 4 and an
extension of the hot blast main. The stove,
designed by Paul Wurth, was of the internal com-
bustion type provided with a ceramic burner.
Fa c t s & f i g u r e sProject . . . . . SSAB EMEA AB Oxelösund Blast Furnace 4
Duration: . . . . . . . . . . . . . . . . . . . . . . . 8 weeks
Plant: . . . . . . . . . . . . . . . . . . . Hot Blast Stove 46
Design: . . . . . . . . . . . . . . . . . . . . . . Paul Wurth
Tonnage: . . . . . . . . . . . . . . . . Refractories 1800 ton
Execution: . . . . . . . . . . . . . . May – September 2014
Scope: . . . Installation of refractories in new hot blast stove
Partners: . . . . . . . . . . . . . . . . . . . . Lizmontagens
SSAB EMEA AB Oxelösund Hot Blast Stove 46

Scope of Work:
• Design and Supply of all auxiliary equipment
• Gridblasting and Shotpeening of the inside of the
new stove shell
• Applying Stellatar on the inside of the new stove shell
• Installation of auxiliary equipment required for
installation
• Receiving and off-loading free issued refractory
material
• Installation of checker support
• Installation of all stove internals
On February 14, 2014 the order was placed and HeatTeQ
started with the engineering of the auxiliary equipment
and the preparation of enquiries for sub-contracts. By
the beginning of July the preparations were completed,
subcontracts were placed and the work on site was started.
By that time the erection of the stove shell was completed
and HeatTeQ started with the gridblasting and shotpeening
of the inside of the stove shell after which Stellatar was
applied.
Because the designer of the stove did not allow openings
in the side of the stove shell all material had to be fed over
the top through the dome manhole. For this purpose a
platform and hoisting beam was erected on top of the stove.
Material was hoisted up by a Demag hoist packed on pallets.
To prevent accidental falling of material the pallets were
covered with a safety net.
Installation of refractories in the checker shaft and the
burner shaft was done in parallel, working from scaffolds
in the burner shaft and from the top of the checkers in the
checker shaft.
The work was completed on schedule on September 29 to
the full satisfaction of the customer.

In February 2014 AMSA awarded an order to
HeatTeq for various repairs of the Hot Blast
Stoves of Blast Furnace N5. The stoves, designed
by Krupp Koppers, are of the external combusti-
on chamber type provided with ceramic burners.
Included in the scope was the repair of the
cross-overs connecting the burner shaft with the
checker shaft.
Fa c t s & f i g u r e sSite:. . . . . . . . . . . ArcelorMittal Newcastle South Africa
Duration: . . . . . . . . . . . . . . . . . . . . . . 3 months
Plant: . . . . . . . . . . . Hot Blast Stoves Blast Furnace N5
Design: . . . . . . . . . . . . . . . . . . . . Krupp Koppers
Execution: . . . . . . . . . . . . . . May - September 2014
Scope: . . . . . . . . . . . . . . . . . . Cross-over Repair
Subcontractor Mechanical: . . . . . . . . . . . . . . Elinem
Subcontractor Refractories: . . . . . . . . . . . . . Anmar
ArcelorMittal Newcastle South AfricaBlast Furnace N5, Hot Blast Stoves, Cross-over Repair

Scope of Work:
The external combustion chamber Koppers design stoves
at AMSA’s Newcastle BF5 have suffered from hot spots at
the cross-over section. Because endoscopic inspection
of the inside of the cross-overs showed no damage to
the dense lining it was assumed that the cause of the
problems was failure of the insulation. The Koppers design
external combustion chamber stoves compensates the
difference in the shell expansion between the checker
and combustion chamber and the radial expansion of the
domes due to thermal expansion and pressurizing and
depressurizing by two stainless steel expansion bellows
installed in the cross-over.
Based on the results of internal and external inspections
the following scope of work was agreed upon:
• Replacement of the existing damaged expansion
bellows by new bellows.
• Replacement of the outer shell ring 360°.
• Replacement of the inner shell (both sides) 180°.
• Replacement of the upper 180° of the two layers of
insulation lining.
To allow repair under hot conditions a special repair
scenario was developed.
• Remove the existing compensators complete with the
outer shell between the two existing thrust collars.
• Remove top half of the inner sleeves exposing the
refractories.
• Remove and replace two layers of insulation over
the top half.
• Install new inner sleeves over the newly installed
insulation.
• Install new expansion bellows on both sides of the
cross over. Because the cross over refractories
remained in place the bellows had to be installed as
clam shells in two halves. Welding the two halves
together was done in situ by specialized welders
from the supplier.
• Install the outer shell in two halves and weld in situ
to the bellow stubs.
During the execution of the repairs it appeared that on
stove 1 the condition of the lower half of the cross over
was so bad that complete replacement was required. It
was therefore decided to cool the stove down to ambient.
After cool down the old expansion joints, the outer and
inner sleeves and the refractories in the cross over were
removed. After installation of new inner sleeves new
refractories were installed and the new expansion joints
and outer shell could be erected. The space between
the inner sleeves and the outer shell was filled with an
insulating castable.
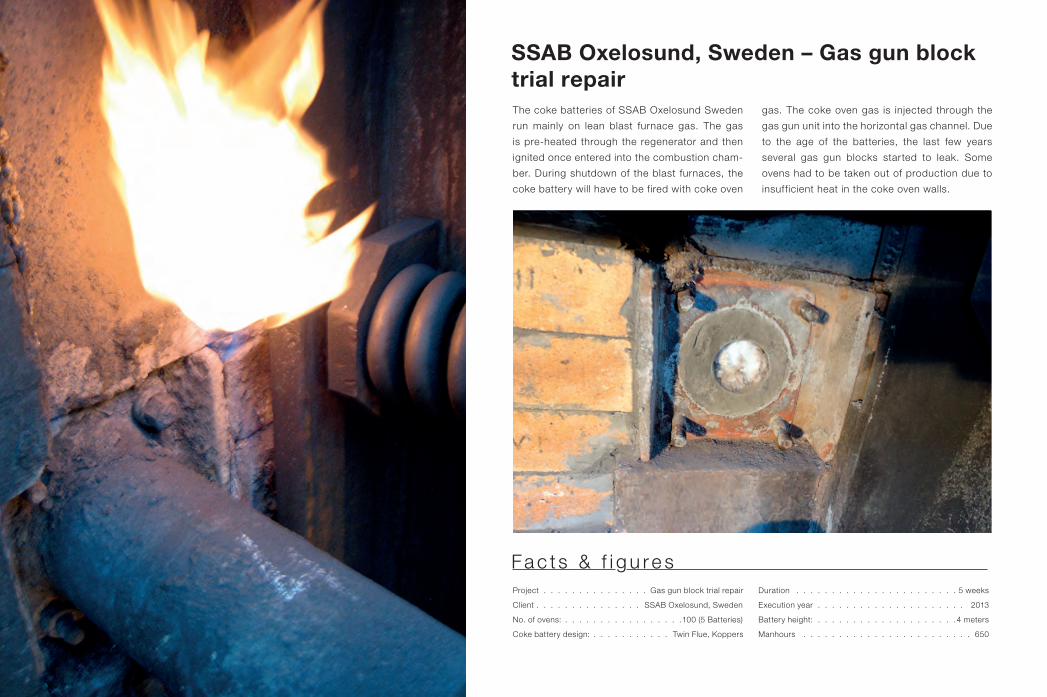
The coke batteries of SSAB Oxelosund Sweden
run mainly on lean blast furnace gas. The gas
is pre-heated through the regenerator and then
ignited once entered into the combustion cham-
ber. During shutdown of the blast furnaces, the
coke battery will have to be fired with coke oven
gas. The coke oven gas is injected through the
gas gun unit into the horizontal gas channel. Due
to the age of the batteries, the last few years
several gas gun blocks started to leak. Some
ovens had to be taken out of production due to
insufficient heat in the coke oven walls.
Fa c t s & f i g u r e sProject . . . . . . . . . . . . . . . Gas gun block trial repair
Client . . . . . . . . . . . . . . . SSAB Oxelosund, Sweden
No. of ovens: . . . . . . . . . . . . . . . . .100 (5 Batteries)
Coke battery design: . . . . . . . . . . . Twin Flue, Koppers
Duration . . . . . . . . . . . . . . . . . . . . . . . 5 weeks
Execution year . . . . . . . . . . . . . . . . . . . . . 2013
Battery height: . . . . . . . . . . . . . . . . . . . . 4 meters
Manhours . . . . . . . . . . . . . . . . . . . . . . . . 650
SSAB Oxelosund, Sweden – Gas gun block trial repair

HeatTeQ was consulted to investigate the problem area
and they presented a repair plan for the gas gun blocks
in order to secure oven availability while firing coke oven
gas. After presenting our solution to SSAB Oxelosund,
HeatTeQ was awarded the order to perform a trial repair
on the coke oven batteries.
During the trial repair, a total of thirty eight (38) gas gun
units have been repaired. A stainless steel tube was
inserted through the gas gun block in the gas channel
and a special mortar was injected to seal up open joints,
cracks and gaps around the gas gun block. The results
are excellent, all gas guns were sealed, after the repair
no leakages through the gas gun block were detected.
After the successful trial repair, HeatTeQ received an
order to repair an additional 200 gas gun blocks to allow
SSAB a problem free operation during coke oven gas
firing this summer.
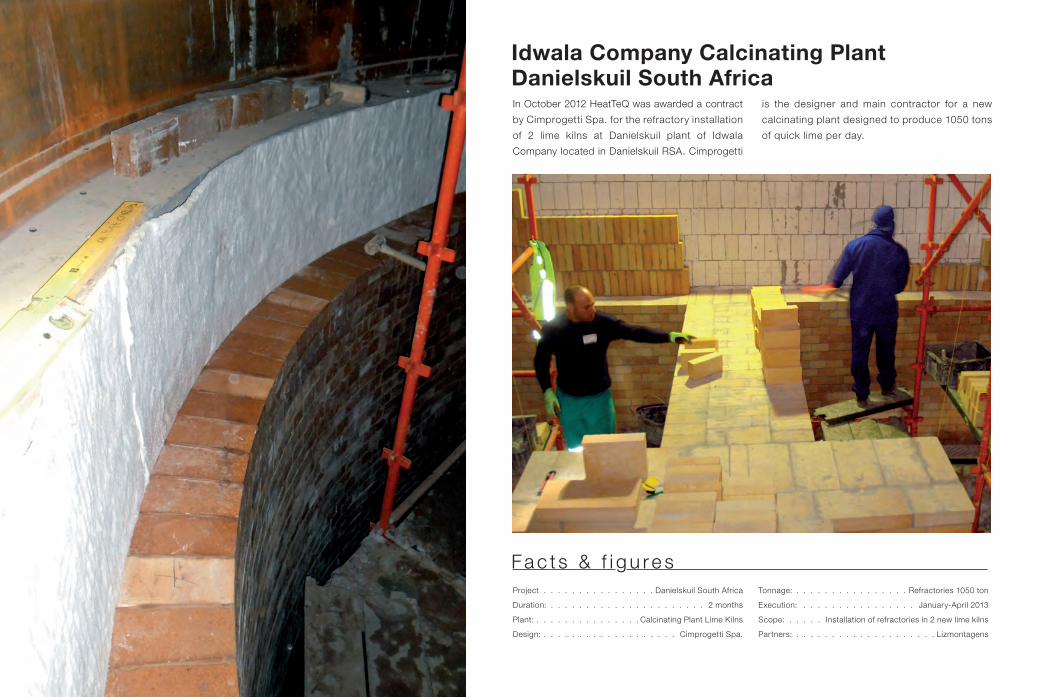
In October 2012 HeatTeQ was awarded a contract
by Cimprogetti Spa. for the refractory installation
of 2 lime kilns at Danielskuil plant of Idwala
Company located in Danielskuil RSA. Cimprogetti
is the designer and main contractor for a new
calcinating plant designed to produce 1050 tons
of quick lime per day.
Fa c t s & f i g u r e sProject . . . . . . . . . . . . . . . . Danielskuil South Africa
Duration: . . . . . . . . . . . . . . . . . . . . . . 2 months
Plant: . . . . . . . . . . . . . . . Calcinating Plant Lime Kilns
Design: . . . . . . . . . . . . . . . . . . . Cimprogetti Spa.
Tonnage: . . . . . . . . . . . . . . . . Refractories 1050 ton
Execution: . . . . . . . . . . . . . . . . January-April 2013
Scope: . . . . . Installation of refractories in 2 new lime kilns
Partners: . . . . . . . . . . . . . . . . . . . . Lizmontagens
Idwala Company Calcinating PlantDanielskuil South Africa
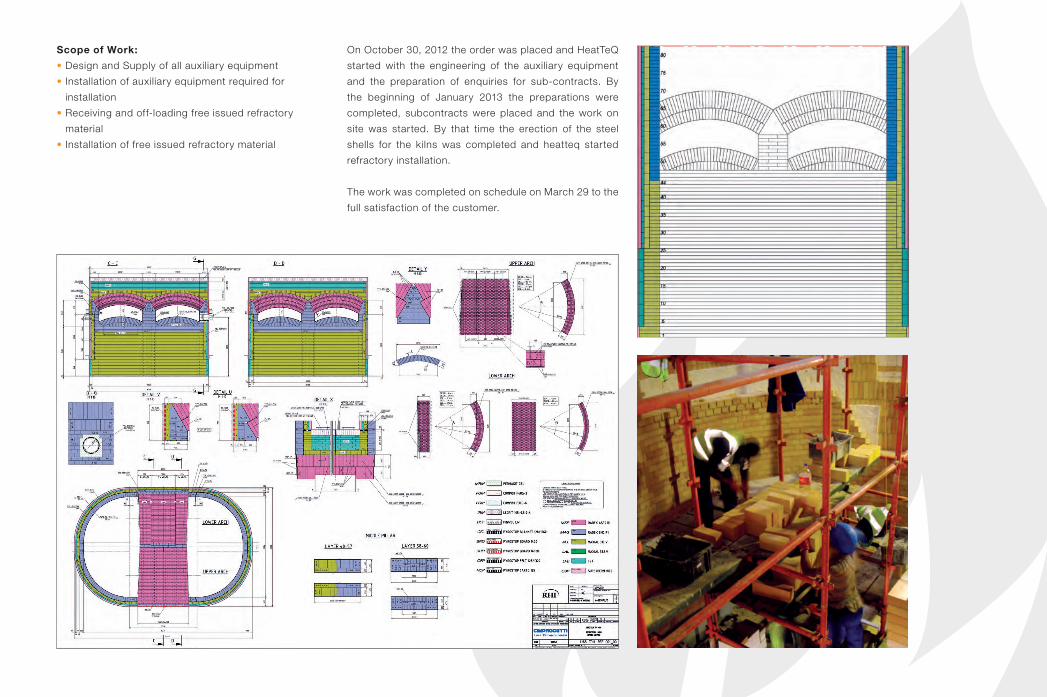
Scope of Work:
• Design and Supply of all auxiliary equipment
• Installation of auxiliary equipment required for
installation
• Receiving and off-loading free issued refractory
material
• Installation of free issued refractory material
On October 30, 2012 the order was placed and HeatTeQ
started with the engineering of the auxiliary equipment
and the preparation of enquiries for sub-contracts. By
the beginning of January 2013 the preparations were
completed, subcontracts were placed and the work on
site was started. By that time the erection of the steel
shells for the kilns was completed and heatteq started
refractory installation.
The work was completed on schedule on March 29 to the
full satisfaction of the customer.

Because of the bad condition of the existing
underground waste gas flue AMSA decided to
install a new waste gas flue. Repairing of the
existing flue would take approximately
2 months during which period the furnace had
to be shut down. This was unacceptable.
AMSA therefore issued an enquiry for design,
supply and installation of a new above ground
flue to be installed over the existing one with
the furnace in operation.
An order was issued to HeatTeQ in April 2011.
A site visit was made in May 2011 to inspect the
site and to make a survey of the existing system
after which design started. HeatTeQ developed
a concept whereby the new flue was supported
on trestles straddling the existing underground
flue. The trestles were supported on one side
on piles driven in beside the old flue and on the
other side on the stove foundation.
Fa c t s & f i g u r e sSite: . . . . . . . . . . . . . AMSA Newcastle South Africa
Duration: . . . . . . . . . . . . . . . . . . . . . . 5 months
Plant: . . . . . . . . . . . . . . . . . BF N5 Waste Gas Flue
Manhours: . . . . . . . . . . . . . . . . . . . . . . 40.000
Design: . . . . . . . . . . . . . . . . . . . . . . . .HeatTeQ
Tonnage: . . . . . . . . Steel: 150 ton, Refractories: 450 ton
Execution: . . . . . . . . . . . . . . . July-December 2011
Scope: . . . . Design, supply and install new waste gas main
Arcelor Mittal South Africa New Castle Works Design, supply and installation of a new waste gas flue for Blast Furnace N5.
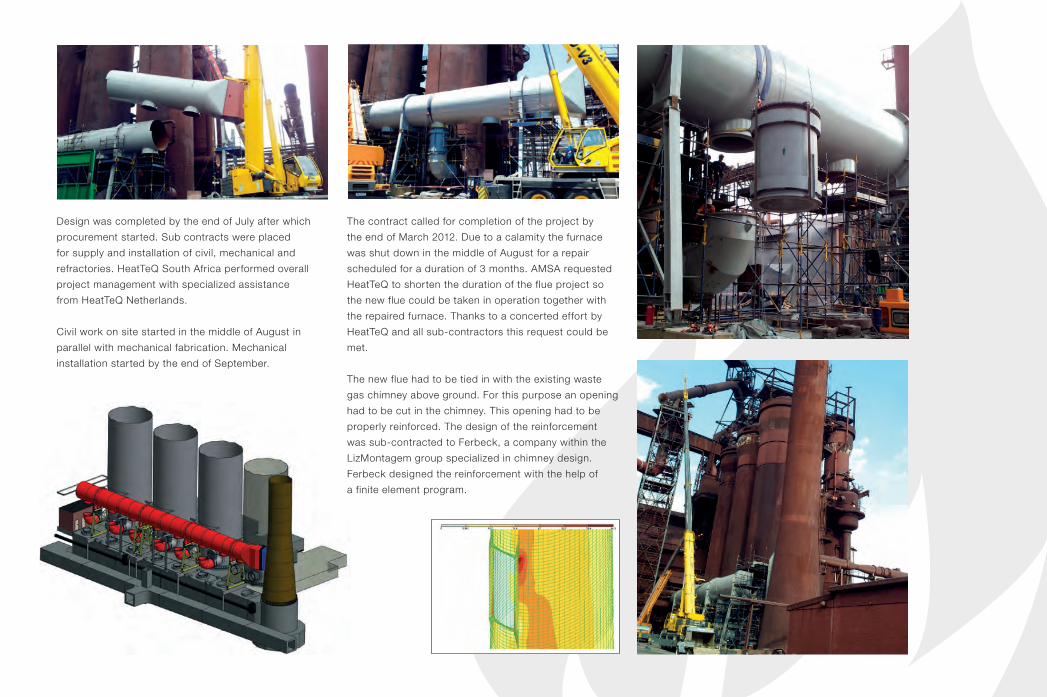
Design was completed by the end of July after which
procurement started. Sub contracts were placed
for supply and installation of civil, mechanical and
refractories. HeatTeQ South Africa performed overall
project management with specialized assistance
from HeatTeQ Netherlands.
Civil work on site started in the middle of August in
parallel with mechanical fabrication. Mechanical
installation started by the end of September.
The contract called for completion of the project by
the end of March 2012. Due to a calamity the furnace
was shut down in the middle of August for a repair
scheduled for a duration of 3 months. AMSA requested
HeatTeQ to shorten the duration of the flue project so
the new flue could be taken in operation together with
the repaired furnace. Thanks to a concerted effort by
HeatTeQ and all sub-contractors this request could be
met.
The new flue had to be tied in with the existing waste
gas chimney above ground. For this purpose an opening
had to be cut in the chimney. This opening had to be
properly reinforced. The design of the reinforcement
was sub-contracted to Ferbeck, a company within the
LizMontagem group specialized in chimney design.
Ferbeck designed the reinforcement with the help of
a finite element program.

Blast furnace D – Hot blast stove 4
ArcelorMittal rebuilt their hot blast stoves at
‘D’ furnace in 2004 (#4 stove), 2005 (#3 stove)
and 2006 (#2 Stove), prior to and during the
furnace rebuilt in 2006. The stoves are a Siemens
VAI design, internal combustion chamber type
with ceramic burners.
Fa c t s & f i g u r e sProject . . . . . . . . . . . . . . . Burner and dome repair
Client . . . . . . . . . . . . ArcelorMittal Vanderbijlpark BFD
Design . . . . . . . . . . . . . . . . . . . . . Siemens VAI
Duration . . . . . . . . . . . . . . . . 18 weeks of site work
Execution year . . . . . . . . . . . . . . . . . . . . . . 2012
Arcelor Mittal Vanderbijlpark BFDStove 4 – Burner and dome repair

During 2009 problems were experienced with #4 stove’s
performance. Preliminary Inspections indicated partial
blockage of the burner crown by debris.
HeatTeQ performed a detailed endoscopic inspection in
June 2010, leading to a scheduled replacement of the
ceramic burner area in February 2012. Late 2011 the
scope of work was extended due to sudden hot spots
occurring at the dome area.
HeatTeQ was able to prepare and undertake a practical
repair, with specially designed shaped refractory materials
for the dome area. The repair period was scheduled for
60 days, from off blast to on-blast.
Whilst demolishing the dome area, the extent of the
damage was found to be larger than expected. With a
combined effort of HeatTeQ, the customer (Arcelor-
Mittal) and the designer (Siemens VAI), the dome area was
inspected, redesigned and repaired in a record time con-
sidering the limitations of refractory materials available.
The project Scope of Work consisted of:
• ‘Zero Tolerance Safety Performance’ during the
execution of the whole project.
• Removal and replacement of several process valves
to isolate the stove from the live systems and to
make clearance for cool down and heat up auxiliary
equipment.
• Controlled cool down of the refractories in stove 4.
• Demolition and installation refractories lower hot
blast outlet and draught hole.
• Demolition and Installation of the ceramic burner
• Demolition and installation of ± 2.5 meter from the
hot face lining of the top part combustion and
partition wall.
• Additional repair on the checker chamber and partition
wall just beneath the dome ledges (2.5 meter).
• Replacement of process valves prior to heat up stove.
• Controlled heat up of the refractories stove 4.
• Supply of all refractories for the ceramic burner
& dome repairs.
13
2
A 20-10-2010REV DATE DESCRIPTION DRAWN CHECK APPRO
Form- and placetolerances acc. to NEN-ISO 2768-2Dimensional tolerances acc. to NEN-ISO 2768-1Rougness acc. to NEN 3632/3634
CHECK...:
DRAWN..:
APPROV.:
AL RIGHTS RESERVED. THISIS A COMMERCIAL DRAWINGAND IS SUPPLIED FOR USEFOR AN AUTHORIZED JOB.THIS DRAWING OR ANYINFORMATION THEREFROMSHALL NOT BE DISCLOSEDUSED OR REPRODUCEDEITHER WHOLLY OR INPART. EXEPT INCOMMUNICATION WITHSUCH USE AND WITH THEPRIOR WRITTEN CONSENTOF THE OWNER. THISDRAWING MAY NOT BEUSED FOR CONSTRUCTIONOR FABRICATION UNTILSIGNED AS CHECKED ANDAPPROVED.© 2010 HeatTeQ
REV.:SCALE.:
DRAWING No.:
MATERIAL:
CLIENT:
PHASE 6
ARCELOR MITTAL
HPaABaABa
A1
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
0 24 48 72 96 120 144 168 192 216 240 264 288 312 336 360 384
--->
tem
pera
ture
[oC
]
---> elapsed time [hrs]
AMSA BFDCooldown stove-4
T-dome T-interface 1 T-Interface 2 Cooldown Curve T-grid Temp. Stack
08:00 26 feb. 12.00 12 mar.
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
0 24 48 72 96 120 144 168 192 216 240 264 288 312 336
--->
tem
pera
ture
[oC
]
---> elapsed time [hrs]
AMSA BFDHeat Up Stove-4
T- Dome Actual T-interface 1 T-Interface 2 Heat Up Curve Temp. Stack
16.00 27-5-12 16.00 10‐6‐12

The reline of blast furnace #4 was scheduled for
the summer of 2012. HeatTeQ was awarded the
contract for the wrecking and removal of all bur-
den, refractories and solidified salamaner from
the furnace proper. The work, under supervision
and coordination of HeatTeQ, was performed
by our dedicated sub-contractors DGC Déman-
tèlement and HOLTMANN Fahrzeug- und Ma-
Fa c t s & f i g u r e sSite: . . . . . . . . . . . . . . . . . . TATA Steel Port Talbot
Plant: . . . . . . . . . . . . . . . . . . . . . Blast furnace #4
Design: . . . . . . . . . . . Siemens VAI, Plate cooled stack
Execution: . . . . . . . . . . . . . . . . . . . . . July 2012
Duration: . . . . . . . . . . . . . . . . . . . . . . . 28 days
Manhours: . . . . . . . . . . . . . . . . . . . . . . . 5200h
Furnace size: . . . . . . . . . . . . . . . . . . . . . 11 meter
Scope: . . . Demolition & removal of all burden & refractory in
furnace proper and removal of solidified salamander.
TATA Steel Port Talbot Works Demolition & removal of furnace proper

schinenbau GmbH. DGC is a French based demolition
company, Holtmann GMBH from Germany builds and
operates their own remote controlled stack demolition
deivce, the so-called ‘Slageater’.
Demolition started with the safety blasting shot, the
safety blasting shot is to remove loose skull and brick-
work from the furnace stack to enable a safe entering
of the furnace. After the safety blasting shot the cold
burden and stack refractory lining was removed from the
furnace by the Slageater. Below Tuyere Level the brick-
work and skull was removed with excavators.
After the brick work and skull were removed down to the
furnace entrance the salamander was dug out. Due to a
very successful salamander tap by TATA, no more than
50 ton of salamander was left in the furnace. No lancing
was required as we were able to remove the two pieces
of salamander as a whole.
A second shell opening at the bottom of the base plate
was cut to remove the remaining carbon block and to
clean out the furnace down to the base plate.
Despite certain delays we managed to complete our scope
of work within the project schedule. The demolition
project was completed with ZERO accidents and to total
satisfaction of TATA Steel UK.
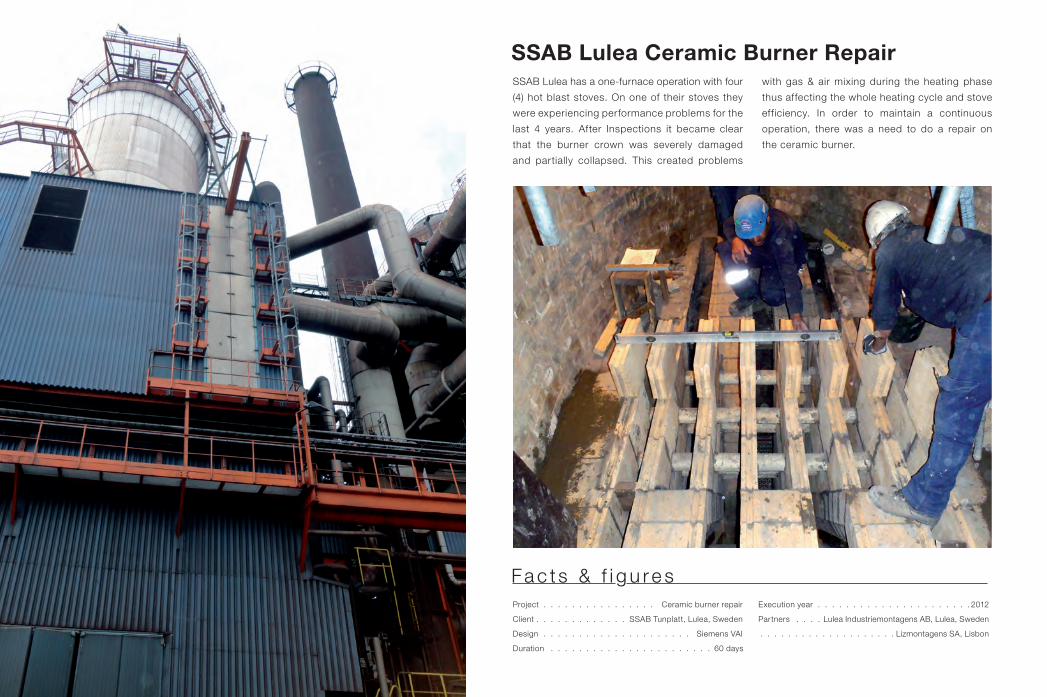
SSAB Lulea has a one-furnace operation with four
(4) hot blast stoves. On one of their stoves they
were experiencing performance problems for the
last 4 years. After Inspections it became clear
that the burner crown was severely damaged
and partially collapsed. This created problems
with gas & air mixing during the heating phase
thus affecting the whole heating cycle and stove
efficiency. In order to maintain a continuous
operation, there was a need to do a repair on
the ceramic burner.
Fa c t s & f i g u r e sProject . . . . . . . . . . . . . . . . Ceramic burner repair
Client . . . . . . . . . . . . . SSAB Tunplatt, Lulea, Sweden
Design . . . . . . . . . . . . . . . . . . . . . Siemens VAI
Duration . . . . . . . . . . . . . . . . . . . . . . . 60 days
Execution year . . . . . . . . . . . . . . . . . . . . . . 2012
Partners . . . . Lulea Industriemontagens AB, Lulea, Sweden
. . . . . . . . . . . . . . . . . . . . Lizmontagens SA, Lisbon
SSAB Lulea Ceramic Burner Repair

SSAB placed an order with the design company Siemens
VAI for new ceramic burner refractories in 2009, in order
to have the most critical lead item on site, in case a repair
was required.
HeatTeQ received the order for the complete site work,
including the following activities;
• Site management and planning (included client
activities);
• Engineering & manufacturing of all auxiliary
equipment, in order to have safe access in the stove
during the repairs;
• Perform all mechanical works related to the
disconnection of the stove from the life systems
at the blast furnace;
• Controlled cool down of the hot blast stove
• Installation of safety deck;
• Demolition and installation of new ceramic
burner refractories;
• Inspect & cleanout of the area under the grids;
• Perform all mechanical works related to the
disconnection of the stove from the life systems
at the blast furnace;
• Controlled heat up of the hot blast stove
• Zero tolerance safety performance during the
execution of the whole project.
Stove cool down Stove heat up
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
0 24 48 72 96 120 144 168 192 216 240 264 288 312 336 360---
> te
mpe
ratu
re [o
C]
---> elapsed time [hrs]
SSAB LuleaHeat Up Stove 24
T-Dome Point 1 T-Interface Point 2 T-Interface Point 3 T-Grid Point 4 Heat Up Curve
09.00-07-9-12 08.00‐21‐9‐12
0
100
200
300
400
500
600
700
800
900
0 24 48 72 96 120 144 168 192 216 240 264 288 312 336 360
---> T
empe
ratu
re [°
C]
---> Elapsed Time [hrs]
SSAB LULEACooldown Stove‐24
T-Dome Point 1 T-Interface Point 2 T-Interface Point 3 T-Grid Point 4 T-Stack Point 5 T-Comb. Point 6 Cooldown Curve #REF!
02-08-2012 10:00 AM 17‐08‐2012 07.00 AM
4°C/hr
3°C/hr
2°C/hr
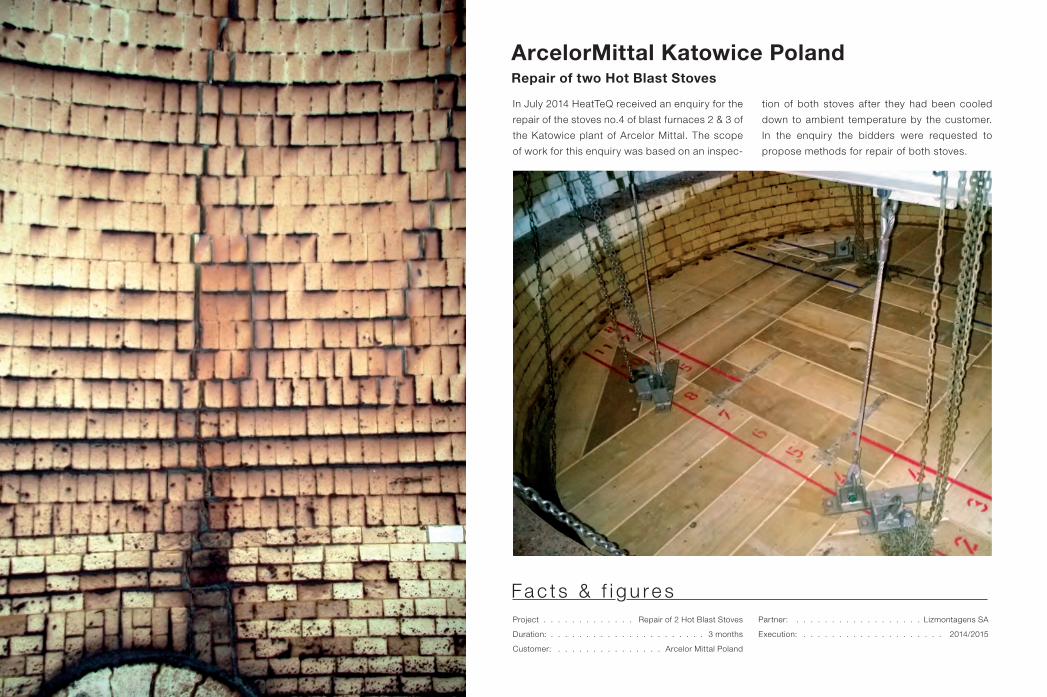
In July 2014 HeatTeQ received an enquiry for the
repair of the stoves no.4 of blast furnaces 2 & 3 of
the Katowice plant of Arcelor Mittal. The scope
of work for this enquiry was based on an inspec-
tion of both stoves after they had been cooled
down to ambient temperature by the customer.
In the enquiry the bidders were requested to
propose methods for repair of both stoves.
Fa c t s & f i g u r e sProject . . . . . . . . . . . . . Repair of 2 Hot Blast Stoves
Duration: . . . . . . . . . . . . . . . . . . . . . . 3 months
Customer: . . . . . . . . . . . . . . . Arcelor Mittal Poland
Partner: . . . . . . . . . . . . . . . . . . Lizmontagens SA
Execution: . . . . . . . . . . . . . . . . . . . . 2014/2015
ArcelorMittal Katowice PolandRepair of two Hot Blast Stoves
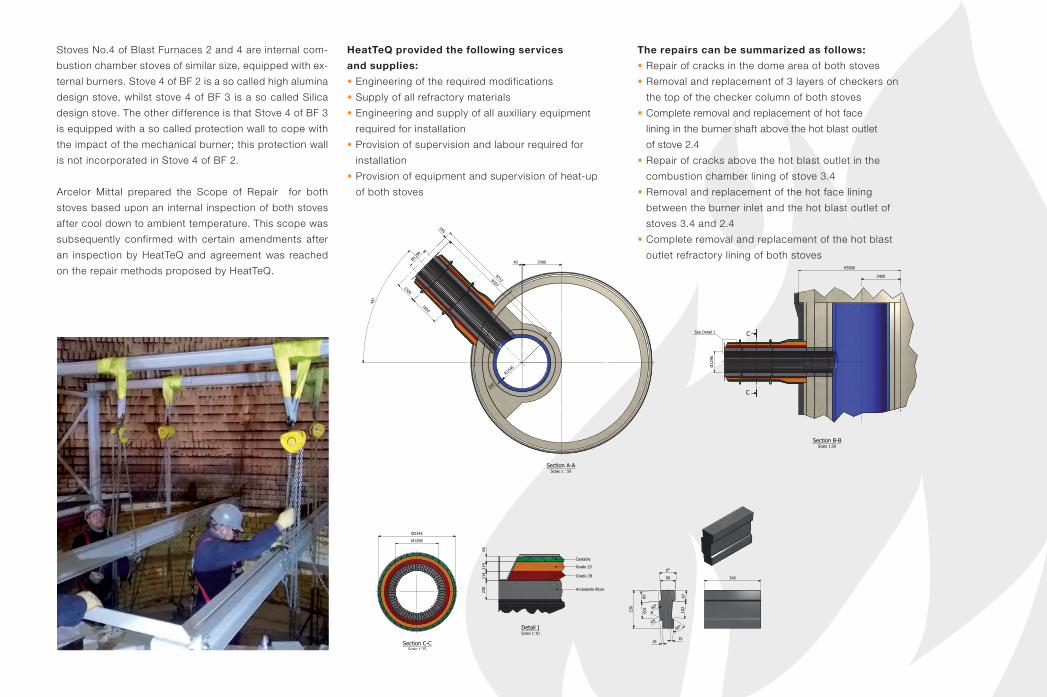
Stoves No.4 of Blast Furnaces 2 and 4 are internal com-
bustion chamber stoves of similar size, equipped with ex-
ternal burners. Stove 4 of BF 2 is a so called high alumina
design stove, whilst stove 4 of BF 3 is a so called Silica
design stove. The other difference is that Stove 4 of BF 3
is equipped with a so called protection wall to cope with
the impact of the mechanical burner; this protection wall
is not incorporated in Stove 4 of BF 2.
Arcelor Mittal prepared the Scope of Repair for both
stoves based upon an internal inspection of both stoves
after cool down to ambient temperature. This scope was
subsequently confirmed with certain amendments after
an inspection by HeatTeQ and agreement was reached
on the repair methods proposed by HeatTeQ.
HeatTeQ provided the following services
and supplies:
• Engineering of the required modifications
• Supply of all refractory materials
• Engineering and supply of all auxiliary equipment
required for installation
• Provision of supervision and labour required for
installation
• Provision of equipment and supervision of heat-up
of both stoves
The repairs can be summarized as follows:
• Repair of cracks in the dome area of both stoves
• Removal and replacement of 3 layers of checkers on
the top of the checker column of both stoves
• Complete removal and replacement of hot face
lining in the burner shaft above the hot blast outlet
of stove 2.4
• Repair of cracks above the hot blast outlet in the
combustion chamber lining of stove 3.4
• Removal and replacement of the hot face lining
between the burner inlet and the hot blast outlet of
stoves 3.4 and 2.4
• Complete removal and replacement of the hot blast
outlet refractory lining of both stoves
Section A-AScale 1 : 50
Section B-BScale 1:50
Section C-CScale 1:25
Detail IScale 1:10
See Detail I C
C
2400
Ø1296
2342Ø
6511
411
423
0
Castable
Grade 23
Grade 28
Andulasite Block
10068
230
1515
90
6°
102
67
60°
345
60°R5
Andulasite Block - 60x/360°Scale 1:5
2400
R5500
Ø12
96
R1545
200
40
45°
8357
355
8712
1320
1850
Ø1296
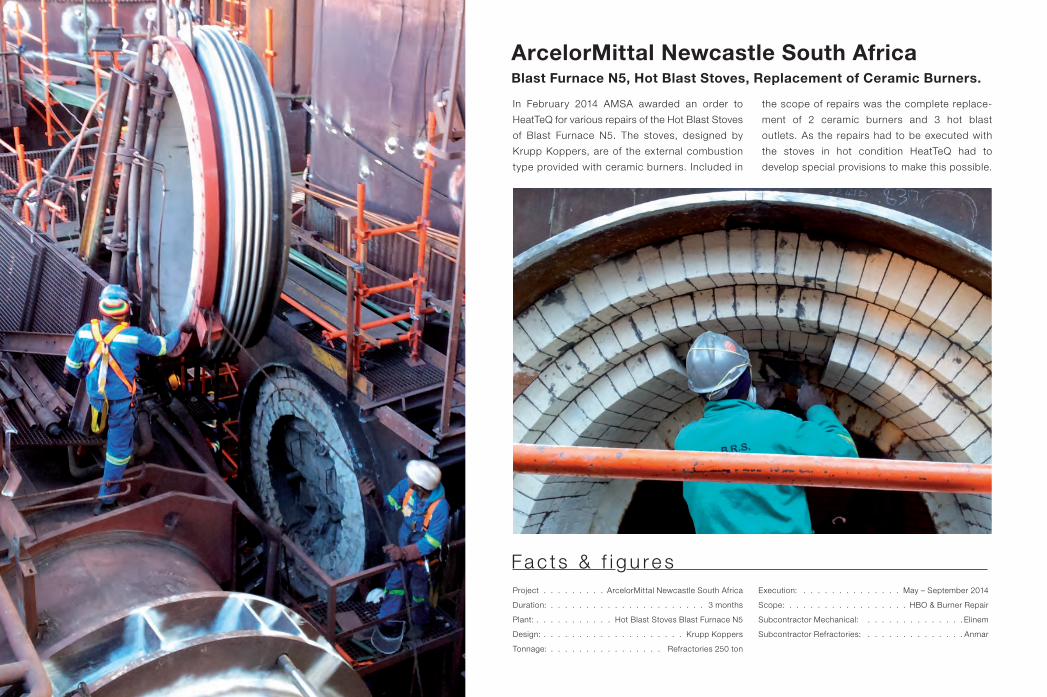
In February 2014 AMSA awarded an order to
HeatTeQ for various repairs of the Hot Blast Stoves
of Blast Furnace N5. The stoves, designed by
Krupp Koppers, are of the external combustion
type provided with ceramic burners. Included in
the scope of repairs was the complete replace-
ment of 2 ceramic burners and 3 hot blast
outlets. As the repairs had to be executed with
the stoves in hot condition HeatTeQ had to
develop special provisions to make this possible.
Fa c t s & f i g u r e sProject . . . . . . . . . ArcelorMittal Newcastle South Africa
Duration: . . . . . . . . . . . . . . . . . . . . . . 3 months
Plant: . . . . . . . . . . . Hot Blast Stoves Blast Furnace N5
Design: . . . . . . . . . . . . . . . . . . . . Krupp Koppers
Tonnage: . . . . . . . . . . . . . . . . Refractories 250 ton
Execution: . . . . . . . . . . . . . . May – September 2014
Scope: . . . . . . . . . . . . . . . . . HBO & Burner Repair
Subcontractor Mechanical: . . . . . . . . . . . . . . Elinem
Subcontractor Refractories: . . . . . . . . . . . . . . Anmar
ArcelorMittal Newcastle South AfricaBlast Furnace N5, Hot Blast Stoves, Replacement of Ceramic Burners.

Scope of Work:
• Develop methodology for hot repair.
• Design, supply and installation of specialized
equipment to facilitate hot repair.
• Demolition and removal as required.
• Supply and installation of refractories for new burners
and hot blast outlets.
• Supply of all required labor.
• Supervision during erection for both the mechanical
and refractory scope of work.
• The stove was kept hot by others, in close cooperation
with HeatTeQ.
• Underpinning of hot blast outlet refractories.
• Installation of a Heat Shield to create a safe working
environment in the lower part of the burner shaft.
• Complete wrecking and re-installation of a new hot
blast stub and compensator (Stove N1 & N3 only).
• Complete wrecking and reinstallation of hot blast
outlet refractories (all 3 Stoves).
• Complete wrecking and reinstallation of the ceramic
burner (Stove N1 & N3 only).
The new burners and hot blast outlets had to be installed
and repaired with the stoves in hot condition. The stoves
were kept hot with auxiliary burners inserted through a
bulkhead installed in the top half of the hot blast out-
let. To allow working underneath the heat-up burners a
safety deck was installed. The high temperatures in the
stoves and the limited access a required a special design.
Support for the deck was provided by water cooled pipes
brought in from the outside through holes drilled through
the stove shell and the refractories. These pipes were
installed at the elevation of the centerline of the hot
blast outlet. The safety deck was designed as a foldable
construction to allow installation through the opening
between the flanges of the removed hot blast valve.
After bringing the deck in position inside the stove it was
unfolded and secured against the wall of the burner shaft.
The gaps between the deck and the wall of the burner
shaft were closed with ceramic wool. Cool down of the
old burner underneath the safety-deck took about three
days after which demolition and installation could start.
After completion of the burner installation a protection
floor was placed on top of the burner. On this floor a
supporting structure was erected taking over the load of
the deck from the water cooled pipe so the pipes could
be removed. The deck was then jacked up to an elevation
above the hot blast outlet permitting replacement of the
hot blast outlet stub and installation of new refractories.
The stove heat-up burners were inserted through an
opening above the deck so the temperatures in the stove
could be maintained during the repair.
In October 2013 HeatTeQ SA received an enquiry
from Milltech SA for the installation of refractories
in a lime kiln in the Kayes district in the republic
of Mali. The bid was submitted November 20,
2013 and the order was placed December 5,
2014. Work on site started on January 7, 2015.
Fa c t s & f i g u r e sSite:. . . . . . . . . . . . . . . . . . . . . . . . Kayes, Mali
Duration: . . . . . . . . . . . . . . . . . . . . . . 2 months
Plant: . . . . . . . . . . . . . . . . . . Single shaft Lime Kiln
Design: . . . . . . . . . . . . . . . . . . . . . . . Magnesita
Tonnage: . . . . . . . . . . . . . . . . . . . . . . . 305 ton
Execution: . . . . . . . . . . . . . January – February 2015
Scope: . . . . . . . . . . . . . . . . . . Cross-over Repair
Subcontractor Mechanical: . . . . . . . . . . . . . . Elinem
Subcontractor Refractories: . . . . . . . . . . . . . Anmar
Lime Kiln, Kayes District, Mali

The project was straight forward and well within the
capabilities of HeatTeQ. What made it special was the
location and the short time between the date of order
and the start of work on site. Within the 5 weeks
between date of order and start work on site staff had
to mobilized, the necessary permits and visa had to
be obtained and equipment shipped to site. All this
was efficiently and skillfully handled by the South
African branch office of HeatTeQ within the short time
available.
The work was executed by South African bricklayers
and supervision. Site preparation started on January 7,
2015 and bricklaying started one week later. The work
was completed successfully within the scheduled
34 days and handed over to the customer on February 14,
2015.

HeatTeQ Refractories Services BV was given the
order to perform a battery inspection on Ruukki
Steel’s coke batteries at the Rautaruukki plant.
Ruukki Steel’s objective is to secure trouble free
coke production for the next twenty five years,
with the highest availability of coke ovens to
the most practical achievable levels. Over the
years, HeatTeQ and its employees have built up
Fa c t s & f i g u r e sProject . . Coke battery Inspection, mechanical & refractories
Client . . . . . . . . . . . . . Ruukki Metals, Raahe, Finland
No. of ovens . . . . . . . . 70 (2 batteries of 35 ovens each)
Duration . . . . . . . . . . . . . . . . . . . . . . . 6 weeks
Execution year . . . . . . . . . . . . . . . . . . . . . . 2013
Manhours . . . . . . . . . . . . . . . . . . . . . . . 1.048
Battery height. . . . . . . . . . . . . . . . . . . . . 7 meters
Partners . . . . . . . . . Fully executed with own personnel
Coke battery design . . . . . . . . . . . Twin Flue, Gyprokos
Rautaruukki Oyi, coke battery inspection, mechanical & refractories

a vast experience in coke battery assessments, following
repair recommendations and implementations.
There are three key aspects affecting availability of
production capacity;
• Operational procedures;
• Regular refractory maintenance program;
• Refractory repair program and material applications.
During the inspection a geodetic survey was performed.
If the geodetic survey is repeated with regular intervals,
the wear and growth of the battery can be monitored.
An inspection project basically consists of 4 phases:
preparation, inspection, analyses and reporting. The final
report will be a tool for Ruukki Metals OY to assess the
condition of their batteries and to determine the scope
and time frame of their repair program.
The next steps for a battery repair program are:
• determine detail scope of work. This will also entail
a detail inspection on the regenerator and regenera-
tor wall. The engineering package for wall refractory
replacement will be based on the findings during the
regenerator inspection.
• Determine areas for design improvements to
State-of -the-art.
• Prepare enquiry documents for any design
improvements required for the repair program.
• Determine the right choice of material.
As part of the report, a detail evaluation was made
between traditional wall repairs and the alternative
repair technique HeatTeQ is offering to the market, in co-
operation with Vanocur Llc from Buffalo, USA. The fused
silica modular shape system is a great alternative for the
conventional silica repair systems. The biggest advan-
tage is the huge time savings during the repair period.
Due to the non – expanding characteristics of fused silica
and the large modular shapes, the repair period can be
reduced from 30-60%, depending on battery design and
total scope of work. However, the higher cost of fused
silica materials must be leveled out with the advantages of the
shorter repair period, which are production savings of Coke.
Typical example of wall inspection sheet.
Typical example of buckstay deformation (cause & effect). Note: The pictures in this inspection are typical examples of how wall damage could look and how insepctions are being performed. In no way HeatTeQ will give the impression that these pictures reflect the actual condition of Ruukki’s Batteries.
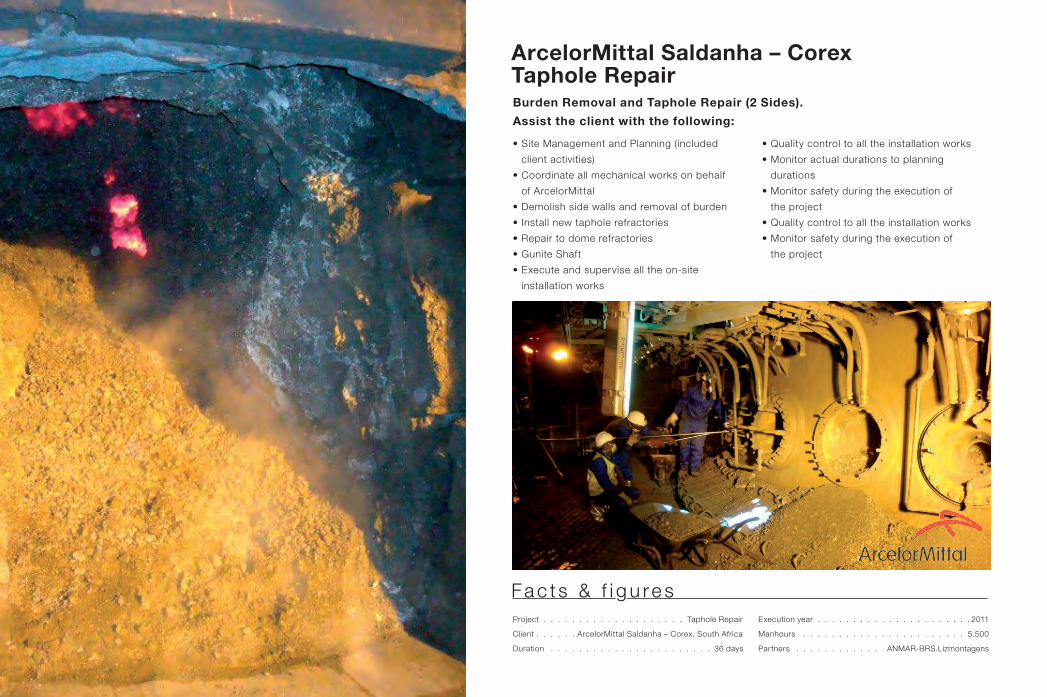
• Site Management and Planning (included
client activities)
• Coordinate all mechanical works on behalf
of ArcelorMittal
• Demolish side walls and removal of burden
• Install new taphole refractories
• Repair to dome refractories
• Gunite Shaft
• Execute and supervise all the on-site
installation works
• Quality control to all the installation works
• Monitor actual durations to planning
durations
• Monitor safety during the execution of
the project
• Quality control to all the installation works
• Monitor safety during the execution of
the project
Fa c t s & f i g u r e sProject . . . . . . . . . . . . . . . . . . . . Taphole Repair
Client . . . . . . ArcelorMittal Saldanha – Corex, South Africa
Duration . . . . . . . . . . . . . . . . . . . . . . . 36 days
Execution year . . . . . . . . . . . . . . . . . . . . . . 2011
Manhours . . . . . . . . . . . . . . . . . . . . . . . 5.500
Partners . . . . . . . . . . . . . ANMAR-BRS.Lizmontagens
ArcelorMittal Saldanha – Corex Taphole RepairBurden Removal and Taphole Repair (2 Sides).
Assist the client with the following:


For over a 100 years the name Steetley has
been synonymous with high quality Dolomitic
lime and dead burnt Dolomite products for
the steel industry. Steetley Dolomite Limited
is now an independent company owned by its
management. Steetley Dolomite specializes in
Dolomitic products for the steel industry and
is one of the leading producers in the world.
Fa c t s & f i g u r e sProject . Steetley Dolomite Limited preheater, kiln and cooler
Client . . . . . . . . . . . . . . . . Steetley Dolomite Limited
Design . . . . . . . . . . . . . . Preheater - METSO design
Kiln – Magnesita and Duferco design
Cooler – IKN design
Duration . . . . . . . . . . . . . . . . . . . . . . . 50 days
Execution year . . . . . . . . . . . . . . . . . . . . . 2013
Manhours . . . . . . . . . . . . . . . . . . . . . . 13.000
Steetley Dolomite Ltd. preheater, kiln and cooler

Steetley Dolomite invested £10 million for upgrading
W2 Kiln with a new preheater to give:
• Improved efficiency
• Reduced environmental impact
• Additional output
In parallel with the above also the Kiln and Cooler
refractory lining was replaced by HeatTeQ Refractories.
The complete project was executed within the time
frame given by the client.
Preheater 143 Mton material Installation period 23 days
Kiln 510 Mton material Installation period 11 days
Cooler 142 Mton material Installation period 10 days
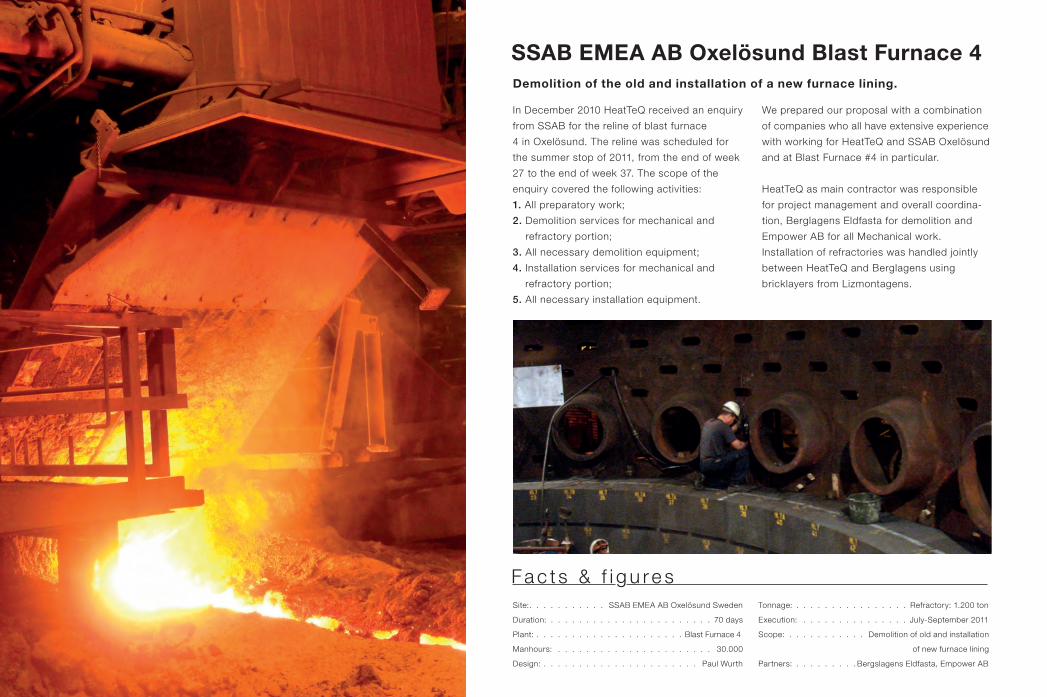
In December 2010 HeatTeQ received an enquiry
from SSAB for the reline of blast furnace
4 in Oxelösund. The reline was scheduled for
the summer stop of 2011, from the end of week
27 to the end of week 37. The scope of the
enquiry covered the following activities:
1. All preparatory work;
2. Demolition services for mechanical and
refractory portion;
3. All necessary demolition equipment;
4. Installation services for mechanical and
refractory portion;
5. All necessary installation equipment.
We prepared our proposal with a combination
of companies who all have extensive experience
with working for HeatTeQ and SSAB Oxelösund
and at Blast Furnace #4 in particular.
HeatTeQ as main contractor was responsible
for project management and overall coordina-
tion, Berglagens Eldfasta for demolition and
Empower AB for all Mechanical work.
Installation of refractories was handled jointly
between HeatTeQ and Berglagens using
bricklayers from Lizmontagens.
Fa c t s & f i g u r e sSite:. . . . . . . . . . . SSAB EMEA AB Oxelösund Sweden
Duration: . . . . . . . . . . . . . . . . . . . . . . . 70 days
Plant: . . . . . . . . . . . . . . . . . . . . . Blast Furnace 4
Manhours: . . . . . . . . . . . . . . . . . . . . . . 30.000
Design: . . . . . . . . . . . . . . . . . . . . . . Paul Wurth
Tonnage: . . . . . . . . . . . . . . . . Refractory: 1.200 ton
Execution: . . . . . . . . . . . . . . . July-September 2011
Scope: . . . . . . . . . . . Demolition of old and installation
of new furnace lining
Partners: . . . . . . . . . Bergslagens Eldfasta, Empower AB
SSAB EMEA AB Oxelösund Blast Furnace 4 Demolition of the old and installation of a new furnace lining.

On February 14, 2011 HeatTeQ was awarded the order
and preparations started with the design and fabrication
of auxiliary equipment. On July 7 the furnace blow
down started. After salamander tapping and quenching
demolition started and was completed on July 31 and
brick installation could start.
Installation was executed in parallel, working on 3 levels:
Level 1: Hearth, bosh and lower stack using
scaffolding erected on the furnace bottom.
Level 2: Middle and upper stack using a swinging
deck suspended from a fixed top platform.
Level 3: Throat armour and top cone from a fixed
top platform.
On September 25 refractory installation was completed
and handed over to SSAB. Mainly due to a salamander
which was considerably bigger than anticipated this was
about 10 days later than the scheduled completion date.
The project was completed with zero accidents and to
the total satisfaction of SSAB.
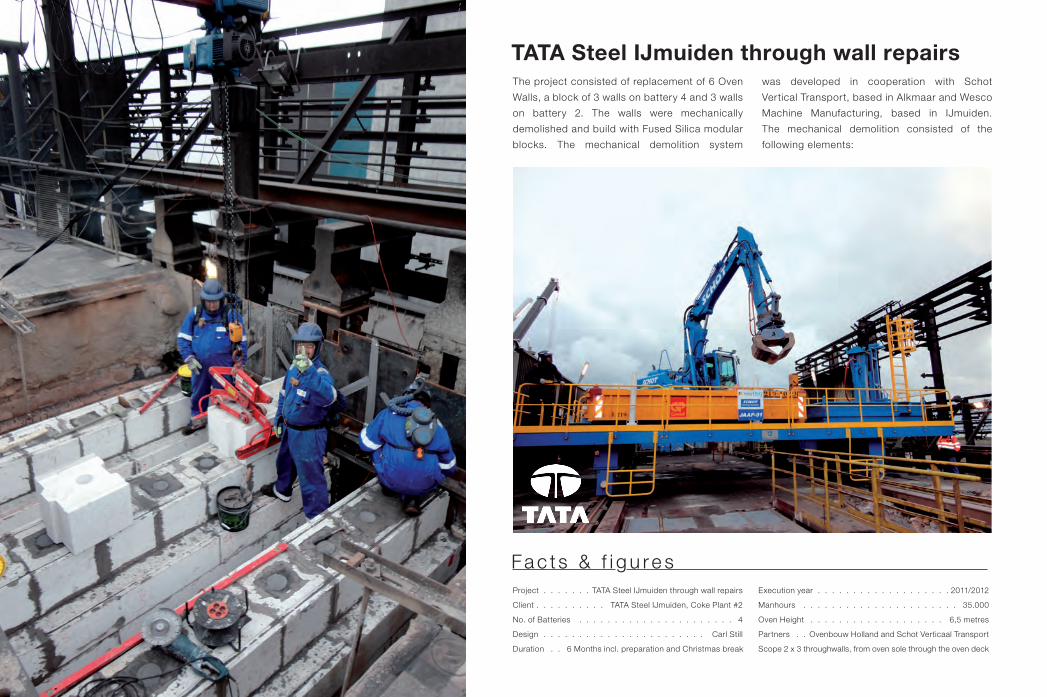
The project consisted of replacement of 6 Oven
Walls, a block of 3 walls on battery 4 and 3 walls
on battery 2. The walls were mechanically
demolished and build with Fused Silica modular
blocks. The mechanical demolition system
was developed in cooperation with Schot
Vertical Transport, based in Alkmaar and Wesco
Machine Manufacturing, based in IJmuiden.
The mechanical demolition consisted of the
following elements:
Fa c t s & f i g u r e sProject . . . . . . . TATA Steel IJmuiden through wall repairs
Client . . . . . . . . . . TATA Steel IJmuiden, Coke Plant #2
No. of Batteries . . . . . . . . . . . . . . . . . . . . . . 4
Design . . . . . . . . . . . . . . . . . . . . . . . Carl Still
Duration . . 6 Months incl. preparation and Christmas break
Execution year . . . . . . . . . . . . . . . . . . . 2011/2012
Manhours . . . . . . . . . . . . . . . . . . . . . . 35.000
Oven Height . . . . . . . . . . . . . . . . . . . 6,5 metres
Partners . . Ovenbouw Holland and Schot Verticaal Transport
Scope 2 x 3 throughwalls, from oven sole through the oven deck
TATA Steel IJmuiden through wall repairs
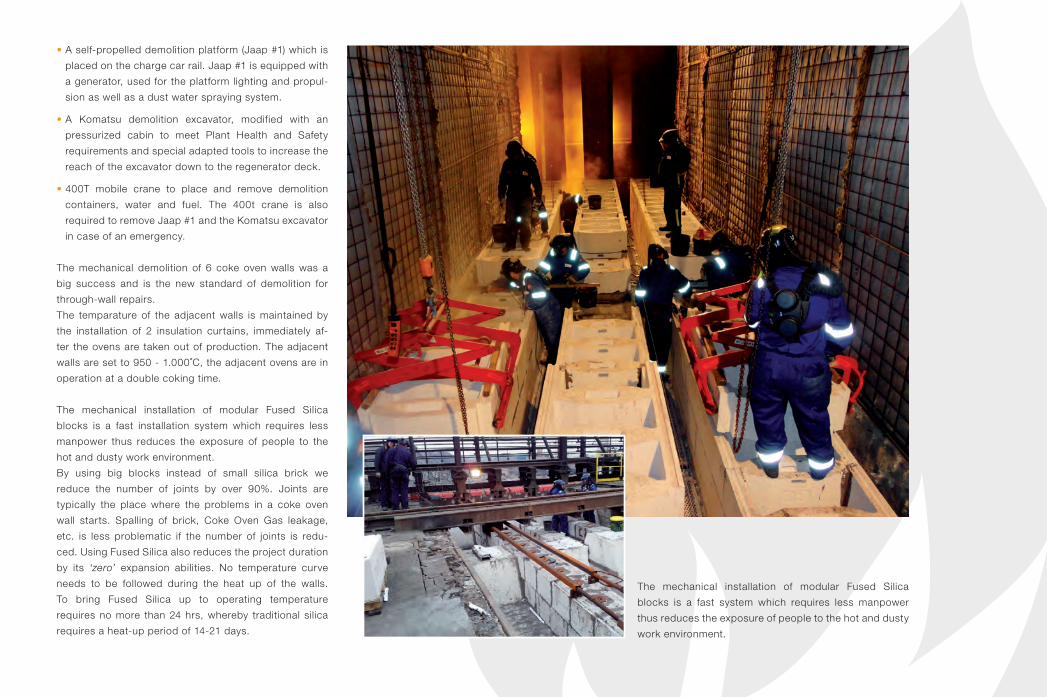
• A self-propelled demolition platform (Jaap #1) which is
placed on the charge car rail. Jaap #1 is equipped with
a generator, used for the platform lighting and propul-
sion as well as a dust water spraying system.
• A Komatsu demolition excavator, modified with an
pressurized cabin to meet Plant Health and Safety
requirements and special adapted tools to increase the
reach of the excavator down to the regenerator deck.
• 400T mobile crane to place and remove demolition
containers, water and fuel. The 400t crane is also
required to remove Jaap #1 and the Komatsu excavator
in case of an emergency.
The mechanical demolition of 6 coke oven walls was a
big success and is the new standard of demolition for
through-wall repairs.
The temparature of the adjacent walls is maintained by
the installation of 2 insulation curtains, immediately af-
ter the ovens are taken out of production. The adjacent
walls are set to 950 - 1.000˚C, the adjacent ovens are in
operation at a double coking time.
The mechanical installation of modular Fused Silica
blocks is a fast installation system which requires less
manpower thus reduces the exposure of people to the
hot and dusty work environment.
By using big blocks instead of small silica brick we
reduce the number of joints by over 90%. Joints are
typically the place where the problems in a coke oven
wall starts. Spalling of brick, Coke Oven Gas leakage,
etc. is less problematic if the number of joints is redu-
ced. Using Fused Silica also reduces the project duration
by its ‘zero’ expansion abilities. No temperature curve
needs to be followed during the heat up of the walls.
To bring Fused Silica up to operating temperature
requires no more than 24 hrs, whereby traditional silica
requires a heat-up period of 14-21 days.
The mechanical installation of modular Fused Silica
blocks is a fast system which requires less manpower
thus reduces the exposure of people to the hot and dusty
work environment.
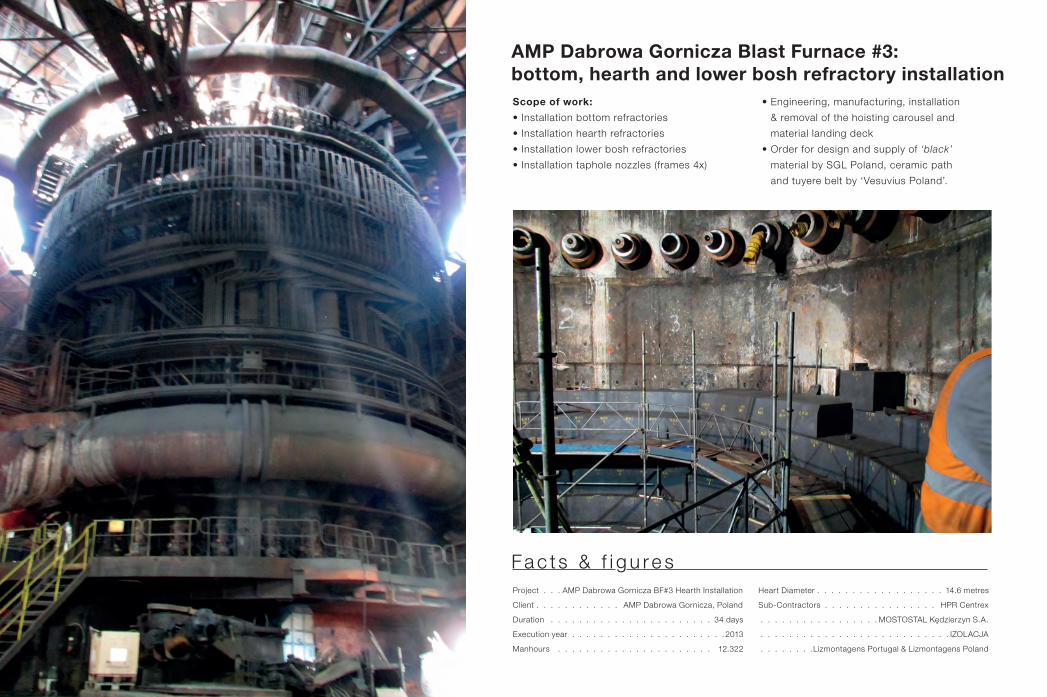
Scope of work:
• Installation bottom refractories
• Installation hearth refractories
• Installation lower bosh refractories
• Installation taphole nozzles (frames 4x)
• Engineering, manufacturing, installation
& removal of the hoisting carousel and
material landing deck
• Order for design and supply of ‘black’
material by SGL Poland, ceramic path
and tuyere belt by ‘Vesuvius Poland’.
Fa c t s & f i g u r e sProject . . . AMP Dabrowa Gornicza BF#3 Hearth Installation
Client . . . . . . . . . . . . AMP Dabrowa Gornicza, Poland
Duration . . . . . . . . . . . . . . . . . . . . . . . 34 days
Execution year . . . . . . . . . . . . . . . . . . . . . . 2013
Manhours . . . . . . . . . . . . . . . . . . . . . . 12.322
Heart Diameter . . . . . . . . . . . . . . . . . . 14.6 metres
Sub-Contractors . . . . . . . . . . . . . . . . HPR Centrex
. . . . . . . . . . . . . . . . . MOSTOSTAL Kedzierzyn S.A.
. . . . . . . . . . . . . . . . . . . . . . . . . . . IZOLACJA
. . . . . . . .Lizmontagens Portugal & Lizmontagens Poland
AMP Dabrowa Gornicza Blast Furnace #3: bottom, hearth and lower bosh refractory installation

HeatTeQ was awarded with the refractory installation
contract in September 2013. Preparation work started
immediately after, like engineering of the hoisting
carousel and landing deck, preparation health and
safety plan, quality control plan, selection of
mechanical contractor(s), etc.
The blow-down of the furnace was scheduled for
September 13 after which the demolition of the existing
refractories took place, followed by replacement of
bosh, belly and stack stave coolers.
Site preparation started on November 9, 2013 with a
small crew to unload/install equipment and transporting
the first layers of refractory material from the main store
to the daily store furthermore, the hoisting carousel and
landing deck have been installed.
On November 15, 2013, the furnace was handed over
to HeatTeQ for the refractory installation of the bottom
layers. Total weight of installed refractories 1.450 Mton
After completion of BL1 there was a planned standing
time of 5 days due to machining of top surface BL1
(done by SGL). After completion of the machining activities
and approval of the final survey results the hearth was
given back to HeatTeQ. All hearth ring layers, tuyere
belt & lower bosh materials were installed by using a
scaffold progressively erected during the installation.
On December 18 refractory installation and removal of
the hoisting carousel was completed and the hearth
handed over to AMP. The installation time was 4 days
shorter than the scheduled completion date. The project
was completed with zero accidents and to the total
satisfaction of AMP.




















