Xây dựng, áp dụng và chứng nhận hệ thống quản lý cho mô ...
10
Nhiệm vụ: “Xây dựng, áp dụng và chứng nhận hệ thống quản lý cho mô hình thí điểm theo tiêu chuẩn quốc tế ISO/TS 16949 và 5 công cụ chính” BÁO CÁO ĐÁNH GIÁ CHỨNG NHẬN GIAI ĐOẠN 2 THEO TIÊU CHUẨN ISO/ TS 16949:2009 BÁO CÁO KHÔNG PHÙ HỢP VÀ THEO DÕI ĐÁNH GIÁ KẾT QUẢ KHẮC PHỤC I. Thông tin chung - Công ty đánh giá: Công ty cổ phần cơ khí Phổ Yên - Nhà máy 1 - Chuyên gia đánh giá: o Mr. Jaranchai Kornkedmahachai – Mã số chuyên gia IATF: 3-US- 06.08.0482 o Parasian Simamora – Mã số chuyên gia IATF: 4-ADP14-05-2274 - Cán bộ dự án: Nguyễn Thị Hải Yến - Ngày đánh giá: 06-09.10.2014 - Hoạt động được đánh giá: sản xuất phụ tùng ô tô, xem máy ( Vòng Bi) - Tiêu chuẩn đánh giá: ISO/TS 16949:2009 - Loại hình đánh giá: Đánh giá giai đoạn 2 ( đánh giá chứng nhận) - Mục tiêu : Lập và theo dõi việc khắc phục các điểm không phù hợp II. Báo cáo không phù hợp và kế hoạch khắc phục Qua đánh giá phát hiện thấy có 06 điểm không phù hợp nhẹ cần tiến hành khắc phục trước khi phê duyệt và nhận chứng chỉ cụ thể theo bảng kèm theo:
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of Xây dựng, áp dụng và chứng nhận hệ thống quản lý cho mô ...
Nhiệm vụ: “Xây dựng, áp dụng và chứng nhận hệ thống quản lý cho mô hình thí
điểm theo tiêu chuẩn quốc tế ISO/TS 16949 và 5 công cụ chính”
BÁO CÁO ĐÁNH GIÁ CHỨNG NHẬN GIAI ĐOẠN 2
THEO TIÊU CHUẨN ISO/ TS 16949:2009
BÁO CÁO KHÔNG PHÙ HỢP VÀ THEO DÕI ĐÁNH GIÁ KẾT QUẢ
KHẮC PHỤC
I. Thông tin chung
- Công ty đánh giá: Công ty cổ phần cơ khí Phổ Yên - Nhà máy 1
- Chuyên gia đánh giá:
o Mr. Jaranchai Kornkedmahachai – Mã số chuyên gia IATF: 3-US-
06.08.0482
o Parasian Simamora – Mã số chuyên gia IATF: 4-ADP14-05-2274
- Cán bộ dự án: Nguyễn Thị Hải Yến
- Ngày đánh giá: 06-09.10.2014
- Hoạt động được đánh giá: sản xuất phụ tùng ô tô, xem máy ( Vòng Bi)
- Tiêu chuẩn đánh giá: ISO/TS 16949:2009
- Loại hình đánh giá: Đánh giá giai đoạn 2 ( đánh giá chứng nhận)
- Mục tiêu : Lập và theo dõi việc khắc phục các điểm không phù hợp
II. Báo cáo không phù hợp và kế hoạch khắc phục
Qua đánh giá phát hiện thấy có 06 điểm không phù hợp nhẹ cần tiến hành khắc
phục trước khi phê duyệt và nhận chứng chỉ cụ thể theo bảng kèm theo:
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
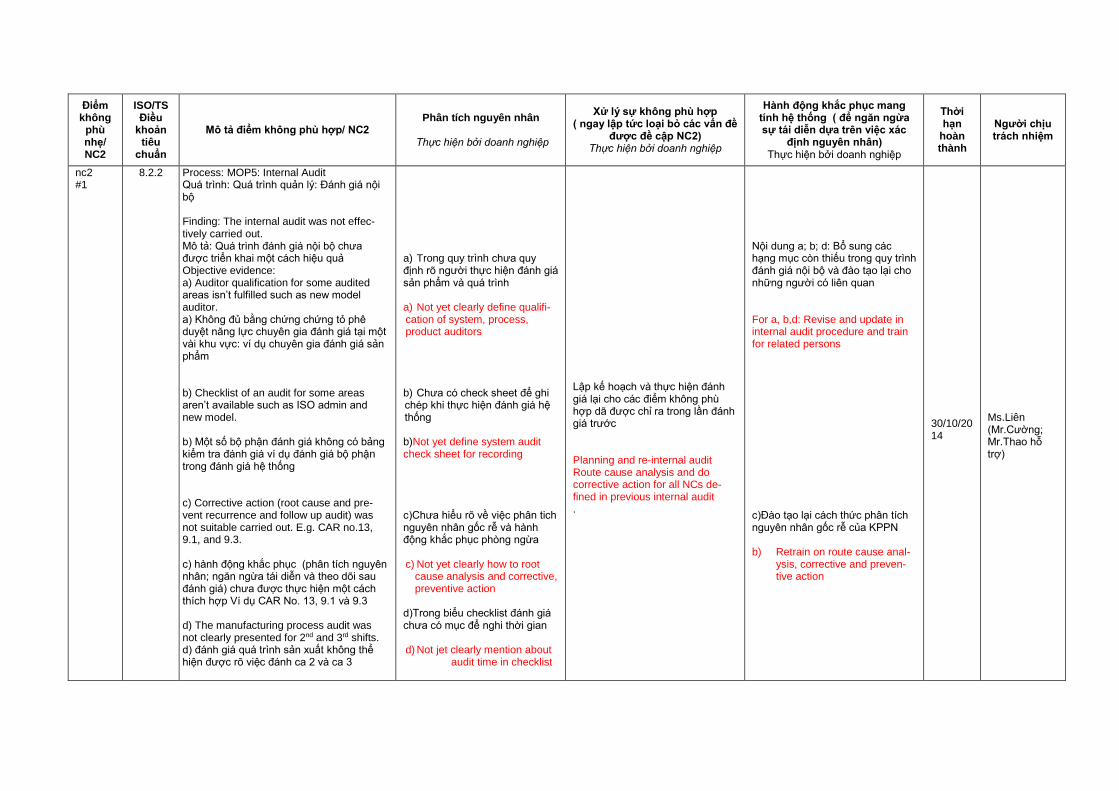
nc2 #1
8.2.2 Process: MOP5: Internal Audit Quá trình: Quá trình quản lý: Đánh giá nội bộ Finding: The internal audit was not effec-tively carried out. Mô tả: Quá trình đánh giá nội bộ chưa được triển khai một cách hiệu quả Objective evidence: a) Auditor qualification for some audited areas isn’t fulfilled such as new model auditor. a) Không đủ bằng chứng chứng tỏ phê duyệt năng lực chuyên gia đánh giá tại một vài khu vực: ví dụ chuyên gia đánh giá sản phẩm b) Checklist of an audit for some areas aren’t available such as ISO admin and new model. b) Một số bộ phận đánh giá không có bảng kiểm tra đánh giá ví dụ đánh giá bộ phận trong đánh giá hệ thống c) Corrective action (root cause and pre-vent recurrence and follow up audit) was not suitable carried out. E.g. CAR no.13, 9.1, and 9.3. c) hành động khắc phục (phân tích nguyên nhân; ngăn ngừa tái diễn và theo dõi sau đánh giá) chưa được thực hiện một cách thích hợp Ví dụ CAR No. 13, 9.1 và 9.3 d) The manufacturing process audit was not clearly presented for 2nd and 3rd shifts. d) đánh giá quá trình sản xuất không thể hiện được rõ việc đánh ca 2 và ca 3
a) Trong quy trình chưa quy định rõ người thực hiện đánh giá sản phẩm và quá trình a) Not yet clearly define qualifi-cation of system, process, product auditors b) Chưa có check sheet để ghi chép khi thực hiện đánh giá hệ thống b)Not yet define system audit check sheet for recording c)Chưa hiểu rõ về việc phân tich nguyên nhân gốc rễ và hành động khắc phục phòng ngừa c) Not yet clearly how to root
cause analysis and corrective, preventive action
d)Trong biểu checklist đánh giá chưa có mục để nghi thời gian d) Not jet clearly mention about
audit time in checklist
Lập kế hoạch và thực hiện đánh giá lại cho các điểm không phù hợp dã được chỉ ra trong lần đánh giá trước Planning and re-internal audit Route cause analysis and do corrective action for all NCs de-fined in previous internal audit .
Nội dung a; b; d: Bổ sung các hạng mục còn thiếu trong quy trình đánh giá nội bộ và đào tạo lại cho những người có liên quan For a, b,d: Revise and update in internal audit procedure and train for related persons c)Đào tạo lại cách thức phân tích nguyên nhân gốc rễ của KPPN b) Retrain on route cause anal-
ysis, corrective and preven-tive action
30/10/2014
Ms.Liên (Mr.Cường; Mr.Thao hỗ trợ)
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
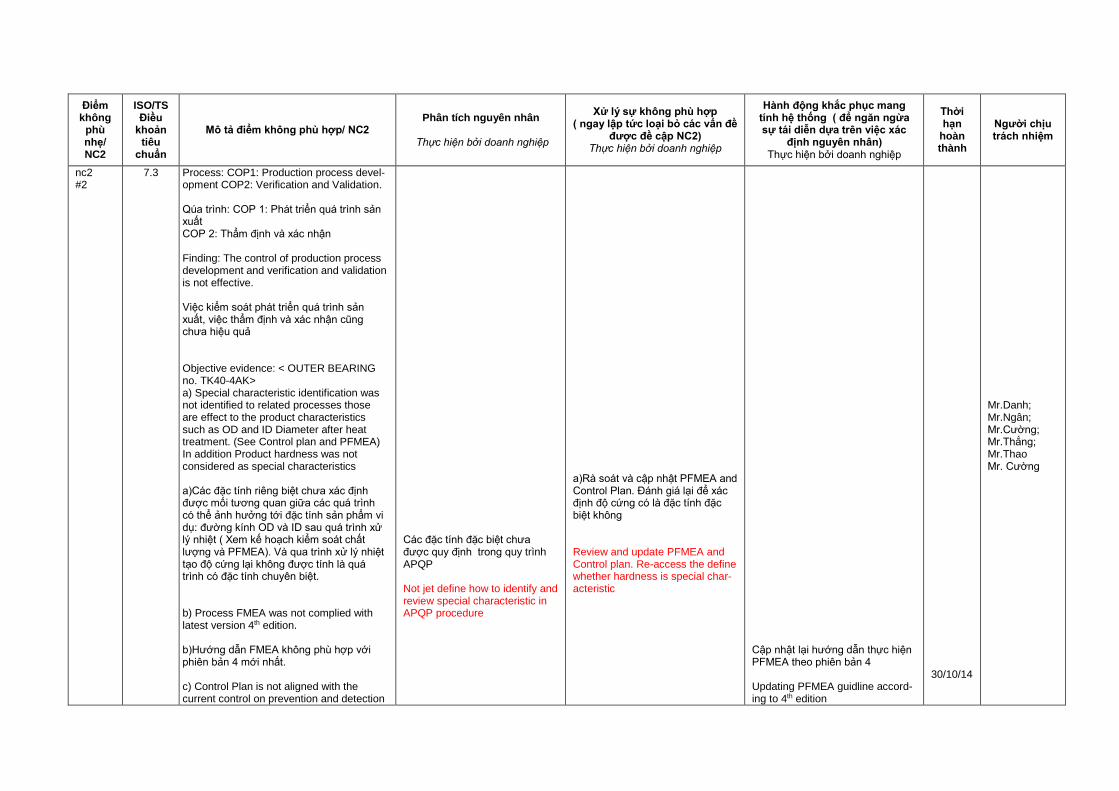
nc2 #2
7.3 Process: COP1: Production process devel-opment COP2: Verification and Validation. Qúa trình: COP 1: Phát triển quá trình sản xuất COP 2: Thẩm định và xác nhận Finding: The control of production process development and verification and validation is not effective. Việc kiểm soát phát triển quá trình sản xuất, việc thẩm định và xác nhận cũng chưa hiệu quả Objective evidence: < OUTER BEARING no. TK40-4AK> a) Special characteristic identification was not identified to related processes those are effect to the product characteristics such as OD and ID Diameter after heat treatment. (See Control plan and PFMEA) In addition Product hardness was not considered as special characteristics a)Các đặc tính riêng biệt chưa xác định được mối tương quan giữa các quá trình có thể ảnh hưởng tới đặc tính sản phẩm vi dụ: đường kính OD và ID sau quá trình xử lý nhiệt ( Xem kế hoạch kiểm soát chất lượng và PFMEA). Và qua trình xử lý nhiệt tạo độ cứng lại không được tính là quá trình có đặc tính chuyên biệt. b) Process FMEA was not complied with latest version 4th edition. b)Hướng dẫn FMEA không phù hợp với phiên bản 4 mới nhất. c) Control Plan is not aligned with the current control on prevention and detection
Các đặc tính đặc biệt chưa được quy định trong quy trình APQP Not jet define how to identify and review special characteristic in APQP procedure
a)Rà soát và cập nhật PFMEA and Control Plan. Đánh giá lại để xác định độ cứng có là đặc tính đặc biệt không Review and update PFMEA and Control plan. Re-access the define whether hardness is special char-acteristic
Cập nhật lại hướng dẫn thực hiện PFMEA theo phiên bản 4 Updating PFMEA guidline accord-ing to 4th edition
30/10/14
Mr.Danh; Mr.Ngân; Mr.Cường; Mr.Thắng; Mr.Thao Mr. Cường
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
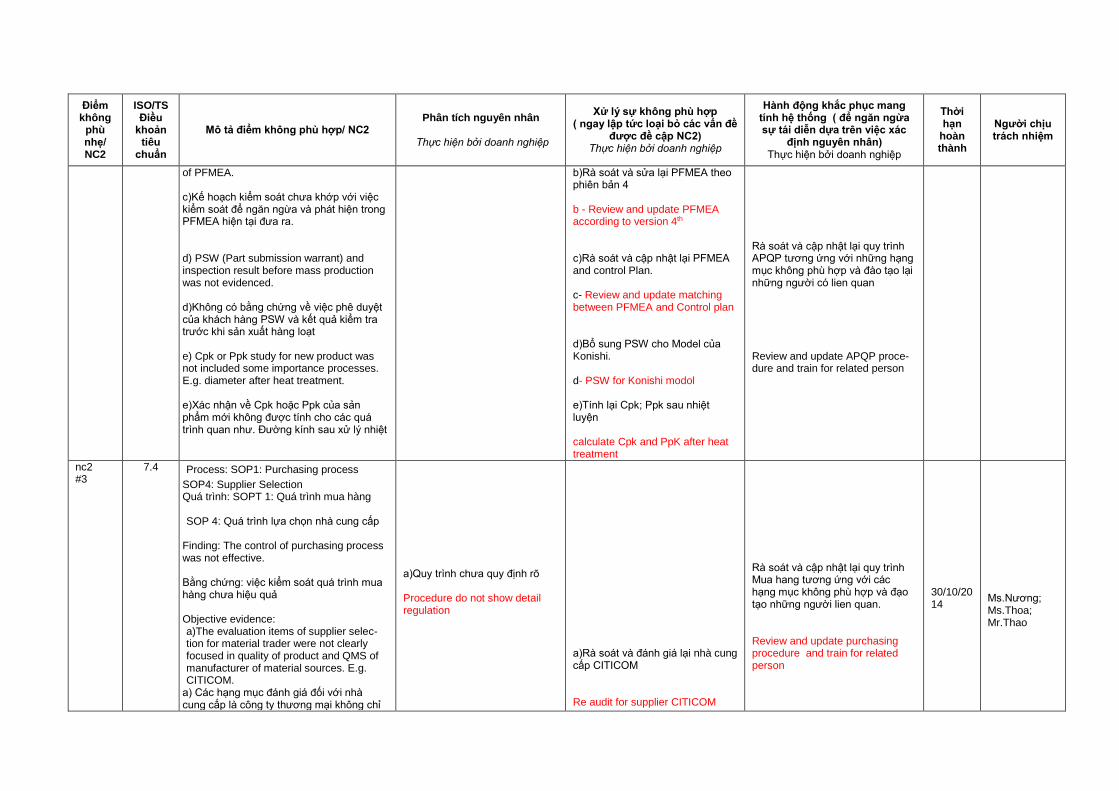
of PFMEA. c)Kế hoạch kiểm soát chưa khớp với việc kiểm soát để ngăn ngừa và phát hiện trong PFMEA hiện tại đưa ra. d) PSW (Part submission warrant) and inspection result before mass production was not evidenced. d)Không có bằng chứng về việc phê duyệt của khách hàng PSW và kết quả kiểm tra trước khi sản xuất hàng loạt e) Cpk or Ppk study for new product was not included some importance processes. E.g. diameter after heat treatment. e)Xác nhận về Cpk hoặc Ppk của sản phẩm mới không được tính cho các quá trình quan như. Đường kính sau xử lý nhiệt
b)Rà soát và sửa lại PFMEA theo phiên bản 4 b - Review and update PFMEA according to version 4th c)Rà soát và cập nhật lại PFMEA and control Plan. c- Review and update matching between PFMEA and Control plan d)Bổ sung PSW cho Model của Konishi. d- PSW for Konishi modol e)Tính lại Cpk; Ppk sau nhiệt luyện calculate Cpk and PpK after heat treatment
Rà soát và cập nhật lại quy trình APQP tương ứng với những hạng mục không phù hợp và đào tạo lại những người có lien quan Review and update APQP proce-dure and train for related person
nc2 #3
7.4 Process: SOP1: Purchasing process
SOP4: Supplier Selection Quá trình: SOPT 1: Quá trình mua hàng SOP 4: Quá trình lựa chọn nhà cung cấp
Finding: The control of purchasing process was not effective. Bằng chứng: việc kiểm soát quá trình mua hàng chưa hiệu quả Objective evidence: a)The evaluation items of supplier selec-tion for material trader were not clearly focused in quality of product and QMS of manufacturer of material sources. E.g. CITICOM.
a) Các hạng mục đánh giá đối với nhà cung cấp là công ty thương mại không chỉ
a)Quy trình chưa quy định rõ Procedure do not show detail regulation
a)Rà soát và đánh giá lại nhà cung cấp CITICOM Re audit for supplier CITICOM
Rà soát và cập nhật lại quy trình Mua hang tương ứng với các hạng mục không phù hợp và đạo tạo những người lien quan. Review and update purchasing procedure and train for related person
30/10/2014
Ms.Nương; Ms.Thoa; Mr.Thao
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
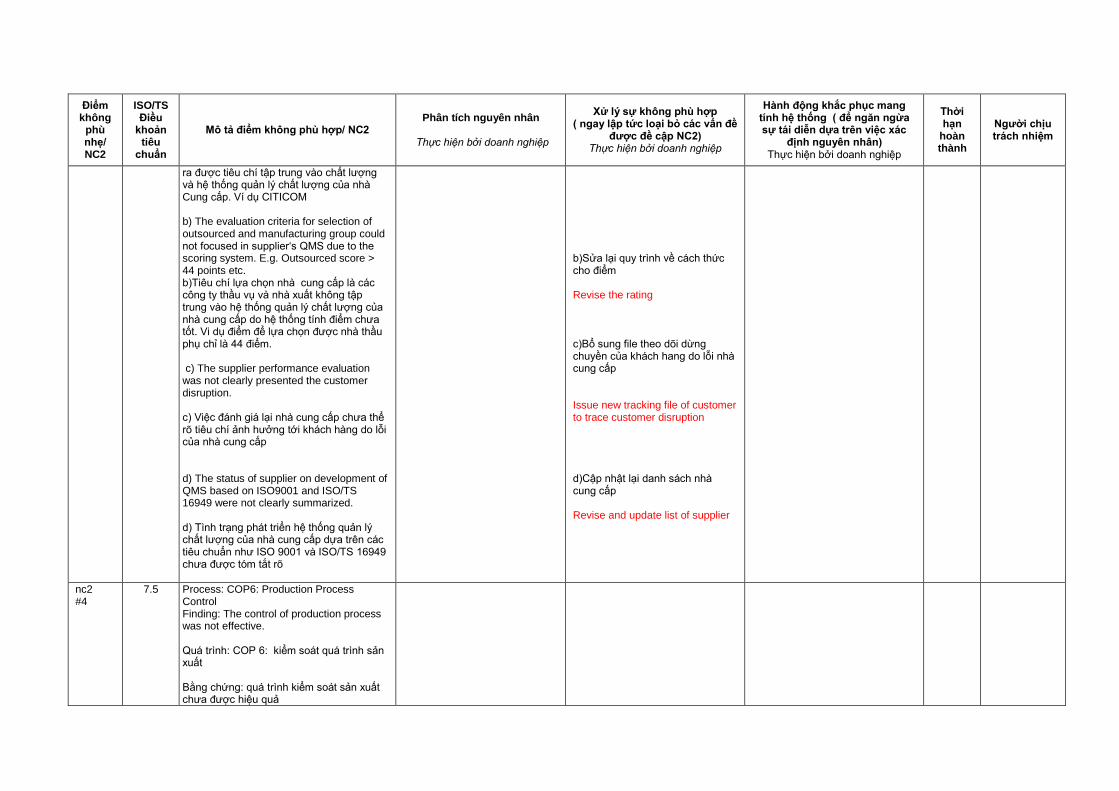
ra được tiêu chí tập trung vào chất lượng và hệ thống quản lý chất lượng của nhà Cung cấp. Ví dụ CITICOM
b) The evaluation criteria for selection of outsourced and manufacturing group could not focused in supplier‘s QMS due to the scoring system. E.g. Outsourced score > 44 points etc. b)Tiêu chí lựa chọn nhà cung cấp là các công ty thầu vụ và nhà xuất không tập trung vào hệ thống quản lý chất lượng của nhà cung cấp do hệ thống tính điểm chưa tốt. Vi dụ điểm để lựa chọn được nhà thầu phụ chỉ là 44 điểm. c) The supplier performance evaluation was not clearly presented the customer disruption. c) Việc đánh giá lại nhà cung cấp chưa thể rõ tiêu chí ảnh hưởng tới khách hàng do lỗi của nhà cung cấp d) The status of supplier on development of QMS based on ISO9001 and ISO/TS 16949 were not clearly summarized. d) Tình trạng phát triển hệ thống quản lý chất lượng của nhà cung cấp dựa trên các tiêu chuẩn như ISO 9001 và ISO/TS 16949 chưa được tóm tắt rõ
b)Sửa lại quy trình về cách thức cho điểm Revise the rating c)Bổ sung file theo dõi dừng chuyền của khách hang do lỗi nhà cung cấp Issue new tracking file of customer to trace customer disruption d)Cập nhật lại danh sách nhà cung cấp Revise and update list of supplier
nc2 #4
7.5 Process: COP6: Production Process Control Finding: The control of production process was not effective. Quá trình: COP 6: kiểm soát quá trình sản xuất Bằng chứng: quá trình kiểm soát sản xuất chưa được hiệu quả
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
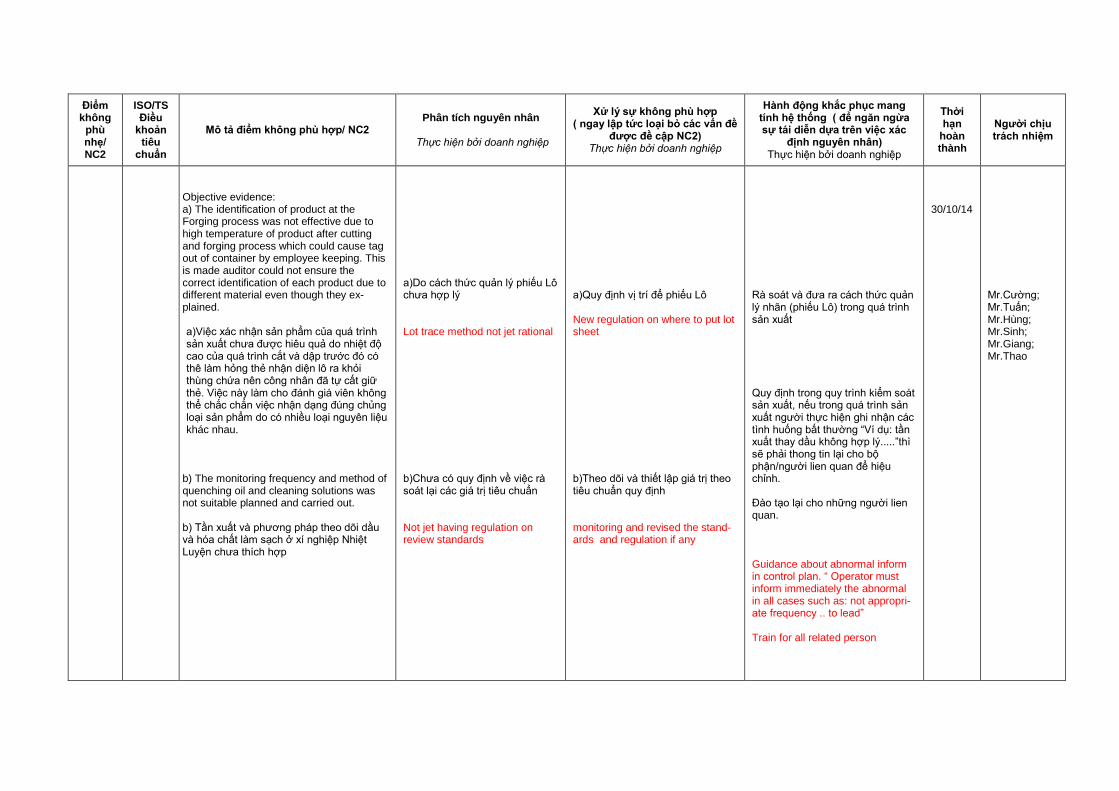
Objective evidence: a) The identification of product at the Forging process was not effective due to high temperature of product after cutting and forging process which could cause tag out of container by employee keeping. This is made auditor could not ensure the correct identification of each product due to different material even though they ex-plained. a)Việc xác nhận sản phẩm của quá trình sản xuất chưa được hiêu quả do nhiệt độ cao của quá trình cắt và dập trước đó có thê làm hỏng thẻ nhận diện lô ra khỏi thùng chứa nên công nhân đã tự cất giữ thẻ. Việc này làm cho đánh giá viên không thể chắc chắn việc nhận dạng đúng chủng loại sản phẩm do có nhiều loại nguyên liệu khác nhau.
b) The monitoring frequency and method of quenching oil and cleaning solutions was not suitable planned and carried out. b) Tần xuất và phương pháp theo dõi dầu và hóa chất làm sạch ở xí nghiệp Nhiệt Luyện chưa thích hợp
a)Do cách thức quản lý phiếu Lô chưa hợp lý Lot trace method not jet rational b)Chưa có quy định về việc rà soát lại các giá trị tiêu chuẩn Not jet having regulation on review standards
a)Quy định vị trí để phiếu Lô New regulation on where to put lot sheet b)Theo dõi và thiết lập giá trị theo tiêu chuẩn quy định monitoring and revised the stand-ards and regulation if any
Rà soát và đưa ra cách thức quản lý nhãn (phiếu Lô) trong quá trình sản xuất Quy định trong quy trình kiểm soát sản xuất, nếu trong quá trình sản xuất người thực hiện ghi nhận các tình huống bất thường “Ví dụ: tần xuất thay dầu không hợp lý.....”thì sẽ phải thong tin lại cho bộ phận/người lien quan để hiệu chỉnh. Đào tạo lại cho những người lien quan. Guidance about abnormal inform in control plan. “ Operator must inform immediately the abnormal in all cases such as: not appropri-ate frequency .. to lead” Train for all related person
30/10/14
Mr.Cường; Mr.Tuấn; Mr.Hùng; Mr.Sinh; Mr.Giang; Mr.Thao
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
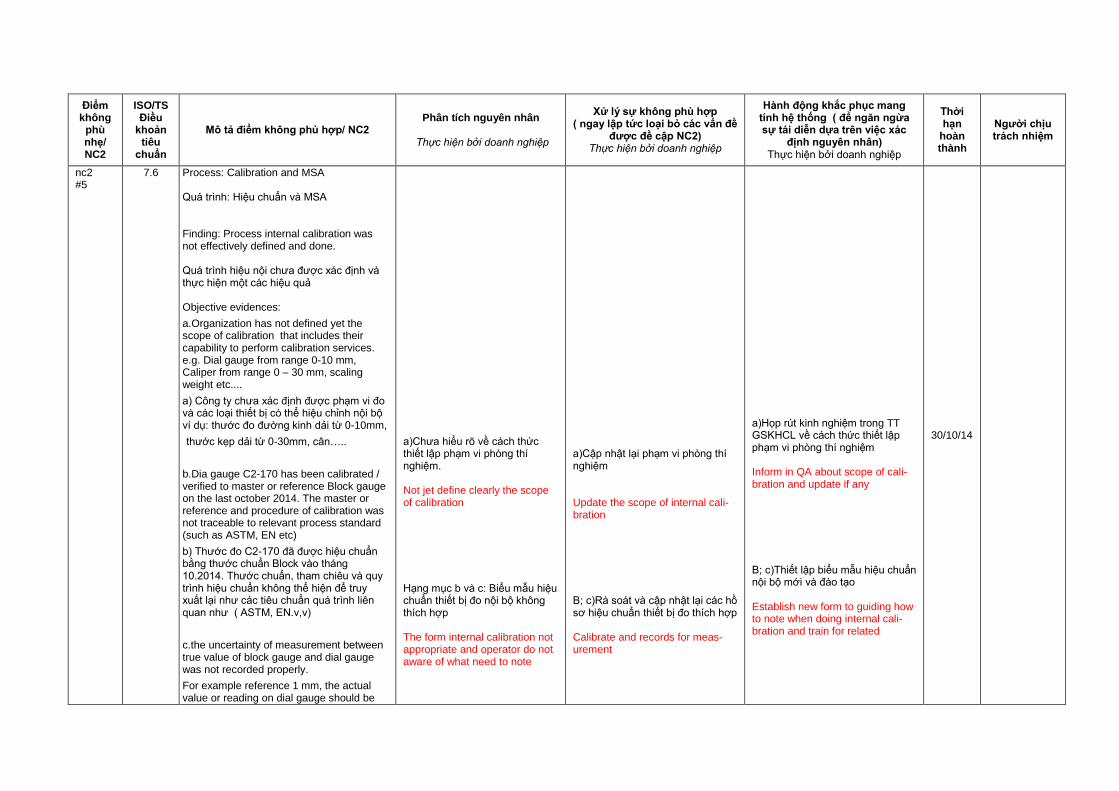
nc2 #5
7.6 Process: Calibration and MSA Quá trình: Hiệu chuẩn và MSA Finding: Process internal calibration was not effectively defined and done. Quá trình hiệu nội chưa được xác định và thực hiện một các hiệu quả Objective evidences:
a.Organization has not defined yet the scope of calibration that includes their capability to perform calibration services. e.g. Dial gauge from range 0-10 mm, Caliper from range 0 – 30 mm, scaling weight etc....
a) Công ty chưa xác định được phạm vi đo và các loại thiết bị có thể hiệu chỉnh nội bộ ví dụ: thước đo đường kinh dải từ 0-10mm,
thước kẹp dải từ 0-30mm, cân…..
b.Dia gauge C2-170 has been calibrated / verified to master or reference Block gauge on the last october 2014. The master or reference and procedure of calibration was not traceable to relevant process standard (such as ASTM, EN etc)
b) Thước đo C2-170 đã được hiệu chuẩn bằng thước chuẩn Block vào tháng 10.2014. Thước chuẩn, tham chiêu và quy trình hiệu chuẩn không thể hiện để truy xuất lại như các tiêu chuẩn quá trình liên quan như ( ASTM, EN.v,v)
c.the uncertainty of measurement between true value of block gauge and dial gauge was not recorded properly.
For example reference 1 mm, the actual value or reading on dial gauge should be
a)Chưa hiểu rõ về cách thức thiết lập phạm vi phòng thí nghiệm. Not jet define clearly the scope of calibration Hạng mục b và c: Biểu mẫu hiệu chuẩn thiết bị đo nội bộ không thích hợp The form internal calibration not appropriate and operator do not aware of what need to note
a)Cập nhật lại phạm vi phòng thí nghiệm Update the scope of internal cali-bration B; c)Rà soát và cập nhật lại các hồ sơ hiệu chuẩn thiết bị đo thích hợp Calibrate and records for meas-urement
a)Họp rút kinh nghiệm trong TT GSKHCL về cách thức thiết lập phạm vi phòng thí nghiệm Inform in QA about scope of cali-bration and update if any B; c)Thiết lập biểu mẫu hiệu chuẩn nội bộ mới và đào tạo Establish new form to guiding how to note when doing internal cali-bration and train for related
30/10/14
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
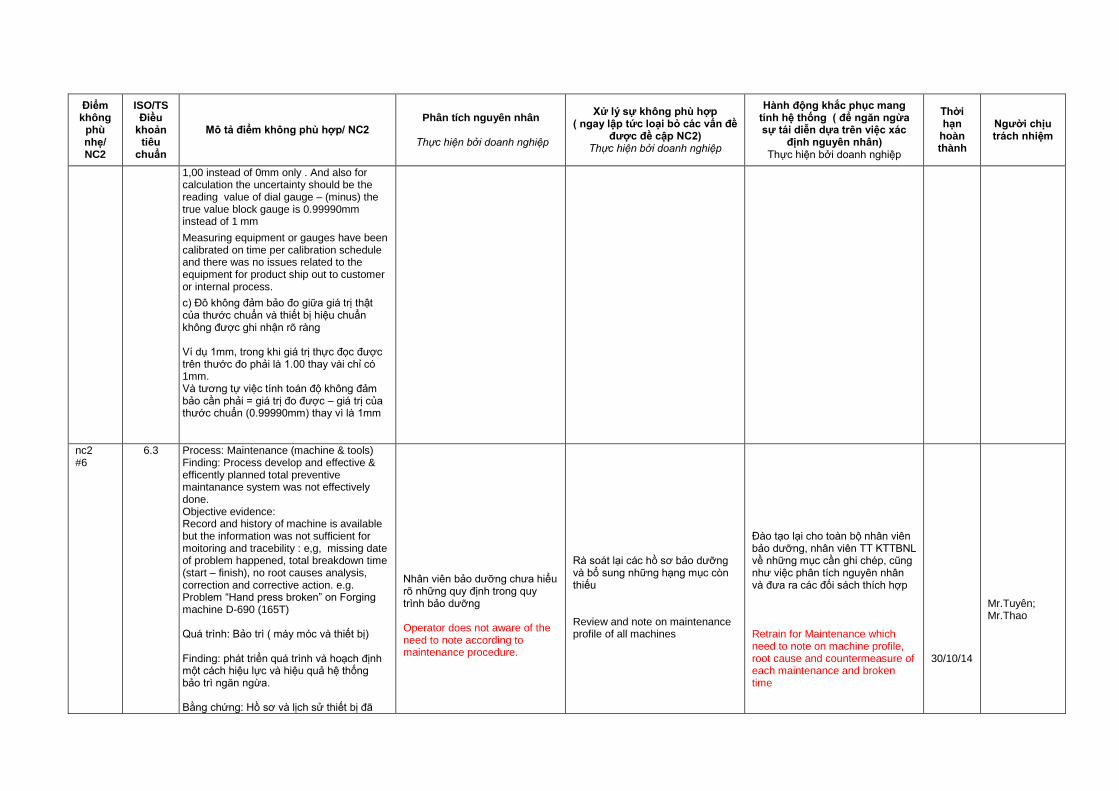
1,00 instead of 0mm only . And also for calculation the uncertainty should be the reading value of dial gauge – (minus) the true value block gauge is 0.99990mm instead of 1 mm
Measuring equipment or gauges have been calibrated on time per calibration schedule and there was no issues related to the equipment for product ship out to customer or internal process.
c) Đô không đảm bảo đo giữa giá trị thật của thước chuẩn và thiết bị hiệu chuẩn không được ghi nhận rõ ràng Ví dụ 1mm, trong khi giá trị thực đọc được trên thước đo phải là 1.00 thay vài chỉ có 1mm. Và tương tự việc tính toán độ không đảm bảo cần phải = giá trị đo được – giá trị của thước chuẩn (0.99990mm) thay vì là 1mm
nc2 #6
6.3
Process: Maintenance (machine & tools) Finding: Process develop and effective & efficently planned total preventive maintanance system was not effectively done. Objective evidence: Record and history of machine is available but the information was not sufficient for moitoring and tracebility : e,g, missing date of problem happened, total breakdown time (start – finish), no root causes analysis, correction and corrective action. e.g. Problem “Hand press broken” on Forging machine D-690 (165T) Quá trình: Bảo trì ( máy móc và thiết bị) Finding: phát triển quá trình và hoạch định một cách hiệu lực và hiệu quả hệ thống bảo trì ngăn ngừa. Bằng chứng: Hồ sơ và lịch sử thiết bị đã
Nhân viên bảo dưỡng chưa hiểu rõ những quy định trong quy trình bảo dưỡng Operator does not aware of the need to note according to maintenance procedure.
Rà soát lại các hồ sơ bảo dưỡng và bổ sung những hạng mục còn thiếu Review and note on maintenance profile of all machines
Đào tạo lại cho toàn bộ nhân viên bảo dưỡng, nhân viên TT KTTBNL về những mục cần ghi chép, cũng như việc phân tích nguyên nhân và đưa ra các đối sách thích hợp Retrain for Maintenance which need to note on machine profile, root cause and countermeasure of each maintenance and broken time
30/10/14
Mr.Tuyên; Mr.Thao
Điểm không
phù nhẹ/ NC2
ISO/TS Điều
khoản tiêu
chuẩn
Mô tả điểm không phù hợp/ NC2 Phân tích nguyên nhân
Thực hiện bởi doanh nghiệp
Xử lý sự không phù hợp ( ngay lập tức loại bỏ các vấn đề
được đề cập NC2) Thực hiện bởi doanh nghiệp
Hành động khắc phục mang tính hệ thống ( để ngăn ngừa sự tái diễn dựa trên việc xác
định nguyên nhân) Thực hiện bởi doanh nghiệp
Thời hạn
hoàn thành
Người chịu trách nhiệm
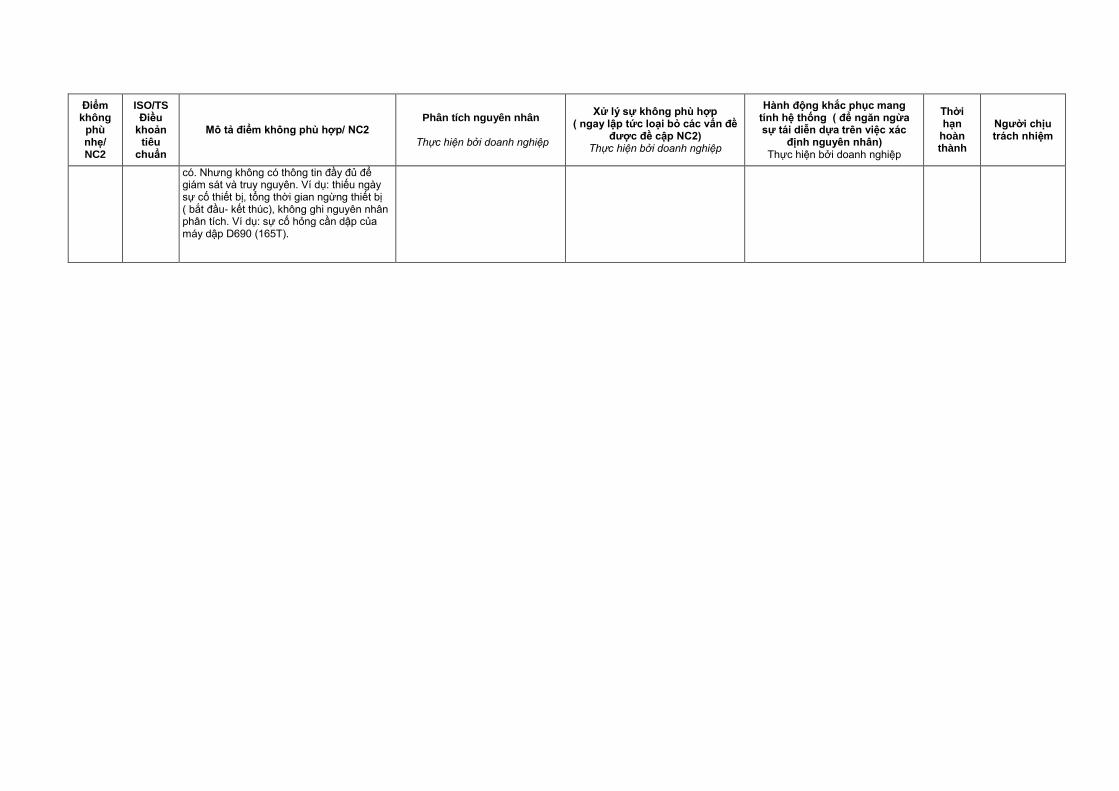
có. Nhưng không có thông tin đầy đủ để giám sát và truy nguyên. Ví dụ: thiếu ngày sự cố thiết bị, tổng thời gian ngừng thiết bị ( bắt đầu- kết thúc), không ghi nguyên nhân phân tích. Ví dụ: sự cố hỏng cần dập của máy dập D690 (165T).

III. Theo dõi và đánh giá kết quả hành động khắc phục
Ngày 30.10.2014, chuyên gia đánh giá trưởng đã tiếp nhận bằng chứng khắc phục phòng ngừa theo kế hoạch nêu trên. Các bằng
chứng khắc phục đã thỏa đáng và đoàn đánh giá đã lập báo cáo kiến nghị hội đồng chứng nhận ra quyết định công nhận kết quả
và cấp chứng chỉ.
IV. Bằng chứng khắc phục của khách hàng.
(theo file đính kèm báo cáo)