Waste Heat Recovery in Automotive Paint Shop via ... - MDPI
18
Citation: Daniarta, S.; Kolasi ´ nski, P.; Rogosz, B. Waste Heat Recovery in Automotive Paint Shop via Organic Rankine Cycle and Thermal Energy Storage System—Selected Thermodynamic Issues. Energies 2022, 15, 2239. https://doi.org/ 10.3390/en15062239 Academic Editors: Alessia Arteconi, Marco Marengo and Andrea De Pascale Received: 28 December 2021 Accepted: 16 March 2022 Published: 18 March 2022 Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affil- iations. Copyright: © 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https:// creativecommons.org/licenses/by/ 4.0/). energies Article Waste Heat Recovery in Automotive Paint Shop via Organic Rankine Cycle and Thermal Energy Storage System—Selected Thermodynamic Issues Sindu Daniarta 1,2, * , Piotr Kolasi ´ nski 1, * and Barbara Rogosz 3 1 Department of Thermodynamics and Renewable Energy Sources, Faculty of Mechanical and Power Engineering, Wroclaw University of Science and Technology, Wybrze˙ ze Wyspia ´ nskiego 27, 50-370 Wroclaw, Poland 2 Department of Energy Engineering, Faculty of Mechanical Engineering, Budapest University of Technology and Economics, M ˝ uegyetem rkp. 3, H-1111 Budapest, Hungary 3 “Poltegor—Instytut” Instytut Górnictwa Odkrywkowego, Parkowa 25, 51-616 Wroclaw, Poland; [email protected] * Correspondence: [email protected] (S.D.); [email protected] (P.K.) Abstract: Baking ovens are necessary to be installed in a paint shop of assembly automotive man- ufacturers for drying the paint of automotive bodies (i.e., in the coating process). In this process, a large amount of heat is provided by burning the natural gas in the gas burner. Practically, the design of the heat confinement in the oven is often poor, which results in considerable heat losses (i.e., waste heat) which are released during the drying process and significantly raise the temperature of a working environment thereby lowering the thermal comfort of the factory staff. To address this issue and limit the waste heat transfer to the surroundings, the application of a waste heat recovery system of a specific design employing the organic Rankine cycle (ORC) may be a viable alternative solution. A combined design of such a system utilizing an evaporator and thermal energy storage (TES) device in a simple ORC layout will be discussed in this article. The obtained simulation result was computed using MATLAB coupled with thermophysical properties libraries, i.e., CoolProp. The obtained results indicate that the sustainability of the studied system scheme appears to be favorably implemented in the selected paint shop and may benefit to lower the temperature of the working area, improve the thermal comfort of factory staff and at the same time produce electricity since some car/automotive manufacturers likely run the production for over 20 hours per day. Keywords: ORC; TES; waste heat recovery; automotive paint shop 1. Introduction The global economy is currently facing issues related to increased consumption and costs of energy, materials and fuels which is especially affecting many energy-intensive industries. Therefore, measures aimed at increasing the energy efficiency of industry are nowadays of great importance. One of the possible ways to reduce the energy intensity of the different industrial processes is the use of waste energy. Among different waste energy sources which are released in the industry, waste heat sources are particularly promising for recovery. The waste heat is relatively easy to use and can be converted into other forms of energy (such as electricity, cold, or process heat) [1–3]. For this purpose, various machines and energy devices (for example recuperators or organic Rankine cycle (ORC) systems) can be applied [4,5]. Waste heat is usually released from hot surfaces of machines and equipment, or it is accumulated and carried by mediums that have high internal energy and are not used and waste heat is therefore dissipated into the surroundings and lost. Waste heat sources are specific due to their irregular release (which is mainly caused by the periodicity of industrial processes) and floating output and thermal characteristics. Energies 2022, 15, 2239. https://doi.org/10.3390/en15062239 https://www.mdpi.com/journal/energies
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Waste Heat Recovery in Automotive Paint Shop via ... - MDPI

�����������������
Citation: Daniarta, S.; Kolasinski, P.;
Rogosz, B. Waste Heat Recovery in
Automotive Paint Shop via Organic
Rankine Cycle and Thermal Energy
Storage System—Selected
Thermodynamic Issues. Energies
2022, 15, 2239. https://doi.org/
10.3390/en15062239
Academic Editors: Alessia Arteconi,
Marco Marengo and Andrea De
Pascale
Received: 28 December 2021
Accepted: 16 March 2022
Published: 18 March 2022
Publisher’s Note: MDPI stays neutral
with regard to jurisdictional claims in
published maps and institutional affil-
iations.
Copyright: © 2022 by the authors.
Licensee MDPI, Basel, Switzerland.
This article is an open access article
distributed under the terms and
conditions of the Creative Commons
Attribution (CC BY) license (https://
creativecommons.org/licenses/by/
4.0/).
energies
Article
Waste Heat Recovery in Automotive Paint Shop via OrganicRankine Cycle and Thermal Energy Storage System—SelectedThermodynamic IssuesSindu Daniarta 1,2,* , Piotr Kolasinski 1,* and Barbara Rogosz 3
1 Department of Thermodynamics and Renewable Energy Sources, Faculty of Mechanical andPower Engineering, Wrocław University of Science and Technology, Wybrzeze Wyspianskiego 27,50-370 Wrocław, Poland
2 Department of Energy Engineering, Faculty of Mechanical Engineering, Budapest University of Technologyand Economics, Muegyetem rkp. 3, H-1111 Budapest, Hungary
3 “Poltegor—Instytut” Instytut Górnictwa Odkrywkowego, Parkowa 25, 51-616 Wrocław, Poland;[email protected]
* Correspondence: [email protected] (S.D.); [email protected] (P.K.)
Abstract: Baking ovens are necessary to be installed in a paint shop of assembly automotive man-ufacturers for drying the paint of automotive bodies (i.e., in the coating process). In this process,a large amount of heat is provided by burning the natural gas in the gas burner. Practically, thedesign of the heat confinement in the oven is often poor, which results in considerable heat losses(i.e., waste heat) which are released during the drying process and significantly raise the temperatureof a working environment thereby lowering the thermal comfort of the factory staff. To address thisissue and limit the waste heat transfer to the surroundings, the application of a waste heat recoverysystem of a specific design employing the organic Rankine cycle (ORC) may be a viable alternativesolution. A combined design of such a system utilizing an evaporator and thermal energy storage(TES) device in a simple ORC layout will be discussed in this article. The obtained simulation resultwas computed using MATLAB coupled with thermophysical properties libraries, i.e., CoolProp. Theobtained results indicate that the sustainability of the studied system scheme appears to be favorablyimplemented in the selected paint shop and may benefit to lower the temperature of the workingarea, improve the thermal comfort of factory staff and at the same time produce electricity since somecar/automotive manufacturers likely run the production for over 20 hours per day.
Keywords: ORC; TES; waste heat recovery; automotive paint shop
1. Introduction
The global economy is currently facing issues related to increased consumption andcosts of energy, materials and fuels which is especially affecting many energy-intensiveindustries. Therefore, measures aimed at increasing the energy efficiency of industry arenowadays of great importance. One of the possible ways to reduce the energy intensity ofthe different industrial processes is the use of waste energy. Among different waste energysources which are released in the industry, waste heat sources are particularly promising forrecovery. The waste heat is relatively easy to use and can be converted into other forms ofenergy (such as electricity, cold, or process heat) [1–3]. For this purpose, various machinesand energy devices (for example recuperators or organic Rankine cycle (ORC) systems)can be applied [4,5]. Waste heat is usually released from hot surfaces of machines andequipment, or it is accumulated and carried by mediums that have high internal energyand are not used and waste heat is therefore dissipated into the surroundings and lost.Waste heat sources are specific due to their irregular release (which is mainly caused by theperiodicity of industrial processes) and floating output and thermal characteristics.
Energies 2022, 15, 2239. https://doi.org/10.3390/en15062239 https://www.mdpi.com/journal/energies

Energies 2022, 15, 2239 2 of 18
One of the big industries such as the automotive factory is nowadays facing ongoingchallenges aimed at improvement of the sustainability of the manufacturing process andlimiting the negative impact on the environment. In article [6], the authors described policyinsights, thermal management practices, and strategies for low-carbon manufacturing. An-other study [7] reported on the energy structure of conventional automotive manufacturingfacilities with the breakdown of the total energy usage for each production step. It wasreported that a press, body, paint, final assembly, and other processes (i.e., the process fromthe suppliers and vendors) contribute to 12%, 10%, 36%, 10%, and 32% of the total energyconsumption, respectively [7]. It can be seen that the paint shop consumes significantquantities of energy and is the main energy consumer in the production process.
Several methods have been conducted to reduce the energy consumption in theautomotive paint shop including waste heat recovery and advanced system integration. Inpaper [8], the authors reported on the possibility of waste heat recovery in an automotivefactory’s paint shop (e.g., oven) combined with concentrated solar power (CSP). Anotherarticle [9] discussed the method of waste heat recovery in the paint shop (e.g., oven andregenerative thermal oxidizer (RTO)) combined with a solar Fresnel collector, which wasinstalled as a pilot system in Germany. In these cases, the combined technology was usedto ensure that heat and electricity will be generated continuously throughout the process.An experimental study of waste heat recovery from oven exhaust gas was conducted in thepaint shop of Iran Khodro automotive industry [10], with the promising result playing asignificant role in lowering pollution costs.
In study [11], the innovative RTO waste heat recovery technology used in a Taiwaneseautomotive factory was described. Another study of RTO waste heat recovery to pre-heatboiler feed water was performed in the analysis [12], with the results only prospering theindustry and lowering operational costs. It has been discovered that the amount of wasteheat that is released by the automotive manufacturing process varies depending on theprocess. Another study [13] proposed a method for recovering waste heat from a paintshop’s air preparation room by utilizing a large volume of air.
Many waste heat recovery techniques have been proposed in the above-discussedreferences for the automotive paint shop. Nevertheless, during the real operation, it appearsthat the baking oven’s heat confinement design is still insufficient. As a result, certain heatflows categorized as heat losses (being a typical waste heat) significantly heats the air inthe working space, making it uncomfortable for factory staff to work. To address this issue,a few factories may consider installing chillers to cool down the working space. However,this solution will lead to an increase in the paint shop’s energy consumption as large powerwill be needed to drive the chillers. Waste heat recovery may appear to be a good optionnot only to reduce waste heat release to surrounding working space but also to reducepower usage. Therefore, installing a combined technology (e.g., thermal energy storagedevice coupled with thermodynamic power system) may be promising as an alternativeidea enabling the possibility of recovering released waste heat.
This study aims to describe a novel approach and preliminary analysis in the powergeneration utilizing waste heat released from a paint shop. The investigation focused onthe recovery of waste heat in the baking oven process. Due to the positive features ofORC based power system that can be applied in various temperature ranges, this studyused ORC technology combined with a thermal energy storage device (TES) in the furtheranalysis. A few working fluids, which are applicable to the ORC system considered ininvestigated waste heat recovery process, were selected in the analysis. The investigationresults were obtained using computer modeling and simulation which were proceededusing the thermal properties of selected working fluids.
The rest of this paper is organized as follows. The next part introduces the body coatingprocess at a paint shop—automotive production, as well as elements impacting waste heatrecovery. Furthermore, the characteristic of innovative body coating is also described inthis section. Section 3 introduces the proposed ORC with TES systems, modeling procedureto demonstrate, and study the potential of waste heat recovery in the paint shop. Section 4

Energies 2022, 15, 2239 3 of 18
addresses the discussion of the obtained modeling results. In the end, the remarks areaddressed to conclude this study.
2. Waste Heat Emissions at Paint Shop during Automotive Manufacturing Process2.1. General Description of the Automotive Manufacturing Process
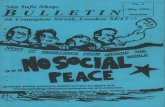
A long and complex supply chain is involved in the automotive manufacturing process,which includes raw materials, manufactured parts, components, subsystems, and others.Figure 1 illustrates the typical flow of this supply chain which is composed of five majoroperations: pressing/stamping, welding, painting, assembling, and checking the quality offinal products.
Figure 1. A general automotive manufacturing process.
The first phase in the automotive production process (referring to Figure 1) is pressingor stamping, which involves shaping and trimming the metal sheet with a pressing machineequipped with precise dies to make the required single part. These technique proceduresdesired pieces such as doors, fenders, chassis, pillars, aprons, hood, roof, etc. Piercing toproduce holes in the pieces and bending to bend the appropriate section is also part of theprocedure [14]. To create these parts, the dimensions and thickness of the metal sheet arecustomized based on the design, quality, safety, and cost considerations.
When the parts are ready, the procedure is followed by welding. The pieces arecombined in this welding technique to form the body-in-white (BIW). The term BIW refersto the joining of the frame of an automotive body [14,15]. Special welding jigs are used toassist in the process of holding the component, maintaining process precision and accuracy,and balancing the parts. To produce a high-quality product, the approach may utilizemethods such as welding or hemming.
The next step is to paint the BIW. In general, the technique comprises electrodepositionand base-top-clear coating to resist corrosion and provide a pleasant look. According to aliterature study [16], some manufacturers may apply a technique such as a sealer in thepaint shop. Section 2.2. describes this process in detail.
The next stage is to assemble all of the parts (not only from the main process but alsofrom the vendors and suppliers) into BIW, including the wheel, interior and exterior parts,engines, and sub-assembly parts (e.g., door parts, etc.). This process is also difficult since itconcerns logistics, working space, workability, takt time, safety, etc. Following this step,the final stage, a quality check is required to ensure that the finished products performproperly and look good before they are released to the market. This final quality checkis the manufacturer’s last inspection. In the practical aspect, the quality checks are alsoperformed in every process before delivering to the next phase; this method is carried outto eliminate defects created by each stage; this word refers to built-in quality.

Energies 2022, 15, 2239 4 of 18
2.2. Waste Heat Emissions in the Process of a Paint Shop
The painting operation, which is one of the essential stages in the automotive manufac-turing process, provides a pleasing look and gives the body-in-white (BIW) and other partsan attractive appearance and appeal, as well as protection against weather and corrosion.In this operation, several complicated processes occur one by one, starting with cleaning(after the welding process) and ending with quality inspections (before transferring thebody to the assembly shop) [16].
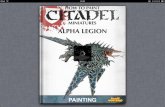
The painting process in the automotive industry encompasses numerous factors,including both physical and chemical processes. Figure 2 illustrates the general serialprocess in the paint shop. Pretreatment, cathodic electrodeposition, sealer (applied by onlya few manufacturers in this stage), coating, and quality control are the primary processesin this shop [7,16].
Figure 2. The steps of a process in the automotive paint shop, adapted from [16].
In the first step, a washer is used to clean the BIW from dirt, residual welding processand to degrease the oil used in the pressing/stamping and welding phases [17]. The nextstep is pretreatment, which is required for corrosion protection and offers the best adhesionfor electrodeposition coatings [16]. Pretreatment is divided into many phases, beginningwith degreasing, rinsing, activation, phosphating, rinsing, and ending with demineralizedwater rinsing [16,18,19]. The course of pretreatment is determined by the cleanliness ofthe BIW entering the process line and adding a phosphating layer. The process uses thedipping method and operates with a specific temperature range which is given in Table 1.The operating temperature range may vary based on the applied material. According tothe report [20], the phosphating process is intended to deposit a thin, dense, and uniformconversion layer on the cleaned and prepared metal surface on the BIW.

Energies 2022, 15, 2239 5 of 18
Table 1. Operating conditions in the pretreatment process, adapted from [17].
Subprocess Operating Temperature (K) Fluid/Materials
Pre-degreasing 318.15–322.15 Hot waterDegreasing 313.65–319.25 Degreaser water
Phosphating 313.65–319.25 Phosphate zinc solution
Cathodic electrodeposition (CED) is another coating used in the automotive processthat provides good corrosion protection. CED is currently widely used, and the primaryadvantages derived from the electrodeposition process are associated with, eliminating theneed for iron, zinc, or aluminum usage, associated with inorganic pretreatment, as well asthe chemical nature of the resins [16,18]. The dipping method is used in CED, and typicaloperating conditions of this process are provided in Table 2.
Table 2. Operating conditions of typical CED tanks, adapted from [16].
Parameter Units Value
Voltage (direct current) V 300–450Minimum current density A/m2 0.8
Bath temperature K 301.15–306.15The conductivity of the bath (at 293.15 K) µS/cm2 1200–1800
Conductivity of the wet film nS/cm2 1.5–3.0
Following the application of CED, a drying process with the help of a baking ovenis required. To cure the electrocoating, the oven is set to a specific operating temperature(ranging between 443.15 and 453.15 K [16]). Dirt, craters, or other film thickness issuesrelated to defects may appear after this process, so sanding process is required to elimi-nate this problem before moving on to the next stage of the appearance process. A fewautomotive manufacturers use this schematic layout (see Figure 2), and the process addssome sealers to prevent the entering of water and dust, to have good noise cancellation, toprevent a serious problem that may lead to corrosion, and to be a rustproofing.
The next step is to apply a paint coating to the exterior of the automotive body. Inpractice, depending on the color, there are three types of paint coats (i.e., solid or metallic).The paint coating here also requires the use of a baking oven to dry the paint materialapplied to the BIW. In a conventional way, the process is serial, with the paint materialon BIW needing to be dried after application. During the paint curing after primer-coatapplication, the oven is set at the temperature of ca. 423.15–448.15 K depending on thedesired operating time [16]. For the base and clear coats, the common operating conditionbased on a study [16] is described in Table 3. The temperature range of curing for primer,base, and clear coats is determined by the material used in the process and the mannerof coating.
Table 3. Operating conditions for drying and curing processes, adapted from [16].
Layer Process Time (Seconds) Temperature (K)
Basecoat
Ambient flash off 120 296.15Flash-off 300 348.15Air seal 60 296.15Cooling 120 296.15Air seal 30 296.15
Clear coatAmbient flash-off 480 296.15
Oven 1800 423.15Cooling 360 296.15

Energies 2022, 15, 2239 6 of 18
According to reported research [16], there is an improvement in reducing the useof baking ovens by implementing the wet-on-wet application. The wet-on-wet primerand base coat application is tempting, but the primer and base paint materials must besufficiently compatible. The application can be used for the base and clear paint coatingusing the same manner. One technique has been established by introducing a wet-on-wet-on-wet (so-called 3 wet [21]) system in which primer, base, and clear paint materials areapplied in serial without drying it [17]. The same layers can now be applied one after theother without the need for baking in between thanks to advancements in coatings andrheology science. This advancement gives automakers the option of eliminating the primerspray booth and oven, resulting in lower energy consumption and CO2 emissions [7,16,22].It is reported that with this technology, the 3-wet system has the potential to be cost-effective and ecologically rigorous, as well as produce a lasting, high-quality paintedautomotive body [17]. Figure 3 illustrate the evolution of the painting process for a betterunderstanding.
Figure 3. The evolution of the painting process, adapted from [7,16].
Figure 3 shows the process layout and the elimination of paint drying and curing(oven). Despite the fact that this procedure is tempting for decreasing oven usage, thepaint substance must dry at the end of the operation. It indicates that the bake oven is stilloperational. After all the operations are completed, the colored BIW must be examined(quality checked) before proceeding to the next stage, the assembling shop.
Since the above-mentioned complex system in a paint shop requires a specific tem-perature to run the process, such as the pretreatment, CED, and the paint coats, it appearsthat waste heat emission from this industry may occur. The potential waste heat sourcesin automotive paint shops are classified based on elementary processes in Table 4. Thetemperature generated by the process varies. Many potential waste heat sources appear tobe recoverable, and the sustainable process of the factory can be therefore improved. Inthis case, the use of waste heat recovery can result in lower production costs and a lowerenvironmental impact, especially for manufacturing processes that require heat all year,such as the paint shop.
Baking ovens are often employed in this procedure to dry the material following theCED, primer, and topcoat processes. The operating condition of this oven is sensitive inorder to produce the required temperature. Nonetheless, it has been discovered that wasteheat release may exist since heat confinement in the baking oven or drying is typicallypoor. Waste heat might be disastrous in this paint shop, as it could heat up and disrupt theprocess as well as the working space where the factory staff is working.

Energies 2022, 15, 2239 7 of 18
Table 4. Potential waste heat sources in the paint shop.
Process Temperature (K) The Use and Potential Recovery Based on the Review [7]
Boiler exhaust gases 503.15–573.15 [7]The boiler generates steam for the painting process. This boiler’s potential
recovery is to reuse the boiler exhaust gases to warm the feed water or recover thesteam for other uses.
Regenerative thermaloxidizer (RTO) system 443.15–473.15 [7]
The purpose of the method is to offer thermal oxidation of volatile organiccompounds (VOCs) found in exhaust air. The potential recovery is to produce hot
water for heating (or cooling) space or process.
Paint curing oven(bake oven) 403.15–453.15 [16] The drying and curing of the paint components is the aim of the operation. The
potential recovery is to produce hot water for heating (or cooling) space or process.
Flash-off drying booth 343.15–363.15 [16]The process is designed to allow for partial paint drying during the main paintingprocess. Warm water for heating (space or process), cooling (adsorption cooling),
and air preheating for space are all possibilities for recovery.
Air compressor 313.15–323.15 [7]It is utilized in a variety of applications throughout the painting process. The
potential recovery is to offer warm water for space heating, liquid desiccant, heatpumps, and air preheating for space heating.
Chilled water 313.15–318.15 [7]It is employed in the air conditioning and paints cooling processes. Warm water
for space heating, liquid desiccant, heat pumps, and air preheating for spaceheating are all possible recoveries.
Exhaust ventilation air 296.15–299.15 [7]The procedure is utilized to supply air conditioning for the structure as well as for
the painting process. Preheating, precooling the air, and various methods ofrecovery are possible.
3. Methodology3.1. The Model of Waste Heat Recovery Employing ORC and TES
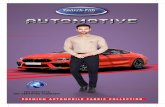
In the proposed system, the ORC system as waste heat recovery for floating heat(waste heat) from the bake oven may be promising for the application. Nevertheless, fromthe operating characteristic of the oven, it appears that the fluctuation of released heat mayoccur which is dependent on the specified operating temperature as well as the duration ofthe drying process. In such automotive manufacturing, there might be two or three shifts,and the machines are not operated in accordance with energy management (i.e., energysaving) between these shifts. For these reasons, using the TES device coupled with theORC system will be advantageous. The TES is installed to store released waste heat andmaintain the continuous operation of the ORC system. Due to space constraints, it may bepreferable that the TES and heat exchanger (i.e., ORC evaporator) are put directly on theoven (not designed as a separate device). In this case, the heat exchanger combined withTES is called TES-evaporator.
An article [23] discussed the analogy of a heat exchanger inside an automotive paintoven. The oven is made up of many different zones based on temperature range and heatrelease. In this case, homogeneous heat flow distribution is important for drying and curingpurposes, as well as the influence of thermal radiation. The suggested system in Figure 4may be developed using the analogy of the automotive bake oven. Figure 4 shows thecopper pipes wrapped around the outer layer of the drying and curing devices (bake oven).It is also found in practical aspect, i.e., that the heater of the oven is located in the middleof the working area, and the inlet and outlet of the pipes are located at both ends and themiddle of the area, respectively. The red box in Figure 4 illustrates a novel configurationof the proposed integrated schematic system (TES-evaporator). The TES-evaporator isinstalled on the outside layer of the drying or curing chamber (baking oven). The purposeof putting TES materials within this TES-evaporator is to store thermal energy so that ifthe main operation of the painting process stops or take a break for a while, the ORC cancontinue its operation for a while until the main process resumes. The selected TES materialused in this analysis are described in the following section (see Section 3.2).

Energies 2022, 15, 2239 8 of 18
Figure 4. A schematic layout of investigated waste heat recovery system employing TES and ORC.
For the waste heat recovery ORC system, the schematic layout and temperature-entropy diagram are illustrated in Figure 4. In this s configuration, the working fluid ispumped to the TES-evaporator (a liquid heater and an evaporator before entering theexpander). The working fluid inside the cycle is evaporated to a saturated vapor (justaltering the phase). Therefore, the superheater is not required to be installed. The workingfluid is then expanded through the expander, which the shaft drives the generator togenerate power (electricity). After that, the working fluid must be condensed in thecondenser and pumped again to the evaporator of this closed-loop system. The selectionof suitable working fluid for the ORC system is explained in the following section (seeSection 3.2).
The computational investigation of the proposed system employs thermophysicalproperties libraries, i.e., CoolProp [24]. Thereby, the specific enthalpy and other thermalproperties of the organic working fluid may be estimated for different operating conditionsof the ORC system. Therefore, using the enthalpy change of each process within the closed-loop system, and by multiplying it by working fluid mass flow rate (which is determinedbased on energy balance), the power of pump and expander, the heat transfer rate ofevaporator and condenser can be modeled, as well as the overall efficiency of the cycle canbe computed using Equations (1)–(5),
PEXR =.
mWF(h 1 − h2is)ηis,EXR, (1)
.QCDS =
.mWF(h2re − h3), (2)
PPMP =.
mWF(h4is − h3)/ηis,PMP, (3).
QHE =.
mWF(h 1 − h4re), (4)

Energies 2022, 15, 2239 9 of 18
ηORC =PEXR − PPMP
.QHE
, (5)
where P,.
Q,.
m, h, and η represent the power, heat transfer rate, mass flow rate, enthalpy,and efficiency, respectively. The subscripts EXR, CDS, PMP, HE, is, and wf describe theexpander, condenser, pump, TES-evaporator, isentropic, and working fluid, respectively.The subscript of numbers at the enthalpy indicates the process (referring to Figure 4).
Some assumptions were made in this preliminary study, including steady-state oper-ating conditions, and no change of kinetic and potential energy of the stream in the heatexchanger and the condenser. The TES-evaporator temperature in this study was simulatedin the range of 343.15–373.15 K. The simulation procedure in this preliminary study wascomputed using MATLAB with the computation steps of ∆T1 = 1 K. According to an Indianprimer oven research [25], the heat recovery from the exhaust of a primer oven in a paintshop was investigated via a computational fluid dynamic (CFD) model. As a result, in thisarticle, it was assumed that a similar heat transfer rate of ca. 800 kW can be recovered fromthe oven. What is more, heat losses of 1% during heat transfer were taken into account. Thecooling source was the water in the condenser which has a temperature of 308.15 K. Theinternal efficiency of the expander and pump was set at 0.8 and 0.7, respectively, based onthe research articles and books reporting the internal efficiency ranges for different types ofturbo and volumetric pumps and expanders [26–31].
3.2. Selection of the TES Materials
There are several types of TES materials characterized by physical phenomena (e.g.,thermal, or chemical phenomenon), heat types (e.g., sensible, latent, etc.), and a storagemedium (e.g., liquid, solid, solid–solid, liquid–gas, solid–solid, etc.) [32–34]. Furthermore,the suitable selection of TES material in relation to the suggested schematic arrangementpresented in Figure 4 is needed. Figure 4 shows the primary process, in which the paintoperation was carried out in an isolated working area to avoid dust and other chemicalcompounds that might disrupt the main process and result in poor product quality. As aresult, only a few selected materials were employed in this study, such as selected solidtype materials (e.g., Monel metals, stainless steel, stone, and bricks), as it was indicatedin Table 5. The TES characteristic was determined by the material’s specific heat capacity,which varies with the temperature. Differential scanning calorimetry (DSC) may be usedto assess the specific heat capacity of the thermal energy storage material. Equation (6)describes the general polynomial equation for the specific heat capacity of materials whichis utilized to compute the stored thermal energy in Equation (7),
CST= C0+C1T1+C2T2+ . . . + CnTn, (6)
QST= VSTρCST∆TST→SR= LSTASTρCST∆TST→SR, (7)
where C, T, Q, V, ρ, L, A, and ∆T represent specific heat capacity, temperature, heat,volume, density, length of TES, the cross-section area of TES, and the temperature difference,respectively. The subscripts ST and SR represent the storage and surround.
Table 5. Selected TES materials and its properties.
Name of TES Materials T (K) C0(J/kg·K) C1 (J/kg·K2) Refs.
Monel metal 273.15–573.15 422.8668 0.1842 [35]Stainless steel 446 273.15–773.15 451.3370 0.4497 [35]
Sandstone 308–550 CST(T)= 1135.532( T
239.01163
)2(
T239.01163
1+( T239.01163 )
3
)[36]
Granite 300–1200 CST(T) = −228.24 + 3380.1·105T−2 − 3474.8·107·T−3+110880·T−0.5 − 2378100·T−1 [37]Chrome brick 293.15–1973.15 800 0.3 [38]
Concrete 300–600 957.55 0.3403 [39]Chamotte brick 293.15–1623.15 880 0.23 [38]Magnesite brick 293.15–1923.15 1050 0.3 [38]

Energies 2022, 15, 2239 10 of 18
The specific heat capacity of selected materials in this study is presented in Table 5. Thesedata were collected from several experimental investigations [35–39] while Equation (6)can be used to calculate the specific heat capacity of material using data (i.e., C0 and C1)reported in Table 5.
Assuming that the heat transfer rate during TES device discharging was the same asthat of the TES-evaporator (see, Equation (8)), therefore, the efficiency of the stored thermalenergy and the charging–discharging duration can be calculated using Equations (9)–(11),
.QDE =
.QHE, (8)
ηST= ηCHηDE =QST∫ .QCHdt
∫ .QDEdtQST
, (9)
τCH =QST.
QCH
, (10)
τDE =QST.
QDE
, (11)
where τ is charging/discharging times. The subscripts of CH and DE represent chargingand discharging processes, respectively.
The dimensionless mass parameter (ζ(T)) of thermal energy storage material (givenby Equation (12)) can be applied for sizing the TES used to waste heat recovery as anassessment parameter that,
ζ(T) =mST
mwf=
(h 1 − h4re)
CST(TST)|TST1TST2
(T ST1 − TST2
) , (12)
where m is the mass. Since the utilization of waste heat in this automotive manufacturingemploys the technology of ORC, the selection of working fluid is a key issue. The conditionsrelated to the working area and the main operation at the paint shop should be takeninto account. The paint shop has a complex and sophisticated operating condition withsignificant restrictions related to applied substances. These substances should be non-hazard, non-flammable, and non-toxic, while the process is isolated from the outside toavoid dust or contamination by the other components. For these reasons the workingfluids for the ORC system modeled in this investigation are chosen based on their criticaltemperature (being less than 450 K), triple point temperature (being greater than 150 K).What is more, the selection was limited only to modern, safe, and environmentally friendlyworking fluids having a low global warming potential (GWP) and ozone depletion potential(ODP), being less flammable and hazardous (e.g., toxicity). Based on the criteria mentioned,R1233zd(E) and R1234ze(E) were chosen as working fluids in the analysis, with the essentialparameter data reported in Table 6. The thermal properties of the above-mentioned workingfluids selected for further analysis were taken from the thermophysical properties library,i.e., CoolProp [24].
Table 6. Selected working fluids and their most important parameters.
Name ofWorking
FluidCAS No. [24]
Type ofWorkingFluid [40]
ASHRAEClass [41]
ODP[41]
GWP[41]
Tboiling(K)
Tcrit(K) [24]
Ttriple(K) [24]
pcrit(MPa)
[24]
R1233zd(E) 102687-65-0 ACNMZ A1 n/a 1 291.4 439.6 195.1 3.6R1234ze(E) 29118-24-9 ACNMZ A2L n/a 6 254.1 382.5 168.6 3.6

Energies 2022, 15, 2239 11 of 18
4. Results and Discussion4.1. The Net Power Output and Efficiency of the ORC System
Figure 5 presents the simulation findings for the ORC’s input and output powersbased on chosen working fluids (R1233zd(E) and R1234ze(E)). Figure 5a displays the inputpower (pump power) ranges in the PPMP-T1 diagram, whereas Figure 5b illustrates theoutput power (expander power) ranges in the PEXR-T1 diagram. The obtained findingsshow that, when compared to R1234ze(E), R1233zd(E) as the working fluid inside the cyclerequires less power to operate the pump and produces more power from the expander (ata particular temperature range).
Figure 5. The obtained result of (a) power of pump in the PPMP—T1 diagram; (b) power of expanderin the PEXR—T1 diagram simulated with the ∆T1 = 1 K.

Energies 2022, 15, 2239 12 of 18
Figure 5a shows that at a TES-evaporator temperature of 373.15 K, the ORC utilizingR1234ze(E) requires a power input of 13.43 kW to operate the pump, whereas the cycleusing R1233zd(E) requires an input power of 3.46 kW. The cycle utilizing R1233zd(E)produces 2.71 kW more power than the cycle using R1234ze(E) at the same TES-evaporatortemperature. It appears that in a specific temperature range (shown by the enlarged box inFigure 5b), the expander using R1234ze(E) produces more power than the expander usingR1233zd(E). However, the power generated by R1233zd(E) at this temperature range isnegligible; thus, it can be inferred that the expander employing R1233zd(E) or R1234ze(E)generates almost the same amount of power at the TES-evaporator temperature range of343.15–350 K.
In this investigation, the expander appears to provide little power (below 100 kW).According to research publications [42–45], the volumetric expander and turbo expanderappear to be viable solutions for waste heat recovery in the automotive paint industry.Many selection factors must be considered in small ORC expanders, such as the economicaspect, market availability, reliability, maintainability, and other relevant technical issues.Because the confinement area of the automotive paint shop is crucial, technical issues suchas sealing, and leakage are the primary considerations during installation, maintenance,and operation of ORC-based waste heat recovery system to prevent working fluids fromflowing out of the ORC installation to the oven. If the low boiling working fluid vaporleakage will occur from the ORC system (i.e., the ORC system is not hermetically sealed),the working fluid vapor can mix with the air entering the oven where the primary paintingprocess is proceeding and result in the undesirable defect of the painted BIW. Furthermore,following the quality check, paint repair may be required, which will result in higher costsof the painting. For these important reasons, a fully hermetically sealed expander-generatorset must be installed in the ORC system. Among the volumetric-type expanders, the screwexpander appears to be promising in this application since based on the data reported insome articles [42,43,45,46], it fits well to the power range under consideration and can behermetically sealed.
During the preliminary investigation, the net output power of the waste heat recoverysystem can be estimated. This net output power may be calculated by subtracting the powerof the pump from expander power. Another measure used to describe the performance ofthe waste heat recovery as power generation was the overall efficiency of the cycle, whichindicates the net output power of the system per input heating power. Figure 6a illustratesthe net output power of the waste heat recovery using ORC for automotive bake oven(referring to Figure 4) in the Pnet-T1 diagram. The ORC utilizing R1233zd(E) appeared toprovide higher power at the same TES-evaporator temperature. As the input power wasthe same (assuming that the waste heat is entirely recovered), the overall efficiency of theORC followed a similar curve in the η-T1 diagram. The application of R1233zd(E) provideda higher overall efficiency than in the case of R1234ze(E). Figure 6 showed that the netoutput power and overall efficiency of the ORC system had a consistent gap in the TES-evaporator temperature range of 343.15–350 K. The gaps widened when the TES-evaporatortemperature rose over 350 K.
The use of R1233zd(E) working fluid in the ORC system s also beneficial to theenvironment as this fluid has a low GWP (GWP = 1). Furthermore, this working fluid maybe suitable for the paint shop due to the absence of flame propagation and lower toxicityin accordance with the ASHRAE safety standard (referring to Table 6). As previouslymentioned, the use of R1233zd(E) as working fluid in the ORC system seems to be promisingin the case of application of this waste heat recovery system in the automotive paint shop(baking oven), as it may generate more power than in case of R1234ze(E). It appears thatthe TES-evaporator plays a critical part in absorbing waste heat from the oven. Because theinvestigated system (referring to Figure 4) utilizes the TES material in the TES-evaporator,the sizing is discussed in more detail in the following section (Section 4.2).

Energies 2022, 15, 2239 13 of 18
Figure 6. The obtained result of (a) net output power in the Pnet—T1 diagram; (b) ORC efficiency inthe η—T1 diagram simulated with the ∆T1 = 1 K.
4.2. Sizing TES for TES-Evaporator
The obtained modeling results related to the TES-evaporator are drawn in Figure 7.This figure illustrates the modeling findings for different working fluids and selectedsolid materials employed as thermal energy storage materials for the adjustment of thedimensionless thermal energy storage material mass parameter (ζ(T1)) (see Section 3.2)and TES-evaporator temperature at the outlet (T1). The result allowed us to compare andestimate the amount of TES materials that have to be used in the TES system. The value ofζ(T1) parameter indicates the mass of the TES material required to preheat and evaporate1 kg of low boiling working fluid applied in the ORC system as an example. Figure 7illustrates the simulated outcome, which shows that the lower value of ζ(T1), the less massof TES material is required to evaporate working fluid inside the ORC system.

Energies 2022, 15, 2239 14 of 18
Figure 7. A ζ(T1)—T1 diagram of different working fluids and TES materials simulated with the∆T1 = 1 K.
Based on the investigation, the obtained results of ζ(T1) parameter ranges between1.65 and 10.99 which the highest result of ζ(T1) = 10.99 is obtained for Monel metal as TESmaterial and R1233zd(E) as working fluid inside the ORC system with the TES-evaporatortemperature at 343.15 K. Moreover, the lower result of ζ(T1) = 1.65 is the combinationof granite as TES material and R1234ze(E) as working fluid with the TES-evaporatortemperature at 373.15 K. Overall, the combination of Monel metal and R1233zd(E) performsthe highest sizing parameter while granite and R1234ze(E) is the lowest one, as shown inFigure 7.
In this study, the enthalpy change of the TES-evaporator steadily decreases while theenthalpy change of the preheater gradually increases. This situation occurs in responseto the saturated curve’s boundary condition. The enthalpy changes of the combinationpreheater and evaporator using the TES material is found to marginally increase. Further-more, the specific heat capacity of the chosen TES material increases dramatically. Withthese conditions in effect, the result in Figure 7 demonstrates that the ζ(T1) tends to drop. Asimilar condition in decreasing the ζ(T) was also found in the previous study of the authorsfor different TES materials and working fluids [47].
Figure 7 shows that the slope of ζ(T1) varies depending on the combination (TES ma-terials and working fluids). In this example, the slope of the selected working (R1233zd(E)and R1234ze(E)) paired with the chosen TES material in the ζ(T1) range of 1.65–4 appearsto be relatively not steep compared to ζ(T1) > 4 (referring to Figure 7). It demonstrates thatthere are not likely many significant variations in the size parameter in these TES materialswith 1.65 < ζ(T1) < 4.

Energies 2022, 15, 2239 15 of 18
Considering Equations (10)–(12), which the mass flow rate of the discharging andcharging are the same value (i.e., indicating with m .wf), therefore, the real size of TES-evaporator can be determined using Equation (13),
mST =.
mwfτCH/DEζ(T). (13)
Equation (13) gives the information concerning the true size of the TES-evaporatorwhich is represented with the mass of thermal energy storage material (mST). Based on thisequation, the true size of the TES-evaporator is gradually reducing, given that the requiredcharging/discharging time is constant dependent on the gap/shift change/break timings(which follows the same trend as it is presented in Figure 7).
A complete mechanical and structural study is interesting to be considered for futurework on the TES-evaporator use in the paint shop. Because the current baking was beenbuilt with fixed mechanical and physical quantities, the TES material used in the suggestedsystem (see Figure 4) was essential. The addition of TES materials to the top of the bakingoven will change its structure as well as other mechanical and physical characteristics.
The above-mentioned waste heat recovery to electricity in a paint shop might be analternate solution for an automotive factory. In this case, electricity, which is considered as ahigh-quality energy, may be produced from the waste heat and utilized to electrify auxiliaryinstallations such as for example fans, lamps, automatic control systems, office supplies,equipment, and other items, potentially lowering power usage. Therefore, this generatedwaste heat is recovered by means of ORC and then reused for covering the own needs ofthe production process not directly (i.e., as recuperated low-quality heat) but indirectlyas high-quality electricity. Because the primary process requires a significant amountof process heat, additional research into waste heat recovery for recuperation purposesmay be worthwhile. However, several important factors which are significantly limitingthe possibility of recuperation, heat recovering, and directing it back to the main processto cover its own needs must be considered. Since the main process may be involvingcritical parameters in the complex system (such as pH, dump frequency, chemical reaction,dipping time, conductivity, and so on [16]), this recuperation or reheating may result inmore structural defects and issues in the paint shop, where the quality is critical in theappearance and coatings for corrosion of BIW.
5. Conclusions
In this work, a model of ORC system combined with TES-evaporator to recover wasteheat from a baking oven in an automotive paint factory was constructed and implemented.The model determines how much net output power can be recovered from the baking ovenvia the ORC system and computes the corresponding efficiency of the ORC system. TheTES material appears to be promising to be applied in the suggested system to maintain theORC system operation steady as there is a break period (e.g., changing the shift workers,maintenance, lunch/dinner breaks, etc.) in the vehicle manufacturer’s operating system.
The results of this modeling simulation demonstrate that the ORC system using R1233zd(E)generates more expander power and consumes less pump power than R1234ze(E), can be seenin the power (P) and TES-evaporator temperature (T1) diagram, as illustrated in Figure 5.Overall, the ORC system utilizing R1233zd(E) as the working fluid generates more netoutput power and has a higher overall efficiency than the system utilizing R1234ze(E),as illustrated in the variation of the net output power (Pnet) and ORC efficiency (η) vs.T1 diagrams (which is depicted in Figure 6). The design of the described system shouldconsider the selection of appropriate TES materials featuring good and extended thermalstorage. Since there was no fixed size, mechanical, and physical properties of the oven, andthe general case was studied in this paper, therefore sizing parameter was presented in thisstudy. This heat storage mass size parameter, referring to the variation of the dimensionlessstorage mass parameter (ζ(T1)) vs. T1 diagram in Figure 7, might assist scientists andengineers while designing and constructing an effective TES-evaporator for waste heatrecovery in an automotive paint shop. To determine the true size of TES-evaporator,

Energies 2022, 15, 2239 16 of 18
Equation (13) can be used for the practical purpose in developing and estimating theapplication of TES material. As an example, 800 kW of generated waste heat from the ovencan be recovered to produce the net power of 53–89 kW with the overall ORC efficiencyof 6.7–11% as illustrated Figure 6. In this study, it appears that representing the obtainedresults in P-T1, η-T1, ζ(T1)-T1 diagrams as the trendline of the overall ORC efficiency,power and the heat storage mass size parameters can be observed as function of theTES-evaporator temperature which may be useful in a practical standpoint.
According to the findings of this study, there is a potential for improvements in theschematic layout process, the selection of proper TES materials and organic working flu-ids, the selection of expanders and pumps for ORC systems, and the configuration ofefficient TES-evaporators to recover waste heat in the automotive paint shop. Further-more, the development of a combined and integrated system in this field would be ofparticular interest.
Author Contributions: Conceptualization, methodology, software, formal analysis, investigation,data curation, writing—original draft preparation, writing—review and editing, visualization, S.D.;validation, supervision, writing—review and editing P.K. and B.R. All authors have read and agreedto the published version of the manuscript.
Funding: This work was supported by NAWA STER Program Internationalization of WroclawUniversity of Science and Technology Doctoral School.
Data Availability Statement: Not applicable.
Acknowledgments: The authors would like to thank Giovanni Manente, Adriano Sciacovelli, andChristos Markides for the invitation to publish this article.
Conflicts of Interest: The authors declare no conflict of interest.
Nomenclatures
A Total area of thermal energy storage (m2)C The specific heat capacity (J/kg·K)h The specific enthalpy (J/kg)L Total length of thermal energy storage (m)m mass (kg).
m Mass flow rate (kg/s)P Power (Watt)T Temperature (K)Q Heat transfer (J).
Q Heat transfer rate (Watt)V Volume (m3)Greek letters:η Efficiency (-)ρ Density (kg/m3)τ Charging/discharging times (s)ζ Dimensionless storage mass parameter (-)Subscripts:1,2,3,4 Process in the cycleCDS CondenserCH ChargingDE DischargingEXR ExpanderHE TES-evaporatoris Isentropic processORC Organic Rankine cyclePMP Pumpre Real processSR Surroundings

Energies 2022, 15, 2239 17 of 18
ST StorageWF Working fluidsAbbreviations:BIW Body-in-whiteCED Cathodic electrodepositionCFD Computational fluid dynamicCSP Concentrated solar powerDSC Differential scanning calorimetryGWP Global warming potentialODP Ozone depletion potentialORC Organic Rankine cycleRTO Regenerative thermal oxidizerTES Thermal energy storageVOC Volatile organic compound
References1. Kolasinski, P.; Rogosz, B. A review on industrial waste heat sources and recovery methods. In Proceedings of the 32nd
International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, ECOS 2019,Wrocław, Poland, 23–28 June 2019.
2. Tchanche, B.F.; Lambrinos, G.; Frangoudakis, A.; Papadakis, G. Low-grade heat conversion into power using organic Rankinecycles—A review of various applications. Renew. Sustain. Energy Rev. 2011, 15, 3963–3979. [CrossRef]
3. Lecompte, S.; Huisseune, H.; van den Broek, M.; Vanslambrouck, B.; de Paepe, M. Review of organic Rankine cycle (ORC)architectures for waste heat recovery. Renew. Sustain. Energy Rev. 2015, 47, 448–461. [CrossRef]
4. Fatigati, F.; Vittorini, D.; Wang, Y.; Song, J.; Markides, C.N.; Cipollone, R. Design and Operational Control Strategy for OptimumOff-Design Performance of an ORC Plant for Low-Grade Waste Heat Recovery. Energies 2020, 13, 5846. [CrossRef]
5. Saadon, S.; Mohd Nasir, N.A. Performance and Sustainability Analysis of an Organic Rankine Cycle System in Subcritical andSupercritical Conditions for Waste Heat Recovery. Energies 2020, 13, 3035. [CrossRef]
6. Giampieri, A.; Ling-Chin, J.; Taylor, W.; Smallbone, A.; Roskilly, A.P. Moving towards low-carbon manufacturing in the UKautomotive industry. Energy Procedia 2019, 158, 3381–3386. [CrossRef]
7. Giampieri, A.; Ling-Chin, J.; Ma, Z.; Smallbone, A.; Roskilly, A.P. A review of the current automotive manufacturing practicefrom an energy perspective. Appl. Energy 2020, 261, 114074. [CrossRef]
8. Iglauer, O.; Zahler, C. A New Solar Combined Heat and Power System for Sustainable Automobile Manufacturing. EnergyProcedia 2014, 48, 1181–1187. [CrossRef]
9. Zahler, C.; Iglauer, O. Solar Process Heat for Sustainable Automobile Manufacturing. Energy Procedia 2012, 30, 775–782. [CrossRef]10. Hanafizadeh, P.; Khaghani, A.; Shams, H.; Saidi, M.H. Heat recovery of exhaust gas in automotive paint ovens. In Proceedings of
the 23rd International Conference on Efficiency, Cost, Optimization, Simulation, and Environmental Impact of Energy Systems,ECOS 2010, Lausanne, Switzerland, 14–17 June 2010; Volume 5, p. 381.
11. Chang, D.-S.; Cheng, K.-P.; Wang, R. Developing low temperature recovery technology of waste heat in automobile factory.Energy Sci. Eng. 2018, 6, 460–474. [CrossRef]
12. Trimpe, J., Jr. Waste Heat Recovery of Industrial Regenerative Thermal Oxidizer (RTO), a Case Study. Master’s Thesis, Universityof Kentucky, Lexington, KY, USA, 2021.
13. Adamkiewicz, A.; Nikonczuk, P. Waste heat recovery from the air preparation room in a paint shop. Arch. Thermodyn. 2019, 40,229–241. [CrossRef]
14. Grujicic, M.; Sellappan, V.; He, T.; Seyr, N.; Obieglo, A.; Erdmann, M.; Holzleitner, J. Total Life Cycle-Based Materials Selection forPolymer Metal Hybrid Body-in-White Automotive Components. J. Mater. Eng. Perform. 2009, 18, 111–128. [CrossRef]
15. Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002.[CrossRef]
16. Streitberger, H.-J.; Dossel, K.-F. Automotive Paints and Coatings; John Wiley & Sons: Weinheim, Germany, 2008; ISBN 3527309713.17. Akafuah, N.K.; Poozesh, S.; Salaimeh, A.; Patrick, G.; Lawler, K.; Saito, K. Evolution of the Automotive Body Coating Process—A
Review. Coatings 2016, 6, 24. [CrossRef]18. Talbert, R. Paint Technology Handbook; CRC Press: Boca Raton, FL, USA, 2007; ISBN 1420017780.19. Li-ping, C. Analysis of the Influence of Car Body Structure on the Pretreatment & Electrophoresis Process. Shanghai Coat. 2011, 8,
27–28.20. Sankara Narayanan, T.S.N. Surface pretretament by phosphate conversion coatings—A review. Rev. Adv. Mater. Sci. 2005, 9,
130–177.21. Hayashi, H.; Ishii, M. Development of 3-Wet Paint System with Improved Appearance-Paint Design Based on Transfer Mechanism of
Unevenness from Under Layers; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2014.22. Schoff, C.K. Craters and Other Coatings Defects: Mechanisms and Analysis. In Protective Coatings; Wen, M., Dušek, K., Eds.;
Springer International Publishing: Cham, Switzerland, 2017; pp. 403–425. ISBN 978-3-319-51627-1.

Energies 2022, 15, 2239 18 of 18
23. Rao, P.P. A heat exchanger analogy of automotive paint ovens. Appl. Therm. Eng. 2013, 61, 381–392. [CrossRef]24. Bell, I.H.; Wronski, J.; Quoilin, S.; Lemort, V. Pure and Pseudo-pure Fluid Thermophysical Property Evaluation and the Open-
Source Thermophysical Property Library CoolProp. Ind. Eng. Chem. Res. 2014, 53, 2498–2508. [CrossRef]25. Phad, C.B.; Jaware, V.B. Analysis of heat recovery from primer oven exhaust in paint shop. Int. J. Eng. Res. Technol. 2017, 6,
250–257.26. Smith, I.K.; Stosic, N.; Kovacevic, A. Power Recovery from Low Grade Heat by Means of Screw Expanders; Elsevier: Amsterdam, The
Netherlands, 2014; ISBN 1782421904.27. Hammerschmid, A.; Stallinger, A.; Obernberger, I.; Piatkowski, R. Demonstration and evaluation of an innovative small-scale
biomass CHP module based on a 730 kWel screw-type steam engine. In Proceedings of the 2nd World Conference and Exhibitionon Biomass for Energy, Industry and Climate Protection, Rome, Italy, 10–14 May 2004.
28. Öhman, H.; Lundqvist, P. Screw expanders in ORC applications, review and a new perspective. In Proceedings of the 3rdInternational Seminar on ORC Power Systems, Brussels, Belgium, 12–14 October 2015.
29. Pawlik, M.; Strzelczyk, F. Elektrownie; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2016; ISBN 978-83-01-18954-9.30. Hsu, S.-W.; Chiang, H.-W.D.; Yen, C.-W. Experimental Investigation of the Performance of a Hermetic Screw-Expander Organic
Rankine Cycle. Energies 2014, 7, 6172–6185. [CrossRef]31. Nikolov, A.; Brümmer, A. Investigating a Small Oil-Flooded Twin-Screw Expander for Waste-Heat Utilisation in Organic Rankine
Cycle Systems. Energies 2017, 10, 869. [CrossRef]32. Kolasinski, P. Experimental and modelling studies on the possible application of heat storage devices for powering the ORC
(organic rankine cycle) systems. Therm. Sci. Eng. Prog. 2020, 19, 100586. [CrossRef]33. Sarbu, I.; Sebarchievici, C. A Comprehensive Review of Thermal Energy Storage. Sustainability 2018, 10, 191. [CrossRef]34. Dincer, I.; Rosen, M. Thermal Energy Storage: Systems and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2002;
ISBN 0471495735.35. Douglas, T.B.; Dever, J.L. Enthalpy and specific heat of four corrosion-resistant alloys at high temperatures. J. Res. Natl. Bur. Stand.
1955, 54, 15–19. [CrossRef]36. Abdulagaov, I.M.; Abdulagatova, Z.Z.; Kallaev, S.N.; Omarov, Z.M. Heat-capacity measurements of sandstone at high tempera-
tures. Geomech. Geophys. Geo-Energy Geo-Resour. 2019, 5, 65–85. [CrossRef]37. Miao, S.Q.; Li, H.P.; Chen, G. Temperature dependence of thermal diffusivity, specific heat capacity, and thermal conductivity for
several types of rocks. J. Therm. Anal. Calorim. 2014, 115, 1057–1063. [CrossRef]38. Kostowski, E. Przepływ ciepła; Wydawnictwo Politechniki Slaskiej: Gliwice, Poland, 2010.39. Pan, J.; Zou, R.; Jin, F. Experimental Study on Specific Heat of Concrete at High Temperatures and Its Influence on Thermal
Energy Storage. Energies 2017, 10, 33. [CrossRef]40. Györke, G.; Deiters, U.K.; Groniewsky, A.; Lassu, I.; Imre, A.R. Novel classification of pure working fluids for Organic Rankine
Cycle. Energy 2018, 145, 288–300. [CrossRef]41. Lemmon, E.; Huber, M.; McLinden, M. NIST Standard Reference Database 23: Reference Fluid Thermodynamic and Transport Properties-
REFPROP, Version 9.1; National Institute of Standards and Technology: Gaithersburg, MD, USA„ 2013.42. Weiß, A.P. Volumetric expander versus turbine–which is the better choice for small ORC plants. In Proceedings of the 3rd ASME
ORC Conference, Brussels, Belgium, 12–14 October 2015; pp. 1–10.43. Imran, M.; Usman, M.; Park, B.-S.; Lee, D.-H. Volumetric expanders for low grade heat and waste heat recovery applications.
Renew. Sustain. Energy Rev. 2016, 57, 1090–1109. [CrossRef]44. Badr, O.; O’Callaghan, P.W.; Hussein, M.; Probert, S.D. Multi-vane expanders as prime movers for low-grade energy organic
Rankine-cycle engines. Appl. Energy 1984, 16, 129–146. [CrossRef]45. Kolasinski, P. Application of volumetric expanders in small vapour power plants used in distributed energy generation—Selected
design and thermodynamic issues. Energy Convers. Manag. 2021, 231, 113859. [CrossRef]46. Dumont, O.; Dickes, R.; Lemort, V. Experimental investigation of four volumetric expanders. Energy Procedia 2017, 129, 859–866.
[CrossRef]47. Kolasinski, P.; Daniarta, S. Sizing the thermal energy storage (TES) device for organic Rankine cycle (ORC) power systems. In
Proceedings of the MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2021; Volume 345.