Volun Technology Lc - International Nuclear Information ...
383
Y-12 Decontamination a Technology Lc for Buildin Volun Technology Lc Prepared f Office of Environmer U.S. Departmen September Prepared Oak Ridge K-i Oak Ridge, TenneJ managed MARTIN MARIETTA ENER for the; U.S. DEPARTMENT] under contract DE-AC; i
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Volun Technology Lc - International Nuclear Information ...

Y-12 Decontamination a Technology Lc
for Buildin
Volun Technology Lc
Prepared f Office of Environmer
U.S. Departmen
September
Prepared Oak Ridge K-i
Oak Ridge, TenneJ managed
MARTIN MARIETTA ENER for the;
U.S. DEPARTMENT] under contract DE-AC;
i

Y/ER 159/V2
i Decommissioning ic Diagram 9201-4
32 jic Diagram
the l Restoration if Energy
994
a* II l\ \, 1 t je 37831
f SYSTEMS, INC.
- ENERGY -84OR21400 DISTRIBUTION OF THIS DQCU.ViEsssT IS UisiUWHTEfc ,U

DISCLAIMER
Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.

Acknowlc John M. Googin, a member of the Senior Advisory Group, was a
death this year. We feel it appropriate to express our appreciation of him failed to enliven the discussions and guide our thinking.
The authors acknowledge the significant contributions made by Development: Robert Benedetti, Holmer Dugger, Mitchell Erickson, Ned I
Project Manager Team Leaders
R.L. Fellows K-25 Tech. G.A. Blankenship R.D. Bundy
Senior Advisory Review R.L. Fellows C.G. Jones
V. Boston DOE S.P.N. Singh R.M. Cannon Eng. F.P. DeLozier ER Deputy Team Leader J.M. Googin Y-12 Develop. J.T. Grumski Y-12 ER D.E. Beck J.E. Heiskell WM R.C. Reipe Y-12 Develop. Publications
Planning/Oversight/Coordination Review J.A. Getsi
M.L. Baker Y-12 Develop K.L. Brady ER Y.C. Childs Y-12D&D S.L Cross MMES R.L. Fellows K-25 Tech. S.M. Howell Y-12 D&D J.M. Kennerly ER J.O. Moore DOE M.J. Norris Y-12 ER J.E. Stone WM
nning & Integration
C.A. Chandler Eng. R.L. Fellows K-25 Tech. D.W. Phifer K-25 Tech.
G.W. Llanos M.W. Marsh G.E. Powell W.C. Russell N.C. Smith R.H. Van Dyke
Contributors
R.B. Alderfer T. Barnes J.A. Basford D.E. Beck G.L Bell Z.W. Bell D.H. Bunch R.M. Davis
September 1994
T T -v - . • <• )&'<:.^>A '. . *-?zr.

dgments nificant contributor to this Technology Logic Diagram project before his d our sense of loss. His insightful comments at project meetings never
5 DOE Overview Team for the Technology Logic Diagram Review and chins, William Schutte, and Randall Snipes.
Contributors (continued)
•25 Tech. •25 Tech. MES Env. Compl. RNLCTD
25 Tech.
ichnical Editor ectronic Publisher ichnical Editor ichnical Editor ichnical Editor ectronic Publisher jchnical Editor
•25 Tech. ach. Kinetics Corp. 12 Develop. 25 Tech. RNL Fusion Energy 12 Develop. 25 Tech. 12 Develop.
J.R. Devore E.L. Etnier R.L. Fellows A.P. Fleming C.A. Foster W.L. Gardner CM. Goddard D.C. Haley C.E. Hamilton J.P. Hitch J.M. Hiller P. Hoskins L.L. Houlberg K.A. Kitzke K.E. Lott E.B. Munday W.D. Nelson F. Roettger T. Ross S.L Schrock D.D. Smith C.W. Smith D.B. Smith C.C. Tsai R. Whaley T.L. White J.H. Wilson L.M. Woodard
Eng. ORNL HSRD K-25Tech. Y-12 EM ORNL Fusion Energy ORNL Fusion Energy Y-12ER ORNL Robotics Eng. ORNL HSRD Y-12 Develop. Eng. ORNL HSRD Y-12 Develop. Eng. K-25 Tech. ORNL Fusion Energy Y-12 Develop. ORNL CEA ORNL Robotics Y-12 Develop. Y-12ER ORNL Eng. Tech. ORNL Fusion Energy Eng. ORNL Fusion Energy ORNL CTD Y-12 Develop.
Page iii

Forevi
The Y-12 Plant Decontamination and Decommissioning Technology Logic Diagn decontamination and decommissioning (D&D) problems at BIdg. 9201-4 to potential tech Roadmap for the Oak Ridge Reservation, the Oak Ridge K-25 Site Technology Logic \ Hanford logic diagram. !
This TLD identifies the research, development, demonstration, testing, and ev, transfer and application to D&D and waste management (WM) activities. It is essential trj studies will begin by selecting the most promising technologies identified in the TLD and between cost and risk.
The TLD consists of three fundamentally separate volumes: Vol. 1 (Technology Sheets). Volume 1 presents an overview of the TLD, an explanation of the program-s technologies. Volume 2 contains the logic linkages among environmental managemeni solve these problems. Volume 3 contains the TLD data sheets.
Volume 2 has been divided into five sections: "Characterization," "Decontamin contains logical breakdowns of the Y-12 D&D problems by subject area and identifies tec
The technology evaluations contained in these volumes are based on the best solicited to improve the TLD data base. Please send comments to R. L. Fellows, Editor, 9201-4, Martin Marietta Energy Systems, Inc., P.O. Box 2003, Oak Ridge, TN 37831-727
!
i i
i t
i !

orcl
for Building 9201-4 (TLD) was developed to provide a decision-support tool that relates logies that can remediate these problems. The TLD uses information from the Strategic \gram, the Oak Ridge National Laboratory Technology Logic Diagram, and a previous
ation needed for sufficient development of these technologies to allow for technology follow-on engineering studies be conducted to build on the output of this project. These i finding an optimum mix of technologies that will provide a socially acceptable balance
/aluation), Vol. 2 (Technology Logic Diagram), and Vol. 3 (Technology Evaluation Data cific responsibilities, a review of identified technologies, and the rankings of remedial Dais, environmental problems, and the various technologies that have the potential to
)n," "Dismantlement," "Robotics/Automation," and "Waste Management." Each section alogies that can be reasonably applied to each D&D challenge.
ormation available during compilation of the TLD. New or more accurate information is 12 Plant Decontamination and Decommissioning Technology Logic Diagram for Building FAX 615-576-8558.
Pagev

Explanation and Understanding Ke) Column headings in this diagram are paragraph headings in the data she&
EM Goals Y-12 Problems Problem Areas/Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
1 Develop Environmental Stewardship
.Describes tha problem areas Identified that are the responsibility of tha Y-12 EM organizations (D&D, RA, and WM). These probtems may be at sites other than Y-12, including the Oak Ridge Reservation. These descriptions come from the current "offidaf lists generated In each of these areas.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Addresses a subelement-specific list of problems, all of which are" traceable directly to Y-12 problems. For example, the diagram for decontamination defines the problems/constituents in terms of (hazardous) contaminants and the substrate on which the contaminants reside. In contrast, the dismantlement diagram defines the problems/constituents in terms of substrate (massive concrete, structural steel, metal equipment, etc). In both examples, the problem/constituent is the dominating technical factor in selection of technologies to remediate the problems.
Refers to the applicable Regulatory Compliance Chapter in Vol. 1. Requirements can only be determined after consideration of detailed site-, waste-, and technolagy-specffic characteristics. Any pertinent • milestones associated with remediation of the problem are listed.
Disposition indicates the (proposed) disposition or end state ot the Y-12 facility or land that is, or contains, the problem.
Specifies the different components that must be addressed to solve the EM problem. For example, D&D activities are associated with characterization, decontamination, dismantlement, disassembly, materials disposition, robotics/automation, and regulatory compliance. The comparable subelements for RA are characterization, containment/isolation, treatment, retrieval, materials disposition, robotics/automation, and regulatory compliance.
September! 994

or the Technology Logic Diagram Vol. 3) and are described in the "Technical Approach" section of Vol. 1.
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
ides the general or generic lology approaches to em remediation.
Provides a specific technology that may reasonably be applied to remediate the problem. Technology Evaluation Data Sheet (TEDS) Codes, located after the technology names in this column, refer to TEDSs in Vol. 3. The TEDSs address each technology in more detail. Each TEDS contains a single, unique logic path from the Diagrams.
Rankings appear after the TEDS code for each technology. The technologies are ranked according to the following criteria:
• Overall assessment of usefulness (E—essential, H—high, M—medium, L—low)
• Ranking of the site problem (1-5 from lowest significance to highest)
• Time required to bring the technology to commercial or mature state at the site— expressed in years.
• Cost for bringing the technology from its present state to large-scale commercial use (millions [$M] or thousands [SK] of dollars).
• Projected unit processing cost for mature technology ($ per ft* or other unit or N for no estimate).
An example of a ranking follows: H-5-5 ($3.5M;N). This technology has a high overall usefulness; the problem is of highest significance to the site; the technology is estimated to take 5 years before it is ready for application at the site; an approximate expenditure of $3.5 million will be required to bring the technology to this state of readiness; and the unit processing cost cannot be projected at the present time.
Provides information on the status of the preceding technology.
• In Use—problem is in the process of being remediated with this technology.
• Accepted—accepted by industry and/or the problem owner. The demonstrated technology exists for use at the site.
• Demonstration—technology is available but is not demonstrated and/or accepted for the problem at the site.
• Predemonstratlon— technology is under laboratory-, bench-, or pilot-scale testing.
• Evolving Technology— technology status Is at a conceptual or preconceptual stage.
• Conceptual—a scientific or knowledge basis for the technology exists.
• Preconceptual—only a partial scientific or knowledge basis of the technology exists.
The following areas further define the applicability of a technology to the problem:
• Efficacy—the effectiveness of the technology in remediating the problem. Normally, quantitative measures are given for the technology's performance in standard practice, such as decontamination, estimating the final dpm/cm' of surface contamination; dismantlement, the time to cut a 24-ln. pipe; and characterization, trie analysis time and lower detection limit
• Waste—the potential output from the technology. This describes the nature and volume of both the waste and the potentially useful materials (recyclable) suitable for materials disposition evaluation.
Lists needs in Science and Technology where support should be applied to develop an "immature" technology to a field-deployable state.
Science needs are related to the fundamental understanding of the scientific phenomena that form the basis for the technology. These needs are typically for laboratory or bench-scale experiments, and, when possible, experiments addressing specific areas of uncertainty are suggested.
Technology development (TD) conversion of a scientifically understood phenomenon into an operating system (technology) that can be applied to, and can remediate an EM problem.
Technology Improvement needs relate to improvements that make a current technology more economical to apply, safer, and more effective or efficient The demonstration of a technology on a site-specific problem is classified as a technology improvement need.
If scientific needs are specified, it should be understood that the needs of scientific technology development or improvement are necessary to implement newly developed scientific understanding. Likewise, testing a TD opportunity implies that technology improvements are also likely to be needed.
Past and currently funded Technical Task Plans (TTP) were correlated with the technologies. If a match was found, TTP Match" appears in this column.
Covers many of the areas of concern for technology transfer activities. Specialized needs for both development of a technology and deployment of a mature technology are Identified.
These needs were evaluated In the areas of (1) resources (financial or personnel); (2)-hardware (process equipment, development equipment, and computers); (3)software (models, procedures, computer programs); (4) facilities (labs, shops, and buildings); and (5) education (training classes or degreed personnel). Only extraordinary needs are highlighted (i.e., those needs that would require long lead time or unusual procurements such as line items for facility construction).
Technology Integration identifies the technologies which can be integrated to produce a safer, better or cheaper remediation system.
The cost of applying the technology and the payback-cost potential has been estimated. There are many reasons for payback, such as reducing the waste volume compared to a reference process, the sale of useable products, and the reduction of labor compared to a reference technology.
Page vii

Con Acknowledgments iii Contamination
Solvent Washing to Remove P( Foreward V Strippable Coatings
Vacuum Cleaning Explanationand Understanding Key vii Ultrasonic Cleaning
Vibration Cleaning Characteraaiion Section 1 Thermal Surface Removal
Plasma Torch General Problems Laser Heating
Sampling Design 1-3 Laser Ablation SampleCollection 1-4 Plasma Surface Cleaning Detecfon Measurement-Field Methods 1-5 Plasma Etching Detectun-Measurement-Laboratory Methods 1-6 Flashlamp Cleaning Data Aiafysis/Managment 1-7 Thermal Surface Removal
Uranium 1-8 Dry Heat Mercury and other metals 1-11 Solvent Washing/Remove Radii Organics 1-14 Contamination Physical Problems 1-17 Strippable Coatings PCBs 1-18 Vacuum Cleaning Asbestos 1-19 Chemical Surface Cleaning
Chemical Leaching Decontaniftation Section 2 Chemical Foams
Chemical Gels MechanicaiSurface Removal 2-3 Electropolishing
Ultra KJgft Pressure Water 2-3 Amalgamation Centrrfiga! Cryogenic C0 2 Blasting 2-3 Biological Ice Bitting 2-3 Chelation Supercritftal C0 2 2-3 Surface Cleaning Sulfide. Conversion 2-11 Automatted Grinding Ultra #i#Pressure Water 2-11 Slurry Blasting Shot Ba&'ng 2-12 Compressed Air Cryogenic C02
Grit Blading 2-12 High Pressure Water Blasting CentrifiQal Cryogenic C0 2 Blasting 2-12 Superheated Water Ice Blas?dg 2-12 Water Flushing Supemtifcal C0 2 Blasting 2-13 Steam Cleaning PlasticftSet Balsting 2-13 Handing Brushing for Surface C Hand Siding, Honing, Scraping 2-13 Sponge Blasting
Surface Waning 2-4 Hot Air Stripping Competed Air Cryogenic C0 2 Pellet Blasting 2-4 Fluoroboric Acid Treatment High Pnssure Water Blasting 2-4 Inorganic Acid Treatments SuperheJed Water 2-4 Caustic Detergent Treatments SteamGQSaning 2-5 REDOX Treatments Automatd Brushing 2-5 Hypochlorite Oxidation HotAir-fflipping 2-5 Electropolishing Dry Heat 2-5 Ultraviolet Light/Ozone Water FJshing 2-29 Inorganic Acid Treatments Handfn]g3aishing for Surface Contamination 2-29 Bases and Alkaline Salts SpongeBtasting 2-30 Bulk Decontamination Solventtfashing to Remove Radiological Chemical Leaching
September 1994
nts 2-31 Vacuum (Low Pressure) with Heat 2-8
I 2-31 Chemical Foams 2-8 2-31 Hypochlorite Oxidation 2-8 2-32 Dry Heat (Thermal Desorption) 2-19 2-32 Chemical Leaching 2-19 2-32 Catalytic Extraction Process 2-19
2-6 Metal Refining Methods 2-23 2-6 Sulfide Conversion 2-23 2-6 Bases and Alkaline Salts 2-24 2-6 Smelt Purification 2-24 2-6 Electrorefining 2-24 2-7 Leach/electrowinning 2-25 2-7 Smelt Purification 2-55
2-17 Incineration 2-34 2-17 Dry Heat (Thermal Desorption Roasting) 2-51
gical Catalytic Extraction Process 2-51 2-17 Mechanical Surface Removal Methods 2-25 2-17 Ultra High-Pressure Water 2-25 2-17 Shot Blasting 2-25
2-7 Grit Blasting 2-26 2-7 Centrifigual Cryogenic C0 2 Blasting 2-26 2-7 Ice Blasting 2-26 2-9 Supercritical C0 2 Blasting 2-26 2-9 Plastic Pellet Blasting 2-27
2-10 Handing Grinding, Honing, Scraping 2-27 2-10 Automated Grinding 2-27 2-11 Metal Milling 2-28 2-14 Slurry Blasting 2-28 2-14 Mechanical Surface Cleaning Methods 2-38 2-14 Ultra High Pressure Water 2-38
let Blasting 2-14 Shot Blasting 2-38 2-15 Scabblers/Scarifiers 2-39 2-15 Grit Blasting 2-39 2-15 Centrifuge Cryogenic C0 2 Pellet Blasting 2-39 2-15 Ice Blasting 2-39
lamination 2-16 Supercritical C0 2 Blasting 2-39 2-16 Plastic Pellet Blasting 2-40 2-16 Hand Grinding, Honing, Scraping 2-40 2-20 Automated Grinding 2-40 2-21 Electro-Hydraulic Scabbing 2-40 2-21 Concrete Milling 2-41 2-21 Explosive 2-41 2-21 Concrete Chipping 2-41 2-22 Slurry Blasting 2-41 2-23 Surface Cleaning Methods 2-42 2-36 Compressed Air Cryogenic C0 2 Pellet Blasting 2-42 2-38 High-Pressure Water 2-42
2-8 Superheated Water 2-42 2-8 Water Flushing 2-42
Page ix

Steam Cleaning Hand Brushing Used to Remove Surface Contamination Automated Brushing Sponge Blasting Hot Air Stripping Dry Heat Solvent Washing Strippable Coatings Vacuum Cleaning Microwave Vaporization Steam Cleaning Hypochlorite Oxidation Hot Air Stripping Dry Heat Ultrasonic Cleaning Vibratory Cleaning Surface Cleaning Method Steam Cleaning
Thermal Surface Cleaning Methods Microwave Scrabbling Plasma Torch Laser Heating Laser Ablation Rashlamp Cleaning Plasma Etching
Air Cleaning Methods Adsorption Condensation. Electrostatic Preecipation Scrubbing Filtration
Dismantlement
Massive Concrete with Hg, Pb, Cr, PCBs, and/or U contamination
Walls with Hg, Pb, Cr, PCBs, and/or U contamination Hg, PCBs, U on Structural Steel Structural Steel with Hg, PCBs, and/or U contamination Asbestos withHg, PCBs, and/or U contamination Equipment Removal Equipment
Cutting Conventional Automated Conventional Disassembly
Entombment Enabling Technologies
2-43 Robotics and Automation 2-43 2-43 Mechanical-Mobility
Mechanical Manipulation 2-44 Mechanical-Mecahnisms 2-44 Mechanical-End-of-Arrm Tooling 2-44 Controls-Algorithms 2-45 Controls-Human/Machine Interfe 2-45 Sensors-Perception 2-45 Sensors-Controls 2-53 Other Technologies 2-53 2-54 Waste Management 2-54 2-54 Waste Retrieval 2-54 Waste Processing 2-59 Contaminated Concrete Rubbf 2-59 Scrap Transite 2-46 Scrap Asbestos Pipe & Insulat 2-46 Other Scrap Building Materials 2-46 fixtures, gaskets) 2-46 Scrap Nickel 2-47 Scrap Aluminum, Copper, and 2-47 (except Nickel and Mercury) 2-56 Scrap Ferrous Metal 2-48 Scrap Plastics, Paper, and Clq 2-48 Contaminated Personal Protec 2-48 Spent Ion Exchange Media (U 2-48 activated carbon) 2-48 Waste Processing Sludges (pt 2-48 treatment processes) j
Waste Processing Solid Resid Contaminated Wastewater
RAD in Water Heavy Metals in Water
3-3 PCBs in Water 3-4 Volatile Organic Compound^ 3-5 Semi-Volatile Organics 3-6 Mercury in Water 3-7 Contaminated Oil 3-8 RAD in Oil 3-9 Heavy Metals in Oil
3-10 PCB in Oil 3-10 Non-Halogenated Organics 3-10 Mercury in Oil 3-13 Contaminated Solvents (Halog 3-13 Halogenated) 3-15 RAD in Solvents
Heavy Metals in Solvents
Section 3
Pagex

lay Tiles
.g. wood, tile, roofing,
Non-Ferrous Metals
Section 4
4-3 4-4 4-4 4-5 4-6 4-6 4-7 4-7 4-8
Section 5
5-3 5-4 5-4 5-5 5-5
5-7 5-10
5-11
PCB in Solvents 5-52 Contaminated Mercury 5-54
RAD in Mercury 5-54 Waste Off-Gases from D&D, RA, and WM Operations 5-55
VOCs in Gases 5-55 Non-Volatile Organics in Gases 5-56 Particulates in Gases 5-58 Inorganics in Gases 5-60 Radioactive Elements in Gases 5-61
Waste Stabilization 5-63 Contaminated Solid Wastes 6-64
Waste Minimization 5-65 Minimize the generation of hazardous and mixed wastes 5-65
Waste Disposal 5-66 Waste Packaging.Handling.and Transportation 5-67
Waste Generator/Packaging/Transportation Interface 5-67 Radioactive Material Shipments 5-67 Non-Radioactive Material Shipments 5-68
(Except PPC and rags) e Clothing (PPC) and Rags esins and spent
ipitates from water
s
Water
ated and Non-
5-14 5-15
5-16
5-18 5-20 5-23 5-23 5-25 5-28 5-30 5-34 5-37 5-38 5-38 5-41 5-44 5-46 5-47
5-49 5-48 5-51
September 1994

Charact
The Characterization section is grouped by large, genera' the following "Problem Areas/Constituents" are then identifiej and other metals, organics, physical, PCBs, and asbestos. C problem area/constituents are grouped by general method irj are grouped according to these general methods: sampling | measurements—field; detection/measurements—laboratory; methods.

rization
' inclusive "Y-12 Problems." Within these general problems, general, uranium and other radioactive elements, mercury
aracterization technologies that will remediate these he "Alternative" column. All characterization technologies isign; sample collection; sample preparation; detection/ ata analysis/management; field methods; and laboratory

Characterization for Decontar
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
1 Prevent Future Insult
' Develop Environmental Stewardship
— All problems
EM Problems
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
General associated with Building 9201-4 (Alpha-4)
Refer to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed -and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site-and waste-specific characteristics are provided for eadt technology, regulatory requirements will be specified.
' Characterization
September 1994

lation and Decommissioning
Alternatives Technologies Status ScienceHechnology Needs Implementation Needs
npllng Design T EI
L nple Collection
Sequential Sampling Plans CHAR-252-OY
Ranking:' M-5-.5($.1M;$.5Kam')
Modeling of Heterogenous Materials Sampling CHAR-61-OY
Ranking:" L-5-0 ($.3M;N)
Ultrasonic Extraction CHAR-20-OY
Ranking:' M-5-1 ($.2M;$400/sample)
Sampling and Mixing Methods CHAR-81-OY
Ranking:* H-5-1 ($.2M;N)
Membranes for Sample Collection and Concentration CHAR-55-OY
Ranking:' H-3-1 ($300K;$50/sample)
Punch Cores CHAR-82-OY
Ranking:' H-5-1 ($.3M;N)
Metallographic Sectioning and Preparation CHAR-67-OY
Ranking:' H-3-0 ($OM;<$500/sample)
Multi-angle Drilling for Depth Profiling of Contaminants CHAR-64-OY
Ranking:' L-S-1 ($£M;N)
Solid Sorbent Sampling for
H Airborne Contaminants CHAR-254-OY
Ranking:' H-5-1 ($125K;<M$50/sample)
m
i 10
W
Accepted TTP Match
Evolving technology (conceptual) TTP Match
Predemonitration Technology not yet demonstrated. TTP Match
Accepted TTP Match
Accepted Membranes are predominantly permeable to selected components in mixtures allowing separation for accumulation or to facilitate analysis/detection. TTP Match
Demonstration Routine method for collecting contiguous core sample of solid objects.
Accepted.. Routinely used (or prearatton of metallic ceramic and geological materials.
Demonstration Can utilize standard commercially available drilling equipment
Demonstration Airborne target species and co-contaminants are collected by drawing air though tubes packed with one or more sorbent materials.
Experimental site data
An experimental design. Models need to be established. A study needs to be performed.
Testing needs to be performed to establish the enhancement of material retrieval from porous media using various solvents, acids, and bases.
Need to optimize methods for collection of representative samples and to mix samples into a homogeneous state.
System development or adaptation for specific applications; validation.
None
Procedure development for specific applications are needed; then protocols for standardized preparation should be developed.
Model studies need to be performed.
Reusable sorbent tube technology needs demonstration.
Initial planning time
Development cost: estimated at$300K
Hardware cost: $2-SKDevelopment Costs: $2Q0K. Inverse heads need to be designed for sampling from the floors and other horizontal (top-side) applications.
Requires statistical sampling design and proper laboratory blenders, mixers, and other equipment. Development Coats: $250K
Sample collection systems for Site-specific applications. Development Costs: $300K.
Need to acquire and setup methods and equipment for coring Alpha-4 sample matrices.
None Available at X-10, K-25.
Development cost: S200K Available at K-25.
Depends on contaminants. Development cost possible $250K
* See the Explanation and Understanding Key in the front of this document for a descnpb'on of the ranking code/scheme.
Page 1-3

Charac
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
• Develop Environmental Stewardship
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
> Waste Management (WM)
Alt problems associated with Building 9201-4 (Alpha-4)
General Refer to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for tna Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site-and waste-specific characteristics are provided for each technology, regulatory requirements will be specified.
' Characterization
Page 1-4

*rization
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Sample CoHecBon w Sampling Interface System for Surface Contamination CHAR-271-OY
Ranking:' M-S-3 ($.775M;N)
~~~ Flashlamp Heating to Release I j j J or Oesorb Surface and • " • Subsurface Contaminants
CHAR-87-OY
Ranking:' M-5-2 ($.5M;N)
Conceptual Would allow rapid identification of PCBs in walls, floors, insulation. TTP Match
Predemonstratlon
Development of rapid heating interface and software for rapid contaminant identification by direct sampling ion trap mass spectrometry.
Depth profiling and surface area sampled must be determined for each material. Means of sampling the plume must be developed for each analyte.
Development cost: $775K over 3 years.
To be determined for specific applications. Development cost: estimated at$150K
Sample Preparation
ID
10
Radioactive Sample Preparation CHAR-205-OY
Ranking:' H-2-1 ($.1M;N)
Supercritical Fluid Extraction of Oganics CHAR-208-OY
Ranking:' L-3-1 ($.33M;$100/sampla)
Microwave Digestion CHAR-19-OY
Ranking:' H-3-1 ($.2M;$100/sample)
High-Pressure Ashing for Sample Preparation CHAR-203-OY
Ranking:' L-3-1 ($.1M;N)
Demonstration Current work shows that methods can be adapted to meet these needs. TTP Match
Predemonstratlon Technology requires final development TTP Match
Demonstration TTP Match
Demonstration Commercially available, but not mature.
Adaptation of EPA and other methods and development of new technologies for the safe and efficient preparation of radioactive samples for analysis.
Extraction conditions need to be optimized for the specific target analytes and matrices of Alpha-4.
This technology shows much promise in reducing the amount of waste produced in analyzing samples as well as increasing the quality of the data obtained.
High-pressure ashing (HPA) is useful for the dissolution of organics and other difficult to dissolve materials. Commercially available but lacks sufficient validation to meet quality assurance (QA) requirements. Some special sample types may be at the development stage.
Development cost: S500K each of 2 years; personnel and facilities are available. Available at X-10.
Hardware cost: $30K Development cost: $300K. Available ntX-10.
Protocols are needed to optimize the digestion of environmental samples in preparation for subsequent analytical techniques. Available at X-10.
Some equipment/personnel currently available to develop new procedures, but needs to be expanded to meet the Increased work load. Estimated cost $60-120K/year for 2 years. Available at X-10.
* See the Explanation and Understanding Key in the front ot this document for a description of the tanking code/scheme.
September 1994

Charac
EM Goals Y-12 Problem Problem Areas-Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
1 Prevent Future Insult
1 Develop Environmental Stewardship
— All problems
EM Problems
1 Facility Decontamination and Decommissioning (D&D)
General associated with BuWng 9201-4 (Alpha-4)
Rcifer to the Regulatory Compliance chapter for potential applicable, proposed, ard promulgated environmental laws, signed and pending agreements for thu Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As sits-and waste-specific characteristics are provided for each technology, regulatory requirements will be specified..
— Characterization

ization
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
tection/Measurement -Id Methods
M
M
Rber-Optic Chemical Sensors CHAR-25-OY
Ranking:' L-3-1 ($1M;S10/samplB)
Portable Raman Spectrometer CHAR-84-OY
Ranking:" 1-5-2 ($1M;$10/samplB)
Portable Optical Absorption Spectroscopy (OAS) CHAR-27-OY
Ranking:' M-3-1 ($.6M;$50/sampie)
Air Filtering for Particulates Collection CHAR-59-OY
Ranking:' M-5-0 ($.25M;$500/sample)
Infrared Spectroscopy (Wavelength Dispersion) CHAR-18-OY
Ranking:' L-3-1 ($.5M;$100/sample)
Accepted Demonstration Remote detection using a variety of methods including optical absorption, Raman scattering, arid luminesce spectroscopy. The fiber optic is used to deliver or return light to or from the sample. This technology allows remote sensing in hazardous environments. TTP Match
Demonstration Raman spectra provide finger print identification of chemical species. No direct contact with the sample is necessary. Often interfaced with fiber optics for remote sensing In inaccessible areas. Hg is not Raman active. TTP Match
Accepted/Demonstration Measures the transmission of UV, visible, and near IR to determine the concentration of chemical species iagases, liquids, or solids. OAS can be applied to the analysis of any species that absorbs electromagnetic radiation in the region of excitation (UV through IR). TTP Match
Accepted Encompasses several methods of monitoring particulate loading and characteristics during RA and D&D activities. Collected samples can be analyzed for may different species. TTP Match
Accepted-This method Includes long path (LP-FTIR), diffuse reflectance (DRIFT), and attenuated total reflectance (ATR) for determination of compounds found In the air, water, or on surfaces. TTP Match
A combination of waveguides and spectroscopic techniques are needed that have been matched not only for each other but also for specific monitoring scenarios.
Waveguides are needed that can withstand the harsh chemical environment that may be present in some of the sampling locations.
Need portable equipment (laser.etc.) for in situ use-Develop methods that exploit surface enhancement and resonance excitation for vastly improved sensitivity.
Equipment available at ORNL Not assembled yet for specific applications.
Mature, field-portable technology available in IR, UV.
It can be Implemented for site-specific needs. Available at Y-12, K-25, and X-10.
This is a mature sampling technology with EPA protocols.
Available at Y-12, K-25, and X-10.
No units currently exist on site. Several vendors are marketing equipment. Software development would enhance site-specific applications.
Centralized mounting areas with robotically controlled unit; would allow multiple site areas to be monitored with one unit Available at Y-12, K-25, and X-10.
' See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
Page 1-5

Charad
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
Develop Environmental Stewardship
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Page 1-6
All problems " associated with Building' 9201-4 (Alpha-4)
General Refer to the Regulatory Compliance chapter for pctentia] applicable, proposed, ard promulgated environmental laws, signed and pending agreements for thu Oak Ridge Reservation (GRR), radiation protection standards, DOEorders, and ncnregulatory guidance. As site- and waste-specific characteristics are provided for each technology, regulatory requirements will be specified.
— Characterization

rization
Alternat ives Technologies Status Science/Technology Needs Implementat ion Needs
election/Measurement— !sld Methods
E|
Portable Luminescence Detection CHAR-92-OY
Ranking:' L-3-1 ($.SM;$Wsample)
Electrochemical Methods CHAR-10-OY
Ranking:' M-5-2 ($.5M;$100/sample)
Predemonstratfort The detection of organic and inorganic chemicals using fluorescence, phosphorescence, and chemilumlnescence. TTP Match
Accepted Oxidizabte or reducible species, excited by a voltage or current function In an electrical circuit and yields quantitative and qualitative information about species of interest. Selective and sensitive sampling Is possible in many situations. TTP Match
The technology is mature, but may not provide absolute identification of compounds in complex mixtures.
Instrumentation and lab tests to be performed on complex systems are needed.
Hardware Is available at Y-12 Specific techniques need development and procedures written. Available at Y-12, K-25, and X-10.
Hardware cost: $50K-$250K Development cosh $250K.
letection/Measurement-aboratory Methods - I —
Q
Rapid Secondary Ion Mass Spectroscopy (SIMS) CHAR-3-OY
Ranking:' H-5-0 ($0M;$S0-400/sampla)
- Ultraviolet/Visible (UV-VIS)
H Spectroscopy CHAR-9-OY
Ranking:' H-3-0 ($. 1M;$50-200/sample)
Electrochemical Methods CHAR-10-OY
Ranking:' H-5-1 ($.25Mp>$100/sample)
Accepted Ionized gas Impinges on sample to exist secondary ions that are subsequently analyzed.
Accepted Available on site. Used often, in routine lab analyses. TTP Match
Accepted Oxidizable or reducible species, excited by a voltage or. current function In an. electrical circuit and yields quantitative and qualitative information about species of Interest. Selective and sensitive sampling is possible in many situations. TTPMatch
This is a mature technology. Model studies are needed to calibrate for depth-profiling studies.
Model studies and application design. Available at Y-12, K-25, and X-10.
Adaptation and protocols for model studies to be performed on complex systems are needed.
Available at Y-12, K-25, and X-10.
Hardware cost: <$200K Development cost: <$100K.
Hardware cost: $50K-$250K Development cost: S250K.
ita Analysts/Management
[flj Data Access Services DISM-154-OY
Ranking:' M-5-1 ($.5M;$200Kam)
Demonstration The particular network and communications configurations needed to support restoration activities may not exist Would have to set up and demonstrate their successful operation.
Some software will be available commercially, some will have to be developed locally.
Requirements and specifications for such services must be identified and documented to serve as a common reference so that data can be accessed using a single set of services regardless of the type of computer at each node on the network.
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
September 1994

Charac
EM Goals Y-12 Problem Problem Areaa Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
EM Problems
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
All problems "— associated with Building 9201-4 (Alpha-4)
General Refer to the Regulatoty Compliance chapter for potential applicable, proposed, an t promulgated erMronmental taws, signed ami pending agreements for the Oak Ridge Reservation (ORR), radiation protection
- standards, DOE orders, and nonregulatory guidance. As site- and waste-specific characteristics are provided for each technology, regulatory requirements will be specified.
— Characterization
September 1994

Alternatives Technologies Science/Technology Needs Implementation Needs
Geographic Information System (or Y-12 DISM-181-OY
Ranking:' M-S-1(S1M;$200K)
Accepted Most information, data, and computer system components for a baste geographic information system (GIS) for each DOE site already exists but must be integrated to meet the needs of the environmental restoration program.
Existing technology must be enhanced by adding a tagging mechanism to permit the system to be used for tracking activities and to link information in databases associated with a physical location to appropriate map and drawing displays on desktop computers.
A large initial effort may be required to scan and digitize diagrams and drawings for electronic storage and quick retrieval or transfer across networks.
Computer-Based Training Systems DISM-191-OY
Ranking:' M-S-1($.3M;$100K)
Demonstration Application software Is available that permits rapid development of courses using many media (visual, audio), including support for a variety
Further development is needed in the area of authoring support.
A well-defined course development life cyde does not yet exist Currently used software engineering development life cycle methods should work well.
Fractals Used to Select Models for Material Transport in Porous Media CHAR-225-OY
Ranking:' L-5-2(N;N)
Evolving One of the early application areas of the mathematical concepts of fractals and fractal geometry has been to flow in porous media.
Application of fractal concepts to physical systems is a new field. Models of Hg transport in porous media could be useful prior to Phase I & II activities.
Development of software: ~$400K
Client/Server Architecture for Database Access DISM-1S7-OY
Ranking:' M-5-1 ($.5M;$200Kam)
Demonstration The effectiveness and appropriateness of a particular architecture design to meet the requirements of the restoration activities needs to be demonstrated.
This technology will benefit most from improvements in network technology (higher transmission speeds, improved transmission protocols, and data access services) needed to support it.
Effectiveness depends strongly on the definition, design, and implementation of the data dictionaries, data directories, and data models that are the essential foundation for use of this technology.
Hypertext Information Systems DISM-158-OY
Ranking:' L-5-1 ($.3M; $150Kam)
Spatial Sample and Data Analysis Plans CHAR-253-OY
Demonstration A range of products exists to support development of hypertext Information systems having many capabilities such as mechanisms for linking related items, for starting execution and controlling other applications, and for navigating documents for faster access to information.
Accepted TTP Match
Authoring and design tools are needed.
None
Hypertext information systems must be designed with great care to avoid problems with maintenance (e.g., modifying or replacing blocks of text from which or to which many links have been made to selected text strings within the block).
Personnel and computer time, access to survey data. • Available at X-10.
Ranking:' M-5-.5($.1M;$.5Kam)
See the Explanation and Understanding Key in the front of this document tor a description of the tanking code/scheme.
Page 1-7

Charac
EM Goals Y-12 Problem Problem AreasiConstituents Reference Requirements Subelements
' Clean Up Legacy Waste
Prevent Future Insult
• Develop Environmental Stewardship
- All problems
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Groundwater and Surface Water
associated with Building 9201-4 (Alpha-4)
General
Uranium
RBfer to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (C)RR), radiation protection standards, DOE orders, and nonregulatory guidance. As site- and waste-specific characteristics are provided for each technology, regulatory requirements wilt be specified.
' Characterization
Proposedfederal (SDWA) — standard for natural uranium in drinking water is 20 ug/L, MCL (equivalent to 30pCi/L). Refer to the Regulatory Compliance chapter for other potential applicable, proposed, and promulgated environmental taws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site- and waste-specific characteristics are provided for each technology, regulatory requirements wilt be specified. -
Characterization

rization
Alternatives Technologies Status Science/Technology Needs Implementation Needs
lata inalysis/Management
EJ
L QQ
Quality Control for Measurement Processes CHAR-250-OY
Ranking:' H-5-.2S ($.05M;$.5Kam)
Analysis of Censored Data CHAR-249-OY
Ranking:' M-5-.25 ($.05M; $O.SKam)
3-D CAD Database of Buildings and Structures DISM-156-OY
Ranking:' M-5-2 ($2M; $300Kam)
Accepted TTP Match
Demonstration Some work Is available in the literature. The application likely will have to be expanded to meet current needs.
Accepted The basic technology is in wide use. A variety of commercial products Is available for use on systems ranging from desktop computers to large mainframes.
Data from standards evaluations.
Computer work station with access to appropriate data bases.
Integration of this technology with other supporting technologies to provide the high level of automation needed to ensure proper compliance with environmental legislation governing restoration activities.
Access to quality standard measurements. Available at X-10.
Access to appropriate data bases, computer time, mathematical development time, and programming time. Available at X-10.
Identification of all possible uses (e.g., 'training* robots, visual "walkthroughs,* tags for tracking activities) of this technology and development of database requirements to support them are very important foundations for effective use of this technology.
told Methods
Q
W
Proportional Counter for Alpha and Beta Activity CHAR-108-OY
Ranking:' H-2-0 ($. 1M;$100/samplB)
Accepted
- Bubble Dosimeters for Neutron
CHAR-216-OY
Ranking:' M-2-1 ($.2M;$1S/sample)
- Inorganic Crystal Gamma-Ray
H Scintillometers CHAR-263-OY
Ranking:' H-2-0 (SO; $100/sample)
Long-Range Alpha Detector CHAR-65-OY
Ranking:' H-2-1 ($.4M;$100/sample)
Organic Scintillation Detectors | * | for Gamma Rays
CHAR-326-OY
Ranking:' H-2-0 (N;N;
Accepted These dosimeters are an Integral part of a field neutron dosimetry system for use where neutron sources and shielding are not well known. They are capable of measuring neutron dose equivalent in low-level fields and of providing simple spectral Information.
In either single-channel or multichannel format, they are available commercially. The Instrument consists of a Nat crystal, photomultiplier tube, portable battery-operated power supply, pulse height analyzer, and readout. TTP Match
Demonstration A screening device for alpha detection on surfaces or personnel. Measures ionized air drawn from container holding contaminated object; irrespective of shape con be sensitive to ~ Idpm alpha.
Accepted Useful for survey of radioactive materials but usually cannot be used to identify specifics. Commercially available.
This is a well-established technology. Probes for measuring vertical or overhead items are needed.
The technique is well established in measuring neutron flux around personnel. It must be evaluated in potential confounding effects in less benign environments.
Normal
Robotic technology needed for remote control applications.
Measurement probes and other devices must be developed for specific applications.
None
Development coat: -S200K Is needed to develop acoustic coupler for applications requiring real-time measurement of neutron dose rate and for development of a less expensive, automated bubble counter for reliable processing of passive detector results.
The technology Is commercially available. Specialized detector holders may need to be developed for particular applications.
Field testing Is needed. Development cost: ~$300K
Normal
* See the Explanation and Understanding Key in the trontolthis document for a descnption ot the ranking code/scheme.
September 1994

Charac
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
- Clean Up Legacy Waste
Prevent Future Insult
' Develop Environmental Stewardship
EM Problems
' Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
'Alt problems ^ — associated with Building 9201-4 (Alpha-4)
Uranium Proposed federal (SDWA) standard for natural uranium in dnViking water is 20 ug/L, MCL (equivalent to 30pCtfL). OSHA air contaminant Emits for uranium (as U) are 0.05 mg/m3
(soluble compound) and 025 mg/m3 (insoluble compounds) For surface contamination, the average for uranium should be <9X»dpm/100 cm 2 , defined by DOE Order 5400.5. Refarto the Regulatory Compllancs chapter for other potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak RkJga Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site- and waste-specific characteristics are -provided for each technology, regulatory requirements will be specified.
' Characterization
September 1994

ization
Alternatives Technologies
Id Methods
w
m
• i n Beta Solid-State Detector for Alpha, Beta CHAR-327-OY
Ranking:' H-2-0 (N;N)
— Alpha/Beta Detection with
B Organic Solid Scintillators CHAR-328-OY
Ranking:' H-2-1 (N;N)
- Alpha/Beta Detection with ___ Inorganic Scintillators I I I CHAR-329-OY
Ranking:' H-2-0 (N;N)
Prompt Rssion Neutron and Gamma Ray Detection CHAR-330-OY
Ranking:' M-2-4 (<$1M;N)
— Cd Zn Te Semiconductor ___ Radiation Detector | | | CHAR-336-OY
Ranking:' H-2-3 (<$500K;N)
Airborne Uranium Detection CHAR-337-OY
Ranking:' H-2-0 ($0;<$10K/yr)
Status
Accepted Used for surface monitoring or can be adapted for airborne alpha/beta emitters. Commercially available.
Accepted A thin plastic scintillometer coupled to optically sensitive device. Components are commercially available.
Accepted Inorganic crystal (e.g., Nal, Csl, BGO) coupled to photomulti'pliers tube or other optically sensitive device. " Commercially available.
Predemonstratton Detects fissile material. May probe through thick materials.
Predemonstratlon Detects radioactive (gamma) material.Small sensing head can be threaded into hard to reach places.
Accepted a vacuum pump draws air through a filter with continuous monitoring for alpha activity. Commercially available.
Science/Technology Needs Implementation Needs
None Normal
Testing of response of red-emitting scintillators to alpha and beta radiation.
Minimal. BGO may need investigation.
Normal
Normal
Extensive simulations may be required to determine efficacy of this technique. Calibration studies are needed.
None
Adequate shielding required, for personnel protection.
Efficacy for uranium detection needs to be determined.
None None
wralory Methods
M
Fissile Material Locator/Profiler CHAR-212-OY
Ranking:' L-2-1 (N;N)
Thermal Emission Mass Spectrometry CHAR-322-OY
Ranking:' M-2-0 ($0M;$195/sample)
Proportional Counter for | T | Alpha, Beta Activity l U l CHAR-108-OY
Ranking:' M-2-0 ($. 1M;$100/sample)
Demonstration 252 Cf Neutron/Gamma Noise Analysis Method. Determines the neutron multiplication constant without the need for calibration at or near the critical state.
Accepted Commercially available and in routine use at the Y-12 Plant for determining accurate isotopiccomposition of very small amounts of uranium. Commercially available.
Accepted
Each new configuration needs to be studied to determine proper positioning of detectors to assure accurate measurements.
None
Has been used successfully at Y-12 and other DOE plants.
This is a well-established technology. Probes for measuring vertical or overhead items are needed.
Hardware cost: $250-625K Instrumentation is available at Y-12
Normal
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
Page 1-9

Charac
EM Goals Y-12 Problem Problem Areas,Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
All problems — associated with Building 9201-4 (Alpha-4)
- Uranium Proposed federal (SDWA) standard for natural uranium in diinking water Is 20 ug/L, MCL (equivalent to 30pCiA.). OSHA air contaminant limits for uranium (as U) are 0.05 mg/m3
(soluble compound) and 0.25 mg/m3 (Insoluble compounds) Rx surface contamination, the average for uranium should be <5000 dpm/100 cm 2, defined bjr DOE Order 5400.5. Referto the Regulatory Compliance chapter for other potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE. orders, and nonregulatory guidance. As site-and waste-specific characteristics are provided for each technology, regulatory requirements will be specified.
' Characterization
Page 1-10

rization
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
iboratory Methods' | Fluorescence Spectrometry p i CHAR-323-OY
Ranking: H-2-0 ($0M;$150/sample)
Solid-State Detector for Alpha, Beta CHAR-327-OY
Ranking:' H-2-0 (N;N)
- Neutron-Induced Radioactivity
H ot Rssile Materials CHAR-331-OY
Ranking: H-2-4 (<$1M;N)
M
M
El
- Neutron-Induced Prompt Gamma Ray Detection of Uranium CHAR-333-OY
Ranking: M-2-2 (<$500K.N)
Photon Electron Rejecting Alpha Liquid Scintillation (PERALS) CHAR-97-OY
Ranking: M-2-0 ($0;$50/sample)
Neutron Activation Induced Gamma Analysis CHAR-266-OY
Ranking:' M-2-1 ($.2M;$300/sample)
Gamma-Ray Spectrometry _ _ CHAR-268-OY
III Ranking:' H-2-0 ($.1M;$100/sample)
Accepted Commercially available and in routine use in the Y-12 Plant Uses an ultraviolet source to stimulate the emission of a wavelength specific for uranium. Highly sensitive; useful for submicrogram detection of uranium.
Accepted Commercially available and in routine use at the Y-12 Plant The technique uses semiconductory detectors to obtain high-resolution energy spectra of alpha particles. Pfcogram sensitivity tor uranium and transuranics.
Prodenionatratton-' Neutron irradiation of a sample containing fissile material produces gamma rays that are Identified by a Ge detector.' Can be very sensitive to trace amounts of fission product and U-239.
Prodemonstratlorr The gamma rays following the capture or scattering of neutrons by uranium are detected. No commercial device is known at this time.
Accepted Commercially available. Has the lowest detection limit (t pCl/gj of rapid radiological techniques, ideal for uranium.
Accepted, : Mature technology. TTP Match
Accepted-Mature technology. TTP Hatch
None Hardware coat: $20K Instrumentation is available at Y-12.
None
Sensitivity needs to be determined. Calibration is not straightforward.
Simulations would probably be required to determine the efficacy of this technique. Instrument could be assembled from purchased components.
Scintillation cocktails that are not toxic under RCRA need to be developed for use in PERALS.
Startup studies to be done to evaluate possible interferences.
None
Hardware cost: $50K Instrumentation is available at Y-1Z
Q Sodium Iodide-Germanium Gamma Spectroscopy CHAR-106-OY
Accepted TO? Match
Correction factor methodology needs to be published.
Adequate shielding Is required to protect personnel from neutron source. Capital cost: >$100K for assembled Instrument
Adequate neutron/gamma shielding required.
A PERALS laboratory is already set up at the Y-12 Plant and the ORNL DESAR facility. It can be adapted for rapid on-line monitoring of both airborne and loose contamination.
Instrumentation and personnel currently exist but need to be expanded to meet the expected workload. Estimated cost of upgrade and expansion S250K. Available at X-10 and Y-1Z
Some equipment/personnel currently available but need to be expanded to meet the expected Increase In work toad. Detector costs range from S10K to S50K. Available at X-10.
None
Ranking:' H-2-0 ($0M;N)
' See the Explanation and Understanding Key in the/renter this document tor a description of the ranking code/scheme.
September 1994

Charact
EM Goals Y-12 Problem Problem AreasConstituents Reference Requirements Subelements
• Clean Up Legacy Waste
1 Prevent Future Insult
' Develop Environmental Stewardship
— All problems associated with Building 9201-4 (Alpba-4)
EM Problems
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Mercury and other metals The F-ederal (SDWA) standard for mercury in drinking water is 2 ug/l_ For mercury in air, the personnel exposure limits are 0.02E mg/trr? TWA (Y-12 tnd, Hg.) iuid 0.05 mg/m3 (OSHA andACGIH)ForEPA exemption from regulation, the Omit at the plant property line Is <50 Ffl/m3. Maximum acceptable surface contamination Hg: 100 ug/100 cm 2 (Y-12 Ind. Hg.). Waste disposal Hmitsr 12 mg/kg at Y-12 sanitary landfill, 4 mg/kg at Envinxare. Refer to the Regulatory Compliance chapter for other potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge ? Reservation (ORR), radiation protection standards, DOE
. order.;, and nonregulatory guidance. As site-and waste- ' specific characteristics are provided for each technology, regulatory requirements will be specified.
' Characterization
September 1994
-y&w.

rization
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
iekt Methods | Atomic Emission Spectroscopy CHAR-76-OY M
Q
Q
Ranking:' M-5-1 ($.2M;N)
- Modeling Migration ot Mobile
H Mercury CHAR-53-OY
Ranking:' H-S-2 ($500K;N)
Body/Biological Monitoring for Mercury CHAR-52-OY
Ranking:' H-S-N(N;N)
J. X-Ray Fluorescence for In Situ
H Monitoring of Toxic Heavy Metals CHAR-6-OY
Ranking:' H-5-1 ($.2M;$25/samplB)
Laser Ablation; Inductively Coupled Plasma; Atomic Emission Spectroscopy CHAR-111-OY
Ranking:' L-5-3 ($1M;N)
Mercury Air Monitoring CHAR-302-OY
Ranking: £-5-1 (<$200K;N)
Surface Acoustic Wave (SAW) Sensors CHAR-14-OY
Ranking: M-5-2 ($400K;<$20/sampIe)
Anodic Stripping Voltammetry CHAR-338-OY
Ranking: H-5-1 (<$300K;<$100/sample)
Accepted Common excitation source is an electrical discharge. Element-specific light is detected, either on film or photo detector tubes.; Semiquantitative but is an excellent screening analysis. TTP Match
Demonstration Modeling for surface contamination measurements.
Preconcaptual Method to detect and measure body contamination with mercury Is available (but tow capacity, no Indication of saturaton)...'
Accepted Can be useful for in situ monitorlng.of toxic heavy metals In paints, on surfaces, and In soils. Portable XRF units are commarciatly available and have been widely used for screening painted surfaces for lead contamination.. TTPMateh
Demonstration Integration of these three technologies allows multiple element analysis: TTP Match
Several fnsteumentsexfet In the market for area and personal monltoringvTheir reliability must be proven before using In a DSD situation.-.
PredamonstratJon Adsorption of analyte on crystal surface alters speed, frequency, or phase of • • acoustic wave.
Demonstration The instrument is being. developed and tested at Y-12. Instrument Is portable and automated. Analytical range is 3-2000 ppbtonicHg,;
The technology is well-developed and applicable as is.
Available at the Y-12 Plant
Models need to be developed that are applicable to site-specific scenarios.
The specific technology to be used for field monitoring is unknown.
Mature technology for manual applications. Excellent candidate for automated or robotic deployment systems.
Improvement of the robotic process for site-specific conditions (e.g., floor, wall, ceiling) is needed.
None
Software and hardware are needed to Implement the modeling systems.
Model studies are needed, to correlate exposure and quantitative analysis.
Substrate effects need to be studied. The lower limit of detection for some metals on surfaces needs to be measured (~$200K).
Normal instrumentation development Development coat: estimated at SIM.
None
Optimization of higher temperature, small probe unit devices. Development of online monitoring.
Minimal. In general, the technology is ready to use.
Normal
Instrument needs to be field packaged.
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
Page 1-11

Charac
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
Develop Environmental Stewardship
— All problems
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
associated with Building 9201-4 (Alpha-4)
Mercury and other metals The Federal (SDWA) standard " far mercury In drinking water is 2 ug/L For mercury In air, the personnel exposure limits are 0.025 mg/rn3 TWA (Y-12 tnd. H j . ) and O.05 mg/m^fOSHA and ACQ ind.HG.) For EPA exemption from regulation, the limit at the plant property line Is <i>0 pg/m 3. Maximum acceptable surface contamination Hg: 100 ug/100 ern 2 (V-12. Ind. Hg.). Waste disposal limits: 12 mgykg at Y-12 sanitary landfill, 4 mg/kg at Envirocare. Refer to the. Rugulatory Compliance chapter for other potential, applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge. Ruservation (ORR), radiation protection: standards, DOE . orders, and nonregulatory guidance. As site- and waste-specific characteristics are provided for each technology. -regulatory requirements will be specified.
' Characterization
Page 1-12

mzation
Alternatives Technologies Status SciencaTechnology Needs Implementat ion Needs
Field Methods i Gold Amalgam Resistance f j | Detector
w
CHAR-316-OY
Ranking: H-5-1 (<$200K;<$10/sample)
Colorimetric Mercury Analysis CHAR-314-OY
Ranking: M-5-1 (<$200K;<$50/sample)
- Piezelectric Mercury Vapor r n Detector IH I CHAR-313-OY
Ranking: M-5-2 (<$400K;N)
- Neutron Induced Prompt
H Gamma Ray Detection of Mercury and other Metals CHAR-333-OY
Ranking: H-5-3 (<$600K;N)
Neutron Activation Analysis for
H Mercury CHAR-334-OY
Ranking: H-S-2 ($400K;N)
Accepted Mercury vapor in air flowing past a thin gold wire deposits and forms a thin gold amalgam. The resistance of the gold wire, a function of the amount of amalgam present is monitored to quantify the amount of Hg present
Accepted CommerciaHy available. An aqueous solution of mercury (II) forms a complex with and organic dye; monitoring and detection is by UV-visible spectrometry. Hg detection limit is in microgram (10 6pg) range. Simple and inexpensive.
Predemonstratton The device contains a gold-coated piezoelectric crystal whose oscillations change with Increase In absorbed Hg. Hg detection Omit,' 10 6 pg.-
Predemonstratjon. . Natural mercury emits a, characteristic gamma ray on interaction with a neutron. The device Is capable of probing concrete and steel structures to detect mercury.hldden from view.
Accepted Can perform trace analysis. May require sending samples to a reactor and performing-, analysis there. HFIR at ORNL has been used for this purpose.
The reliability of the technolgy needs to be improved.
Instrument cost: <$5K Operating cost: <$20/sample Available at Y-12.
None
Identification of interferences. Optimizing sensitivity. Tests for methyl mercury detection.
No commercial device exists, but instrument could be assembled from purchased components. Testing and verification would be required.
None for detector. Depending on application, may need to develop portable accelerator-based neutron source.
None Overall cost: $80/test ($35/Wt; 20-30 tests per person per day)
Development cott:$250K Capital cost: <$10K Operating cost: <$5/sample
Adequate noutron/gamma shielding to protect personnel from neutron source. Overall Cost>$100K for a complete instrument
Shielding to protect personnel from neutron source. cost: >$100K if portable local accelerator-based neutron source is to be developed.
Portable Mercury Headspace Analyzer CHAR-308-OY
Ranking:' H-5-1 (<$200K;<$100/sample)
Predemonstratlon Uses a chemical pre-treatment-fotlowed by analysis of the ' . headepace mercury vapor.
Reliability of the portable analyzer under heavy use needs confirmation.
Minimal Implementation needs
Laboratory Methods
m Inductively Coupled Plasma-Mass Spectroscopy (ICP-MS) CHAR-78-OY
Ranking:' H-5-2 ($1M$200/sampla)
- Inductively Coupled Plasma
H Atomic Emission Spectroscopy (ICP) CHAR-77-OY
Ranking:' H-5-0 ($. 1M;S200/sample)
Demonstration Available, but not fully developed. Suitable for routine -use. Applicable for multielement analysis of aqueous solutions more selective than ICP-AES Hg detection levels.
Accepted In routine use for multielement analysis of methods; allows' analysis in the ppb range. Hg detection level: 0.5 pg. Accepted by EPA. TTP Match
Development is in progress to use the technology for surface analysis using laser ablation techniques, and for low-specific activity, long-lived radionuclides.
Applicable as is. Well-developed technology.
It is now available at the Y-12 Plant Capital cost: $250-350K Development coat: -$400K. (to extend long-lived, low specific activity radionuclides.) Available at Y-12.
Available at Y-12.
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
September 1994

Charact
EM Goals Y-12 Problem Problem Areas Constituents Refarence Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
EM Problems
Facility Decontamination and Decommissioning (D&D)
All problems — associated with Building 9201-4 (Alpha-4)
Mercury and other metals The federal (SDWA) standard for rnercuiy In drinking water is 2 u j / L For mercury In air, the personnel exposure limits are 0.025 mg/ro3 TWA (Y-12 lnd~ Hg.) and 0.05 mg/m 3 (OSHA andACGlH.)FbrEPA exemption from regulation, the limit at the plant property line is <50pg/rn3. Maximum •
• acceptable surface contamination Hg: 100 ug/100 cm 2 <Y-12.lnd. Hg.). Waste disposal limits: 12rng/kg at Y-12 sanitary landfill, 4 mg/kg at Envirocare. Refer to the Regulatory Compliance chanter for other potential applicable, proposed, and promulgated environmental laws, signed arid pending agreements for the Oak Ridge; Reservation (ORR), radiation protection standards, DOE
-orders, and nonregulatory guidance. As site-and waste-spe<ific characteristics are ." provided for each technology, regulatory requirements will be specified.:"- r • '
~~ Characterization

rization
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
iboratory Methods - ' | Atomic Emission Spectroscopy
c n < A E )
U l CHAR-76-OY L U]
E]
Ranking:' M-5-0 ($. 1M;$200/sample)
Ion Chromatography (IC) CHAR-50-OY
Ranking:' M-5-0 ($. 1M;$100/sample)
Wavelength Dispersive X-Ray Spectroscopy (WDS, WDX) CHAR-36-OY
Ranking:' M-5-0 ($OM;$100/samp!e)
Energy Dispersive X-Ray Spectroscopy (EDS, EDX, EDAX) CHAR-35-OY
Ranking:' M-5-0 ($0M;$100/sample)
_ Transmission Electron ^ ^ Microscopy (TEM) | 2 J CHAR-34-OY
Ranking:' M-5-0 ($0M;$500/sample)
- Scanning Electron Microscopy (SEM) CHAR-33-OY
Ranking:' L-5-0 ($0M;$5O0/sample)
EJ
w
Q
L
Cold Vapor (Mercury) Analysis CHAR-24-OY
Ranking:' H-5-0 ($0M;$100/sample)
Neutron Activation/Induced Gamma Analysis CHAR-266-OY
Ranking:' H-5-0 ($0M;S200/sample)
Powder X-Ray Diffraction CHAR-31-OY
Ranking:' L-54 ($0M;>$100/samp!a)
Electron Spectroscopy for Chemical Analysis (ESCA) CHAR-1-OY
Ranking:' L-5-0 ($0M;$200-600/sample)
Accepted Semiquantitative, but an excellent screening analysis. TTP Match
Accepted Can separata and quantify Ions in solution. Ppm to ppb detection limits. TTP Hatch
Accepted Delicate apparatus may limit field use. Used for quantitative and quantitative elemental
Accepted Useable In laboratory or field. Allows rapid elemental and quantitative analysts of solid samples. -TTP Match
Accepted For micro-analysis of solid samples. In conjunction with X-ray techniques, can give elemental analysis. TTP Match
Accepted . Spot and broad surface elemental analysis.. -TTP Match
Accepted This technique is based on tha atomic absorption spectroscopy of mercury and is very sensitive and highly selective.
Accepted Detection limit for Hg: 500 picograms. Mature technology.' TTP Match
Accepted Used for identification of crystalline phases in solid samples*
Accepted Provides semiquantitative surface elemental analysis and soma chemical Information.
The technology is well-developed and applicable as is.
A detector system that is optimized for the expected waste streams that will be generated needs to be determined.
None
Mature technology.
Mature technology-
Mature technology.
This is a mature technology.
Mature technology. Startup studies to be done to evaluate possible interferences.
Mature technology.
Model studies are needed to identify binding energies for standard compounds of U for suspected matrices.
Available at the Y-12, K-25, and X-10.
We have systems available for process control of D&D efforts. Available at the Y-12, K-25, and X-10.
None Available at the Y-12, K-25, andX-10.
None Available at Y-12, K-25, and X-10.
None Available at Y-12, K-25, and X-10.
None Available at Y-12, K-25, and X-10.
This is a mature technology which needs to be part of a mobile laboratory.
Estimated cost of upgrade and expansion S250K. Available at X-10.
None Available at Y-12, K-25, and X-10.
Instrumentation and personnel currently exist Available at Y-12, K-25, and X-10.
* See the Explanation and Understanding Key in the front of this document for a description of the ranking coda/scheme.
Page 1-13

Characl
EM Goals Y-12 Problem Problem Areas.Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
Develop Environmental Stewardship
I EM Problems
Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
. Waste Management (WM)
Page 1-14
All problem* associated with Building 9201-4 (Alpha-4)
Mercury and other metals
Organics — (Oils, etc.)
The federal (SDWA) standard for mercury In drinking water is 2 t»3/L For mercury in air, the personnel exposure Omits are 0.025 mg/m3 TWA (Y-12 ind, Hg.) and 0.05 mg/rri^OSHA anclACGIH.)R>rEPA exemption from regulation, the limit at the plant property line is <SCi pg/Jn3. Maximum acceptable surface contamination Hg: 100 ug/100 cm*(Y-t2 Ind: Hg.). Waste dls|»saj limits: 12 mgftg at Y-12 sanitary landfill, 4 mg/kg at Emrirocare. Refer to the Regulatory CompSanca chapter for other potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge;. Reservation (ORR), radiation protection standards, 0OE-orders, and nonregulatory-gui dance. As site- and wasta-speidffc characteristics are provided for each technology, regulatory requirements wOi be
• specified.
' Characterization
Refer to the Regulatory Compliance chapter for potential applicable, proposed; and promulgated emirorimentaffawsrslgned and pending agreements for. the Oak Ridge Reservation (0!W), radiation protection , standards, DOE orders, and nonregulatory guidance. As . site)- and waste-specifkr characteristics are provided for each technology, specHfc regulatory requirements will be specified.
Characterization
vnr ,»-"- *-

irization
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Laboratory Methods
Q
Q
Biological Monitoring for Mercury CHAR-52-OY
Ranking:' H-5-0 (0;N)
Auger Electron Spectroscopy (AES) CHAR-2-OY
Ranking:' L-5-0 ($0M#300-800/sample)
Analysis for Mercury in Water CHAR-303-OY
Ranking:' H-5-0 (<$100K;<$50/sample)
m
GC/ECD for Measuring Organic Mercury CHAR-311-OY
Ranking:' L-5-0 ($0;<$50/sample)
^— Photoacoustic Spectrometry (PAS) CHAR-312-OY
Ranking: H-5-1 (<$200K;<$100/sample)
Field Methods Fluorescence Diagnosis of Contaminated Surfaces CHAR-110-OY
Ranking:' L-3-2 ($1M$10/sample)
— Portable Gas Chromatography
H -Mass Spectrometry CHAR-339-OY
Ranking: H-3-2 ($500K;<$200/sample)
Accepted None Standard lab methods In use by Industrial Hygiene.
Nans
Accepted Similar to ESCA, but mapping of sample surface is possible. TTP Match
Accepted . On-line etectrometric monitors are commercially available. Optical methods are also available.
Accepted; None Requires conversion of organic Hg to a gaseous halkfe form. Hg detection limit; 50 pg.
Accepted None Potential to be the most sensitive for Hg In air. Hg. detection limit -10 pg.
Predemonstratlon TTP Match
Conceptual -Commercial Instrument is not available but portable gas
• cnrornatographs and transportable (ion trap) mass spectrometers are available.
Mature technology. Model studies are needed to probe the host/contaminant effects for accurate depth profiling.
None. Mature technology.
Needs separation/speciation laboratory and field tests.
Minimal. This is a technology integration issue.
Available at Y-12, K-25, and X-10.
Demonstration of electrode reliability and calibration scheme.
Capitol cost: GC/ECD devices: ~$15K Available at Y-12, K-25, and X-10.
Development cost: $200K Need confirmation of analytical quantitation over range of Hg concentrations.
The required equipment such as a laser (light source), optics, detectors, personal computers (for data acquisition), and interfaces must be purchased.
Instrument needs to be field packaged.
* See the Explanation and Understanding Key in the front ot this document tor a description otthe tanking code/scheme.
September 1994

Charact
EM Goals Y-1'2 Problem Problem Areas Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
— All problems
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
associated with Building 9201-4 (Alpha-4)
Organics (oils, etc.)
Refer to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and . noruegulatory guidance. As site- and waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified.
' Characterization
September 1994

rization
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
eld Methods ' I Portable Gas i j l Chromatograph/Electron • • J Capture Detection
CHAR-100-OY
Ranking:' M-3-0 ($.2SM;$50/samplB)
Accepted TTP Match
Standard procedures need to be written.
We need to order GC/ECD devices (~$15K each). Available at Y-12.
|]Q
Portable Volatile Organic Compound Detectors CHAR-5-OY
Ranking:' M-3-0 ($.25M;$10/sample)
Direct Sampling Ion Trap Mass Spectrometry (DSITMS) CHAR-90-OY
Ranking:' M-3-2 ($.2M;$50/sample)
Gas Chromatography in the Held CHAR-262-OY
Ranking:' M-3-0 ($.25M;$50/sample)
Synchronous Fluorescence Screening for Polycyclic Aromatic Hydrocarbons CHAR-101-OY
Ranking:' L-3-1 ($2M;<$50/samplB)
Absorption Spectroscopy CHAR-27-OY
Ranking:' M-3-0 ($0; <$200/sampla)
Accepted A quick, and Inexpensive method to screen for the contamination of soils based on flame ionization or photoionization of sampled air. Useful at a variety of sites including leaking underground tanks pits in spillage. TTP Hatch
Predemonstration Method development needed. TTPMateh
Accepted Using flame Ionization, electron capture, thermal. conductivity, photoionization, flame photometric, or thermionic detectors with gas chromatography can determine a variety of environmentally. Important anatytes. TTP Match
Demonstration/ Predemonatratton When tight of a specific wavelength Is directed onto a sample, certain organic compounds (such as PAHs) absorb-and re-emit that tight (fluoresce) at a higher wavelength. In this technique,-, exciting and fluorescing wavelengths are scanned synchronously. Analyses can be differentiated because they absorb and fluoresce at different wavelengths. TTP Match
Accepted Commercially available. Can be used in pretreatment, treatment and post-treatment applications: Is applicable to organic and inorganic contaminant analyses. Efficacy: fast response time, ppm to ppb level of detecton for selected compounds, and remote nondestructive field analysis proven. Mixtures may be an analysis challenge. Waste: none to minimal, solvent
Mature technology.
Methods need to be developed for specific applications.
Technology needs are minimal. While improvements can be made, in general, the technology is ready to use.
Technology needs to be validated in the EPA program.
Minimal technology needs.
For quick screening and surveying, Instruments are available commercially. Interfacing the Instruments with an Ion mobility mass spectrometer would allow detection of some Individual compounds (~$30K). Available at X-10, Y-12.
Hardware coat $100K; Development, training,' and Implementation cost 5200K. Available at X-10.
A variety of gas chromatography equipment exists already at Y-12 and may be useful for many needs. Available at Y-12, K-25, and X-10.
Hardware cost $25K Development coat: $200K. Available at X-10.
It can be Implemented for direct sKe/scenario needs. Overall cost S10-$50/sample; Instrumentation, $1-$100K Mature, field-portable IR technology is available; UV technology is being developed atORNL
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
Page 1-15

Charact
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
> Clean Up Legacy Waste
Prevent Future Insult
Develop Environmental Stewardship
EM Problems
• Facility Decontamination and Decommissioning (D&D)
' Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
All problem* — — — ~ ~ " ~ ~ ~ Organics associated with Buildng (oils, etc.) 9201-4 (Alpha-4)
Relerto the Regulatory Compliance chapter for potential appKcabte, proposed, and promulgated environmental laws, signed -and pending agreements for the Oak Ridge Reservation (OFIR), radiation protection. standards, DOE orders, and nonregulatoiy guidance. As she- and. waste-specific characteristics are provided for each technology, specific- ' regulatory requirements will be specified.
Characterization
Page 1-16

rization
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Labor atoiy Methods I On-line Supercritical Ruid ||Tj| Extraction-Multidetector Gas •**• Chromatography (SPE-GC)
CHAR-115-OY
Ranking:' M-3-1 ($.25M;$300/samp!e)
m
Q
Q
m
m
w
Gas Chromatography-Fourier Transform Infrared Spectroscopy (GC-FTIR) CHAR-66-OY
Ranking:' M-3-2 ($.5M;$400/sample)
Liquid Chromatography—Mass Spectroscopy (LC-MS) CHAR-89-OY
flanWng:* H-3-1 ($.3M;$500/sample)
Gas Chromatography—Mass Spectroscopy (GC-MS) CHAR-88-OY
Ranking:' H-3-0 ($OM;$200-800/sample)
Synchronous Fluorescence Screening for Polycyclic Aromatic Hydrocarbons (PAHs) CHAR-101-OY
Ranking:' M-3-1 ($.2M;$10/sample)
Gas Chromatography CHAR-94-OY
Ranking:' L-3-0 (S0M;$300/sample)
Laser Ablation Organic Mass Spectrometry CHAR-93-OY
Ranking:' M-3-1 ($.3M;<$500/sample)
Fourier Transform Infrared Spectroscopy (FT-IR) CHAR-8-OY
Ranking:' M-3-1 ($.2M;$100-500/sample)
Prademonstratlon Technology requires final development and demonstration. TTP Match
Demonstration Technology is available. It is a routine lab service that might be used on a non-routine
Demonstration Not yet available on site for service work. -TTP Match
Accepted Available on site. TTP Match
Demonstration Technology available. When light of a specific wavelength Is directed onto a sample, certain organic compounds (such as PAHs) absorb and re-emit that light' (fluoresce) at a higher wavelength. In this technique, exciting and fluorescing wavelengths are scanned synchronously. Analytes can be differentiated because they absorb and fluoresce at dKferent wavelengths:. TTP Match
Accepted Technology available on site. Detection limit for organic forms of mercury is SO pg. TTP Match
Predemonstratlon Technology under development. TTP Match
Accepted Measures the absorbance spectrum of the material, in the infrared region, to identify and quantify H. TTP Match
The technology requires optimization for the most efficient extraction and chromatography of both total petroleum hydrocarbons and PCBs in a single operation.
Specific methods for targeted analytes and general methods for unknown identification need to be developed.
Case-by-case development and demonstration for specific applications is needed.
Technology is applicable as is. Benefit would be derived from faster chromatography to shorten analysis time.
Technology needs to be validated in the EPA program.
Capital cost $60K Development coat: S250K
Technology needs are minimal. While improvements can be made, in general, the technology is ready to use.
Develop a sampling methodology (perhaps using a wipe of the surface), and test it on target compounds.
Data base for rapid materials identification and model studies of materials interaction is needed.
Hardware cost $200K Development coat: $400K Available at X-1Q.
Hardware coat $200K Development cost: $300K Available at X-10.
Technology la available at Y-12, K-25, and X-10.
Hardware cost: $25K Development cost: $200K Available at X-10.
A variety of gas chromatography equipment exists already at Y-12. Available at Y-12, K-25, and X-10.
Hardware cost $120K Development cost: $300K Available at X-10.
Hardware cost $25K-$500K Development cost <$200K Available at Y-12, K-25, and X-10.
* See the Explanation and Understanding Key in the Iront of this document for a description of the ranking code/scheme.
September 1994

Charac
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
Clean Up Legacy Waste
• Prevent Future Insult
Develop Environmental Stewardship
— All problems
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
associated with Building 9201-4(Alpha-4)
Organics (oils, etc.)
Refer to the Regulatory Compliance chapter for potential applicable, proposed, ami promulgated emftonmerrtal taws, signed. and pending agreements for the Oak Ridge Reservation (ORR), radiation protection -standards, DOE orders, and norireguiatory guidance. As sits-and waste-specific characteristics are provided for each technology, specific, regulatory requirements will be specified.
' Characterization
Physical Characterization
September 1994

Hzation
Alternatives Technologies Status Science'Technology Needs Implementat ion Needs
iboratory Methods
m
Surface Enhanced Raman Scattering (SERS) CHAR-265-OY
Ranking:' L-3-1 ($.15M;N)
Capillary Electrophoresis CHAR-207-OY
Ranking: M-3-1 ($.25M;$300/sample)
Evolving A combination of electrochemical and spectroscopic techniques. TTP Match
Demonstration The technology is gaining widespread acceptance in biomedical applications and appears useful for RA/WM. TTP Hatch
System development and validation for specific needs.
Adaptation and validation for the specific target compounds and sample matrices at Y-12.
Overall cost: possibly $250K-$400K Hardware cost $10K-$250K Development cosh -$150K AvaIlabtoatX-10.
Hardware cost': $30-60K Development cost: S250K Available at Y-12, K-25, and X-10.
leld Methods
01
ID
Fiberoptic Systems for Measuring Multiple Physical
111 Variables CHAR-248-OY
Ranking:' M-5-3 ($1M;$.25/samp!a event)
— Coating Assayers m CHAR-309-OY
M Ranking: M-5-1 (<$200K;N)
Structural Sensors CHAR-306-OY
Ranking:' H-5-1($0;$1M Project)
3-D Wind Gauge f _ CHAR-300-OY
III Ranking:' H-5-0 ($0;N)
- Noise Measurement | - i - | Technology [ Q l CHAR-304-OY
Ranking:' M-5-0 ($0;N)
Radiation Gauging CHAR-335-OY
Ranking: H-S-1 (<$100K;N)
* See the Explanation and Understanding Key in the front ot this document tor a description of the ranking code/scheme.
PredemonstratJon Proof of principle of this technology can be demonstrated in devices suitable for use in underground
. waste storage tanks. The technology may be useful for monitoring structural integrities. TTPMatch
Preconceptuaf Complete elemental analysis of wall and floor surface areas.
Conceptual Real-time sensors for detecting stress/strain. These sensors would provide continuous "raaf-tfme" data to a centralized data handling annunciator system
A range of applications can be developed using this technology.
Technolog integration.
None
Accepted Commercially available.
Accepted Commercially available.
None
None
Accepted Transmission measurement of a structure is made with neutrons, gamma rays, or X-rays. Requires access to opposite sides of a sample.
None
This technology should lend itself well to economies of scale in the manufacture of rugged, replaceable devices that should require low (or no) maintenance. Available at X-10.
TBD
Development cost: $1M, which Includes $600k for testing implementation and completion. Capitol cost: <S50K
None
None
Shielding is necessary, to protect personnel from radiation source. Overall coat: <$20K for gamma ray based device, <$50K for neutron based device.
Page 1-17

Characl
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
1 Clean Up Legacy Waste
Prevent Future Insult
Develop Environmental Stewardship
- All problems
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Page 1-18
associated with Building 9201-4(Alpha-4)
Physical
«— PCBs
Refar to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed -and pending agreements for Sis Oak Ridge Reservation -(OF;R), radiation protection standards, DOE orders, and nonregulatoty guidance. As site- and waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified.
' Characterization
The Federal (SOWA) standard -for t>CBs in drinking water Is 0.5ug/l,MCl.TneOSHA standard for PCBs in air is 0.5 mg/m3. Clean landfill requirements for PCBs in soil are <1 ppm (EPA) and <2 pom (Y-H2SanitaryLandfiB)„or ". higher with special approvals Ref ar to the Regulatory . Compliance chapter for other potential applicable, proposed, and promulgated environmental laws, signed :
and pending agreements for the Oak Ridge Reservation . (OFIR), radiation protection standards, DOE orders, and nonregulatory guidance. As . site-and waste-specific :
characteristics are provided for each technology, specific ' regulatory requirements will be specified.:
- Characterization

irization
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Laboraloiy Methods 1 ^
ID
ID
Particle Size Analysis CHAR-26-OY
Ranking:' H-5-0 ($0M;$1000/sample)
' — Optical Microscopy CHAR-32-OY
Ranking:' H-3-0 ($OM;$100SOO/sample)
Accepted None. Mature technology.
Accepted Useable for wide variety of samples. Requires highly skilled operators.
A particle atlas of site-specific materials is needed to allow rapid identification.
In situ devices need to be implemented for mora aggressive IH-HP protection of personnel and-to ensure the control of radioactive contamination. Available at Y-12, K-25, and X-10.
A centralized Image collection system Is needed to establish a site-specific database. Available at Y-12. K-25, and X-10.
Held Methods —i Portable Gas Chromatograph 1^1 /Electron Capture Detection for 111 Analyzing PCBs
CHAR-100-OY
ID
i-ID i w
Ranking:' H-3-0 (S0;<$50/sample)
PCB Immunoassay Kit CHAR-99-OY
Ranking:' H-3-0 ($0;<$100/sample)
Direct Sampling Ion Trap Mass Spectrometry (DSITMS) CHAR-90-OY
Ranking:' H-3-2 ($£M;$50/sample)
Sampling Interface System for Surface Contamination by Organics CHAR-271-OY
Ranking:' H-3-3$775K;N)
Chemical Reaction Screening for PCBs CHAR-341-OY
Ranking: H-3-0 ($0;$6/sample)
Accepted TTP Match
Accepted As a screening method for PCBs in situ.
PredemonstratJon Method development needed. TTP Hatch
Conceptual TTP Match
Demonstration Kits were tested under EPA auspices in EPA region 7 in August 1992 and a final report will be issued in 1994.
None
None
Methods need to be developed for specific applications.
Development of rapid-heating interface and software for rapid contaminant identification by direct sampling ion trap mass spectrometry.
Minimal. In general, the technology is ready to use.
Capitol cost: GC/ECD devices (~$15K each). Available at Y-12.
The technology Is ready to apply and should be used for routine analyses. Available at X-10, K-25.
Hardware cost: $100K Development, training, and Implementation costs, S200K. Available at X-10.
Development coat: $775K over 3 years.
NA
.aboralory Methods j Gas Chromatography CHAR-94-OY ID Ranking:' H-3-0 ($0M;$300/sample)
On-line Supercritical Ruid Extraction—Multidetector Gas Chromatography (SFE-GC) CHAR-115-OY
Ranking:' L-3-1 ($.25M;$300/sample)
Accepted Technology available on site. TTP Match
Predemonstratlon Possible use in decon of objects and materials, or as efficient sample extraction technique. TTP Match
Technology needs are minimal. While improvements can be made, in general, the technology is ready to use.
None
A variety of gas chromatography equipment exists already at Y-12 and may be useful for many needs.
Capital cost: S60K Development cost: $250K Technology requires final development and demonstration. Hardware cost: S5K Development cost: S100K
* See the Explanation and Understanding Key in the front of this document tor a description of the ranking code/scheme.
September 1994

Charact
EM Goals Y-12 Problem Problem Areas,Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
— All problems
EM Problems
• Facility Decontamination and Decommissioning (D&D)
' Remedial Action (RA)—Soils, Groundwater and Surface Water
> Waste Management (WM)
Asbestos associated with Building 9201-4{Atpha-4)
Tho OSHA standard jf or asbestos in air. is 0.2 ffbers/cm3, TWA. Refer to the Regulatory Compliance chapter for other potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site- and waste-specific characteristics are provided for each technology, specific regulatory requirements win be specified.
' Characterization
September 1994

ization
Alternatives Technologies Science/Technology Needs Implementation Needs
boratory Methods Optical Microscopy CHAR-32-OY
Ranking: H-3-0 ($O;$50/sample)
[J]
El
a
Accepted None Commercially available. EPA approval method.
— Powder X-Ray Diffraction CHAR-31-OY
Ranking: M-3-0 ($0;<$100/sampla)
Scanning Electron Microscopy (SEM) CHAR-33-OY
Ranking: M-3-0 ($0;$500/sample)
Transmission Electron Microscopy (TEM) CHAR-34-OY
Ranking: H-3-0 ($0;$500/sample)
Accepted Commercially available. Used for phase Identification of crystalline phases In solid samples.
Accepted Commercially available. Used for spot and broad surface elemental analysts.
Accepted None Commercially available. EPA approval method.
Model studies of the complex mixtures of interest are needed for quantitative analysis.
Nona
Operating cost $50/sample Capital cost $100K+
Co st/Sample: $100 Capital cost: 3150K+ Available at Y-12, K-25, and X-10.
Coat/Sample: $100K+/sample Capital cost: $75K+
Cost/Sample: $250+ Capital cost $150K+
* See the Explanation and Understanding Key in the front ot this document tor a description of the ranking code/scheme.
Page 1-19

Deconta
The Decontamination section addresses concepts and a[ from process equipment and building materials in Building 9} by TLDs are j
i
1. In situ decontamination of the interior of steel and nicl and HNO3. i
2. In situ decontamination of the exterior of steel and nid Hg, LiOH, H 2S0 4, HNO3, asbestos, and PCBs. j
3. Ex-situ decontamination of steel and nickel process el Hg, LiOH, H 2S0 4, HNO3, asbestos, and PCBs.
4 Painted concrete and clay tile contaminated with Hg, | 5. Air contaminated with Hg. j 6. Insulation and building paper contaminated with Hg, a 7. Packing contaminated with Hg, LiOH, H2SO4, and HI] 8. Carbon chunks contaminated with Hg, LiOH, H2SO4, \ 9. Wood and sheet rock contaminated with Hg, LiOH, Hi
It was observed that exactly the same technologies werej used for these two problems. \
Because of the large number of variables that could affeti team had great difficulty estimating reasonable values for thi unit-processing cost, operating costs were based on deconte the decontamination of metals, the operating cost was based
'technologies that were not applicable to either concrete or m applications that would give the lowest cost. Even so, the coj best, treated only as relative values, and not used for estimai

nination
iroached for removing mercury and other contaminants 11-4. Specific decontamination problems that are addressed
I process equipment contaminated with Hg, LiOH, H2SO4,
3I process equipment contaminated with
jipment contaminated with
DBs, oil, U (and daughters), electrolytes, Cd, Pb, and Cr.
d U (and daughters).
id HNO3.
;04, HN03.U (and daughters), asbestos, and/or PCBs.
pplicable to problems six and nine; thus a single TLD was
tie projected unit processing cost, the decontamination Darameter, To achieve greater specificity for estimating the lination of relatively large areas of concrete applicable to )n decontamination of large sections of metal. For als, unit processing costs were estimated for the 5 given in Table 5.3 should be regarded as approximated at ig job costs.

Deconta
EM Goals Y-12 Problem I Problem Areas Constituents Refenence Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
Alpha 4 Building (9201-4) Problem #1 -In situ decontamination of the interior of nickel & steel process equipment contaminated with: Hg LiOH H 2 S 0 4
HN0 3
EM Problems
Facility — Decontamination and Decommissioning (D&D)
Refer to the Regulatory — Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonragufatory guidance. As site- and waste-specific characteristics are provided for each technology, specific regubttory requirements wflf be specified.
Removal of all asbestos insulation in Building 9201-4-Targei Date 9/30/97. (MHestone NO.OR270111)
Decontamination
' Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
September 1994

lination
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
lechanlcal Surface Removal |
m Ultra High Pressure Water DCON-35-OY
Ranking:' H-5-1($1.3M;$1/f?)
|W | Blasting Centrifugal Cryogenic CO2
DCON-39-OY
Ranking:' H-5-2 ($750K; <$11?)
Q Ice Blasting DCON-tO-OY
Ranking:' H-5-1($750K;$£)
EJ Supercritical C02 Blasting DCON-41-OY
Ranking:' M-S-3 ($750K; >$1/£)
Accspted Technology has been used by Industry.. Efficacy: The decontamination efficiency should be essentially 100% unless the contamination has diffused deep Into the substrate. Waste: Unless a recycle system is developed, waste would be 3-5 gal water/ft1
cleaned that contains the contaminants removed.
Demonstration Centrifuge pellet acceleration has been demonstrated In the DOE fusion energy program, as a decontamination tool In the Y-I2fad8ty waste minimization effort,- and mora recently as an aircraft depaint mechanism. Efficacy: Technology is likely to be successful with very high -decontamination factors, for: the Inside of the large tanks ' and pipes. - •••. . Waste: The waste will be filters and sorbents containing the combination of contaminants and substrate material.
Demonstration Efficacy: Efficacy of commercial system tor this application needs demonstration; Waste: Waste would be about 14 to 18 gallons per hour wastewater containing, removed contaminants, located inside the process equipment
Predemonstration Efficacy: Likely to be effective with very high decontamination factors. Waste: Waste would be the removed contaminants of Hg, LiOH, H2S04, and HN03 and moderate amounts of metal substrata contained in a cyclone, and/or sorbent filter.
Technology Improvement: To minimize waste generation, a system is needed to treat the water so that it can be recycled. Technology Improvement: Automation, especially vertical surfaces.
Development: Demonstration of mobile system with high velocity pellets delivered at a sufficient rate and adequate collection of removed contaminants.
Technology Improvement: 1) Demonstration of an on-line, real time contaminant sensor which would minimize the decontamination effort and limit the waste stream; 2) automation
Development: Demonstration of efficacy of commercial system. Technology Improvement: Automation/robotics, especially for curved surfaces. Waste handling improvement required.
Development: Investigate the effect of operating parameters on removal rates and efficiencies for removal and collection of contaminants. Demonstrate efficacy for the intended contaminants.
A water treatment system is needed to minimize liquid wastes from this technology. Robotic delivery will be required to clean the inside of pipes and equipment. Development cost: $1.3M Capital cost: ~$500K Operating cost: ~$l/ft*
Design and construction of a vacuum waste-handling system to handle the vaporized CO2 containing the removed contaminants, plus oxygen-depletion precautions. Robotic delivery will be required to clean the Inside of pipes and equipment. Development cost: <51M Capital cost: S100K Operating cost: <$1/fP
A water treatment system Is needed to minimize liquid wastes from this technology. Robotic delivery will be required to dean the Inside of pipes and equipment
Development cost: $750K Capital cost: $100K-$1 M Operating cost: ~$2/ft2
Design and fabrication of the vacuum waste-handling system to handle the vaporized C02 containing the removed contaminants, Address concern for depleted oxygen conditions. Robotic delivery wiD be required to clean the inside of pipes and equipment Development cost: $250K-1M Capital cost: S500K-750K Operating cost: $1+/ft2
Page 2-3

DecontJ
EM Goals Y-12 Problem Problem Areas, Constituents Reference Requirements Subelements
«Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
i — Alpha 4 BuMng (9201-4) Problem #1 — In situ decontamination of the interior of nickel & steel process equipment contaminated with: Hg LiOH H2SO4 HNO3
EM Problems
• Facility — Decontamination and Decommissioning (D&D)
Refer to the Regulatory • — Compliance chapter for potential applicable, proposed, anil promulgated err/fronmental laws, signed ami pendtog agreements for thei Oak Ridge Reservation (OUR), radiation protection standards, DOE orders, and nocvsgutatory guidance. As sitih and waste-specific characteristics are provided for ead> technology, specific -regulatory requirements will be scorified.
Removal of a l asbestos Insulation in Building 9201-4-Target Data 9/30/97. (MJestoneNo.OR270111)
Decontamination
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Page 2-4

minafion
Alternatives
Surface Cleaning r Technologies
Compressed Air Cryogenic C02 Pellet Blasting DCON-S1-OY
Ranking:' M-5-1 ($250K; $2f?)
Ill
High Pressure Water Blasting DCON-52-OY
Ranking:' H-5-1($1.2M;<$2n2)
Superheated Water DCON-53-OY
m Ranking:' M-5-1 ($1.2M; rja*2;
Status
Demonstration This technology Is commercially available. It has been used at nuclear reactor sites to decontaminate hand tools and some equipment. Efficacy: The efficacy of this technology for removing the listed contaminants from the various substrates has not been demonstrated and Is doubtful. Waste: Wastes would be HEPA filters and sorbents filled with the removed contaminants, large airflow Is required to accelerate pellets.
Accepted High pressure water blasting has been used very, successfully to decontaminate various large and complex
- surfaces at nucfear power plants; Efficacy: Technique Is expected to be effective with a DF of about SO for loosely adhering contamination. DFs will be higher if chemical cleaning agents are also used. Waste: Waste Is 4 to >100 gpm of contaminated waste water.
Accepted Technology is available and has been used by Industry. Efficacy: The removal of . loosely bound Hg should be complete, but the removal of more tightty bound, contaminants is likely to be slight. Waste: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Science/Technology Needs Implementation Needs
Development: Evaluate technology that has recently been demonstrated in Department of Defense programs regarding automation and improvements in pellet delivery. Demonstrate efficacy for removing Hg, etc. from inside of pipes and equipment.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Improvement: Remote operation will necessitate the adaptation of the high pressure water system to robotic system control.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Improvement - Remote operation will necessitate the adaptation of the superheated water system to robotic system control.
Robotic delivery will be required to clean the inside of pipes and equipment. Design and construction of a vacuum waste-handling system to handle the vaporized COp and large volumes of air containing the removed deposits are needed to use this technology. Development cost: $500K Capital cost: :-$200K Operating cost: $2-10/ft2
A water treatment system is needed to minimize waste. Robotic delivery will be required to clean the Inside of pipes and equipment Development cost: Water treatment system: About $1.2M Remote operation: S3-4M Capital cost: $50K-$75K (about $250K with remote operation) Operating cost: <$1.007ft3
Robotic delivery will be required to dean the Inside of pipes and equipment Design and construction of a water recycle system are needed to use this technology. Development cost: about S1.2M Capital coot: -S175K Operating cost: $2/ft?
September 1994

Decontc
EM Goals Y-12 Problem IProblem Areas,Constituents! Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
I Alpha4 BuMing (9201-4) Problem #1 -In situ decontamination of the interior of nickel & steel process equipment contaminated with: Hg LiOH H 2 S 0 4
HN0 3
EM Problems
• Facility — Decontamination and Decommissioning (D&D)
R6fertotheRagulatoiy — Compliance chapter for potential applicable, proposed, ami promulgated environmental laws, signed ami pending agreements for thei Oak Ridge Reservation (ORR), ratfation protection standards, DOE orders, and nonregulatory guidance. As site-and waste-specific characteristics are provided for each technology, specific, regulatory requirements wH be specified.
Removal of alt asbestos insulation In BuSrJng 9201-4-Target Date 9/30/97. (M8estoneNo.OR270111)
Decontamination
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

Alternatives Technologies Status Science'Technology Needs Implementat ion Needs
Steam Cleaning DCON-55-OY
Ranking:' M-S-1 ($1.2M;$1-2A^)
Accepted The technique has proven useful, especially on complex shapes and large surfaces. Efficacy: Technology is expected to be effective for Hg but not for more tightly bound contaminants. Watts: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused.
Design and construction of a water recycle system are needed to use this technology. Development cost: about $1.2M Capita! cost: $50-75K Operating cosh $1 -$2At2
Automated Brushing DCON-57-OY
Ranking:' M-3-2($1M;$300/fi)
Demonstration This technology has been used at Rocky Flats to remove Plutonium contamination from the inside of pipes. Tests would be needed to demonstrate Its effectiveness for other- contaminants on other substrates. Efficacy; Brushing is effective for smearable and loose contamlnationl The Interior of the pipes at Rock Rate was cleaned to shiny metal-Waste: HEPA fitters and adsorption canisters on the vacuums used to pick up the particles of contamination and the worn brushes.
Development: Test to demonstrate that this technology is effective for the problems at Alpha 4.
Normal Implementation needs. Development cost: $1,O00K Capital cost: $250K Operating cost: $300/ft of pipe
Hot Air Stripping DCON-59-OY
Ranking:' H-5-2 ($2M; $3^)
Demonstration The technology Is readily available but needs to be demonstrated for the specific site conditions. Efficacy: Has a good chance of working for the volatile contaminants if a viable ' collection method is available.
-Waste: The volatile' - contaminants will be in the warm airstream. A fitter and charcoal sorbent should remove the contaminarrtsand constitute, the final waste stream.
Development: Investigation of the conditions and removal efficiency for the removal of Hg and other volatile contaminants is required. Development of a hot air cleanup system is needed.
An air cleanup system is needed to use this technology. Development cost: -S1M Operating cost: $3/ft2 Capital cost: $2M
Dry Heat DCON-60-OY
Ranking:' M-5-2($1M;>$1/^)
Conceptual The use of heat to increase the vapor pressure of semi-volatile materials Is will known, but the useofheatforinsttu , decontamination, withdrawal of gases from equipment, and treatment of the contaminated off gases is unproven. Efficacy: This process should wo* for contaminants which can be volatilized.' Waste: This will initially consist of volatilized contaminants along with hot air and other vaporized materials. The contaminants must normally be removed by scrubbing, sorption, or possible filtration before atmospheric release is allowed. .
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system.
An air cleanup system Is needed to use this technology. Development cost: $1M Capital cost:~$1M Operating cost: $1.00/ft2
Page 2-5

I
Decontc
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
( — Alpha 4 Buikfing (9201-4) Problem #1 — In s'rtu decontamination of the interior of nickel & steel process equipment contaminated with: Hg LiOH H2SO4 HNO3
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer to the Regulatory — Compliance chapter for potential applicable, proposed, and promulgated environmental taws, signed and pending agreements for the Oak Ridge Reservation' (ORR), radiation protection " standards, DOE orders, and nonregulaton/ guidance. As" ;
sto-and waste-specific characteristics are provided for each technology, specific regulatory requirements win be specified.
Removal of a i asbestos insulation in BuMng 9201-4- -Taiget Date 9/30/97* (Milestone No. OR270111)
Decontamination
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Page 2-6

lination
Alternati' Technologies Status Science/Technology Needs Implementation Needs
fhermal Surface Removal r Plasma Torch DCON-72-OY
Ranking:' H-5-2 (S500K; >$2&)
_ _ Laser Heating DCON-73-OY
I2J Ranking:' M-4-4($500k;>$1/P)
m Laser Ablation DCON-74-OY
Ranking:' M-4-4($1M;>$1/P)
_ Plasma Surface Cleaning DCON-75-OY
|j| Ranking:' M-5-3($1M;>$1.75/^)
Evolving Technology Conceptual Plasma torches exist commercially to weld and cut materials that have very high melting temperatures or require an inert atmosphere. Plasma torches have not been used for decontamination. Efficacy. Plasma torches should be effective in removing Hg,ett Waste: Wastes would consist of materials used to trap reaction products from the decomposition of organlcs, vaporized substrate, and removed contaminants.
Demonstration Currently being used to remove contamination from metal surfaces. Current prototype systems am capable of removing 2-mff-thfck coating attherateofi00ft2/hr. Efficacy: Likely to be effective in removing Hg and inorganic acids. Waste: Waste will be sorbents and fitters fined with contaminants.
Prodemonstration Several research groups at university and government laboratories have used the technology to remove radiological and organic contaminants form various surfaces. The technique is slow to remove large deposits. Waste: Wastes would be removed deposits, some substrate material, and sorbents and fitters from trie off gas treatment system.
Demonstration-Plasma surface cleaning by glow discharges are commonly and effectively utilized for cleaning high bonding energy contaminants from surfaces of metals prior to the operation of fusion devices. Efficacy:. Technology is expected to be effective for removing deposits from interior surf aces of process equipment, but whether the plasma can follow the irregular shapes involved is uncertain. Waste: Wastes would be the vaporized deposits plus filters and charcoal sorbent from the collection system.
Science: Laboratory tests are needed to demonstrate efficacy of vaporizing Hg, etc., by-products, and suitable trapping materials. Computer modeling of plasma-surface interactions and heat transfer are needed. Development: Plasma torches having geometries and conditions suitable for decontamination need to be developed along with suitable collection and gas treatment systems.
Development: Current prototype needs to be evaluated for possible use on contaminated areas.
Development: Existing lasers, delivery systems, sand off gas treatment systems need to be integrated into a prototype system for demonstration.
Science: Data on cleaning rates for Hg and other contaminants and various substrates of interest are needed. Development - The capability of plasma generation and cleaning on complex interna) surfaces of contaminated equipment with large surface areas needs to be established.
A collection system for the vaporized deposits would be needed to Implement this technology. Development coat: ~$500K Capital cost: -S100K Operating coat: $1.00/fP Available at Y-12.
A collection system for the vaporized deposits would be needed to implement this technology. Development coat: S0.5M Capital coat: $0.5M+/machins Operating cost: -$1.007fP
A collection system with an adequate off gas treatment system would be need to implement this technology. Development coat: SIM Capital cost: $0.5-1M+/machine Operating cost: -$1.00/ft'
A collection system with appropriate sorbents and filters for the vaporized deposits would be needed to use this technology. An electric power supply would be needed. Development cost: $1M Capital coat: $0.5-1 M /machine Operating cost: >$1/fP Available at Y-12.
September 1994

Deconta
EM Goals Y-12 Problem Problem Areas.Constituents! Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
' Develop Environmental Stewardship
l — Alpha* Building (920M) Problem #1 -In situ decontamination of the interior of nickel & steel process equipment contaminated with: Hg LiOH H 2 S 0 4
HN0 3
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Reft* to the Regulatory — Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders; and noreegulaSory guidance. As site-and waste-specific characteristics are.provided for eacri technology, specific regulatory requirements will be specified.
Removal of all asbestos Insulation in Building 9201-4-Targsl Date 9/3W97. (M3estor»No.OR27011t)
Decontamination
> Remedial Action (RA)—Soils, Groundwater and Surface Water
. Waste Management (WM)
September 1994

ination
Alternatives Technologies Status Science-'Technology Weeds Implementation Needs
irmal Surface Removal r 01
Plasma Etching 0CON-76-OY
Ranking:' M-5-3($1.3M;$3A2)
Flashlamp Cleaning f j j j DCON-77-OY
Ranking:" M-5-2 ($2M; $3fl?)
Demonstration Flashlamp systems are being used to remove organic contamination from metals, precious metals, and fragile substrates. Hanford-Westinghousa Laboratory is conducting tests of xenon " flashlamp systems for removing radiological contamination from surfaces inside metal storage vessels. Efficacy: Technology is likely to be effective for surface Hg' contamination. Waste: Wastes would be removed deposits, some substrate material, and charcoal sorbent from the gas treatment system.
Predemonatratlon Plasma etching processes are used in material processing and microelectronic manufacturing. Efficacy: Extrapolating these plasma processes for vaporizing and recovering Hg is considered feasible. Waste: Wastes would be the vaporized deposits plus filters and charcoal sorbent from the collection system.
Development: Commercially available flashlamp systems need to be evaluated for Hg deposit removal.
Science: Data on cleaning rates for contaminants and substrates of interest are needed. Development: The capability of plasma etching on deposits In complex equipment with large surface areas needs to be established.
A collection system for the vaporized deposits would be needed to implement this technology. Development cost: ~$2 M Capital cost: $50-100K/macfifna Operating cost: -3.007ft1
emical Surface Cleaning r EJ
Chemical Leaching DCON-S-OY
Ranking:' M-1-1.5 ($500M; <$1A^)
Chemical Foams DCON-8-OY
m Ranking-: M-5-1($1M;$/.5-2/f£)
Predemonstratfort Chemical leaching is an accepted technique for some applications. Efficacy: Leaching with the proper chemicals Is likely to be effectfvel.' , Waste: Waste would be original materials, contaminated.wifh chemical leachales plus chemical. leachafes containing removed contaminants or sludges, fitter calces, and Ion exchange resin from recycle system containing removed contaminants.;
Demonstration"' Widely used throughout the nuclear industry; Foam is used as a carrier, of chemical decontamination agents, not as the agent Itself. It can be sprayed on and wiped, rinsed, or vacuumed off. Efficacy: Effectiveness for feted contaminants and substrates has not been demonstrated. Waste: Small amount of contaminated sulfonated detergents, synthetic wetting agents, coupling agents, rinse water, and drying cloth..
Development: Bench scale tests are needed to determine which chemicals would be effective and what secondary waste treatment would be necessary to recycle chemicals.
Development: Scale-up/development of the process to a size appropriate for Y-12 use. The technology itself is inexpensive, but development of the proper chemical and appropriate foam carrier and scale-up will probably require support. Improvement: Full control over the mean bubble dimensions and the volume swell factor are needed, indicating that some basic research will be necessary.
Extensive chemical processing system for chemical leaching with a waste treatment system for treatment or recycle of spent chemical leaching solution is needed. Development cost: Efficacy Demo:$500K Capital cost: $150K Operating cost: <$1/fr2 or S5-$50/lb
A waste treatment systems is needed for the foam and wastewater. Development cost: S1M-S4M; Capital coat: $50K Operating cost: $0.50-$2/ff
Page 2-7

Deconti
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
> Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I — Alpha 4 Building (9201-4) Problem #2 In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H2SO4 HNO3 Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer to'tha Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for tho Oak Ridge Reservation (OHH); radiation protection standards, DOE orders, and rnnregtiatory guidance. As situ-and waste-specific characteristics ara provided for each technology, specific regulatory requirements wil be: spsdfied;
Removal of s i asbestos insulation in BuQcSng 9201-4-Target Date 9/3(V97. (Mfestonerto.OR270111>
Decontamination

ninafion
Alternatives Technologies Status Science'Technology Needs Implementat ion Needs
Bulk Decontamination Chemical Leaching DCON-5-OY
l _ Ranking:'
Vacuum (Low Pressure) with Heat DCON-7-OY
_-_. Ranking:' l U l M-S-1 ($1M;$1.20/A2)
Predemonstratfon Chemical leaching is an accepted technique for some applications. Efficacy: Bench scale tests are needed to determine which chemical would be effective -Waste: Waste would be original materials contaminated with chemical Ieachates plus chemical -teachates containing removed contaminants or sludges, fitter cakes, and ion exchange resirr from recycle system containing removed contaminants.
Demonstration The use of vacuum with heat is well known to improve the rerhoval'rate formany . contaminants. Efficacy: Likely to improve the
. rate of removal of Hg arid-some other contaminants, • however, this must.be. balanced agafnst Its cost., - -Waste:scrbent rantaming/
. removed contaminants and -other voiaffles or filters from a filtration system.
Development: Bench scale tests are needed to determine which chemicals would be effective and what secondary waste treatment would be necessary to recycle chemicals.
Development: The characteristics of the specific contaminants must be matched to the rate advantage of decontamination by volatilization under vacuum conditions for the specific heating applied. Improvement: In-situ conditions need more streamlined designs to apply the vacuum and heat combination efficiently.
Extensive chemical processing system for chemical leaching with a waste treatment system for treatment or recycle of spent chemical leaching solution. Development cost: Efficacy Demo: $350K Capital cost: $150K Operating coat: •cSI/ft2 or $5-$50/lb
Off-gas treatment is needed to use this technology, Development cost:-S250K-500K Operating coat: Salt 2
Capital cost: $1M
Chemical Surface Cleaning T Chemical Foams DCOM-B-OY
Ranking:' M-5-1 ($1M;$0.5-$Z//t2)
Hypochlorite Oxidation DCON-202-OY
Ranking:' Not Ranked
Demonstration Widely, used throughout the
- nuclear industry. Foam is used as a carrier of chemical decontamination agents, not as the agent itself: ft can be . sprayed on and wiped, rinsed, or vacuumed offT: : . Efficacy Effectiveness far;' listed contaminants and
• substrates has not been demonstrated, -Waste:'Smal amount of ; „ contaminated sulfonated.":/ detergents, synthetic wetting , agents, coupling agents, rinse
. water, and drying doth.
Accepted Cora process is commercially available and practiced on an industrial scale. Integrated process needs to be- . demonstrated; I • ; ; Efficacy: Dependant on . ' . . solution flushing efficiency.: Core process reduces Hg in water effluent to <2ppb. • ~ Waste: Cleanup debris, some salts, spent resin and carbon.
Development: Scale-up/development of the process to a size appropriate for Y-12 use. The technology itself is inexpensive, but development of the decontamination chemical and appropriate foam carrier and scale-up will probably require support. Improvement: Full control over the mean bubble dimensions and the volume swell factor are needed, indicating that some basic research will be necessary.
Core technology is ready to use.
Normal implementation requirements Development cost: $1M-$4M; Capital cost: $50K Operating cost: S0.50-$2Af
Normal implementation requirements and a fluid delivery and cleanup system needs to be integrated with core technology
September 1994
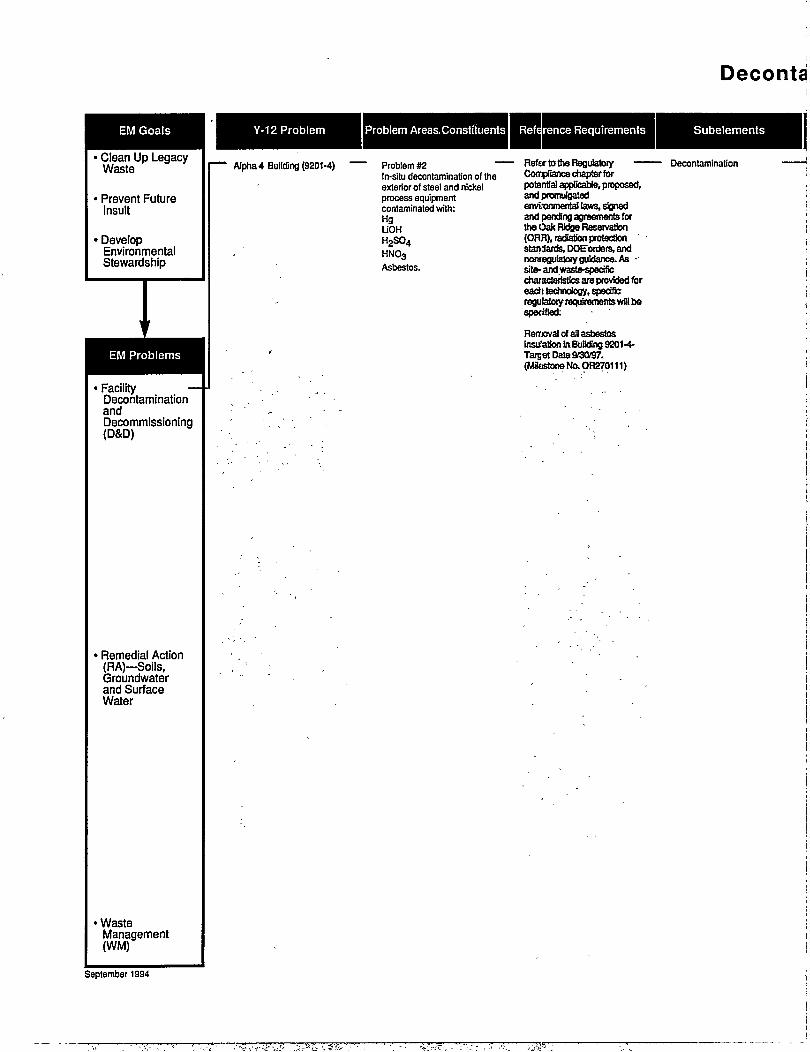
Deconta
EM Goals Y-12 Problem Problem Areas, Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
T
AIpha4 Building (9201-4) Problem #2 -
In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H 2 S 0 4
HN0 3
Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer tothe Regulatory — Compliance chapter for potential applicable, proposed, and promulgated environmental taws, signed and pending agreements for the Oak Ridge Reservation (ORH), radiation protection standards, DOE orders, and nonreguEatory guidance. As --site-and waste-specific characteristics are provided for eaeli technology, specific regulatory requirements wai be specified;
Removal of all asbestos Insulation in Building 9201-4-Tarcst Date 9/30/97. (MSostone No. OR270111)
Decontamination
' Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
September 1994

nination
1
A l t e rna t i ve T e c h n o l o g i e s S t a t u s
Chemical Surface Cleaning Chemical Gels DCOM-9-OY
Ranking:' M-4-1($1M;$0.5-$2//t2)
" Electropolishing fM DCON-15-OY
Ranking:'
Demonstration The use of chemical gels is most suited to decontamination of large surfaces. Gel Is used as a carrier of chemical decontamination agents, not as the agent itself. It is sprayed on component walls; allowed to work; and then scrubbed, wiped, rinsed, or peeled off. Efficacy: Expected to be effective only for smearable contamination. Waste: Wastes would be carboxymethylcelluloss gelling agent, aluminum nitrate chelating agent, wash water, acidic chemical agent (possibly nrtric-hydrofluoric-oxallc add), and the removed contaminants. Wastes are reportedly 4-5 times less compared to chemical solutions.
Demonstration Electropolishing is a surface removal technique and the amount of surface removed is proportional to factors such as current, time, and voltage. Electropollshtng is essentially a "line> of sight" process so cracks, crevices, areas out of sight of , or.shadowed by, the electrode wBt not be decontamtnatedContaminated electrolyte must be removed for complete decontamination to be achieved. The electrolyte must be held in contact with the outside of the equipment. Efficacy: Bectropotishing Is difficult to apply to In situ equipment. Waste: Waste would be removed contaminants along with the small amount of substrate removed.
Science/Technology N e e d s I m p l e m e n t a t i o n Needs
Development: Complex gel formulation with a number of compounds may be required, depending on the objectives. Laboratory optimization will be necessary, with any change in variables.
Normal implementation needs: Development cost: $1M-S4M Capital cost: <$50K Operating cost: $0.50-$Z.00W?
Development: Primary and secondary waste treatment and solution recycle need to be developed. Cleanup principles (e.g., ion exchange and filtering) are well established, so that only design and demonstration are needed. For in situ conditions, a feasible method to hold the electrolyte in contact with the outside of the equipment is needed. Improvement: Better methods to remove the electrolyte and contaminant would be helpful.
Treatment an;d recycle of the electrolyte is needed to minimize wastes from this process. Development cost: ~$400K to$1M Operating cost: >$2/rf with additional capital cost Capital cost: $1M
Page 2-9

j
DecontJ
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I Alpha 4 BulkSng (9201-4) Problem #2 — In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H2SO4 HNO3 Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Reier to the Regulatory — Compliance chapter for potential applicable, proposed, anc! promulgated environmental laws, signed ancl pending agreements for the Oak Ridge Reservation (OF1R), radiation protection standards, DOE orders, and norsegutatory guidance. As site-and waste-specific characteristics ara provided for each technology, specific regulatory requirements will be specified.
Removal of aB asbestos insulation in Building 9201-4-Target Data 9/30797. (M3estor»No.OR270111)
Decontamination
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
Page 2-10

nination
Alternatives
Chemical Surface Cleaning r Technologies
Amalgamation DCON-16-OY
Ranking:' H-5-1 ($500K;N)
Science/Technology Needs Implementation Needs
Biological DCON-17-OY
Ranking:' L-5-2 (SSOOK; $0.1-S3//12)
Predemonstratlon Although amalgamation of mercury with metals of Interest Is well known, application to Y-12 problems has not been demonstrated. Copper and zinc are main metals of interest for amalgamation. Efficacy: Method transforms liquid Hg into a solid that is often easy to recover. Method must be used with a second method such as vacuuming. May actually be a-disadvantage in cases where Hg could be recovered for reuse. Waste: Resulting amalgam, which Is unreactfve, is chief waste. Zn amalgam Is ~57wt% Hg.The Cu amalgam Is-<76wt%Hg. ;
Evolving Technology / Pn-eonceptual The knowledgebase exists for biologteal treatments of various contaminants; however, there Is not a data base for application of the technotocy. for surface decontamination. Efficacy: This technology is quite likely to be successful for HN03 and perhaps, H2S04. It could be successful for Hg and LrOH, but the Hg and U would remain In the bacterial sludge. Waste: The waste generated would be the contaminated layer of microbes removed frorrrthe treated surface.
Development: Laboratory and bench scale assessment is needed to determine the suitability of this process to the Y-12 problems.
The availability of a suitable facility to do development work is assumed. Development cost: $500K (mainly personnel costs) Duration: 8 months Capital coat: $100K Operating coat: NA
Science: Literature study and bench-scale tests of microbes on Hg, LiOH, and H2S04. Development: Develop methods for applying a layer of microbes, supplying needed nutrients, and removing the microbe layer from the decontaminated item. Available at X-10.K-25.
Facilities for cultivating the bacteria and disposing of the bacterial sludge would be needed. . Development coat: S300K-$600K Capital coat:-J200K Operating coat: $0.10-$3.00+/ft2
Available at X-10.K-25.
September 1994
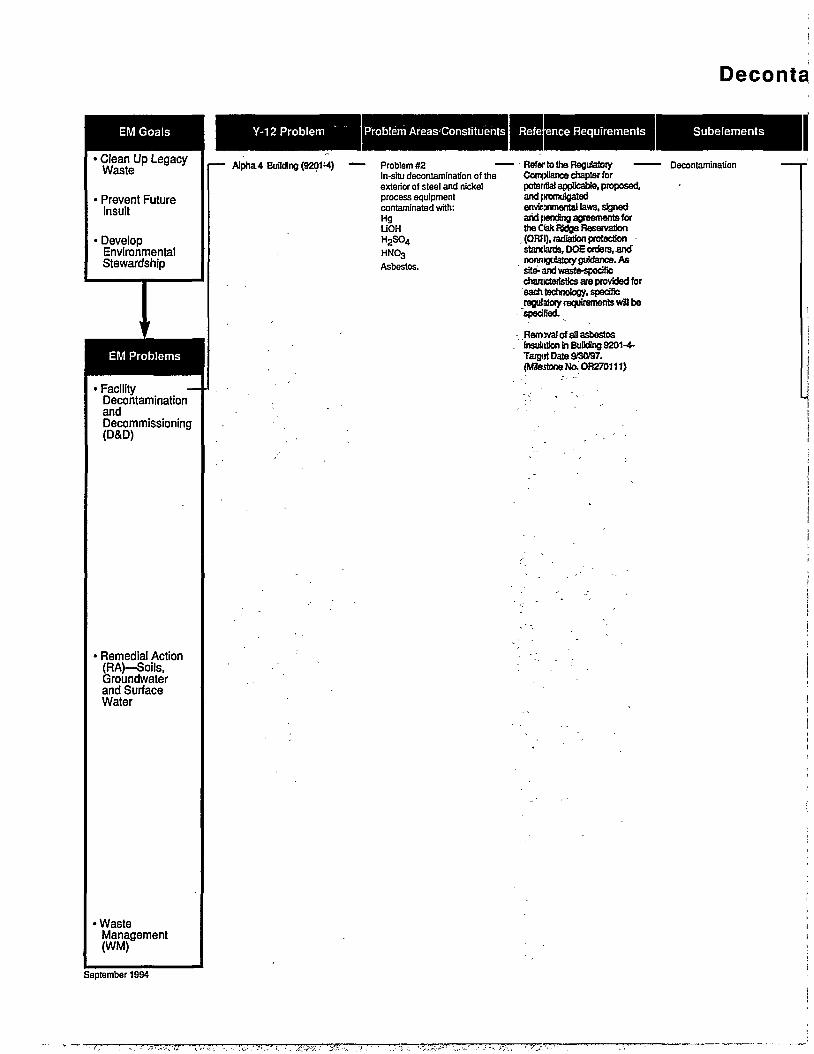
Deconta
EM Goals Y-12 Problem IProblem AreasConstituehtsj Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
I Alpha4 Building (9201^4) Problem #2 -In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H 2 S 0 4
HN0 3
Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Refer to the. Regulatoiy — Compliance chapter for potential applicable, proposed, and promulgated environmental taws, signed and pending agreements for the Oak Ridge Reservation (ORfl), radiation protection standards, DOE orders, and nowngulatoty guidance. As site-and waste-specific characteristics are provided for each technology, specific regulator/ requirements wffl be specified.
Removal of all asbestos insuiittfon in Building 9201-4-Targot Date 9/3097. (MBestong No. OR270111)
Decontamination
u
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

nination
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Chemical Surface Cleaning
El Chelation DCON-21-OY
Ranking:' M-4-2($1.SM;<$V/P)
Mechanical Surface Rami wal [
EJ Sulfide Conversion DCON-22-OY
Ranking:' M-3-1 ($500K;N)
Ultra High Pressure Water DCON-35-OY
Ranking:' H-5-1($1.3M;$1/f?)
m
Demonstration The technology has been employed at various facility operations and nuclear power plant sites. Efficacy: Excellent DFs achieving acceptable decontamination levels resulting in unconditional release. Easy to apply In situ as agent acts at neutral pH and are non-hazardous, non-fuming, have no gas evolution and are biodegradable. Waste: Simple waste minimizing treatment and disposal as a non-RCRA waste. Minimizes waste through oxidative destruction of chelate agent, partitioning of organlcs (including PCBs) and -concentration of radionuclides predprtatedoutlnthe • ftaccuient sludge which can be further de-watered.
Evolving Technology Must evaluate the kinetics of the room temperature reaction of sulfur with elemental Kg to form Hg S, which is not water soluble and which Is often easier to collect than elemental Hg. Efficacy: Method applicable only to elemental Hg. Method must be used with a second method such as vacuuming. May actually be a disadvantage in cases where Hg could be recovered for reuss>. Waste: The chief waste Is the recovered HgS which is about 84wt%Hg.
Accepted Technology has been used by industry. Efficacy: The decontamination eificiency should be essentially 100% unless the contamination has diffused deep into the substrate.. Waste: Unless a recycle system Is developed, waste would be 3-5 gal water/ft* that contains the contaminants removed.
Development: Validation of updated chelating agents is needed and is currently underway at ORNL to confirm total efficacy and economic advantage.
Science/Development: Both lab and bench scale experiments are required to determine the kinetics of the S and Hg reaction at room temperature and to evaluate the suitability of the method to th Y-12 Hg problems.
Technology Improvement: To minimize waste generation, a system is needed to treat the water so that it can be recycled. Technology Improvement: Automation, especially vertical surfaces.
Application equipment for In situ decontamination. Support personnel and equipment to sample, analyze, develop appropriate concentrations, ensure oxidation of organtas and/or complete partitioning will be necessary. Development cost: ~$1.5M Capital cost: ~$1.5M Operating cost: <$1/ff
The required lab and bench-scale experiments are expected to be relatively simple. Existing equipment and facilities will likely support these activities with slight modifications. Development cost: $500K (mainly personnel costs) Duration:" 8 months Capital cost: S100K Operating cost: NA
A water treatment system is needed to minimize liquid wastes from this technology. Development cost: $1.3M Capital cost:-S500K Operating cost: ~$1/ff
Page 2-11
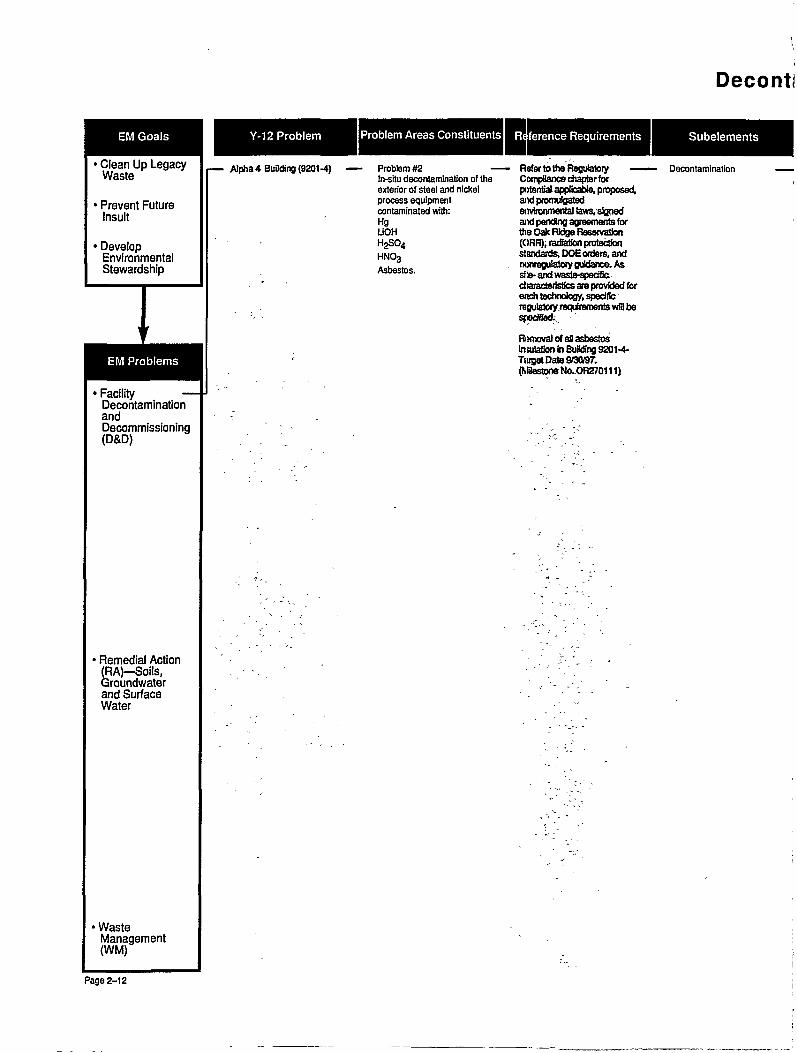
DecontJ
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
I — Alpha 4 BuOd(ng (9201-4) — Problem #2 — In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H2SO4 HNO3 Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer to the Regulatory — Compliance chapter for potential applicable, proposed, a r t promulgated environmental laws, signed and penotng agreements for the Oak Ridge Reservation (ORR), radfeSon protection standards, DOE orders, and nonregulatory guidance. As sf 6-and waste-specffte. characteristics are provided for each technology, specific re tfJlalwy requirements will be specified;
Removal of as asbestos insulation in Bidding 9201-4-Titrget Date 9/30/97. (Milestone NO.OR270111)
Decontamination
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Page 2-12

nination
Alternatives Technologies Status
Mechanical Surface Remo' ivaKi
ED
Shot Blasting DCON-36-OY
Ranking:' H-4-0($0;$1//P)
— Grit Blasting DCON-38-OY
[3
_ _ Centrifugal Cryogenic C 0 2
Blasting DCON-39-OY
Ranking:' H-5-2 ($.75M; <$1//l2)
Ranking:' M-5-1 ($250K;$2.50//£)
Ice Blasting DCON^»0-OY
Ranking:' H-5-1 ($.75M;)
Accepted Commercial Iron shot blasters are In use. Efficacy: They are generally effective but leave some hot spots. Watte: Waste would be spent shot, abraded substrate, and removed contaminants In fitters and charcoal sorbents.
Accepted Has been used successfully for many applications In the nudear industry. -Efficacy: Technology Is generally effective. Watts: Waste would be used grit, abraded substrata, and removed contaminants on filters and charcoal sorbent
Dome nitration Centrifuge pellet acceleration has been demonstrated In the DOE fusion energy program, as a decontamination toot in the Y-12.facfiity waste .. . minimization effort, and more recently as an aircraft depalnt mechanism. . Efflcsriyr Technology Is likely to be successful with'very high 'decontamination factors; Waste: The waste will be filters and sorbents containing trie combination of contaminants and substrate material.
Demonstration Efficacy: Efficacy of commercial system for this application needs demonstration. Waste: Waste would be about 14 to 18 gallons per hour waste water containing contamlriants, removed from the process equipment
Science'Technology Needs Implementat ion Needs
Improvement: Automation, especially for walls and ceilings.
A collection system with adequate filtration and sorption. Development cost: None Capital coot:-S50K Operating coat: ~$1/FP
Improvement: automation, especially for walls and ceilings. Better vacuum system demonstration. Needs system for handling waste.
A collection system with adequate filtration and sorption. Development coat: None Capital coat:-$50K Operating coat S-5/ft2
Development: Demonstration of mobile system with high velocity pellets delivered at a sufficient rate and adequate collection of removed contaminants.
Technology Improvement: 1) Demonstration of an on-line, real time contaminant sensor which would minimize the decontamination effort and limit the waste stream; 2) automation
Design and construction of a vacuum waste-handling system with sorbents and fitters to handle the vaporized C 0 2 containing the removed contaminants, plus oxygen-depletion precautions.
Development coat: <$1M Capital cost: $100K Operating coat: <S1/ff
Development: Demonstration of efficacy of commercial system. Technology Improvement: Automation/robotics, especially for curved surfaces. Waste handling improvement required.
A water treatment system Is needed to minimize liquid wastes from this technology. Development coat: $250K Capital coat: $100K-$1M Operating coat: <$1/ft2
Page 2-12

Deconta
EM Goals Y-12 Problem IProblem Areas;Constituents! Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
' Develop Environmental Stewardship
I — Alpha 4 BuOding (9201-4) Problem #2 -In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H 2 S 0 4
HNO3 Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer to the Regulatory — Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pendng agreements for the Oak Ridge Reservation (ORB), nidation protection standards, DOE orders, and nonregulatory guidance. As site)-and waste-specific chjiracterlstics are provided for, eadi technology, speciffc regulatory requirements w8l ber
' specified.
Removal of all asbestos insulation In Building 9201-4-Taiget Data 9/3QV97. (Mfestone No.OR270.1l1)
Decontamination
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
September 1994
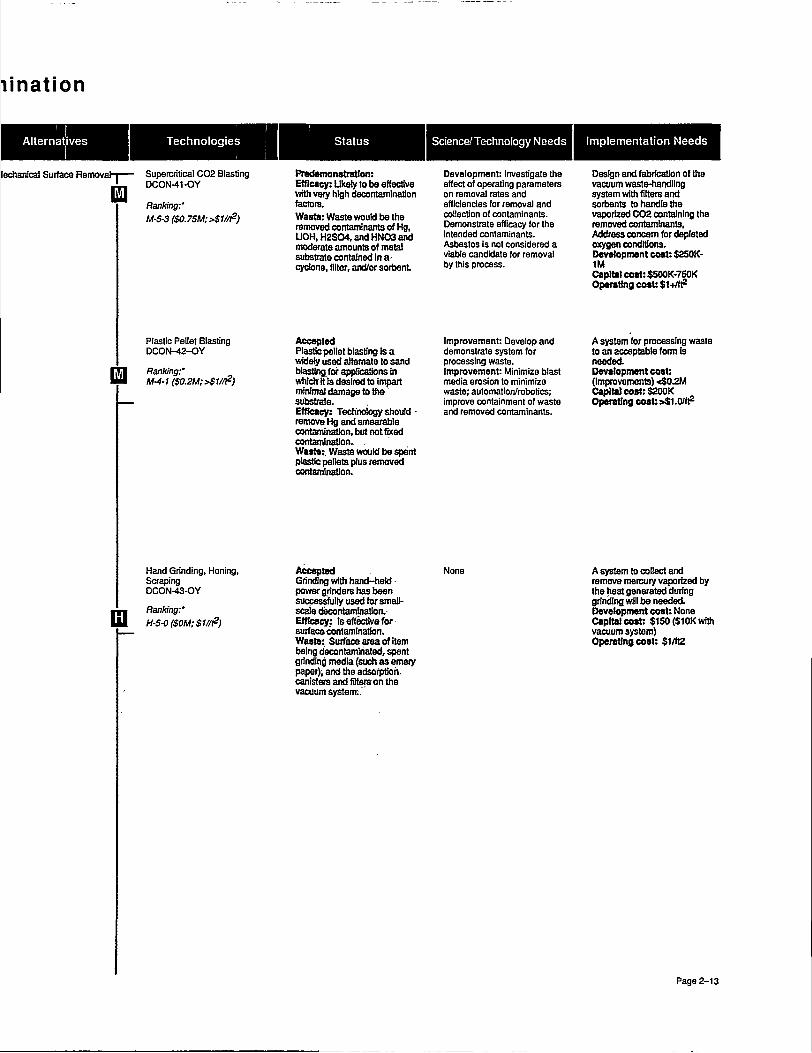
lination
Alternatives Technologies Status Science/Technology Needs Implementation Needs
lechanical Surface Remov; Supercritical C02 Blasting DCON-41-OY
Ranking:' M-S-3 (S0.75M; >$V/P)
m Plastic Pellet Blasting DCON-42-OY
Ranking:' M-4-1 ($0.2M;>$1//r)
w
Hand Grinding, Honing, Scraping DCON-43-OY
Ranking:' H-5-0($OM;$1//P)
Predsmonstratlon: Efficacy: Likely to be effective with very high decontamination factors. Waste: Waste would be the removed contaminants of Hg, LiOH, H2S04, and HN03 and moderate amounts of metal substrate contained In a cyclone, filter, and/or sorbenL
Accepted Plastic pellet blasting is a widely used alternate to sand blasting for applications In which it is desired to impart minimal damage to the substrate. Efficacy: Technology should -remove Hg and smearaJWe contamination, but not fixed contamination. . Waster. Waste would be spent plastic pellets plus removed contamination.
Accepted Grinding with hand-held power grinders has been successfully used for small-scale decontamination. Efficacy,: Is effective for surface contamination. Waste:, Surface area of item being decontaminated, spent grinding media (such as emery paper); and the adsorption, canisters and fitters on the vacuum system:."
Development: Investigate the effect of operating parameters on removal rates and efficiencies for removal and collection of contaminants. Demonstrate efficacy for the intended contaminants. Asbestos is not considered a viable candidate for removal by this process.
Improvement: Develop and demonstrate system for processing waste. Improvement: Minimize blast media erosion to minimize waste; automation/robotics; improve containment of waste and removed contaminants.
None
Design and fabrication of the vacuum waste-handling system with filters and sorbents to handle the vaporized C02 containing the removed contaminants, Address concern for depleted oxygen conditions. Development cost: S250K-1M Capital cost: $500K-750K Operating cost: Sl+Zft2
A system for processing waste to an acceptable form is nOOQBQ« Development cost: (Improvements) <$0.2M Capital cost: $200K Operating cosU^LO/ft2
A system to collect and remove mercury vaporized by the heat generated during grinding will be needed. Development cost: None Capital cost: $150 (S10K with vacuum system) Operating cost: $1/ft2
Page 2-13
Deconti
EM Goals Y-12 Problem Problem Areas. Constituents J Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
— Afpha4 BuMing (9201-4} Problem #2 In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg UOH H 2 S0 4
HN0 3
Asbestos.
Refar to the Regulatory — CornpHanea chapter for potimtiai applicable, proposed, and promulgated, environmental laws, signed, and petting agreements for the Oak RJdge Reservation (OFIR), tadfetfion protection standards, DO€ orders, and . nonregufatofy guidance. As. site-and waste-specific characteristics are provided for each technology, specific regubtoty requirements wtl be
Decontamination
EM Problems
- Facility Decontamination and Decommissioning (D&D)
Removal of all asbestos insulation in Bunding 9201-4* Tar jet Date a30V97. (MJestoneNo.OR270111)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
Page 2-14

nination
Alternatives Technologies Science Technology Needs I Implementat ion Needs
Surface Cleaning r rj
Automated Grinding DCON-44-OY
Ranking:' M-5-3($1M;$1//^)
— Slurry Blasting DCON-50-OY
M Ranking:' M-5-2 ($O.SM; $1.75//l?)
— Compressed Air Cryogenic C02 Pellet Blasting OCON-51-OY
m Ranking:' M-5-H$0.25M;$2//£)
Conceptual Grinding has been successfully used for small scale decontamination. This grinding was done with handheld power grinders. Remotely-operated grinding equipment Is available, but no reverences to its use for decontamination have been found. Efficacy: Is effective for surface contamination. Waste: Surface area of item being decontaminated, spent grinding media (such as emery paper), and the adsorption canisters and filters and sorbertt on the vacuum system.
Demonstration The use of a combination of grit and water Is well known to effectively remove a variety of contaminants. It is a- . • moderately aggressive removal process.. Efficacy: Likely to Improve the decontamination rate over the high pressure water process; however, this must be balanced against a slightly more complex process. -Waste: Aqueous solution of spent grit and removed contaminants. The inclusion of volatiles in the solutfon is a major question.,...
Domonstratfon This technology is' :* ' "- ' commercially available, it has . been used at nuclear, reactor
' sites to decontaminate hand tools and some equipment. Efficacy: "The efficacy of tfiis technology-for remcwlngltrie listed contaminants from the various substrates has not bean demonstrated. Waste: Wastes would be sorbent and filters filled with the removed contaminants., Largs airflow Is required to . accelerate peifetsi--
Development: The applicability of this technology for decontamination needs to be demonstrated.
Development: The characteristics of the specific contaminants must be matched to the increased removal rate for the grit blasting concept. Separation of the contaminants from the aqueous spent grit matrix must be accomplished satisfactorily. Improvement: The on-line recycling process may need improvement for satisfactory operations.
Development: Evaluate technology that has recently been demonstrated in Department of Defense programs regarding automation and improvements in pellet delivery.
A system to collect and remove mercury vaporized by the heat generated during grinding will be needed. Development cost: ~$1 M Capital cost: S250K Operating cost $1/M2
A variety, of commercial engineered systems are available with considerable operating experience. Development cost: $750-1250.K Capital coif. >$o.SM Operating cost: S1.75/M2
Design and construction of a vacuum waste-handling system with fitters and sorbent to handle the vaporized C 0 2
and large volumes of air containing the removed Hg and other contaminants plus oxygen depletion precautions are needed to use this technology. Development cost: $250K Capital cost: CO2 System:-$200K Operating cost: -$2/ft2
September 1994

Deconta
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
•Prevent Future Insult
' Develop Environmental Stewardship
I — Alpha* Building(9201-4} Problem #2 -In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H 2 S 0 4
HN0 3
Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer to the Regulatory — Compliance chapter for potential applicable, proposed, and promulgated environmental taws; signed and pending agreements for, . the Oak Ridge Reservation (GRR). radiation protection standards, DOE orders, and norreguSaiory guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements wBI be specified. '
Removal of all asbestos insulation in Building 9201-4-TanjietDate SQ(V97. (Mlnstone No. OR270111)
Decontamination
• Remetfial Action (RA)-Soils, Groundwater and Surface Water
•Waste Management (WM)
September'BM.

ination
Alternatives Technologies Science Technology Needs Implementat ion Needs
Cleaning m High Pressure Water Blasting DCON-52-OY
Ranking:' H-5-1($1.2M;<$1//£)'
El Superheated Water DCON-53-OY
Ranking:' M-5-1($1.2M;<$2//r)
Water Rushing DCON-54-OY
r n Ranking:' U U M-5-/f$r.2M;<$7//r2;
U l l Steam Cleaning " ™ DCON-55-OY
Ranking:' M-5-1 ($1.2M;$1-$2//^)
Accepted High pressure water blasting has been used very successfully to decontaminate various large and complex surfaces at nuclear power plants Efficacy: Technique is expected to be effective with a DF of about SO for loosely adhering contamination. DFs will be higher if chemical cleaning agents are also used. Technique is expected to be Ineffective for fixed contamination. Waste: Waste is a 4 to >100 gpm of contaminated waste water.
Accepted Technology. Is available! and has been used by industry. Efficacy: The removal of. loosely bound Hg should be complete, but the removal of more tightly bound contaminants is likely to be • slight -' ; .- . Waster Waste wilt be 0.4 to 20 gpm wastewater containing removed contaminants.
Accepted Rushing with hot water Is often used fallowing scrubbing.. . Efficacy: The technique may be effective forthe fisted: contaminants (except asbestos). Waste: The waste generated is the contaminated water from the flushing operation.- •
Accepted The technique has proven • useful, especially on complex shapes and large surfaces. Efficacy: Technology is -expected to be effective for Hg. but not for more tightly bound . contaminants. Waste: Waste will be 04 tor 2.0 gpm wastewater containing.. removed contaminants.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Improvement: Remote operation will necessitate the adaptation of the high pressure water and vacuum collection systems to robotic system; control.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Improvement: Remote operation will necessitate the adaptation of the superheated water and vacuum collection systems to robotic system control.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be recycled and reused in the hot water cleaning operation.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Remote operation will necessitate the adaptation of the steam and vacuum collection systems to robotic system control.
A water treatment system is needed to minimize waste.. Development cost: Water treatment system: About $1,2M Remote operation: $3-4M Capital cost: $50K-$75K (about $250K with remote operation} Operating cost: <$1.00/ft*
Design and construction of a water recycle system is needed to use this technology. Development cut : about $1.2M Capital co»t:-S175K Operating cost: $1-$2m?
A water treatment system Is needed to minimize liquid wastes from this technology. Development cost: About $1.2M Capital cost: <$5K Operating cost: <$1/ft2
Design and construction of a water recycle system is needed to use this technology. Development cost: about $1.2M Capital cost: S50-75K Operating cost: $1-$2/ft?
Page 2-15

Deconti
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha 4 Bulking (9201-4) Problem #2 In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H2S0 4
HNO3 Asbestos.
EM Problems
1 Facility Decontamination and Decommissioning (D&D)
Rufer to the Regulatory — Compliance chapter for potential sppOcabfe, proposed, and promulgated environmental taws, signed and pending agreements for thu Oak Ridge Reservation (CRR), radiation protection stimdards, DOE orders, and nenregulatory guidance. As site-and wasta-specific characteristics are provided for each technology, specific rejulatory requirements wffl be specified..
Rumoval of all asbestos [emulation in Building 9201-4-Target Date 9/30/97. (NBestone NO.OR270111)
Decontamination
Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
Page 2-16

mination
Alternatives Techno log ie s Status Science,'Technology Needs Implementation Needs
Surface Cleaning r Hand Brushing for Surface Contamination DCON-56-OY
Ranking:' H-4-0($0M;$W&)
Q]
Sponge Blasting DCON-58-OY
Ranking:' M-4-1.5($1J>M;$2//P)
EH
L
Hot Air Stripping DCON-59-OY
Ranking:' H-5-2($2M;$3//t2)
Accepted Brushing Is a common decontamination technique. Waste: Adsorption canisters on the vacuum cleaner used to pick up the particles generated by brushing and the worn brushes: Efficacy: Brushing is effective, for smearabte contamination; and less effective for fixed contamination.
None
Accepted Although the technology is relatively new, it is currently .-being used by at least two :
sites including a nuclear power plant ' Efficacy: Although extensive data on decontamination factors are not available, this technology Es likely to be effective for the listed contaminants and substrates. Wests: Wastes consist of about 0.01 ft3 of blasting media and removed contaminants per ft2 of area decontaminated plus any, liquid cleaning agents-that may have been added:
Demonstration The technology: is readily available but needs to be demonstrated for the specific site conditions. ' " Efficacy: Has a good chance
" of working for the volatile" contaminants if a viable
. collection method is available. Wests: The volatile contaminants wilt be in the
' warm air stream. Filters arid sorbents should remove the contaminants and constitute; the final waste streams
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be recycled and reused in the sponge blasting operation.
Development: Investigation of the conditions and removal efficiency for the removal of Hg and other volatile contaminants is required. Development of a hot air cleanup system is needed.
A vacuum cleaner is needed to pick up the particles collected by brushing. Development cost: None Capital cost: Negligible Operating cost: $1.00/M2
A wastewater treatment / recycle system will be needed to use this technology. Improvement cost: About$1.2M Capital cost: Sponge blasting system: About $20K (with sifter system) Operating! cost: About $2/ftz
An air cleanup system is needed to use this technology. Development cost: -$2M Capital cost: $25D-500K Operating cost: S3/H2
September 1994

Deconts
EM Goals Y-12 Problem Problem Areas. Constituents j Reference Requirements Subelements
• Clean Up Legacy Waste
> Prevent Future Insult
• Develop Environmental Stewardship
I Alpha 4 Building (9201-4) Problem #2 -In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg LiOH H 2 S 0 4
HN0 3
Asbestos.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Re5srto the Regulatory — Compliance chapter for potential applicable, proposed, ami promulgated environmental laws, signed. ami pendng agreements for the Oak Ridge Reservation (OUR), radiation protection standards; DOE orders, and nonregutatory guidance. As,. sitef and waste-specific ' characteristics are provided for eatii technology, specific -regulatory requirements will be speeded.
Removal of aS asbestos, insulation In Bulking 9201-4-Target Date S/30/97. (Milestone No. OR270111)
Decontamination
September 1994

lination
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Thermal Surface Removal
M Dry Heat DCON-60-OY
Ranking:' M-5-2($1M;<$1//t2)
m Solvent Washing to Remove Radiological Contamination DCON-61-OY
Ranking:'
_ _ Strippable Coatings |jJJ DCON-63-OY
Ranking:' M-4-0($OM; $1.S0//fi)
fj-m Vacuum Cleaning UJlJ DCON-64-OY
Ranking:' M-2-0 ($0M; <$0.75//l2)
Conceptual The use of heat to Increase the vapor pressure ot semi-volatile materials is well known, but the use of heat for surface removal of Hg, etc. is unproven. • Efficacy: This process should
- work for contaminants which can be volatilized. Waata: This will initially consist of volatilized contaminants along with hot air and other vaporized materials. The. contaminants must normally be removed by.scrubbing, sorption, or possibly filtration before atmospheric release is allowed.
Conceptual Plutonium contaminated Items at Richland, WA were rinsed with Freon. The vendor who' supplied the equipment for Richland ten years ago no longer seBs It Efficacy: This technique is mainly applicable to loose and smearabte contamination. Waata: Waste would be spent solvent containing removed contaminants.
Accepted Technology has been used for decontamination applications involving hazardous and radioactive contaminants. Efficacy: Decontamination factors of over 90% can be expected with two applications. Waata: Waste is; a solid -polymer containing the removed contaminants. The average thickness of the -applied coating Is a mm. This may be Incinerated to reduce the final volume.
Accepted Vacuum cleaners have long been used to dean up loose contamination. Efficacy: Any contaminants which are In a loose, soBd form will be collected effectively In a HEPA filter vacuum system. A charcoal sorbent will be needed for Hg.-Waate: A filter and/or sorbent with the collected contaminants.
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system.
Science: Solvents that are less damaging to the environment need to be identified and demonstrated.
Improvement: Develop coating with lower material costs and greater ease of application.
None
An air cleanup system is needed to use this technology. Development cost: $1M Capital coat:-$1M Operating coat: >Sl.00/ft2
Vapor collection system Capital coat: $300K (1980 dollars) Development cost: <$1M to Identify and demonstrate the replacement solvent Operating c o s t ~$1.00/ft2
(An average of 7.5 minutes per Kern was required when decontaminating small Hems.) Available In Private Sector.
Minimal Implementation needs. Development cost: None Capital coat: <20K Operating cost: >$1.50/ft2
Normal implementation needs. Development cost: None Capital cost: <$25K Operating cost: <$0.75/ft2
Page 2-17

Decontc
EM Goals Y-12 Problem Prob.'em Areas, Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
, — Alpha 4 Buflding (9201-4) — Problem #2 — In-situ decontamination of the exterior of steel and nickel process equipment contaminated with: Hg UQH
HNO3 Asbestos.
EM Problems
1 Facility Decontamination and Decommissioning (D&D)
Reft* to the Regulatory — CompBancs chapter of Vol. 1 for potential applicable, proposed, and promulgated
' environmental laws, signed and pending agreements for. the Oak Ridge Reservation (OBR),tac5aBon protection . standards, DOE orders, and nora-eguiatory guidance. As sits-and waste-specific characteristics are provided for each technology, specific regifatay requirements wffl be specified;.
Removal of a l asbestos Insulation ki BuDcfng 9201-4-TaJifet Date 3/30/97. (M*»StoneNo.OR270111)
Decontamination
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Page 2-18

ninaiion
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Thermal Surface Removal
CI Plasma Torch DCON-72-OY
Ranking:' H-5-2($2M;$3//£)
Q Laser Heating DCON-73-OY
Ranking:' H-5-2($2M;$3//£
m Laser Ablation DCON-74-OY
Ranking:' H-5-2($2M;$3//P
w Rashlamp Cleaning DCON-77-OY
Ranking:' H-5-2($2M;$3//£
Evolving Technology Conceptual Plasma torches exist commercially to weld and cut materials that have very high melting temperatures or require an inert atmosphere. Efficacy: Ms efficacy in removing various organic contaminants or to remove layers of contaminated metal has not been investigated. Waste: Wastes would consist of materials used to trap reaction products from the decomposition of organtcs, vaporized substrate, and removed contaminants.
Demonstration Currently being used to remove contamination from metal surfaces; Efficacy: Likely to be effective iirremoving Hg and inorganic acids. Current prototype systems are capable of removing 2-miMMck coatings attheratebfiooftahr. Waste: Waste wilt be prefiltsrs and sorbent filled wKh contaminants.
Demonstration Several research groups at university and government laboratories have used the technology to remove radiological and organic contaminants from various surfaces* - . . - • • • Efficacy: The technique is slow to remove large deposits. Waste: Wastes would be. removed contaminants some substrate materials, and filters and sorbent from trie oft-gas treatment system.
Demonstration Rashlamp systems are being used to remove organic contamination from metals, precious metals, and fragile substrates. Hanford-Westinghouse Laboratory is conducting tests of xenon flashlamp systems for removing radiological contamination from surfaces inside metal storage vessels. Efficacy: Technology is likely to be effective for surface Hg contamination. Waste: Wastes would be removed contaminants, some substrate materia), and filters and sorbent from the collection system.
Science: Laboratory tests are needed to evaluate the efficacy of vaporizing or decomposing organics and determine the decomposition reaction by-products: Hg, etc. and suitable trapping materials. Computer modeling of plasma-surface interactions and heat transfer are needed. Development: Plasma torches having geometries and conditions suitable for decontamination need to be developed along with suitable collection and gas treatment systems.
Development: Current prototype needs to be evaluated for possible use on contaminated areas.
Development: Existing lasers, delivery systems, and gas treatment system need to be integrated into a prototype system for demonstration.
Development: Commercially available flashlamp systems need to be evaluated for Hg deposit removal.
A collection system for the vaporized deposits would be needed to Implement this technology. Development cost: -S500K Capital cost: -$100K Operating cost: $0.01-$1.00VfP Available at Y-12.
A collection system with adequate off-gas treatment would be needed to Implement this technology. Development cost: $0.5M Capital cost: $0.SM /machine Operating cost: $1.00/ff
A collection system with adequate off-gas treatment would be need to Implement this technology. Development cost: $1M Capital cost: $0.5-1M/machlne Operating cost: >$1.00/fr?
A collection system for the vaporized contaminants would be needed to implement this technology. Development cost: ~$2 M Capital cost: $50-100Kmiachine Operating cost: ~3.00/fP
September 1994

Deconta
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
Develop Environmental Stewardship
, Alpha 4 BuBdfng (9201-4)
E M Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
Problem #3 Ex situ decontamination of: Steel Process Eg, Hg
Sleel Process Eg, UOH
Stssl Process Eq. H 2 S0 4 , HN0 3
Steal Process Eq. Asbestos
Steel Process Eq. Hg, UOH, H2SO4, HNO3, Asbestos
Nickel Process Eo. Hg
Nickel Process Eq. UOH
Nickel Process Eg. H 2 S0 4 , HNO3
Nickel Process Eq. Asbestos
Nickel Process Eq. Hg, UOH, H2S0 4, HNO3, Asbestos
Refer to the Regufatory . Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORf t), radiation protection standards, DOE orders, and nonragulatory guidance. As site-.and waste-specific charswtarisBcs are provided for each technology, specific regulatory requirernents will be specified.
Removal of all asbestos Insulation in BuDding 9201-4-Tanjjt Date 3/30/97.-(M3e stone No. OR270111)
Decontamination
Initiate the design of pilot mercury roaster for the 9201-4 DSD project-Target Dale 10/01/95. (Milestone, No. OR270124)
Complete the construction of the pilot mercury roaster for the£S01-4 D&D project-Targst Date 9/30/98. (Milestone No. OR270123)
Initiate the design of mercury . roas:»r for the 9201-4 D&D project-Target Date -10/0 1/97- (MSestone No. OR270115) -
Complete Design of mercury . roaster -Target Date 8/30/99." (Milestone No. OR270116)"
Begin construction of mercury roaster for 9201-4 DSD project -Target Date 4/01/2000. (Milestone No. OR270117)
Complete construction of mercury roasterfor9201-4 DSD- project - Target Date 3/31/2002„ (Milestone No. OR270118)
September 1994

lination
Alternatives Technologies Status Science; Technology Needs Implementat ion Needs
Sulk Decontamination Methods
Q Dry Heat (Thermal Desorption) DCON-4-OY
Ranking:' H-4-2($0.5M;$12/lb)
w
Q]
UQ
Chemical Leaching DCON-5-OY
Ranking:' M-1-1.5($0.5M;<$1//£)
Catalytic Extraction Process DCON-6-OY
Ranking:' M-4-4 ($5M; $0.90/lb)
L —- Vacuum (Low Pressure) with Heat
DCON-7-OY Ranking:' M-5-1($1M;$1.20//&)
Demonstration This Is a common industrial process when the' contaminated materials can be taken to the thermal desorption process, but has not been used for Hg-contaminated materials. Efficacy: The lite Hg, should work for contaminants which can be volatilized. Waste: This will initially consist of vofatiSzed contaminants along with hot air and other combustion products. The. contaminants must normally be removed by. sorption and filtration before atmospheric release ts allowed.
Predemonstrstlon Chemical leaching is an accepted technique for some -applications, but has not been used for Hg-contaminated materials. • . , Efficacy.: Bench scale tests are needed to determine which chemical would be effective. Waste: Waste would be original materials contaminated with chemical laachates phis chemical teachates containing removed contaminants or sludges, filter cakes, and Ion exchange resin from recycle system containing removed contaminants.
Predemonstration Has not been used to smelt metal bearing Hg contamination. . Efficacy: Effectiveness for separation of Hg is unknown. Wasts: Slag containing contaminants plus contaminants in a scrubber solution and sorbents.
Demonstration The use of vacuum with heat is wail known to improve the removal rata for many contaminants. Efficacy: Likely to improve the rate of removal of some. contaminants, however, this must be balanced against its cost, . Waste: Sorbent, containing removed contaminants and other volafjles.
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system. Engineering design data is needed.
Development: Bench scale tests are needed to determine which chemicals would be effective and what secondary waste treatment would be necessary to recycle chemicals.
Science: Find a suitable fluxing agent to remove Hg and asbestos from the melt Development: Demonstrate the ability to remove Hg and asbestos.
Development: The characteristics of the specific contaminants must be matched to the rate advantage of decontamination by volatilization under vacuum conditions for the specific heating applied.
Existing furnace designs can be used with a specific off-gas collection system for the contaminants removed. Development cost: $500K Capital cost:-$1M Operating cost: >S1.0Q/ft2
Extensive chemical processing system tor chemical leaching with a waste treatment system for treatment or recycle of spent chemical leaching solution.. Development coat: Efficacy demo: $500K Capital coat: $150K Operating cost: <$1/ft2 or $5-$5071b
"Off the shelf" Induction of arc furnace. Development cost: $5 million Capital cost: -$16 million Operating cost: $0.9/lb
Development cost: -SIM OperaUng cost: $1.00-1.40/ft2
or $aa> Capital coat: $1M
Page 2-19

Decont<
EM Goals Y-12 Problem Problem Areas, Constituents Reterence Requirements Subelements
1 Clean Up Legacy Waste
1 Prevent Future Insult
• Develop Environmental Stewardship
I Alpha 4 Building (9201-4)
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
> Waste Management (WM)
Problem #3 Ex situ -— Refer to the Regulatory decontamination of: Compliance chapter for Steel Process Ea. potential applicable, proposed. Hg and promulgated
environmental laws, signed: Steel Process Ea. and pending agreements tor LiOH the- Oak Ridge Resecvefljo
(OFtR), radafon protadfon. Steel Process Ea. standards, DOE orders, and H 2 S 0 4 , H N 0 3 noitregulatoryguldanoMs
situ- and waste-spedfc Steel Process Eq, characteristics are pnwttJd for Asbestos eash technology, specie
reflulatory reojjtrernentswS be Steel Process Eq. specified . Hg, LiOH, H 2 S 0 4 , H N 0 3 , Asbestos
Removal of ail asbestos. Hg, LiOH, H 2 S 0 4 , H N 0 3 , Asbestos insulation in Bu3dmg 3331-4-
Nickel Process Eq. Hg
Target Date 930/97. (M3estoneNo.OR2701tn :
Nickel Process Eq, * V
UOH
Nickel Process Eq. ~ ~" H 2 S 0 4 , HNO3 - ^ - ^ '.-Nickel Process Eq. ' * V r . ; "•-Asbestos
Nickel Process Eq. --"';-" " Hg. UOH, H 2 S 0 4 , H N 0 3 , Asbestos " ' ? • - - •
Decontamination
September 1994
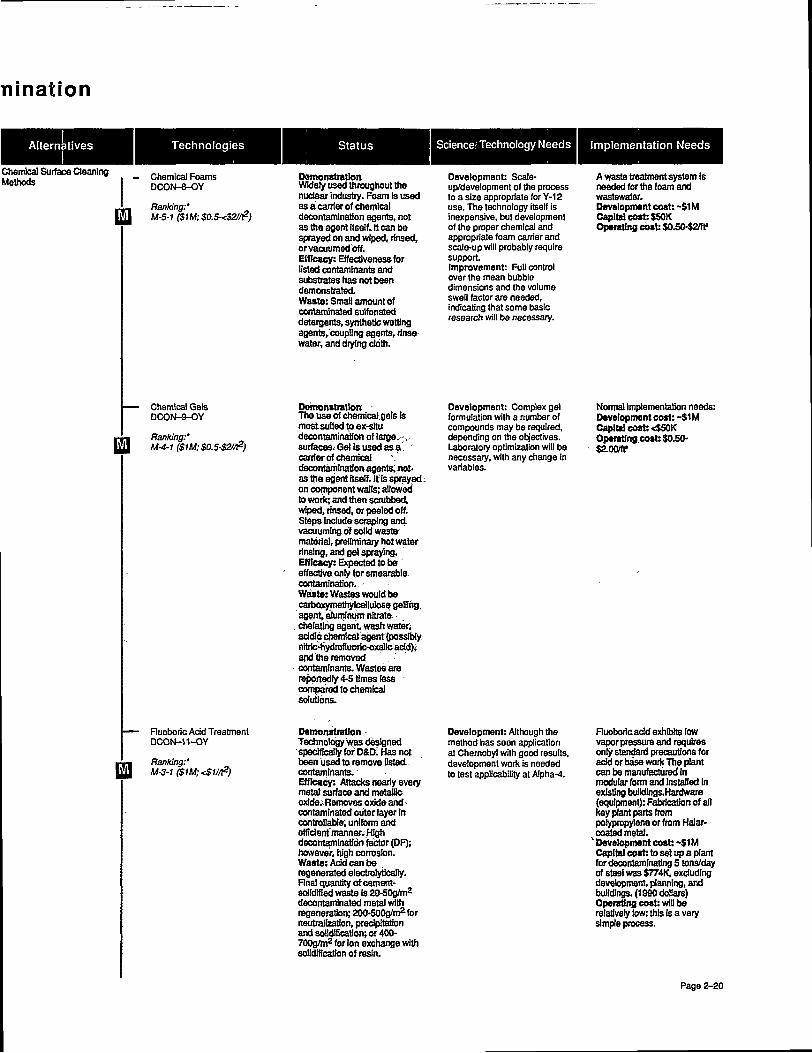
nination
Alternatives Technologies Status Science; Technology Needs Implementation Needs
Chemical Surface Cleaning Methods
m — Chemical Foams
DCON-8-OY
Ranking:' M-5-J ($1M;$0.5-<$2//£)
EJ
Chemical Gels DCON-9-OY
Ranking:' M-4-1 ($1M;$0.5-$2//fi)
Fluoboric Acid Treatment DCON-11-OY
M Ranking:' M-3-1 (S1M;-:$V/£)
Demonstration Widely used throughout the nuclear industry. Foam Is used as a carrier of chemical decontamination agents, not as the agent itself. It can be sprayed on and wiped, rinsed, or vacuumed off. Efficacy: Effectiveness for listed contaminants and substrates has not been demonstrated. Waste: Small amount of contaminated sulfonated detergents, synthetic wetting agents, coupling agents, rinse water, and drying doth.
Demonstration The use of chemical gels is most suited to ex-situ decontamination of large, surfaces. Gel is used as a carrier of chemical decontamination agents, not-as the agent itself. It is sprayed on component walls; allowed to work; and then scrubbed, wiped, rinsed, or peeled off. Steps include scraping and. vacuuming of solid waste material, preliminary hot water rinsing, and gel spraying. Efficacy: Expected to be ' effective only for smearable. contamination. Waste: Wastes would be carboxymethylcellulose gelling, agent, aluminum nitrate.
. chelating agent, wash water, acidic chemical agent (possibly nitric-hydrofluoric-oxalic add); and the removed contaminants. Wastes are reportedly 4-5 times less compared to chemical solutions.
Demonstration -Technology was designed specifically for DSD. Has not been used to remove fisted contaminants. Efficacy: Attacks nearly every metal surface and metallic oxide. Removes oxide and contaminated outer layer in controllable; uniform and efficientmanner; High decontamination factor (OF); however, high corrosion. Waste: Acid can be regenerated electroiyticaily. Final quantity of cement-solidified waste is,2D-S0glnfi decontaminated metal with regeneration; 200-500g/m2for neutralization, precipitation and solidification; or 400-TOOg/m2 for Ion exchange with solidification of resin.
Development: Scale-up/development of the process to a size appropriate for Y-12 use. The technology itself is inexpensive, but development of the proper chemical and appropriate foam carrier and scale-up will probably require support. Improvement: Full control over the mean bubble dimensions and the volume swell factor are needed, indicating that some basic research will be necessary.
Development: Complex gel formulation with a number of compounds may be required, depending on the objectives. Laboratory optimization will be necessary, with any change in variables.
Development: Although the method has seen application at Chernobyl with good results, development work is needed to test applicability at Alpha-4.
A waste treatment system is needed for the foam and wastewater. Development cost: -$1M Capita) cost: $50K Operating cost: $0.50-$2/tf
Normal implementation needs: Development cost: ~$1 M Capital coot: <$50K Operating cost: $0.50-$2.00W
Fluoboric acid exhibits low vapor pressure and requires only standard precautions for add or base work The plant can be manufactured in modular form and Installed in existing buKdIngs. Hardware (equipment): Fabrication of ail key plant parts from polypropylene or from Halar-coated metal.
'' Development cost: ~$1 M Capital cost: to set up a plant for decontaminating 5 tons/day of steel was $774K, excluding development, planning, and buildings. (1990 dollars) Operating cost: will be relatively low; this Is a very simple process.
Page 2-20

Deconte
EM Goals Y-12 Problem Problem Areas.Constituents! Reference Requirements Subelements
> Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
| Alpha4 BtMng (9201-4)
EM Problems
• Facility — Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
Refsrto the Regulatory Problem #3 Ex situ - CornpTianca chapter for decontamination of: pottintial applicable, proposed, Steel Process Ea. and promulgated Hg environmental laws, signed
and pending agreements for Steel Process Ea. the Oak Ridge Reservation . LiOH (OF;R), raota&m protection
standards, DOE orders, and Steel Process Eo. nonregutatory guidance; As H 2 S 0 4 , HNO3 ste-.and waste-specifkr
cha-actsrtsticsare provided for Steel Process Eg. eacfi technology, specific Asbestos regulatory requirements wB be
spasfied. Steel Process Eg, Hg, LiOH, H 2 S 0 4 , HNO3, Removal of all asbestos
Asbestos Insulation in Building 9201-4-Tarjiet Date 9/30797.
Nickel Process Ea. (M*3stone No. OR270111)
Hg ' " ~-Nickel Process Ea. LiOH -Nickel Process Eo. H2SO4, HNO3
- " ' " . " • • " • '
Nickel Process Ea. • ' ; . - - . Asbestos
Nickel Process Ea. Hg, LiOH, H 2 S 0 4 , HNO3, " - ' Asbestos ..
Decontamination

lination
Alternati' Technologies Status Science'Technology Needs Implementat ion Needs
Chemical Surface Cleaning tethods
m — Inorganic Acid Treatments
DCON-12-OY
Ranking:' M-4-0 ($0M; >$1//£)
[J] Caustic Detergent Treatments DCON-13-OY
Ranking:' M-4-0 ($0M;>$V/£)
REDOX Treatments DCON-14-OY
Ranking:' L-3-1 ($1M;: •SUA2)
Hypochlorite Oxidation DCON-202-OY
Ranking:' Not Ranked
Accepted Nitric add decontamination has been the preferred method at Y-12 tor cleaning Items in various facility operations since the 1940s. In addition, the technique has been widely usedatORNL,K-25and Portsmouth. Efficacy: DFs are in the 100 range; Waste: Wastes consist of . large quantities of corrosive wastes containing the removed contaminants-
Accepted ' Surface smearabte decontamination with caustic -chemicals (soap and water) is accepted technology arid Is. used extenshrery.at Y-12; The caustic hand-scrubbing process was applied to cleaning small Hems. Efficacy: Caustic scrubbing is expected to only partially decontaminate the contaminated surfaces. Waster Wastes would consist of used caustic solution containing the removed, contaminants. - •
Demonstration REDOX treatments have been demonstrated for nudear ".
" power plant "decontammatiori, but notfor trie contaminants of Interest. . '-Efficacy: DFs of 1O-100"can • be expected based on. experience in nuclear power plants. ^ Waste: With recycle, waste is spant sorption and ion
. exchange media containing removed contaminants. With neutralization and evaporation, waste Is a solid waste containing the removed contaminants and chemicals from the REDOXreagents.
Accepted Core process is cornmerctaKy available and practiced on an. Industrial scale. Integrated process needs to be demonstrated. Efficacy: Dependant on . solution flushing efficiency. Cora process reduces Hg In water effluent to <2ppb.' Waste: Cleanup debris, some salts, spent resin and carbon.
Improvements: Adaptation of modifications to system (i.e., scrubbers, filters, treatment for nitrates and heavy metals) In order to meet regulatory requirements. Possible development of HNC^/HF decontamination methods, with or without ultrasonic agitation. Continuing research and development on waste treatment, and volume reduction.
None for removal of smearable contamination with carbonates, soaps, etc.
Development: All REDOX techniques will require demonstration to determine their usefulness to decontamination of Y-12 operations and applicability to Hg.
Core technology is ready to use.
Nitrate treatment facility either on site or accessible to decontamination facility. Operating cost (»$1/fr?) May be relatively high. Nitric acid decontamination was used extensively at most DOE plants, but data Is not available regarding costs. Currently, Portsmouth plant Is developing a data base to track costs, but It will not contain historical data Development cost: (Improvements) $400 K-1M (rough estimate) Capital coot: <$4M-$10M (rough estimate) Available at X-10.K-25.
This Is an established process that could be Implemented at Y-12 with no major changes. Capital cost: <$10K Operating cost: >$1/ft Available at X-10VK-25.
A system for treating the REDOX reagents to permit recycling these reagents will be needed to use this technology. Development cost: ~$1M to bring a REDOX decontamination development through bench-scale and demonstration phases. Capital cost: >$1M Operating cost: >$1/ft
Normal implementation requirements and a fluid delivery and cleanup system needs to be Integrated with core technology
Page 2-21

Decont,
EM Goals Y-12 Problem Problem Areas.Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha4 Bulkfing(9201-4).
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Problem #3 Ex situ decontamination of: Steel Process Eg. Hg
Stael Procass Eg. UOH
Steel Process Eg. H2SO4. HNO3
Staal Procass Eg. Asbestos
Steel Process Eg. Hg, UOH, H 2 S0 4 , HNO3, Asbestos
Nickel Process Eg. Hg
Nickal Procass Eg. UOH
Nickal Process Eg. H2S0 4 , HNO3
Nickal Procass Eo. Asbestos
Nickel Process Eg. Hg, UOH, H 2 S0 4 , HNO3, Asbestos
Refer to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed artel pending agreements for the Oak Ridge Reservation (Of !R), radiation protection standards, DOE orders, and nonregulatory guidance. As sfte-and waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified. • .
. Removal of aX asbestos insulation in Building 9201-4-Target Date 9/30/97. (MIestone Na OR270111)
Decontamination

ninafion
Alternatives Technologies Science/Technology Needs Implementation Needs
Chemical Surface Cleaning Methods
m — Electropolishing
DCON-15-OY
Ranking:' M-4-3($1M;>$2//P)
Amalgamation DCON-16-OY
Q Ranking:' H-5-1 ($0.5M; N)
Biological DCON-17-OY
Ranking:' L-S-2 ($0.5M; $0.1-$3//P)
Demonstratiori Bedropoiishing is a surface removal technique and the amount of surface removed is proportional to factors such as current, time, and voltage. Efficacy: Bectropollshlng is essentially a "Sne of sight" process so cracks, crevices, areas out of sight of, or shadowed by, the electrode will not be decontaminated. Contaminated electrolyte must be removed for complete decontamination to be achieved. • Waste: Waste would be removed contaminants along with the small amount of substrate removed.
Predemonstratlon -Although amalgamation of mercury with matais of Interest Is well' knownrappOcatJon toV-12prob!ems areas has not been demonstrated. Copper and zinc are main metals of interest for amalgamation. Efficacy: Method transforms liquid Hg Into a solid that Is often easy to recover. Method must be used with a second method such as vacuuming. May actually be a . disadvantage in cases where. Kg. could be recovered for reuse. -Waste: Resulting amalgam, which Is unreactfvBv is chief . waste; Zn amalgam is -57wt% Hg. The Cu amalgam is -<76wt%Hg.\ • • . - " •
Evolving Technology / Pro-conceptual ;•.• The knowledge base exists for biological treatments of various contaminants; however, there is not a data base for application of the technology for surface decontamination. Efficacy: This technology. Is quite Kkety to be successful for HN03 and perhaps, H2SO£ It could be successful for Hg and UOH, but he Hg and U would remain in the bacterial sludge. Waste: The waste generated would be the contaminated layer of microbes removed from the treated surface.
Development: Primary and secondary waste treatment and solution recycle need to be developed. Cleanup principles (e.g., ion exchange and filtering) are well established, so that only design and demonstration are needed. Improvement: Better methods to remove the electrolyte and contaminant would be helpful.
Development: Laboratory and bench scale assessment is needed to determine the suitability of this process to the Y-12 problems.
Science: Literature study and bench-scale tests of microbes on Hg, UOH, and H2S04. Development: Develop methods for applying a layer of microbes, supplying needed nutrients, and removing the microbe layer from the decontaminated item.
Normal implementation needs. Development cost: $1M Capital cost: $1M Operating cottx>$2JW
The availability of a suitable facility to do development work is assumed. Development coat: $500K (mainly personnel costs) Duration: 8 months Capital cost $100K Operating cost: NA
Facilities for cultivating the bacteria and disposing of the bacterial sludge would be needed. Development cost: S300K-$600K Capital cost: ~$200K Operating cost: $0.10-$3.00+/ft* Available at X-10.K-25.
Page 2-22
Deconta
EM Goals Y-12 Problem Problem Areas.Constituents! Reference Requirements "Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
AJpha4 Building (9201-4) —
EM Problems
• Facility — Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
^ ^ Referto the Regulatory _ Problem #3 Ex situ ^ ™ " Compliance chapter for decontamination of: potential applicable, proposed. Steel Process Eq. and promulgated Hg environmental laws, signed
and penrjng agreements for Steel Process Eq. the Oak Ridge Reservation LiOH (ORR), radbfon protection
standards, DOE orders, and Steel Process Eg, normsgulatory guidance. As H2S04, H N 0 3 site-and waste-specific
characteristics are provided for Steel Process Eq. each technology, specific Asbestos regulatory requirements win be
specified. Steel Process Eg. Hg, LiOH, H 2 S 0 4 , HNO3, Removal of all asbestos
Asbestos insulation in BuikSng 9201-4-' TargH Date 9/30/97.
Nickel Process Ea. (Miestonerta.OR270111)
Hg - -
Nickel Process Eq. LiOH
Nickel Process Eq. H 2 S 0 4 , HNO3
Nickel Process Eq. Asbestos
Nickel Process Ea, Hg, LiOH, H 2 S 0 4 , HNO3, Asbestos
Decontamination
September 1994

nination
Alternatives Technologies Status Science; Technology Needs Implementat ion Needs
Chemical Surface Cleaning Methods m Ultraviolet Light/Ozone
DCON-19-OY
Ranking:' M-4-3($1M;$3//l2)
I2J Chelation DCON-21-OY
Ranking:' M-4-2($1.5M;<$1//l?)
Prodsmo narration White commercial systems exist for producing ozone using ultraviolet light, there has been no Identified application for Hg removal. Efficacy: Ozone will be very effective for removing surface oils and PCB from painted surfaces, and various other substrates such as steel. Mercury is very activated by UV. Waste: The process produces ozone which will have to be handled along with the existing waste which will be gasified and will be in modified chemical forms.
Demonstration -The technology has been employed at various facility operations and nuclear power piantsites. • Efficacy: Excellent DFs achieving acceptable. decontamination levels resulting In unconditional release. Easy to apply as agent acts at neutral pH and are non-hazardous, non-fuming, have no gas evolution and are biodegradable. Waste: Simple waste minimizing treatment and . disposal as a non-RGRA waste; Minimizes waste through oxidative destruction, of chelate agent, partitioning of
- orgahlcs (including PCBs) and concentration of radionuclides precipitated out in the: ftoccuieht sludge which can be further de-watered.-. '•
Development: Demonstration of process and waste collection system. Establishment of removal/decon rates.
Development: Validation of updated chelating agents is needed and is currently underway at ORNL to confirm total efficacy and economic advantage.
Development design, and construction of a unit for ex-situ demonstration. Development cost: $1M Capita! Coast: S100K Operating cost: ~$3/ft»
Application equipment for ex-srtu decontamination. Support personnel and equipment to sample, analyze, develop appropriate concentrations, ensure oxidation of brganlcs and/or complete partitioning wilt be necessary. Spray booth or dipping tank facilities with heating capabilities desirable on-site or accessible by decontamination facility. Development cost: ~$1.5M Capital Coast:-S1.5M Operating cost: <S1/ft1
tatal Refining Methods
m Sulfide Conversion DCON-22-OY
Ranking:' M-3-1 (S0.5M; N)
Evolving Technology Must evaluate the kinetics of'' the room temperature reaction of sulfur, with elemental Hg to -form Hg S, which is not water soluble and which is often easlerto collect than elemental. Hg. Efficacy: Method applicable only to elemental Hg. Method must be used wrth a second method such as vacuuming. May actually be a disadvantage In cases where Hg could be recovered for reuse. Waste: The chief waste is the recovered HgS which is about 84wt%Hg.
Science/Development: Both lab and bench scale experiments are required to determine the kinetics of the S and Hg reaction at room temperature and to evaluate the suitability of the method to the Y-12Hg problems.
The required lab and bench-scale experiments are expected to be relatively simple. Existing equipment and facilities will likely support these activities with slight modifications. Development cost: $500K (mainly personnel costs) Duration; - amonths Capital coal: $100K Operating cost: NA
Page 2-23
I
Decontc
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha 4 BuBdfng (8201-4) Problem #3 Ex silu decontamination of: tflwq Process go. Hg
<!tBBl Process Eo. LiOH
cfrwl Process Fn. H^O-4, HNO3
Asbestos
<fr«t Process Fn. Hg. t iOH,H2S04,HN03, Asbestos
EM Problems
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
ffrferf Process Fn. Hg
Re!* ' to the Regulatory CowpSanca chapter for potential applicable, proposed, and promulgated environmental taws, signed and pending agreements for, the Oak FWge Reservation (OFIR), radiation protection standards, DOE orders, and nonregulatory guidance. As site-and waste-speciflc characteristics are provided for each technology, specific regijialoryrequirernerrtswabe specified.
Removal of aH asbestos -Insulation in BuBdtog 9201-4-Tai>jet Date 9/30/97. (MJesfonefto.OR27Dfft) .
Decontamination
tfrfel Process Fn. LiOH
fSrtnlProcess Fn.
H^S04. H N 0 3
tHffifProcgssEq. Asbestos
flHW Process Fn. H3.EJDH.H2SO4.HNO3, Asbestos
September 1994

nination
Alternatives
Metal Refining Methods
Technologies
- Bases and Alkaline Salts DCON-23-OY
| - r j Ranking:' l U I M-4-1 ($0M; $1//l?)
|Q
Smelt Purification DCON-31-OY
Ranking:' M-4-3($3.5M;$0.93Ab)
Elect rorefining DCON-32-OY
Ranking:' L-4-3($3M;$6Ab)
Status
Accepted Cleaning with caustic solutions has long been used at K-25, Portsmouth Gaseous Diffusion Plant and other nuclear sites hi the U.S. and abroad. Efficacy: This technology is only effective for smearabte contamination. Watte: Waste will be contaminated sludges or filter cakes resulting form neutralization and treatment of wastedecontamlnatfcm solutions.
Demonstration Smelt purification of metals has been performed by a large number of investigators on a fab-scale and by some investigators on a large-scale. The metals Include mild steel, stainless steet, nickel, copper, monef, aluminum, and others. Efficacy: Uncertain - has not been used to purify metals fromHg. :
Waster. Wastes are stags; scrubber solutions; chemical trap materials, sorbents and HEPA filters.
Science'Technology Needs Implementat ion Needs
Prademonstratton Electrorefiningisawell- • established commercial -.technbtogyi.However, this technology cannot be: considered mature concerning its use for decontaminating Hg-contamfnated metal, because this application has not been established. EfftcacyrTechnology is likely
' to be effective for the listed 'contaminants and substrates. Watte: Waste would be solid . waste from assumed treatment
'of electrolyte solutions for recycle.
None
Development: Demonstrate fluxing agents and conditions for removing contaminants of interest in the laboratory and then on a larger scale.
Development: Demonstrate (1) separation of Hg from substrates of interest and (2) recycle electrolyte solutions.
A waste treatment system would be needed to treat or recycle spent decontamination solutions from this technology. Development cost: none Capital coot: <$100K (excluding a recycle system or waste treatment facilities) Operating cost:-$1/ff
Scientific Ecology Group (SEG) personnel estimate the costs of metal smelting at roughly S0.93/lb of metal In 1992 dollars, depending on the type metal and configuration of the metal. Kellogg et al. estimated that the capital and operating costs of smelting the 90,000 tons of DOE scrap metal presently on hand at K-25cxxM be recovered through sale of the metal If a da minimus were established. The quantity of metals at In BIdg. 9201-4 Is probably not sufficient to be cost effective unless added to this. The technology development needs will require further lab and pilot-scale evaluation. The development costs are roughly estimated at $3.5M.
An electroreflnlng plant would also require a smelting and anode forming facility to form the Impure metal into anodes of proper configuration. The capital costs altogether are estimated at $200M. The cost of an operating facility with a 10 milllon-poundVyear capacity is estimated at $2M capital and $6/lb operating costs, which exceed the present value of virtually any metal because commercial companies operate on a much larger scale.-. Development cost: ~$3M.
Page 2-24

Decontc
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
• Develop Environmental Stewardship
i — Alpha4BuMng(9201-4>
EM Problems
• Facility — Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Refer to the Regulatory Problem #3 Ex situ Compliance chapter for decontamination of: potential applicable, proposed, Steel Process Eq. ami promulgated Hg environmental taws, signed .
mi pending agreements for Steel Process Eq. the Oak Ridge Reservation LiOH (ORR), radiation protection
standards, DOE orders, and Steel Process Eq. noitregulatay guidance. As -H 2 S 0 4 , HNO3 sitei- and waste-specifier
characteristics are providsd for Steel Process Eq. each technology, specific Asbestos regulatory requirements wM be
specified. Steel Process Eq. Hg, LiOH, H 2 S 0 4 , HNO3, Removal of all asbestos Asbestos Insulation in Building 9201-4-
Target Date 9/30/97. Nickel Process Eq. (MIestone No. OR270111)
Hg
Nickel Process Eq. ~ LiOH
Nickel Process Eg, -H 2 S 0 4 , HNO3
Nickel Process Eq. Asbestos
Nickel Process Eq. Hg, LiOH, H 2 S 0 4 , HNO3. Asbestos
Decontamination
September 1994

ination
Alternatives Technologies Status Science Technology Needs Implementat ion Needs
ital Refining Methods Leach/electrowinning DCON-34-OG
Ranking:' L-4-2($tM;$4.lb)
Predemonstratton The method Is similar to electrorefining except the metal Is first dissolved Into solution rather than formed into anodes. Although this process is a well established commercial process for producing nickel from ore, it has not been demonstrated on a large scale for purifying metals contaminated with Hg. Efficacy: Uncertain-process has not been used to purify metals contaminated with Hg. Waste: Recycle of electrolytic solutions will result In a solid waste bearing the-contaminants and traces of the purified metal amounting to roughly 2% by weight of the metal purified1
Science: Evaluate process for purifying metals contaminated with Hg, etc. Development: Demonstrate techniques to recycle the electrolytic solutions.
A da minimus standard Is needed to permit sale of the purified metal. Development cost: >S1M Capital cost: $200M (10M Ib/yr plant) Operating cost: ~$4/S>
schanlcal Surface Removal 9thods m
Ultra High-Pressure Water DCON-35-OY
Ranking:' H-5-1 ($1.3M; $1//P)
— Shot Blasting p a DCON-36-OY
Ranking:' H-4-O($0M;$1//£)
Accepted-Technology has been used by industry. Efficacy: The decontamination efficiency should be essentially 100% unless the--contamination has diffused into the substrate.' Waste: Unless a recycle system is developed, waste would be 3-5 gal water/ft* cleaned that contains -0.01 ft1
metal residue, plus the contaminants removed.
Accepted Commercial Iron shot blasters are in use. -Efficacy: They are generally effective but leave some hot spots. Waste: Waste would be spent shot, abraded substrate, and removed contaminants in filters and charcoal sorbents.
Improvement: To minimize waste generation, a system is needed to treat the water so that it can be recycled. Improvement: Automation, especially for vertical surfaces.
Improvement: Automation, especially for walls and ceilings.
A water treatment system Is needed to minimize liquid wastes from this technology. Development cost: $1.3 M Capital cost-$500K Operating cost: ~$1/ff
A collection system with adequate filtration and sorption. Development cost: None Capital coat:-$50K Operating cost: ~$1/ff
Page 2-25

Decontc
EM Goals Y-12 Problem Problem Areas, Constituents I Reference Requirements Subelements
1 Clean Up Legacy Waste
Prevent Future Insult
Develop Environmental Stewardship
I Alpha* BuDoIng (9201-4)
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
> Waste Management (WM)
Problem #3 Ex situ decontamination of: Steal Process Eg. Hg
Steel Process Eg. LiOH
Steal Process Eg. H2SO4, HNO3
Steal Process Eg. Asbestos
Steal Process Eg. Hg, LiOH, H 2 S0 4 , HN0 3 , Asbestos
Nickel Process Eg. Hg
Nickel Process En. LiOH
Nickel Process Eg. H2S0 4, HNO3
Nickel Process Eg. Asbestos
Nickel Process Eg. Hg, LiOH, H 2 S 0 4 , HNO3, Asbestos
Refer to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated-environmental taws, signed and pending agreements for the 'Oak Ridga Reservation (OHR), radiation protection stardards, DOE orders, and nonregutatory guidance. As -ste-and waste-specific characteristics are provided for eaci technology, specific regulatory requirements wS! be spatted.
Removal of all asbestos Insulation kt BuMng 9201-4-Taruet Data 9/30/97; (MSastoneNo.OR270t11)
Decontamination
September 1994

nination
Alternatives
Mechanical Surface Removal Methods. I
|j|
Technologies
Grit Blasting DCON-38-OY
Ranking:' M-S-1 (S0.2SM; $2.50//?)
— Centrifugal Cryogenic COg Blasting DCON-39-OY
m Ranking:' H-5-2 ($0.7SM; <$1//t2)
- Ice Blasting DCON-40-OY
H Ranking:' H-5-1 (S0.75M; $2//£)
— Supercritical C 0 2 Blasting DC0N-41-OY
n-> Ranking:' m i M-5-3 ($0.75M; >$1//£)
Status
Accepted Has been used successfully for many applications in the nuclear Industry. Efficacy: Technology is generally effective. Waste: Waste would be used-grit, abraded substrate, and removed contaminants on fitters and charcoal sofbent
Demonstration Centrifuge pellet acceleration has been demonstrated in the DOE fusion energy program, as a decorrtaminattan tool In the Y-12 facHHy waste minimization effort, and more recentty,_as an aircraft depalnt mechanism. * Efficacy: Technology Is likely to be successful with very high decontamination factors, for ex-situdscon of all listed contaminants and for all -substrates except asbestos: Waste: The waste win be HEPA filters and sorbents containing the combination of contaminants and substrate material.
Demonstration Efficacy: Efficacy of commercial system for this application needs demonstration. Should be effective for cleaning most contaminants from substrates-other thanasbestos.. Waste: Waste would be'about, 14 to 18 gallons per hour-waste water containing removed contaminants.*
Prodemonstratlon Efficacy: Uketyto.be effective withneariy infinite -decontamination factors: Waste: Waste would be removed Hg,U0H,HN03, and moderate amounts of metai substrate contained In a cyclone, sorbent and/or a HEPA filter.
Science'Technology Needs Implementat ion Needs
Improvement: automation, especially for walls and ceilings. Better vacuum system demonstration. Needs system for handling waste.
Development: Demonstration of mobile system with high velocity pellets delivered at a sufficient rate and adequate collection of removed contaminants. Improvement: 1) Demonstration of an on-line, real time contaminant sensor which would minimize the decontamination effort and limit the waste stream; 2) automation
Development: Demonstration of efficacy of commercial system. Improvement: Automation/robotics, especially for curved surfaces. Waste handling improvements required.
Development: Investigate the effect of operating parameters on removal rates and removal and collection efficiencies for contaminants. Demonstrate efficacy for contaminants of interest.
A collection system with adequate filtration and sorption. Development cost: None Capital cost: -S50K Operating cost: $-5/ft2
Design and construction of a vacuum waste-handling system to handle the vaporized CQ 2 containing the removed contaminants plus oxygen-depletion precautions.
Development cost: <$1M Capital cost: S100K Operating cost: <$1/fP
A water treatment system Is needed to minimize liquid wastes from this technology. Development cost: S750K Capital cost: $100K-$1M Operating cost: ~$2/ft2
Design and construction of a vacuum waste-handling system with HEPA filters and sorbents to handle the vaporized COg containing the removed contaminants, plus oxygen depletion precautions. Development cost: S250K-1M Capital cost: -$5O0K-$750K Operating cost: -$1+/ft2
Page 2-26

Deconta
EM Goals Y-12 Problem Problem Areas,Constituents! Reference Requirements Subelements
• Clean Up Legacy Waste
> Prevent Future Insult
' Develop Environmental Stewardship
I Alpha 4 Building (9201-4)
EM Problems
1 Facility Decontamination and Decommissioning (D&D)
Problem #3 Ex situ Refurto the Regulatory Compliance chapter for
decontamination of: potential applicable, proposed, Steel Process Eq. and promulgated' Hg environmental laws, signed
and pending agreements for Steel Process Eq. the Oak FBdge Reservation LiOH (OFR), radiation protection
standards, DOE orders, and Steel Process Eo. nonregulatory guidance. As H2SO4, HNO3 sBe-and waste-specific
characteristics are provided for Steel Process Eq. each technology, specific Asbestos regulatory requirements wSI be
specified. Steel Process Eq. Hg, LiOH, H 2 S 0 4 , HNO3, Removal of all asbestos
Asbestos insulation in Building 9201-4-Tanjet Date 9/30/97.,
Nickel Process Eq. Hg
(MfostoneNo.OR270111)
Nickel Process Eq. LiOH
Nickel Process Eq. H 2 S 0 4 , HNO3
Nickel Process Eq. - - " , - ' '' , Asbestos
Nickel Process Eq. Hg, LiOH, H 2 S 0 4 , HNO3, Asbestos
Decontamination
• Remedial Action (RA)—Soils, Groundwater and Surface Water

Alternatives Technologies Status Science'Technology Needs Implementat ion Needs
Plastic Pellet Blasting DCON-42-OY
Ranking:' M-4-1 (<$0£M; $Vlf)
Accepted Plastic pellet blasting Is a widely used alternate to sand blasting for applications in which it is desired to impart minimal damage to the substrate. Efficacy: Technology should remove Hg and smearabls contamination, but not fixed contamination: Waste: Waste would be spent plastic pellets plus removed contamination.
Improvement: Develop and demonstrate system for processing waste. Improvement: Minimize blast media erosion to minimize waste; automation/robotics; improve containment of waste and removed contaminants.
A system for processing waste to an acceptable form is iKJOQQu* Development cost: (Improvements) <$0.2M Capital cost: ~$100K, Operating cost: >S1/ft
Hand Grinding, Honing, Scraping DCON-43-OY
Ranking:' H-5-O($0M;$1//£)
Accepted Grinding with hand-held power grinders has been successfully used for small-scale decontamination. Efficacy: Is effective for surface contamination. Waste: Surface area of Item being decontaminated, spent grinding media (such as emery paper), and the adsorption canisters and HEPA filters on the vacuum system.
None A system to collect and remove dust and mercury vaporized by the heat generated during grinding will be needed. Development cost: None Capital cost: $150 ($10K with vacuum system) Operating cost: -Si/ft 2
Automated Grinding DCON-44-OY
Ranking:' M-5-3($1M;$1//P)
Conceptual Grinding has been successfully used forsmall-scale decontamination. This grinding was done with handheld power grinders. Remotely-operated grinding equipment is available, but no reverences to its use for decontamination have been found. Efficacy:. Is effective for surface contamination Waste: Surface area of item being decontaminated, spent grinding media (such as emery paper), and the adsorption canisters and HEPA fitters on the vacuum system.
Development: The applicability of this technology for decontamination needs to be demonstrated.
A collection system for the dust and vaporized Hg would be needed to implement this technology. Development cost: ~$1M Capital cost: $2S0K Operating cost: Si/ft2
Page 2-27

Decontc
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
Develop Environmental Stewardship
I Alpha 4 Building (9201-4)
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Problem #3 Ex situ decontamination of: Steel Procsss Eg. Hg
Steel Process Eg. LiOH
Steel Process Eg. H2SO4, HNO3
Steel Process Eg. Asbestos
Steel Process Eg, Hg, UOH, H 2 S0 4 , HNO3, Asbestos
Nickel Process Eg. Hg
Nickel Process Eg. UOH
Nickel Process Eg. H2SO4, HNO3
Nickel Process Eg. Asbestos
Nichel Process Eg, Hg, UOH, H 2 S0 4 , HNO3, Asbestos
Reterto the Regulatory Co-TtpKanca chapter tor potential applicable, proposed, and promulgated environmental laws, signed ami pending agreements for the Oak Ridge Reservation. (OUR), radiation protection standards, DOE orders, and nonreguiatory guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements wiB be specified..
Removal of ah asbestos insulation in Bunding 9201-4-Tanjet Date 9/30/97. (Milestone No. OR270111)
Decontamination
' Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
September 1994

nation
Alternatives Technologies Status Science'Technology Needs Implementation Needs
Surface Removal — Metal Milling DCON-45-OY
j y i Ranking:' l t d M-4-0 ($0M; $20//P)
E2
Slurry Blasting DCON-50-OY
Ranking:' M-5-2 (S0.5M; $1.75//&)
Cleaning Methods r Compressed Air Cryogenic CO 2 Pellet Blasting DCON-51-OY
Ranking:' M-5-1 (S0.2SM; $2//P)
Accepted Miffing has been used to decontaminate metal Items. Additional Comments: This technology most suitable when there are many similar items to be decontaminated because thera Is a 1/2 to 3/4ti set-up time required between differently shaped items. The heat generated by the milling process will vaporize mercury. Efficacy: This technology is. 100% effective since as much surface metal as is desired can be removed. Waste: The top layers (up to 1/3 In.) of the metal would be chipped off. the canisters used to collect the mercury vapor would also have to be disposed of.
Demonstration The use of a combination of grft and water is well known to effectively remove a variety of contaminants. It Is a ' moderately aggressive removal process. Efficacy: Likely to Improve the decontamination rate over the high pressure water process; however, this must be balanced against a slightly more complex process. Waste: Aqueous solution of spent grit and removed contaminants. The Inclusion of volatites In the solution is a major question.
Demonstration -Thlstechnology Is -commercially available. It has been used at nuclear reactor sites to decontaminate hand tools and some equipment. Efficacy: The efficacy of this technology for removing the -listed contaminants from various substrates has not been demonstrated. Waste: Wastes would be sorbents and HEPA filters rilled with the removed contaminants.
None
Development: The characteristics of the specific contaminants must be matched to the increased removal rate for the grit blasting concept. Separation of the contaminants from the aqueous spent grit matrix must be accomplished satisfactorily. Improvement: The on-line recycling process may need improvement for satisfactory operations.
Development: Evaluate technology that has recently been demonstrated in Department of Defense programs regarding automation and improvements in pellet delivery.
The contaminated equipment must be removed and dissembled before this technology can be used. Development coat: none Capital cost: -$150K Operating cost: 520/ff2
A variety of commercial engineered systems are ' available with considerable operating experience: Development cost: $750-12S0K Capital cost: >$0.5M Operating cost: $1.75/ft2
Design and construction of a vacuum waste-handling system with HEPA filters and sorbent to handle the vaporized COg and large volumes of air containing the removed contaminants plus oxygen depletion precautions. Development cost: ~$0.25M Capital cost: -$200K Operating cost: -$2/ft2
Page 2-28
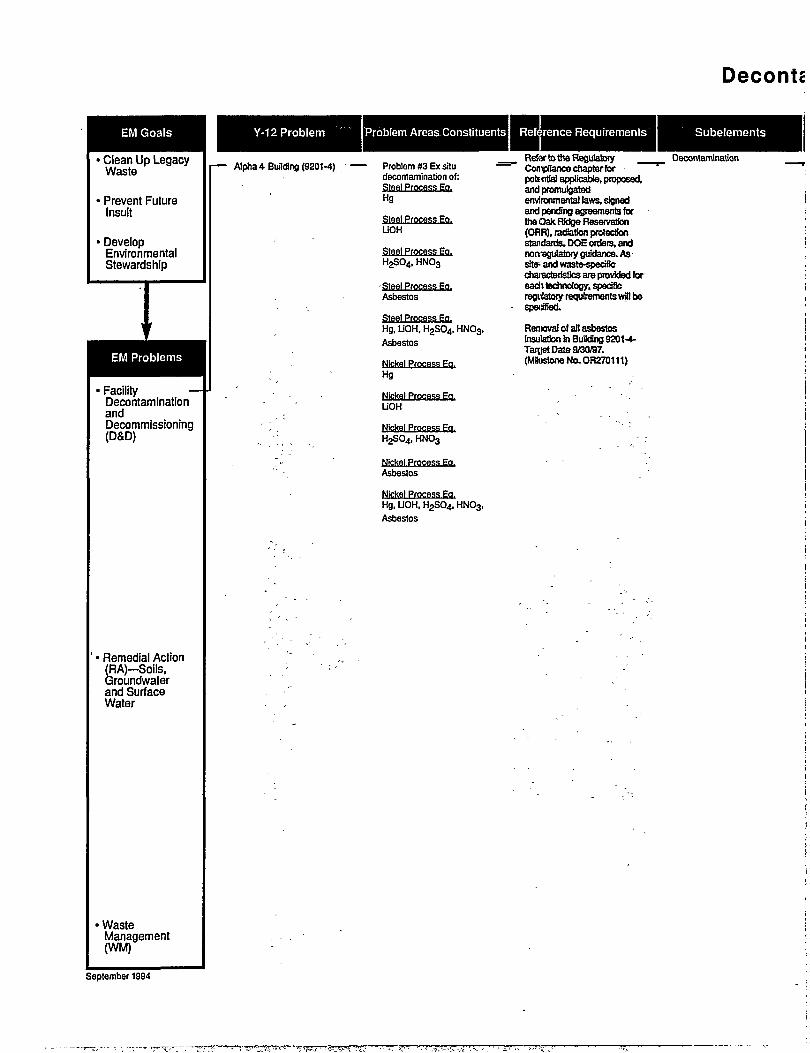
Decontz
EM Goals Y-12 Problem Problem Areas.Constituents! Reference Requirements Subelements
- Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I Alpha 4 Building (9201-4) .
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Problem #3 Ex situ Refar to the Regulatory _ Compliance chapter for
decontamination of: potential applicable, proposed. Steal Procsss Eq. and promulgated Hg environmental laws, signed
and pending agreements for Steel Process Eq. the Oak Ridge Reservation LiOH (ORR), radiation protection
standards, DOE orders, and Steel Process Ea. nonregutatory guidance. As H 2 S 0 4 , H N 0 3 site-and waste-specific
characteristics are provided for Steel Process Ea. each technology, specific Asbestos regulatory requirements wffl be
specified. Steel Process Eq. Hg, LiOH, H 2 S 0 4 , H N 0 3 , Removal of all asbestos
Asbestos Insulation in Building 9201-4-Tarttet Date 9/30/97.
Nickel Process Eq. (M3ostoneNo.OR270111)
Hg
Nickel Process Eo. LiOH
Nickel Process Eg. H2SO4, HNO3
Nickel Process Eq. Asbestos
Nickel Process Eg. Hg, LiOH, H 2 S 0 4 , HNO3, Asbestos
Decontamination
September 1994

nination
Alternatives Technologies Status Science'Technology Needs Implementat ion Needs
Surface Cleaning Methods High-Pressure Water Blasting DCON-52-OY
Ranking:' H-5-1($1.2M;<$1//&)
m Superheated Water DCON-53-OY
Ranking:' M-S-1 (S1.2M; <$2//P)
Q] Water Flushing DCON-54-OY
Ranking:' M-5-1 (S1.2M; <$1//t2)
— Steam Cleaning P I DCON-55-OY
Ranking:' M-5-1 ($1.2M;$1-2ffl?)
— Hand Brushing for Surface
B Contamination DCON-56-OY
Ranking:' H-4-0 ($0M; $1//P)
Accepted High pressure water blasting has been used very successfully to decontaminate various large and complex surfaces at nuclear power plants. Efficacy: Technique Is expected to be effective with a DF of about 50 for loosely adhering contamination. OFs wtH be higher H chemical cleaning agents are also used. Technique is expected to be ineffective for fixed contamination. Waste: Waste Is 4 to >100 gpm of contaminated waste water;
Accepted Technology Is available and has been used by industry. Efficacy: The removal of loosely bound Hg should be complete, but the removal of more tightly bound contaminants Is likely to be slight Watts: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Accepted Flushing with hot water is often used following scrubbing. Efficacy: The technique may be effective for the fisted contaminants (except asbestos); Waste: The waste generated is the contaminated water from the flushing operation.
Accepted -The technique has proven useful, especially on complex shapes and large surfaces. Efficacy: Technology should be effective for. Hg, but not for the more tightly bound contaminants. Waste: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Accepted Brushing is a common decontamination technique. Efficacy: Brushing is effective for smearabie contamination, and less effective for fixed contamination. Waste: HEPA filters and adsorption canisters on the vacuum cleaner used to pick up the particles generated by brushing and the worn brushes.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Improvement: Remote operation will necessitate the adaptation of the high pressure water and vacuum collection systems to robotic system control.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Improvement: Remote operation will necessitate the adaptation of the superheated water and vacuum collection systems to robotic system control.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be recycled and reused in the hot water cleaning operation.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Remote operation will necessitate the adaptation of the steam and vacuum collection systems to robotic system control.
None
A water treatment system Is needed to minimize waste. Development coat: Water treatment system: About $1.2M Remote operation: $3-4M Capital cost: $50K-$75K (about $250K with remote operation) Operating cost: <$l.00/ft?
A water treatment system Is needed to minimize waste. Development cost: Water treatment system: About $1.2M Capital cost: About $175K (about $250K with remote operation) Operating cost: ~$2.0/ft2
A water treatment system is needed to minimize liquid wastes from this technology. Development cost: About S1.2M Capital coat: <S50K Operating coat: <$t/fr?
A water treatment system is needed to minimize liquid wastes from this technology. Development cost: Water treatment system: About $1.2M Capital cost: $50K-$75K (about $250IC with remote operation) Operating coat: $1-2ffl*
Normal implementation needs. Development cost: none Capital cost: Negligible Operating cost: $1.00/HS
Page 2-29

Deconts
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
, — Alpha 4 Bunding (9201-4)
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Problem #3 Ex situ decontamination of: Steel Process Eo. Hg
Steel Process Eo. UOH
Steel Process Eo. H2S0 4 , HN0 3
Steel Process Eg. Asbestos
Steel Process Eo. Hg, UOH, H 2 S0 4 , HNO3, Asbestos
Nickel Process Eo. Hg
Nickel Process Eo. liOH
Nickel Process Eo. H2SO4, HNO3
Nickel Process Eo. Asbestos
Reft*to the Regulatory CompHanca chapter for potential applicable, proposed, and promulgated envronmental taws, signed and perxfing agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site" and waste-specific characteristics are provided for sac1) technology, specific regulatory requirements wiB be specified.
Removal of aX asbestos insulation in Bidding 9201-4-Tan.)etDataSa(yS7. " (MiKtoneNo.OR270111)
Decontamination
Nickel Process Eo. Hg, UOH, H 2 S0 4 . HNO3, Asbestos
September 1994

nination
Alternatives Technologies Status
Surface Cleaning Methods Automated Brushing DECON-57-OY
| - i - | Ranking:' U U M-3-2($1M;$300//£)
— Sponge Blasting DCON-58-OY
m Ranking:" M-4-1.5 ($\J2M; S2//I2)
— Hot Air Stripping DCON-59-OY
m Ranking:' H-5-2($2M;$3//P)
Demonstration this technology has been used at Rocky flats to remove plutonlum contamination from the inside of pipes. Tests would be needed to demonstrate Its effectiveness for other contaminants on other substrates. Efficacy: Brushing is effective for smearabie contamination and less effective for fixed contamination. The interior of the pipes at Rocky Flats was cleaned to shiny metal. Waste: HEPA fitters and adsorption canisters on the. vacuums used to pick up the particles of contamination and the worn bushes.
Accepted Although the technology is relatively new, it is currently being used by at least two sites including a nuclear power plant- - ;
Efficacy: Extensive data on decontamination factors are not available. With the aggressive sponges, which are impregnated with abrasives, this technology may be effective for the listed, contaminants and substrates. Waste: Wastes consist of about 0.01 ft? of blasting media and removed contaminants per ft2 of area decontaminated degraded sponges plus any-liquid cleaning agents that may have been added.
Demonstration -. The technology is readily available but needs to be demonstrated for the specific site conditions: :
Efficacy: Has a good chance of working forthe volatile contaminants if a viable collection method Is available. Waste: The volatile contaminants will be in the warm air stream. Fitters and sorbents should remove the contaminants and constitute the final waste stream:
Science.'Technology Needs Implementat ion Needs
Development: Test to demonstrate that this technology is effective for the problems at Alpha 4.
Vacuum collection system. Development coat: $1000K Capital cost: S250K Operating cost: $300/ft of pipe
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be recycled and reused in the sponge blasting operation.
A wastewater treatment / recycle system will be needed to use this technology. Improvement cost: About$1>2M Capital cost: Sponge blasting system: About $20K (with sifter system) Operating cost: About $2ffl2
Development: Investigation of the conditions and removal efficiency for the removal of Hg and other volatile contaminants is required. Development of a hot air cleanup system is needed.
An air cleanup system is needed to use this technology. Development cost: -$2M Capital cost: $250-500K Operating cost: Saft 2
Page 2-30

Deconta
EM Goals Y-12 Problem Problem Areas,Constituents | Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
I — Alpha* BuBdlng (9201-4)
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Referto the Regulatory Problem #3 Ex situ — CofrpDance chapter for decontamination of: potential applicable, proposed. Steal Process Eo. and .promulgated Hg environmental taws; signed
and penoTng agreements for Steal Process Eo. the Oak Ridge Reservation LiOH . (ORR), radiation protection
standards, DOE orders, and Steel Process Ea. nortregutatory guidance. As H2SO4, HNO3 site-and waste-specific
characteristics are provided for Steel Process Eo. each technology, specific Asbestos regulatory requirements will be
specified. Steel Process Ea. Hg, LiOH. H 2 S 0 4 , HNO3, Removal of all asbestos Asbestos insulation in Building 9201-4-
Target Date 9/30/97. Nickel Process Ea. Hg
(M3estoneNo.OR270111)
Nickel Process Ea. LiOH
Nickel Process Ea. . H2SO4. HNO3
Nickel Process Ea. Asbestos
Nickel Process Ea. Hg, LiOH, H 2 S 0 4 , HNO3, Asbestos
Decontamination
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

lination
Alternatives
urface Cleaning Methods
w Technologies
Dry Heat DCON-60-OY
Ranking:' M-S-2($1M;>$1//P)
- Solvent Washing to Remove n j Radiological Contamination | U | DCON-61-OY
Ranking:'
M Solvent Washing to Remove PCBs DCON-62-OY
Ranking:' M-4-1(<$1M;$1//P)
m Strippable Coatings DCON-63-OY
Ranking:' M-4-0($0M;>$1.50//l?)
Status
Conceptual The use otheat to Increase the vapor pressure of semi-volatile materials is well known, but the use of heat for surface removal of Hg, etc. is unproven. EfflcacyrThls process should work for contaminants which can be volatilized. Waits: This will initially consist of volatilized contaminants along with hot air and other vaporized materials. The contaminants must normally be removed by scrubbing, sorption, or possibly filtration before atmospheric release is allowed.
Conceptual. Plutonium contaminated Items. at Richland, WA were rinsed with" Freer*. The vendor who supplied the equipment for Richland ten years ago no longer sells It Efficacy: This technique Is mainly applicable to smearable contamination. Waste: Waste would be spent solvent containing removed contaminants.
Conceptual Solvent degreaslng was stopped to avoid exposing the workers and the environment to the hazardous solvents. This equipment is produced by a number of manufacturers and could be used with the proper solvent to remove PCBs. Efficacy: The technique is, effective for most organics. Waste: Waste would be spent solvent containing' removed contamination.
Accepted -Technology has been used for decontamination applications involving hazardous and- ' radioactive contaminants.' Efficacy: Decontamination factors of over 90% can be expected with two applications. Waste: Waste Is a solid potymer.contalning the removed contaminants. The average thickness of the . applied coating is a mm. This may be incinerated to reduce the final volume.
Science'Technology Needs Implementation Needs
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system.
Science: Solvents that are less damaging to the environment need to be identified and demonstrated.
Science: Solvents that are less damaging to the environment and effective in removing PCBs need to be identified and demonstrated.
Improvement: Develop coating with lower material costs and greater ease of application.
An air cleanup system Is needed to use this technology. Development cost: $1M Capital cosl:-S1M Operating cost: 1.00/ft 2
Vapor collection system Development cost: <$1 M to identify and demonstrate the replacement solvent. Capital cost: S300K (1980 dollars). Operating cost: -Si/ft 2 <An average of 7.5 minutes per item was required when decontaminating small Items.) Available In Private Sector.
Capital cost: S400K (1992 dollars) for a4,000-lb capacity unit Labor cost: One operator for one hour to load, dean, and unload 4,000 lb of metal
Normal Implementation needs. Development cost: none Capital cost: <20K Operating cost: $1.507ft2
Page 2-31

DeconU
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
1 Clean Up Legacy Waste
1 Prevent Future Insult
1 Develop Environmental Stewardship
I — Alpha 4 BuMing (9201-4)
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Problem #3 Ex situ decontamination of: Sisal Process En. Hg
Steel Process Eg. LiOH
Steel Process Eg. H 2SO 4, HNO3
Stflfll Process Eg. Asbestos
StBfll ProcBss Eg. Hg. UOH, H 2 S 0 4 , HNO3, Asbestos
Nickel Process Eg. Hg
Nickal ProcBss Eg. UOH
Nickel Process Eg, H2SO4, HNO3
Ref at to the Regulatory CornpSance chapter for potuntial applicable, proposed, and promulgated environmental laws, signed and! pending agreements for the Oak Ridge Reservation (OF1R), radaSon protection standards, DOE orders, and norregulatory guidance. As . site-and waste-specie characteristics are provided for each technology, specific regulatory requirements will be -specified.
Removal of all asbestos insulation in Building 9201-4-Tar jet Date 9/30/97, (Milestone No. OR270t 11)
Decontamination
Nickal ProcBss Eg. Asbestos
Nickel Procass Eg. Hg, UOH. H 2 S0 4 , HNO3, Asbestos
September 1994

minafion
Alternatives Technologies Status Science'Technology Needs Implementation Needs
Surface Cleaning Methods — Vacuum Cleaning DCON-64-OY
r T 1 Ranking:' | j j | M-2-0(OM;<$0.75//P)
Ultrasonic Cleaning DCON-65-OY
i n Ranking:' |)2U M-3-1 ($0.4M;$7//t2)
Vibration Cleaning DCON-66-OY
_—. Ranking:' | j j | | M-3-1 ($0.5M;$&/&)
Accepted Vacuum cleaners have long been used to clean up loose contamination. Efficacy: Any contaminants which are In a loose, solid form win be collected effectively In a HEPA filter vacuum system. Waste: A HEPA filter and/or sorbent with the collected contaminants.
Accepted Ultrasonic cleaning has been used for many years In the private sector and in government installations for removing surface contamination from relatively small metal parts which can fit Into an ultrasonic bath. Efficacy:. Will not be effective on Hg amalgamates. May separate asbestos from metal and remove chemical contaminants.' Waste:- Spent ultrasonic bath solutions containing any removed contaminants.
Demonstration Efficacy: Vibratory cleaning is likely to be effective for a variety of Y-12 problems. Waste: The problems of cross-contamination within the pellet medium and recycle of the pellets and solution remain.
None
Improvement: Definition of acceptable cleaning liquids which (1) are not hazardous, (2) can be separated from the contaminants, and (3) can be reused to minimize secondary wastes. Improvement: More aggressive cleaning action.
Development: Methods for recycle of the pellets and solutions must be developed.
Normal Implementation needs. Capital cost: <$25K Operating cost: <$0.75/ft2
Requires removal, disassembly, and size reduction of contaminated equipment Improvements cost: $400K Capital cost: $10K-$100K Operating cost: $5-107ft2 or more
A bench scale demo lasting -9 months is needed. Development cost: $O.SM Capital cost: S60K Operating cost: ~$6/ff
Thermal Surface Removal Methods r Plasma Torch
DCON-72-OY
Ranking:' H-5-2($0.5M;$2//P)
Laser Heating DCON-73-OY
Ranking:' ry-f naniung: |)2[| M-4-4 ($0.5M; <$1//P)
Evolving Technology -Conceptual Plasma torches exist commercially to weld and cut materials that have'very high melting temperatures or . require an inert atmosphere. -Efficacy: Its efficacy in removing Hg or various organic contaminants or to remove layers of contaminated metal has not been Investigated.' Waste:. Wastes would consist of materials used to trap reaction products from the decomposition of organlcs, and the listed contaminants.
Demonstration Currently being used to remove contamination form metal surfaces. Efficacy: Current prototype systems are capable of removing 2-mit-thlck coating at the rate of 100 ft2/hr. Likely to be effective in removing Hg and Inorganic acids. Waste: Waste'wffl be sorbents and HEPA filters filled with contaminants.
Science: Laboratory tests are needed to evaluate the efficacy of vaporizing or decomposing organics and mercury and determine the decomposition reaction byproducts and suitable trapping materials. Computer modeling of plasma-surface interactions and heat transfer are needed. Development: Plasma torches having geometries and conditions suitable for decontamination need to be developed along with suitable collection and gas treatment systems.
Development: Current prototype needs to be evaluated for possible use on contaminated areas. Science: Systems with different operational parameters (e.g., wavelength, pulse durations) should be evaluated as wall.
A collection system for the vaporized deposits would be needed to Implement this technology. Development cost: ~$500K Capital cost: -$100K Operating cost: $2/ff Available at Y-12.
Normal Implementation needs. Development cost: $0.5M Capital cost: $0.5M/mach!ne Operating cost: <$1.00/ft*
Page 2-32

Deconta
EM Goals Y-12 Problem jProblem Areas/Constituents! Reference Requirements Subelements
> Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
r — Alpha* Building (9201-4),; -%T
EM Problems m
Problem #4 -Painted concrete and day tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
Refer to the Regulatory Compliance chapter for potential applicable, proposed, aric; promulgated. " V -environmental raws^signed
.andpe^ng^greehients/or -ti ie.OakRid^ Reservation - • • (OFtR)V,radafi6h protectjpn. starKfaxis, pQEo«Jers;and riohregulatory guidance. As.- ._ site-and waste-specifier. '-'.. * characteristics are provided for
".eacrrtechndlogy, specific ; .regulatory, requirements will be. ' specified., ." " _•_ ,:"
- Reraoval of allasbestos instlatJon in Building 9201-4-
'.Tan]'etDate9/36y9Z. • (MiI.3St6neWo.OR270111) "
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
•m
rm
m Mm
v y
September 1994
r<-V£.'•!.' i^'^r^, '-'S^

ination
Alternatives Technologies Status Science/Technology Needs Implementation Needs
ermal Surface Removal sthods -— -_ Laser Ablation
I j f f l DCON-74-OY
Ranking:' M-4-4($1M;<$1/A?)
m Plasma Surface Cleaning DCON-75-OY
Ranking:' M-S-3(S1M;$1.75//fi)
-jjjj; Plasma Etching DCON-76-OY
Ranking:' M-S-3($1.3M;$3//£)
•igi Rashlamp Cleaning DCON-77-OY
Ranking:' M-5-2($2M;$3//l?)
' ..Derrrahstratlb'nsv", .'" . >-.Several research'groups afc-uniyersity^d.i6yerrirrient' : •
•laboratbries..h%vaujed they • :. technology.to remove.,
radiological araidrganfc ',-. ; contaminantsfrom'various . - ' surfaces..'-•'_;_',• "..._' -'-.. -;-, EfficacyiThe techniquais'-.: ,. slow to remoyeilarga deposits. * Waste:Wastes«wouIdbe / • " rerhcryed,deposite,some';". •- ' substrate materia), andfjfters.
. and sprbentsfrprri the off-gas; :. treatment system. ;;-- >: ..
. Predemonsttatfon j . ;. ;,",.; : - Plasma surface cleaning by- V--: <s ' glbwdisc}iangeaare.cpmmonTy>. ', arrf effectively utilized for - ; ' \ \~.
deanthghighbondingenergy; '--contaminants ffomsurfacespf':'-..
.- rnetaJspnortothe operatidri.bf.j I •'fusiondevices;"- ;-*<--' '. .-.-.-'";-, : ;Erffcacy:._Te"chnology is-- C -;' ' > expected to be effectr/efbr. ..-•;
- removing deposits from listed -"_" substrates^' ."•'- . ,-V;' i r v . ' ~\
"-. Waste: Wasteswould.be-; -...';: - sprbentsrafHi'HEPA.filters'frprn;' -
'the collection system:..;,
. Predemonstratibn -"'~• ;* " / Plasma etchingjjrocesses are ,
-usexljn material processing , ,, ianjs;micrbelectrbnfc; / f-;; '.manufacturing--..;".. \ -,.; ,J-Efficacy:; Extrapolating these-.; -j plasmaprocessesYbrc . : ' - - v .
•'. vaporizing and recovering Hg?. J ;
- der^ts%"consldered -:,' ."—" feasibre.;> , .?'C .? . ' . f ' ' t "v : '
.-Wasterwastes would b e t h e l ..vaporized.depositsplusfilters - ; ; '.ar^sorferfefrdmttie ry? - . . r.cbllectfon system". -' <••;..- .-'
. Demonstration • : " „ '-. '-flasnlampsystems are.being. iised to remove organic --''". -, ccfltamihaJBon-frbrn'metalsr \ : \
• preSbitrmetalsr'aAd.ffagiJe „' • substraies..Haj7fprd* - j '-. -.;-Westinghou^'L^boratory.iS; '•?.
"conductingtests'ofxeno'ri-- •; -- fla^lilamp systems for, 1 .-removingf radiological -.' •" '*.-contamination from surfaces .-
' inside metal storage Vessels;-'." Efrtca^TechripIpgy-is likely;; to be effective for surface
,jrorcury contamination. . . ;" J Waste: Wasteswbuld be-"•'••: removed cbntaminarrtsy.spme" substratefmateriaj^and HEPA' :
filtersand sorbentfram the off-.-gas collection system-
Development: Existing lasers, delivery systems, and off-gas treatment systems need to be integrated into a prototype system for demonstration.
Science: Data on cleaning rates for mercury and other contaminants and various substrates of interest are needed. Development: The capability of plasma generation and cleaning on complex internal surfaces of contaminated equipment with large surface areas needs to be established.
Science: Data on cleaning rates for contaminants and substrates of interest are needed. Development: The capability of plasma etching on deposits in complex equipment with large surface areas and curved surfaces needs to be established.
Development: Commercially available flashlamp systems need to be evaluated for mercury deposit removal.
Prior removal and disassembly : bf.contamihated equipment, a grove box fn which the deposit .removal-is done, and a collection system with ' • adequate off*jas treatment
' system wbulijl be needed to implement thfe technology. Development cost: $1M. Capital cost: $6.5? .
• 1M/machine. . ' . - , " • ' . Operating ebsfc->$t.00/ft? ,
A collection system With appropriate sorbents and filters,
.for the vaporized deposits would be needed to use this
'.technology- -"'. '-'• • Development cost:- $1M
Capita! cost: S0.5-1M > .^/machine - '-•
Operating cost: >$1.75/fF Available at Y-12:, -
.A collection, system.with ; appropriate filters and sorbents for. thevaporized deposits'-' would be needed to use this
", technology.. Ahelecth'c power' 'supply would be needed. "Development cbstf ~$1.3M "Capital cost:—$1M , ••'.' :OperatlngcosU $3liP,
A collection system; for the ; vaporized deposits would be neededto implement this,.
- technology. V . ' ' . . Development cost: $2 M Capital cost:$S0-„ ft'OKmiachine : .
•Operating cost: $3/f6 .
Page 2-33

Deconts
EM Goals Y-12 Problem J Problem Areas/Constituents | Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
- Develop Environmental Stewardship
|-^r% AIpha4 Building (9201-4): . — Problem #4 -Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems . ^
Hefty to the ReguSa&iy Conip'iance chapterfor potential applicable, proposed, andpromulgated - - • erwronmentaftaws,signed- . andpending agreemen&fbr: the OaK ftdge Reservation (ORR), radatiw protection stardards,D6Eorders,"and -. rKm^egutatoryg^idancesAs... -Site-ancfwas^-specrffc-
cbaactenstKS are provided for • eadi{echrerfogy,spea'5c" ^ -regtfetory requirements wifi be speafied. ; \ . ;
Reuiovdofattasbestos , insulation in BuiJc&KrSSQt1*--Tait|etDate9O0/97> ' '-{iyHsstonefto;6R270iit}-.
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
i> '
fc.
yftf]. xC':-'
•-••i'-'l
. - -«; -•?
^
i
IratHte the des»gn of pilot mercury noasterfor the 920.1= 4D5I>project-TargetDatB '; HWtlflS. fMifestone'No. ' ORi>70t24) . - " ' . ; " ' --
C c r i p ^ t o a construction of • tha ^otmercuryroasterfor S B 9201-4 DSD project-TanjetBaJeSSOSS- -" <^3SSMeNd.OR270123) ;.
Infcissthaidesigh of mercury. roa:;ierfdrthe920t-4p&D,. \ project-Target Oats ->' 10XrU97 {Milestone No. , / oRwatis) ; -.-;•;. '. Cor^feteOes^nofrnerctiry-roeSer- Target Date 9B0/99I {fcBisttne No. 013270116} :\.
Beg in construction of ttiercwy rcaster for 9201-4 0&D : \ ,', preset-Target Date . «O1J2O00L (Milestone No. ' OK!70t17) .
Conipfetetoonstrucfiqapf ,> nwcaryroasterfor920t-4 ;
D&lJrxoject-TaigetlJate-. .-301,0)02^ (Milestone No. v ORWOtlSJ
~\ 1
-i s . -k ( = t :
i •
- ( H ? ' f '
* , ~i \ i
- -* '* A ^;
• , t. \
•
;l {\ •
. •£
s \ ! >. J
1 \ 1 '«. '
;"~J
September 1994

nination
Alternatives Technologies Status Science/Technology Needs Implementation Needs
BuflcOecomeirriinatiob - -•* Methods-- ,\ -; \- -•- a — Incineration
DCON-2-OY
Ranking:' H-3-12($0M;$1O/lb) m
-• -V^-^; ll - j
-. - • -. -1- t ; i»: H
• : / - . . . ? ' • - « ? :. . • " •-- i i W l3
X -;;-*r-";iv^ • - • • - . . .5":- • ? ; - . ' - : > N
• : .. • -- - .-v-Ww* : 5 ~1
•; - £ > V ^ - : * "'3 i :.-.>•* '-•n-.-..: •
- - - • : - - ; , - • . v .* = ?-i
. ;" .-.. :*\--~v.< "*" •? , ~v I "
A; a ?.]
M J\|
• ~ *' * ' V : ; * V : '
- . - ' • . - •* - y . " : . - . - •
'•'• . ' v ' - - £ : ~ i'<W f * - • ; . • " . - - . « - .
•-' - . " ; - - ; \ J .% •' r S^CK r" KI i?
. • ' " - - " ~ —
M ~'-~-~K -x - - -
i 3 fes
•rinSnehSfarris being/used?^ J' • 'th^-ffi'sfteC^li-Vf-S .'." '"vi:"-'
^Sficacy;;The1«143K. - \S;v> :;in^eratorgive^9Sto '-".y !:• ;;|99^9b%~iestfiic8bfxand ~"-S-"\ J5ref^vtfeffiaar^jvfeen^-V,j\-' ytMBn^;toxfeofgan^.-; „r- i% r* >;WSwr^p)n,stelci*^sobe''J',' -\,
;>rfrcWcprxret&criunte;;, J i, ' . .: • ^ifyas^-l^fiiSitoVasfijwTbe v; ^tconefete;ras)dtre cqSfarnjrig ,,; > ^anxjir^tm.o^inaHy present". :- vMerw^lwitt beirVtfie' pffigas - '•-^|r^atrro^sys)er^^uringa^ -,',.;
None
g*c';wastewale> perjIQ^pdtiricis S.-|;j3waste feet: ; y ^ § - , ^4 "5.;--
i i® l DCON-4-OY
Ranking:' H-4-2($0.5M;$12Ab)
V\
Dry Heat (Thermal Desorpl'on) |^,wrTOr^tTatfo,n;-s;.:3;"-' * • -'*;•-. n r v n i x n v ^i^r^^^cwrtrnprftTOi^trS}5^-'
f;5"';^oc^ w«1eft^-\;SCv^ "ic \ ^\|,C^tamihatecl tnaterals car».De, j;^taKeti*tcCthe tfesolptfpn . V " ,-J > .p^ces^ Btit has,noybeen use<J S;* fot Hg^potammateo! materafe.' ^jEfJIca^7teWili*anc%""j~^ :
p-.- ^whero riekwig^jli ectiyely V-* '-<-<\yo%ili^'%s^maminantsl''':f."_
'iWastei; "fijtralloiror sorption' -« ;Can^»ir|ikerf t6 cle|in the Koto ^aBstreainijeforaifeiease^•% i v x:
feltva
hx (fl^qn^^yed-rtERAfiiterfei;!";
Chemical Leaching DCON-5-OY
Ranking:' M-1-1.5 ($0.5M; <$1//l?)
^PredemdhstratJgn-;-; -.•.•*i:;<* K%7CSSnica|,feac1iin^ |san; -J-^:-5yl-ac^t^^crirRciu8 for,st5mbj5' ?^')^i(catJpn>V^o5 j\:y.\~* ^ i % •-?,"" !Efflrac/4^nch s«r» te^Cv,' (j^. ^%;Meo%lto"detemiine which'. i v'chOTncaf wo$r$»Weirtivei;0 ; ^W&JerjrVastaJwouid be ;_.•-;: ir^rpnpTffliniateriksjJ*,'V~ !".t-^:2\;c£mtam!nated *rfe'chernical';|!"-»:i f:?~ieachaes^&"chem)ca£. ^Sy ' l ||.v; le^a^cbntaaiing rernovey^, '1 --j; ^ccrtfe'nar^c^^^p%firte&'. i |.V, ; c a ^ r a ^ ( w e ^ a n g e r & T n v - | ;.';, .lr^re0cW;sJst«m~c^S^nstls Kl~-rerr^ed:ajriteraihants.:, '"•'* '•"'
LI
Development: Engineering design data is needed.lmprovement may be necessary in off-gas treatment for acceptance.
Development: Bench scale tests are needed to determine which chemicals would be effective and what secondary waste treatment would be necessary to recycle chemicals.
^ new incinerator or •>. modiffcatJdnsto lha off-gas < •treatment system suitable'fpr ••
• cdflfainmg mercury would be - -' , necessary to lise this ' j . techhotogy.tlieK-1435 t .incirieratorrequiresthe'" , , ; services of about 30 , •, ' •
.- matoterianceiworkers -, '., | (maintenance mechanics,' |
] wld^/ariclmstnjrnent - ; i mechanics),^ieir supervisors, i
; , 34 chemicat operators, their - - j • supery£sor,and'7 engineers. ' j
' ^outa-t'Oyearsfereowred , I ' \ for writing an emironmental - \ ' fmpacfstatement, holding'-; . * j ; pubffcriearings/and obtaining I ' the necessary permits, (RCRA, j , ^tESHAP,-andCleanAiFAct), f •, Development cost: none • , ' i ' Capitafcosb $26M(1987 , ' I
,-: ddBars)y;. '. '; ! ' . \ '.- OpefatJng cbsU»$10/lb {1992 ; , doBars) ' , '_ , •' i
Eifs^^furi^ac&cortfiguratibns | ' '^duidbeapplicabfawrtha''' , !
spettfio'ofPgascoHect'ori,' | • system.forthacontaminarits > -| .;removed. '•, , ', „ ' -< ". Development cpstt- $S00K | , Capital cost: -^05M ,' |
: .Operarlngcost^^ia/Ib |
, Extensive chemical processing system for chemlcai leaching
' Mthawaste'treatmentsystem 'fo/treatrneht'orrecycte of • spent chemical leaching " sbtutiqh is needed.' \ Deyelopme'rrtcost:o '. •- Efficacy Demo: SOK' ' ."Waste treatment: $250K ,, Capital coste, S1.3-2M •
Operatfrig cosU -fe$1/ft2 or S5-$5fMb--' ;'-"-, , ' ' . ' . . .
1
l : Page 2-34

Deconta
EM Goals Y-12 Problem Problem Areaa Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
1 Develop Environmental Stewardship
I Alpha 4 Building (9201-4) Problem #4 -Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Refer to the Regulatory Compliance chapter for potsntial applicable, proposed, and promulgated environmental raws, signed and pending agreements for the Oak Ridge Reservation (OUR), radiation protection standards, DOE orders, and norregulatory guidance. As sits-and waste-specific characteristics are provided for each technology, specific regulatory requirements wifl be specified.
Removal of alt asbestos insulation in BuSdrng 9201-4-Tarjet Date 9/30/97.. (Westone No. OR270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994
"W33Z: -TO "&i-

lination
Alternatives
Sulk Decontamination Methods UQ
Technologies
— Vacuum (Low Pressure with heat) DCON-7-OY
Ranking:' M-5-1($1M;$1.20//t?)
Status
Demonstration The use of vacuum with heat is well known to improve the removal rate for many contaminants. Efficacy: Likely to improve the rate of removal of some contaminants, however, this must be balanced against its cost Want*: Sorbent containing removed contaminants and other volatiles.
Science''Technology Needs Implementation Needs
Development: The characteristics of the specific contaminants must be matched to the rate advantage of decontamination by volatilization under vacuum conditions for the specific heating applied Improvement: In situ conditions need better designs to apply the vacuum heat combination efficiently.
An off-gas treatment system would be needed. Development cost: $500K Capital cost: $1M Operating cost: $1.2/ffor •Wo
hemteal Surface Cleaning ethods
M
W
M
Chemical Foams DCON-8-OY
Ranking:' M-5-1 ($1M;$0.5-2//P)
Chemical Gels DCON-9-OY
Ranking:' M-4-1($1M;$0.5-2//&)
Organic Acid Treatments DCON-10-OY
Ranking:' M-3-1 ($1M; N)
Demonstration Chemical foams have been widely used as carriers for decontamination agents. Efficacy: Foams should be effective In holding decontamination agents in contact with concrete floors and structures. Wasts:Wastes would be contaminated sulfonated detergents, synthetic wetting agents, and coupling agents phis removed contaminants.
Demonstration The use of chemical gels is most suited to-decontamination of large surfaces. Gel is used as a carrier of chemical decontamination agents, not as the agent itself. It is sprayed on component walls; allowed to work; and then scrubbed, wiped, rinsed, or peeled off-Efficacy: Expected to be effective only for smearabla contamination. Waste: Wastes would be carboxymethyicellutose gelling agent, aluminum nitrate chelating agent, waste water, acidic chemical agent (possibly nitric-hydrofluoric-oxalic acid), and the removed contaminants. Wastes are reportedly 4-5 times less compared to chemical solutions.
Demonstration In principal, organic acids can attack Hg, but organic acids have not been demonstrated to be effective on concrete or in removing Hg. Efficacy; Whether organic acids will be effective in removing Hg and the other listed contaminants from concrete Is unproven and uncertain. Waste: After neutralization, waste would be filter cakes or sludges containing any removed contaminants.
Development: A decontamination agent that removes mercury and is compatible with foam formulation must be found and demonstrated.
Development: Complex gel formulation with a number of compounds may be required depending on the objectives. Laboratory optimization will be necessary, with any change in variables.
Development: Effectiveness of candidate organic acids for removing Hg and other listed contaminants needs demonstration on a small scale. Waste treatment techniques should also be demonstrated on a small scale.
A waste treatment system Is needed for the foam and wastewater. Development cost: -$1M Capital cost: <$50K Operating cost: Sas-SZO/fP
Normal implementation needs: Development cost: ~$1M Capital cost: <S50K Operating cost: $0.5-$2.07fP
A suitable waste treatment system will be needed to implement this technology. Development cost: ~$1M Capital cost: <$50K for in situ treatment; $4-1OM for an ex-situ treatment facility and new waste treatment facilities Operating cost: $3007metric ton for ex-situ treatment
Page 2-35

Decontc
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
Develop Environmental Stewardship
I Alpha 4 Bunding (9201-4) Problem #4 -Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer to the Regulatory ~ CanpHance chapter for potential appflcabte, proposed, arKlpromufgalsd environmental iaws, signed ami pending agreements for the Oak Ridge Reservation (OUR), raaTatJen protection stewards, DOE orders, and nor (regulatory guidance. As sits-arid waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified. -
Removal of all asbestos Insulation in Building 9201-4-TatgetDate 9/30/97. (Milestone No. OR270111)
Decontamination
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

nination
Alternatives
Chemical Surface Cleaning Methods.
m
Technologies
— Fluoboric Acid Treatment DCON-11-OY
Ranking:' M-3-1 ($1M; <$1//£)
— Inorganic Acid Treatments DCON-12-OY
w Ranking:' M-4-0 ($0M; >$V/P)
m Caustic Detergent Treatment DCON-13-OY
Ranking:' M-4-0 ($OM;>$V/fi)
Hypochlorite Oxidation DCON-202-OY
Ranking:' Not Ranked
Status
Demonstration Technology was designed specifically for DSD. Efficacy: it Is likely to be highly effective, t removes the outer layer In a controlled and effective manner. Waste: The acid can be etectrolytically regenerated, and recycled with radioactive waste plated out to the
' cathode and solidified in cement Final quantity of cement-solidified waste is20-50-grams/m2of decontamination surface. Other waste treatment options are possible.
Accepted Nitric acid decontamination has been the preferred method at Y-12'for cleaning metal items In various facility operations, but not for concrete, since the 1940s. In addition, the technique has been widely used for metal decontamination at ORNL, K-25 and Portsmouth. Efficacy: DFs are ftt the 100 range. Waste: Wastes consist of large quantities of corrosive wastes containing the removed contaminants.
Accepted Surface smearable decontamination with caustic chemicals (soap and water) is accepted technology and is used extensively for many years. Riding and power scrubbers are avaiiable for floors. Efficacy: Soaps, carbonates, etc., will remove smearable, but not fixed contamination. Waste: Waste would be spent detergent solution containing removed contaminants (normally treated by neutralization and precipitation}
Accepted Core process is commercially available and practiced on an Industrial scale. Integrated process needs to be demonstrated. Efficacy: Dependant on solution flushing efficiency. Core process reduces Hg in water effluent to <2ppb. Waste: Cleanup debris, some salts, spent resin and carbon.
Science'Technology Needs Implementation Needs
Development: Although the method has seen application at Chernobyl with good results, development work is needed to test applicability at Bldg. 9201-4.
Improvements: Adaptation of modifications to system (i.e., scrubbers, filters, treatment for nitrates and heavy metals) In order to meet regulatory requirements, Possible development of HN03/HF decontamination methods, with or without ultrasonic agitation. Continuing research and development on waste treatment, and volume reduction.
None for removal of smearable contamination with carbonates, soaps, etc.
Core technology is ready to use.
A waste treatment plant Is needed to treat the wastewater resulting from the decontamination operation. Development cost: $1000K (Rough estimate) Capitol coot: $800K(1990 estimate for equipment only for 5T/day capacity of metal) Operating cost:-Si/ft2
A treatment plant Is needed to treat the wastewater resulting from the decontamination operation. Development cost: (improvements) $400K-1M (rough estimate) Capital cost: <$4-lOM (rough estimate) Operating cost: <$1/ft2
Available at X-10, K-25.
A waste treatment plant is needed to treat the wastewater resulting from the decontamination operation. Development cost: none Capital cost: <$10K Operating cost: >$1/ft2 (<$1ft2 with a riding scrubber) Available at X-10, K-25.
Normal implementation requirements and a fluid delivery and cleanup system needs to be integrated with core technology
Page 2-36

Deconta
EM Goals Y-12 Problem Problem Areas/Constituents} Reference Requirements £ Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
AIpha.4 Building (9201-4)/;. Problem #4 -Painted concrete and day tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Refer to the Regulatory CorrpfTance chapter foe ,. pbtentialappticable,.proposedK
/ahdprprnulgaied . - ' • ' • • ' -environmental laws, signed - ;" •
^andperH^agreerhentsfor -r. the baft Ridge Reservarjon-- (0R3), radiation protection /;. ' : standards, DOE orders, and.. "nonreguIatorygurdance.As" / /site-and waste^specific -' -'diaracteristicsare.providedfbr , Ze^ttechnolqgy, specific-; /regulatory requirernentswiil be /specified. / _ • .
Rerroval of ail asbestos '-. . insulation in Building 9201-^ Target Date 9/30797. (MfestoneNcvOR270111) -
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
M
September 1994

lination
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Jhemical Surface Gleaning' fethods "
H
— Amalgamation DCON-16-OY
Ranking:' H-S-1 (S0.5M; N)
Biological Surface Cleaning DCON-17-OL
Ranking:' L-5-2 (S0.5M; $0.1-3/A2)
m Chelation DCOM-21-OY
Ranking:" M-4-2($1.5M;<$3Vp)
Predemonstratiorv ..--; -..; Although amalgamation of- ; -mercurywrth metals'of Interest feweil knovvh,application to Y~.; . 12 probterns;areas has not .beendernon"stratea.-.Copper '•; - and zinc are main m'etalsof. .
Friterestforamalgamafon. ^ Bfflcacy: Memo&transfbrms.""
" liquid.Hgirito a solid thatis*' v "often easy to recover. Metbod;
must be used with a second' . method such asivacuumirig'f' • May actually baa". ' , j;: ;''•-" disaoV^tegefncasesrwhere .-" Hg "could bh recoveredior'; reuse;'" ' : :-•'?."'»; '<\ r '• _ ' 'i.., Wa^etResultir^'amalg'arn,- • whichfeunreaptive, is chief" •. waste^^ ar^gamis>S7wt%, Hg: The Cii amalgam is "
\<76vvt%Hg.,'y/ ' •'„•
:. Evolving Technology/ : Prerconceptual * - J~-',~ -; fheknowjeagebaseexists.fqr£ ^"Wptoglc^^atmentsof;.,.'" /"-
mercury;however,thereis'npf ;
. - a data basejor application of . ttietecbnolo^yfor'surface.-'
. decontamination;-'//-, . '.,-:•;"'• -Efficacy,; Thfetecfinologyis? quite likeVtq be succsssfiilfor
r 'oilandPCBsTltcourdbe \ ->successftjl.formercuiy,:but .-; . . i. would refrjiaih in the bacterial '
. ; '" .sludge^,^. '"..a. .-;• , •. ' ' Waste^Th'eiwasra generated,"
-».would be,tjie.cpritarnin'ated, .--"layer of mrqpbesiimoyerl..," '. --from the treated surface^.; ,' >--
Demonstration ; . , . - ' . " .The technology has-been '...•
;• emptoyedafrrarious facility; % '• "op'eratiqrearrf-nuctear power-'.;-,
plaritsitesr,.. ".' ~. J j> ; <.':'•" .-"' Efficacy^ ExceIle"nrDf%'; - •-, achieving acceptable' ;. ' i.
' decontamination levels resulting fn" unconditional reFease..Easy''tb apply in s'rtu;.' as-agentactsafjieutral pH ;
' jarid-are nqn-fiazarddus, rion~ ~ "fuming, haye.nagas-evplutjon. •-'"arid'are biodegradable..- - *.',-'
•1 Waste: Simple-waste-... ; . \ . ' ~ .•minimrzing.tfeatmerita'rid. •••'.*'•' I .dferws&as^nori-RCRACS ^ i . • v^e-,rvfinimizes-waste -r';r/.-.X; through oxidative destruction "i" of chelate agent, partitioning of organfcs;(including.PCBs);and , :
'. concenfratibri of radionucltdes-predpitated.outinthe:>" .:•'•, .
'• flocculent'sludge^bich.canbe' further de-watered.
Technology Development Needs: Laboratory and bench scale assessment is needed to determine the suitability of this process to the Y-12 problems.
Science: Literature study and bench-scale tests of microbes on mercury. Development: Develop methods for applying a layer of microbes, supplying needed nutrients, and removing the microbe layer from the decontaminated area.
Development: Validation of updated chelating agents is needed and is currently underway at ORNL to confirm total efficacy and economic advantage.
the availability of a suitable facility, to do development work is assumed. Development cost: $500K (mainly personnel costs) Duration: 8 months Capital cost: $100K Operating cosUNA
"Facilities for cultivating the bacteria and disposing of the
.bacterial sludge would be . "needed! -•?, , • ; ' ; Developmentcostr$300K-$6omc- ' - ; • • • Capltal.cost:-$200K Operating cost:. $0.10 $3.0(H/ft2 *
Available at X-10,KT25.
Application equipment for in , situ decontamination; Support
personnel.and equipment to sample, analyze, develop appropriate concentrations, ensure oxidation of organics arid/or complete partitioning will be necessary. . Development cost: ~$1.5M Capital cost:-$1.5M Operating cost:.<$1/ft?
Page 2-37

Deconti
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
' Develop Environmental Stewardship
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
r-~ \Alpha4. BUttdfrig(9m^.i ~
- i
" : i
;"• f ?---
-• -.3 "' - . m
It!
Problem #4 Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
|3iRi^rtb.ttieRegulatory~ --•; ~>;*jCJjropli^nes'criapter.for .' " I ! -.pctent&abpiica^ypropased,-K'";^«i'proffiulgated - - "' i-6jaOTonmenHtiaws.signed' "' |j?|rcflper>d^agresmentsIor- . ijJij'Gak'ffiage-Besewafion. I ^ ~I(Ci B), radiatfob.prc4acticft. |-J-«tstodsi DOEordets, and ;-\a'TOe^aloiyguldancet As.-r~^^andwast9^peciffc\- -" | : . ^Iractenstfcsare prowdedSsr |-;-KAtecln»I6gy,speciffe_ - -| s^;|a jiypiyrab^ftB'ments wiftoe.
Decontamination
I ;%wMvaib{aSasbestos | - c ktiaatibn « Buprig 9201-4-Ri l i rgeiDate 9/30/97.. ' •: | ^Btestone No. 9R2701 11}" "
5' : ^N ,>r •- - * "-'C-4 - *^3*,.v " . >.. '.-•-;-*' c ^ - ^ C , .K ^<;?*4^" *f
" > J
K<--i-"-L \ "A O .
:v i ; # j & ' : - ; ^• t;:^*fci": -.\. S . ^ ' . ^ . . *. ->lt. SXt-V - -.-«• !'-£;-S~.-; ^»-. ;*K V;iS; : . -~J," N <\
S&7£.
m &Mliik
September 1994

minafion
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Methods" ^ \ v > ^ . \ £ £ f " " — Sulfide Conversion DCON-22-OY
r-rj* Ranking:' LQj M-3-1 (S0.5M;N)
'fiMwk
_ Bases and Alkaline Salts - • • ? Y ^ \ | DCON-23-OY
' - f f e S r r i . Ranking:'
Mechanical Surface Gleaning'i£- Ultrahigh-Pressure Water Methods""..- *,i \~. .;• V £ K - DCON-35-OY
H i banking:' \ H-5-1 (S1.3M; $1//£)
Shot Blasting DCON-36-OY
i f ™ Ranking:' | | J H-4-0 (SOM; $1//fi)
•M^^
| - ,'Bi^IrigTecrmoidgyJ:J; *"';{i IT ! ^kr6ya1ua!ejbe:ifineticaot- ,V^ f-V.; 8w rb^ten^ratoreieactfof}^ | *.-' 'fit sulfW!$th^eterh9flkl>Hcjto~'/.-. if-Yfo?fe'^S,owhidiis5riot water. \ " ;:, ;'solub!e:vara"vtocWfeo ten-;-*~.;5i \ -'. ceasierto^OTiite^ttiari elemental*- > 'i^iHtJk^S&i:'--';?---."- •: «--'""".* '.'-'.Efficacy:^Method'applicable^r .1 I -'^or8£te'e)enwita! fig.'-MetfipdJ \*; rv^rra^^usedwMfasecond-" V-ij ?. ^roetHo&such csyacwjmihojj. ?-. -.$ r:
;^May;ac^a1ty'tia'a;i;-;\;;.i"'.? \„~3 • '/tfts^vantage in cases'where:>5 ".'•
;~ --'reuse*^;. :o-vf-"J'\J. _«;':^.->^ •;.' ; • --.. VftSte: We^cfilef vrasfe is tiw .c; bi"Vecove>ec^g^Whicfti£aDout • '
^ ^Accepted <;VX-; v^* ; c'-5"-.-- ,-5
-vyCfe|mg\ynft,causfcsp!ut&»B ' \^has3qng;6een tsec[at.K-2^>' V -• rHojfenwuMl^eq^EfiffuSKW --. ;;Pfim£;andoirier nuclear S)tJsr<; A -"'- injthe-U •§. .arafafiroatfc 5 \' J .-''-< -' s ^; EfffeacV.iws'-Jec1iriofogyisf ' -1 X:;o'nlJJefJecfiye tasro&araUfiCC-,' ^cohtmSiriafem-, <.:'.<•' - ,;~X"-J -. ?. pastesvyagtewffi'be'-;-'--'.;--;- •' :, "Jicomaftr!at^au"p5e»orfflter;"; r:sc^'sresulb'riglfr6m° '"-"-;• "?-'. Xr^tr^raVon]andtpeatmerrt:'of'J-:.wastexfecor aTfrMriatiqti,r' .s -- •"
'- .'so}uftKO;\';TYJ'.- \.''\ »l' V-t
' ,-'Acceptea."t-.;^j^v^-'-xi" ;-.'--, ' f-Te^nqlc^nMoeeiiaseclDy;'-" -~ytndustySfifJCj ;"---?-?-> ' ; Effl"ca^;Sho^WWojic.onT\^;-' : * \cpncte~te;at*3SJfo^.sCif^-V ;Wa^iyntess^arecycteA ',?'" -• -: ^aemfeyevBlop^i^te^, ;*; ;^-wqu*i)»_3rS-gawafer/Sf^-" -,J~. .";-. wioftecle&ted.-tt&contaioSv-" *;'rCM>fJ§ corwrete rasSue/plus-'' 's'tBe'conf&ir^ts-rerfiovea.""-' ';
>^'5Aoceptea V ^ S i * ? > ' C -I j-<; v Cpmr^ct^ircii^^Dlastersr >r- -^e"mflsetBtt}5e'Kr25site:"o t ' i :;Effica^;;'pjey~aJe^neraBy'J-. 5~ r ieffectrye Jbut leave some Hot "; -i . - spo t i : -0 y';-.'-Vwf- • , j : . \ - : ; :
N" 'Waste^Waste.is,^O.Oi;n,.-\* ---: |;- -re5^edjMncreteX}/t6t,cut)"; | v owtaira'ng^^moved ,";-t l'-\f r i* -:-c
:a3ht^natfe''pTus'0^)5l6 sport ?«' ; 'sfefp>^ of concrete-' "..- -{.deccintamwated. \ . 1 " . m
sm/mm t:~ i'.^v;--'*
i^S. *.1
.*-*
Science/Development: Both lab and bench scale experiments are required to determine the kinetics of the S and Hg reaction at room temperature and to evaluate the suitability of the method to the Y-12 Hg problems.
None
Technology Improvement: To minimize waste generation, a system is needed to treat the water so that it can be recycled. Technology Improvement: Automation, especially for walls and ceilings.
Technology Improvement: Automation, especially for walls and ceilings.
ThereojiiredJab'anrfbench- ' -scale experiments are: •- -'. ; expected to be relatively".,, -
' simpte.-.Bdsting equipment . " and* facifities wlffifceiy .support' theseactMBeswithslight - •
• modifications; ',, , - ' Devetop«eirtcpst:S50dK -(rrialnV pexsonrJeTcpsts)
. Ourafion:-9mohths-' "•• Capital cosfc$100K
'Operating cos t NA
A;waste treatment system-' ' ; would be neeHed to treat or.,, ;
-, recycle spent'decoriterriiriatibn ; '^luficWfrom this technology; •-"Developmentcost:none' ' s ..Capftatco3tt<$i00K:' -,
' (exciudirtg a recycle system or -< wastatreatment-facitities)' • . ',
.,0peratfnffcdstJ-$1At» . '-,
• A water.'treatjr^e'ntsystem is : needed" to minimize liquid wastes from thslechnology. Development cost: S1300K Cap«aicosfe'-$50bK
.: pperaBng cost: ~$1/ft? ~ '•
- A collection system with' adequate filtratibn'and sqfp&rr. • , ' •
' Development cost: None' Capital co3t:,-$50K Operating cost; '-$i/ft* '
• \
"' ', -i
•V« « S V ^ S * ^ *
Page 2-38

Decontc
EM Goals Y-12 Problem Problem Areas.Constituents I Reterence Requirements Subetements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
| — Alpha 4 BuMing (9201-4) Problem #4 -Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr.and Hg.
EM Problems
Rerer to the Regulatory Compliance chapter for potential applicable, proposed, am i promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatoiy guidance. As site- and waste-specific chctfacteristics are provided for each technology, specific regulatory requirements win be specified.
Removal of all asbestos insulation in Building 9201-4-Taget Date 9/30/97: (Milestone No. OR270111)
Decontamination
- Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
- Waste Management (WM)
September 1994

l ination
Alternatives
lechanlcal Surface Cleaning lethods
Q]
Technologies
- Scabblers/Scarifiers DCON-37-OL
Ranking:' M-3-0($0M;>$1//l?)
Q]
m
m
Grit Blasting DCON-38-OY
Ranking:' M-5-1 (S0.25M; $2.50//P)
Centrifuge Cryogenic CO2
H Pellet Blasting DCON-39-OY
Ranking:' H-5-2 (S0.75M; <$1//l2)
Ice Blasting DCON-40-OY
Ranking:' H-5-1 ($0.75M;$2//P)
Supercritical COo Blasting DCON-41-OY
Ranking:' M-S-3 ($0.75 M; >$W?)
Status
Accepted Mechanical scabblers are used commonly for concrete decontamination. Efficacy: They are generally effective, but leave some hot spots. Waste i3.-0.01fp removed substrate (1/16* cut) containing removed contaminants per fPof substrate decontaminated
Accepted Has been used successfully for many applications in the nuclear industry. Efficacy: Technology is generally effective. Waste: Waste is -0.01 ft3
removed concrete (1/16* cut) containing removed contaminants per ft2 of concrete decontaminated plus spent grit
PredemonstratJon Centrifuge pellet acceleration has been demonstrated in the DOE fusion energy program, as a decontamination tool in the Y-12 facility waste minimization effort, and more recently as an aircraft depaint mechanism. Efficacy: Technology is likely to be successful with very high decontamination factors; Waste: The waste will be HEPA filters and sorbents containing the combination of contaminants and substrate material:
Demonstration Efficacy: Efficacy of commercial system for this application needs demonstration. Waste: Waste would be about 14 to 18 gallons per hour waste water containing removed contaminants.
Predemonstratlon Efficacy: Likely to be effective with nearly Infinite decontamination factors. Waste: Waste would be removed concrete and contaminants contained in a cyclone, sorbent, and/or a HEPA filter.
Science'Technology Needs Implementation Needs
Technology Improvement: Automation, especially for walls and ceilings.
Technology Improvement: automation, especially for walls and ceilings.
Development: Demonstration of mobile system with high velocity pellets delivered at a sufficient rate and adequate collection of removed contaminants.
Development: Demonstration of efficacy of commercial system.Waste handling improvements required.
Development: Investigate the effect of operating parameters on removal rates and removal and collection efficiencies for contaminants. Demonstrate efficacy for contaminants of interest.
A collection system with adequate filtration and sorption. Development coat: None Capital cost: -$500K (largest size) Operating cost: > $1/ft2
(more than shot blasting)
A collection system with adequate filtration and sorption. Development coat: $0.25M Capital cost: -$500K (largest size) Operating cost: ~$&5/ft2
Design and construction of a vacuum waste-handling system to handle the vaporized COj containing the removed contaminants plus oxygen-depletion precautions. Development coat: <$1M Capital cost: -$1O0K Operating cost: <$1/ff (200-2000 ft'/hr)
A water treatment system is needed to minimize liquid wastes from this technology. Capital cost: $100K-$1 M Operating coat: -$2/fta
Design and construction of a vacuum waste-handling system with HEPA filters and sorbents to handle the vaporized C 0 2 containing the removed contaminants, plus oxygen depletion precautions. Development cost: $250K-1M Capital cost: -$5QO-750K Operating cost: $1+/ft2
Page 2-39

Decont.
EM Goals Y-12 Problem Problem Areas.Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
1 Develop Environmental Stewardship
I — Alpha 4 BuMing (9201-4) Problem #4 -Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Refer to the Regulatory — CompBanca chapter for potential applicable, proposed, ami promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (OHR), radiation protection standards, DOEorders, and nonregutatory guidance. As site'-and waste-specific characteristics are provided for each technology, specific regulatory requirements wiS be specified.
Removal of afl asbestos insolation in Buikfing 9201-4-Tajget Data 9/3079?. ' (Milestone No. OR270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

mination
Alternatives
Mechanical Surface Cleaning Methods r
rj
Technologies
Plastic Pellet Blasting DCON-42-OY
Ranking:' M-4-1 (<$0.2M; • :$1//£)
"~~ Hand Grinding, Honing, Scraping DCON-43-OY
H Ranking:' H-5-0($0M;$1//l?)
m Automated Grinding DCON-44-OY
Ranking:' M-5-3 ($1M; $1//l?)
m Electro-Hydraulic Scabbing DCON-46-OY
Ranking:' M-5-2(<$1M;>$2//tz)
Status
Accepted Plastic pellet blasting is a widely used alternate to sand blasting (or applications in which it is desired to impart minimal damage to the substrate. Efficacy: Technology should remove Hg and smearable contamination, but not fixed contamination, from concrete. Waste: Waste would be spent plastic pellets plus removed contamination.
Accepted Efficacy: Grinding with handheld power grinders has been successfully used for small-scale decontamination. Waste: Waste would be removed concrete plus contaminants and spent emery paper or dust
Science/Technology Needs Implementation Needs
Conceptual Grinding has been successfully used for small scale decontamination. This grinding was done with handheld power grinders Remotely operated grinding equipment is available, but no references to its use for decontamination have been found. Efficacy: The decontamination efficiency should be essentially 100% unless the contamination has diffused deep into the concrete. Waste: Waste would be removed contaminants and substrate contained in filters andsorbent
Demonstration EHS is an aggressive surface removal technique which controls the amount of material removed by the applied pulse energy and its frequency. Shock waves and cavitating bubbles are generated in water by pulses to crush and crack the concrete surface. Efficacy: The process is considered practical for concrete with application of robotic technology where necessary for operator protection. Waste: This is the removed substrate containing the contaminants.
Technology Improvement: Develop and demonstrate system for processing waste. Technology Improvement: Minimize blast media erosion to minimize waste; automation/robotics, especially for walls, etc.; improve containment of waste and removed contaminants.
None
Development: The applicability of this technology to decontamination should be demonstrated.
Development: An effective waste handling and solution recycle system is needed. Improvement: The method to contain the water and removed material. The robotic capabilities should be improved where necessary.
A system for processing waste to an acceptable form is rt08Q6Cla Development cost: <$0.2M Capital cost: S100K , Operating cost: >$1/ft
A system to collect and remove dust and Hg vaporized by the heat generated during grinding will be needed. Development cost: None Capital cast: $150 ($5K with vacuum system) Operating cost: -$1/ff Available at X-10.K-25.
A collection system for the dust and vaporized Hg deposits would be needed to implement this technology. Development cost: -$1M Capital cost: $250K Operating cost: $1/ff
Evaluate the prototype equipment for material removal effectiveness with the appropriate waste collection system. Development cost: >$750K Operating coat: $2/ff including capital cost.
Page 2-40

Decontc
EM Goals "7-12 Problem Problem Areas/Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
Alpha 4 Bunding (9201-4) Problem #4 -Painted concrete and day tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
Riifsr to the Regulatory Compliance chapter for potential appficable, proposed, arid promulgated environmental laws, signed arid pending agreements for tr» Oak Ridge Reservation (ORR), raoTatJon protection standards, DOE orders, and • nonregulatory guidance. As site- and waste-specific characteristics are provided for each technology, specific regulatory requirements wis be
Decontamination
EM Problems
Romoval of all asbestos insulation In Building 9201-4-Target Date 9/30/97. (Milestone No. OR270111)
1 Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
1 Waste Management (WM)
September 1994

lination
Alternatives
lechanical Surface Cleaning lethods
M
Technologies
Concrete Milling DCON-47-OL
Ranking:' M-3-2 (<$3M; $2//P)
Explosive DCON-48-OY
Ranking:' L-3-5($4M;S50//l2)
Q Concrete Chipping DCON-49-OY
Ranking:' H-3-0($OM;$5//£)
1 Slurry Blasting [ X I DCON-50-OY
Ranking:' M-S-2 (S0.5M; $1.75//^)
Status
Conceptual The equipment is commercially available, but no reference to its use for decontamination has been found. This technology is suited for horizontal surfaces only. Efficacy: The decontamination efficiency should be essentially 100% unless the contamination has diffused deep into the concrete. Waste: Waste would be removed concrete (6-25mm) contaminants.
Demonstration Explosive scrabbling has been used to decontaminate nuclear reactors, but has not been demonstrated for Hg decontamination. Efficacy: Technology is expected to be successful. Wasta: Waste would be rubble from removing 3-4" concrete plus removed contaminants.
Accepted Pavement breakers and chipping breakers have been successfully used to remove contaminated concrete in the nuclear industry. Efficacy: Technology is generally effective if concrete is removed to the depth that the contamination has penetrated and contamination is not spread by the dust produced. Waste: Waste is up to 20 yards3 removed concrete/day for a breaker and 27 fr^/day for a chipper containing removed contaminants plus work hammers and chippers.
Demonstration The use of a combination of grit and water is well known to effectively remove a variety of contaminants. It is a moderately aggressive removal process. Efficacy: likely to improve the decontamination rate over the high pressure water process; however, this must be balanced against a slightly more complex process. Waste: Aqueous solution of spent grit and removed contaminants. The inclusion of votatiles in the solution is a major question.
Science'Technology Needs Implementation Needs
Development: The technology to operate this equipment remotely needs to be developed and demonstrated.
Development: Safety concerns need to be resolved. Better contanment of dust is needed. Improvement: Better methods of applying the explosives and more uniform detonations that remove less concrete are needed.
Improvement: Automation, especially for walls and ceilings, and a collection system for chipped, contaminated concrete.
Development: The characteristics of the specific contaminants must be matched to the increased removal rate for the grit blasting concept. Separation of the contaminants from the aqueous spent grit matrix must be accomplished satisfactorily. Improvement: The on-line recycling process may need improvement for satisfactory operations.
Normal Implementation needs. Development cost: <$3M Capital cost: $50K-$363K Operating cosh $2/ff
A certified blasting technician and covers to contain the dust will be needed along with an air evacuation system with filters and sorbent Development cost: $4M Capital cost: <$50KM Operating cost: $50/fP
A dust collection system is needed for chipped, contaminated concrete. Development cost: none Capital cost: <$50K Operating cost: $5/ff
A variety of commercial engineered systems are available with considerable operating experience. Development cost: S0.5M Capital cost: >$0.5M Operating coat: $1.75/ft2
Page 2-41

Decontc
EM Goals Y-12 Problem Problem Areas.'Constituents Reference Requirements Subelements
> Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
i Alpha* BuBdng(9201-4) Problem #4 -Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Refor to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and norvegutatory guidance. As sfts-and wasts-specfic characteristics are provided for each technology, specific regulatory requirements win be specified.
Removal of alt asbestos insulation in Building 9201-4-Tanjet Date 9/30/97. (MftastoneNo.OR2701t1)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
«Waste Management (WM)
September 1994

nination
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Surface Cleaning Methods — Compressed-Air Cryogenic COp Pellet Blasting DCON-51-OY
_ _ Ranking:' |]JJ M-5-1 ($0.25M;$2/A?)
— High-Pressure Water DCON-52-OY
H Ranking:' H-5-1 ($1.2M; <$1//l2)
Superheated Water DCON-53-OY
EJ Ranking:' M-5-1 ($1.2M;<$2//£)
El
Water Flushing DCON-54-OY
Ranking:' M-5-1 ($12M;<$1/l£)
Demonstration This technology is commercially available. It has been used at nuclear reactor sites to decontaminate hand tools and some equipment. Efficacy: The efficacy of this technology for removfng the listed contaminants from concrete has not been demonstrated and is doubtful. Waste: Wastes would be sorbents or HEPA filters filled with the removed contaminants.
Accepted High pressure water blasting has been used very successfully to decontaminate various large and complex surfaces at nuclear power plants. Efficacy: Technique is expected to be effective with a DF of about 50 for loosely adhering contamination on concrete. DFs will be higher H chemical cleaning agents are also used. Technique is expected to be ineffective for fixed contamination on concrete. Waste: Waste is 4 to >100 gpm of contaminated waste water.
Accepted Technology Is available and has been used by industry. Efficacy: Technology should be effective except for contamination that has soaked into the concrete. On finished concrete, technology may drive contamination deeper into substrate. Waste: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Accepted Flushing with hot water is often used following scrubbing, especially on floors. Efficacy: The technique is not effective for the listed contaminants. On.finished concrete, technology may drive contaminants deeper into substrate. Waste: The waste generated is the contaminated water from the flushing operation.
Development: Automation required for cleaning high walls and ceilings. Improvement: Better waste handling.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be recycled and reused in the hot water cleaning operation.
Design and construction of a vacuum waste-handling system with sorbents or HEPA filters to handle the vaporized C 0 2 containing the removed contaminants plus oxygen depletion precautions. Development cost: ~$0.25M Capital coot: -$200K Operating cost: -$2/ft*
A water treatment system is needed to minimize waste. Development cost: Water treatment system: About S1.2M Capital cost: $50-$175K Operating cost: <$l.00/ft2
A water treatment system Is needed to minimize waste. Development cost: Water treatment system: About S1.2M Capital cost: About $175K Operating cost: ~$2.00/ft2
A water treatment system is needed to minimize liquid wastes from this technology. Development cost: About $1.2M Capital cost: <$50K Operating cost: -cSI/ft2
Page 2-42

Decontc
EM Goals Y-12 Problem Problem Areas.'Constituents I Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
i — Alpha 4 Building (9201-4) Problem #4 Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Refer to the Regulatory Compliance chapter for potential applicable, proposed, am J promulgated environmental laws, signed ami pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and noiiregulatory guidance. As site-and waste-specific characteristics are provided for each technology, specific • regulatory requirements will be spocifietL
Re.Tioval of all asbestos insulation in Building 9201-4-Taiget Date 9/30/97. (Milestone No. OR270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

lination
Alternatives Technolog ies Science'Technology Needs Implementat ion Needs
urface Cleaning Methods — Steam Cleaning DCON-55-OL
_ _ , Ranking:' m | M-5-1 ($1.2M; S1-2//I2)
~~ Hand Brushing Used to
H Remove Surface Contamination DCON-56-OY
Ranking:' H-4-0 ($0M; S1//12)
M Automated Brushing DCON-57-OY
Ranking:' M-3-2 ($1M; S300//P)
m Sponge Blasting DCON-58-OL
Ranking:' M-4-1.5($1.2M;$2//t2)
Accepted The technique has proven useful, especially on complex shapes and large surfaces. Efficacy: Technology should be effective for Hg, but not for more tightly bound contaminants or contamination that has soaked into the concrete. On finished concrete, technology may drive contaminants deeper into substrate. Waste: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Accepted Manual brushing has been used to remove loose contamination for years. Efficacy: Since mercury is expected to be in loose form brushing Is expected to be effective. Waste: Waste consists of HEPA fitters or sorbents on the vacuum cleaner used to pick up the mercury.
Demonstration This technology has been used at Rocky Flats to remove Plutonium contamination from the inside of pipes. Efficacy: Tests would be needed to demonstrate its effectiveness for other contaminants on other substrates. Waste: Waste would be removed contamination plus any other loose debris.
Accepted Although the technology is relatively new, K is currently being used by at least two sites including a nuclear power plant. Efficacy: Extensive data on decontamination factors are not available. With the aggressive sponges, which are impregnated with abrasives, this technology may be effective for decontaminating concrete. Waste: Wastes consist of about 0.01 ft3 of blasting media and removed contaminants per ft2 of area decontaminated, spent sponge plus any liquid cleaning agents that may have been added.
Technology Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused.
None
Development: Tests to demonstrate that this technology is effective for the problems at Bldg. 9201-4.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be recycled and reused in the sponge blasting operation.
A wastewater treatment / recycle system will be needed to use this technology. Development cost: Water treatment system: About $1.2M Capital cost: $50K-$75K Operating cost: - $1.00-aoo/ft2
Normal Implementation needs. Development cost: none Capital coat: <$10K Operating cost: $1.00/fP Available at K-25.
Vacuum collection system Development cost: $1M Capital cost: $250K(remotely operated system) Operating cost- >$l/ft»
A wastewater treatment / recycle system will be needed to use this technology. Development cost: About $1.2M Capital cost: Sponge blasting system: About $20K (with sifter system) Operating coat: About $2/fl2
Page 2-43

Decontc
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
- Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I — Alpha 4 Building (9201-4) Problem #4 Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Refer to the Regulatory Compliance chapter for potantial applicable, proposed, and promulgated environmental laws, signed ami pending agreements for the Oak Ridge Reservation (OHR), radiation protection standards, DOE orders, and nonregulaiory guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements wiD be specified.
Removal of all asbestos insulation in Building 9201-4-Tarjet Date a/30/97. (Milestone No. OR270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

nination
Alternatives
Surface Cleaning Methods
Technologies
— Hot Air Stripping DCON-59-OY
H Ranking:' H-5-2($2M;$3//l2)
Dry Heat DCON-60-OY
rv-m Ranking:' [£J M-5-2 (S1M; >$1//fi)
Q]
Solvent Washing DCON-61&62-OY
Ranking:' M-5-1 ($1M; $1//P)
Status
Demonstration This technology is readily available but needs to be demonstrated for the specific sits conditions. Efficacy: Has a good chance of working for the volatile contaminants If a viable collection method Is available. Waste: The volatile contaminants will be in the off-gas stream. HEPA filters and sorbents should remove the contaminants and constitute the final waste stream collection system matrix.
Accepted The use of heat to increase the vapor pressure of semi-volatile materials is well known, but the use of heat for surface removal of Hg, etc. Is unproven. Efficacy: This process should work for contaminants which can be volatilized. Waste: This will Initially consist of volatilized contaminants along with hot air and other vaporized materials. The contaminants must normally be removed by scrubbing, sorption, or possibly filtration before atmospheric release Is allowed.
Conceptual Solvent cleaning of small items has been used at K-25, and the cleaning of larger areas has been demonstrated at Hartford. The use of solvent cleaning has been stopped at both sites to avoid exposing workers and the environment to the hazardous solvents. Other solvents may be available, but their effectiveness would have to be demonstrated. Efficacy: This technique is mainly applicable to smearable contamination. Waste: Waste would be spent solvent containing removed contaminants.
Science/Technology Needs Implementat ion Needs
Development: Investigation of the conditions and removal efficiency for the removal of Hg and other volatile contaminants is required. Development of a hot air cleanup system with HEPA filters and sorbents is needed.
Development: Demonstration of the efficacy of the process and design and demonstration of and off-gas removal system.
Development: Solvents that are less damaging to the environment need to be identified and demonstrated.
An air cleanup system is needed to use this technology. Development cost: -$2M Capital cost: $250-500K Operating cost: Sa/ft 2
An air cleanup system is needed to use this technology. Development cost: $1M Capital cost: $250-500K Operating cost: s-SI/ft2
Solvent off-gas collection and treatment system would be needed. Development cost: <$1 M Capital cost: <$100K Operating cost: ~$1.Q/ft2
Page 2 -44

Decontc
EM Goals Y-12 Problem Problem Areas/Constituents I Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
' Develop Environmental Stewardship
I — Alpha 4 Building (9201-4) — Problem #4 Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Refurto the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site-and waste-specific chaiactaristics are provided for each technology, specific regulatory requirements will be specified.
Removal of all asbestos insulation in Building 9201-4-Target Data 9/30797. (Mlestone No. OR270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
' Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

nination
Alternatives Technologies Status
Surface Cleaning Methods
m Strippable Coatings DCON-63-OY
Ranking:' M-4-0 (SOM; >$ J.50//J2;
[j] Vacuum Cleaning DCON-64-OY
Ranking:' M-2-0 (SOM; <$0.75//t2)
Q Microwave Vaporization DCON-67-OY
Ranking:' H-3-3($1.4M;$3//P)
Accepted Technology has been used for decontamination applications involving hazardous and radioactive contaminants. Efficacy: Decontamination factors of over 90% can be expected with two applications. Waste: Waste is a solid polymer (volume «1 mm x surface area decontaminated) containing the removed contaminants. This may be Incinerated to reduce the Anal volume.
Accepted Vacuum cleaners have long been used to clean up loose contamination. Efficacy: Any contaminants which are in a loose, solid form will be collected effectively in a vacuum system. Waste: A HEPA fflterand/or sorbent with the collected contaminants.
Predemonstratlon ORNL has fabricated and tested a prototype microwave concrete removal system. The mercury vaporization technique represents an extension of ongoing program. Efficacy: needs to be established., an the potential to leave floors and wails unscathed. Waste: The process has the potential to generate very little waste other than the volatile compounds extracted with the Hg vapor collected.
Science/Technology Needs Implementation Needs
Improvement: Develop coatings with lower material costs and greater ease of application for the specific wall surfaces of interest.
Normal implementation needs. Development cost: None Capital cost: <20K Operating cost: >$1.50/ft2
None Normal implementation needs. Capital cost: <$25K Operating cost: <$0.7S/ff2
Requires proof of principle experiment and prototype development. Requires establishment of removal efficiency and cleaning rates.
Implementation of this system will require robot mounting and the addition of a Hg collection system. Development cost: $1.4M Capitol cost: S130K Operating cost: SS/ft2
(Including amortization of capital cost) Cleaning rate: -25/fl2/hr
Page 2-45

Decont.
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
> Clean Up Legacy Waste
> Prevent Future Insult
' Develop Environmental Stewardship
I — rtpha4BuiWng (9201-4) Problem #4 Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Referto the Regulatory CoiripKance chapter for . potwrtlaJ applicable, proposed,, ami promulgated. < emironmental laws, signed and pendng agreements tame Oak RSdge Reservation (OUR), radiation protection standards, DOE orders, and ronreg^fatory guidance. As site-and waste-specific characteristics are provided for eath technology, specific ' -, regulatory requirements wffl be. speiciSeoV
Removal of aB asbestos insiiation in BuSdtng 9201-4-TaigetData8/3<V97. (Milestone Na OR270111)
Decontamination
1 Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
Waste Management (WM)
September 1994
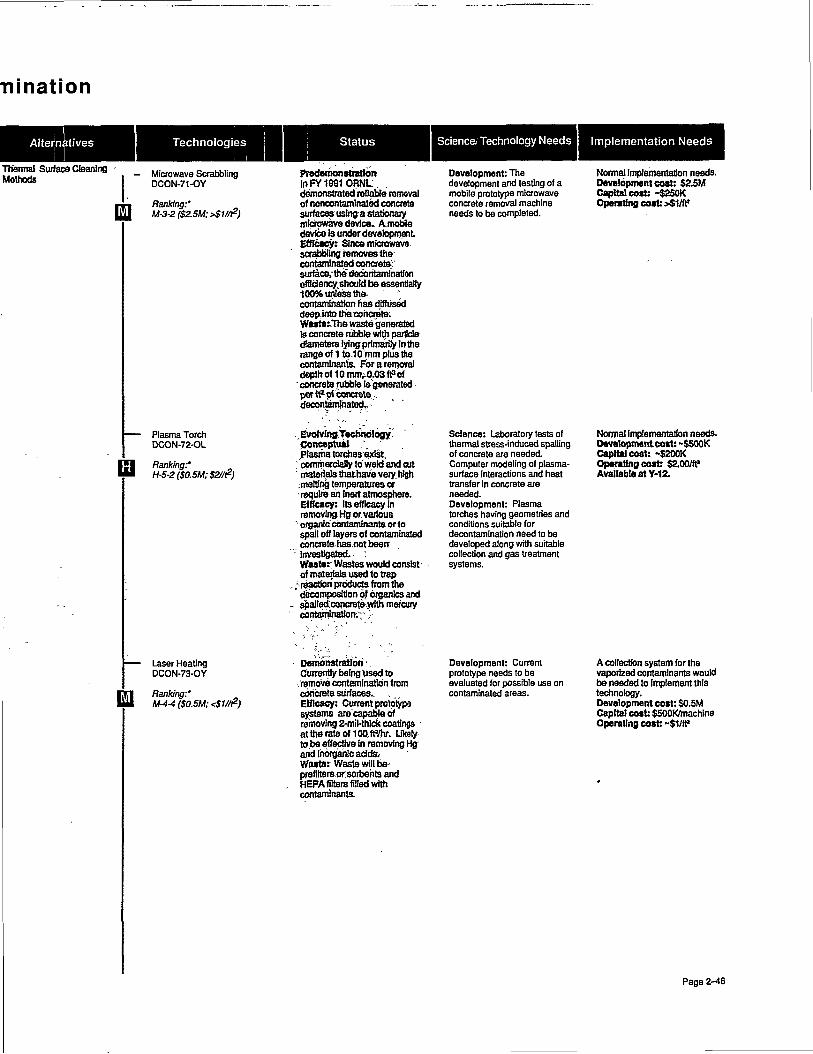
nination
Alternatives
Thermal Surface Cleaning Methods
Q]
Technologies
— Microwave Scrabbling DCON-71-OY
Ranking:' M-3-2 ($2.5M; >$w£)
w Plasma Torch DCON-72-OL
Ranking:' H-5-2($0.5M;$2//P)
— Laser Heating DCON-73-OY
P J | Ranking:' M-4-4 ($O.SM; <$1//l2)
Status
Predemonstration Ir>FY199tORNL. demonstrated reliable removal of noncontaminated concrete surfaces using a stationary microwave device. A.mobila device is underdevelopment Efficacy: Since microwave scrabbling removes the contaminated concrete: surface, the decontamination efficiency should be essentially 100% unless the-contamination has diffused deep into the concrete. Waste: The waste generated Is concrete rubble with particle diameters lying primarily in the range of 1 to 10 mm plus the contaminants. For a removal depth of 10 mnvO.03ft3of concrete rubble is generated • per it? of concrete... decontaminated,.-
. Evolvtnfl Technology. Conceptual .". Plasma torches exist
. cornrherciaBy to wefci and cut materials that have very high matting temperatures or require an Inert atmosphere. Efficacy: its efficacy in removing Hg or various
' organic contaminants orto spall off layers of contaminated concrete has not been Investigated. Wast*: Wastes would consist of materials used to trap
/reaction products from the decomposition of organtes and spaiied concrete with mercury corn rnirtatiorK- >
Demonstration*. Currently being'used to .remove contamination from coricreta surfaces.. , Efficacy: Current prototype systems are capable of removing 2-mit-thlck coatings aithorateoflOO.ftVhr. Likely to be effective in removing Hg and Inorganic adds. Waster Waste will be pfefitters orsorbents and HEPA filters filled with contaminants.
Science Technology Needs Implementation Needs
Development: The development and testing of a mobile prototype microwave concrete removal machine needs to be completed.
Science: Laboratory tests of thermal stress-induced spalling of concrete are needed. Computer modeling of plasma-surface interactions and heat transfer in concrete are needed. Development: Plasma torches having geometries and conditions suitable for decontamination need to be developed along with suitable collection and gas treatment systems.
Development: Current prototype needs to be evaluated for possible use on contaminated areas.
Normal implementation needs. Development cost: $2.5M Capital cost: ~$250K Operating cost: >$1/ff
Normal implementation needs. Development cost: ~$500K Capital coat: ~$200K Operating cost: $2.0CVfP Available at Y-12.
A collection system for the vaporized contaminants would be needed to implement this technology. Development cost: $0.5M Capital cost: $500K/machine Operating cost ~$1/fP
Page 2-46

Deconts
EM Goals Y-12 Problem Problem Areas/Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
-Alpha 4 Building (9201-4) Problem #4 Painted concrete and clay tile contaminated with: PCB oil U, (and daughters) electrolytes Cd Pb Cr, and Hg.
EM Problems
Relsr to the Regulatory Compliance chapter for potuntlal applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (OFtR), jadtation protection standards, DOE orders, and nonregulafbry guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements wiJ be specified.
Removal of ail asbestos insulation in Building 9201-4-TanjetDate»30V97. (M39StoneMo.OR270111)
Decontamination
• Facility — Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
September 1994

lination
Alternatives Technologies Status Science/Technology Needs Implementation Needs
hernial Surface Cleaning lethods I' - Laser Ablation
DCON-74-OY
wn Ranking:' l U I M-4-4($1M;>$1//P)
M Flashlamp Cleaning DCON-77-OY
Ranking:* U-5-2 ($2M; $3//P)
Demonstration Several research groups at university and government laboratories have used the technology to remove radiological and organic contaminants from various surfaces. Efficacy: The technique is slow to remove large deposits. Waste: Wastes would be removed contaminants, some substrate material, and HEPA filters and sorbents from the off-gas treatment system.
Demonstration Flashlamp systems are being used to remove organic contamination from metals; precious metals, and fragile substrates. Hanford-Westinghousa Laboratory is conducting tests of xenon flashlamp systems for-, remdvlngradiotogical. . contamination from surfaces Inside metal storage'vessels. Efficacy: Efficacy for mercury on concrete Is unknown. Wast*: Wastes would be only the contaminants removed from the concrete contained in pre-fiKers or sorbents and HEPA filters. '
Development: Existing lasers, delivery systems, and filtration systems need to be integrated into a prototype system for demonstration.
A collection system for the vaporized contaminants would be needed to implement this technology-Development cost: $1M Capital cost: $0.5-1M/machine Operating coat: >$1/ft*
Science: Existing flashlamps should be tested on a small scale for removing mercury from concrete. Development: A moderate-scale demonstration of flashlamp decontamination of concrete with the associated vacuum collection system is needed.
A collection system for the vaporized contaminants would be needed to implement this technology. Development coat: $2 M Capita! cost: $10O-$150K Operating cost: $3.0/ft*
Page 2-47

Decontc
EM Goals Y-12 Problem Problem Areas- Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
1 Develop Environmental Stewardship
r— Alpha 4 Bulking (9201-4), Problem # 5 Air Contaminated with Hg
EM Problems
Refjrto the Regulatory Corj^liance chapter for pobintial appBcabte, proposed, and promulgated environmental taws; signed and pending agreements for the Oak Ridge Reservation (OFtR), radiation protection standards, DOE orders, and nonregutaiory guidance. As site- and waste-specific, characteristics am provided for each technotogy, specitic regt jlatory requirements wS be specified;
Removal of ail asbestos Insulation in Bu3c!ng.9201-4-Tanjet Data s/30/97; (Misstate tfo.OR27Dt11)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
September 1934

nination
Alternatives Technologies Science/Technology Needs Implementat ion Needs
Air Cleaning Methods - Adsorption DCON-79-OY
H Ranking:' H-4-0 ($1.3M;$200Ktyr)
Condensation DCON-80-OY
H Ranking:' H-4-0 (SOM; $6100K/yr)
Electrostatic Precipitation DCON-81-OY
Ranking:' L-4-4($5M;$500Kfyr)
~ Scrubbing DCON-82-OY
H Ranking:' H-4-0 ($0; S10-20/A2)
- Filtration - DCON-83-OY
Ranking:' I J j H-4-0 ($0;$12Wyr)
Accepted; This Is the accepted method. forcontrblUng mercury . emissions.. Efficacy: Over 99.5% efficiency. Wattor-lSOf^Hg contaminated sorbent/yr
Conceptual. No references to trie use of -this technology for mercury on a large scale were found. Efficacy: Should be effective for recovering Hg. Waste: The mercury Itself.
Pre-conceptUaL No references to the use of rjiectrostatJcprecipitarJonto remove of rnercury,to low levels was found. Efficacy: Very poor: Mercury, is Very volatile, and electrostatic precipitation is only effective on contaminants, in condensed forms. Waste: The mercury itself.
Accepted Scrubbing is often used to for airpoliuton control, but no -references to its use for mercury were found. Efficacy: 90% (for most contaminants):; s . Wasta: ~1 gai/lb mercury
• None; - :
Accepted- ; - , • . ' -HEPA.fiiters-are.wideIy.used to rerrwecontarriinatad particles.. ocdroplets'frdm afr._ "• Efficacy: Conventional HEPA fitters remove only aerosols' not gaseous contaminants. Because mercury.has a high -vaporpressure at ambient.' temperatures, HEPA filtration at ambient tamperature can only reduce the concentration of mercury to, about1Z5 rr^irrMnte is above the TtV (O-OSmtrtn3); -• The use of a HEPA filter upstream of an adsorbent trap ' might be economfcal.Tria HEPA filter would reduce the. amount of spent sorbent that, would be disposed of, and the adsorbent would reduce the mercury concentration to the desired value. Waate:--l50ftV
Improvement: System to recover mercury and spent adsorbent.
Development: Large scale demonstration.
Science: Tests to demonstrate the use of electrostatic precipitation to remove mercury from air. Development: Design and testing of full-scale system.
None
None
Development (Improvement) cost:$1.3M Capital cost:-$20K Operating cost ~$200K/yr
Distillation may be required to purify the mercury. Development cost: $1.3M Capital cost:-$100K Operating cost -$20,000/yr
Development cost: $5M Capital cost: <$1M -. Operating cost: <500,000/yr
A system for. treating the scrubber solution for release Is needed to use this technology. Capital cost: $200-300K Operating cost: S10-207AC
Development cost: None Capital coat: $20K Operating cost: $12K//yr
Page 2-48

Deconta
EM Goals Y-12 Problem Problem Areas,Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
1 Develop Environmental Stewardship
I — AJpha4.BuDdtng(9201-4) Problem #6 Insulation and building paper with Hg and U (and daughters)
and
Problem #9 Wood and sheet rock contaminated with: Hg UOH H2SO4 HNO3 U (and daughters) Asbestos and/or PCBs
EM Problems
Refurtothe Regulatory Compliance chapterfor potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Rfdge Reservation (ORR), radiation protection -standards, DOE orders; and 'nonregutatory guidance. As.. sfte- and waste-specific -characteristics are provided for each technology; specific regulatory requirements wiB be ' speciffeoV.- . ,
Removal of all asbestos Insulation in Building 9201-4-Tarjet Date 9/30/97. (Mitpstone No. OR27Q111)
Decontamination
Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Initfete the design of pilot- . mercury roaster for the 9201-4 DSiD project-Target Date . ' 10/01/95, (Milestone No. OR270124)
Complete the construction of the pilot mercury roaster for the S1Z01-4D&D project-Target Date 9/30/98, (Mitestone No. OR270123)
Initiate the design of mercury roaster for the 9201-4 D&D project -Target Date 10/0 1/97. (Milestone No: ". OR270115) -
Complete Design of mercury roasier - Target Date 9/30/99: (Milestone No. OR270116) .
Begli construction of mercury roasier for 9201-4 D & project r Target Date 4/D1/2000. (Milestone No. OR270117) •
Complete construction of. mercury roaster for 9201-4' D&D project - Target Date 3/31/2002, (Milestone No. -OR270118)
September 1994

lination
Alternatives Technologies Status Science'Technology Needs Implementation Needs
jfk Decontamination ethods Q]
Solvent Extraction DCON-1-OY
Ranking:' M-1-2 (<$1M;N)
Q Incineration DCON-2-OY
Ranking:' H-3-12($0M;$10/lb)
w Dry Heat (Thermal Desorption) DCON-4-OY
Ranking:' H-4-2($0.5M;$1Zlb)
Demonstration ; Solvent extraction is a mature technical field but specific extractants have not been Identified for PCB extraction, Efficacy: An attractive solvent, Wethylamlne, has been evaluated for organic-, extraction from sludge and found to be a very effective solvent and one for which Industrial processing equipment is available commercially. Not expected to be effective for Hg,'U, asbestos, or inorganic acids. Waste: Wastes would be spent solvent with removed contaminants.' Solvent recycle equtpmentandoff-flas. treatment equipment could be easily adapted for use-here. Difficult to apply In situ. '
Accepted . The incineration of contaminated combustible materials is common in the nuclear industry. Efficacy: Hg& volatile contaminants will go into the off-gas. PCBs can be destroyed. Non-volatile materials will go into the ash/ Waste; This will depend on the designs of the Incinerator and the ash content of the waste being fed.
Demonstration This is.a common Industrial process when the " contaminated materials can be taken to the process, but has not been used forHg-contamihated materials. Efficacy: The thermal desorption process should work for contaminants which can be volatilized. Waste: This will Initially consist of volatilized contaminants^ along with hot air and other combustion products. The, . contaminants must normally be removed by sorption and; filtration before atmospheric release Is allowed.
Development: Survey and tests of specific extractants applicable to PCB-contaminated materials are needed. A portable "spot" remover can be developed or adapted from commercial devices. Applicability of rotary contractor, solvent recycle and, if appropriate because of solvent selection, should be demonstrated. An off-gas treatment system.
None
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system. Engineering design data is needed.
Development cost: <$1M assuming availability of lab scale and pilot-scale extraction units from ORNt, and industrial participation In demo. No unusual costs for deployment, since development (pilot-scale) equipment may be used in production.' Operating cost: NA
The system will have to be designed to prevent mercury emissions. Development cost: none Capital cost: $26M Operating cost: $10/lb About 8-10 years win be required for writing an environmental Impact statement, holding public hearings, and obtaining the necessary permits- TSCA permit, RCRA permit, NESHAP permit, and Clean Air Act perm it
Existing furnace designs can be used with a specific off-gas collection system for the contaminants removed. Development cost: S500K Capital cost:~$1M Operating coat: $12/Ib
Page 2-49

Deconti
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha* Buftdng (9201-4) — Problem #6 Insulation and building paper with Hg and U (and daughters)
and
Problem #9 Wood and sheet rock contaminated with: Hg LiOH H 2 S 0 4
HN0 3
U (and daughters) Asbestos and/or PCBs
EM Problems
Risfer to t f» Regulatory. CompHanca chapter for potential applicable, proposed, arid promulgated.
' environmental laws, signed arid pending agreements for' th j Oak Ridge Reservation (ORR), radatlon protection standards, DOE orders, and ncmregulatory guidance. As site-and waste-specific characteristics are provided for esich technology, specific regulatory requirements will be specified. ,
Removal of aB asbestos irtsulation in Building 9201-4* TargetDataS/30/97. ' (WlestoneNo.OR270111).
Decontamination
• Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

minafion
Alternatives
Bulk Decontamination" Methods
Technologies
— Chemical Leaching DCON-5-OY
^ ^ Ranking:' [jQj M-1-1.5($0.5M;<$1//t?)
Science/Technology Needs Implementation Needs
w Catalytic Extraction Process DCON-6-OY
Ranking:' M-4-4($5M;$0.90/lb)
Vacuum (Low Pressure with Heat) DCON-7-OY
I T , Ranking:' |JiU M-5-1($1M;$1.20//t2)
Predemonstrattort Chemical Leaching.is an -accepted technique for some applications, but has not been used for Hg-contaminated -materials;- \- -. Efffcacy: Bench scale tests are needed to determine which chemical would be effective. Wast*: Waste would be original materials -contaminated with chemical -leachates phis chemical :. leachates containing removed contaminart&ofsludges, filter cakes; and ion exchange resin from recycle system containing removed contaminants.
. Predemonstratton .- v • Has not been used to process maiaiat bearing Hg.,.- . contamination; •;, Efficacy: Effectiveness for
. separation of Hg is unknown.. Wsat»: Stag containing . <
.contaminantsphis': ; - ' : ; - ; . contaminants in a scnjbber . solution and/or sorbents;
Demonstration . The use of vacuum with heat Is well known to Improve the removal rata for many- ; contaminants!'"." \ -Efficacy; Ukely to improve the nie of "removal of some-: contaminants, however, this must be balanced against its .
'cost-" •"" ..;'i ••.-;?"'-'•':' Waste: Sorbent containing- * removed contaminants and other volatiles.'''
Development: Bench scale tests are needed to determine which chemicals would be effective and what secondary waste treatment would be necessary to recycle chemicals.
Science: Find a suitable fluxing agent to remove Hg and asbestos from the melt Development: Demonstrate the ability to remove Hg and asbestos.
Development: The characteristics of the specific contaminants must be matched to the rate advantage of decontamination by volatilization under vacuum conditions for the specific heating applied.
Extensive chemical processing system for chemical leaching with a system for treatment or recycle of spent chemical leaching solution. Development cost: Efficacy demo: S500K Capital cost: $150K Operating costr«$1/ft? or $5-$50/tb
"Off the shelf* Induction of arc furnace. Development cost: $5 million Capital cost:- -516 million Operating cost: $0.9/B>
An off-gas treatment system would be needed. Development cost: -S500K Capital cost: $1M Operating cost: $2/lb
Surface Cleaning Methods r Hot Air Stripping DCON-59-OY
Ranking:' H-5-2($2M;$3//t2)
Demonstration the technology is readily available but needs.to be demonstrated for the specific site conditions^ -Efficacy: Has a good chance of WDrWng.forme.voIaffle contaminants if a viable collection method Is available. Waste:.,The volatile contaminants will be In the wamvair stream, Sorbents should remove the, contaminants and constitute the final waste stream..
Development: Investigation of the conditions and removal efficiency for the removal of Hg and other volatile contaminants is required. Development of a hot air cleanup system with sorbents is needed.
An off-gas treatment system would be needed. Development cost: ~$2M Capital cost: $250-500K Operating cost: $3/ft?
Page 2-50

Decontc
EM Goals Y-12 Problem Problem Areas Constituents Relerence Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I
. Alpha * Building (9201-4) Problem #7 Packing
Hg LiOH H 2 S 0 4
HN0 3
EM Problems
• Facility — Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Refer to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and : . nonregulatory guidance. As site-and wastftspedfic* chsiracterlstics ana provided tor ea«h technology, specific regulatory requirements will be specified.
RanovaJ of afl asbestos insulation In Building 9201-4-Taiget Date 9/30/97.. (Milestone No-OR270111)
Decontamination
Complete removal of dralnable residual mercury from process. equipment/piping-Target DalB 6/30/94. (Milestone No. OR270114)
Initiate the design of pilot mercury roaster for the 9201-
_4D&DproJect>TargetDAte '• KM31V95. (Milestone No. OR270124)
Complete the construction of the pilot mercury roaster for the9201-4D&Dproject- . Target Data 9/30/98.. , (Milestone No.OR270123)
Initiate the design of mercury roaster for the 9201-4 D&D project - Target Date. 10/01/97. (MBestone No. OR270115)
Complete Design of mercury roaater-Target Date 930/99. . (Milestone No. OR270t16)
: Bejin construction of mercury roairter for 9201-4 D7D • project - Target Date
-4/01/2000. (Milestone No. ORS70117) . . . .
Conplete construction of mercury roaster for 9201-4-D&D project - Target DAte
.3/3172002. (Milestone No. OR270118)
September 1994

nination
Alternatives Technologies Status Science Technology Needs Implementation Needs
lutk Decontamination tethods
Q
Dry Heat (Thermal Desorption Roasting) DCON-4-OY
Ranking:' H-4-2($0.5M;$1Zlb)
w Chemical Leaching DCON-5-OY
Ranking:' M-1-1.5($0.5M;<$1//£)
M Catalytic Extraction Process DCON-6-OY
Ranking:' M-4-4($5M;$0.90/lb)
- — Vacuum (Low Pressure with n j l Heat) U l DCON-7-OY
Ranking:' M-S-1($1M;$1£0//£)
Demonstration This is a common industrial process when the contaminated materials can be taken to the desorption process, but has not been used for Hg-contaminated materials; Efficacy: Trie roasting process should work for contaminants which can be volatilized. Waste: This wilt initially consist of volatilized contaminants along with hot air, and other combustion products. The contaminants must normally. be removed by sorption before atmospheric release is allowed: '
Predsmonstratlon . Chemical Leaching Is an accepted technique for some applications but has not been used for Hg-contaminated materfal£ - . ' . , ' • Efficacy: Bench scale tests . are'needed to determine which chemical would be effective.:. Watta: Waste would be originalmaterlafe,' -contaminated with chemical leachates plus chemical~ leachates containing removed contaminants or sludges, fitter cakes, and Ion exchange resin from recycle system containing
. removed contaminants.
Prademonatratlon -Has not been used to smelt process material tearing.Hg •-corrtamlnatibn; . / * ' . . Efncacy:Effecijyeness for separation of Hg is unknown. Waste: Stag containing contaminants plus . contaminants in a scrubber solution.
Demonstration The use of vacuum with heat is wet) known to improve the removal rale for'many contaminants. Efficacy: Likely to Improve the rate of removal of some contaminants, however, this must be balanced against its cost. Waste: Sorbent containing removed contaminants arid other volatiles.
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system. Engineering design data is needed.
Development: Bench scale tests are needed to determine which chemicals would be effective and what secondary waste treatment would be necessary to recycle chemicals.
Science: Find a suitable fluxing agent to remove Hg and asbestos from the smelt. Development demonstrate the ability to remove Hg and asbestos.
Development: The characteristics of the specific contaminants must be matched to the rate advantage of decontamination by volatilization under vacuum conditions for the specific heating applied.
Existing furnace designs can be used with a specific off-gas collection system for the contaminants* removed. Development cost: $500K Capital eost-SIM Operating cost: $12/lb
Extensive chemical processing system tor chemical teaching with a system for treatment or recycle of spent chemical teaching solution; Development cost: Efficacy demo: $500K. Capital coat: S150K Operating cost: <$1/ft2 or $5-$507lb.
"Off the shelf" Induction of arc furnace. Development cost: $5 million Capital cost: -$16 million Operating cost: $03/lb
An off-gas treatment system would be needed. Development cost: ~$t M Capital cost: $1M Operating cost: $2/lb
Page 2-51
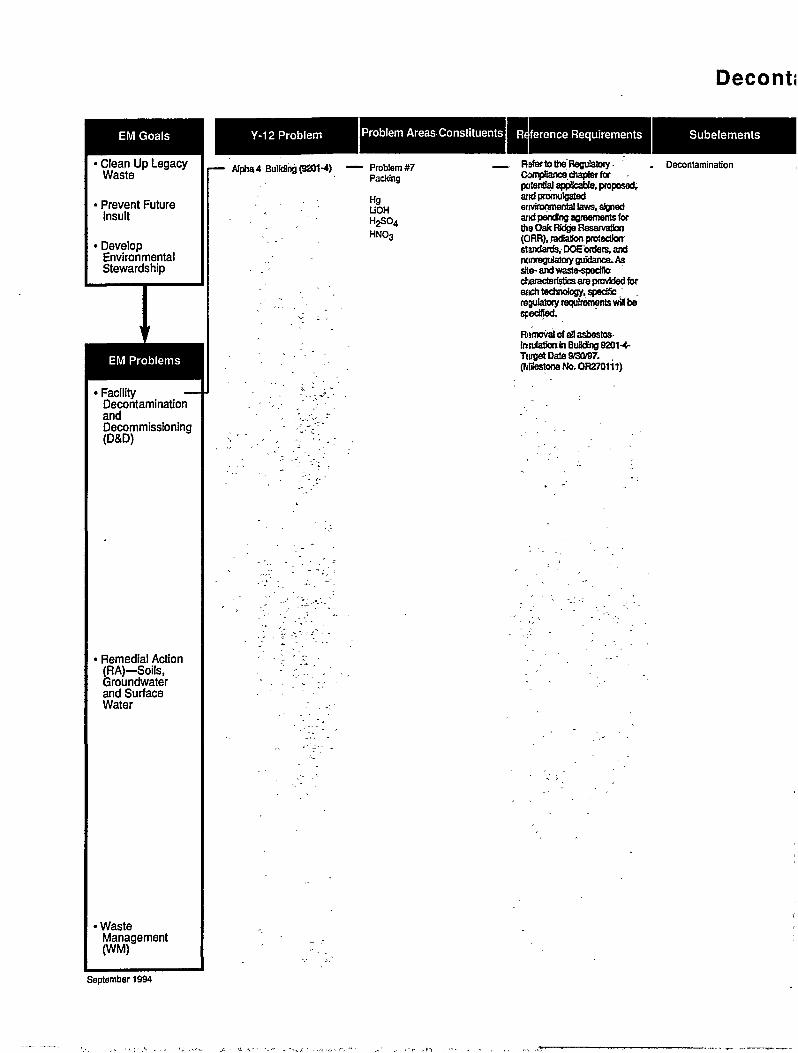
Deconti
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I Alpha 4 BulMhg{9201-«) Problem #7 Packing
Hg LiOH H2S0 4
HN0 3
EM Problems
Rater to the Regutatoiy. Compliance chapter for potential applicable, proposed, and promulgated environmental laws, signed aid pending agreements for the Oak Ridge Reservation (ORR), radiation protecttofr standards, DOE orders, and ixinregutatcfy guidance. As sfe-andwaste-specrHc ctaractsristics are provided for each technology, specific rejulatofy requirements wiH be specified.
Removal of ad asbestos-iniiufationrin Buikfing 9201-4-TcirgetDate9/3CV97. (Mfestone NO.OR270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
' Remedial Action (RA)—Soils, Groundwater and Surface Water
«Waste Management (WM)
September 1994

nination
Alternatives Technologies Status Science-Technology Needs Implementat ion Needs
Chemical Surface Cleaning Methods
m Electro polishing OCON-15-OY
Ranking:' M-4-3($1M;>$2//t2)
— Amalgamation DCON-16-OY
| ¥ | Ranking:' H-5-1 ($0.5M;N)
Biological DCON-17-OY
Ranking:' L-5-2 (S0.5M; SO. 1-3/A?)
Demonstration Bectropollshing Is a surface removal technique and the amount of surface removed & proportional to factors such as current, time, arid voltage.' Efficacy: BectropoDshing is essentially a "One of sight*' process so cracks, crevices, areas out of sight of, or shadowed by, the electrode wis not be decontaminated. Contaminated electrolyte must be removed for complete, decontamination to be
* achieved. Waste: Waste would be removed contaminants along with the small amount of substrate removed.
Predemonstratfon . Although amalgamation of mercury with metals of Interest
. la well known, application to Y-12 problems areas has not; been demonstrated. Copper and zinc are main metals of interest for amalgamation; . Efficacy: Method transforms liquid Hg Into a sotkj that is often easy to recover. Method must be used with a second method such as vacuuming.
.May actually be a disadvantage in cases where Kg could be recovered for
• reuse:. Waste: Resulting amalgam, which feunraactive, is chief waste. Znamalgam Is -57wt% Hg. Trw Cu amalgam Is: ~*76w«iHg. .
„ Evolving Technology / ~ Pro-conceptual .The Knowledge base exists for biological treatments of various contaminants; however, there Is not a data base for application of the technology for surface decontamination. Efficacy: This technology is quite likely to be successful for HN03 and perhaps, H2S04. it could be successful for-Hg and UOH, but he Hg and U would remain in the bacterial sludge. Waste: The waste generated would be the contaminated layer of microbes removed from the treated surface.
Development: Primary and secondary waste treatment and solution recycle need to be developed. Cleanup principles (e.g., ion exchange and filtering) are well established, so that only design and demonstration are needed. Improvement: Better methods to remove the electrolyte and contaminant would be helpful.
Technology Development Needs: Laboratory and bench scale assessment is needed to determine the suitability of this process to the Y-12 problems.
Science: Literature study and bench-scale tests of microbes on Hg, UOH, and H2S04. Development: Develop methods for applying a layer of microbes, supplying needed nutrients, and removing the microbe layer from the decontaminated item.
Normal Implementation needs. Development cost: $1M Capital cost: $1M Operating cost: >$2/ft»
The availability of a suitable facility to do development work Is assumed. Development cost: $500K (mainly personnel costs) Duration: 8 months Capital coot: $100K Operating cost: NA
Facilities for cultivating the bacteria and disposing of the bacterial sludge would be needed. Development cost: S300K-$600K Capital coat:-$200K Operating cost: $0.10-$3.00+/tt2
Available at X-10.K-25.
Page 2-52
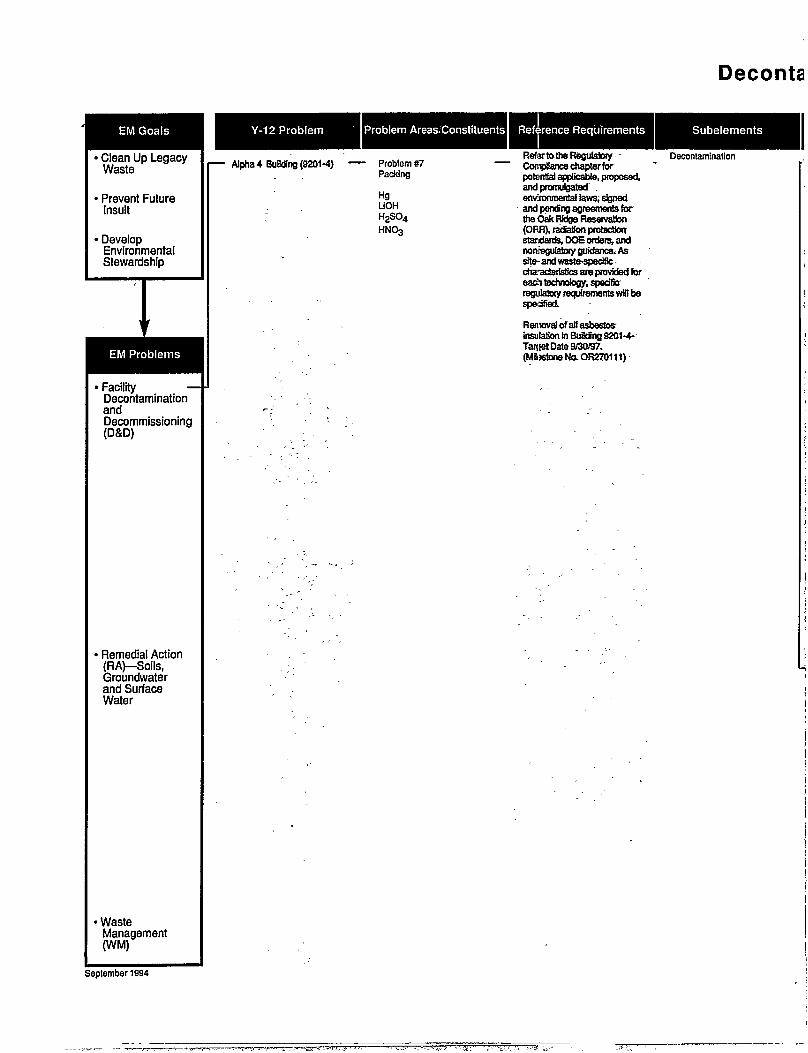
Deconta
EM Goals Y-12 Problem Problem Areas. Constituents I Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I — Alpha 4 Building (9201-4) Problem #7 Packing
Hg LiOH H2SO4 HNO3
EM Problems
Refer to the Regulatory •-Ccnvip)iance chapter for potential applicable, proposed, and promulgated' . environmental taws; signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As site- and waste-specific • ctoacterfstjcs are provided for cacti technology, specific regulatory requirements w81 be specified-
Removal of aB asbestos-insulation In BuBting 9201-4-Taniet Date 9/30/97. (Mfcstone No. OR270111)
Decontamination

ation
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Surface Cleaning
w Chelation DCON-21-OY
Ranking:' M-4-2($1.5M;<$1//£)
IJQ Sulfide Conversion DCON-22-OY
Ranking:' M-3-1 ($0.5M;N)
Demonstration, The technology has been employed at various facility operations and nuclear power plant sites.. Efficacy: Excellent DFs achieving acceptable decontamination level*. resulting In unconditional release. Easy to apply in situ as agent acts at neutral pH and are non-hazardous, non-fuming, have no gas evolution and are biodegradable. Waste: Simple waste, minimizing treatment and disposal as a non-RCRA waste. Minimizes waste through oxidative destruction. of chelate agent, partitioning of organics (including PCBs) and concentration of radionuclides precipitated otitiin. the. ftocculerrt sludge which can be furtherde-watered.
Evolving Technology Must evaluate the kinetics of the room temperature reaction of sulfur with elemental Hg to 'form HgS, which' Is not water -soluble and which Is often easier to collect than elemental Hg. Efficacy: Method appBcabte-. only, to elemental Hg. Method must be used with a second method such as vacuuming. May actually be a disadvantage in cases where Hg could be recovered for reuse.;."' ,;\ : ' -,. Wsde: The chief waste lathe J recovered HgS which Is about. 84wt%.Hg.
Development: Validation of updated chelating agents is needed and is currently underway at ORNL to confirm total efficacy and economic advantage.
Science/Development: Both lab and bench scale experiments are required to determine the kinetics of the S and Hg reaction at room temperature and to evaluate the suitability of the method to the Y-12 Hg problems.
Application equipment for In situ decontamination. Support personnel and equipment to sample, analyze, develop appropriate concentrations, ensure oxidation of organics and/or complete partitioning will be necessary. Development cost: ~$1.5M Capital cost: ~$1.5M Operating cost: <J1/ff
The required lab and bench-scale experiments are expected to be relatively simple. Existing equipment and facilities win likely support these activities with slight modifications. Development cost: $500K (mainly personnel costs) Duration: - Smonths Capital cost: S100K Operating cost: NA
Cleaning Methods
M Steam Cleaning DCON-55-OY
Ranking:' M-5-1 ($1.2M;$1-2//&)
Hypochlorite Oxidation DCON-202-OY
Ranking:' Not Ranked
Accepted Thetechhlque has proven useful, especially on complex shapes and large surfaces. Efficacy: Technology Is expected to be effective for Hg but not for the more tightly bound contaminants.; . Waste: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Accepted; Core process is commercially available and practiced on an Industrial scale. Integrated process needs to be demonstrated. Efficacy: Dependant on solution flushing efficiency. Core process reduces Hg In water effluent to <2ppb. Waste: Cleanup debris, some salts, spent resin and carbon.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Remote operation will necessitate the adaptation of the steam and vacuum collection systems to robotic system control.
Core technology is ready to use.
A glove box or a work room that is easily decontaminated In which the decontamination wilt be accomplished plus design and construction of a water recycle system are needed to use mis technology. Development cost: about S1.2M Capital cost: Steam system: $50-75K Glove box: <$50K Work room: ~$250K Operating cost: S1-2/fi2
Normal implementation requirements and a fluid delivery and cleanup system needs to be Integrated with core technology
Page 2-53

Decontc
EM Goals Y-12 Problem Problem Areas, Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
, — Afpfta4 BuHdng (9201-4) Problem #7 Packing
Hg LiOH H2S0 4
HN0 3
EM Problems
Refur to the Regulatory Compdanca chapter for pottirrtlat applicable, proposed, and promulgated -envronmenta) taws, signed and pending agreements for the Oak Ridge Reservation (OFfi), isolation protection standards, DOE orders, and" non regulatory guidance; As sfte-andwaste-specffte
, characteristics are provided for. , each technology, specific " reguIatayreojirementswiBbe specified.
Retrieval of all asbestos insulation In BuSdtog 9201-4-Tarjet Date 9/30/97. -(Western No. Ofl270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
' Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
September 1994

ninatJon
Alternatives
Surface Cleaning Methods
Q
Technologies
— Hot Air Stripping DCON-59-OY
Ranking:' H-5-3($2M;$3//l?)
QI
Dry Heat DCON-60-OY
Ranking:' M-5-2($1M;>$1//t2)
m
Ultrasonic Cleaning DCON-65-OY
Ranking:' M-3-1 ($0.4M; $7//fi)
|JJ
Vibratory Cleaning DCON-66-OY
Ranking:' M-3-1 ($0.5M;$6//P)
Status
Demonstration The technology is readily available but needs to be -demonstrated for the specific site conditions. Efficacy: Has a good chance of working for the volatile contaminants if a viable -collection method Is available. Waste: The volatile contaminants will be In the warm air stream. Filters and Sorbents should remove the contaminants and constitute the final waste stream.
Conceptual The use of heat to Increase the vapor pressure of semt-volatSe materials is well known; but.
' the use of tieatfor surface removal of Hg, etc. is • unproven. Efficacy: This process should, work for contaminants which canbe'volatflized-Waste: This will Initially consist of volatilized contaminants along with hot air and other, vaporized materials. The contaminants must normally be removed by scrubbing, sorption, or possibly filtration before atmospheric release is allowed.
Accepted. Ultrasonic cleaning has been' used for many years in the -privatesectorandIn-- -. govammertlnstattatJons.fbr, .. removing surface contamination from relatively small metal parts which can fit Into,an ultrasonic batic. Efficacy: Wilt not be effective on Hg amalgamates. May-separate Hg from metal and remove chemical. ' contaminants/" . Waste: Spent ultrasonic baths containing removed contaminants.
Demonstration Efficacy: Vibratory cleaning Is Okety to be effective for a varietyof Y-12 problems. Waste The problems of cross-contamination within the pellet medium and recycle of the pellets and solution
Science/Technology Needs Implementation Needs
Development: Investigation of the conditions and removal efficiency for the removal of Hg and other volatile contaminants is required. Development of hot air cleanup system is needed.
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system.
Improvement: Definition of acceptable cleaning liquids which (1) are not hazardous, (2) can be separated from the contaminants, and (3) can be reused to minimize secondary waste. More aggressive cleaning action.
Development: Methods for recycle of the pellets and solution must be developed.
An air cleanup system Is needed to use this technology. Development cost: ~ $2M Capital cost: $2M Operating cost: $3/ft2
An air cleanup system Is needed to use this technology. Development cost: $1M Capital eoafc~$1M Operating cost >$1 .OOrtt*
Requires removal and disassembly of contaminated equipment Improvement cost: $400K Capital cost: $10K-$100K Operating cost: $5-$10/ft* or more
A bench scale demo lasting -months is needed Development cost: S0.SM Capital cost: $60K Operating cost: -SSTft2
Page 2-54

Decontc
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
- Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
.—• Alpha 4 Building (9201-4} ^ _ Problem #7 Packing
Hg LiOH H 2 S 0 4
HN0 3
EM Problems
Refof to the Regulatory Compliance chapter for potential applicable, proposed, and promulgated. . environmental laws, signed and pending agreements tor the'Dak Ridge Reservation (ORR), radiation protection star darrfs, DOE orders, and nonregutatory guidance. As site-and waste-specific: characteristics are provided for each technology, specific-reo^ilatc^ requirements wa be spaSfiad. - -
Removal of all asbestos insulation in Building 9201-4-Taroet Date 9/30/97. (rvtostonefto.OR270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

lination
Alternatives Technologies Status Science/Technology Needs I Implementat ion Needs
rtai Refining Methods
EJ Smelt Purification DCON-31-OY
Ranking:' M-4-3 ($3.5M; $0.93flb)
Demonstration Smelt purification of metals has-been performed by a targe number of investigators on a lab-scale and by some investigators on a large-scale. The metals include mild steel, stainless steel, nickel,-copper, monei, aluminum, and others; Efficacy: Uncertain-has not bean used to purify metals fromHg- ' .[ , . ' Waste: Wastes are stags, scrubber solutions, chemical trap materials; and HEPA filters. -
Development: Demonstrate fluxing agents and conditions for removing contaminants of interest in the laboratory and then on a larger scale.
Scientific Ecology Group (SEG) personnel estimate the costs of metal smelting at roughly $0.93/Ib of metal in 1992 dollars, depending on the type metal and configuration of the metal, Kellogg et a), estimated that the capital and operating costs of smelting the 90,000 tons of DOE scrap metal presently on hand at K-25 could be recovered through sale of the metal if a da minimus were established. The quantity of metals in Bldg. 9201-4 Is probably not sufficient to be cost effective unless added to this. The technology development needs will require further tab and pilot-scale evaluation. The development costs am roughly estimated at 53.5M.
Electro refining DCON-32-OY
Ranking:' L-4-3($3M;$6Ab)
Leach/electrowinning DCON-34-OG
Ranking:' L-4-2($>1M;$4/lb)
Prodemonstration Electroreflning Is a welt-established commercial technology. However, this technology cannot be considered mature concerning its use for decontaminating Hg-cantaminated metal because this application has not been established. Efficacy: Technology is likely to be effective for the listed -contaminants and substrates. Waste: Waste would be solid waste from assumed tmatment of electrolyte solutions for recycles
Predemonstrattan. The method is similar to etectrorefining except the -metal is first dissolved into, solution rather thaaformed. into anodes. Although this process is a well established commercial process for producing nickel from'ore, it has not been demonstrated on a targe scale for purifying, metals contaminated with Hg. Efficacy: Uncertain-process has not been used to purify metals contaminated with Kg. Waste: Recycle of electrolytic solutions will result in a solid mixed waste bearing the contaminants and traces of the purified metal amounting to roughly 2% by weight of the metal purified.
Development: Demonstrate (1) separation of Hg from substrates of interest and (2) recycle of electrolyte solutions.
Science: Evaluate process for purifying metals contaminated with Hg, etc. Development: Demonstrate techniques to recycle the electrolytic solutions.
An electrorefining plant would also require a smelting and anode forming facility to form the impure metal into anodes of proper configuration. The capital costs altogether are estimated at S200M. The operating cost 10 mililon-pound/year capacity is estimated at $6/lb which exceeds the present value of virtually any metal because commercial companies operate on a much larger scale. Development cost: ~$3M.
A da minimus standard Is needed to permit sale of the purified metal.' Development cost: >$1M Capital cost: S200M (10M Bj/yr plant) Operating cost: ~$4/lb
Page 2-55

Decontc
EM Goals Y-12 Problem Problem Areas-Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
I — Alpha 4 Building (9201-^ . Problem #7 Packing
Hg LiOH H2SO4 HNO3
EM Problems
Refer to the Regulatory Compliance chapter for potuntlal applicable, proposed, and promulgated environmental taws, signed ancl pending agreements tattle Oak Ridge Reservation (OF1R), rac&lkxT protection standards; DOE orders, and norregufatory guidance. As slta-andwaste-speciflc characteristics are provided for each technology, specific regulatory requirements wffl be specified.
Removal of all asbestos insulation in BuSdng 9201-4-Taiget Date 9/30V97. (MJiBstonerto. OR270111)
Decontamination
1 Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

minafion
Alternatives
Thermal Surface Removal Methods
Technologies
Plasma Surface Cleaning DCON-75-OY
Ranking:' M-S-3 ($1M;$1.75//fi)
|j]
Plasma Etching DCON-76-OY
Ranking:' M-S-3 ($1.3M;$3//I2)
*— Flashlamp Cleaning DCOM-77-OY
El Ranking:' M-5-2($2M;$3//l?)
Status
Predemonstratfon Plasma surface cleaning by glow discharges are commonly and effectively utilized for cleaning high bonding energy-contaminants from surfaces of metals prior to the operation of fusion devices. Efficacy: Technology Is expected to be effective for removing deposits from listed substrates, but whether the plasma can follow the irregular shapes involved in the packing materia) Is uncertain. Waste: Wastes would be sorbents and HEPA fitters from the collection system.
Science'Technology Needs Implementation Needs
Prademonstratlon Plasma etching processes are used in materia) processing . and microelectronic manufacturing.-' Efficacy: Extrapolating these plasma processes for vaporizing and recovering mercury deposits is considered feasible. The ability of the plasma to etch the inside of packing material needs to be demonstrated. • Waste: Wastes would be collected in sorbents and HEPA filters.
Demonstration Flashlamp systems are being used to remove organic contamination from metals, precious metals, and fragile substrates. Hanford-Westlnghouse Laboratory is conducting tests of xenon flashlamp systems for removing radiological . contamination from surfaces inside metal storage, vessels. Efficacy: Technology is likely to be effective for surface-mercury contamination. Waste: Wastes would be removed contaminants, some substrate material, and HEPA filtersand sorbent from the off-gas collection system.
Science: Data on cleaning rates for mercury and other contaminants and various substrates of interest are needed. Development: The capability of plasma generation and cleaning on complex internal surfaces of contaminated equipment with large surface areas needs to be established.
Science: Data on cleaning rates for contaminants and substrates of interest are needed. Development: The capability of plasma etching of the packing needs to be , established.
Development: Commercially available flashlamp systems need to be evaluated for mercury deposit removal. Also demonstration of removal of contaminants from inside packing surfaces needs to be demonstrated.
A collection system with appropriate sorbents and filters for the vaporized deposits would be needed to use this technology. An electric power supply would be needed. Devetopmsntcost: About $1M Capital cost: $0.5-1 M /machine" Operating cost: >$1/ff Available at Y-12.
A collection system with sorbents and appropriate filters for the vaporized deposits would be needed to use this technology. An electric power supply would be needed. Development cott: $1.3M Capital cost: -$1M Operating cost: S3ffi2
A collection system for the vaporized deposits would be needed to implement this technology. Development cost: ~$2 M Capital cost: $50-lOOKftnachlne Operating coat: ~3.00/fl'
Page 2-56

Decontc
EM Goals Y-t2 Problem Problem Areaa Constituents j Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
I A!pha4 Building (9201-4) Problem #8 Carbon Chunks Hg
Carbon Chunks LiOH
Carbon Chunks H 2 S0 4 , HNO3
EM Problems
Refer to the Regulatory Conpltance chapter for potential applicable, proposed, awl promulgated emvonmental laws, signed ami pending agreements for the Oak Ridge Reservation (OUR), radiation protection standards, DOE orders, and noriregulatory guidance. As site-and waste-specific characteristics are provided for
. .eachtechnotogy; specific regulatory requirements wiB be specified.
RerpovaJ of alt asbestos Insulation in Building 9201-4-Tanjet Date 9/30/97. (Milestone No. OR270t11)
Decontamination
1 Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Initiate the design of pilot mercury roaster for the 9201- -4 D&D project - Target DAte 10/01/95. (MilestoneNo... ORI!70124)
Complete the construction of the pilot mercury roaster for . the920f-4 D&D project -Tartiet Date 9/30/98;' (Miliistone No. OR270123)
. Initfette the design of mercury roaster for the 9201-4 D&D prcjuct-Target Date
. 10/01/97. {Milestone No. . ORZ70115)
Complete Design of mercury roaster • Target Date 930/99. (Milestone No. OR270116) '
Begin construction of mercury roaster for 9201-4 D7D project-Target Date. 4/01/2000: (Milestone No. ' OR270117)
Complete construction of mert«ryroasterfor9201-4 D&D pfoject - Target DAte-3/31(2002. (Milestone No. OR270118)
September 1994

lination
Alternatives Technologies Status Scienca'Technology Needs Implementation Needs
utk Decontamination lethods
Q - Incineration
DCON-2-OY
Ranking:' H-3-12 ($OM; $10/!b)
m Dry Heat (Thermal Desorption or Roasting) DCON-4-OY
Ranking:' H-4-2($0.5M;$12/lb)
m Chemical Leaching DCON-5-OY
Ranking:' M-1-1.5($0.5M; :$1//£)
M Catalytic Extraction Process DCON-6-OY
Ranking:' M-L-4($5M;S0.90/lb)
Accepted The Incineration of contaminated combustible materials Is common In the nuclear Industry. Waste: This will depend on the designs of the Incinerator and the ash content of the waste being fed.
None
Demonstration This Is a common Industrial process when the contaminated materials can be taken to the thermal desorption process, but has not been used for Hg-contaminaied materials. Efficacy: This process should work for contaminants which can be volatilized. Waste: This will Initially consist of volatilized contaminants along with hot air and other combustion products. The contaminants must normally. be removed by sorption and filtration before atmospheric release is allowed.
Predemo nitration Chemical leaching Is an accepted technique for some . applications but has not been used for Hg-contamlnated materials... Efficacy: Bench scats tests are needed to determine which chemical would be effective Waste: Waste would be original materials contaminated with chemical leachates plus chemical leachates containing removed contaminants or sludges, filter cakes, and Ion exchange resin from recycle system containing removed contaminants.
Predemonatratlon Has not been used to process material bearing Hg contamination. Efficacy: Effectiveness for separation of Hg is unknown. Waste: Slag containing contaminants plus contaminants in a scrubber solution and/or sorbents.
Development: Demonstration of the efficacy of the process and design and demonstration of an off-gas removal system. Engineering design data is needed.
Development: Bench scale tests are needed to determine which chemicals would be effective and what secondary waste treatment would be necessary to recycle chemicals.
Science: Find a suitable fluxing agent to remove Hg and asbestos from the melt. Development: Demonstrate the ability to remove Hg and asbestos.
Capital cost: $26M Operating cost: $1071b About 8-10 years wDI be required for writing an environmental impact statement, holding public hearings, and obtaining the necessary permits- TSCA permit RCRA permit, NESHAP permit, and Clean Air Act permit
Existing furnace designs can be used with a specific off-gas collection system for the contaminants removed. Development cost: $500K Capital eo*t:~$0.5M Operating cost: $8-12/lb
Extensive chemical processing system for chemical leaching with a waste treatment system for treatment or recycle of spent chemical leaching solution.. Development cost: Efficacy Demo: $350K Capital cost: S150K Operating cost: cSI/f1 2 or $5-$S0/lb
"Off the shelf induction or arc furnace. Development cost: $3-5 million Capital cost: -$16 million Operating cost: $1/!b
Page 2-57

DecontJ
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
' Prevent Future Insult
' Develop Environmental Stewardship
(—• Alpha 4 Building (9201.-4) Problem #8 Carbon Chunks Hg
Carbon Chunks LiOH
Carbon Chunks H 2 S0 4 , HN0 3
EM Problems
Refer to the Regofato/y Compfianca chapter for "~ potential applicable, proposed, and promulgated environmemaf laws, signed ami pending agreements for the Oak RkJge Reservation
" (OIW). radiation protection standards, DOE orders, and noiregutatory guidance. As sftte and waste-specfBs chiiractaristJcs a n provided for eauh. technology, specific regulatory requirements wffl be spodfied.' ;
Removal of all asbestos insulation in Buiking 9201-4-Taiget Date 9/30/97. PiestooeNo.OH270111)
Decontamination
• Facility Decontamination and Decommissioning (D&D)
' Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1934

mination
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Bulk Decontamination Methods — — Vacuum (Low Pressure with
Heat) DCON-7-OY
fjm Ranking:' UJU M-5-1($1M;$1.20/A^)
Demonstration-The use of vacuum with heat is welt known to improve the removal rate for many contaminants. Efficacy: Likely to improve the rata of removal of Hg and some contaminants, however, this must be balanced against its cost Waste: Sorbent containing removed contaminants and. other volatiles.
Development: The characteristics of the specific contaminants must be matched to the rate advantage of decontamination by volatilization under vacuum conditions for the specific heating applied. Improvement: In-situ conditions need more streamlined designs to apply the vacuum and heat combination efficiently.
Development coat: ~$1M Operating coat $2/lb Capital coat: $1M
Chemical Surface Cleaning Methods r Amalgamation
DCON-16-OY
Ranking:' H-5-1 ($0.5M;N)
M
Sulfide Conversion DCON-22-OY
Ranking:' M-3-1 ($O.SM;N)
Predemonstratlon Although amalgamation of mercury with metals of interest is well known, application to Y-12 problems areas, has not, been demonstrated. Copper and zinc are main metals of Interest for, amalgamation. Efficacy: Method transforms liquid Hg into a solid that is often easy to recover. Method must boused with a second method such as vacuuming. May actually be a s- -disadvantage In cases where Hg could be recovered for reuse. Waste: Resulting amalgam, which is urireactive. Is chief waste. Zri amalgam Is ~57wt% Hg. The Cu amalgam is <76wt%Hg. >
Evolving Technology. Must evaluate the kinetics of the room temperature reaction -. of sulfur with elemental Hg to .form Hg S, which fe nbtwater soluble and which Is often easier to collect than elemental Hg;-; • ' ' - ;-. ' Efficacy: Method applicable only to elemental Hg. Method must ba used with a second method, such as vacuuming. May actually be a disadvantage in cases where Hg could be recovered for reuse.., Waste: The chief waste is the recovered HgS which is about 84wt%Hg.
Hypochlorite Oxidation DCON-202-OY
Ranking:' Not Ranked
Accepted Core process is commercially available and practiced on an industrial scale. Integrated process needs to-be demonstrated. Efficacy: Dependant on solution flushing efficiency-Core process reduces Hg in water effluent to <2ppb. Waste: Cleanup debris, some salts, spent resin and carbon.
Technology Development Needs: Laboratory and bench scale assessment is needed to determine the suitability of this process to the Y-12 problems.
Science/Development: Both lab and bench scale experiments are required to determine the kinetics of the S and Hg reaction at room temperature and to evaluate the suitability of the method to the Y-12 Hg problems.
Core technology is ready to use.
The availability of a suitable facility to do development work Is assumed. Development coat: $500K
. (mainly personnel costs) Duration: 8'months Capital coat: $100K Operating cost: NA
The required lab and bench-scale experiments are. expected to be relatively simple. Existing equipment ami facilitlea will likely support these activities with slight modifications. Development cost: $500K (mainly personnel costs) Duration:- 8months Capital coat: S100K Operating cost: NA
Normal Implementation requirements and a fluid delivery and cleanup system needs to be Integrated with core technology
Page 2-58
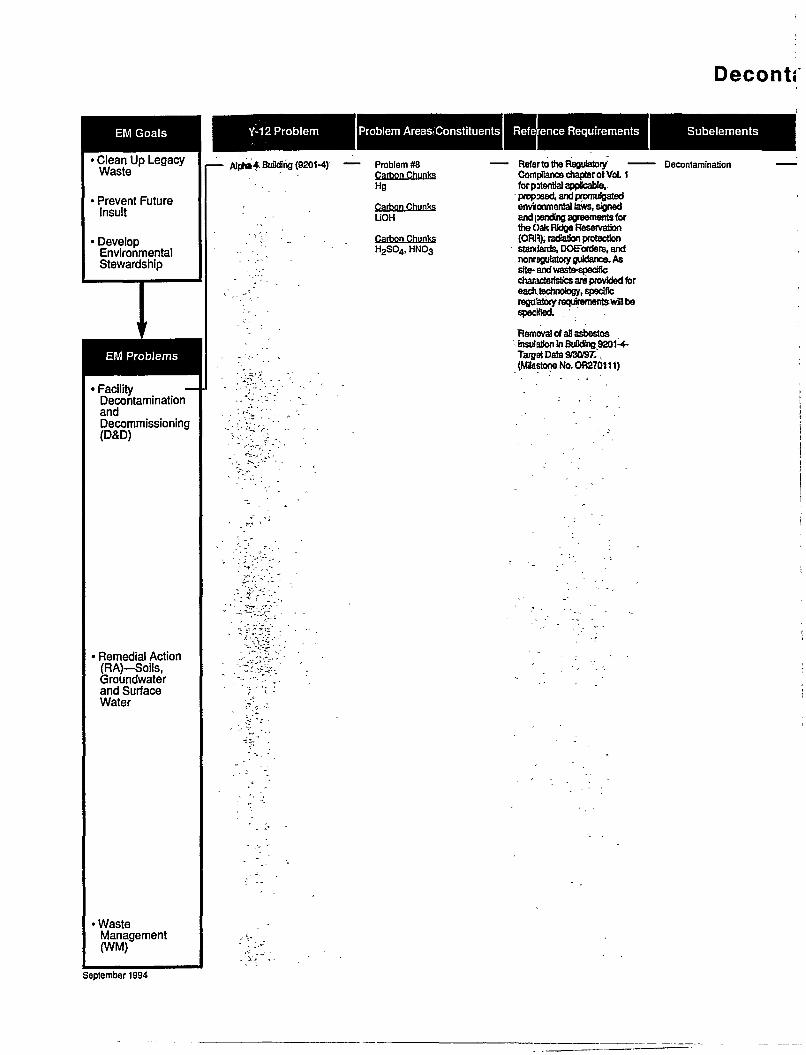
Deconti
EM Goals Y-12 Problem Problem Areas/Constituents! Reference Requirements Subelements
«Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
I Alpha* Buikfing (9201-4)
EM Problems
Problem #8 — Refer to the Regulatory — Carbon Chunks Compliance chapter of VoL 1 Hg for potential appScabte,
proposed, and promulgated Carbon Chunks environmental laws, signed LiOH and landing agreements for
the Oak Ridge Reservation Carbon Chunks (ORH), radiation protection H 2 S 0 4 , H N 0 3 - standards, DOE orders, and
nonrsgulatory guidance. As site-and waste-specifte characteristics are provided for each, technology, specific reguatory requirements will be specified. .
Removal of aO asbestos insulation in BuBdfng 9201-4-Target Data 9/30/97:, (Miastone No. OR270111)
Decontamination
' Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
September 1994

ination
Alternatives Technologies Status Science/ Technology Needs Implementation Needs
rfacs Cleaning Method Steam Cleaning DCON-55-OY
Ranking:' M-5-1 ($1.2M;$1-2//P)
Accepted The technique has proven useful, especially on complex shapes and large surfaces. Efficacy: Technology should be effective for Hg, but not for the more tightly bound contaminants. Waste: Waste will be 0.4 to 2.0 gpm wastewater containing removed contaminants.
Improvement: To minimize waste generation, a water treatment system is needed for decontamination of the wastewater so that the water can be reused. Remote operation will necessitate the adaptation of the steam and vacuum collection systems to robotic system control.
A water recycle system is needed to use this technology. Development cost: None Capttsl costs: $50-75K Operating cost: $2/ft2
Page 2-59

Dismal
The Dismantlement section is written to address the Y-1! concrete, structural steel, asbestos materials, major disman and the need for other "enabling technologies." Basic to thi( general, depend upon the type of contamination as long as i section will explain the relationship of the subject to the disn to follow a sequence similar to the current ongoing D&D effc;
There are some basic assumptions for dismantlement ir decontaminated as much as practical, (2) remaining, or ve; characterized before dismantlement is initiated, (3) the proc suitable for disposal as recyclable scrap or waste or for dispi materials will be desirable and/or required. S

lenient
lant problems specific to dismantlement: massive Tient (removal of equipment), disassembly of equipment, pproach is the assumption that dismantlement will not, in itainment and worker protection are provided. Each ltlement problem list. Dismantlement has been assumed ; elsewhere. jding: (1) equipment exteriors will have been jial, contamination will have been located and :ts of dismantlement will be sorted materials in forms ition to complete decontamination, and (4) recycle of

Dismai
EM Goals Y-12 Problems Problem Areas. Constituents Reference Requirements Subelements
> Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha* Building (9201-4) • Colex Facilities • Uranium Processing Facilities • Process Support Facilities •Electrical and Sectricai Switch Gear
• Development Laboratories • Machining Facffib'es
Massive Concrete with Hg, Pb, Cr, PCBs, and/or U
contamination
Refar to the Regulatory - — ' Compliance chapter of Vol 1 for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (CAR), radiation protection standards, DOE orders, and norreguiatory guidance. As site-and waste-specific-chaiacteristiesrare provided for each technology, specific regulatory requirements wBI be specified.
Dismantlement
EM Problems
> Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Ground Water and Surface Water
> Waste Management (WM)
September 1994
PTT^T iF

lement
Alternatives Technologies Science'Technology Needs Implementation Needs
Jutting • High-Pressure Abrasive Water Jjm Jet (Massive Concrete) I I I DISM-11-OY
Ranking:' H-4-2 ($250K;$700/yd3)
Diamond Wire Cutting m DISM-12-OY
Ranking:' H-4-1 ($.5M;$600/y<p)
Explosive Cutting DISM-13-OY
Ranking:' L-4-2 ($2M;$400/ycP)
^^ • Mechanical Saws HI DISM-14-OY
Ranking:' M-4-0 (NonB;$810/yrfi)
Damonstratlon DOE-sponsored development Not demonstrated at Y-12. Efficacy: High; useful In Mercury contaminated areas. Waste: Contaminated water slurry. Amount would be minimal.
Demonstration Not demonstrated at Y-12. Efficacy: High: industry expected standard. Waste: Contaminated water slurry. Amount would be minimal.
Demonstration Not demonstrated at Y-12. Efficacy: Low; not wait suited for these types of structures. Waste: Contaminated water slurry used to hold down dust possible.
Accepted Efficacy: Medium; industry-accepted standard. Waste: Saw blades, chains.coolant, ate.
Science development: None. Technology Improvement needs: Need to develop a high-efficiency fluid recovery system.
Science development: None Technology Improvement: Method of cutting large rebar must be developed. High-efficiency fluid recovery system must be developed
Science development: None Technology Improvements Needs: Crane system to remove large sections of concrete. Remote method of cutting rebar in large amounts of debris is needed.
Science development: None Technology Improvement: Vacuum system to handle the dust and/or mercury vaporization must be created. Remote-controlled manipulator to maneuver saw blade and large sections of concrete.
Unusual needs: Research operational techniques. Development cost: $2.5M Capital cost: $1M Operating cost: $1007hour
Unusual needs: Need vacuum system. Development cost: $.5M Capital cost: $1M Operating cost: $600/yd3
Unusual needs: Need to witness an actual site being demolished. Development cost: $2.0M Capital cost $0.75M Operating cost: {^OO/yd3
Unusual needs: Personnel training. Development cost: None. Capital cost: $350K/system Operating cost: $ 3 0 ^
Removal
EJ High-Pressure Abrasive Water Jet Scarification DISM-121-OY
Ranking:' M-4-2 ($2M;$400/yrP)
Demonstrated Efficacy: Medium; can remove portions of the concrete's surface. Waste: Contaminated water slurry.
Science development: None. Technology Improvement: Develop high-efficienc y recovery system.
Unusual needs: Automated manipulator. Development cost: $2M Capital cost: $1M Operating cost: $400/yd3
lemolition 1 Microwave Demolition DISM-15-OY w
EJ
Ranking:' M-4-5 ($5M;$460/ycP)
Demolition Compounds DISM-16-OY
Ranking:' M-4-1 ($2S0K;$4O0fycP)
Predemonstratlon In final stage of development Efficacy: Medium; will remove moderate amounts of material. Waste: No additional waste will be generated as a result of utilizing this technology.
Demonstration Not demonstrated at Y-12. Efficacy: Medium; can be used on lightly reinforced concrete only. Waste: No additional waste will be generated as a result of the use of this technology.
Science development: None Technology improvement: Final phase of development.
Science development: None Technology Improvement: Demonstration is required using a lightly reinforced building. Hole geometry needs to be determined.
Unusual needs: Need to develop track system. Development cost: $5M Capital cost: S2M Operating cost: $17/ft3
Unusual needs: Method of cutting rebar must be developed. Development cost: $250K Capital cost: $0.5M Operating cost: $400/yd3
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
Page 3-3

Dismal
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Aipha-4 Building (9201-4) • Colex Facilities • Uranium Processing Facilities • Process Support Facilities • Electrical and Electrical Switch Gear
• Development laboratories • Machining Facilities
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
- Waste Management (WM)
Massive Concrete with Hg, Pb:— Cr, PCBs, and/or u contamination
Walls with Hg,Pb,Cr, — PCBs, and/or U contamination
Refer to the Regulatory Compliance chapter ot Vol. 1 for potential applicable, proposed,, and promulgated environmental laws, signed and pending, agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonreguiatory guidance. As site-and waste-
. specific characteristics are provided for each technology, specific regulatory requirements will be specified.
Dismantlement
Refer to the Regulatory Compliance chapter ot Vol. 1 tor" potential appteabto, proposed, ancl promulgated environmental laws, signed and pending agrsements for the Oak Ridge Reuervalton (ORR), radiation protection standards, DOE' ordars, and nonreguiatory guidance. As sits- and waste-specific characteristics are prorided for each technology, specific regulatory requirements will be specified.
Dismantlement
Page 3-4

lement
Alternatives Technologies Science/Technology Needs Implementation Needs
Demolition
w — Conventional Demolition
DISM-17-OY
Ranking:' H-4-0 ($1M;$400/fts)
w
Cutting
Q
M
Demolition
E]
Grappler and Massive Shearing D1SM-18-OY
Ranking:' H-4-1 (NonetilOO/yd3)
High Pressure Abrasive Water | * | Jet (Walls)
DISM-19-OY
Ranking:' H-3-2 ($2S0KM$100/hr)
Diamond Wire Cutting DISM-20-OY
Ranking:' H-3-1 ($.5M;$600/ycP)
Mechanical Saws DISM-21-OY
Ranking:' M-3-0 (Nona;$30^)
Explosive Cutting DISM-22-OY
Ranking:' L-3-2 ($2M;$400/ytfi)
Demolition Compounds DISM-23-OY
Ranking:' M-3-1 ($250K;$40Oy<fl)
Demonstration Not demonstrated at Y-12. Efficacy: High; Industry-accepted standard. Waste: No additional waste will be generated as a result of utilizing this technology.
Demo nitrated Efficacy: High; can shear and maneuver most any material or component Cutting is Independent of geometry. Does not alloy contaminants to the process material. Waste: None: . Decontamination of manipulator and associated equipment '
Do mo Miration DOE-sponsqred development Not demonstrated at Y-12. Efficacy: High; useful in Mercury contaminated areas:. Waste: Contaminated water slurry. Amount woukf be minimal
Demonstration Not demonstrated at Y-12. Efficacy: High; Industry-expected standard. Watte: Contaminated water slurry. Amount would be miritrrial:, "-.<. •
Accepted ;,x ;
Efficacy: Meourh; industry-accepted standard.-Waste: Saw Wades, chalns,coc4ant,etc.
Demonstration. Not demonstrated at Y-12. Efficacy: Low; not practical for clay tUe watts*-, ". Waste: Contaminated water-slurry used to hold down dust Is
Demonstration Notdempnstratedat-Y-12. Efficacy: Medium; can be used on lightly reinforced concrete only/' ' ' - * Waste: No additional waste will be generated as a result of the use of this technology.
Science development: None Technology Improvement: Vacuum system to handle dust must be created. Crusher to downsize concrete sections must be developed.
None
Science development: None Technology Improvement: Need to develop a high-efficiency fluid recovery system. Need to address contaminated cracks in concrete.
Science development: None Technology Improvement: Method of cutting large rebar must be developed, high-efficiency fluid recovery system must be developed
Science development: None Technology Improvement: Vacuum system to handle the dust and/or mercury vaporization must be created. Remote-controlled manipulator to maneuver saw blade and large sections of concrete.
Science development: None Technology Improvement: Remote method of cutting rebar in large amounts of debris
Science development: None Technology Improvement: Demonstration is required using a lightly reinforced building. Hole geometry needs to be determined.
Unusual needs: None. Development cost: $1M Capital cost: $0.5M Operating cost: 5400/ft2
Unusual Needs: N/A. Development cost: NA. Capital cost: $4O0K/system Operating cost: $1007yd3
Unusual needs: Research operational techniques. Development cos t: $.25M Capital cost: $1M Operating coat: $100/hr
Unusual needs: Need vacuum system. Development cost: $.5M Capital cost: $1M Operating cost: Seoo/yd3
Unusual needa:Personnel training Development cost: None Capital cost: $350K/system Operating cost: S30/H3
Unusual needs:To witness a site being demolished. Development cost: $2.0M Capital cost: S0.75M Operating cost: $400/yd3
Unusual needs: Method of cutting rebar must be developed. Development cost: $2.0M Capital cost: $0.5M Operating cost: $400/yd3
' See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
September 1994

Dismar
EM Goals Y-12 Problems Problem Areas Constituents I Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
AIpha-4 Building (9201-4) •Colex Facilities -• Uranium Processing Facilities • Process; Support Facilities • Electrical and Electrical -Switch Gear.
• Development laboratories •Machining.Facilities-, .
EM Problems
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Ground Water and Surface Water
1 Waste Management (WM)
Walls with Hg, Pb, Cr, PCBs, and/or U contamination
Hg, PCBs, U on Structural Steel
Ref=r to the Regulatory Conusance chapter of Vol 1 for
. potimtial appScabfe, proposed, and promulgated environmental law, signed and pending agniements for the Oak Ridge -Reservation (OHR), radiation protection standards, DOE ordors, and nomeguiatory guidance; As site-and waste-speiaflc characteristics are ormfcled for ea<ft technology, . specific regulatory requirements wail». specified-
Dismantlement
Refarto the Regulatory Compliance chapter of Vol. 1 for potential appScabfe, proposed, and promulgated environment laws, signed and pending agreements for the Oak Ridge Rese*vatSbn (ORR), radatSon protection standards, DOE ' ordeis, and nonregulatory gukfcmce. As site-and waste-spec fie characteristics are provided {breach t8chnotogy»
, specftareguiaSwy requtrernents wWbBspecifiecl-..:
Dismantlement
September 1994

ement
Alternatives Technologies Status Science Technology Needs Implementation Needs
moGtibn " T —
w
Conventional Demolition DISM-24-OY
Ranking:' H-3-0 ($1M;$400/ft2)
Grappler and Massive Shearing DISM-25-OY
Ranking:'
H-3-1 (None/sroaycf3;
Microwave Demolition DISM-26-OY
Ranking:' M-3-6 (SSM;$17/ffi)
Demonstration Not demonstrated atY-12. Efficacy: High; industry-accepted standard. Waste: No additional waste wilt be generated as a result of utilfzing this technology.
Accepted Efficacy: High; can shear and maneuver most any material or component Cutting is independent of geometry. Does not alloy contaminants to the-; process material. Waste: None. Decorjtaminatlort of. manipulator and associated equipments
Predsmonstratlon ' In final stage of development Efficacy: Medium; wilt remove moderate amounts of materia!. Wa*te: No additional waste wiil be generated as a result of utilizino, this technology. : ; .
Science development: None Technology improvement: Vacuum system to handle dust must be created. Crusher to down-size clay tile sections must be developed.
None
Science development: None Technology improvement: Final phase of development.
Unusual needs: None< Development cost: $1M Capital cost: $ 0 5 M Operating cost: SWO/fr 3
Unusual needs: None. Development cost: None. Capital cosh $40QKfeystem Operating cost: SlOO/yd 3
Unusual needs: Need to develop track system: Development cost: $5M Capital cost: $2M Operating cosU$17/ft?
King Laser Cutting (Structural Steel) DISM-27-OY
Ranking:' L-2-4 ($2.5M;$900/cut)
_ High-Pressure Abrasive Water
H jet DISM-28-OY
Ranking:' H-2-2 ($.25M$100Jhr)
Plasma Arc Cutting DISM-29-OY
Ranking:' L-2-4 ($.25M;$600/cut)
Oxyacetylene Cutting DISM-30-OY
Ranking:' L-2-0 ($0,-$150/cut)
Predemonstrstion . Efficacy: Low, can cut any known material.-Contamination win be alloyed to the process material. Waste: None; no waste generated by the process. Equipment will b e . decontaminated after use.
Demonstration Efflcacy:'High;cancut"any ~ known[material,steelirpto" -" 9-in. thick. Does not aHoy contaminants to the process -materiaC-'-. * - < ," Waste: 2tt)/mtndfgametis used; 1.5'gal/rninof Oqtiid waste Is generatecLThe water . can be recycled, therefore,, reducing waste. :
Decontamination of manipulator.
Demonstration Efficacy: Low; can cut only conductive materials. , Alloys contaminants to the . process material. . * [. Waste: Water at 1/2 gaVhr is used to cool the nozzle. • Particulate generation occurs at 4 -6 Ib/hr. Decontamination of manipulator?-
Aecepted Efficacy: Low; cuts mostly ferrous metala." Alloys contaminants to the process material: Waste: None. Decontamination of manipulator.
Science development: The appropriate power level for the laser. A fiber-optic delivery system
Science Development Recyclable abrasives A recovery system for the abrasives and water Technology Improvement: Longer lasting nozzles, hoses, and intensifier pumps.
None
None
Unusual needs: Personnel training Development cost: $2M-$2.5M Capital coat: $1.5M/system Operating coat: $900/cut of 6 inch in diameter steel pipe.
Unusual needs: Personnel training.. Development cost: $250K Capital cost: $70QK/system Operating cost: $1007hour of cutting.'
Normal Implementation needs. Development cost: S250K Capital cost: $50K/system Operating cost: $600/cut
Normal Implementation needs. Development cost: None Capital cost: $2000/system Operating cost: $1S0/cut
* See the Explanation and Understanding Key in the front ot this document for a description of the ranking code/scheme.
Page 3-5

Dismal
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
> Clean Up Legacy Waste
«Prevent Future Insult
' Develop Environmental Stewardship
Alphas Buifcfing (9201-4) • Colex Facilities • Uranium Processing Facilities • Process Support Facilities •Electrical and Electrical- .
SwitchGear --• Development laboratories • Machining Facilities.
Structural Steel with Hg, PCB» and/or U contamination
Refer to the Regulatory: Co.-npSance chapter of Vol 1 for potential appfcabfe, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge
. Reservation (ORR), radration protection standards, DOE orders, and nonregulatory gi i dance. As site-and wasta-sp(icHic characteristics are provided for each technology, spociSc regulator/ requirements will be specified.
Dismantlement
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
u
Page 3-6

tlement
Alternatives Technologies Status Science'Technology Needs Implementation Needs
Cutting
M
Thermite Lance DISM-31-OY
Ranking:' L-2-3 ($75K;$150/cut)
Plasma Arc Saw DISM-32-OY
Ranking: L-2-2 ($1.5M;$1100/CUt)
Thermal Arc Water Jet D1SM-33-OY
Ranking:' L-2-2 ($1.5M;$1000/cut)
Explosive Cutting DISM-34-OY
Ranking:' M-2-3 ($.2M;$10K/cut)
— Liquified Cryogenic Gas Cutting t n DISM-35-OY
III Ranking:' H-2-4 ($10M;$2000/cut)
prodemonatrated Efficacy: Low; can cut steel In normal surroundings or under water. Waste: None. Decontamination of manipulator.
Demonstration Efficacy: Low; can cut any: type of steel. Can.cut
' geometrically complicated, components. Alloys contaminants to the process 'material. Watts: Dust and aerosol from the process; the saw blade. Decontamination of manipulator.
Demonstration Efficacy: Low; can cut any type of steel. Can cut geometrically complicated '
•. components. Alloys..-.contaminantstotheprocess. ,
materia!. . Waste: Dust and aerosol from -the process and the water used to wash the material from the kerf. Decontamination of manipulator.
Demonstrated Efficacy: Medium; can cut any; known material In normal surroundings or under water.. • Used'whera other mechanical. cutting methods are-impractical. Waste: None.
- Decantamtnatlartaf: manipulator.'
: Evolving Technology Efficacy: High; can cut any known material. Does not alloy contaminants to the process- .
" material. Effective on. -hazardous materials having a low-vaporization temperature; Waste: None. ' Decontamination of manipulator.
Science development: A method to contain the contamination
Science development: Computer-aided process. Technology Improvement: A remote-controlled manipulator. Different sizes of saw blades that are interchangeable
Science development: Computer-aided process. Technology Improvement: A remote-controlled manipulator.
Science development: A method of buttering the shock wave and its noise. A method to contain the contamination that explodes of the material.
Science development: Cryogenic liquid cutting. Technology improvement: A remote-controlled manipulator. Long lasting nozzles and hoses.
Personnel training. Development cost: $75K Capital cost: $100Q/system Operating cosk$150/cut
Personnel training. Development cost: $1M-$1.5M Capital cost:. $1.2M-1.4M/system Operating cost: $1100/cut
Personnel training. Development Cost $1M-$t5M' Capita! cost: $1M-$1.2M/system Operating cost: $1000/cut
Personnel training. Development cost: $20QK Capital cost: $175Kfeystem Operating cost: $10,000/cut
Personnel training. Development cost: $10M Capital cost: $3.5M/system Operating cost: $2000/cut
Demolition Conventional Disassembly DISM-36-OY
Ranking:' E-2-1 ($.2M;$300/cut)
Accepted. Efficacy: Essential; can cut or dismantle any material or' component Cutting Is independent of geometry. Does not alloy contaminants to the process material..' Waste.: Airborne contaminants. Decontamination of manipulator and associated equipment
Science development: The capability to capture the contaminants exiting the kerf.
Unusual needs: Personnel training.. Development cost: $200K. Capital cost; $100K/system. Operating cost: $1Q/boit and $300/cut
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
September 1994

Dismar
EM Goals Y-12 Problems Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha-4 Building (9201-4) • Colex Facilities • Uranium Processing Faculties • Process Support Facilities • Electrical and Electrical SwitehGear
• Development laboratories., • Machining Facilities. .
Structural Steel with Hg, PCBs, and/or U contamination
Asbestos with Hg, PCBs, and/or U contamination
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Ground Water and Surface Water
• Waste Management (WM)
Refer to the Regulatory Compliance chapter of Vol 1 for potential applicable, proposed, and promulgated environmental > laws, signed and pending agreements for the Oak Ridge Reservation (OHR), radaSon ' protection standards, DOS ordcars, and nonregutatary guidance. As site- & waster specific characteristics are provided for each technology, specific regulatory requirements wfli be specified.
' Refartothe Regulatory — *Corjipfiajx»cnapterofVbl.1 for potential applicable, proposed, and promulgated environmental iawii, signed and pending agroementsforthe Oak Ridge Reservation (ORR), radiation protection standards, DOE ord(irs,andnonreguiatory guieance, As site- and waste- -specific characteristics are. prmided for each technology, specific regulatory requirements win be specified: •
Dismantlement
Dismantlement
September 1994

lement
Alternatives Technologies Status Science'Technology Needs Implementation Needs
Demolition ' Grapple and Massive Shearing DISM-37-OY
Ranking:' E-2-1 ($.2M;$150/ait)
Accepted Efficacy: Essential; can shear and maneuver most any material or component Cutting is independent of geometry. Does not alloy contaminants to the process material Waste: None; Decontamination of manipulator and associated equipment
None Normal Implementation needs. Development cost: None. Capful cost: $400K/system Operating cost: $150/cut
Removal
m
Conventional Removal DISM-38-OY
Ranking:' L-3-0 (SO&OO/ft2)
Conventional/Automated Removal with Vacuum System DISM-39-OY
Ranking:' M-3-1 l$.2M;$60/tt2)
— C 0 2 Blasting p i DISM-40-OY
Ranking:' H-3-4($3.5M;$20/ft2)
El Sodium Bicarbonate Blasting DISM-41-OY
Ranking:' M-3-3 ($.3M;$iO(Vhr)
m Ice Blasting DISM-42-OY
Ranking:' H-3-1 ($.1M;$W0Air)
Accepted Efficacy: Low; labor intensive Waste: Protective clothing and plastic bags. Large volume.
None required
Accepted Efficacy: medium; industry accepteoV 'Waster Plastic bags and • protective clothing. Amounts would decrease by 70% over conventional method.
Demonstration Not demonstrated atY-12
. Efficacy: High; industry
Waste: Plastic bags. Amount would be minimal compared to conventional method.
Demonstration ' . Efficacy: Medium; will remove asbestos from a surface and not damage the surface of the. materia); Production rate Is Z. rfrmiri. . Waste: 100 lbs/hour of sodium bicarbonate and 0.5 gpm of water
Demonstration Efficacy: High; will remove asbestos from a surface and minimize the airborne contaminants. Waste: 0.5 gpm of water.,
None required
Technology Improvements: Pipe hangers close to walls. Pipes close to walls.
Science development: Recyclable blast media. A recovery system for the abrasives arid water. Technology Improvement: Longer lasting nozzles, hoses and pumps.
Science development: A recovery system for the ice. Technology Improvement: Longer lasting nozzles, hoses and pumps.
Unusual needs: None required. Development cost: None required. Capital cost: None required Operating, cost: $20.00 ft 2
Unusual needs: None required. Development cost: $200K Capital cost: S100K Operating cost: $2.00 ft 2
Unusual needs: Determine robotics available. Development cost: $3.5M Capital cost: $1.2M Operating coat: $.20 ft2
Unusual needs: Personnel training. Implementation of a remote-controlled manipulator. Development cost: $300K Capital cost: $200K/system Operating coot:$ 100/hour
Personnel training Implementation of a remote-controlled manipulator Development cost: $100K Capital cost: $25Kfeystem Operating cost:$ 100/hour
* See the Explanation and Understanding Key in the Iron! ot this document for a description at the ranking code/scheme.
Page 3-7

\
Dismai
EM Goals Y-12 Problem Problem Areas. Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
Prevent Future Insult
Develop Environmental Stewardship
Alpha-4 Building (9201-4) • Colsx Facilities • Uranium Processing Facilities • Process Support Facilities • Electrical and Electrical Switch Gear
• Development laboratories • Machining Facilities
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Asbestos with Hg, PCBs, and/or U contamination
Equipment Removal —
Refer to the Regulatory CompSance chapter ot VoL 1 for potential appBcacto, proposed, ami promulgated environmental lacs, signed and pending agreements for the Oak Ridge . Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory ' guidance. As site-and waste-spodfic characteristics are -pre vided for each technology,, spocific regulatory requirements wffl be specified.
Dismantlement
Refer to the Regulatory. . -_ Comp&ance chapter of Vol. 1 tor potsntiat appBcable, proposed, and promulgated envt'ronmerrtal laws, sJcrned and pendng * agreemerrts for the Oak Ridge : Reservation(OHR),rac3ation . -prelection standards, DOE : orders, and nonreguiatory -*•' guidance. As site-, and waste-specific characteristics are provided for each" technology,' -specific regulatory requirements wOlbesoecifiecU . '
Dismantlement/Removal
Page 3-8

lement
Alternatives Technologies Status Science-Technology Needs Implementation Needs
Jutting • - High-Pressure Water Jet m DISM-43-OY
111 Ranking:' H-3-3($.3M;$110/hr)
EJ Laser Cutting DISM-44-OY
Ranking:' M-3-6 ($3.5M;$900/cut)
- High-Pressure Abrasive Water
H Jet DISM-4S-OY
Ranking:' H-3-3 ($3.5M;$1.25M?)
i— Liquified Cryogenic Gas
I2J Cutting DISM-46-OY
Ranking:' M-3-10 (SWM&O/ft3)
Demonstration Efficacy: High; win remove asbestos from a surface and minimize the airborne contaminants. Want*: 1.0 gprn of water.
Predemonstratlon Efficacy: Medium; potentiaUy useful in cutting other hazardous materials such as FCBs,s volatile organic compounds, etc;._ Waste: disposal bass. Waste would be minimal
Demonstration. Not demonstrated at:Y-12 Efffcacy: High; industry accepted Wattta: Contaminated water slurry. Could be substantial without recovery system.
- EvohrinflTechnoIogy Efficacy: Medium; Waste: Large volumes of gas.
Science development: A recovery system for the water. Technology Improvement: Longer lasting nozzles, hoses and pumps/
Technology Improvement: Confirmation of negligible dispersion Confirmation of cut cauterization.
Technology Improvement: High-efficiency water recover/ and recycle system must be developed. Improvement of wear on nozzles, hoses, and pumps when abrasive are used.
Science development: Significant development and demonstration required.
Personnel training. Implementation of a remote-controlled manipulator. Development coat: $300K Capital coat: $350K/system Operating costs 110/hour
Unuaual needs: Determine beam containment, laser safety, and optics protection from flaming. Development cost: $3.5M Capital coat: S1.5M Operating cost: $90Q/cut
Unusual needs: Determine robotics technology available. Development cost: S3.5M Capital coat: SUM. Operating cost: $1.25 sq/ft
Unusual needs: Means of collecting and treatment of gase generated. Development coat: $1OM Capita) cost: None Operating coat: Seo/ft3
Cutting — T — High-Pressure Abrasive Water
H Jet DISM-47-OY
Ranking:' H-5-4($2.5M$40M3)
E] Oxyacetylene Cutting DISM-48-OY
Ranking:' M-5-3 CJ.SM/SSfl3;
— Diamond Wire Cutting r r , DISM-49-OY
Ranking:' M-3-1 (S.SMiSmn3)
Q Mechanical Saws DISM-50-OY
Ranking:' H-5-1 ($.25M$20/fP)
Demonstration Not demonstrated at Y-12. Efficacy.* High; industry accepted. Waste: Contaminated, water slurry. Could be substantial without recovery system.
Accepted Efficacy: MerJiumr commonly used In normal environments, could be easily adapted to. remote operations, limited materia) cutting capability. Waste: Metals allayed with radiative contaminates possible.
Accepted. Efficacy: Medium; proven method in general Industry. Could be adapted to remote operations. Waste: Water is required to wash away sines from cut
Accepted Efficacy: High; commonly used in normal environments, could be easily adapted to remote operations, slow process. Waste: None
Technology Improvement: Development of flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Technology Improvement: Development of flexible shroud/enclosure for ventilation of the immediate wort? zone. Science development: None.
Technology Improvement: None Science development: None
Technology Improvement: Development of flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Unusual needs: Determine robotics technology available. Development cost: S2.5M Capital cost: $t.1M Operating cost: $40 sq/ft3
Incorporate remote operations capability. Development cost: $500K Capital cost: $10K not including, remote manipulation provisions Operating cost: SS/ft3 of waste generated
Incorporate remote operations capability; Development cost: $500K. Capital cost: 10K not Including remote op. equip. Operating coat: $40/ft3.
Incorporate remote operations capability. Development cost: S250K. Capital cost: $f OK not Including remote manipulation provisions. Operating cost: SZO/ft3 of waste generated.
* See the Explanation and Understanding Key in the front ol this document lor a description of the ranking code/scheme.
September 1994

Dlsmar
EM Goals Y-12 Problems Problem Areas Constituents! Reference Requirements Subelements
- Clean Up Legacy Waste
• Prevent Future Insult
»Develop Environmental Stewardship
Alpha-4 Building (9201-4) • Colex FacOitias
; • Uranium Processing • Process Support FacKSa • Electrical and Electrical" Switch Gear'
' • Development laboratafe*' • Machining Facilities .';-
Equipment .Refer to the Regulatory Compliance chapter of Vol.1 for potential appiteabte, proposed, and promulgated environmental laws, signed, ancl pending agreements for the Oak Ridge Reservation (Of 1R), radiation protection standards, DOE orders, and
" nor regulatory guidance. As Eita-andwastfrspedftc characteristics are provided for each technology, spacifte regrjlatoty requirements will be specified; "
Dismantlement/Removal
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Ground Water and Surface Water
• Waste Management (WM)
September 1994

Alternatives Technologies Status Science/Technology Needs Implementation Needs
Advanced Automatic Fixtures, BUG-O, etc. DISM-51-OY
Ranking:' H-S-4 ($2M$30/tP)
Accepted Efficacy: High; commonly used in normal environments, readily adaptable to remote operations. Waste: None
Technology Improvement: None Science development: Nona
Incorporate remote operations capability. Development cost: $1-2M. Capital cost: $200K not including remote manipulation provisions. Operfng coat: $30ltr of waste
Split-Frame Cutoff Machine DISM-52-OY
Ranking:' H-S-3 ($1.5M;$100/cut)
Demonstration Efficacy: High; commonly used In normal environments, readily adaptable to remote operations. Waste: None
Technology Improvement: None Science development: None
Incorporate remote operations capability. Development cost: $1.5M. Capital cost: $200K not Including remote manipulation provisions. Operating coat: $100/cut
Laser Cutting DISM-53-OY
Ranking:' L-5-6 ($4M;$S0/ffi)
Predemonstratlon Efficacy: Low; commonly used In normal environments, probably expensive to adapt to remotftoperatioris. - \ Watte: Metals alloyed with contaminates possible.
Technology Improvement: Development of a flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Incorporate remote operations capability. Development cost: $3M-$5M. Capital coat: $200K not including remote manipulation provisions. Operating cost: SSO/ft3 of waste generated.
Plasma Arc Cutting DISM-54-OY
Ranking:' M-S-6 ($2.5M;$5tVffi)
Demonstration Efficacy: Medium; commonly used in normal environments, readily adaptable to remote. operations. Cutting complex geometries Is difficult. Limited material cutting capability,- . - - ' " . Waste: Metals alloyed with contaminants possible.
Technology Improvement: Development of a flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Incorporate remote operations capability. Development cost: $2M-S3.5M. Capital cost: $200K not Including remote manipulation provisions.. Operating cost: SSCWr3 ot waste generated.
Advanced Laser Cutting DISM-55-OY
Ranking:' L-5-8 ($2.5M;$50/ft?)
Pradamonstrstlon Efficacy: Low; under- -development for use in normal environments, probably expensive to adapt to remote operations: . Waste: Metals alloyed with contaminants possible.
Technology Improvement: Scaling laser system to required levels. Development of a flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Incorporate remote operations capability. Development cost: $2-3M Capital cost: $250K not including, remote manipulation provisions Operating cost: SSO/ft3 of waste generated.
Explosive Cutting DISM-56-OY
Ranking:' L-S-2($1.5M;$8rffcut
Demonstration Efficacy: Low; difficult to contain, not recommended for contaminated material. Waste: None
Technology improvement: A means of buffering the associated shock wave.
Incorporate remote operations capability. Development coat: $1.5M Capital cost: <$1 QOK not including, remote manipulation provisions. Operating coat: $8K/cut
* See the Explanation and Understanding Key in the front ot this document for a description of the ranh'ng code/scheme.
Page 3-9

Dismal
EM Goals Y-12 Problem Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
AJpha-4 Building (9201-4) • Colex Facilities . • Uranium Processing Facilities • Process Support Facilities • Electrical and Electrical Switch Gear
• Development laboratories • Machining Facilities
Equipment Refar to the Regulatory . Compliance chapter of VoL1 for potential applicable, proposed, and promulgated environmental laws, signed and pending agfise merits for the Oak Ridge. Reservation (ORB), radiation prelection standardsv DOE ordijrs, and nonregulatory guklance. As site- and waste-specific characteristics are provided tor each technology, specific regulatory requirements will be specified.
Dismantlement/Removal
EM Problems
• Facility Decontamination and Decommissioning (D&D)
< Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Page 3-10
- ^ J I \V»:J?'.\ : •. 'UW>'£-'-.- ~3, - T " ^

Mement
Alternatives Technologies Status Science/Technology Needs Implementation Needs
Cutting — Plasma Arc Saw • DISM-57-OY
Ranking:' L-S-6 ('$3.5M,$5rjWr3,J
Thermal Arc Water Jet Cutting OISM-58-OY
Ranking:' L-5-4 ($Z5M$40/fP)
Thermite Lance Cutting DISM-59-OY
Ranking:' L-5-2 ($0.5M;$10Ap)
Liquefied Cryogenic Gas | J ] Cutting
DISM-60-OY
Ranking:' H-5-10 (teSMtieOM3)
- High-Pressure Water Jet fflflj D1SM-61-OY
Ranking:' M-5-4 ($1.5M$30/fP)
Conventional
Automated Conventional
— — Conventional Disassembly m DISM-62-OY
Ranking:' H-5-3 ($0.75M;$Wtt3)
——— Grapple and Massive m Shearing U i l DISM-63-OY
Ranking:' M-S-i ($1.5M;$30rffi)
Demonstration Efficacy: Low; commonly used In normal environments, reaoTIy adaptable to remote operations. Waste: Metals alloyed with contaminants possible.
Demonstration Efficacy: Low; primarily an under water tool; may be " difficult to adapt for out-of-water operation. Waste: Metals alloyed with contaminants possible
Predemonstratton Efficacy: Low; Messy operation, may cause alloying of contaminants with metals, gross cutting tool.. -Waste: Metals alloyed with ' radioactive contaminants^
Evolving Technology Efficacy: High; currently not ready for use. Waste: None
Accepted. Efficacy: Medium; Commonly. used in norma) environments, effective oh thirvgauge metals, readily adaptable to remote operations. '
Accepted Efficacy: High; proven • methods for remote environments, slow -Waste: None
Demonstration Efficacy: Medium; commonly used In normal environments, readily adaptable to remote operations Waste: None
Technology Improvement: Saw design for material thicknesses >100mm will require development. Development of a flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Technology Improvement: None Science development: None
Technology Improvement: Development of a flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Technology improvement: Significant development effort required. Science development: None
Technology Improvement: Development of a flexible shroud/enclosure for ventilation of the immediate work zone. Science development: None
Technology improvement: None Science development: None
Technology Improvement: None Science development: None
Incorporate remote operations capability. Development cost: $3-4M Capital cost: $250K not Including remote manipulation provisions. Operating cost: $50/fP of waste generated.
Incorporate remote operations capability. Development cost: $2-3M Capital cost: $1M not including remote manipulation provisions. Operating cost: SW/ft3 of waste generated.
Incorporate remote operations capability. Development cost: $500K Capital cost: $10K not Including remote manipulation provisions. Operating cost: SlO/ft3 of waste generated.
Incorporate remote operations capability. Development cost: $2-3M Capital cost; - $10M not including remote manipulation provisions. Operating cost: $60/ft3 of waste generated.
Incorporate remote operations capability. Development coat: $1.5M Capital cost: $200K not Including remote manipulation provisions. Operating cost: $30fft?
Incorporate remote operations capability. Development cost: $05Mr$1M. Capital cost: $250 not including remote manipulation provisions. Operating cost: $40/ft3 of waste generated.
Incorporate remote operations capability. Development coat: $1-2M. Capital cost: $250K not Including remote manipulation provisions. Operating coat: SSO/ft3 of waste generated.
* See the Explanation and Understanding Key in the front ot this document for a description of the ranking code/scheme.
September 1994

Dismai
EM Goals Y-12 Problems Problem Areas/Constituentsj Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha-4 Building (9201-4) • Colex Facilities • Uranium Processing Facilities • Process Support Facilities • Electrical and Electrical SwftchGear
• Development laboratories • Machining Facilities
Equipment Ratar to the Regulatory Compliance chapter of Vol 1 for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (Of iR), radatJon protection standards, DOE orders, and nocregulatory guidance. As site-and waste-specific characteristics ara provided for each technology, specific regulatory requirements wH be specified.
Dismantlement/Dissasembly
EM Problems
' Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Ground Water and Surface Water
• Waste Management (WM)
September 1994

ement
Alternatives Technologies Status Science/Technology Needs Implementation Needs
. - High-Pressure Abrasive Water
H Jet DISM-64-OY
Ranking:' H-4-4 ($2M;$40/ffi)
— Diamond Wire Cutting DISM-65-OY w Ranking:' M-4-2 ($2M;$40/fP)
Oxyacetylene Cutting DISM-66-OY
Ranking:' L-4-1 ($.5M;$5tf?)
^ ^ " Mechanical Saws H I DISM-67-OY
Ranking:' H-4-1 ($.25M;$20/ffi)
Advanced Automatic Fixtures H I DISM-68-OY
Ranking:' H-4-4 ($2M;$30/ft3)
^ ^ " Split Frame Cutoff Machine n j DISM-69-OY
Ranking:' H-4-4 ($1M;$100/cut)
Demonstration Sits specific demo needed wfth remote manipulation and. water/fines recovery system. Efficacy: High; industry accepted Waste: Contaminated water shiny recovery system.
Demonstration Site specific demo needed with remote manipulation and water/fines recovery system. Efficacy: medium; Potential In most areas Waste: Water recycled; fines decontaminated or handled as low level waste.
Accepted Industry proven. Efficacy: Low, commonly used In normal environments, could be easily adapted to remote operations, timited material cutting capability and used on norwnercury contaminated material;" Waste: Metals alloyed with contaminants possible Accepted Industry proven. Efficacy: High; commonly used In normal environments, could be easily adapted to remote operations, stow process'. Waste: Fines decontaminated or handled as low level waste.
Accepted-Industry proven. Efficacy: High; commonly used in normal environments, readily adaptable to remote operations Waste: None
Demonstration Site specific demo needed with remote manipulation.-. Efficacy: High; commonly used in normal environments, readily adaptable to remote operations Waste: None
Technology Improvement: High-efficiency water recovery and recycle system with Hobil containment system for site specific must be developed. Improvement of wear on nozzles, hoses, and pumps when abrasive are used
high-efficiency water cleaning/recycling system developed. Method of decontamination fines.
Technology Improvement: Remote manipulators Science development: None
Technology Improvement: Remote manipulators Science development: None
Technology Improvement: Remote manipulators Science development: None
Technology Improvement: Remote manipulators Science development: None
Unusual needs: Determine robotics technology available. Development cost: $2M. Capital cost: $1.1M. , Operating cost: $40/nr of waste generated.
Unusual needs: Remote manipulators. Development cost: $2M. Capital cost- 50K not Including remote manipulators. Operating cost: $40/ft3 of waste generated.
Incorporate remote operations capability. Development cost $500 K. Capital cost: $10K not Including remote manipulation provisions. Operating cost: $5/fr? of waste generated.
Incorporate remote operations capability. Development cost: S250K. Capital cost: $10K not Including remote manipulation provisions. Operating cost: $20lti? of waste generated.
Incorporate remote operations capability. Development cost: $1-2M Capital cost: $200K not including, remote manipulation provisions. Operating cost: SSO/ft3 of wastagenerated.
Incorporate remote operations capability. Development cost: $1M Capital cost: $200K not Including, remote manipulation provisions Operating cost: $100/cut
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
Page 3-11

Dismar
EM Goals Y-12 Problem Problem Areas-Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha-4 Building (9201-4) • Colex Facilities , • Uranium Processing Facilities • Process Support Facilities • Satirical and Electrical Switch Gear
• Development laboratories •Machining Facilities. •
Equipment Refer to the Regulatory Con-pHance chapter of Vol 1 for potential app&cabie, proposed, and promulgated environmental taws, signed and pending agreements for the Oak Ridge Reservation (ORR), raoTatton promotion standards, DOE orders, and nonregulatory guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements will l » specified.
Dismantlement/Disassembly
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
> Waste Management (WM)
Page 3-12

Element
Alternatives Technologies
Cutting I - Laser Cutting DISM-70-OY M
m
w
Ranking:' M-4-6 ($5M;$50/fP)
Plasma Arc Cutting DISM-71-OY
Ranking:' L-4-6 ($3M$S0/ft3)
Advanced Laser Cutting DISM-72-OY
Ranking:' L-4-8 ($3M;$50/ffi)
Plasma Arc Saw DISM-73-OY
Ranking:' M-4-6 (S4M;SS0/ft3)
Thermal Arc Water Jet DISM-74-OY
Ranking:' L-4-5 ($3M;$40/fP)
Thermite Lance Cutting DISM-75-OY
Ranking:' M-4-2 ($.5M;$10Afl)
High-Pressure Water Jet DISM-76-OY
Ranking:' L-4-4 ($4M;$40/ffl)
Status
Predemonstntlon Technology under laboratory tests. Efficacy: MeoTum; commonly used In normal.environments, probably expensive to adapt to remote operattons,.can1 be used on mercury contaminated material. Waste: Metals alloyed with contaminants possible. Demonstration Site specific demo needed with remote manipulation. Efficacy: Low; commonly used In normal environments, readily 'adaptable to remote operations cant be used on mercury contaminated material. Waste: Metals alloyed with
Science'Technology Needs Implementation Needs
Predemonttratfon* Technology under laboratory tests. '•' :
Efficacy: Low; Under development for use in normal environments, probably., expensive to adapt to remote operations can't be used on mercury contaminated material. Waste: Metals alloyed with contaminants possible
Demonstration- Site specific demo needed with remote manipulation. Efficacy: High; commonly used in normal environments, readily adaptable to remote operations can't be used on mercury
. contaminated material. Waste: Metals alloyed with contaminants possible
Demonstration-Site specific demo needed with remote manipulation and water/fines recovery system.' Efficacy: Low; primarily an under water tool, may be difficult to adapt for out of water operation Waste: Metals alloyed with contaminants possible
Pradsmortstratlon-Technotogy under laboratory tests. Efficacy: Medium. Messy operation, may cause alloying of contaminants with metals, gross cutting tool. Waste: Metals alloyed with radioactive contaminants
Prodemonstratfon Technology under laboratory tests. Efficacy: Low; DOE Developed Waste: Water recycled with 95% space recovery.
Technology improvement: Remote manipulators. Science development: Fiberoptic or ther wave guide delivery system.
Technology Improvement: Remote manipulators Science development: None
Technology Improvement: Scaling laser system to required levels Remote manipulators Science development: Fiberoptic or other wave guide delivery system-
Technology Improvement: Saw Design for material thicknesses >100mm will require development. Remote manipulators Science development: None
Technology Improvement: Remote manipulators Science development: Design
Technology improvement: Remote manipulators Science development: None
Technology Improvement: high-efficiency water recovery and recycle system with modil contaniment system for site specific must be developed.
Incorporate remote operations capability Development cost: $3-5M Capital cost: $200K not Including, remote manipulation provisions Operating cost: SSO/ft3 of . waste generated
Incorporate remote operations capability Development cost: $2-4M Capital cost: $200K not Including, remote manipulation provisions Operating cost $50/ft3 of waste generated
Incorporate remote operations capability Development cost: $2-3M Capital cost: $250K not including, remote manipulation provisions Operating cost: SSO/ft3 of waste generated
Incorporate remote operations capability Development cost: S3-4M Capital coat: $250K not Including, remote manipulation provisions Operating cost: SSO/ft3 of waste generated
Incorporate remote operations capability. Development cost: $2M-$3M. Capital cost: $1M not Including remote manipulation provisions. Operating cost: $40/^ of
.waste generated.
Incorporate remote operations capability. Development cost: $500K. Capital cost: $1 OK not including remote manipulation provisions. Operating cost: StO/ft3 of waste generated.
Incorporate remote operations capability. Development cost: $4M. Capital cost: $1.1M. Operating cost: $40/ft3.
* See the Explanation and Understanding Key In the front of this document for a descnption of the ranking code/scheme.
September 1994

Dismar
EM Goals Y-12 Problems Problem Areas/Constituents! Reference Requirements Subelements
> Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
Alpha-4 BuiMing (9201-4). " .-Cole*Facilities -''--'.;.-: ,• r-Uranium Processing Facilities 'Process SuppoitFacilitfes^ •BectncalandBectrical. •_,--: "SwitchGear--;'•":.', . > " • Development laboratories^ • •Machining Facilities. ">
EM Problems
• Facility Decontamination and Decommissioning (D&D)
1 Remedial Action (RA)—Soils, Ground Water and Surface Water
•Waste Management (WM)
5- Equipment
••_ * j — Entombment
m M
1 -:?<-
Ti
mm
Refer to the Regulatory Compliance chapter of VoL 1 for potejitia) applicable, proposed, "
__andi3romu)gat8Cl environmental ; . laws, sighed and pending, 1 agresttientsforfhe.OakRMge : Reservation (ORR); radiation • protection standards, DOE ordasj and nonregulatory
- guidance. Assite-andwaste-• specific characteristics are provided for each technology, -.:
.specifteregulatoty requirements
. wiDfca#>ecrrrecG " . '-
Dismantlement/Disassembly
," Referto the Regulatory r CompEance chapter of VoL t for : .potential appiicable, proposed, .' .and iwomukjated environmental i-Javv . signed anci pending; ' sgraHnerrtsfortheOalcRidge ' Reservation (ORR); radiation
> protection standards,- DOE ^ordeiSiandnoniEgijlatory * -
•--guKfetnce. As site-and waste-" speciffccfiaracteristksjare"..', Jprovirjedforeach technology^ .
'[: specificregulatoiy requfrements -' v^&especiEed. '• ".. .."• ; ;
Dismantlement
i-f^if September 1994

lement
Alternatives Technologies Status Science/Technology Needs Implementation Needs
utfing-;".. - L.-m
w
Liquified Cryogenic Gas Cutting DISM-77-OY
Ranking:' H-4-10($10M;$60/ffi)
Shear Cutting DISM-78-OY
Ranking:' H-4-1 ($250K£50/cut)
isassembly
ntombment
', Conventional Disassembly m . D1SM-79-OY
\ -'- Ranking:' ; i ' H-4-3 ($1M;$40/h?)
Thermoset Polymer/Thermal Plastic Stabilization (Entombment) DISM-80-OY
Ranking:' L-3-4 (S1MS30—100K)
jjjjj Groundwater Diversion D1SM-81-OY
Ranking:' M-3-3 (SIMflone)
- Temporary Entombment/Clay
U i l - DISM-82-OY
Ranking:' M-3-2 ($500K;$200/n?)
M Pemianent Entombment DISM-83-OY
Ranking:' M-3-2 (S2M;$50CVft3)
- .EvotyingTechnolpgy- . ; , Efffcacy.:Hgb;:currentiy;nbt:
,.Yeady..for,useT-:•*'• ' • - i'.V; • Waster None" ,'•-. ;.'.•""' "~1* ' •
Demonstration-'Visit similar.:_': installation and-evaluata'sita-;:.
' specific problems. '"":- .''"_ ---Efficacy^ High;shearing will ;
.!. minimize the vapoiizatiqn'of -mercury--'-; /"_ ''•'_,'• - ' j ; .; Waste": None-> .'*" " . . " " . £ ,
; Accepted-'; .'i • - ' ' . ' - . : " - . ' ;' ;
technology being useipemb '. usexf remote manipulation;'^. ; Efficacy: High;~proyen '-''}._
"'mefhods-fbr-remota-' *:.*:;L ' enVrbnmentsjjSlowr '"_•-", * Waste:.None"•. ' '.;
Demonstratiprt . ' -. '.^ Jffllcacy: teachability index'b'f I i
, Ui-12 (yery:iowr&.impervJpus)"i. ".', Waster'Nbne'i^ : •..' : _•-'
'. Accepted' ,v-r . . . ' - * - . . ". -•-: , l^cacyj;This techho!og^s}ise:
v-^based'oh thaneeV to. divert'." - ; gcoundyrater away frprnjUfS}. '•£.- -" entombedarea.;" - \ '-'l-w .-•;'";
: Waster None " C ' V. \~"~ i')' '.
; Demonstration.^ '•-. jThis.^echnology>hasbeen used
.-•-"•at offiersites and is proposed _. fdr.ttieXrlO graphite reactor - 1 - - transfer-trench for the purpose,
of tempbraVy entombment If, porfionsof.buildihg.'92di^4--. f": basemeritis.Ieft in place ';•_"/- -•
,' temppranlythistebhrioTbgy- :.- j would-be, useful.- Efficacy - ; - ; ;
aansideredhigh. The bggesVy[ •: limitation of Utetecnnot6gy;is -•;
- jeaching_qf contaminants V ;}-• j -">: because-fydrbidgfcisbtaliorti ?
f bbneaUitha basementlevel;isj;_' •"- not! addrejsse"d and, hydfbfogic;: * V.jspiatibn>f.r'^.-i^ •-.'-;..'.;
'-:Evp)ving[Technology""- '„•- ' . ' ? Efficacy: Low;'the technology ..
.'depends, upon the, hydrolpgical,; -.' isolation of remaining; '.',••".'
basement area:.. ,'•'•,"-• *-"•-
Technology improvement: Significant development effort required. Science development:
Technology Improvement: None Science development: None
Technology improvement: None Science development: None
Technology improvement: A Test for the presence of promoter remaining after polymerization. Science development: None
Commercially available French drains are presumed to be adequate if designed properly. The cost of this technology is low, and the amount of waste generated is also low. Prototype testing of groundwater diversion techniques at the DOE X-10 Site will be required before acceptance by site DSD officials.
Technology improvement: Hydrologic isolation methods for specific sites. Science development: Detection and collection of leachate methods or system of sensors if used.
Technology improvement: Demonstration of capping, hydrological isolation, containment mintoring, waste leachate detecting, solidification/stabilization processes, and micro tunneling. Science development: None
Incorporate remote operations capability..
, Development cost $10M; „ Capital, cosfc'not known. Operating cost$60/ft3. of waste generated. -
Development cost$250K. Capital cost: $750K plus foundaton;-building and -installation^-Operating cost:$50/cut
. Incorporate remote operations capability.- ' - '••• Development cost: $0^M-$1M„ ;, ",.;
. Capital cost: $1K not inducting {remote manipulation provisions. . .'•• -' ,-Operating cost: $40/ft? of waste generated,",. ,
Development cost: $1M Capital cbstr$125K , ' , Operating costeKBi'bf material cost
Development cost: $1M Capital cos t $203K / . Operating cost: Site specific
Prototype testing atthe DOE YT12, Bant will be required prior to acceptance by site DSD officials-,"'. - ' '::.'.'. •"
.Developmentcbst£$500K ', Capital cost $1M ; - " ' Operating costSSOp/ft3
".Ihcorporafe'remote operations '.capability. - ' ' ;- ; ; Development cost: $2M - Capital cost Site specific Operating cost: SSOO/ft3
* See the Explanation and Understanding Key In the front of this document for a description of the ranking code/scheme.
Page 3-13

Dismal
EM Goals Y-12 Problem Problem Areas/Constituents I Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
Aipha^BuikJfag.geftM}.' , ; ' - j --vCtterFatiSttes--.' >. , I ;«JJranftim ProcassSig EaafitiesC >
'••BectiSraJaiKiSectrfeai ' . :-.S
•, Machir 'FaciB&esi£-
Entombment ,^s^app&^e£jxof»s«f, . -; > -anciproirai^ted environmental;. . ta*^sigjiett^p^r&ng-;; " ;.'.•'""
\ ^awaSbntOTiRHracfefion; \ _ ' prote<«6ns&a>danfe;DOE; - • ' . -odttsandnoijreguiatay ; gw&nWAssjter and wasted
\ ^e&fecferaafensfcaare--, ; '. prawfedfijtjeat*! techndogy, -, ~ : specific Tsgifiaioty fequiremems;
Dismantlement
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
•Waste Management (WM)
*" .
•v*
M
?-' f - 7 ?-:- 'Mr {. •-•^k
t4 £ -\^ £ v « .
' ^ ?• *;« i> •;*. K - * * • *
t" <&v J * '-"•'S\
J - i * &
i •
i - ^ 1 ^ jrt ~>t^
i * "•^C i V ••u*?
ks
- i
K' • i • -^ S3S ^ : ; :SU\o?: ; > • i
N ? ^ »» ..v^.r-;-;-. j ; ..-..,\ | • * 0 •.^ . -~v -* ;- ^ ,'--.;clv?-'"""•--- ."-• ~' fc A $ s > V g ^ * ^ - - ; i \Sf! -.J ; - \ 5 - v i - ^ > . - - - .. * -"" v ^ l ; ^ V* -t. U
- : "i
-#•?• s^> \* -OY v - % < , i
.« ^x .^S .^V ' , , ;
.> % ' - 1"-? -Mr"-- ' V A
lf-s' -?-H , 'V \ ; ' - - ' :^ . ^ viP1 'i ';; ^""•"" - ^ ^ . c . - - . . v \ " i
i
;. ;? ;:T'". ~-~-,'; -" " - j
• t'> 5
Bsfe;*
- -i
-J Page 3-14

tlement
Alternatives Technologies Science/Technology Needs Implementation Needs
SitonttOTentT;:--•"-;?•>-- —V£T
m
Hydraulic Isolation DISM-84-OY
Ranking:" L-3-4 ($3M;Site Specific)
Capping—Aboveg round Environmental Barrier DISM-85-OY
Ranking:' M-3-2 (None$5CVffi)
Encasement—Subsurface Waste Storage with Void Reduction D1SM-86-OY
Ranking:' M-3-3 ($2M;$20WfP)
Rubblization Via Crushing and/or Shredding DISM-87-OY
Ranking:' MSStNone&OO/fi3)
Engineered Storage For Future Disposal DISM-88-OY
Ranking:' H-3-3($1M,S200/ffi)
Modular Entombment with Provisions for Future Removal DISM-89-OY
Ranking:' M-3-3 (SSOOKtflOtVft3)
Concrete-Based Solidification/Stabilization DISM-90-OY
Ranking:' H-3-4 (None£200/ycP)
Sensors for Monitoring Entombment Integrity DISM-91-OY
Ranking:' H-3-5 ($150K$2000fyr)
m
;i^ber«iristipto>,;^-:^;T-vj. :;>; - §EffecyJM«®d«m,<Tfia...>;;:. • H] . "^success-of fe.te<Snofogy'fe> _«:' | ,- .^afi^tob^om,seai;^j"; "\;-| ' ,ybasemlft-ffoprs; since some of y ,; 1 UieiiasOTiarflISoor/otSSBt £5 r I ft r&~ o^^^ocJcg-^-^ .v 3 p;^
>?0ejrions^raBottl -"-S. " x5C~^;s-S^Bffcacy: V&gjjtijtAZ h a s ^ S i -Vj§ ^Bfifired.tne-tec>iric|p^w^e^:^ ^ pasj; ;e.g;jS^p^i>\-^rf V-«
;Evot^ggJedwplogy-;;'-.~i;> <: ^iffiwcy^^ttiaiecbno^gy ^ ^aep^d^upbrf}^d!^B&;\ " » l ^
s ^a^'i^jer^hjatfp»Vv,i>J,,
^.,VlEvt)Mn^Teph^bgy*^-» w'vS K hEWwcyiifgh;wr^ftighior\,V" |;- ;"^uj^J»^^le^fearrB^f, ' ^
c!bemoristratto{ij-"> ,;v^c^cyiWgh|'Tnfete*hoiogy;-1-ts ceTtaih'm^wotfe and couif.bs:- >'
M-
4BfMwjMed^;'fcfeVj.% 1\; It^npfogy^tfl'^re^s^ilzed-'
r4VEf^^:f^^ye^ry'e«isctwe--f i1 ^>.Jjopsul&Ia'vrast^ cannot :$™-; JJ
CS.; StropontftionaBy,' cbmpVes tv^ - J; t ^S"j!s)fwg%;of200r lp5|M{*and '-;'-; J-' ^n'b^Ie^expensB/ethan.,'- f j \* uiheirnc^t^meis.-^;^; ' ; . -*§ £\- ,.Wa^£rJh>^to!urne ciwaste") ;J f. T - vv^lrti^ftbJ.609i.but(To-f § I teriew%a^eSgeMrateoV £;'rj.'.t
g - ; Efficacy; High; thB technology; ;.v» f1-;wfi'determme"feover^|J^v-;':^ H stablSsr pf'e^tflmbed-i^/t :jQ\; £ > fstructureV.'?? ?^l;". - ^ si.r-S:^
Technology improvement: Y-12 plant demonstration of grout formulations for the specific geology.
Technology improvement: Aging test on various liners to determine their longevity. Science development: None
Science development: Technology improvement: Same as hydraulic isolation, capping, solidification stabilization process, water diversion and sensor monitoring technologies.
Technology improvement: None Science development: None
Technology improvement: None Science development: None
Technology improvement: Improve embedded sensors for in situ testing and verification. Science development: A method of ensuring uniform mixing and proper stabilization of the composite mixture.
Technology improvement: Waste characterization Science development: Grout development and complete performance assessment including verification of solidification stabilization.
Technology improvement: None Science development: None
Development cost: $3M Xap1tatcpsti|iM-Operating cbstiNbne- -
OeveloprhentcbsUnone, Capital cosfc$50K .
' Operating cosU$507ft2 ;
Development cosfc$2M • Capital costr-St—2M/bui!ding \ Operatmgcpse$200rfP '" \
Development cosfcNone Capital costs$5^-50QK
.Operatingcost:$100/6? /
; Devetppment;cost; $1M Capital cost: S100K/ storage.
-'container '•'.'.,,,], .Operatingcost:,$200/fP '
Development cosfc$500K •• Capital cosfc$5Q0K—52M' Opjeratlngcost;$106/8? -
Development cost: none , Capital cost §25QK-$3.8M. based on basement volume of
, 100,000 ft3 •'"'•.'-;,;- , : - Operating costrSJOO/yd3
:peveIbpmen't,cpsf:$lSOK -' *Caprtefcost:5$406K " ' OperatJng'cost:$20b0/yr '
•£*~v<;-:< yiiissaM; * See the Explanation and Understanding Key in the front of (his document for a description of the ranUng code/scheme.
September 1994

Disma
EM Goals Y-12 Problems Problem Areas Constituents I Reference Requirements Subelements
- Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
Alpha-4 Building (9201-4) • Colex Facilities • Uranium Processing Facilities • Process Support'Facillties • Bectrical and Electrical SwitchQear ,
• Development laboratories • Machining Facilities
EM Problems
• Facility Decontamination and Decommissioning (D&D)
Refer to the Regulatory, Compliance chapter of Vol 1 for potential applicable, proposed, and promulgated en/ironmental laws, signed ani pending agreementsfor ttxi Oak Ridge Reservation (OHR), radiation protection standards, DOE orders, and nonregulatory guidance. As siti)-and wasta-specijic-chitracteristics are provided for each technology, specific, regulatory requirements wB be spuctRed.
Dismantlement
«-— Enabling Technologies Refer to the Regulatory . Compliance chapter of VoL1
Dismantlement
proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (OFIH),radfeBon protection standards; DOE orders, and nonregulatory guidance. As ' sto-and waste-specific - •. . cha'acteristlcs are provided for eac!tte^r»logy,$pecffi& /
: regiilatrxyrequiememswa be specified. ~ " ; '-•

nt
Alternatives Technologies Status Science Technology Needs Implementation Needs
|. - Shredding, Sorting,
H Compaction DISM-92-OY
Ranking:' H-2-1 ($.75M;$W0/yiP)
- Engineered Storage for Future m Disposal DISM-93-OY
Ranking:' H-2-4 ($.5M;$20tVFT3)
•L
KD
Concrete Crushing DISM-94-OY
Ranking:' H-2-2($1M;$50/ft3)
Classification DISM-95-OY
Ranking:' M-2-5 ($5M;$10(Wt?)
I Bar Code/Laser Tooling p | Location (Enabling
Technologies) DISM-96-OY
Ranking:' L-3-2($1.75MiNone)
- Zoning for Containment-three
H Zones DISM-97-OY
Ranking:' H-3-3 ($2.7MMone)
Laser Triangular Mapping of Facilities DISM-98-OY
Ranking:' L-3-2 ($3M;$150/hr))
Video Mapping DISM-99-OY
Ranking:' H-3-2($1.5M;$150/hr)
- Computer-Based Training r n Systems LIU DISM-100-OY
Ranking:' M-3-3 ($2M,tione)
Demonstration:-ErfleacyrThls technology wilt volume reduce waste and sort waste.-Wants: None
Demonstration Efficacy: This technology is certain to work and could be used as the final storage cask. WBote:Nona
Demonstration Efficacy: Huge cost savings In
Wants: Very minimal.
. Predernonstration Technology under laboratory tests;..- ; •>:-.*'. .'- -f\ • : -Efficacy: Medium; huge cost savings in disposal of contaminated asbestos;, Waute:very minimaL "
Demonstration Need site specific demo. Efficacy: Low; It will precisely locate tooling using a laser or bar cbda>> merefore; minimizing worker exposure.~ Waste: None- ."-'/ '-,-
Accepted' pemonstrated technology -extstefor.use'atsife.. - . Efficacy: This technology wffl reduce th¥spn3ad6f>" ,.'' contamination. •"x .: WaotorNone;: -V ' ; ' l '
Demonstration' •'.-Need site specificidemcC, Efficacy: Low; Itwifl confirm or deny the true as-buiit status Waste: Nona -
Demonstration--.-Need, site specific demo.- , Efficacy: it will establish configuration layouts to be used ttiroughthe 080 effprt-Waste: Nona '*.:;
Demonstration ; Need site specific demo.. Efficacy: Application software is available that permits rapid development of courses using many media (visual, audio), including support for a variety of testing strategies. Waste: Nona
Technology improvement: None Science development: None
Technology Improvement: None Science development: None
Technology Improvement: Study to determine size capacity for disposal System to process material into workable size
Study to determine size capacity for disposal System to process material into workable size
Technology Improvement: None Science development: None
Technology Improvement: None Science development: Lighter-weight materials for panels, or inflatable panels
Technology Improvement: Detailed software that integrates 3-D mapping into an existing data base Science development: None
Technology improvement: Assembly of an imaging/computer system, software development, procedure development Science development: None
Further development is needed in the area of authoring support.
Development cosb'$.75M Capita) cost: $1M plus foundation, building, and installation Operating cost; SlOO/yd3
Development cost: $.5M Capital cost; $10010 storage container styfe-Operatlng cost: $200/ft3
Development cost: $1M Capita! cost: $1.5M Operating cost $50/fr?
Unusual needs: determine available robotics -implementations Development cost: $5M Capital cost $ U M Operating cost: $100 sq/ft
Development cost: $1.75M Capital cost: $750K Operating cost: None
Development cost: $2.7M Capital cost: $1M—1.5M Operating cost: not known
Development cost: $3M Capital cost: $1.5M Operating cost: $150/hour
Development cost: $1.5M Capital cost: $1M Operating cost: $150/hour
A well-defined course development life cycle does not yet exist Currently used software engineering development life cycle methods should work welt. Development cost: $2M Capital cost $600K Operating cost None
* See the Explanation and Understanding Key In the front of this document for a description of the ranking code/scheme.
Page 3-15

Disma
EM Goals Y-12 Problem Problem Areas Constituents I Reference Requirements Subetements
> Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
T
Alpha-4 Building (9201-4) • Colex Faculties • Uranium Processing Facilities • Process Support Facilities • Electrical and Electrical Switch Gear
• Development laboratories • Machining Facilities
Enabling Technologies — Reftr to the Regulatory • Con ipBanca chapter of VOL 1 for" potential appScabte, proposed,, and promulgated environmental taws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE orders, and nonregulatory guidance. As she- and waste-specific characteristics are. provided for each technology, specific regulatory requirements win lie specified.
Dismantlement
EM Problems
> Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
'Waste Management (WM)
Page 3-16

lement
Alternatives Technologies Status Science'Technology Needs Implementation Needs
Field Assistance
Engineering Assistance
Q
M
El
Enclosed Utility System DISM-101-OY
Ranking:' H-3-0 (Nona;$11,000/ft)
Improved Protective Clothing 1*1 and Equipment
DISM-120-OY
Ranking:' H-3-3 (S3Mfiona)
Point-and-Direct Tooling Positioning DISM-102-OY
Ranking:' H-3-2 ($1.5M;$10Whr)
— Computer-Based DSD I T | Information Retrieval System Dill DISM-103-OY
Ranking:' M-3-2 ($2M;$150Jhr)
— GIF Images to Enhance As-
B Built Documentation DISM-104-OY
Ranking:' H-3-2 ($2.15M;$15CVhr)
, — Project Information Access
Q Services DISM-105-OY
Ranking:' H-3-1 ($1.5M$150/hr)
Network Architecture with integrated Workstations DISM-106-OY
Ranking:' M-3-2 ($1.5Mfione)
Client/Server Access to Standards and Regulatory Guidelines DISM-107-OY
Ranking:' M-3-2 ($.55M;$1CWhr)
Accepted Demonstrated technology, exists for use at site. Efficacy: High; it will reduce the volume and potential spread of contaminated soils. Watte: Contaminated softs.
Evolving/Conceptual Efficacy: High; it would maximize protection. Watte: Contaminated, equipment and clothing.
Evolving/Conceptual -Technology at conceptual stage. Pre-proof ot principle
Efficacy: High; Reduced contact of worker with materials,Tow cost easily-adapted to multiple uses. Watte: Norte
Dttnonstntlbh-'.-".' Efficacy: Medium'; ability to -access automatically, nocessary Watte: None ".••
PredemonttratJon Technology under, laboratory tests; Need site specific demo. Efficacy: High; Images from cameras and video cameras will be used for specific' . designs. Watte: None ,
Demonatratlon - < Need site specific, demo. • -Efficacy:.High;'tne technology needs to be demonstrated becauseof the degree of •; ' integration o f dHferent host-, -computers required to support effective information access across wide area networks. -
Demonstration Need site specific demo. Efficacy: Medium; Reduced time and cost to obtain or transfer information;. Watte: None -
Demonatratlon -Neod site specific demo. Efficacy: Medium; Component technologies are well-established, commercially-.] available, and affordable, they have.not yet been Integrated, for use in a client/server -environment-
Technology Improvement: None.C Science development: Nona.
Technology Improvement: Design of enclosures and personnel protective equipment should be per the specific requirements of Building 9201-4. Science development:
Develop prototype and demonstrate efficacy.
Technology Improvement: An extensive enhancement of the FDDI network which exists within Energy Systems Science development: None
Technology improvement: Assembly of an imaging/computer system, software development, procedure development and requirements Science development: None
Technology Improvement: Technology to implement such a system is commercially available and is found typically in financial services companies and some large corporations. Science development: None
Technology Development: Software acquisition; user training. Science development: None
Technology Improvement: A product is needed that provides network access to the databases on CD-ROM using the TCP/IP communications protocols between client and server. Science development: None
Development coat: None Capital coat None Operating CoshSHKm.
None
Development coat: $1-5M Capital cost: $500K Operating Coat: $1007hour
Developmentcoat: $2M Capital coat: $1JM Operating Coat: $15Q7hour
Development coat: $2.15M Capital coat: $1M Operating Coat: $150/hour
Computer networks, especially Ethernet (cable, fiber), need to be extended throughout the Y-12 Plant to provide a basic foundation for Information access and file transf ersare In
Development coat: $1.5M Capital coat: $150K Operating Coat: $150/hour
Development coat: S1.5M Capital coat: $1.1M Operating Cost: None
Automated, on-line access to basic reference documents is essentia) to reducing costs and increasing reliability of operations in a highly regulated work environment' Development coat: $.55M Capital cost: $200K Operating Coat: $1007hr.
* See the Explanation and Understanding Key in the front ot this document for a description of the ranking code/scheme.
September 1994

Disma
EM Goals Y-12 Problems Problem Areas. Constituents I Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alpha-4 Building (920M) •Colex Facilities-• Uranium Processing, Facilities • Process Support Facilities • Electrical and Bectrical Switch Gear
• Development laboratories • Machining Facilities
Enabling Technologies Refer to the Regulatory Ccimpiance chapter of VoL 1 for potential applicable, proposed, and promulgated environmental laws, signed and pending agreements for ttKi Oak Ridge Reservation (ORR), radarJon protection sfendanfe; DOE orders, and nonregutatory guidance. As sftih and wastfrspecrfic characterfeticsare provided for ea A technology, specific -. rejuilatory requirements will be spucrBed ,
Dismantlement
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Ground Water and Surface Water
•Waste Management (WM)
September 1994
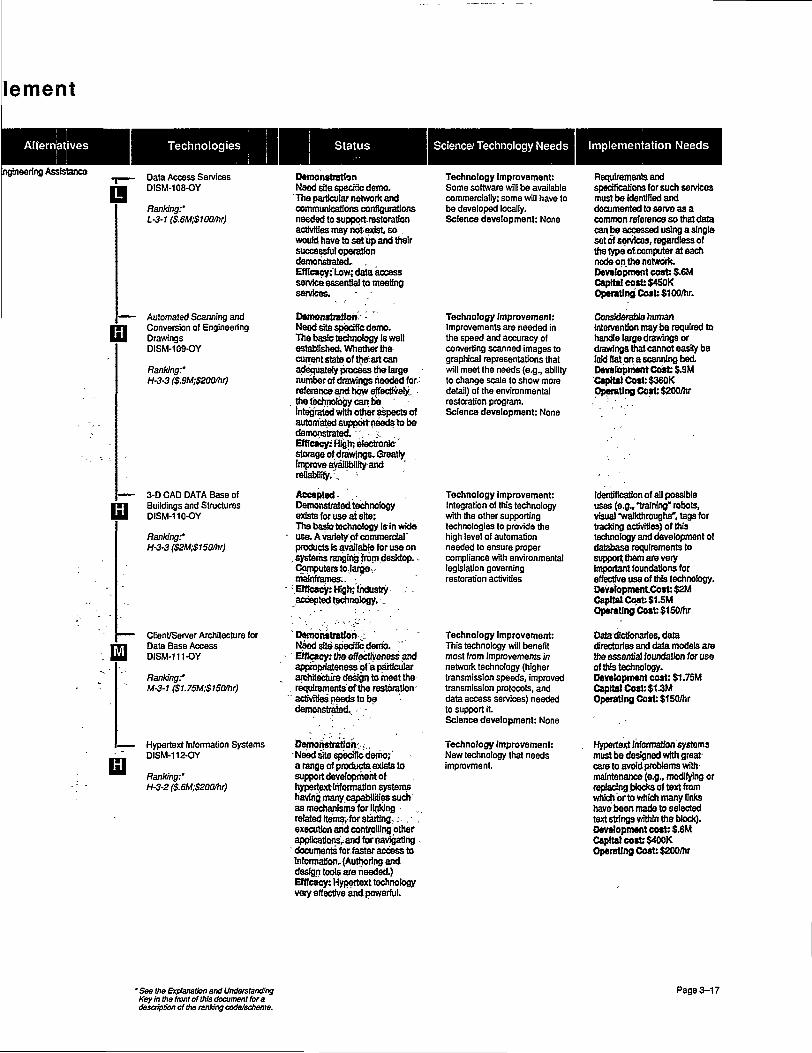
lement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
ngineering Assistance
EJ
Q
Data Access Services DISM-108-OY
Ranking:' L-3-1 ($.6M;$1O0/hr)
— Automated Scanning and
H Conversion of Engineering Drawings DISM-109-OY
Ranking:' H-3-3 ($.9M;$200/hr)
- 3-D CAD DATA Base of
H Buildings and Structures DISM-110-OY
Ranking:' H-3-3 ($2M$150/hr)
Client/Server Architecture for Data Base Access DISM-111-OY
Ranking:' M-3-1 ($1.75M;$150/hr)
Hypertext Information Systems DISM-112-OY
Ranking:' H-3-2($.6M;$200/hr)
Damonstrat&n Need site specific demo.
T h e particular network and communications configurations needed to support restoration activities may not exist, so . would have to set up and their successful operation demoristrated, . Efffctcy: Low; data access service essential to meeting services. - -
Dftrnonstnttotv' -Need site specific demo. The basic technology Is well established. Whether the-current stats of the art can adequately process the large number of drawings needed for' reference and how effectively, the technology can be Integrated with other aspects of automated support needs to be cfemonstrated. '. - ;-. Efficacy: High; electronic' storage of drawings. Greatty Improve availibiitty and reBabtlrryv, ' '•
Accepted Demonstrated technology exists for use at site; The basic technology (sin wide use. A variety of commercial' products is available for use on
, systems ranging from desktop. -Cornpumto,large.-rrteirrrrames:.
;.Efffcaey: High; Industry accepted technology.
Demonstration- " Need site specific derrib. Efficacy: the effectiveness and appropriateness of a particular architecture design to meet the
. requirements of the restoration ' activities rieeds to be
demonstrated. -
Demoristratioh-..;., Need site specific dsmo; a range of products exists to support development of hypertext Information systems having many capabilities such as mechanisms for linking related ttemsyfcrstarting..-. execution and controlling other applications, and for navigating
' documents for faster access to Information. (Authoring and design tools are needed.) Efficacy: Hypertext technology very effective and powerful.
Technology improvement: Some software will be available commercially; some will have to be developed locally. Science development: None
Technology improvement: Improvements are needed in the speed and accuracy of converting scanned images to graphical representations that will meet the needs (e.g., ability to change scale to show more detail) of the environmental restoration program. Science development: None
Technology improvement: Integration of this technology with the other supporting technologies to provide the high level of automation needed to ensure proper compliance with environmental legislation governing restoration activities
Technology Improvement: This technology will benefit most from improvements in network technology (higher transmission speeds, improved transmission protocols, and data access services) needed to support it. Science development: None
Technology improvement: New technology that needs improvment.
Requirements and specifications for such services must be Identified and documented to serve as a common reference so that data can be accessed using a single set of services, regardless of the type of computer at each node on the network. Development cost: $.6M Capital cost: $450X Operating Cost: $1007hr.
Considerable human intervention may be required to handle large drawings or drawings that cannot easily be laid flat on a scanning bed. Development Cost: $.9M Capital Cost: $360K Operating Cost: $2007hr
Identification of all possible uses (e.g., "training" robots, visual "walkthroughs", tags for tracking activities) of this technology and development of database requirements to support them are very Important foundations for effective use of this technology. DevelopmerttCoit: $2M Capital Coat: $1.5M Operating Cost: $150/hr
Data dictionaries, data directories and data models are the essential foundation for use of this technology. Development cost: 51.75M Capital Cost: $1.3M Operating Cost: $150/hr
Hypertext Information'systems must be designed with great-care to avoid problems with maintenance (e.g., modifying or replacing blocks of text from which or to which many links have been made to selected text strings within the block). Development coat: $.6M Capital cost" $400K Operating Cost: $2007hr
* See the Explanation and Understanding Key in the front of this document for a description ol the ranking code/scheme.
Page 3-17

Dismal
EM Goals Y-12 Problem Problem Areas. Constituents I Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
Alphas Building (9201-4) • Colex Facilities • Uranium Processing Facilities • Process Support Facilities • Sectrica! and Electrical
Switch Gear "' • Development laboratories •MachiningFacilities -
Enabling Technologies —— Rofer to the Regulatory Compliance chapter of Vol t for" potenferappScabte, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE onjenvand nonregulatory guidance. As site-and wasts-spBcHfc characteristics are provided for each technology, spxifie reguiatoiy requirements, wSI be specified.
Dismantlement

tlement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Engineering Assistance Electronic Catalog Descriptions and Source Locations of Site Historical Data DISM-113-OY
Ranking:' H-3-3 ($.4M;$150Jhr)
"~~ Simulated Walk-through Facility I T 1 for Robotics Task Sequence • • I Analysis
DISM-114-OY
Ranking:' M-3-3 ($.55M;$100/hr)
Computer-Aided Task Analysis r n and Procedure Preparation U i U DISM-115-OY
Ranking:' M-3-2 ($.3M,Uone)
- Generalized Object-Oriented r n Simulation Software 1 U I DISM-116-OY
Ranking:' M-3-4 ($.5M;$150Jhr)
J ~ " Automated Engineering System P J I Life Cycle Planning •eel DISM-117-OY
Ranking:' M-3-2 ($.4M;$150Jhr)
I — Automated System Reliability I T I and Safety Analysis " " DISM-118-OY
Ranking:' M-3-3 ($.5M;$150Jhr)
— Geographic Information
H Systems for DOE Sites DISM-119-OY
Ranking:' H-3-1 ($.3M;$150/hr)
Accepted Demonstrated technology exists for use at site. Efficacy: High; Standard database products can be used to create arid maintain the Inventory database.
Demonstration Need site specific demo. Efficacy: Medium; It can actually show the simulated method of the dismantlement of a specific item Waste: None
Demonstration Need site specific demo. Efficacy: Medium; This
-technology is used extensively in planning by various federal agencies, most notably the Department of Defense, tn military operations planning.
Demonstration Need site specific demo. Efficacy: Medium; The simulation environment is being used currently In ongoing, studies associated with several different nuclear reactor design concepts. Modules would have to bewritten to model other
"" types of systems.-.
Accepted Demonstrated technology, exists for use at site. Efficacy: Medium; A variety of commercial ^ products developed to assist with managing large software -development processes can be adapted for effective use In
Accepted/Demonstration Need site specific demo. Efficacy: Medium; Tools for some types of analysis are in common use in engineering development environments for things like software, aircraft; communications satellites, and medical diagnostic equipment
Accepted Need site specific demo. Efficacy: High; Most Information, data, and computer system components for a basic geographic Information system (GIS) for each DOE site already exists but must be Integrated to meet the needs of the environmental. restoration program.
Technology Improvement: Methods will be needed to evaluate and sort historical records according to their likely usefulness. Science development: None
Technology Improvement: None Science development: None
Technology Improvement: More natural language analysis tools are needed to assist with analysis of information used for planning, much of which is provided in text form. Science development: None
Technology Improvement: Improvements are needed most in graphical display support systems. Science development: None
Technoclogy Improvement: Improvements are needed to provide new types of support in order to satisfy regulatory requirements.
Technology Improvement: Few automated analysis tools exist since much of the effort for these analyses requires checking for consistency, correctness, completeness, tolerance of designs to various kinds of system failures, and unintended function.
Technology Improvement: Existing technology must be enhanced by adding a tagging mechanism to permit the system to be used for tracking activities and to link information in databases associated with a physical location to appropriate map and drawing displays on desktop computers.
Initial implementation efforts must focus on locating the collections of records and documents of historical value. Development cost: $375K Capital cost: $30K Operating cost: $1507fir
Development cost: S.55M Capital cost: $350K Operating cosh $100/hr
Knowledge-base development will require the largest effort, followed by development of expert systems and decision akis needed to make effective use of the information in the knowledgebases. Development cost: $300K Capital cost: $50K Operating c o a t Nona
Successful deployment depends on availability of applications programmers who understand object-oriented design and programming principles and have experience applying this understanding to models of physical systems. Development cost: S500K Capital cost: S15QK Operating cost: $1507hr.
The usual Df e-cyde planning methods must be modified to accommodate requirements of applicable environmental legislation which imposes constraints and requires additional elements to augment common practice. Development cost: $.4M Capital cost: $50K Operating cost: $150/hr.
Detailed knowledge of the system being analyzed (its. behavior and attributes), its Intended use, operation, and constraints that apply Is essential to being able to automate any such analysis. Development cost: $.5M Capital cost: $50K Operating coat: $150/hr.
A large initial effort may be required to scan and digitize diagrams and drawings for electronic storage and quick retrieval or transfer across networks. Development cost: S300K Capital cost: $100K Operating coat: $1507hr.
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
September 1994
Robotics/
The identification of the technologies required to use rob and waste management at Y-12 was based upon the premK provide support for other necessary activities such as chara this section of the diagram the problem areas are identified j to differentiate between activities was made. For example s equally applicable to deploy dismantlement tools. ,
The robotics/ automation technologies were grouped intc Sensors; with various sub-groups identified under each of th the basis of the following considerations: speed and econori automated equipment to repetitive tasks, ability to minimize | requirements, and reliability and efficiency in handling reduri

jtoniation
:s/ automation in the decommissioning, remedial action, hat the primary purpose of these technologies is to ization, decontamination, and dismantlement. Hence, in hese "other" decommissioning activities and no attempt Dotic platform used to deploy a sensor was assumed to be
ree main categories: (1) Mechanical, (2) Control, and (3) ategories. Technologies were selected for this section on n the deployment of tools and sensors, adaptability of ste by reduction or elimination of clothing exchange it tasks.

Robotics/
EM Goals Y-12 Problems Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
DSDofAJpha4buiIdir>g.(9201-4) • characterization • mercury decontamination • process equipment removal • building intervals and outside
process equipment D&D • above-grade building
demolition ' • building foundation removal-• RA contaminated soil
EM Problems
1 Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
> Waste Management (WM)
Robotics/automation (R/A) is a — crosscutting technology that provides support to characterization, decontamination, and dismantlement activities. Specifically, support is provided for the following tasks: Characterization R/A provides methods of deploying sensors and instruments required for in situ characterization, monitoring, and surveying as described by the characterization data sheets contained in Vol. 3. R/A provides methods for deploying tools to collect and prepare samples for subsequent analysis in analytical laboratories. These technologies are described in ROBA-57and-59-OY. R/A provides the technologies required for the automation of analytical laboratories as described in ROBA-55and-56-OY. Decontamination Provides methods of deploying decontamination tools and/or performing tasks in areas sufficiently hazardous to preclude human access. R/A will also be required for those tasks that generate secondary environmental hazards, e.g., grinding, carbon dioxide blasting. Dismantlement Provides methods of deploying dismantlement tools and/or performing tasks in areas within buildings or structures that are sufficiently hazardous to preclude human access. Waste Retrieval R/A provides the vehicles, mobile platforms, or excavation systems necessary to retrieve radiologically or chemically hazardous wastes or soils. Mobile platforms suitable for these tasks are described in ROBA-1-OY.
Waste Sorting and Packaging R/A provides the manipulation systems (ROBA-16-OY) and the End-of-Arm Tooling (ROBA-23 through -26-OY) required for the sorting and repackaging of RH-TRU waste.
Robotics/Automation
September 1994

ion
Alternatives Technologies Status Science Technology Needs Implementat ion Needs
«y Wheeled/Tracked Vehicle ROBA-I-OY
Ranking: E-5-2($3M;N)
M
W
Internal Duct/Pipe Crawler ROBA-5-OY
Ranking:' M-3-2($1M;N)
External Duct/Pipe Crawlers ROBA-6-OY
Ranking: M-3-4 ($5M;N)
EJ — Specialized Robotic
Deployment Platforms ROBA-7-OY
Ranking:' M-4-3 ($5M;N)
- Long-Arm Deployed Robotic rrw Platforms U!jJ ROBA-9-OY
Ranking: M-4-3 ($5M;N)
Power Sources for Mobile Platforms ROBA-10-OY
Ranking: E-5-1 ($0.5M;N)
m — Failure Recovery Systems for
Mobile Platforms ROBA-11-OY
Ranking: E-5-1 ($0..5M;N)
Accepted Efficacy: An essential technology. AgHHy may.be restricted for larger systems. Normal deployment method for characterization, decontamination dismantlement Waste: Possible emissions. Decontamination of system after use. TTP Match
Predernonatratlon Efficacy: High for straight-runs of pipe without obstacles;. tow if obstacles are present Waste: Decontamination of system after use. TTPMatch .
Predetnonstretton Efficacy: High if obstacles are not present; low if obstacles . are present. '•' -Wants: Decontamination of , systemafteruse. - , TTPMatch.
Demonstration Efficacy: Low for most applications in DSD. Unique applications may require extensive development Waste: Frequent-, decontamination with resulting waste fluids may be. necessary. TTPMatch
Accepted', V * . Efficacy: Medium; Accurate positioning may be a problem. Waste: Hydraulic fluid during operation. Decontamination fluids after use.
Accepted Efficacy: An essentia) technology. Accepted status means high efficacy. -Waste: Batteries, and exhaust emissions.
Accepted Efficacy: High. This fs an essential technology that is -wed established. Waste: UttJa or no waste.
Development: Improved controls to allow more autonomy of operation. Improved design for decontamination after use.
Training of operators in advanced control stations. Development cost*: $3.0M.
Development: Miniaturization of sensors/tooling. Ability to negotiate around obstructions. Cable management system for tethered equipment
Development: Robotic compatibility of tooling. Ability to negotiate around obstructions.
Development: Specialized controls and sensors. Improved vision systems.
No unusual needs Development costs: $1.0M.
No. unusual needs Development costs: S5.0M.
Cold test beds and operator training. Development costs: S5.0M.
Development: Flexible body control. End-point sensing. Collision avoidance. Weight-to-payload ratio reduction.
Improvement: Energy storage capacity. Duty cycle availability. Current capacity/discharge. rate. Emission control.
None
Cold test beds. Extensive operator training. Development costs: $5.0M.
No unusual needs. Development costs: included in costs for mobility system'
No unusual needs. Development costs: S0.5M.
* See the Explanation and Understanding Key in the from otthis document tor a descnption of the ranking code/scheme.
Page 4-3

Robotics/
EM Goals Y-12 Problems Problem Areas/Constituents Reference Requirements Subelements
• Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
DSD|fAIpha-4BWg. • characterization • mercury decontamination • process equipment removal • buflding Intervals and outside
process equipment. • above-grade building
demolition • bunding foundation removal • RA contaminated soil
EM Problems
• Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Robotics/automation (R/A) is a — cross cutting technology that provides support to characterization, decontamination, and dismantlement activities. Specifically, support is provided for the following tasks:
Characterization R/A provides methods of deploying sensors and instruments required for in situ characterization, monitoring, and surveying as described by the characterization data sheets contained in Vol. 3. R/A provides methods for deploying tools to collect and prepare samples for subsequent analysis in analytical laboratories. These technologies are described in ROBA-57and-59-OY. R/A provides the technologies required for the automation of analytical laboratories as described in ROBA-55and-56-OY.
Decontamination Provides methods of deploying decontamination tools and/or performing tasks in areas sufficiently hazardous to preclude human access. R/A will also be required for those tasks that generate secondary environmental hazards, e.g., grinding, carbon dioxide blasting. Dismantlement Provides methods of deploying dismantlement tools and/or performing tasks in areas within buildings or structures that are sufficiently hazardous to preclude humans
Robotics/Automation
Waste Retrieval R/A provides the vehicles, mobile platforms, or excavation systems • necessaiy to retrieve radiologically or chemically hazard our wastes or soils. Mobile platforms suitable for these tasks are described in ROBA-1-OY. Waste Sorting and Packaging R/A provides the manipulation systems (ROBA-16-OY) and the End-of-Arm Tooling (ROBA-23 through -26-OY) required for the sorting and repackaging of RH-TRU waste.
Page 4 -4

n
Alternatives Technologies Status Science Technology Needs Implementation Needs
I Transportation Systems for | T | Mobile Platforms VM ROBA-12-OY
Ranking: M-3-1 ($0.5M;N)
Data/Signal Transmission ROBA-13-OY
Ranking: E-S-1 ($1M;N)
Long-Reach Manipulator-Light Duty ROBA-14-OY
Ranking: H-4-2($2M;N)
Long-Reach Manipulator-_ _ Heavy Duty |jJJ ROBA-15-OY
Ranking: M-4-3 ($5M;N)
Dexterous Manipulators ROBA-16-OY
Ranking: E-S-1 ($1M;N)
—— Compact, High-Capacity
H Manipulators ROBA-19-OY
Ranking: H-S-1 ($1M;N)
m
i a L
Precise Programmable Motions ROBA-20-OY
Ranking: H-S-1 ($0.5M;N)
Tool Caddies ROBA-21-OY
Ranking: H-4-1 (S0.5M;N)
Stabilization/Support Mechanisms or Booms ROBA-22-OY
Ranking: M-3-1 ($0.5M;N)
Accepted for small robotic platforms Predemonstratfon for large platforms or unique devices Efficacy: Low. Waste: No waste. The purpose of the technology Is to minimize decontamination-waste. TTP Match
Accepted Efficacy: High-Art essentia) technology- Specific application may determine type of system required. Waste: None. TTP Match
Predemonstratton. Efficacy: Medium. Positioning accuracy and control may be problems. Waste: Hydraulic fluid during operation; decon fluid after use.'>" , " - ' . ' . ' - . TTPMatch
Predemonstratfon Efficacy: Low. Positioning accuracy and control may be problems. Waste: Hydraulic fluid during operation; decon fluid after use. ; TTPMatch . ; ;
Demonstration Efficacy: High. An essential technology. ':...; Waste: Possible hydraulic fluid during use and decon fluid after use..' •>'" •'•" TTPMatch
Evolving Efficacy: High. Constrained access may require this technology.
Demonstration. Efficacy: High; Particularly useful In analytical laboratory. Waste: None. TTPMatch
Demonstration Efficacy: High. Will increase efficiency of operations and minimize waste.-Waste: Decontamination after use.
Demonstration Efficacy: Medium. Some applications may require secondary support due to long reach or load balancing requirements. Waste: Minimal. Some decon waste.
Development: Light-weight containers for medium- and heavy-duty mobile platform. Containers that can be easily decontaminated.
None
No unusual needs Development costs: $0.5M.
Development: Flexible body control. End-point sensing. Collision avoidance. Light-weight, small cross section design.
Development: Rexible body control. End-point sensing. Collision avoidance. Weight-to-payload ratio reduction.
Development: Redundant manipulator planning and control. Modular design. Nonreplica master/slave operation. Cooperating and coordinated dual-arm control.
Development: Compact, high-output, electrical motors. Design/fabrication/testing of compact arms.
Improvement: Standardization of mechanical interfaces.
None
Improvement: Use of high-strength advanced materials.
Testing In representative environments. Development costs: $1.0M.
Cold test beds, extensive operator training. Development costs: $2.0M.
Cold test beds, extensive operator training. Development costs: $5.0M.
Operator training on nonreplica master controllers. Development costs: $1.0M.
No unusual needs. Development costs: $1.0M.
No unusual needs. Development costs: $05M.
No unusual needs. Development costs: $0.5M.
No unusual needs. Development costs: $0.5M.
* See the Explanation and Understanding Key In the front of this document tor a description of the ranking code/scheme.
September 1994
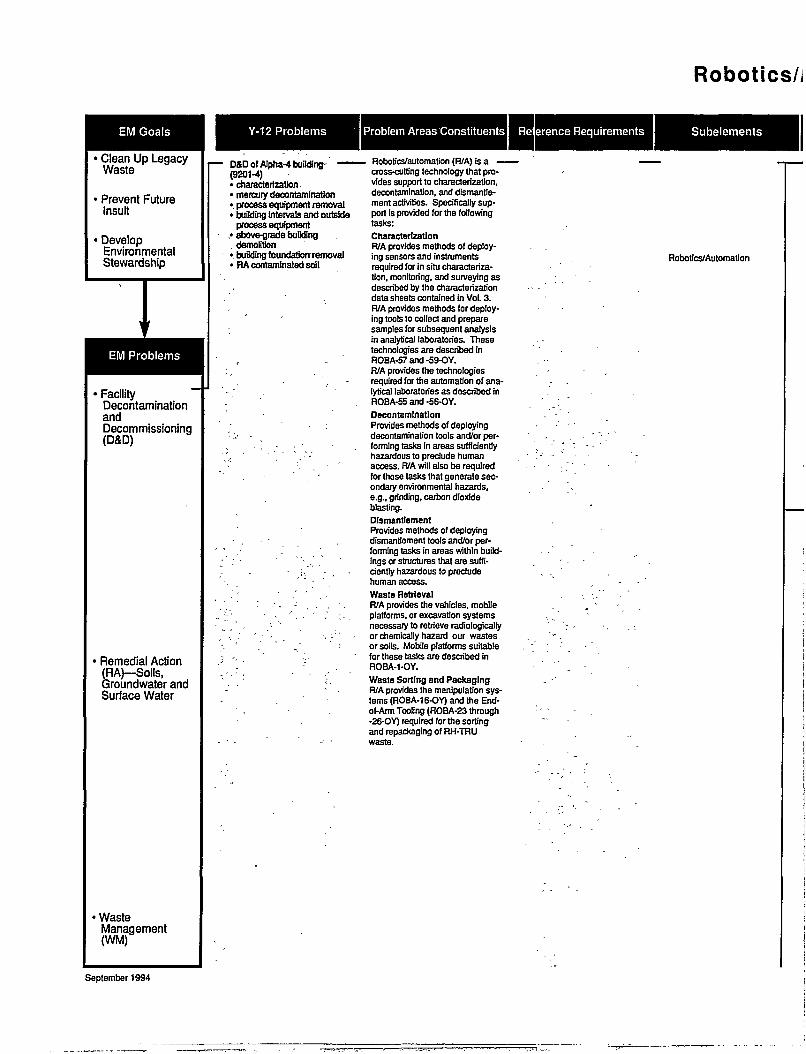
Robotics/i
EM Goals Y-12 Problems I Problem Areas Constituents I Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
DSD of A!pha-4 building — (9201-4) • characterization • mercury decontamination • process equipment removal • building Intervals and outside
process equipment • above-grade building . demolition • building foundation removal • RA contaminated soil
EM Problems
1 Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
• Robotics/automation (R/A) is a — cross-cutting technology that provides support to characterization, decontamination, and dismantlement activities. Specifically support is provided for the following tasks: Characterization R/A provides methods of deploying sensors and instruments required for in situ characterization, monitoring, and surveying as described by the characterization datasheets contained in Vol. 3. R/A provides methods for deploying tools to collect and prepare samples for subsequent analysis in analytical laboratories. These technologies are described in ROBA-57and-S9-OY. R/A provides the technologies required for the automation of analytical laboratories as described in ROBA-55and-56-OY. Decontamination Provides methods of deploying decontamination tools and/or performing tasks in areas sufficiently hazardous to preclude human access. R/A will also be required for those tasks that generate secondary environmental hazards, e.g., grinding, carbon dioxide blasting. Dismantlement Provides methods of deploying dismantlement tools and/or performing tasks in areas within buildings or structures that are sufficiently hazardous to preclude human access. Waste Retrieval R/A provides the vehicles, mobile platforms, or excavation systems necessary to retrieve radiologicaily or chemically hazard our wastes or soils. Mobile platforms suitable for these tasks are described in ROBA-1-OY.
Waste Sorting and Packaging R/A provides the manipulation systems (ROBA-16-OY) and the End-of-Arm Tooling (ROBA-23 through -26-OY) required for the sorting and repackaging of RH-TRU waste.
Robotics/Automation
September 1994

on
Alternatives Technologies Status Science Technology Needs Implementat ion Needs
Arm- | End Effectors/Alternatives 1 3 ROBA-23-OY
Flanking: E-S-2($1M;N)
M — End-Effector Changeout
Mechanisms
m
ROBA-24-OY
Ranking: M-3-1 ($0.5M;N)
~~ General Gripper/Tool Interface ROBA-25-OY
Ranking:' H-4-1 ($0.5M;N)
- Force-Limiting/Compliant r n Mechanisms U i l ROBA-26-OY
Demonstration -Predemonstratlon for mutti-fingered grippe rs. Efficacy: High. An essential technology. Primary interface with tools. -Waste: Minimal; TTPMateh
Demonstration Efftcaey: Medium. Particularly useful if tool resource interfaces are provided (power, data; etc.) Waste; Minimal decern waste. TTP Match
Accepted Efficacy: High. Many potential applications for tool/sensor gripping. Waste: Minimal decern waste.
Demonstration EfffcacytMedium. Waste: Minimal
Improvement: Robotic compatibility of tooling.
None
Extensive operator training. Development costs: $1.0M.
None
None
Integration and testing with specific robotic systems. Development costs: $0.5M.
No unusual needs. Development costs: $0.5M.
No unusual needs. Development costs: $0.5M.
Ranking: M-3-1 ($0.5M;N)
Control Modes ROBA-27-OY
Ranking: E-5-N($N;N)
m — Vehicle/Mobility—Driving
ROBA-28-OY
Ranking: B-5-1 ($0.5M;N)
M — Vehicle/Mobility—Navigation
ROBA-29-OY
Ranking: M-4-1 ($0.5M;N)
— Manipulation—Joint Control r n ROBA-30-OY
111 Ranking: H-4-1 ($0.SM;N)
~~~ Manipulation—Cartesian
H Control ROBA-31-OY
Ranking: H-4-1($1M;N)
Accepted forTeleoperation Demonstration for Preprogramming . Predemonstratlon for other modes Efficacy: High. An essential technology. Type of control mode will depend on application.. Waste; None.
Accepted-Efficacy: High: An essential technology. Many potential applications. Waste: None.
Demonstration Efficacy: Medium. Primarily required In characterization to specify exact system location. Waste: None. TTP Match
Demonstration Efficacy: Medium. Applications may be limited. Usage assumes desired trajectory is known. Waste: None. TTP Match
Demonstration Efficacy: Medium. Operator interaction is more intuitive than other control schemes. Waste: None
Development: Operator assistance technologies. Sensor interpretation. Task planning. Improvement: Better human-machine interfaces.
Development: Integration of driving algorithms with human-machine interface. Fuzzy-logic-driving algorithms.
Development: Path planning with nonholonomic constraints. Real-time sensor feedback.
Development: Special purpose control algorithms.
None
University-level research. Development costs: $N.
Operator training. Development costs: $0.5M.
Operator training. Development costs: $0.5M.
University level research. Development costs: $0.5M.
No unusual needs. Development costs: $1.0M.
Page 4-5

I
Robotics/,
EM Goals
• Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
Y-12 Problems Problem Areas. Constituents Reference Requirements Subelements
D&DlfAfph-4BWg. • characterization • mercury decontamination • process equipment removal • building Intervals and outside
process equipment • above-grade building
demolition • building foundation removal • RA" contaminated soil
EM Problems
• Facility Decontamination and Decommissioning (D&D)
' Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Robotics/automation (R/A) is a — crosscutting technology that provides support to characterization, decontamination, and dismantlement activities. Specifically support is provided for the following tasks: Characterization R/A provides methods of deploying sensors and instruments required for in situ characterization, monitoring, and surveying as described by the characterization data sheets contained in Vol. 3. R/A provides methods for deploying tools to collect and prepare samples for subsequent analysis in analytical laboratories. These technologies are described in ROBA-57and-59-OY. R/A provides the technologies required for the automation of analytical laboratories as described in ROBA-55and-56-OY. Decontamination Provides methods of deploying decontamination tools and/or performing tasks in areas sufficiently hazardous to preclude human access. R/A will also be required for those tasks that generate secondary environmental hazards, e.g., grinding, carbon dioxide blasting. Dismantlement Provides methods of deploying dismantlement tools and/or performing tasks in areas within buildings or structures that are sufficiently hazardous to preclude human access. Waste Retrieval R/A provides the vehicles, mobile platforms, or excavation systems necessary to retrieve radiologically or chemically hazard our wastes or soils. Mobile platforms suitable for these tasks are described in ROBA-1-OY.
Waste Sorting and Packaging R/A provides the manipulation systems, ROBA-16-OY, and the End-of-Arm Tooling (ROBA-23 through -26-OY) required for the sorting and repackaging of RH-TRU waste.
Robotics/Automation
Page 4-6

utomation
Alternatives Technologies Status Science Technology Needs Implementat ion Needs
Controt—Alogorithms —r
M
M
W
Manipulation (Special-Purpose Control) ROBA-32-OY
Ranking: H-4-2($1.5M;N)
Manipulation (Redundancy Control) ROBA-33-OY
Ranking: M-3-2($2M;N)
Combined Mobility/Manipulation ROBA-34-OY
Ranking: M-2-2 ($1M;N)
Safety (Collision Avoidance) ROBA-35-OY
Ranking: H-4-1 ($1M;N)
Safety (Load/Rate Limiting) Q | ROBA-36-OY
Ranking: H-3-1 ($0.5M;N)
Emergency Shutdown ROBA-37-OY
Ranking:' E-4-1 ($0.5M;N)
Prodemo narration Efficacy: Medium.WM lead to higher efficiency and safety. Waste: Nona. TTP Match
Prodemonstratlon Efficacy: Medium. Arms with greater than 6 D.O.F. may be required for constrained areas. Waste: None; TTP Match
Evolving Efficacy: Low. Improvements In efficiency could be realized. Waste: .None.
Accepted Efficacy: Medium. An: Increase In efficiency would be realized and potential damage to equipment-: minimried. Waste: None. TTP Match
Accepted Efficacy: Medium. Potential damage to equipment minimized. Waste: None.
Accepted for TeleoperarJon . Prodemortstrationfor " ' : automated shutdown' Efficacy: High: An essential technology to prevent catastrophic damage to equipment. Waste: None.
Development: Advanced test-beds for testing and evaluating candidate algorithms.
Development: Advanced test-beds for testing and evaluating candidate algorithms.
Development: Redundancy resolution. Real-time task planning.
None
Software development Development cost: $1.5M.
Software development Development cost: $2.0M.
Software development Development cost: $1.0M.
Use of customized sensors. Development cost: $1.0M.
Improvement: Testing of load- and rate-limiting algorithms.
None
Software development Development cost: $0.5M.
Software Development Development coat: $0.5M.
Controls—Human/Machine • Interface
Console (Fixed/ Mobile/Suitcase) ROBA-38-OY
Ranking:' E-5-1 ($0.5M;N)
— Console (Data Handling r n Methods) IQJ ROBA-39-OY
Ranking: M-3-1 ($1M;N)
- Operator Interface (Command
H Input) ROBA-40-OY
Ranking:' H-3-1 ($0.5M;N)
* See the Explanation and Understanding Key in the front of this document tor a description of the ranking code/scheme.
Demonstrated for fixed or mobile stations. Evolving for suitcase-control stations;. ' . , ; ' , Efficacy: High. An essential technology for use of robotics/automation. Waste: None.
Evolving Efficacy: Medium. The need to process, store, and retrieve data is required • for planning and controt functions, Waste: None. TTP Match
Evolving Efficacy: High. Minimizes human error and increases operational efficiency. Waste: None. TTP Match
Improvement: Reliability and capacity of data links requires improvements.
Improved human-machine interfaces. Development cost: $0.5M.
Development: Design of heterogeneous data base management systems. Integration of heterogeneous data sources. Data fusion.
Development: Language expansion. Validation of eye-gaze measures/parameters. Head tracking.
Software development Development cost: $1.0M.
Specialized operator training. Development cost: $0.5M.
September 1994

Robotics/
E M Goals Y-12 Problems Problem Areas: Constituents Reference Requirements Sube lements
' Clean Up Legacy Waste
• Prevent Future Insult
' Develop Environmental Stewardship
D&D of Alpha-4 building — ~ (920M) • characterization • rnercury decontamination • process equipment removal • building intervals and outside
process equipment • above-grade building.
demolition • building foundation removal • RA contaminated soil..
EM Problems
1 Facility Decontamination and Decommissioning (D&D)
• Remedial Action (RA)—Soils, Groundwater and Surface Water
• Waste Management (WM)
Robotics/automation (R/A) is a — crosscutting technology that provides support to characterization, decontamination, and dismantlement activities. Specifically support is provided for the following tasks: Characterization R/A provides methods ot deploying sensors and instruments required for in situ characterization, monitoring, and surveying as
* described by the characterization data sheets contained in Vol. 3. R/A provides methods for deploying tools to collect and prepare samples for subsequent analysis in analytical laboratories. These technologies are described in ROBA-57and-59-OY. R/A provides the technologies required for the automation of analytical laboratories as described in ROBA-55and-5S-OY. Decontamination Provides methods of deploying decontamination tools and/or performing tasks in areas sufficiently hazardous to preclude human access. R/A will also be required for those tasks that generate secondary environmental hazards, e.g., grinding, carbon dioxide blasting.
Dismantlement Provides methods of deploying dismantlement tools and/or performing tasks in areas within buildings or structures that are sufficiently hazardous to preclude human access. Waste Retrieval R/A provides the vehicles, mobile platforms, or excavation systems necessary to retrieve radiologically or chemically hazard our wastes or soils. Mobile platforms suitable for these tasks are described in ROBA-1-OY.
Waste Sorting and Packaging R/A provides the manipulation systems, ROBA-16-OY, and the End-of-Arm Tooling (ROBA-23 through -26-OY) required for the sorting and repackaging of RH-TRU waste.
Robotics/Automation
September 1994

on
Alternatives Technologies Science Technology Needs liSaiilementation Needs
man/Machine Operator Interface (Operator Assistance) ROBA-41-OY
Ranking: H-3-2($1.5M;N)
Operator Interface (Status/Alert System) ROBA-42-OY
Ranking: E-5-1 ($O.SM;N)
Demonstration for most functfonai Evolving for other functions Efficacy: High. Win allow most efficient operation of' "telerobotlc" equipment Waste: None. TTP Match
Demonstration for most" functions: '~ Evolving for other functions Efficacy: High. An essential technology to prevent damage to equipment/too Is/sensors. Waste: None. TTP Match
Development: Establish validity and completeness of knowledge bases. Conflict resolution. Hybrid artificial intelligence architectures. Dynamic allocation of functions.
Development: Display navigation. Sensor/data fusion.
Software development Development costs: $1.5M.
Software development Development costs: $0.5M.
m
m
Vision/Aural Systems R0BA-43-OY
Ranking: E-5-1 ($1M;N)
Range Finders R0BA-44-OY
Ranking:' M-3-2($1.5M;N)
Proximity Probes ROBA-45-OY
Ranking: M-2-2($1M;N)
u ~ - Force/Torque P | ROBA-46-OY
Ranking:' M-2-1 ($0.5M;N)
Demonstration for 3-D and HDTV Predemonstratlon for directional aural Efficacy: High. An essential -technology for. Robotics/AutomatJon. Waste: Nona.
Accepted;. Efficacy: Medium. Applications are limited. Waste: None. TTPMatch
Predemonstratlon.. Efficacy: Medium. Used in collision avoidance sensing, systems, especially for large manipulators. Waste: (tone;. TTPMateh
Demonstration Efficacy:. Medium. Provides. force reflection to the operator. . Waste: None TTPMatch
Development: Sensor fusion. Increased processing speed. Advanced visualization.
Improvement: Speed/accuracy improvement. Processing speed. Presentation to operator.
Improvement: Increased range and improved presentation to operator.
Improvement: Testing of force-sensing systems.
No unusual needs Development costs: $1.0M.
No unusual needs. Development costs: S1.5M.
No unusual needs. Development costs: $1.0M.
No unusual needs. Development costs: $0.5M.
Il l
in
Position/Velocity Sensors ROBA-48-OY
Ranking: E-5-1 ($0.5M;N)
Force/Torque Sensors ROBA-50-OY
Ranking:' H-3-1 ($0.5M;N)
Proximity Sensors ROBA-51-OY
Ranking: H-3-1 ($0.5M;N)
Accepted Efficacy: High for analytical laboratory applications or sensor sweeps. Waste: None.
Demonstration Efficacy: Medium. Force or torque control is used to prevent damage to equipment Waste: None. TTPMatch
Accepted for small volumes. Predemonstratlon for targe volumes. Efficacy: Medium. Waste: None.
None
improvement: Impulse force resolution. Stability.
Improvement: Increased range and better signal quality.
No unusual needs. Development costs: $0\5M.
No unusual needs. Development costs: $0.5M.
No unusual needs. Development costs: $1.0M.
* See the Explanation and Understanding Key in the front of this document for a description of the ranking code/scheme.
Page 4-7

EM Goals Y-12 Problems Problem Areas Constituents Reference Requirements Subelements
' Clean Up Legacy Waste
• Prevent Future Insult
• Develop Environmental Stewardship
D4D«Alpha4Bldg. • characterization • mercury decontamination • process equipment removal • building intervals and outside
process equipment D&D » above-grade building •
demolition • building foundation removal • RA contaminated soil
EM Problems
• Facility Decontamination and Decommissioning (D&D)
> Remedial Action (RA)—Soils, Groundwater and Surface Water
> Waste Management (WM)
- Robotics/automation (R/A) is a — crosscutrjng technology that provides support to characterization, decontamination, and dismantlement activities. Specifically, support is provided for the following taste: Characterization R/A provides methods of deploying sensors, and instruments required for in situ characterization, monaoring, and surveying as described by the characterization data sheets contained in Vol. 3. R/A provides methods for deploying tools to collect and prepare samples for subsequent analysis in analytical laboratories. These technologies are described in ROBA-57and-59-OY. R/A provides the technologies required for the automation of analytical laboratories as described in ROBA-Sand-56-OY. Decontamination Provides methods of deploying decontamination tools and/or performing tasks in areas sufficiently hazardous to preclude human access. EVA will also be required for those tasks that generate secondary environmental hazards, e.g., grWBng, carbon dioxide blasting. Dismantlement Provides; methods of deploying dismartfement tools and/or performing asks in areas within buildings or structures that are sufficiently tazardous to preclude human access. Waste Batrtaval
R/A pKM&s the vehicles, mobile plat/orais. or excavation systems necessary to retrieve radiologically or chencaBy hazardous wastes or soils. UdbSe platforms suitable for these taste are described in ROBA-t-OY. Waste Sorting and Packaging R/A provides the manipulation systensfjROBA-16-OY) and the End-oMtm Tooling (ROBA-23 through-2&OY) required for the sorting and repackaging of RH-T R U i
Page 4-8

jtomation
Alternatives Technologies Status Science Technology Needs Implementation Needs
iensors—Control
Q Tooling Sensors ROBA-52-OY
Ranking:' H-3-1 ($0.5; N)
Predemonstration Efficacy: High. This technology is required to prevent damage to tools or -sensors: Waste: None: TTP Match
Development: Development/testing of tactile-sensing sensors, force sensors, and proximity sensors.
Operator training. Development coats: $05M.
)ther Technologies
E] Field Hardening ROBA-53-OY
Ranking: M-3-1 (S0.5M; N)
Integrated Automated Analytical Laboratory ROBA-55-OY
Ranking:' E-5-2($3M;N)
Information Management for Sample Handling ROBA-56-OY
Ranking:' E-5-1($1M;N)
Sample Collection ROBA-57-OY
Ranking:' E-S-1 (S1.SM; N)
- Characterization Sensor Integration
firJI ROBA-58-OY
Ranking:' M-3-2($1M;N)
— Sample Preparation ROBA-59-OY
Ranking: E-5-1 ($1M;N)
Demonstration Efficacy: Medium. The ability to be decontaminated Is essentia) for mechanical devices. Waste: None TTPMateh
None Testing of hardened systems. Development costs: S0.5M.
Predemonstratlon for. hardware systems. Evolving for data Interpretation.. /•; Efficacy: High. H^n-sample. loading in analytical laboratories require maximum use of automation Waste: None. TTP Match
Demonstration Efficacy: High: Waste: None. " TTPMatch "
Evolving ..-•/ c.. Efficacy: Medium. -Alternative, but slower, methods of physical sample coffectfonamavaBaWsand -may be mora cost effective. Waste: None;iV 1 TTPMatch .
Demonstration Efficacy: High for non-contact sensing. Medium for physical sample collection/analysis. Waste: None. , , TTPMatch
Evolving Efficacy:. High. Wilt minimize work to be performed In analytical laboratory. Waste: Usual amount of waste normally'generated in sample preparation-operations.. TTPMatch
Development: Development of Standard Laboratory Modules (SIM) for sample preparation, analytical instruments, and data interpretation.
Development: Automatic data entry systems. Improved reliability and auditabilty.
Development: Mobile platforms to deploy and manipulate sample collection tools. Suitable robotic end effectors.
Development: Signal conditioning. Data/Signal transmission.
None
Extensive testing of SLM's. EPA approval of SLM. Development costs: $3.0M.
No unusual needs Development costs: S1.0M.
No unusual needs Development costs: $1.5M.
No unusual needs. Development costs: S1.0M.
Adaptation of current sample preparation tools to robotic devices. Development costs: $1 .OM.
* See the Explanation and Understanding September 1994

Waste Mc
The Waste Management (WM) section address* likely to be generated as a result of the decontamin ations at the Alpha-4 building. The objectives of the WM options and to rank these options in managing address the following "EM Problem" areas as they r waste processing, waste stabilization, waste packac waste minimization. j
It should be noted that waste stabilization, as us' residual solid wastes and does not include pretreatr tions.

lagement
he technologies for processing the waste streams >n and decommissioning (D&D) and current WM oper-M wiring diagrams are to list and evaluate the likely stes. The WM wiring diagrams were developed to te to the Y-12 Site D&D activities: waste retrieval, g, handling, & transportation, waste disposal, and
here, consists of processes for the final treatment of it of the wastes to stabilize them before WM opera-

Waste Ma
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
Clean up Legacy Wastes Prevent Future Insult Develop Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
-Aipha-4 D&D
•RAD •Scrap Wood • Scrap Metals • Asbestos •PCBs • Organics • Inorganics • Mercury
Refer to the Regulatory Compliance chapter of Vol. 1 for potentially applicable, pre posed, and promulgated erwironmental laws; signed am) pending agreements for the Oak Ridge Reservation (OBR); radiation protection standards; DOE Orders; and nonregulaton/guidance. As situ- and waste-specific characteristics are provided for each technology, specific regulatory requirements wil be specified.
Refer to the appropriate Regulatory Compliance chaptarotVol l fbr potentiallyappBcabte, proposed, and promulgated _ environmental laws, signed and pending agreements for the Oak Ridge Reservation, radii tflon protection standards, DOE orders, and
' nomegulatoty guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements wiH be specified.
• Waste Retrieval
September 1994

agement
Alternatives Technologies Status SciencaTechnology Needs Implementation Needs
ichantaal Retrieval Wheeled/Tracked Vehicles - Front-end Loader - Backhoe -Fork Lift
Demolition -Jackhammers - Controlled Blasting
See Robotics/Automation
See Dismantlement
draulic Retrieval Fluid Systems See Dismantlement
Page 5-3

Waste Mi
EM Goals Y-12 Site Problem Problem Area. Constituents Reference Requirements Subelements
> Clean up Legacy
- Prevent Future
Insult
• Develop
Environmental
Stewardship
EM Problem
Alpha-4 — • Rubble Contaminated Concrete Rubble •RAD Clay Titos •PCBs
• Organics • Inorganics • Mercury MTC5210
-Rufer to the Regulatory Compliance chapter of Vol 1 for potentially applicable, proposed, and promulgated environmental laws; signed and pending agreements for ths.Oak Ridge Reservation; radiation protection standards; DOE orders; and ncmreguJaton/guidance. As siie-andvrasta-spedfic characteristics are provided for each technology, specific regulatory requirements will" bei specified.
- Waste Processing
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Page 5-4

lagement
Alternatives Technologies Status Science-Technology Needs Implementat ion Needs
Wasta Stabilization • ' See Waste Stabilization
Thermal Treatment —Thermal Desorption WPRO-106-OY
I J Ranking: H-2-2($1M;$1/!b)
Plasma Arc Furnace WPRO-107-OY
1 7 1 Ranking: " ™ M-2-3 ($2M;N)
Chemical Treatment i Solvent Washing H I WPRO-211/212-OY
Ranking: H-3-2($2M;N)
Accepted This technology has been used by industry to remove and recover volatiles from -contaminated media such as soils. The process Is claimed to nave a >99% removal efficiency for recovering volatile organic compounds (VOCs) from soil.
The application of the process to treat other contaminated media (such as concrete rubble) needs to be
Demonstration This is a developmental technology proposed for the destruction of organics and the immobilization of non-volatile radionuclides and toxic metals in a glassy stag matrix. The attractive features of the technology are that it can be used to treat almost any solid, wasta and it does not require extensive pre-treatment of the waste feed. The negative aspect of the process is that it is very energy intensive thus, it Is likely to be expensive -
Demonstration Continuous solvent extraction . in counter-current contactors, (e.g., centrifugal contactors) Is demonstrated technology for the separation of heavy metals, or organics from aqueous or organic solutions. Centrifugal contactor'based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment processes would enhance the overall wasta treatment strategy. However,, the use of the technology for the treatment of solid wastes requires additional RD&D.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process application, funding, and regulatory approval.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. RD&D is required on the process to determine for example, waste destruction and removal efficiencies (DREs), electrode life, materials of construction, power efficiency, effluent characteristics for different waste feeds, and the viability of the process.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require 3 years and $ 10 million.
The RD&D effort Is estimated to require $1-2.5 million. The payback could be significant.
September 1994
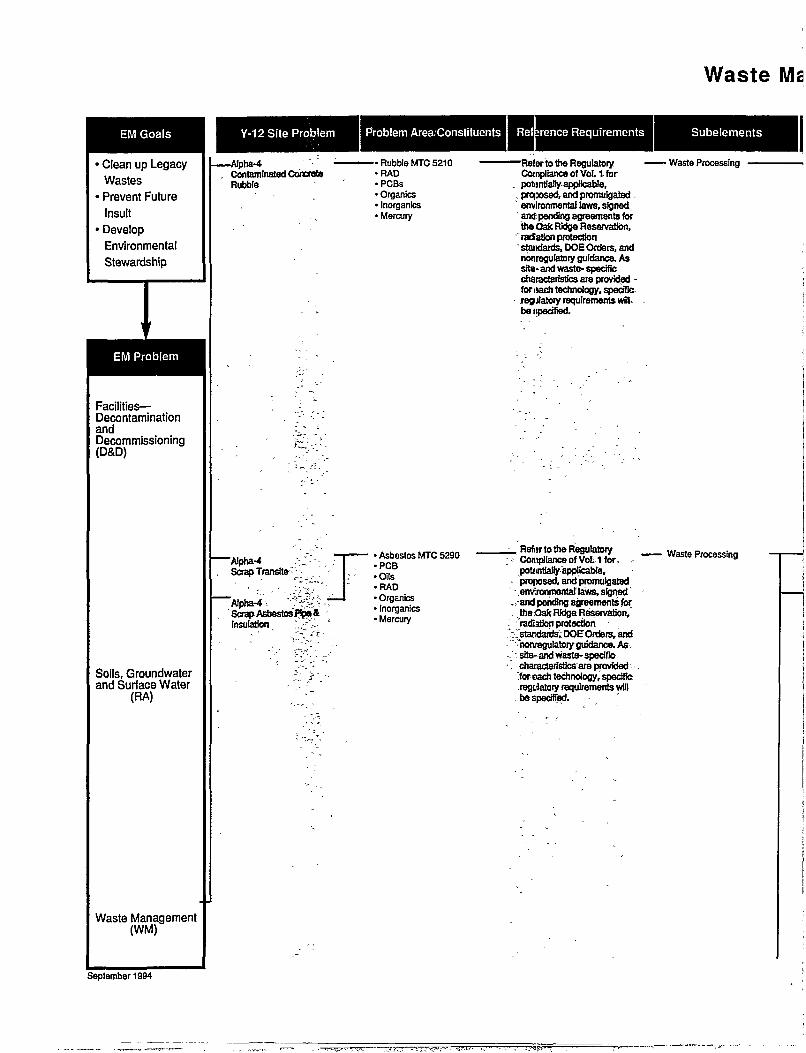
Waste Ms
EM Goals Y-12Site Problem Problem Area/Constituents Reference Requirements Subelements
• Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Atpba-4 — • Rubble MTC 5210 Reler to the Regulatory Con taminaied Concrete •RAD Compliance of Vol t for Rubble •PCBs _ potjntially appHcabte,
• Organics . Drowsed, and promulgated . • Inorganics * environmental laws, signed • Mercury antf pending agreements for
the Oak Ridge Reservation, '~ radratlon protection ' standards, DOE Orders, and nbnregulatory guidance. As site - and waste- specific characteristics are provided -for isach technology, specific regulatory requirements wBU
- * be (specified.
• Waste Processing
"Alpha-4 ,": Scrap Transited
Atpha-4< ' ^ f x ^ Scrap Asbestos P^JSS Insulation ;...~Y-
• Asbestos MTC 5290 •PCB •Oils •RAD • Organics • Inorganics • Mercury
, Refur to the Regulatory Compliance of Vol. 1 for potentially applicable, proiiosed, and promulgated
-environmental laws, signed ,- and pending agreements for the Oak Ridge Reservation,' 'radtitjon protection standards, DOE Orders, and
• "noniiegulatory guidance. As. ' site-and waste- specific . characteristicsare provided lor each technology, specific regulatory requirements will
. bespeciffed.
Waste Processing
September 1994

ent
Alternatives Technologies Status ScienceTechnoIogy Needs Implementation Needs
I Gamma-Radiolysis I T ] WPRO-100-OY
Ranking: M-2-5($2M;N)
El ' Leaching & Stripping WPRO-213-OY
Rankng: M-2-3 ($1M;N)
• Electro Osmosis/Migration DCON-20-OY
Rankng: L-3-4 ($2M;N)
Evolving Technology The radtolytfc destruction of halogenated and aromatic compounds at the laboratory scale is well documented. However, its application on an industrial scale needs additional RDSD. The process is capable of high (>90%) destruction efficiencies for organlcs.-
Aceopted This is an accepted technology in Industry with removal efficiencies greater than 99% however, each application requires additional RD&D to determine optimum leachant composition and process conditions.
Evotvlng Technology Initial data indicate 90+%. removal of uranium and technetium from concrete. The process could also be used to remove oils and organics however; this application needs additional RD&D.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. Some of the issues to be resolved are the complete characterization of the radiolytic decomposition products under different conditions and for different waste materials and their relative toxicity. Another issue is the possibility of combining the radiolysis with enhanced biodegradation of the-radiolytic byproducts.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Some development work is required to apply the method to treat the site wastes.
The RD&D effort Is estimated to require $ 1.25-2.5 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
Normal Implementation needs. Development costs are estimated to be $400-1 TOOK. Capital costs: Not available. Operating costs: Likely to be more expensive than other waste treatment methods.
See Waste Stabilization
• Electro Osmosis/Migration DCON-20-OY M Rankng: M-2-4 ($2M;N)
Evolving Technology Initial data indicate 90+% removal of uranium and technetium from concrete. The process could also be used to remove oils and organics . however, this application needs additional RD&D..
Some development work is required to apply the method to treat the site wastes.
Normal implementation needs. Development costs are estimated to be $ 400-1OOOK. Capital costs: Not available. Operating costs: Likely to be more expensive than other waste treatment methods.
Page 5-5

Waste Mc
EM Goals Y-12 Site Problem Problem Area/Constituents Reference Requirements Subelements
• Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
•Aipha-4 Scrap Transits
•Atpha-4 Scrap Asbestos Pipe & Insulation
-•Asbestos-•PCB •Oils •RAD • Organics • Inorganics •Mercury MTC5210
Rater to the Regulatory Compliance chapter of Vol 1 forpotentiafiy applicable,, proposed, and promulgated environmental laws; signed, ami pending agreements for the Oak-Ridge Reservation; radiation-protection standards; DOE Orders; and notiregufatory guidance. As sitti- and waste-specific ctKiractenstics are provided, for each technology, specific regulatory requirements will be specified.
• Waste Processing
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Page 5-6

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Chemical Treatment l Solvent Extraction m WPRO-211/212-OY
Ranking: M-4-2 ($2M;N)
EJ Gamma-Radiolysis WPRO-100-OY
Ranking: M-2-S($2M;N)
Thermal Treatment I Incineration WPRO-108-OY w Ranking: M-4-1 ($1M$6/lb
• Calcination/Roasting DCON-60-OY
Demonstration Continuous solvent extraction In counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or organics from aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over. 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small siza, small hold-up volume, and rapid start-up characteristics,. This technology when used, with other waste treatment processes would enhance the overall waste treatment -strategy.' However, the use of the technology for the treatment of solid wastes.
Evolving Technology The radiolyUc destruction of halogenafed and aromatic compounds at the laboratory scale is well documented. However, its application on an Industrial scale needs additional RD&D. The process is capable of high. <>90%) destruction efficiencies for organics.
Accepted-. The EPA considers incineration to be the best demonstrated. available technology (BOAT) for the destruction of organics. Incineration can achieve DREs greater than 99599% for certain organics. However, additional RD&O on several aspects of Incineration Is still required.
Demonstration This is accepted industrial technology for the treatment of ares. However, its use for the removal and destruction of oils and organics from the site wastes needs to be demonstrated.
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. Some of the issues to be resolved are the complete characterization of the radiolytic decomposition products under different conditions and for different waste materials and their relative toxicity. Another issue is the possibility of combining the radiolysis with enhanced biodegradation of the radiolytic
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
The use of the technology to meet the site requirements needs to be demonstrated.
The RD&D effort is estimated to require $ 1 - £ 5 million. The payback could be significant.
The RD&D effort is estimated to require $ 1.25-2.5 million.
Knowledge of process application, funding, and regulatory approval. Insert 10: For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that Is permitted to destroy low-level radioactively contaminated mixed wastes. The unit was built at a capital cost of $ 2 6 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste
The RD&D effort is estimated to require $ 2 - 5 million. The payback could be significant
September 1994

Waste Mi
EM Goals Y-12 Site Problem Problem AreaConstituents Reference Requirements Subelements
> Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
EM Problem
Faci l i t ies-Decontamination and Decommissioning (D&D)
Alpha-4 Scrap Transite
I »Asbestos MTO SE30 •PCB
——— Refer to the Regulatory Compliance ot Vol. 1 for
•Oils potentially applicable, •RAD proposed, and promulgated
Alpha-4 — • Organics environmental taws, signed Scrap Asbestos Pfc» & • Inorganics and pending agreements for. Insulation • Mercury thei Oak Ridge Reservation,
radiation protection standards, DOE Orders; and noiiregulatoiy guidance. As situ- and waste- specific characteristics are provided for each technology, specific regulatory requirements will be specified.
Waste Processing
•Alphas-Other Scrap Batfng Materials (e.g. wood, He, Mrfng, fixtures, gaskets)
Debris MTC 5210 RAD
. . . RfllnrtnthARnjjltlatnfy-Compltance of Vol.1 for
PCBs potentially applicable, Organics proposed, and promulgated Inorganics environmental laws,- signed. Mercury and: pending agreements for
the Oak Ridge Reservation, radiation protection. standards-, DOE Orders, and nonregulatory guidance. As site-and waste-specific characteristics are provided for oach technology,specific regulatory requirements will be specified.: - . ' -
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
-Waste Processing
September 1994

lagemenf
Alternatives Technologies Status Science-Technology Needs Implementat ion Needs
fhennal Treatment (contd) — p Catalytic Destruction WPRO-109-OY
Ranking: L-4-3 (S3M;N)
El • Plasma Arc Furnace WPRO-107-OY
Ranking: M-4-3 ($3M;N)
Predernonstration This technology has been demonstrated to be effective (DRE>99+%) for the destruction of liquid and gaseous organic wastes. However, its use to remove
. and destroy the organlcs from solids needs additional RD&D.
Demonstration This is a developmental technology proposed for the destruction of organlcs and the immobilization of non-volatile radionuclides and toxic metals In a glassy slag matrix. The attractive features of the technology are that it can be used to treat almost any solid waste.and it does not require extensive pre-treatment of the waste feed.- The negative aspect of the process is that it is very energy intensive thus, it Is Italy to be expensive.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. RD&D is required on the process to determine for example, waste destruction and removal efficiencies (DREs), electrode life, materials of construction, power efficiency, effluent characteristics for different waste feeds, and the viability of the process.
The RD&D effort Is estimated to require $ 0.75-1.5 million.
The RD&D effort Is estimated to require 3 years and $ 10 million.
Waste Stabilization See Waste Stabilization
rhermal Treatment
Q . Incineration WPRO-108-OY
Ranking: H-3-1 ($1M;$SAb)
M . Plasma Arc Furnace WPRO-107-OY
Ranking: M-3-3 ($3M;N)
Accepted The EPA considers incineration to be the best demonstrated available technology (BDAT) for the destruction of organics.. Incineration can achieve DREs greater than 99.999% for -certain organlcs. However, additional RD&D on several aspects of Incineration is still required.
Demonstration This is a developmental technology proposed for the destruction of organics and the immobilization of non-volatile radionuclides and toxic metals in a glassy slag matrix. The attractive features of the technology are that it can be used to treat almost any solid waste and ft does not require extensive pre-treatment of the waste feed. The negative aspect of the process Is that it Is very energy intensive thus, it Is likely to be expensive.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. RD&D is required on the process to determine for example, waste destruction and removal efficiencies (DREs), electrode life, materials of construction, power efficiency, effluent characteristics for different waste feeds, and the viability of the process.
Knowledge of process application, funding, and regulatory approval. Insert 10: For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that is permitted to destroy tow-level radtoacttvety contaminated mixed wastes. The unit was built at a capital cost of $26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste incinerated.
The RD&D effort Is estimated to require 3 years and $ 10 million.
Page 5-7

Waste Mi
EM Goals Y-12 Site Problem Problem Area. Constituents Reference Requirements Subelements
' Clean up Legacy Wastes
• Prevent Future Insult
' Develop Environmental Stewardship
EM Problem
Alpha-4MTC5210 Other Scrap Building Materials (e.g. wood, tile, roofing, fixtures, gaskets)
•Debris •RAD •PCBs • Organics • Inorganics • Mercury MTC5210
Refer to thfr Regulatory Compliance chapter of Vol. 1. for potentially applicable, proposed, and promulgated, environmental laws; signed and pending agreements for the Oak Ridge Reservation; radiation protection standards; DOE Orders; and notireguiatory guidance. As situ- and waste-specific characteristics are provided for each technology, specific
. regulatory requirements will be specified.
' Waste Processing
Facilities-Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Page 5-8

riagement
Alternatives Technologies Status ScienceTechnoIogy Needs Implementation Needs
Thermal Treatment a Calcination/Roasting DCON-60-OY
Ranking: H-3-1 ($1M;N)
Pyrolysis j j l WPRO-110-OY
Ranking: H-3-1 ($1M;N)
Chem Char Process f f f l WPRO-114-OY
Ranking: M-3-7($SM;N)
Smelting f f l WPRO-111-OY
Ranking: H-3-1 ($1M;N)
Demonstration This is accepted Industrial technology for the treatment of ores. However, its use for the removal and destruction of oils and organics from the site wastes needs to be demonstrated..
Accepted This is an accepted industrial process for the destruction of organics. The process has an organic destruction efficiency greater than 99%.
PredemonstrarJon - -This is a developmental technology based on coal char gasification.- The process is claimed to achieve near total destruction of the organics and produces an Inert char residue that contains the nonvolatile-toxic metals and radionuclides. This char residue can either be vitrified to yield a glassy slag or immobilized in cement
Demonstration This is accepted industrial technology for the treatment and processing of metals. The technology has a DRE for organics greater than 99%. However; its use for the removal and separation of the radionuclides from the wastes requires additional RDSD. The. process could be used for the removal of uranium from the waste but It may not be suitable for the removal of technetium. The disadvantage is that smelting may cause the surface radio active contamination to become bulk contamination of the waste.
The use of the technology to meet the sits requirements needs to be demonstrated.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
The RD&D effort Is estimated to require $2-5 million. The payback could be significant.
Knowledge of process application, funding, and regulatory approval.
The RDSD effort Is estimated to require $ 0.75-1.5 million.
The RD&D effort Is estimated to require $3-5 million. The payback could be significant yielding a major waste minimization effort due to recovery and recycle of the metals.
September 1994

Waste M;
EM Goals Y-12Site Problem Problem Area/Constituents Reference Requirements Subelements
' Clean up Legacy Wastes
• Prevent Future Insult
' Develop Environmental Stewardship
Alpba-4 • Debris MTC 5210 Other Scrap Building Materials •RAD (e.g. wood. Hie, roofing, fix •PCBs tures, gaskets) • Organics
• Inorganics • Mercury
Refer to the Regulatory Compliance chapter of VoL 1 for potentially applicable, proposed, and promulgated environmental laws; signed ami pending agreements for the Oak Ridge Reservation; radiation protection standards; DOE orders; and nonregulatory guidance. As site- and waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified.
Waste Processing
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
September 1994

agement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
lemlcal Treatment I Solvent Extraction [ J ] WPRO-111-OY
Ranking: M-3-2($2M;N)
Gamma-Radiolysis WPRO-100-OY
Ranking: L-3-5(S3M;N)
' Electro Osmosis/Migration DCON-20-OY
Ranking: L-3-4 ($2M;N)
Demo nitration. Continuous solvent extraction in counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or organics from aqueous or organic solutions.' Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover, a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small size, smalt hold-up volume, and rapid start-up characteristics. -This technology when used with other waste treatment processes would enhance the overall waste treatment-strategy. However, the use of the technology for the treatment of solid wastes requires additional RD&D.
Evolving Technology The radloiytlc destruction of halogenated and aromatic-compounds at the laboratory • scale Is wed documented. However, its application on an. industrial seals needs additional RDSD. The process is capable of high (>90%) destruction efficiencies for organics.
Evolving Technology Initial data indicate 90+% removal of uranium and technetium from concrete. The process could also be used to remove oils and organics however, this application needs additional RD&D.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort is estimated to require $1-2.5 million. The payback could be significant.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. Some of the issues to be resolved are the complete characterization of the radiolytic decomposition products under different conditions and for different waste materials and their relative toxicity. Another issue is the possibility of combining the radiolysis with enhanced biodegradation of the radiolytic byproducts.
Some development work is required to apply the method to treat the site wastes.
• The RD&D effort Is estimated to require $ 1.25-2.5 million.
Normal implementation needs. Development costs are estimated to be $ 400-1000 K. Capital costs: Not available. Operating costs: likely to be more expensive than other waste treatment methods.
Page 5-9

EM Goals
• Clean up Legacy Wastes
> Prevent Future Insult
• Develop Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Waste Mi
Y-12 Site Problem Problem Area/Constituents Re erence Requirements Subelements
Refer to the Regulatory Compliance of Vol. 1..
Atpha-4 -. . Other Scrap Building Materials (e.g. wood, Hie, roofing, fix-lures, gaskets)
• Debris •RAD •PCBs • Organics • Inorganics •Mercury MTC5210
Refer to the Regulatory Compliance of Vol. 1..
Waste Processing
Atpha-4-Scrap Nickel
• Nickel •RAD • Inorganics •Mercury MTC5190
.Refer to the Regulatory Compliance of VoL 1 for potentially applicable, proposed, and promulgated, environmental laws, signed
- and pending agreements for. tho Oak Ridge Reservation, radiation protection sttndards, DOS Orders, and nonregulatory guidance. As s»»-and waste-specific characteristics are provided for eaxft technology, specific regulatory requirements wilt" be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may apply-
Begin the design phase for tho three. RCRA storage fariKies for the 9201-4 DSD. project-Target Data 1071/97. (Milestone No. OR270127).
Ccmplete the construction of . trxi three RCRA storage - • fauWes for the 9201-4 D&D
' project -TargetDate 600/2005. (Milestone No. OH270128).
Waste Processing
Page 5-10

nagement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Chemical Treatment ^ ^ Leaching & Stripping J71 WPRO-213-OY
Ranking: M-3-2 ($1M;N)
Accepted This Is an accepted technology In Industry with removal efficiencies greater than 99% however, each application requires additional RD&D to determine optimum Isachant composition and process conditions.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Waste Stabilization See Waste Stabilization
Thermal Treatment • Smelting H I WPRO-111-OY
Ranking: H-1-1 ($1M;N)
~ Calcination/Roasting H I DCON-60-OY
Ranking: H-1-1 ($1M;N)
Mond Process I J l WPRO-112-OY
Ranking: H-1-1 ($1M;N)
Catalytic Destruction WPRO-109-OY
Ranking: L-1-3($3M;N)
Demonstration This Is accepted Industrial technology for the treatment and processing of metals; The
' technology has a DRE for organlcs greater than 99%. However, its use for the removal and separation of the radionuclides from the wastes requires additional RD&D. The process could be used for the .removal of uranium from the waste but it may not be suitable forthe removal of technetium. The disadvantage is that smelting may cause the surface radioactive contamination to become bulk .contamination of the waste.
Demonstration This is accepted industrial technology for the treatment of ores. However, its use for the removal and destruction of oite and organlcs from the site wastes needs to be demonstrated.
Demonstration This Is accepted technology for the refining of nickel. However . Its use to separate the nickel
' from some of the radionuclides (e.g., technetium) needs to be demonstrated..
Prodemonatration This technology has been demonstrated to be effective (DRE>99+%)fortf» destruction of liquid and gaseous organic, wastes. However, its use to remove and destroy the organics from soBds needs additional RDSD.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $3-5 million. The payback could be significant yielding a major waste minimization effort due to recovery and recycle of the metals.
The RD&D effort is estimated to require $2-5 million. The payback could be significant.
The technology demonstration is estimated to require $ 1-2 million. The payback for the process is estimated to be greater than $ 20-30 million based on current disposal costs.
The RD&D effort is estimated to require $ 0.75-1.5million.
Chemical Treatment ^ ^ Leaching & Stripping Im l WPRO-213-OY
Ranking: M-1-2($1M;N)
Demonstration This Is an accepted technology in industry with removal efficiencies greater than 99% however, each application requires additional RD&D to determine optimum leachant composition and process
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Demonstrate the effectiveness of the technology to meet the site requirements.
September 1994

Waste Mc
EM Goals Y-12 Site Problem Problem Area. Constituents Reference Requirements Subelements
• Clean up Legacy Wastes
> Prevent Future Insult
> Develop Environmental Stewardship
"Alph*4 Scrap Nickel
• Nickel •RAD • Inorganics • Mercury MTC5190
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Alpha-* • Aluminum Scrap Atminum, Copper, • Non-ferrous metal and Other Non-Ferrous Metals •RAD {state* Nickel and Mercury) • Organics
• Inorganics • Mercury MTC 5190
Refer to the Regulatory Compliance of Vol. 1.
" Waste Processing
• Refor to the Regulatory Compliance of Vol 1 for potentially applicable, pro|)OS8d, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation, radiation protection standards, DOE Orders, and nonregulatory guidance. As site-and waste-specific crur/acterfstfes are provided for ttach technology, specific -regulatory requirements will
•be specified.-
If diitennfned to be a RCRA-hazardous waste, then the folic wing milestones may apply.
Begin the design phase for the three RCRA storage facilities for the 9201-4 D&D project-Target Date 10/1/97. (Mttsstone NdiOR270127).
Complete the construction of the three RCRA storage facilities for the 9201-4 D&D pro} BCt -Target Date 6/3W2005. (Milestone No. O«!70128).
" Waste Processing
September 1994

agement
Alternatives Technologies Status ScienceTechnology Needs implementat ion Needs
ihemlcal Treatment »ntd)
' Gas Phase (CIF3) Treatment DCON-16-OY
Ranking: L-1-3 ($3M;N)
Pre demonstration Laboratory scale studies have shown that this process can effectively remove uranium deposits at room temperature. The process should also be-effective In removing other radionuclides such as technetium. However, additional RDSD Is needed to demonstrate the full capabilities of the process.
Knowledge of process application, funding, and regulatory approval. Development and demonstration of the optimum process conditions and unit operations for the removal of radioactive contaminants from the wastes and for the recycle of the reactant (CIF3).
The RDSD effort is estimated to require $5 million.
taste Stabilization See Waste Stabilization
hernial Treatment I Smelting m WPRO-111-OY
Ranking: H-3-1 ($1M;N)
m Incineration WPRO-108-OY
Ranking: M-3-1 ($1M;$6Ab)
Calcination/Roasting n DCON-60-OY
Ranking: H-3-1 ($1M;N)
Catalytic Destruction WPRO-109-OY
Ranking: L-3-3 ($3M;N)
Accpotsd This is accepted industrial, technology for the treatment and processing of metals. The technology has a DHE for organlcs greater than 99%. However, its use for the removal and separation of the radionuclides from the wastes requires additional RDSD. The process could be used for the remo'val'of uranium from the waste but it may not be suitable for the removal of technetium. The disadvantage is that smelting may cause the surface radioactive contamination to become bulk contamination of the waste.
Accepted The EPA considers incineration tabs the best demonstrated available technology (BOAT) for the destruction of organlcs. Incineration can achieve DREs greater/than 99.999% for certain organlcs. However, additional RD&D on several aspects of Incineration is still required.
Demonstration This Is accepted Industrial technology for the treatment of: ores. However, its use for the removal and destruction of oils and organics from the site wastes needs to be demonstrated.
Predemonstratlon This technology has been demonstrated to be effective (DRE>99+%)forthe destruction of liquid and gaseous organic wastes. However, Its use to remove and destroy the organlcs from solids needs additional RDSD.
The use of the technology to meet the site requirements needs to be demonstrated.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RDSD is required to develop better understanding of the process technology to improve its acceptability.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
The RDSD effort is estimated to require $3-5 million. The payback could be significant yielding a major waste minimization effort due to recovery and recycle of the metals.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that is permitted to destroy low-level radioacthrely contaminated mixed wastes. The unit was built at a capital costof$26 million (1987 dollars}. Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste incinerated.
The RDSD effort is estimated to require $2-5 million. The payback could be significant.
The RDSD effort Is estimated to require $ 0.75-1.5 million.
Page 5-11
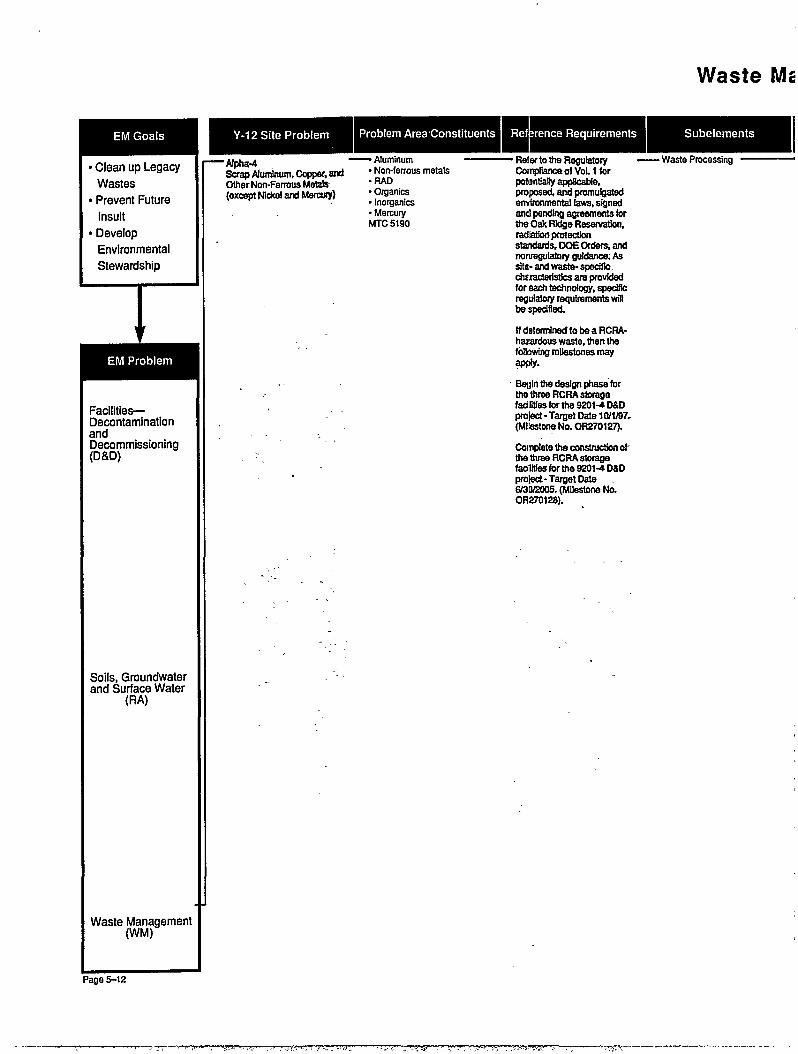
Waste Mc
EM Goals Y-12 Site Problem Problem AreaConstituents Reference Requirements Subelements
• Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
-Alpha-4 Scrap Aluminum, Copper, and Other Non-Ferrous Metals (except Nickel and Mercury)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Page 5-12
— — Reierto the Regulatory • Non-ferrous metals Compliance of Vol. 1 for •RAD poOntiaBy applicable. • Organics proposed, and promulgated • Inorganics environmental laws, signed •Mercury and pending agreements for MTC 5190 the Oak Ridge Reservation,
radiation protection standards, DOE Orders, and nonregulatory guidance: As site- and waste- specific. characteristics are provided for each technology, specific regulatory requirements will be specified.
If d9termined to be a RCRA-hasardous waste, then the following milestones may apply-
• Waste Processing
Benin the design phase for the three RCRA storage facilities for the 9201-4 DSD project-Target Date 10/1/97, (Milestone No. OR270127).
Complete the construction of' the three RCRA storage facilities for the 9201-4 DSD prelect-Target Date 6/33/2005. (Milestone No. OR270128).

lagement
Alternatives Technolog ies Status SciencaTechnology Needs Implementat ion Needs
Shsmical Treatment-
m • Solvent Extraction
WPRO-211/212-OY
Ranking: M-3-2($2M;N)
M
NAC Process WPRO-105-OY (forAI only)
Ranking: M-3-3 ($4M;N)
w Gamma-Radiolysis WPRO-100-OY
Ranking: M-3-5($3M;N)
Accepted Continuous solvent extraction in counter-current contactors (e.g., centrifugal contactors) Is demonstrated technology for the separation of heavy metals or organfcs from aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment processes would enhance the overall waste treatment strategy; However, the use of the technology for the , , treatment of solid wastes requires additional RD&D.
Predemonstratton The feasWIity of the process has been proven at the bench-scale. If proven effective at the industrial -scale, the process could treat and dispose of all the contaminated aluminum from DSD operations. This aluminum would be used in the process to treat the radioactfvely contaminated nitrate wastes in the Harrford site tanks.
Evolving Technology The radiotytic destruction of halpgenated and aromatic compounds at the laboratory scale is well documented. However, its application on an Industrial scale needs additional RD8D. The process is capable of high (>90%) destruction efficiencies for organics.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $1-2.5 million. The payback could be significant
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 2-5 million. The payback is expected to be significant especially because the scrap aluminum from the site can be used to dispose of the nitrate wastes in the Hartford site tanks. This is expected to result in significant savings due to minimizing the wastes to be disposed at the two sites.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. Some of the issues to be resolved are the complete characterization of the radiolytic decomposition products under different conditions and for different waste materials and their relative toxicity. Another issue is the possibility of combining the radiolysis with enhanced biodegradation of the radiolytic byproducts.
The RD&D effort Is estimated to requires 1.25-2.5 million.
September 1994

c
EM Goals Y-12 Site Problem Problem Area/Constituents Reference Requirements Subelements
• Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
A!pha-4 • Aluminum MTC 5190 Refer to the Regulatory Scrap Aluminum, Copper, and • Non-ferrous metal Compliance of Vol. 1 for Other Non-Ferrous Metals • •RAD potentially applicable, (except Nickel and Mercury) • Organics proposed, and promulgated
• Inorganics emfronmental laws, signed • Mercury ami pending agreements for
the Oak Ridge Reservation, radiation protection staidards, DOE Orders, and noiiregulaiory guidance. As site- and waste- specific characteristics are provided for each technolooy, specific regulatory requirements will bespedfied.
' Waste Processing
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
"Alpna-4 Scrap Ferrous Metal (Iron and Steel)
"•Steel MTC 5110 •RAD • Organics • Inorganics • Mercury
Refer to the Regulatory Compliance of Vol. 1 for potiintialfy applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation, radiation protection standards, DOE Orders, and nonregulatory guidance. As site- and waste- specific characteristics are provided for uach technology, specific-regulatory requirements wilt -be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may appV.
Begin the design phase for the three RCRA storage facilities for the 9201-4 DSD proJact-TargetDate 10/1)97. (Milistone No. OR270127).
Compteta the construction of the three RCRA storage fadMes for the 9201-4 DSD projoct- Target Date 6/30/2005. (Milestone No. ORS70128).
Waste Processing
September 1994

agement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Ihemteal Treatment Gas Phase (CIF3) Treatment DCON-16-OY
Ranking: L-3-3 ($3M;N)
___" Leaching & Stripping IjjjJ WPRO-213-OY
Ranking: M-3-2($1M;N)
Predemonstratlon Laboratory scale studies have shown that this process can effectively remove uranium deposits at room temperature. The process should also be effective in removing other radionuclides such as technetium. However, additional RDSD is needed to demonstrate the full capabilities of the process.
Accepted This is an accepted technology in industry with removal efficiencies greater than 99% however, each application requires additional RDSD to determine optimum leachant composition and process
Further RD&D on the process is needed to develop the optimum processing conditions. Development and demonstration of the optimum process conditions and unit operations for the removal of radioactive contaminants from the wastes and for the recycle of the reactant (CIF3).
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $5 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
Waste Stabilization See Waste Stabilization
rtiermai Treatment Smelting Q J WPRO-111-OY
Ranking: H-4-1 ($1M;N)
Accepted This is accepted industrial technology for the treatment and processing of metals. The technology has a DRE for organlcs greater than 99%. However, its use for the removal and separation of the radionuclides from the wastes requires additional RD&D. The process could be used for the removal of uranium from the waste but It may not be suitable for the removal of technetium. Trie disadvantage is that smelting may cause the surface radioactive contamination to become bulk contamination of the waste.
The use of the technology to meet the site requirements needs to be demonstrated.
The RD&D effort is estimated to require $3-5 million. The payback could be significant yielding a major waste minimization effort due to recovery and recycle of the metals.
Page 5-13

Waste MJ
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
> Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
Afpha-4 • Steel Scrap Ferrous Metal (Iron and •RAD Sleet) • Organics
• Inorganics MTC5110
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Refer to the Regulatory Compliance of Vol 1 for posentialty applicable, proposed/and promulgated environmental laws, signed an J pending agreements for thci Oak Ridge Reservation, radiation protection standards, DOE Orders, and nonregulatory guidance. As s'rto- and waste- specific chsiractaristics are provided for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-haiardous waste, then the following milestones may apt*-
Begin the design phase for met three RCRA storage facilities for the 9201-4 DSD project - Target Date 10/1/97. (MJestone No. OR270127).
Complste the construction of thci three RCRA storage-facilities for the 9201-4-D&D project • Target Date 6/SO/2005. (Milestone No. OR270128).
Waste Processing
'Scrap Plastics, Papa; and Cloth ' (Except PPC and rags}-
• Plastics, Paper, Cloth, RAD, Organics, Inorganics MTC5300
• Refer to the Regulatory Compliance of Vol; 1 for potentially applicable, proposed, and promulgated environmental laws, signed aril pending agreements for thEi Oak Ridge Reservation, radiation protection standards, DOE Orders, and noriregulatory guidance. As situ- and waste- specific characteristics are provided for each technology, specific rerjulatory.requlremsnts wilt be specified.
If determined to be a RCRA-hacardous waste, then the following milestones may apply.
Begin the design phase for the three RCRA storage facilities for the 9201-4 DSD project-Target Date 10/1/97. (Missions No. OR270127).
Complete the construction of the. three RCRA storage facilities for the 9201-4 DSD project-Target Date 6/20/2005. (Milestone No.
Waste Processing
Page 5-14

lagement
Alternatives Technologies
Chemical Treatment i _ Solvent Extraction I j j j WPRO-211/212-OY
Ranking: M-4-2($2M;N)
H Leaching & Stripping WPRO-213-OY
Flanking: H-4-2($1M;N)
Thermal Treatment Ji Incineration | S | WPRO-108-OY
Ranking: H-3-1 ($1M;$6Ab)
Chem Char Process IJJJ WPRO-114-OY
Ranking: M-3-7($5M;N)
Status
Demonstration Continuous solvent extraction in counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or organfcs from aqueous or organic solutions; Centrifugal contactor based processes for the separation and recovery of radranucCdes has been technology at DOE nuclear processing sites for over 25 years: The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively smalt size, small hold-up volume, and rapid start-up characteristics. This technology, when used with other waste treatment processes would enhance the overall waste, treatment strategy- However, the use of the technology for the treatment of solid wastes
Accepted This is an accepted technology in Industry with removal efficiencies greater than S3% however, each application requires additional RD&D to determine optimum leacharrt composition and process conditions.
Accepted- . The EPA considers Incineration to be the best demonstrated available technology (BOAT). for the destruction of prganlcs. incineration can achieve DREs greater than 99.993% for certain organtcs. However, additional RD&D on several aspects of Incineration Is still required.
ScienceTechnology Needs Implementation Needs
Predemonstratlon This is a developmental technology based on coal char gasification. The process Is claimed to achieve near total destruction of the organics and produces an inert char residue that contains the non-volatile toxic metals and radionuclides. This char residue can either be vitrified to yield a glassy slag or immobilized in cement
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated. Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to requires 1-2.5 million. The payback could be significant.
Demonstrate the effectiveness of the technology to meet the site requirements.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that is permitted to destroy tow-level radloactively contaminated mixed wastes. The unit was built at a capital cost of $ 2 6 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste incinerated.
The RD&D effort Is estimated to require $ 0.75-1.5 million.
September 1994

Waste M
EM Goals Y-12 Site Problem I Problem Area Constituents Reference Requirements Subelements
• Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
Atpha-4-Scrap Plastics, Paper, and Cloth (Except PPC and rags)
• Plastics, Paper, Cloth, RAD, Organics, Inorganics MTC5300
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Alpha-4 •Cloth Contaminated Personal •RAD Protectiva Clothing (PPC) and • Inorganics Rags • Organics
MTC 5300
Refer to the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for th« Oak Ridge Reservation, radiation protection standards, DOE Orders, and nonregulatory guidance. As situ- and waste- specific, characteristics are provided for each technology, specific regulatory requirements will be specified.
" Waste Processing
Rater to the Regulatory Compliance of VoL 1 for -potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for the: Oak Ridge Reservation, raciation protection standards, DOE Orders, and nonreguiatory guidance. As sitCKand waste- specific characteristics are provided* for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Benin the design phase for . the three RCRA storage facilities for the 9 2 0 M D&D project-Target Date 10/1/97.-(MFestone No. OR270127).
Complete the construction of the three RCRA storage facilities for the 9201-4 D&D project - Target Date 6/30/2005. (Milestone No. OR270128).
"Waste Processing
September 1994

ement
Alternatives Technologies SciencaTechnology Needs Implementat ion Needs
Treatment ^ ^ Molten Salt Oxidation UJl WPRO-113-OY
Ranking: M-3-2($3M;N)
Demonstration This is not a new process however, its application for treating hazardous and radioactive contaminants has not been demonstrated. One advantage of the process is that the process and equipment is transportable (as opposed to a fixed treatment facility) and can be located near the waste site. The process should be capable of destroying organlcs with a >S9% effidenc. Additional RD8D is required to fully develop the process to treat mixed wastes.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 1,4 million for a 3 year development effort
See Waste Stabilization
Treatment ~ Solvent Extraction | * | WPRO-211/212-OY
flanking: H-3-1 ($1M;N)
Demonstration Continuous solvent extraction In counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or organlcs from aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment processes would enhance the overall waste treatment strategy. However, the use of the technology for the treatment of solid wastes
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $1-2.5 million. The payback could be significant
Treatment m Incineration WPRO-108-OY
Ranking: H-3-1 ($1M;S6Ab)
Accepted The EPA considers incineration to be the best demonstrated available technology (BOAT) for the destruction of organlcs. Incineration can achieve DREs greater than 99.999% for certain organics. However, additional RDSD on several aspects of incineration is still required.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that is permitted to destroy low-level radloactively contaminated mixed wastes. The unit was built at a capital cost of $26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $ 6 per pound of waste Incinerated.
Page 5-15

Waste Mi
EM Goals Y-12 Site Problem I Problem Area/Constituents Reference Requirements Subelements
' Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
A!pha-4 Contaminated Personal Protective Clothing (PPC) and
"•Cloth •RAD • inorganics • Organics MTC5300
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Rciferto the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for tho Oak Ridge Reservation, radiation protection standards, DOE Orders, and nonregulatory guidance. As sit B-and waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Begin the design phase for tho three RCRA storage fatairties for the 9201-4 DSD project-Target Date 1071/97. (Milestone No. OR270127).
Ccmplete the construction of tho three RCRA storage fadffles for the 9201-4 DSD project • Target Date 6/:i0/2005. (Milestone No. OR270128). .
' Waste Processing
Alpha-4 Spent Ion Exchange Media (i.e. resins and spent activated carbon)
• ton Exchange Media •Organics • inorganics -RAD UTC3115
Refer to.the Regulatory Cc«nptianca of Vol 1 for potentially applicable, proposed, and promulgated environmental taws, signed and pending agreements for tho Oak Ridge Reservation, radiation protection standards, DOEOrders, and nonregulatory guidance. As sits- and waste- specific: characteristics are provided for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the foEowing milestones may ap»ly.
Begin the design phase for the three RCRA storage facilities forthe 9201-4 D&D project - Target Date 10/1/97. (MIestone No. OR270127).
Complete the construction of the three RCRA storage facilities for the 9201-4 D&D project - Target Date
Waste Processing I
Page 5-16

agement
Alternatives
Thermal Treatment (contd)
M
Technologies
Molten Salt Oxidation WPRO-113-OY
Ranking: M-3-2 ($3M;N)
ScienceTechnology Needs Implementat ion Needs
Steam Stripping Q l WPRO-221-OY
Flanking: H-3-1 (S1M;N)
Chem Char Process WPRO-114-OY
Ranking: L-3-7($5M;N)
Waste Stabilization
Chemical Treatment
See Waste Stabilization
' Elution | 2 j WPRO-104-OY
Ranking: M-3-1 ($0.1M;N)
Leaching & Stripping WPRO-213-OY
Ranking: M-3-1 ($0.1 M,N)
Supercritical Water Oxidation WPRO-216-OY
Ranking: L-3-3 ($3M;N)
Demonstration This Is not a new process however, its application for treating hazardous and radioactive contaminants has not been demonstrated. One advantage of the process is that the process and equipment is transportable (as opposed to a fixed treatment facility) and can be located near the waste site. The process should be capable of destroying organics with a >99% efficiency.
Additional RD&D is required to fully develop the process to treat mixed wastes.
Demonstration This is an accepted Industrial process that can remove volatile organics with >99+% efficiency especially from contaminated aqueous streams. The application of the. process to satisfactorily remove hazardous and radioactive species needs to be
Prodemonstratlon This is a developmental technology based on coal char gasification. The process is claimed to achieve, near total destruction of the organics and produces an inert char residue that contains the non-volatile toxic metals and radionuclides. This char residue can either be vitrified to yield a glassy slag or Immobilized in cement
Demonstration This is accepted technology for the treatment of spent ion exchange media. However, the site specific applications may need to be demonstrated.
Demonstration This Is an accepted technology in industry witrrremoval efficiencies greater than 99% however, each application requires additional RD&D to determine optimum leachant composition and process
Demonstration
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. Significant development is needed to solve the problems of corrosion, plugging, and caking of the reactors. Overall experience is also needed on the specific problems that may be associated with the processing of particular types of wastes. This information could be used to develop a technology database to support the applicability and relative merits of this promising
The RD&D effort is estimated to require $ 1.4 million for a 3 year development effort
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
The RD&D effort is estimated to require $ 0.75-1.5 million.
This technology has no unique implementation needs.
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort is estimated to require $ 1 . 6 million for a 3 year development plan.
September 1994

Waste
EM Goals Y-12 Site Problem Problem Area/Constituents Reference Requirements Subelements
-Alpha-4 • Ion Exchange Media HetartotneKegulatory Waste processing Spent. Ion Exchange Media • Organics Compliance of Vol. 1 for [Le. resins and spent acti • Inorganics potentially applicable, vated caibon) •RAD proiwsed; and promulgated
MTC3115 environmental laws, signed and pending agreements for the Oak Ridge Reservation, radiation protection' standards, DOE Orders, and non regulatory guidance. As site-and waste-specific characteristics are provided for oach technology, specific; regulatory requirements will
'be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Begin the design phase for the three RCRA storage
" ' • ' ; •
facilities for the 9201-4 DSD project - Target Date 10/1/97. (Milestone No. OR270127).
Complete the construction of the three RCRA storage
' facilities Cor the 9201-4 D&D projsct - Target Date 6/30/2005. (Milestone No. OR5170128). .
September 1994

anagement
Alternatives Technologies Sta tus Science/Technology Needs Implementat ion Needs
hernial Treatment i Incineration HI WPRO-108-OY
Ranking: M-3-1 ($1M;N)
Molten Salt Oxidation 171 WPRO-113-OY
Ranking: M-3-2($3M;N)
Calcination/Roasting [ J ] DCON-60-OY
Ranking: H-3-1 ($1M;N)
^ ^ Molten Glass Combustor I I I WPRO-116-OY
Ranking: H-3-2($2M;N)
Catalytic Destruction WPRO-109-OY
Ranking: L-3-3 ($3M;N)
HSteam Stripping WPRO-221-OY
Ranking: H-3-1 ($1M;N)
Accepted The feasibility of the process has been proven at the bench-scale. If proven effective at the industrial -scale, the process could treat and dispose of all the contaminated aluminum from D&D operations. This aluminum would be used in the process to treat the radioactlveiy contaminated nitrate wastes in the Hanford site tanks. This process would thus help treat and dispose of two major DOE wastes.
Demonstration This is not a new process however, its application for treating hazardous and radioactive contaminants has not been demonstrated.- One advantage of the process is that the process and equipment
' is transportable (as opposed to a fixed treatment facility) and can be located near the waste site.. The process should be capable of destroying organics with a >99% efficiency.
Additional RD&D is required to fully develop the process to treat mixed wastes.
Demonstration This is accepted industrial technology for the treatment of ores. However, its use for the removal and destruction of oils and organics from the site wastes needs to be demonstrated.
Demonstration This Is accepted industrial technology for mixed wastes treatment The process can achieve DREs greater than 99%. EPA has accepted this process as best demonstrated available technology (BDAT) for the treatment of hazardous high-level nuclear wastes. Operating costs for the process are IBtefy to be high.
Predemonstratjon This technology has been demonstrated to be effective (DRE>99+%) forme destruction of liquid and gaseous organic wastes. However, its use to remove and destroy the organfcs from solids needs additional RDSD.
Accepted
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated. Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
Some development work is required to apply the method to treat the site wastes.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that is permitted to destroy low-level radloadively contaminated mixed wastes. The unit was built at a capital cost of $26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste
The RD&D effort Is estimated to require $ 1.4 million for a 3 year development effort.
The RD&D effort is estimated to require $ 2-5 million. The payback could be significant.
Knowledge of process application, funding, and regulatory approval.
The RD&D effort is estimated to require $ 0.75-1.5 million.
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
Page 5-17

Waste M;
EM Goals
• Clean up Legacy Wastes
«Prevent Future Insult
• Develop Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Y-12 Site Problem Problem Area/Constituents Reference Requirements Subelements
_ . ^ _ ^ _ Refer to the Regulatory Compliance of Vol 1.
Alpha-4 Spent Ion Exchange Media
• Ion Exchange • Organics • Inorganics •RAD MTC3115
Refer to the Regulatory Compliance of Vol 1.
waste processing
Alpha-4 . •Sludges Waste Processing Sludges •RAD (precipitates from water - • Organic treatment processes) • Inorganics
.- MTC3120
Rater to the Regulatory Compliance of VoL1 for ' potentially applicable,
" prcposeoYand promulgated environmental laws, signed anil pending agreements for. the. Oak Ridge Reservation, racSation protection standards, DOE Orders, and noiiregulatory guidance. As sitti- and waste- specific characteristics are provided for each technology, specific regulatory requirements win be specified.
if determined to be a RCRA-harardous waste, then the following milestones may. ap|3fy.
Begin the design phase for th& three RCRA storage fadStiesforthe 9201-4 D&D pre ject -Tanjet Date 10il/97. (Milestone No. OR27Q127).
Complete the construction of thei three RCRA storage, facilities for the 820*4 DSD project-Target Date 6/20/2005. (Milestone No. OR270128).
" Waste Processing
Page 5-18

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Thermal Treatment (cont)
Chem Char Process WPRO-114-OY
Ranking: L-3-7($5M;N)
Steam Stripping WPRO-221-OY
Ranking: H-3-1 ($1M;N)
Prodemonstraton This Is a developmental technology based on coal char gasification. The process is claimed to achieve near total destruction of the organlcs and produces an Inert char residue that contains the non-volatile toxic metals and radionuclides. This char residue can either be vitrified to yield a glassy slag or immobilized In cement
Accepted
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort Is estimated to require $ 0.75-1.5 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
Waste Stabilization See Waste Stabilization
Chemical Treatment I Solvent Extraction TO] WPRO-211/212-OY
Ranking: M-4-2($2M;N)
Leaching & Stripping p i WPRO-213-OY
Ranking: H-4-1 ($1M;N)
Demonstration Continuous solvent extraction In counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or organics from aqueous or organic solutions. Centrifugal contactor based processes (or the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment
. processes would enhance the overall waste treatment strategy. However, the use of the technology for the treatment of solid wastes
Demonstration This Is an accepted technology In industry with removal efficiencies greater than 99% however; each application requires additional RD&D to determine optimum leachant composition and process conditions.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $1-2.5 million. The payback could be significant
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Demonstrate the effectiveness of the technology to meet the site requirements.
September 1994

EM Goals
• Clean up Legacy Wastes
• Prevent Future
Insult
• Develop
Environmental
Stewardship
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Waste M
Y-12 Site Problem Problem Area Constituents Re erence Requirements Subelements
• » "' y. - ' •. ~ Refer to the Regulatory -A^ptia-4- •Sludges Refer to the Regulatory Waste Processing " 7
• Waste Processing Sludges . •RAD CcmpHanceofVoLlfor -(precipitates from watartreat- • Organic potenfiaHy applicable. mentprocesses)- • Inorganics pnioosed, and promulgated -
. - - - • . . - . " . ' - . MTC3120 envircflrnerrtal.laws, signed ' r « 5 * *• ~' • * -, ' - - and pending apreemertts for:
-*v the Oak Ridge Reservation, - ,'r .- radiation protection • •
- . ° , • " • : stsndards; DOE Orders, and V nbjiregutatoiy guidance. As
situ-and waste-specific . . chiuacteristics are provided *
'-'; ' • • • . . . ' • - • * • ' for each technology, specific
•.,-.;.- . .__• ; , •_. _ ^ . - re iulatory requirements*^
K:: ' • - . ' • . ' " ' • • ' ' : ,; bespedfied.- . - . -
' / , " f _"w ••• • . If determined to be a RCRA-T- • ""• " • tra&ntous waste, then the ..
' foUowing milestones may
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
: , . $*'•"• n-1
4*.
. Beijin the design phase for the three RCRA storage faclities for the 9201-4 D5D. proiect- Target Date 10/1/97. (Milestone NO.OR270127).
Compiete the construction of "• the three RCRA storage; facilities forthe 9201-4 D&D pro|ect - Target Date;-. 6/33/2005. (Milestone No. OR270128).'
September 1994

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Chemical Treatment (contd) Indneration WPRO-108-OY
Ranking: H-4-1 ($1M;$6Ab)
Catalytic Destruction WPRO-109-OY
Ranking: L-4-3($3M;N)
Thermal Treatment. ••I- Calcination/Roasting • Q ] DCON-60-OY
Ranking: H-4-1 ($1M;N
Chem Char Process WPRO-114-OY
Ranking: L-4-3($3M;N)
! _ Wet Air Oxidation JJJ WPRO-215-OY
Ranking: M-4-2($2M;N)
Microwave Heating WPRO-115-OY
Ranking: L-4-3 ($4M;N)
Accepted The EPA considers Incineration to be the best demonstrated. available technology (BOAT) for the destruction of organics. Incineration can achieve DREs greater than 99599% for. certain organics.: However, additional RD&D on several aspects of incineration is sti!) required.
Pnxtomonstratton This technology hasbeen demonstrated to be effective (DRE>89+%)fcf t h e , . •;-destruction of ifqukl awfc ; ~" gaseous organic wastes^ However, its use to remove- . and destroy the organics from soBds needs additional RD&D.
Demonstration This is accepted industrial
. technology ftrthe treatment of : ores.- However, Its use for the removal and destruction of oils and organics from the site wastes needs to be -demonstrated.
Prodemonstratfon This Is a developmental-. -; technology based on coal char gasification. The process is claimed to achievenear total..' • destruction of ttis organics and produces an inert char residue that cbntains ihe rwriwiatileC toxic metals and radionuclides. This char-'reskfue'eanoitherbe -vitrified to yield a glassy slag or lmmobtSzed Iri c e m e n t - . "
Demonstration •-The process is commercially available.' It is capable of greater than 99+% destruction of some organics howeverr it
.may not be able to compteteiy. destroy certain refractory.' • organics such as halogenated aromatics:(e,gyPC8}; ;-Processing costs are likely to behigh.- ' . * . - ,
Demonstration Thlsis a novel technology for. the. thermal treatment of radioactive wastes. The technology Is at the laboratory scale of development' -
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that is permitted to destroy low-level radioactiveiy contaminated mixed wastes. The unit was built at a capital cost o f$26 million (1937 dollars),. Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The,1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste
The. RD&D effort Is estimated to require $ ff.75-1.5 million.
The RD&D effort is estimated to require $ 2-5 million. The payback could be significant
The RD&D effort is estimated to require $ 0.75-1.5 million.
The development effort Is estimated to require approximately $ 1 million.
The RD&D effort is estimated to require $ 2.5 million.
Page 5-19

Waste Mi
EM Goals
• Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
Y-12 Site Problem Problem Area Const tuents Reference Reqmremen
• Residue „
AJpha-4 • Residue Rfffcr to the Regufatory Waste Processing Solid - •RAD Canpllance of Vol. 1 for Residuals • Organics poterrttaUy applicable,
• Inorganics proposed, and promulgated MTC5490 envrronmental laws, signed
ami pending-agreements for the Oaic Ridge Reservation,
-
radiation protection standards, DOE Orders, and nonregulatory guidance. As site- and waste* specific ._ characterfstfcs are provided for each technology, specific regulatory requirements wilt
-
be specified.
If determined to be a RCRA-hai&rdous waste, then the. fotlswing milestones may ap))fy.
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
Subelements
" Waste Processing
Bejin the design phase for the three RCRA storage facilities for the 9201-4 DSD' prefect - Target Date 10/1/97; (Milestone No.OR270127).
Complete the construction of thethree RCRA storage faclBtJes forthe 9201-4 DSD prelect- Target Date 6/20/2005. (Milestone No, OFI27012B).
Page 5-20

nagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Thermal Treatment Molten Glass Combustor H I WPRO-116-OY
Ranking: H-4-2($2M;N)
Bio treatment Biodegradation U J WPRO-117-OY
Ranking: M-4-3 ($3M;N)
Waste StabtltzaBon •
Chemical Treatment.
H See Waste Stabilization H-3-1 ($1M;N)
M Leaching & Stripping WPRO-213-OY
Ranking: M-3-1 ($1M;N)
—— Solvent Extraction |jJJ WPRO-211/212-OY
Ranking: M-3-2($2M;N)
Transmutation WPRO-219-OY
Ranking: L-3-10 ($10M;N)
Accepted. This is accepted industrial technology for mixed wastes treatment The process can achieve DREs greater, than 99%. EPA has accepted this process as beat demonstrated available technology (BDAT) forms treatment of hazardous high-level nuclear wastes. Operating costs for the process are likely to be high.
Evolving Technology This is a promising technology for hazardous wastelreatment. The process can achieve Impressive treatment efficiencies for certain organics. However,, the process is slow and may not be able to completely destroy certain refractory organics.
Demonstration • This is an accepted technology in Industry, with removal' efficiencies greater than 99%-however, each application requires additional RD&D to determine optimum loachant composition and process
Demonstration :. Continuous solvent extraction
In cotmter-currenf<^tactors>; (e.g.; csrrtrrfuo^l contactors) Is delrKmstratedtechndlogy^for ;•:' the separatton of heavy ,metals-~
vor,orgaWr*frcm a c c u s e r . ' / : ' ' orgwicsolutions. Centrifugal i' .contactor based processes tor the separation and recovery of radtonuclides has been- ' technology at DOE nuciear
• processing srtesforover'25: years. The technology, can.be applied to treat and recover a wide, range of contaminant concentrations^ The • - , . . advantages of the* centrifugal -contactor based extractiort .'process are its relatively smaS* ' size, smalt hold-up volume, and rapfd'stMHipcharacteristtcs.; This technology vVhen used wtm other waste treatment •" processes would enhance the overall' waste treatment. -. strategy. However, the use of thetechnolog/fpr.the- • treatment of solid wastes
Conceptual. The future of an Industrial scale transmutation facility is highly dependent on the availability of a permanent high. level waste repository. A "national" transmutation facility would greatly facilitate the destruction and disposal of "problem" radionuclides such as
Some development work is required to apply the method to treat the site wastes.
Knowledge of process application, funding, and regulatory approval.
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $1-10 million. The payback could be significant
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort is estimated to require $ 1-2.5 million. The payback could be significant
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
An Industrial-scale national transmutation facility would need to be developed and built. The cost for such a "national* facility is estimated to be in the • billion dollars range and would require several years to build.
September 1994

Waste M
EM Goals Y-12 Site Problem "' Problem Area,Constituents Reference Requirements Subelements
• Clean up Legacy Wastes
• Prevent Future Insult
• Develop Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water
(RA)
Waste Management (WM)
AIpha-4 ' " . - . • Residue Refer to the Regulatory Waste Processing SoBd •RAD Compliance of Vol 1 for Residuals • Organics pcttntiaJry applicable, '
: . • Inorganics proposed; and promulgated. MTC5490 err/ironmental laws, signed
and pending agreem ents tor the-. Oak Ridge Reservation, racSation protection
• ; -. :- _ "• • standards, DOE Orders, and nonregufatoty guidance. As, • sittK and waste- specific chiuacteristics are provided
. for each technology, specific regulatory requirements wiB be.specrried>* . '
• IfdstermlnsdtobeaRCRA-hazardous waste, then the
1 • ' - : - totaling milestones may' -, apfty- . . .
Waste Processing
Bejiln the design phase for the three RCRA storage " \ facilitJes for the 9201-4 DSD ' project-Target Date 10/1/97. (Milestone No. OR270127).
Coinplete the construction of: the three RCRA storage faci5ties forth© 920m-D&D project-- Target Date-" 6/3U/2005.. (Milestone No. ORJ70128):, . .
September 1994

agement
Alternatives Technologies Science/Technology Needs Implementat ion Needs
•hernial Treatment , « Incineration R j WPRO-108-OY
Ranking: H-3-1 ($1M;$6Ab)
w
w
Roasting/Calcination DCON-60-OY
Ranking: H-3-1 ($1M;N)
Molten Salt Oxidation WPRO-113-OY
Ranking: M-3-2($3M;N)
___ Wet Air Oxidation | 2 J WPRO-215-OY
Ranking: M-3-2($2M;N)
^ _ Cham Char Process ^ WPRO-114-OY
Ranking: L-3-7($5M;N)
AWSpted;; . , . - • ' \ :
Tha EPA considers Incineration to bo the best demonstrated • available technology (BDAT) for the destruction of drganics. Incineration can achieve DREs greater than 99.999%.for certain org'ariics. HoWever,-additional RD&D on several aspects of.incineration is still required.
Demonstration This is accepted industrial technology forthe treatment of . oresw. However, its use for the. removal and destruction of oiis and organics from the site ;" wastes needs to be demonstrated.,*
Demonstration . This is not a new process • however, its application for treating hazardous and. radioactive contaminants has not been demonstrated. One advantage of the process is that the process and equipment is transportable {as opposed to a fixed treatment facility) andean be located near the waste site. The process should be-, capable of destroying organics .with a >99% efficiency.-
Additional RD8D is required to fully develop the process to treat mixed wastes-.
Demonstration ' ; ; . The process is commerclaBy. availabte. it Is capable or- „ greater than 99+% destruction of some organics however, it -may not be able to completely destroy certain refractory i organics such as halogenated aromatics(e.g., PCB). Processing costs are likely to bo high.
Pred^monatratlori This Es a developmental technology based on coal char gasification.. The process- is • claimed to achieve near total destruction of the organics and produces an inert char residue that contains the non-volatile toxic metals and radionuclides. This char residue, can either be vitrified to yield a glassy slag or immobilized In cement
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Knowledge of process application, funding, and regulatory approval. For example, the.K-25 Site TSCA Incinerator is a 30 MMBtu/h. unitthat is permitted to destroy low-level radloaclivety . contaminated mixed wastes. The unit was built at a capital cost of $ 26 million (1987" dollars}. Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $ 6 per pound incinerated.
•The RD&D effort is estimated to require $ 2-5 million. The payback could be significant.
Tha RD&D effort Is estimated to require $ t.4 million for a 3 year development effort
The development effort Is estimated to require approximately! 1 million.
The RD&D effort is estimated to require $ 0.75-15 million.
Page 5-21

Waste M
EM Goals Y-12 Site Problem Problem Area/Constituents Reference Requirements Subelements
• Clean up Legacy
Wastes
• Prevent Future
Insult
• Develop
Environmental
Stewardship
A(pha-4 Waste Processing SoM Residuals
"• Residue •RAD • Organics • Inorganics MTC5490
Refer to the Regulatory Compliance chapter of Vol. 1 for potentialfy applicable,. proposed, and promulgated ecTvironmerrtal laws; signed a id pending agreements for the Oak Ridge Reservation; nridiatton protection standards; DOE Ordorsr and nonregulatory guidance. As slle-and waste-specific diaractaristlcs are provided for each technology, specific regulatory requirements wift bo specified.
" Waste Processing
EM Problem
Facilities— Decontamination and Decommissioning (D&D)
Soils, Groundwater and Surface Water (RA)
Waste Management (WM)
Page 5-22

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Thermal Treatment •_ Microwave Heating | 2 | WPRO-115-OY
Ranking: M-3-3 ($4M;N)
^ ^ Molten Glass Combustor l y WPRO-116-OY
Ranking: H-3-2($2M;N)
Demonstration This Is a novel technology for the thermal treatment of >•. radioactive wastes. The, technology Is at the laboratory scale of development.
Accepted' This |s accepted Industrial.; technology for mixed wastes treatment The process can achieve DREs greater than. 99%. EPA has accepted this process as best demonstrated -available technology (BOAT) for the treatment of hazardous. high-level nuclear wastes. Operating costs tor the process are likely to behkjti..
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort is estimated to require $ 2.5 million.
The RDSD effort Is estimated to require $ 1-10 million. The payback could be significant.
September 1994

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult 1 Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
•Afpha-4 -Cofflamihated.Wastewater
RAD in Water • MTC1000 MTC1900
• Ref arte the Regulatory. CornpSance of Vol. 1 for potontiaHy applicable, pro) xjsed, and promulgated environmental taws, signed and pending agreements for the Oak Ridg« Reservation (ORR), radiation protection standards; DOE Orders, and nonreguiatocy guidance. As site- and waste- spedfe characteristics are provided foruaeft tecbnofogy, specific regulatory requirement* wis be-specified .
tf dirtermined tabs a RCRA-hazardous waste, then the foi-towing milestones may apply.
Begin the design phase for the three RCRA storage faciiities for the 92QM 08D project -Tar|ietDate1Wf/9n (r*J9Sten«No. OR270ia7}.
Cotiiptete the construction ot the three RCRA storage facB« ttesforthe 9201-4 DSD project-Target Date 6KW2005. (MiJjstone No. OR270128).
- Waste Processing
September 1994

agement
Alternatives Technologies Status SciencaTechnology Needs Implementation Needs
'hysfcal-Tmaimsfit: i Adsorption TJ1 WPRO-202/203-OY
Flanking: M-3-2($2M;N)
ta
• Electrolysis WPBO-205-OY
Ranking: L-3-4 ($3M;N)
• Reverse Osmosis WPRO-206-OY
Ranking: M-3-2($2M;N)
:JE|
\M
• Ultrafiltration WPRO-206-OY
Ranking: M-3-3($3M;N)
• Inorganic Microporous Filters WPRO-207-OY
Ranking: M-3-8($5M;N)
Laboratory stwSesfnblcata . reniovat.'sffrcienctes greater
•• thari90%tortharemovato«--' radioactive species using vari-
, •"ousadsotbm&rnedta-. Further . " developmerrt is necessary to''/
;•' develop more effective adsorp-c ' : Won media (or the treatment of.-,
- . mixed waste "contaminated fiq- '" ,<uids..DevefopmeM would .-". - IrKdudeforexamp^scsie-upJc.'
sJudfefeiDevelopmentof.hJgh '-. A surface area-artf appropriate v - pajtj&slzo.roadiaforcomirai*
. otis br»ratiohs, and the dsval-•* opnierrtof appropriate media - forthe'removalof variotis'com-aminartts-.--- - -.'•-'
Demonstration •; ,"...",' ;-. Ttebasfctech'tMtogvJswair •'. estaMshedlntndustrytioww-V \ . er; ftsappficatson to meet.the.. -"; . slt&rsquirsmentsrfiedstobe ,.' developed arKfderrbristrated,. ;• Removal effkrfenclesfcrthe..'" -.
process am in general greater • than9Q%.. - "; . ; - : \ -" ' . ; ,
Dftrnonstr&u'ort -- c - Reverse osmosis is commerv - ciat technology for treating - "ajpteous streams.- When prop-'; •; arty designed and operated the
tecrmology is capable of ," -." /greaterthan99%reJecttoh'ot-- •
." tiw salts;'However, aridriioriaJ -',ROaOmayberequ&edto- .'
v '- develop" membranes tttatmeet/; 1 .the site specrffcrep^Mrrents.-"
, :l>miottstratferi -'- • ;. "- , - ," v UltrafitmstionisaJscamem-./.. '*- brans separation process that. ' is sirrtfaHa reverse osmosis. ;-. However; it will "net rernove tew'. toirtterrnedaterrmfecular •-.• .
• *ffi^soiut^.fwm,tt(etioj)id-stream. " y ' ' ';. :
Predsmorwtratlbn TWs^rusvettecrmotogy being '.
" deve!opedforfirtratjon.appjfea»-
tens.-- Some of the advantages ...of tfiese fitters are.that they can "; be used to severe environ-. -' merits> they can be readily-
" - cleaned if m e y ^ fouled, ana - they can be re-used ittdefmfts-
-..'iy. Their separation efficiency ,. " canbe99%+.i -- -,-'
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
,The RD&D effort fs'estJmated to require S 1.25 mfflioa
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the -technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
'ThaRDSD effort is estimated -to require $1.25 million. ',
-The RD&D effort to develop applicable membranes is estimated to require $ 0:75 million.
The RD&D effort to develop. appBeabte' membranes is estimated to require $ 0.75 million.
The RD&D effort to develop inorganic microporous filters is estimated to require $ 0.75^1 million; The payback Is estimated^tobe/$20-25million, .
'based pn significantly reduod waste disposal costs.
hemieal Treatment Chemical Fixation WPRO-208-OY
Ranking: H-3-2 ($2M;N)
Demonstration ', This process-consists of fixing' ;
" the contaminants by chemical. reacSort so that'they-can be-, removed'by filtration or-otber
"separationtechniques. The. .processshould be capabfe of . ^%^t/e^trhenteffieiencies. - '
Demonstrate the effectiveness of the technology to meet the site requirements.
The P.D&D effort is estimated to required 2-5 million. The paybadc could be significant
Page 5-23

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy > Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
•Afcha-4 Contaminated Wastewater
RAD in Water MTC1000
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
• Refer to the Ragulatoy Compliance of Vol: 1 for pot intJairy applicable, proposed, and. promulgated environmental laws, signed and pending agreements for
. the Oak Ridge Reservation (OFIR), ratSation protection standards, DOEOrders, and noriregulatory guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements will be. specified.. -
If dstermined to be a RCRA-haiardous waste, then the following milestones may apply.
Beflfn the design phase for the three RCBA storage facMes for the 9201 -* DSD project-TargetDat»10V1/97-(Miestone No. OR270127).
Compfetatheconstructionof the three RCRA storage facilities, for the 92QT-4 D&D pro-Jed:- Target Date 6/30/2005. (Milestone No. OR270128).
1 Waste Processing
Page 5-24

nagement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Chemical Treatment • ' Chemical Reduction WPRO-209-OY
Ranking: M~4-3(<$1M;N)
• Chemical Precipitation WPRO-210-OY
Ranking: E-S-1 (<$1M;N)
• Solvent Extraction WPRO-211/212-OY
Ranking: L-3-2 ($2M;N)
m
Prademonstrattort This process consists of chemically reacting the contaminants with appropriate reagents to alter the chemical state of the contaminants to make them easier to remove from the fluid. Treatment efficiencies should generally be greater than 95%.
Demonstration Precipitation technologies are fairly mature. Iron co-precipitation is presently being used at the K-25 Site Central Neutralization Facility for separating radionuclides from the aqueous wastes. However, significant development Is still necessary to meet the Increasingly stringent regulatory limits oaths wastewaterdischarges;-' For exampje, precipitation •-using potassium ferrate has not been demonstrated and additional RD&D iarequired to-prove its applicability and performance, fri treating the wastewater.
Demonstration Continuous solvent extraction in counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or organlcsfrom aqueous of; . organic solutions.^ Centrifugal: wrrfactorbased processes for the separation and recovery of' radionuclides has been tech- '• • notogy af DOE raiclear pro- *"
, cesslng sites for over 25 years. . The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based: extraction process are its relatively smaH size, small hold-up volume, and rapid start-up characteristics. This'technoto-gy when used with other waste treatment processes would enhance the overaO waste treatment strategy. However; the use of the technology for the treatment of solid wastes requires additional RD&D.
Ion Exchange Demonstration WPRO-217/218-OY This is one. of the accepted
methods used in industry for Ranking: treating liquids. Treatment effiH-3-2($2M;N ciencies can be greater than
99% depending upon the application,, the ion exchange media, and the solutes to be removed.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 1.25-2.5 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
The demonstration effort Is estimated to require $ 0.4 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $1-2.5 million. The payback could be significant
The use of the technology to meet the site requirements needs to be demonstrated.
Development costs are estimated to be $ 1.25 million.
September 1994
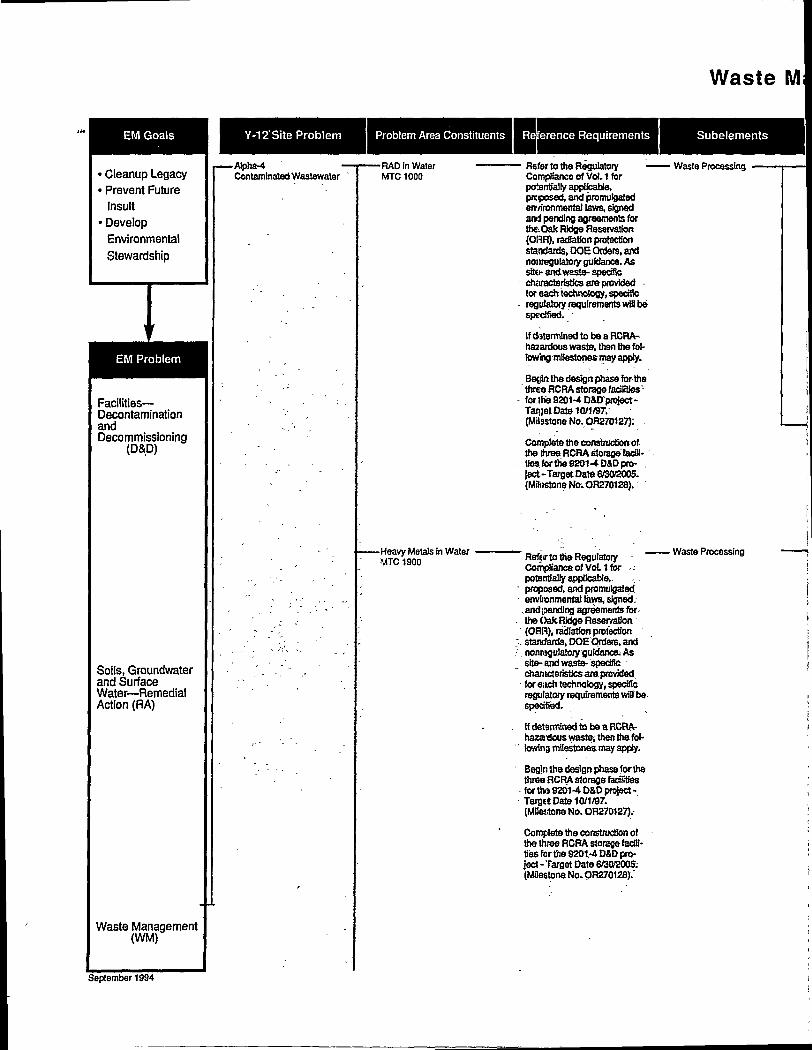
Waste M
EM Goals Y-12" Site Problem Problem Area Constituents Reierence Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
-Alpha-4 Contaminated Wastewater
-RAD in Water MTC1000
-Heavy Metals in Water MTC1900
• Refer to the Regulatory — Compliance of Vol. 1 for potentially applicable, pre posed, and promulgated err/ironmerrtal laws, signed and pending agreements for theOak Ridge Reservation (OUR), radiation protection standards, DOE Orders, and nonregulatory guidance. As sftet- and waste- specific chjiracteristics are provided for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Begin the design phase for-the three RCRA storage facilities ~ forlhe9201-« D&D'proJect-Tanjet Date 10/1/97, (MBsstone No. OR270127);
Complete the construction of the three RCRA storage facill-ties forthe 9201-4 DSD project - Target Date 6/30/2005. (Milestone No; OR270128).
• Waste Processing
Refer to the Regulatory Cornptianca of Vol 1 for ' potentfalfy applicable, proposed, and promulgated enviionmerttal taws, signed,
\ and ipendlng agreements for-the Oak Ridge Reservation -
^ (ORR), radiation protection f. starafards, DOE Orders, and,
nonri9gulatory guidance. As site-and waste-specific chantcteristics are provided for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazaidous waste, then the following milestones may apply.
Begin the design phase for the three RCRA storage facilities for ths 9201-4 D&D project -Target Date 10/1/97. (Milestone No. OR270127).
Complete the construction of the three RCRA storage facilities fcr the 9201-4 DSD project - Target Date 6/30/2005; (Milestone No. OR270128).'
• Waste Processing
September 1994

agement
Alternat ives Technologies Status SciencaTechnology Needs Implementat ion Needs
tiermal Treatment • • Distillation WPRO-222-OY
Banking: M-3-0 (<1$M;N)
w • Evaporation WPRO-223-OY
Ranking: H-3-1 ($1M;N)
Demonstration This Is an accepted Industrial process for treating Squids. Depending upon tits contaminant being removed, the separation efficiency can be greater than 99%. However, the use of the process to meet sits requirements wfll need to be. demonstrated: Capital and operating costs could be high.
Demonstration This Is similar to'dtsffllaSan and Is an accepted industrial process for treating contaminated liquids. It is usually used when the solvent is of low .value and can be disposed. Like distfllatton.fhe operating; costs can be high for certain applications;-;
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process appltca-tion(s) and funding.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process applications) and funding.
llological Treatment Biosorption WPRO-226-OY
Ranking: L-3-5($SM;N)
Predemonstration' ' Data In the scientific literature suggests that given the right conditions, this process should be able to achieve Impressive (>95%) treatment efficiencies . however, most of the information is based on laboratory-scale data. There is little pilot plant or industrial scale data on the process.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1-3 million.
trysfcal Treatment I Adsorption WPRO-202/203-OY QQ Ranking: M-3-2(S2M;N)
Predemonstration Laboratory studies indicate -. removal efficiencies greater than 90% for the removal of. radioactive species using various adsorbing media. Further development is necessary to develop more effective adsorption media for the treatment of mixed waste contaminated liquids: Development would Include for example, scale-up. studies, development of high -surface area and appropriate particle size media for continuous operations, and the development of appropriate media for the removal of various contaminants.
Electrolysis Demonstration, WPRO-205-OY The basic technology Is well
established in industry howevRanking: er, its application to meet the L-3-4 ($3M;N) site requirements reeds to be.
developed and demonstrated. Removal efficiencies for the process are in general greater than 90%;
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1.SS nvBkm.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to tetfiita $ 1.25 miDfon.
Page 5-25

Waste M,
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
"Alpha-4. Contaminated Wastewater
Heavy Metals in Water MTC1900
ftefertothe Regulatory Compliance of Vol.1 for potentially applicable, proposed, and promulgated
' environmental laws, signed . an J pending agreements for --thei Oak Ridge Reservation (ORR); radiation protection standards, DOE Orders, and nooreguiatory guidance. As situ-and waste-specific characteristics are provided: for each technology, specific regulatory requirements wia be specified.
If determined to be a-RCRA^ hatardous waste, then the fol-tawing milestones may apply.
Begin the design phase for the thnse RCRA storage facilities forthe 9201-4 DSD project-Taiget Date 10/1/97. (Milestone No. OR270127)..
Complete the construction of the three RCRA storage fac9i• tie^lfo^t^»8201-4DaDprc~ ject-Target Data 6/3072005; (Milestone No. OR270128).
"Waste Processing
Page 5-26

lagement
Alternatives Technologies Status Scienc&Technology Needs Implementation Needs
Physical Treatment (com.)
Reverse Osmosis WPRO-206-OY
Ranking: M-3-2($2M;N)
Ultrafiltration WPRO-206-OY I
Ranking: M-3-3($3M;N)
Inorganic Microporous Filters WPRO-207-OY
Ranking: M-3-3($5M;N
High Gradient Magnetic Separations WPRO-204-OY
Ranking: M-3-2($2M;N)
Demonstration Reverse osmosis is cornmar- . cial technology for treating;. aqueous streams. When property designed and operated the technology is capable ot: greater than 99% rejection of the salts. However, additional RD&D may be required to develop membranes that meet the site specific requirements.
Demonstration Ultrafiltration is also a membrane separation process that is similar to reverse osmosis;. However, ft will not remove low to intermediate molecular weight solutes from the liquid stream;
Predemortstratton This is novel technology being, developed for filtration applications. Some of the advantages , of these filters are.thaf they can be used In severe environments, they can be readily cleaned if they get fouled, arid they can be re-used indefinitely. Their separation efficiency can be 93%+.
Predemonstratlon The treatment is commercially available for example, for die "removal of trace Impurities from-' kaolin clays. Removal efficiencies fohthe-processaregreater. than99%. However, its use to treat mixed waste contaminated fluids needs additional. RD&D/
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&O) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&O) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
The RD&D effort to develop applicable membranes Is estimated to require $ 0.75 million.
The RD&D effort to develop applicable membranes Is estimated to require $ 0.75 million.
The RD&D effort to develop inorganic microporous filters Is estimated to require $ 0.75-1 million. The payback is estimated to be $20-25 million based on significantly reduced waste disposal costs.
Demonstration costs are estimated to be $ 0.5-1 million.
Chemical Treatment ' Chemical Fixation WPRO-208-OY
Ranking: H-3-2($2M;N)
Chemical Reduction WPRO-209-OY
Ranking:
PredemonstratJon. This precesiconsists:otfjxing; the contaminants by chemical reaction so that they can be removed by filtration or other separation techniques. The process should be capable of 90%+ treatment efficiencies.
Demonstration This process consists of chemically reacting the contaminants with appropriate reagents, to after the chemical state of the contaminants to make them easier to remove from the fluids Treatment efficiencies should-generally be greater than 95%.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 2-5 million. The payback could be significant
The RD&D effort is estimated to require $ 1 -25-2.5 million.
September 1994

Waste M;
EM Goals Y-12 Site Problem Problem Area. Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
"Aipba-4 Contaminated Wastewater (cent.) -
Heavy Metals in Water MTC 1900
Refur to the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated. environmental laws, signed and pending-agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nornegulatory guidance. As site-and waste-specific characteristics are provided for each technology, specific regriatory requirements, will be specified.
If determined to be a RCRA-haztudous waste, then the following milestones may apply.
Begfn the design phase for the thretj RCRA storage facilities for the 9201-4 D&D project -Target Data 10/1/97. (Millstone No. OR270127).
Complete the construction of the three RCRA storage facilities :!or the 9201-4 DSD pro-, ject-Target Dare 6/3CV2005. (Milestone No. OR270128).
Waste Processing
September 1994
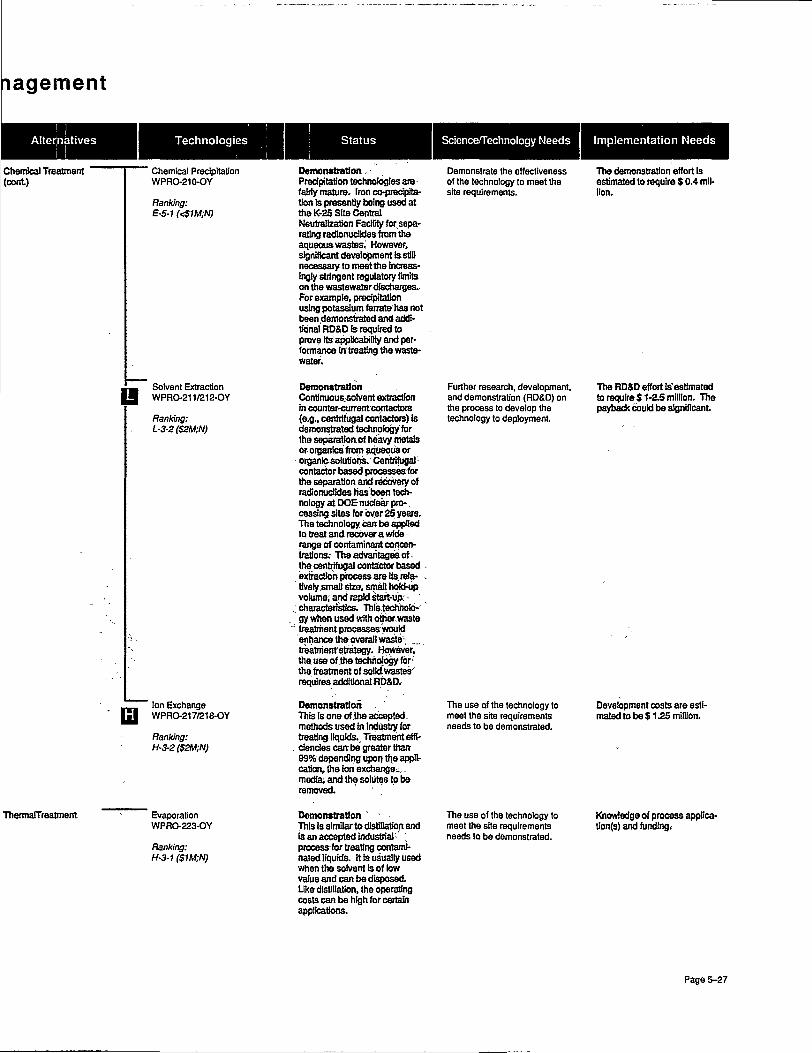
nagement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Chemical Treatment (cont)
' Chemical Precipitation WPRO-210-OY
Ranking: E-5-1 (<$1M;N)
Solvent Extraction WPRO-211/212-OY
Banking: L-3-2($2M;N)
_ _ Ion Exchange H J WPRO-217/218-OY
Ranking: H-3-2($2M;N)
Demonstration Precipitation technologies are -fairly mature. Iron co-precfpita-tkm Is presently being used at the K-25 Site Central Neutralization FacKty for separating radionuclides from the aqueous wastes. However, significant development Is still necessary to meet the Increasingly stringent regulatory limits on the wastewater discharges. For example, precipitation using potassium ferrate has not been demonstrated and additional RD&D Is required to prove Its applicability and performance Inr treating the wastewater.
Demonstration Continuous sotvent extraction in counter-current contactors (e.g., centrifugal contactors) Is demonstrated technology for the separation of heavy metals or organicsfrom aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear pro-. cesslng sites for oyer 25 years. The technology, can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its rela- . rivery small sbo, small hold-up volume,- and rapid start-up characteristics. Thfs.techhoib-"" gy when used with other, waste
' treatment processes woukl enhance the overall waits, ... treatmertfstrategy. However, the use of the technology tor' the treatment of solid wastes requires additional RD&D.
Demonstration This Is one of the accepted. methods used in industry for treating liquids. Treatment efficiencies can be greater than 99% depending upon the application, the ton exchange; . media) and the solutes to be removed.
Demonstrate the effectiveness of the technology to meet the site requirements.
The demonstration effort Is estimated to require $ 0.4 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is'estimated to requires 1-2.5 million. The payback could be significant.
The use of the technology to meet the site requirements needs to be demonstrated.
Development costs are estimated to be $ 125 million.
ThermalTreatment Evaporation WPRO-223-OY
Ranking: H-3-1 ($1M;N)
Demonstration ' This Is similar to distillation and is an accepted industrial'-' process for treating contaminated liquids, tt is usually used when the solvent is of low value and can be disposed. Like distillation, the operating costs can be high for certain applications.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process application^) and funding/
Page 5-27

Waste M<
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult > Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
"A!pba-4 Contaminated Wastewater
PCBs in Water MTC1900 MTC2210
Rafortathe Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nonregulatory guidance. As site-and waste-specific characteristics are' provided for (iach technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hassrdous waste, then the f ol-lowing mBeslones may apply. -
Begin the design phase for the threBRCRA storage facilities for the 92014 D&D project -Target Data 10/1/97. (M3sstoneNo.OR270127). .
Con fete the construction: of the three RCRA storage facffi-ties for the 9201-t DSD project-Target Date 6/30/2005. (Milestone No. OR270128).
Waste Processing
Page 5-28

nagement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Physical Treatment i Foaming i n WPRO-201-OY
Ranking: H-2-1 ($1M;N
___ Sedimentation I I I WPRO-201-OY
Ranking: H-2-1 ($1M;N
___ Adsorption | j j WPRO-202/203-OY
Ranking: H-2-1 ($1M;N)
Inorganic Microporous Filters | 2 | WPRO-207-OY
Hanking: M-2-8($5M;N)
Demonstration This process is used to recover particulates from liquids (e.g., aqueous streams). Removal efficiencies are generally greater than 90%. The process Is a variation of filtration In which chemicals are added to the liquid to create a foam. The foam traps the particulates. The foam is then processed elsewhere to recover the particulates.
Demonstration Sedimentation Is also a variation of filtration in which gravity forces are used to remove the particulates from the fluid. Removal efficiencies should generally be greater than 90%.
Demonstration Laboratory studies indicate removal efficiencies greater than 90% tor the removal oi radioactive species using van-, ous adsorbing media. Further development is necessary to develop more effective adsorption media for the treatment of mixed waste contaminated liquids. Development would include for example, scale-up studies, development of high surface area and appropriate particle size media for continuous, operations, and the development of appropriate media for the removal of various com-amlnants. ",' '•"; •
; Demonstration -,. This is novel technology being developed forfittration applications. .Some of the advantages of these filters are that they can be used in severe, environments; they can be readily cleaned if they get fouled, and they can be re-used indefinitely; Their separation efficiency can be 99%+.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $ 1 million.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, ard demonstration (RD&D) on
< process to develop the nnology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstration costs are estimated to require up to $ 1 million.
The RD&D effort is estimated to require $ 1.25 rffiltlon.
The RD&D effort to develop Inorganic microporous filters Is estimated to require $ 0.75-1 minion. The payback la estimated to be $20-25 million based on significantly reduced waste disposal costs.
Chemical Treatment i Chemical Dechlorination flfTJ WPRO-209-OY
Ranking: M-2-2($2M;N)
Demonstration This process consists of chemically reacting the contaminants with appropriate reagents to after the chemical state of the contaminants to make them easier to remove from the fluid, Treatment efficiencies should generally be greater than 95%.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 1.25-2.5 million.
September 1994

Waste Ms
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alphas- PCBs in Water Refer to the Regulatory Contaminated Wastewater MTC 1900 • Compliance of Vol. 1 for
MTC2210 potiSntfally applicable, proposeoVand promulgated environmental laws; signed antf pending agreements for the Oak RkJge Reservation (OFIR), radiation protection . standards, DOE Orders, and nonregulatory guidance. As site- and waste- specific characteristics are provided for each technology, specific
^ regulatory requirements will be specified.
"Waste Processing
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Begin the design phase for. the three RCRA storage facilities for the 9201-4. DSD project -
. Tarjiet Data 10/1/97. (Milestone No. OR270127).
Complete the construction of the three RCRA storage facilities forthe 9201-4 D&D pre-Ject -Target Date 6/30/2005. (Milestone No. OR270128).
September 1994

agement
Alternatives Technologies
I Solvent Extraction 1 7 1 WPRO-211/212-OY
Ranking: M-2-2 ($2M;N
Gamma-Radiolysis 1 ^ 1 (WPRO-100-OY)
Ranking: M-2-5($3M;N)
^ ^ Wet Air Oxidation U J (WPRO-215-OY)
Ranking: M-2-2 ($2M;N
Incineration WPRO-108-OY
Ranking: E-2-1 ($1M;$6Ab)
Status
Demonstration Continuous solvent extraction in counter-current contactors (e.g., centrifugal contactors) is demonstrated technology tor the separation of heavy metals or organlcs from aqueous o r organic solutions: Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The- technology cart be applied to treat and recover a wide range of contaminant concentrations. T h e advantages of the. centrifugal contactor based extraction process are its relatively smal size; small hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment processes would enhance the overali waste treatment strategy. However, the use of the technology for the treatment of solid wastes requires additional RD&D.
Evolving Technology. The radlolytio destruction of halogenated and aromatic compounds at the. laboratory scale is well documented. However, its application on an Industrial scale needs additional RD&D.' The process is capable of high (>90%) destruction . effWenctesfor organlcsv
Predemonatnrtlon . The process is commercially, available.. ft is capable of ' . greater than 99+% destruction of some drganfcs however, ft may not be able to completely destroy certain refractory organtes such as halogenated. aromatfcs (e.g.,.PCB). Processing costs are likely to be high.
Accepted The EPA considers Incineration to be the best demonstrated available technology (BDAT) for the destruction of organics. Incineration can achieve DREs greater than 99.999% for certain organics. However, additional RD&D on several aspects of incineration is still required.
Science/Technology Needs Implementation Needs
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment Some of the issues to be resolved are the complete characterization of the radiolyt-ic decomposition products under different conditions and for different waste materials and their relative toxicity. Another issue is the possibility of combining the radiolysis with enhanced biodegradation of the radiolylic by products.
Demonstrate the effectiveness of the technology to meet the site requirements.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
The RD&D effort is estimated to require $1-2 .5 million. The payback could be significant.
The RD&D effort is estimated to require $ 1.25-2.5 million.
The development effort is estimated to require approximately $ 1 million.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that Is permitted to destroy low-level radioactive-ly contaminated mixed wastes. The unit was built at a capital cost of $ 26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $ 6 per pound of waste incinerated.
Page 5-29

Waste Mi
EM Goals Y-12Site Problem Problem Area-Constituents Reference Requirements Subelements
• Cleanup Legacy > Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Page 5-30
*A!pha-4 Contaminated Wastewater
PCBs in Water MTC1900 MTC2210
Volatile Organic Compounds in Water MTC1900 MTC2220
Refiir to the Reguiatory-Conpiiance of Vol. t for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (OER), radiation protection standards, DOE Orders, and non regulatory guidance. As site- and waste- specific characteristics are provided for oach technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Begin the design phase for the three RCRA storage facilities for the 92014 D&D project -Target Date 10/1/97.. (Milestone No. OR270127).
Complete the construction of the three RCRA storage facfll-ties for the 9201-4 DSD project -Tarjjet Date 6/30/2005. (Milestone No. OR270128)..
' Waste Processing
Refer to the Regulatory ' Compliance of Vol 1 for . potuntialry applicable,
proposed; and promulgated environmental laws, signed -and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nonregulatory guidance. As site- and waste- specific
- characteristics are provided (broach technology, specific
. regulatory requirements win be specified.
Waste Processing

nagement
Alternatives Technologies Status SciencaTechnology Needs Implementat ion Needs
Thermal Treatment (com.)
J _ Distillation R l WPRO-222-OY
Ranking: H-2-2($2M;N)
' Catalytic Destruction WPRO-109-OY
Ranking: L-2-3 ($3M;N)
Demonstration This is an accepted industrial process for treating liquids. Depending upon the contaminant being removed, the separation efficiency can be greater than 99%. However, the use of the process to meet site; -requirements will need to be demonstrated. Capital and operating costs could be high.
Demonstration This technology-has been demonstrated to be effective (DRE>99+%) for the destruction of liquid and gaseous organic wastes. However, its use to remove and destroy the organfcs' from solids needs additional RDSD.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Knowledge of process appllca-tJon(s) and funding.
The RD&D effort is estimated to require $ 0.75-1.5 million.
Biological Treatment Aerobic Digestion WPRO-224-OY
Ranking: M-4-3($2M;N)
___ Anaerobic Digestion I j j j WPRO-225-OY
Ranking: M-2-3 ($3M;N)
Microbial Dechlorination WPRO-227-OY
Ranking: L-2-5($5M;N)
ProdemorittntJon This is a promising technology for destroying hazardous organics. Under the right conditions, this process should be aUe to achieve greater than 99% destruction of the organics. Additional RDSD is needed to determine the applicability of the process to meet the site requirements;
ProdamorurtratloB This is a promising technology for destroying hazardous. organfcsV Under the right con-ditlons, this process should be able to achieve greater than 99% destruction of the organics. Additional RD&D is needed to determine the applicability of the process to meet the site requirements.
Prodemonstratlon .. This process is at an early stage ot development Based on the available information, it appears the process should be able to achieve destruction efficiencies greater than 90%.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort Es estimated to require $1-2 million to meet site, specific needs.
The RD&D effort is estimated to require $ 1.5-2 million to further develop the process to meet the site needs.
The RD&D effort is estimated to require $5-10 million. The payback could be significant.
Physical Treatment ' Air Sparging WPRO-200-OY
Ranking: M-4-1 ($0.5M;N)
Accepted This is an acceptable industrial process with removal efficiencies in the 904%
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
The implementation needs will be determined by the site requirements.
September 1994

Waste M
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Atpha-4 Contaminated Wastewater
Volatile Organic Compounds in Water MTC1900 MTC2220
L
Rufer to the Regulatory-Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for thu Oak Ridge Reservation (CRR), radiation protection stiindards, DOE Orders, and nonregulaiory guidance. As sits- and waste- specific characteristics are provided for each technology, specific, rejiutatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the fot-lovrfng milestones may apply.
Begin the design phase for the three RCRA storage facilities for the 9201-4 D&D project -Tscget Date 10/1/97. (Milestone No. OR27Q127).
Complete the construction of the three RCRA storage fadli-tieiifor the 9201-4 DSD project- Target Date 6/30/2005. (Milestone No. OR270128).
Waste Processing
September 1994

agement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Physical Treatment (conL) 03 Adsorption
WPRO-202/203-OY
Ranking: M-3-1 ($1M;N)
Demonstration Laboratory studies Indicate removal efficiencies greater than 90% for the removal of radioactive species using various adsorbing media. Further development Is necessary-to develop more effective adsorption media for the treatment of mixed waste contaminated liquids. Development would include for example, scale-up studies, development of high surface area arid appropriate particle size media for continuous operations, and the development of appropriate media tor the removal of various contaminants.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $1.25 million.
Chemical Treatment I Solvent Extraction f f l l WPRO-211/212-OY
Ranking: M-3-2 ($2M;N)
Stripping WPRO-213-OY
Ranking: M-4-2($2M;N)
Demonstration Continuous solvent extraction. In counter-current contactors (e.g., centrifugal contactors) is demonstrated technology, for the separation of heavy metals or organics from.aqueous or organic solutions. Centrifugal . contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concen-. nations. The advantages of the centrifugal contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics. ThlstachnolOT gy when used with other waste treatment processes would enhance the overall waste treatment strategy. However, the use of the technology for the treatment of solid wastes -requires additional RD&D.
Demonstration This Is an accepted technotogy In Industry with removal efficiencies greater than 93% however, each application requires additional RD&D to determine optimum leachant composition and process conditions.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort Is estimated to require $1-2.5 million. The payback could be significant.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Page 5-31

Waste M;
EM Goals Y-12 Site Problem Problem Area Constituents i Reference Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult > Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Page 5-32
"Alpha-4 Contaminated Wastewater
Volatile Organic Compounds in Water MTC1900 MTC2220
Rufer to the.Reguiatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed ard pending agreements for' th» Oak Ridge Reservation (CAR), radiation protection standards, DOEOrders, and nonregutatory guidance. As site-and waste-specific characteristics are provided, for each technology, specific reijulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the fo!-loving milestones may apply;
Begin the design: phase for the three RCRA storage facilities foi the 9201-4 D&D project-Target Date 10/1/97. (Milestone No. OR270127).
Complete the construction of ttxi three RCRA storage facilities for the 9201-4 DSD project • Target Date 6/30/2005. (Milestone No. OR270128).
Waste Processing

lagement
Alternatives Technologies Status SciencaTechnology Needs Implementation Needs
Chemical Treatment' (cent)
J ^ Ozonation-Photolysis Q WPRO-214-OY
Ranking: L-3-3 ($3M;N)
^ ^ Wet Air Oxidation | 2 j | WPRO-215-OY
Ranking: M-3-2($2M;N)
Thermal Treatment Incineration WPRO-108-OY
Ranking: H-3-1 ($1M;$6Ab)
' Thermal Desorption WPRO-106-OY
Ranking: M-2-2 ($1M. $1/lb)
Demonstration Thfe'process cart bo very useful In destroying organics (especially refractory organics) in water. DREs for the process can be greater than 90+%. Even though some organics are easily destroyed by the process, they are rarely completely oxidized and may be -converted to other hazardous species. To be successful, a thorough knowledge of the wasta to be treated is essential. The process Is comparatively expensive for the treatment of organics.
Demonstration The process Is commercially available.. It is capable of greater, than 99+% destruction of some organics however, it may not be able to completely destroy certain refractory organics such as hatogenated aromatics (e.g., PCB). Processing costs are likely to be high. * . -
Accepted The EPA considers Incineration to be the best demonstrated available technology (B DAT) for the destruction of organics. Incineration can achieve DREs greater-than 99.939% for certain organics.. However, additional RD&D on several.-" aspects of incinerajion Is still required. <- >. .
Accepted. This technology has been used by industry to remove and recover votatites form contaminated media such as soils. The process is claimed to have a, >99% removal efficiency for recovering volatile organic" compounds (VOCs) from sofl. The appGcaSonol the process to treat other corttarhtnatsd media (such as concrete rubble) needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstrate the effectiveness of the technology to meet the site requirements.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RDSD is required to develop better understanding of the process technology to improve its acceptability.
The use of the technology to meet the site requirements needs to be demonstrated.
The RDSD effort Is estimated to require $ 1-2 million to meet site specific needs.
The development effort is estimated to require approximately $ 1 million.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that Is permitted to destroy low-level radfoaetive-ly contaminated mixed wastes. The unit was built at a capital cost of $ 26 million (19S7 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $ 6 per pound of waste incinerated.
Knowledge of process application, funding, and regulatory approval.
September 1994

Waste MJ
EM Goals Y-12 Site Problem Problem AreaConstituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult Develop Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4 Contaminated Wastewater
Volatile Organic Compounds in Water MTC1900 MTC2220
Refor to the Regulatory -ConipKance of Vol. 1 for. potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nonregulatory guidance; As site-and waste-specific characteristics are provided for each technology, specific regdatory requirements will be specified.
if determined to be a RCRA-haziudous waste, then the following milestones may apply.
Begin the design phase for the threo RCRA storage facilities for the 9201-4 D&D project -Target Date 10/1/97. (Milestone No.OR270127).
Corrptete the construction of the three RCRA storage facilities for the 8201-4 DID project- Target Date 6/30/2005. (Milestone No. OR270128).
Waste Processing
September 1994

lagement
Alternatives Technologies Status SciencaTechnology Needs Implementat ion Needs
Thermal Treatment (cont)
J> Molten Salt Oxidation U | WPRO-113-OY
Ranking: M-3-2($2M;N)
Chem Char Process WPRO-114-OY
Ranking: L-3-7($5M;N)
Steam Stripping WPRO-221-OY
Ranking: H-3-1 ($1M;N)
Distillation R 1 WPRO-222-OY
Ranking: H-3-1 ($1M;N)
Evaporation WPRO-223-OY
Ranking:
Catalytic Destruction WPRO-109-OY
Ranking: L-3-3 (S3M;N)
Demonstration This Is not a new process how* ever, Its application fortreatlng. hazardous and radioactive contaminants has not been demonstrated. One advantage of the process Is that the process and equipment Is transportable (as opposed to a fixed treatment facility) and can be located near the waste site.. The process should be capable of destroying organics with a >99% efficiency. -Additional RD8D is required to fully develop the process to treat mixed wastes.
Prodemoratratton This Is a developmental technology based on coal char gasification. The process Is claimed to achieve near total destruction of the organics and produces an inert char residue that contains the non-volatile toxic metals and radionuclides. This char residua can either be-vitrified to yield a glassy stag or immobilized in cement
Demonstration This is an accepted Industrial process that can remove: volatile organics with >99+% efficiency especially from contaminated aqueous streams. The application of the process to satisfactorily remove haz-, ardous and radioactive species needs to be demonstrated.
Demonstration " , ? ' . y This is an accepted industrial process to treating liquids. Depending upon the contaminant being removed, the sepa- " ration efficiency can be greater than 99%. However, the use of the process to meet site requirements, will need to be demonstrated. Capital and operating costs could be high.
Demonstration This Is similar to distfllation and . Is an accepted industrial process fortreatiiTffcontamt--nated liquids. Kis usually used when the solvent is of low value and can be disposed. Like distfllation, the operating costs can be high for certain applications.
Demonstration. This technology has been demonstrated to be effective (0RE>99+%) for the destruction of liquid and gaseous organic wastes. However, its use to remove and destroy the organics from solids needs additional RDSD.
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 1.4 million for a 3 year development effort.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort Is estimated to require $ 0.75-1.5 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process appTJca-tfon(s) and funding.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process applica-tion(s) and funding.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
Page 5-33

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents | Reference Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult 1 Develop
Environmental Stewardship
"Alpha-4 Contaminated Wastewater.
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Volatile Organic Compounds in Water MTC1900 MTC2220
" Semi-Volatile Organics in Water MTC 1900 MTC 2220
Waste Management (WM)
Page 5-34
Refor to the Regulatory Compliance, of VoCT.
Waste Processing
—Retartoth*Rego)atary '.' . CornplanceotVoLlfor
potontiailyappBeabto, proposed, and promulgated -environmental laws, signed . and pending agreements tor the Oak Ridge Reservation (OFIR), radiation protection:
standads, ODE Orders, and rwregiJatoty guidance. As ' site* and waste* specific characteristics are provided 'fpriMichtacftnoiogy.specfflc. -regdatoiy; requirements wit be
If determined to be a RCRA-hazardous-waste, then the following mSestones may apply.
Begin the. design phase for the three- HCRA storage facSfies foctha 9201-4 D&D project -Target Dale 10/1/9T.: (Mfestom NO.OR270127).
CkMr^te thecocsftxiction of the three RCRA storage facilities for the 920t-4 DSD pro-Jed- Target Date 6(30/2005. (MiestoneNo.OR270128).
" Waste Processing

lagement
Alternatives
1 Technologies
i i Status
Aerobic Digestion Biological Treatment Q Aerobic Digestion Prodamonstratlon Q WPRO-224-OY This is a promising technology for destroying hazardous
Ranking: organics. Under the right conL-3-2 ($2M;N) ditions, this process should be
able to achieve greater than 99% destruction of the organics; Additional RDSD is needed to determine the applicability of the process to meet the site requirements;
Science/Technology Needs Implementation Needs
The use of the technology to meet the site requirements needs to be demonstrated.
The RDSD effort Is estimated to require $ 1-2 million to meet site specific needs.
Physical Treatment I Foaming m WPRO-201-OY
Ranking: H-3-1 ($1M;N)
H Sedimentation WPRO-201-OY
Ranking: H-3-1 ($1M;N)
^ ^ Reverse Osmosis IJJjJ WPRO-206-OY
Ranking: M-3-2($2M;N)
Ultrafiltration WPRO-206-OY
Ranking: L-3-3($3M;N)
Adsorption WPRO-202/203-OY
Ranking: L-4-2($1M;N)
Demonstration This process is used to recover particulates from liquids (e.g., aqueous streams). Removal efficiencies are generally greater than 90%. The process is a variation of filtration In
- which chemicals, are added to the liquid to create" a foam. The foam traps the particulates. The foam is'then processed elsewhere to recover the particulates.?'
Demonstration Sedimentation is also a.varia-: tion of filtration in which gravity forces are used, to remove the particulates from the fluid. Removal efficiencies should generally be greater than 90%.
Demonstration Reverse osmosis is commercial technology for treating aqueous streams.- When properly designed and operated the > technology is capable of greater than 99% rejection of the salts. However, additional RD&D may be required io develop membranes that meet the sits specific requirements..'
Demonstration Ultrafiltration Is also a membrane separation process that * is similar to reverse-osmosis. However, it will not remove low to intermediate molecular-weight solutes from the liquid, stream;
Prademonstratlon Laboratory studies indicate . removal efficiencies greater than 90% for the removal of. radioactive species using various adsorbing media;. Further development is necessary to develop more effective adsorption media for the treatment of mixed waste contaminated liquids. Development would Include for example, scale-up studies, development of high surface area and appropriate particle size media for continuous operations, and the development of appropriate media for the removal of various contaminants.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $ 1 million.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstration costs are estimated to require up to $1 million.
The RD&D effort to develop applicable membranes is estimated to require $ 0.75 million.
. The RD&D effort to develop applicable membranes is estimated to require $ 0.75 million.
The. RD&D effort Is estimated to require $ 1.25 million.
September 1994

Waste Ma
EM Goals Y-12 Site Problem Problem Area<Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4 Contaminated Wastewater
Semi-Volatile Organics in Water MTC 1900 MTC2220
Refer to the Regulatory Compliance of Vol. 1 for potentially applicable, propssed, and promulgated enviionmental laws, signed and landing agreements for the Oak Ridge Reservation. (ORH), radiation protection standards, DOEOrders, and nonnsgutatory guidance. As site- and waste- specific characteristics are provided for each technology, specific regulatory requirements will be
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Begin the design phase for the three RCRA storage facilities for the 9201-4 DSD project-Targat Date 10/1/97. (Milestone No. OR270127).
Comi&te the construction of-the ttiree RCRA storage facilities for the 9201-4-DSD pro-iect-Target Date 6/30/2005. (MHesstone No. OR270128).
Waste Processing
September 1994

lagement
Alternatives Technologies Status Scienc&Technology Needs Implementation Needs
hemlcal Treatment" Ozonation-Photolysis WPRO-214-OY
Ranking: L-3-3 ($3M;N)
^ ^ Solvent Extraction j j f l WPRO-211/212-OY
Ranking: M-3-2($2M;N)
r r t Wet Air Oxidation I f l l WPRO-215-OY
Ranking: M-3-2($2M;N)
___ Gamma-Radiolysis U | WPRO-100-OY
Ranking: M-3-5($3M;N)
Demonstration This process can be veryuse-ful in destroying organics (especially refractory organics) in water; DREs for the process can be greater than 90+%. Even though some organics are easily destroyed by the process, they are rarely completely oxidized and may be converted to other hazardous species: To be successful, a thorough knowledge of the waste to be treated is essential. The process Is comparatively expensive tor the treatment of organics.
Demonstration Continuous solvent extraction in counter-current contactors; (e.g., centrifugal contactors), is demonstrated technology for the separation of heavy metals or organics from aqueous or organic solutions. Centrifugal contactor based processes for the separation arid recovery of radionuclides has been technology at DOEnudear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. -The advantages of the centrifugal contactor based extraction process are its relatively smaB size, small hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment processes.would enhance the overall waste
.treatmentstrategy. However, the use of the technology for the treatment of solid wastes
. requires additional RDSD.
Predemonstratfon The process is commercially available, ft is capable of greater than 99+% destruction of some organics however, it may not be able to completely destroy certain refractory organics such as halogenated aromatics (e.g., PCB). Processing costs are likely to be high.
Evolving Technology The rarilolytlc destruction of halogenated and aromatic compounds at the laboratory scale Is well documented. However, its application on an industrial scale needs additional ROSD. The process Is capable of high (>90%) destruction efficiencies for organics.
The use of the technology to meet the site requirements needs to be demonstrated.
The RDSD effort Is estimated to require $ 1-2 million to meet site specific needs.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RDSD effort Is estimated to require $ 1-2.5 million. The payback could be significant
Demonstrate the effectiveness of the technology to meet the site requirements.
The development effort Is estimated to require approximately $ 1 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. Some of the issues to be resolved are the complete characterization of the radiolyt-ic decomposition products under different conditions and for different waste materials and their relative toxicity. Another issue is the possibility of combining the radiolysis with enhanced biodegradation of the radiofytic by products.
The RD&D effort Is estimated to require $ 1.25-2.5 million.
Page 5-35
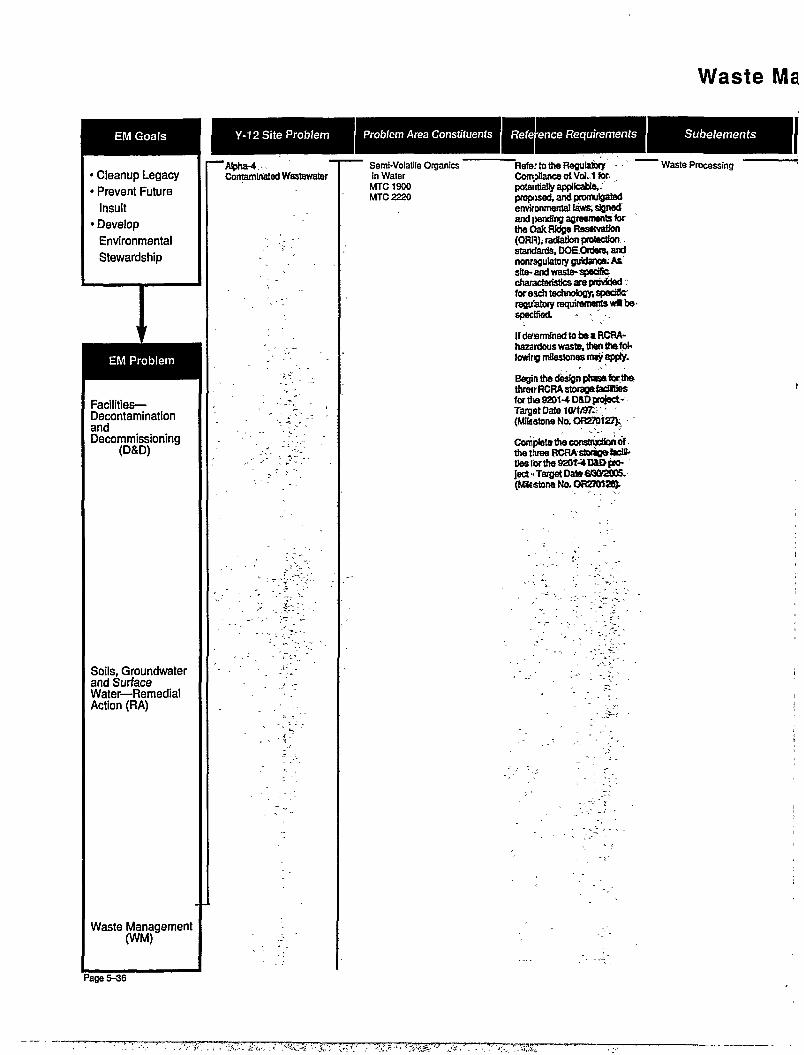
Waste Ma
EM Goals Y-12 Site Problem I Problem Area Constituents | Reference Requirements Subelements
1 Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
A!pha-4. • Contaminated Wastewater
Semi-Volatile Organics in Water MTC1900 MTC2220
Refer to the Regulatory - • Compliance ot Vol. 1 tor. potentially applicable,-proposed, and promulgated environmental laws; signed' and pending agreements for the Oak Ridge Reservation (ORH), radfetion protection standards, DOE Orders, and nonpsgulatory guidance. As site-and waste-specie chan icteristtas are proYHed for each technology, speeiikr rogatory requirements.w» be-specified. •
If determined to be a RCRA-hazardous waste, then the foi-lowirig milestones may apply.
Begin the design phase, for the threii RCRA storage facflBes for the 9201-4 D*Dprc|act-Targ8tDate 10/1797::-:~. (Milestone No. OR27D1Z?}.
Complete the constructkan of the three RCRAstoragaticffl-tieslorthe 9201-4 DiDpro-Iect-Target Date 6002005. (Milestone No. OR27012B).
Waste Processing
Page 5-36

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
rhermal Treatment m Incineration WPRO-108-OY
Ranking: H-3-1 ($1M;$&lb)
Chem Char Process WPRO-114-OY
Ranking: L-3-7($5M;N)
m Molten Salt Oxidation WPRO-113-OY
Ranking: M-3-2($2M;N)
HSteam Stripping WPRO-221-OY Ranking: H-3-1 ($1M;N)
' Catalytic Destruction WPRO-109-OY
Ranking: L-3-3($3M;N)
Accepted: The EPA considers Incineration to ba the best demonstrated available technology (BDAT) for the destruction of organtcs. Incineration can achieve DREs greater than 994199% for certain organlcs. However, additional RDSD on several, aspects of incineration is still required..
Pre demonstration This is a developmental technology based on coal char gasification. The process is claimed to achieve near total destruction of the organfes and produces an inert char residue that contains the non-volatile toxic metals, and radionuclides. This char residue can either be vitrified to yield a glassy slag or Immobfflzed In cement
Demonstration This is not a new process however, its application for treating hazardous arid radioactive contaminants has not been demonstrated. One advantage of the process Is that the process and equipment is transportable (as opposed to a fixed treatment facility) and can be located near the waste site. The process should be capable of destroying organlcs with a >99% efficiency. ' Additional RDSD Is required to fully develop the process to treat mixed wastes.
Demonstration This is an accepted industrial process that can remove volatile organlcs with >99+% efficiency, especially from contaminated aqueous-streams. The application of the process to satisfactorily remove hazardous and radioactive species needs to be demonstrated.
Predemonstration This technology has been demonstrated to be effective (DRE>99+%) for the destruction of Uquid and gaseous organic wastes. However, Its use to remove and destroy the organlcs from solids needs additional RD&D.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that is permitted to destroy low-level radf oactfve-ly contaminated mixed wastes. The unit was bunt at a capital cost of $26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 6 years. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste incinerated.
The RD&D effort is estimated to require $ 0.75-1.5 million.
The RD&D effort is estimated to require $ 1.4 million for a 3 year development effort.
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
The RD&D effort is estimated to require S 0.75-1.5 million.
September 1994

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Contaminated W«stswater. Mercury in Water MTC1900
Refer to the Regulatory Compliance of Vol. 1 for potentially applicable, prcposed, and promulgated environmental laws, signed aw J pending agreements for the Oak Ridge Reservation (OHR). radiation protection standards, DOE Orders, and nonregulatory guidance. As st'Uh and waste- specific, crmractarfstics are provided ' for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hajardous waste, then the, f oJ-lowtng milestones may apply.
Benjn the design phase for the throe RCRA storage facilities for the 9201-4 O&D project-Target Date 10/1)97. (MSestone No. OR270127).
Complete the construction of . the three RCRA storage facilities for the 9201-4 DSD project - Target Date 6/30/2005. (Milestone No. OR270128).
Waste Processing
September 1994

agement
Alternatives Technologies ScienceTechnology Needs Implementat ion Needs
•hyslcal Treatment • Sedimentation H I WPRO-201-OY
Ranking: H-5-1 ($1M;N)
Filtration | J 1 WPRO-201-OY
Ranking: M-5-1 ($1M;N)
' Inorganic Microporous Filters WPRO-207-OY
Ranking: L-5-8 ($5M;N)
Adsorption R J WPRO-202/203-OY
Ranking: H-5-1 ($1M;N)
Electrolysis | 2 | WPRO-205-OY
Ranking: M-5-2 (S2M;N)
Shemfcal Treatment I Ion Exchange 1X1 WPRO-217/218-OY
Ranking: M-5-2 ($2M;N)
Demonstration. Sedimentation Is also a variation of filtration In which gravity, forces are used to remove the particulates from the fluid. Removal efficiencies should generally, be greater than 90%.
Demonstration This Is an accepted process for separating solids from fluids. The process can achieve removal efficiencies greater than 99%.. The use of the process to meet the site requirements wiU however, need to be demonstrated.
Predemonstratlon This is nave) technology being developed for filtration applications. Some of the advantages of these flltanvare that they can be used in severe environ- ' rnents, they can be readily cleaned if they get fouled, and they cart be re-used indefinitely. Their separation efficiency can be 99%+.
Predemonatration -Laboratory, studies indicate removal efficiencies greater than, 90% for the removal of radioactive species using various adsorbing media. Further development is necessary to develop more effective adsorption media for the treatment of mixed waste contaminated licj-ulds. Development would include for example, scale-up studlas.-devetopment of high -surface area and appropriate., partfcfe size media for continuous operations, and the development of appropriate media for the removal of various contaminants. ,
Demonstration The basks technology is well established in industry however, its application to meet the site requirements needs to be developed and demonstrated. Removal efficiencies for the process are in general greater than90%.
Demonstration • This is one of the accepted methods used in industry for treating liquids. Treatment efficiencies can be greater than 99% depending upon the application, the Ion exchange media, and the solutes to be removed.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the sits requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 million.
The RD&D effort to develop inorganic microporous fitters is estimated to require $ 0.75-1 million. The payback Is estimated to be $20-25 million based on significantly reduced waste disposal costs.
The RD&D effort is estimated to require $ 1.25 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
The RD&D effort is estimated to require $ 1.25 minion.
Development costs are estimated to be $ 125 million.
Page 5-37

Waste Me
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
Alpha-* Contaminated Wastewater
Mercury in Water MTC1900
Alpha-4 Contaminated Oil
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
A
RAO in Oil MTC2220
Refer to the Regulatory Compliance of Vol. 1..
Waste Processing
"Rafer to the Regulator/- -Camp8anceofVoU1for potentially applicable, ' proposed, and promulgated err rironmental laws, signed and pending agreements for ttei Oak Ridge Reservation
. (OHR), radiation protection standards, DOE Orders, and nonregulaiory guidance. As SHII-and waste-specific . crujracteristfcs are provided for each technology; specfflc. rejiulatory requirements wiS be spadfied.'
If determined to be a RCRA-hatardous waste, then thefol-(ovnng milestones may apply.
Begin tha design phase for the. three RCRA storage facilities for the 9201-4 D&D project-Target Date 1071/97; (Mlestone No. ORZ70127}.
Complete tha construction of -the'three RCRA storage facilities for the 9 2 0 M D&D project-Target Data 6/30Y2005.
, (Mlestone No. OR270128).
' Waste Processing
Page 5-38

lagemenf
Alternatives Technologies Status Science-Technology Needs Implementation Needs
Chemical Treatment ;cont)
Chemical Fixation Ujl WPRO-208-OY
Ranking: M-5-2($2M;N)
Demonstration This process-consists of fixing the contaminants by chemical reaction so that they can be removed by filtration or other separation techniques. The process should be capable of 90%* treatment efficiencies.
Demonstrate the effectiveness of the technology to meet the site requirements.
The RDSD effort Is estimated to require $ 2-5 million. The payback could be significant.
Physical Treatment | Centrifugation m WPRO-201-OY
Flanking: H-3-1 <$1M;N)
^ ^ Filtration R J WPRO-201-OY
Ranking: H-3-1 ($1M;N)
Foaming Ijlfl WPRO-201-OY
Ranking: M-3-1 ($1M;N)
Inorganic Microporous Fillers WPRO-207-OY
Ranking: L-3-8($5M;N)
High Gradient Magnetic | f l j | Separations
WPRO-204-OY
Ranking: M-3-2($2M;N)
Demonstration This process is a variation of filtration operations in which centrifugal action Is used to separate the heavier components from the fighter fluid. Removal, efficiencies are generally greater tnah.95+%.. ~
Demonstration This Is arr accepted process for separating solids from fluids. The process can sx*leve- -removal efficiencies greater than 99%. The use of the >. process to meet the sire -' requirements will however, need to be demonstrated.
Demonstration This process is used to recover particulates from liquids (e.g., aqueous streams). Removal efficiencies are generally, greater than 90%. The process Is a variation of fUtratfon in which chemicals are added to the liquid to create a foam, TrmfoamtjapsttepartJcu-lalesiThe foam is men ,\ processed elsewhere to recover the particulates. „ . »': _-'
Predemonstration .'-•*- . . This Isnovel technology being,' developed for filtration applica-•. tions. Some of the advantages of these filters are that they can be used in severe environ--' ments, theyxan be readily J cleaned if thfey get fouled, and . theycan be re-used Indefinite-' ly.. Theirseparation efficiency -can.be99%+.
Demonstration The treatment is commerefafty.. available for example;.for.the' -removal of trace impurities from kaolin daysi"Removal effWen-desforthe process are greater than 99%. However, its use to treat mixed waste contaminated fluids needs additional RD&D,
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 million.
The RDSD effort to develop Inorganic microporous filters Is estimated to require $ 0.75-1 million. The payback is estimated to be $20-25 million based on significantly reduced waste disposal costs.
Demonstration costs are estimated to be $05-1 million.
September 1994

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
I EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alphas-Contaminated Oil
RAD in Oil MTC2220
Ref Br to the Regulatory Compliance of Vol. 1 for potentially applicable, projjosed, and promulgated environmental laws, signed and pending agreements for -the Oak Ridge Reservation (OFIRfc. racSation protection standards, DOE Orders, and, nonregulatory guidance. As site- and waste- specific-characteristics are provided foroach technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous.waste, then the following milestones may apply.
Begin the design phase for the three.RCRA storage facilities for the 9201-4 DSD project-Target Date 10/1/97., (Milsstone No. OR270127).
Complete the construction of the IJirea RCRA storage facM-ties for the 9201-4 D5D project - Target Date 6/3072005. (Milestone No. OR270128).
Waste Processing
September 1994

lagement
Alternatives Technologies
'hysical Treatment cent)
^ ^ Adsorption fiffl WPRO-202/203-OY
Flanking: M-3-1 ($1M;N
Status
Predemonstratfon. Laboratory studies indicate removal efficlencfes greater than 90% (or the removal of radioactive species using various adsorbing media. Further development Is necessary to develop more effective adsorption media for the treatment of mixed waste contaminated liquids. Development would include for example, scale-up studies, development of high surface area and appropriate particle size media for continuous operations, and the development of appropriate media for the removal of various contaminants.
ScienceTechnology Needs Implementation Needs
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1.25 million.
Chemical Treatment I Chemical Precipitation I J I WPRO-210-OY
Ranking: M-3-1 (S1M;N)
rj. Solvent Extraction D2J WPRO-211/212-OY
Ranking: M-3-2($2M;N)
Demonstration Precipitation technoSogiss are fairly, mature.' Iron co-preclptta-> tion is presently being used at -the K-25 Site Central:;- .. NeutraSzarJon Facffity for-sepa-; rating radionuclides from the. aqueous wastes. However, significant development is still . necessary to meet the Increasingly stringent regulatory limits on the wastewater discharges. For example, precipitation using potassium ferrate has not been demonstrated and additional RD&D Is required to prove its applicability and per- , formanca in treating the wastewater.
Demonstration Continuous solvent extraction -In countewsirrent contactors (e.g., centrifugal contactors) is
• demonstrated technology for the separation of heavy metals or organics from aqueous or organic solutions. Centrifugal contactor based processes for the separation andrecovery of radionuclides has been technology at DOE nuclear processing, sites for over 25 years.-The technology can be applied -.-to treat and recover a wide range of contaminant concentrations. The advantage's.of the centrifugal contactor based extraction process are its relatively small size, small hold-up, volume, and rapid start-up characteristics. This technology when used with other waste treatment processes would enhance the overall waste treatmentstrategy. However, the use of the technology for the treatment of solid wastes requires additional RD&D.
Demonstrate the effectiveness of the technology to meet the site requirements.
The demonstration effort Is estimated to require $ 0.4 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $1-2.5mllilon. The payback could be significant.
Page 5-39

Waste M
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
Alpha-* Contaminated Oil
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
RAD in Oil MTC2220
Rcifer to the Regulatory Compliance of Vol. 1 for. potentially applicable, p/oposed, and promulgated
. environmental laws, signed and pending agreements for UKI Oak Ridge Reservation (ORR), radiation protection stsindaros, DOE Orders, and nonregulatory guidance. As sftj-and waste-specific, characteristics are provided. for each technology, specific. reytHaloy requirements wffl be, spxafied.
' I f determined to be a RCRA-harardouswaste, then the fol-IOK ring milestones may apply.
Begin the design phase for the thr Be RCRA storage facilities forthe.9201-fDarrprolect-
: TargetDate 10/1/97. ' (MlestoneNo.OR270127).
Complete the construction of JhaithreeRCRAstorage facDi-tfeu foe the 8201-4 O&D pro-jsct -Target Date 6/30/2005; pfifestone No. OR270128).
Waste Processing
Page 5-40

agement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
hemical Treatment corit)
I Leaching & Stripping \fi\ WPRO-213-OY
Flanking: M-3-1 ($1M;N)
Bucky Ball Chemistry WPRO-101-OY
Ranking: L-3-10 ($8M;N)
Demonstration This Is an accepted technology In Industry with removal efficiencies greater than 99% however, each application requires additional RDSD to determine optimum Jeachant compositton and process conditions;
Evolving Technology This is a novel technology that has rnany potential applications in fields such as mixed wastes treatment, nuclear medicine, tribotogy, and material science. Conceptually, the technology is sophisticated (uses lasers} and yet simple Forintxed wastes treatment, the process would essentially encapsulate the. radioactive and hazardous met: ate at ther elemental level fn> - • High molecular weight carbon cages (called fuUerenes) there- -ny fsolatfng-thern from the environment '-
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Demonstrate the effectiveness of the technology to meet the sits requirements.
The RDSD effort to develop the technology b estimated to require $ 10 million. The payback Is estimated to be In the range of $ 150 million considering savings in waste treatment and disposal costs and potential spinoffs In other fields such as nuclear medicine and new materials;
rhorrrtalTreatment " Incineration WPRO-108-OY
Ranking: H-3-1 ($1M;$B/lb
Chem Char Process WPRO-114-OY
Ranking: L-3-7($5M;N)
Molten Salt Oxidation [ml WPRO-113-OY
Ranking: M-3-2 ($2M;N)
.Accepted -The EP#corrslders incineration to be the best demonstrated available technology (BOAT) for the destruction of organics. Incineration can achieve DREs greater.than 99.999% for certain organics. However, additional RD&D on several aspects of incineration is still required: •
Prodemonsiratlon This is a developmental technology based on coal char gasification. The process Is -
. claimed to achfeve near total-destruction of the organics and produces an inert char residue that contains the non-volatile-toxlc metals and radionuclides. This char residue can either be vitrified to yield aglassy slagor Immobilized in cement
Demerwtratlon This is not a new process how-ever, its application (or treating hazardous and radioactive contaminants has not been demonstrated.. One advantage of the process fs' that the, process and equipment Is transportable (as opposed to a fixed treatment facility) and can be located near the waste site. The process should be capable of destroying organics with a >99% efficiency. Additional RD&D is required to fulfy develop the process to treat mixed wastes. '
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that Is permitted to destroy low-level radloactlve-ly contaminated mixed wastes. The unit was built at a capital cost of $ 28 million (1987 dollars).. Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the incinerator are estimated to be $6 per pound of waste Incinerated.
The RD&D effort Is estimated to require $ 0.75-1.5 million.
The RD&D effort Is estimated to require $ 1.4 million for a 3 year development effort
September 1994

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
Afpha-4-Contaminated OS
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
RAD in Oil MTC2220
Heavy Metals in Oil MTC2220
Refer to the Regulatory Compliance of Vol. 1.
Waste Processing
Refer to the Regulatory CompHanca of Vol. 1 tor' potentially applicable, proposed, and promulgated emironmental laws, signed ami pending, agreements for the Oak Ridge Reservation (OHR), radiation protection • standards, DOE Orders, and-" nonregulatory guidance. As ' site-and waste-specific ch«?actBrtetJcs are provided for each technology, specific regulatory requirements w i be specified..
If determined to be- a RCRA-ha2ardous waste, then the following milestones may apply.
Bejiin the design phase for the three RCBA storage facilities forlne9201-+D&D project-Tanjet Dalai 071/97.. (Milestona No. OR270127).
Complete the construction of the three RCRA storage facilities for the 9201-4 DSD project-Target Date 6/30/2005, .
;. (MBsstone No. OR270128J.
Waste Processing
September 1994
f

agement
Alternatives Technologies Status ScienceTechjalpgy Needs | Implementat ion Needs
Biosorption WPRO-226-OY
Ranking: L-3-5($5M;N)
Predemonstratlon Data in the scientific literature suggests that given the right conditions, this process should be able to achieve impressive (>95%) treatment efficiencies however, most of the Information is based on laboratory-scale data. There is little pilot plant or industrial scale data on the process.
Furtherreset'.r development, and demonst-'ii.on (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $1-3 million.
'hysical Treatment I Centrifugation H I WPRO-201-OY
Ranking: H-3-1 ($0.1M;N)
Decantation R l WPRO-201-OY
Ranking: H-3-1 ($1M;N)
Filtration ffl WPRO-201-OY
Ranking: H-3-1 ($1M;N)
Foaming TO] WPRO-201-OY
Ranking: , M-3-1 ($1M;N)
M
Ultrafiltration WPRO-206-OY
Ranking: L-3-3 ($3M;N)
Electrolysis WPRO-205-OY
Ranking: M-3-2 ($2M;N)
Demonstration This process is a variation of filtration operations in which centrifugal action Is used to separate the heavier components from the fighter fluid. Removal efficiencies are generally greater than 95+%.-.
Demonstration' This is an accepted process tor the separating solids from liquids. The removal efficiency for the process can vary from. 80 to 90+% depending upon the materials being separated.
Demonstration This is an accepted process for separating solids from fluids. The process can achieve removal efficiencies greater than 99%. The use of the. process to meet the s.ta requirements wifl however, need to be demonstrated.
Demonstration This process is used to'recover-;
particulates from liquids (e.g., aqueous streams). Removal efficiencies-are generally •' greater than 90%. The process Is a variation of fittratton In '" which chemicals are added to . the liquid to create a foam. The foam traps the particulates. The foam isthen processed elsewhere to recover the particulates.
Demonstration Ultrafiltration Is also a membrane separation process mat is similar to reverse osmosis. However, ft wilt not remove low to intermediate molecular
' weight solutes from the liquid stream.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $1 million.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 million.
The RD&D effort is estimated to require $ 1.25 million.
Page 5-41

Waste NU
EM Goals Y-12 Site Problem Problem Area Constituents | Refarence Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult > Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4 Contaminated Oil
Heavy Metals in Oil MTC2200
Refer to the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for. -the Oak Ridge Reservation (ORR), racSatton protection standards, DOE Orders, and noniegulatory guidance. As s8»* and waste-specific.
- characteristics are provided for each technology, specific regulatory requirements will be specified. .
If determined to be a RCRA-haztirdous waste, then the fok tavtigroiiestones may apply. -
Begin the design phase for the threaRCRA storage facilities for tie 9201-4 DSD project -TartietData 10/1/97. -(MSostone No, OR27Q127).
Con ptote the construction of the three RCRA storage iaciU-fi*srfora»920t*DSD pn> Ject-Target Data 630/2005. {ISustone No; OR27Q128).
Waste Processing
Page 5-42

lagement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Physical Treatment (eont)
' High Gradient Magnetic [J j | Separation
WPRO-204-OY
Ranking: M-3-2($2M;N)
Inorganic Microporous Filters WPRO-207-OY
Ranking: L-3-8 ($5M;N)
Adsorption [ 2 J WPRO-202/203-OY
Ranking: M-3-1 ($1M;N)
Chemical Treatment •J^_ Chemical Precipitation Q WPRO-210-OY
Ranking: H-3-1 ($1M;N)
Demonstration The basic technology. Is wel established In Industry however, its appDcatian to meet the site requirements needs to be developed and demonstrated. Removal efficiencies for the process are in general greater than9Q%.-
DemoRstratfon The treatment Is commercially available for example, for the removal of trace impurities from kaolin clays. Removal efficiencies for the process are greater than99%. However, its use to
. treat mixed waste contaminated fluids needs additional RD&D.
Prademonttratlon This is novel technology being developed for filtration applications.. Some of the advantages of these fitters are that they can be used In severe environments, they can be readily cleaned if they get fouled; and they, can be re-used indefinitely.- their separation; efficiency canbe99%+.
Demonstration Laboratory studies indicate removal efficiencies greater than 90% for the removal of radioactive species using various adsorbing media. Further . development Is necessary to develop more effectiva adsorption media for the treatment of mixed waste'Mntaffllnaiea liquids.. Development would* Include for example, scale-up studies, developments high surface area and appropriate particle size media for continuous operations, and the development of appropriate media for the. removal of Various contaminants.
Demonstration Precipitation technologies are fairly mature. Ironcb jrecfpftar * tfon is presently being used at the K-25 Site Centra)' Neutralization Facility for separating radionuclides from the aqueous wastes. However, significant development Is still necessary to meet the increasingly stringent regulatory limits on the wastewater discharges; For example, precipitation using potassium ferrate has not been demonstrated and additional RD&D Is required to prove its applicability, and performance in treating the waste-wafer.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&O effort Is estimated to require $ 1.25 million.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on - "a process to develop the - ihnology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstration costs are estimated to be $ 0.5-1 million.
The RD&D effort to develop inorganic microporous fitters is estimated to require $ 0.75-1 minion.- Thepayback-lsesti-mated to be $20-25 million based on significantly reduced waste disposal costs.
The RD&D effort is estimated to require $ 1.25 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
The demonstration effort Is estimated to.requlre $ 0.4 million.
September 1994

Waste M
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4 ' Contaminated Oil
Heavy Metals in Oil MTC2200
Rofar to the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed . and pending agreements for tfx) Oak Ridge Reservation (ORR), radiation protection sUtndards, DOE Orders, and nonregulaiory guidance. As sits-and waste-specific characteristics are provided for each technology, specific resiutatory requirements win be spactfied."
If determined to be a RCRA-hazardous waste, then the fot-tov/ing milestones may apply.
Begin the design phase for the thrse RCRA storage facilities for the 9201-4 DSD project -Taget Date 10/1/97. (Milestone No. OR27Q127).
Complete the construction of the three RCRA storage facOi-tieii for tha 9201-4 DSD pro-
• ject -Target Data 6/30/2005: (Milestone No. OR270128).
Waste Processing
September 1994

agement
Alternatives Technologies Status Science Technology Needs Implementat ion Needs
Jhemical Treatment Solvent Extraction WPRO-211/212-OY
Ranking: L-3-2($2M;N)
Washing & Leaching I J l WPRO-213-OY
Ranking: M-3-1 (S1M;N)
' Bucky Ball Chemistry WPRO-101-OY
Ranking: L-3-10 ($8M;N)
Demonstration' Continuous solvent extraction In counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or organics from aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over. 25 years. The technology can bo applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics: This technology when used with other waste treatment processes would enhance the overall waste treatment strategy. However, the use of the technology for the treatment of solid wastes requires additional RDSD.
Demonstration. This Is an accepted technology in industry with removal efficiencies greater than 9 9 % however, each application requires additional RDSD to determine optimum leachant composition and process conditions;
Evolving Technology This Is a novel technology that, has many potential applications in fields such as mixed wastes treatment, nuclear medicine;-tribology, and material science. Conceptually, the technology Is sophisticated (uses lasers) and yet simple. For mixed wastes treatment, the process would essentially encapsulate the radioactive and hazardous metals'at the elemental level in high molecularweight carbon cages (called fullerenes) thereby isolating them from the environment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RDSD effort Is estimated to require $ 1-25 million. The payback could be significant.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort to develop the technology is estimated to require $ 10 miHioiu The payback is estimated to be in the range of $ 150 million considering savings in waste treatment and disposal costs and potential spinoffs In other fields such as nuclear medicine and new materials.
rtiarmal Treatment J L _ Intineration I I I WPRO-108-OY
Ranking: H-3-1 ($1M;$6/lb)
Accepted The EPA considers Incineration to be the best demonstrated available technology (BOAT) for the destruction of organics. Incineration can achieve DREs greater than 99.999% forcer-tain organics. However, additional RD&D on several aspects of incineration Is still required.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that Is permitted to destroy low-level radloactive-iy contaminated mixed wastes. The unit was built at a capital cost of $ 26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $ 6 per pound of waste incinerated.
Page 5 -43
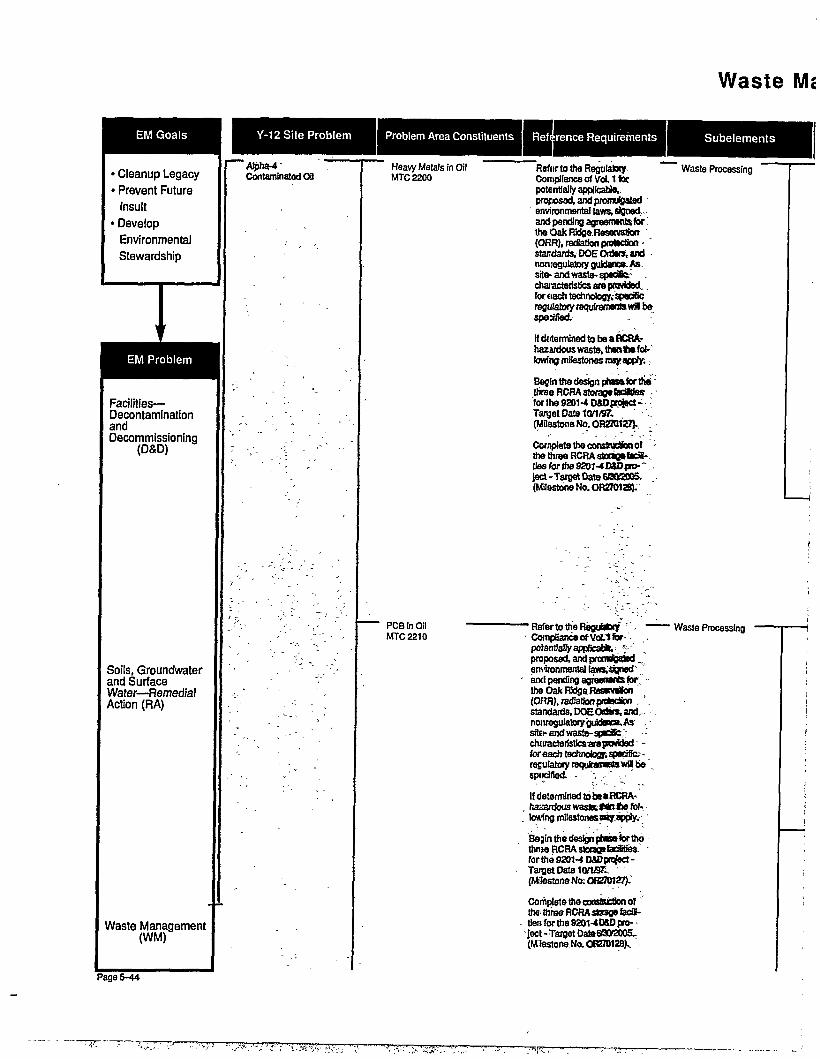
Waste M
EM Goals Y-12 Site Problem Problem Area Constituents | Reference Requirements Subelements
• Cleanup Legacy > Prevent Future
Insult ' Develop
Environmental Stewardship
Alpha-4" Contaminated Oil
Heavy Metals in Oil MTC2200
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
L
PCB in Oil MTC2210
Page 5-44 J
Refer to the Regulate* Compliance of Vol 1 for potentially applicable,, proposed, and promulgated
" environmental taws, signed.. and pending agreements for tbeOakPJdgeRsservaaon (ORR), radiation protscSon • standards, DOE Ord*s, and nomegutatoryguidaoo^As site-and waste-speofie: characterises are provided, for <iach technology, specific regulatory requirements w3 be spedfied
H determined to be a RCRAr hazardous waste, than the following milestones mjy apply..
Beg in the design p o m for trie:~ three RCRA storage toesHes . forthe9201-4DSOprpjact- : TanjetDatelo/MW. ; (MilBstonBNo.OR27Q1271. .
Complete the consHctfonoi "• the three RCRA stotaosOoS-ties for the 9201-4 D4D pro- ... ject -Target Date 600/2005. (Milestone No. OR270128).
Waste Processing
~ Referto the ReguKxy Compliance of Vottfcr • potantfalfyappBcabk,: *t' proposed, and promigstod.„ emironrnantattaw,'«»acied'. and pending agrseosnts for -the Oak Ridge Restrvtiion (0(W),rad!ationprobc*jri . ' . standards, DOE OiArs,and. noiiregulatoryguSd»ca.As . sitti-and wasts-spKBe;":' chiiractertstlcs'arepjovvrjed -for each technologji speeifio -regulatory requirao»rts wa be specified -
If determined to b»«RCRA-, hazardous wasfcWnfce rah-. lo«frigmilestonesB^apply.
Bejin the design ptase for the thmeRCRAstorapt&cSties. -for the 9201-4 DSDprojset-TaiigBtDatelO/tflR-(Milestone No. 0070127}:
Complete the corasscflonot the- three RCRAsUragefaal-tleti forthe 9201-4 DSD project-Target Date6Q0f2005. (MJestone Na ORZT0128K
' Waste Processing

nagement
Alternatives Technologies Status Science-Technology Needs Implementat ion Needs
Thermal Treatment (com.)
Chem Char Process WPRO-114-OY
Ranking: L-3-7(S5M;N)
Molten Salt Oxidation |flfl| WPRO-113-OY
Ranking: M-3-2(S2M;N)
PradamoRstratfon This Is a developmental technology based on coal char gasification. The process is claimed to achieve near total destruction of the organlcs and produces an Inert char residue that contains the non-volatile toxic metals and radionuclides. • Thiachar residue can either be vitrified to yield a glass/ slag or immobilized in cement
Prademonstratlon This Is not a new process however, its application (or treating hazardous and radioactive contaminants has notbeen demonstrated.- One advantage of the process is that the process and equipment is transportable (as opposed to a fixed treatment facility) and can be located near the waste site. The process should be capable, of destroying organlcs with a >99% efficiency. 5 Additional RO&D Is required to fuffy develop the process to- . treat mixed wastes.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RDSD effort is estimated to require $ 0.75-1.5 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RDSD effort is estimated to requires 1.4-million for a 3 year development effort
BioTreatment Biosorption WPRO-226-OY
Ranking: L-3-5($5M;N)
Physical Treatment _ _ Adsorption | 2 J WPRO-202/203-OY
Ranking: M-3-1 ($1M;N)
Chemical Treatment T~ M
m
. Solvent Extraction WPRO-211/212-OY
Ranking: M-3-2 (S2M;N)
Washing & Leaching " WPRO-213-OY
Ranking: M-3-1 ($1M;N
Gamma Radiolysis 'WPRO-100-OY L-4-5 (<$2M,High)
Prademonstratlon Data in the scientific literature suggests, that given the right conditions, this process should be able to achieve impressive. (>95%) treatment efficiencies however, most of the Information is based on laboratory-scale data.. There ts Stile pilot plant or industrial scale data on theprojcess,: /'." '- _ - - • - ;
Prodemoratratfon Laboratory studies indicate . removal efficieno'es greater. -' than.90% forthe'reiiioval ot • radtoacKve species using varif bui adso'rbing.rnedfa. Further -development is necessary to develop more effective adsorption media for the treatment of mixed waste contaminated liquids. Development would: include for example, scale-up . studies, development of high surface area and appropriate partk& s i» mediator continuous ODera^pr^ and the development of appropriate media for trie removal of various contaminants.
Demonstration The RD&D effort is estimated to require $ 5-10 million. The payback could be significant
Demonstration The use of the technology to mast the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1-3 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1.25 million.
The RD&D effort is estimated to require $ 1-2.5 million. The payback could be significant.
Demonstrate the effectiveness of the technology to meet the site requirements.
September 1994

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
1 Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
"Afcnan*. Contaminated Oil
PCB in Oil MTC2210
Refer to the Regulatory Compliance of Vol. 1 for potentially applicable, pro)30sed, and promulgated environmental laws, signed and.pending agreements for the Oak Ridge Reservation (OFIR), radiation protection
. standards, DOE Orders, and nonregulatory guidance. As
- site> and waste- specific characteristics are provided for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the following milestones may apply.
Begin the design phase for the three RCRA storage facilities for the 9201-4 DSD project -TarjietDate 10/1/9T. (Milestone No. OR270127).
Complete the construction of the Ifiree RCRA storage facilities for tne 9201-4 D5D project - Target Date 6/3CV2005. ' (MiI(«toneNo.OR270128). ."
" Waste Processing
September 1994

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Ihemtcal Treatment cent) m
L
Chemical Precipitation WPRO-210-OY
Ranking: M-3-1 ($1M;N)
' Supercritical Water Oxidation WPRO-216-OY
Ranking: L-3-3 ($3M;N)
Chemical Dechlorination WPRO-209-OY
Ranking: M-3-2($2M;N)
rhermal Treatment Incineration WPRO-108-OY
Ranking: E-3-1 ($1M;$&lb)
^ ^ Molten Salt Oxidation [ml WPRO-113-OY
L
Ranking: M-3-2($2M;N)
' Chem Char Process WPRO-114-OY
Ranking: L-3-7($5M;N}
3k>!ogkal Treatment
^ ^ Distillation [ml WPRO-222-OY
Ranking: M-3-1 ($1M;N)
I Microbial Dechlorination ! • WPRO-227-OY
Ranking: L-3-5($5M;N)
01 Aerobic Digestion WPRO-224-OY
Ranking: M-3-3 ($3M;N)
Evolving Technology See page 6.3-15
Demonstration The-development effort is estimated to require approximately $ 1 million.
Demonstration
PredemonstraHon Knowledge of process; application^) and funding.
Accepted.'. The RD&D effort is estimated to require $ 1-2l5.m|Ioa. The payback could be significant
Demonstration further RD&D on the process is needed to dovBiop.the optimum processing conditlorB -
V -•' ' • -" }** ""• ' -Pradamonstratlort > . ' . The RDSD effort Is estimated to require $5 million for 83-year RSD program. .."
Demonstration;' Demonstration costs are estimated to be $ 0.SV1 milBon.:
Evolving Technology . This process is at an early stage of development Based -on the available information, it appears the process should be able toacWeve destruction efficiencies greaterthan 90%.
Demonstration This is a promising technology for destroying hazardous organtes; Under the right conditions, this process should be able to achieve greater than 99% destruction of the organ-Ics. Additional RD&D Is needed to determine the applicability of the process to meet the site requirements.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment. The RD&D effort is estimated to require $ 2.5 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
The demonstration effort is estimated to require $ 0.4 million.
The RD&D effort is estimated to require $ 1.6 million for a 3 year development plan.
The RD&D effort Is estimated to require $ 125-2.5 million.
Knowledge of process-application, funding; and regulatory approval. For example, the K-25 Site TSCA Incinerator is a 30 MMBtu/h unit that is permitted to destroy tow-level radtoactjvety contaminated mixed wastes; .The unit was built at a capital cost of $ 26 minion <1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years: The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste Incinerated.
The RD&D effort Is estimated to require $ 1.4 million for a 3 year development effort.
The RD&D effort Is estimated to require $ 0.75-15 million.
Knowledge of process application^) and funding.
The RD&D effort is estimated to require $5-10 million. The payback could be significant
The. RD&D effort is estimated to require $ 1-2 million to meet site specific needs.

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4. Contaminated Oit
Non-Halogenated Organics in Oil MTC2220
Refer to the Regulatory - CompKanca of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed, and pending agreements for. the Oak Ridge Reservation (ORR),- radiation protection standards, DOE Orders, and rKwegulatory guidance. As site- and waste- specific chaiacteristics are provided •for «ach technology, specific , regulatory requirements will be specified:
If determined to be a RCRA-\ hazardous waste, then the fol
lowing mBeslones may apply.
Begin the design phase for the three RCRA storage facilities fbrthe.8201-4 D&D project-TarjjelDato 10/1/97. (MBss1or*Nd~OR270127). ,
Conpfets the construction of thathree RCRA storage facM-
. «esf6rthe920WD&Dpro-- $sci - Target Date 83O2005. (MilBStone No. OR270128).
Waste Processing
Page 5-46

nagement
Alternatives Technolog ies Status ScienceTechnology Needs Implementat ion Needs
Physical Treatment n Centrifugation WPRO-201-OY
Ranking: M-2-1 ($1M;N)
Decantation WPRO-201-OY
Ranking: 4-3-1 (<$0.1M;N)
^ ^ Gravity Separation lm] WPRO-201-OY
Ranking: M-2-1 <$1M;N)
Adsorption ImJ WPRO-202/203-OY
Ranking: M-2-1 ($1M;N)
Demonstration This process Is a variation of fil-' tration operations In which cert-trifugal action is used to separate the heavier components" from trie lighter, fluid. Removal efficiencies are generally; • greater than 95+%.
Demonstration. This Is an accepted process for the separating solids from liquids. The removal efficiency for the process can vary from 80 to 90+% depending upon '• the materials being separated.
Demonstration Sedimentation is also a.varia-tlon ,of filtration hi,which gravity forces are used to remove the partfculates from the fluid. •-• Removal efficiencies should generally be greater than 90%..
Prademonstiatfonv The RD&D effort Is estimated .
• torequlra$1-10mllllort/nir: payback could be significantv
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
- rther research, development, - 1 demonstration (RD&D) on •r • process to develop the technology to deployment
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $1 million.
Demonstration costs are estimated to require up to $ 1 million. .
' The RDSD effort is estimated to require $ 1.25 million.
Chemical Treatment * T ~ Solvent Extraction U j l WPRO-211/212-OY
Ranking: M-2-2($2M;N)
^ ^ Gamma Radiolysis 121 WPRO-100-OY
Ranking: M-2-5($3M;N)
[Q Supercritical Water
Oxidation WPRO-216-OY
Ranking: M-2-3 ($3M;N)
Thermal Treatment • _ Distillation | 2 | WPRO-222-OY
Ranking: H-2-1 ($1M;N)
Demonstration The RD&D effort Is estimated -to require $ 5-10 million. The payback could be significant
Evolving Technology " -TOe RD&D effortls estimated toiequire$ 2-5 million. The ' payback could be significant. -
Demonstration
Demonstration ,..-...',' This Is an accepted Industrial processfortreatJngliquldsv. -Depending upon the contami-' narrt being removed, the separation efficiency can be greater than 99%. However, the use of the process to meet site -requirements wilt need to be demonstrated. Capital and • operating costs could be high.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment. Demonstrate the effectiveness of the technology to meet the site requirements. See page 6.3-15.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment The RD&D effort is estimated to require $ 2.5 million.
The use of the technology to meet the site requirements needs to be demonstrated.
The RD&D effort is estimated to require $1-2.5 million. The payback could be significant
The RD&D effort is estimated . to require $ 1.25-2.5 million.
The RD&D effort is estimated to require $ 1.6 million for a 3 year development plan.
Knowledge of process applications) and funding.
September 1994

Waste M
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
1 Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Aipha-4 Contaminated OH
Non-Halogenated Organics in Oil MTC2220
Mercury in Oil MTC 2000
Refer to the Regulatory Compliance of Vof. 1. for potentially applicable, pnjposed, and promulgated environmental taws, signed-and pending agreements for -the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nonreguiatory guidance. As sit»-and waste-specific
_ characteristics are provided for each technology, specific regulatory requirements will be specified;
If cetermined to be a RCRA-haiEardous.waste, then the following mBestones may apply.
Bejin the design phase for the throe RCRA storage facilities for the 9201-4 D&D project-Taiget Date 10/1/97. (Milestone No. OR270127).
Completa the construction of the three RCRA storage factll-fies,forthe-9201:4DSDpro^ jecfc- Target Date 6/30/2005. (MTestone No; OR270128):
Waste Processing
Refsir to the Regulatory Compliance of Vol.1.
" Waste Processing
September 1994

agement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
hernial Treatment 1 — Incineration WPRO-108-OY
Ranking: H-2-1 (1M$&lb)
Chem Char Process WPRO-114-OY
Ranking: L-2-7($5M;N)
Molten Salt Oxidation fM WPRO-113-OY
Ranking: M-2-2($2M;N)
Low Temperature Separation |f l / l WPRO-220-OY
Ranking: M-2-2 ($2M;N)
iiotreatment ___ Anaerobic Digestion U | WPRO-224-OY
Ranking: M-2-3 ($3M;N)
'hysical Treatment I' Decantation i n WPRO-201-OY
Ranking: H-S-1 ($1M;N)
M Rltration WPRO-201-OY
Ranking: M-S-1 ($1M;N)
Gravity Separation Ml WPRO-201-OY
Ranking: M-S-1 ($1M;N)
Accepted -The RD&D effort is estimated to require $1-25 million. The payback could be significant
Predemonstratlon. The RD8D effort Is estimated to require $5 million for a 3-year R&D program.
Demonstration Further RD&D on the process-Is needed to develop the optimum processing conditions.
PredemonstratJon -This is an accepted Industrial process for the separation of tow-boffing components from high-boiling components. The process can achieve separation efficiencies greater than 99%--. . ".'
. Predemonstratfon This is a promising technology
. for destroying hazardous -.-, organfcs- Under the right conditions! this process should be able to achieve greater than 99% destruction of the organ-fcs. Additional RD&D Is needed to determine thaapplicabifr ty of the process to meet the site requirements.
Demonstration This is an accepted process for the separating solids from liquids. The removal efficiency, for the process can vary from -80 to 904% depending upon the materials being separated.
Demonstration This is an accepted process for separating solids from fluids. The process can achieve removal efficiencies greater than99%. The use of the process to meet the sits requirements will however, need to be demonstrated.
Demonstration The use of the technology to -meet the site requirements needs to be demonstrated.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further RD&D on the process is needed to develop the optimum processing conditions.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 SKs TSCA incinerator Is a 30 MMBtu/h unit that Is permitted to destroy low-level rarJoactive-iy contaminated mixed wastes. The unit was built at a capital cost of $28 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $6 per pound of waste incinerated.
The RD&D effort is estimated to require $ 0.75-1.5 million.
The RD&D effort is estimated to require $ 1.4 million for a 3 year development effort.
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
The RD&D effort is estimated to require $ 1-2 million to meet site, specific needs.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 million.
Page 5-47

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
1 Cleanup Legacy • Prevent Future
Insult > Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4 Contaminated Oil
Mercury in Oil MTC2000
RAD in Solvents MTC220Q
Refer to the Regulatoty Con-ptiance of Vol.1 for -potentially applicable, proposed, and promulgated .environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nomegulatory guidance. As site-and waste-specific chaiacteristfc&are provided, for each technology; specific regtfatory requirements will be specified.
If determined to be a RCRA-haziirdous waste, then the tot-towing milestones nay apply*
Begin the design phase for the - threB RCRA storage fadlitfea
for the 9201-4 DSD project-Tamet Date 10/1/971-(MiI.jstonaNo.OR27Q127}. ..-
Complete the construction of -the three RCRA storage faci!-ties for the 9201-4 D5D project - Target Data 6/3072005. (Milestone NolORZ70128). .
" Refartothe'RegiiaJoiy. ConipBanceofVoLlfor -potentially appBcabte; profKsed, andprormigaJed environmental laws, signed, and pending agreements for the Oaic Ridge-Reservation (OFIR); racSatton protection starriards, DOE Orders, and nonreguiaton/floHancs.As site-and waste-specific ' \ characteristics: are provided '
-. foruach techno)ogyrspeclSc. reg^toory requirements will be -specified.- ; ,.-
. If dirtermined to baa RCRA- •.' hazardous waste, then thafot-fow'ng mitestonesmay apply..
Bejfri the design phase for the three RCRA storage facilities forthe 9201-4DSDproject •
-Target Date 10/1/97. v -(Milestone No. OR270127).
Complete the constaiction of . the three. RCRA storage facilities for the 9201-* DSD project-Target Date &30/2005. (Milestone No. OR270123).
Waste Processing
Waste Processing
Page 5-48

lagement
Alternatives Technologies ScienceTechnology Needs Implementat ion Needs
Physical Treatment ^ ^ Centrifugation U J WPRO-201-OY
Ranking: M-5-1 ($1M;N)
Chemical Treatment ___ Chemical Fixation | 2 J WPRO-208-OY
Ranking: M-5-2($2M;N
Demonstration. This process is a variation of filtration operations, in which centrifugal action Is used to separate the heavier components from the Bghterflukt Removal efficiencies are generally greater than 95+%.
PredemonstratJon Development costs are estimated to be $ 1.25 miDion.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstrate the effectiveness of the technology to meet the site requirements.
Demonstration costs are estimated to require up to $ 1 million.
The RQ&D effort Is estimated to require $ 2-5 million. The payback could be significant
Thermal Treatment ~"I Thermal Desorption U | WPRO-106-OY
Ranking: H-5-2 ($2M;$1/lb)
Molten Salt Oxidation I j jJ WPRO-113-OY
Ranking: M-5-2($2M;N)
Demonstration Though an accepted technology, the use of the technology to meet the site requirements needs to bedernonstrated. Also, need to develop better understanding of the immobilization chemistry and mechanisms.; .1
PredemonstratJon Further RD&D on the process Is needed to develop the optimum processing conditions.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Knowledge of process application, funding, and regulatory approval.
The RDSD effort Is estimated to require $ 1.4 million for a 3 year development effort.
Physical Treatment • ^ Filtration R l WPRO-201-OY
Ranking: H-2-1 ($1M;N)
H Centrifugation WPRO-201-OY
Ranking: H-2-1 ($1M;N)
H Foaming WPRO-201-OY
L Ranking: H-2-1 ($1M;N)
| - n Ultrafiltration IQJ WPRO-206-OY
L Ranking: M-2-3($3M;N)
| -r f Electrolysis UJJ WPRO-205-OY
Ranking: M-2-2($2M;N)
Demonstration this Is an accepted process for separating solids from fluids. The process can achieve removal efficiencies greater than 99%. The use of the process to meet the site; requirements will however, need to.be demonstrated.
Damonatration . , This process is a variation of filtration operations in which can- . trifugal action is used to separate the.heavier components from the figrrler fluid. Removal efficiencies are generally'' -greaterthan95+%.
Demonstration Develop and demonstrate the. effectiveness of the WMES to minimize sits wastes and waste disposal costs.
Demonstration The RDSD effort to develop applicable membranes is estimated to require $ 0.75 millkm.
Demonstration An Industrial-scale national transmutation facility would need to be developed and built. The cost forsuch a "national" facittty is estimated to be in the billion dollars range and would require several years to build.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $ 1 million.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstration costs are estimated to require up to $1 million.
Demonstration costs are estimated to require up to $ 1 million.
The RD&D effort to develop applicable membranes is estimated to require $.0.75 million.
The RD&D effort is estimated to require $ 1.25 million.
September 1994

Waste Ms
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4 Contaminated Solvents (Hatogenatsd and Non-Halogenated)
RAO in Solvents MTC2200
Refer to the Regulatory Compliance of Vol. 1 for
- potentially applicable, proposed, and promulgated environmental laws, signed
: and pending agreements for the Oak Ridge Reservation (ORS), radtetion protection standards, DOE Orders, and noweguiatory guidance.As she-and waste-specific characteristics are provided for. each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hazardous waste, then the fot-iowirig milestones may apply;
Begin the design phase for the -"threw RCRA storage facilities for t r» 920T-+ DSD project-Targst Date 10/1/97. (Milestone No. OR270127).
Complete the construction of the Biree RCRA storage faciJi-tles for the 9201-4 D iD prelect-Target Data &3CV2005. (Milestone No. OR270128).
Waste Processing
September 1994

agement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
tryslcal Treatment I High Gradient Magnetic Separations WPRO-204-OY
![T1 Separations
Ranking: M-2-2($2M;N)
Inorganic Microporous Rlters WPRO-207-OY
Ranking: L-2-8($5M;N)
^ ^ Adsorption [JJ WPRO-202/203-OY
Ranking: M-2-2($2U;N)
Demonstration The implementation needs will be determined by the site requirements.
Predemonstratfon The RD&D effort to develop inorganic microporous filters Is estimated to require $ 6.75-1 million. The payback is estimated to be $20-25 million based on significantly reduced waste disposal costs.
Demonstration The RD&D effort Is estimated to require $ 1-10 million. The payback could be significant.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstration costs are estimated to be $ 05-1 million.
The RD&D effort to develop inorganic microporous filters is estimated to require $ 0.75-1 minion. The payback is estimated to be $20-25 million based on significantly reduced waste disposal costs.
The RD&D effort Is estimated to require $ 1.25 mill ion.
Chemical Treatment " T ~ Chemical Precipitation [ J ] WPRO-210-OY
Ranking: M-2-2($2M;N)
Chemical Fixation WPRO-208-OY
Ranking: L-2-2 (<$1M;N)
' Solvent Extraction l m | WPRO-211/212-OY
L Ranking: M-2-2($2M;N)
^ ^ Leaching & Stripping Ml WPRO-213-OY
L Ranking: M-2-1 ($1M;N)
Bucky Ball Chemistry WPRO-101-OY
Ranking: L-2-10 ($8M;N)
Demonstration . The development effort Is esfl-mated to require approximately Similiter). .
Demonstration Development costs are estimated to be $ 1.25 million.
Demonstration The RD&D effort Is estimated, to require $ 5-10 million. The payback could be significant
Demonstration. The use of the technology to meet the site requirements needs to be demonstrated.
Evolving Technology The RD&D effort is estimated to require $2-5 million. The payback is expected to be significant especially because the scrap aluminum from the site . can be used to dispose of the nitrate wastes in the Hartford site tanks.- This is expected to result in significant savings due to minimizing the wastes to be disposed at the two sites. .
Demonstrate the effectiveness of the technology to meet the site requirements.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The demonstration effort Is estimated to require $ 0.4 million.
The RD&D effort is estimated to require $ 2-5 million. The payback could be significant.
The RD&D effort Is estimated to require $ 1-2.5 million. The payback could be significant
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort to develop the technology Is estimated to require $ 10 million. The payback is estimated to be in the range of $ 150 million considering savings in waste treatment and disposal costs and potential spinoffs in other fields such as nuclear medicine and new materials.
Page 5-49

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subefements
' Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Alpha-* Contaminated Solvents (HaJogenated and Non-Halogenated)
RAD in Solvents MTC2200
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Ret'w to the-Regulatory Compliance of Vol. 1 for. potwrtialfy applicable, " proposed, and promulgated environmental laws, signed and perefing agreements for the Oak Ridge Reservation (OUR), radiation protection standards, DOE Orders, and nonregutatory guidance. As site-and waste-specific ch iactertstics are provided for each technology, specific regulatory requirements will be spxcffied.
If determined to be a RCRA-hajardous waste, then thafol-fowing milestones may apply.
Befjin the design phase for the thnte RCRA storage facilities for the 9201-4 DSD project-Taiget Data 10/1/97. (Milestone No. OR270127).
Complete the construction of the three RCRA storage facS-tiesifortne 9201-4 D&D pro-Jedf- Target Date 6/30/2005. (Milestone No. OR270128).
Waste Processing
Page 5-50

agement
Alternatives Technologies Status Science-Technology Needs Implementation Needs
1 Incineration I J j WPRO-108-OY
Ranking: H-2-1 ($1M;$6Ab)
Distillation R l WPRO-222-OY
I -D L
Ranking: H-2-1 (<$1M;N)
Chem Char Process WPRO-114-OY
Ranking: 1-2-7($5M;N)
—- Molten Salt Oxidation I f l l WPRO-113-OY
Ranking: M-2-2($2M;N)
Physical Treatment
III Centrifugation WPR-20t-OY
Ranking: H-2-1 ($1M;N)
^ ^ Filtration l y WPRO-201-OY
Ranking: H-2-1 ($1M;N)
Foaming WPRO-201-OY
Ranking: H-2-1 ($1M;N)
Ultrafiltration fflfl WPRO-206-OY
Ranking: M-2-3 ($3M;N)
Accepted The RD&D effort is estimated to require $ 1-2.5 mfBion. The payback could be significant
Demonstration Demonstration costs are estimated to be $ 0.5-1 million.
Prodemonstratlon The RD&D effort is estimated to require $ 5 million for a 3- . year R&D program;.
Demonstration. Further RDSD on the process is needed to develop the optimum processing conditions.
Demonstration. This process Is avartatton offil-tratjon operations in which centrifugal action is used to.sepa-rala the heavier components, from the lighter, fluid. Removal efficiencies are generally * greater than'95+%. - '.
Demonstration- - , . ;
This is an accepted process for separating solids from fluids. The process can achieve'', removal efficiencies greater than 99%. The use of the process to meet the site requirements will however, '• need to be demonstrated.
Demonstration Develop and demonstrate the effectiveness of.the.WMES to minimize site wastes and waste disposal costs;
Demonstration The RD&D effort to develop applicable membranes is estimated to require $ 0.75 million.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
None
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Knowledge of process application, funding, and regulatory approval. For example, the K-25 SiteTSCA Incinerator Is a 30 MMBtu/h unit that Is permitted to destroy low-lever radtoactlvely contaminated mixed wastes.. The unit was bulitat a capital cost of $ 26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over8 years;. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste incinerated.
Knowledge of process application^) and funding.
The RD&D effort is estimated to require $ 0.75-1.5 million.
The RD&D effort Is estimated to require $ 1.4 million for a 3 year development effort.
Demonstration costs are estimated to require up to 5 1 million.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $ 1 mil-Ion.
The RD&D effort to develop applicable membranes Is estimated to require $ 0.75 million.
September 1994

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy ' Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Alpha-4 Contaminated Solvents (Halogenated and Non-Halogenated)
Heavy Metals in Solvents MTC 2200
Refer to the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending-agreements for the:Oak Ridge Reservation (CHWjr, radiatton protection standards, DOE Orders, and nonregulatory guidance. As sitft-and waste-specific cruiractensttcs are provided for each technology, specific regulatory requirements will be specified.
If determined to be a RCRA-hajardous waste, then the following mBestones.may apply.
Beom the design phase for the three RCRA storage facilities for Ihe 9201-4 D&D project-Target Date 10/1/97. (MSestone No. OR270127)..
Complete the construction of the three RCRA storage facilities for the 9201-4 DSD project -.Target Date 6/30/2005. (Milestone No. OR270128).
Waste Processing
September 1994

agemenf
Alternatives Technolog ies Status Science-Technology Needs Implementat ion Needs
'hysical Treatment m
ia
Electrolysis WPRO-205-OY
Ranking: M-2-2 ($2M;N)
High Gradient Magnetic Separation WPRO-204-OY
Ranking: M-2-2 (S2M;N)
' Inorganic Microporous Filters
WPRO-207-OY
Ranking: L-2-B ($SM;N)
Adsorption | ^ | WPRO-202/203-OY
Ranking: M-2-1 ($1M;N)
Demonstration The basic technology Is well established In industry however, its application to meet the site requirements needs to be developed and demonstrated. Removal efficiencies for the process are in general greater than 90%.
Demonstration The implementation needs will be determined by the site requirements.
Pre demonstration The RD&D effort to develop inorganic microporous fitters Is estimated to require $ 0,75-1 mlBon.- The payback is est!-. mated to be $20-25'million based on significantly reduced waste disposal costs;
Demonstration The RDSD effort is estimated. to require $ 1-10 million; Thai, payback could be significant.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 1.25 million.
Demonstration costs are estimated to be $ 05-1 million.
The RD&D effort to develop Inorganic microporous fitters Is estimated to require $ 0.75-1 million. The payback is estimated to be $20-25 million based on significantly reduced waste disposal costs.
The RD&D effort Is estimated to require $1.25 million.
Chemical Treatment I Ion Exchange |JH WPRO-217/218-OY
Ranking: M-2-1 ($1M;N)
Chemical Precipitation WPRO-210-OY
Ranking: M-2-2 ($2M;N)
~~ Chemical Fixation WPRO-208-OY
Ranking: L-2-2 (<$1M;N)
[Q ' Acid Stripping
WPRO-213-OY
Ranking: M-2-1 ($1M;N)
' Bucky Ball Chemistry WPRO-101-OY
Ranking: L-2-10 ($8M;N)
Demonstration The RD&D effort Is estimated to require $ 1-3 million.
Accepted The development effort is estimated to require approximately; $ 1 mutton.
Demonstration. Development costs are estimated to be $ 1.25 million.
Demonstration Th8 use of the technology to meat the site requirements needs to be demonstrated.
Evolving Technology The RD&D effort is estimated to require $"2-5 million. The payback Is expected to be significant especially because the scrap aluminum from the site can be used to dispose of the nitrate wastes in the Hanford si te- :
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstrate the effectiveness of the technology to meet the site requirements.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Development costs are estimated to be $ 1.25 million.
The demonstration effort Is estimated to require $ 0.4 million.
The RD&p effort is estimated to required 2-5 million. The payback could be significant.
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort to develop the technology is estimated to require $ 10 million. The payback is estimated to be in the range of $150 million considering savings in waste treatment arid disposal costs and potential spinoffs in other fields such as nuclear medicine and new materials.
Page 5-51

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
- Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
"Alpha-4 Contaminated Solvents (Halogenated and Non-Halogenated)
Heavy Metals in Solvents MTC2200
PCB in Solvents MTC2200
Refer to the Regulatory Corrpfiance of Vol. 1 for potentially applicable, proposed, and promulgated environmental taws, signed and pending agreements for the Oak Ridge Reservation (OfW), radiation protection standards; DOE Orders, and noraegulatory guidance. As
-site-and waste-speciflc-char acterfetfcs are provided for each technology, specific regulatory requirements win be. specified.
tf determined to be a RCRA-hazsirdous waste, then the fof-. towing mBestones may apply.
Begfn the design phase forthe . thra j RCRA' storage facilities for the 8 2 0 1 * D&D project.-Tan;iet0ate1(W/97, ' (Milestone No. OR270127).
Conptete the construction of '•. the three RCRA storage facB-. ties for the 9201-4 D&D project -Target Date 6/30/2005; (MiRistone No. OR270128).,.
Waste Processing
Refer to the Regulatory Compliance of Vol.1.
Waste Processing
Page 5-52
• Y U " .^:%^-k *WA•<&:'•'•?>> iwm~r5*~TrT^rmr

ageiment
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Thermal Treatment i Incineration H I WPRO-108-OY
Ranking: H-2-1 ($1M;$6/lb)
•a
L Chem Char Process WPRO-114-OY
Ranking: L-2-7($5M;N
Molten Salt Oxidation WPRO-113-OY
Ranking: M-2-2($2M;N)
Demonstration The RD&O effort Is estimated to require $1-2.5 million. The payback could'be significant
Prodamonstratlon The RD&D effort Is estimated to require $5 million fora £ year R&D program.
Demonstration Further RD&D on the process Is needed to develop ttis optimum processing conditions.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated. Also, RD&D is required to develop better understanding
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Knowledge of process application, funding; and regulatory approval. For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that Is permitted to destroy low-level radioaetivety contaminated mixed wastes. The unit was built at a capita} cost of $26 minion-(1987 dollars). -Obtaining regulatory approval for the TSCA Incinerator took over 8yearsi The.1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste Incinerated.
The RD&D effort is estimated to require $ 0.75-1.5 million.
The RD&D effort Is estimated to require $1.4 million for a 3 year development "effort
Bio-Treatment Biosorption WPRO-226-OY
Ranking: L-2-5($5M;N)
Prademonstratlon -The RD&D effort is estimated to require $ 1.5-2 million to further develop the process to meet the site needs.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort is estimated to require $1-3 million.
Physical Treatment • Decantation ffl WPRO-201-OY
Ranking: H-2-1 ($1M;N)
___ Foaming | 2 | WPRO-201-OY
Ranking: H-2-1 ($1M;N)
"~ Filtration | J 1 WPRO-201-OY
Ranking: H-2-1 ($1M;N)
Adsorption H I WPRO-202/203-OY
Ranking: H-2-1 ($1M;N)
Demonstration This is an accepted process for. the separating solids from liquids. The removal efficiency for the process'can vary from 80 to 90+% dependng.upon the materials being separated.
Demonstration --.."'. Develop and demonstrate the effectiveness of the WMES& minimize sits wastes and waste disposal costs.
Demonstration This is an accepted process for separating solids-from fluids; The process can achieve; removal efficiencies greater than 99%. The use of the process to meet the site requirements will however, neod.to be demonstrated.
Dtmonstratlon . The.RD&D effort Is estimated to require $1-10 million. The payback could be significant
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
- Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to require up to $1 million.
Demonstration costs are estimated to require up to $ 1 million.
The RD&D effort Is estimated to require $ 1.25 million.
September 1994

Waste M«
EM Goals Y-12 Site Problem Problem AreaConstituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
j—Alpha-* - >" Contaminated Solvents (Hatogenated and Non--Halogenated).
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
PGB in Solvents MTC2200
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
-Refer to the Regulator . Compliance ofVoT.1 for .. potentially applicable, proposed, and promulgated- ' environmental laws, signed and pending agreements for the Oak Ridge Reservation. (OHR),raotation protection standards, DOE, Orders, and. nonregulatory guidance. As sftt* and waste- specific chiiracteristtcs are provided for each technology, specific regulatory requirements wilt be spooified. -
If determined to be a RCRA-haiardous waste, then the fot-lowing milestones may apply.,
Beijln the design phase for the throe RCRA storage facilities, for the 9201-4 DSD project -Taiget Date 10/1/97/ (Milestone N0.OR270127).
' Complete the construction of the three RCRA storage facffi-
• Waste Processing
"ties: Jecl:
for the 9201-4 D&D pro-. Target Date 6/30/2005.
(Miestone No. OR27012S).
September 1994
~r>j^-T^r7r*'~-z3riffrr< ;-^-r •• - v ? ^

nt
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
i Solvent Extraction WPRO-211/212-OY m
w
w
EI
Ranking: M-2-2($2M;N)
• Gamma-Radiolysis WPRO-100-OY
Ranking: M-2-5($3M;N)
• Chemical Dechlorination WPRO-209-OY
Ranking: M-2-2(S2M;N)
• Stripping WPRO-213-OY
Ranking: M-2-1 ($1M;N)
Demonstration The RD&D effort is estimated to require $5-10 million. The payback could be significant
Evolving Technology The RD&D effort is estimated to require $ 2-5 million. The payback could be significant
Predomonstratlon Knowledge of process applica-tion(s) and funding.
Demonstration The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment See page 6.3-15.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1-2.5 million. The payback could be significant
The RD&D effort Is estimated to require $ 1.25-25 million.
The RD&D effort Is estimated to require $ 1.25-2.5 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
' Incineration WPRO-108-OY
Ranking: E-2-1 ($1M;$&lb)
Accepted The RD&D effort is estimated to require $ 1-2.5 million. The payback could be significant
I • Molten Salt Oxidation WPRO-113-OY
Ranking: M-2-2($2M;N)
Distillation WPRO-222-OY
Ranking: M-2-1 ($1M;N)
• Chem Char Process WPRO-114-OY
Ranking: L-2-7($5M;N)
• Microbial Dechlorination WPRO-227-OY
Ranking: L-2-5($5M;N)
Demonstration Further RD&D on the process is needed to develop the optimum processing conditions.
Demonstration Demonstration costs are estimated to be $ 0.5-1 million.
Predemonstration The RD&D effort is estimated to require $ 5 million for a 3-year R&D program.
Evolving Technology This process is at an early stage of development Based on the available information, it appears the process should be able to achieve destruction efficiencies greater than 90%.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated, Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA' Incinerator is a 30 MMBtu/h unit that Is permitted to destroy low-level radloadively contaminated mixed wastes. The unit was built at a capital cost of $ 26 million (l987"dolIars). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $ 6 per pound of waste incinerated.
The RD&D effort Is estimated to require $' 1.4 million for a 3 year development effort
Knowledge of process applica-tlon(s) and funding.
The RD&D effort is estimated to require$ 0.75-1.5 million.
The RD&D effort Is estimated to require $5-10 million. The payback could be significant.
Page 5-53

Waste Me
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Contaminated Meiriiiy RAD in Mercury MTC5400
Raftir to the Regulatory Compliance of Vol. t for potentially applicable, proposed, and promulgated * emrtronmentai laws, signed and pending agreements rathe )3ak Ridge Reservation (ORR), radfatlon protection standards, DOE Orders, and rwegulatory guidance. As sits- and waste-specific chaiacterfstics are provided for <ach technology, specific regtiiatoryrequirernerttswillbe speijfied. -
IfrJsterrninedtobeaRCRA-haa«tous waste, then the following rnSestones may apply.
Beghthe design phase for the tnras RCRA storage facilities
. forthe9201-4 D4D project-TaruetDate 10/1/97". (Misstona No. OR270127).
CoMpfete the construction of the txw RCRA storage facQI-. tjaefacthe 9201-4 DSD prr> Jact-Target Dita 6/3CV2005. (lH»Stoie No. OR270128).
Waste Processing
Page 5-54

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Physical Treatment Gravity Separation m WPRO-201-OY
Chemical Treatment
Ranking: H-4-1 ($1M;N)
2 — Leaching I J I WPRO-213-OY
L Ranking: H-4-2($1M;N
___ Chemical Precipitation | 2J WPRO-210-OY
Ranking: M-4-2($1M;N)
Demonstration Developmerrt'and demonstra-tkin of.the.WMES Is estimated. to require $ 3-5 million. The savings from Implementing the system could be around $1 billion or more.
Demonstration The use of the.techhotogyto • -meet the site requirements needs, to be demonstrated.'
Demonstration . The development effort is estimated to require approximate^ S1 mflfon.
The use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Demonstrate the effectiveness of the technology to meet the site requirements.
Demonstration costs are estimated to require up to $1 million.
Demonstrate the effectiveness of the technology to meet the site requirements.
The demonstration effort Is estimated to require $ 0.4 million.
Thermal Treatment. Distillation Jml WPR0-222-OY
Ranking: M-4-1 ($1M;N)
Demonstration Demonstration costs are esfr mated to be. $ 0.5-1 million.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process applies.-tibrifs) and. funding.
September 1994

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy
• Prevent Future
Insult
' Develop
Environmental
Stewardship
*ASpha-4 Waste Off-Cases from D&O, RA, and WM Operations
VOCs in Gases - Ref sr to the Regulatory Conptianceof Vol. t for potentially appScabJe,. projxjsed, and promulgated environmentaf taws, signed and pending agreements for the Oak RJda© Reservation (ORRJ, radiation protection standards, DOE Orders, and. ronreguiatory guidance. As sHe> and waste- specific characteristics are provided for uach technology, specfife regtitatory reojjfremerrts will be spetrBed.
- Waste Processing
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
September 1994
^ — F F ^ ; -;y&^ r-'Jw.-' •.;.--: ,- .if-.. 7%i?T

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Physical Treatment Low Temperature Separation WPRO-220-OY
Ranking: M-1-2($2M;N)
Inorganic Membrane Separation WPRO-300-OY
Ranking: L-1-8($5M;N)
— Adsorption n j l WPRO-202/203-OY
Ranking: M-1-1 ($1M;N)
Q
Chemfcai Treatment.;"
'BJ|;
' Scrubbers WPRO-301-OY
Ranking: H-1-1 ($1M;N)
• Solvent Scrubbing WPRO-211/212-OY
Ranking: M-1-2($2M;N)
Prodemonstrstion , • •; This Is an accepted industrial -process for the separation of iow-bbiftno;components from- •
• Wgh-boBng comportante.- The '• processi can achieve separa- ;-
99%.-
Prodsmonstration The RD&D effort to develop,, -inorganic rrrtaopowjs'fiKsts is-estimated to requite $ 075-1 -mBHort Tnepaybackis estimated to be $20-25 rrtftJtort based on signHfcamty'reduced waste -'
" disposat cpstSv •
_Preo>raonstt8tton'; „-" - labora^.stuoles indicate , -' ; renwalefficieftetes.greatsr. - than 90%'for the removaTof rarioactrw specif usirig.vari; .ou3:adsorWrig medta.: Further' -devefopment is necessary, to -develop) mora effective adsorpv lion media for.tbetrsatment of: -rnixe^sws^cwitarotnatedfk}-; ; uio^i:Deve^)rrtentwould-; -..-- •--Incfude for example, scats-op • 8tuo3es,d9veiopmentofhlgr>" '-surface area and appropriate . particle size media fot-cottfno-ous operations; and the development of appropriata media tcftte removal of variouscont-' aminants; -" .-' .> "'-.
•Demonstraltott '- - : . , . Serubberaarecomerdatly •> avaSabisthoughneedtobe, • demonstrated for partfcuJar'
\appft^cflsatK-25.; ,,' •' - ; ' Demonstration •-'!•-'
Continuous solvent extractor ' in'cwnter^nwrcofltaefors^ ;
(e.g, csntiifugat contactors) ts„ demonstn^edte<*notogyf«tr • fhe'separatlon'of heavy metals: or organfes from aqueous or -organic solutions. Centrifugal contactor based processes for the separation andrecoveiy ofx
radionuclides has been tech-notogy at DOE nudear processing sites for over 25 years. The technology can ba'applied to treat and recovers wide "' range of contaminant concert-
. ttaiions.,*Theadvarita8ssot' trmcentnfuo^ contactor based extraction process are its rela-trVefysrrraitsize, smalt hoid-up-volurrtev'and rapid starfcup'%
characteristics. •
Further RD&D on the process is needed to develop the optimum processing conditions.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort is estimated to requires 1-2 million to meet site specific needs.
The RD&D effort Is estimated to require $1.5-2 million to fur-lher.d9velop.tite process to meet the site needsl
• Thfe RD&D effort is estimated to require S1.25 million.
Knowledge of process appiica-Bbn(s),and funding,
The-HD&D effort is estimated, to require $ 1-2.5 million. The
. payback could be significant
Page 5-55

Waste Mi
EM Goals Y-12 Site Problem | Problem Area Constituents | Reference Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Alpha-* ' Waste Off-Gases from DSD,
RA, and WM Operations
.VOCs in Gases _Re!er to the Regulatory? "Compliance of VoKt for
potentially appScabto. pre posed, and promulgatad environmental tews, signed ami pewfing agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOEOrdets, and
" noiiregutatory, guidance; As sfUhandwaste-specifc* , chiiracteristfcs are provided for each technology, specific resulatoiyrequirememswiilbe spiicffied. ' •*"".
Waste Processing
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Non-Volatile Organlcs in Gases
-Referto the Regulatory. Compliance of Vol 1 .
_ Waste Processing
Page 5-56

nagement
Alternatives Technologies SciencaTechnology Needs Implementat ion Needs
Thermal Treatment ^ ^ _ ^ Incineration T WPRO-108-OY
ID Ranking: H-1-1 ($1M;$6Ab)
[jj
|j|
Catalytic Destruction WPRO-109-OY
Ranking: M-1-2($2M;N)
Molten Salt Oxidation 'WPRO-113-OY
Ranking: M-1-2($2M;N)
Q]
Electron Beam Destruction WPRO-304-OY
Ranking: L-1-3($3M;N)
Steam Stripping ' WPRO-221-OY
Ranking: M-1-1 ($1M;N)
Physical Treatment
M
. Flameless Thermal Oxidizers WPRO-305-OY
Ranking: L-1-3 ($3M;N)
Low Temperature Separation ' WPRO-220-OY
Ranking: M-1-2($2M;N)
Accepted . The EPA considers incineration to be the best demonstrated available technology (BOAT) for the destruction of organics. Incineration can achieve DREs. greater than 99.999% for certain organics. However, additional RD&D on several aspects of incineration is still required.
PredemonttratJon • This technology has been demonstrated to be effective. (DRE>99+%)iorthe destruction of liquid and gaseous organic wastes.- However, Its ' use to remove and destroy the organics from solids needs additional RD&D. :
Demonstrat ion: . . This is not a new process however, its. application (or treating hazardous and radioactive contaminants has not been -demonstrated. One advantage of the process is that ths process and equipment is transportable (as opposed to a fixed treatment facility) and can be located near the waste site. The process should be capable of destroying organics with a >99% effWenc. Additional RD&O is required to fuliy. develop the process to treat mixed wastes...
- Predwnonttratlon .Development work wtttithe compounds of interest at the bench scale needs to be done to Justify scale-up testing.
Demonstration This is an accepted industrial process that can remove volatile organics with >99+% efficiency especially from contaminated aqueous streams. . The application of the process to satisfactorily, remove hazardous and radioactive species needs to be demonstrated.
Demonstration Development work with the compounds of interest at the bench scale needs to be done to justify scale-up testing.
PredemonstraUon This is an accepted industrial process for the separation of low-boiling components from high-boiling components. The process can achieve separation efficiencies greater than 99%.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated. Also, RD&D is required to develop better understanding of the process technology to improve its acceptability.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further RD&D on the process is needed to develop the optimum processing conditions.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that Is permitted to destroy low-level radloactively contaminated mixed wastes.. The unit was built at a capital cost of $ 26 million {1987'doters). Obtaining regulatory approval for the TSCA Incinerator took over 8 years. The 1993 destruction costs at the Incinerator are estimated to be $ 6 per pound of waste incinerated.
The RD&D effort is estimated to require $0.75-1,5 million.
The.RD&D effort Is estimated to requires 1.4 million for a 3 year development effort
The RD&D effort is estimated to require $ 0.75-15 million.
The RD&D effort Is estimated to require $ 1-2 million.to meet sits specific needs.
The RD&D effort is estimated to require $ 1-1.5 million.
The RD&D effort is estimated to require $ 1-2 million to meet site specific needs.
September 1994

Waste Mc
EM Goals Y-12 Site Problem Problem Area.Constituents Reference Requirements Subelements
' Cleanup Legacy
• Prevent Future
Insult
> Develop
Environmental
Stewardship
T
'AIpha-4 Waste Off-Gases from D&D, RA, and WM Operations (cont)
Non-Volatile Organics in Gases Refer to the Regulatory Con-plianca of Vol: 1 foe potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORIS), radiation protection stanjards, DOE Orders, and nonregulatory guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified.
" Waste Processing
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
September 1994

lagemenf
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
tiysical Treatment ;cont)
IJjj Inorganic Membrane W Separation
WPRO-300-OY
Ranking: L-1-8 ($5M;N)
m Rltration WPRO-201-OY
Ranking: M-1-1 ($1M;N)
^ ^ " Scrubbers | * 1 WPRO-301-OY
Ranking: H-1-1 ($1M;N)
Chemical Treatment ___ Solvent Scrubbing | 2 | WPRO-211/212-OY
Ranking: M-1-2($2M;N)
Predemonstratton The RDaD effort to develop Inorganic microporous filters is estimated to require $ 0.75-1 million. The payback is estimated to be $20-25 million based ' on significantly reduced waste disposal costs. .
Demonstration This is ah accepted process for separating solids from fluids: The process can achieve, removal efficiencies greater than 99%. The use of the process, to meet the site requirements WW however, need to be demonstrated.
Demonstration -Scrubbers are comercially . avaiiabie though need to be demonstrated for particular applications at K-25. ,
Demonstration* Continuous solvent extraction. in counter-cunent contactors (e.g., centrifugal contactors) Is demonstrated technology for the separation of heavy metals or organics from aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant cdnceh--tratJons. The advantages of the centrifugal contactor based extraction process am its relatively smaS steersman hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment processes would -enhance the overall waste treatment strategy.:. However, the use of the technology for the treatment of solid.wastes requires additional RDSD.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RDSD) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $1.5-2 million to further develop the process to meet the site needs..
Demonstration costs are estimated to require up to $ 1 million.
Knowledge of process application^) and funding.
The RD&D effort is estimated to require $ 1-2.5 million. The payback could be significant.
ihermal Treatment ID Incineration WPRO-108-OY
Ranking: H-1-1 ($1M;$6Ab)
Accepted' The EPA considers Incineration to be the best demonstrated available technology (BDAT) for the destruction of organics. Incineration can achieve DREs greater than 99^99%;for certain organics. However, additional RD&D on several ' aspects of incineration is stilt' required;
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process application, funding, and regulatory approval. For example, the K-25 Site TSCA Incinerator Is a 30 MMBtu/h unit that is permitted to destroy low-level radioacfively contaminated mixed wastes. The unit was built at a capital cost of $26 million (1987 dollars). Obtaining regulatory approval for the TSCA Incinerator took over-8 years. The 1993 destruction costs at the incinerator are estimated to be $ 6 per pound of waste incinerated.
Page 5-57

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
Aipha-4 Waste Off-Gases from D&D, RA, and WM Operations' (cont)
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Non-Volatile Organics in Gases
Particulates in Gases
Refer to the Regulatory Compliance of Vo l 1 for potentially applicable, proposed, and promulgated emfronmental laws, signed ami pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOEOrders, and nowegutatoty guidance. As. ste- and waste- specific characteristics are provided for each technology, specific regulatory requirements wDI be
Waste Processing
"Refarto the Regulatoiy Compifence of Vol; t for potonBally applicable, proposed, and promulgated environmental laws, signed -and pending agreements for the 'Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and
. rxOT-eguIatory guidance. As site-and waste-specific characteristics are provided for each technology, specific regtdatoty requirements will be spwsified.
"Waste Processing
Page 5-58

tagement
Alternatives Technolog ies Status ScienceTechnology Needs Implementat ion Needs
•hernial Treatment cont)
t Catalytic Destruction I j jJ WPRO-109-OY
Ranking: M-1-2($2M;N)
- Molten Salt Oxidation n i WPRO-113-OY
Ranking: M-1-2 ($2M;N)
u ' Electron Beam Destruction WPRO-304-OY
Ranking: L-1-3 ($3M;N)
Steam Stripping P I WPRO-221-OY
Ranking: M-1-1 ($1M;N)
Flameless Thermal Oxidizers WPRO-305-OY
Ranking: L-1-3 ($3M;N)
Physical Treatment ~ T " Inorganic Membrane tJil Separation ™ " WPRO-300-OY
Ranking: M-2-5 ($SM;N)
Predamonstratlon The EPA considers Incineration to bs the best demonstrated available technology (BDAT) for the destruction of organics. Incineration can achieve DHEs greater than 99.999% for car-tain organics;' However, additional RD&D on several aspects of Incineration is still required..
Demonstration This Is not a hew process however, its application for treating hazardous and radioactive contaminants-has not been demonstrated. Oris advantage of the process is that tna process and equipment Is. transportable (as opposed to a fixed treatment faciiiiy) and can-be located near the waste site. The process should be capable of destroying organics with a >99% efficiency Additional RD&D Is required to fuBy develop the process to treat mixed wastes;
PredomonstraUon Development workwith the compounds of interest at the bench scale needs to be done to justify scale-up testing.
Demonstration , This is an accepted industrial process that can remove . volatile organics wjth >99+% efficiency especially from' contaminated aqueous streams. The application of the process; to satisfactorily remove hair ardous and radioactive spedes needs to be demonstrated.
Demonstration , Development work with the compounds of Interest at the bench scale needs to be dona to Justify scale-up testing.
Prodemonstratlon The RD&D effort to develop Inorganic mlcroporaus filters Is estimated to require $ 0.75-t miffloh. The payback is estimated to be $20-25 million based on significantly reduced waste disposal costs;
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort Is estimated to require $ 0.75-1.5 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
Demonstrate the effectiveness of the technology to meet the site requirements.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 1,4- million for a 3 year development effort
The RD&D effort Is estimated to require $ 0.75-1.5 million.
The RD&D effort Is estimated to require $ 1-2 million to meet site specific needs.
The RD&D effort is estimated to require $ 1 -1.5 million.
The RD&D effort Is estimated to require $ 1.5-2 million to further develop the process to meet the site needs.
September 1994

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy
• Prevent Future
Insult
• Develop
Environmental
Stewardship
Aipha-4 Waste Off-Gases from DSD, RA, and WM Operations (cont.)
Particulates in Gases (cont.)
"Rater to the Regulatory Compliance of Vol.. i f or potiKitially applicable, profjosed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection . standards, DOE Orders: and. nonregutatoiy guidance. As sits- and waste- specific chaacteristks are provided for «iach technology, specific regulatory requirements will be specified.
" Waste Processing
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
September 1994

agemenf
Alternatives Technologies Status
'hya'cal Treatment cont)
•^ Adsorption J2J WPRO-202/203-OY
Ranking: M-2-1 ($1M;N)
Rltration H I WPRO-201-OY
Ranking: H-2-1 ($1M;N)
^^ ' Scnjbbers H I WPRO-301-OY
Ranking: H-2-1 ($1M;N)
| | |
L Cyclone Separation WPRO-302-OY
Ranking: M-2-1 ($1M;N)
High Gradient Magnetic Separation WPRO- 204-OY
Ranking: L-2-2($2M;N)
Demonstration Laboratory studies Indicate removal efficiencies greater than.90% for the removal of radioactive species using various adsorbing media. Further development is necessary to develop mors effective adsorption mediator the treatment of mixed waste contaminated liquids; Development would Include for example, scale-up studies, development of high surface area and appropriate particle size media for continuous operations, and the development of appropriate media for the removal of various contaminants.
Demonstration -Wis Is an accepted process for separating solids from fluids. The process can achieve ' removal efficiencies greater than 99%. The use of trie-process to meet the site requirements will however, need to be demonstrated.
Demonstration Scrubbers are comerclally available though need to be demonstrated for particular applications at K-25.
Evolving Technology Application of commercially available cyclones to specific ' K-25 problems must be Investigated before full-scale use
Demonstration The treatment is commercially available for example, for the removal of trace impuritfes from kaolin clays. Removal efficiencies for trie process are greater than 99%. However, its use to treat mixed waste contaminated fluids needs additional RD&O.
Science-Technology Needs Implementat ion Needs
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RDSD effort Is estimated to require $ 1.25 million.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $ 1 million.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process application^) and funding.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $ 1 million.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to be $ 05-1 million.
Page 5-59

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
> Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
Afpha-4 Waste Off-Gases from DSD, RA, and WM Operations (com.)
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Particulates in Gases (cont.)
Inorganics in Gases
Refer to the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated . environmental taws, signed ami pending agreements for the Oak Ridge Reservation (OUR), radiation protection standards,. DOE Orders, and noriregulatory guidance. As site- and waste- specific
. characteristics are provided for each technology, specific regulatory requirements will be specified;
' Waste Processing
Refer to the Regulatory Compliance of VoL 1 for pot antia!fy applicable, proposed, and promulgated environmental laws, signed
, and pending agreements for • -the Oak Ridge Reservation • (Of 1R), radiation protection standards, DOE Orders, and noriregulatoiy guidance. As ' sis'-; and waste- specific- " „ characteristics are provided for each technology, specific regulatory requirements will be specified.
Waste Processing
Page 5-60

lagement
Alternatives Technologies Status Science/Technology Needs Implementat ion Needs
Chemical Treatment ' Solvent Scrubbing WPRO-211/212-OY
Ranking:
Thermal Treatment _ _ Molten Salt Oxidation | j j j WPRO-113-OY
Ranking: M-2-2($2M;N)
Demonstration Continuous solvent extraction In counter-current contactors (e.g., centrifugal contactors) Is demonstrated technology, for the separation of heavy metals or organics from aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to traatand recovers wide range of contaminant concentrations. Theadvantages-of the centrifugal contactor based extraction process are its relatively smaB size, small hold-up volume, and rapid start-up characteristics. This technology when used with other waste treatment processes would enhance the overall waste . treatment strategy. However, the use of the technology for the treatment of solid wastes . requires additional RD&D.
Demonstration This Is hot a new process however, its application for treating hazardous and radioactive contaminants has not been demonstrated. One advantage of the process is that the process and equipment Is transportable (as opposed to a fixed treatment facility) and can be located near the waste site. The process should be capable of destroying organics with a >9S% a Ketone. Addftortai , RDSD Is required to fully develop the process to treat mixed wastes:
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RDSD effort Is estimated to requires 1-2£ million. The payback could be significant.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ 1A million for a 3 year development effort
Physical Treatment "T~ Inorganic Membrane I ill I Separation • " • WPRO-300-OY
Ranking: M-3-5($5M;N)
M
Prodemonstration -The RD&D effort to develop inorganic mlcroporous filters is estimated to require $ 0.75-1 miUJon-The payback.ls estimated to be $20-25 million based on significantly reduced waste disposal costs.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $ t .5-2 million to further develop the process to meet the site needs.
September 1994

Waste Me
EM Goals Y-12 Site Problem Problem Area. Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult ' Develop
Environmental Stewardship
Alpha-4 Waste Off-Gases from D&D, RA, and WM Operations (cont)
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Inorganics in Gases (conL)
Radioactive Elements in Gases
Referto the Regulatory Compliance of Vol 1 for potentially applicable, proposed, and promulgated environmental laws, signed and [sending agreements for the Oak Rfdga Reservation (ORfl), radiation protection standards, DOE Orders, and.
. nonregutatory guidance. As site-and waste-specific characteristics are provided for each technology, specific regulatory requirements will b a '
-specified.-
Waste Processing
Referto the Regulatory Compliance of Vol. 1 for
Waste Processing
proposed, and promulgated environmental laws, signed and (lending agreements for the Oak Ridge Reservation (ORH), radiation protection standards, DOE Orders, and nonrugulatory guidance. As site-and waste-specific chantcteristics are provided for each technology, specific regulatory requirements will be specfied.
September 1994

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Physical Treatment (cent) w ' Adsoprtion
WPRO-202/203-OY
Ranking: M-3-1 ($1M;N)
i
Chemical Treatment EJ
Filtration WPRO-201-OY
Ranking: M-3-1 ($1M;N)
Scrubbers WPRO-301-OY
• Ranking: H-3-1 ($1M;N)
Cyclone Separation WPRO-302-OY
Ranking: M-3-1 ($1M;N)
High Gradient Magnetic Separation WPRO-204-OY
Ranking: L-3-2($2M;N)
ProdemonstraUon Laboratory studies Indicate, removal efficiencies greater than 90% for the removal of radioactive species using various adsorbing media. Further development is necessary to develop mors effective adsorption media for the treatment of mixed waste contaminated % ulds. DevelopmentwouU Include for example, scale-up studies, development of high surface area and appropriate particle size media forcontinu-ous operations, and the development of appropriate media for the removal of various contaminants.
Demonstration This is an accepted process for separating solids from fluids:. The process can achieve removal efficiencies greater than 99%. The use of the process to meet the site requirements wilt however, need to be demonstrated.
Demonstration Scrubbers are comera'ally available though need to be demonstrated.for particular applications at K-25.
Demonstration Application of commercially available cyclones to specific K-25 problems must be investigated before full-scale use •
Demonstration The treatment is comrnerctaHy available for example; for the removal of traceimpurities from kaolln'clays. Removal efficiencies for the process are greater than 99%. However, its use to treat mixed waste contaminated fluids heeds additional RD&D.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RDSD effort is estimated to require $1.25 million.
The use of the technology to meet the site requirements needs to be demonstrated.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
The use of the technology to meet the site requirements needs to be demonstrated.
Demonstration costs are estimated to require up to $ 1 million.
Knowledge of process applications) and funding.
Demonstration costs are estimated to require up to $ 1 million.
Demonstration costs are estimated to be $05-1 million.
'hysical Treatment
Solvent Scrubbing WPRO-211/212-OY
— Ranking: m M-3-2($2M;N)
Demonstration Continuous solvent extraction in counter-current contactors (e.g., centrifugal contactors) is demonstrated technology for the separation of heavy metals or-organics from aqueous or organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear processing sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort is estimated to require $ 1-2.5 million. The payback could be significant.
Page 5-61

Waste Mc
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy
• Prevent Future
Insult
• Develop
Environmental
Stewardship
"Aipha-4 Waste Off-Gases from DSD, RA, and WM Operations (com.)
Radioactive Elements in Gases
Refsr to the Regulatory CorcpBance of VoL 1 for potontJaliy applicable, proj>ossd, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (OFH), radiation protection, standards, DOEOrders, and nonregutalory guidance. As ste-and waste-specific characteristics are provided for each technology, specific regulatory requirements wSt be specified.
Waste Processing
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Page 5-62

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Physical Treatment T— Kfl
Scrubbers WPRO-301-OY
Flanking: H-2-1 ($1M;N)
Adsorption WPRO-202/203-OY
Ranking: H-2-1 ($1M;N)
Q
Chemical Treatment
Filtration WPRO-201-OY
Ranking: ' H-2-1 ($1M;N)
Solvent Scrubbing WPRO-211/212-OY
Ranking:
DQ
D«momtratton-Scrubbers are comerclally available though need to be demonstrated for particular applications at K-25.
Prcdefflonstratlon Laboratory studies indicate removal efficiencies greater than 90% for the removal of radioactive species Using various adsorbing madia. Further development is necessary to develop mors effective adsorption media for the treatment of mixed waste contaminated liquids. Development would include for example, scale-up studies, development of high surface area and appropriate particle size media for continuous operations, and the development of appropriate media for the removal of .various contaminants.
Demonstration -This is an accepted process for separating solids from fluids. The process can achieve removal efficiencies greater than 99%. The.useoftne-process to meet the site requirements will however, need to be demonstrated.
Demonstration Continuous solvent extraction in counter current contactors (e.g., centrifugal contactors) Is demonstrated technology for the separation of heavy metals, or crganfcs front aqueous or-organic solutions. Centrifugal contactor based processes for the separation and recovery of radionuclides has been technology at DOE nuclear pro-, cesslng sites for over 25 years. The technology can be applied to treat and recover a wide range of contaminant concentrations. The advantages of the centrifugal, contactor based extraction process are its relatively small size, small hold-up volume, and rapid start-up characteristics.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The use of the technology to meet the site requirements needs to be demonstrated.
Knowledge of process applications) and funding.
The RD&D effort Is estimated to require $ 1.25 million.
Demonstration costs are estimated to require up to $ 1 million.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment
The RD&D effort is estimated to require $ t-2.5 million. The payback could be significant
ion Exchange WPRO-217/218-OY
Ranking: M-2-2($2M;N)
Demonstration. Accepted method used in industry for treating liquids.. Treatment efficiencies can be greater than 99% depending upon the application, the ion exchange media, and the solutes to be removed.
The use of the technology to meet the site requirements needs to be demonstrated.
Development costs are estimated to be S 1.25 million.
September 1994

Waste Mc
EM Goals Y-12 Site Problem Problem Area. Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities— Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
September 1994
• Contaminated Solid Wastes • Contaminated Concrete Rubble
Scrap Transite
Scrap Asbestos Pipe & Insulation
Other Scrap Bldg.Materials
Scrap Porous Nickel
Scrap Aluminum, Copper, and Other Non-Ferrous Metals (Other than Nickel and Mercury)
Scrap Steel
Scrap Plastic, Paper, and Cloth Contaminated Clothing and Rags
Spent Ion Exchange Media
Waste Processing Residuals
-Ref Br to the Regulatory Compliance of Vol. 1 for potuntialiy applicable, pro|30S8d, and promulgated environmental taws, signed and pending agreements for the Oak. Ridge Reservation (ORB), radiation protection standards, DOE Orders, and nonregulatory guidance. As site- and waster specific characteristics are provided for each technology, specific regulatory requirements will be. specified.
' Waste Stabilization -

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
Solidification
Macroencapsulafion
Microencapsulation
Chemical Fixation
' Cementitious Materials WSTA-100-OY H-2-1 (SaSMSSOO/ft3)
Polymer Impregnated Concrete WSTA-101-OY H-2-1 (SO.SM^OO/ft3)
• Plastics-Thermoplastics WSTA-102/103-OY H-2-1 (SO-SMiSSOO/ff3)
• Plasties-Thermosetting WSTA-104-OY H-2-1 (SO.SM^OO/ft3)
Accepted This is an accepted method for stabilizing hazardous and low-level radioactive wastes for disposal. However, the technology (as currently practiced) Is more art than science. This method generally results in a 0.5 to 2-fold increase In the volume of the final wastef orm for disposal.
Evolving Technology Tha goal Is to develop an alternate wasteform that is less teachable {and thus more acceptable).than cementitious wasteforms: The polymer addition serves to, waterproof the final wasteform thus reducing the migration of the Immobilized contaminants Into the environment This method is also expected to result In a one to two-fold increase In the final wasteform volume for disposal.
ProdomonstratJon The bitumen stabilization process is determined to be at the demonstration level while tha polyethylene process is determined to be at the Predemonstration level of development. Depending upon the wastes being stabilized, thermoplastic stabilization • processes result in a net decrease in the final wasteform volume. The technology (s not mature and additional research, development, and demonstration (RD&D) is needed to further develop the technology and its acceptability as a stabilization method by the regulators.
Predemonstration This process is especially suitable for stabilizing spent ion exchange resin beds for disposal. The process does not require high temperatures or dried wastes and normally results In no net increase In the volume of the final wasteform. However, if the method is used to stabilize a net increase in the volume of the final wasteform could result Additional RDSD on the process could help increase its applicability to stabilizing other wastes.
Though an accepted technology, the use of the technology to meet the site requirements needs to be demonstrated. Also, need to develop better understanding of the immobilization chemistry and mechanisms.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
Knowledge of process application, funding, and regulatory approval. In general cementitious stabilization/solidification costs range between $ 50 to $ 500 per cubic foot of waste. These costs are very dependent upon the wastes being solidified, the cementitious materials being employed, and the performance criteria for the wasteform.
The RD&D effort Is estimated to require $5-10 million. The payback could be significant.
The RD&D effort is estimated to require $2-5 million. The payback could be significant
The RD&D effort is estimated to require $2-5 million. The payback could be significant
Page 5-63

Waste Ms
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
• Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
" Contaminated SoM Wastes • Contaminated Concrete Rubble
Scrap Transite
Scrap Asbestos Pipe & Insulation
Other Scrap Bldg.Materials
Scrap Porous Nickel
Scrap Aluminum, Copper, and Other Non-Ferraus Metals (Other than Nickel and Mercury)
Scrap Steel
Scrap Plastic, Paper, and Cloth Contaminated Clothing and Bags
Spent Ion Exchange Media
Waste Processing Residuals
-Refer to the Regulatory Compliance of Vol 1 for potentially applicable, proposed, and promulgated enviranmental laws, signed and pending agreements for the Oak Ridge Reservation (ORft), radiation protection stan tads, DOE Orders, and nonregutatory guidance. As. site- and waste* spedffc characteristics are provided for each technology, specific regulatory requirements will be specified.
' Waste Stabilization'
Page 5-64

tagement
Alternatives Technologies Status
— 1
SoUdification High-Temperature Crystalline Evolving Technology (cont) Materials This is a developmental tech
WSTA-105-OY nology which uses high temperMacroencapsulation atures to immobilize the wastes (cont) in a ceramic wasteform. These
wastefdrms are generally Inert Microencapsulation and exhibit very low teachability (cont) characteristics. Depending
upon the waste characteristics Chemical Fixation ceramic wasteforms can result (cont) in a significant decrease In the
volume of the final wasteform which can translate into significant savings in waste disposal costs.
High-Temperature Predemonstratfon Noncrystalline Materials This is an accepted process for WSTA-106-OY the disposal of high-level
Science/Technology Needs Implementation Needs
nuclear wastes however, Its suitability for the disposal of hazardous and low-fevel radioactive wastes needs to be established.. Because of the high processing temperatures, this process results in the decrease of the final wasteform volume. Under normal environmental conditions the final wasteform is inert and non-leach able.
Further research, development, and demonstration (RD&D) on the process to develop the technology to deployment.
The RD&D effort Is estimated to require $5-10 million. The payback could be significant
Demonstrate the effectiveness of the technology to meet the site requirements.
The RD&D effort Is estimated to require $ 5-10 million. The payback could be significant
September 1994

Waste Ma
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult • Develop
Environmental Stewardship
I — Alpha-*
Minimize the generation of hazardous and mixed wastes.
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
•Solvents — •RAD •PCB • Organices • Inorganics • Metals •Wood • Plastics •Cloth •Paper • Asbestos • Mercury
Refer to the Regulatory CompHanc8-of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and |jending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nonrsgulatory guidance. As site-and waste-specific characteristics are provided for each technology, specific reguatory requirements win basjjecified.
' Waste Minimization •
Waste Management { v'v1)
Septembe

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementat ion Needs
• Minimize the creation of wastes. • Characterize and segregate the wastes as early in the operation as possible to minimize hazardous waste generation • Maximize the use of non-hazardous substitutes. > Transfer potential waste materials (ag . specialty freons) to DtherDOE plants having a need for the material • Seek opportunities to use con-laminated spent materials in other DOE applications (e.g. wntaminated metal for use In supercollider) ' Maximize the recycle of treat-sd spent materials ' Sell maximum materials as scrap as legally permitted. > Establish acceptable Below Regulatory Concern (BRC) and 'de-mlnlmus" values. > Think Waste Minimization!
-Demonstration - The science and technology needs are expected to be minimal because incorporating the waste minimization ethic will not require new technology but a change in operating philosophy, attitudes and behavior.
General Implementation needs include inculcating the waste minimization philosophy among site personnel through education and establishing acceptable BRC and de-mlnlmus values for radioactive contamination levels In potential wastes so that significant quantities of potential waste materials can either be recycled, sold as scrap, or disposed at lower costs.
Waste Minimization Evaluation-System (WMES)
- Computer Software WMIN-100-OY
Demonstration . A prototype software program was used to analyze waste minimization at a solvent degreasing operation at the Y-12 Ran t This application showed areas where the degreasing operations could be improved from a waste minimization perspective.
Develop and demonstrate the effectiveness of the WMES to minimize site wastes and waste disposal costs. The science/technology needs include for example, software development (e.g., programing and process simulation) and expertise capture.
Development and demonstration of the WMES is estimated to require $ 3 - 5 million. The savings from implementing the system could be substantial.
Page 5-65

Waste Mi
EM Goals Y-12 Site Problem Problem Area Constituents Reference Requirements Subelements
' Cleanup Legacy • Prevent Future
Insult > Develop
Environmental Stewardship
Alpha-4 Pond Waste Sludge
Waste from 9204-1 D&D operations
Reifer to the Regulatory Compliance of Vol. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for tho Oak Ridge Reservation (ORR), radiation protection sUindards, DOE Orders, and nonregulatory guidance. As sit;-and waste-specific characteristics are provided for each technology, specific regulatory requirements will be specified.
Waste Disposal
EM Problem
Facilities-Decontamination and Decommissioning
(D&D)
Soils, Groundwater and Surface Water—Remedial Action (RA)
Waste Management (WM)
Page 5-66

lagement
Alternatives Technologies Status ScienceTechnology Needs Implementation Needs
Low Lave) Waste On Site (Oak Ridge Reservation)
Class 1-1 Landfill (WDIS-106)
Borehole (WDIS-100)
Interim Waste Management Facility (IWMF) Tumulus (WDIS-109)
PredemonstraUon: Not currently available. Facility being designed and developed for 1999 opening.
Predemonstratlon: Not currently available or being designed.
Accepted: In use at SOLID WASTESTORAGE AREA(SWSA)6atX-10. Limited volume for storage.
Demonstration of acceptability of trench disposal. Waste form must be demonstrated to meet waste acceptance criteria
Acceptability of concept needs to be tested. Waste form must be identified and demonstrated to meet waste acceptance criteria.
Waste form must be demonstrated to meet waste acceptance criteria.
Development cost: Capital coste$81 million Operating cost: $8 million annually.
Development cost: Estimated $3 million to demo concept Capital cost: Operating cost;
Not applicable
Low Level Waste Off Site (DOE)
Low Level Waste Off Site (Commercial)
Mixed WastaOn Site (Oak Ridge Reservation)
Hanford, Wa (WDIS-108)
Nevada Test Site (WDIS-102)
Chem-Nudear.Bamwell, SC (WD1S-110)
US Ecology, Hanford (WDIS-112)
Envorocare, Clive, UT (WDIS-104)
"Area of Contamination" configuration defined under CER-CLA and located at K1417 pad. Proposed disposal area would consist of monolithic blocks of stabilized waste which would be covered with engineered cap
Accepted: Butnot available for use.
Accepted: In operation. Constraints posed by Waste certification and WACmay prohibit shipments from Oak Ridge..
Accepted: Availability unknown.
Accepted: Operating
Accepted: Operating
Piedemonstratton: Stole being proposed. No design or licensing has taken place.
Waste form must be demonstrated to meet waste acceptance criteria.
Waste form must be demonstrated to meet waste acceptance criteria.
Waste form must be demonstrated to meet waste acceptance criteria.
Waste form must be demonstrated to meet waste acceptance criteria.
Waste form must be demonstrated to meet waste acceptance criteria.
Design and testing of acceptability of concept necessary. Waste form must be demonstrated to meet waste acceptance criteria
Development cost: Unknown Capital cost: Disposal cost: est. $200/^
Development cost: Not known Disposal cost: ^OO/ft 8+ Programatic and packaging, handling, and transportation cost {SEE STATUS)
Development cost: Not known Disposal cost: Not available
Disposal cost: Not available
Disposal cost: WO-SO/ft3
Development cost: Unknown Capital cost: Operating cost:
Mixed Waste Off Site (Commercial)
Mixed Waste Off Site (DOE)
Envirocare, Clive, UT (WDIS-104)
Mixed Waste Disposal Unit (WDIS-113)
Hanford, WA (WDIS-108)
Accepted: Negotiations for access by Oak Ridge currently ongoing.
Conceptual: No design yet
Unknown
Waste form must be demonstrated to meet waste acceptance criteria & LDR
Unknown
Waste form must be demonstrated to meet waste acceptance criteria.
Development cost: Unknown Disposal cost: Sto-SO/ft3
Unknown
Development cost: Unknown Capital cost: Operating cost:
September 1994

Waste Mi
E M Goals Y-12 Site Prob lems l Problem Areas.Constituents Reierence Requirements Subelements
• Clean Up Legacy Waste
1 Prevent Future Insult
Develop Environmental Stewardship
Afpha-4 . Waste Generator/Packaging/ Transportation Interface
Alpha-4 Radioactive Material Shipments-
EM Problems
Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Ground Water and Surface Water
Waste Management (WM)
• Poor definition of needs
• Excepted quantities of radioactive materials
• Non-fissile radioactive — r
materials having low specific activity (LSA)
• Non-fissile radioactive — materials which are not radioactive themselves but which have radioactive materials distributed on their surfaces, that is surface contaminated objects (SCO)
• Non-fissile concentrated — wastes having total activities less than Type A package limits
• Non-fissile concentrated wastes having total activities greater than Type A package limits
• Wastes containing fissile material
Re'.er to the Regulatory Compliance of V o l 1 .
Reler to the Regulatory Compliance of Vol. 1 .
RetBr to the Regulatory Compliance of Vol. 1 .
Waste Packaging, Handling, -and Transportation (WPH&T)
Waste Packaging, Handling, -and Transportation (WPH&T)
Waste Packaging
Handling & Transportation
Refer to the Regulatory Compliance of Vol. 1.
Waste Packaging
" — Handlings Transportation
Refer to the Regulatory Compliance of Vol. 1 .
Waste Packaging
l — Handling & Transportation
' Refer to the Regulatory — — Compliance of Vof. 1 for potentially applicable, proposed, and promulgated environmental laws, signed and pending agreements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Orders, and nonregulatory guid ance. As site-and waste-specific characteristics are provided" for e ich technology, specific regulatory requirements wilt be specified.
1 Waste Packaging
— Handlings Transportation
Refer to the Regulatory Compliance of Vol .1 .
Waste Packaging
I — Handling & Transportation
September 1994

agement
Alternatives Technologies Status Science/Technology Needs Implementation Needs
3fine interfaces Standard systems engineering technologies
Interface working groups need to be formed
None $1 million (1992 dollars)
H&T at minimum, in accepted tckages
Standard Accepted None Not currently estimated
lip in bulk, unpackaged, or in dustrial packaging (IP) (IP-1, -2, IP-3); ship in IP-2, do not ivalop IP-3
Low-Specific-Activity materials processing, preparation and packaging WPHT-102-OL
Must evolve to comply with new DOT/NRC regulations
New packaging designs required to satisfy expected new IP-2 packaging requirements
IP-2 packaging development cost$1 million (1992 dollars)
any alternatives (e.g., manual, schanical, automated indling, road, rail, water insport)
Standard Accepted None Not currently estimated
lip in industrial packaging (IP-IP-2, IP-3)
any alternatives
Surface Contaminated Objects Processing, Preparation and Packaging WPHT-103-OL
Standard
Must evolve to comply, with new DOT/NRC regulations
Accepted
Methods for producing SCO and for satisfying SCO requirements and new IP packaging requirements need to be developed
None
$1-2 million (1992 dollars)
Not currently estimated
p e A package
any alternatives
Type A Radioactive Material Transport Packages (Multi-Use) WPHT-104-OL
Standard
New standardized Type A package designs need to be developed and qualified to meet regulations. Designs must be user friendly and available to a wide variety of users.
Accepted
An operationally efficient multi-use Type A package, or packages, for radioactive materials needs to be developed.
None
$1 million (1992 dollars)
Not currently estimated
jhtwelght containers, ickage certification
any alternatives
Type B Radioactive Material Packages WPHT-105-OL
Standard
Certified package design can be Identified from RAMPAC database and Packaging Management Transportation System (PMTS) database which will identify numbers and status of packagings available under development byEM-561.
Accepted
New package designs may be required
Not currently estimated
None Not currently estimated
jhtweight containers, ekage certification
my alternatives
Type-A orType-B Fissile Radioactive Material Packages WPHT-106-OL
Standard
Certified package design can be identified from RAMPAC and PMTS databases which wilt Identify numbers and status of packagings available under development byEM-561.
Accepted
New package designs may be required
None
Not currently estimated
Not currently estimated
Page 5-67

Waste M
EM Goals Y-12 Site Problems Problem Areas Constituents Reference Requirements Subelements
• Clean Up Legacy !
Waste
Prevent Future Insult
' Develop Environmental Stewardship
r— Aipha-4 -Orate Radioactive Material Shipments (cont)
Refer to the Regulatory — Compliance of Vol. 1 for potential ly applicable, proposed, and promulgated environmental laws, signed and pending. agieements for the Oak Ridge Reservation (ORR), radiation protection standards, DOE Onlers, and nonregulatory guidance. As site-and waste-spe-tifk; characteristics are provided for each technology, specific regulatory requirements will be specified.
Waste Packaging
— Handling & Transportation
• Mixed Wastes Refer to the Regulatory Compliance of Vol. 1,
EM Problems
Facility Decontamination and Decommissioning (D&D)
Remedial Action (RA)—Soils, Ground Water and Surface Water
Waste Management (WM)
Alpha-* . Non-Radioactive Material Shipments
• PCB Contaminated Wastes Refer to the Regulatory. Compliance of Vol, 1 .
• Asbestos Retsrto the Regulatory Conpiiance of Vol. f .
• Non-Radioactive Hazardous • Waste
Refnr to the Regulator/ Compliance of Vol. 1 .
Waste Packaging
*— Handling & Transportation
Waste Packaging
1 Handling & Transportation
Waste Packaging
— Handling & Transportation
Waste Packaging
_ Handling & Transportation
Page 5-68

agement
Alternatives Technologies Status Science/Technology Needs Implementation Needs
ffsite packaging, equivalent rfety of offsite packaging
lanyattemativas
Type A, Type B, Fissile, Strong Accepted Tight, IP, Performance Oriented Packaging (POP), and Bulk packaging or packaging equivalent in safety
Standard Accepted
New package designs may be required
None
Not currently estimated
Not currently estimated
Isa package designs approved }r radioactive contents
Mixed waste and waste having more than one hazard
Accepted New package designs may be required
Not currently estimated
4any alternatives Standard Accepted None Not currently estimated
•OP container
(any alternatives
Performance Oriented Accepted Packaging (POP) Packaging Group (PG) PGII—air, vessel; PGII1—rail, highway (if reportable quantity), Bu lk-Strong Tight Container WPHT-107-OL
Standard Accepted
New package designs may be Not currently estimated required
None Not currently estimated
GI& PGII POP container Friable, white—POP PGIII Friable, blue or brown—POP PGII WPHT-108-OL
Accepted New package designs may be required
Not currently estimated
(any alternatives Standard Accepted None Not currently estimated
OP container RCRA non-bulk: POPPGI, II, III Specification packaging Bulk - Strong Tight Containers WPHT-109-OL
Accepted New package designs may be required
Not currently estimated
(any alternatives Standard Accepted None Not currently estimated
September 1994

Index of Y-1 ABLATION: 1—11-12,16
2—6,18,33,47
ADAPTED: 1 - ^ , 9-10 2-^t9 3—8,11,16,18
ALUMINUM:
ABLE: 3—18
5—19-21,25,29-30,32,34-
ADHERING: ADSOPRTION: ADSORBENT:
2—4,15,29,42 5—61 2 - 4 8
AMALGAM:
35,41,44-45,47,53 ADSORBING: 5—23,25,28,31, 34, 37, 39, AMALGAMATES: ABOVE: 2-^t8 42,44 AMALGAMATION: ABOVE-GRADE: 4—3-8 5—55, 59, 61-62 AMBIENT: ABOVE-GRADE BUILDING DEMOLITION: ADSORPTION: 1—11 AMONG:
4—3-8 2—5,13-14,16, 27, 29-30,48 AMORTIZATION: ABOVEGROUND: 3—14 5—23,25,28,31, 34, 37, 39, ANAEROBIC: ABOVEGROUND ENVIRONMENTAL BARRIER: 42,44,46,49,51-52 ANAEROBIC DIGESTIC
3—14 5—55,59,61-62 ANALYSES: ABRADED: 2—12,25-26 ADVANCED AUTOMATIC FIXTURES: ABRASIVE: 3—3-5, 8,11 3—9,11 ANALYSIS FOR MERCl, ABRASIVE WATER: 3—3-5, 8,11 ADVANCED LASER: 3—9,12 ABRASIVES: 2—30, 43 ADVANCED LASER CUTTING: ANALYSIS OF CENSOF
3—5,7 3—9,12 ABROAD: 2—24, 38 AEROBIC: 5—30, 34,45 ANALYTE: ABSOLUTE: 1—6 AEROBIC DIGESTION: 5—30, 34,45 ANALYTES: ABSORB: 1—15-16 AEROSOL: 3—6 ANALYTICAL: ABSORBANCE: 1—16 AEROSOLS: 2—48 ABSORBED: 1—12 AES: 1—14 ANALYTICAL LABORAT ABSORBS: 1—5 AFFECT: 2—1 ABSORPTION: 1—5,13,15 AFFORDABLE: 3—16 ANALYZE: ABSORPTION SPECTROSCOPY: AGENT: 2—7-9,11,19-20,23,35 ,37,
1—5,13,15 50-51,53,57 ANALYZED: AC: 2—48 AGENTS: 2—4,7-9,11,15-16,20,23-ACCELERATE: 2—4,14 24, 29-30,35, 37,42-43, 53, ANALYZER: ACCELERATION: 2—3,12,26,39 55 ANALYZING: ACCELERATOR-BASED: 1—12 AGGRESSIVE: 1—18 ANNUNCIATOR: ACCOMMODATE: 3—18 2—14,28,30,32,40-41, 43, ANODE: ACCOMPLISHED: 2—14,28,41,53 54 ANODES: ACCPETED: 5—11 AGILITY: 4—3 ANODIC: ACCUMULATION: 1—3 AGING: 3—14 ANODIC STRIPPING VC ACG: 1—12 AGITATION: 2—21,36 ACGIH: 1—11,13-14 AIDS: 3—18 AQUEOUS: ACID: 2—9,20-21,35-36 AIR CONTAMINATED WITH HG:
5—51 2—1,48 ACIDIC: 2—9, 20, 35 AIR OXIDATION: 5—29, 32,35 ACIDS: 1—3
2—6,18,32,35,46,49 AIRBORNE: 5—19,21 1—3, 9-10
ACOUSTIC: 1—8,11 3—6-8 ARC: ACTIVATED: 2—23 AIRBORNE URANIUM DETECTION:
5—16-17 1—9 ACTIVATED CARBON: 5—16-17 AIRCRAFT: 2—3,12,26,39 ARCHITECTURE: ACTIVATION: 1—10,12-13 3—18 ACTIVE: 1—5 AIRFLOW: 2—4, 14 ARCHITECTURES: ACTIVITIES: 1—5-8
2—7,11,23,38,53,58 3—17-18 4—1,3-8
AL:
ALERT: ALGORITHMS:
2—24, 55 5—12 4—7 4—5-6
ARMS: AROMATIC:
5 - 6 7 5—1
ALKALINE: ALKALINE SALTS:
2—24,38 2—24, 38
AROMATICS:
ACTIVITY: 1—8-9,12 5—67
ALL PROBLEMS: ALLOCATION:
1—3-19 4—7
ART:
ADAPTABILITY: 4—1 ALLOY: 3—4-7 ARTIFICIAL: ADAPTABLE: 3—9-12 ALLOYED: 3—5, 8-12 AS-BUILT: ADAPTATION: 1—3-4,6,17
2—4,15,21,29,36,53,59 4—8
ALLOYING: ALLOYS: ALOGORITHMS:
3—10,12 3—5-6 4—6
ASBESTOS.:
September 1994

2 D&D TLD 2—9, 20, 24,35,55 ASH: 2—34, 49, 57 BACTERIAL: 2—10,22,37,52 5-^49,51 ASHING: 1—4 BAGS: 3—7-8 5—63-64 ASSAYERS: 1—17 BALANCED: 2—8,14,19,28,35,41,50-5-4,11-13,17 ASSEMBLED: 1—5,10,12 51,58 1—12 ASSEMBLY: 3—15-16 BALANCING: 4—4 2—7,10,22,37,52,58 ASSIST: 3—18 BALL: 5—40, 43, 49, 51 2—32, 54 ASSISTANCE: 3—15-18 BAR CODE: 3—15 2—7,10,22,37,52,58 4—5,7 BARNWELL: 5—66 2 - ^ 8 ASSOCIATED: 1—3-19 BARRIER: 3—14 5—65 2—47 BASE: 1—16 2 - 4 5 3-^4-7,9,18 2—10,20-22,37,52 5—30,47 5—16 3—15,17 5—30,47 ATLAS: 1—18 4—6 1—6,15,18 ATMOSPHERE: 2—6,18,32,46 BASEMENT: 3—13-14 3—18 ATMOSPHERIC: 2—5,17,19,31,44,49,51, BASES: 1—3,8
Y IN WATER: 54,57 2—24, 38 1—14 ATOMIC: 1—11-13 3—18
D DATA: ATOMIC EMISSION SPECTROSCOPY: 4—7 1—8 1—11-13 BASES AND ALKALINE SALTS: 1—4,11 ATORY: 1—16 2—24, 38 1—4,15-16 ATR: 1—5 BASIC: 1—7-8 1—4,11,14 ATTACK: 2—35 2—7-8, 20 4—3-8 ATTACKS: 2—20 3—1,16-18
1Y: ATTEMPT: 4—1 5—23, 25, 37, 42, 51 4-^4,7-8 ATTENUATED: 1—5 BASIS: 1—16 2—11,23,37,53 ATTITUDES: 5—65 4—1 5—65 ATTRACTIVE: 2—49 BATH: 2—32, 54 1—5-6 5—4,7 BATHS: 2—54 3—18 ATTRIBUTES: 3—18 BATTERIES: 4—3 1—8,12 AUDIO: 1—7 BATTERY-OPERATED: 1—8 1—4,18 3—15 BDAT: 5—6-7,11,14-15,17,19-22, 1—17 AUDITABILTY: 4—8 29,32, 36,40, 43, 56-58 2—24, 55 AUGER: 1—14 BEAM: 3—8 2—24-25, 55 AUGER ELECTRON SPECTROSCOPY: 5—56, 58 1—11 1—14 BEARING: 2—19,25,50-51,55,57
rAMMETRY: AUGMENT: 3—18 BED: 3—17 1—11 AUGUST: 1—18 BED-ROCK: 3—14 1—12 AURAL: 4—7 BEDS: 4—3-4 2—14,28, 41 AUSPICES: 1—18 5—63 5—23-24,26-29,31,33-36, AUTHORING: 1—7 BEHAVIOR: 3—18 38-39,41-43 3—15,17 5—65 5—55-58, 60-62 AUTOMATE: 3—18 BENCH: 2—7-8,10-11,19,22-23,32, 5—4,6,9,12,14-16,18,20 AUTOMATED: 1—8,11 34, 37-38, 50-54, 57-58 2—19,50-51,57 2—5,14,27,30,40,43 5—56, 58 3—5-6,9-10,12 3—3,7,10,16-18 BENCH-SCALE: 2—7,10-11, 21-23, 37-38, 52-5-^4,7 4—1,6,8 53,58 1—7 5—67 5—12,17 3—16-17 AUTOMATED BRUSHING: 2—5,30, 43 BENIGN: 1—8 4—7 AUTOMATED ENGINEERING SYSTEM LIFE CYCLE BETA: 1—8-10 4 - ^ , 6 PLANNING: 3—18 BGO: 1—9 1—15-16 AUTOMATED GRINDING: 2—14,27,40 BICARBONATE: 3—7 5—29,35 AUTOMATED SCANNING AND CONVERSION OF BINDING: 1—13 5—5-6, 9,12 ENGINEERING DRAWINGS: BIODEGRADABLE: 2—11,23,37,53 5—29,32,35 3—17 BIODEGRADATION: 5—5-6,9,12,20,29,35 5—19,21 AUTOMATED SYSTEM RELIABILITY AND SAFETY BIOLOGICAL: 1—11,14 3—17 ANALYSIS: 3—18 2—10,22,37,52 5—63 AUTOMATIC: 3—9,11 5—25, 30,34, 45 4—7 4—8 BIOLOGICAL SURFACE CLEANING: 3—15-16 AUTOMATICALLY: 3—16 2—10,37 1—1,19 AUTONOMY: 4—3 BIOMEDICAL: 1—17 2—1,3-59 AVOIDANCE: 4—3-4, 6-7 BIOSORPTION: 5—25,41,44,52 3—1,7-8,15 BACKHOE: 5—3 BIOTREATMENT: 5—20,41,44,47,52-53 5—3-7, 63-65, 68 BACTERIA: 2—10,22,37,52 BITUMEN: 5—63
Pagel

BLADE: 3—3-4, 6 CABLE: 3—16 CATALYTIC DESTRUC BLADES: 3—3-4, 6 4—3 BUST: 2—13,27,40
3—7 CAD: 1—8
3—17 CATALYTIC EXTRACT
BLASTERS: 2—12,25,38 CADDIES: 4—4 CATASTROPHIC: BLASTING: 2—3-4,12-1 & 25-30, 38-43 CAGES: 5-^*0,43 CATEGORIES:
3—7 CAKES: 2—7-8,19,24,34-35, 38, 50- CATHODE: 4—3-8 51,57 CAUSTIC: 5—3 CAKING: 5—16 CAUTERIZATION:
BLDG.MATERIALS: 5—63-64 CALCINATION: 5-6,8,10-11,17,19,21 CAVITATING: BLENDERS: 1—3 CALIBRATE: 1—6 CD: BLOCK: 1—7 CALIBRATION: 1—9-10,14
3—17 CALLED: 5—40,43 CD-ROM: BLOCKS: 1—7 CAMERAS: 3—16 CEILING:
3—17 CANDIDATE: 1—11 CEILINGS: 5—66 2—13,35 CEMENT:
BLUE: 5—68 4—6 BODY/BIOLOGICAL MONITORING FOR MERCURY: CANISTERS: 2—5,13-14,16, 27-30
1—11 CAP: 5—66 CEMENT-SOLIDIFIED: 4—3-4 CAPABILITIES: 1—7 CEMENTITIOUS:
BOLT: 3 - 6 2—23, 40 CENSORED: BONDING: 2—6, 33, 56 3—17 CENTRAL-BOOMS: 4—4 5—11,13 CENTRALIZED: BOOTH: 2—23 CAPABILITY: 2—6-7,33,56 CENTRIFUGATION: BOREHOLE: 5—66 3—6, 8-13 CENTRIFUGE: BOUND: 2—4-5,15,29; 43, 53, 59 CAPABLE: 1—8,12 CENTRIFUGE C02 PE BOX: 2—33, 53 2—6,18,32,46 BRC: 5—65 5—23,26,29,32-36, 38,40, CENTRIFUGE CRYOG BREAKER: 2 - 4 1 44 BREAKERS: 2—41 5—56,58,60 CERAMIC: BRUSHES: 2—5,16,29 5—5-6,9,12,15-17,19,21 BRUSHING: 2—5,16,29-30,43 CAPACITY: 1—11 CERCLA: BUBBLE: 1—8 2—24,31.36,55 CERTIFICATION:
2—7-8, 20 3—15 CERTIFIED: BUBBLE DOSIMETERS FOR NEUTRON FLUX: 4—3,6
1—8 CAPILLARY: 1—17 CF: BUBBLES: 2—40 CAPPING: 3—13-14 CHAINS: BUCKY BALL CHEMISTRY 5-^*0,43,43,51 CAPPING ABOVEGROUND ENVIRONMENTAL BARRIER: CHALLENGE: BUFFERING: 3—9 3—14 CHANGEOUT: BUG-O: 3—9 CAPTURE: 1—10,15,18 CHANGEOUTMECHAl BUILD: 5—20, 48 3—6 BUILDING DEMOLITION: 4—3-8 5—65 CHAR-1-OY: i BUILDING FOUNDATION REMOVAL: CARBON: 2—1,8.21.36,53,57-59 CHAR-10-OY:
4—3-8 4—3-8 CHAR-100-OY: I BUILDING INTERVALS AND OUTSIDE PflOCESS •5—16-17,40,43 CHAR-101-OY:
EQUIPMENT: 4—3-8 CARBON CHUNKS: 2—1,57-59 CHAR-106-OY: BUILDING MATERIALS: 2—1 CARBONATES: 2—21,36 CHAR-108-OY:
5—4,7-10 CARBOXYMETHYLCELLULOSE: CHAR-110-OY: BUILDINGS: 1—8 2—9,20.35 CHAR-111-OY:
2—20 CARRIER: 2—7-9.20.35 CHAR-115-OY: 3—17 CARRIERS: 2—35 CHAR-14-OY: 4—3-8 CARTESIAN: •1—5 CHAR-18-OY:
BUILT: 5—6-7,11, MM5,17,19-21, CARTESIAN CONTROL: •1—5 CHAR-19-OY: 29, 32, 36, «3 43,45,47-48, CASE-BY-CASE: 1—16 CHAR-2-OY: 50, 52-53,5B57- CASES: 2—7,10-11.22-23, 37-38,52- CHAR-20-OY:
BULK: 2—8,19, 3M5,49-51,57-58 !53, 58 CHAR-203-OY: 5—8,10-11,13; 67-68 CASK: 3—14-15 CHAR-205-OY:
BULK DECONTAMINATION : 2—8,19, 3*35", 49-51, 57-58 CATALOG: 3—18 CHAR-207-OY: BURNING: 2—34 CATALYTIC: :>—19.50-51,57 CHAR-208-OY: BUSHES: 2—30 5—30,33,36 CHAR-212-OY: BUTTERING: 3—6 5—56,58 CHAR-216-OY: BY-PRODUCTS: 2—6,18,32 !5—7,10-11.17,19 CHAR-225-OY: BYPRODUCTS: 5—5, 9,12 CHAR-24-OY:
Page 2

U:5—7,10-11,17,19,30,33, CHAR-248-OY: 36, 56,58 CHAR-249-OY:
PROCESS: CHAR-25-OY: 2—19,50-51,57 CHAR-250-OY: 4—6 CHAR-252-OY: 4—1 CHAR-253-OY: 2—36 CHAR-254-OY: 2—21,24,36,38 CHAR-26-OY: 3—8 CHAR-262-OY: 2—40 CHAR-263-OY: 1—9 CHAR-265-OY: 2—1,33-47 CHAR-266-OY: 3—16 CHAR-268-OY: 1—11 CHAR-27-OY: 2—12, 25-26, 38-39, 41-42 CHAR-271-OY: 2—36 CHAR-3-OY: 5—33, 36, 40,44 CHAR-300-OY: 5—8,14,16,18-19,21 CHAR-302-OY: 2—20, 36 CHAR-303-OY: 5—63 CHAR-304-OY: 1—8 CHAR-306-OY: 5—24. 27, 39, 42 CHAR-308-OY: 1—5,17-18 CHAR-309-OY: 5—38,41,46,48,50 CHAR-31-OY: 2—3,12,26,39 CHAR-311-OY:
ET BLASTING: CHAR-312-OY: 2—39 CHAR-313-OY:
IC C02 PELLET BLASTING: CHAR-314-OY: 2—39 CHAR-316-OY: 1—3 CHAR-32-OY: 5—64 CHAR-322-OY: 5—66 CHAR-323-OY: 5—66-67 CHAR-326-OY: 2 - 4 1 CHAR-327-OY: 5 - 6 7 CHAR-328-OY: 1—9 CHAR-329-OY: 3—3-4 CHAR-33-OY: 1—15 CHAR-330-OY: 4—5 CHAR-331-OY:
MS: CHAR-333-OY: 4—5 CHAR-334-OY: 1—13 CHAR-335-OY: 1—6 CHAR-336-OY: 1—15,18 CHAR-337-OY: 1—15-16 CHAR-338-OY: 1—10 CHAR-339-OY: 1—8-9 CHAR-34-OY: 1—14 CHAR-341-OY: 1—11 CHAR-35-OY: 1—16,18 CHAR-36-OY: 1—11 CHAR-5-OY: 1—5 CHAR-50-OY: 1—4 CHAR-52-OY: 1—14 CHAR-53-OY: 1—3 CHAR-55-OY: 1—4 CHAR-59-OY: 1—4 CHAR-6-OY: 1—17 CHAR-61-OY: 1 -4 CHAR-64-OY: 1—9 CHAR-65-OY: 1—8 CHAR-66-OY: 1—7 CHAR-67-OY: 1—13 CHAR-76-OY:
1—17 1—8 1—5 1—8 1—3 1—7 1—3 1—18 1—15 1—8 1—17 1—10,13 1—10 1—5,15 1—4,18-1—6 1—17 1—11 1—14 1—17 1—17 1—12 1—17 1—13,19 1—14 1—14 1—12 1—12 1—12 1—18-19 1—9 1—10 1—8 1—9-10 1—9 1—9 1—13,19 1—9 1—10 1—10,12 1—12 1—17 1—9 1—9 1—11 1—14 1—13,19 1—18 1—13 1—13 1—15 1—13 1—11, 14 1—11 1—3 1—5 1—11 1—3 1—3 1—8 1—16 1—3 1—11,13
CHAR-77-OY: 1—12 CHAR-78-OY: 1—12 CHAR-8-OY: 1—16 CHAR-81-OY: 1—3 CHAR-82-OY: 1—3 CHAR-84-OY: 1—5 CHAR-87-OY: 1—4 CHAR-88-OY: 1—16 CHAR-89-OY: 1—16 CHAR-9-OY: 1—6 CHAR-90-OY: 1—15,18 CHAR-92-OY: 1—6 CHAR-93-OY: 1—16 CHAR-94-OY: 1—16,18 CHAR-97-OY: 1—10 CHAR-99-OY: 1—18 CHARACTERIZATION SENSOR INTEGRATION:
4—8 CHARCOAL: 2—5-7,12,17, 25-26 CHELATE: 2—11,23,37,53 CHELATING: 2—9,11,20,23,35,37,53 CHELATION: 2—11,23,37,53 CHEM-NUCLEAR: 5—66 CHEMICAL ANALYSIS: 1—13 CHEMICAL DECHLORINATION:
5—28, 45, 53 CHEMICAL FIXATION: 5—23,26,38,48-49,51,63
64 CHEMICAL FOAMS: 2—7-8, 20, 35 CHEMICAL GELS: 2—9, 20, 35 CHEMICAL LEACHING: 2—7-8,19,34,50-51,57 CHEMICAL PRECIPITATION:
5—24, 27, 39, 42,45, 49, 5-54
CHEMICAL REACTION SCREENING FOR PCBS: 1—18
CHEMICAL SURFACE CLEANING METHODS: 2—20-23, 35-38, 52-53, 58
CHEMICAL TREATMENT: 5—4-6,9-16,18-20,23-24, 26-29,31-32,35,37-40,42-46,48-49,51, 53-55, 57, 60-62
CHEMICALLY: 4—3-8 5—24, 26, 28
CHEMICALS: 1—6 2—7-8,19,21,34,36,50-51, 57 5—28, 34, 38, 41
CHEM1LUMINESCENCE: 1—6 CHEMISTRY: 5—40, 43,48-49, 51
5 - 6 3 CHERNOBYL: 2—20, 36 CHIEF: 2—7,10-11, 22-23, 37-38, 52
53,58 CHIPPED: 2—28,41 CHIPPER: 2—41 CHIPPERS: 2—41 CHIPPING: 2—41 CHROMATOGRAPH: 1—15,18 CHROMATOGRAPHS: 1—14 CHROMATOGRAPHY: 1—13-16,18 CHROMATOGRAPHY-FOURIER:
1—16
September 1994

CHUNKS: 2—1,34,57-59 COMBINED MOBILITY^ MNIPULATION:: COMPUTER-BASED D CIRCUIT: 1—6 4—6 CLAY: 2—1,33-47 COMBINING: S—5-6,9,12,29,35
3-^ -5 ,13 COMBUSTIBLE: 2 - 4 9 , 57 COMPUTER-BASED T 5—4 COMBUSTION: 2—19,49,51,57
CLAYTILE(S): 2—1,33-47 COMBUSTOR: 5—17,20,22 3-^»-5 COMERCIALLY: 5—55,57,59,61-62 COMPUTERS: 5—4 COMMAND: 4—6
CLAYS: 5—26, 38,42, 59, 61 COMMAND INPUT: «—6 CON: CLEANED: 2—3, 5,25,30, 38 COMMENTS: 2—28
5—23,26,28,37-38,42 COMMERCIAL: 1—8,10,12,14 CONCENTRATED: CLEANER: 2—16,29,43 2—3,12,14,23-26,28,38- CONCENTRATION: CLEANERS: 2—17,32,45 39,41,49,55 CLEANING: 2—4-11,14-18, 20-24, 26, 28-
33,35-48,50, 52-54, 56, 58-3—17-18 5—23, 26, 34, 66
CONCENTRATIONS:
59 3—11
COMMUNICATIONS: 1—6 3—16-18
CLF3: 5—11,13 COMPACT, HIGH-CAPACITY fMNIPULATORS: CLIENT: 1—7 4 - 4 CONCRETE:
3—16-17 COMPACTION: 3—15 CLIVE: 5—66 COMPANIES: 2—24,55 CLOTH: 2—7-8,20 3—16
5—63-65 COMPATIBILITY: 4—3,5 5—4,14-16 COMPATIBLE: 2—35
CLOTHING: 3—7,16 COMPLETED: 2—46 CONCRETE CHIPPING 4—1 COMPLETION: 1—17 CONCRETE CRUSHINC 5 - ^ , 15-16, 63-64 COMPLEX: 1—6,12,19 CONCRETE MILLING:
CM2: 1—9-14 2-—1-7, 9,14-15,20,28-29, CONCRETE RUBBLE: CM3: 1—19 33,35,41-43,53,56,59 CO-CONTAMINANTS: 1—3 3—9 CONCRETE-BASED: CO-PRECIPITATION: 5—24, 27, 39, 42 COMPLIANT: 4—5 CONDENSATION: C02: 2—3-4,12-14, 26, 28, 39, 42 COMPLICATED: 3—6 CONDENSED:
3—7 COMPLY: 5—67 CONDITIONING: C02 BLASTING: 2—3-4,12-14, 26, 28,39, 42 COMPONENT: 2—9, 20,35 CONDUCTING:
3—7 3-4-7,16 CONDUCTIVE: C02 PELLET BUSTING: 2—4, 14,28, 39, 42 COMPONENTS: 1—3,7,9-10,12 CONDUCTIVITY: COAL: 5—33,36,40, 44
5—8,14,16,18-19,21 3—6,18 5—38,41,46-48,50
CONFIGURATION:
COAST: 2—23 5—55-56 COATING: 1—17 COMPOSITE: 3—14
2—6,17,31-32 COMPOSITION: 1—9 CONFIGURATIONS: COATINGS: 2—17-18,31,45-46 5—5,10,13-14,16,18,20, i
COCKTAILS: 1—10 31,40,43 CODE: 1—3-19 COMPOUND: 1—9-10,15 CONJUNCTION:
3—3-18 COMPOUNDS: 1—5-6,9-10,13,15-17 CONSISTENCY: 4—3-4, 6-7 2—9,20,35, 45 CONSOLE: '
COLD: 1—13 3—3-4, 8 CONSTANT: 4—3-4 5—4-6, 9,12, 29-35, 56, 58 CONSTITUTE:
COLD VAPOR ANALYSIS: 1—13 COMPRESSED: 2 - 4 , 1 4 , 28 CONSTRAINED: COLEX FACILITIES: 3—3-18 COMPRESSED-AIR: 2—42 CONSTRAINTS: COLLECT: 2—7,11,13-14,23,27-28, COMPRESSED-AIR CRYOGENIC C02 PELLET
38, 40, 53, 58 BLASTING: 2—42 4—3-8 COMPRESSIVE: 3—14 CONTACT:
COLLECTED: 1—3,5 2—16-17,32,45,56
COMPUTER: 1—6-8 2—6,18, 32,46
COLLECTING: 1—3 3—8
3—15-18 5—65
CONTACTOR:
COLLECTIONS: 3—18 COMPUTER-AIDED: 3—6,18 COLLISION AVOIDANCE: 4—3-4,6-7 COMPUTER-AIDED TASK ANALYSIS AND PROCEDURE CONTACTORS: COLORIMETRIC MERCURY ANALYSIS: PREPARATION: 3—18
1—12 COMPUTER-BASED: 1—7 COLUMN: 1—1 3—15-16 CONTAINED:

NFORMATION RETRIEVAL CONTAINER: 1—8 CONVENTIONAL DEMOLITION: SYSTEM: 3—14-15 3—4-5 3—16 5 - 6 8 CONVENTIONAL DISASSEMBLY:
IING SYSTEMS CONTAINERS: 3—14 3—6,10,13 1—7 4—4 CONVENTIONAL REMOVAL: 3—15 5-67-68 3—7 1—7-8,14 CONTAINMENT: 2—13,27,40 CONVERSION: 1—14 3—16-18 3—1,8,11,13 2—7,11,23,38,53,58 1—8 CONTAINMENT-THREE: 3—15 3—17 5 - 6 8 CONTAINS: 1—12 CONVERTED: 5—32, 35 5—67 2—3,11,25,38 CONVERTING: 3—17 1—3,5 5—8,14,16,18-19,21,33, COOL: 3—5 2—11,23,37,48,53 36, 40,44 COOLANT: 3—3-4 1—14 CONTAMINANT: 1—4,9-10,14-15, 18 COOPERATING: 4-^ t 2—11,23,37,53 2—3,7,9,12,22,26 52 COORDINATED: 4—4 5—4, 6, 9,12, 14-15,18,20, 5-^ ,6 ,9 ,12,14-15, 18,20, COPPER: 2—7,10,22,24,37,52,55, 24, 27, 29,31 35,39,43, 55, 24-25,27,29-31,33, 35, 39, 58 57, 60-62 43,46, 55, 57, 60-62 5—4,11-13,63-64 1—12 CONTAMINATED CLOTHING AND RAGS: CORE: 1—3 2—1,33-47 5—4,15-16,63-64 2—8,21,36,53,58 3—1,3-4,15 CONTAMINATED CONCRETE RUBBLE: CORES: 1—3 5—32 5-63-64 CORING: 1—3 5—63-64 5—4-5 CORPORATIONS: 3—16 5—4-5,9 CONTAMINATED MERCURY: CORRECTION: 1—10 2 - ^ 1 3—3-4,12 CORRECTNESS: 3—18 3—15 5—37, 47-48, 54 CORRELATE: 1—11 2—41 CONTAMINATED OIL: 2—33-47 CORROSION: 2—20 2 - ^ 6 5—38-48 5—16 5-4-5,32, 63-64 CONTAMINATED SOIL: 4—3-8 CORROSIVE: 2—21,36 3—14 CONTAMINATED SOLID WASTES: COS: Z—A 2—48 5—63-64 COUNTER: 1—8-9 2 - ^ 8 CONTAMINATED WASTEWATER: COUNTER-CURRENT: 5—4,6,9,12,14-15,18,20, 4—8 5—23-38 24,27,29,31,35,39,43,55, 2—7,18,33,47,56 CONTAINMENT: 2—41 57, 60-62 3—5 3—12 COUPLED: 1—9,11-12 1—15 CONTENT: 2—49, 57 COUPLER: 1—8 1—9 CONTENTS: 5 - 6 8 COUPLING: 2—7-8, 20, 35 2—24,55 CONTIGUOUS: 1—3 COURSE: 1—7 3—15 CONTINUING: 2—21,36 3—15 5—66 CONTINUOUS: 1—9,17 COURSES: 1—7 1—6 5-4,6,9,12,14-15, 18,20, 3—15 2—34 23-25, 27-29, 31, 34-35,37, COVERED: 5—66 3—17 39, 42-44, 55, 57, 59-62 COVERS: 2—41 1—13 CONTRACTOR: 2—49 Cr: 2—1,33-47 3—18 CONTROL: 1—8, 13, 18 3—3-5 4—6 2—4,7-8,15,20,29,48,53, CRACK: 2—40 1—9 59 CRACKS: 2—7, 9, 22, 52 2—5,16,30,44,50,54 4—1,3-8 3—4 4—4,6 CONTROL MODES: 4—5 CRANE: 3—3 3—18 CONTROLLABLE: 2—20 CRAWLER: 4—3 4—5 CONTROLLED: 1—5 CRAWLERS: 4—3 5—66 2—36 CREVICES: 2—7, 9, 22, 52 1—5 5—3 CRITERIA: 5—63,66 2—9, 35 CONTROLLERS: 4—4 CROSS: 4-^ t 3—16 CONTROLLING: 1—7 CROSS-CONTAMINATION: 2—32, 54 5—24, 27, 29, 31,35,39,43 2 - ^ 8 CROSS-CUTTING: 4—5 5—55,57, 60-62 3—17 CROSSCUTTING: 4—3, 6-8 5 -4 ,6 ,9 ,12 , 14-15,18,20 CONTROLS: 2—40 CRUSH: 2—40 5—4,6,9,12, 14-15,18,20, 4—3, 5-7 CRUSHER: 3—4-5 24,27,29,31, 35, 39, 43, 55, CONTROLS—ALGORITHMS: CRUSHING: 3—14-15 57, 60-62 4—5 CRYOGENIC: 2—3-4,12,14,26,28,39,42 2—3,13,26,39-40,47 CONVENTIONAL: 2—48 3—6,8,10,13 4—3-8 3-^1-7,10,13 CRYSTAL: 1—8-9,11-12
September 1994

I
O O O D O O O O O O d d d d d z z z z z lb lb rb -i* -^ 6 6 " 6 6 < < •* < r
D O O O O O d d d z z z o co ro d d d
O O D O O O d d d z z z
I I • m i D
o X H m 33 CO
3 CD > CO m co
00 > CO m
a o > >
> > 2 S o tn C >
_ m 2 co
d
- * 8
a o > >
gi o z m O co •• co co m 33 < O m co
>
m
o o
S3 zS TI z d m 3 CO
d z
33
33
d • < d
m
O
" r™ O O O O d
c c rH CO
O c 3) 33 m
N m o
O O O O O C C C C CO
CD 3
o 3) -< CO
nranmminnmu nn^rtlmnttrannxrsnmnnmr - - to co -J .-* - o i r o o i o K D p i o - -^ p> oi -^j - j j , } , - v | "* J - lgJ v J oo -f°" CO <o <° "^ p i A. "_,.«>" '.*.£* ° ^'.j. in~-*.~rD~-L •4~a>° **~~L * 5* -* oi r t o co co - j ~ " co ro • ^ o> a> co - j u - 1 " o> w m - ' l - ' o O ^ ' m - M o -*
- w - M i -^ £ § m ?> - j » - w S a * - w o » S3 - M
CO CO fe S CO u CO CO - - - 1 " - CO oo -^ <p CD o o c o - ' c n < » r t K y ' v J cn co cn oo
tn ro cn oo
CO _ i L, oo
CO _ i ro « "co
oo
co
cn
. - . S o » - o w " CO
ro ro
ro co co o
co ro 4k a> cn to
tn ro tn oo
O O O O i O O O O I d d d d i z z z z :
v r ^ r s ^ v f - v v r d ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ d ^ " ^ ^ " " ^
l O O O O O O O O O O O O O O O O O O O O O O O O a O O ( O O O O O O O O O O O O O O O O O O O O O O O O O O O O d d d d d d d d d d d d d o d d d d d d d d d d d d zzzzzzzzzzzzzzzzzzzzzzzzzzz
i b J t J i J 4 J i J i A . c b a > a > o 3 d > ^ ^ ^ ^ ^ ^ ^ ^ A j o S o S o S o S o S o S o ^ t n ! r i c o M - ^ A " r o - t ° t o " H O ' - i i W r o r o - * A ' ^ c j ) t n 4 » . c o - » .
O O O O O O O O O O O O O O O O O O O O O O O O O O O O O O O d O O O O O O O O O O O O O O O O O O O O O O O O O O O O O O O d d d d d d d d d d d d d d O d O d d d d d d d d d d d d d zzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz o S o S c n c n c n c n c n c n c n c n c n c n c n i ^ i ^ ^ ^ A A ^ ^ ^ V i v ^ c b u c b c o u u r o
6"6666666666^6666666666<6qq6od6
M M M M M I
iJS5JIJJJSSHKHliiHH3i«HS5IKS«IIIXIJJ555KJIIIIIJni cn cn tn cn
r o S - j o - -co- ro ro • co - ro co en cn-" J - ro cn ._ o ro S - w
cn oo
00 00 00 CO CO CO U N
35, -J O tn
o 51
cn oo
• . oo -* - -» CO (O CO CO - M O I O I CO (O ro -* _v- o - to O CO .' CO tn Si
0,44,50.54 51,57 1,44,54 -11.17,19,2
6
_ i _<. - 0 0 cn A ro * M M £ c O
4k
O CO 4k CO O - " CO CO t o CO CO to ro
•vl - J 4k 4k o o
CO CO
CO 4k 4k CO
cn
D D O O o o D D O o o o o o o o D O m m m m m m m m m m m m m m m m ni m cccro D O •n Tl Tl TI m tn O O o o o d < < 0 3 3 3J 3J z z z m TJ Tj 3 ) 0 d d o o m m j> m 33 33 H m m •• m ••
£6 co m
ITIO
m m o ••
z m •• CO 33 m ••
m z &2 11
MPOS
MPOS o z.9 z m s 2 2
MPOS
MPOS
Q
NATIN
NATE NATE
ING:
ITION
Q
o o o o m m m m o o o oo c o £ > 2
° " g z P
D O O D O O O O O O a O D O O D O O O D O O O O O O O m m / 7 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 s s 9 9 9 2 9 o o o o o o o o o o o o o o o o o o o 2 § = z z z z z z z z z z z z z z z z z z z z z z z z w 3 i E ^ I -L A. ", A, X ,W„ tii ,U ,Wn A. A. 1 1 L ,U A J A ,U 5?
m o
l i J ^ ^ t ^ t h c ^ c n f n c n c n c n c n c n
^r?r?r<r?r?.-?rf r srfr?r?r?rs:.-<<rfr<^ :-<<-<

2—25 DELIVERY: 2—3-4,6,8,14,18,21,28, DESORPTION: 2—19,34,49,51,57 2—12,25 33, 36, 47, 53,58 5—32,48 2—12,26 3—5,12 5—4 2—3,12 DEMOLISHED: 3—3-4 DESTROY: 5—29-30, 32-33, 35-36, 40, 2—26 DEMOLITION: 3—3-7 43, 45, 47, 50, 52-53 2—3,12,26 4—3-8 5—56-57 2—26 5—3 5—6-7,10-11,14-15,17,19-2—13,27 DEMOLITION COMPOUNDS: 21 2—28 3—3-4 DESTROYED: 2—49 2—29 DEMONSTRATIONSITE: 3—12 5—32,35 2—4,15, 29 DEMONSTRATIONVISIT: 3—13 DESTROYING: 5—30,32-36, 40, 44-45, 47 2—15,29 DENY: 3—15 5—56, 58, 60 2—5,15,29, 53, 59 DEPAINT: 2—3,12,26,39 5—15-17, 21 2—30 DEPARTMENT: 2—4,14, 28 DETAIL: 3—17 2—16,30 3—18 DETAILED: 3—15,18 2—17,31 DEPEND: 2—49, 57 DETECT: 1—11-12 2—31 3—1 DETECTED: 1—10-11 2—32 4—5 DETECTING: 1—17 2—32 DEPENDANT: 2—8,21,36,53,58 3—13 2—33,56 DEPENDENT: 5—20, 63 DETECTION: 1—1,3,5-6,8-16,18 2—7,33, 56 DEPENDING: 1—12 3—13 2—7,18,33,56 2—9, 20, 24, 35, 55 DETECTON: 1—15 2—7-8, 20, 35 5—24-25,27,30,33,37,41, DETECTOR: 1—8-13 2—9, 20 46-47, 52, 62-64 DETECTORS: 1—8-10,14-15 5 - 6 5 DEPENDS: 1—3,7 DETECTS: 1—9 2—11,23,37,53 2—7 DETERGENT: 2—21,36 2—8,21,36,43,53,58 3—13-14,18 DETERGENT TREATMENT 2—36 3—3-4 DEPLETED: 2—3,13 DETERGENTS: 2—7-8, 20, 35 5—7-10 DEPLETION: 2—14,26,28,39,42 DETERMINATION: 1—5 5—7,9 DEPLOY: 4—1,8 DETERMINES: 1—9 5—41,46-47,52 DEPLOYED: 4—3 DETERMINING: 1—9 5—28,30,45, 53 DEPLOYING: 4—3-8 DETONATIONS: 2—41 3—18 DEPLOYMENT PLATFORMS: DEVELOPING: 2—21 / 2—18,32 4—3 DEVELOPMENT LABORATORIES: 2—6,18,32,46 DEPOSIT: 2—7,18,33,56 3—3-18 5—5-6,9,12,29,35 DEPOSITS: 1—12 DEVELOPMENTAL: 5—33,36, 40, 44 2—4,14-15, 21, 28-29, 41-42 2—4,6-7,18,32-33,40,47, 5—64 2—7, 9-10, 13-14, 16, 20, 22, 56 5—4,7-8,14,16,18-19,21 27-28,30,37-39, 43,45-46, 5—11,13 DEVICE: 1—8-10,12,17 52-53 DEPTH: 1—3-4,14 2—46 3—1,5,11 2—41,46 DEVICES: 1—8.11,14-15,17-18 4—4,8 DEPTH PROFILING: 1—3-4, 14 2—6. 33, 49, 56 2—17,20,24,31,43,55 DEPTH-PROFILING: 1—6 4—4, 8 3—7 DERIVED: 1—16 DEXTEROUS: 4—4 5—63-64 DESAR: 1—10 DEXTEROUS MANIPULATORS: 2—3,11.40-41,46 DESCRIBED: 4—3-8 4—4 2—42-43 DESCRIPTION: 1—3-19 DF: 2—4,15,20,29,42 2—4,14, 28 3—3-18 DFS: 2—4,11,15,21,23,29,36-3—18 4—3-4, 6-7 37, 42, 53 5—67 DESCRIPTIONS: 3—18 DIAGNOSIS: 1—14 1—9-10 DESIGNED: 1—3,7 DIAGNOSTIC: 3—18 5—66 2—20, 36, 49 DIAGRAM: 4—1 1—7 3—13,17 DIAGRAMS: 1—7 2—32,54 5—23, 26, 34 3—18 5—67 5—66 5—1 2—30 DESIGNS: 2—7-8,19, 35,49, 51, 57-58 DIAMETER: 3—5 2—31 3—16,18 DIAMETERS: 2—46 5 - 6 5 5—67-68 DIAMOND: 3—3-4,8,11 3—16 DESKTOP: 1—7-8 DIAMOND WIRE CUTTING 3—3-4,8,11 1—13 3—17-18 DICTIONARIES: 1—7 1—5 DESORB: 1—4 3—17 2—3,12,26,39
Page 4

( , DIFFERENT: 1—5,15,16 DISM-13-OY: 2—32 DISM-14-OY: 3—6,16,18 DISM-15-OY: 5—4-7,9,12,29,35 DISM-154-OY:
DIFFERENTIATE: 4—1 DISM-156-OY: DIFFERENTIATED: 1—15-16 DISM-157-OY: DIFFERENTLY: 2—28 DISM-158-OY: DIFFICULT: 1—4 DISM-16-OY:
2—7, 9, 49 DISM-17-OY: 3—9-10,12 DISM-18-OY:
DIFFICULTY: 2—1 DISM-181-OY: DIFFRACTION: 1—13,19 DISM-19-OY: DIFFUSE: 1—5 DISM-191-OY: DIFFUSED: 2—3,11,25,40-41,46 DISM-20-OY: DIFFUSION: 2—24, 38 DISM-21-OY: DIGESTION: 1 - 4 DISM-22-OY:
5—30, 34, 45, 47 DISM-23-OY: DIGITIZE: 1—7 DISM-24-OY:
3—18 DISM-25-OY: DIMENSIONS: 2—7-8, 20 DISM-26-OY: DIOXIDE: 4—3-8 DISM-27-OY: DIPPING: 2—23 DISM-28-OY: DIRECT: 1—4-5,15,18 DISM-29-OY: DIRECT SAMPLING ION TRAP MASS SPECTROMETRY: DISM-30-OY:
1—4,15,18 DISM-31-OY: DIRECTED: 1—15-16 DISM-32-OY: DIRECTIONAL: 4—7 DISM-33-OY: DIRECTORIES: 1—7 DISM-34-OY:
3—17 DISM-35-OY: DISADVANTAGE: 2—7, 10-11, 22-23, 37-38, 52- DISM-36-OY:
53,58 DISM-37-OY: 5—8,10-11,13 DISM-38-OY:
DISASSEMBLY: 2—32-33,54 DISM-39-OY: 3—1,6,10,12-13 DISM-40-OY:
DISCHARGE: 1—11 DISM-41-OY: 4—3 DISM-42-OY:
DISCHARGES: 2—6, 33,56 DISM-43-OY: 5—24, 27, 39,42 DISM-44-OY:
DISCIPLINES: 3—18 DISM-45-OY: DISM-100-OY: 3—15 DISM-46-OY: DISM-101-OY: 3—16 DISM-47-OY: DISM-102-OY: 3—16 DISM-48-OY: DISM-103-OY: 3—16 DISM-49-OY: DISM-104-OY: 3—16 DISM-50-OY: DISM-105-OY: 3—16 DISM-51-OY: DISM-106-OY: 3—16 DISM-52-OY: DISM-107-OY: 3—16 DISM-53-OY: DISM-108-OY: 3—17 DISM-54-OY: DISM-109-OY: 3—17 DISM-55-OY: DISM-11-OY: 3—3 DISM-56-OY: DISM-110-OY: 3—17 DISM-57-OY: DISM-111-OY: 3—17 DISM-58-OY: DISM-112-OY: 3—17 DISM-59-OY: DISM-113-OY: 3—18 DISM-60-OY: DISM-114-OY: 3—18 DISM-61-OY: DISM-115-OY: 3—18 DISM-62-OY: DISM-116-OY: 3—18 DISM-63-OY: DISM-117-OY: 3—18 DISM-64-OY: DISM-118-OY: 3—18 DISM-65-OY: DISM-119-OY: 3—18 DISM-66-OY: DISM-12-OY: 3—3 DISM-67-OY: DISM-120-OY: 3—16 DISM-68-OY: DISM-121-OY: 3—3 DISM-69-OY:
3—3 3—3 3—3 1—6 1—8 1—7 1—7 3—3 3~4 3—4 1—7 3—4 1—7 3 - 4 3—4 3—4 3—4 3—5 3—5 3—5 3—5 3—5 3—5 3—5 3—6 3—6 3—6 3—6 3—6 3—6 3—7 3—7 3—7 3—7 3—7 3—7 3—8 3—8 3—8 3—8 3—8 3—8 3—8 3—8 3—9 3—9 3—9 3—9 3—9 3—9 3—10 3—10 3—10 3—10 3—10 3—10 3—10 3—11 3—11 3—11 3—11 3—11 3—11
DISM-70-OY: DISM-71-OY: DISM-72-OY: DISM-73-OY: DISM-74-OY: DISM-75-OY: DISM-76-OY: DISM-77-OY: DISM-78-OY: DISM-79-OY: DISM-80-OY: DISM-81-OY: DISM-82-OY: DISM-83-OY: DISM-84-OY: DISM-85-OY: DISM-86-OY: DISM-87-OY: DISM-88-OY: DISM-89-OY: DISM-90-OY: DISM-91-OY: DISM-92-OY: DISM-93-OY: DISM-94-OY: DISM-95-OY: DISM-96-OY: DISM-97-OY: DISM-98-OY: DISM-99-OY: DISMANTLE DISPERSION:
DISPERSIVE: DISPLAY:
DISPLAYS:
DISPOSE:
DISPOSED:
DISPOSING: DISPOSITION: DISSASEMBLY: DISSEMBLED: DISSOLUTION: DISSOLVE: DISSOLVED: DISTILLATION:
DISTRIBUTED: DIVERSION: DIVERT: DOCUMENT:
DOCUMENTATION:
Page5

3—12 DOCUMENTED: 1—6 EFFICIENT: 1—4,16,18 3—12 3—17 2—20 3—12 5—29, 35 4—7 3—12 5—5-6, 9,12 5—67 3—12 DOCUMENTS: 1—7 EFFICIENTLY: 2—8, 35, 58 3—12 3—16-18 EFFLUENT: 2—8,21,36,53,58 3—12 DOSE: 1—8 5 - ^ , 7 3—13 DOSIMETERS: 1—8 EFFORTS: 1—13 3—13 DOSIMETRY: 1—8 3—1,18 3—13 DOT: 5 - 6 7 EHS: 2—40 3—13 DOWN-SIZE: 3—5 EITHER: 1—8,11 3—13 DOWNSIZE: 3 - 4 2—1,21 3—13 DPM: 1—9-10 5—33, 36, 40, 44 3—13 DRAINABLE: 2—51 5—65 3—14 DRAINS: 3—13 5—8,14,16,18-19,21 3—14 DRAWING: 1—3,7 ELECTRIC: 2—6, 33, 56 3—14 3—18 ELECTRICAL: 1—6,11 3—14 DRAWINGS: 1—7 3—3-18 3—14 3—17-18 4—4 3—14 DRAWN: 1—8 ELECTRICALAND ELECTRICAL: 3—14 DRAWS: 1—9 1—6 3—14 DRE: 5—30,33, 36 3—3-18 3—15 5—56 ELECTRICAL AND ELECTRICAL SWITCH GEAR: 3—15 5—7-8,10-11,13,17,19 3—3-18 3—15 DRES: 5—29, 32, 35-36, 40, 43 ELECTRO: 5—5,9 3—15 5—56-58 ELECTRO-HYDRAULIC: 2—40 3—15 5—4,6-7,11,14-15,17,19- ELECTROCHEMICAL: 1—6,17 3—15 22 ELECTROCHEMICAL METHODS: 3—15 DRIED: 5—63 1—6 3—15 DRIFT: 1—5 ELECTRODE: 1—14 3—6 DRILLING: 1—3 2—7, 9, 22, 52 1—5 DRINKING: 1—8-14,18 5—4,7 3—8 DRIVE: 2-^2-43 ELECTROLYSIS: 5—23,25,37,41,48,51 1—13 DRIVING: 4—5 ELECTROLYTE: 2—7, 9, 22, 24, 52, 55 3—18 DROPLETS: 2—48 ELECTROLYTES: 2—1,33-47 4—7 DRY: 2—5,17,19,31,34,44,49, ELECTROLYTIC: 2—25, 55 1—7 51,54,57 ELECTROLYTICALLY: 2—20, 36 3—18 DRY HEAT: 2—5,17,19,31,34,44,49, ELECTROMAGNETIC: 1—5 5 - ^9 ,51 51,54,57 ELECTROMETRIC: 1—14 5—12,17 DRYING: 2—7-8, 20 ELECTRON: 1—10,13-15,18-19 2—28, 48 DSITMS: 1—15,18 5—56, 58 5—25, 27,33, 49 DUAL-ARM: 4—4 ELECTRON SPECTROSCOPY: 5—65 DUCT: 4—3 1—13-14 5—12 DUST: 2—27, 40-41 ELECTRON SPECTROSCOPY FOR CHEMICAL 2—10,22,37,52 3—3-6 ANALYSIS: 1—13 3—1 DUTY: 4—3-4 ELECTRONIC: 1—7 3—11 DYE: 1—12 3—17-18 2—28 DYNAMIC: 4—7 ELECTRONIC CATALOG DESCRIPTIONS AND SOURCE \-A ECD: 1—14-15,18 LOCATIONS OF SITE HISTORICAL DATA: -[—4 ECOLOGY: 2—24, 55 3—18 2—25, 55 5—66 ELECTROPHORESIS: 1—17 2—48 ECONOMIC: 2—11,23,37,53 ELECTROPOLISHING: 2—7, 9, 22, 52 5—25, 27, 30, 33,45-46, 50, ECONOMICAL: 2—48 ELECTROREFINING: 2—24-25, 55 53-54 ECONOMIES: 1—17 ELECTROSTATIC: 2—48 5—67 ECONOMY: 4—1 ELECTROSTATIC PRECIPITATION: 3—13-14 EDAX: 1—13 2—48 3—13 EDS: 1—13 ELECTROWINNING: 2—25, 55 1—3-19 EDUCATION: 5—65 ELEMENT: 1—11 3—3-18 EDX: 1—13 ELEMENT-SPECIFIC: 1—11 4—3-4, 6-7 EFFECTORS: 4—5,8 ELEMENTAL: 1—13,17,19 3—16 EFFECTS: 1—8,11,14 2—7,11,23,38,53,58
EFFICIENCY: ' 5—56, 58, 60 5—15
5—40,43
September 1994

ELEMENTS: 1—1 S-18 5-61-62
ENHANCE: 1—5 3—16 5—4,6,9,12,14-15,18,20,
ESTABLISHED:
ELIMINATION: 4—1 24,27, 29, 31, 35, 39,43, 57, ELSEWHERE: 3—1 150
5-28.34,38,41 ENHANCED: 1—7,17 ELUTION: 5—16 3—18 EM-561: 5-67 5—5-6,9,12,29,35 ESTABLISHING: EMBEDDED: 3—14 ENHANCEMENT: 1—3, 5 ESTABLISHMENT: EMERGENCY: 4r-6 3—16 ESTIMATE: EMERGENCY SHUTDOWN:*-^ ENSURE: 1—8,18 ESTIMATING: EMERY: 2-13-14, 27, 40 2—11,23,37,53 ET: EMISSION: Tr-3-13 :s—17 ETC:
4 - 3 ENSURING: 3—14 EMISSIONS: 2.-48-49 ENTOMBED: 3—13-14
4^-3 ENTOMBMENT: 3—13-14 EMITS: 1—12 ENTRY: '1-8 EMITTERS: 1—9 ENVIROCARE, UTAH LANDFILL: ETCH: EMPLOYED: 2—11,23,37,53 11—11-14 ETCHING:
S-63 5—66 ETHERNET: ENABLING: 3—1,15-18 ENVIRONMENT: 1—5 ETHIC: ENABLING TECHNOLOGIES: 2—17,31,44 EVACUATION:
3^-1.15-18 3—16,18 EVALUATE: ENCAPSULATE: 5-40,43 5-40,43 ENCASEMENT: 3-14 5—63 ENCASEMENT SUBSURFACEWASTE STORAGE WITH ENVIRONMENTAL BARRIER:
VOID REDUCTION: 3—14 5-14 ENVIRONMENTALLY: 1—15 EVALUATED:
ENCLOSED: S-16 ENVIRONMENTS: 1—5,8 ENCLOSURE: S-8-10 SI—8-13,18 EVALUATING: ENCLOSURES: 2-16 A—A EVALUATION: ENCOMPASSES: 3-5 £—23, 26, 28, 37-38,42 END EFFECTORS: 4r-5,8 EPA: 1—4-5,11-16,18-19 EVALUATIONS: END-EFFECTOR CHANGEOJJT MECHANISMS: 4—8 EVAPORATION:
4*-5 5—6-7,11,14-15,17,19-22, END-OF-ARM: 4-3-8 29,32,36,40, 43, 56-58 EVENT: END-OF-ARM-TOOLING: 4-5 EQUALLY: 4—1 EVERY: END-POINT: 4S-3-4 EQUIP: 3—8 EVOLUTION: ENERGIES: 11-13 EQUIPMENT: 1—3-5,10,14-16,18 EVOLVE: ENERGY: 11—10.13 2—1,3-18,20,23,27-28,31- EX-SITU:
S-3,6,12,26,33,39-40,56 33,36-38,40-42, 49, 51,53- EXACT: S-16 54,56, 58 EXACTLY: # - 3 5-4 ,7
3—1,4-13,16,18 4—1,3-8
EXAMPLE:
ENERGY DISPERSIVE X-HAYSPECTROSCOPY: 5-15-17,21,33,36,40,44, 11-13 56, 58, 60
ENGINEERED: 22-14.28,41 EQUIPMENT DISASSEMBLY: -JM4-15 2 -33 ,54 5-65 3—1 EXCAVATION:
ENGINEERED STORAGE a-14-15 EQUIPMENT REMOVAL- 2 -40 EXCEED: ENGINEERED STORAGEfiOTFUTURE DISPOSAL: 3—1,8 EXCEEDS:
3-14-15 4-3-8 EXCELLENT: ENGINEERING: t t-7- EQUIVALENT: 1—8-10
23-49,34,49,51,57 5 -68 EXCEPT: 3-15-18 EROSION: 2—13,27,40 5-67 ERROR: 4 - 6 EXCEPTED:
ENGINEERING ASSISTANCE: ESCA: 1—13-14 EXCEPTED QUANTITI 3-46-18 EXCEPTED QUANTITI
ENGINEERING DRAWINGS3-47 • ENGINEERS: 2-34
September 1994

1—3,8 EXCHANGE: 2—7-9, 19-22, 34, 50-52, 57 EXTENDED: 3—16 2—6-7, 9,21-22,24-25,33, 4—1 EXTENSION: 2—45 45, 52, 55-56 5—24, 27,37, 51 EXTENSIVE: 1—9 3—17 5—62-64 2—7-8,16,19,30, 34, 43, 50-4—3 5—4,16-18 51,57 5—23,25,37,42, 51 EXCITATION: 1—5,11 3—16 5—64 EXCITED: 1—6 4—3-5, 8 5—65 EXCITING: 1—15-16 5—4,7 2—23, 45 EXCLUDING: 2—20, 24, 38 EXTENSIVELY: 2—21,36 2—21,24,36,55 EXECUTION: 1—7 3—18 2—1 3—17 EXTERIOR: 2—1,8-18 2—24,55 EXEMPTION: 1—11-14 EXTERIOR OF STEELAND NICKEL PROCESS 1—5,14-17 EXHAUST: 4—3 EQUIPMENT: 2—1,8-18 2-4, 6, 17-18,21,25,31,36, EXHIBIT: 5 - 6 4 EXTERIORS: 3—1 40,44, 54-55 EXHIBITS: 2—20 EXTERNAL: 4—3 3—3-4,8-9 EXIST: 1—5-7,10-11,13 EXTRACTANTS: 2—49 4—5 2—6,18,23,32,46 EXTRACTED: 2—45 2—56 3—15,17-18 EXTRACTION: 1—3-4,16,18 2—7, 33, 56 EXISTING: 1—7 2—19,49-51,57 3—16 2—6-7,11,18-20,23,33-34, 5—4,6,9,12,14-15,18,20, 5—65 38,47,49,51,53,57-58 24,27,29,31,35,39,43-44, 2 - 4 1 3—15,18 46, 49, 53, 55,57, 60-62 1—10,13 EXISTS: 1—7,12,15-16,18 EXTRACTION-MULTIDETECTOR: 2-^,7,11,14,18,23,25,28, 2—10,22,37,52 1—16 32, 38,40, 53, 55, 58 3—15-18 EXTRAPOLATING: 2—7, 33,56 3—13,18 EXITING: 3 - 6 EYE-GAZE: 4—6 5—1 EXPANDED: 1—4, 8,10 FABRICATED: 2—45 1—8 EXPANSION: 1—10,13 FABRICATION: 2—3,13,20 2—6-7,18, 32-33, 46,49,56 4—6 4—4 4—6 EXPECTED: 1—10,13 FACILITATE: 1—3 2—24,55 2—4-7,9,11,15,17,20-21, 5—20 5—65 23, 29, 31, 33, 35, 38, 41-43, FACTOR: 1—10 _ 1—8 45,49, 53, 56, 58 2—7-8, 20 2—21 3—3 FACTORS: 2—3, 7, 9,12-13, 16-17, 22, — 5—25,27, 33 5 -49 ,51 26,30-31,39,43,45,52 1—17 5—63, 65, 67 FAILURE: 4—3 2—20 5—12 FAILURE RECOVERY SYSTEMS FOR MOBILE 2—11,23,37,53 EXPENSIVE: 1—8 PLATFORMS: 5 - 6 7 3—9,12,14 4—3 2—1,20,23,26,35 5—32, 35 FAILURES: 3—18 4—5 5-4-5, 7, 9 FAIRLY: 5—24, 27, 39, 42 2—1 EXPERIENCE: 2—14,21,28,41 FAST: . 1—15 4—1 3—18 FASTER: 1—7,16 5—23-29, 31-32,34, 36-40, 5—16 3—17 42-45,47, 50, 52-53 EXPERIMENT: 2-^15 FDDI: 3—16 5—55-57,59,61-62,65 EXPERIMENTAL: 1—3 FEASIBILITY: 5—12,17 5—4, 6-7,11,14-15,17,19, EXPERIMENTS: 2—7,11,23,38,53,58 FEASIBLE: 2—7, 9, 33,56 21 EXPERT: 3—18 FEATURES: 5—4,7 4—3-8 EXPERTISE: 5—65 FED: 2—34,49, 57 2—24 EXPLAIN: 3—1 FEDERAL: 1—8-14,18 2—55 EXPLANATION: 1—3-19 3—18 1—11.13 3—3-18 FEED: 5—4,7 2—11,23,37,53 4—34, 6-8 FEEDBACK: 4—5 2—15,25-26,29,42,55 EXPLODES: 3—6 FEEDS: 5—4,7 5-4,11-15 EXPLOIT: 1—5 FERRATE: 5—24,27,39,42 5—67 EXPLOSIVE: 2—41 FERROUS: 3—5
>: 5—67 3—3-4, 6, 9 5—4,13-14 > OF RADIOACTIVE MATERIALS: EXPLOSIVE CUTTING: 3—34, 6, 9 FIBER: 1—5
5—67 EXPLOSIVES: 2 - 4 1 3—16 EXPOSING: 2—31,44 FIBER-OPTIC: 1—5,17 EXPOSURE: 1—11-14 3—5,12
3—15 FIBER-OPTIC CHEMICAL SENSORS: EXTEND: 1—12 1—5
Page 6
FIBER-OPTIC SYSTEMS FOR MEASURING MULTIPLE FUTS: 2—5, 30,43 FORMUUTIONS: PHYSICAL VARIABLES: 1—17 FLEXIBLE: 3—8-10 FOULED:
FIBERS: 1—19 4—3-4 FOUND: FIELD: 1—1,5-9,11-15,17-18 FLOCCULENT: 2—11,23,37,53
2—49 FLOOR: 1—11,17 3—15-16 3—14 FOUNDATION: 4—8 FLOORS: 1—3-4
FIELD ASSISTANCE: 3—15-16 2—35-36,42, 45 FIELD HARDENING: 4—8 3—14 FOUNDATIONS: FIELD METHODS: 1—1,5-6,8-9,11-12,14-15, FLOW: 1—7
17-18 FLOWING: 1—12 FOUNDATON: FIELD-PORTABLE: 1—5,15 FLUID: 1—4,16,18 FOURIER: FIELDS: 1—8
5—40, 43, 49, 51 2—8,21,36,53,58 3—3-4
FOURIER TRANSFOR^
FILE: 3—16 4—3-4 FRACTAL: FILL: 3—13 5—24, 26, 28,34, 37-38, 41, FRACTALS: FILLED: 2-^ ,6 ,14,18,28,32,42,46 46.48,50 FRACTALS USED TO S FILM: 1—11 5—3 TRANSPORT IN PORC FILTER: 1—9 FLUIDS: 4—3
2—3,5,7-8,13,17,19,24, 5—26, 37-38, 41-42,47-48, FRAGILE: 26,32, 34-35, 38-39, 45, 48, 50,52 FRAME: 50-51,57 5—57,59,61-62 FRENCH:
FILTERING: 1—5 FLUOBORIC: 2—20, 36 FREON: 2—7, 9, 22, 52 FLUOBORICACID: 2—20, 36 FREONS:
FILTERSAND: 2—56 FLUORESCE: 1—15-16 FREQUENCY: FILTRATION: 2—5,8,12,17,19,25-26,31, FLUORESCENCE: 1—6,10-11,14-16
34, 38-39, 44,47-49, 54, 57 FLUORESCENCE DIAGNOSIS OF CONTAMINATED FREQUENT: 5—23,26, 28,34, 37-38, 41- SURFACES: 1—14 FRIABLE: 42,46-48,50,52,57,59,61- FLUORESCING: 1—15-16 FRIENDLY: 62 FLUSHING: 2—8,15,21,29,36,42,53, FRONT:
FINANCIAL: 3—16 58 FINDERS: 4—7 FLUX: 1—8 FINES: 3—11-12 FLUXING: 2—19,24,50-51,55,57 FRONT-END: FINGER: 1—5 FOAM: 2—7-8, 20, 35 FT: FINISHED: 2—42-43 5—28,34, 38, 41 FIRST: 2—25, 55 FOAMING: 5—28,34, 38, 41, 48,50. 52 FT-IR: FISSILE: 1—9-10 FOAMS: 2—7-8, 20,35 FT6:
5—67-68 FOCUS: 3—18 FULL: FISSION: 1—9-10 FOLLOW: 2—6,56 : FIT: 2—32, 54 3—1 FULL-SCALE: FIXATION: 5—23, 26, 38,48-49, 51 FOLLOWED: 1—12
5—63-64 3—18 FULLERENES: FIXED: 2—13,15-16,27,29-30,36, FOOT: 5—63 FULLY:
40,42 FORCE: 4—7-8 4—6 FORCE-LIMITING: 4—5 5—33, 36, 40, 44 FORCE-SENSING: 4—7 5—56, 58, 60 FORCES: 5—28, 34, 37,46 FUNCTION: 5—15-17,21 FORK: 5—3
FIXING: 5—23, 26, 38 FORM: 1—14 FUNCTIONS: FIXTURES: 3—9,11
5—4,7-10 2—6-7,-11,13,17,20,23-24, 27, 32, 34,38, 40, 43,45, 53,
FUNDING:
F U M E : 1—15 55,58 FUME: 1—15 3—18 FUMELESS: 5—56, 58 5—32 FURNACE: FUMING: 3—8 5—66 FUSHUMP: 1—4 FORMAT: 1—8 FUSION:
2—7,18,33,47,56 FORMED: 2—25, 55 FUSHUMP CLEANING: 2—7,18,33,47,56 5 - 6 7 FUZZY-LOGIC-DRIVING FUSHUMP HEATING TO RELEASE OR DESORB FORMING: 2—24,55 FY: SURFACE AND SUBSURFACE CONTAMINANTS: FORMS: 1—12,16 GAINING:
1—4 2—23, 48 GAMET: FUSHUMPS: 2-^*7 3—1 GAMMA: FUT: 3—17 FORMUUTION: 2 - 9 , 20, 35

3—14 GAMMA-RADIOLYSIS: 5—5-6,9,12,29,35,44,46, GEOLOGY: 3—14 5—23, 26,28, 37-38, 42 53 GEOMETRICALLY: 3—6 1—5 GAMMA-RAY: 1—8,10 GEOMETRIES: 2—6,18,32,46 2—14,27,35,40-41,48-49 GAMMA-RAY SPECTROMETRY: 3—9 3—16 1—10 GEOMETRY: 1—7 1—7 GAS: 1—6,14-16,18 3—3-7 3—15-17 2—6-7,11,18,23,32,37,46, GET: 5—23, 26, 28, 37-38, 42 4—3-3 53 GIF IMAGES TO ENHANCE AS-BUILT DOCUMENTATION: 1—8 3—6,8,10,13 3—16 3—17 5—11,13 GIS: 1—7 3—13 GAS CHROMATOGRAPH : 1—15,18 3—18 1—16 GAS CHROMATOGRAPHY: 1—14-16,18 GLASS: 5—17,20,22
JFRARED SPECTROSCOPY: GAS CHROMATOGRAPHY IN THE FIELD: CLASSIFICATION: 3—15 1—16 1—15 GLASSY: 5—33,36,40,44 . . 1—7 GASEOUS: 1—14 5-^1,7-8,14,16,18-19,21 1—7 2—24,38, 48 GLOVE: 2—33, 53
ECT MODELS FOR MATERIAL 5—30,33, 36 GLOW: 2—6, 33, 56 3 MEDIA: 5—56 GOAL: 5 - 6 3
1—7 5—7,10-11,17,19 GOLD: 1—12 2—7,18,33,47,56 GASES: 1—5 GOLD-COATED: 1—12 3—11 2—5 GOOD: 2—5,16,20,30,36,44,50, 3—13 5—55-62 54 2—17,31 GASIFICATION: 5—33,36, 40, 44 GOVERNING: 1—8 5—65 5—8,14,16,18-19,21 3—17 1—11 GASIFIED: 2—23 GOVERNMENT: 2—6,18,32-33,47,54 2 - ^ 0 GASKETS: 5-4,7-10 GPM: 2-^-5,15,29,42-43,53,59 4—3 GAUGE: 1—17 3—7-8 5—68 GAUGING: 1—17 GRADIENT: 5—26, 38, 42, 49, 51 5—67 GC: 1—14-15, 18 5—59, 61 1—3-19 GC-FTIR: 1—16 GRAPHICAL: 3—17-18 3—3-18 GC-MS: 1—16 GRAPHITE: 3—13 4—3-4, 6-7 GE: 1—10 GRAPPLE: 3—7,10 5—3 GEAR: 3—3-18 GRAPPLE AND MASSIVE SHEARING: 2—5,21,30 GEL: 2—9,20, 35 3—7,10 3—8,15-16 GELLING: 2—9, 20, 35 GRAPPLER: 3-4-5 1—16 GELS: 2—9, 20, 35 GRAVITY: 5—28, 34, 37, 46-47, 54 5—66 GENERAL: 1—1,3-8,11,15-16,18 GREAT: 1—7 2—7-8,20 3—1,8 2—1 5—11,13 4—5 3—17 2-^18 5—23,25,37,42,51,63,65 GREATLY: 3—17 5—59, 61 GENERALIZED: 3—18 5—20 5-^10,43 GENERALIZED OBJECT-ORIENTED SIMULATION GRINDERS: 2—13-14,27,40 1—12 SOFTWARE: 3—18 GRINDING: 2—13-14,27,40 5—33, 36,40,44 GENERALLY: 1—1 4—3-8 5—56,58, 60 2—12,25-26,38-39,41 GRIPPER: 4—5 5—15-17,21 5—24,26,28,34,37-38,41, GRIPPERS: 4—5 1—6,12 46, 48, 50, 63-64 GRIPPING: 4—5 3—18 GENERATE: 2—45 GRIT: 2—12,14,26,28,39,41 4—6-7 4—3-8 GRIT BLASTING: 2—12,14,26, 28, 39, 41 5-^1, 6-8,11,14-15,17,19- GENERATION: 2—3-6,11,15-16,25,29-30, GROSS: 3—10,12 21,25,27,29-30,32-33,36, 33, 38, 42-43, 53, 56, 59 GROUND: 3—3,5,7,9,11,13,15,17 40,43,45-48,50, 52-54, 55- 3—5 5—67-68 57,59,61-63 5—65 GROUNDWATER DIVERSION: 2—19,34,49-51,57 GENERATOR: 5 - 6 7 3—13 5 - 4 , 7 GEOGRAPHIC: 1—7 GROUP: 2—24, 55 2—3,6,12,26,33,39,56 3—18 5 -68 4—6-7 GEOGRAPHIC INFORMATION SYSTEM: GROUPED: 1—1 4—5 1—7 4—1 2—46 3—18 GROUPS: 2—6,18,33,47 1—17 GEOGRAPHIC INFORMATION SYSTEMS FOR DOE 5 - 6 7 3—5 SITES: GROUT: 3—14 1—8-10,12-13,17 3—18 GUIDE: 3—12 5—44,46 GEOLOGICAL: 1—3 GUIDELINES: 3—16
September 1994

H2S04: 2—1,3-32,49-59 HEATING: 1—4 HIGHER: HAD: 2—1 2—6, 8,18-19, 23,32, 34-35, HALAR-COATED: 2—20 46,50-51,58 HALIDE: 1—14 15—19, 22 HALOGENATED: 5—5-6,9,12,19,21,29,32, HEAVIER: .'5—38,41,46,48,50 HIGHLY:
35,49-53 HEAVY: 1—11-12 HAMMERS: 2—41 2—21,36 HAND: 2-4,13-14,16,24, 27-29, 4 - 4
40, 42-43, 55 5-4,6,9,12,14-15,18,20, HIGHWAY: HAND BRUSHING: 2—16,29,43 24-27,29,31,35,39,41-44, HISTORICAL DATA: HAND BRUSHING USED TO REMOVE SURFACE S1-52,55,57, 60-62
CONTAMINATION: HEAVY DUTY: '1—4 HN03: 2 - 4 3 HEAVYMETALSINOIL: •J—41-44 HOBIL:
HAND GRINDING, HONING, SCRAPING: HEAVY METALS IN SOLVENTS: HOLD: 2—13,27,40 5—51-52
HAND-HELD: 2—14,27, 40 HEAVY-DUTY: 4—4 HOLD-UP: HAND-SCRUBBING: 2—21 HEPA: 2—4-5,17, 24,26-30, 32-34, HANDLE: 2—3-4,12-14, 26, 28, 34, 39, 39, 42-48,55-56
42 HETEROGENEOUS: 4—6 HOLDERS: 3—3-5,14,17 HETEROGENOUS: 1—3 HOLDING:
HANDLED: 2—23 HF: 2—21,36 3—11 HFIR: 1—12 HOLE:
HANDLING & TRANSPORTATION: HG.: 1—5,7,11-14 HOMOGENEOUS: 4—1,4,6,8 2—1,3-59 HONING: 5—1, 66-68 Jl—3-8 HORIZONTAL:
HANDLING: 1—17 Ha PCBS, u ON STRUCTURAL STEEL: 2—3,12,26,39-40,42 St—5 HOSES: 4—1,6,8 5—1,66-68
HG: 1—5,7,11-14 2—1,3-59
HOST:
HANFORD: 2—44 51—3-8 HOT: 5—12,17,49,51,66 HG-CQNTAMINATED: 2—19,24,34,49-51,55,57
HANFORD-WESTINGHOUSE: HGSc 2—7,11, 23," 38,53,58 2—7,18,33,47,56 HIDDEN: 1—12 HOT AIR STRIPPING:
HANGERS: 3—7 HIGK6HADIENT MAGNETIC SEPARATION: HOUR: HARD: 1—9 5—42,51,59,61 HARDENED: 4—8 HIGH-BOILING: 5-^17 HOW: HARDENING: 4—8 5—55-56 HPA: HARDWARE: 1—3-4,6,9-11,15-18 HIGH-CAPACITY MANIPULATORS: HR:
2—20 4—4 4—8 HIGH-EFFICIENCY: 3—34,8,11-12 HUGE:
HARSH: 1—5 HIGH-LEVEL: 5—17, 20, 22, 64 HUMAN: HAVING: 1—7 HIGH-OUTPUT: 4—4
2—6,18,32,46 HIGH-PRESSURE: 1—4 HUMAN-MACHINE: 3—6,17 2—25, 29,42 HYBRID: 5—65, 67-68 3—3, 5, 8,10-12 HYDRAULIC:
HAZARD: 4 - 4 - 7 H83f PRESSURE ABRASIVE WATER JET: 5—68 3—3, 5, 8,11
HAZARDOUS AND MIXED WASTES: HKH-PRESSURE ASHING FOR SAMPLE PREPARATION: HYDRAULIC ISOLATIC 5—65 1—4 HYDROCARBONS:
HAZARDS: 4—3-8 }«SH-PRESSURE WATER: 2—25,29,42 HYDROLOGIC: HDTV: 4—7 3—3,5,8,10-12 HYDROLOGICAL: HE: 2—22,52 SHSfPRESSURE WATER JET: HYGIENE: HEAD: 1—9 3—3, 5,8,10-12 HYPERTEXT:
4—6 •ABM-RESOLUTION: 1—10 HEADS: 1—3 HEtf-SAMPLE: 4—8 HYPERTEXT INFORM/ HEADSPACE: 1—12 HUM-STRENGTH: 4 - 4 HEARINGS: 2—34, 49, 57 <HGH-TEMPERATURE: 5 - 6 4 HEAT: 2—5-6,8,13-14,17-19,27- RSH-TEMPERATURE CRYSTALLINE MATERIALS: HYPOCHLORITE:
28,31-32,34-35,40,44,46, 5—64 IC: 49-51,54,57-58 SK81-TEMPERATURE NONCRYSTALLINE MATERIALS: ICE:
5 - 6 4 ICE BLASTING:
September 1994

1—7,11,15-16,18 2 - 4 , 1 5 , 29,42 3—17 4—6 1—10,13,18 2—36 3—16 5—20 5—68 2—21 3—18 2—1,3-32,36,49-59 3—11 2—9 3—3-4 5-^,6,9,12,14-15,18,20, 24,27,29,31,35,39,43,55, 57, 60-62 1—8 1—8 2—34-35,49,57 3—3-4 1—3 2—13,27,40 1—3 2—41 3—5-8,11 1—14 3—16 2—5,12,15-17,19-20,25, 29-31, 34, 38-39,42,44, 49-51,54,57 2—5,16,30,44,50,54 2—3,12,26,31,39 3—3,5,7-8,15-16 3—17 1—4 2—6,18,32,39,45-46 3-4-5, 7-8,15-18 3—15 3—17 4—3-8 4—5-6 4—7 3—14 4—3-4 5—3
: 3—14 1—15-16 3—13 3—13 1—14 1—7 3—17
ION SYSTEMS: 1—7 3—17 2—8,21,36,53,58 1—13 2—3,12,26,39 3—7 2—3,12,26,39 3—7
ICP: ICP-AES: ICP-MS: IDEAL: IDENTIFICATION:
IDENTIFIED:
IDENTIFY:
IH-HP:
IMAGE: IMAGES: IMAGING: IMMEDIATE: IMMOBILIZATION: IMMOBILIZE: IMMOBILIZED:
IMMUNOASSAY: IMPACT: IMPART: IMPERVIOUS: IMPINGES: IMPLEMENT:
IMPLEMENTATIONS: IMPLEMENTED:
IMPLEMENTING:
IMPORTANT:
IMPOSES: IMPRACTICAL:
IMPREGNATED:
IMPRESSIVE:
IMPROVE:
IMPROVED:
IMPROVED PROTECTIVE
1—12 1—12 1—12 1—10 1—4-6,8,12-13,16,18-19 3—17 4—1 1—1,6,10 2—7,17,23,31,44,49 3—17 4—1 5—66-67 1—8,13,16 2—17, 31 5—67 1—18 5—68 1—18 3—16-17 3—15-16 3—8-10 5—4, 7, 48, 63 5—64 5—8,14,16,18-19,21,33, 36, 40,44, 63 1—18 2—34, 49, 57 2—13, 27, 40 3—13 1—6 1—11 2—6-7,18, 27, 32-33, 35,40, 46-47, 56 3—16 3—15 1—5, 15, 18 2—21 5—54 5—65 1—8,15 3—17 3—18 3—6 2—30,43 5—63 5—25,41,44 5—20 2—8,13-14,19,27-28,35, 40-41,50-51,58 3—14,17 5—6-7,11,14-15,17,19,21, 29, 32, 36, 40,43,45, 47, 50, 53,56 1—5,7,12 2—40 3—16-17 4—3, 6-8 5—65
CLOTHING AND EQUIPMENT: 3—16
IMPROVEMENTS: 1—7,15-16,18 2-^,13-14,21,26-28,32, 36,39 3—3,7,17-18 4—6
IMPROVMENT: 3—17 IMPULSE: 4—7 IMPURE: 2—24,55 IMPURITIES: 5—26, 38, 42, 59, 61 IN GASES: 1—5
5—55-62 IN SITU DECONTAMINATION:
2—1,3-7,11,37,53 IN SITU MONITORING:
IN WATER:
IN-CINERATOR: IN-SITU: IN-SITU DECONTAMINATION:
2—8-18
1—11 4—3-8 1—5, 8-14,18 2—8,15,21,29,36,40,42, 53,58 5—23-38, 67 5—47 2—8-18,58
INACCESSIBLE: INCH: INCINER-ATOR: INCINERATED:
INCINERATION:
INCLUDE:
INCLUDED: INCLUDES: INCLUDING:
INCLUSION: INCLUSIVE: INCORPORATE: INCORPORATING: INCREASE:
INCREASED:
INCREASES: INCREASING:
INCREASINGLY: INCULCATING: IND: INDEFINITELY: INDEPENDENT:
1—5 3—5 5—47 2—17,31,45 5—7,11,14-15,21,29,32, 36, 40, 43, 45, 47, 50, 52-53, 56-57 2—34, 49, 57 5-6-7, 11,14-15, 17, 1 9 , 2 1 , _ 29, 32, 36, 40, 43, 45, 47, 5' 52-53,56-58 — 2—20, 24, 55 5—1,23,25,28,31,34,37, 39,42,44,55,59,61-62,65 4—3 1—5,17 1—5, 7,15 2—11,16,23,30,37,40,43, 45,53 3—1,8-15 2—14, 28, 41 1—1 3—8-13 5—65 1—10,12 2—5,17,31,44,54 3—14 4—4,6 5—63 1—4 2—14,28,41 4—7 4—6 1—4 3—16 5—24, 27, 39,42 5—65 1—11-14 5—23, 26, 28, 37-38, 42 3-^1-7
Page8

INDEX: 3—13 INSIDE: 2—3-5,7,18,30,33,43,47, INTERVENTION: INDICATE: 5—5, 9, 23, 25, 28, 31,34,37, 56 INTO:
39, 42, 44,55, 59, 61-62 INSITU: 2—5 INDICATING: 2—7-8, 20 INSOLUBLE: 1—9-10 INDICATION: 1—11 INSTALLATION: 3—13,15 INDIVIDUAL: 1—15 INSTALLATIONS: 2—32, 54 INDUCED: 1—10,12-13 INSTALLED: 2—20 , INDUCTION: 2—19,50-51,57 INSTRUMENT: T—8,10-12,14 INDUCTIVELY: 1—11-12 J!—34 INTUITIVE: INDUCTIVELY COUPLED PLASMA ATOMIC EMISSION INSTRUMENTATION: 1—6,9-11,13,15 INVENTORY:
SPECTROSCOPY: INSTRUMENTS: 1—11,15 INVERSE: 1—11-12 4—3-8 INVESTIGATE:
INDUSTRIAL-SCALE: 5 - ^ 8 INSULATION AND BUILDING PAPER: INVESTIGATED: 5—20 21—1,49-50
INDUSTRY: 2—3-4, 7-8,11-12,15, 20, 25- INTEGRAL: 1—8 INVESTIGATION: 26,29,38-39,41-42,49,57 INTEGRATED: 1—7 3—3,7-8,11,17 2--6, 8,18, 21,33, 36, 47,53, INVESTIGATORS: 5-4-5,10,13-14,16,18,20, £8 INVOLVED: 23-25,27,31-32,37,40,42- 3—16-18 INVOLVING: 43,51,62 4—8 IODIDE-GERMANIUM:
INDUSTRY-ACCEPTED: 3—3-5 INTEGRATED AUTOMATED ANALYTICAL LABORATORY: ION: INDUSTRY-EXPECTED: Z—H 4—8 INEFFECTIVE: 2—15, 29,42 INTEGRATED WORKSTATIONS: INERT: 2—6,18,32,46 3—16
5—8,14,16,18-19,21,33, INTEGRATES: 3—15 36,40, 44, 64 INTEGRATION: 1-8,11,14,17 ION CHROMATOGRAP.
INEXPENSIVE: 1—12,15 2—7-8, 20
3—16-17 4—5-6, 8
ION EXCHANGE MEDI/
INFINITE: 2—26, 39 INTEGRITIES: 1 -17 INFLATABLE: 3—15 INTEGRITY: 3 - 1 4 INFORMATION: 1—6-8,13 INTELLIGENCE: 4 - 7 IONIC:
3—16-18 INTENDED: 2 - 3 , 1 3 IONIZATION: 4—8 3 - 1 8 IONIZED: 5—16,25,30,41,44-45,53 INTENSIFIED 3 - 5 IONS:
INFORMATION MANAGEMENT FOR SAMPLE INTENSIVE: 3—7 IP: HANDLING: 5—4,7 4—8 INTERACTION: 1—12,16
INFORMATION RETRIEVAL SYSTEM: 4—5 IRON: 3—16 INTERACTIONS: 2—6,18,32,46
INFRARED: 1—5,16 INTERCHANGEABLE: 3—6 IRRADIATION: INFRARED SPECTROSCOPY: INTEREST: 1—6,19 IRREGULAR:
1—5,16 2—6-7,10, 21-22, 24, 26,33, IRRESPECTIVE: INITIAL: 1—3,7 37, 39, 45, 52,55-56, 58 ISOLATING:
3—18 5—56, 58 ISOLATION: 5—5,9 INTERFACE: • 1—4,18 ISOTOPIC:
INITIALLY: 2—5,17,19,31,44,49,51, 2—7 ISSUED: 54,57 4—5-7 ISSUES:
INITIATE: 2—19,34,49,51,57 5—67 INITIATED: 3—1 INTERFACED: 1—5 IWMF: INORGANIC: 1—6, 8-9,15 INTERFACES: 1—14 JACKHAMMERS:
2—6,18,21,32,36,46,49 4—4-6 JET: 5—23, 26, 28, 37-38, 42, 49, 5—67 JFOR: 51 INTERFACING: 1—15 JOB: 5—55, 57-58, 60 INTERFERENCES: 1—10,12-13 JOINT:
INORGANIC ACID: 2—21,36 INTERIM: 5—66 JOINT CONTROL: INORGANIC ACID TREATMENTS: INTERIOR: 2—1,3-7,30 JUSTIFY:
2—21,36 INTERIOR OF NICKEL & STEEL PROCESS EQUIPMENT: K-1435: INORGANIC CRYSTAL GAMMA-RAY SCINTILLOMETERS: 2—1,3-18 K-1417:
1—8 INTERMEDIATE: 5—23, 26, 34,41 KAOLIN: INORGANICS: 5—3-22,60-61,65 INTERNAL: 2—6, 33, 56 INORGANICS IN GASES: 5-60-61 4—3 KELLOGG: INPUT: 4—6 INTERPRETATION: 4—5,8 KERF: INSERT: 5-6-7 INTERVALS: 4—3-8

3—17 1—3,9 2—3,6-7.10-11,18,22,24-25,32-33,37,40-43,46-47, 49,52, 54-55, 58 3—15 4—1 5—63-64 4—5 3—18 1—3 2—3,13, 26, 39 2—18.32,46 5—59, 61 1—9 2—5,16,30,44,50,54 2—24,55 2—6,56 2—17,31,45 1—10 1—4,6,13-15,18 2—7-9,19-22,34, 50-52, 57 5—24, 27, 37, 51 5—62-64 5 - ^ , 16-18 1—13 2—21 5—24,27,37 5—62-64 5—4,16-18 1—11 1—15 1—6,8 1—6,13 3—16 5-67-68IR: 1—5,15 2—12,25,38 5-4.13-14,24,27,39,42 1—10 2—6,56 1—8 5-^0 ,43 3—13-14 1—9 1—18 5—29,35 5—5-6,9,12 5—66 5—3 3—3-6,8,10-12 1—19 2—1 4—5 4—5 5-56,58 2—34 5-66 5—26,38,42 5—59,61 2—24, 55 3 - 6
KEY: 1—3-19 LDR: 5 - 6 6 2—20 LEACH: 2—25, 55 3—3-18 LEACHABILITY: 3—13 4—3-4, 6-7 5—64
KG: 1—11-14 LEACHABLE: 5 - 6 3 KINDS: 3—18 LEACHANT: 5—5,10,13-14,16,18,20, KINETICS: 2—7,11,23,38,53,58 31,40,43 KIT: 1—12,18 LEACHATE: 3—13 KITS: 1—18 LEACHATES: 2—7-8,19,34,50-51,57 KNOWLEDGE-BASE: 3—18 LEACHING: 2—7-8,19,34,50-51,57 KNOWN: 1—8,10 3—13
2—5,7-8,10,14,17,19,22, 5—5,10,13-14,16,18,20, 28,31,35,37,41,44,50-52, 40, 43-44, 49, 54 54,58 LEAD: 1—11 3—5-6,13,15 4—6 4—5 LEAKING: 1—15 5—66 LEAST: 2—16,30,43
LAB: 1—6,14,16 LEAVE: 2—12,25,38-39,45 2—7,11,23-24,38,49,53, LEFT: 3—13 55,58 LEGALLY: 5—65
LAB-SCALE: 2—24, 55 LEGISLATION: 1—8 LABOR: 1—16 3—17-18
2—31 LEND: 1—17 3—7 Li: 2—10,22,52
LABORATORIES: 2—6,18,33,47 LICENSING: 5—66 3—3-18 LIFE: 1—7 4—3-8 3—15,18
LABORATORY METHODS: 1—1,6,9-10,12-14,17-19 5—4,7 LABORATORY-SCALE: 5—25,41,44 LIFE CYCLE PLANNING: 3—18 LACKS: 1—4 LIFE-CYCLE: 3—18 LAID: 3—17 LIFT: 5—3 LANCE: 3—6,10,12 LIGHT: 1—5,11,14-16 LANDFILL: 1—11-14, 18 2—23
5—66 A—A LANGUAGE: 3—18 LIGHT-WEIGHT: 4—4
4—6 LIGHTER: 5—38,41,46,48,50 LARGE-SCALE: 2—24, 55 LIGHTER-WEIGHT: 3—15 LASER: 1—5,11-12,14,16 LIGHTLY: 3—3-4
2—6,18,32-33,46-47 LIGHTWEIGHT: 5—67 3—5, 8-9,12,15 LIKE: 2—19
LASER ABLATION; INDUCTIVELY COUPLED PLASMA 3—18 ATOMIC EMISSION SPECTROSCOPY: 5—25, 27,33
1—11 LIMIT: 1—10-14,16 LASER ABLATION: 1—11-12,16 2—3,12, 26
2—6,18,33,47 LIMITATION: 3—13 LASER ABLATION ORGANIC MASS SPECTROMETRY: LIMITED: 3—8-9,11
1—16 4—5,7 LASER CUTTING: 3—5, 8-9, 12 5—66 LASER HEATING: 2—6,18,32,46 LIMITING: 4—6 LASER TOOLING LOCATION: LIMITS: 1—9-14
3—15 5—24,27,39, 42 LASER TRIANGULAR MAPPING: 5—67
3—15 LINE: 1—11-14 USER TRIANGULAR MAPPING OF FACILITIES: 2—7, 9, 22, 52
3—15 LINERS: 3—14 LASERS: 2—6,18,33,47 LINK: 1—7
5—40,43 3—18 LASTING: 2—32, 54 LINKING: 1—7
3—5-8 3—17 LAYER: 2—10,20,22,36-37,52 LINKS: 1—7 LAYERS: 2—18,28,32,46 3—17 LAYOUTS: 3—15 4—6 LC-MS: 1—16 LiOH: 2—1,3-32,49-59
September 1994

LIQUEFIED: 3—10 LONG-REACH MANIPULA TOR: MANIPULATOR: LIQUID: 1—10, 16 4—4
2—3,7,10-12,15-16,22,25-26,29-30, 37-39, 42-43, 52,
LONGER: 2—17,31 3—5, 7-8
MANIPULATORS:
58 LONGEVITY: 51—14 MANNER: 3-5-6 5—7,10-11,17,19,23,26,
LOOSE: 1—10 2—5, 17, 32,43, 45
MANUAL:
28,30,33-34,36,38,41,56 LOOSELY: 2-4,15,29,42 LIQUIDS: 1—5 LOW LEVEL WASTE: 5 J — 1 1 MANUFACTURE:
2—32, 54 r—66 MANUFACTURED: 5—23-25, 27-28, 30-31, 33- LOW LEVEL WASTE OFF SITE: MANUFACTURERS: 34,37-39, 41-42, 44, 46-47, 5—66 MANUFACTURING: 52 LOW LEVEL WASTE ON SITE: MANY: 5—55,59,61-62 5—66
LIQUIFIED: 3 - 6 , 8,13 LOW PRESSURE VACUUM WITH HEAT: LIQUIFIED CRYOGENIC GAS: 2—8,19,35,50-51,58
3—6, 8,13 LOW PRESSURE WITH HEAT: LIQUIFIED CRYOGENIC GAS CUTTING: 2—8,19,35,50-51,58
3 -6 ,8 ,13 LOW SPECIFIC ACTIVITY: 1—12 MAP: LIST: 3—1 5—67
5—1 LOW-BOILING: 5—47 MAPPING: LISTED: 2-4,7-8,14-16,20,24,26, 5—55-56
28-30,32-33, 35, 42, 55-56 LOW-LEVEL: li—8 MARKET: LITERATURE: 1—8 5-6-7,11,14-15,17,19,21, MARKETING:
2—10,22,37,52 29,32. 36,40,43,45,47, 50, MASS: 5—25,41,44 52-53, 56-57, 63-64 MASS SPECTROMETI
LITTLE: 2—45 LOW-SPECIFIC-ACTIVITY: 5—67 MASS SPECTROSCOI 4—3 LOW-SPECIFIC-ACTIVITY MATERIALS: MASSIVE: 5-25,41,44 55—67 MASSIVE CONCRETE
LOAD: 1-4,10 LOW-VAPORIZATION: ii—6 MASSIVE CONCRETE 2—31 LOW-SPECIFIC: 1—12 4 - 4 , 6 LP-FTIR: I—5 MASTER:
LOADAND: 4—6 LSA: .'5—67 MATCHED: LOADER: 5—3 LUMINESCE: 1—5 LOADING: 1—5 LUMINESCENCE: 1—6
4—8 LYING: '.1—A6 MATHEMATICAL: LOCAL: 1—12 MACHINE: 2—6-7,18, 32-33,46-47, 56 MATRICES: LOCALLY: 1-6
3—17 3—9, 11 4—6-7
MATRIX:
LOCATE: 3—15 MACHINING: 3—3-18 MATURE: LOCATED: 2—3 MACHINING FACILITIES: 3—3-18
3—1 MACROENCAPSULATION: !5—63-64 5—15-17,21,33,36,40,44, 56, 58, 60, 66
MADE: 1—7.15-18 3—17
MAXIMIZE:
LOCATING: 3—18 4—1 MAXIMUM: LOCATION: 1—7 MAGNETIC- .'5—26,38,42,49,51,59,61
3—15,18 MAINFRAMES: I—8 4—5 3—17 MCL:
LOCATIONS: 1^-5 MAINTAIN: 3—18 MEAN: 3—18 MAINTENANCE: 1—7,17 MEANS:
LOCATOR: 1—9 2—34 LONG: 1—5 3—17
2—17,24,32,38,45 MAJOR: 2—14,21,28,41 MEASURE: 3—1,6 3—1 MEASURED: 4 - 4 !5—8,10-11,13,17 MEASUREMENT:
LONG-ARM: 4—3 MAKE: 3—18 MEASUREMENTS: LONG-ARM DEPLOYED ROBOTIC PUTFORMS: 15—24, 26, 28 MEASURES:
4—3 MANAGING: 3—18 LONG-LIVED: 1—12 15—1 MEASURING: LONG-RANGE: 1-8 MANEUVER: :j—3-5,7 MECHANICAL: LONG-RANGE ALPHA DEIECTOR: MANIPULATE 4—8
1—8 MANIPULATION: 3—8-13 LONG-REACH: 4—4 4—3-8
September 1994

3—3-8 MECHANICAL—END-OF-ARM-TOOLING: METALS: 1—1,11-14 A—A 4—5 2—1,6-7,10,18,21-22,24-3—11-12 MECHANICAL—MANIPULATION: 25, 33, 36-37, 47, 52, 55-56, 4—4,7 4—4 58 2—20, 36 MECHANICAL—MECHANISMS: 3—5,8-12 1—11 4—4 5—3-4,6-16,18-21,24-27, 2—43 MECHANICAL—MOBILITY: 4—3-4 29,31.33,35-36,39-44,51-5—67 MECHANICAL SAWS: 3—3-4,8,11 52, 55, 57, 60-65 1—17 MECHANICS: 2—34 METHODOLOGY: 1—10,16 2—20 MECHANISM: 1—7 METHYL: 1—12 2—31 2—3,12,26,39 METRIC: 2—35 2—7, 33,56 3—18 MG: 1—9-14,18 1—6-7,15,18 MECHANISMS: 1—7 2—48 2—8,12,19,26,28,32,35- 3—17 MICRO: 3—13 36,39,50-51,54,58 4—4-5 MICRO-ANALYSIS: 1—13 3—15,17 5—48,63 MICROBE: 2—10,22,37,52 4—5 MEDIA: 1—3,7 MICROBES: 2—10,22,37,52 5—40,43, 67-68 2—13-14,16,21,27,30,40, MICROBIAL: 5—30, 45, 53 1—7 43 MICROBIAL DECHLORINATION: 3—18 3—7,15 5—30, 45, 53 1—14 5—4,16-18, 23-25,27-28, 31- MICROELECTRONIC: 2—7, 33,56 3—15 32,34,37, 39,42,44, 55, 59, MICROENCAPSULATION: 5—63-64 1—11 61-64 MICROGRAM: 1—12 1—5 MEDICAL: 3—18 MICROPOROUS FILTERS: 5—23, 26, 28,37-38, 42, 49, 1—4,6,9,14-16,18 MEDICINE: 5—40, 43, 49, 51 51,55,57-58,60
I: 1—15 MEDIUMAND: 4—4 MICROSCOPY: 1—13,18-19 ': 1—6,16 MEETING: 3—17 MICROWAVE: 1 ^ 1
3—1,3-5,7,10 MELT: 2—19,50,57 2-^15-46 3—1,3-4 MELTING: 2—6,18,32,46 3—3,5
/ITH HG,: MEMBRANE: 5—23, 26, 34,41 5—19,22 3—3-4 5—55, 57-58, 60 MICROWAVE DEMOLITION: 3—3, 5 4—4 MEMBRANES: 1—3 MICROWAVE DIGESTION: 1—4 1—5 5—23, 26, 34,48, 50 MICROWAVE HEATING: 5—19, 22 2—8,14,19,28,35,41,50- MEMBRANES FOR SAMPLE COLLECTION AND MICROWAVE VAPORIZATION: 51,58 CONCENTRATION: 1—3 2—45 1—7-8 MERCURY: 1—1,11-14,16 MIGHT: 1—16 1—3-4,13,17 2—1,7,10,13-14,19,22-23, 2—48 2—14,28,41,44 27-28, 32-35,37, 43,45-49, MIGRATION: 1—11 5 - 4 , 7 51-52, 56-58 5—5, 9, 63 1—4-6,10-11,13-15,18 3—3-4,12-13 MILD: 2—24, 55 2—24,49, 55 4—3-8 MILESTONE NO. OR270111:2—3-59 5—24, 27,39,42, 63 5—3-13, 37-38,47-48, 54, 63- MILESTONE NO. OR270115:2—19, 34, 49, 51, 57 3—16 65 MILESTONE NO. OR270116:2—19, 34, 49, 51,57 5—65 MERCURY DECONTAMINATION: MILESTONE NO. OR270117:2—19, 34, 49, 51, 57 1—11-14 4—3-8 MILESTONE NO. OR270118:2—19, 34, 49, 51, 57 4—8 MERCURY IN OIL: 5—38, 47-48 MILESTONE NO. OR270123: 5—65 MERCURY IN WATER: 1—11-14 2—19,34,49,51,57 1—8-10,18 5—37-38 MILESTONE NO. OR270124: 2—7-8, 20 MERCURY REMOVAL: 2—33, 45, 56 2—19,34,49,51,57 1—4 MERCURY ROASTER: 2—19,34,49,51,57 MILESTONES: 5—10-21,23-54 3—8-9 MERITS: 5—16 MILITARY: 3—18 4—3 MESSY: 3—10,12 MILLING: 2—28, 41 1—11 METAL: 2—1,3, 5-7,13, 18-20,23-26, MILLION-POUND: 2—24, 55 1—11 28,30-33,36, 47, 54-56 MIN: 3—5,7 1—5-6, 8,17 3—14 MINIATURIZATION: 4—3 1—1,8-9,11 5—65 MINIMAL: 1—9,11-12,14-16,18 1—5, 8,16 5—4,11,13-14 2—13,17,27,40 4—6 METAL MILLING: 2—28 3—3-4,7-8,15 1—8-9,14,17 METALLIC: 1—3 4—4-5 2—3,11-13,25-28,38-41 2—20 5—65 3—3-4,6,8,11 METALLOGRAPHIC: 1—3 MINIMIZATION: 2—3,12,26,39 4—1,3-5,8 METALLOGRAPHIC SECTIONING AND PREPARATION: 5—65 5—3,67 1—3 5—1,8,10-11,13
Page 10

MINIMIZED: 4—6 MOLTEN: 5—15-17, 20-22, 33, 36,40, NEAR: MINIMIZES: 2—11,23,37,53
4—6 44-45, 47-48,50, 52-53, 56, 58, 60
MINIMIZING: 2—11,23,37,53 MOLTEN GLASS COMBUSTOR: 3—15 5—17, 20, 22 NESHAP: 5—12,49 MOLTEN SALT OXIDATION: 5—15-17,21,33,36,40,44- NET:
MINIMUM: 5—67 45, 47-48, 50, 52-53, 56, 58, NETWORK: MINIMUS: 2—24-25,55 60 MINTORING: 3—13 MOND PROCESS: 5—10 NETWORK ARCHITEC MINUTES: 2—17,31 MONEL: 2—24, 55 MIX: 1—3 MONITORED: 1—5,12 NETWORK ARCHITECT MIXED WASTE: 2—55
5—23, 25-26, 28, 31, 34, 37-MONITORING: 1—5,9-12,14,17
3—14 39,42,44,55,59,61-62,66, 4—3-8 NETWORKS: 68 MONITORING ENTOMBMENT INTEGRITY:
MIXED WASTE OFF SITE: 5—66 3 - 1 4 NEUTRAL: MIXED WASTES: 3—14 MONITORING FOR MERCURY: NEUTRALIZATION:
5—6-7,11,14-17,19-22,29, 1—11.14 32-33, 36,40, 43-45, 47,50, MONITORS: 1—14 NEUTRON: 52-53, 56-58, 60, 65, 68 MONOLITHIC: 5—66 NEUTRON ACTIVATE
MIXERS: 1—3 MONTHS: 2—7,10-11,22,32,37,52, MIXING: 1—3 54,58 NEUTRON INDUCED P
3—14 MOTIONS: 4—4 DETECTION: MIXTURE: 3—14 MOTORS: A—A NEUTRON-INDUCED: MIXTURES: 1—3,6,15,19 MOUNTING: 1—5 NEUTRON-INDUCED R MM: 2—17,31,45-46 2—45 MMBTU: 5—29,32, 36, 40,43,45, 47, MTC 1000 5—23-25 NEUTRONS:
50, 52-53 MTC 1900 5—23, 25-38 NEVADA TEST SITE: 5—56-57 MTC 2000 5-47-48 NICKELS STEELPROC 5—6-7,11,14-15,17,19,21 MTC 2200 5-42-44, 48-53
MOBILE: 1—11,13 MTC 2210 5—28-30,44-45 NICKEL: 2—3,12,26,39,46 MTC 2220 5—30-36,38-41,46-47 4—3-8 MTC 5110 5—13-14
MOBILE PLATFORMS: 4—3-8 MTC 5190 5—10-13 NICKEL PROCESS EQ. MOBILITY: 1—15 MTC 5190 ALUMINUM: 5—13 NITRATE:
4—3-6 MTC 5210 5—4-10 MODE: 4—5 MTC 5290 5—5,7 MODEL: 1—3,6,11,13-14,16,19 MTC 5300 5—14-16 NITRATES:
3—18 MTC 5400 5—54 NITRIC: MODELING: 1—3,11 MTC 5490 5—20-22 NITRIC-HYDROFLUOR!
2—6,18,32,46 MULTI-ANGLE: 1—3 MODELS: 1—3, 7,11 MULTI-ELEMENT: 1—12 NODE:
3—17-18 MULTI-FINGERED: 4—5 MODERATE: 2—3,13, 26 MULTI-USE: 5—67 NOISE:
3—3,5 MULTICHANNEL: 1—8 MODERATE-SCALE: 2—47 MULTIDETECTOR: 1—18 NOISE MEASUREMENT MODERATELY: 2—14,28,41 MULTIELEMENT: 1—12 1
MODES: 4—5 MULTIPLE: 1—5,11,17 NON-BULK: MODIFICATIONS: 2—7,11,21,23,34,36,38, 3—16 NON-CONTACT:
53,58 MULTIPLICATION: 1—9 NON-FERROUS: MODIFIED: 2—23 Na: 1—18
3—18 2—7,10-11, 22-23,37-38, 49, NON-FERROUS METAL MODIFYING: 1—7
3—17 52-53, 58 3 - 4
NON-FERROUS METAL
MODIL: 3—12 NAC: 5—12 NON-FISSILE: MODULAR: 2—20 Nal: 1—8-9 NON-FISSILE CONCEN
3—14 NATIONAL: 5 -20 ,48 A—A NATURAL: 1—8-10,12 NON-FISSILE RADIOAC
MODULAR ENTOMBMENT 3—14 3—18 MODULES: 3—18 NAVIGATING: 1—7 NON-FUMING:
4—8 3—17 NON-HALOGENATED: MOLECULAR: 5—23,26,34,40-41,43 NAVIGATIC )N: 4—5,7 NON-HALOGENATED O

1—5,9 5—33,36.40, 44 5—56, 58, 60 5—8,14-19, 21 2—34,49,57 5—63 1—6-7 3—16-17
IE: 3—16
kE WITH INTEGRATED WORKSTATIONS: 3—16 1—7 3—16,18 2—11,23,37,53 2—20-21. 2-K 35-36,38 5—24,27, 39, 42 1—8-10,12-13,17
NALYSIS FOR MERCURY: 1—12
(MPT GAMMA RAY 1—12 1—10
INACTIVITY: 1—10 1—10,17 5—66
3S EQUIPMENT: 2—1,3-32,55 2—1,3-32,55 5—63-64 5-^t, 10-13 2—19-32 2—9,20-21,35 5-49,51 5—12,17 2—21,36 2—21,36
OXALIC: 2—9, 20, 35 1—6 3—17 1—9,17 3 g
ECHNOLOGY: 1—17 5—68 4—8 5—63-64 5-^1,11-13 5—11,13 5—63-64 5—4,11-13 5—67
IATED WASTES: 5—67
VE MATERIALS: 5-67 2—11,23,37,53 5—46-47, 49-53
3ANICS IN OIL: 5-46-47
NON-HAZARDOUS: 2—11,23,37,53 OILS: 1—14-17 5—65 2—23
NON-LEACHABLE: 5—64 5—5-11,17,19,21 NON-MERCURY: 3—11 ON-LINE: 1—10-11,14,16,18 NON-RADIOACTIVE: 5—68 2—3,12,14,26,28,41 NON-RADIOACTIVE HAZARDOUS WASTE: 3—16
5 - 6 8 ON-LINE SUPERCRITICAL FLUID EXTRACTION— NON-RADIOACTIVE MATERIAL SHIPMENTS: MULTIDETECTOR GAS CHROMATOGRAPHY:
5—68 1—18 NON-RCRA: 2—11,23,37,53 ON-SITE: 2—23 NON-ROUTINE: 1—16 ONSITE: 5—68 NON-VOLATILE: 2-^19 OPENING: 5—66
5—33, 36,40, 44 OPERATE: 2—24,41,55 5—56-58 OPERATED: 2-^10, 43 5—4,7-8,14,16,18-19,21 5—23, 26, 34
NON-VOLATILE ORGANICS IN GASES: OPERATION: 1—6,16 5—56-58 2—4, 6,15-16, 29-30, 33, 36,
NONCONTAMINATED: 2—46 42-43, 53, 56, 59 NONCRYSTALLINE: 5—64 3—10, 12, 17-18 NONDESTRUCTIVE: 1—15 4—3-4, 7 NONHOLONOMIC: 4—5 5—65-66 NONREPLICA: 4—4 OPERATIONAL: 2—32 NORMALLY: 2—5,17,19,31,36,44,49, 3—3-4
51,54.57 4—6 4—8 OPERATIONALLY: 5—67 5—63 OPERATOR: 2—31,40
NOTABLY: 3—18 4—3-8 NOTED: 5—1 OPERATOR ASSISTANCE: 4—5,7 NOVEL: 5—19,22,23,26,28,37-38, OPERATOR INTERFACE: 4—6-7
40,42-43 OPERATORS: 1—18 NOZZLE: 3—5 2—34 NOZZLES: 3—5-8,11 4—3 NRC: 5—67 OPERING: 3—9 NUMBER: 2—1,9,20,24,31,35,55 OPPORTUNITIES: 5—65
3—17 OPPOSED: 5—15-17,21,33,36,40,44, NUMBERS: 5 - 6 7 56, 58, 60 NUTRIENTS: 2—10,22,37,52 OPPOSITE: 1—17 OAS: 1—5 OPTIC: 1—5 OBJECT: 1—8 OPTICAL: 1—5,14,18-19 OBJECT-ORIENTED: 3—18 OPTICAL MICROSCOPY: 1—18-19 OBJECTIVES: 2—9, 20, 35 OPTICALLY: 1 -9
5—1 OPTICS: 1—5,14 OBJECTS: 1—3, 18 3—8
5 - 6 7 OPTIMIZATION: 1—11,16 OBSERVED: 2—1 2—9, 20, 35 OBSTACLES: 4—3 OPTIMIZE: 1—3-4 OBSTRUCTIONS: 4—3 OPTIMIZED: 1—4,13 OBTAIN: 1—10 OPTIMIZING: 1—12
3—16 OPTIMUM: 5—5,10-11,13-14,16,18, OBTAINED: 1—4 20,31,40,43,45,47-48,50, OCCURS: 3—5 52-53, 55-56 OFF-GAS: 2—5,8,17-19,31,33-35,44, OPTIONS: 2—36
47,49-51,54,56-57 5—1 OFF-GASES: 5—55-62 OR270114 2—51 OFFICIALS: 3—13 OR270115 2—19,34,49,51,57 OFFSITE: 5—68 OR270116 2—19,34,49,51,57 OFTEN: 1—5-6 OR270117 2—19,34,49,51,57
2—7,10-11,15,22-23,29, OR270118 2—19,34,49,51,57 37-38,42, 48,52-53,58 OR270123 2—19,34,49,51,57
OIL: 2—1, 33-47 OR270124 2—19,34,49,51,57 5—38-48 OR270127 5—23-54
5—10-21
September 1994

OR270128: 5—23-54 PAD: 5-66 PELLETS: 5—10-21 PAHS: 1-15-16
ORDER: 1—9-10,15 PAINTED: 1—tl PENETRATED: 2—21,36 2-1,23.33-47 PERALS: 3—18 PAINTED CONCRETE: 2!-t, 33-47 PERCEPTION:
ORE: 2—25, 55 PAINTS: 1-11 PERFORM: ORES: 5-6,8,10-11,17,19,21 PANELS: 3 M 5 PERFORMANCE: ORGANIC ACID: 2—35 PAPER: 2--1.13-14, 27, 40, 49-50 ORGANIC SCINTILLATION DETECTORS FOR GAMMA £J-4,14-15, 63-65
RAYS: 1—8 PARAMETER: 1<-1 PERFORMED: ORGANICES: 5 - 6 5 PARAMETERS: J!-3.13, 26,32, 39 ORGANICS, INORGANICS : 5—3-18,20-22 ii-& ORGANICS: 1—1,4,14-18 PART: 1—8,13 PERFORMING:
2—6,11,18,23,31-32,34, PARTIALLY: i\S* 37,46, 53 PARTICIPATION: 2 M 9 PERHAPS: 5—3-22, 24, 27, 29-36, 39-40, PARTICLE: 1—18 43-47,55-58, 60-62 I M S PERMANENT:
ORIENTED: 5—68 £i-23,25,28,31,34,37,39, ORIGINAL: 2—7-8,19,34,50-51,57 412,44,55,59,61-62 PERMANENTENTOME ORIGINALLY: 2—34 PARTICLE SIZE ANALYSIS: 1-18 OSCILLATIONS: 1—12 PARTICLES: 1 -10 PERMEABLE: OSHA: 1—9-14,18-19 £-5,16,29-30,48 PERMIT: OSMOSIS: 5—5, 9, 23, 26, 34, 41 PARTICULAR: 1-&8 OTHER SCRAP BLDG.MATERIALS: 51-17
5—63-64 £H6.55, 57,59. 61-62 PERMITS: OTHER SCRAP BUILDING MATERIALS: PARTICULARLY: 4M-5 *
5—4,7-10 PARTICULATE: 1-5 OTHER TECHNOLOGIES: 1—8 3-5 PERMITSTSCA:
3—1,17 4—8
PARTICULATES: 1 -5 Si-28,34, 37-38,41,46, 58-
PERMITTED:
OTHERS: 2—24, 55 60 OUR: 4-^1-7 PARTICULATES IN GASES: £r-58-60 PERSON: OUT: 2—7, 9,11, 22-23, 36-37,52- PARTITIONING: 2<r-tl.23,37,53 PERSONAL:
53 PARTS: 2ir-20.32.54 3—12 PAS: 15-14 PERSONAL PROTECT1
OUT-OF-WATER: 3—10 PASSIVE: 1f-8 OUTER: 2—20, 36 PAST: 1f-12 PERSPECTIVE: OUTSIDE: 2—9 3 H 4 PETROLEUM:
4—3-8 PATH: 1r-5 PG: OVERHEAD: 1—8-9 44-5 OXIDATION: 2—8,11, 21, 23,36-37, 53, 58 PAVEMENT: 2&-41 PGI:
5—15-17,19,21,29,32-33, Pb: 2g-1,33-47 PGII: 35-36,40,44-48, 50, 52-53, 33-3-5 PGIII: 56,58, 60 PCB: 1 H 8 pH: i
OXIDATIVE: 2—11,23,37,53 2S-23.33-47. 49 . OXIDE: 2—20 55-29,32,35,44-45, 52-53 PHASES: OXIDIZABLE: 1—6 ac-65, 68 OXIDIZED: 5—32, 35 55-5-7.19,21 PHILOSOPHY: OXIDIZERS: 5—56,58 PCB IMMUNOASSAY KIT: 11-18 PHOSPHORESCENCE OXYACETYLENE: 3—5,8,11 PCB IN OIL: 55-44-45 PHOTO: OXYACETYLENE CUTTING: 3—5,8,11 PCB IN SOLVENTS: 55=52-53 PHOTOACOUSTIC: OXYGEN: 2—3,13-14,26,28,39,42 PCB-CONTAMINATED: 2^49 PHOTOACOUSTIC SP| OXYGEN-DEPLETION: 2—3,12,26,39 PCBS: 14=1,4,16,18 OZONATION-PHOTOLYSIS : 5—32, 35 2g4,11, 23. 31, 37, 49-50, 53 PHOTOIONIZATION: ' OZONE: 2—23 3S-3-8 PHOTOMETRIC: PACKAGE: 5—67-68 5£p3.5,7-10, 28-30 PHOTOMULTIPLIER: PACKAGED: 1—11,14 PCBS IN WATER: 24-18 PHOTOMULTIPLIERSr PACKAGES: 5 - 6 7 55-28-30 PHOTON: PACKAGING: 4—3-8 PCI: '.4/40 PHOTON ELECTRON f
5—1,66-68 PEELED: 225.20,35 PACKAGINGS: 5—67 PELLET: 2^3-4,12-14, 26-28, 32, 39-PACKED: 1—3 i^C42, 54 1
PACKING: 2—1,51-56 PELLET BLASTING: 2g4,13-14, 27-28, 39-40, 42 j
September 1994 >

2—3-4,12-14, 26-27, 32,39- PHYSICAL: 1—1,7,17-18 INORGANICS: 5—14-15 40,54 3—18 PLASTICS: 5—4,14-15, 65 2—41 4—8 PLASTICS-THERMOPLASTICS: 1—10 5—23,25-26,28,30-31,34, 5—63 4—7 37-39, 41-42, 44, 46-52, 54, PLASTICS-THERMOSETTING: 1—12 55-62 5—63 3—14 PICK: 2—5,16,29-30,43 PLATED: 2—36 5—24, 27, 39, 42 PICOGRAM: 1—10 PLATFORM: 4—1,4 5—63,68 PICOGRAMS: 1—13 PLATFORMS: 4—3-8 1—3,6 PIEZELECTRIC: 1—12 PLUGGING: 5—16 2—24,55 PIEZOELECTRIC: 1—12 PLUME: 1—4 4—8 PILOT: 2—19,34,49,51,57 PLUTONIUM: 2—5,17,30-31,43 1—12 5—25,41,44 PMTS: 5—67 4—3-8 PILOT-SCALE: 2—24, 49, 55 POINT-AND-DIRECT: 3—16 1—16 PIPE: 2—5, 30 POINT-AND-DIRECT TOOLING POSITIONING: 2—10,22,52 3—5,7 3—16 3—13 4—3 POLLUTION: 2—48 5—20 5—63-64 POLYCYCLIC: 1—15-16
IENT: 5—4-7 POLYETHYLENE: 5—63 3—13 PIPES: 2—3-5,30, 43 POLYMER: 2—17,31,45 1—3 3—7 3—13 1—7 PIPING: 2—51 5—63 2—21,25,49,55,57 PITS: 1—15 POLYMER IMPREGNATED CONCRETE: 3—18 PLACE: 3—13,16 5—63 1—7 5—66 POLYMERIZATION: 3—13 2—34 PLACES: 1—9 POLYMERS: 3—14 3—15 PLAN: 5—16,45-46 POLYPROPYLENE: 2—20 2-49 ,57 PLANNING: 1—3 POLYURETHANE: 3—14 5-6-7,11,14-15,17,19,21, 2—20 POND: 5—66 29,32,36,40, 43,45, 47, 50, 3—18 PONDS: 3—14 52-53,56-57, 65 4—4-6 POOR: 2—48 1—12 PLANS: 1—3,7 5 - 6 7 1—11,14 PLANT: 1—9-14 POP: 5—68 ; 5-4,15-16 2—11,16,20-21,23-25,30, POROUS: 1—3,7 v_
E CLOTHING: 36-38, 43, 53, 55 5—63-64 5-4,15-16 3—1,13-14,16 5—4 5—65 5—25,41,44,65 POROUS NICKEL: 5 - 4 , 63-64 1—16 PLANTS: 1—9 PORTABLE: 1—5-6,8,11-12,14-15,18 1—11-14,16 2—4,15,21,29,42 2—49 5—68 5—65 PORTABLE LUMINESCENCE DETECTION: 5—68 PLASMA: 1—11-12 1—6 5—68 2—6-7,18,32-33,46,56 PORTABLE OPTICAL ABSORPTION SPECTROSCOPY: 5 - 6 8 3—5-6,9-10,12 1—5 2—11,23,37,53 5—4,7 PORTABLE RAMAN SPECTROMETER: 5—67 PLASMA ARC- 3—5-6, 9-10, 12 1—5 1—13,19 5 - 4 , 7 PORTIONS: 3—3,13 2—21 PLASMA ARC CUTTING: 3—5, 9,12 PORTSMOUTH: 2—21,24,36,38 5—65 PLASMA ARC SAW: 3—6,10,12 POSED: 5—66 1—6 PLASMA ETCHING: 2—7, 33, 56 POSITION: 4—7 1—11 PLASMA SURFACE CLEANING: POSITIONING: 1—9 1—14 2—6, 33, 56 3—16
JTROMETRY: PLASMA TORCH: 2—6,18,32,46 4—3-4 1—14 PLASMA-MASS: 1—12 POSSIBILITY: 5—5-6,9,12,29,35 1—15 PLASMA-SURFACE: 2—6,18,32,46 POSSIBLE: 1—3,6,8,10,13-14,18 1—15 PLASTIC: 1—9 2—5-6,18,21,32,36,46 1—8 2—13,27,40 3—3-4, 8-12,17 1—9 3—7,13 4—3-4 1—10 5—63-64 5—65
EJECTING ALPHA LIQUID PLASTIC PELLET BLASTING: POSSIBLY: 1—17 SCINTILLATION: 2—13,27,40 2—9,17,20,31,35,44,54 1—10 PLASTICS, PAPER, CLOTH , RAD,: POST-TREATMENT: 1—15
5—14-15 POTASSIUM: 5—24, 27, 39, 42 PLASTICS, PAPER, CLOTH , RAD, ORGANICS, POUNDS: 2—34
Page 12

r ' POWDER: 1—13,19 PRESENTLY: 2—24,55 PRODUCTS: POWDER X-RAY DIFFRACTION: 5—24, 27,39,42
1—13,19 PRESSURE: 2—3-5,8,11,14-15,17,19-POWER: 1—8
2—4,6,11,13-16,21,23,27, 20,28-29,31,35,41-42,44, 43,50-51,54,58
29-30, 33, 36-37,40, 42-43, 3—4 PROFILER: 53,56 PRESUMED: 3—13 PROFILING: 3—5 4—3,5
PRETREATMENT: 1—15 S - 1
PROGRAM:
5—4,7 PRIMARILY: 2—46 POWER SOURCES FOR MOBILE PLATFORMS: 3—10,12
4—3 4—5 PROGRAMATIC: POWERFUL: 3—17 PRIMARY: 2—7, 9, 22,52 PROGRAMING: PPC (PERSONAL PROTECTIVE CLOTHING): 4—1,5 PROGRAMMABLE:
5-4,14-16 PRINCIPAL: 2—35 PROGRAMMABLE MOl PRACTICAL: 2—40 PRINCIPLE: 1—17
3—1,4 2-^15 PROGRAMMERS: PRACTICE: 3—18 3—16 PROGRAMMING: PRACTICED: 2—8,21,36,53,58 PRINCIPLES: 2—7, 9, 22, 52 '
5—63 3—18 PROGRAMS: PRE-CONCEPTUAL: 2—10,22,37,48,52 PRINT: 1—5 PROGRESS: PRE-FILTERS: 2-^17 PRIOR: 1—7 PROHIBIT: PRE-PROOF: 3—16 2—6, 33,56 PROJECT INFORMATIC PRE-TREATMENT: 1—12 3—13
5—4,7 PRIVATE: 2—17,31-32,54 PROJECTED: PREARATION: 1—3 PROBABLY: 1—10 PROMISE: PRECAUTIONS: 2—3,12,14,20,26,28,39, 2—7-8, 20, 24. 55 PROMOTER:
42 3—9,12 PROMPT: PRECIOUS: 2—7,18,33,47,56 PROBE: 1—9,11,14 PROMPT FISSION NEU PRECIPITATED: 2—11,23,37,53 PROBES: 1—8-9 i
PRECIPITATES: 5—18-19 4—7 PRECIPITATION: 2—20, 36, 48 PROBING: 1—12 PROPORTIONAL: ;
- 5—24, 27, 39, 42, 45, 49, 51, PROBLEM #3 EX SITU DECONTAMINATION OF:: 54 2—19-32 PROPORTIONAL COUt\
PRECISE: 4—4 PROCEDURE: 1—3 ACTIVITY: PRECISE PROGRAMMABLE MOTIONS: 3—15-16,18 PROTECT:
4—4 PROCEDURE PREPARATION: PROTECTIVE: PRECISELY: 3—15 3—18 j
PRECLUDE: 4—3-8 PROCEDURES: 1—4, 6,15 PROTECTIVE CLOTHlN PRECONCEPTUAL: 1—11,17 PROCESS EQUIPMENT: 2—1,3-18,51 ! PREDEMONSTRATED: 3—6 3—5 PROTOCOLS: ;
PREDEMONSTRATIONTECHNOLOGY: 4—3-8 i 3—12 5—15-17,21,33,36,40,44, PROTOTYPE: ; PREDEMONSTRATON: 5—18 56, 58, 60 PREDISPOSAL: 3—15 PROCESS EQUIPMENT REMOVAL: i PREDISPOSAL STAGING: 3—15 4—3-8 PROVE: PREDOMINANTLY: 1—3 PROCESS SUPPORT FACILITIES: PROVEN: PREFERRED: 2—21,36 3—3-18 PREFILTERS: 2—18,46 PROCESSED: 5—28, 34,38,41 PRELIMINARY: 2—20 PROCESSES: 1—8 PREMISE: 4—1 2—7, 33,56 PROVIDE: PREPARATION: 1—1,3-4
3—18 3—13,18 5—24,27,29,31,35,39,43
4—8 5—55, 57,60-63 PROVIDING: 5—67 5—1,4,6,9,12,14-15,18-20 PROVISIONS:
PREPARE: 4—3-8 PROCESSING FACILITIES: 3—3-18 PROXIMITY: PREPROGRAMMING: 4—5 PRODUCT: 1—10 PROXIMITY PROBES: PRESENCE: 3—13 3—16 PUBLIC: PRESENT: 1—5,12 PRODUCTION: 2—49 PUBLISHED:
2—7, 24,34, 55 4—3
3—7 PULSE:
PRESENTATION: 4—7 PULSES: PUMP:
Page 13
1—7-8 PUMPS: 3—5, 7-8,11 RAMAN: 1—5,17 2—6,18-19,32,46,49,51, PUNCH: 1—3 RAMPAC: 5—67 57 PUNCH CORES: 1—3 RANGE FINDERS: 4—7 3—1,17-18 PURCHASED: 1—10,12,14 RANGING: 1—8 5—5-6,9,12,29,35 PURIFICATION: 2—24, 55 3—17 1—9 PURIFIED: 2—25, 55 RANK: 5—1 1—3-4, 14 PURIFY: 2—24-25,48, 55 RANKED: 2—8,21,36,53,58 1—7,15-16 PURIFYING: 2—25, 55 RANKNG: 5—5 2—3,12,26,39,45 PURPOSE: 1—12 RAPID-HEATING: 1—18 3—17-18 3—13 RARELY: 5—32, 35 5 -45 , 47,50,52-53, 65 4—1,4-5 RATE-LIMITING: 4—6 5—66 PYROLYSIS: 5—8 RATES: 2—3,6-7,13,23,26,33,39, 5—65 QA: 1—4 45,56 4—4 QUALIFIED: 5—67 RATIO: 4—3-4
•"JS: QUALITATIVE: 1—6 RAY: 1—9-10,12,17 4—4 QUALITY: 1—4,8 RAYS: 1—8,10,17 3—18 4—7 RCRA-HAZARDOUS: 5—10-21,23-54 1—8 QUALITY CONTROL FOR MEASUREMENT PROCESSES: RE-EMIT: 1—15-16 3—18 1—8 RE-USED: 5—23, 26, 28, 37-38, 42 2 -4 ,14 , 28 QUANTIFY: 1—12-13,16 REACH: 1—9 1—12 QUANTITATION: 1—14 4—4 5—66 QUANTITATIVE: 1—6,11,13,19 REACTANT: 5—11,13
\CCESS SERVICES: QUANTITIES: 2—21,36 REACTING: 5—24,26, 28 3—16 5—65,67 REACTION: 1—18 2—1 QUANTITY: 2—20, 24, 36, 55 2—6-7,11,18,23,32,38,46, 1—4 5—68 53,58 3—13 QUESTION: 2—14,28,41 5—23, 26,38 1—9-10,12 QUICK: 1—7,15 REACTOR: 1—12
ON AND GAMMA RAY 3—18 2—4,14, 28, 42 DETECTION: QUITE: 2—10,22,37,52 3—13,18 1—9 RAD: 5—23-25, 38-41,48-50, 54 REACTORS: 2—41 1—8-9 5—65 5—16 2—7, 9, 22, 52 5—3-22 READILY: 2—5,16,30,44,50,54
R FOR ALPHA AND BETA RAD IN MERCURY: 5—54 3—9-12 1—8 RAD IN OIL: 5—38-41,48 5—23, 26,28, 37-38, 42 1—10,12,17 RAD IN SOLVENTS: 5—48-50 READOUT: 1—8 3—7,16 RAD IN WATER: 5—23-25 READY: 1—11,15-16,18 5 - ^ , 15-16 RADIATION GAUGING: 1—17 2—8,21,36,53,58
\ND EQUIPMENT: RADIATIVE: 3—8 3—10,13 3—16 RADIOACTIVE ELEMENTS : 1—1 REAGENTS: 2—21 1—3-7 5—61-62 5—24, 26, 28 3—16-17 RADIOACTIVE MATERIAL: 1—9 REAL: 2—3,12,26 2—6,18,32-33,40,45-47 5—67-68 REAL-TIME: 1—8,17 3—13,16 RADIOACTIVE MATERIALS :1—8 4—5-6 5—65 5—67 REALIZED: 4—6 5—24, 27, 39,42 RADIOACTIVE SAMPLE PREPARATION: REASONABLE: 2—1 1—11,15 1—4 REBAR: 3—3-4 2—5,15,29,43,53,59 RADIOACTIVELY: 5—6-7,11-12,14-15,17,19, RECENTLY: 2—3-4,12,14,26,28,39 3—8,10-11,13 21,29,32,36,40,43,45,47, RECOMMENDED: 3—9 5—12,17 50, 52-53, 56-57 RECORDS: 3—18 1—5-6, 8,17 RADIOACTIVITY: 1—10 RECOVER: 2—7,10,22,37,48,52,58 3—16-18 RADIOLOGICAL: 1—10 5—24, 27-29, 31-32, 34-35, 4—1 2—6-7,17-18,31,33,47,56 38-39,41,43 1—8 RADIOLOGICAL CONTAMINATION: 5—55, 57, 60-62 3—8-14 2—7,17-18,31,33,47,56 5—4,6,9,12,14-15,18,20 4—7-8 RADIOLOGICALLY: 4—3-8 RECOVERED: 2—7,10-11, 22-24, 37-38, 52-4—7 RADIOLYSIS: 5—29, 35, 44, 46 53,55, 58 2—34,49, 57 5—5-6, 9,12 RECOVERING: 2—7, 33, 48, 56 1—10 RADIOLYTIC: 5—29, 35 5—32 1—8 5—5-6,9,12 5-4 2—32,40 RAGS: 5—63-64 2—40 5—4,14-16 1—9 RAIL: 5—67-68
September 1994

RECOVERY: 3—3-5,7-8,11-12 RELATIVELY: 2—1,7,11.16,20-21,23,30, REST: 4—3 5—4,6,8-15,18,20,24,27,
32, 38,43,53-54,58 5 - 4 , 6.9,12, 14-15,18,20,
RESTORATION:
29,31,35,39,43,55,57,60- 24,27,29,31,35,39,43,55, RESTRICTED: 62 57, 60-62 RETRIEVAL:
RECYCLABLE: 3—1,5,7 RELEASE: 1 - 4 RECYCLED: 2—3,11,15-16,25,29-30,
36,38, 42-43 2—5,11,17,19,23,31,34, 37,44,48-49,51,53-54,57
3—5,11-12 RELIABILITY: 1—11-12,14 RETRIEVE: 5—65 13—16-18 REUSABLE:
RECYCLING: 2—14,21,28.41 •1—1,6,8 REUSE: 3—11 REUABLE: 1—8
RED-EMITTING: 1—9 2-^16 REUSED: REDOX: 2—21 REMAIN: 2—10,22,32,37,52 REDOX TREATMENTS: 2—21 REMAINING: 3—1,13 REVERENCES: REDUCE: 2—17,31,45,48 REMEDIATE: 1—1 REVERSE:
3—15-16 REMOTE-CONTROLLED: :3—3-4,6-8 RH-TRU: REDUCED: 3—16 REMOTELY: 2—40-41,43 RICHLAND:
5—23, 26, 28, 37-38, 42,49, REMOTELY-OPERATED: 2—14,27 RIDING: 51,55,57-58,60 REMOVAL: 2—3-59 RIGHT:
REDUCES: 2—8,21,36,53,58 3—1,3,7-10,14 RINSE: REDUCIBLE: 1—6 •1—3-8 RINSED: REDUCING: 1—4 15—4-11,13-14,16-21, 23, 25- RINSING:
3—5,16 26, 28,30-32,34,37-44,46- ROAD: 5—63 .18,50-52,55,57,59,61-62 ROASTER:
REDUCTION: 2—21,32,36 REMOVER: 2—49 ROASTING: 3—14 REMOVES: 2—20,35-36,46 4—1,3-4 REMOVING: 2—1,4,6-7,10,14,18,22- ROBA-1-OY: 5—24, 26 24,28,31-35,37,4142.46- ROBA-10-OY:
REDUNDANCY: 4—6 47.52,54-56 ROBA-11-OY: REDUNDANCY CONTROL 4—6 15—11,13 ROBA-12-OY: REDUNDANT: 4—1,4 REPACKAGING: •1—3-8 ROBA-13-OY: REFERENCES: 2—40, 48 5EPETITIVE: •1—1 ROBA-14-OY: REFINING: 2—23-25, 55 SEPLACEABLE: 1—17 ROBA-15-OY:
5—10 REPLACEMENT: 2—17,31 ROBA-16-OY: REFLECTANCE: 1—5 BEPLACING: 1—7 ROBA-19-OY: REFLECTION: 4—7 3—17 ROBA-20-OY: REFRACTORY: 5—29,32, 35 REPORT: 1—18 ROBA-21-OY:
5—19-21 REPORTABLE: 5 - 6 8 ROBA-22-OY: REGARDED: 2—1 REPORTEDLY: 2—9,20,35 ROBA-23-OY: REGARDING: 2 -4 ,14 ,21 ,28 REPOSITORY: 5—20 ROBA-23-OY: REGARDLESS: 1—6 REPRESENTATIONS: 3—17 ROBA-24-OY:
3—17 REPRESENTATIVE: 1—3 ROBA-25-OY: REGENERATED: 2—20, 36 •1—4 ROBA-26-OY: REGENERATION: 2—20 REPRESENTS: 2-^15 ROBA-27-OY: REGION: 1—5,16,18 RESIDUAL: .2—51 ROBA-28-OY: REGULATED: 3—16 5—1 ROBA-29-OY: REGULATION: 1—11-14 RESIDUALS: 5-63-64 ROBA-30-OY: REGULATIONS: 5 - 6 7 .5—4,20-22 ROBA-31-OY: REGULATORS: 5 - 6 3 RESIDUE: 2—25,34,38 ROBA-32-OY: REINFORCED: 3—3-4 5-8,14,16,18-22,33,36, ROBA-33-OY: REJECTING: 1—10 •40,44 ROBA-34-OY: REJECTION: 5—23, 26, 34 8ESIN: 2—7-8,19-21, 34, 36,50-51, ROBA-35-OY: RELATE: 5—1 .53,57-58 ROBA-36-OY: RELATED: 1—7 .5-63 ROBA-37-OY:
3—17 RESINS: 5—16-17 ROBA-38-OY: RELATIONSHIP: 3—1 RESISTANCE: 1—12 ROBA-39-OY: RELATIVE: 2—1 RBOLUTION: 4 -6 -7 ROBA40-OY:
5—29, 35 RESOLVED: 2—41 ROBA41-OY: 5—5-6, 9,12,16 .5—S6,9,12,29,35 R0BA42-0Y:
RSONANCE: 1^5 ROBA43-OY: RESOURCE: •4—5 ROBA-44-OY: RESPONSE: 1—9,15 ROBA-45-OY:
September 1994

3—14 ROBA-46-OY: 4—7 SAMPLE COLLECTION: 1—1,3-4 1—6-8 ROBA-48-OY: 4—7 4—8 3—17-18 ROBA-5-OY: 4—3 SAMPLE HANDLING: 4—8 4—3 ROBA-50-OY: 4—7 SAMPLE PREPARATION: 1—1,4 1—3,7 ROBA-51-OY: 4—7 4—8 3—16,18 ROBA-52-OY: 4—8 SAMPLED: 1—4,15 4—3-8 ROBA-53-OY: 4—8 SAMPLES: 1—3-5,12-13,18-19 5—1,3 ROBA-55-OY: 4—3-8 4—3-8 4—3-8 ROBA-55-OY: 4—8 SAMPLING: 1—1,3-6,15-16,18 1—3 ROBA-56-OY: 4—8 SAMPLING AND MIXING METHODS: 2—7,10-11,22-23 , 37-38, 52- ROBA-57-OY: 4—3-8 1—3 53,58 ROBA-57-OY: 4—8 SAMPLING DESIGN: 1—1,3 2-^t-5,15-16,29-30, 32,42- ROBA-58-OY: 4—8 SAMPLING INTERFACE SYSTEM FOR SURFACE 43, 53-54,59 ROBA-59-OY: 4—8 CONTAMINATION BYORGANICS: 2—14,27 ROBA-6-OY: 4—3 1—18 5—23, 26, 34,41 ROBA-7-OY: 4—3 SAND: 2—6,13,27,40 4—3-8 ROBA-9-OY: 4—3 SANITARY: 1—11-14,18 2—17,31 ROBOT: 2—45 SATELLITES: 3—18 2—36 ROBOTIC: 1—8,11 SATURATON: 1—11 5—25,30,34,41, 44-45, 47 2—3-4,15,29,40,53,59 SAVINGS: 3—15 2—7-8, 20 4—1,3-5,8 5—40,43,49,51,54 2—7-9,17,20,31 35 ROBOTICALLY: 1—5 5—64-65 2—20 ROBOTICS: 2—3,12-13,26-27,40 5—12 5—67 3—7-8,11,15,18 SAW: 1—11 2—19,34,49,51, 57 4—1,3-8 3—3-4, 6,10,12 2—51,57 5—3 SAWS: 3—3-4,8,11 5—6,8,10-11,17 19,21 ROBOTICS TASK SEQUENCE ANALYSIS: SC: 5—66 4—3-8 3—18 SCABBING: 2—40 4—3 ROBOTS: 1—8 SCABBLERS: 2—39 4—3 3—17 SCALE-UP: 2—7-8, 20 4—4 ROCK: 2—1,5,49-50 5—23,25,28,31,34,37,39, 4—4 ROCKY: 2—5, 30, 43 42,44,55-56,58-59,61-62 _ 4—4 ROOFING: 5—4, 7-10 SCALING: 3—9,12 4—4 ROOM: 2—7,11,23,38,53,58 SCAN: 1—7 -4—3-8 5—11,13 3—18 4—4 ROTARY: 2—49 SCANNED: 1—15-16 4—4 ROUGH: 2—21,36 3—17 4—4 ROUGHLY: 2—24-25, 55 SCANNING: 1—13,19 A—A ROUTINE: 1—3,6,9-10,12,16,18 3—17 4—3-8 ROUTINELY: 1—3 SCANNING ELECTRON MICROSCOPY: 4—5 RUBBLE: 2—41,46 1—13,19 4—5 5—32 SCARIFICATION: 3—3 4—5 5—63-64 SCARIFIERS: 2—39 4—5 5 - ^ - 5 SCATTERING: 1—5,10,17 4—5 RUBBLIZATION: 3—14 SCENARIO: 1—15 4—5 RUGGED: 1—17 SCENARIOS: 1—5,11 4—5 RUNS: 4—3 SCHEME: 1—3-19 4—5 S-4: 3—14 3—3-18 4—5 SAFE: 1—4 4—3-4, 6-7 4 - 6 SAFETY: 2 - ^ 1 SCHEMES: 4—5 4—6 3—8,18 SCIENTIFIC: 2—24, 55 4—6 4—6 5—25,41,44 4—6 5—68 SCINTILLATION: 1—8,10 4 - 6 SAFETY ANALYSIS: 3—18 SCINTILLATORS: 1—9 4 - 6 SALE: 2—24-25, 55 SCINTILLOMETER: 1—9 4—6 SALT: 5—33, 36, 40, 44-45,47-48, SCINTILLOMETERS: 1—8 4—6 50, 52-53 SCO: 5—67 4 - 6 5—56, 58, 60 SCRABBLING: 2—41,46 4—7 5—15-17,21 SCRAP: 2—24, 55 4—7 SALTS: 2—8,21,24,36,38,53,58 3—1 4—7 5—23, 26, 34 5 -49 ,51 4—7 SAME: 2—1 5-63-65 4—7 3—14 5—3-15
Page 14

SCRAP ALUMINUM, COPPER,: SEM: 1—13,19 SHEAR CUTTING: 5—4,11-13, 63-64 SEMI-VOLATILE: 2—5,17,31,44,54 SHEARING:
SCRAP ALUMINUM, COPPER, AND OTHER NON- 5—34-36 SHEET: FERROUS METALS: SEMI-VOLATILE ORGANICS: SHEET ROCK: 5—63-64 ii—34-36 SHEETS: 5—4,11-13 SEMICONDUCTOR: 1—9 SHELF:
SCRAP ASBESTOS PIPE & INSULATION: SEMICONDUCTORY: 1—10 SHIELDING: 5—63-64 SEMIQUANTITATIVE: 1—11,13 SHINY: 5—4-7 SENDING: •1—12 SHIP:
SCRAP FERROUS METAL: : 5—4,13-14 SENSING: I!—5, 9 SHIPMENTS: SCRAP METALS: 5—3-4 4—3-4,7-8 SHOCK: SCRAP PLASTIC, PAPER, AND CLOTH: SENSITIVE: 1—6,8-10,13-14
5—63-64 SENSITIVITY: 1—5,10,12 SHORTEN: SCRAP POROUS NICKEL: 5—63-64 SENSOR: 2—3,12,26 SHOT:
5—4 3—14 SHOT BLASTING: SCRAP STEEL: 5—63-64 4—1,5,7-8 SHOW:
5—4,13 SENSOR INTEGRATION: 4—5,8 SHOWED: SCRAP TRANSITE: 5—63-64 SENSORS: 1—5,11,17 SHOWN:
5—4-7 3—13-14 SHOWS: SCRAP WOOD: 5—3 4—1,3-8 SHREDDING, SORTIN( SCRAPING: 2—13,20,27,40 SENSORS FOR MONITORING ENTOMBMENT SCREEN: 1—15 INTEGRITY: 3—14 SHREDDING: SCREENING: 1—8,11,13,15-16,18 SENSORS—PERCEPTION: 4—7 SHROUD: SCRUBBED: 2—9, 20, 35 SEPARATE: 1—13 SHUTDOWN: SCRUBBER: 2—19,24,36,48,50-51,55, 2—32, 54 SIDES:
57 5—10,38,41,46,48, ,50 SIFTER: SCRUBBERS: 2—21,36 SEPARATED: 2—32, 54 SIGHT:
5—55,57,59,61-62 5-41,46-47,52 SIGNAL: SCRUBBING: 2—5,15,17,21,29,31,42,
44, 48, 54 SEPARATING: 5—24,27, 37-39, 41-42, 46-
43,50,52,57,59,61-62 SIGNIFICANTLY:
5—55,57, 60-62 SEPARATION: 1—3,14 SDWA: 1—8-14,18 2—14,19,24,28,41, ,50-51, SIMILAR: SEAL: 3—14 55, 57 SECOND: 2—7,10-11,22-23, 37-38, 52- 5—4, 6,8-15, 18,20, 23-31,
53,58 33-35,37-39, 41-43, 46-47, SECONDARY: 1—6 51,54,55-62 SIMPLE:
2—7-9,19, 22, 32, 34, 50-52, SEPARATIONS: 5—26, 38,49 54,57 SEQUENCE: 3—1,18 4—3-8 SEQUENTIAL: 1—3 SIMS:
SECONDARY ION MASS SPECTROSCOPY: SEQUENTIAL SAMPLING PLANS: SIMULATED: 1—6 1—3 SIMULATED WALK-THF
SECTION: 1—1 SERS: 1—17 2—1 SERVE: 1—6 SIMULATED WALK-THF 3—1 3—17 TASK SEQUENCE ANi 4—1,4 SERVER: 1—7 5—1 3—16-17 SIMULATION:
SECTIONING: 1—3 SERVES: 5—63 SECTIONS: 2—1 SERVICE: 1—16 SIMULATIONS:
3—3-5 3—17 SINCE: SECTOR: 2—17,31-32,54 SERVICES: 1—6-7 SEDIMENTATION: 5—28, 34, 37, 46 2—34 SINES: SEEK: 5—65 3—16-17 SINGLE: SEEN: 2—20, 36 SET: 1—6,10 SEG: 2—24, 55 2—20 SEGREGATE: 5—65 3—17 SINGLE-CHANNEL: SELECT: 1—7 SET-UP: 2—28 SITE HISTORICAL DAT/ SELECTED: 1—3,7,15 SETUP: 1—3 SITE-SPECIFIC:
3—17 SFE-GC: 1—18 4—1 SHADOWED: 2—7, 9, 22, 52
SELECTION: 2—49 SHAPE: 1—8 SELECTIVE: 1—6,12-13 SHAPED: 2—28 SELL: 5—65 SHAPES: 2—5-6,15, 29, 43,53, 56, 59 SELLS: 2—17,31 SHEAR: 3—4-5,7,13
3age 15

3—13 SITES: 1—15 SOIL: 1—18 3-4-5,7,10,13 2—4,11,14,16,23-24,28, 4—3-8 2—1,49-50 30,37-38, 42-44, 53 5—4,32 2—1,49-50 3—13,18 SOLD: 5—65 4—3-8 5—4,6,9,12,14-15,18,20, SOLID RESIDUALS: 5—4, 20-22 2—19,50-51,57 24,27,29,31,35,39,43,49, SOLID SORBENT SAMPLING FOR AIRBORNE 1—8-10,12,17 55, 57, 60-62 CONTAMINANTS: 1—3 2—5, 30 SITU: 1—5,11,18 SOLID-STATE: 1—9-10 5—67 2—1,3-7,9,11,19-32,35, SOLIDIFICATION: 2—20 5—66-68 37, 49, 53 3—13-14 2 - 4 0 3—14 5—63-64 3 - 6 , 9 4—3-8 SOLIDIFIED: 2—36 1—16 SITUATION: 1—11 5—63 2—12,25,38-39 SITUATIONS: 1—6 SOLIDS: 1—5 2—12, 25,38-39 SIZE ANALYSIS: 1—18 5—7,10-11,17,19,30,33, 3—17-18 SKILLED: 1—18 36-38,41,46-48,50,52,56-5 -65 SLAG: 2—19,50-51,57 57,59,61-62 5—11,13 5-4,7-8,14,16,18-19,21, SOLUBLE: 1—9-10 1—4 33, 36,40, 44 2—7,11,23,38,53,58
IOMPACTION: SLAGS: 2—24, 55 SOLUTES: 5—23-24, 26-27, 34, 37, 41, 3—15 SLAVE: 4-^1 62 3—14-15 SLIGHT: 2—4,7,11,15,23,29,38,53, SOLUTION: 1—12-13 3—8-10 58 2—7-9,14,19, 21-22, 25, 28, 4—6 SLIGHTLY: 2—14,28,41 32,34,36,40-41,48,50-55, 1—17 SLM: 4—8 57-58 2—16,30,43 SLOW: 2—6,18,33,47 SOLUTIONS: 1—12 2—7, 9, 22,52 3—8,10-11,13 2—9, 20, 24-25, 32,35, 38, 4-^1,7-8 5—20 55 5—23, 26,28, 37-38,42, 49, SLOWER: 4—8 5—4,6,9,12,14-15,18,20, 51 SLUDGE: 2—10-11, 22-23, 37, 49, 52- 24,27,29,31,35,39,43,55, 5—55, 57-58, 60 53 57, 60-62 1—14 5—66 SOLVE: 5—16 2—25, 28, 55 SLUDGES: 2—7-8, 19, 24, 34-35, 38, 50- SOLVENT EXTRACTION: 2—49 3—1,13 51,57 5-^t,6,9,12,14-15,18,20, 5—23, 25-27, 33-34,41 5—4,18-19 24,27,29,31,35,39,43-44, 1—8,12 SLURRY: 2—14, 28, 41 46,49, 53, 55, 57, 60-62 2—7,11, 20,23, 37-38,53, 58 3—3-4, 8,11 SOLVENT WASHING: 2—17,31,44 5 -40 ,43 SLURRY BLASTING: 2—14, 28, 41 5—4 1-6 SMALL-SCALE: 2—13,27,40 SOLVENT WASHING TO REMOVE PCBS: 3—18 SMEARABLE: 2—5, 9,13,16-17, 20-21, 24, 2—31
JGH FACILITY: 27,29-31,35-36,38,40,44 SOLVENT WASHING TO REMOVE RADIOLOGICAL 3—18 SMELT: 2—19,24,51,55 CONTAMINATION: 2—17,31
JGH FACILITY FOR ROBOTICS SMELT PURIFICATION: 2—24, 55 SOLVENTS: 1—3 'SIS: SMELTING: 2—24, 55 2—17,31,44
3—18 5—8,10-11,13 5—48-53, 65 3—18 SO: 1—6 SOPHISTICATED: 5—40,43 5 -65 2—1,3-5,7,9,11,15-16,22, SORBENT: 1—3 1—9-10 25, 29-30, 38, 42-43, 52-53, 2—3,5-8,12-14,17-19,26, 2—21,28,36,43,46,49 59 28,32-33,35,39-41,45,48, 3—14,18 3—17 50-51,56,58 3 - 8 5—23, 26, 38 SORBENTS: 2—3-4,6,12-13,16,19,24-1—6,16 5—65 26, 28,30, 32-34, 39, 42-44, 2—1 SOAKED: 2—42-43 46-47, 50, 54, 56-57 3—17 SOAP: 2—21,36 SORPTION: 2—5,12,17,19,21,25-26, 1—8 SOAPS: 2—21,36 31,34,38-39,44,49,51,54, 3—18 SODIUM: 1—10 57 1—3,5,11,18 3—7 SORT: 3—15,18
SOFTWARE: 1—4-7,11,18 SORTED: 3—1 3—15-18 4—6-7
SORTING: 3—15 4—3-8
5—65 SOURCE: 1—10-12,14,17 3—18
September 1994

SOURCES: 1—8 SPOTS: 2—12,25,38-39 STRATEGIES: 4 -3 ,6 SPRAY: 2—23
SPACE: 3-12 SPRAYED: 2—7-9, 20, 35 STRATEGY: SPALL: 2-46 SPRAYING: 2—20 SPALLED: 2—46 SPREAD: 2—41 SPALLING: 2—46 3—15-16 STREAM: SPARGING: 5-30 STABILITY: 3—14 SPATIAL: t—7 4—7 SPATIAL SAMPLE AND DATAANALYSIS PLANS: STABILIZATION: 3—13-14 STREAMS:
t—7 4—4 SPE-GC: 1—16 5—1,4-5,7,10-11,13,15-16, SPECIAL: 1—4,18 18,20,63-64
2—7 STABILIZE: 5—63 STRESS: 4 - 5 5—1 STRESS-INDUCED:
SPECIAL PURPOSE CONTROL- STABILIZED: 3—14 STRINGS: 4 - 5 5—63,66
SPECIALIZED: 1-8 STABILIZING: 5—63 STRIPPABLE: 4—3,6 STAGE: 1 - ^ STRIPPABLE COATIN
SPECIALIZED ROBOTIC DEPLOYMENT PLATFORMS: 3—3,5,16 STRIPPING: 4 - 3 5—30,45, 53
SPECIALPURPOSE: 4 - 6 STAGING: 3—15 SPECIALTY: 5-65 STAINLESS: 2—24, 55 SPECIATION: 1—14 STANDARD: 1—3,8-15,18-19 SPECIES: 1—3,5-6
5-16,23,25,28,31-37,39, 2—20, 25,55 3—3-5,18
STRUCTURAL:
42,44,55-56,58-59,61-62 4—8 STRUCTURALSENSC SPECIFICALLY: 2—20,36 5—67-68 STRUCTURALSTEEL
4—3-8 STANDARDIZATION: 4—4 STRUCTURE: SPECIFICATION: 5-68 STANDARDIZED: 1—3 STRUCTURES: SPECIFICATIONS: 1-6 5—67
3-17 STANDARDS AND REGULATORY GUIDELINES: SPECIFICITY: 2—1 3—16 SPECIFICS: 1-8 STATE: 1—3,9 SUBMICROGRAM: SPECIFY: 4 - 5 3—17 SUBSEQUENT: SPECTRA: 1-5,10 5—24, 26, 28 SPECTRAL: 1.-8 STATEMENT: 2—34,49,57 SUBSEQUENTLY: SPECTROMETER: t - 5 , 1 5 STATION: 1—8 SUBSTANTIAL: SPECTROMETERS: 1—14 STATIONARY: 2—46 SPECTROMETRY: 1—4,9-10,12,14-16,18 STATIONS: 4—3,6 SUBSTITUTES: SPECTROSCOPIC: T-5,17 STATISTICAL: 1—3 SUBSTRATE: SPECTROSCOPY: 1^-5-6,10-16 STEAM: 2—5,15, 29, 43,53, 59 SPECTRUM: 1—16 5—16-18,33,36,56,58 SPEED: 1r-11 STEAM CLEANING: 2—5,15,29, 43,53,59
3^-17 STEAM STRIPPING: 5—16-18,33,36,56,58 SUBSTRATES: 4 -1 ,7 STEEL: 1—12 ,
SPEEDS: 1.—7 3-17
2—1,3-32,55 3—1,5-7
SUBSURFACE:
SPENT ION EXCHANGE MEDIA: 5—4,13-14, 63-64 SUBSURFACE WAST( 2^-21 STEEL MTC 5110: 5—13 5-4,16-18,63-64 STEEL PROCESS EQ.: 2—19-32 SUITCASE:
SPENT ION EXCHANGE MEDIAALPHA-4: STEELSTRUCTURES: 1—12 SUITCASE-CONTROL 5-16-18 STEPS: 2—20 SUITED:
SPILLAGE: 1—15 STBij 5—24,27, 29, 32, 36, 39-40, SPINOFFS: 5-40,43,49, 51 42-43 SULFIDE: SPLIT: 3^-11 5—6-7,11,14-15,19, 21,56- SULFIDE CONVERSIC SPLIT FRAME CUTOFF MACHINE: 58 SULFONATED:
3-11 STIMULATE: 1—10 SULFUR: SPLIT-FRAME: 3 -9 STOPPED: 2—31,44 SUPERCOLLIDER: , SPONGE: 2r-16,30,43 STORE: 3—14 SUPERCRITICAL: SPONGE BUSTING: 2—16, 30,43 4—6 SPONGES: 2^-30,43 STRAIGHT: 4—3 SPOT: t—13,19 STRAIGHTFORWARD: 1—10
2-49 STRAIN: 1—17
September 1994

1—7 SUPERCRITICAL C02 BLASTING: TELEOPERATION: 4—5-6 3—15 2—3,13, 26, 39 TELEROBOTIC: 4—7 5—4,6,9,12,14-15,18,20, SUPERCRITICAL FLUID EXTRACTION OF ORGANICS: TEM: 1—13,19 24,27,29,31,35,39,43,57, 1—4 TEST-BEDS: 4—6 60 SUPERCRITICAL WATER OXIDATION: TETHERED: 4—3 2—3, 5,12, 16, 26, 30, 34, 44, 5—16,45-46 THERMALARC WATER JET:3—6,10,12 50,54 SUPERHEATED: 2—4,15,29,42 THERMAL ARC WATER JET CUTTING: 5—23, 26,34, 41 SUPERHEATED WATER: 2—4,15,29,42 3—10 1—13 SUPERVISOR: 2—34 THERMAL DESORPTION: 2—19,34,49,51,57 3—14 SUPERVISORS: 2—34 5—32, 48 5—1,16,23,26,28,33-34, SUPPLIED: 2—17,31 5—4 36,38,41,56,58 SUPPLY: 1—8 THERMAL EMISSION MASS SPECTROMETRY: 1—17 2—6,33, 56 1—9 2—46 SUPPLYING: 2—10,22,37,52 THERMAL PLASTIC STABILIZATION: 1—7 SUPPORTING: 1—8 3—13 3—17 3—17 THERMAL TREATMENT: 5—25, 29-30, 32-33, 36, 40, 2—17,31,45 SURFACE ACOUSTIC WAVE SENSORS: 43-48, 50, 52-54 2—17,31,45 1—11 5—56-58, 60 1—11 SURFACE CLEANING METHOD: 5—4,6-8,10-11,13-22 2—5,16,30,44,50,54 2—59 THERMALTREATMENT: 5—27 5—5,10,13-14,16-18, 20, SURFACE CONTAMINATED OBJECTS: THERMIONIC: 1—15 31,33,36,40,49,51,53,56, 5—67 THERMITE: 3—6,10,12 58 SURFACE CONTAMINATION: THERMITE LANCE: 3—6,10,12 1—17 1—4,9-14,18 THERMITE LANCE CUTTING: 3—1,5-7 2—7,13-14,16,18,27,29, 3—10,12
: 1—17 32-33,43, 54 THERMOPLASTIC: 5—63 3—1,5-7 5—8,10-11,13 THERMOSET: 3—13-14 1—17 SURFACE-MERCURY: 2—56 THERMOSET POLYMER: 3—13 1—8,12 SURROUNDINGS: 3—6 THICK: 1—9 2—35 SURVEY: 1—7-8 3—5 3—3,14,17 2—49 THICKNESS: 2—17,31 4—3-8 SURVEYING: 1—15 THICKNESSES: 3—10,12 _ 1—10 4—3-8 THIN-GAUGE: 3—10 1—4 SUSPECTED: 1—13 THREADED: 1—9 ^ . 4—3-8 SWEEPS: 4—7 TILE: 2—1,33-47 1—6 SWELL: 2—7-8, 20 3—4-5 3—8 SWITCH: 3—3-18 5—4,7-10 5 -65 SWITCH GEAR: 3—3-18 TILES: 5—4 5—65 SWSA: 5—66 TLD: 2—1 1—11 SYNCHRONOUS: 1—15-16 TLDS: 2—1 2—3,6-7,9,11-13,18,22, SYNCHRONOUS FLUORESCENCE SCREENING FOR TLV: 2—48 25-27, 33,39-40, 42-43,47, POLYCYCLIC AROMATIC HYDROCARBONS: TON: 2—35 52,56 1—15-16 TONS: 2—20, 24,55 2—4-8,14,16,18, 20, 23-24, SYNCHRONOUSLY: 1—15-16 TOOK: 5—29, 32, 36,40, 43, 45,47, 26, 28,30, 33, 43, 47, 55-56 SYNTHETIC- 2—7-8, 20, 35 50, 52-53 1—4 TABLE: 2—1 5—56-57 3—14 TACTILESENSING: 4—8 5—6-7,11,14-15,17,19,21
rORAGE: TAGGING: 1—7 TOOL: 2—3,12,26,39 3—14 3—18 3—10,12 4—6 TAGS: 1—8 4-^1-5 4—6 3—17 TOOL CADDIES: 4—4 2—9, 20,35,41 TAILS: 5 - ^ TOOLING: 3—15-16 3—3 TANK: 2—23 4—3-8 2—7,11,23,38,53,58 TANKS: 1—15,17 TOOLING POSITIONING: 3—16 2—7,11,23,38,53,58 2—3 TOOLING SENSORS: 4—3,8 2—7-8, 20, 35 5—12,17,49 TOOLS: 1—7 2—7,11,23,38,53,58 TARGETED: 1—16 2—4,14,28, 42 5—65 TASK ANALYSIS: 3—18 3—17-18 1—4,16,18 TASK SEQUENCE ANALYSIS: 4—1,3-8 2—3,13,26,39 3—18 TOP: 2—28 5—45-46 TCP: 3—16 TOP-SIDE: 1—3 5—16 TEAM: 2—1 TORCH: 2—6,18,32,46
TECHNETIUM: 5—5,8-11,13 TORCHES: 2—6,18,32,46
Page 16

TORQUE: 4—7 TREATMENT: 1—15 UV-VIS: TORQUE SENSORS: 4—7 2—3-9,11-12,15-16,18-26, UV-VISIBLE: TOXIC: 1—10-11 29-30, 32-39,42-44,46-47, VACUUM CLEANING:
2—34 49-53, 55, 57, 59 VACUUMED: 5—4,7-8,14,16,18-19,21, 33, 36,40,44
3 - 8 5—1,4-22,23-54,55-62
VACUUMING:
TOXICITY: 5—5-6,9,12,29,35 TREATMENTS: 2—10,21-22,35-37,52 VACUUMS: TRACE: 1—10,12
5—26, 38,42, 59, 61 TRENCH: 3—13
5 - 6 6 VAPOR:
TRACES: 2—25, 55 TRIANGULAR: 3—15 TRACK: 2—21 TRIANGULAR MAPPING: 3—15 VAPORIZATION:
3—3,5 TRIBOLOGY: 5 -40 ,43 TRACKED: 4—3 TRIETHYLAMINE: 2—49 VAPORIZE:
5—3 TRUE: 3—15 VAPORIZED: TRACKED VEHICLES: 5—3 TSCA: 5-6-7,11,14-15,17,19,21, TRACKING: 1—7-8 29,32, 36, 40, 43,45,47, 50,
3—17-18 52-53, 56-57 VAPORIZING: 4—6 TUBE: 1--3, 8-9 VEHICLE:
TRAINING: 1—7-8,15,18 TUBES: 1—3,11 VEHICLES: 3—3-8,15-17 TUMULUS: 5—66 4—3-6, 8 TUNNELING: 3—13 VELOCITY:
TRAINING SYSTEMS: 1—7 TWA: 1—11-14,19 3—15 TYPE: 1—6 VELOCITY SENSORS:
TRAJECTORY: 4—5 2—24, 55 VENTILATION: TRANSFER: 1—7 3—1,6,17 VESSEL:
2—6,18,32,46 4-^1-5 VESSELS: 3—13,16,18 5—67-68 VESTIGIAL: 5—65 TYPE A PACKAGE: 5—67 VIABILITY:
TRANSFERS: 3—16 TYPE-A: 5 - 6 7 VIABLE: TRANSFORM: 1—16 TYPE-AOR TYPE-B FISSILE RADIOACTIVE MATERIAL VIBRATION: TRANSFORMS: 2—7,10,22,37,52,58 PACKAGES: VIBRATORY: TRANSITE: 5-63-64 5—67 VIBRATORY CLEANING
5—1-7 TYPE-B: 5—67 VIDEO: TRANSLATE: 5—64 TYPE-B RADIOACTIVE MATERIAL PACKAGES: VIDEO MAPPING: TRANSMISSION: 1—5,7,13,17,19 5—67 VIEW:
3—17 U-239: 1—10 VIRTUALLY: 4—4,8 ULTRAFILTRATION: 5—23,26,34,41,48,50 VISIBLE: ;
TRANSMISSION ELECTRON MICROSCOPY: ULTRAHIGH-PRESSURE: 2—38 VISION: 1—13,19 ULTRAHIGH-PRESSURE WATER: VISUAL:
TRANSMUTATION: 5—48 2—38 5—20 ULTRASONIC: 1—3 VISUALIZATION:
TRANSPORT: 1—7 2—21,32,36,54 VITRIFIED: 5—67 ULTRASONIC CLEANING: 2—32,54
TRANSPORTABLE: 1—14 ULTRASONIC EXTRACTION: VOCS: 5—15-17,21,33,36,40,44, 1—3 VOCS IN GASES: 56, 58, 60 ULTRAVIOLET: 1—6,10 VOID:
TRANSPORTATION: 4—4 2—23 VOLATILE: 5—66-68 UNIT-PROCESSING: 2—1 5—1 UNLOAD: 2—31
TRANSURANICS: 1—10 UNPACKAGED: 5—67 TRAP: 1—4,14-15,18 UNREACTIVE: 2—7,10,22,37,52,58 VOLATILE ORGANIC C(
2—6,18,24,32,46,48,55 U02F2: 5 - 4 TRAPPING: 2—6,18,32 URANIUM: 1—1,8-10 TRAPS: 5—28, 34, 38,41 2—34 VOLATILES: TREATED: 2—1,10,22,36-37,52
5—32, 35 3—3-18 5-4-5,8-11,13
5—65 URANIUM PROCESSING FACILITIES: VOLATILIZATION: TREATING: 2—21,48 3-3-18 VOLATILIZE:
5—23-27, 30, 33-34,36-37, URANIUM PROCESSING FACILITIES PROCESS VOLATILIZED: 39-40,42, 44, 46 SUPPORT FACILITIES: 3—3-18 5—15-17,21,56,58,60,62 UT:
UV: 5—66 1—5,15 2—23
VOLTAGE:
VOLTAMMETRY:
Page 17

1—6 WAC: 5—66 WAVELENGTH DISPERSION: 1—12 WALK-THROUGH: 3—18 1—5 2—17, 32, 45 WALKTHROUGHS: 1—8 WAVELENGTH DISPERSIVE X-RAY SPECTROSCOPY: 2—7-8, 20 3—17 1—13 2—7,10-11, 20, 22-23,37-38, WALL: 1—11,17 WAVELENGTHS: 1—15-16 52-53, 58 2—45 WAVES: 2—40 2—5,30 WALLS: ^1—4 WD1S-100-OY: 5—66 1—12-13 2—9,12,20,25-26,35,38- WDIS-102-OY: 5—66 2—5,17,20,28,31,44-45, 42,45 WDIS-104-OY: 5—66 48,54 3—4-5,7 WDIS-106-OY: 5—66 2—45 WARM: 2—5,16,30,50,54 WDIS-108-OY: 5—66 3—3-4,13 WAS: 2—1,5,14,17,20-21, 27, 30- WDIS-109-OY: 5—66 2—28 31,36,40,48 WD1S-110-OY: 5—66 2—3-7,12-14,17-18, 26-28, 4—1 WDIS-112-OY: 5—66 31-33,39-40,42,44,46-47, 5—6-7,11,14-15, 17, 19.21, WDIS-113-OY: 5—66 54,56 29, 32, 36,40, 43, 45, 47, 50, WDS: 1—13 2—6-7,18,32-33,56 52-53, 56-57, 65 WDX: 1—13 4—3,5 WASH: 2—9, 20 WE: 1—13,15 4—3-8 3—6,8 WEAR: 3—8,11 5—3 WASHING: 2—17,31,44 WEIGHT: 2—25, 55 2—3,12,26,39 5—4,43-44 5—23,26,34,40-41,43 4—7 WASTE DISPOSAL: 1—11-14 WEIGHT-TO-PAYLOAD: 4—3-4 4—7 3—8,15 WELD: 2—6,18,32,46 3—8-10 5—1,23,26,28,37-38,40, WELDERS: 2—34 5—68 42-43,48-52, 55, 57-58, 60, WELL: 1—4,7-8,17 2—7,18,33,47,56 64-66 2—7-10,14,17,19,22,25, 3—1 WASTE MINIMIZATION EVALUATION SYSTEM: 28,31-32,35,37,41,44,50-5-^1,7 5—65 52, 54-55, 58 2—5,13,16,30,44,50,54 WASTE OFF-GASES: 5—55-62 3—3,15,17 2—32 WASTE OFF-GASES FROM D&D, RA, AND WM 4—3 2—32, 54 OPERATIONS: 5—5-6,9,12,23,25,29,35, 2—32,54 5—55-62 37, 42, 51 3—15-16 WASTE PACKAGING, HANDLING, AND WELL-DEFINED: 1—7 3—15 TRANSPORTATION: 3—15 1—12 5—1,67 WELL-DEVELOPED: 1—11-13 2—24,55 WASTE PACKAGING: 4—3-8 WELL-ESTABLISHED: 1—8-9 1—5-6 5—1,67-68 2—24,55 4—3,7 WASTE PROCESSING: 2—13, 27, 40 3—16 1—7-8 5—1,4-64 WET AIR OXIDATION: 5—29, 32, 35 3—15,17 WASTE PROCESSING RESIDUALS: 5—19,21 4—7 5—4, 20-22, 63-64 WETTING: 2—7-8, 20, 35 5—33,36,40,44 WASTE PROCESSING SLUDGES: WHEELED: 4—3 5—8,14,16,18-19,21 5—4,18-19 5—3 5—4,32, 55-56 WASTE PROCESSING SOLID RESIDUALS: WIDE-SPREAD: 1—17 5—55-56 5—4, 20-22 WIND: 1—17 3—14 WASTE STABILIZATION: 5—1,4-5,7,10-11,13 , 15-16, WIPE: 1—16 1—15 18,20,63-64 WIPED: 2—7-9, 20, 35 2—5,16, 30.44-45, 48-50, 54 WASTE-HANDLING: 2—3-4,12-14, 26, 28, 39, 42 WIRE: 1—12 3—8 WASTE-WATER: 2—36 3—3-4,8,11 5-^,16,30-34,36,56,58 WASTEFORM: 5—63-64 WIRING: 5—1
POUNDS: WASTEFORMS: 5—63-64 WITHDRAWAL: 2—5 3—8 WASTES CONTAINING FISSILE MATERIAL: WITHSTAND: 1—5 5—4, 30-34 5—67 WITNESS: 3—3-4 2—8,14,19,28,35,41,50- WATER FLUSHING: 2—15, 29, 42 WMES: 5—48, 50, 52, 54 51,58 WATER OXIDATION: 5—16,45-46 5—65 5—4,32 WATER TREATMENT PROCESSES: WMIN-100-OY: 5—65 2—8,19,35,50-51,58 5—18-19 WOOD: 2—1,49-50 2—34 WATERPROOF: 5—63 5—65 2—5,17,19,31,44,49,51, WAVE: 1—11 5—3-4,7-10 54,57 3—6,9,12 WOOD AND SHEET ROCK CONTAMINATED WITH:: 1—6 WAVEGUIDES: 1—5 2—1,49-50 2—7, 9, 22, 52 WAVELENGTH: 1—5,10,13,15-16 WORKABLE: 3—15 1—11 2—32 WORKER: 3—1,15-16
September 1994

WORKERS: 2—31,34,44 WPRO-217-OY : 5—24.27v37,51 WORKING: 2—5,16, 30, 44, 50, 54 5—62
5—67 WPRO-219-OY 5—20 WORKSTATIONS: 3—16 WPRO-220-OY 5-47,55-56 WORN: 2—5,16,29-30 WPRO-221-OY 5_16-18,33,36.56,58 WPH: 5—67 WPRO-222-OY : 5—25,30v 33,45-46,50,53 WPHT-102-OL: 5—67 54 WPHT-103-OL: 5—67 WPRO-223-OY 5—25,27,33 WPHT-104-OL: 5—67 WPRO-224-OY 5—30,34,45,47 WPHT-105-OL: 5—67 WPRO-225-OY : 5—30 WPHT-106-OL: 5—67 WPRO-226-OY : 5 -25.4 t , 44,52 WPHT-107-OL: 5—68 WPRO-227-OY 5—30,45,53 WPHT-108-OL: 5—68 WPRO-300-OY 5—55,57-58,60 WPHT-109-OL: 5—68 WPRO-301-OY 5—55.57,59,61-62 WPR-201-OY: 5—50 WPRO-302-OY : 5-59,61 WPRO-100-OY : 5—5-6,9,12,29,35,44,46, WPRO-304-OY : 5—56,53
53 WPRO-305-OY : 5—56,58 WPRO-101-OY : 5—40,43,49, 51 WPRO204-OY: 5—59 WPRO-104-OY : 5—16 WRITING: 2-34,49,57 WPRO-105-OY : 5—12 WRITTEN: 1—6,15 WPRO-106-OY : 5—4,32,48 3—1.T8 WPRO-107-OY 5—4,7 WSTA-100-OY: 5 -63 WPRO-108-OY : 5—6-7,11,14-15,17,19,21, WSTA-101-OY: 5 -63
29,32,36,40,43,45,47,50, WSTA-102-OY: 5—63 52-53,56-57 WSTA-104-OY: 5—65
WPRO-109-OY : 5—7,10-11,17,19,30,33, WSTA-105-OY: 5 - 6 * 36, 56,58 WSTA-106-OY: 5—«
WPRO-110-OY 5—8 X-RAY: 1—11,13,19 WPRO-111-OY 5—8-11,13 X-RAY DIFFRACTION: 1—1% 19 * WPRO-112-OY 5—10 X-RAY FLUORESCENCE: 1—tt WPRO-113-OY 5—15-17, 21, 33, 36, 40, 44- X-RAY FLUORESCENCE FOR WStTU MONITORING:
45, 47-48,50, 52-53, 56, 58, 1—tti 60 X-RAY FLUORESCENCE FORWSdU MONITORING OF
WPRO-114-OY 5—8,14,16,18-19,21,33, TOXKHEAVY METALS: 36,40,44-45,47,50,52-53 1-311
WPRO-115-OY 5—19,22 X-RAYS: \-*m WPRO-116-OY 5—17,20,22 XENON: 2-3,18,33,47,56 WPRO-117-OY 5—20 XRF: 1-«1 WPRO-200-OY : 5—30 ZINC: 2-^,10,22,37,52,58 WPRO-201-OY : 5—28,34,37-38, 41,46-48, Zn: TI-©
50,52,54,57,59,61-62 2-^,t0,"22,37, 52,58 WPRO-202-OY : 5—23,25,28,31,34,37,39, ZONE: 3-$ie>
42,44,46,49,51-52,55,59, ZONES: 3-^15 61-62 ZONING: 3 - i f 5
WPRO-204-OY : 5—26,38,42,49,51,61 WPRO-205-OY 5—23,25,37,41,48,51 WPRO-206-OY 5—23,26,34,41,48,50 WPRO-207-OY 5—23,26,28, 37-38,42,49,
51 5—23,26,38,48-49,51 WPRO-208-OY
5—23,26,28, 37-38,42,49, 51 5—23,26,38,48-49,51
WPRO-209-OY : 5—24,26,28, 45, 53 WPRO-210-OY 5—24,27,39,42,45,49,51,
54 5—24,27,29, 31, 35, 39,43-WPRO-211:
5—24,27,39,42,45,49,51, 54 5—24,27,29, 31, 35, 39,43-44, 46,49,53 5—55,57,60-62 5—4,6,12,14-15,18,20
WPRO-213-OY 5—5,10,13-14,16,18, 20, 31,40,43-44,49,51,53-54
WPRO-214-OY 5—32,35 WPRO-215-OY 5—19.21,29,32,35 WPRO-216-OY 5—45-46
5—16
September 1994

Page 18