Remote Handling Technology in Nuclear Industry - IMTMA
80
Partnered by: AUTOMOTIVE MANUFACTURING Plant Floor Control Network – An Ideal Platform HANNOVER MESSE Spearheading the Drive to Engineer Breakthroughs RENEWABLE ENERGY It‘s Getting Windy The official magazine of Indian Machine Tool Manufacturers‘ Association Print • Digital • Events • Services Volume 1 · No. 3 · May 2013 Remote Handling Technology in Nuclear Industry PAWEL DUZNIAK President - Europe, Walter AG ”Walter India has ambitious growth plans through market share gain and distribution base expansion during the next five years.”
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Remote Handling Technology in Nuclear Industry - IMTMA

Partnered by:
AUTOMOTIVE MANUFACTURING
Plant Floor Control Network – An Ideal Platform
HANNOVER MESSE
Spearheading the Drive to Engineer Breakthroughs
RENEWABLE ENERGY
It‘s Getting Windy
The official magazine of Indian Machine Tool Manufacturers‘ Association
Print • Digital • Events • Services Volume 1 · No. 3 · May 2013
Remote Handling Technology in Nuclear Industry
Pawel Duzniak
President - Europe, Walter AG
”Walter India has ambitious growth plans through market share gain and distribution base expansion during the next five years.”

If your phone is equipped with QR-code recognition software, you will be directed to our homepage.
All of the latest news available at: www.dmgmoriseiki.comDMG / MORI SEIKI India:No. 3/1, 3rd Main Road, K I A D B Peenya 1st StageBangalore 560 058, India, Tel.: +91-80-40896500, Fax: +91-80-41131285,[email protected], www.dmgmoriseiki.com
cooperation sustains innovation
monoBLOCK® 65 / 85 / 105 / 125 NEXT GENERATION
Work pieces starting from 600 kg up to
2,600 kg by 5-axis simultaneous machining
Highlights monoBLOCK® NEXT GENERATION
_ 5-axis machining of up to 1,000 kg on the DMU 65 monoBLOCK®
and up to 2,600 kg on the DMU 125 monoBLOCK® (3-axis up
to 1,800 – 3,000 kg)
_ Small footprint, Example: 7.9 m2 for the DMU 65 monoBLOCK®
_ SK50 / HSK-A100 available starting with the DMU 85 monoBLOCK®
_ 430 Nm of torque available with a 52 kW motor spindle
_ Unrestricted crane loading from above
_ The best accessibility, ergonomics, work area, control and a tool
magazine operated from the front
_ Stainless steel lining for the work area for greater durability and
value retention
_ Milling/turning technology and a pallet changer available as an
add-on feature
± 120°
For Service & Spareparts support
call our new Toll Free No. 1800 103 6467
Open House 2013 Bangalore
11th to 14th June, 2013
10:00 am to 5:00 pm
IN_TAGMA(June)_monoBlock_210x280_9May_Layout 1 5/10/13 4:29 PM Page 1


C OM PA NY IN DEX
4 MODERN MANUFACTURING INDIA - MAY 2013
AAce Micromatic . . . . . . . . . . . .74
Alfa Laval . . . . . . . . . . . . . . . . .71
Autodesk . . . . . . . . . . . . . . . . .21
BBARC . . . . . . . . . . . . . . . . . . . .22
Baumüller India . . . . . . . . . . . .75
BEL Valves . . . . . . . . . . . . . . . .51
Bharat Forge . . . . . . . . . . . . . .71
BITS Pilani . . . . . . . . . . . . . . . .54
Bosch Rexroth … . . . . . . . . . . .66
CCentral Electricity Agency . . . . . .40
CGTech India . . . . . . . . . . .18, 50
Chevalier . . . . . . . . . . . . . . . . . .65
Chmer . . . . . . . . . . . . . . . . . . . .65
CII . . . . . . . . . . . . . . . . . . .21, 70
Cisco . . . . . . . . . . . . . . . . . . . . .35
Cognex Sensors India . . . . . . . .74
DDACRAL . . . . . . . . . . . . . . . . . .32
DAE . . . . . . . . . . . . . . . . . . . . .25
DMG Mori Seiki . . . . . . . . . . . . .75
EEaton . . . . . . . . . . . . . . . . .19, 28
EFD Induction . . . . . . . . . . . . . .32
Elantas Beck India . . . . . . . . . . .70
FFanuc . . . . . . . . . . . . . . . . . . . .76
Frost & Sullivan . . . . . . . . . . . . .18
GGerman Electrical and Electronic Manufacturers’ Association . . . .66
German Trade Journal Industrieanzeiger . . . . . . . . . . . .66
Germany‘s Robotation Academy .66
Getriebebau NORD . . . . . . . . . .76
GKN Sinter Metals . . . . . . . . . . .71
Groz Engineering Tools . . . . . . .71
GSA Technology . . . . . . . . . . . .65
HHaas Automation . . . . . . . . . . .60
Haimer India . . . . . . . . . . . . . . .75
Hangsterfer’s Laboratories . . . . .43
Honda Siel Cars India . . . . . . . .16
Hypertherm (India) Thermal Cutting . . . . . . . . . . . .75
Iifm electronic GmbH . . . . . . . . .69
IFW . . . . . . . . . . . . . . . . . . . . . .20
IMTMA . . . . . . . . . . . . . . 6, 14, 18
INA - Drives & Mechatronics AG . . . . . . . . . . . .68
INA Bearings . . . . . . . . . . . . . 39
Independent Power Producers . .41
Ingersoll Rand India . . . . . . . . 71
IREDA . . . . . . . . . . . . . . . . . . . 41
JJaguar . . . . . . . . . . . . . . . . . . . .32
KKabelschlepp India . . . . . . . . . .74
Kennametal India . . . . . . . .16, 75
Keyence India . . . . . . . . . . . . . .75
Körber Schleifring . . . . . . . . . . .18
KUKA AG . . . . . . . . . . . . . .66, 76
LL&T Electrical & Automation . . .18
Laser Bearbeitungs Center . . . . .19
Longview Advisors . . . . . . . . . . .36
LuK India . . . . . . . . . . . . . . . . .39
MMachining Innovation Network .20
MAG India Industrial Automation System . . . . . . . . . .74
Mahindra Vehicle Manufacturers . . . . . . . . . . . . . .34
Mansarovar Forgings . . . . . . . . .71
Metrol Corporation India . . . . . .74
Micromatic Machine Tool . . . . . .74
Miven Mayfran Conveyors . . . . .6
NNational Engineering Company . . . . . . . . . . . . . . . . .77
National Instruments . . . . . . . . .77
North East Technologies . . . . . .20
NUM . . . . . . . . . . . . . . . . . . . . .20
PPremier . . . . . . . . . . . . . . . . . . .41
Productivity Elements . . . . . . . .77
PTG Heavy Industries . . . . . . . . .77
QQatar General Electricity and Water Corporation (KAHRAMAA) . . . .18
RRenishaw . . . . . . . . . . . . . . . . .19
Rockwell Automation . . . . . . . .36
SSandvik Asia . . . . . . . . . . . . . . .70
Sandvik Coromant . . . . . . . . . . .76
Sansera Engineering . . . . . .16, 62
Schaeffler AG . . . . . . . . 38, 66, 76
Schaeffler Industrial . . . . . . . . . .68
Schiess Tech GmbH . . . . . . . . . .77
Schunk Intec India . . . . . . . . . . .76
Seco Tools . . . . . . . . . . . . . . . . .74
Siemens . . . . . . . . . . . . . . .19, 74
Siemens PLM . . . . . . . . . . . . . .62
Stratasys . . . . . . . . . . . . . . . . . .58
TTaeguTec India . . . . . . . . . .18, 77
Tailift . . . . . . . . . . . . . . . . . . . .65
Tamco Switchgear . . . . . . . . . . .18
Taparia Tools . . . . . . . . . . . . . . .71
Techno Perfecto Engineering . . .71
The National Small Industries Corporation . . . . . . . . . . . . . . . .70
Thermax . . . . . . . . . . . . . . . . . .71
Thorlabs . . . . . . . . . . . . . . . . . .60
Tongtai . . . . . . . . . . . . . . . . . . .65
Toyota Kirloskar Auto Parts . . . .16
Tsubaki Kabelschlepp GmbH . . .74
UU I Lapp GmbH . . . . . . . . . . . . .69
VVDMA . . . . . . . . . . . . . . . . . . . .30
VDMA India . . . . . . . . . . . . . . 67
Vestas Turbines R&D . . . . . . . . .41
QWalter & Ewag . . . . . . . . . . . . .18
Walter AG . . . . . . . . . . . . . . . . .26
Wind Stream Technologies . . . . .41
WinWinD Power Energy . . . . . . .40
Wipro . . . . . . . . . . . . . . . . . . . .35
YYamazaki Mazak India . . . . . . . .76
YCM . . . . . . . . . . . . . . . . . . . . .65
ZZimmer&Kreim GmbH . . . . . . . .52
Company DirectoryCompanies that are mentioned editorially in this issue
SUBSCRIBE NOW!
Knowledge for YOU!
For any assistance an subscriptions, you can contact Ms. Kruti Bharadva at [email protected]
Advisory BoardMr. Jamshyd N. GodrejChairman and Managing Director Godrej & Boyce Manufacturing Company Limited
Mr. Vikram KirloskarVice Chairman Toyota Kirloskar Auto Parts Pvt Ltd
Mr. A. K. TanejaManaging Director & CEOShriram Pistons & Rings Ltd
Mr. Vikram Sirur President (IMTMA) Chairman Miven Mayfran Conveyors Pvt Ltd
Mr. L Krishnan Vice President (IMTMA) Managing Director TaeguTec India Private Limited
Mr. Shailesh ShethCorporate Strategy Advisor
Mr. Shrinivas G. ShirgurkarManaging Director Ace Designers Limited
Mr. C. P. RangacharManaging Director Yuken India Limited

FOREWORD
6 MODERN MANUFACTURING INDIA - MAY 2013
Indian Manufacturing Sector: Poised for the Next LeapThe beginning of the year 2013 had been slow for the manufacturing industry. As the automobile industry registered a moderate dip, the manufacturing industry, which was largely dependent on the automobile sector, also faced slow growth. However, as I see, the industry is on the path to recovery and it will revive soon. The reason for this is that the manufacturing industry is slowly and steadily focusing on other sectors as well for sustenance and continual growth.
Due to this paradigm shift, the industry is now focusing on the requirements of other emerging sectors such as aerospace, power, bio-medical engineering and defense. This major change of trend was quite evident at IMTEX 2013. At the event we discovered that our colleagues in the industry have developed new technologies serving the needs of these emerging sectors.
Adding to this, machine tool companies are also focusing more on technology up-gradation, design, skilled human resource and training to meet all the challenges. In this scenario, on one hand I see better prospects for the Indian machine tool industry in the global arena in the years to come while, on other hand, I also notice a challenge of shortage of skilled manpower that the industry has been facing for long time. This triggered our thoughts to develop the Technology Centre where the main mission is to improve the skills of the existing and emerging engineers in the industry. In this issue of the Modern Manufacturing India (MMI) we have provided an overview of our Technology Centre and its training initiatives.
Coming back to the machine tool industry, it is now poised for the next leap and in the future we expect to see major developments taking place here.
Vikram Sirur President, Indian Machine Tool Manufacturers‘ Association (IMTMA) and Chairman, Miven Mayfran Conveyors Pvt Ltd
Indian Machine Tool Manufacturer's Association
th

www.presstrade.comALL ABOUT FORGING
PT13_I_190x270_5_Maschinenmarkt_Indien.qxp:PT13_I_190x270_5_Maschinenmarkt_Indien 04.02.2013 16:35 Uhr Seite 1
ED ITOR IAL
8 MODERN MANUFACTURING INDIA - MAY 2013
Motivated to Raisethe Bar Consistently
Last week I was reading an embellished plate in an old acquaintance’s workstation, which said, “Evolve and win” and it transported me back to the production of the first issue of MMI. We chose the road less travelled to create a path for
ourselves. And lo and behold! The stupendous success of the MMI launch issue affirmed our belief that one has to walk and create his own trail. There is no ready-made path to reach the point of success and progress is the only way to evolve into better versions of ourselves.
With the second issue of MMI, we knew that this ongoing process is both challenging and comforting, while providing us with many
opportunities to learn and develop newer things. The flood of overwhelming responses from our esteemed readers for the last two MMI issues makes us realize that the learning process is indeed very rewarding and enriching. On one hand it certainly fills us with ecstasy
to receive such encouraging words from you – our readers; on the other, it provides us with great motivation to raise the bar consistently.
In this context, we bring to you varied technology topics in our third issue ranging from remote handling technology in nuclear sector, automotive manufacturing, titanium machining, manufacturing software, sheet metal forming, renewable energy and so on.
We are thankful to all of you for giving us the perfect opportunity to grow, learn and pave our way towards reaching our goal. We are glad to share some views by eminent industry experts and esteemed readers on the previous issues of MMI.
Do continue writing to us. It’s definitely a morale booster and gives us an assurance of being on the right path.
Soumi Mitra Editor Vogel Business Media India [email protected]
SM
READER’S RESPONSES
Dear Editor,
With its well written, informative stories and features, MMI is indeed a very welcome magazine for the industry. It was quite nice to see the interview of Dr Baldev Raj, President of INAE, in the last issue, wherein he emphasized the importance of quality.
I am sure the magazine will go a long way in achieving the objectives for which it has been launched, and I wish the MMI team success in the same.
Editor-in-Chief, International Journal of Performability Engineering (IJPE), Prof Krishna B Misra
Dear Editor,
Congratulations to your team for bringing up yet another beautiful issue of MMI filled with knowledge, interesting interviews and thought provoking articles. It succeeds in serving as a platform for industries, academia and research to share the latest technologies available today. No
manufacturing sector can miss reading this great magazine and grow further!
I wish the team the very best for all future issues.
Head in-charge - Department of Robotics & Automation Engg, PSG College of Technology, Dr B Vinod
Dear Editor,
Not only is MMI a very interesting, well presented magazine, it also carries a wide range of content from all areas, both national and international, of the industry. I have enjoyed reading the diverse content and strongly believe that the magazine has contributed in filling the niches and missing domains of India’s growth story.
Senior Vice President - Technology Development, Brakes India Ltd, R Srinivasan
Dear Editor,
I recently came across a copy of MMI and found the magazine to be enriched with quality technical content. Being an Aeronautical engineer I would like to convey that the story written on Composites in Aerospace was one of the best pieces I have come across. It covered all the
aspects of manufacturing, right from material selection to designing, virtual testing to tooling challenges and post manufacturing challenges. It connected the links involved in aerospace manufacturing very well. I would definitely like to see more such articles on specific technologies and niche topics.
Engineer, Larsen & Toubro Ltd, Sanmoy Ghosh
Prof Krishna B Misra
“We chose the road less travelled to create a path for ourselves.“
Dr B Vinod
R Srinivasan
Sanmoy Ghosh


10 MODERN MANUFACTURING INDIA - MAY 2013
MARKET ANALYSIS
30 New Technologies: Creating a Pathway for Growth
A forecast from VDMA, which suggests that the German engineering industry is expected to show an upward trend this year
AUTOMOTIVE MANUFACTURING
32 Getting More Out of Induction Heating Case studies from EFD Induction show how to extract more from induction heating technology
34 PFCN – An Ideal Platform for Automotive Manufacturing
Know more about the network that helps to connect the plant and corporate office in a better way
INNOVATION RE-DEFINED
38 Designing Future Mobility Options for the Indian Market
An feature on the innovative electronic clutch management system
RENEWABLE ENERGY
40 It’s Getting Windy: Wind Energy Gains Importance in India
An insight on wind energy and wind turbine manufacturing sectors
TITANIUM MACHINING
43 Considerations for Machining Exotics
Get to know about the right approaches towards machining exotics
SUSTAINABILITY
46 Sustainability Boosts Innovation in Technology and Organization
Learn about bringing sustainability in all aspects of production
MANUFACTURING SOFTWARE
50 Creating the Perfect Tool Path Know more about a simulation software
program that can mirror actual CNC machine environment thus ensuring safe, accurate and efficient production
▶MARKET ANALYSIS: High technology machinery on display at Hannover Messe 2013 30
CONTENT | MMI - 3 . MAY 2013
FOREWARD
6 Message from President, IMTMA, Vikram Sirur
ECO-BUzz
18 An update on the latest happenings in the manufacturing space
MAIN FEATURE
22 Remote Handling Technology in Nuclear Industry
An interesting feature on how nuclear fuels are handled remotely and safely
THE BIG INTERVIEW
26 “Present day manufacturing companies need to offer optimized solutions…” A one-on-one with President - Europe, Walter AG, Pawel Duzniak
FACILITY VISIT
28 Transmissions for Demanding Indian Applications
Get to know how Eaton’s Vehicle Group comes up with transmission technology
▶ THE BIG INTERVIEW: “Present day manufacturing companies need to offer optimized solutions...” 26
▶ FACILITY VISIT: Eaton‘s Ranjangaon transmission plant 28
Mastercam, the worldwide standard in CAM software gives you the ultimate toolkit for fast, effi cient machining done the right way. Your way. Call or click today to see what Mastercam can do for you.
Watch Mastercam circle the globe at www.tinyurl.com/mcglobe.
671 Old Post Rd. Tolland, CT USA • 1-800-228-2877
www.mastercam.com
• The world’s largest and furthest reaching community and support network of users and Resellers.
• Leader in PC-based CAM for close to 30 years.
• The ability to solve any of your machining problems.
Scan this code to fi nd your local Mastercam Reseller!

12 MODERN MANUFACTURING INDIA - MAY 2013
EDM
52 A New Strategy for EDM Machines Learn about a new technology that can
help EDM machines reduce wear on graphite electrodes
SHEET METAL
54 Enhancements in Forming Techniques
Read about ongoing research techniques that ensure higher productivity for sheet metal forming
MOLDING
58 Two Processes for Building Blow-molding Test Tools
Find out the steps needed to use new blow-molding technologies
CHANGING PALLETS
60 Improving Efficiency Through Standardization
Know more about how standardization helps machine shops to improve efficiency
CAD/CAM
62 Overcoming Product Development Challenges with a New Approach
A user story on how a right CAD/CAM system helps a forging company to reduce product development time considerably
EVENT REPORT
64 Taiwan Eyes US Market for its Advancing Technology
A report on Taipei International Machine Tool Show, a biennial machine tool exhibition that took place in March 2013
66 Spearheading the Drive to Engineer Breakthroughs
An extensive report on Hannover Messe 2013, which was held in April 2013 at Hannover, Germany
70 Maximizing Opportunities A report on Tools+Hardware India
held at Pune
REGULAR
04 COMPANY INDEx
08 EDITORIAL
10 CONTENT
14 FROM IMTMA‘S DESK
72 EVENT CALENDAR
74 INNOVATION & SOLUTIONS
78 IMPRINT
▶ RENEWABLE ENERGY: Today, India is known as an emerging hub for manufacturing wind turbines 40
▶AUTOMOTIVE MANUFACTURING: Jaguar has been using EFD technology for over a decade, especially for larger items like aluminum hoods 32
▶ EVENT REPORT: Opening Ceremony of Hannover Messe 2013 66
▶ TITANIUM MACHINING: Selection of the right cutting oil or coolant can turn to be a cost-effective option 43
CONTENT | MMI - 3 . MAY 2013

From ImTmA’s D esk
14 MODERN MANUFACTURING INDIA - MAY 2013
Pow
ered
by
Indian Machine Tool Manufacturers‘ Association
The Indian manufacturing sector has constantly faced challenges in matching the right manpower to the right job. Fresh engineers experience vast differences on the actual work floor from what they studied, which in turn affects productivity. Indian Machine Tool manufacturers’ Association (IMTMA) provides a solution to this problem in form of its Technology Centre.
level. The Indian manufacturing sector faces significant challenges in attracting quality manpower that is ‘rightly’ skilled, prior to entering the workforce. In addition, continuous skill development efforts are required for the work force, throughout their careers, as processes and technologies evolve.
Alternatively, many manufacturing studies have indicated a direct correlation between workforce engagement and productivity. For most Indian companies, the level of engagement and alignment with corporate vision, amongst their union work force and labor is extremely low, when compared to their global peers.
Unarguably, the manufacturing sector plays one of the most important roles for industrial activities in India. The impact of growth of machine tool industry is directly attributed to the growth of manufacturing industries such as automobile, defense, power, railways, aerospace and many others. The manufacturing sector is second only to agriculture as an employment generator.
IMTMA, constantly working to support the manufacturing industry, has developed a Technology Centre at its own facility, Bangalore International Exhibition Centre (BIEC). The technology centre is set up with the following objectives:
Making Engineers Ready for Industry
In most of the global people productivity surveys, the Indian manufacturing sector lags behind developed nations such as US,
Japan and also a developing nation like China. Earlier, many explained this as differences in technology, level of automation, etc. However, reports now suggest that such differences are rapidly shrinking but they fail to fully explain the significant gap in productivity that still exists.
Skill gap is the most critical factor that explains people productivity at the bottom
IMTMA Technology Centre
Sour
ce: I
MTM
A
Source: IMTMA

F ro m ImT mA’s Desk
MODERN MANUFACTURING INDIA - MAY 2013 15
▶ To provide state-of-the-art technical inputs to machine tool builders and CNC users across the country
▶ To provide effective training to CNC users on optimum usage, productivity improvement and maintenance of the machinery
▶ To develop skilled manufacturing engineers by providing hands on training in CNC machinery and CAD/CAM systemsThe centre has conducted various
training courses for machine tool and manufacturing technology users. The courses provide both theoretical and practical knowledge for the respective fields in the manufacturing industry and are conducted by specialized industry experts along with audio-visual presentations, shop floor training and plant visits. Furthermore, IMTMA plans to impart 6,000 man days of training on 80 wide ranging topics during 2013-14.
Infrastructure
The centre has been set up through the close cooperation of various manufacturers, both Indian and foreign. To support various training programs and other such activities, the modern and state-of-the-art centre is
equipped with CNC machines, control systems, tooling and tool setting equipment and a host of peripherals of international manufacture. The entire facility, including classrooms, is equipped with a networked, computer based learning system, which
enables learning using the latest techniques. It also has a simulated manufacturing unit with ERP software to deliver training programs on modern digital factory. Other areas of operation are: The Productivity and Design Institutes.
Finishing school classroom section
Sour
ce: I
MTM
A

From ImTmA’s D esk
16 MODERN MANUFACTURING INDIA - MAY 2013
Productivity instituteIMTMA conducts several training programs on various technical subjects and organizes major events like the Productivity Summit, International Metal Cutting and Metal Forming seminars. The association also has a track record of imparting training to more than 1,500 companies in the last five years. As per industry needs, these training programs are spread across a broad spectrum of topics which are covered under the major heads such as: Productivity, Quality, Metal forming, Maintenance, Automation, New technologies in manufacturing
design institute
The rapid growth of the Indian machine tool industry and the increasing sophistication of the new generation of machine tools, created the need for a new breed of machine tool designers. To meet the industry’s need for trained engineers in the specialized field and to create a talented pool that can be tapped, the IMTMA Technology Center, is giving shape to its Design Institute.
The institute has been conceived as a hi-tech training center for machine tool designers. It focuses on providing intensive training in all aspects of machine tool design, for engineers from the industry as well as for college graduates. It is equipped with advanced design infrastructure and enables participants to strengthen their design skills. The latest design practices are imbibed by the participants who have the opportunity to independently utilize high powered CAD workstations and widely used design and analysis software.
The course covers the wide domain of CNC machine tool design and hence enables participants to acquire a high level of competence. This equips them to start a career in machine tool/machinery, design, maintenance, marketing and related fields.
Finishing school
The biggest challenge that the Indian educational system faces today is employability. One of the major reasons why engineers, even from reputed institutes, are not easily employed is their lack of hands-on skills. CNC machines have become the order of the day in most manufacturing industries. There is a need for systematic training with the right blend of theory and hands-on practice including CNC programming, CAD/CAM etc. Usually, university trained engineers lack the ‘feel’ of how things are made and how they fit together. They lack shop floor experience which hinders their ability to effectively use CNC machines. A
practical oriented training methodology coupled with practice on CNC machines help engineers to gain a set of skills to work on the shop floor.
To make fresh mechanical engineers ‘industry employable’ and mold them as per the company requirements, IMTMA organizes the ‘Finishing School in Production Engineering.’ In this course, fresh graduates in mechanical engineering and allied streams are given hands-on experience on CNC turning and machining centers and measuring equipment. IMTMA also organizes industry visits to enhance their knowledge further.
This program has been well received by the industry too. It acts as a cost effective option for the companies to train their fresh recruits and ensure their engineers come well prepared before taking over their job responsibilities. So far, IMTMA has conducted 10 programs since 2010.
Training methodology: ▶ Training in a modern digital factory ▶ Classroom sessions ▶ Measurement practices on CMM and other instruments
▶ Simulation using SINUTRAIN systems ▶ Hands-on training sessions on CNC turning centers and CNC vertical machining centers
▶ Hands-on sessions in CAD/CAM programming systems
▶ Real time machining of components on CNC machines
▶ Industry visits and project work
Participant’s feedback
Participants who have taken the finishing
school course have benefited from the same. Ipsita Das from Kennametal India Ltd says, “It is a very interactive course which offers conceptual exposure. Faculty members are also very helpful.”
Nakul A Raichura, Sensara Engineering Pvt Ltd mentioned, “We were provided with excellent training. The course is exceptionally good for beginners.”
Abhishek S Javali from GET, Purchase HSCI said. “I am proud that I have been placed at Honda Siel Cars India (GR Noida) as a Graduate Engineer Trainee in the Purchase Department and all the credit goes to this course that IMTMA offers.”
what do employers say?
Not only participants but employers also are happy with the course, as their employees are now more productive.
“This course lays a strong foundation for the young engineers as the training is based on a ‘Learn by doing,’ method. It will increase the confidence and employability of the fresh engineers to take up challenging jobs in the manufacturing industries,” Senior Vice President - HR, Toyota Kirloskar Auto Parts Pvt Ltd, T R Parasuraman, said.
“This course is a good interface between educational institutions and manufacturing industries. It helps engineering students to understand various aspects of machining practically, thereby helping the industry in employing engineers who could be useful from day one of joining,” stated Joint Managing Director, Sansera Engineering Pvt Ltd, F R Singhvi.
digital factory
The technology centre is also equipped with modern facilities networked with ERP software for demonstration and training on the complete work flow implemented for ‘discrete manufacturing units’ like machine tool manufacturers, tool rooms, job shops, etc.
It has a simulated manufacturing enterprise comprising all the functional departments from design to dispatch. An ERP software links all functional departments exactly as in a real manufacturing environment. During the training program on the digital factory, the flow of information between the various departments and the control of the manufacturing activity is demonstrated in live mode. Participants are taken through the ERP operation step by step, to demonstrate how it would operate in a factory environment.
The program demonstrates the advantages, increased efficiency, faster through put, optimum utilization of resources and overall management control of the factory. MMI
Finishing school hands on training section with CNC machines
Sour
ce: I
MTM
A


ECO-BUZZ
18 MODERN MANUFACTURING INDIA - MAY 2013
CGTech Forms Alliance with IMTMA
Bengaluru – CGTech India, developer of the world’s leading CNC simulation software - VERICUT, signed a technology partnership agreement with Indian Machine Tool Manufacturers’ Association (IMTMA). As per the agreement, the company will provide its simulation software for training purposes.
IMTMA’s state-of-the-art technology center regularly conducts training programs and seminars for industry professionals and fresh
Sour
ce: C
GTe
ch
F&S Encourages Sustainability through GMEA
L&T Subsidiary Wins $85 Million Qatar Contract
Mumbai – Frost & Sullivan (F&S) recently concluded its 4th edition of the ‘Green Manufacturing Excellence Summit and Awards’ (GMEA). Its mission through the GMEA is to assist organizations in their sustainability journey and motivate those who have inched ahead of others, by recognizing their efforts.
The summit was a forum for deliberations and sharing of thought and experiences by industry stalwarts who have been pioneers in the field of sustainability. The main focus was on the tactical aspects related to sustainability as well as the mechanism for implementing
Mumbai – Tamco Switchgear, a Larsen & Toubro (L&T) subsidiary, has bagged a $85 million contract from Qatar General Electricity and Water Corporation (KAHRAMAA) - the sole distributor of water and electricity in Qatar.
Tamco will manufacture and supply 11 kV vacuum circuit breakers over a two-year period to distribution stations across Qatar, the company said in a statement.
“We have had split orders for many projects in Qatar in the past. This complete order has come as a testimonial of customers’ confidence in our medium voltage capability to meet the demands of large-scale
green strategies. Commendable work being done by companies in various facets that take the ‘green’ and ‘sustainable’ mission forward, like biodiversity, energy management, water management, logistics amongst others were brought to the fore with a clear focus on business benefits. The summit also highlighted a few innovative technologies in the renewable energy sector.
projects,” said Chairman, Tamco Switchgear and Senior Vice President & Head, L&T Electrical & Automation, SC Bhargava.
The company has supplied switchgear panels to many projects and national assets in Qatar including Lusail utility tunnels, Lekhwiya sports stadium, Khalifa stadium, Khalifa sports city ASEAN Games Village, Qatar Foundation and Doha West sewage water treatment plant, etc.
Sour
ce: K
örbe
r Sc
hlei
frin
g
Körber Schleifring Opens New Facility
Frost & Sullivan GMEA 2013
Tamco Switchgears
Bengaluru – Körber Schleifring has opened its new office and technology center in Bengaluru, to support its customers and the manufacturing industry in a stronger way. This comes in accordance with their plans to further invest in the growing Indian market.
The Chief Guest was Managing Director, TaeguTec India Pvt Ltd, L Krishnan. Consul General of Switzerland, Rolf Frei was the Guest of Honour for the event. The inaugural function was followed by continuous live demonstration of grinding of critical and precision components on the cylindrical
grinding machine of Fritz Studer and special tools on the tool and cutter grinding machines of Walter & Ewag.
In addition to the already existing activities of sales and service, the Schleifring group in India is now in a position to extend additional services of training and application support on the machines commissioned in their technology center.
Managing Director, Taegu Tec India Pvt Ltd, L Krishnan and Consul General of Switzerland, Rolf Frei, inaugurate the new facility surrounded by dignitaries
A class held at the IMTMA Technology Center
graduates. These trainings aim to educate and hone the skills of professionals with the latest techniques adopted by the industry.
The inclusion of VERICUT will boost IMTMA’s technology drive to identify and adopt newer technologies and initiatives throughout the industry. Professionals and graduates will get hands-on training in using VERICUT, which will be included in 5-axis and multi-axis machining curriculums.
Sour
ce: F
&S
Sour
ce: L
&T

ECO-BUZZ
MODERN MANUFACTURING INDIA - MAY 2013 19
New Delhi – Siemens Industry Sector recently unveiled it’s ‘Siemens Productivity Tour’, a nation-wide, multi-city mobile road show, aimed at empowering small and medium manufacturing enterprises across India with innovative technologies and solutions to improve its productivity and efficiency. The show which begain on April 22, 2013 will cover 204 locations in 86 cities across India. It’s targeted primarily at the automotive, medical, aerospace, power, F&B, packaging, textile, printing and pharmaceutical industries. Through this ‘Productivity tour’, Siemens aims to raise awareness among the SMEs about the definite competitive advantage that can be gained by adopting innovative technologies and solutions.
According to FICCI, the Indian manufacturing segment
houses over 26 million MSME units that employ around 59 million people. However, the Indian MSME sector contributes only 8 per cent to the GDP, as compared to that of China, where the contribution is almost 60 per cent of the GDP. Despite its enormous size, the sector is yet to realize its true potential. One of the reasons is the lack of technology penetration beyond industrial hubs in and around large cities. As the economy is going through testing times, it is becoming increasingly difficult to sustain the high growth rates without embracing cutting edge technology that can optimize energy efficiency and productivity.
Commenting on this launch, Executive Vice President and Sector Cluster Lead - Industry Sector, Siemens South Asia, Bhaskar Mandal, said, “It is imperative for manufacturers,
Unveiling of the ‘Siemens Productivity Tour’ trailer
Sour
ce: S
iem
ens
Siemens Empowers SMEs with Technology Solutions
Eaton Hosts Technology Day
Chennai – A Machinery Technology Day was hosted in Coimbatore by the diversified industrial manufacturer Eaton to highlight how its innovative offerings can help machine builders and original equipment
manufacturers (OEMs) save costs and energy, cut time to market, and increase reliability. This is in line with the company’s strategic initiative to reach out to customers and end-users and enable effective market interactions across major regions and key customer segments.
Speaking at the Technology Day, Managing Director – India, Eaton, Nitin Chalke said, “The manufacturing industry in India has taken significant strides and the OEMs today have evolved into specialized manufacturers of machinery for varied industries. Our innovative technologies from lean connectivity to lean automation, and lean power, will help machine builders to significantly reduce total cost to design, and reduce total cost of ownership for end users.”
Managing Director – India, Eaton, Nitin Chalke
Sour
ce: E
aton
Renishaw Acquires LBC GmbHGermany – The business assets of Laser Bearbeitungs Center (LBC) GmbH, Kornwestheim, Germany, have been purchased by Renishaw’s German subsidiary. The deal will create a new business, LBC Engineering, and will continue to offer services to its existing customers. The new business will be fully integrated within Renishaw GmbH at its offices in Pliezhausen.
Already a leader in the supply of laser melting systems, the deal will also allow Renishaw to offer additional additive manufacturing services, including design and simulation, and the contract manufacture of metal prototypes and production parts.
Managing Director, Renishaw GmbH, Rainer Lotz said, “Through this acquisition the we have gained excellent additional skills and experience, which will allow us to further develop our additive manufacturing business for a wide range of applications. The customers for our laser melting machines will benefit from this additional expertise, allowing them to quickly integrate this exciting new technology, into their everyday processes.”
especially in the SME sector, to adopt the latest technologies that enable them to improve productivity, enhance flexibility, optimize costs and increase profit margins. Proven technologies from Siemens can help these industries accelerate their growth and thus gain a competitive edge globally.”
This road show will showcase how industrial processes can be optimized to achieve flexible,
future ready, and highly productive integrated systems. Using videos and live technical demos, the road show will also demonstrate transparent energy flows and energy-saving potential using Siemens electric drive systems, motors and automation technologies. Furthermore, products ranging from VFD, servo motors, motion controllers, etc. will be on display inside the trailer.
Simulation of conformal cooling channels
Sour
ce: R
enis
haw

ECO-BUZZ
20 MODERN MANUFACTURING INDIA - MAY 2013
Boosting Manufacturing Growth
CNC Retrofit Enlivens Hob Sharpeners
New Delhi – Minister of State in the Ministry of Commerce and Industry, Dr D Purandeswari stated that the government is implementing various schemes and programs to ensure the manufacturing growth of various sectors in the country. As per the United Nation Industrial Development Organization (UNIDO), average annual real growth rate of manufacturing during 2005-10 in India has been 9.11 per cent. Measures taken recently to accelerate the growth include announcement of the National Manufacturing Policy (NMP), 2011, which aims to increase the GDP to 25 per cent and create 10 crore additional jobs over a decade. The setting up of National Investment and Manufacturing Zones (NIMZs), benchmarked to the best manufacturing hubs in the world
Schweiz, Switzerland – In collaboration with NUM, machine tool rebuilder North East Technologies Inc has developed a CNC retrofit package. The newly launched package brings performance of early generation hob sharpening equipment up to modern-day standards. The system doubles accuracy and can increase the productivity of machines such as Klingelnberg SNC 30 hob sharpeners. By extending the life of hob sharpening machines and enhancing their performance significantly, the retrofit provides gear manufacturers and tool service companies with a highly cost-effective alternative to purchasing new equipment.
According to the President, North East Technologies, Harry Salverston, “NUMgear, NUM’s gear hobbing solution, provided
have also been announced along the Delhi Mumbai Industrial Corridor (DMIC) and in other states of the country.
Incentives are also being given to assist industries in difficult areas through the plan schemes of the Transport Subsidy, North-East Industrial & Investment Promotion Policy, 2007, and specific programs like industrial infrastructure upgradation scheme, etc.
much of the functionality we needed for our hob resharper retrofit at the outset, making it an ideal platform. And NUM‘s willingness to partner with us to develop application-specific features such as a custom HMI and special machine code – confirmed this choice. NUM effectively acted as an extension to our engineering resources to help speed development.”
Streamlining the Aerospace Sector at EMOGermany – The Institute of Production Engineering and Machine Tools (IFW) at the Leibniz Universität Hannover, Germany, is once again joining forces with the Machining Innovation Network to host an international event called ‘New Manufacturing Technologies in the Aerospace Industry’, under the aegis of the EMO Hannover. International experts from the industrial sector and the academic community will from 18-19 September 2013, discuss on the exhibition grounds, how the stringent requirements of the aerospace industry can be met even more effectively with new machinery concepts, automation solutions and the use of the CAD-CAM chain.
The aviation conference at
the event is themed around the challenges and solutions involved in this sector. In four thematic categories, ongoing trends will be addressed in the relevant production and machine technologies, and on planning and organization. Additionally, the first time, academic presentations will complement these three areas in a dedicated session.
Talking about the advantage of having such a platform, Director, IFW, & Member, Executive Committee, Machining Innovation Network, Professor Berend Denkena, averred, “Direct networking between the production technology offered and ideas from the research community and the aviation sector shows where the challenges are and what areas are in need of intensive work.”
Chairperson, Machining Innovation Network, & Plant Manager, Premium Aerotec, Nordenham, Germany, Cord Siefken said, “The aerospace
industry is one of Europe’s most successful sectors, but also one of the most demanding,” referring to the need for more efficient production.
Director, IFW, & Member, Executive Committee, Machining Innovation Network, Professor Berend Denkena
An advanced CNC retrofit package based on NUM technology doubles the accuracy of Klingelnberg SNC 30 hob sharpeners
Chairperson, Machining Innovation Network & Plant Manager, Premium Aerotec, Cord Siefken
Sour
ce: V
DW
Sour
ce: V
DW
Sour
ce: N
UM

ECO-BUZZ
MODERN MANUFACTURING INDIA - MAY 2013 21
Government to Subsidy Investment
Aid for MSMEs to Compete on International Scale
New Delhi – Minister of State for Finance, Namo Narain Meena, stated that the government proposes to provide 15 per cent concession on investment of more than ₹100 crore on projects and automation in the manufacturing sector of the country from April 1, 2013 to March 31, 2015.
To promote substantial investment in plant or machinery, the finance bill, 2013 proposes to insert a new section 32AC in the Income Tax Act. A company is eligible if it is engaged in the business of manufacturing an article or thing and invests the minimum required amount. The assessment will be made on year to year basis, for instance, a deduction of 15 per cent of aggregate amount of actual cost of new assets acquired and installed during the financial year 2013–14, will be assessed in 2014–2015. And if cost of assets acquired are over ₹100 crore, the actual spend made in 2014–2015 ending March 31, 2015, will be assessed in 2015–2016.
New Delhi – MSMEs are complementary to large industries as ancillary units and contribute enormously to the socio-economic development of the country. Recognizing the value that MSMEs add to the manufacturing industry, the Ministry of Micro, Small & Medium Enterprises plans to enhance the entire value chain of the MSME sector through
various schemes. Through the National Manufacturing Competitiveness Program (NMCP), the government aims to develop global competitiveness among Indian MSMEs. An amount of ₹500 crore as the government’s contribution had been allocated for NMCP during the XIth Plan.
These schemes will help the MSMEs with lean manufacturing competitiveness, promotion of information & communication tools (ICT), up gradation of technology and quality, marketing assistance, setting up of tool rooms under PPP mode, intellectual property rights, entrepreneurial and managerial development, adoption of bar coding, etc. Additionally, the government will also subsidize airfare and space rental for companies wishing to participate in international fairs.
Autodesk Launches New Software SuitesPune – Autodesk Inc recently launched Autodesk 2014 Design Suites useful for various industries. Two of these are specifically for manufacturers, namely the Autodesk product Design Suite and Autodesk Factory Design Suite.
“Today’s manufacturers face completely different challenges and influences than a decade or even five years ago. R&D is tasked with both cutting budgets while simultaneously turning out more innovative products and delivering them faster. Autodesk 2014 Design Suites provide manufacturers with affordable access to the best tools for the task at hand,” said Head, Manufacturing Solutions, Autodesk India & SAARC, Rajiv Bajaj.
The Premium edition of the Product Design Suite 2014 includes Inventor Professional software, Navisworks Manage, and Product Design Suite that provides mechanical and electrical engineers with complete digital prototyping, project management capabilities, etc.
Head, Manufacturing Solutions, Autodesk India & SAARC, Rajiv Bajaj
Sour
ce: A
utod
esk
Inc
CII’s statement on IIP DataMumbai – Commenting on the recently released IIP Data, Director General, CII, Chandrajit Banerjee, said, “A 2.5 per cent growth over a negative base of -2.8 per cent in March last year indicates that a robust and broad based growth is elusive for the sector. What is creating concern is the growth of the mining sector which continues to be in the negative terrain. Similarly, the negative growth of consumer durables indicates subdued demand conditions reinforcing our view that the sector continues to be stymied by the high interest rates prevailing in the economy.”
Investment revival measures require utmost priority. Even though the capital goods production sector has shown some growth, its sustainability is uncertain. The intermediates continue to be in the red. The CII looks forward to an accommodative monetary policy regime to spur investment and hopes that the RBI would reduce repo rates and CRR to ensure effective transmission of the monetary policy.
% growth over corresponding period
of previous year
Mar-13
Feb-13
Jan-13
Dec-12
Nov-12
Oct-12
Mar-12
Apr-Mar 2012-13
Apr-Mar 2011-12
IIP 2.5 0.5 2.4 -0.6 -1.0 8.3 -2.8 1.0 2.9 Manufacturing 3.2 1.9 2.5 -0.8 -0.8 9.8 -3.6 1.2 3.0 Mining -2.9 -7.6 -2.2 -3.1 -5.5 0.0 -1.1 -2.5 -1.9 Electricity 3.5 -3.2 6.4 5.2 2.4 5.5 2.7 4.0 8.2 Capital Goods 6.9 8.7 -1.7 -1.1 -8.5 7.5 -20.1 -6.3 -4.0 Basic Goods 2.6 -1.8 3.2 2.2 1.1 4.1 1.1 2.3 5.5 Intermediate Goods -0.2 -1 2.5 -0.2 -1.4 9.3 0.0 1.2 -0.6 Consumer Goods 1.6 0.4 2.8 -3.6 -0.3 13.7 1.1 2.4 4.4
IIP Growth
Sour
ce: C
II
22 MODERN MANUFACTURING INDIA - MAY 2013
MAIN FEATURE
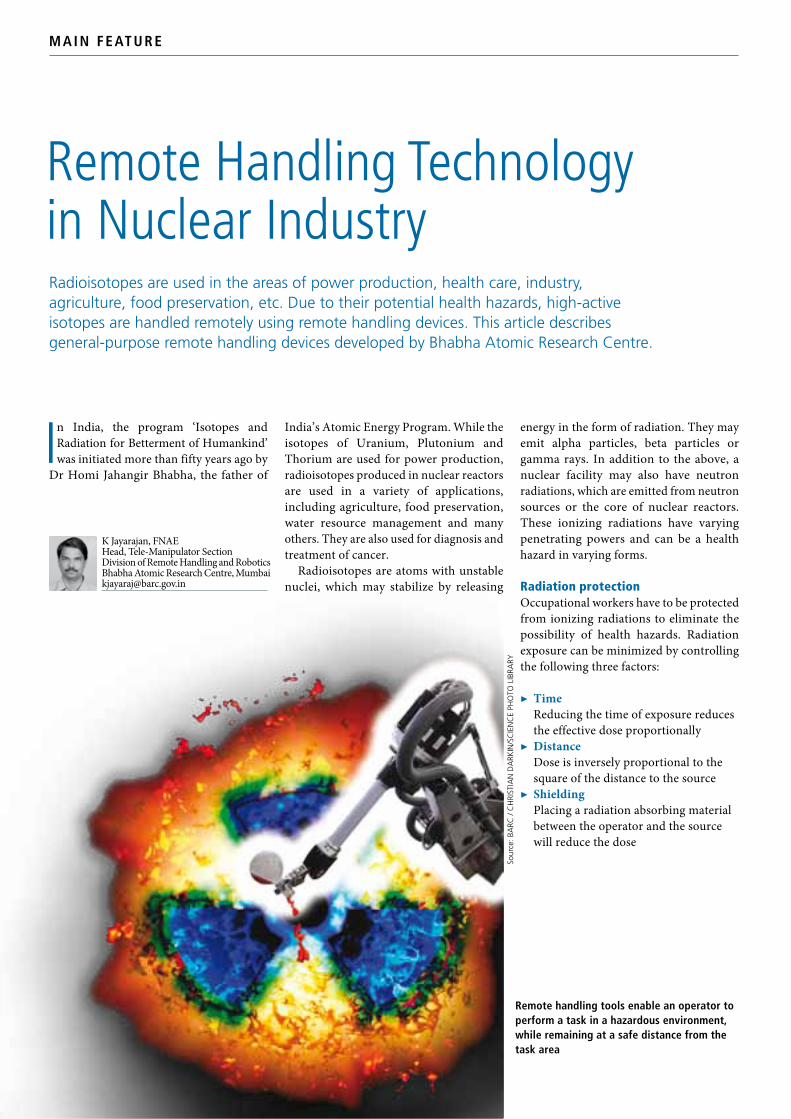
Radioisotopes are used in the areas of power production, health care, industry, agriculture, food preservation, etc. Due to their potential health hazards, high-active isotopes are handled remotely using remote handling devices. This article describes general-purpose remote handling devices developed by Bhabha Atomic Research Centre.
Remote Handling Technology in Nuclear Industry
In India, the program ‘Isotopes and Radiation for Betterment of Humankind’ was initiated more than fifty years ago by
Dr Homi Jahangir Bhabha, the father of
energy in the form of radiation. They may emit alpha particles, beta particles or gamma rays. In addition to the above, a nuclear facility may also have neutron radiations, which are emitted from neutron sources or the core of nuclear reactors. These ionizing radiations have varying penetrating powers and can be a health hazard in varying forms.
Radiation protectionOccupational workers have to be protected from ionizing radiations to eliminate the possibility of health hazards. Radiation exposure can be minimized by controlling the following three factors:
▶ Time Reducing the time of exposure reduces the effective dose proportionally
▶ Distance Dose is inversely proportional to the square of the distance to the source
▶ Shielding Placing a radiation absorbing material between the operator and the source will reduce the dose
K Jayarajan, FNAEHead, Tele-Manipulator SectionDivision of Remote Handling and RoboticsBhabha Atomic Research Centre, [email protected]
Remote handling tools enable an operator to perform a task in a hazardous environment, while remaining at a safe distance from the task area
Sour
ce: B
ARC
/ C
HRI
STIA
N D
ARK
IN/S
CIE
NC
E PH
OTO
LIB
RARY
India’s Atomic Energy Program. While the isotopes of Uranium, Plutonium and Thorium are used for power production, radioisotopes produced in nuclear reactors are used in a variety of applications, including agriculture, food preservation, water resource management and many others. They are also used for diagnosis and treatment of cancer.
Radioisotopes are atoms with unstable nuclei, which may stabilize by releasing

MODERN MANUFACTURING INDIA - MAY 2013 23
MAIN FEATURE
In India, the dose limits for occupational worker and public are governed by the regulations of Atomic Energy Regulatory Board (AERB). In addition to the regulatory requirements, the As Low As Reasonably Achievable (ALARA) principle is followed in designing and operating radiation facilities for further reducing the dose.
Radioisotope handling
High-active isotopes are handled in nuclear facilities for power production, fuel reprocessing, nuclear waste management, post irradiation examination, radioisotope production, decommissioning, etc. Alpha-emitting isotopes are handled in sealed containers, called glove boxes, whereas gamma-emitting isotopes are handled in heavily shielded rooms, called hot cells. To prevent leakage of contamination, the outgoing air is filtered using high-efficiency particulate air (HEPA) filters. Also, the air pressure in the cell is maintained below that of outside air. Usually, radiation shielding windows (RSWs) are provided on the shielded cell walls to get the view of cell interior. RSWs shield gamma rays, but allow visible light to pass through. As the entry of human operator is restricted in hot cells, objects in these cells can only be handled using remote handling devices.
Remote handling tools
Remote handling tools enable an operator to perform a task in a hazardous environment, while remaining at a safe distance from the task area. A good remote handling device should be capable
of quickly performing the job at a distance or behind a shielding. Remote handling strategy depends on the risk, complexity and the frequency of operation of the task. Automation can be adopted for repetitive tasks in a structured area. However, unstructured tasks require dexterous human intervention in real-time.
Designing a device for radioactive environments has many challenges. Many common materials and most of the conventional electric and electronic components have a short life in high
radiation. The device has to be designed for remote maintenance and should be capable of withdrawing from the remote area, if necessary. The components should not get damaged, when they are washed with water or mild acids for decontamination.
Bhabha Atomic Research Centre (BARC) has developed many types of multi-purpose remote handling devices, including Remote handling tongs, Mechanical master slave manipulators, Servo manipulators, Power manipulators and Autonomous vehicles. A few of them are described here.
Master slave manipulators
Master slave manipulators (MSMs) are the most widely used remote handling tools in the nuclear industry. They can reproduce the natural motions of human in 1:1 ratio, on a gripper located in the remote hot cell. In master slave manipulation, the human being is within the process; his manipulative, sensory and decision-making capabilities are extended to the remote site.
The tool has two arms, a master arm in the operating area and a slave arm in the remote site. The master arm has a handgrip and the slave arm has a gripper at their free ends. When the operator holds the master handgrip and moves it along the desired path, the slave gripper reproduces the motion in the remote hot cell. The force and torque applied by the operator also gets reproduced on the slave gripper. The operator can get visual feedback of the hot cell, through the RSW (viewing window) or CCTV cameras.
Sour
ce: B
habh
a A
tom
ic R
esea
rch
Cen
tre Remote handling experience in
nuclear industry has been useful elsewhere also. At the Ordnance Factory Khamaria, Jabalpur, about 300 ammunition boxes, containing anti-tank mine fuzes, were lying in two rooms for more than 25 years. The fuzes, being highly explosive, were threat to the factory and the surroundings. BARC has developed a remote handling system consisting of a vehicle, a manipulator and a box-handling device. Using the system, the fuzes were safely taken out from the rooms, transported to a remote site and disposed successfully.
Explosive disposal system
Sour
ce: B
habh
a A
tom
ic R
esea
rch
Cen
tre
Four-piece servo manipulator. The modular manipulator can be installed in any type of hot cells.
Slave Arm
Master Handgrip
Master Arm
Motor Assembly
Through-Tube
Slave Gripper

24 MODERN MANUFACTURING INDIA - MAY 2013
MAIN FEATURE
Like a human arm or a robot manipulator, the slave arm of an MSM consists of a series of links connected together through joints. Usually, the arms would have minimum six joints for arbitrarily positioning the gripper. It may be noted that for specifying the configuration of an object in space, six variables are necessary: three for position and three for orientation. All joints are controlled synchronously to achieve the desired gripper trajectory.
Depending upon the power source of the slave arm, MSMs are classified into Mechanical MSMs and Electrical MSMs (Servo Manipulators).
Mechanical master slave manipulators
In a mechanical MSM, the master arm and the slave arm are mechanically coupled through a through-tube in the cell wall. Required power for the remote operation in the hot cell is supplied by a human operator himself standing outside. A mechanical MSM is a multi-degree-of-freedom mechanism, with six manually powered joints and a gripper. Sometimes, at most three electrically powered joints are provided to increase the range of the slave arm and to improve the operator’s comfort.
An MSM may be of articulate type or telescopic type. While all joints of the former are of revolute type, the later would have at least one prismatic joint. BARC has developed a variety of mechanical MSMs
with varying reach (1 m to 3.4 m) and varying payload (4.5 kg to 45 kg). They use various mechanisms to convert the operator’s hand movements in the operating area into the movement of the slave gripper in the hot cell. The joints are counter-balanced to reduce the operator’s effort.
Servo manipulators
The slave joints of servo manipulators are powered by external power sources such as electric motors or hydraulic actuators. External power sources reduce operator’s efforts. Moreover, the force that can be applied by the slave arm is not limited by the strength of the operator.
In servo manipulators, the master arm and the slave arm are connected through electric cables or by wireless communication. This provides flexibility of mounting the slave arm on a transporter, like a vehicle or a crane. As this would enhance its range, one pair of servo manipulator could serve a hot cell of any size. The servo manipulator can approach hot cell equipment from arbitrary directions. It provides flexibility in design of the equipment and the layout of hot cell.
Servo manipulator technology is a multi-disciplinary field, similar to that of robotics. It requires expertise in various areas like, mechanical, electrical, electronics, control system, software, nuclear and ergonomics.
Advanced technologies
BARC has been actively involved in
enhancing the quality of tele-operation. The major research activities in this area include telepresence and telerobotic technologies:
Telepresence
For fast and accurate tele-operation, the operator should feel that he is present at the remote site and is handling the objects directly with his own hand. A telepresence system consists of operator’s site and remote site, equipped with effectors and sensors. The operator’s site is equipped with visual, hearing and haptic (touch) interfaces. The remote site contains the slave manipulator, camera and various sensors, with information traveling between the user and the remote location. Although, sensing touch or force is inherent in a mechanical MSM, they have to be artificially created in a Servo manipulator. Stereo image is required for depth perception of the remote site. A computer mouse can position the curser on a 2-dimensional screen. However, object manipulation in 3-dimension requires simultaneous control of six variables. Therefore, a master arm with six joints is used as input device for tele-operation.
Tele-robotics
While robots are autonomous devices capable of repetitive handling in structured environments, MSMs are versatile devices suitable for unplanned handling in unstructured environment. A telerobot combines both these capabilities- it can work
Sour
ce: B
habh
a A
tom
ic R
esea
rch
Cen
tre
MSM Laboratory of BARC. BARC has developed about ten models of MSMs with varying payloads, reaches and other features.
Sour
ce: B
habh
a A
tom
ic R
esea
rch
Cen
tre
Suspendable servo manipulator for emergency operations: It can be attached to the hook of a crane and taken to the site for remote operations.

MODERN MANUFACTURING INDIA - MAY 2013 25
MAIN FEATURE
Sour
ce: B
habh
a A
tom
ic R
esea
rch
Cen
tre
Advanced servo manipulator has force control capabilities. Also the operator can feel the force acting on the remote gripper. These features are useful for safe handling of delicate objects.
as an MSM as well as a robot. Telerobots can play a major role in hot cell automation, such as in advanced fuel fabrication. Advanced servo manipulators developed by BARC are capable of operating as telerobot.
Conclusion
Radiation protection has been one of the priority areas of the Department of Atomic Energy (DAE). Identifying its importance, DAE had initiated the development of remote handling tools long ago. It has successfully developed a variety of tools for operations in radiation environments and installed them at various nuclear facilities. These tools virtually extend the operator’s hand to a remote site and perform a variety of jobs—from operation of small instruments to the maintenance of large process equipment. Telerobots are being developed to augment the versatility of human-assisted tools with the autonomy of robots. MMI

THE B IG INTERV I EW
26 MODERN MANUFACTURING INDIA - MAY 2013
Sharing his thoughts on the contemporary manufacturing sector, President – Europe, Walter AG, Pawel Duzniak, emphasizes on the importance of innovation to enhance customer’s productivity. In this interview, he details on the role of the company’s Indian upcoming Technology Center and stresses on the blueprint of growth in the subcontinent.
“Present Day Manufacturing Companies Need to Offer Optimized Solutions…”
Sour
ce: W
alte
r A
G
In this context, Walter is setting benchmarks with highly innovative products and services. Walter Xpress for example is an incredibly fast ordering and delivery service for high-quality special tools from Walter, Walter Titex and Walter Prototyp. With this automated software, quotations for all enquiries are calculated and provided with 3D Models of special tools within 24 hours. Further, quick manufacturing and delivery are clear advantages of the special tool service, Walter Xpress.
Our engineers have a strong know-how in developing special tool solutions – even the most complex ones - for our customers’ needs. In order to make sure that we have the most qualified, competent and
motivated people globally, we invest a lot in the continuous development of our engineers. Regular technical training and knowledge upgradation is an integral part of our competence development strategy backed by our organization development plans as well as reward and recognition policies. There is no greater motivator than success and the capability to innovate and improve our customers’ productivity. This is what really drives our people.
With its myriad industry products and solutions, which emerging industry sectors does Walter plan to foray in India? How does the company strategize its plans towards penetrating into new sectors to expand its reach?
Duzniak: While the Indian manufacturing sector is majorly dominated by the automotive sector, emerging industries like energy, railway and aerospace provide challenging growth opportunities for a technology leader like Walter.
We have a strong product line and customized solutions for very specific machining needs of these emerging sectors. We have a clear market strategy for these industries, with a team of dedicated sector champions who are specialists in applications explicit to these industries. Our sector champions bring world class technologies with our global competence center, to Indian manufacturers.
What is the present percentage of products manufactured locally (in India)? Do you plan to increase the localized content in the near future?
Duzniak: While most of the standard offerings are imported from our main manufacturing facilities in Germany, we do manufacture
With changing market dynamics and economies where technology upgradation is called for, companies quite often expand their product portfolio by customizing their solutions. In this context, how do you see the importance of motivating people to come up with innovative ideas to improve technical and organizational processes?
Pawel Duzniak: The perpetually growing competition in the manufacturing sector, both from local and global players, has led to increased end-user expectation towards cost and technological competitiveness. Today, manufacturing companies need to act as cutting tool experts offering optimized machining solutions for increasing productivity and quality.
”Walter India has ambitious growth plans through market share gain and distribution base expansion during the next five years.” - Pawel Duzniak

T HE B IG IN TERV IEW
MODERN MANUFACTURING INDIA - MAY 2013 27
“The Technology Center at Walter India will offer classroom and on-the-job training to engineers of our customers and distributor sales force on the latest CNC machines. Further, it will also allow us to demonstrate the superior performance of our products in the toughest machining environment.”
Pawel Duzniak
PERSONAL
The ‘GreenTeam’ developed the world‘s fastest accelerating electric vehicle and is currently number three overall in the world rankings: from zero to one hundred km/h in 2.68 seconds.
Sour
ce: W
alte
r A
G
some of our special solid carbide round tools locally. Also we have a local facility available for our round tools reconditioning services. India is a growing economy with a strong manufacturing sector and a vivid home market demand for premium cutting tools. We have ambitious plans for growth in India and are keenly observing the market demands, based on which we will explore the option for expansion in our localized product content in the near future.
How do you perceive the Indian metal machining industry and view the road map of Walter’s sales in the subcontinent in the next five years?
Duzniak: From a short-term viewpoint, the Indian manufacturing industry is facing headwind when it comes to growth rates. The weakening Rupee, higher interest rates, volatile consumer behavior and delay in state policies have been major concerns for the manufacturing sector.
Indian machining industry is heavily reliant on the automotive sector, which has recently experienced a drop in production volumes. Still, the Indian auto sector is evolving and expected to grow in future. This needs to be addressed with innovative and optimized manufacturing processes. Large MNCs have invested and are shifting to India, which is a growing economy with a large home market for the manufacturing sector. It has a huge demographic advantage of young, educated and ambitious workforce which is also a key ingredient for growth in the manufacturing sector.
We have ambitious growth plans through market share gain and distribution base expansion during the next five years. We rely on a solid growth strategy, which enables us to provide our customers a competitive advantage through innovative technologies, premium product quality and expert engineering services.
With Walter’s technology center coming up in India soon, how will the benefits be passed on
to the customers / end-users in terms of engineering competence?
Duzniak: Walter’s technology center is one of the core facilities for any Walter sales company and serves multiple purposes for its customers. The technology center in India will offer classroom and on-the-job training to engineers of our customers and distributor sales force on the latest CNC machines. It will also host segment specific events for various industrial sectors and provide the customers a platform for know-how interchange and technology up-grading specific to the target sector.
The machines for the technology center are the latest in their class, capable of extracting the best out of our high performance cutting tools and have been planned in such a way that they will be regularly upgraded, so as to offer the latest in machining technology to the customers.
Further, it will also allow us to demonstrate
the superior performance of our products in the toughest machining environment. We also intend to utilize the technology center’s facility for new product testing, pre-proposal prove-outs and prototype development.
What was the role of Walter AG in the success of the ‘Green Team’s’ entering the Guinness Book of Records by manufacturing the world‘s fastest accelerating electric vehicle?
Duzniak: The Formula Student Competition is an international design contest held every year only for students. A new car is designed every season and all of its component parts are manufactured from scratch. The ‘GreenTeam’ from the University of Stuttgart is one of the world‘s most successful participants in this international design competition. It is supported by Walter headquarters, which contributes with more than 50 different components to the vehicle. Walter apprentices predominantly produce chassis parts for the ‘GreenTeam’. In order to supply many components promptly, we have put together a project team made up of apprentices supported by various expert divisions, such as Walter Multiply, Walter Engineering Department and the Walter Technology Center.
In the recent past, the ‘GreenTeam’ developed the world‘s fastest accelerating electric vehicle and is currently number three overall in the world rankings: from zero to one hundred km/h in 2.68 seconds.
As Walter AG takes lot of initiatives to foster talent among the youth to inculcate engineering interest, can we also expect such industry-academic initiatives from the company in India in the coming days?
Duzniak: India brings forth nearly 7.5 million engineers every year which is a huge resource for the industry in this country. Walter believes that the onus of fostering talent among the young educated youth lies with the industry. Hence, the company regularly interacts and puts up technical seminars at various institutes. As a matter of fact, the company’s Indian Managing Director, Vivek Bhonsle is one of the Governing Council Member’s of the Government Engineering College, appointed by the Government of Maharashtra. Also, with our upcoming technology center, we are exploring the possibility of inviting students from technical and engineering institutes for training and seminars in our facility to provide a first-hand industrial experience. MMI
The interview was conducted by: Soumi Mitra E-mail: [email protected]

Fac i l i ty v is i t
28 MODERN MANUFACTURING INDIA - MAY 2013
Looking at the Indian market as an area of ripening opportunity, Eaton’s Vehicle Group through its Ranjangaon plant comes up with accurate transmission technology to suit the domestic market. Committed to supporting green initiatives the, division manufactures hybrid power systems that are powerful solutions to keep emissions and fuel consumption to the lowest, thus, saving on fuel cost.
plants at Ahmednagar and Nashik, with all in-house operations from forging to finishing. The valves manufactured at Ahmednagar and Nashik are used in automotive, railways and other industrial applications. The Ranjangaon transmission plant, which is Eaton’s first Greenfield project in India, is well equipped to produce 60,000 transmissions annually and the two engine valves plants have a capacity to produce 20 million valves annually. The plant also has an in-house integrated test lab providing strong capability to conduct hardware tests to validate current and future designs for both global and regional products. The products that are tested in this lab include transmissions, clutches, engine valves and superchargers. “The facility ensures compliance to highest safety and regulatory
requirements while also supporting our global standards and requirements. Through our manufacturing footprint, we are successfully delivering solutions from engine through to the drive train,” avers the Managing Director – India, Vehicle Group, Eaton, Krishnakumar Srinivasan.
Catering to the Indian market
From a technology standpoint, the company believes in developing solutions for the region and they have ensured that they get the right transmission technology required for the Indian market. Seconding Srinivasan adds, “The Indian market is unique due to high shift densities and harsh operating conditions hence, the products need to be designed to give optimum performance in these conditions. Stringent incoming quality checks and end of the line testing equipment ensures delivery of defect free products.” Transmission manufacturing, includes assembly of six speed and nine speed transmissions. The plant has secured multiple certifications including ISO TS 16949 (2009) and OHSAS 18001 and ISO14001 (2011) and in 2011, this plant was awarded the best new plant of Eaton, globally.
Hybrid power systems
The company’s forte lies in the development and manufacturing of complete hybrid power systems for commercial vehicles. A hybrid is defined as a vehicle that uses two or more distinct power sources to move. Elucidating on how the Vehicle division operates Srinivasan avows, “To create a hybrid commercial vehicle, we combine a traditional internal combustion engine with an electric motor system to move the
Transmissions for demanding Indian applications
With a vision to cater to OEM needs and offer them products that incorporate technologies for
superior, reliable and sustainable performance, Eaton’s Vehicle Group started operations in India in 2008. The company’s Vehicle Group in India has three manufacturing plants - a fully equipped truck components plant at Ranjangaon, near Pune that manufactures transmissions for domestic and international markets, and two automotive engine valve manufacturing
Sour
ce: E
aton
Eaton‘s first Greenfield project at Ranjangaon, Pune
Indira Rao Deputy Editor Vogel Business Media India [email protected]

Fac i l i ty v is i t
MODERN MANUFACTURING INDIA - MAY 2013 29
vehicle forward and then through regenerative braking, the system recharges itself.” The organization’s hybrid power systems provide the greatest value in commercial vehicles, as they burn tremendous amounts of fuel during frequent stopping and starting. It also reduces fuel consumption and ensures better emission control.
In fact, so impressive was this technology that Tata Motors sought to use it in their vehicles. During the Commonwealth Games in 2010, the organization partnered with Tata Motors for developing a hybrid solution for a CNG engine platform in a city bus. These vehicles have recorded 22 per cent higher mileage along with reduction in emission levels. These vehicles have been operated by Delhi Transport Corporation and Brihan Mumbai Electric & Transport Undertaking. “We are looking at furthering this with other OEMs also,” states Srinivasan.
Detailing on Prima Program
The company has been engaged with Tata Motors since inception of the Prima Program, which aims to provide a world class truck with distinctive technology for domestic and global markets. The company has therefore, placed its most durable and rugged transmission solution for the Prima platform. Transmissions for this program come in various configurations – manual, Automated Manual Transmission (AMT), direct drive and over drive versions. “We continue to forge our relationship with Tata Motors on various other premium and high
performance driven programs in the areas of off-road applications, defence, exports etc. Beyond Prima platform, The Vehicle Group is engaged with Tata Motors on various other development programs for other products such as superchargers, torque control products, and AC lines,” adds Srinivasan. It’s also interesting to know that the Ranjangaon facility is the only one catering to transmission needs of all Indian OEMs and it also has a well-established 24X7 after service support.
More go - less guzzle
Instead of choosing between the fuel economy of a manual or the simple operation of an automated transmission, the company offers one the best of both worlds: the UltraShift HV, a fully AMT. “Benefits of AMT over conventional manual transmission are well acknowledged in the western markets and we foresee a potential growth opportunity in the bus segment of the Indian market,” says Srinivasan. Being very specific to Ultrashift PV, it’s a 2 pedal system with all launches and gear shift fully automated. It uses electric clutch actuator for smooth and fast engagements. Intelligent shift decisions are based on various parameters such as road gradient, vehicle weight, engine torque and throttle positions. “AMT certainly outperforms the manual transmission, however the fuel efficiency and other benefits varies from application to application,” cautions Srinivasan.
The use of AMT eliminates the driver’s intervention during the gear shifts, resulting in less clutch and drivetrain wear. Optimum gear shifts due to electric clutch actuation ensures fuel saving. AMT’s hill start feature ensures driver’s safety and minimizes vehicle roll back in high road gradients. Coupled with the advantages of AMT, a hybrid system provides improved fuel economy due to utilization of the energy stored in batteries. “Normally this stored energy in the battery would have been lost during the frequent braking in the ‘stop-go’ applications – as in the case of a city bus. In case of a hybrid system the advantages are more towards conservation of energy lost during braking, whereas, the AMT advantages are more towards hassle-free safe operations,” elaborates Srinivasan.
Hydraulic launch assistHydraulic Launch Assist (HLA) is another of the company’s parallel hydraulic hybrid system and it supplements the vehicle’s conventional powertrain. The system is best suited for vehicles that operate in stop and go duty cycles. “In regeneration mode (during vehicle braking) the vehicle’s kinetic energy drives the pump/motor as a ‘pump’, transferring hydraulic fluid from low pressure accumulator to high pressure accumulator. The fluid compresses nitrogen gas in the accumulator and pressurizes the system and stores the hydraulic energy. In Launch Assist Mode (during acceleration); the stored hydraulic energy in the high pressure accumulator is metered out to drive the pump/motor as a ‘motor’. The system propels the vehicle by transmitting torque to the driveshaft. HLA ensures improved fuel economy, which is achieved through regeneration of braking energy, reduced emissions, lower maintenance costs, increased brake life and improved productivity.
Future plans
While continuing to focus on addressing the end market needs and provide tailor-made solutions for demanding Indian applications, going further the company intends to expand its truck products. “Truck products in focus include manual transmissions, AMT, clutches and torque control differentials. The plan is to have deeper market penetration by portfolio expansion, tapping additional applications and OEMs. Similarly we continue to focus on expanding our auto products like torque controls and superchargers for various applications in the Indian automotive industry,” concludes Srinivasan. MMI
Sour
ce: E
aton
“The Indian market is unique due to high shift densities and harsh operating conditions hence, the products need to be designed to give optimum performance in these conditions.”
Managing Director – India, Vehicle Group, Eaton, Krishnakumar Srinivasan
The Ranjangaon transmission plant is well equipped to produce 60,000 transmissions annually.

Market analys i s
30 MODERN MANUFACTURING INDIA - MAY 2013
VDMA forecasts that the German engineering industry will show an upward trend in
2013. This article throws light upon the current and expected growth of the industry
along with its major challenges.
A look at 2012For 2012, the engineering industry reported growth of 1.3 per cent in output and generated a sales value of €207 billion, reaching nearly the record level of the year 2008 (€208 billion). Capacity utilization achieved an annual average of 86.4 per cent (2011: 88.7 per cent). With total staff amounting to 978,000 in December 2012, engineering remained the largest industrial employer and the industry also created about 30,000 new jobs. “So, all we can say to those who keep telling that the Agenda 2010 has only brought precarious part-time jobs is: no, on the contrary, Agenda 2010 still has a positive impact," Hesse argues.
Imports from the Euro zoneImports increased by a nominal 4.1 per cent to €56.2 billion in 2012, in particular to the benefit of the European partners. Machinery imports from Euro zone countries climbed by 7.7 per cent, which demonstrated once again that Germany is a major driving force of the engineering industry. Italy was the most important supplier country, followed by Switzerland. China replaced Japan as fifth-largest market, a possibly historic change of positions. Currently, China makes up for 6.8 per cent and Japan for 6.7 of German machinery imports.
Exports reach all-time high
Despite reduced business with China, exports saw a nominal plus of 5.1 per cent thanks to buoyant business with the US. According to Hesse, the absolute amount of €149.4 billion clearly exceeds the pre-crises level of €144.8 billion in 2008 and sets a new export record. German machinery exporters suffered a 9.6 per cent loss in export volume on the Chinese market. The machinery market in the USA, by contrast, grew by 14.8 per cent.
Russia fourth largest market
With deliveries to Russia reaching a volume of about €8 billion in 2012, the country ranked fourth as trading partner after China, USA and France. This makes up about five per cent of Germany's total machinery exports. German companies play a major role on the Russian market. According to Hesse, 22 per cent of all machinery imports are from Germany, followed at some distance by China with 13
New Technologies: Creating a Pathway for Growth
VDMA has forecasted a growth of two per cent in the German engineering industry. Talking about it, Executive
Director, VDMA, Dr Hannes Hesse said, “Despite all uncertainties, we are able to confirm our two per cent growth forecast for 2013. Though the order inflow shows lateral movements the Ifo business climate index suggests a general upturn in business activities among our customer countries worldwide.”
High technology machinery on display at Hannover Messe 2013
Sour
ce: h
anno
verm
esse
.de
Source: VDMA
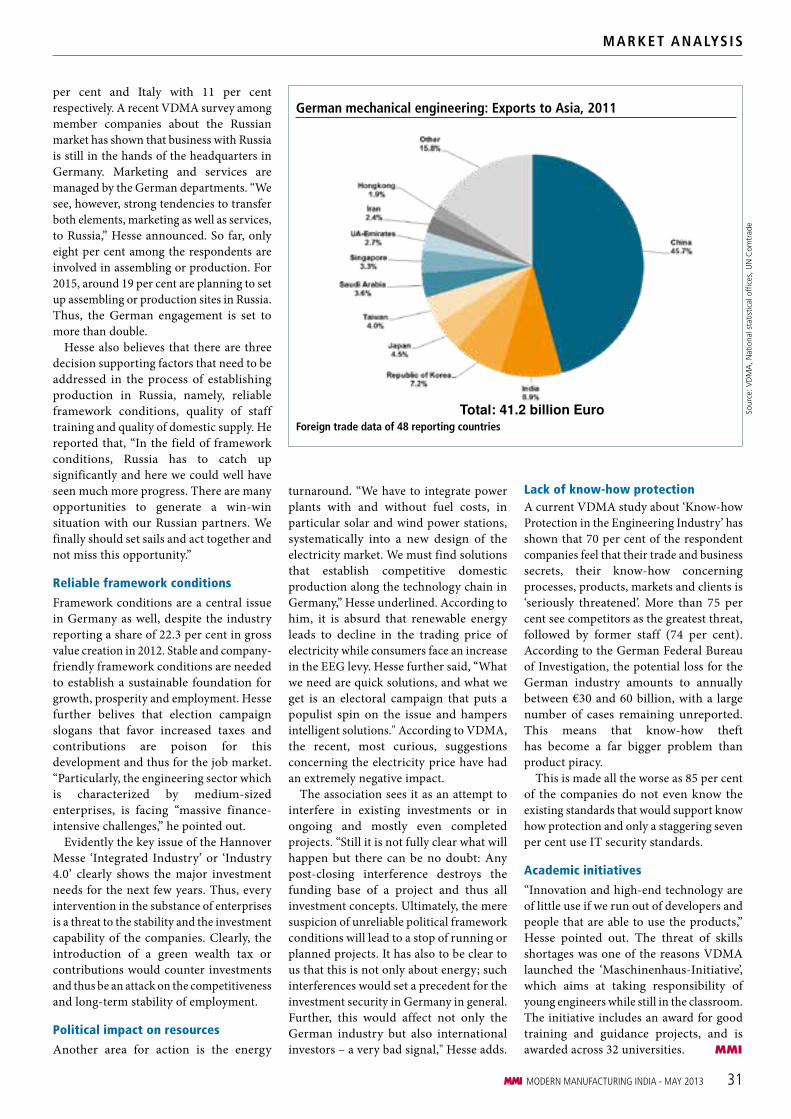
Market analys is
MODERN MANUFACTURING INDIA - MAY 2013 31
per cent and Italy with 11 per cent respectively. A recent VDMA survey among member companies about the Russian market has shown that business with Russia is still in the hands of the headquarters in Germany. Marketing and services are managed by the German departments. “We see, however, strong tendencies to transfer both elements, marketing as well as services, to Russia,” Hesse announced. So far, only eight per cent among the respondents are involved in assembling or production. For 2015, around 19 per cent are planning to set up assembling or production sites in Russia. Thus, the German engagement is set to more than double.
Hesse also believes that there are three decision supporting factors that need to be addressed in the process of establishing production in Russia, namely, reliable framework conditions, quality of staff training and quality of domestic supply. He reported that, “In the field of framework conditions, Russia has to catch up significantly and here we could well have seen much more progress. There are many opportunities to generate a win-win situation with our Russian partners. We finally should set sails and act together and not miss this opportunity.”
Reliable framework conditions
Framework conditions are a central issue in Germany as well, despite the industry reporting a share of 22.3 per cent in gross value creation in 2012. Stable and company-friendly framework conditions are needed to establish a sustainable foundation for growth, prosperity and employment. Hesse further belives that election campaign slogans that favor increased taxes and contributions are poison for this development and thus for the job market. “Particularly, the engineering sector which is characterized by medium-sized enterprises, is facing “massive finance-intensive challenges,” he pointed out.
Evidently the key issue of the Hannover Messe ‘Integrated Industry’ or ‘Industry 4.0’ clearly shows the major investment needs for the next few years. Thus, every intervention in the substance of enterprises is a threat to the stability and the investment capability of the companies. Clearly, the introduction of a green wealth tax or contributions would counter investments and thus be an attack on the competitiveness and long-term stability of employment.
Political impact on resources
Another area for action is the energy
Foreign trade data of 48 reporting countries
Sour
ce: V
DM
A, N
atio
nal s
tatis
tical
off
ices
, UN
Com
trad
e
turnaround. “We have to integrate power plants with and without fuel costs, in particular solar and wind power stations, systematically into a new design of the electricity market. We must find solutions that establish competitive domestic production along the technology chain in Germany,” Hesse underlined. According to him, it is absurd that renewable energy leads to decline in the trading price of electricity while consumers face an increase in the EEG levy. Hesse further said, “What we need are quick solutions, and what we get is an electoral campaign that puts a populist spin on the issue and hampers intelligent solutions." According to VDMA, the recent, most curious, suggestions concerning the electricity price have had an extremely negative impact.
The association sees it as an attempt to interfere in existing investments or in ongoing and mostly even completed projects. “Still it is not fully clear what will happen but there can be no doubt: Any post-closing interference destroys the funding base of a project and thus all investment concepts. Ultimately, the mere suspicion of unreliable political framework conditions will lead to a stop of running or planned projects. It has also to be clear to us that this is not only about energy; such interferences would set a precedent for the investment security in Germany in general. Further, this would affect not only the German industry but also international investors – a very bad signal," Hesse adds.
Lack of know-how protectionA current VDMA study about ‘Know-how Protection in the Engineering Industry’ has shown that 70 per cent of the respondent companies feel that their trade and business secrets, their know-how concerning processes, products, markets and clients is ‘seriously threatened’. More than 75 per cent see competitors as the greatest threat, followed by former staff (74 per cent). According to the German Federal Bureau of Investigation, the potential loss for the German industry amounts to annually between €30 and 60 billion, with a large number of cases remaining unreported. This means that know-how theft has become a far bigger problem than product piracy.
This is made all the worse as 85 per cent of the companies do not even know the existing standards that would support know how protection and only a staggering seven per cent use IT security standards.
Academic initiatives
“Innovation and high-end technology are of little use if we run out of developers and people that are able to use the products,” Hesse pointed out. The threat of skills shortages was one of the reasons VDMA launched the ‘Maschinenhaus-Initiative’, which aims at taking responsibility of young engineers while still in the classroom. The initiative includes an award for good training and guidance projects, and is awarded across 32 universities. MMI
German mechanical engineering: Exports to Asia, 2011
Foreign trade data of 48 reporting countries
Total: 41.2 billion Euro Source: VDMA, National statistical offices, UN Comtrade
German mechanical engineering: Exports to Asia, 2011

32 MODERN MANUFACTURING INDIA - MAY 2013
AUTOMOT IVE MA NU FAC TU R I NG
Induction heating is widely used in the automotive industry, but as two case studies
from EFD Induction show, a little creativity is all it takes to extract even more value
from this amazing technology.
the discs are loaded into the Geomet spray booth. Once sprayed, they are transferred to induction heating booth for drying and curing. Each drying station features Sinac converters (50 kW each). The number of drying stations needed depends on the production rate, coil’s efficiency, and discs’ shape and weight. The actual drying process involves heating each disc to 80–1000C. With induction, this process takes only seven seconds per heating station for discs weighing up to 7.5 kg.
Induction curing is the next step in the process. The curing stations are equipped with sinac converters (100 kW each), and curing temperatures range from 100–3400C, with an allowable deviation of only ±150C. As each drying and curing station must heat discs of different sizes with a single one-size-fits-all coil, a number of ‘free stations’ are installed to ensure optimum temperature homogeneous for each disc.
Induction bondingThe second example involves Jaguar, with which EFD Induction UK has enjoyed a long working relationship. In fact, after providing an award-winning bonding solution for the XJ saloon in the 1990s, the company's patented L-Coil and U-Coil bonding systems were chosen by Jaguar for several subsequent models.
A key reason for choosing U-Coil was the system’s elimination of drawbacks associated with spot-bonding. These drawbacks were due to temperature variations caused by panel condition changes and deformation during heating (particularly with aluminum). The launch of the U-Coil in 1999 removed these limitations by ensuring simultaneous heating of inner and outer panels. Also, the self-aligning coil ‘head’ maintains the coil/panel relationship, even in the event of panel differences or movement while heating. Costs are reduced because there is no longer any need for clamps to maintain panel shape/position. Tooling costs are also lowered. Savings in the form of less downtime and reworking far outweigh the initial capital investment.
Benefits of U-Coil
The Jaguar X400 (X Type) body shop in Halewood, UK, has U-Coil spot-bonding systems for curing closure panels. The systems have delivered a reliable, high-strength, zero distortion process since commissioning and setup of pre-production panels in 2000. But it was the move of Jaguar’s Castle Bromwich facility toward aluminum body and closure construction that really highlighted the benefits of U-Coil. Aluminum hoods and truck lids are now heated on table type tools, and the aluminum doors of the X350 (XJ) are heated while on the cell output conveyors, leading to considerably lower tooling costs and floor space requirements. MMI
Getting More Out of Induction Heating
Induction based technologies are widely used in the automotive industry and EFD Induction has taken it to a further
successful step.
Induction drying and curingIn France, the company's challenge was to
integrate induction drying and curing into the anti-corrosion coating process for brake discs. The fact that each drying and curing station had to deal with widely different discs, was another complication.
The company worked together with DACRAL, a protection coating specialist, and came up with a solution for drying and curing spray-applied Geomet 360 brake disc protection. After leaving the machining line,
Source: EFD Induction
Sour
ce: E
FD In
duct
ion
Jaguar has been using EFD technology for over a decade, especially forlarger items like aluminum hoods

IN-Aerospace-CGTech-05-2013_190x270.indd 1 5/1/2013 2:04:43 PM

Automot ive mA nu fAc tu r i ng
34 MODERN MANUFACTURING INDIA - MAY 2013
Plant floor control network (PFCN) eases communication between manufacturing plants
and their corporate office. Additionally it also offers real time actionable intelligence to
the enterprise, which further leads to rapid decision making and action.
Planning stageThe Mahindra vehicle manufacturing facility was conceived several years ago to enable the company to cater to the expanding customer demand for various vehicles as well as to introduce new vehicles and platforms to meet rising domestic and global demand for its products. Once the decision was made to invest in a new Greenfield facility, benchmarking and competitive analyses were undertaken to conceptualize and build this facility in Pune.
Since this was a massive site, an inventory of needs, and the voice of the customers were captured upfront namely from product and program management, utilities,
security, supply chain management (SCM), manufacturing, etc. The systems which were the key enablers in managing all manufacturing operations, facilities, utilities, and all site operations were:1. Main Corporate ERP (SAP) Systems a. SCM, Dealer Mgmt, BOMS, Finance,
HR, etc2. Team Center Enterprise & MFG for
Product data Management3. Corporate W-LAN4. Corporate R&D Center
Similarly, future needs were also taken into account. These included Manufacturing Execution Systems (MES), Electronic m-Bills of Materials (BOM), e-bills of
PFCN – An Ideal Platform for Automotive Manufacturing
The automotive manufacturing industry in India is growing rapidly with the entry of new OEM’s. With the advent
and widespread use of personal computers and worldwide web applications, manufacturers are now seeking to operate on a global scale. To this end, they have increased investment in technologies, which allow plant floor operations to be connected to their main corporate office.
Nidamaluri NageshSenior General Manager, MES, Controls, Automation, Digital Mfg & General AssemblyMahindra Vehicle [email protected]
Robotic welding and conveyor interlocks for safety & motion control on PFCN
Sour
ce: M
VM
L, C
haka
n, P
une,
Indi
a
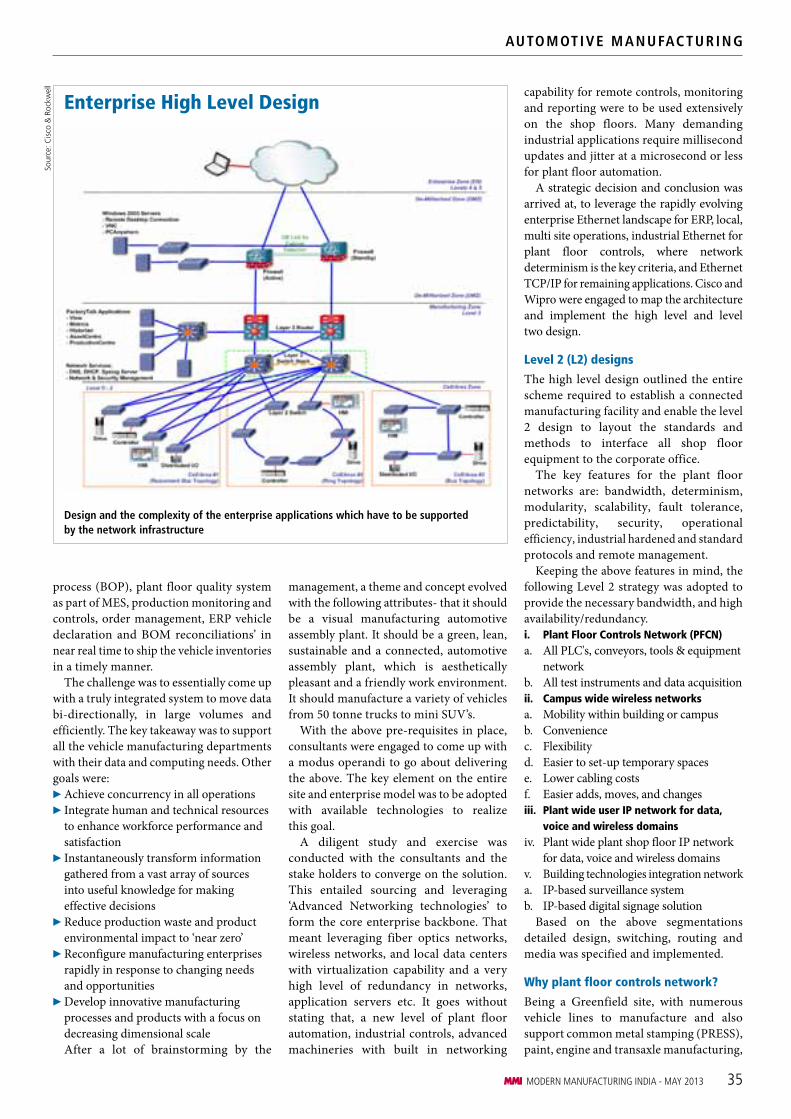
Auto mot ive mAn ufActur ing
MODERN MANUFACTURING INDIA - MAY 2013 35
process (BOP), plant floor quality system as part of MES, production monitoring and controls, order management, ERP vehicle declaration and BOM reconciliations’ in near real time to ship the vehicle inventories in a timely manner.
The challenge was to essentially come up with a truly integrated system to move data bi-directionally, in large volumes and efficiently. The key takeaway was to support all the vehicle manufacturing departments with their data and computing needs. Other goals were:
▶ Achieve concurrency in all operations ▶ Integrate human and technical resources to enhance workforce performance and satisfaction
▶ Instantaneously transform information gathered from a vast array of sources into useful knowledge for making effective decisions
▶ Reduce production waste and product environmental impact to ‘near zero’
▶ Reconfigure manufacturing enterprises rapidly in response to changing needs and opportunities
▶ Develop innovative manufacturing processes and products with a focus on decreasing dimensional scaleAfter a lot of brainstorming by the
Design and the complexity of the enterprise applications which have to be supported by the network infrastructure
Sour
ce: C
isco
& R
ockw
ell
management, a theme and concept evolved with the following attributes- that it should be a visual manufacturing automotive assembly plant. It should be a green, lean, sustainable and a connected, automotive assembly plant, which is aesthetically pleasant and a friendly work environment. It should manufacture a variety of vehicles from 50 tonne trucks to mini SUV’s.
With the above pre-requisites in place, consultants were engaged to come up with a modus operandi to go about delivering the above. The key element on the entire site and enterprise model was to be adopted with available technologies to realize this goal.
A diligent study and exercise was conducted with the consultants and the stake holders to converge on the solution. This entailed sourcing and leveraging ‘Advanced Networking technologies’ to form the core enterprise backbone. That meant leveraging fiber optics networks, wireless networks, and local data centers with virtualization capability and a very high level of redundancy in networks, application servers etc. It goes without stating that, a new level of plant floor automation, industrial controls, advanced machineries with built in networking
capability for remote controls, monitoring and reporting were to be used extensively on the shop floors. Many demanding industrial applications require millisecond updates and jitter at a microsecond or less for plant floor automation.
A strategic decision and conclusion was arrived at, to leverage the rapidly evolving enterprise Ethernet landscape for ERP, local, multi site operations, industrial Ethernet for plant floor controls, where network determinism is the key criteria, and Ethernet TCP/IP for remaining applications. Cisco and Wipro were engaged to map the architecture and implement the high level and level two design.
Level 2 (L2) designs
The high level design outlined the entire scheme required to establish a connected manufacturing facility and enable the level 2 design to layout the standards and methods to interface all shop floor equipment to the corporate office.
The key features for the plant floor networks are: bandwidth, determinism, modularity, scalability, fault tolerance, predictability, security, operational efficiency, industrial hardened and standard protocols and remote management.
Keeping the above features in mind, the following Level 2 strategy was adopted to provide the necessary bandwidth, and high availability/redundancy.i. Plant Floor Controls Network (PFCN)a. All PLC's, conveyors, tools & equipment
networkb. All test instruments and data acquisitionii. Campus wide wireless networksa. Mobility within building or campusb. Conveniencec. Flexibilityd. Easier to set-up temporary spacese. Lower cabling costs f. Easier adds, moves, and changesiii. Plant wide user IP network for data, voice and wireless domainsiv. Plant wide plant shop floor IP network
for data, voice and wireless domainsv. Building technologies integration network a. IP-based surveillance systemb. IP-based digital signage solution
Based on the above segmentations detailed design, switching, routing and media was specified and implemented.
Why plant floor controls network?
Being a Greenfield site, with numerous vehicle lines to manufacture and also support common metal stamping (PRESS), paint, engine and transaxle manufacturing,
Enterprise High Level Design

Automot ive mA nu fAc tu r i ng
36 MODERN MANUFACTURING INDIA - MAY 2013
programmable logic controllers (PLCs), HMI’s; servo drives, AC drives, switchgear, which increasingly incorporates IP technology. In addition, PFCN will help the company integrate future communication applications that facilitate high-efficiency collaboration among its workforce while minimizing the risks associated with these deployments. Standardizing plant networks has reduced costs, improved uptime and provided a flexible platform for future applications such as collaborative engineering, SCADA & MES.
Future opportunities
PFCN is also an ideal platform for deploying advanced mobile technologies on the plant floor, including wireless handheld devices that will connect front-line engineers with design engineering teams at a distance. Such technologies will expand the types of information that can be shared over mobile devices to include CAD drawings and other high-bandwidth content. Connecting the plant floor to the right resources to solve problems is the goal of collaborative engineering. The networks native connectivity capabilities including support for VoIP and video will make it possible to bring together engineers from diverse locations and organizations, including suppliers, to rapidly share and troubleshoot manufacturing issues. MMI
Acknowledgements for this article:Rockwell Automation, USA Cisco, USALONGVIEW ADVISORS INC., USA
Electrified monorail running on wireless plant floor control network with ethernet I/P protocol
Sour
ce: M
VM
L, C
haka
n, P
une,
Indi
a
Sour
ce: M
VM
L, C
haka
n, P
une,
Indi
a
it was imperative that all these shops with their plethora of global tooling suppliers and manufacturers, have a common means of communicating and provide real time actionable intelligence to the enterprise for rapid decision making and action.
The company standardized on three industrial networking protocols, which the L2 design supported, namely Industrial Ethernet-I/P; Profinet, and Modbus TCP for all plant floor automation, SCADA, MES and all tooling applications. This has now created a situation where there is one Ethernet at the field level, going all the way up to the management level and interfacing more closely with the business side of the company. This technology enables an effective strategy, especially for configuring intelligent devices on the network, simplifying setup, reporting of diagnostic information, streamlining product changeovers, and also provides an ability to proactively collect maintenance data. Industrial Ethernet is capable of handling the widest range of applications including discrete, safety, motion, process and drive applications.
Wireless is being applied to replace physical connections or to eliminate wiring where in the past a physical slip ring and connection was used to provide data to a moving object. Wireless technologies were applied in automated guided vehicles (AGVs) or automated storage-retrieval systems (ASRS) applications that were moving a lot of equipment and, at the same time, tracking a lot of data. These kinds of applications have
the advantage of a plant-wide network that focuses on wireless connectivity. A plant-wide network infrastructure enables connections between all level devices. Machine-to-machine (m2m) communica-tions become an important factor on how operations are managed and executed and also enabled by Ethernet I/P.
Standard logical network architecture
PFCN also implements a single set of network-design standards worldwide and uses the latest networking technologies and equipment from world class suppliers. By establishing a standard network template that can be replicated at every plant, since the basic designs are the same, network analysts can monitor and troubleshoot networks at virtually any location. Inter-plant monitoring tools are built into the PFCN platform to facilitate remote monitoring and visibility of the entire facility. The network also minimizes the network-device footprint at each plant and reduces the total number of spares and parts held in inventory.
Even though it enforces a standard logical network architecture or VLAN’S for each plant, the PFCN solution allows engineers to implement a variety of local physical setups to ensure optimal network performance at a specific plant. The network solution provides a significantly more reliable and fault-tolerant platform.
The new IP-based networks will enable the company to keep pace with new advances in plant-floor automation devices such as
Typical PLC PFCN Network Architecture


INNOVAT ION RE - D EF I NED
38 MODERN MANUFACTURING INDIA - MAY 2013
Characterized by strong growth, the Indian market is expected to develop into one of the
world’s largest automotive markets in the coming years. In this scenario, manufacturers need
to come up with solutions that meet emission requirements, rising fuel costs and design
technology that will distinguish them from the rest. Here’s a look at an electronic clutch
management system that has been designed specifically for the traffic conditions in India.
is the case with most rising economies, thanks to the boon of IT and globalization, India’s levels of motorization have increased significantly. With the need of the hour being environment-friendly and efficient technologies, here’s a company that promises to deliver just that. Schaeffler with its product brands INA, LuK and FAG is a leading provider of rolling bearing and plain bearing solutions and of linear and direct drive technology, as well as a renowned supplier to the automotive industry. A large number of various products from the company have been incorporated in the Efficient Future Mobility India concept vehicle, which overall generates a potential fuel saving of up to 10 per cent.
Efficient future mobility The Efficient Future Mobility India concept car is based on a subcompact hatchback and has a range of solutions for optimizing engine and transmission technology currently available in India. It features advanced drive train technologies that can offer up to ten per cent reduction in fuel consumption combined with better comfort and driving experience. This car, based on a current version of one of India’s most popular compact ‘Segment B’ hatchbacks, is an effort to bridge an increasing gap between demand for performance, comfort, economy and supply. “The concept car is the result of intensive research and development towards optimizing drive train performance according to peculiarities of driving
conditions, patterns and behavior as well as customer preferences in India.
This car reflects our vision for the future of drive train in
emerging markets,” stated Managing Director and CEO, Schaeffler India, Dharmesh Arora. Due to multiple factors like stop and go traffic situations, cost-effectiveness and customer habits,
manual transmission is the most preferred
version of cars in the subcompact segment. The
Indian concept vehicle features a combination of start-stop
systems with manual transmission resulting in enhanced driving experience while reducing fuel consumption. This is
Designing Future Mobility Options for the Indian Market
With the prices of petrol skyrocketing all the time and taking into consideration our population
explosion, congested roads and rising pollution levels driving in this country is nothing short of an adventure! Though this
The Electronic Clutch Management system is the key element for fuel economy and driving comfort
Sour
ce: S
chae
ffle
r
Indira Rao Deputy Editor Vogel Business Media India [email protected]

IN N OVAT IO N RE -DEF INED
MODERN MANUFACTURING INDIA - MAY 2013 39
made possible with the company's electronic clutch management (ECM). The vehicle also features other advanced drive train innovations like dual Variable Cam Timing (VCT), coated tappets, smart thermo management and shift detection.
Electronic clutch management
Clutches are traditionally a domain of the company's LuK brand and it is the level of detail the company uses to develop products for the requirements of the market in India for customized conventional components that makes them stand out. "We developed an ECM system at LuK specifically for the traffic conditions typical for India for the concept car", explains President, Transmission Technologies business unit, Schaeffler, Uwe Wagner. This is a key component for automated manual transmissions, which in turn serve in the cost-conscious Indian market as an interesting alternative to the double clutch
solutions high in demand in Europe. A hydrostatic clutch actuator (HCA), used in these vehicles can be affixed to the transmission or the chassis due to its small design and flexible options for fitting. According to the company, at first glance, automated manual transmissions (ASG) are extremely attractive for India as it offers comfort and potential for optimizing fuel consumption at considerably lower costs than double clutch transmissions. However, ASG also has one disadvantage, which is the interruption of tractive force during gearshifts. This behavior corresponds with that of a manual transmission, but is often perceived as uncomfortable by the driver as the gearshifts are automatically initiated.
"The idea behind the concept car was to simply eliminate this negative effect from unexpected interruption in tractive force by reducing the degree of automation. With this technology the clutch pedal is removed and the clutch dis-engagement happens automatically. This means the driver does not have to press the clutch pedal every time the gear needs to be changed. This will ensure that after a long drive or creeping conditions, there is no driver fatigue and the drive can be made more enjoyable without any compromise in fuel efficiency. It also eliminates clutch abuse thereby increasing clutch life. The start stop and shift function will help to improve fuel efficiency significantly and this is ideal for the Indian markets", explains President, Automotive Schaeffler India and Managing Director, INA Bearings Pvt Ltd & LuK India Pvt Ltd, Joydeep Roy.
Pioneers in technology
LuK manufactures around 250,000 tractor clutches each year, making it the leading manufacturer in the sector. Their clutches are designed to suit the requirements of engine, transmission and the application, and hence there are clutches which are for specific applications. “We use advanced calculations in our design process and then subject our clutches to severe tests which ensure that we have a robust fit for the market product,” avers Roy. Prior to the ECM there were other inventions such as the Self Adjusting Clutches (SAC), Dual Mass Fly Wheel (DMF), pendulum shock absorbers, dry and wet double clutch for stepped automatics, etc. In fact, the SAC was considered as an important landmark when it was first launched in 1986. Elaborating on the same, Roy says, “SAC, as the name indicates is a type of clutch with an adjustment mechanism within the clutch
itself. This mechanism helps to keep the release load nearly constant over the lifetime of the clutch. If the release load is constant then there is no increase in the pedal effort, which happens in a normal conventional clutch due to the wear of the friction lining. Hence, with the SAC, the driver is subjected to less fatigue and the life time also increases.” The SAC technology has progressed over the years and now the company has Travel Adjusted Clutch (TAC). “TAC can be adapted on very big clutches (such as 430 dia) and works on the principle of travel adjustment while SAC works on the principle of load adjustment. Further, we have now integrated pendulum shock absorbers. This gives superior damping characteristics compared to a wide angle damper but serves inferior to a DMF. A DMF is used to isolate severe torsional vibrations thereby leading to a situation with very little noise, vibration and hardness,” elucidates Roy.
For the cost-conscious buyer
As a vital component for automated manual transmissions, the ECM system is therefore a real alternative on the cost-conscious Indian automobile market. As an integrated clutch actuator with electric motor, sensor system and local control unit (LCU) the HCA developed is suitable for actuating individual clutches such as those in clutch-by-wire and ECM applications. With the demand for automation on the market in India increasing rapidly during the last few years, the technology sure comes as a breath of fresh air. After all, looking at the current market scenario, fuel efficiency to the rate of 10 per cent is sure to grab some eyeballs! MMI
“The concept car is the result of intensive research and development towards optimizing drive train performance according to peculiarities of driving conditions, patterns and behavior as well as customer preferences in India.”
Managing Director and CEO, Schaeffler India, Dharmesh Arora
“With ECM the clutch pedal is removed and the clutch dis-engagement happens automatically. This means the driver does not have to press the clutch pedal every time the gear needs to be changed.”
President, Automotive Schaeffler India and Managing Director, INA Bearings Pvt Ltd & LuK India Pvt Ltd, Joydeep Roy
LuK offers both “dry” and “wet” dual clutch solutions
Sour
ce: S
chae
ffle
r

RENEWABLE ENER GY
40 MODERN MANUFACTURING INDIA - MAY 2013
India not only is one of the leading countries in the wind energy sector in terms of the capacities installed but is also emerging as a major wind turbine manufacturing hub. In this context, we take a look at why it is a preferred destination for wind turbine manufacturers and present an outlook for the coming years.
importance once again due to the increasing need of energy generation from alternative resources and is one of the fast growing sectors in India. As per the Ministry of New and Renewable Energy (MNRE), India ranks fifth in terms of installed capacity from wind energy projects globally as on 31 January 2013. The present wind power installed capacity in the country is 19,051 MW whereas the nuclear power installed capacity is 4780 MW. As per information available with Central Electricity Agency, nuclear
power projects have generated 13.72 billion units of electricity during April-August 2012, whereas wind power projects have generated 18.91 billion units of electricity during the corresponding period.
However, the year 2012 was a challenging one for the wind energy sector. According to Vice President, Global Sales and Marketing, WinWinD Power Energy Pvt Ltd, Himanshoo Khare, “Wind energy sector in India grew at a slower pace in 2012 as compared to the preceding year. Close to 2.3
It’s Getting Windy: Wind Energy Gains Importance in India
Mankind has been using wind as a source of energy for centuries. In other words, wind power has been
used as long as humans have put wind into the sails. Today, wind energy has gained
Today, India is known as an emerging hub for manufacturing wind turbines
Sour
ce: V
esta
s
Swati DeshpandeAssistant Editor Vogel Business Media [email protected]

REN EWABLE ENERGY
MODERN MANUFACTURING INDIA - MAY 2013 41
GW of capacity was added in 2012 and it is still the most promising among the renewable energy sources, contributing to nearly 70 per cent of the total renewable energy capacity in the country.”
Emerging manufacturing hub
Giving a boost to the sector is the Government of India with its varied schemes. “Sales tax, excise duty reliefs, concessional import duty on specified parts and components and easy loan facility for commercial wind power projects from Indian Renewable Energy Development Agency Ltd (IREDA) and nationalized banks are some of the factors that strengthens the growth of the wind turbine manufacturing sector in India,” said General Manager – Commercial, Premier Ltd, Nagaraj Kuntoji.
Due to such encouraging incentives, the sector has seen a number of investments. In fact, today, India is known as an international wind turbines manufacturing hub. “As an emerging manufacturing hub, India provides infrastructure facilities, financial support for innovative technology implementation and transfer. By the end of year 2012 there were total 19 manufacturers in India. Put together, these manufacturers have a combined annual capacity of 9.5 GW, which speaks volumes of the turbine manufacturing potential of the country,” Khare added.
Besides infrastructural support, there are other factors that have contributed to the growth. According to Technical Lead, Vestas Turbines R&D, Deepak Krishnan S, “India has the right blend of factors which are useful for the wind turbine manufacturing industry. The major advantages are manufacturing expertise, low cost manufacturing, IT and communication.”
With recent developments and the advent of automated systems in turbines and close data monitoring, automation, communication and IT play a major role in improving energy efficiency. Seconding the same, Krishnan added, “Today, turbines can be monitored and controlled remotely with devices such as laptops and mobile phones. Hence, manufacturing has become collaborative in its approach.”
Advantage India
The growth of this sector has resulted in an increase in exports. Majority of the leading players in this sector have set up manufacturing centers in India and they are not only serving internal needs but also
exporting to Europe, America, Australia and other countries. Another advantage of having a manufacturing base in India is that it directly encourages other component manufacturers to establish their units. As a result, we see manufacturers of gear, valves and hydraulic systems such as cylinders, flourishing in the country.
Growth drivers
“The government mandates for the adoption and use of clean renewable energy will drive growth in all sectors of the wind energy market. Residential customers are being incentivized to deploy wind and solar solutions by means of feed-in tariffs, tax credits and rebates on the cost of the products. Manufacturers that derive their energy from coal-fire plants are now required to replace five per cent of their draw from renewables. Telcos are being encouraged to replace diesel powered generators with hybrid renewable energy solutions. All of these are and will continue to be major contributing drivers for the use of wind energy devices in India,” asserted President and CEO, Wind Stream Technologies Inc, Dan Bates.
Though the overall cost of wind energy is currently at par with coal and oil, the initial cost of wind turbines is greater than conventional fossil fuel’s initial CAPEX per MW of power. This creates a bottleneck for rapid progress of the industry. “There are a few challenges obstructing the development of wind energy in India. Apart from regulatory policy implementations and strengthening of transmission infrastructure, funding is another aspect that creates a
“Distributed energy solutions harness clean renewable energy and will have a positive impact for consumers in lowering their energy costs and providing useable energy.”
President and CEO, Wind Stream Technologies, Inc, Dan Bates
“As on today, Independent Power Producers (IPP) is contributing more towards the growth of wind energy in India. Favorable tariff regimes give an incentive to investors to invest in wind energy.”
Vice President, Global Sales and Marketing, WinWinD Power Energy Pvt Ltd, Himanshoo Khare
SolarMill, the Hybrid (wind and solar) energy solution developed by Wind Stream Technologies
Sour
ce: W
indS
trea
m T
echn
olog
ies

RENEWABLE ENER GY
42 MODERN MANUFACTURING INDIA - MAY 2013
expected to grow in the near future. “With more innovation and mass production, the initial cost is expected to level with the fossil fuels in the next three to five years. Wind energy will be available at the competitive cost once CAPEX is reduced,” anticipated Krishnan. As per Kuntoji, large projects by independent power producer are already in the pipeline. “With the support and response that the wind energy producers are getting, wind power will sure be able to compete with conventional power in future,” he forecasted.
It’s also interesting to know that as of today, it is the IPP that contributes more towards the growth of wind energy in India. Seconding the same, Khare added that favorable tariff regimes give an incentive to investors to invest in wind energy. A perfect example of this would be of the government policies, which were once withdrawn but then reinstated. Elucidating on the same, Kuntoji averred, “The additional capacity in the wind energy sector fell significantly due to two crucial incentives viz. Generation Based incentive (GBI) and accelerated depreciation benefit being withdrawn by the government in April 2012.” In 2013, however, the government reintroduced both the incentive schemes and it is predicted that investment in the sector will rise again in 2013-14.
Giving his final take on the subject, Khare stated, “In the 12th Five Year Plan, €4.7 billion has been allocated for the wind energy. This amount is three times higher than the 11th Five Year Plan. There was also an accompanying announcement for low interest funds to be transferred via IREDA. With such encouraging initiatives, the sector can be expected to show a slight recovery in 2013 and a full recovery by 2014.” MMI
hurdle. Till very recently, it was balance sheet funding for the sector but with the advent of Independent Power Producers (IPP), project financing is becoming an acceptable norm. Poor financial health of state utilities like Tamil Nadu results in wind farm operators getting delayed payments,” Khare stated. Apart from government policies, the need of the hour is to have more companies entering this sector. Agreeing Krishnan said, “There is a need for emergence of more small companies that can bring new innovations to the market or later collaborate with bigger players. To make this possible, awareness and opportunities have to be provided to lure young talent.”
Innovative solutions
For any industry to prosper, coming up with innovative solutions is a must. Doing just that is Wind Stream Technologies Inc. Throwing some light on the same, Bates explained, “We developed the ‘Hybrid’ (wind and solar) energy solution for a new category of power generation, distributed energy, or point of use generation. This allows end- users to generate their own energy to be used onsite, off-setting and supplementing the need for utility provided energy. Distributed energy solutions harness clean renewable energy and will have a positive impact for consumers in lowering their energy costs. It also provides useable energy when the grid is unavailable and in rural areas where there is no infrastructure to deliver power to a user or community.”
Optimistic future
With the mix of right initiatives and technology, investment in this sector is
“With more innovation and mass production, the initial cost is expected to level with the fossil fuels in the next 3 to 5 years. Wind energy will be available at the competitive cost once CAPEX is reduced.”
Technical Lead, Vestas Turbines R&D, Deepak Krishnan S
“With the support and response that the wind energy producers are getting, wind power will sure be able to compete with conventional power in future.”
General Manager – Commercial, Premier Ltd, Nagaraj Kuntoji
SUBSCRIBE NOW!
Knowledge for YOU!
For subscriptions contact: Kruti Bharadva [email protected]
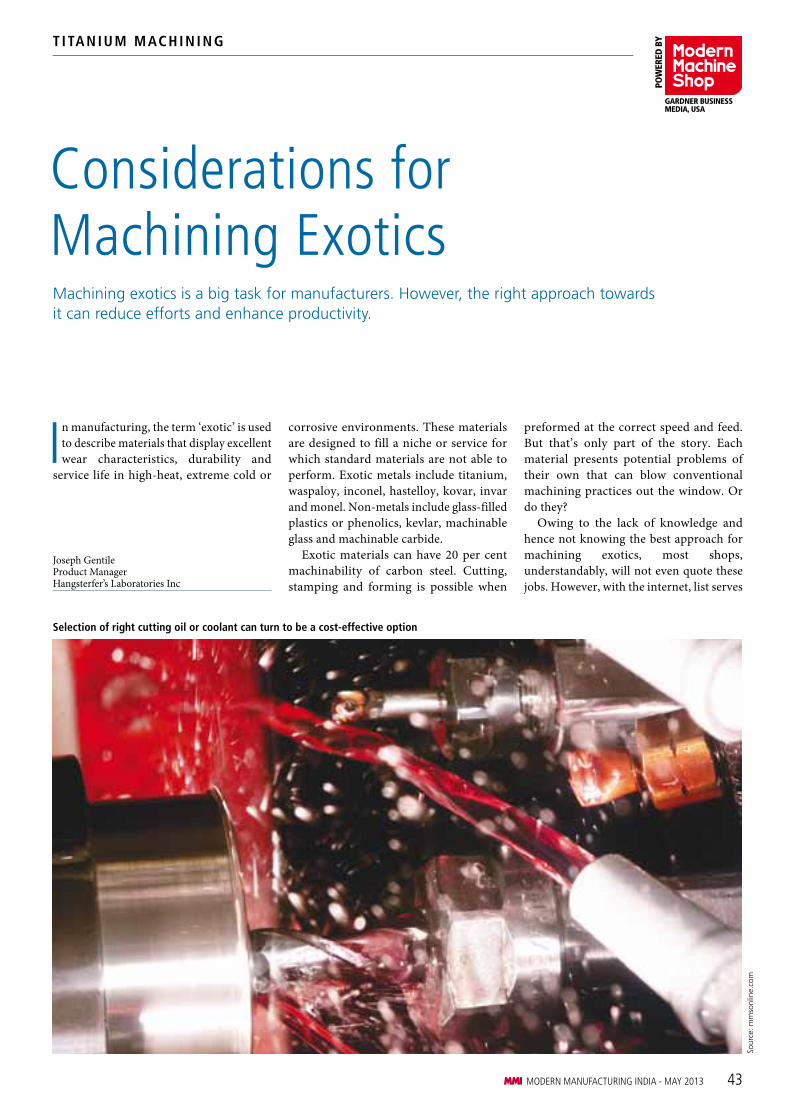
T i Tan ium machi n i ng
MODERN MANUFACTURING INDIA - MAY 2013 43
Machining exotics is a big task for manufacturers. However, the right approach towards it can reduce efforts and enhance productivity.
corrosive environments. These materials are designed to fill a niche or service for which standard materials are not able to perform. Exotic metals include titanium, waspaloy, inconel, hastelloy, kovar, invar and monel. Non-metals include glass-filled plastics or phenolics, kevlar, machinable glass and machinable carbide.
Exotic materials can have 20 per cent machinability of carbon steel. Cutting, stamping and forming is possible when
preformed at the correct speed and feed. But that’s only part of the story. Each material presents potential problems of their own that can blow conventional machining practices out the window. Or do they?
Owing to the lack of knowledge and hence not knowing the best approach for machining exotics, most shops, understandably, will not even quote these jobs. However, with the internet, list serves
Considerations for Machining Exotics
In manufacturing, the term ‘exotic’ is used to describe materials that display excellent wear characteristics, durability and
service life in high-heat, extreme cold or
Selection of right cutting oil or coolant can turn to be a cost-effective option
Sour
ce: m
mso
nlin
e.co
m
Joseph GentileProduct Manager Hangsterfer’s Laboratories Inc
Pow
ered
by
gardner business media, usa

T i Tan ium mach i n i ng
44 MODERN MANUFACTURING INDIA - MAY 2013
(such as those available to PMPA members) and blogs, along with the extensive number of tooling experts, material vendors and tribologists, plenty of information which was not so easily accessible a few years ago, is available now. (If information is the only obstacle, suffice to say it no longer is.)
So why do contract manufacturers shy away from machining exotics? Experience (or lack of) and up-front costs are usually the driving forces. The need to purchase the material in the correct condition to eliminate the need for excess machining could result in doubling tooling costs and halving speeds and feeds. It all starts at the quoting stage. And shops must be prepared; with few shops quoting exotic work, the odds of landing the job are good.
The best approach
When a shop commits to working with exotics, it must be prepared for some adjustments to its conventional processes. Can the shop equipment handle the increase in material tensile strength or cutting forces? Will shop tooling, adapters and measuring equipment be appropriate?
Fixturing must be built to compensate for the higher forces. It might be a gradual transition as the shop slowly learns how the equipment responds to these increased cutting forces. Negative verses positive
tooling forces can stall a light-duty machine even in small-diameter end mills. Chatter can become a big problem with light-duty tooling and machines. Slotting with a half-inch, two-flute end mill ¼ inch deep in Kovar can stall a 7-hp spindle. Getting good quality adapters and cutting toolholders is very important. Lubrication through the tool and at least 300 psi could increase tool life 20 fold.
Another important consideration is the personnel that will run the job. Most shops give the job to their best operator and hope for the best, and whatever experience is gained from the job remains in the head of that single operator. Yes, it’s important to use qualified people, but it’s also important to teach all involved what is expected, including inspection requirements.
If insert usage increases drastically, the operator in charge will need to answer to the manager. But when tools were only lasting four parts and now they’re down to three, who will notice? Well documented tool life sheets may show patterns that a roughing tool is being used too long, resulting in excess finish tool failure. It may be better to change to lighter cuts at higher speeds and feeds, or the opposite. Using the 150 side of the 800 diamond could make the roughing almost free. Adjusting the tool speeds and feeds to extend the tool life can be wasteful and expensive. Calculating and tracking the tool usage cost per part is very important.
Most exotic metals produce a bright finish using minimally sharp tooling, but this surface may be work hardened and not acceptable to the customer. Teaching the operator and inspector to check surface finish and providing pictures can help.
When measuring a part, it’s important to check not only diameters, but square shoulders or walls as well. With most materials, the rule of thumb is that once the machine is set up, the depth of steps is fixed as long as the same tool is doing both or multiple steps. Some of the exotics can push a tool away and cause an out-of-square step, even if it cuts all of the surfaces. A 35 degree diamond will push away when turning a diameter to a shoulder, then up that shoulder to another diameter. If the roughing tool leaves too much material, the insert might not cut a square shoulder.
Lessons learnedOne challenging part demonstrated the effects of work hardening. A bearing housing had a Babbitt bearing preparation groove—0.625 inch diameter by 1.1 inches by 0.250 inch wide groove in 321 stainless steel. Subtracting the groove depth from the bore diameter resulted in a tool shank of 0.380 inch. Getting enough oil or coolant into the cut to remove the chips was a difficult challenge. The 321 stainless would work harden if the rough tool got dull, making the finishing operation almost impossible. So the best practice was to
Sour
ce: M
akin
o
Tooling tips for exotics ▶ Tools must be mounted at the correct and recommended center line height. Some grooving tools get mounted above centerline
▶ Indicate the tools mounted in the lathe turret in all axes
▶ If possible, do not use shims to adjust tooling height
▶ Fix the turret centerline
▶ Mount boring bars in a good sleeve, not multiple sleeves, with good, flat bottom set screws so they will not vibrate loose
▶ Make sure the conical washers in the CNC mill spindle drawbar are not cracked or broken. The toolholder can be pulled out of the tapper with tough materials.
▶ Indicate end mills in more than one place to confirm centerline turning (0.0005 is recommended)
▶ Use the shortest toolholders possible with the shortest tools
▶ Hold drills and center drills tight. Regular drill chucks are not sufficient for a long running job. Double angle collets can slip while drilling Hastelloy if it is running at the recommended speeds and feeds. Special adapters are made from drill rod or compression adapters.
▶ Remove all obstacles in the way of the coolant. Getting the correct amount of oil or coolant to a small drill without the chips pushing away the fluid lines can be tough
▶ Chips can get stuck in adapters that have grooves, cutting or deforming the part or creating bird nests
▶ Roughing tools can work harden the material and destroy the finish tools
a semi-synthetic multi-purpose fluid, designed with the job shop in mind, is often used with difficult to machine materials such as titanium

T i Tan ium machin ing
MODERN MANUFACTURING INDIA - MAY 2013 45
rough out the part, then cut the groove in a separate operation running simultaneously on another machine.
The best grooving tool was 8 per cent cobalt high speed steel running at 50 sfm. Two tools were made to rough and finish 300 parts. Once the proper grinding process was finally established, two dedicated oil lines were installed to blow the chips out of the hole and keep the material cool. It was a painful lesson learned.
Another challenging part is a blood filtering insert with a 0.018 inch diameter hole in R-Monel. Prevention of burrs was vital, as they could injure white blood cells. The part has a 0.125-inch diameter hole to a 60-degree included cone bottom down to the 0.018-inch diameter hole. The part had to seal with a few ounces of pressure. The 60 degree cone makes an impression on the first cycle, but the second cycle often does not seal if the cone finish is not clean enough. It took a couple of burnishing tools to produce a part that worked. The good tool produced more than 300 parts before it needed to be dressed. The previous failure rate was 20 per cent, but with the right tool, the failure rate dropped to zero. A good 20 power microscope was the key in seeing what needed to be fixed.
excelling in exotics
Tooling, machine and lubricant technical salespeople have seen shops cutting exotics.
When working with exotics such as titanium and inconel (shown here), choosing a good cutting oil or coolant can save thousands of dollars on inserts
Sour
ce: m
mso
nlin
e.co
m
Further information on Machining Exotics can be found at: http://www.mmsonline.com/articles/considerations-for-machining-exotics
www.mmsonline.com
inTerneT
They know it works, and many times these sales personnel save the best technology for those shops that will let them partner, helping everyone involved. When a factory tech gets to showcase his best technology, both sides win. As any shop will do its best for its good customers, so in turn, the
factory techs will do their best for their best customers. These potential partners should be interviewed to determine who has the most experience and who can be most trusted with the job. Tough, subtle questions can help determine the level of knowledge. Trusted suppliers will share their success and valuable knowledge, which will lead to improvements.
Once a shop has mastered these exotic materials, potential competitors are limited. Shop rates will go up considerably, along with potential profits. Customers know the cost and need for expertise when looking for suppliers that can deliver successfully. Sometimes it can take months to get material; depending on a new, unproven supplier can put delivery even more at risk. When a shop establishes itself as an expert with one or more of these materials, it can lock in a solid customer base, and in the end, the experience gained will improve even the easiest jobs. MMI
Providing good lubrication ▶ Choosing a good cutting oil or coolant could save thousands of dollars in inserts. In one example, a 6-inch face mill was used to mill titanium on a 7.5 hp mill. The face mill was double high positive, so there was enough horsepower. Depth of cut was 0.125 inch with 0.5 inch total material removal. Each set of six inserts was achieving on two to three cuts, putting the job in the red. The shop switched to a cutting oil recommended by the lubricant supplier and increased the tool life to 20 passes per set of inserts. The cost of the oil was recovered in three insert changes.
▶ The right lube is important; putting it in the right place is, too. The ANSI bearing failure chart is a good place to start for learning about lubricant failure.
▶ Coolant and oil have different advantages. The first rule of thumb is that oil removes approximately one third of the heat that coolant removes, but provides a lot more lubricity (hydrodynamic lubrication). When applied correctly, the end result can be an equal amount of heat.
▶ Different applications can require coolants, synthetics, semi-synthetics or water soluble oil. The more drilling, reaming and tapping the process requires, the more the coolant needs to protect the margins, requiring more oil. Turning and milling can withstand heat, but not thermal shock, so semi-synthetics or synthetics can work well. Occasional testing of different technologies and input from the vendor can go a long way.
▶ The coolant subsets or more specialized technology have become exciting for applications involving exotics. A small shop cutting exotics can spend $5,000 to $10,000 a month on tooling. A $2,000 or $3,000 drum of a specialized lubricant that lasts about a year can save up to half on the tooling costs. The payback is a quite clear.

SuSta inab i l i ty
46 MODERN MANUFACTURING INDIA - MAY 2013
Sustainability and energy-efficiency is all what everyone seems to be talking about.
But is considering production capability the only aspect? The need of the hour is to
be sustainable in all aspects of production—from raw materials to recycling to
finished goods—to bring about global competitiveness.
‘Intelligence in Production’. This is the motto of EMO Hannover 2013. An Executive Board Member of the Institute for Machine Tools and Production Technology (IWF), Brunswick University of Applied Science, Prof Dr Christoph Herrmann, avers, “For a growing number of manufacturing companies, ecological efficiency is the obvious complement to economic efficiency.”
“But changes towards sustainable production,” says Herrmann, “are possible only if the product’s entire life-cycle, from
raw material procurement, part manufacture and assembly, actual use, all the way through to final disposal, is taken into due account. Without this perspective, potentials can easily be overlooked, or worse, problems merely relocated from one phase in the life-cycle to another.”
Innovative but insolvent?
For any company, its competitiveness, of course, remains its paramount goal. Besides the price, a product’s quality and function continue to demand an appropriate focus. Weaknesses in these areas cannot be made good by an ecologically sustainable production operation.
Talking about the importance of sustainability for innovation, Herrmann summarizes, “Innovation usually needs drivers. We’re already seeing today how rising energy costs are triggering many new technical and organizational solutions; in terms of either new factory concepts, more efficient drives or in metrological applications and energy management.”
When sustainability is properly applied, everyone benefits especially the user—twice over. Firstly, he receives a product that has been produced with both economic and ecological efficiency. Secondly, for energy-operated products, in particular, a substantial proportion of the life-cycle costs and the environmental impact are linked to the
Sustainability Boosts Innovation in Technology and Organization
The forestry sector for centuries has followed one basic principle—do not fell more trees than will actually
regrow. This simple principle of sustainability has been inexorably adopted in modern-day production technology and can be summed up in three simple words
The (green) learning factory at Brunswick University of Applied Science supports the transfer of research results to operation utility
Sour
ce: V
DW
Walter FrickSpecialist JournalistWeikersheim [email protected]

SuSta inab i l i ty
48 MODERN MANUFACTURING INDIA - MAY 2013
utilization phase. Therefore, he benefits from the fact that the product he has purchased uses less energy and consumables compared to any of its competitors – without any loss of quality or functional efficiency.
Explaining through examplesThe Brunswick region has some fully functioning examples. Take for instance the zero-emissions factory of the Solvis Company, which is 14,000 m², featuring offices, warehouses and production zones and is supplied 100 per cent with renewable energies from in-house systems. The factory was built using a holistic concept that covers the building’s shell, its technical systems, and the machinery and lines it houses. The company produces solar heating systems and wood-pellet boilers, and through its own products also contributes towards sustainable development.
Volkswagen, another example, from the region follows a ‘Think Blue Factory’ initiative; all measures aimed at improving energy-economy and resource-efficiency are being synergized. The target is a 25-per-cent reduction in environmental impact by 2018. One very specific example is the energy path at the facility in Wolfsburg, where any measures implemented are rendered visible for the staff.
Another example that is particularly dear to the professor’s heart is the (green) learning factory at Brunswick University of Applied Science. The project supports the transfer of research results to operational reality. It focuses on the practical ‘experiential relevance’ of methods, tools and technologies in the fields of energy-economy and resource-efficiency, and on
not only raising awareness among specialists and managerial staff but also among students or trainees as future drivers and ‘influencers’.
Urban production of the future
One example of sustainability already validated in practice is the low-noise, low-emissions production facility for gearing solutions of Wittenstein Bastian GmbH in Fellbach, inaugurated early in 2012. Managing Board Chairman of Wittenstein AG, Dr Manfred Wittenstein, declares, “Here in Fellbach, we have built a demonstration factory in which step-by-step we shall be progressing exemplary integration of the concepts laid down in Industry 4.0.”
Wittenstein continues, “The idea is that in the future machines, production equipment and semi-finished products will be continuously interlinked via the internet, for example, altering the specification of a gearwheel at the last minute. The preconditions for gradually integrating into the processes elements of a future-friendly ‘thinking’ production operation—known as cyber-physical systems—are thus in place. This development thrust towards Industry 4.0 also contributes towards securing the future of Germany’s industrial base.”
The new urban production facility boasts of advancements—the building automation system and the machinery have been designed for minimized resource consumption coupled with maximized precision. All eco-relevant issues like noise, flue gas, waste, CO2 emissions, water and effluent are just as exhaustively addressed as architectural integration into the
residential environment directly adjoining the facility. And although the new production hall is fully air-conditioned, in comparison to the old building, around 35 per cent of energy costs per square meter are saved.
“Integrating a factory into a densely populated urban environment was a major challenge,” say the two General Managers, Philipp Guth and Michael Müller. “One has to make do with limited space and avoid creating any pollution. One also wants maximized energy-efficiency and resource-economy, so as to minimize the impact on human beings and the natural environment.”
EMO Hannover 2013
Professor Herrmann formulates his expectations for this year’s EMO, the world’s premier trade fair for the metalworking sector, as follows: “The environmental issue as a driver of innovations will be placed in a systematized context here. The ‘More Intelligent Production’ congress is sure to arouse very keen interest. Besides lean production and Industry 4.0, the focus here is on sustainable production. The issues of energy-economy and resource-efficiency have meanwhile been taken on board by many manufacturers and are being reflected in specific technical innovations and new services. These include software tools, for example, and the relevant control technology for adapting process parameters, so as to run the process concerned at maximized energy-efficiency or put machines quickly into an ‘energy-saving mode’. This is because power consumption will sometimes still be substantial when the machine is not actually producing anything.” MMI
“You have to make do with limited space; you want to avoid creating any pollution, and you also want maximized energy-efficiency and resource-economy, so as to minimize the impact on human beings and the natural environment.”
General Managers, Wittenstien Bastian GmbH, Fellbach, Philipp Guth (left) and Michael Müller
“Here in Fellbach, we have built a demonstration factory in which step-by-step we shall be progressing exemplary integration of the concepts laid down in Industry 4.0.”
Managing Board Chairman of Wittenstein AG, Dr Manfred Wittenstein
“The environmental issue as a driver of innovations will be placed in a systematized context at EMO 2013.”
An Executive Board Member of the Institute for Machine Tools and Production Technology (IWF), Brunswick University of Applied Science, Prof Dr Christoph Herrmann

Manufactur in g Softwa r e
50 MODERN MANUFACTURING INDIA - MAY 2013
A common goal for all NC programmers is to make a tool path that produces an
error-free production-worthy part, in a safe and cost-effective manner. As the
complexity of the program increases so does the rate of error. The use of a simulation
and verification software can prove to be an ideal solution.
fixtures usually cannot be detected until the program is actually run on the CNC machine.
However, in today’s digital age, a plethora of CNC simulation and verification software technologies are available that can verify the accuracy of the part program on the computer at the programming stage. CGTech’s industry leading CNC simulation software, VERICUT, enables the programmer to simulate an entire CNC machining environment mirroring that of an actual machine. Using the software, everything from the machine to fixtures and clamps within it can be modeled. Moreover, the program comes with a library of easily-modified controls, making
the simulation a replica of how the NC program moves will occur in reality.
Benefits of virtual machining
The ‘virtual machining’ process is quite similar to the setting up and running of an actual prove-out on a machine tool. First, the stock from which the part will be cut needs to be specified, either by entering dimensions into the software or importing a CAD model. After which the tool path file (either G-code data or native CAM output) is imported and the NC program is simulated. The programmer can watch the material removal process and see how each cut changes the shape of the part.
Creating the Perfect Tool Path
There are a variety of tool path verification techniques available in the market that can help manufacturers ensure that the
end product will be machined accurately, safely, and efficiently. The most basic approach is to visually scan the NC data to identify obvious mistakes. But this is a time-consuming and error-prone process, and problems such as collisions between tools, the part and
Sour
ce: C
GTe
ch
Indudhar C Marketing Communications SpecialistCGTech India Software Solutions Pvt [email protected]
Simulation of NC program

Man ufact ur in g Software
MODERN MANUFACTURING INDIA - MAY 2013 51
During the cutting simulation, the tool path is verified to detect problems such as fast feed errors, gouges, and collisions that could potentially scrap the part, break the cutter, or crash the machine. If an error is discovered, the programmer immediately identifies the offending tool path record by mouse-clicking on the error. The problem can hence be fixed during the programming phase so that when the tool path reaches the shop floor, it is error-free.
Another aspect to the verification software is the analysis of the ‘as-cut’ part. The software allows for in-depth inspection. The part can be rotated and cross-sectioned at any angle, thereby allowing the inspection of areas that would otherwise be impossible to see, such as the intersection of drilled holes. In addition, the software also allows the user to verify dimensions such as stock thickness, hole diameters, corner radii, scallop heights, depth, gaps, distances, angles, volumes, etc., ensuring that the as-cut part will match the original design intent. The software can embed the CAD design model inside the raw stock in order to reveal any discrepancies such as gouges or material left behind by the cutter. The final step in the verification process ensures that the NC programs sent to the shop are not only accurate, but also efficient.
Advantage of the Software
The machine simulation software also detects collisions and near-misses between all machine tool components such as axis slides, heads, turrets, rotary tables, spindles, tool changers, fixtures, work pieces, cutting tools, and other user-defined objects. The user can set up ‘near-miss zones’ around the components to check for close calls, and even detect over-travel errors, eliminating the need to machine a test part.
Typical NC Program VS Optimized NC Program
Sour
ce: C
GTe
ch
Talking about the advantages of using the software, Manager-CAM, BEL Valves, India, Ravikumar says, “Earlier, I used to send all the NC programs to our UK office so they could verify the same from their end. These programs would return to my desk the next morning, highlighted with many errors. As a result, I spent many a sleepless night. After we implemented VERICUT, the NC programs that we sent were error-free.”
Increasing efficiency
Finding the right feed rates has always been a goal for NC programmers, but it has traditionally been a guessing game plagued by a number of problems. An incorrect estimate can break the cutting tool, damage the fixture, or scrap the part. So initially, only a few conservative feed rates are used. These feed rates are generally fine for cuts that remove the largest amount of material or encounter the worst cutting conditions. Unfortunately, these typically slow and poorly controlled speeds waste time, increase costs, and create poor cutting conditions elsewhere on the part. Even if the optimal feed rates are known, inserting them into the tool path program is time consuming and error prone.
But software of the likes mentioned above, using its intelligent machining system, can determine the best feed rates to use for each segment of the tool path. It can therefore divide the tool path motion into a number of smaller segments and assign the best feed rate for each cutting condition encountered. Without altering the trajectory, it outputs a new tool path, identical to the original but with improved feed rates.
Points to note
When purchasing a NC verification
software, it is important to keep a few points in mind. Firstly, the software should be capable of simulating real machining environment and processes, perform multi-axis operations, check for collisions, support multiple setups or simulate complex tool shapes, model fixtures and holders. It should also simulate both the control’s specific M and G codes, and the CAM system’s neutral or CL data and should be able to provide more than a simple visual check and should give accurate in-depth model analysis. Finally, it should also be able to detect gouges and excess material left on the part.
Additionally, the NC verification program choice should be based on its ability to grow and take NC programming and machining operation to the next level, i.e., it should improve NC program feed rates and should include tool path optimization capabilities.
Verification software can be one of the most important tools to improving the quality, efficiency, and profitability to a manufacturing operation. The key to success is assessing ones own needs and selecting a software package comprehensive enough to fill those needs and further expand to meet future sophisticated digital manufacturing capabilities.
Conclusion
Simulating and verification software enables manufacturers to build and simulate their entire CNC machines in order to eliminate the potential for disaster in a machine crash. A machine crash can be very expensive, potentially ruin the machine, and delay the entire manufacturing schedule. But by simulating the machining process beforehand, the chance for error can be dramatically reduced. MMI
“Earlier, the NC programs we sent to our UK office for verification would be returned with many errors being highlighted. After we implemented VERICUT, we have error-free NC programs.”
Manager-CAM, BEL Valves, India, Ravikumar
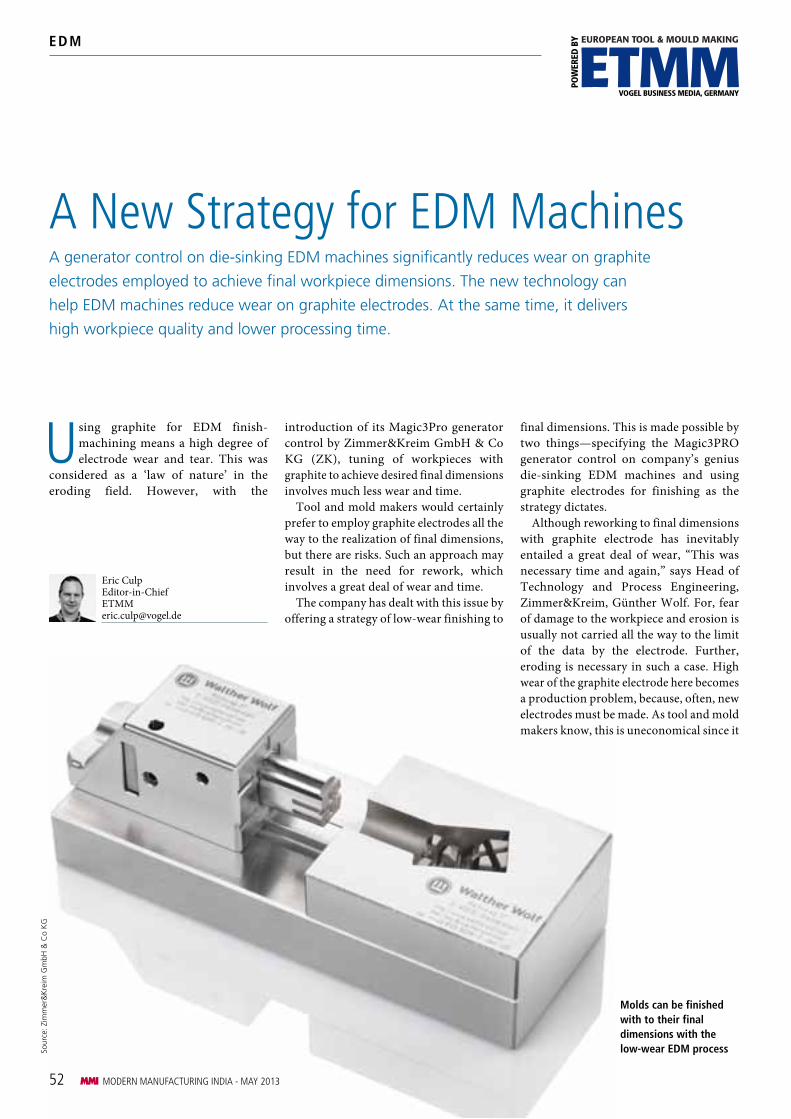
EDM
52 MODERN MANUFACTURING INDIA - MAY 2013
A generator control on die-sinking EDM machines significantly reduces wear on graphite
electrodes employed to achieve final workpiece dimensions. The new technology can
help EDM machines reduce wear on graphite electrodes. At the same time, it delivers
high workpiece quality and lower processing time.
introduction of its Magic3Pro generator control by Zimmer&Kreim GmbH & Co KG (ZK), tuning of workpieces with graphite to achieve desired final dimensions involves much less wear and time.
Tool and mold makers would certainly prefer to employ graphite electrodes all the way to the realization of final dimensions, but there are risks. Such an approach may result in the need for rework, which involves a great deal of wear and time.
The company has dealt with this issue by offering a strategy of low-wear finishing to
final dimensions. This is made possible by two things—specifying the Magic3PRO generator control on company’s genius die-sinking EDM machines and using graphite electrodes for finishing as the strategy dictates.
Although reworking to final dimensions with graphite electrode has inevitably entailed a great deal of wear, “This was necessary time and again,” says Head of Technology and Process Engineering, Zimmer&Kreim, Günther Wolf. For, fear of damage to the workpiece and erosion is usually not carried all the way to the limit of the data by the electrode. Further, eroding is necessary in such a case. High wear of the graphite electrode here becomes a production problem, because, often, new electrodes must be made. As tool and mold makers know, this is uneconomical since it
A New Strategy for EDM Machines
Using graphite for EDM finish-machining means a high degree of electrode wear and tear. This was
considered as a ‘law of nature’ in the eroding field. However, with the
Eric Culp Editor-in-ChiefETMM [email protected]
Molds can be finished with to their final dimensions with the low-wear EDM process
Pow
ered
by
Vogel business media, germany
Sour
ce: Z
imm
er&
Kre
im G
mbH
& C
o K
G
52 MODERN MANUFACTURING INDIA - MAY 2013

EDM
MODERN MANUFACTURING INDIA - MAY 2013 53
slows the processing of the order and increases time pressure.
new strategy
Through Magic3Pro, a further development of the supplier’s Magic3 technology, the company has been able to make finishing to final dimensions with graphite a fully reasonable approach. The Magic3Pro generator controls are engineered for three major things—erode with copper, graphite
and tungsten carbide, achieving satisfactory results regardless of the workpiece material. The feature provided by the Magic3Pro control, which the company believes to be unprecedented is its enabling of low-wear finishing to final dimensions with graphite electrodes. This innovation allows tool and mold makers to include ‘finishing to final dimensions’ wherever feasible and even as planned as another operation in their eroding strategy.
The new technology is integrated in all of the company’s EDM machines. The technology can automatically optimize pulse times and pulse flows and adjust them perfectly to finishing requirements. This reduces the electrode wear to almost zero, enabling the erosion process to continue without a need to change electrodes. The result is considerable time savings with every workpiece in the context of a revised overall electrode use strategy.
In the case of simple electrodes whose geometries can be milled quickly, producing new electrodes is still worthwhile for tool and mold makers, Wolf suggests. However, where electrode geometries are complex, wear-free finishing with Magic3Pro is advantageous.
Time savings
Despite the extra time required for finishing complex molds using the new strategy of multiple processing with graphite, the total eroding time for a given project can be much less with the aid of Magic3Pro and despite the use of an additional finishing electrode. ZK has conducted detailed testing of the process, says Wolf, and found outcomes with graphite finishing electrodes to be extremely competitive.
The finishing with Magic3Pro consumes little power and usually is characterized by low undersizes. The new technology is suited for component changes or when edge wear must be minimized, when contours have to be chased, or for multiple-electrode processing when electrodes show high wear. High workpiece quality can be expected, while processing time and graphite-electrode wear are reduced.
wear-free roughing
Wear is always an issue. For this reason, the company took a close look at roughing in the course of developing Magic3Pro. It came up with the V-module, which enables graphite electrodes to perform roughing operations with almost no wear. The V-module can be retrofitted to genius Series 700 and 1,000 machines. MMI
Further information on molding tools can be found at: http://www.etmm-online.com/machining_equipment/articles/368494/
www.etmm-online.com
inTerneT
Final dimension eroding with an electrode
Wear
70%
60%
50%
40%
30%
20%
10%
0%
VDI-Class
Standard Final dimension eroding
18 21 24 27
The feature provided by the Magic3Pro control which ZK believes to be unprecedented is its enabling of low-wear finishing to final dimensions with graphite electrodes.
Sour
ce: Z
imm
er&
Kre
im G
mbH
& C
o K
G
sample eroding Task:5-way mold, end Vdi21, multiple electrodes
Version A Without final dimension during
EL 1 Standard technology VDI40-21 150 min Ve 0,04 mm
EL 2 Standard technology VDI30-21 60 min Ve 0,02 mm
210 min
Version B Without final dimension during
EL 1 Standard technology VDI40 50 min Ve 0,02 mm
EL 2 Standard technology VDI37-21 100 min Ve 0,05 mm
EL 3 Final dimension tuning technology VDI30-21 30 min Ve 0,002 mm
180 min
An example of the task at hand
Sour
ce: Z
imm
er&
Kre
im G
mbH
& C
o K
G

Sheet Metal
54 MODERN MANUFACTURING INDIA - MAY 2013
Sheet metal forming operations are an essential part of manufacturing operations. Their
applications are versatile and effective for obtaining low mass, high strength and geometrically
detailed products. The article deals with current and ongoing research techniques that
increase rapid processing time and ensure higher productivity for sheet metal forming.
Typical sheet metal forming processes include roll forming, stretch forming, drawing and deep drawing, stamping,
rubber-pad forming, spinning, superplastic forming, peen forming, explosive forming and magnetic pulse forming. Materials like low-carbon steel, aluminum, and titanium and nickel alloys, etc., are chosen on the basis of good ductility and other factors such as low-weight and heat resistance.
Formability
The main factor to consider in sheet metal forming is the formability of the metal. In general, this is determined by a formability limit diagram (FLD). The FLD is drawn after conducting a dome test (also known as the Erichsen cupping test) on the sheet metal specimen—on the surface of which, grids of small adjacent circles are printed. The test equipment is fitted with a high-quality magnifying glass that helps identify the tearing failure. Once a tear is observed anywhere on the sheet the test is stopped.
Enhancements in Forming Techniques
Dr Srinivasa Prakash Regalla, PhD Professor, Department of Mechanical EngineeringBITS Pilani, Hyderabad [email protected]
CNC machines used in BITS Pilani to conduct incremental forming experiments
Sour
ce: D
r Sr
iniv
asa
Prak
ash
Rega
lla

Sh eet M etal
MODERN MANUFACTURING INDIA - MAR 2013 55
Putting the smarter heat to smarter use
www.efd-induction.com
Many of the world’s finest carmakers have a few things in common.Here’s why EFD Induction is one of them.
A proven track record. Technical excellence. And the
ability to come up with cost-cutting answers. These are
just some of the things automakers and their suppliers
insist upon. Which is why, when it comes to hardening
auto components, many of them turn to EFD Induction.
We design, make and maintain high-uptime ind uc-
tion hardening systems. In fact, we’re the world’s no. 1
induction hardening company — with plants and labs in
the US, Europe and Asia. So wherever you are, there’s a
good chance we’re in the neighbourhood.
We’ve been in the induction heating business for more
than 50 years, developing systems to harden valves,
camshafts, crankshafts, balancing shafts, connection
rods, starter rings and gudgeon pins.
To learn more about EFD Induction — and how we can
help improve your business — just contact us. After all,
many of the world’s finest carmakers already have.
On completion of the test, the circles in the grid appear like ellipses with different major and minor radii—the dimensions of which depend on the distance of the circles from the location of tearing.
New methods of gridding on the sheet specimen in the test have now come into use. This makes the process of determination of major and minor strains more accurate and automatic rather than manual. For example, in one such technique, square grids are used instead of circular grids and the determination of the major and minor strain is done using image processing techniques. The elements of a perspective transformation matrix for the transformation of a unit square to the corresponding quadrilateral are calculated using the vertex points of the actual quadrilaterals, by an image processing technique.
A Matlab guide program is then used to feed the coordinate data of the vertices of the quadrilaterals obtained to determine the major and minor strains that are used to finally to draw the FLD without any manual intervention.
Modern techniques
Newer ways of sheet metal forming are being invented owing to the demand for increasing complexity of parts to be manufactured cost effectively from difficult-to-form
Sour
ce: D
r Sr
iniv
asa
Prak
ash
Rega
llaSo
urce
: Dr
Srin
ivas
a Pr
akas
h Re
galla
Sample circular grid marked sheet specimen after Erichsen testing. The circles become ellipses around the teared portion indicating plastic strain.
Method of image processing

Sheet Metal
56 MODERN MANUFACTURING INDIA - MAY 2013
materials. The most prominent among these are incremental forming, hydroforming, and tailor-welded blank forming.
Incremental forming of sheet metal, for instance, refers to obtaining of the required shape from a blank sheet by deforming only a small portion of it at a time rather than the bulk area contact between the tool and the blank. One technique for incremental sheet metal forming is the spinning operation—a well-known and one of the oldest sheet metal forming processes. The process of spinning is capable of producing only axi-symmetric parts because the generatrix is primarily a circle, and the process is normally conducted on a tool similar to the lathe. The directrix can be a non-linear curve without large and sharp inflections, and hence, it is possible to make axi-symmetric parts having fairly creative shapes as well as straight circular cones.
However, the modern manufacturing scenario is changing globally and there is an increasing demand for parts which are geometrically more complex. Manufacturers have no choice but to be able to produce free form geometrical parts as well, for the increasingly dynamic and competitive global market. Recently introduced, and yet to be perfected, the asymmetrical incremental sheet metal forming (AISF) technique may offer a solution to this
predicament. In AISF, a spherical ended EN31 tool is used in place of the cutting tool in a CNC vertical machining center to deform the sheet metal supported in a simple yet specially designed fixture according to the path plan provided by CNC part program. As the process is automated, virtually any asymmetric shape can be obtained, except for the limitations due to the wall angle if the process has to be carried out on a 3-axis vertical machining center. Although the option of using a
more sophisticated CNC machine such as a 5-axis machine or a hexapod is always available, the capital cost and feasibility have to be considered. The alternative is to resort to robot assisted AISF wherein the additional degrees of freedom are achieved using a robotic manipulator.
Limitations and future
AISF currently has one major limitation in terms of the maximum lateral feed rate of the tool. For example, in one study, it was found that a conical of a given size can be made by the spinning operation in approximately four minutes whereas the same takes more than 90 minutes by AISF. Further research to overcome this limitation and combine the best of the two processes found that the part geometry can be automatically recognized for its axi-symmetric and asymmetric features by reading the STL file of the part; the two types of features are separated and CNC part programs are generated. In this way, the total manufacturing time of an asymmetric sheet metal part was reduced to less than 50 per cent of the duration taken when AISF was used exclusively.
AISF involves thinning of the sheet metal, which is the reduction of the thickness of the sheet, and this imposes limitations on the maximum possible plastic deformation that can be achieved. Finite element method (FEM) based study of AISF can be conducted to study this thinning behavior in two different schemes of path planning, namely profile path planning and spiral path planning and FLD were plotted using LS-DYNA explicit finite element analysis package. MMI
Sour
ce: D
r Sr
iniv
asa
Prak
ash
Rega
lla
Sour
ce: D
r Sr
iniv
asa
Prak
ash
Rega
lla
CNC vertical machining center
The asymmetrical incremental sheet metal forming (AISF)
Tool path (top left), FLD (top right), and thinning behavior for profile tool path planning (bottom left) and spiral tool planning (bottom right) in AISF obtained through Finite Element Analysis in LS-DYNA
Cash P
rizes
of
` 10,00,000For winning individuals / teams
7th Edition
Productivity Summit 2013
IMTMA - SIEMENS Productivity Championship
Awards
IMTMA is proud to announce the 7th edition of
Productivity Summit 2013. This event showcases best
productivity improvement projects where winners are
adjudged by an eminent jury
Productivity Summit 201315 - 16 November 2013, Pune
Productivity Summit
2013
For more details contact
Mr. Chethan - [email protected] : 6624 6665
Mr. Abhishek - [email protected] : 6624 6829
Indian Machine ToolManufacturers’ Association
&
Rush yourENTRIES
Now !
Are you a Productivity Champion ?
Download Entry Forms from www.imtma.in

58 MODERN MANUFACTURING INDIA - MAY 2013
Molding
In the past, blow-molding companies have largely avoided prototyping due to the high
cost and long lead times of the process. Stratasys explains the steps needed to use its
two technologies to eliminate these concerns.
Selecting the right processBlow-mold design and the specification of process parameters require skill and precision. A small change in the pinch-off or vent design, die temperature or blow pressure can dramatically affect the molding results. Prototyping enables designers to validate these parameters and accelerate design approval. Blow molding uses many common plastics, including polystyrene, polycarbonate (PC), polyvinylchloride (PVC) and polyethylene (PE). Inkjet-based technology and fused deposition modeling
(FDM) that use plastics offer 3D manufacturing opportunities to prototype blow-molded products faster and at lower cost. With inkjet or FDM 3D printing, companies can design a mold, build the tool and blow mold near-production quality prototypes. Advances in inkjet and FDM 3D printing, including improved surface quality, durability, build speed and cost, make blow-mold prototyping a much more rewarding process. The two Stratasys 3D-printing platforms (inkjet and FDM) can be applied to the three major blow-molding methods, extrusion blow molding (EBM), injection blow molding (IBM) and injection-stretch blow molding (ISBM).
Producing prototype
First, it is important to design the tool with additive manufacturing in mind. Vent areas need to relieve extreme temperature or pressure and the pinch design has to be strong enough to function. Also, metal plates should be inserted on top to absorb the impact of the blowing pin against the mold. The next step is creating the tool. Users can print the tool with either inkjet or FDM technologies using the correct build orientation and parameters. This is followed by post processing. Users should perform secondary processing on the mold to alter its surface finish if desired. Locator
Two Processes for Building Blow-molding Test Tools
Blow molding is a manufacturing process that makes hollow plastic parts, such as bottles and other
containers. Manufacturing these items is fast and cost-efficient, but prototyping tends to be slow and costly.
Sour
ce: S
trat
asys
Pow
ered
by
Vogel buSineSS media, germany
Plastic and plastic: An example of the type of 3D-printed blow mold that can be used to produce a prototype bottle
Eric Culp Editor-in-ChiefETMM [email protected]

MODERN MANUFACTURING INDIA - MAY 2013 59
Mol ding
pins or metal plates should be inserted if necessary, and release agents or coatings applied to prevent blown plastic from sticking.
The next step is molding. Users should employ the molding parameters required to increase mold life and maximize part quality. This is followed by evaluation, a time to determine whether the shape, mold design or parameters should be changed to build a successful production tool.
improving the process
When using inkjet or FDM for either an insert for a mold base cavity or to make a full tool, proper clearances need to be built into the model so alignment pins or mold halves fit together. The tool needs to be oriented in the build chamber to give it the best surface finish and, depending on the goal of the prototype mold, filler and sanding the mold is required to achieve the desired surface. The filler will also help to seal the mold and produce a better part.
The material used to build a prototype mold should be heat-resistant enough to not deform after each cycle, and durable enough to last through as many cycles as necessary for prototyping. These processes each offer suitable materials.
The insulating properties of the processes also affect cycle time. Options to minimize this include cooling system inserts in the 3D-printed part or through the aluminum molding base. Simply applying compressed
Sour
ce: S
trat
sys
air can also help decrease the time required for the cooling process.
a success story
Stratasys said a container manufacturer challenged it to reduce both cost and time for the development of blow molded prototypes. Specifically, the goal was to prototype near-production quality parts in five days rather than seven weeks, and to do it at a lower cost.
The company selected a bottle 6 inches (152 mm) tall and 3 inches (76 mm) in diameter for the pilot project. Using Fortus
PC material for the tool cavity and a machined aluminum mold base, the mold was designed and built in just two days. With only minor changes to the tool design and molding process, the bottle was blow molded in BP Solvay Fortiflex HP 58, a high-density polyethylene. The entire process was completed in less than five days, and the molded prototypes met the criteria for near-production quality. Moreover, Stratasys said 3D-printed tools for one blow-molding prototype cut a shop’s costs from $800 to $350 and time required from 10 to two days. MMI
A plastic blow mold for prototyping made with the company’s fused deposition modeling (FDM) technology
www.vogel.de
DINESH MISHRA Senior Manager - SalesMobile: +91 [email protected]
SIMoNE ScHMID Sales ManagerTel. +49 931 418 - 2263 [email protected]
ASHoK THAKUR GM - Sales & EventsMobile: +91 [email protected]
DIANNE HIGHTAdvertising Production Manager Tel.: +1 513.527.8800 [email protected]
BAlASUBRAMANIAN Senior Director Tel.: 080-66246600 [email protected]
WINFRIED BURKARDSales Manager-MM, ETMM, Germany Tel.: +49 (0)931 [email protected]
Successful together.
REACH OUT TO YOUR TARGET AUDIENCE
Book Your Page
Now!
The official magazine of Indian Machine Tool Manufacturers‘ Association

changing pall ets
60 MODERN MANUFACTURING INDIA - MAY 2013
Thorlabs Inc has evolved to become a leading global player in the supply of photonics
products to customers conducting light-based experiments—viz., the people who are
creating the light-based technology of tomorrow, through standardization at their
dedicated machine shop, with Haas CNC machine tools.
imaging devices. In other words, all the building blocks needed for laser and fiber optic systems are available through its online store.
Dedicated machine shop
The company has a total of 15 design and production facilities located in eight countries around the world. In Newton, New Jersey, there are four buildings, one of which is a few miles from the other three that form a campus. The company’s imposing new headquarters is in the center of the town and houses, among other things, engineering staff, assembly and administration. The former headquarters on Route 206 is now dedicated to the company’s machine shop
and contains six Haas VF3SS high speed machining centers with automatic pallet changers, three EC400 horizontal machining centers (two with six station pallet pools) and a DT-1 drill-tap center.
At present, the company manufactures a portion of its products in-house, but there are plans to bring this figure up considerably in the coming 3–5 years. Now that most of the non-manufacturing operations have been moved from the Route 206 building, there’s ample space for new equipment and the organization has plans to double its machine shop capabilities. Patrick Mulvoy, of the company’s Mechanics Business Unit oversees the machine shop and explains his vision for a bigger, expanded manufacturing operation.
“As you can see,” he says, “we’re not short of space now that the rest of the business is relocated in the new building. I can see us having 100+ machines in here in the future, which is probably what we’ll need if we’re going to meet our business goals.”
Standardizing production
That’s particularly good news for Haas, since Thorlabs has committed to a predominantly one-make shop.
“Five years ago we were using machine tools supplied by a number of different manufacturers,” Mulvoy explains. “We decided to standardize and Haas stepped up to the plate—they’ve been a great partner for us ever since. Their machines are relatively low-cost and are very productive. We have their 4th axis rotary tables on all the VF machines, as well as pallet loading systems.”
The use of pallet change technology allows them to perform their component loading and unloading off-line while the spindle is
Improving Efficiency Through Standardization
So much modern technology is light-based, from supermarket checkout scanners to life-saving medical
imaging equipment. For engineers and scientists developing the next generation of such technology, Thorlabs offers a staggering 20,000 different photonics products, including optomechanical components, motion control equipment, optics, fiber, light analysis equipment, and
Matt Bailey International Press Relations Haas Automation IncMBMC – International Press and [email protected]
The Haas machines have proved to be extremely worthwhile assets to Thorlabs, holding tight tolerances, are user friendly and can accommodate a lot of tools, which helps minimize set-ups
Sour
ce: H
aas
Aut
omat
ion
Inc

chan g in g pal l ets
MODERN MANUFACTURING INDIA - MAY 2013 61
still cutting. Using tombstone fixtures on the EC400 pallet pool horizontals, they can complete even highly complex parts in a maximum of two set-ups, while the 4-axis verticals are also able to replicate some of the processes performed on the EC400s. Through the use of pallet pools, the company has taken advantage of “unmanned or lights out machining” in order to stay competitive in its respective industry.
Workpiece materials range from aluminium to stainless steel, and volumes vary widely. A typical part, such as a mirror mount is produced in numbers of around 40,000 units a year. However, some components are made in annual volumes of up to 110,000 units and more. The company has different machines set aside for one off prototypes, families of parts, and high volume components. Pointing at one particular EC400 pallet pool, Mulvoy says: “This one will only make two components for the rest of its life. We bought it for a specific high volume purpose. We foresee a life expectancy of up to 15 years, which is a very impressive ROI.”
Having machines set-up for certain tasks and volumes also aids personnel deployment. “Operators can switch from one job to another without problems or assistance from senior staff,” explains Mulvoy. “One particular machining center produces a family of 12 different parts. Here, several components are loaded on to a 36 inch work-holding bar—we can flip the whole row and cut the back-side off. In fact, this particular set-up yields about 70 parts per load, which allows the operator to walk away and do something else for an hour.”
All of the machines at the machine shop are fitted with Renishaw probes, which are particularly useful when machining some of its stainless steel parts, as the company can
Thorlabs offers a staggering 20,000 different photonics products, including optomechanical components, motion control equipment, optics, fiber, light analysis equipment, and imaging devices
Sour
ce: H
aas
Aut
omat
ion
Inc
use broken tool detection capabilities between spot drilling, drilling and tapping. “If a tool breaks, the others don’t follow,” avers Mulvoy.
Core values
Company President, Alex Cable, founded Thorlabs in his basement, back in 1989 and named it after his dog, a black Labrador. Today, the firm has 850 employees worldwide, half of which work in New Jersey. Most of its sales come via the website, and when orders are placed, customers can count on the part being in stock and available for immediate shipment. The responsibility for making sure this happens for the Mechanics Business Unit falls on the shoulders of Rick Chiong, Mechanics Business Unit Leader, who claims to be a “recovering accountant” and is based at the new headquarters. With an eye for figures and accuracy, he’s also an expert in lean enterprise and Six Sigma—know-how he applies rigorously to get the very most from the machine tools.
“These machines have proved to be extremely worthwhile assets,” he says. “They hold tight tolerances, are user friendly and can accommodate a lot of tools, which helps minimize set-ups. They are also fast, which is important because everything we do has a bottom-line impact.
“We need the machines to be extremely agile,” he adds, “which also matches our business model. We offer our customers a wish list of every conceivable part and product for light-based experiments. However, if someone doesn’t find what they need on our site, it is very easy for them to web-search for similar products elsewhere, so we have to have the product on the shelf all of the time and be able to deliver without delay.” This is what Rick refers to often as the company’s ‘customer centric’ approach and it is, he says, “a large part of why we are successful.”
“I must say, the machines have really fulfilled the potential we saw when we bought the first, back in 2007. I remember being very impressed when the machines and their various productivity enhancing features were demonstrated. Also, they are made in the US, which is particularly good for us: a company with a large part of its manufacturing based here. It’s also very refreshing to see that Haas invests in its own in-sourcing, which is what we plan to do even more of as we get bigger and carry more product lines.”
It’s difficult to imagine just how many more products the company could offer. But, given that the plan is to have a total of 100+ CNC machine tools, the online catalog could be an order of magnitude bigger than it is currently. What the already tome-like printed catalog would look like is anyone’s guess! MMI
Sour
ce: H
aas
Aut
omat
ion
Inc
The company’s machine shop contains six Haas VF3SS high speed machining centers with automatic pallet changers, three EC400 horizontal machining centers (two with six station Pallet Pools) and a DT-1 drill-tap center

62 MODERN MANUFACTURING INDIA - MAY 2013
CAD/CAM
By adopting the right CAD/CAM system, a forging company reduced product
development time from 16 to 6 weeks and it also realized 20 per cent cost savings
across product operations.
along with industry experience and know-how from a proven provider.
The company’s main business challenge was that customers were requiring faster product delivery times for increasingly complex products. Evolving design complexity meant pressure in terms of cost as well as higher workmanship standards on par with leading, international competitors in the forging industry. As a result of this pressure, some ‘out of the box’ thinking was required to make manufacturing more robust and dependable to achieve better results. The organization
needed to move faster and find new ways of meeting the needs of its customer base.
Challenges
Sansera had been working from 2D drawings for design, and then manually programming its computer numerical control (CNC) machinery. This methodology was no longer adequate as it took too long to create electrodes and to respond to engineering change orders. Moreover, the company depended heavily on the skill sets of its engineers and had no way to capture their knowledge and experience in new product development. Additionally, the forging cycle took nearly 16 weeks and product consistency was another challenge. Rework was absorbing significant time, including time to make product repairs and re-engage machinery, which in turn led to higher machining and labor costs and delayed product delivery.
Overcoming Product Development Challenges with a New Approach
Sansera Engineering manufactures complex forged components for major automotive OEMs in India and around
the world, including crank shafts, rocker arms, gear shifter forks, connecting rods, etc. To help meet the demands of its customers, the company was looking for an integrated computer-aided design/computer-aided manufacturing (CAD/CAM) system with a proven track record in the forging industry,
Source: Siemens PLM
Complex forging design
Sour
ce: S
iem
ens
PLM

MODERN MANUFACTURING INDIA - MAY 2013 63
CAD/CAM
INFO:VDW – Generalkommissariat EMO Hannover 2013Verein Deutscher Werkzeugmaschinenfabriken e.V.Corneliusstraße 4 · 60325 Frankfurt am Main · GERMANYTel. +49 69 756081-0 · Fax +49 69 [email protected] · www.emo-hannover.de
www.em
o-han
nover.d
e
Information, Tickets, Invitation letter & Travel Packages:
Hannover Milano Fairs India Pvt. Ltd.
No 13/16, Vatika Business Centre
Wing B, 7th Floor
Supreme Business Park
Hiranandani Gardens, Powai
Mumbai 400 075
Indien
Tel.: +91 22 40 05 06 81 / 82
Fax: +91 22 40 05 06 83
E-Mail: [email protected]
MM_India_3406_13112_EMO Hannover 2013 07.05.13 11:14 Seite 1
Selecting 3D CAD/CAM systemTo select a new 3D CAD/CAM system, the company benchmarked several vendors’ solutions, including NX software from Siemens PLM Software. “Before selecting NX, we were facing numerous problems specifically related to design flexibility,” said Senior Manager of Product and Die Design, Sansera Engineering, P Mahadeva. “We decided to invest in high-end software and
Sour
ce: S
iem
ens
PLM
chose NX for a variety of reasons, especially its sophisticated
design capabilities and proven strengths in significantly reducing design time,” he added.
Mahadeva further noted, “As part of the
benchmark, we asked all the vendors to design a specific and
highly complex forging model, along with the dies, and to create and generate the toolpaths. If a model changes, we wanted the toolpaths to also change automatically, knowing that such an integrated approach would help save us a lot of time. Ease of use, modeling features such as hybrid modeling, robust blending, accuracy, expression-based modeling, re-use capability and forging references led us to select NX over alternative systems.”
The software demonstrated its value early on. Using its design capabilities, the company resolved problems related to sophisticated blends in dies. With NX, users can now easily and quickly create models that previously were difficult to handle. “When we design an axle or shaft, the main concern is to implement the exact draft and
"Ease of use, modeling features such as hybrid modeling, robust blending, accuracy, forging references, etc., led us to select NX over the alternative systems."
Senior Manager of Product and Die Design, Sansera Engineering, P Mahadeva
different blends, so the software must be flexible enough to accept the features easily,” shared Senior Manager of New Product Development, Sansera Engineering, L D Sathish Hoysal. “For an integrated rocker arm project we recently completed using NX, the draft was three-dimensional and so complex that I can’t imagine it would have been possible to handle using any other software,” he continued. MMI
Rocker arm design

EVENT REPORT
64 MODERN MANUFACTURING INDIA - MAY 2013
Taiwan's machine tools are becoming more sophisticated, while the US is becoming an increasingly important export market for the growing industry. This event report talks about how Taiwanese manufacturers are catering to the needs of the advanced American market.
Tool Show (TIMTOS), the biennial machine tool exhibition in March 2013 in the capital city, confirmed that these suppliers do indeed offer many of the features and capabilities valued by shops in the US.
Market conditions
While the US traditionally has been an important market for Taiwanese suppliers, many exhibitors I visited said it has become even more so now. The data confirms this. According to show organizers, exports to the US increased 50.6 per cent from 2011 to 2012, and the country's 12.6 per cent share
of total exports is second only to China's. Other growth markets last year included third-ranking Thailand, with a 50.2 per cent increase, Russia, with a 41.5 per cent increase and Canada, with a 96.2 per cent increase, although all three combined still do not match the US in terms of total exports.
The fact that Taiwanese builders export more than three quarters of their production underscores the importance of the US market for growth. And growth has been the trend for Taiwan despite global economic uncertainty. Data from show organizers indicates that machine tool production increased by 5.2 per cent from 2011 to 2012 to a total of $5.43 billion, while total exports increased 5.9 per cent to $4.23 billion. And according to the latest World Machine Tool Output and Consumption Survey (compiled by Modern Machine Shop publisher Gardner Business Media), Taiwan remained the world's sixth largest machine tool producer and fourth largest exporter in 2012.
TIMTOS
TIMTOS, is growing too. Organized by the Taiwan External Trade Development Council (TAITRA) and the Taiwan Association of Machinery Industry (TAMI), the 24th iteration of the fifth largest machine tool exhibition in the world and second largest in Asia attracted 1,009 exhibitors occupying 5,400 booths. Those figures
Taiwan Eyes US Market for its Advancing Technology
Quality equipment and relatively low prices have traditionally made Taiwanese machine tools attractive in
the US market, but builders from the small island nation are increasingly touting another selling point: technological sophistication. My visit to the Taipei International Machine
TIMTOS was split over sites: the Nangang Exhibition Hall, shown here, and the Taiwan World Trade Center
Sour
ce: _
____
____
____
____
____
__
Matt DanfordAssociate EditorModern Machine Shop [email protected]
POw
ered
by
gardner buSIneSS MedIa, uSa

EVEN T rEporT
MODERN MANUFACTURING INDIA - MAY 2013 65
represent increases of 8.7 per cent and 4.3 per cent, respectively, compared to TIMTOS 2011. In total, the exhibition attracted an estimated 45,500 visitors, of which 5,500 hailed from abroad. In fact, the show lacked the space to accommodate more than 3,000 potential exhibitors (although a new exhibit hall expected to open in time for the 2015 show promises to help alleviate this concern).
While 2013 is expected to be positive, the industry still faces challenges. Uncertainties about exchange rates have led to uncertainties about the extent of this year's export growth, which show organizers have forecast at a broad range of 5 to 10 per cent. Specifically, they cited concerns about the relative strength of the Taiwanese dollar versus its US counterpart, as well as depreciation in two chief competitors' currencies: the Korean Won and Japanese Yen.
Regardless of what the future holds, most exhibitors I visited say, they plan to continue to advance capabilities and to further differentiate and specialize their product lines. The show floor teemed with the results of their efforts thus far in this area. Here are a few trends I noticed at the show:
Complex motion
Rare was the machining center supplier that didn’t offer a model with more than three axes, and most supplied equipment capable
of full simultaneous five axis moves. Increasingly, machine axes aren’t traversing via ballscrew either—linear motors seemed ubiquitous on the show floor, appearing in equipment ranging from HMCs and VMCs to grinders and EDM equipment.
Multiple processes, one platform
Turn-mill machines were also a common
Export levels of Taiwanese machine tool components were nearly equal to those of the country's machine tools, in part because of recent progress in quality and sophistication, according to both show organizers and various exhibitors. Booth personnel at GSA Technology Co., a manufacturer of rotary tables and tool turrets, said the company implemented 5S systems, just-in-time practices, TOC (Theory of Constraints) and other production changes in the years following the 2008 financial crisis.
A notable trend at TIMTOS were offerings that combine multiple processes on one platform. This prototype from Tailift, which is known for its forklifts as well as sheet-processing equipment and machine tools, integrates a laser head with a four-axis VMC to enable users to perform part marking and hardening in addition to machining. Booth personnel also mentioned plans to possibly equip the VMC with a laser sintering head for additive manufacturing capability.
Sour
ce: _
____
____
____
____
____
__
Sour
ce: _
____
____
____
____
____
__
sight at the show, and the range of offerings included more than just lathes with live milling and drilling tools. In addition to subspindles for part hand-off, notable offerings included machines with more than two turrets to balance production between the main and subspindle and Y-axes for off-center milling and drilling, among others. This trend extends beyond just turn-mills. One supplier, for instance, showcased a VMC with integrated laser marking.
advanced control technology
More so than simpler configurations, five axis and turn-mill machines depend on CNC features such as tool centerpoint control, robust simulation, machine monitoring and so forth. Taiwanese builders like YCM, Chevalier, Chmer and Tongtai, among others, are increasingly developing their own such features rather than sourcing from elsewhere.
Component suppliers step up
Chairman, TAMI's Machine Parts & Elements Committee, King Wang, said Taiwan's machine parts and component industry has made considerable progress during the last few years. In fact, total export value for this sector amounted to nearly as much as machine tools themselves. Additionally, the event marked the first time that the Machine Tools Industry Awards for excellence in research and innovation included a category specifically for machine components. MMI

EVENT REPORT
66 MODERN MANUFACTURING INDIA - MAY 2013
Consolidating its position as the world's premium showcase for industrial technology, Hannover Messe 2013 was successfully held from 8-12 April at Hannover, Germany. Attracting over 6,550 exhibitors from 62 nations, this was the strongest edition in the last decade. It brought together the entire industry under its theme of ‘Integrated Industry’. MMI was invited to witness the colossal displays by Schaeffler Technologies during this show. Here’s a firsthand report...
displayed at the show were the 225,000 attendees, whom even the weather with its continuous downpour and chilly winds, could not dither. One in every four of the visitors came from abroad, mainly from the European Union (50 per cent) as well as from South, East and Central Asia (20 per cent). The largest visitor contingents were from the Netherlands (3,500) and China (3,400), followed by India, Italy, Austria and Denmark. Organized by Deutsche Messe, this year, Russia was featured as the show's official Partner Country. German Chancellor, Angela Merkel and Russian
President, Vladimir Putin opened Hannover Messe 2013 on 7 April.
exhibiting avant-garde technology
Under the rallying call of ‘Integrated Industry’, the exhibitors at the trade fair forged ahead while laying the groundwork for tomorrow’s production reality. The 11 flagship fairs viz. Industrial Automation, Motion, Drive & Automation (MDA), Energy, Wind, MobiliTec, Digital Factory, ComVac, Industrial Supply, Surface Technology, IndustrialGreenTec, Research & Technology had a strong focus on technology and automation. MDA introduced Bosch Rexroth as this year’s HERMES AWARD winner, successfully highlighting the immense potential stemming from innovations in the area of electric and mechanical drive engineering, pneumatics and hydraulics. Bosch Rexroth received the award for a software solution perfectly tailored to the ‘Integrated Industry’ keynote theme.
Another company that bagged an award was KUKA AG. The company's conceptual exhibit ‘moiros’ won the coveted Robotics Award presented by the Hannover Fair organizers. “This was the third time the prize for applied robot solutions was presented by the organizers of the Fair, in cooperation with the German trade journal Industrieanzeiger and Germany's Robotation Academy for robotics and automation. The prize is awarded for robot-based solutions that are especially useful in practical applications,” elucidated Managing Director, KUKA Robotics India Pvt Ltd, Raj Singh Rathee. “The winning display featured a robotic application capable of flexibly
Spearheading the Drive to Engineer Breakthroughs
Addressing every conceivable aspect of the 'Integrated Industry' theme and demonstrating the power of
integration as the key to greater cost-effectiveness, product quality and sustainability, the exhibitors at this year’s Hannover Messe showed one and all the means of gaining a competitive edge. Lapping up the technology prowess
Indira Rao Deputy Editor Vogel Business Media India [email protected]
Opening Ceremony of Hannover Messe on 7 April 2013 (L to R) President of the German Electrical and Electronic Manufacturers’ Association, Friedhelm Loh; President of the Russian Federation, H E Vladimir Putin; Chancellor of the Federal Republic of Germany, Dr Angela Merkel and Prime Minister of Lower Saxony, Stephan Weil
Sour
ce: h
anno
verm
ese.
de

EVEN T rEporT
MODERN MANUFACTURING INDIA - MAY 2013 67
Sour
ce: h
anno
verm
ese.
dehandling extremely large components, such as the ten-meter wind turbine rotor blade used at HMI. The conceptual vehicle consists of a KUKA omniMove platform, a KR QUANTEC console robot including KR C4 controller and autonomous navigation software,” added Rathee. Another interesting display at the stall was of the twenty-six robots. Around 40 tonnes of steel were used to assemble the massive display that featured seventeen of the robots dancing with each other, including LBR iiwa, KUKA's industrial duty lightweight robot that opens the door to entirely new automation possibilities. The new robot's world premiered at the fair. What also enthralled the audience was the KUKA Robocoasters. Taking a ride on this robot, which is incidentally the world’s first and only robot licensed to carry passengers, was surely one of the highlights at the show. Several enthusiasts, including yours truly experienced the thrill and rush of adrenaline, familiar to that of a roller coaster ride. Every second of the ride is a surprise what with the Robocaster taking a sharp left turn, hanging upside down, gentle swinging, or rocketing to the skies! Thankfully, the passengers can choose from a wide range of ride profiles and speeds, varying from gentle to extreme.
emphasizing on sustainable energy
Another sector that saw a wide range of exhibits as well as crowds was the IT. The huge importance of IT as a driver of industrial innovations was reflected in the broad range of solutions on display, including PLM, ERP,
MES and CAx at the digital factory booth. The key themes of the event were fully canvassed both in trade meetings and in the debates on strategy issues on all aspects of Industry 4.0. A special highlight of the Digital Factory was the first CAE forum dedicated to the topic of numerical simulation. At ComVac, the focus was on state-of-the-art solutions in compressed air and vacuum technology products which consume significantly less electric power and are more maintenance-friendly, with lower noise
emissions, adding up to clear efficiency gains in production operations. The new SurfaceTechnology was a success, providing more effective synergies with the adjacent Research & Technology and Industrial Supply shows. At IndustrialGreenTec there were events covering all aspects of environmental technologies focused primarily on the needs and issues facing SMEs from Germany and abroad.
At the energy booth the exhibits covered the entire energy industry supply chain, from generation, grid supply, transmission, distribution and storage through to the latest IT and market mechanisms for smart grids. At the Wind section, it was manufacturers, subcontractors, logistics specialists and service providers who presented their new concept designs and technologies for on and off-shore solutions, and highlighted their skills for energy transition. Among the MobiliTec exhibitors, there were regions whose projects have been selected by the German federal government for funding under the "Electric Mobility Showcase" program. One of the highlights was the eMotive pavilion with cutting-edge electric mobility displays. Visitors were also able to test drive the latest electric vehicles on the extended circuit on the open-air site at the exhibition center.
Giving his take on the show Managing Director, VDMA India, Rajesh Nath asserted, “What was unique about Hannover Messe 2013 was that it was staged under the banner of "Integrated Industry." The lead theme signals the fair's key focus on the
Sour
ce: h
anno
verm
ese.
de
An exhibit on display at the Surface Technology booth
Hall 27 saw a wide range of audience justifying the fact that wind energy is going to grow strong in the coming years

EVENT REPORT
68 MODERN MANUFACTURING INDIA - MAY 2013
growing integration of all areas of industry. Machines, industrial equipment, work pieces and system components will soon be capable of exchanging data in real-time. This will significantly boost efficiency, safety and resource sustainability in production and logistics. This is the way forward for the engineering industry and was aptly demonstrated at the show.”
Innovation re-defined
As seen above, aligning on the lines of the theme, the participating companies presented the best of their innovative solutions and products and Schaeffler with its brands INA, LuK, and FAG, the global provider of rolling bearings, plain bearings, and linear and direct drive products to automobile and industrial sectors was the show stopper with its vast array of products.
Among all the products the cynosure of all eyes was its ‘Concept Motorcycle’. The transparent model showed off Schaeffler’s newly developed clutch for two wheeler, the chains, wheel bearings, etc. Also expanding its range of large-size bearings in X-life quality, the company showcased these X-life bearings, which significantly have a longer operating life. Exhibiting another innovative product, the company also revealed its new sealed FAG E1 X-life spherical roller bearings. This innovative seal concept allows the egress (and therefore loss) of grease to be minimized and eliminates the need for complicated re-lubrication systems while maintaining the same high dynamic and static load rating. Thus, it’s possible to reduce grease consumption by up to 80 per cent.
displaying high quality productsOut of the other numerous products displayed at the stall was the new FAG SNS plummer block housing, which increases
the operating life of the fitted spherical roller bearings by up to 50 per cent compared to conventional plummer block housings. This newly-developed and patented design of the FAG SNS plummer block housing distributes the bearing load and makes a positive change to the load distribution in the bearing which means that the bearing is subjected to a smaller overall load. Adding another feather to its cap in the innovation arena was the new UPL series of printed linear motors from INA - Drives & Mechatronics AG & Co. KG (IDAM) – specialists in direct drive technology within the Schaeffler Group. The innovative manufacturing technology, which IDAM has made ready for the volume production of linear motors for the first time, works by "printing" the coils of the motor layer by layer and is the reason for the motors' outstanding performance.
A range of innovative and proven solutions that fulfill both the high quality and safety requirements of medical technology applications were also on display. The electromechanical lifting column was presented as a ready-to-fit complete solution for the first time at the event.
Catering to the asian market
During a press conference at the show, the management of Schaeffler avowed that after a challenging first half of 2013 they expected revival in the second half. President and CEO, Schaeffler AG, Dr Jürgen M Geissinger said, “The automotive sector continues to grow and will grow by four per cent overall in sales this year. Our investment ratio should be between 5 - 7 per cent, and we are aiming for an EBIT margin of around 13 per cent,” said he. In 2012 the company had its revenues up by 4 per cent amounting to around 11.1 billion.
Talking about the Asia Pacific market, Dr Geissinger averred that Asia is their biggest growth driver. “In the past year we accounted for 23.1 per cent of the business from this region. By 2015, about 25-30 per cent of our revenues will come from Asia. The aim is to double our share in Asia and increase local content.” To meet the demand, Schaeffler aims to build a new factory in China, and expand the two existing plants. It further looks to invest in 17 new plants all over the world - The latest example being of Russia where the plant is set to open in 2014. “We are investing around 50 million Euros and will create 2000 new jobs this year,” reported Member of the Executive Board at Schaeffler AG and President of Schaeffler Industrial, Robert Schullan. While briefing on the Indian market, Schullan mentioned that roughly
“Asia is our biggest growth driver. By 2015, about 25-30 per cent of our revenues will come from Asia. The aim is to double our share in the Asian market and increase local content.”
President and CEO, Schaeffler AG, Dr Jürgen M Geissinger
Sour
ce: S
chae
ffle
r A
G
Concept motorcycle and other products displayed at the Schaeffler booth

EVEN T rEporT
MODERN MANUFACTURING INDIA - MAY 2013 69
around three per cent of the total revenue comes from here. He said that the company is earnestly looking at urban mobility, railway, heavy industries, machine tools, power transmission, agriculture and renewable energies markets in India.
State-of-the-art facility
Visiting the Schaeffler facility at their headquarters in Herzogenaurach, Germany was nothing short of awe inspiring. Spread over 270,000 sq mt, it was here that the initial production of utility goods (e.g. hand carts, ladders, buttons) was started in 1946. The company then ventured into developing and manufacturing high-precision products for everything that moves: machines, equipment, vehicles as well as in aviation and aerospace applications. A pioneer in technology, the company invented the ball grinding machine, developed the cage-guided needle roller bearing and the diaphragm spring dual clutch for tractors here. Since its beginning over 120 years ago, the group with its brands INA, LuK and FAG has been built upon the foundation of innovation. The proof that this continues even now is the 1854 patents that the company has filed for as of last year. The facility boasts of advanced equipment for testing wheelset bearing applications for rail vehicles put into operation. With this state-of-the-art test stand, engineers can also simulate the operation of future high-speed trains. At the plant in conjunction with Fiat, the group develops and produces “UniAir" – the world’s first fully-variable electrohydraulic valve control system. The system reduces fuel consumption and
harmful substance emissions by up to 25 per cent. With such an innovative force it comes as no surprise to know that the organization is ranked fourth in terms of Germany’s most innovative companies.
Hungry for more
With companies like Schaeffler using the platform of Hannover Messe to showcase their best to the world, it’s no wonder then that the number of exhibitors as well as visitors keep growing year-on-year. Agreeing Dr Markus Mueller who is a part of Marketing Communications at U.I. Lapp GmbH said, “The Hannover Messe with its very international audience is a good
platform to meet and network with customers and prospects not just from Germany, but all over the world. For us, the event was extremely successful and it was not only about quantity but also the quality of meetings that were very good.” Talking about his experience at the trade fair, Export Manager Asia, ifm electronic GmbH, Frank Spitzer stated, “Our company saw more than 20 per cent increase with respect to the number of visitors at the stand as compared to the previous year. This spells huge success for us.”
So, for all those hungry souls whose quench for technology never gets satiated, now you know where to head to. Its destination Hannover Messe with the next edition said to be held from 7-11 April 2014. See you there! MMI
Sour
ce: h
anno
verm
ese.
de
Sour
ce: h
anno
verm
ese.
de
A robot on display at the Industrial Automation booth
At the ComVac booth, the focus was on state-of-the-art solutions in compressed air and vacuum technology products
Sour
ce: S
chae
ffle
r A
G
The MobiliTec booth focused on hybrid and electric powertrain technologies, mobile energy storage and alternative mobility solutions

EVENT REPORT
70 MODERN MANUFACTURING INDIA - MAY 2013
The Tools+Hardware India event, organized by the Confederation of Indian Industry (CII), aimed to give the tools & hardware sector its due recognition. It successfully garnered everyone, from production heads, traders, retailers, builders and CII members, to discuss the current trends associated with tooling industries.
by the government. Developed economies are showing a downturn in manufacturing capacity, and hence, the growth rate for the tools industry in these economies is declining. However, this trend is creating opportunities for tool capacity growth in low-cost, high-skill geographies like India. But, in order to take full advantage of this circumstance, the problems that create barriers in India entering and emerging as a strong contender on the global scene, need to be dealt with.
Tools+Hardware India, a three-day event organized by CII, held at the Auto Cluster Exhibition Center, Pune, from April 25–27, 2013, aimed to do just that. For a developing economy like India, which is set to become the next manufacturing hub by 2020, the tools and hardware sector is indispensable; yet more often than not, it is treated like the Cinderella of the manufacturing industry. The event aimed to bridge the communication gap within the industry and provide a platform where leaders of the industry could share knowledge, highlight gaps in the integration of processes, showcase their latest products, hold corporate meetings and network.
Industry insights
One of the key speakers at the event, Vice-President, Tooling Supply, India, Sandvik Asia Ltd, Angala Srinivasan, said, “The issues and problems faced by the sector are similar to those faced by the other sections of the manufacturing industry. We have opportunities in all aspects of the business, product design, positioning, sales and distribution, etc.” Furthermore, Srinivasan laid a lot of importance on redefining the labor laws to bring in efficiency in the organization. Calling the forum an ideal platform he said, “It is a remarkable effort by CII to take an integrated approach to bring the hardware and tool industries together. After all, a good tool/product is not enough to be successful. It has to taper down to the entire value chain.”
Deputy General Manager, The National Small Industries Corporation Ltd, Sanjay Bhondekar, spoke on the benefits of registering with The National Small
Maximizing Opportunities
The tools and hardware sector is on an ascending path in India, moreover so, because the index of industrial
production and infrastructure development is touching new heights and a major emphasis has been put on capital investment
(L to R) Deputy Director & Head, CII, Pune Zonal office, Maj Neil Castelino; Managing Director, Elantas Beck India Ltd, Rajeev Bhide; Deputy General Manager, The National Small Industries Corporation Ltd, Sanjay Bhondekar and Vice-President, Tooling Supply, India, Sandvik Asia Ltd, P Angala Srinivasan, at the inaugration of the Tools + Hardware India at Auto Cluster Exhibition Center, Pune
Sour
ce: C
II
Compiled by: Nedra Pereira Senior Feature Writer Vogel Business Media India [email protected]

EVEN T rEporT
MODERN MANUFACTURING INDIA - MAY 2013 71
Sour
ce: C
II
Sour
ce: C
II
Industries Corporation Ltd. He said that it is imperative for small and medium industries in the tools and hardware segment to enroll themselves with the corporation. “The benefits of such enrolment are immense from the viewpoint of furthering the interests of the industry in the country,” he continued.
Adding to the same theme, Chairman, CII Pune Zonal Council & Managing Director, Elantas Beck India Ltd, Rajeev Bhide said that it was necessary to pay attention to better tools as it is the key enabler to enhance efficiency and productivity.
Panel discussion
The exhibition also featured a panel discussion moderated by MMI Editor, Soumi Mitra. Panelists comprised: Executive Vice President, HR, IR, Admin & Member - Executive Council, Human Resource Division, Thermax Ltd, Sharad Gangal; Assistant Commissioner of Labour, Pune Region, Balraj R Deshmukh, and Director, Human Resource, GKN Sinter Metals Pvt Ltd, Dr Ujjal Bhattacharjee.
The engaging panel discussion highlighted the benefits of ‘Enacting labor laws to create a win-win situation’. Various issues currently being faced by the industry were carefully deliberated upon. The panelists agreed that the need for a ‘ready to listen’ approach is necessary to help understand the worker’s woes and provide relief; thereby, increasing their productivity. The unanimous conclusion of this discussion was that Indian industrial laws are very complicated, and for the benefit of workers, these need to be amended and simplified. Additionally, transparency and flexibility of the laws are imperative. Once simplified, the workers will not have to deal
with complicated wage laws and industrial laws, making way for a productive and healthy manufacturing environment. An emphasis was put on the importance of a well-established social security system.
b2b meetings
The second day of the Expo witnessed various business meetings. Exhibitors had the opportunity to talk to dignitaries such as Senior Officer, Alfa Laval, Manoj Bhagwat and Deputy Manager, FMD Maintenance, Bharat Forge, Sharad Bhosale and gain invaluable insights. This event brought about not only knowledge sharing but the development of business potential for the tools and hardware sector.
new product launches
The event successfully highlighted India’s potential as next in line to lead technology,
through witnessing several new product launches. Hilti India launched laser and cordless tools which allow for better measuring, drilling, demolition and fastening processes, while Taparia Tools displayed a novel series of torque wrenches and tool trolleys for the automotive and manufacturing sectors. Groz Engineering Tools also took the opportunity to exhibit its innovative UL approved and explosion proof EPM fuel pump, for the diesel pumping requirements of the industry. For the light engineering industry, Ingersoll Rand India Ltd introduced a new impact tool called the ‘VIPER-Transducerized Battery Tool’, and Techno Perfecto Engineering showcased its new range of hand tools and garage tools from ‘TopTul’ Taiwan. Last, but not least, Mansarovar Forgings promoted an assortment of socket spanners and Allen key spanners, which are mainly used by the automobile and aviation industries.
Conclusion
By attracting CEO’s and entrepreneurs from a broad spectrum of industries, including, aerospace, aluminum extrusion, auto components, automobiles, energy, food processing & dairy equipment, material handling, process plant and many others, the event was certainly successful in highlighting the importance of tools and hardware in the manufacturing sector. With such comprehensive platforms available to the sector, and the groundwork being laid for maximizing development, it surely won’t be long before India becomes a major player on the global manufacturing scene. MMI
Editor, MMI, Soumi Mitra (extreme left) moderated a panel discussion 'Enacting labor laws to create a win-win situation', at the Tools+Hardware India. The discussion stimulated dialogue between participants and panelists — (L to R) Executive Vice President, HR, IR, Admin & Member - Executive Council, Human Resource Division, Thermax Ltd, Sharad Gangal; Assistant Commissioner of Labour, Pune Region, Balraj R Deshmukh and Director, Human Resource, GKN Sinter Metals Pvt Ltd, Dr Ujjal Bhattacharjee.
The show witnessed new product launches for different industry sectors

blo ck yo ur d iary
72 MODERN MANUFACTURING INDIA - MAY 2013
EVENT CALENDAR
Event Name Contact Date & Venue
Siemens PLM Connection
Rajah [email protected] www.plm.automation. siemens.com
21 – 22 May 2013 Hyatt Regency, Pune
MTT EXPO 2013 Tel: +62 - 21 - 7818 [email protected]
22 – 25 May 2013JIExpo Kemayoran Indonesia
INTEC 2013 Tel: +91 - 422 - [email protected] www.intec.codissia.com
6 – 10 June 2013 Codissia Trade Fair Complex, Coimbatore
MTA Vietnam Jalan Kilang [email protected]
2 – 5 July 2013SECC, Ho Chi Minh City, Vietnam
IMTOS 2013 Tel: +91 - 79 - [email protected] www.imtos.com
4 – 7 July 2013 Pragati Maidan, New Delhi
Modern Machine Shop 2013
Tel: +91 - 80 - 6624 6600 [email protected] www.mmsinfo.in
22 – 25 Aug 2013 Pragati Maidan, New Delhi
Emo Hannover Tel: 069 - 756081 [email protected] www.emo-hannover.de
16 – 21 Sept 2013 Hannover, Germany
Modern Machine Shop 2013
Tel: +91 - 80 - 6624 6600 [email protected] www.mmsinfo.in
25 – 28 Sept 2013 Bombay Exhibition Centre, Mumbai
Modern Machine Shop 2013
Tel: +91 - 80 - 6624 6600 [email protected] www.mmsinfo.in
25 – 28 Oct 2013 Chennai Trade Center, Chennai
IMTEX 2014 Tel: +91 - 80 - 6624 [email protected] www.imtma.in
23 – 28 Jan 2014Bengaluru International Exhibition Center, Bengaluru
ACMEE 2014 Subram Raghavan Tel: +91 - 44 - 26258619 www.tradeindia.com
19 – 24 June 2014 Chennai Trade Center, Chennai
To suggest an event, please send details to [email protected]
October 9-11, 2013
BLOCK YOUR DATES

Advertising Contact:
Balasubramanian [email protected] Thakur [email protected] Dinesh Mishra [email protected]
Knowledge for
YOU!

INNOVAT IONS & SOLU T I ONS
74 MODERN MANUFACTURING INDIA - MAY 2013
Cable Installation System
Tool Setter
CNC Internal Grinder
Tsubaki Kabelschlepp GmbH has developed EasyTrax 0115, a cable carrier system for extremely fast cable installation. It has very small bend radius, especially suitable for use in food vending machines, for
example, with fast-moving components. The construction enables extremely long bend radii, so that the cable carrier easily fits into the available space in the vending machine. Pre-assembled cables can be installed easily and quickly. Since the crossbars do not swivel into the interior, the cable carrier features very high cavity utilization.▶ Kabelschlepp India Pvt LtdTel: 080 41158997, E-mail: [email protected] www.kabelschlepp.in
TM26 series of VMCs with three micron accuracy from Metrol. They are used for length detection of tools such as drills, endmills, and cutters mounted on machining centers, drilling machines, milling machines, and boring machines. The conventional method of measuring the tool
offset and inputting the value onto machine control leads to unnecessary rejection of component/s due to error in reading or updating. With Tool Setter on a Machining Center, the same process is automatically updated nullifying any such errors.▶ Metrol Corporation IndiaTel: +91 (80) 4110 1550, E-mail: [email protected] www.metrol.co.jp/en
Ace Micromatic’s i-Grind 50 is the latest addition to the high precision product range of MGT and can be offered with Fanuc / Siemens control system. The highly rigid A2-4 live workhead has high precision ‘Angular Contact’ bearings, which are greased, packed and preloaded for
better stiffness. The work head spindle drive has an option of AC induction motor with VFD or servo motor depending on the application. It also features a cast iron machine bed, which is designed and tested through FEA analysis for rigidity, vibration and thermal stresses ensuring consistent machine performance with high accuracy.▶ Micromatic Machine Tools Pvt LtdTel: +91-80-40200505, E-mail: [email protected] www.acemicromatic.net
Flexible Cutting Tool
5 Axis Multi-spindle Machine
The Turbo 10 from Seco Tools is a high-performance, flexible cutting tool for square shoulder milling operations, including roughing, semi-finishing and finishing. It offers improved tool life and precision by optimizing cutting properties that reduce heat generation and cutting forces. The Turbo 10 tackles slotting, contouring, helical interpolation and ramping applications with cutting diameters that range from 16 mm to 100 mm and a maximum cutting depth of 9 mm. With strong & highly positive geometries, optimized edges, a wide range of carbide grades and two different corner radii, the inserts used in conjunction with the Turbo 10 offer maximum levels of adaptability, accuracy and reliability.▶ Seco ToolsTel: +91 2137 667300, E-mail: [email protected]/in
The new 5 axis XTi gantry design of a 5 axis multi-spindle machine from MAG is a breakthrough that allows new capabilities. The rotary axes on each spindle can be independently calibrated and controlled to enhance accuracy and simplify setup. For three-axis roughing operations, the rotary axes can automatically be locked for additional control over the final machining setup. Each spindle’s angular A and B axes can travel ±30 degrees, with accuracy ensured by digital scale feedback. ▶ MAG India Industrial Automation System Pvt LtdTel: +91 80 4067 7000, E-mail: [email protected]
Code Reader with Flexible Lens OptionsCognex Sensors India Pvt Ltd has recently launched DataMan 300 Barcode Reader, which is powered to handle the most difficult-to-read direct part mark (DPM) codes. It is also capable of reading challenging 1-D linear barcodes and 2-D Data Matrix codes and for indexed or high-speed lines with enhanced 1DMax+ and 2DMax+code-reading algorithms. Another plus point of this equipment is that it reads the codes whatever is the mark type or surface. The company further offers various lens options such as C-Mount lens, S-Mount or a variable focus liquid lens in order to provide maximum depth of field flexibility.▶ Cognex Sensors India Pvt LtdTel: +91-9881466003, E-mail: [email protected] www.cognex.com

IN N OVAT IO N S & SO LUT IONS
MODERN MANUFACTURING INDIA - MAY 2013 75
Measurement System
Compact Machining Center
Keyence’s new IM-6500 series image dimension measure-ment system reliably measures features in almost no time. User can place a target on the stage and press the button to get the measurements. The
equipment can measure up to 99 points with a repeatability of ± 1 micron. Thanks to the iPASS shape detection method, the system determines the position and angle of targets, making measurements automatic. This easy to use IM series save time by making the process of inspection faster.▶ Keyence India Pvt LtdTel: +91-44-4963-0900, E-mail: [email protected] www.keyence.co.in
The new MILLTAP 700 from DMG Mori Seiki has been developed to increase productivity and efficiency. Thus, the high machining speed usual in the field of tapping centres is supported by a high-speed tool changer, which achieves tool change times of 0.9 seconds. Further, it offers chip-to-chip times of less than 1.5 seconds and hence enables a highly efficient process. Key features of the machine are impressive dynamic response of up to 1.6 g in the linear axes as well as fast axis movements up to 60 m/min, which significantly increases productivity. ▶ DMG Mori SeikiTel: +91-80-40896517, E-mail: [email protected] www.dmgmoriseiki.com
Durable EndmillsNew Beyond KYS40 grade solid ceramic endmills from Kennametal are especially made to ease machining of high-strength nickel-based alloys and roughing them at cutting speeds up to 3,300 SFM (1,000 m/min). The durability is one of the key features of the newly launched
tools. They offer two to three times longer life than comparable solid-carbide tool. These tools feature an enlarged core design that improves tool rigidity and reduces deflection at high cutting speeds in the four-flute as well six-flute versions. Moreover, optimized end geometry and a 40-degree helix angle increase shearing action and chip evacuation.▶ Kennametal India Ltd Tel: +91 8043281203, E-mail: [email protected] www.kennametal.com/extrudehone
Toolbox SoftwareBaumüller has launched its new software, Toolbox with the ‘Coordinated Motion’ feature. With this, the company is now making robot and CNC functions usable within Motion Control SPS. Programming of path movements is done using the G-Code conforming to DIN 66025, which is widely known in the CNC world. Because of this, the user can define trajectories, speeds and the workpiece coordinate system freely within the workspace. The CNC program is loaded into the SPS system as a simple text file and can be as large as required. Thus, data from CAD/CAM systems can also be used for programming the machine.▶ Baumüller India Pvt Ltd Tel: +91 20 40160333, E-mail: [email protected] www.baumuller.in
Cool Jet System
Haimer has developed new Cool Flash system out of its existing Cool Jet system. With its cool flash holder, users will not have any restrictions to go with expensive through coolant hole tools for specific applications. It helps users to get similar output from solid cutting tools compared with through coolant hole tools. The system is also suitable for high rpm. One of the benefits of this system includes extended tool life. It further eliminates balls of chips on the cutting tool. Moreover, the system turns out to be cost effective as its acquisition cost is low. ▶ Haimer India Pvt Ltd Tel: 91-20-66750551, E-mail: [email protected] www.haimer.in
New Consumables for Torches
Hypertherm’s Centricut brand has released new consumables for PerCut 210M and 450M torches found on all new and upgraded Kjellberg HiFocus systems. At 280 Amps, the Centricut parts delivered better cut quality through the life of the consumables, thanks in part to Hypertherm’s
patented SilverLine electrode and CoolFlow nozzle technologies. SilverLine technology features a hybrid copper / silver weld joint that delivers performance equal to a solid silver electrode for a fraction of the cost. Alternatively, CoolFlow technology features improved cooling to help maintain the size and shape of the nozzle orifice for longer life.▶ Hypertherm (India) Thermal Cutting Pvt. Ltd. Tel: +91 99 4068 1650, E-mail: [email protected] www.hypertherm.com

INNOVAT IONS & SOLU T I ONS
76 MODERN MANUFACTURING INDIA - MAY 2013
Fiber MachineYamazaki Mazak Optiplex 3015 Fiber Machine comes with laser oscillator for improved high-speed cutting of thin worksheets. When compared to conventional laser processing machines, as well as stable cutting performance for copper, brass and aluminum worksheets. The fiber laser performs high-speed cutting, thanks to the shorter beam wave length (90 per cent) when compared to a CO2 laser. As a result, productivity is increased by more than 30 per cent. The fiber laser processing machines eliminates the mirrors and other components by using optical fiber to significantly reduce the cost of maintenance.▶ Yamazaki Mazak India Pvt LtdTel: +91-2137-668800, E-mail: [email protected] www.mazakindia.in
Chuck Jaw AppSchunk has launched the new chuck jaw app. Five clicks in the free chuck jaw quick finder are enough for selecting the matching chuck jaw from the world’s largest standard chuck jaw program. The tool includes lathe chucks and many other suppliers for reference purposes. With this app, users can revert to more than 1,200 chuck jaw types and useful accessories. Moreover, a quote is received on request in less than one hour. This useful quick finder of the innovative family-owned company is available for free download at iTunes under the headings ‘Chuck Jaws’ or ‘SCHUNK’.▶ Schunk Intec India Pvt LtdTel: 080-40538999, E-mail: [email protected] www.schunk.com
New Face MillThe new CoroMill 419 high feed face mill features indexable inserts with five cutting edges and through body coolant facility producing high productivity from roughing to semi-finishing operations. In fact, productivity gains of more than 20 per cent are guaranteed against comparable competitor tools. The
secret behind its advantage is a light cutting action facilitated by a 19° lead angle that sends the majority of the forces directly up the spindle. This means the tool is ideal for 40 taper machines, or where extended tool machining is required, or perhaps where the workholding is less than perfect.▶ Sandvik Coromant Tel: 1800-233-2444, E-mail: [email protected] www.sandvik.coromant.com
Concept VehicleThe Kuka moiros is a conceptual vehicle that consists of the company’s OmniMove platform and a KR QUANTEC console robot with KR C4 controller. The whole system is powered by conventional lead-acid batteries and a converter. With the help of autonomous navigation software developed in-house, the vehicle moves around freely without being tethered by any cables and simulates a surface treatment process on a ten-meter segment of a wind turbine rotor blade. The unit comprises an omnidirectional mobile heavy load platform, a standard industrial robot, a robot controller and autonomous navigation software. Together, these components provide the basic functionalities required for a mobile robot system for industrial applications. ▶ KUKA Robotics India Pvt. Ltd. Tel: +91 124 4635774-776, E-mail: [email protected]
Linear Actuator
The INA linear actuator responsible for the stroke motion in the elevation axis is specially developed and designed by Schaeffler’s Linear Technology Business Unit, for operation in harsh conditions in tracking systems of solar power plants. It is designed for dynamic loads of up to five kilonewtons and static loads of up to 15 kilonewtons. The actuator can reach a stroke travel of up to 1,000 millimeters at a stroke speed of five millimeters per second. Due to its design and high flexibility, length (stroke) and connection can always be matched exactly to the customer’s individual plant.▶ Schaeffler Tel: +91 265 6602432, E-mail: [email protected] www.schaeffler.co.in
Drive Solutions
For hygienically demanding applications, Nord Drivesystems supplies aluminum two-stage helical bevel gear units in five sizes with a maximum torque of 660 Nm that are especially easy to clean. The washdown design is based on smooth
inclined surfaces, transitions with large radii without dead spaces, and requires no assembly covers. Cleaning liquids wash off easily and completely from the surfaces, which also remain considerably cooler than those of conventional drives thanks to the special construction. The design is optimized, amongst others, for use in the food industry. If required, the gear units can be fitted with double shaft seals.▶ Getriebebau NORD GmbH & Co KGTel: +49 45 32 / 2 89 -0, E-mail: [email protected] www.nord.com

IN N OVAT IO N S & SO LUT IONS
MODERN MANUFACTURING INDIA - MAY 2013 77
Turning Chipbreaker
Broaching Machine
Shaft Coupling
TaeguTec’s new turning chipbreaker, the ‘KT’ type, is designed specifically for roughing applications in cast iron. Compared to flat-top inserts, chipbreaker geometries result in lesser cutting forces and induce lesser load on the component thus lending better dimensional accuracy and size consistency to the component. Other challenges the KT
chipbreaker resolves on the component side are the frittering at the cutter exit of the workpiece and surface finish problems. Furthermore, the KT chipbreaker guarantees uniform machining with excellent tool life for roughing and interrupted cutting conditions with its broad supporting area for stable seating as well as reinforced cutting edge.▶ TaeguTec India Pvt Ltd Tel: +91-(0)-80-27839111, E-mail: [email protected] www.taguetec-india.com
Productivity Elements P Ltd has re-engineered the Vertical Helical Broaching machine, RB-3T/800 to look more compact and aesthetic. The Broach slide runs on LM guides driven by AC servo motor and ball screw & nut assembly. The rotary table on which the component is held to generate the helical spline is also driven by AC servo motor with closed loop interpolation with broach slide drive motor. Automatic handling of the broach for loading and removal is done by pneumatic system and programmed in the machine cycle.▶ Productivity Elements Pvt Ltd Tel: 044-26250204/3675, E-mail: [email protected] www.protelmt.com
This torque measurement coupling, Roba-DSM from Mayr allows easy condition monitoring of machines and systems. It can be used in different applications from test stand construction to serial machines and also in the
condition monitoring applications. Using the data collected by the coupling, machines can be optimally used to capacity. Besides, it does not require an enclosure and therefore only needs a small installation space. The stator can easily be mounted in any position on the circumference. The new equipment makes use of two completely separate paths for the transmission of energy to the rotor and the transmission of data to the recipient. Due to the high bandwidth of up to 3.5kHz, it can even record fast, dynamic processes reliably.▶ National Engineering Company (NENCO) Tel: +91/2027474529, E-mail: [email protected] www.mayr.com
Welding Solution
PTG Heavy Industries’ Powerstir Friction Stir Welder is ideal for organizations seeking an innovative way of creating superior high-strength welded joints. The advantage of the machine is that it leaves no detrimental and visible effects typically associated with conventional welding. The machine has especially been developed for manufacturing car bodies of high-speed trains. This requires the design and build of a Powerstir machine with a 30m x 4m gantry – a machine able to produce the longest single FSW railway panel welds at over 30 mtr in length.▶ PTG Heavy Industries LtdTel: + 44 (0) 1706 526 590, E-mail: [email protected] www.ptgheavyindustries.com
Reconfigurable I/O Modules
National Instruments (NATI) has expanded the NI FlexRIO product family, built on FPGA-based reconfigurable I/O (RIO), to more than 20 modules. Six new adapter modules add I/O including digitizer, signal generation and IF and RF transceiver capabilities. Engineers can pair these NI FlexRIO adapter modules with user-programmable FPGAs to solve almost any test application, from real-time spectrum monitoring and RF modulation/demodulation to signal intelligence and RF communication protocol prototyping. Because these modules benefit from the parallelism and dataflow programming of the NI LabVIEW RIO architecture, they can be easily targeted by engineers without VHDL or Verilog knowledge.▶ National Instruments Tel: +91-80-4119 0000, E-mail: [email protected]
Boring Tool MachineThe ASCARAPID boring tool from Schiess machines workpieces for the energy and the mechanical engineering sectors. These include pump, valve and transmission housings, chassis and frames for machines and vehicles. Servomotor-driven x, y, z and w axes and transmissions and spindles with double nuts combine high rigidity with maximum
precision. Oil-air lubrication is provided for the hollow spindle bearings. The machine is therefore particularly suitable for very high spindle speeds (e.g. spindle diameter 160 mm: 3,200 rpm). A pre-tensioned spherical bearing ensures that the rotary axis remains rigid allowing very tall workpieces to be machined with no shortfall in performance.▶ Schiess Tech GmbHTel: +49 (0) 69 4305328-34, E-mail: [email protected] www.schiessgmbh.de

IMPR INT ADVERT ISERS ‘ IN DEX
78 MODERN MANUFACTURING INDIA - MAY 2013
ImprInt
IndiaPublisher Managing Director/Publisher: paresh I. navani Tel. +91 (0)22 25644469, [email protected]
editorial staffEditor: Soumi mitra Tel. +91 (0)22 25644469, [email protected] Editor: Indira rao Tel. +91 (0)22 25644469, [email protected] Editor: Swati Deshpande Tel. +91 (0)22 25644469, [email protected] Editor: Kruti Bharadva Tel. +91 (0)22 25644469, [email protected] Feature Writer: nedra pereira Tel. +91 (0)22 25644469, [email protected], Creative & Production: Shanmugam pillai Tel. +91 (0)22 25644469, [email protected]
sales & MarKetiNGGeneral Manager - Sales & Events: Ashok Chand thakurTel.+91(0)2225644469, Mob.+919819944543,[email protected] Managers: preeti mishra Tel.+91(0)2225644469, Mob.+91 9820488203, [email protected] mishra Tel.+91(0)2225644469, Mob.+91 9833076669, [email protected] Services, Technical: Shanmugam pillai Tel. +91 (0)22 25644469, [email protected]
adMiNistratioNOffice Manager: Kruti Bharadva Tel. +91 (0)22 25644469, [email protected] Officer: Ekta Jagasia Tel. +91 (0)22 25644469, [email protected] Services: Kanchan Gaikwad Tel. +91 (0)22 25644469, [email protected]
Editorial & Admin. Office: Vogel Business media India pvt Ltd 32, New Unique Industrial Estate, Dr. R. P. Road, Opp. Jawahar Talkies, Mulund (W), Mumbai - 400080, INDIA Tel. +91 (0)22 25644469 www.process-india.inPublishing frequency: 6 times per year
Printing: oscar offset Pvt. ltd, Navi Mumbai, indiaManuscripts: No liability is accepted for unsolicited manuscripts. They will be returned only if accompanied by sufficient return postage
Headquarters GermanyEditorial StaffEditor-in-Chief: Ken Fouhy [email protected]: Eric Culp (Etmm) [email protected] & MarKEtiNGHead of Sales: Winfried Burkard [email protected] Manager: Simone Schmid [email protected]
Co-oPeratioN PartNers:iNdiaN MaChiNe tools MaNufaCturers’ assoCiatioN (iMtMa), BENGALURU
Director General: V AnbuSenior Director: Balasubramanian [email protected]
GardNer busiNess Media, CiNCiNNati, usaPublisher: travis J. EganChief Editor: mark Albert [email protected]
PublisherProprietorship and Personally liable partner: Vogel Business Medien Verwaltungs-GmbH, interests held: Max-Planck-Str 7/9, 97082 Wuerzburg, Germany limited partner: Vogel Medien GmbH & Co. KG, Max-Planck-Str 7/9, 97082 Wuerzburg, GermanyCEO Vogel Media Group: Stefan rühlingGroup Editorial-Director/Publisher: Ken FouhySources of supply: Orders can be placed directly with the publisher or with any book store. No claims for the supply of back copies or reimbursement of subscription fees can be entertained for nondelivery of the magazine for reasons beyond the publisher’s control. Cancellation is possible after the minimum subscription period of one year, giving two months notice to the end of a quarter Bank Germany: HypoVereinsbank, Wuerzburg, Germany (BLZ 790 200 76), Kto.-Nr. 326 212 032, IBAN:DE 65 7902 0076 0326 2120 32, SWIFT: HYVEDEMM455.Place of fulfilment and jurisdiction: Wuerzburg, Germany. The editors assume only press law responsibility for contributions bearing the name or signature of the author. Copyright: Vogel Business Media India Pvt. Ltd. subsidiary of Vogel Business Media GmbH & Co KG. All rights reserved. Reprints, digital processing of all kinds and reproduction only by written permission of the publisher. Photocopies of published items are permitted for in-house purposes if each copy is authorized with a revenue stamp of the applicable tariff rate available from the Verwertungsgesellschaft Wort, Abt. Wissenschaft, in D-80336 Munich, Goethestr. 49. ***Any veiws, comments expressed are the sole responsibility of the respective authors, Modern Manufacturing India and Vogel Business Media India and/or Germany and their co-operation partners do not undertake any responsibility, implied or otherwise. Any actions, legal or otherwise, OR causing any form of harm (physical or otherwise) made by permanent, temporary and honarary staff will be their sole responsibility! The Editor (Soumi Mitra) is responsible for this publication as per provision of the PRB Act 1867DISCLAIMEREvery effort has been taken to avoid errors or omissions in this magazine. In spite of this, errors may creep in. Any mistake, error or discrepancy noted may be brought to our notice immediately. It is notified that neither the publisher, the editor or the seller will be responsible in respect of anything and the consequence of anything done or omitted to be done by any person in reliance upon the content herein. This desclaimer applies to all, whether subscriber to the magazine or not. For binding mistakes, misprints, missing pages, etc, the publisher’s liability is limited to replacement within one month of purchase. © All rights are reserved. No part of this magazine may be reproduced or copied in any form or by any means without the prior written permission of the publisher. All disputes are subject to the exclusive jurisdiction of compentent courts and forums in Wuerzburg, Germany only. While care is taken prior to acceptance of advertising copy, it is not possible to verify its contents. Vogel Business Media India Pvt. Ltd. cannot be held responsible for such contents, nor for any loss or damages incurred as a result of transactions with companies, associations or individuals advertising in its newspapers or publications. We therefore recommend that readers make necessary inquiries before sending any monies or entering into any agreements with advertisers or otherwise acting on an advertisement in any manner whatsoever.
ADVErtISErS’ InDEx
CG TECH www.cgtech.com ..................................... 33DMG MORISEIKI www.dmgmoriseiki.com ............................ 2EFD INDUCTION www.efd-induction.com .......................... 55GREENLEAF CORP www.wexper.com .................................... 79HAAS AUTOMATION www.haascnc.com..................................... 5IMTMA www.imtma.in ..................15, 25, 47, 49, 57KORLOY INDIA TOOLING www.korloy.com ........................................ 3MASTERCAM www.mastercam.com .............................. 11MAZAK INDIA www.mazakindia.in ................................... 9METROL CORPORATION INDIA www.metrolindia.com ............................. 17MITSUBISHI www.mmc.co.jp ....................................... 13MMI INDIA LASER SHOW www.photonicsindia.net .......................... 37PRESSTRADE www.presstrade.com ................................. 7POWDER BULK SOLIDS INDIA 2013 www.powderbulksolidsindia.com ............ 72TAEGUTEC www.taegutec-india.com ........................ 80VDW – GENERALKOMMISSARIAT www.emo-hannover.de ........................... 63 EMO HANNOVER 2013
888888
8 Precise moisture measurement for better quality Page 48
No. 5 · October 2012
Volume 2
www.process-india.in
Magazine
Online
Events
Services
I N D I A
Biomass
An eco-friendly
future
Water
Treating water
with oil & fat
Biotech
Cultivation in sin-
gle use bioreactor
Energy management
for cost efficiencyReasonable investment
Michael Weintke
General Manager, CIS India,
Siemens
“With integrated operations in
COMOS, companies lower CAPEX
and OPEX significantly. Hence,
companies are able to reduce cost
to a great extent.”
Special
supplement:
Powder &
Fluids
Fast forward
www.process-india. in
IMTEX FORMING 2014 IntErnAtIonAL FormInG tEChnoLoGy ExhIBItIon
23 - 28 January 2014 Bangalore international Exhibition Centre (BiEC)