Lightweight and Ready to Take Off - IMTMA
80
Partnered by: MAIN FEATURE Lightweight and Ready to Take Off FORGING Forging Ahead Amidst Challenges INSIGHT - SW 2013 Designing Without Limits The official magazine of Indian Machine Tool Manufacturers‘ Association DR BALDEV RAJ President, Indian National Academy of Engineering: ”For manufacturing to be competitive and consistent in quality, robotics is not an option but a necessity” Lightweight and Ready to Take Off Print • Digital • Events • Services Volume 1 · No. 2 · March 2013 World Machine Tool Output & Consumption Survey Page 20
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Lightweight and Ready to Take Off - IMTMA

Partnered by:
MAIN FEATURE
Lightweight and Ready to Take Off
FORGING
Forging Ahead Amidst Challenges
INSIGHT - SW 2013
Designing Without Limits
The official magazine of Indian Machine Tool Manufacturers‘ Association
DR BALDEV RAJ
President, Indian National Academy of Engineering:
”For manufacturing to be competitive and consistent in quality, robotics is not an option but a necessity”
Lightweight and Ready to Take Off
Print • Digital • Events • Services Volume 1 · No. 2 · March 2013
World Machine Tool Output & Consumption
Survey Page 20


Ground Floor, Property No.217, Udyog Vihar Phase 4, Gurgaon 122016, Haryana, INDIAT: +91 124 4050030 F: +91 124 4050032
[email protected] / www.korloy.com

C OM PA NY IN DEX
4 MODERN MANUFACTURING INDIA - MAR 2013
AAce Designers . . . . . . . . . . .13, 64Ace Micromatic . . . . . . . . . . . . .73Advanced Manufacturing Research Center . . . . . . . . . . . .52Airbus . . . . . . . . . . . . . . . . . . . .23American Society for Testing and Materials . . . . . . . .38Ashok Leyland . . . . . . . . . . . . . .61Association for Manufacturing Technology . . . . . . . . . . . . . . . 65Association of Indian Forging Industry . . . . . . . . . . . .34Atlas Copco . . . . . . . . . . . . . . .16Automation Industry Association . . . . . . . . . . . . . . .17Automotive Components Manufacturers’ Association . . . .62Avermark Automation . . . . . . . .64
BB&R Automation . . . . . . . . . . . .50Bangalore International Exhibition Center . . . . . . . . . . . .62BARC . . . . . . . . . . . . . . . . . . . .67Bharat Fritz Werner Ltd . . . . . . .64BHEL . . . . . . . . . . . . . . . . . . . . .67BITS Pilani . . . . . . . . . . . . . . . . .67Blaser Swisslube . . . . . . . . . . . .18Boeing . . . . . . . . . . . . . . . .26, 52
CCARRARO . . . . . . . . . . . . . . . . .37Central Manufacturing Technology Institute . . . . . . . . .64CGTech India . . . . . . . . . . . . . . .23
DDassault Systèmes . . . . . . . . . . .60Disa India Ltd . . . . . . . . . . . . . .73DMG/MORI SEIKI . . . . . . . .37, 52
EEaton . . . . . . . . . . . . . . . . . . . .17Eicher Group . . . . . . . . . . . . . . .62Electronica Mechatronic Systems (I) Pvt Ltd . . . . . . . . . . .73EMAG Gruppen-Vertriebs- und Service GmbH . . . . . . . . . . . . . .72EMAG India . . . . . . . . . . . . . . .64Emerson Process Management . . . . . . . . . . . . . .17Eplan Centre for ECAD . . . . . . .67 Erwin JUNKER Maschinenfabrik GmbH . . . . . . . . . . . . . . . . . . . .74ExxonMobil Fuels . . . . . . . . . . .56
FFAG . . . . . . . . . . . . . . . . . . . . .37Fanuc . . . . . . . . . . . . . . 48, 64, 67FARO Business Technologies . . .73Festo . . . . . . . . . . . . . . . . . .61, 67FIE Foundation . . . . . . . . . . . . .65FORD . . . . . . . . . . . . . . . . . . . .37Formentechnik Bayreuth . . . . . .48Future Tek Machines Pvt Ltd . . .64
GGerman National Academy of Sciences . . . . . . . . . . . . . . . .28Getrag . . . . . . . . . . . . . . . . . . .37 GM . . . . . . . . . . . . . . . . . . . . . .37Godrej & Boyce . . . . . . . . . . . . .17
Grind Master . . . . . . . . . . . . . . .63GW Precision . . . . . . . . . . .64, 70
HHaas Automation . . . . . . . . . . .18Haimer India . . . . . . . . . . . . . . .70Hangsterfer . . . . . . . . . . . . . . . .64Heidenhain Centre for CNC Systems . . . . . . . . . . . . . . .67HMT Machine Tools . . . . . . . . . .64Hypertherm . . . . . . . . . . . . . . . .14
IICSA . . . . . . . . . . . . . . . . . . . . .37IEEMA . . . . . . . . . . . . . . . . . . . .18IIST . . . . . . . . . . . . . . . . . . . . . .67IL&FS . . . . . . . . . . . . . . . . . . . .12IMTIP . . . . . . . . . . . . . . . . . . . .12IMTMA . . . . . . . . . . . . . 12, 30, 62Indian Institute of Technology Bombay . . . . . . . . .66Indian Institute of Technology Gandhinagar . . . . . . . . . . . . . . .28Indian National Academy of Engineering . . . . . . . . . . . . . . . .28International Institute of Welding . . . . . . . . . . . . .28, 54Iscar . . . . . . . . . . . . . . . . . . . . .46
JJyoti CNC Automation . . . . .30, 63
KKarnataka Udyog Mitra . . . . . . .12Kennametal Inc . . . . . . . . . .64, 72Khushbu Engineers . . . . . . . . . .64Klad On Design . . . . . . . . . . . . .64Knor Bremse . . . . . . . . . . . . . . .37 Komet Group GmbH . . . . . . . . .33 Körber Schleifring GmbH . . . . . .74Kortas Industries . . . . . . . . . . . .23Kuka Robotics India . . . . . . . . . .36
LL&T Centre for Low Voltage Switchgear . . . . . . . . . . . . . . . .67L&T Electrical & Automation . . .17L&T Special Steels and Heavy Forgings . . . . . . . . . . . . .34Lapp Centre for Excellence in Cable Technology . . . . . . . . .67Lego Education . . . . . . . . . . . . .18
MMacpower CNC Machine . . . . . .64MAG India Industrial Automation Systems . . . . . . . . . . . . . . . .23, 72Mahindra & Mahindra . . . . .17, 61Makino India . . . . . . . . . . . . . . .64Marshall Machines . . . . . . . . . .64Mastercam . . . . . . . . . . . . . . . .63MathWorks . . . . . . . . . . . . . . . .24Mavericks Civilian Space Foundation . . . . . . . . . . . . . . . .61Michigan State University . . . . .66Micromatic Machine Tools . .63, 73Mikromat . . . . . . . . . . . . . . . . .63MORI SEIKI . . . . . . . . . . . . . . . .52
NNachi . . . . . . . . . . . . . . . . . . . .37 NASA . . . . . . . . . . . . . . . . . . . .58National Engineering Company .73National instruments Centre for Virtual Instrumentation . . . . . . .67
National Instruments . . . . . . . . .20NBC . . . . . . . . . . . . . . . . . . . . .37 Nickunj Eximp Entp . . . . . . . . . .23Nord Drivesystems . . . . . . . . . . .72NPCIL . . . . . . . . . . . . . . . . . . . .34NRB . . . . . . . . . . . . . . . . . . . . .37 NTN-SNR . . . . . . . . . . . . . . . . .37
PPrecision Automation & Robotics India . . . . . . . . . . . . . .67Precision Technologies Group . . . . . . . . . . . . . . . . 14, 74Productivity Elements . . . . . . . .72PSG College of Technology . . . .66PSG-Siemens Centre for Excellence in Automation . . . . . . . . . . . . . .67
QQuality Through Non-Destructive Evaluation and Testing . . . . . . . .28QuEST Global . . . . . . . . . . . . . .23
RRaghav Aerospace Manufacturing Technologies . . . . . . . . . . . . . . .22Reliance Industries . . . . . . . . . .17Rittal India . . . . . . . . . . . . . . . .72Rockwell Automation . . . . . . . .17Rockwell centre for industrial automation . . . . . . . . . . . . . . . .67Rolex Rings . . . . . . . . . . . . . . . .36Rollon Bearings . . . . . . . . . . . . .73Rolls-Royce . . . . . . . . . . . . . . . .52
SSage Cheshire . . . . . . . . . . . . . .60Sandvik Coromant . . . . . . . .22, 70Schaeffler . . . . . . . . . . . . . 14, 37Schaublin Machines . . . . . . . . . .74Schunk Intec India . . . . . . . . . . .74Seco Tools . . . . . . . . . . . . . .63, 70Siemens . . . . . . . . . . . . . . . . . .17Siemens PLM . . . . . . . . . . . . . .58SKF . . . . . . . . . . . . . . . . . . . . . .37 Society of Indian Automobile Manufacturers . . . . . . . . . . .17, 62Society of Production Technology and Development . . . . . . . .32, 51SolidWorks . . . . . . . . . . . . . . . .60Starrag Group . . . . . . . . . . . . . .65
TTaeguTec India . . . . . . . . . .63, 70TAFE . . . . . . . . . . . . . . . . . . . . .37TAL Manufacturing Solutions . . . . . . . . . . . . . . . . . .64Tasa Micro Special Purpose Machines . . . . . . . . . . . . . . . . .64Techsolve . . . . . . . . . . . . . . . . .65Timken . . . . . . . . . . . . . . . . . . .37
UUCAM . . . . . . . . . . . . . . . . . . . .74Ucimu-Sistemi Per Produrre . . . .65
YYamazaki Mazak India . . . . . . . .70Yuken India . . . . . . . . . . . . . . . .13
Company DirectoryCompanies that are mentioned editorially in this issue
Partnered by:
MAIN FEATURE
Lightweight and
Ready to Take Off
FORGING
Forging Ahead Amidst
Challenges
INSIGHT - SW 2013
Designing Without
Limits
The official magazine of Indian Machine Tool Manufacturers‘ Association
DR BALDEV RAJ
President, Indian National
Academy of Engineering:
”For manufacturing to be
competitive and consistent
in quality, robotics is not an
option but a necessity”
Lightweight and
Ready to Take Off
Print • Digital • Events • Services
Volume 1 · No. 2 · March 2013
SUBSCRIBE NOW!
Knowledge for YOU!
For any assistance an subscriptions, you can contact Ms. Kruti Bharadva at [email protected]
Advisory BoardMr. Jamshyd N. GodrejChairman and Managing Director Godrej & Boyce Manufacturing Company Limited
Mr. Vikram KirloskarVice Chairman Toyota Kirloskar Auto Parts Pvt Ltd
Mr. A. K. TanejaManaging Director & CEOShriram Pistons & Rings Ltd
Mr. Vikram Sirur President (IMTMA) Chairman Miven Mayfran Conveyors Pvt Ltd
Mr. L Krishnan Vice President (IMTMA) Managing Director TaeguTec India Private Limited
Mr. Shailesh ShethCorporate Strategy Advisor
Mr. Shrinivas G. ShirgurkarManaging Director Ace Designers Limited
Mr. C. P. RangacharManaging Director Yuken India Limited
ED ITOR IAL
6 MODERN MANUFACTURING INDIA - MAR 2013
Dreaming Beyond Boundaries
India’s total value of machine tool consumption of US $ 2,286.1 (million) witnessed a change of +2 per cent from 2011 as reported in World Machine Tool Output
& Consumption Survey by Gardner Business Media. With this, it is indeed time for the industry to go beyond and match pace with the global players. Taking a step forward in this regard were the latest innovations displayed at the recently concluded IMTEX 2013. The display of high-end technologies made us believe how important it is to envi-sion a future while staying focused on the present.
A few years ago while visiting a machine shop in India, I was captivated by an interesting board that read, “The more boundless your vision, the more real you are.” The message has kept me inspired for all these years and today, when I visit mechanized and automated shop-floors, I realize how important it is to have a dream without any boundaries. Such dreams help pursue and achieve our goals, showing us the endless possibilities that the future holds.
Focusing on the theme of vision in the March issue, is the ‘Facility visit’, which talks about how Jyoti CNC Automation has evolved and become successful thanks to its visionary leaders. In its pursuit to follow dreams beyond boundaries, the company acquired Huron Graffenstaden, a French premium-brand manufacturer of high end CNC machines and aligned itself with the vision of Indian Machine Tool Manufacturers’ Association.
Our ‘Main Feature’ focuses on light weight materials used in aerospace, which is what the future will be all about. This issue provides you – our reader, with a mix of supplier and end-user perspectives on benchmarking practices.
As we roadmap our vision, we solicit your suggestions to serve you better.
Thank you for your support in abundance.
Indian Machine Tools Going Global….
Impressive statistics! Well, this was the outcome of the recently concluded IMTEX 2013 brought out by Indian Machine Tools Manufacturers’ association (IMTMA). Having witnessed the
show firsthand it perhaps looks like IMTEX is currently the no.1 trade show among other Indian industrial shows and the only one which truly matches the global standards and quality. With shows as such these it definitely seems like IMTMA is taking long strides towards making the Indian machine tools industry a global force. Adding another feather to its cap is the other new initiative by IMTMA, the Indian Machine Tool Industry Park (IMTIP), which is 500 acres and dedicated for machine tool producers, supply chain and services. Impressive again! What next is what I am thinking?
The executive committee directing and managing IMTMA seem to have thought of everything and are planning and executing their thoughts and goals. This makes the machine tools industry, a truly blessed lot: with one’s aspirations and hopes taking shape in opportunities that never existed before.
Talking of opportunities, Modern Manufacturing India with 15000+ copies, 92 pages, global reach high quality, art paper; is the official magazine of IMTMA, which was launched at IMTEX 2013 in partnership with Gardner Business Media, USA & Vogel Business Media, Germany & India. With 80,000+ copies, 7 fresh editions of 24 pages/day of the Show Dailies and the 60,000+ copies of the fair guides, it furthers our objective of going global too.
My last note touched upon emotions which initiate, and today we are focused on actual statistics achieved by the very same emotions. This also marks the beginning of the shift in focus towards more of technology and solutions provided and used by industries using machine tools. Over a period of time MMI will be a more techie oriented publication with global outlook and reach.
With the direction and objectives clarified, I personally request ‘You, the reader’ to share with us the information and topics you would like to know more about, it would then be our responsibility to strive to provide this to you in an easy readable manner.
After all, this magazine is ‘for You and by You’ Wishes for an enjoyable read!
Soumi Mitra Editor [email protected]
Paresh I. Navani Managing Director / Publisher [email protected]
PNSM
• Visitors: 84,000+• Countries: 26• Area: 40,000+ sq mt• Exhibitors: 984
• Portugal: +26%• Argentina: +24%• USA: +19%• Canada: +10%• China: - 1%Top consumers of machine tool (% change over previous year)

INTEGREX e-H II Series
Designed to meet Wide Variety of Large Workpieces
www.mazakindia.in
Horizontal type Multi-Tasking Machine designed for ‘Done In One” operation- Raw material to Finished Workpiece

8 MODERN MANUFACTURING INDIA - MAR 2013
FACILITY VISIT
30 Machining with Vision Get to know how Jyoti CNC
Automation Ltd stands tall today as one of the renowned manufacturers in machine tools in India and globally
INNOVATION RE-DEFINED
32 Showcasing Revolutionary Concepts from the Tool Industry
An insight into the upcoming web-based networking concept known as Industry 4.0
FORGING
34 Forging Ahead Amidst Challenges An answer to resolving challenges such as keeping the manufacturing costs low in a forging plant
36 Scaling Up Consistently A user story on how by employing
Kuka robots a company witnessed immediate improvements in production
ADDITIVE MANUFACTURING
38 “Adding” to Your Tooling Options An overview of the benefits that
additive manufacturing offers
GEARS
42 The Art of Heat Treating High Precision Gears
Know more about heat treating high precision gears
CUTTING TOOLS
46 Adding an Edge to Traditional Inserts Boosts Productivity
Read more about a range of inserts with new technology
MOLDING
48 EDM Helps Bavarian Mould Maker with Small, Delicate Tools
Get to know how a tool making company benefitted by using Robocut Alpha-1iE from Fanuc
▶ FORGING: Open die hydraulic press (9000MT) with manipulator (150MT) 34
CONTENT | MMI - 2 . MARCH 2013
ECO-BUZZ
14 An update on the latest happenings in the manufacturing space
FACTS & FIGURES
20 American Factories Continue to Gain in New Machine Tools Review of the latest machine tool output & consumption survey, conducted by Modern Machine Shop
MAIN FEATURE
22 Light Weight and Ready to Take Off Get to know more about light weight
materials used in aerospace and how it should be machined right
THE BIG INTERVIEW
28 “We need true visionaries who can lead India in manufacturing excellence” A one-on-one with Dr Baldev Raj, President, Indian National Academy of Engineering:
▶ FACILITY VISIT: The vision of Parakramsinh Jadeja being realized: Utilization of capacity... 30
▶MILLING: Fan for a Trent engine from Rolls Royce 52

Mastercam, the worldwide standard in CAM software gives you the ultimate toolkit for fast, effi cient machining done the right way. Your way. Call or click today to see what Mastercam can do for you.
Watch Mastercam circle the globe at www.tinyurl.com/mcglobe.
671 Old Post Rd. Tolland, CT USA • 1-800-228-2877
www.mastercam.com
• The world’s largest and furthest reaching community and support network of users and Resellers.
• Leader in PC-based CAM for close to 30 years.
• The ability to solve any of your machining problems.
Scan this code to fi nd your local Mastercam Reseller!

10 MODERN MANUFACTURING INDIA - MAR 2013
INDUSTRIAL AUTOMATION
50 Deconstructing Machine Modularity An overview of the newly launched
decentralized inverter for motion control
MILLING
52 Re-defining Technical Limitations Know more about an impressive way to
work, which leads to reduced run times and achieves process optimization
WELDING
54 Insight into High Energy Density Welding Processes
A sneak-peak into the new welding technologies
COOLANTS AND LUBRICANTS
56 Maximizing Machine Shop Productivity
Read about the right approach towards maintenance and use of correct lubricants
MANUFACTURING SOFTWARE
58 Propelling Challenging Projects An interesting story about the software
that powered ‘Curiosity,’ the Mars rover
EVENT REPORT
60 Designing Without Limits A report on the 15th edition of the annual
SolidWorks World Conference, USA 62 A Multi-dimensional Show A report on IMTEX and ToolTech
2013, which took place in Bengaluru 66 Investing in the Future of Robotics A report on a thematic workshop on
robotics conducted by the PSG College of Technology, Coimbatore
EVENT PREVIEW
68 Hannover Messe – A Destination to Learn New technologies
A preview of Hannover Messe, an event with 11 flagship shows
INNOVATIONS & SOLUTIONS
70 A special section on new technologies and solutions to enhance business leads
REGULAR
04 COMPANY INDEX
06 EDITORIAL
08 CONTENT
12 FROM IMTMA‘S DESK
76 EVENT CALENDAR
78 IMPRINT
▶ COOLANTS AND LUBRICANTS: Water soluble cutting fluids 56
▶ CUTTING TOOLS: The tools not only offer improved structure and rigidity, it also provides lower costs per cutting edge 46
▶ THE BIG INTERVIEW: Dr Baldev Raj, President, Indian National Academy of Engineering: 28
▶MANUFACTURING SOFTWARE: ‘Curiosity’ is the name of the most technologically advanced rover ever built 58
CONTENT | MMI - 2 . MARCH 2013
CGTechIndia_190x270-Expensive.indd 1 3/15/2013 9:50:23 AM

FROM IMTMA’S D ESK
12 MODERN MANUFACTURING INDIA - MAR 2013
POW
ERED
BY
Indian Machine Tool Manufacturers‘ Association
Indian Machine Tool Manufacturers’ Association (IMTMA) plans to build a Machine Tool Park, which will help the Indian manufacturing industry grow in the future. In order to implement this project, a new, ‘not for profit,’ company has been registered under section 25 of the Companies Act and named ‘IMTMA Machine Tool Industry Park’ (IMTIP).
tool producing companies, along with the supply chain units, as well as service providers to the industry. The park has received a very enthusiastic response from the industry. It is planned to be developed up to international standards, meeting high levels of infrastructural and other facilities.
A new, ‘not for profit,’ company has been registered under section 25 of Companies Act and named ‘IMTMA Machine Tool
Industry Park’ (IMTIP) to implement the project. The company is managed by an executive committee and is promoted by IMTMA along with member companies as a cluster of machine tool and allied industries. The project proposal was worked by IL&FS and submitted to Karnataka Udyog Mitra (KUM).
This project was presented to the Screening Committee of Government of Karnataka in Dec 2012. The meeting was
A Step Forward for the Indian Manufacturing Industry
The silicon valley of India is a host to a number of industry parks and the new addition to it is an Integrated Machine
Tool Park. Leading the project from its inception to making it happen is Indian Machine Tool Manufacturers’ Association (IMTMA) with a strong support from the industry.
To make the project possible, IMTMA signed a MoU with the Government of Karnataka. The park will co-locate machine
IMTMA signs the MoU for Machine Tool Industry Park with the Government of Karnataka
Sour
ce: I
MTM
A

F RO M IMT MA’S DESK
MODERN MANUFACTURING INDIA - MAR 2013 13
chaired by Murugesh R Nirani, Hon’ble Minister for Large and Medium Industries, Government of Karnataka. Further to the meeting, the Screening Committee of Government of Karnataka recommended the project to the State High Level Clearance Committee (SHLCC) for final approval. The SHLCC met on 18 March 2013 and cleared the project.
The first Executive Committee meeting of IMTIP was held on 25 Jan 2013 at BIEC. CP Rangachar, MD, Yuken India Ltd was unanimously elected as the President and Shrinivas Shirgurkar, MD, Ace Designers Ltd as Vice President of IMTIP.
This plan was also promoted at IMTEX 2013 as a ‘Destination for all manufacturing companies in the machine tool industry.’ As on date, 52 companies comprising of machine tool builders and supply chain companies of large, medium and small sizes have signed up to join as members for the machine tool park project.
The machine tool industry is considered as the mother industry for capital goods as it supplies machinery for the entire manufacturing sector. The multiplier effect could be achieved to the extent of 1:100 times. Out of 800 machine tool and its parts manufacturers mostly SMEs, about 25 units are mid-size manufacturers, which have an annual turnover varying between ₹200 – 300 crore each. The type of machine tools
currently manufactured in India are general/special purpose machines, standard CNC machines, pipe bending, rolling, measuring, metrology and gauging etc.
The Department of Heavy Industry, Ministry of Heavy Industries and Public Enterprise, Government of India, has brought out a comprehensive report on the projected growth of the machine tool industry during its 12th Five year plan (2012-17). According to this report, by the end of five years from now, that is 2016-17, the total production of machine tools in India is expected to reach ₹13,824 crore. The domestic market share is expected to reach 50 per cent.
Hence, this project has been proposed foreseeing the growth of the industry in the next ten years. Strong presence of the machine tool industry players in and around Bangalore makes it an ideal location for the project.
The proposed park would have state-of-the-art physical and social infrastructure facilities and other value added services. It would enable the individual units/companies to produce high value added products, enhance their productivity and meet international procurement standards for all activities related to machine tools industry.
The Indian machine tools industry needs to gear up to benefit from the opportunities that the Indian economy will offer in the coming years. The sector offers several opportunities for investment and trade. Considering the current gap between demand and supply, there is a clear need for adding capacities in this sector. The industry needs to create cost competitiveness without cutting corners. International players have
already leveraged India as a design hub and this trend could extend to the machine tools sector as well. In order to make the machine tool sector more competitive, it is important to provide an excellent ecosystem for production. Establishment of a sector specific industrial park will be a good step forward in making the sector competitive. The integrated machine tool park would not only generate investment opportunities for the state and the country, but would also help meeting the objective of employment generation in the state.
IMTIP welcomes every new entrant to join the project; companies desiring to become members of IMTIP are invited to send in their application along with a payment of ₹100,000 by filling the Provisional Membership Application Form. The Provisional Membership Application Form can be downloaded from the website www.imtma.in MMI
Source: IMTMA
IMTIP Standee display in IMTEX 2013
Sour
ce: I
MTM
A

ECO-BUZZ
14 MODERN MANUFACTURING INDIA - MAR 2013
Schaeffler Presents Electronic Clutch ManagementPune – Schaeffler, the automobile and industrial supplier based in
Germany, presented an innovative solution for the
Indian automobile market with its electronic clutch management (ECM) system during a customer trade show. With its simple degree of automation, the system offers considerable increases in comfort and
robustness at reasonable cost.The electromotive clutch
actuator replaces the clutch pedal and also offers a higher
level of clutch comfort. Sensors in the transmission and gearshift lever enable the intention to
change gear to be detected as well as the gear itself. In addition to increases in driving comfort, the optimum automation and intelligent software solutions of the ECM system allow significant reductions in outlay and cost savings to be made compared with a completely automated manual transmission.
Additionally, as compared with that of an automated manual transmission (ASG) where an additional electromotive transmission actuator is used, the drive comfort can even be improved by means of the interruption to tractive force actively triggered by the driver when the gearshift lever is operated.
The company has also
Hyperthem Acquires AccuStreamHanover, USA – Hypertherm has taken over AccuStream Inc, a US-based manufacturer of waterjet cutting products. The acquisition will advance Hypertherm’s strategy of providing customers with the optimum cutting technology for their particular cutting application, supported by the
company’s control and software products for increased performance and ease of use. At the same time, AccuStream and its customers will receive access to Hypertherm’s substantial engineering resources and global infrastructure.
“AccuStream’s core values and focus on building reliable and highly precise cutting products makes the company a perfect fit for Hypertherm,” said Dick Couch, Founder and CEO, Hypertherm. “We believe waterjet cutting is an excellent complement to our existing plasma and fiber laser technologies and look forward to working together to advance the capabilities of waterjet technology,” Couch added.
“I am also excited about joining a company with such a high level of commitment to its team, and focus on developing market-leading technology,” avered Eric Chalmers, Co-founder and President, AccuStream Inc.
Hypertherm’s high-end cutting technology
Sour
ce: H
yper
ther
m
developed an Efficient Future Mobility India concept car especially for the domestic market. Schaeffler traditionally developed LuK brand, which shows the level of detail the company uses to develop products for the Indian market requirements, for both customized and conventional components. “We developed an electronic clutch management system at LuK specifically for the traffic conditions typical for India for the Efficient Future Mobility India concept car,” explains Uwe Wagner, President, Transmission Technologies business unit, Schaeffler.
The specialty of this car is that it generates a potential fuel saving of up to 10 per cent.
Sour
ce: S
chae
ffle
r
Electronic clutch management system
PTG Receives More Than £7 Million in EnquiriesBengaluru – At IMTEX 2013, Precision Technologies Group (PTG) has received enquiries of potential orders worth over £7 million. “IMTEX 2013 was a fabulous exhibition for PTG Heavy Industries,” comments Chris Cheetham, Sales Manager, PTG. “The level of interest shown in our Powerstir friction stir welding technologies, deep hole boring machines, Versa Turn lathes and heavy-duty flat
bed lathes was truly considerable,” Cheetham added.
“The enquiries were made by senior executives with very real manufacturing requirements. When a potential customer presents you with detailed engineering drawings and has specific processes in mind, you know they are genuinely looking for a solution. Precision manufacturing technologies such as ours are clearly in demand across South and South East Asia,
particularly in the oil, steel-making and hydraulics sectors. As a result, we now look forward to several weeks of follow up meetings with the valuable contacts we made,” he continued.
Having participated for the first at IMTEX,
PTG is quite satisified with the response it has received.
A Versa Turn hollow-spindle four-guideway horizontal lathe from PTG
Sour
ce: P
TG

www.presstrade.comALL ABOUT FORGING
PT13_I_190x270_5_Maschinenmarkt_Indien.qxp:PT13_I_190x270_5_Maschinenmarkt_Indien 04.02.2013 16:35 Uhr Seite 1

ECO-BUZZ
16 MODERN MANUFACTURING INDIA - MAR 2013
Atlas Copco Opens New FacilityRapid.Tech to Take Place in May
Atlas Copco‘s new facility at PuneSo
urce
: Atla
s C
opco
Pune – Atlas Copco has inaugurated its new compressor manufacturing plant at Pune. Atlas Copco also celebrates 140 years of industrial excellence with a range of activities in more than 90 countries where it has its own operations.
The manufacturing facility is spread over 23 acres with a built-up area of 19,000 sq mt. The facility includes a manufacturing plant and an office building. The factory is built in accordance with Leadership in Energy and Environmental Design (LEED) principles. The new plant will manufacture industrial and
Erfurt, Germany – Messe Erfurt has organised Rapid.Tech 2013 on 14-15 May. The conference and exhibition in its tenth edition will include the User Conference, which will focus on Secure Process Additive Manufacturing. Additionally, the event will also witness a lecture on the topic of ‘Special procedures for implementing product ideas through additive manufacturing (AM)’ at Designer Day, which takes place on the second day of the event. Aviation Faculty Forum, Expert Forum for Medical Technology, Forum of the Fraunhofer Additive Manufacturing Alliance etc will also attract visitors. The subject forums offer
portable compressors. The company’s existing facility at Dapodi will continue to produce oil free compressors and quality air products.
Talking about the new development, Horst Wasel, President, Quality Air Division, Atlas Copco says, “This new facility has been built to lean manufacturing principles. The Group continues its focus on India, and we are proud to inaugurate this new facility.”
“This factory will help increase efficiencies, further support business expansion, and also serve customers in India and abroad,” Wasel mentioned.
insiders from different industries the opportunity to learn about the latest applications, to discuss possibilities of generative processes within their own fields and to take a look at the future.
The 60 exhibitors participating in the event are also expected to showcase numerous new technology developments at their respective booths. The show is expected to attract over 400 delegates and 650 visitors.
Furthermore, the event will coincide with FabCon 3.D. The range of exhibits in this segment of event includes 3D printers, materials, FabLabs and Hacker spaces as well as service providers in the field of 3D printers.
Rapid.Tech 2012 event
Sour
ce: M
esse
Erf
urt
Exhibitors and visitors from all over the world at METAV 2012
Next METAV to Kick Off in 2014Frankfurt, Germany – Next year, the METAV in Düsseldorf will be opening its doors for the 18th time. From 11-15 March 2014, exhibitors from all over the world will be showcasing their products and solutions for modern-day industrial users, at the international trade fair for production technology and automation.
“The METAV has for more than 30 years now been acknowledged as a premier event for the metalworking sector at its venue in Düsseldorf ”, says Dr Wilfried Schäfer, Executive Director, German Machine Tool Builders’ Association (VDW). “It’s particularly attractive for specialists in production technology from Germany and way beyond the country’s borders who are keen to talk to experts about efficient production”, adds Schäfer. The fair’s target groups come from the industrial sector, particularly machine and plant manufacturers and the automotive industry, the craft segment and the service sector. It is the first full-coverage international trade fair for the metalworking sector in the even-numbered years. The show’s principal exhibit categories include machine tools and high-precision tools, production and process automation, metrological and quality assurance, components and accessories and services. At the last METAV in 2012, around 700 exhibitors from 26 different countries showcased their corporate capabilities.
Sour
ce: V
DW

ECO-BUZZ
MODERN MANUFACTURING INDIA - MAR 2013 17
Maiden IATF 2013 Takes Place Auto Industry‘s Growth Drops
Mumbai – The first edition of the India Automation Technology Fair (IATF) 2013, organized by the Automation Industry Association (AIA) and Messe München International India (MMI India), took place in Mumbai. Various leading companies such as Rockwell Automation, Siemens, L&T Electrical & Automation and Emerson Process Management displayed the best of their technologies and products.
The event was inaugurated by B R Mehta, Sr. Vice President, Reliance Industries Ltd, after which the keynote speakers and dignitaries were invited to assemble at the Innovation
New Delhi – According to the Society of Indian Automobile Manufacturers (SIAM) the cumulative production data for April-February 2013 shows production growth of only 2.18 per cent over the same period last year. The industry produced 1,731,824 vehicles in February 2013 as against 1,791,795 in February 2012, which declined by (-) 3.35 per cent. The overall growth in domestic sales during April-February 2013 was 3.68 per cent over the same period last year, while in February 2013, overall sales fell by (-) 5.45 per cent over February 2012.
Looking at the export side, during April-February 2013, overall automobile exports registered de-growth of (-) 1.66 per cent compared to the same period last year. Passenger vehicles grew by 9.67 per cent,
Exchange. The Innovation Exchange Programmes were spread over three days and gave importance to different facets of the automation sector. The inaugural session witnessed eminent leaders coming together and sharing their vision for the automation industry being a catalyst for the growth of the Indian economy. The panel discussions on day one and two highlighted technical themes, while day three was about innovation at the grassroots, with focus on SMEs. Overall, IATF 2013 laid a perfect platform for bringing SMEs and MNCs together to drive the next phase of the Indian manufacturing growth.
while other segments like commercial vehicles, three wheelers and two wheelers fell by (-) 11.89 per cent, (-) 17.66 per cent and (-) 1.05 per cent respectively. In February 2013 passenger vehicles and two wheelers grew by 32.05 and 14.21 per cent respectively and commercial vehicles and three wheelers declined by (-) 24.30 and (-) 3.33 per cent respectively.
The auto industry has registered negative growth
Godrej & Boyce Bags an AwardMumbai – To create an awareness of the Kaizen Practices in the Indian industry, Confederation of Indian Industry (CII) had organized the 8th–Kaizen Competition- Maharashtra State Level. Kaizen involves setting standards and then continually improving productivity, quality, safety, delivery, morale and reduction of maintenance and manufacturing costs. These can range from a very small to very large improvements. Usually Kaizen’s ideas are given by the people from the shop floor. Normally Kaizens require little or no investment and at times lead to substantial savings or productivity improvement.
The competition received overwhelming responses from over 128 teams, from various companies who participated. In Large Scale Companies category, - Godrej & Boyce Mfg Co Ltd (electrical & electronics division), Mumbai bagged the first award. Vishay Components India Ltd, Pune and Mahindra & Mahindra Ltd, Plant-I, Nashik grabbed second and third positions respectively.
Eaton Consolidates its Businesses
New Delhi – Eaton has decided to consolidate its New Delhi based power distribution and power quality commercial organizations for South Asia. The consolidation aims to increase Eaton’s penetration in
key market segments, better leverage the company’s key account strategy, increase value assemblies and solutions sales, and grow the overall business in South Asia.
The consolidated organization will be led by Sushil Virmani, who has been named as Sales Director, Electrical Sector, South Asia. Vimani will report to Anoop Nanda, Managing Director – Rest of Asia, Electrical Sector, Eaton.
“I believe Sushil’s vast experience and contributions will play a crucial role in implementation of many new strategies and programs that we are developing as part of our new strategic direction to build business in South Asia,” commented Nanda.
Sushil Virmani, Sales Director, Electrical Sector, Eaton, South Asia
Sour
ce: E
aton
Sour
ce: C
II
Godrej & Boyce team
Sour
ce: I
ATF
AIA awarded a Certificate of Appreciation to all the members, who developed a unique packaging line simulation equipment

ECO-BUZZ
18 MODERN MANUFACTURING INDIA - MAR 2013
Hasle-Rüegsau, Switzerland – Blaser Swisslube has extended its ultra-modern technology center located at Hasle-Rüegsau. With the extension, the center now occupies about 300 sq mt of floor space. This facility enables machining specialists from Blaser to provide customers with cutting and grinding fluids that deliver an effective form of added value and which help to optimize their productivity,
Mumbai – Indian Electrical & Electronics Manufacturers’ Association (IEEMA) has announced that Elecrama-2014 will be held at the Bangalore International Exhibition Centre (BIEC) from 8-12 January 2014. The 11th edition of Elecrama, the world’s largest power transmission & distribution biennial confluence, will be held with the unique theme of ‘Go Global.’ As a result, visitors will be able to witness the global
Texas, US – In a session at SXSWedu, National Instruments (NI) and Lego Education demonstrated the power of robotics and the new EV3 platform to change the landscape of STEM education. LabVIEW – the software powering EV3 – also powers feats of engineering such as the Red Bull Stratos supersonic free fall project and the Large Hadron Collider, a machine that is fundamentally impacting understanding of the laws of physics. This means students are learning the exact same technology used by some of the world’s most prolific scientists and engineers.
“Lego and National Instruments have been collaborating for over a decade to create technology that puts tools used in industry into the hands of students. That type of
economic efficiency as well as the quality of their machining operations. Test results provide convincing evidence of this. With the help of two 5-axis machining centers, one turning and milling center, a 5-axis tool grinding machine and two new CAD/CAM workplaces, the company has created optimum conditions for simulating and testing the latest machining technologies in its technology center.
competitiveness of Indian products and the capability of Indian manufacturers to develop world class engineering products at competitive costs.
Talking about the show, J G Kulkarni, President, IEEMA said, “The economic realities of the new millennium saw the balance of power shift from the west to the east and now moving on to the new world. A US $300 billion development thrust into the Indian power sector is a massive opportunity for E&E manufacturers covering the complete GTD cycle. The Indian industry is seeking partners to enhance technology and competency, build capacities and calibrate their proposition to compete on a global scale and Elecrama-2014 will serve to be the ideal platform for them to connect with the appropriate partners.”
collaboration is crucial to building a foundation for generations of future engineers,” said Ray Almgren, Vice President of Marketing, National Instruments. “We must focus on creating future STEM industry professionals in Texas and around the globe, who are ready to tackle the science and engineering challenges our world faces,” added Almgren.
A view of Blaser Swisslube‘s Technology CenterElecrama 2012 So
urce
: Bla
ser
Swiis
lube
Sour
ce: V
ogel
Bus
ines
s M
edia
Sour
ce: N
atio
nal I
nstr
umen
ts
Mumbai – Haas Automation Inc has reported that 2012 was the best year in the company’s 30-year history, with revenues exceeding $967 million. This is an increase of 11.5 per cent over 2011. During this year the company produced over 13,300 units of CNC machine tools.
Sales of Haas CNC machine tools remained strong throughout 2012, with December yielding a near-record 1,512 units sold. The company shipped a total of 13,324 units worldwide, with more than half going to
international markets.Talking about the year of
progress, Bob Murray, General Manager, Haas Automation, stated, “It was an incredible year. Our growing Haas Factory Outlets (HFO) network allows us to provide Haas customers around the world with local access to Haas products, sales assistance, replacement parts, and factory-trained service personnel. This commitment to serving our customers is one of the driving forces behind Haas Automation’s global success.”
Family of Haas CNC machines
Sour
ce: H
aas
Aut
omat
ion
Blaser Expands Technology CenterNext Elecrama to Take Place in 2014
NI Displays Power of Robotics2012 – The Best Year for Haas Automation
The Large Hadron Collider (LHC) will produce collisions between particle beams traveling at nearly the speed of light


20 MODERN MANUFACTURING INDIA - MAR 2013
FACTS & F IGURE S
Learn moreThe complete 2013 World Machine Tool Outvput & Consumption Survey, including numbers on production, imports and exports as well as per-capita consumption and trade balance, is available online at short.gardnerweb.com/MTSurvey13. The survey also includes a discussion of methodology, the exchange rates used and links to resources country-by country.
mmsonline.com
The latest annual World Machine Tool Output & Consumption Survey collects data from 28 countries that produce virtually all the world’s machine tools and compares them
The latest world survey shows consumption keeps growing as recovery from 2008 to 2010 slump levels off.
subtracting exports. Unlike statistics on orders for future delivery, it represents the value of new machinery actually installed.
China, which has been the largest consumer by far for more than a decade, slowed its rate of installations last year, dropping one per cent. Nevertheless, Chinese consumption remains almost unbelievably high at $38.5 billion, or more than the rest of the top ten consumers combined.
Among other top consumers, Japan grew by only one per cent and Germany stayed even when measured in Euros, which equates to a drop of seven per cent when converted to US dollars. Fifth place South Korea declined 11 per cent.
Another way of looking at any country’s installation of new factory equipment is to relate its consumption to its size. Thus, the survey looks at consumption per capita, which is detailed in the last column in the table on the following page. It’s simply the value of new installations divided by population, and many consider the statistic
American Factories Continue to Gain in New Machine Tools
After the recession hit, metalworking plants in the United States cut back dramatically on upgrading their
equipment. The volume of new installations dropped by more than 45 per cent in a single year and continued declining into 2010. The recovery that started two years
Joe Jablonowski Contributing Editor
ago continued into 2012, according to the latest annual survey of machine tool consumption.
In fact, in a year in which most other manufacturing nations appear to have leveled off in installing improved equipment, the United States grew its new installations by a respectable 19 per cent to $8.7 billion.
The figures come from the latest annual World Machine Tool Output & Consumption Survey, conducted by the research department of Gardner Business Media Inc, the publisher of Modern Machine Shop (MMS) magazine. The study collects data from the 28 countries that produce virtually all the world’s machine tools and compares them in both local
currencies and in US dollars.The 2012 rise in American consumption came from both a
seven per cent gain in domestic output and nearly a 30 per cent
boost in imports. Consumption in any country is measured by taking its shipments, adding imports and
Sour
ce: m
mso
nlin
e.co
m
POW
ERED
BY
GARDNER BUSINESS MEDIA, USA
World Machine Tool Output & Consumption Survey

MODERN MANUFACTURING INDIA - MAR 2013 21
FACT S & F IGURES
a measure of a country’s rate of industrialization.
Switzerland, with its relatively small population, has long been a leader in consumption per capita, and last year it again ranked first with $136 worth of new machinery per Swiss resident. The Republic of Korea, despite slipping in total equipment spending last year, still ranks second with nearly $96 spent per South Korean. Rounding out the top five in per-capita consumption are Taiwan, Germany and Austria. At the bottom of the list of countries that have domestic machine-tool producing industries is India. Although it increased its consumption, with its huge population, India spent only $2 per person on new production equipment last year.
For many years, China, the world’s most populous country, also was at the bottom of the per capita consumption list. But recently it has been climbing upward and now places 11th among the 28 countries surveyed. In 2012, China spent $29 per capita on new machine tools, just ahead of the United States, at $28 per American.
In addition to consumption, the world machine tool survey also reports domestic production as well as trade.
The total output comes to an estimated $93.2 billion for 2012. That’s a slight decline of one percent from the revised $94.2 billion that those same surveyed countries produced in 2011.
China tops the list of producers with $27.5 billion in output. The country’s domestic machine tool factories have grown to fulfill local demand, which relied heavily on imports a decade ago. Japan is the world’s second-largest supplier with $18.3 billion in output, and Germany is third at $13.6 billion. Together, those top three producing countries account for 64 per cent of the total surveyed world output.
American shipments in 2012 amounted to $5 billion, up from $4.7 billion, placing the United States seventh among machine-tool producers. Regarding trade, patterns established in recent years persist. Japan remains the world’s biggest exporter of machine tools, with $11.6 billion shipped offshore. Next is Germany, with $10.4 billion, followed by Italy ($4.4 billion) and Taiwan ($4.2 billion). On imports, the United States took in $5.8 billion in machine tools last year, an increase of 29 per cent over the previous year. America’s imports amount to two-thirds of its consumption. In importing, the US is second only to China, which acquired $13.7 billion from overseas last year. MMI
Top Consumers: Value of Machine Tools Installed, in Millions of U.S. Dollars, 2012 (Est.)
S No Country Consumption Change* $/Capita1 China $38,510.2 -1% $292 United States 8,722.5 19% $283 Japan 7,462.8 1% $594 Germany 6,400.2 0% $785 Korea, Rep. of 4,646.0 -11% $966 India 2,286.1 2% $27 Italy 2,172.0 -15% $378 Brazil 1,867.2 -22% $99 Taiwan 1,844.0 -7% $80
10 Mexico c1,360.9 0% $1211 Turkey 1,344.3 0% $1812 Russia 1,317.0 0% $913 Canada c1,255.6 10% $3714 France 1,118.1 -8% $1715 Switzerland 1,034.4 -14% $13616 United Kingdom 816.2 11% $1317 Austria 586.0 2% $7118 Spain 392.0 -1% $1019 Czech Republic 348.5 -4% $3420 Sweden 344.4 0% $3821 Netherlands 343.1 7% $2122 Argentina 261.3 24% $623 Belgium 246.8 -9% $2424 Romania c243.0 0% $1125 Australia 210.0 -1% $1026 Finland 140.1 1% $2727 Portugal 137.5 26% $1328 Denmark 39.8 0% $7
Apparent Consumption = Domestic Production + Imports – Exports
* = Change from 2011, measured in reporting currency
Consumption Per Capita based on 2011 population estimates
c = circa; rough estimate from fragmentary reports
US Consumption of Machine Tools
Sour
ce: S
ourc
e: W
MTO
&C
S, G
ardn
er B
usin
ess
Med
ia In
cSo
urce
: Gar
dner
Bus
ines
s M
edia
Inc

22 MODERN MANUFACTURING INDIA - MAR 2013
MAIN FEATURE
The aerospace industry is one of the largest consumers of composites like carbon fibers and polymers. The Indian aerospace companies are gradually shifting their focus from competing only on lowest prices to competing on superior technology and integrated solutions. We take a look at the light weight materials used in aerospace and the various parameters, which need to be considered while designing machines to provide appropriate solutions for composite materials manufacturers.
Lightweight and Ready to Take Off
Indira Rao Deputy Editor [email protected]
Some carbon fiber materials are very good at standing up to heat demands and are therefore used close to the turbine engines but this makes the material even more challenging
Sour
ce: S
andv
ik C
orom
ant
As new materials find their way into airframe designs and the chase to find cost effective manufacturing solutions
to accommodate them continues, the aerospace industry as of now is looking at a phase of technical upheaval. “The aerospace industry is on a continuous lookout for light-weight materials with higher strength as it helps in the overall reduction of the aircraft weight, which helps in fuel economy and enhanced mileage performance,” says Sai Venkata Raghav, Managing Director, Raghav Aerospace Manufacturing Technologies Pvt Ltd. The objective for many OEMs is to reduce the structural weight and increase the overall fuel-efficiency and performance. Additionally, the growing consumer demand and many governmental laws for fuel-economic vehicles are factors that have influenced the use of light-weight materials. Keeping these challenges in mind, many OEMs have turned to technology that help in the manufacturing of light weight materials for automotive and aerospace applications. “The pursuit of weight savings in aerospace always presents challenges. The key to addressing these challenges lies with an effective design-for-manufacturing (DFM) philosophy at the OEM and sub-tier levels, which begins at the start of a project. This philosophy greatly minimizes challenges further down the manufacturing supply chain,” avers Walt Sirmans, Senior Vice President - Aerospace,

MODERN MANUFACTURING INDIA - MAR 2013 23
MAIN FEATURE
“Titanium is the only compatible metal that makes the aircraft structures. We already have joint working arrangements with the world‘s leading producers of titanium to bring in value additions to the market.”
Eswari Prasad, President, MAG India Industrial Automation Systems Pvt Ltd
QuEST Global. The aerospace industry is one of the largest consumers of composites like carbon fibers and polymers. “The use of composite materials will continue to be a challenge for OEMs and the manufacturing of these composite materials will be a greater challenge for technology providers,” adds Indudhar C of CGTech India. The demand for light weight materials far outstrips the supply, according to Mishal N Shah, Chief Operating Officer, Nickunj Eximp Entp P Ltd. “Most of the R&D in composite materials is directed towards manufacturing, machining and assembly of composites, and not on the material itself. Carbon fibers used today are difficult to make and extremely costly. A new type of composite carbon fiber is needed. This is particularly important given that annual global carbon fiber production - currently around 50,000 tonnes is expected to increase tenfold within the next 10 years.”
The need of the aerospace industry to have light weight materials which give maximum specific strength and high temperature applicability lead to the development of carbon fiber-reinforced composite materials. “Now, the quantum usage of variety of carbon composite materials for aerospace applications supersedes the most high strength materials like titanium alloys and maraging steels. Depending on the application, carbon fibers are structured differently in multiple layers and thicknesses. Because of this non homogeneity and fibrous nature, machining to the required shape and size pose variety of problems. Also, because of the very low margin of safety used in design on account of the weight factor, precise machining is
critically important for the aero structures,” stresses M Shahabudeen, Managing Partner, Kortas Industries.
Machining composite materials
Composite component structures have a greater strength to weight ratio. Also it is more fatigue and corrosion resistant than metals. This added advantage results in better fuel consumption for the aircraft. “Compared to aluminum component, the amount of material removal is very low and the resultant part is almost net-shape. Normally, the form is laid up on a custom made tool to obtain the required part shape but these parts are not homogeneous as compared to metal, thus posing challenges,” affirms Eswari Prasad, President, MAG
“In aerospace manufacturing, India is definite-ly among the newest to the market in develo-ping experience and expertise, especially in the private sector.”
Walt Sirmans, SVP Aerospace, QuEST Global
India Industrial Automation Systems Pvt Ltd. In a composite, one material is the matrix and at-least the other is reinforcement. The main composite material in an aircraft part consists of plastic matrix with carbon fiber reinforcement. The matrix could melt in too much heat and the carbon fiber does not cut but fracture instead of shearing. “Carbon fiber reinforced plastic (CFRP) materials pose quite a challenge in designing of machine and its structure. Composite placement machines are special in multiple axes capabilities and control the CFRP feed in the form of tapes. MAG has been a pioneer in building such machines from scratch and currently has the largest installations in the world,” adds Prasad. Establishing machining solutions for composites not only means selecting a suitable tool, geometry, tool material, grade, cutting data in the usual way, but also consists of establishing individual processes for applications that are the corner-stone of successful composite machining performance, security and results.
The most frequently used machining processes are hole-making, surface machining, edging and trimming. “Drilling CFRP materials, CFRP with aluminium stacks and CFRP with titanium stacks are common operations in CNC machines, in positive feed machines and are performed by robots,” says Anirudha Wadalkar, Product Manager-Milling, Sandvik Coromant, Sandvik Asia Pvt Ltd. The power needed in case of metal cutting machines, however, will not be required in machining CFRP. Seconding Prasad adds, “The tool geometry,
A350 Crown Panel: The longest A350 XWB carbon fiber fuselage panel manufactured
Sour
ce: A
irbus
Pho
togr
aphe
r: H
Gou
ssé

24 MODERN MANUFACTURING INDIA - MAR 2013
MAIN FEATURE
material of cutting tools and work holding will cost more. In the absence of chips carrying away the heat generated, the machine design should have the capability of absorbing the heat generated during fracture of CFRP and clearing the wastes. Secured clamping of parts is essential to avoid de-lamination and fraying of the part, which poses quite a challenge. Note that scrapping of a near finish part will be expensive.”
Manufacturing challenges
Machining composite materials is completely different from conventional machining of metals. What is more, machining one type of composite is usually different to machining another. In this respect they are not unified at all and, furthermore, the range of composite materials is broader than that of metals. Implications for machine shops involved in manufacturing using these materials are considerable and need a re-assessment of tools, methods, set-up and in some cases even machinery and fixturing. It is quite likely then, that every new composite material entering the factory doors needs a new approach because the material consistency of metals as regards machining is not there. Agreeing Wadalkar adds, “The cutting action in composite materials is quite different to that of metals. The cutting edge does not generate a chip through shearing as with the majority of metals, it breaks off the composite material to be removed, often cutting the matrix material while fracturing the reinforcement fibers in the process. The general principle of machining composites with sharp cutting edges having sufficient clearance is by giving it a clean cut and minimizing the tendency of the tool rubbing
against the workpiece.” Tool wear needs to be minimized as geometrical changes to the edge rapidly lead to excessive heat generation, edge breakdown and component-quality problems. CFRP have poor heat dissipation and, as there are no chips as with metal, heat is not removed as effectively from the cutting zone. “This means that temperature considerations should be made both as regards to the effect on the tool material and the workpiece material. Excessive temperatures can lead to the composite matrix becoming damaged,” adds Wadalkar. As composite material machining involves dry cutting, which greatly differs from conventional machining of metals and with composites, dust being always a problem, machines have to be constructed to withstand the ingress of fine material. “The tools need to be PCD or carbide, and require air cooling. A new kind of mist type lubricant is under development too. Also, speeds have to be high, but these vary according to the thickness of the carbon fiber. For instance, if material thickness is between 1mm and 3 to 4mm, the speed would be about 1m or 1.5m per minute, but around 300 to 500mm per minute for something measuring 6mm,” opines Shah. He further says that customers require higher levels of accuracy for carbon fiber work, and a longer life for tooling cutters. To meet this, combination machines, which use water jets and cutting tools are currently under development.
Machining right
The contouring shape of the composite aerospace part needs a 5 axis machine.
According to Shahabudeen there are basically two technologies adopted for machining. First is by rotary using a high speed and sharp edged cutting tool and the second by water jet cutting using abrasive particles. “Up to 150 mm thickness can be cut / by this process. The injection velocity of abrasive water jet goes as high as 900 meters per second and it shears the fiber without heat generation and dust emission. This process totally eliminates de-lamination of the fibers, even on a microscopic level.” Water jet cutting has gained importance in the edge machining of carbon composite parts, owing to its simpler operation and fastness. The speed of machining achieved is almost double
“Engineers are great at developing innovative solutions to solve complex mission-critical systems design challenges, but they need time and the right design environment to develop these solutions.”
Jon Friedman, Aerospace & Defense and Automotive Industry Marketing Manager, MathWorks
The A350 XWB’s airframe consists of more than 70 per cent composites, titanium and advanced aluminum alloys – resulting in a lighter aircraft as well as a 25 per cent step change in fuel efficiency
Sour
ce: A
irbus
Pho
togr
aphe
r: H
Gou
ssé
“The quality of a hole, combined with satisfactory tool-life and tool cost will affect productivity more when it comes to composite machining.”
Anirudha Wadalkar, Product Manager- Milling, Sandvik Coromant, Sandvik Asia Pvt Ltd

MODERN MANUFACTURING INDIA - MAR 2013 25
MAIN FEATURE
compared to cutter machining.Drilling dominates as an operation in
composites. “It is challenging because the material at entry as well as the exit of the hole can both splinter and even split into separate layers (delamination),” says Wadalkar. “To achieve the required surface finish one often needs to put in extra efforts by way of obtaining satisfactory cutting action between fiber layers and the matrix, partly because of the way CFRP materials vary in this respect. Some carbon fiber materials are very good at standing up to heat demands and are therefore used close to the turbine engines but this makes the material even more challenging with an extensive abrasion wear mechanism acting on the cutting edges of the drill.”
Making a hole in accordance with high quality demands is becoming more challenging as composite materials develop to satisfy demands from new aircraft designs. Hole-quality demands are high and the degree of automation is also increasing with a trend of eliminating secondary operations. Also stacked materials are becoming more common as the volume of carbon fiber increases, making surface finish, tolerance and material evacuation tricky with added challenges on the cutting tool capability.
Appropriate testing and programming
As seen above the composites for aerospace are manufactured in many stages and each stage requires stringent process checking methods, which is expensive and time-consuming. As the complexity increases, new methods of testing need to be adopted. “As a result, ‘virtual testing’ has taken center
“The usage of composites in aircraft construction does have great demand due to its less weight and higher strengths of the parts made out of composites. Though there is huge demand, there are fewer established players in this field.”
Sai Venkata Raghav, MD, Raghav Aerospace Manufacturing Technologies Pvt Ltd
“The Indian industry is nowhere close to meeting international demands, particularly on large size carbon fiber reinforced composite panels and components. 20 to 25 meter size of wing panels with 25 to 100 mm thickness is the range of size needed today.”
M Shahabudeen, Managing Partner, Kortas Industries
This VIPER fiber placement system provides the most versatile and advanced composite manufacturing capability in the world. The VIPER platform can produce parts up to 8 meters long, laying up to 32 individual tows.
Sour
ce: M
AG
Indi
a In
dust
rial A
utom
atio
n Sy
stem
s Pv
t Lt
d
stage as one of the most efficient methods of testing the structural parts of composites. CGTech’s Vericut composite simulation prepares the program for composite lay-up and then checks the program accuracy in the virtual world. The application reads CAD models and NC programs from composite layup path-generation applications, and simulates the sequence of NC programs on a virtual machine. Material is applied to the layup form via NC program instructions in a virtual CNC simulation environment”, explains Indudhar. MathWorks supports its customers who have to meet system, subsystem and algorithm requirements. Engineers use their products, MATLAB and Simulink, to perform trade studies while ensuring that the overall system requirements are met. Elucidating the same by giving an example, Jon Friedman, Aerospace & Defense and Automotive Industry Marketing Manager, MathWorks says that a typical system-level requirement for an imaging payload is to maintain a certain level of quality for the video transmission throughout flight. There are many alternatives that can be considered to meet overall cost, weight and performance requirements.
A high gain, sophisticated control algorithm that enables the payload to track a target within a few millimeters of accuracy, coupled with a low power antenna is one potential system design. This design would result in potentially expensive and large motors to provide control authority over the antenna. At the other extreme is a design with a high power antenna and a less accurate
target tracking algorithm. This design would result in additional power requirements that could drive additional battery costs and weight into the system. There are other design options that could be considered but those may not be too viable. “To meet challenges such as these, systems engineers use Model-Based Design to build executable multi-domain models that connect guidance navigation & control and communications models with other interdependent subsystem models. Then, by using a variety of subsystem-level model elements and systems, engineers and design teams can evaluate the impact of alternative designs on the output video image quality to see which

26 MODERN MANUFACTURING INDIA - MAR 2013
MAIN FEATURE
designs best meet the system-level or customer performance requirement.”
Along with testing, programming and application support has also seen an increase in demand as the optimized machining strategies adopted by many manufacturing companies have forced them to seek technology support from various other companies. “The aerospace industry in India is relatively new compared to the developed world. To compete in the global market, we definitely require innovative solutions in the areas of CNC programming, cutting tool technology, and machines”, avows Mohan DS, General Manager- Manufacturing Engineering, QuEST Global. According to him, in programming, the standard cycles in the CAM software for finding the optimal solution in terms of speed, surface finish and dimensional accuracy is the key to their success. “For this, we work closely work with the CAM supplier to provide us the latest cutting proved cycles. We also develop our standard optimal cutting cycles/strategies to match our products. Our efficiency in application support depends on how optimally we use the capability of machine tools, latest cutting tool and the best strategy for machining. Our strategy is to integrate these areas to get the best solutions from these tools. Our long term strategy is to combine tribal knowledge & new techniques and standardize them for our products.”
Shifting focus
Seeing the number of developments already
taking place in India and with the global pressure mounting, there is little doubt that Indian aerospace companies will not be able to provide best value solutions. Agreeing Sirmans adds, “The justification is simple: further economic expansion into China, Southeast Asia, Latin America, and Eastern Europe continues to redefine the benchmarks for affordability. Low cost however, is only part of the equation. Simplified logistics, integrated supply chain, and innovative technologies are also key enablers to remain competitive in the global market. Indian companies must invest in all of these and, to do so, it requires access to affordable capital and agility in building capability and capacity. The keys to success are shortest time to market, with assured quality and on-time delivery.”
To ride the aerospace wave in India, Indian manufacturing majors are actively forming JVs and acquiring overseas aerospace companies to develop their capabilities and access markets. There are also several aerospace companies that have their engineering centers located in India and these teams work on various international projects in the areas of system design, verification and implementation. The country also has sophisticated domestic projects for space exploration, defense and civilian aircrafts. These high-integrity systems require the usage of development methodologies and tools that can reduce the project’s cost, risk, and development time while facilitating innovation and enhancing
productivity. “Indigenous aerospace projects such as Tejas (LCA) and Dhruv (ALH) are modern integrated solutions that are on-par and compete with other high-technology offerings available on the global aerospace market. The systems integrated into these products conform to global industry standards such as DO-178. Over the last 20 years, Indian aerospace companies as well as Government agencies have paved the way for the development of these high-technology products through building state-of-the-art facilities, investing in modern design tools and adopting global industry practices,” asserts Friedman.
The year ahead
Coming back to the present, it looks like 2013 could turn out to be a landmark year, in terms of awarding /finalizing of large contracts, for the aerospace industry, according to industry experts. “The fact is with the number of people wanting to fly increasing by the day, there are serious constraints in the availability of new aircrafts as the delivery times with both major suppliers are in excess of five years,” affirms Robindra Nath Som, Independent Consultant & President, Nickunj Eximp Entp P Ltd. According to him, aviation industry is the growth driver and investments in the segment would bode well for India going forward into many decades. “The way the IT /software industry has impacted India in last 15 years; the aviation industry too has similar possibilities for the next 15 years.”
And with companies today investing in high end materials and machines, it looks like riding on the back of low cost labor and pool of engineers, India has definitely emerged as a competent player in the aerospace industry. MMI
“By utilizing advanced computer aided manufacturing technology combined with virtual simulation, one can help solve complex manufacturing challenges with ease.”
Indudhar C, Marketing Communications Specialist, CGTech India
MAG U5-1500 machining an aircraft engine cowl - The machines can cut aluminum, titanium or composites. Aerospace Dynamics International Inc uses this to machine aluminum skins for the Boeing 777 aft engine cowl (shown here).So
urce
: MA
G In
dia
Indu
stria
l Aut
omat
ion
Syst
ems
Pvt
Ltd

Corporate Office:
Branches: Ahmedabad, Bangalore, Chennai, Coimbatore, Delhi, Hyderabad, Kolkata, Mumbai, Pune
FRANCIS KLEIN & COMPANY PVT. LTD. 70/1, Mission Road, Bangalore 560027, India Phone: (080) 222 727 81 / 82 Fax: (080) 222 763 24 Email: [email protected] Web: www.francisklein.in
World Class Technology for Machine Tools, Metrology
& Testing Equipment
GEAR HOBBINGHONING GEAR MEASURING
SPLINE ROLLING HARD TURNING SURFACE MEASURING

THE B IG INTERV I EW
28 MODERN MANUFACTURING INDIA - MAR 2013
Dr Baldev Raj is a man of many credentials. In a face-to-face interview with Indira Rao, he discusses his role as a member of German National Academy of Sciences and talks in detail on the status of manufacturing in India and why the need of the hour is to create leaders and visionaries
“We need true visionaries who canlead India in manufacturing excellence”
Dr Baldev Raj, President, Indian National Academy of Engineering; President, International Institute of Welding; President-Research, PSG Institutions; Chairman, Board of Trustees, Quality Through Non-Destructive Evaluation and Testing (QUNEST); Chairman, Board of Governors, IIT Gandhinagar; Chairman, Board of Governors, NIT Puducherry; Member, German National Academy of Sciences.
”I think, for engineers the biggest challenge is to compete with quality, cost and time schedule” - Dr Baldev Raj
Sour
ce: P
SG In
stitu
tions
; Vog
el B
usin
ess
Med
ia
Safety in welding is a huge problem in India especially when it comes to the unorganized sector. India being a member country of the International Institute of Welding, how do they focus on this aspect?
Dr Baldev Raj: The International Institute of Welding is a unique institute based out of Paris and has 59 member countries, out of which India is one. The human resources development in welding has to be according to international standards and with all of our industries trying to be competitive in
the international market, personnel have to be trained and certified according to these standards. The International Institute of Welding is the only body in the whole world which accredits all the welders, engineers and companies to become internationally recognized and thus able them to work in any part of the world. In India, we have the Indian Institute of Welding, which is based in Kolkatta and has over 8000 members all over the country. They organize workshops on safety; hold huge exhibitions where
safety equipment and appliances made in India are displayed. The institute also organizes lectures thus enabling the dissemination of information. The Indian institute also gets linkage with the international institute and therefore there is a complete supply chain mechanism for excellence.
However, it is true that while in the organized sector we are at par with anybody else in the world, in the unorganized sector there is still quite a bit to do. The unorganized sector never had the resources or the awareness to match the level of high performance and acceptance of the organized sector. Once the awareness comes in they will be the best. Its’ like, if a child is not exposed to a good teacher you cannot blame the child, can you? The manufacturers should start branding themselves with quality work. It’ll take some time but people will eventually start recognizing the company for its quality and that’s when the progression will start. I think, for engineers the biggest challenge is to compete with quality, cost and time schedule.
What is your opinion on the current state of manufacturing in India?
Dr Baldev Raj: After the western world lost in manufacturing, it came to Japan, Korea and now recently to China. Manufacturing is a big challenge in India because the country thought that its advantage is low cost labor. We have not concentrated enough on recent advances in manufacturing

T HE B IG IN TERV IEW
MODERN MANUFACTURING INDIA - MAR 2013 29
“We should have certified quality education programs for managers to engineers and technicians. Current human skill development involves good trainers with comprehensive knowledge of machines, processes, materials and quality management. We should focus on training the trainers; which shall have a leveraging effect.”
Dr Baldev Raj
PERSONALand still our manufacturing contributes to more or less 16 per cent of the GDP today and our aim is 26-27 per cent. Now, the western world has woken up and the think tanks in Europe, USA and Japan are having a well thought out strategy pathway for bringing high end manufacturing back to their countries. So at the lower end, while we have competition from China; at the higher end it’s the advanced countries. We can still compete and win because we have the billion plus young population and demography in our favor. Also, if companies do not create jobs in manufacturing then our demographic advantage would be wasted. Our software advantage has to be combined with our hardware advantage if we have to survive in this world and that is a big challenge. We are constantly struggling with our issues on infrastructure and energy. I do not think India has a clear path yet and this maybe because there are no leaders to follow as of today. Sadly, I think vision has become cut & paste. Today vision is not like that of Homi Bhabha or Vikram Sarabhai, C Subramaniam, Kurien or Visweswaraya or any of those stalwarts. They were true visionaries because they thought and delivered. Today one just does not get inspired. India needs true visionaries who can lead the country to excel in the field of manufacturing. India shall create such visionaries & leaders; this is my optimism and faith.
In the recent wake of the chopper deal scam, do you think India needs to speed up indigenous production of defense equipment to cut down on the reliability of imports?
Dr Baldev Raj: India needs large and focused indigenous efforts in defense production. This shall do 3600 good to the nation and allow us to be innovative and sustainable. Large imports in defense are not sustainable over the years for a country like ours. India has clear competences and what we need is clear policies and robust implementation of the same.
Taking into account the recent nuclear disaster in Japan, when it comes to India can the Indian nuclear reactor meet such eventualities?
Dr Baldev Raj: India meets safety standards best to the international levels, as proven by the track record of performance. Moreover, it has firm mechanisms in place to regulate the nuclear energy industry, for meeting safety standards. However, there is no place for complacence in this industry. The improvements, based on experience in the country and the world, must be implemented,
with strict time schedules. Accidents can happen any time. These do not wait for human actions to make improvements.
Are you personally satisfied with the safety parameters initiated by the Government of India whilst setting up the Kudankulam and Jaitapur nuclear reactors? Are the fears of those opposing the setting up of these plants justified?
Dr Baldev Raj: Realities of energy requirement and track records, firmly favor nuclear energy in India. It is good for the citizens of India. We can improve quality and performance with precision and cost effectiveness many a times.
As nuclear technology has predominantly been used as a source of energy in India, according to you is it feasible to use nuclear technology as a tool to enhance the productivity in various manufacturing and engineering industries across India?
Dr Baldev Raj: Nuclear energy sets high standards on materials and manufacturing. Thus, it improves manufacturing in all the sectors of the economy. It is good for India to grow in high end manufacturing. Nuclear specifications for components and plants for energy and recycling technologies build competence in quality, forming and welding processes and most important, capacity and confidence of technicians, engineers and managers.
In manufacturing, precision and accuracy have increased tremendously. What are the new techniques in NDT that have emerged to meet the current demand in manufacturing?
Dr Baldev Raj: We have more than 50 techniques and variants. The right technique with the right interpretation needs to be chosen using complementary techniques ranging from nano to micro to macro dimensions. Cost and speed of testing and evaluation are core to the high level expertise India possesses in this domain. We have possibilities of digital radiography, ultrasonic imaging, guided wave ultrasonics and acoustic emission techniques to solve yesterday’s unsolved problems.
Robotics forms a very important factor in industries today. According to you, which are the sectors in which the use of robotics should increase?
Dr Baldev Raj: We should increase use of robotics in security, health care technologies, agriculture, cleanliness (for example sewage) and specific works in industry, such as pharma, chemical and engineering manufacturing. For manufacturing to be competitive and consistent in quality, robotics is not an option but a necessity. The future of manufacturing is in intelligent human-machine interfaces based on comprehensive understanding of the materials, processes and on-line measurements.
Please tell us a little about the German National Academy of Sciences, about your involvement there and how being the only engineer to be chosen in the whole country as a member has made a difference in your outlook.
Dr Baldev Raj: Leopoldina is the national academy of Germany and is an organization which is more than 250 years old. It selects the best of the scientists and technologists, who build relevant technologies for the society with a strong basis of science and validation. I am honoured to be a member for my contributions to non-destructive evaluation, materials, manufacturing, healthcare and archeometallurgy. I am taking a lead to have a specialist meeting with the best of scientists and technologists to discuss Big Data (next paradigm shift in S&T) for engineering & science, in Berlin, Germany March 2013. We are committed to working on this theme of vital importance to the world, for the coming five years. MMI
The interview was conducted by: Indira Rao E-mail: [email protected]

FAC I L I TY V IS I T
30 MODERN MANUFACTURING INDIA - MAR 2013
Since its establishment in 1989, Jyoti CNC Automation Ltd has many firsts to its credit, from manufacturing gear boxes to developing high precision geared head lathe machines in Rajkot. Driven by technology, the company later shifted its focus from making conventional machines and became the first manufacturer of CNC machines in Gujarat.
then have grown rapidly.” The recent IMTMA Vinod Doshi Outstanding Entrepreneur Award at IMTEX 2013 is a testimony to this man of futuristic vision and determination to take home-grown technology to the international market.
In pursuit of vision
Jadeja reminiscences, “In 2003 we witnessed the biggest change in our ambitions after attending a three day ‘Vision Exercise’ by Indian Machine Tool Manufacturers’ Association (IMTMA). We did some serious brain storming for almost eight months to generate the company’s vision statement and finally arrived at the conclusion that it’s the technology drive inside us that keeps us going.” Orienting on the mission of the company ‘Propelling Technology, Prospering Life’, Jadeja shares, “We believe in constantly contributing towards innovative technology for better human comfort and higher productivity. Our
products are equipped with automation and multi-tasking abilities to enhance productivity at customers’ shop floors.”
Having carved a niche for itself in the global machine tool space the company presently has a workforce of 1,200. Around 90 of its design engineers are engaged in R&D in India and 15 at its French subsidiary - Huron.
Innovation is the key
Talking of technology being the game changer and a contributing factor to its success, Jadeja reflects, “We are pioneers in the concept of linear motors for higher dynamics/better accuracies in machines. Our CNC oval turning center is one of our unique offerings for non circular turning of pistons.” He further mentions proudly, “Our CNC universal machining centers with multi tasking operations and CNC twin turret/twin spindle machine, recently displayed at IMTEX 2013 were much appreciated by the industry.”
Manufacturing excellence
Presently the company has three manufacturing facilities at Rajkot spread in 36,000 sq mt, 3,000 sq mt, and 3,00,000 sq mt respectively producing 3000 machines annually. As a long-term production strategy to avoid dependability and quality issues, the company has adapted the process of backward integration across the manufacturing cycle. Acquainting on this front, Jadeja cites, “We have our own state-of-the-art machining facilities, sheet metal shop, paint shop and a world class mechanized foundry with a capacity of 1,000 tonnes / month.” In order to produce 5000 machines by 2015 and 8000 machines by 2020 annually, the company has recently expanded its infrastructure to manage its growing volumes. In this context Jadeja
Machining with Vision
Thriving on cutting-edge innovations and lateral thinking, Jyoti CNC Automation Ltd has proved the saying,
‘Big thinking precedes great achievement’, true. Having started his machine tool career with job works in 1989, Parakramsinh G Jadeja, Chairman & Managing Director, Jyoti CNC Automation Ltd, forayed into manufacturing conventional lathe machines and special purpose machines in 1993. Looking back he recollects, “It served as a learning curve for me and my team. I wanted to change with time and learn new things. Hence, in 1998-99, we entered into manufacturing CNC machines and since
Sour
ce: V
ogel
Bus
ines
s M
edia
Soumi Mitra Editor [email protected]
The sun rising over Jyoti’s growing fortune

FAC I L I TY V IS I T
MODERN MANUFACTURING INDIA - MAR 2013 31
mentions, “The assembly lines are differentiated according to the product mix and complexity of machines. We have even separated and created an exclusive assembly shop for R&D to avoid any kind of interference in production lines.” The company also plans to start making their own controllers soon.
R&D initiatives
Taking the technology drive forward, the company takes a lot of initiatives to create awareness towards propagating technological education through demonstrating and explaining technical aspects to the end-users by means of industrial exhibitions, seminars and training programs at its tech-centers. The R&D center of Jyoti has been dedicated to Leonardo Da’ Vinci who designed the first lathe machine in the early 16th Century. It has been established to design and develop technologically advanced world class machines for better quality, reliability and productivity, to cater to sophisticated aerospace, automobile and defense applications and to meet high level of accuracies and reliabilities. In this regard Jadeja says, “Around five per cent of revenue is parked from the annual turnover for R&D.”
Academic-industry initiatives
On the academic front, Jyoti has taken an innovative initiative by selling the machine tool concept through robotics to the youngsters. Jadeja says, “Today’s youth is fascinated by robotics. We tell them about high-end metal cutting robots, CNC and how knowing programming can make the job easier”. Apart from this the company also takes an effort to make students understand that a manufacturing plant is not a place filled with oil and grease. “Around 1,000 students visit us every year from schools and
colleges. We also provide apprenticeship to college students. Thus, while they are completing their education they also get an exposure to shop-floors and live projects and get a stipend too.”
Speaking on the larger scheme of things Jadeja shares, “I have always been a part of ‘Vibrant Gujarat’. Last year in January, I proposed a solution in regard to bridge the gap between upcoming new jobs and required skill sets to our Hon’ble Chief Minister of Gujarat, Narendra Modi. I offered to make a model of Industrial Training Institute (ITI) center by March last year. To my surprise I was asked to make 40 ITI centers by March. Today all 40 centers are functional.”
Industry sectors
With its wide array of offerings such as CNC turning center, CNC machining center (3-4-5 axis), CNC horizontal machining center, vertical line CNC machines and so on, the company caters to diverse industry sectors from aeronautics, defense, dies & molds, allied, jewelry, automobile, textile, power and medical segments.
Blue print
Drawing a roadmap for the near future Jadeja shares, “We are targeting a four digit turn over in 2013-14 and looking at 35 per cent year-on-year growth. We aim to be one of the top ten machine tool manufacturers in the world by 2020.” MMI
“We believe in constantly contributing towards innovative technology for better human comfort and higher productivity.”
Parakramsinh Jadeja, Chairman & Managing Director, Jyoti CNC Automation Ltd
Sour
ce: V
ogel
Bus
ines
s M
edia
Sour
ce: V
ogel
Bus
ines
s M
edia
In the background, the accolades won by the company with two of the core team members - (RtoL) Hiren Jadeja, Executive Director & Arun Nene, Channel Support at Jyoti CNC
The vision of Parakramsinh Jadeja being realized: Utilization of capacity expansion executed some years back keeping in mind the current demand
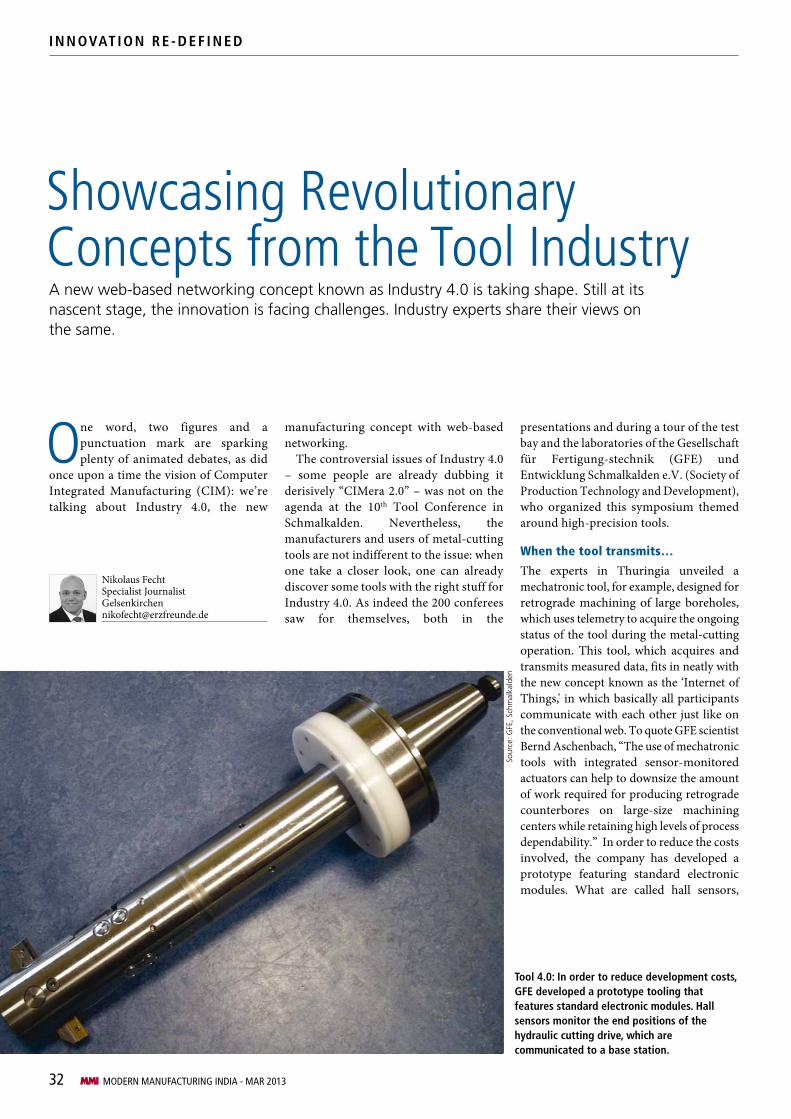
32 MODERN MANUFACTURING INDIA - MAR 2013
INNOVAT ION RE - D EF I NED
Tool 4.0: In order to reduce development costs, GFE developed a prototype tooling that features standard electronic modules. Hall sensors monitor the end positions of the hydraulic cutting drive, which are communicated to a base station.
A new web-based networking concept known as Industry 4.0 is taking shape. Still at its nascent stage, the innovation is facing challenges. Industry experts share their views on the same.
manufacturing concept with web-based networking.
The controversial issues of Industry 4.0 – some people are already dubbing it derisively “CIMera 2.0” – was not on the agenda at the 10th Tool Conference in Schmalkalden. Nevertheless, the manufacturers and users of metal-cutting tools are not indifferent to the issue: when one take a closer look, one can already discover some tools with the right stuff for Industry 4.0. As indeed the 200 conferees saw for themselves, both in the
presentations and during a tour of the test bay and the laboratories of the Gesellschaft für Fertigung-stechnik (GFE) und Entwicklung Schmalkalden e.V. (Society of Production Technology and Development), who organized this symposium themed around high-precision tools.
When the tool transmits…
The experts in Thuringia unveiled a mechatronic tool, for example, designed for retrograde machining of large boreholes, which uses telemetry to acquire the ongoing status of the tool during the metal-cutting operation. This tool, which acquires and transmits measured data, fits in neatly with the new concept known as the ‘Internet of Things,’ in which basically all participants communicate with each other just like on the conventional web. To quote GFE scientist Bernd Aschenbach, “The use of mechatronic tools with integrated sensor-monitored actuators can help to downsize the amount of work required for producing retrograde counterbores on large-size machining centers while retaining high levels of process dependability.” In order to reduce the costs involved, the company has developed a prototype featuring standard electronic modules. What are called hall sensors,
Showcasing Revolutionary Concepts from the Tool Industry
One word, two figures and a punctuation mark are sparking plenty of animated debates, as did
once upon a time the vision of Computer Integrated Manufacturing (CIM): we’re talking about Industry 4.0, the new
Nikolaus FechtSpecialist Journalist Gelsenkirchen [email protected]
Sour
ce: G
FE, S
chm
alka
lden

MODERN MANUFACTURING INDIA - MAR 2013 33
IN N OVAT IO N RE -DEF INED
monitor the end positions of the hydraulic cutting drive, which are communicated to a base station.
The BMBF’s (German Federal Ministry of Education and Research) joint project called Sensomikrosys goes one step further. What’s been created here are extremely small sensors that monitor in real-time machines and tool components exposed to highly dynamic loads. These microsystems serve, for example, to measure the forces acting in tools and clamping systems. For this purpose, the company showcased a test rig for dynamic load testing of tool clamping systems in machine spindles at the tool conference in Schmalkalden. Sensors of this kind can even be integrated into hand-held tools. Here, too, the term ‘Tools 4.0’ is definitely apposite.
“The basic idea of integrating machine functionalities into the tool is not entirely new, but for machining jobs like systems for energy technology or components for large-size machinery, we have meanwhile arrived at quite different dimensions,” comments Prof Dr Frank Barthelmä, Executive Director, GFE.
Assistance systems is one of the watchwords at Komet Group GmbH from Besigheim. It’s Managing Director, Dr Christof W. Bönsch has deliberately adopted the term from the automotive industry. “Parking backwards is for many people a complex task. But there are assistance systems for it that solve the problem,” he explains. “The idea is to arrive at assistance systems in metal-cutting applications as well, designed to make life easier for us,” Dr Bönsch added. This is the functional thrust exhibited by the familiar systems for process monitoring, which detect tool wear and tear, for example, or improve the efficiency of the metal-cutting process with the aid of adaptive control systems.
“Fingerprinting” the process
In his view, there are even more possibilities: it would be conceivable, for instance, to create a process fingerprint, holistically covering machine dynamics, spindle behaviors, metal-cutting forces and the clamping situation, and be defined as a standard process. These ‘fingerprints’ could be used in process acceptance-testing, after a production operation has been relocated, for example, or when starting up series production in the automotive industry (SOP). “When a gigantic plant is built in China, for instance, then the machines used there are ones that are running in Germany with
established processes,” comments Dr Bönsch. “Monitoring the system enables the fingerprint of a process to be created, and then used to implement a self-learning production process.” Here, though, he adds, the tool industry is still in the early stages of development work. “What I mean by tool management is complete-coverage acquisition of all relevant data over a tool’s entire useful lifetime,” says Dr Bönsch. “For this purpose, we have laser-printed our tools with data matrix codes, which can be read using a simple scanner,” continues he.
The code serves merely to identify the tool concerned, while the detailed information on important key figures comes from sensors, for example. Thanks to these features, an electronic system now acquires the entire ‘tool lifetime’, which is stored in a data cloud. This can even go so far as to enable a tool’s acquired process data to be linked to each other. To quote Dr Bönsch, “In the cloud, I can file a complete tool history, including all the relevant parameters.”
Learning from Google
Komet has already come up with a method for transferring a tool’s presetting data into the tool management system by simple scanning but the company aims to achieve a whole lot more. The goal is a cloud with a large quantity of process and tool data, serving as a foundation for a huge knowledge database, resting on assured statistical underpinnings. It will then be able to provide
dependable answers to questions, e.g. on tools’ behavior during operation, or the nature of any machine malfunctions. But, there are even more possibilities, since greater quantities of data are acquired the error rate will also fall. As evidence, Dr Bönsch points to Google, whose huge performative capabilities are attributable to global networking and multiple usages.
“Statistics play an important role in systems like Google,” says the expert. “When several billion search inquiries are received every day, then the few inquiries that don’t fit in precisely with the subject do not play any significant role.” This means the errors occurring are ‘statistically irrelevant.’ Analogously, a corresponding knowledge database could also be created for tools. To quote Dr Bönsch, “This could be an instrument enabling us to purposefully evaluate our own data.”
This still sounds a bit like science fiction. Some initial contours, however, will already be on show at the EMO Hannover 2013. Komet is not disclosing very much yet, but for Dr Bönsch one thing is already certain as the New Year begins, “The EMO is an ideal opportunity for us to showcase for the public the first industrial implementations of these ideas. We shall be exhibiting some initial mock-ups for the issues concerned and addressing specific job profiles of our customers. The major issues being covered in this context are assistance systems for communalizing metal-cutting processes, and cloud-based tool management as an on-demand application.” MMI
“The use of mechatronic tools with integrated sensor-monitored actuators can help to reduce the amount of work required for producing retrograde counterbores on large-size machining centres while retaining high levels of process dependability.“
Bernd Aschenbach, GFE Scientist
“Monitoring the system enables the fingerprint of a process to be created, and then used to implement a self-learning production process.“
Dr Christof W. Bönsch, Managing Director of the Komet Group GmbH, Besigheim

34 MODERN MANUFACTURING INDIA - MAR 2013
FORGING
Though an important provider to the manufacturing sector, the Indian forging industry has neither received
due recognition nor the required support from the government to sustain its growth. Agreeing M Babu Rao, President, Association of Indian Forging Industry shares, “The rising costs of steel and energy along with deteriorating power infrastructure have been a drag on the forging industry in the country.” The industry however, does not have a laid
The Indian forging industry is a major contributor to the manufacturing sector, and being both capital and energy intensive, faces a constant challenge to keep manufacturing costs low. L&T Special Steels and Heavy Forgings Ltd identifies these challenges and is pioneering by having its automated steel melting shop, forging press, heat treatment and energy efficient furnaces with regenerative burners, in a single bay. This integrated facility has resulted in good energy savings and reduced cycle times.
Forging Ahead Amidst Challenges
Soumi Mitra Editor [email protected]
back attitude and is looking at automating and mechanizing its facilities to meet customers’ requirements in this day and age of cut throat competition. A classic example of one such company is L&T Special Steels and Heavy Forgings Ltd.
Sprawled over 100 acres, L&T Special Steels and Heavy Forgings (LTSSHF) is a joint venture of Larsen & Toubro Ltd (L&T) and the Nuclear Power Corporation of India (NPCIL). The facility in Hazira is the only one of its kind in the country to produce nuclear-grade heavy forgings and happens to be India’s largest integrated steel-making, forging and machining facility. R G Kulkarni, Chief Executive, L&T Special Steels and Heavy
Forgings Ltd highlights, “This plant was built with an objective of overcoming import obstacles of high quality forgings, high expenses, time, and above all sanctions.” Today the company has already succeeded in making high-end forgings indigenously, since it’s commissioning in March 2012.
Meeting requirements
With a production capacity of 100,000MT per annum of special steel and 40,000MT per annum of finished forging, this plant comprises steel-making forge shop and machining facilities with state-of-the-art equipment in a 750 MT long single bay. It can meet almost all the heavy forging requirements of critical sectors such as refineries, fertilizers, hydrocarbon, petrochemicals, rotor and generator shafts for supercritical turbines, ship-building, steel and most of the nuclear sector that demands technological sophistication and challenging dimensions. The facility is also capacitated to provide the widest range of finished forgings for nuclear reactors pressurizers, steam generators and specialized forgings for strategic applications.
An impressive product range includes ingots up to 300MT, forgings up to 120MT, shells, tube sheets, shafts, steel roll and rotor shafts. The facility layout allows for an enhancement of up to 600MT ingots and 250MT single piece forgings.
The heat is on!
Generally forge masters do not have an integrated facility and source ingots, whereas LTSSHF houses all the operations under one roof in a single bay. The integrated manufacturing process termed as the ‘heat’ comprises preheating of refractory-lined ladle, bucket charging, melting in the electric arc furnace (EAF), ladle furnace (LF)
Sour
ce: L
&T
Spec
ial S
teel
s an
d H
eavy
For
ging
s
Open die hydraulic press (9000MT) with manipulator (150MT)

MODERN MANUFACTURING INDIA - MAR 2013 35
FORGING
processing for refining, vacuum degassing (VD) for removal of unwanted gases, ingot casting and stripping, reheating, forging, machining and final forge component. “No one in India has such a large integrated facility. We start with one end of the bay, bring out the ingots in the middle, forge it in the center of the shop and the heat treatment is done at the other end of the bay. The machining and testing of products is done in house,” highlights Kulkarni.
Adding to this T Venkataramana, Deputy General Manager -Forge, L&T Special Steels and Heavy Forgings Ltd points out, “The advantage of having the workshop for making ingots and forge shop in one bay helps save on thermal energy to a large extent”. Our forge shop houses 9000MT forging press,
150MT manipulator, re-heating and heat-treatment furnaces. We use energy efficient regenerative furnaces which save around 25- 30 per cent energy. As our operations are automated we are more in control of the quality and delivery of products.”
Power Management System
It is imperative to have a robust Power Management System (PMS) for effective management of electrical energy and optimize the per ton cost of special steel and forgings with complete reliability of the electrical system. Power at this plant is drawn from utility supply and traded power. PMS allows remote operation, event and alarm logging, trending, synchronization, load sharing and load shedding and benchmarking against international norms and practices.
Power Trading
The continuous increase in energy costs due to abnormal increase of oil and power prices has necessitated automating and mechanizing measures to improve productivity to keep manufacturing costs under control. This has entailed heavy capital expenditure. LTSSHF has succeeded in keeping the power cost to minimum by using traded power from open power exchange to meet its non-continuous load. It buys power from open exchange a day in advance to meet its non-continuous peak demand and manages the continuous and constant load by utilizing power from utility as well as with purchased power from open exchange. An added advantage when
Sour
ce: L
&T
Spec
ial S
teel
s an
d H
eavy
For
ging
s
“Our objective is to indigenize and meet the needs of Indian industry. We will also start export in a small way soon.”
R G Kulkarni, Chief Executive, L&T Special Steels and Heavy Forgings Ltd
“The need of the hour is to improve power infrastructure & supply uninterrupted power at reasonable tariffs.”
M Babu Rao, President Association of Indian Forging Industry
buying peak power demand from open exchange is having a low maximum demand contract with utility, thereby saving on fixed contract demand charges.
Energy savings go a long way
As the forging sector is energy intensive, conservation is the only way. Recognizing this LTSSHF deploys all measures to save energy in terms of sustainability initiatives and environment monitoring. The plant’s PMS energy accounting module allows creation of various groups (operational areas such as EAF, machine shop, forging area) within the plant to bring in energy accountability. Each group is given a yearly energy budget and saving target which is automatically tracked on a daily basis. The system raises an alarm if the target is not achieved. Consequently it aims at creating awareness among various users about energy consumption and saving.
In terms of ‘Green Energy’ initiatives the plant has installed a 44.4kW roof top solar power plant for generating 5MWH power monthly and is in the process to develop roof top solar power plant on its 22000 sq mt shop roof top carpet area. It has an air-conditioning system designed to run on waste exhaust heat.
Road ahead
According to Rao, the current output of the Indian forging sector is around 2.8 million tons valued at ₹25,000 crore and is expected to increase to 4 million tons over the next three years. No doubt this huge sector catering to diverse manufacturing industries has a long way to go. Maybe peers in the sector could adopt what this L&T plant has done in terms of systems and processes, people and environment to match pace with its international counterparts. MMIElectric Arc Furnace (70MT – 120MT)

36 MODERN MANUFACTURING INDIA - MAR 2013
FORGING
With its state-of-the-art forging facility, machining capability and quality manufacturing the product
portfolio of Rolex Rings Pvt Ltd includes
Rolex Rings Pvt Ltd, a leading manufacturer of hot forged bearing races caters to global players in the automotive, industrial, railways, and infrastructure segments in the US, Europe and some in India. As major products of the company are exported, it was imperative for it to meet international standards and deliver on time. On one hand it faced the challenge to produce consistently, maintaining quality and having a controlled breakdown. On the other it was important to eliminate human fatigue and provide the workers with a safe and healthy environment.
Scaling Up Consistently
Soumi Mitra Editor [email protected]
forged and machined components from 20 mm ID to 800 mm OD for bearing races, engine and powertrain components, shafts, spindles, wheel hubs, gear blanks, flanges. Presently the company operates from its two facilities in Rajkot (Gujarat). Bharat Madeka, Director, Rolex Rings Pvt Ltd, cites, “Being one of the top three forging companies in India in terms of capacity,
(1.10 lac MT) it was important for us to have robotic equipment for movement during the forging process to meet our huge requirements. As our biggest challenges were inconsistencies in quality and variations in production, it was vital for us to pinpoint which installation would best serve our purpose.”
Selection plays a big role
In India prospective robot users face the challenge to differentiate between what they ‘want’ and what they really ‘need’. In this context Raj Singh Rathee, Managing Director Kuka Robotics India Pvt Ltd states, “The bigger companies are able to identify their need of robots in a better way than small & medium sized companies. Potential buyers from SME segment usually find it difficult to decide on their needs at the initial stage and usually work on them later. The decision to invest in the first robot system is a time-consuming process, and involves numerous stages of learning. Once this is done, further steps are decided quite easily.” Moreover the challenges faced by prospective customers
Sour
ce: R
olex
Rin
gs P
vt L
td
The KR 360-2F robots help to maintain consistency in production and quality
Rolex Rings Pvt LtdProblem Inconsistent quality and variation in production
Solution KUKA robots KR 360-2F for handling forging presses
Results Consistency in production, quality and maintenance

MODERN MANUFACTURING INDIA - MAR 2013 37
FORGING
also vary as per their application of robotics. “The first step is to identify the right robot type for the user’s application. Secondly, the process requirements add to the selection criteria. The existing manual process could be completely different to a proposed robotic solution. Hence, the manual process may have to be completely scrapped. There are some processes which could not be carried out with the same tools/ machines as in the manual process.”
In case of Rolex, KUKA advised to deploy KR 360-2 F to meet its requirements as the KR 360 arm has a payload of 360 kg and a long reach of 2826 mm. It can be mounted on the floor or ceiling, allowing effective use of existing floor space. A foundry version of the model is also available for volatile conditions and its variants are heat and water resistant.
Productivity and process reliability
Madeka shares, “The robots helped to maintain consistency in production and quality making the maintenance also easier. The robots facilitate to accurately locate input slug and formed rings into die. Consequently we are able to produce ‘Quality in Source’, which is the key ingredient for being a ‘Zero Defect’ forging supplier.” After installing KUKA robots, our ring rolling machine yielded better quality parts that protect the life of in-house modern CNC machines (DMG, Mazak, Fuji).”
The installation of the 2 KR 360-2 F robots at the plant helped minimize the cycle time, eliminate human fatigue and reduce component change over time drastically. No doubt in this context, Madeka highlights, “Our plant’s productivity has increased by 10-12 per cent after
“The decision to invest in the first robot system is a time-consuming process. It involves numerous stages of learning.”
Raj Singh Rathee, Managing Director, Kuka Robotics India Pvt Ltd
“Our plant’s productivity has increased by 10-12 per cent after installation of the K360-2F robots.”
Bharat Madeka, Director, Rolex Rings Pvt Ltd
installation of the robots.” Adding to this Rathee, says, “The robot systems provide efficiency, high precision, optimal speed and are user-friendly.”
Cost-effectiveness & high flexibility
Speaking on cost-effectiveness and cycle times, Madeka cites, “We replaced four of our workforce with the K360-2F and consequently witnessed a sea change in controlled breakdown due to programmed locating of slug that helped to reduce rejection loss, scale-loss and flash formation.” As it caters to world’s renowned players such as Schaeffler Group, GM, FORD, Getrag, Nachi, Knor Bremse, TAFE, NTN-SNR, SKF, Timken, NBC, NRB, ICSA, CARRARO, and FAG the increased Rolled Throughput Yield (RTY) helped to beat cost-competitiveness.
He further elaborates, “We are able to produce wide range of parts 16 – 200 kg (200mm – 800mm diameter) after the installation of the robot and it helps us to implement ‘Single Minute Exchange of Die (SMED)’ – a lean initiative. Consequently we are able to meet our customers’ volume requirements. Presently we are providing high value and low volume parts to our customers. We are producing parts within a 40 per cent cycle time as compared to the conventional process.”
A recommendation goes a long way
As Rolex is coming up with its third facility to cater to the aerospace sector apart from the existing sectors with its gear and input shaft, it recommends K360-2F to its peers. Madeka says he will gladly continue with this robotic system especially for its after sales service. On this note Rathee, concludes, “We believe in total cost of ownership and long product life.” MMI
Reliable: Constant performance even at high temperature and in dirty humid environment.
Robust: Specially designed for extreme conditions in harsh foundry environments. The specially sealed robot wrist with heat resistant paint work can withstand even the toughest conditions.
Productive: Point repeatability of ±0.08 mm ensures reliable production quality.
Safe: Protection classification IP67- throug-hout the entire life cycle of the robot ensures constant productivity in harsh environments.
Optimized: Special triple coat heat resis-tant paint makes the surface resistant to impact, hard wearing, acids and alkalis.
Flexible: Variable mounting positions and flexible adaptation of the robot makes it fit to wide range of potential applications in foundry.
Features
KR360-2F robot
The KR 360-2F robots help to maintain consistency in production and quality
Sour
ce: K
uka
Robo
tics
Indi
a Pv
t Lt
d

ADDIT IVE MANU FAC TU R I NG
38 MODERN MANUFACTURING INDIA - MAR 2013
Additive manufacturing is beneficial in many ways. This article gives an overview of the benefits and applications of processes for making tooling through additive manufacturing.
creation of an American Society for Testing and Materials (ASTM) International committee on standards and the announcement that the pilot institute for the new National Network for Manufacturing Innovation will focus on additive manufacturing.
According to ASTM F2792-12a, rapid tooling (RT) is defined as the use of additive manufacturing to make tools or tooling quickly. Rapid tooling went through a push in the ‘90s when processes such as Direct
AIM, 3D Keltool, QuickCast and others were created. Most of these processes faced material and process limitations, but a few survived. Recently, there has been resurgence in attention to AM tooling thanks to both material and process improvements.
There are two broad categories of tooling from AM. One involves indirect approaches that use a master pattern to create a mold or die, such as a silicone rubber mold made from a master. The second category is a direct approach in which the AM machine builds the actual tool or tooling insert. Direct metal laser sintering (DMLS) from EOS, ProMetal from ExOne and LENS from Optomec or POM are examples of processes that can directly produce metal tooling.
Additive vs. subtractive in tooling
In contrast to these additive approaches, CNC machining, the conventional approach to toolmaking, is an established and well-understood technology that is currently the worldwide standard for producing prototype and production injection-mold tooling. Whether the machining is entirely milling or includes EDM, CNC machining is not subject to the material, size and accuracy limitations inherent to most unconventional toolmaking processes. Plus, the leanest mold suppliers are discovering that machining molds need not take months.
Differences between AM and CNC machining
▶ Surface finish - AM is rough without secondary operations. A system with layers at 0.0005-0.001 inch might produce
“Adding“ to Your Tooling Options
Additive manufacturing (AM) has come far since first gaining traction in the 1990s. In recent years, the
technology has seen an official name change from the old term ‘rapid prototyping,’ the
Pattern-based tooling (RTV molding and urethane casting)
Sour
ce: M
et-L
-Flo
Michael SiemerP.E. IMDS
POW
ERED
BY
GARDNER BUSINESS MEDIA, USA

ADDIT IVE MAN UFACTUR ING
MODERN MANUFACTURING INDIA - MAR 2013 39
an Ra finish of 100-600. CNC can produce surfaces that are smoother.
▶ Feature detail - AM typically is better for part features in special situations where CNC cannot make the geometry. Examples include internal features and trapped geometries.
▶ Part size- 24 × 36 × 24 inches is typical for AM, though larger systems exist from such manufacturers as Materialise, Stratasys and Voxeljet.
▶ Geometry/complexity - AM handles geometric complexity easily. CNC’s geometric limitations include deep slots, deep holes and undercuts.
▶ Accuracy - AM offers tolerances of +/-0.005 to 0.020 inch. The comparable tolerance range for CNC is +/-0.0005 to 0.005 inch.
▶ Speed - AM is faster for small, complex parts, while CNC wins for large, less-complex parts.
▶ Labor is low for AM in terms of both the amount required and needed skill level. Setup time, operator attendance at the machine and the requisite skill level are higher for CNC.
Direct tooling
Direct approaches to tooling using AM do not require a pattern, and numerous additive options exist for making metal or plastic components. These can reduce the number of steps in the toolmaking process, saving cost and time.
Some manufacturers have been using AM to produce metal inserts for injection mold tooling, including Linear Mold of Livonia, Michigan, which has been successfully producing injection mold components off DMLS inserts for several years.
One of the most popular forms of direct tooling from the ‘90s, Direct AIM, used stereolithography (SL) parts as molds. It was developed for small runs of injection molded parts of a relatively cheap tool. Though this process had been in decline, a small rebirth has occurred in recent years, thanks to tougher SL materials such as ceramic-filled Nanotool from DSM Somos.
3D printers also should not be overlooked. 3D printers from Objet, 3D Systems and Stratasys can be effective rapid tooling machines, especially when casting thermoset plastics and rubbers. Stratasys fused deposition modeling (FDM) prints have also been successfully used for thermo/vacuum-forming direct molds. The porous nature of tooling produced this way enables air to pass through, possibly preventing the need for hole-drilling. FDM tools are also being used for more demanding direct applications such as stamping and hydroforming tools.
Direct tooling isn’t necessarily limited to small components either. ExOne and Voxeljet both have large systems that can produce direct tooling, including Voxeljet’s VX4000, which is capable of building tooling larger than 12 × 6 × 3 feet.
Indirect tooling
Several pattern-based processes have been developed for creating a tool rapidly
through AM, with varying costs, lead times and process capabilities. In general, any process—whether additive, subtractive or formative—can be used for indirect tooling. The accuracy of these processes depends, in large part, on the accuracy of the method used to create the pattern.
Few areas of manufacturing have been impacted as much by AM as
investment casting. Early on in the development of AM,
Helisys’s laminated object manufacturing (LOM) system used layered paper for casting patterns because of the low ash content. Companies now make casting patterns via QuickCast (a stereolithography build style), jetted wax and resin systems such as PolyJet and Multi-Jet Modeling (MJM), and with selective laser sintering (SLS) for polystyrene and FDM for ABS.
In the plastics field, many companies that need to produce a relatively small run of plastic parts employ silicone rubber tooling made from an AM pattern. This can include basic room temperature vulcanizing (RTV) molds poured onto an AM pattern or rotocasting (spincasting) of urethane.
When higher quantities are needed, more than what the RTV mold can accommodate with its average life of 25-50 units, epoxy tooling is an attractive option. Used for reaction injection molding (RIM) or standard injection molding, epoxy tooling can be a cost-effective method to produce bridge tooling.
Sacrificial (one-time) molds also can be useful in AM, and FDM technology has been used successfully for wash-out mandrels in the composites arena. Other pattern-based RT processes include cast
Metal casting tool made with Sandform
Sour
ce: V
oxel
jet
Sour
ce: E
OS
The plant has futuristically designed state-of-the-art equipment at its Pune plant
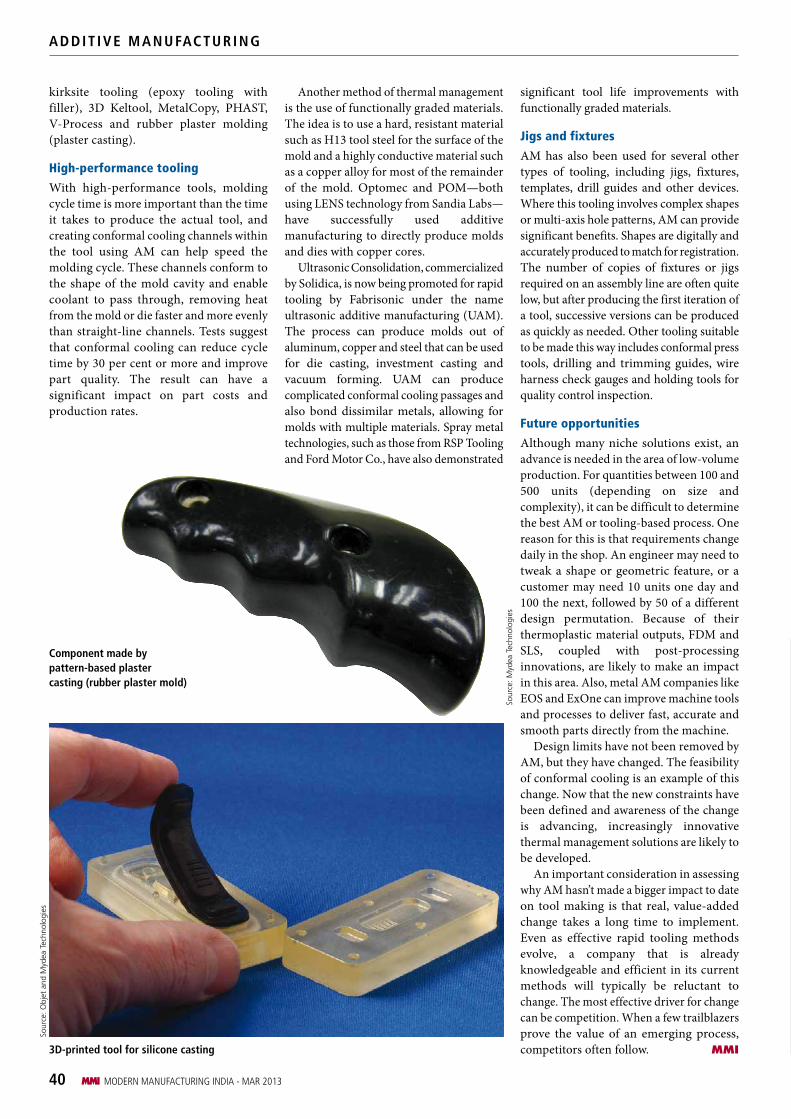
ADDIT IVE MANU FAC TU R I NG
40 MODERN MANUFACTURING INDIA - MAR 2013
kirksite tooling (epoxy tooling with filler), 3D Keltool, MetalCopy, PHAST, V-Process and rubber plaster molding (plaster casting).
High-performance tooling
With high-performance tools, molding cycle time is more important than the time it takes to produce the actual tool, and creating conformal cooling channels within the tool using AM can help speed the molding cycle. These channels conform to the shape of the mold cavity and enable coolant to pass through, removing heat from the mold or die faster and more evenly than straight-line channels. Tests suggest that conformal cooling can reduce cycle time by 30 per cent or more and improve part quality. The result can have a significant impact on part costs and production rates.
Another method of thermal management is the use of functionally graded materials. The idea is to use a hard, resistant material such as H13 tool steel for the surface of the mold and a highly conductive material such as a copper alloy for most of the remainder of the mold. Optomec and POM—both using LENS technology from Sandia Labs—have successfully used additive manufacturing to directly produce molds and dies with copper cores.
Ultrasonic Consolidation, commercialized by Solidica, is now being promoted for rapid tooling by Fabrisonic under the name ultrasonic additive manufacturing (UAM). The process can produce molds out of aluminum, copper and steel that can be used for die casting, investment casting and vacuum forming. UAM can produce complicated conformal cooling passages and also bond dissimilar metals, allowing for molds with multiple materials. Spray metal technologies, such as those from RSP Tooling and Ford Motor Co., have also demonstrated
significant tool life improvements with functionally graded materials.
Jigs and fixtures
AM has also been used for several other types of tooling, including jigs, fixtures, templates, drill guides and other devices. Where this tooling involves complex shapes or multi-axis hole patterns, AM can provide significant benefits. Shapes are digitally and accurately produced to match for registration. The number of copies of fixtures or jigs required on an assembly line are often quite low, but after producing the first iteration of a tool, successive versions can be produced as quickly as needed. Other tooling suitable to be made this way includes conformal press tools, drilling and trimming guides, wire harness check gauges and holding tools for quality control inspection.
Future opportunities
Although many niche solutions exist, an advance is needed in the area of low-volume production. For quantities between 100 and 500 units (depending on size and complexity), it can be difficult to determine the best AM or tooling-based process. One reason for this is that requirements change daily in the shop. An engineer may need to tweak a shape or geometric feature, or a customer may need 10 units one day and 100 the next, followed by 50 of a different design permutation. Because of their thermoplastic material outputs, FDM and SLS, coupled with post-processing innovations, are likely to make an impact in this area. Also, metal AM companies like EOS and ExOne can improve machine tools and processes to deliver fast, accurate and smooth parts directly from the machine.
Design limits have not been removed by AM, but they have changed. The feasibility of conformal cooling is an example of this change. Now that the new constraints have been defined and awareness of the change is advancing, increasingly innovative thermal management solutions are likely to be developed.
An important consideration in assessing why AM hasn’t made a bigger impact to date on tool making is that real, value-added change takes a long time to implement. Even as effective rapid tooling methods evolve, a company that is already knowledgeable and efficient in its current methods will typically be reluctant to change. The most effective driver for change can be competition. When a few trailblazers prove the value of an emerging process, competitors often follow. MMI3D-printed tool for silicone casting
Component made by pattern-based plaster casting (rubber plaster mold)
Sour
ce: O
bjet
and
Myd
ea T
echn
olog
ies
Sour
ce: M
ydea
Tec
hnol
ogie
s
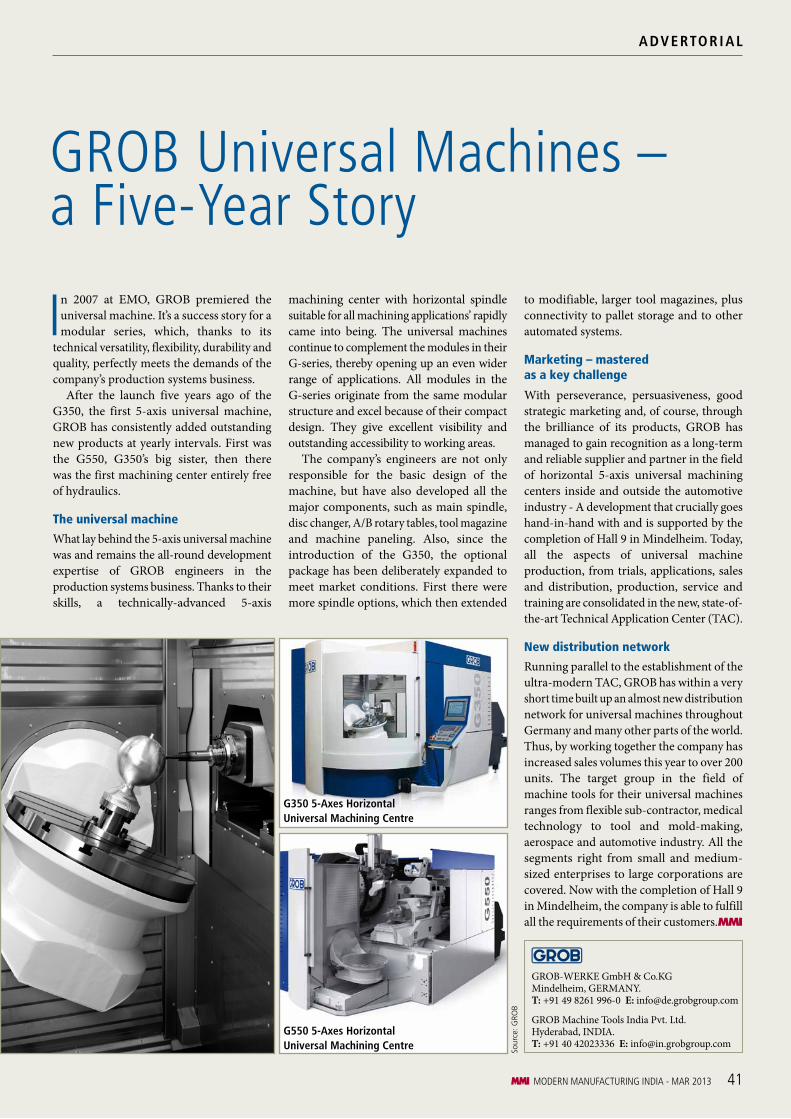
MODERN MANUFACTURING INDIA - MAR 2013 41
machining center with horizontal spindle suitable for all machining applications’ rapidly came into being. The universal machines continue to complement the modules in their G-series, thereby opening up an even wider range of applications. All modules in the G-series originate from the same modular structure and excel because of their compact design. They give excellent visibility and outstanding accessibility to working areas.
The company’s engineers are not only responsible for the basic design of the machine, but have also developed all the major components, such as main spindle, disc changer, A/B rotary tables, tool magazine and machine paneling. Also, since the introduction of the G350, the optional package has been deliberately expanded to meet market conditions. First there were more spindle options, which then extended
to modifiable, larger tool magazines, plus connectivity to pallet storage and to other automated systems.
Marketing – mastered as a key challenge
With perseverance, persuasiveness, good strategic marketing and, of course, through the brilliance of its products, GROB has managed to gain recognition as a long-term and reliable supplier and partner in the field of horizontal 5-axis universal machining centers inside and outside the automotive industry - A development that crucially goes hand-in-hand with and is supported by the completion of Hall 9 in Mindelheim. Today, all the aspects of universal machine production, from trials, applications, sales and distribution, production, service and training are consolidated in the new, state-of-the-art Technical Application Center (TAC).
New distribution network
Running parallel to the establishment of the ultra-modern TAC, GROB has within a very short time built up an almost new distribution network for universal machines throughout Germany and many other parts of the world. Thus, by working together the company has increased sales volumes this year to over 200 units. The target group in the field of machine tools for their universal machines ranges from flexible sub-contractor, medical technology to tool and mold-making, aerospace and automotive industry. All the segments right from small and medium-sized enterprises to large corporations are covered. Now with the completion of Hall 9 in Mindelheim, the company is able to fulfill all the requirements of their customers.MMI
GROB Universal Machines – a Five-Year Story
In 2007 at EMO, GROB premiered the universal machine. It’s a success story for a modular series, which, thanks to its
technical versatility, flexibility, durability and quality, perfectly meets the demands of the company’s production systems business.
After the launch five years ago of the G350, the first 5-axis universal machine, GROB has consistently added outstanding new products at yearly intervals. First was the G550, G350’s big sister, then there was the first machining center entirely free of hydraulics.
The universal machine
What lay behind the 5-axis universal machine was and remains the all-round development expertise of GROB engineers in the production systems business. Thanks to their skills, a technically-advanced 5-axis
Sour
ce: G
ROB
ADVERTOR IAL
G550 5-Axes Horizontal Universal Machining Centre
G350 5-Axes Horizontal Universal Machining Centre
GROB-WERKE GmbH & Co.KG Mindelheim, GERMANY. T: +91 49 8261 996-0 E: [email protected]
GROB Machine Tools India Pvt. Ltd. Hyderabad, INDIA. T: +91 40 42023336 E: [email protected]

GEARS
42 MODERN MANUFACTURING INDIA - MAR 2013
Treating high precision small sized gears plays an important role in automation, where they are widely used. This article concentrates on heat treating high precision gears.
experimenting with a high precision heat treatment process called plasma nitriding, on one of their high performance car’s transmission. Plasma nitriding not only increased the wear resistance of gears, but also reduced the overall noise from the gear box.
Heat treatment
The last few decades have changed the face of the art of heat treatment, simultaneously, on several fronts. The first reason for such
a change was the uncomfortable realization on part of the mechanical design engineers and heat treatment experts, usually metallurgists, who were unhappy with the ‘unavoidable’ distortion caused by heating to high temperatures and then sudden cooling or quenching. The obvious much more expensive corrective treatment was to grind off or machine the heat treated component. Let’s remember that even the thermo-chemical surface treatments like carburizing, nitriding, carbonitriding or nitro-carburizing were not able to completely control distortion. Gas nitriding, which is the most commonly used treatment, in addition to distortion, causes the inevitable ‘white layer’ to form, which is too brittle and requires grinding off. One can put up with a loss of 20 microns but users often grind off 5 to 8 times more than that, which is illogical and unaffordable in terms of machine time, manpower, and consumables lost in generating a layer and then removing it.
Plasma nitriding
Plasma nitriding made a shy entry in India about 20 years ago, taking care of both mechanical warpage and distortion (in some cases the problem of growth) and the headache of white layer.
The white layer (which appears whitish in color under the microscope) cannot be suppressed in gas nitriding when ammonia is used since the stoichiometry is NH3, and upon coming in contact with the heated workpieces, this breaks up into a nitrogen and hydrogen mix with 1:3 gas ratio. The nitriding technique produces only a diffused layer when the quantity of nitrogen
The Art of Heat Treating High Precision Gears
It is not a very well known fact that the art of heat treatment can reduce gearbox noise. German auto maker, Mercedez Benz first
discovered this during a commercial development in the 1990s, while
Sour
ce: d
epos
itpho
tos.
com
M A K BabiCEOFaleez [email protected]
High precision gears with bluing treatment

GEARS
MODERN MANUFACTURING INDIA - MAR 2013 43
is far less, let’s say the gas ratio is 5:95 or so. However, with richer nitrogen mixtures, nitride layers begin to form. This particular mix i.e. 33:99 nitrogen-hydrogen, tends to produce two types of nitrides at the same time- one with a cubic crystal structure and the other with a hexagonal crystal structure. Such a mix tends to be brittle and when the nitrided part faces friction and surface temperature rises, the layer is likely to spall off in places.
Application in precision gears
Plasma nitriding does away with such a calamitous set of possibilities, because it employs separate gas flows for nitrogen and hydrogen. This allows the elimination of white layer formation completely. In precision gears, only a diffused layer would suffice, except in some cases where high torque and high friction need higher wear resistance. However, if a nitride layer (also known as compound layer) is desired, a ‘monolithic’ nitride layer of specified chemistry can be generated. Epsilon and Gamma Prime are two main nitride layer types - the former has greater hardness while the latter has better tensile properties. Thus, the user determines which combination of diffused layer plus a nitride layer would suit the application best.
The second reason for higher precision in gear heat treatment, was thus the introduction of plasma nitriding (also called ion nitriding), since it offered amazing precision in formation of both diffused layer and the compound layer (if needed). The
heat treaters now were able to design the high precision gears with a greater degree of freedom, and the physical attributes of a particular grade of alloy steel were not a restraining factor. The next phase in high precision surface modification had arrived. The third reason for acceptance of such a high precision heat treatment as plasma nitriding was the fact that it overcame all the usual difficulties associated with gas nitriding, and the components were ready
for use. There was no need for additional machining, grinding, or even polishing.
A decade ago, some of the foremost high precision gearbox manufacturers in smaller size segment of gear industry such as the Parker Hanifin group of USA were invariably mentioning their superiority based on in-house plasma nitriding. Most of the high performance SUVs, luxury sports automobiles and manufacturers of tractors and trucks were also employing plasma.
The diffused layer with white layer - in gas nitriding
Spindel- und Lagerungstechnik Fraureuth GmbH
Fabrikgelände 5D-08427 Fraureuth
Tel.: +49 (0) 37 61 / 80 10Faks: +49 (0) 37 61 / 80 11 50
E-Mail: [email protected]
Give us a visit from 8. to 12.04.2013 at the fair HMI • Hannover • Hall 4
SLF. KEEPS THINGS RUNNING SMOOTHLY.
NEW!
Reconditioning of rolling bearings
NEW! NEW! NEW! NEW! NEW! NEW! NEW! NEW! NEW! NEW! NEW! NEW! NEW! NEW!
ball bearings and roller bearingsfrom 30 mm to 1600 mm outside diameterin various designs
spindle unitsdrilling, milling and turning spindlesspindles with a fl ange-fi tted motorrespectively an integrated motorspindles for specifi c ranges of application
Sour
ce: w
ww
.indu
stria
lhea
ting.
com

GEARS
44 MODERN MANUFACTURING INDIA - MAR 2013
Aerospace applications usually require the best of both worlds, because they have space constraints. The high precision gears are made from softer grades of alloy steels, which possess great impact strength, fatigue strength and ability to absorb dynamic loads. At the same time, they need higher wear resistance - this paradoxical combination of physical properties can come around only when plasma nitriding is used.
Vacuum heat treatment
During the 1980s, the plastic molding industry turned to vacuum hardening and tempering because primarily, this technique avoided oxidation, chemical contamination and offered very little mechanical distortion. Quenching, that is sudden cooling from high temperatures, which would develop a case, a thin top layer, with increased surface hardness, was problematic. When using vacuum, the use of water or oil as a quenchant was risky. However, gas quenching, by use of huge fans that could develop 2-3 bars of pressure came into being. By contrast today’s high pressure gas quenching furnaces (HPGQ) routinely develop 8-10 bars pressure, even higher.
At the same time, gas carburizing, which had been infamous for using very high temperatures up to 1100-1200 degrees Celsius, was reborn as the low pressure variant of gas carburizing. Initially, it was known as vacuum carburizing, wherein a suitable hydrocarbon such as acetylene would be flowed over the heated parts and carburizing would occur. Today, this is known as low pressure carburizing (LPC) and has been coupled with HPGQ technique.
LPC started in 1992 when a furnace manufacturer designed a line made of several carburizing cells (in order to achieve the required throughput) of a limited volume. A new step forward was made in the late 90’s when acetylene was introduced as an alternative to propane improving a lot the performances on dense loads made of numerous pieces of complex geometry.
Low pressure carburizing
There are nowadays more than six hundreds LPC cells installed worldwide, most of the lines having four to six cells associated to a gas or oil quench chamber. The way loads are distributed from cell to cell varies regarding the design retained by each furnace manufacturer but always follows the same chain of sequences: enter the load in a separate chamber; evacuate; move the load under vacuum; go to the carburizing cell; carburize; move as quickly as possible to the quench chamber under vacuum; quench; exit through a separate chamber or the quenching one.
Such furnaces possess other advantages, the fact that a LPC line is of cold-wall design, with no fumes, outside heat radiation or exhaust gases was a key-point which shortly made this concept very famous within the automotive industry. The feasibility for installing directly the LPC facility in the
manufacturing line is well established, thus reducing dramatically lead-times and work-in-progress costs was immediately appreciated. There were higher number of jobs being precision heat treated.
A typical load of the LPC-HPGQ furnace
Consequently, this gas can be considered as inert in the pure LPC process and active only with plasma assistance, the process being then called ‘Plasma Aided Low Pressure Carburizing’ (PA-LPC). However, beside applications where plasma is really needed (like preliminary surface activation, or local protection against carburizing with metallic masking), this process has fallen more or less in disuse, because of the impressive development of the pure LPC process using propane and more recently acetylene without the complexity in the furnace design brought by plasma assistance. On the side, ethylene is no longer used because of tendency to produce soot and tar in the cold areas of furnaces.
As a matter of fact, all these first applications concerned transmission parts like axles, pinions or other gear-box components. Besides the operating advantage mentioned above, two other key points have been shortly enlightened by engineering and manufacturing people - the absence of inter-granular oxidation and the reduced distortion.
The first one has been reported right from the beginning as a clear metallurgical difference between gaseous and vacuum processes resulting from the fact the LPC only uses molecules free of any oxygen atom. Thus, improving surface hardness and fatigue performances of pieces heat treated in (or close to) their final shape and so not ground or only shaved after carburizing. The reduction of distortion may be impressive, sometimes on transmission parts as a result of: a better temperature uniformity (across the load, or from the root to the tip of a gear tooth for instance) when the carbon transfer starts leading to a case-depth variance only depending on the local geometry of the pieces.
A proper adjustment of the pressure, velocity and the nature of the cooling gas used, allows a fine tuning of the cooling speed just (and not in excess) to the value required to achieve the relevant properties of the case or at core of the pieces. The limitation is of course that some massive pieces made of low hardenable materials may not be cooled down quickly enough. MMI
Sour
ce: m
idso
uthm
etal
lurg
ical
.com
Hydraulic components duly precision machined


CUTT ING TOOLS
46 MODERN MANUFACTURING INDIA - MAR 2013
Israeli cutting tool manufacturer Iscar has unveiled a line of inserts that advance its well-proven technology with the axiom ’more is better’.
milling tools. The helical cutting edge, produced by the intersection of a helical relief surface and a rake face with a complex shape, ensures positive and constant rake angles along the whole edge.
This provided practical benefits, the company noted: smooth cutting action, advantageous chip formation, lower cutting forces and power consumption, better tool life and more. As a result, the helical cutting edge significantly increased productivity
and improved tool performance. Almost every indexable milling tool, especially cutters intended for machining 90° shoulders, relies on the helical cutting edge as a basic design principle, it noted.
Two edges good, three edges better
Today, Helimill milling cutters feature a broad spectrum of insert geometries and the tools not only offer improved structure and rigidity, but also provide lower costs per
Adding an Edge to Traditional Inserts Boosts Productivity
According to Iscar, the invention of Helimill in the 1990’s – said to be the first indexable sintered carbide insert
with a helical cutting edge – elevated the company’s reputation as a producer of
Eric Culp Editor-in-ChiefETMM [email protected]
The tools not only offer improved structure and rigidity, it also provides lower costs per cutting edge
POW
ERED
BY
VOGEL BUSINESS MEDIA, GERMANY
Sour
ce: I
scar

C U TT I NG TO O LS
MODERN MANUFACTURING INDIA - MAR 2013 47
Putting the smarter heat to smarter use
www.efd-induction.com
Induction can heat a cam lobe to 950°C in five seconds.Here’s what happens while you wait.
Actually, not much happens. There are no open flames.
There’s no contact between component and induction
coil. There’s no dramatic increase in ambient tempera-
ture. What you get is quick, localized, controllable and
energy-efficient heat.
Of course, the technology behind induction heating
is rather advanced. But after 50 years in the induction
business, we’re experts at making user-friendly solutions.
And at integrating them into existing or planned prod-
uction lines.
EFD Induction is Europe’s no. 1—and the world’s
no. 2—induction heating company. Our systems are
used to harden, temper, braze, weld, anneal, melt, forge,
bond, cure and pre- and post-heat. They’re also used to
produce plasma.
So whatever your needs, there’s a good chance we
can devise a solution. And since we’re present in the US,
Europe and Asia, your solution is probably closer than
you think. Contact us, let’s see how induction can boost
your business.
cutting edge, the company says. Such a variety is said to ensure success of the original cutters in practically all shoulder milling operations. They machine all types of engineering materials and the accuracy of machined surface and its roughness have been good enough. But the company said it has improved the technology with the Heliqmill 390 line – a further development of inserts with helical cutting edges.
The classical insert and its derivatives have two cutting edges and the new line offers a triangular insert with three cutting edges. Interestingly, the length of the cutting edge of an insert with three edges is the same as for an insert with two, the company explained, noting that the new inserts are available with 10 and 15 mm cutting edge lengths.
Increased stability and precision
Furthermore, the three-edged insert has a stronger structure and its clamping into the pocket features high rigidity, the company mentioned. The advanced cutting geometry of the insert results in a precise 90° shoulder and a wiper flat provides excellent surface finish, according to the suppliers, who added that the Heliqmill 390 tools have exhibited impressive ramping-down abilities.
The new tools are intended for machining shoulders, slots and planes. In addition, Iscar pointed out that they can be a good choice in milling surfaces, ramping-down or helical interpolation such as pockets or cavities. The tools are available as endmills with shanks and face mills with a central bore.
Optimum result
The line incorporates all the advantages of Helimill, the company affirmed, along with all the added advantages of an extra cutting edge, a more robust design, improved reliability and added accuracy, which provide increased performance. The result is milling of true 90° in combination with an improved cost per cutting edge since the inserts cost the same as their dual-edged HM90 precursors.
The inserts are produced from the company’s Sumo Tec carbide grades, which is said to contribute significantly to their ability to increase productivity. MMI
Advertising Contact:
Ashok [email protected]
Dinesh [email protected]
Successful together
Partnered by:
MAIN FEATURELightweight and Ready to Take OffFORGING
Forging Ahead Amidst Challenges
INSIGHT - SW 2013Designing Without Limits
The official magazine of Indian Machine Tool Manufacturers‘ Association
DR BALDEV RAJPresident, Indian National Academy of Engineering:”For manufacturing to be
competitive and consistent in quality, robotics is not an option but a necessity”
Lightweight and Ready to Take Off
Print • Digital • Events • Services
Volume 1 · No. 2 · March 2013

MOLDING
48 MODERN MANUFACTURING INDIA - MAR 2013
Fanuc's Robocut Alpha-1iE machine allows for the production of complex tools. This case study reveals how the machine benefitted the tool making company, Formentechnik Bayreuth.
Founded in 1991, the company was once a subsidiary of Schlaeger Kunststofftechnik GmbH and is today said to be an expert in the production of sophisticated tools of the highest possible quality. A Robocut Alpha-1iE, the second high-precision wire-cut Electric Discharge Machine (EDM) manufactured by Fanuc, has been supporting production at Formentechnik Bayreuth since April 2012.
The Bavarian mold maker provides customers with tool and prototype construction as well as advice on injection molding, application technology and development. Although its tools can be as large as 600 x 900 mm and weigh as much as 3,000 kg, the company focuses on small and delicate tools; its maximum annual production remains below 40. Jürgen Ziegler, Managing Director, Formentechnik Bayreuth,
EDM Helps Bavarian Mold Maker with Small, Delicate Tools
High-precision injection molding and custom-made tools for plastics processing are the special expertise of
Formentechnik Bayreuth, Germany.
Eric Culp Editor-in-ChiefETMM [email protected]
One of the company's main selling points has been expertise in intricate tool concepts, such as one and two-cavity tools of high complexity
POW
ERED
BY
VOGEL BUSINESS MEDIA, GERMANY
Sour
ce: F
anuc

MOL DING
MODERN MANUFACTURING INDIA - MAR 2013 49
explained the company's products and services, “Apart from pressing and winding tools, we also offer contract production and the manufacture of spare parts for small quantity batch production.” So far, the year has shaped up well, he said. “Currently, our order books are full. We concentrate on quality, and knowing that such quality requires time, longer delivery times than usual have to be negotiated at times.”
Customer requirements
With delivery times between 12 and 25 weeks, customers are closely involved with their orders from start to finish. “The customer explains his ideas, a designer, not always from in-house, will be consulted, the tool is planned and discussed with the customer,” Ziegler said. The new product must operate trouble-free on all standard machines. The Managing Director takes the opportunity to check the accuracy of the parts drawings and, if necessary, points out possible issues. He said that following a final consultation with the customer, the team discusses the order in detail. Production planning specifies the individual processing steps and sequences, develops the programs and enters them into the server. All team members can retrieve programs from the in-house network anytime. Tool production occurs on four wire-cut EDMs–two of which are from Fanuc–five milling machines and three measuring machines. Data records for the new order are activated, if required, to ensure everything goes according to plan. Finally, the individual parts head for assembly.
The intricate system
Eight experts work on the tool's production. An intricate system guarantees that no confusion occurs during the data flow
process. Ziegler adds, "Our machines are equipped with zero-point clamping systems. The work pieces are palletized externally, whereby one work piece is placed level and the zero-point of all axes is adopted for the job.” This is followed by the placing of a chip on the work piece and joining it with the commission. This means that the work pieces are randomly ejected and the chip reader guides them.
Control, measuring, eroding and milling processes follow strategic operating sequences and priorities for the machining unit. A total of 135 changing zones for milling tools are available in the flexible manufacturing system. In addition, there are 23 work piece places and 540 electrode places.
One of the company's main selling points has been it's expertise in intricate tool concepts, such as one and two-cavity tools of high complexity. Ziegler singled out a two-cavity tool for a temperature equalization valve, where a strip of laminate pressed inside the tool had to be transported into the cavity. The pre-insert molded laminate disc was then over-molded with a thread. The water vapor permeable laminate had a thickness of only 0.08 mm and required a cut clearance precision of 0.004 mm with exact roundness and high-quality surfaces needed for a clean cut. “The new Robocut Alpha-1iE is very apt for such work, as this was the most precise product we created in 2011”, confirms Ziegler.
Demands for better precision
Over the past few years as requirements for cutting projects steadily increased, the company decided it needed to purchase a second Robocut Alpha-1iE. "This machine is 40 per cent faster than those already operating here – add to that higher
An intricate system guarantees that no confusion occurs during the data flow process
Sour
ce: F
anuc
precision,” Ziegler said. He noted that the machines are easily accessible, require less maintenance and are simple to clean. “Since only a few parts have to be disassembled, a simple changeover to a different wire diameter is possible. This is supported by the automatic wire threader,” he noted.
The company purchased the first machine in 2011 while the second was commissioned in April 2012. Ziegler values the state-of-the-art control. “I particularly appreciate the nano interpolation, which enables an extremely high resolution of the movement of the axes, thus providing maximum accuracy. With 0.004 mm, the roundness of the drill holes is absolutely well within permitted parameters.”
Since geometries in precision-cutting require utmost accuracy, the unit fits the bill, he further noted. “Here, we are talking maximum positioning precision in shaping. Tool frames and parts wire-cut by EDMs simply have to fit together exactly.” Another advantage of the Alpha-1iE is said to be the self-cleaning seal plate, keeping dirty (waste) water away from the sealing plate by using a bellow.
Ziegler also emphasized on the machine’s workspace utilization. The U and V axes can travel up to 90 mm beyond the table’s inner edge. The distance between wire center and the inner edge of the table is 10 mm, which is said to enable processing of parts with minimal contact surface without using a clamping device. As wire breakage occurs occasionally, the integrated automatic wire repair facility (AWR) shows its importance. Following a break, the wire is threaded again, allowing for fast resumption accommodated by returning to the breakpoint along the cutting path so operations proceed with minimal delay. In addition, there are numerous touch screen programs and the advantage that several commands can be processed simultaneously. This improves the availability of the machine significantly, according to the manufacturer.
All things considered, the machine is said to be roughly 40 per cent less expensive than comparable units. The company noted that the units not only offer equal or better precision, but also require less maintenance, display less wear and tear, and parts are less expensive, too.
Ziegler attests, “The Robocut is uncomplicated, economical, offers high quality features and the total concept is certainly convincing,” he said. "Supported by these machines, we look forward to improving the quality of our products further.” MMI

50 MODERN MANUFACTURING INDIA - MAR 2013
INDUSTR IAL AUTOM AT I ON
The decentralized ACOPOSmulti65 inverter makes it possible to implement flexible machine configurations
With the ACOPOSmulti65, B&R Automation has introduced a decentralized inverter for motion control onto the market that meets challenging demands of the users. Here is an overview of the ACOPOSmulti series and how it helps the business to grow.
systems manufacturing. The idea of a series production machine has degenerated to the point where it is nearly non-existent.
Trend towards modularity
From a control point of view, it is only possible to take advantage of benefits of optional devices and machine components if they can easily be connected with the primary machine—ideally with a single plug. In this case, the automation hardware would have to be integrated in the respective device from a location outside of the control
cabinet. This is the only way to free up valuable space inside the control cabinet as well as add expansions late in the game, or even after the machine has been commissioned. Once this has been achieved, machine customers do not need to know every single aspect regarding possible machine options, and the time pressure involved in production and commissioning is reduced.
This trend towards machine modularity has been underway for quite some time at the company with regard to control technology: the modular X20 system, which makes it easy to implement decentralized control zones, is a perfect example. This is also true for motion control. The ACOPOSmulti drive systems can power servo, torque and linear motors, making them a universal solution for any automation task in machine manufacturing. This particular drive solution is particularly cost effective when used with machines that have several axis—the plastics, packaging, printing and textile industries are prime examples. By tailoring the power supplies, cooling and scalable IGBT inverters to the application, the perfect drive solution can always be configured.
Deconstructing Machine Modularity
Just like in the automotive industry, the desire for adapting systems to individual requirements along with adding
different modular options is becoming increasingly prevalent in machine and
Alois HolzleitnerBusiness Manager MotionB&R [email protected]
Sour
ce: B
&R
Aut
omat
ion

MODERN MANUFACTURING INDIA - MAR 2013 51
IN DUST R IAL AUTOMAT ION
Breaking free from the control cabinetIt used to be the case that optional modules always meant having to install separate con-trol cabinets or panels. But decentralized I/O modules and drive controllers can only reach their full potential with regard to cost effectiveness if they completely rid them-selves of these additional distribution pa-nels. This not only reduces costs, but the space needed by the device as well. For the-se reasons, machine manufacturers have longed for liberating control and drive com-ponents from the control cabinet for years.
In the area of control technology, the X67 system has long been an alternative to rail-mounted input and output modules for evaluating and controlling sensors and actuators. This system includes I/O modules with IP67 protection and can be used outside the control cabinet in harsh industrial environments.
Motion control is now the next area to experience this liberation. Part of the proven ACOPOSmulti family, the robust external characteristics of the ACOPOSmulti65 system allow it to be mounted anywhere on the machine. Moreover, the number at the end refers to its level of protection. In accordance with this standard, the device is fully protected against contact and dust ingress; in addition, it can withstand powerful water jets from any direction. Nevertheless, the device is still called ACOPOS and not AQUAPOS.
The device’s decentralized mounting reduces the amount of space needed in the control cabinet, a true advantage for
machine users. The ability to easily connect auxiliary components, handling equipment or other small devices simply by plugging them into the CPU makes it possible to upgrade the machine over time to optimize production processes.
A conscious decision was made from the start to not mount the inverters directly on the motors they would be controlling. Although the motor-mounted approach may seem to make sense on the surface, the thermal conditions are such that the performance of the motor is degraded. In addition, the mounting position itself is often hidden, making it difficult to perform maintenance. Nevertheless, one of the biggest challenges when developing these new devices still involved the need to dissipate the heat to prevent any loss of performance whatsoever.
SafeMC and energy efficiency
One of the things that simplify setup and commissioning the most is the fact that these inverters can be wired together in a line structure using only a single hybrid cable for the supply voltage, DC bus, POWERLINK and STO, the safe torque cutoff function. In addition to this hard-wired safety function, the network-based SafeMC functions STO, SBC, SOS, SS1, SS2, SLS, SMS, SLI, SDI and SLP will be offered in the future.
It also goes without saying that these new decentralized devices come equipped with the full range of energy options available for the ACOPOSmulti series. These include power factor correction, which considerably reduces the connected load or current consumption of the machine, as well as constant DC bus voltage to ensure optimal performance of the inverter modules and motors. In addition, all active power supply modules have the ability to return braking energy back to the power mains (power regeneration).
The seamless integration of the ACOPOSmulti65 into a POWERLINK network allows the device to serve as a central node for implementing additional expansion options while also being able to connect inputs and outputs via its own interface. In this case, it is sufficient to simply connect I/O modules from the X67 family to the ACOPOSmulti65 directly on-site.
It is clearly seen that the additional price of this robust decentralized device is more than offset by the savings achieved in the control cabinet as well as in the wiring itself. That the total area required by the entire machine is reduced is another undisputed advantage. Additionally, the ability to add expansion options as completely autonomous devices is one more feature that illustrates the pioneering nature of the product. MMI
Sour
ce: B
&R
Aut
omat
ion
Sour
ce: B
&R
Aut
omat
ion
The decentralized 8CVE connection box features IP65 protection and can be mounted directly on the machine
Decentralized system architecture with the ACPmulti65

52 MODERN MANUFACTURING INDIA - MAR 2013
MILL ING
Large components need large machine tools – preferably those suitable for complete machining in a single setup. The NT6600 mega turning/milling centre from Mori Seiki is used at AMRC to manufacture aerospace components measuring anything up to 7,000 mm with top precision
The Advanced Manufacturing Research Centre (AMRC) is living upto its name by enabling members such as Rolls-Royce and Boeing to achieve high levels of process optimization through innovative concepts.
along with support from the University of Sheffield and the US aircraft manufacturer Boeing.
Process optimization to the factor five
The machining competence at the AMRC is apparent primarily in the machining times and chipping processes that are reduced drastically. The employees achieve this by optimizing the utilization of machine parameters, advanced clamping technology
and the perfect choice of tools. Process optimization accounts for about 90 per cent of the work of the AMRC. “The intention is to reduce run times not just by five per cent, but by a consistent factor of five,” is how Ridgway explains the aim of the individual projects.
The co-operation with Rolls-Royce supplies impressive examples in this respect. “In individual cases, we double productivity by halving run times,” says Ridgway, who
Re-defining Technical Limitations
The Advanced Manufacturing Research Center (AMRC) works with the recurring theme machining of
materials. This research center was founded by Keith Ridgway and Adrian Allen
Ralph Schiffler Technical Journalist PressGATE GmbH [email protected]
Sour
ce: D
MG
/ M
ORI
SEI
KI

MODERN MANUFACTURING INDIA - MAR 2013 53
MIL L ING
sees ‘factor five thinking’ as the guarantee that will keep the work in Europe: “Because lower labor and location costs can only keep our global rivals competitive to a certain degree,” comments Ridgway.
The research center works with around 60 companies on its future-orientated projects. These include SMEs in the aerospace supply chain as well as the founding partner Boeing and giants such as Rolls-Royce and BAE. Mori Seiki has also been a Tier 1 member – i.e. a member of the highest board of the AMRC – since 2005. The company supplies AMRC with CNC machines that meet the highest demands on quality and provide the necessary machining precision.
Ridgway is well aware that the wide range of sturdy machines are not only impressive in all areas of machining, but are in fact necessary to master the rapid growth of the center and for it to survive in competition with China. “Choosing Mori Seiki has made the life of all those involved much easier.” The machine park at the research center is currently equipped with multi-axis milling centers – including two NT6600 centers and an NT5400 – as well as vertical machining centers such as the NMV5000 and NMV8000 plus the NVL1350, a vertical
turning lathe equipped with tool changer and powered tools.
High-end machining
Co-operation with Mori Seiki starts at the machine development stage for the center, where the aerospace experts make a valuable contribution with their expertise and experience. This exchange takes place at all levels. Consultations between Dr Masahiko Mori, President, Mori Seiki Co Ltd, Ralf Riedemann, the German leader who represents the company on the highest board at the AMRC – and the application engineers from the company are a daily occurrence. Even when the AMRC is devoted to bringing new projects into being, the exchange of knowledge is still very much called for. Ridgway maintains, “If we wish to achieve our ambitious goals then the close interlocking of our engineers and technicians with Mori Seiki and the tool manufacturers is essential.”
The front fan of the new Dreamliner engine is one of the impressive examples of the successful co-operation of all the parties involved. A ton of air a second streams through the fan. Every one of its rotor blades is an individual and highly complex construction consisting of three layers of
titanium. This has the advantage that each blade has its own individual resonance, thus reducing vibrations during operation to a minimum. The research synergies of the project members are also apparent inside the engine. The rotor blades move in the high-pressure unit at approx 3000 C above their melting point. Cooling is achieved by approx 90 per cent of the secondary air that is guided along the inner part of the whole engine.
Modern engines like Dreamliner from Boeing are just the start. Ridgway is sure that further developments will be driven only in part by advances in materials technology, even if over a period of 30 year’s. “The machining technologies must also be consistently further developed, and I do not mean only the machines, but indeed the whole process chain.” This includes doing away with re-clamping processes, for example, or reducing vibrations. The latter is a core area of research at the AMRC, because it is exactly the latest alloys that time and again lead to problems with vibrations. The spectrum of sophisticated materials ranges from titanium aluminides, to nickel-aluminum alloys right down to sintered materials. MMI
Sour
ce: D
MG
/ M
ORI
SEI
KI
Sour
ce: D
MG
/ M
ORI
SEI
KI
Fan for a Trent engine from Rolls RoyceAn empoyee working on Mori Seiki machine

54 MODERN MANUFACTURING INDIA - MAR 2013
WELDING
Welding is an integral part of the manufacturing process. Hence, new processes of welding are making their way into the market. This article throws light on the new welding technologies and also on undertaking repair work of welded part.
robust, cost-competitive and out-of-vacuum capability would promote EBW applications. Eliminating root defects in partial penetration LBW would assist its application, and laser systems with multiprocess capability (i.e. cut, drill, weld, machine interchangeably on the same system) would be more economical. The general need for off-line process planning for virtual manufacturing are the same as for other joining processes, but the models and needs for HED processes are unique.
The continuously disappearing global resources in metals require and make it economically advantageous to join dissimilar materials according to function. Bi-metal segment saws need wear resistant teeth and
a carrier for fastening. With continuous wear the teeth may be sharpened by grinding down to the holes of the rivets (Figure 1). High speed steel today costs 10 times more than carbon steel. It is therefore evident, that such a bi-metal design is cost effective and works as well as those made from full high strength steels (HSS). The preferred process with minimum energy consumption for joining is electron beam welding.
A similar application with the same underlying concept is EB welding of worm gears consisting of bronze and steel. The expensive bronze is only used where its lubricating characteristics and wear resistance are required at the outer circumference. There are many such
Insight into High Energy Density Welding Processes
High energy density (HED) welding refers to Laser Beam Welding (LBW) and Electron Beam Welding (EBW)
processes. The benefits offered by HED fusion welding are narrow & deep weld penetration, high welding speeds, low heat input (and hence low distortion and heat affect) and precision. EBW is somewhat mature and has various well-accepted applications including packaging (e.g. pressure sensors) and aerospace components. There have been attempts to broaden application to high production (e.g. automotive) manufacturing, but incompatibility of vacuum systems with the demands of large scale production have prevented these applications. In contrast, LBW has benefited from continual development of new laser sources with new capabilities and is somewhat more compatible with the demands of high production and large component manufacturing, so it enjoys a broader range of applications.
Nonetheless, challenges of high equipment cost, lack of system portability, laser safety, lack of robustness to manufacturing environments (particularly, the need for cleanliness of optical surfaces) continue to hamper LBW applications. Smaller, more efficient laser sources or central laser generators with fiber distribution system would help with LBW portability. Practical,
Source: www.iiwelding.org [email protected]
Segment of a cold saw of high speed steel EB-welded to carbon steel in annealed condition. This saves 50 per cent of the expensive high-speed steel (Fig 1).
Sour
ce: P
ROBE
AM

MODERN MANUFACTURING INDIA - MAR 2013 55
WEL DING
examples already taking place today and with rising material cost in the future, these applications of joining dissimilar materials will increase.
Another area where efficiency can be improved is in the increase of combustion temperature in any kind of gas turbines. The related materials, for example Ti-alloys in aircraft engines, Cr-steels in steam turbines or super alloys in the helium driven turbine for the 2020 pebble bed reactor all require special welding processes. These have to be energy efficient and adaptable to the metallurgical needs of the related materials.
Welding of heavy gauge sections has a tremendous potential of materials and energy saving. It should be expected that EB-welding will be the process of choice for such visionary applications, already under development now.
The education aspect of the EB welding process will be a serious challenge for the coming decades. For successful and wider implementation of the EB welding (which involves high degree of application flexibility) there exists a need for more intense communication and transparency to the potential end-users.
Repair welds
In order to extend service life of aging welded structures, there is a need for advanced welding technologies for repair. Most of the repair welding procedures are principally different from welding during fabrication with regard to the parameters, the weld sequences as well as the metallurgical conditions and the design features. This means that ideal welding conditions cannot always be achieved during repair welding. Additionally, poor material conditions of the component segments to be repaired might result from previous service operation. Here, advanced welding simulation technologies need to be developed to predict final microstructural
conditions and the residual stress state of the repaired area, to achieve optimum repair welding procedures and prevent further problems.
The prevailing stiffness (restraint intensity) in the repair area due to surrounding assembly groups and the associated strain constraint is also very important. It is usually much higher in repair welding than during fabrication and has to be assessed before a repair welding procedure is carried out. For crack-resistant repair welding, knowledge of the stresses introduced by welding is of major importance, especially when the repair welding procedure has to be carried out at a high shrinkage restraint. Since, research efforts in welding have been concentrated on the respective materials and the development of new welding procedures, investigation of the design aspects of repair welding probably represents a major target for the near future. This involves correct and quantitative evaluation of shrinkage restraints for repair welds, including the effects of the various joint types and reinforcements. In this respect, it has to be anticipated that the intensity of restraint as a quantitative parameter to evaluate structural stiffness in
the near and far field of a joint will gain increasing importance. Additionally, a precise knowledge of the thermo-mechanical effects of the repair welding procedure on the residual lifetime has to be elaborated.
It is also essential to determine the welding sequences with lowest possible likely stress-strain distribution during and after the repair of steel structures. This will allow it to enlarge the available load spectrum for later service. In this context, it has to be mentioned that interaction of concurrent repair welds has not been understood up to the present time.
The failure resistance of a repair weld is also dependent on the applied filler materials and their transformation behaviour, which further depends on metallurgical, welding and heat treatment parameters. With respect to the repair of steel structures and components, high-strength filler materials with correspondingly lowered martensite transformation temperatures have to be developed further to achieve lower residual stresses in the repair welding at respectively higher strength, i.e. service load capacities.
It should also be mentioned that a series of downstream methods are available for reducing welding-specific loads in repair joints or even for producing compressive residual stresses at the surface. Such technological procedures, like stress relieving, shot peening, peening, ultrasonic treatment etc., are generally very time consuming and costly and should be developed further regarding better applicability to repair welding.
It can only be emphasized that repair welding requires decent component weld tests, rational residual stress evaluation and respective numerical calculations to achieve an actual increase in the life time of a component or structure and to avoid further failure origins in the repaired parts. MMI
Bronze-steel or bronze-cast iron combinations are an economic method to produce worm gears
Housing of a gas turbine being prepared for EB welding
Combination of steel and bronze, 30 mm deep electron beam weld
Sour
ce: P
ROBE
AM
Sour
ce: P
ROBE
AM
Sour
ce: P
ROBE
AM

56 MODERN MANUFACTURING INDIA - MAR 2013
COOLANTS AND LU B R I C A NTS
Water soluble cutting fluids
With the help of right approach towards maintenance and use of correct lubricants, one can enhance productivity. The article below focuses on the choice of lubricants, which can help run the equipment with the right pace.
Whether a manufacturing company specializes in producing nuts and bolts, complex gear sets or high
precision valves, keeping its equipment running efficiently is the key to profitability. Lubrication plays an integral role in reducing friction between critical rotating and moving machine tool components, which can translate into equipment durability and availability.
To help ensure that the machine tool runs smoothly, it is important to choose a combination of high-quality lubricants such as slideway oils, water soluble cutting fluids and neat cutting oils.
Slideway oils
Poorly formulated slideway oils may not separate readily from aqueous coolants. This can result in the formation of ‘tramp oil,’ which can compromise the effectiveness of the coolant by shortening its effective life and adversely altering cutting performance. Tramp oil can also lead to bacterial growth resulting in foul odor, short service life and potential health and safety concerns.
Maximizing Machine Shop Productivity
Shankar Karnik, Asia Pacific Mobil SHC Brand Manager, ExxonMobil Fuels, Lubricants and Specialties Marketing Companywww.mobilindustrial.com/IND/english/
Sour
ce: E
xxon
Mob
il Lu
bric
ants
Pvt
Ltd
56 MODERN MANUFACTURING INDIA - MAR 2013

MODERN MANUFACTURING INDIA - MAR 2013 57
CO O LAN T S AN D LUBR ICANTS
latest health and safety regulations and be easy to monitor and maintain in service. Collectively, these properties will help deliver long service life, excellent cutting performance and reduced maintenance downtime.
The new Mobilcut series from ExxonMobil, comprising milky emulsions, high performance micro-emulsions and a fully synthetic grinding fluid, are cutting fluids designed to offer long service life, good operator acceptability and easy waste management. The high performance, long life semi-synthetic cutting fluids in particular have been designed to meet the wide variety of applications and operations found in medium to small sized machine shops where flexibility, inventory management and machine downtime are of paramount importance.
Maximizing productivity
In addition to utilizing high quality metal working fluids, manufacturing companies should also incorporate an oil and equipment monitoring program to maximize productivity. Oil analysis is a series of tests that determines the condition
of internal parts and in-service lubricants. With this information the useful lives of both equipment and oil can be extended by identifying early warning signs such as contamination and wear, which can help minimize unscheduled maintenance.
For maintenance professionals who want to implement an effective oil analysis program that can save both time and money, ExxonMobil offers its proprietary online Signum Oil Analysis program. With this, users can manage all their oil analysis needs including:▶ Updating equipment registrations and
selecting analysis options based on their equipment or maintenance needs
▶ Tracking the status of samples at the lab▶ Directing actions based on analysis
results and requesting sample kits▶ Sharing critical results with colleagues
in a secure, password protected environment
Conclusion
By using the right lubricants and following right strategy to maintain equipment, one can enhance overall efficiency along with maximizing productivity. MMI
To identify high performance slideway oil, maintenance professionals should seek out products with the following performance characteristics:▶ Outstanding frictional properties – which
enable increased machine accuracy and reduced chatter and stick-slip
▶ Exceptional coolant separability – which enhances the performance and life of water-based metal working fluids
One product that meets these requirements is the Mobil Vactra Oil Numbered Series of slideway oils, which have a proven track record in service.
Water soluble cutting fluids
To optimize productivity, it is very important to choose technology-leading aqueous coolants. The highest performing coolants can provide reduced maintenance requirements by resisting biological attack, which helps extend batch life. Ease of maintenance needs to be balanced with good machining performance as well as protecting the machine tools and work pieces from corrosion and sticky deposits. In addition, the fluids should meet the
www.vogel.de
DINESH MISHRA Senior Manager - SalesMobile: +91 [email protected]
SIMONE SCHMID Sales ManagerTel. +49 931 418 - 2263 [email protected]
ASHOK THAKUR GM - Sales & EventsMobile: +91 [email protected]
DIANNE HIGHTAdvertising Production Manager Tel.: +1 513.527.8800 [email protected]
BALASUBRAMANIAN Senior Director Tel.: 080-66246600 [email protected]
WINFRIED BURKARDSales Manager-MM, ETMM, Germany Tel.: +49 (0)931 [email protected]
The official magazine of Indian Machine Tool Manufacturers‘ Association
Successful together.
REACH OUT TO YOUR TARGET AUDIENCE
Book Your Page
Now!Partnered by:
MAIN FEATURE
Lightweight and Ready to Take Off
FORGING
Forging Ahead Amidst Challenges
INSIGHT - SW 2013
Designing Without Limits
The official magazine of Indian Machine Tool Manufacturers‘ Association
DR BALDEV RAJ
President, Indian National Academy of Engineering:
”For manufacturing to be competitive and consistent in quality, robotics is not an option but a necessity”
Lightweight and Ready to Take Off
Print • Digital • Events • Services Volume 1 · No. 2 · March 2013

58 MODERN MANUFACTURING INDIA - MAR 2013
‘Curiosity’ is the name of the most technologically advanced rover ever built
Siemens software technology was instrumental in helping NASA to design, develop, simulate, test and build an incredible spacecraft and find answers to questions hundreds of scientists were waiting for.
The software helped to ensure that all of the components fitted together, worked properly, and withstood the mission’s harsh conditions. Scientists at NASA’s Jet Propulsion Laboratory (JPL) used Siemens (PLM) product lifecycle management software during the vehicle’s entire development process in order to digitally design and simulate the rover and virtually assemble it without having to build a prototype.
Fulfilling tough requirements
The Mars rover had to fulfill particularly tough requirements during the launch,
while traveling through space, when entering Mars’ atmosphere and while landing on the planet’s surface. ‘Curiosity’ had to further withstand extreme differences in temperature, high acceleration rates, and intense vibrations and radiation. Thus, the design and production of such rovers was an extremely complex task. Moreover, there was no second chance during a space mission, as nothing could be corrected or repaired after the launch.
A key element was establishing seamless software interfaces from conceptual design through manufacturing. This would allow JPL to minimize transcription errors,
Propelling Challenging Projects
NASA scientists used software from Siemens to help create the new Mars rover ‘Curiosity’, which recently went
to Mars. The 900-kilogram rover is the largest Mars vehicle to date. It reached the red planet and began to conduct various experiments to obtain new information, which it transmitted back to the Earth.
Source: Siemens PLM
MANUFACTUR IN G SOFTWA R ESo
urce
: NAS
A /
JPL-
Calte
ch

MODERN MANUFACTURING INDIA - MAR 2013 59
MAN UFACT UR IN G SOFTWARE
manual processes and interpolations between meshes. Minimizing errors and rework was critical to maintaining design and fabrication schedules.
NX and Teamcenter for data management
To develop the vehicle, the scientists used the PLM software with the construction software NX and Teamcenter for data management. Teamcenter enhanced the cooperation between different design teams by providing them with the latest data. The NX software consists of CAD, CAE, and CAM applications for computer-aided design, development, and production. They used NX to develop the mechanical portions of the rover including the structural modeling and simulation. Among other things, NX was also used to create a temperature model of the rover. To do this, researchers used hundreds of temperature sensors to test the rover in a special chamber in which a carbon dioxide atmosphere, a super-cold floor, and a sunlike radiation source imitated the conditions of the Mars surface. NX used the collected data and results to calculate a temperature model that can virtually simulate conditions which cannot be duplicated on Earth. In addition to helping the researchers design and test the system, this 3D model was also used during the flight.
The engineers started with small simulations to validate modeling assumptions, and eventually gained confidence that their models correctly replicated the physics involved. Then they used the NX CAE solutions for thermal analysis to simulate a variety of physical effects, such as fluid flow in the Mars rover, heater control of the propulsion system, and
any other components or rover operations. This would have been very difficult to determine by looking at static drawings or digital models. Using NX Motion made it possible to answer questions such as these without the costs and delays of physical testing.
As a result, the widely dispersed development team at JPL was able to digitally design, test, assemble, and simulate the entire Mars rover before a single physical prototype was created, while accounting for every step of the process in real time.
Saving resources
Used in combination with Siemens’ automation technology, the Siemens PLM software reduces the time to market by up to 50 per cent and helps save resources and energy. MMI
Sour
ce: N
ASA
/ JP
L-Ca
ltech
Sour
ce: N
ASA
/ JP
L-Ca
ltech
solar loading of the cruise stage. Analysis results were used to update the design geometry. The ease and efficiency of going from the design to thermal analysis and then back to update the design geometry accelerated the development of the Mars Science Laboratory’s (MSL) thermal control system considerably. Saving time and keeping to the schedule was critical, although an equally important benefit of using NX was the ability to evaluate the thermal control system’s performance under conditions that the engineers could not simulate with physical testing.
In addition to tighter design-analysis integration, use of NX enabled integration between different types of analysis, such as thermal and mechanical distortion and stress analysis. Prior to adopting NX, the engineers would have run a thermal solution and then manually mapped temperatures to the structural mesh. Use of NX eliminated this manual process.
Use of NX also enabled easier access to multiple types of analyses. For example, designers also needed to know whether any moving components would interfere with
PLM software from Siemens ensures each part and assembly fit together properly
PLM software technology is used to produce and manage product data throughout the entire lifespan of a product: from the first ideas and designs, through the entire production process, and even up to retirement and recycling.

EVENT REPORT
60 MODERN MANUFACTURING INDIA - MAR 2013
Every day, thousands of designers and engineers use SolidWorks 3D design software application to bring their projects to life. The SolidWorks World conference held at Orlando, Florida, USA from January 20-23, 2013 helped spur the creation of new ideas while enabling attendees to share, collaborate, and embrace their love of design. Here’s a firsthand report…
The event details
On 22nd January, Dassault Systèmes, the 3D experience Company, world leader in 3D design software, 3D digital mock up and product lifecycle management (PLM) solutions, announced that it had sold two million licenses of its SolidWorks 3D design software, and that the 3D ContentCentral sharing site registered its one millionth user, confirming the strength and engagement of the SolidWorks community. The company also announced the launch of My.SolidWorks, a new free service that aggregates company and community knowledge. “In three short years, the SolidWorks community has doubled in size, growing from one million to two million users. This milestone, along with the
achievement of one million users on 3D ContentCentral, demonstrates that our users are active, passionate, and collaborating online every day,” said Bertrand Sicot, CEO, SolidWorks, Dassault Systèmes.” Another interesting concept that was announced was that of Mechanical Conceptual. The gist here is to literally take snapshots of one’s ideas digitally in an even and communicative manner. It then allows one to quickly create 3D concept models, get feedback, and organize the iterations before deciding which one to pursue. Everyone’s attention was also caught by the presentation from Art Thompson, Technical Project Director, Sage Cheshire. This company is uniquely positioned at the nexus of next-generation aerospace vehicle development and production. The company was a prime contractor of the Red Bull Team Stratos. Thompson explained how their purpose-built pressure capsule transported Felix Baumgartner to the edge of space, allowing him to perform the world’s highest human free-fall to earth. Many records were set on and around this mission, from the breaking of the sound barrier during Felix’s free-fall descent to the number of viewers live-streaming the event via the internet.
An exciting second day
On day two, the audience was treated yet again to manufacturing and design excellence. Vijay Kumar, Engineering
Designing Without Limits
The 15th annual SolidWorks World conference was held at the opulent Dolphin Hotel at Walt Disney World in
Orlando, Florida. I don’t know whether it was a coincidence or a planned affair but the venue seemed apt for this year’s conference. Why one may ask? Because like one gets to see animated characters come to life at the Disney world, in the world of mechanics what came alive was a giant bionic bird and then the audience got to see quadrotors playing the James Bond theme song!
The 15th annual SolidWorks World conference was held in Orlando, Florida, USA
Sour
ce: S
olid
Wor
ks
Indira Rao Deputy Editor [email protected]

EVEN T REPORT
MODERN MANUFACTURING INDIA - MAR 2013 61
Professor at University of Pennsylvania, and and his students have programmed the quadrotors in such a way that they can mathematically sense each other and the surrounding environment to navigate in harmony through walled environments, as well as be thrown and return to the sender’s hand like a boomerang, among other impressive feats. One could watch the quadrotors playing the James Bond theme song online. Next, was Elias Knubben, Head of Corporate Bionic Projects, Festo who literally threw the bionic bird and it flew around much to the amazement of everybody sitting there. The last day brought along the final general session and speaker– Tom Atchison, Chairman of Mavericks Civilian Space Foundation. He shared his experiences in building the world’s first civilian space programs with the aid of SolidWorks software. On the speaker’s presentations, Sicot exclaimed, “Human beings have an inherent, natural desire to innovate and discover solutions to overcome the world’s major challenges. The SolidWorks World keynote speakers have pushed the limits of design and their life experiences will push our community to positively impact future generations through revolutionary products.”
Indian update
Manoj Mehta, Country Manager –India & SAARC, SolidWorks Software Pvt Ltd in his course of a brief interview with me said that engineering design is the key strength of India as a nation. “India is the third largest country with colleges and is also strong in the English language. Hence, design as a trend is growing and is going to play a major
role in engineering in the future. Plenty of organizations are setting up design centers here because they know the country has the capability to design world class products.” Bernard Charlès, CEO, Dassault Systemes, also avowed that the Indian market, especially in the auto sector has been extremely successful in the last five years. “I make frequent trips to Pune, Chennai and Delhi and believe that with our Indian customers of the likes of Tata’s, Mahindra & Mahindra, Ashok Leyland, etc. we will only grow in this market.” With respect to challenges that the company faces, Mehta stressed that it’s the people’s mindset as well as piracy that is prevalent in the country. “Lots of companies are using 2D and they face a mental block when it comes to switching over to 3D. Piracy and affordability are other challenges that we face here. However, India is a huge potential market
The bionic bird from Festo that flew around much to the amazement of everybody
Sour
ce: S
olid
Wor
ks
Bertrand Sicot, CEO, SolidWorks, Dassault Systèmes enjoying the presentations
Sour
ce: S
olid
Wor
ks
and we are now looking at expanding our presence.” The company does business through indirect channels and currently has 28 channel partners with presence in 20 cities. They are looking at expanding to 10 more cities by the year end.
Business transformation
The presentations at the conference were from diverse sectors. Its mind boggling to see the kind of research, thought process and finally the product taking shape and how it’s been put to use. Thinking about sending civilians to space was a farfetched dream 20 years ago but today there are companies working to make this come true. “What has happened with the 3D experience is that the audience has evolved over the years. 20 years ago it was users, 10 years ago it was managers and now you have the CEO’s and CFO’s as your audience because they want to think about their business transformation. This transition and transformation is exhilarating,” asserted Charlès. There were more than 4,500 attendees including engineering and design professionals, students, educators, partners, resellers and SolidWorks employees from around the globe attending the event and more than 150 in-depth training sessions, many of them hands-on, covering topics such as building and specifying computers for SolidWorks; surfacing; and 3D modeling tips and tricks.
The partner pavilion, featured more than 100 technology products that work with the company, thus providing an opportunity for attendees to meet the organization’s partners, preview new technology, and view hundreds of innovative products designed by their cus-tomers. The numbers speak for themselves and looking at those figures you don’t really get a brownie point to know that SolidWorks is here to stay and stay for long. MMI

EVENT REPORT
62 MODERN MANUFACTURING INDIA - MAR 2013
IMTEX 2013 was one of those rare shows, which offered complete exposure. On one hand, it accommodated everyone right from the industry stalwarts to students, who will shape the future of the industry and on the other hand, it gave equal opportunity to both domestic and international participants.
Inauguration The event was inaugurated by S Sandilya, Chairman, Eicher Group and President, Society of Indian Automobile Manufacturers; Harish Lakshman, Vice President, Automotive Components Manufacturers’ Association (ACMA) and Vikram Sirur, President, IMTMA.
Addressing the luminous inaugural function, Sandilya, said, “The automobile industry may produce automobiles but it is however, a process that brings together the most diverse of industries. The machine tool industry plays an important and impartial role, catering to the need of both small and large automakers alike. Forming the backbone of many major sectors of industrial activity in India in the traditional manufacturing context, the machine tool industry has played and will continue to play
a key role in enhancing competitiveness and enabling development of quality. The manufacturing sector takes a big leap with IMTEX 2013 excellence in the output of the manufacturing industry.”
Sharing his views, Lakshman said, “The auto component industry is catering to an ever expanding domestic market and exporting to an external replacement market. The automobile industry globally is the single largest customer of the machine tools industry. There is a huge need for the machine tools industry to expand production capacity exponentially to meet the demand of the original equipment manufacturers (OEMs) and their ancillaries, including small and medium enterprises in the supply chain.” Expressing his concern he said, “Around 60 per cent of machine tools are imported by our industry.”
Showcasing technology
IMTEX 2013 provided an ideal platform to showcase cutting edge technology and the visitors were left awed with the technological prowess exhibited by Indian companies here. Talking about the response from participants and visitors, Vikram Sirur, President, Indian Machine Tool Manufacturers’ Association and Chairman, Miven Mayfran Conveyors Pvt Ltd mentioned, “Compared to the previous editions, IMTEX 2013 had visitors and delegations looking for advanced technologies catering to new and emerging segments such as energy, aerospace, medical engineering and defense. The new technologies displayed play a pivotal role in enhancing productivity and competitiveness, enabling development of
A Multi-dimensional Show
The Bangalore International Exhibition Center (BIEC) practically turned into a huge manufacturing factory for a week
starting from 24-30 January 2013. The occasion was IMTEX and ToolTech 2013 – an exhibition organized by the Indian Machine Tool Manufacturers’ Association (IMTMA). The show in its 16th edition attracted over 900 exhibitors from across the world. The industry players participated in the show with their machines, man force and immense enthusiasm, which made the show extremely successful.
Swati DeshpandeAssistant [email protected]
An aerial view of IMTEX and ToolTech 2013
Sour
ce: I
MTM
A

EVEN T REPORT
MODERN MANUFACTURING INDIA - MAR 2013 63
quality products and excellence in output of the manufacturing industry.” Despite a challenging year for business, the products and solutions displayed at the show were well received by visitors. Giving his take on what is relevant to the industry today, L Krishnan, Vice-President, Indian Machine Tool Manufacturers’ Association & Managing Director, TaeguTec India Pvt Ltd averred, “Productivity will continue to remain a key theme. In addition, the industry will also look for competitive solutions to stay relevant in the international market. Customers will not be willing to compromise on the quality and product features that are desired by them.” Testifying this statement was the number of visitors who came from all over the world to visit the show. The trade fair was attended by
more than 84,000 visitors.Immense response to this event resulted
in enormous business activities. Sharing his views on such activities, V Anbu, Director General, IMTMA stated, “Exhibitors at IMTEX achieved their business objectives with ₹800 crore worth of orders, and business enquiries to the tune of ₹14,100 crore.” Exhibitors seemed quite satisfied with the footfall and the response received. TK Ramesh, CEO, Micromatic Machine Tools Pvt Ltd asserted that the company has booked record business at IMTEX 2013, with one contract for 100 machines signed with a Chinese buyer. Mikromat too generated an outstanding response with Thomas Warnatsch, MD, of the company stating that he expects to generate business to the tune of €8-€10 million from the orders received at the show over the next 12-24 months. Anders Fager, Managing Director, Seco Tools India witnessed strong business inquires during IMTEX 2013. Talking about it, he asserted, “Despite the air of indecision, Seco has seen rising demands from the aerospace sector. We’ve heard a lot about aerospace investments during the exhibition.”
Indian machines gaining importance
Sirur agreed with the fact that Indian machines are gaining more and more importance in the rest of the world. Sharing his views on this, he said, “India is currently at 6th position in the global machine tool consumption and 13th in production. While the Indian machine tool producers are serving the domestic demands, they are now attracting the attention of global companies as well. The European and Asian markets are also offering new business
opportunities for the SMEs in the sector. As the demand for Indian machines in machine tool consuming nations like Italy, Germany, Brazil, US and Middle East rises, many manufacturers are focusing on upgrading production systems and upgrading technology to tap opportunities in the global market.” Steve Bertrand, Director, International Sales / Strategic partnerships at Mastercam also witnessed exceptional growth in the country and stated that India is their fastest growing market by percentage. Mohini Kelkar, Managing Director, Grind Master believes that the Indian machine tool industry has the potential to fulfill the demand but she cautions that to do this the industry has to be pro-active in its approach. “We must understand that now, machine tool and automation providers from all over the globe are focusing on India. Hence, we have to be technologically up to date while being competitive.”
Product displays and more
As stated above, the growing Indian economy attracted global companies in the country and the domestic players displayed their Midas touch to create the necessary buzz. For example, Jyoti CNC Automation’s large booth accommodated 20 milling and turning machines, which highlighted the strength of the company not only in the Indian but also the global market. Bharat Fritz Werner (BFW), another Indian giant, displayed its novel products during the show. While the horizontal machining center, Tej, meaning radiance is of typical advantage in machining powertrain components of passenger cars and light
“The show has received a tremendous response in line with the expectations. IMTEX 2013 once again proved its strength and created the buzz with a large number of business visitors visiting the show.”
V Anbu, Director General, Indian Machine Tool Manufacturers‘ Association
“The new technologies displayed at IMTEX 2013 play a pivotal role in enhancing produc-tivity and competitiveness, enabling develop-ment of quality products and excellence in output of the manufacturing industry.”
Vikram Sirur, President, Indian Machine Tool Manufacturers‘ Association and Chairman, Miven Mayfran Conveyors Pvt Ltd
IMTEX 2013 at a glance
Visitors Count Over
84,000
Total area 48,000
sq mt
No. of Participating
Countries 26
Number of Exhibitors
984

EVENT REPORT
64 MODERN MANUFACTURING INDIA - MAR 2013
Awardees of the FIE awards
Name of the Awardee Name of the productMarshall Machines Pvt Ltd, Ludhiana Roboturn DS 400 Double Spindle CNC Chucker
Macpower CNC Machine Pvt Ltd Turn O Mill 200
Avermark Automation Pvt Ltd, Rajkot Tizona CNC turning machine
Khushbu Engineers, Kolhapur Single Pass Honing Machine with Robot
Bharat Fritz Werner Ltd, Bengaluru SWAPNIL CNC Vertical Machining Center
Tasa Micro Special Purpose Machines Pvt Ltd, Faridabad
CNC Table up Internal Broaching Machine
Future Tek Machines Pvt Ltd 5-axis CNC Routing Machine
HMT Machine Tools Ltd, Bengaluru 5-axis CNC Turnmill
Kennametal India Ltd, Bengaluru Hydraulic Fixture for Rear Axle Housing Operations on HMC
Ace Designers Ltd, Bengaluru CNC Sliding Head Automat.
Central Manufacturing Technology Institute, Bangalore
Intelligent Ultra Precision Turning Machine
Klad On Design Pvt Ltd, Bengaluru Enclosures for CNC Machines
commercial vehicles, their other product Agni++ addresses modern worldwide concerns related to eco-friendliness, aesthetic value, productivity, versatility with extended stroke on X-axis and machines steel hardened up to 62 HRC. Makino India Pvt Ltd showcased its PS line of 3-axis vertical machining center. Talking about the machine Raghava Badhya TV, Vice President, Makino India Pvt Ltd, said, “The units can produce up to half of the type of components made on horizontal machines but offer the cost savings of a vertical center.” He further said by using the table for the X and Y axis, the company has increased the thermal stability of the unit by 100 times.
GW Precision India Pvt Ltd demonstrated long series drills and high performance standard end mills along with its latest range of aerospace specific tools while, Haas Automation offered their latest dual-spindle Y-axis turn mill center, the DS-30Y. This
machine is a turn/mill center that is easy to setup and use, and offers tremendous flexibility. Combined with affordable pricing, the DS-30Y is an ideal choice for a wide range of precision machine shops. It’s not only the people and their enthusiasm, which resulted into the enormous success of the show, but also the machines that were displayed.
Exhibitors speak
Since it is one of the biggest shows in machine tools, just participating in the trade fair is not the sole motive of the exhibitors. As Sonali Kulkarni, President & CEO, Fanuc India Pvt Ltd avowed, “The show is a great meeting ground for a wide range of old industry friends from around India and the world. Secondly, very significantly, this is also a good chance for us as a team to regroup and spend time together while intensely focusing on the customer.” The exhibition also provides the perfect place for foreign companies to tap
the Indian market. “IMTEX is one of our platforms to introduce high technology of EMAG machines and find a direct way to present this technology to most of our customers inside and outside India. As one of the most important machine tool shows in the Asian-Pacific-Area, we focus on the growing market in India with its demand of high tech in machinery,” asserted Sven Otten, Head, EMAG India.
Kennametal Inc has a different perspective on participating in the show. Carlos M Cardoso, Chairman, President and CEO, Kennametal Inc said, “For our channel partners, this important international event provides a perfect venue to reiterate our commitment to their goals, helping them to be more competitive, both regionally and globally, by being a total solutions provider.” Skip Wolford, Sales Manager, Hangsterfer was also happy about the response that the company received. Similar sentiments were also observed by TAL. Reiterating his experience at the show, Rajesh Khatri, Executive Director, TAL Manufacturing Solutions Ltd mentioned that they planned to reach out to a maximum number of customers during the exhibition and also raise awareness about the integrated manufacturing solutions that the company could provide. “We will follow up with all the customer enquiries received and pursue them strenuously for a successful closure.”
Giving his take on the response that the event received, V Anbu, Director General, IMTMA said, “The show received a tremendous response which was in line with our expectations. IMTEX 2013 once again proved its strength and created a buzz with large number of business visitors visiting the show. We also had a large number of VIP visitors and delegations from various user industries such as aerospace, energy, defense and auto components as well as from the government and abroad.”
International participation
The show received an outstanding response from foreign participants. On the presence of international players, Anbu mentioned, “The exhibition had international exhibitors from 26 countries and group participation from nine countries constituting nearly 50 per cent of the total exhibitors. The international pavilions witnessed a great networking experience in the one week long exhibition and have shown enthusiasm in participation in the next edition also. We can anticipate a much larger level of participation from the international players
Exhibitors demonstrating their range of products at the event
Sour
ce: I
MTM
A

EVEN T REPORT
MODERN MANUFACTURING INDIA - MAR 2013 65
in the following editions of IMTEX.” The participation from the nine countries included - China, Germany, Italy, Korea, Spain, Taiwan, Czech Republic, Singapore and USA. The other participating countries were Australia, Austria, Belgium, Canada, Denmark, France, Hong Kong, Holland, Israel, Japan, Romania, Sweden, Switzerland, Thailand, Turkey and UK.
“IMTEX is a demonstration of how in just a few years India has acquired a major role in the world machine tool industry. The event is one of the most important one’s in Asia. The aim of participating in such events is always the same: promote the Made in Italy part of the sector,” averred, Luigi Galdabini, President, UCIMU- Ucimu-Sistemi Per Produrre.
Glittering moments
IMTEX 2013 created an excellent opportunity to recognize the contribution of the eminent personalities towards the industry. To appreciate the exceptional contribution, IMTMA presented IMTMA-BFW Lifetime Contribution Award in memory of H R Gupta to S N Mishra, Past President, IMTMA and Vice Chairman, Bharat Fritz Werner Ltd. In addition, Parakramsinh Jadeja, CMD, Jyoti CNC Automation Ltd was conferred the fourth IMTMA Vinod Doshi Outstanding Entrepreneur Award. Besides this, FIE Foundation also conferred awards for innovations in the machine tool industry during the course of IMTEX 2013. Talking about the awards, Dr Jayant C Padte, FIE Foundation, said, “The idea of bestowing awards for home-grown innovation and research has infused a lot of enthusiasm in bringing forth the best of solutions for the industry since its inception.” On the occasion of 16th edition of IMTEX and 15th edition of Tooltech the FIE awards became a cynosure of the show.
Seminars
In addition to providing an opportunity to display the state-of-the-art technology, IMTMA also created a knowledge sharing platform in the form of the 5th International Seminar on Machining Technologies. The seminar took place on 23 January, 2013 with the theme of ‘Power in manufacturing growth and competitiveness.’ The focus was to spread awareness on the latest trends in the metal-cutting machine tool industry from all over the globe. The key note addresses were delivered by Dr Frank Brinken, Starrag Group, Switzerland and Dr Anil Srivastava, Chief Technology Officer, Techsolve, USA. Dr Brinken spoke on the ‘Continental drift in machine tools’ while Dr Srivastava gave an enlightening presentation on ‘Advances in high precision machining.’ Apart from this there were five concurrent streams of sessions. The seminar focused on different topics such as machine tools & machining, tools & tooling, metrology & controls, CAD/CAM, emerging trends and grinding & finishing processes.
Student participation
In order to educate engineering students about the machine tool industry and technological innovations, IMTMA organized the 5th ‘JAGRUTI – IMTMA Youth Program’ with support from ‘UDAAN’. This program comprised a comprehensive guided tour of IMTEX 2013 and ToolTech 2013. It was attended by 52 mechanical engineering students representing 32 engineering institutions, from all across the country. Around 16 academic and R&D institutions displayed an exhaustive range of innovations and technological refinements in the complete segment of metal-cutting machine tools at the show.
Conclusion
Overall, IMTEX and ToolTech 2013 ended on a positive note. The exhibitors and visitors experienced better business prospects and now look forward to an optimistic future. No wonder then the industry looks forward to attending the next edition of IMTEX. MMI
MATRIX exhibits its range of products
A special college pavilion allowed students to present their ideas Dr Frank Brinken, Starrage Group, delivered a keynote address at the 5th International Seminar on Machining Technologies
Sour
ce: V
ogel
Bus
ines
s M
edia
Sour
ce: I
MTM
A
Sour
ce: I
MTM
A

EVENT REPORT
66 MODERN MANUFACTURING INDIA - MAR 2013
The Department of Robotics and Automation Engineering of PSG College of Technology organized a three-day thematic workshop from February 21 – 23, 2013 on ‘Challenges in Robotics’ at Coimbatore. With over 20 technical sessions spread over the three days, led by robotics professors from various universities, both India and abroad and industry personnel, the workshop turned out to be a splendid platform for knowledge exchange.
at an operation table, a doctor experiences fatigue during surgeries that can last several hours, it can result in hand tremors. Even the steadiest of human hands cannot match those of a surgical robot. Engineers program robotic surgery systems to compensate for tremors, so if the doctor's hand shakes the computer ignores it and keeps the mechanical arm steady.
Addressing such topics and more were professors and industry professionals at PSG College of Technology, Coimbatore. The Department of Robotics and Automation Engineering of the same college, organized a three-day thematic workshop from February 21 – 23, 2013 on ‘Challenges in Robotics’: Research to Application’.
Unfolding the eventRecognizing the current time as an ideal one to reflect on the objectives, opportunities, and challenges that the subject of robotics holds, the workshop was conducted to identify applications where robotics and automation technologies could increase productivity. Dr B Vinod, Head in-charge, Department of Robotics & Automation Engineering, PSG College of Technology averred, “The discussion on holding this event started almost three years ago when we wanted to start a center for robotics in India. As of now there aren’t many centers for robotics other than that of IIT Bombay and a couple of others but there is no national center. Hence, we decided to start one at PSG Tech.” The workshop was jointly organized by PSG, Michigan State University and Indira Gandhi Centre for Atomic Research (IGCAR).
Technical sessions
Ranjan Mukherjee, Professor - Mechanical Engineering and Electrical & Computer Engineering, Michigan State University, USA
Investing in the Future of Robotics
Imagine a scenario where a nuclear reactor is racing toward meltdown and someone needs to close a valve to stop cooling water
from leaking out of the reactor. The radiation levels near the valve are so high that it would be fatal to a human being. So what’s the solution? To send in a humanoid robot that can drive to the reactor and crank it closed. Here’s another scenario where having robots would save literally somebody’s life. When
(L to R): Dr B Vinod, Head in-charge, Department of Robotics & Automation Engineering, PSG College of Technology; Dr R Rudramoorthy, Principal, PSG College of Technology, Coimbatore; Dr Leo Kempel, Associate Dean for Research and Professor of Electrical and Computer Engineering at the Michigan State University; Ranjan Mukherjee, Professor - Mechanical Engineering and Electrical & Computer Engineering, Michigan State University; Prof P Radhakrishnan, Director, PSG Institute of Advanced Studies
Sour
ce: P
SG C
olle
ge o
f Te
chno
logy
Indira Rao Deputy Editor [email protected]

EVEN T REPORT
MODERN MANUFACTURING INDIA - MAR 2013 67
spoke on robotics research activities at his university while Dr Leo Kempel, Associate Dean for Research and Professor of Electrical and Computer Engineering at the Michigan State University spoke extensively on bio-inspired robots. He said that there would soon be robots that would swim and fly exactly like fishes and birds. “We are developing robots which can take their own decisions instead of being pre programmed or remote controlled. They will be able to adapt to the natural surroundings. The idea is for a robot to adapt to the natural environment so much so that “initially, while seeing its image in the mirror it should be able to identify itself, which at present only humans can do!” exclaimed Kempel. “This is the first step where a machine is able to make its own decision. In advanced stages, it should be able to adapt to its environment. Thus, in water it should behave like a fish and in air like a bird. In ideal situations, the fish and the bird must not realize the robot as an ‘alien’ object,” stated he. Among many other interesting sessions where those of Dr Srinivas Prakash Regalla, Prof of Department of Mechanical Engineering, BITS Pilani - Hyderabad Campus who spoke on robot assisted sheet metal forming; K Jayarajan, Scientific Officer and Head, Tele-manipulator section division of Remote Handling & Robotics, BARC who threw light on remote handling technology in the nuclear industry, Dr K Kurian Issac, IIST, Thiruvananthapuram who spoke on developments in mobile robotics and Dr M Ramalingam, PSG Hospitals who gave a fantastic presentation on surgical robots and its importance in a country like India and the need to train people on using these robots. What was also really nice was to see
an Indian manufacturer of robotics, Precision Automation & Robotics India Ltd (PARI) participating in the event rather than a foreign company. It definitely gives boost to the students attending the workshop to know that technology in India is at par with its counterparts abroad and there is a plenty of place to grow and explore in the country too.
Take away
One of the aim’s of the workshop was to provide short and long term R&D perspectives on the cutting edge robotic technology and to establish increased interaction between academic institutions, R&D organizations and industries. “There is going to be an explosion of robotics in the coming years. One should look for new
“We believe that if the future workforce consisted of people with vision and experience then they could take any factory to the next level"
Dr B Vinod, Head in-charge, Department of Robotics & Automation Engineering, PSG College of Technology
“We are developing robots which can take their own decisions instead of being pre-programmed or remote controlled"
Dr Leo Kempel, Associate Dean for Research and Professor of Electrical and Computer Engineering at the Michigan State University
Sour
ce: P
SG C
olle
ge o
f Te
chno
logy
Sour
ce: P
SG C
olle
ge o
f Te
chno
logy
Dr Leo Kempel presentation concentrated on bio-inspired robots
Sour
ce: P
SG C
olle
ge o
f Te
chno
logy
applications, which could arise out of a dream or necessity and we need to create the opportunities to foster new age thinking and provide the ideal environment for students to experiment and think freely”, said Mukherjee. That PSG is one such college that is creating such opportunities for students is evident with the way it functions. Spread over a massive 45 acres of land the institute has state-of-the-art machining for manufacturing technology wherein students train on real production machines and not on simulators. “We believe that if the future workforce consisted of people with vision and experience then they could take any factory to the next level,” stated Dr Vinod. The college’s centers of excellence includes PSG-Siemens Centre for Excellence in Automation, Rockwell centre for industrial automation, Heidenhain Centre for CNC Systems, Lapp Centre for Excellence in Cable Technology, L&T Centre for low voltage switchgear, Festo Automation Centre, Eplan centre for ECAD, National instruments Centre for Virtual Instrumentation, Adept Centre for Robotics, Centre for Advanced CNC and Robotics with Fanuc etc.
The institute has also an MoU with Michigan State University, IGCAR and BHEL. “What we are all working on now is a program to increase the number of institutes of higher education and research in India. According to economists, India is going to be one of the fastest growing economies in the world in the next 30-40 years. This is a place where we vision scientific research, which is already strong, to get even larger and better,” concluded Kempel. MMI

EVENT PREV IEW
68 MODERN MANUFACTURING INDIA - MAR 2013
An event with 11 flagship shows that will not only gather the who’s who of the industry on one platform but will also enable visitors to learn about new technologies.
Industrial Supply, Surface Technology, IndustrialGreenTec and Research & Technology. Furthermore, the show is expected to place a strong emphasis on industrial automation & IT, energy & environmental technologies, power transmission & control, industrial subcontracting, manufacturing technologies, services and R&D. The exhibition and conference program add-on to the other special attractions in store for the visitors.
Russian participation
Being the selected partner country for the show, all eyes are set at the innovations that
the Russian participation will present. The keynote themes of Russia’s showcase include energy transmission and distribution, international energy business, industrial processing and production, technology partnerships, innovations in R&D, and Russia as a destination for strategic partnerships and foreign investment. The Russian Ministry for Energy will demonstrate the potential of the country’s energy sector. Occupying a display area of approximately 1,000 sq mt at the flagship fair ‘Energy’ in Hall 13, the presentations will focus in particular on energy generation, cost-efficient transport solutions and the modernization of the power supply network. The Russian Ministry for Education and Science will also be represented with a group presentation at the leading trade fair ‘Research and Technology’ in Hall 2. This display will focus on cooperation projects in the field of industrial research. The city/region of Moscow and St. Petersburg will be participating in Metropolitan Solutions, which will be located in Hall 1. Applications and solutions for metropolitan areas – the so-called megacities – have been featured at Hannover Messe before, however this is the first trade fair specifically dedicated to technological solutions and forward-looking concepts developed by industry for the cities of the future.
Hermes Award
The Hermes Award is recognized as one of the most coveted and respected industry awards in the world. The products submitted for this competition must be commercially viable and/or already have a proven track
Hannover Messe – A Destination to Learn New Technologies
With the lead theme of “Integrated Industry,” Hannover Messe is expected to showcase ample of
innovative industrial technologies. The show that will take place during 8 - 12 April, 2013 will comprise 11 flagship fairs including Industrial Automation, Motion, Drive & Automation (MDA), Energy, Wind, MobiliTec, Digital Factory, ComVac,
Hannover Messe will provide a platform to network
Sour
ce: w
ww
.han
nove
rmes
se.d
e
Source: www.hannovermesse.deCompiled by: Swati Deshpande, Assistant Editor Vogel Business Media India

EVEN T PREV IEW
MODERN MANUFACTURING INDIA - MAR 2013 69
The lead theme is ‘Integrated Industry’ at Hannover Messe 2013
Exhibitor-Talks at HANNOVER MESSE-Preview on 31. January 2013 in the foyer of the Convention Center, Deutsche Messe AG, Hannover
Sour
ce: w
ww
.han
nove
rmes
se.d
e
Sour
ce: w
ww
.han
nove
rmes
se.d
e
Sour
ce: w
ww
.han
nove
rmes
se.d
e
record in industrial application. The winning product must excel in terms of highly innovative technology and cost-effectiveness. All of the products nominated for the 2013 HERMES Award will be exhibited at Hannover Messe in the Research & Technology area in Hall 2.
WoMenPowerconference
The WoMenPowerconference is one of the most successful platforms for networking and for a discussion of the contemporary social and labor market trends that affect men and women in the modern work environment. This year, the conference will take place on 12 April, 2013 for the 10th time and will address the motto ‘One day. Empowerment. New Networks.’
Job & Career Market
The Job & Career Market at Hannover
Messe 2013 will focus on job opportunities and interesting vacancies. Every year this proves to be a major recruitment event for the international industry, serving as a leading career showcase and attracting job seekers and graduates in technical disciplines and engineering. Over the past few years, the forum has served as an effective one where companies have been able to recruit staff, and skilled personnel could find new opportunities. This popular fixture in the Hannover portfolio will highlight new employment perspectives in Germany and on the international market and facilitate access to valuable new contacts. The forum will once again enjoy the patronage of Germany’s Minister of Labour, Dr Ursula von der Leyen.
The TectoYou initiative
TectoYou has been a permanent feature of Hannover Messe since 2007. Its continued success is documented by the thousands of school-leavers and students from across Germany who come to Hannover every year in search of information and insights into career opportunities in industry. TectoYou is geared to long-term and sustainability, which is why its program starts in the school classroom. Pupils are provided with information and packages from individual patrons to help them prepare their group visit to Hannover Messe. Each group is accompanied by its own TectoYou guide throughout the entire day-long itinerary at the exhibition grounds. In addition to a visit to the stand of their dedicated patron, the members of the group also take part in workshops and seminars.
MobiliTec Those who want to explore current possibilities in mobile electrical drive engineering can do so at the fair with its flagship MobiliTec trade show for hybrid and electric drive technologies, mobile energy storage and alternative mobility technologies. Innovations in electromobility are also on display at the neighboring MDA (Motion, Drive & Automation) fair. The first point of attraction for trade professionals interested in the electrification of the drive train is the E-Motive pavilion in Hall 25, offering the latest information on joint industry research in electric vehicle engineering.
The Wind fair
“The Wind fair is a truly international event that is held in the wider context of Hannover Messe. The upcoming show will therefore feature not only the full complement of big-named wind turbine manufacturers, but also all the subcontractors, service providers, and upstream industries that are closely associated with the wind sector,” said Oliver Frese, Deutsche Messe’s Senior Vice President in charge of Hannover Messe. In 2013, the Wind show will once again be located in Hall 27.
Offshore Theme Park
It will be the first time that offshore technologies and services will have their own dedicated display area at the Wind show. The Wind show’s new Offshore Theme Park reflects the growing importance of this highly specialized renewables segment. It will cover all facets of offshore wind generation, from financing and planning through to project realization, grid connection and maintenance. MMI
Exhibitors and visitors will be able to gather information on new technologies

INNOVAT IONS & SOLU T I ONS
70 MODERN MANUFACTURING INDIA - MAR 2013
High Performance End Mills
Exchangeable-head End Mill
3D Tester for Milling & EDM
GW Precision Tools India Pvt Ltd offers a series of high performance end mills with three or four flute as per the requirement. These products are ideal for machining inconel, titanium, SS and
other austentic steels. The end mills feature advanced tool geometry with differential pitch. Also, they are equipped with helix, which enables these tools to cut steel with high depth. The series of high performance end mill finds wide ranging application in aerospace and automotive component machining.▶ GW PrecisionTel: +9180 40431252, E-mail: [email protected] www.gwindia.in
CoroMill 316 is an exchangeable-head end mill that Sandvik Coromant offers. By enabling internal coolant holes to deliver a precise jet of coolant, this device outperforms existing solutions with external coolant. Typical applications for CoroMill 316 include high
feed face milling, slot milling, helical interpolation, shoulder milling, profile milling and chamfer milling. Machine shops can make a quick and easy switch between cutter type, radii, tooth frequency, geometry and grade.▶ Sandvik CoromantTel: 1800-233-2444, E-mail: [email protected] www.sandvik.coromant.com/in
Haimer’s 3D tester (Edge Finder) is a very precise and versatile measuring instrument for milling & EDM machines. With its help, one is able to find the exact positioning of the spindle axis on the edge of the work pieces. It also ensures that all the data is right in front of the operator for safe and easy use. Furthermore, it eliminates the necessity to lean into a
machining center in order to measure or align the work piece. As a result, the operator can get rid of calculating problems with positive or negative signs.▶ Haimer India Pvt LtdTel: +91-20-66750551, E-mail: [email protected] www.haimer.in
Chase2Feed Insert for Cutting Edges
Innovative Disc Milling Cutter
TaeguTec’s versatile Chase2Feed BLMP 0603R-M insert, with its positive four cutting edges, is perfect for a range of die & mold applications in facing, shouldering, straight ramping and cavity machining. The ‘M’ stands for the insert’s chipformer technology that machines rough and medium milling ranges for steel and cast iron with ease. To help die and mold players extract maximum advantage of its cost effective productivity properties, the BLMP series of inserts has been expanded to include two new geometries, the BLMP 0603R-MM and BLMP 0603R-ML. End-mill, modular and face-mill cutters are also included.▶ TaeguTec India Pvt LtdTel: +91-(0)80-27839111, E-mail: [email protected]
An innovative 335.25 from SecoTools is a disc milling cutter with an adjustable cutting width. This product offers exceptional performance in all demanding disc milling applications where productivity and versatility are required. The cutting width can be adjusted with high precision from 21 to 26 mm with size 14 inserts. Cutters are available from diameter 125 to 315 mm with an optimized chip space and number of teeth to get a productive and reliable machining operation.▶ Seco ToolsTel: +91 2137 667300, E-mail: [email protected]/in
3D Laser Cutting Machine
Yamazaki Mazak India Pvt Ltd has extended its product portfolio of laser cutting tools with the introduction of new machine. The new series of multi axes 3D and 2D+3D lasers has specially been developed to meet demands for faster cutting speed and ability to cut larger diameters. The new series supports vast industry segments such as general engineering, earthmoving, automobile, aerospace, medical and food processing, power and energy sector, switchgear and last but not least structural fabrication. The machine brings ease of operations and features ergonomic design.
▶ Yamazaki Mazak India Pvt LtdTel: +91-2137-668800, E-mail: [email protected] www.mazakindia.in


INNOVAT IONS & SOLU T I ONS
72 MODERN MANUFACTURING INDIA - MAR 2013
Vertical Broaching Machine
Vertical Turning Machine
Productivity Elements Pvt Ltd (Protel) has developed a cost effective mechanical version of vertical broaching machine. This machine is made for high volume broaching applications, where set up change is minimal like keyway broaching. The machine has a pulling capacity of 3,000 kg and a max stroke of 800 mm. It has
hardened and ground V-Guides with provision for wear adjustment. The broach slide is driven by ball screw and nut, timing belt and a two speed AC motor. Three sets of timing pulleys are supplied as a standard, giving three broaching speeds i.e. 3.0, 4.0 and 6.0 mtrs/min. Broaching is done at lower speeds while the broach slide return at higher speeds.▶ Productivity Elements Pvt LtdTel: 044-26253675, E-mail: [email protected] www.protelmt.com
VL 2 P, the vertical turning machine from Emag is just 1,600 mm wide. Its small size makes it easy to line up and connect a number of these vertical turning machines and hence saves space. The machine concept favors productivity. The user is being given the opportunity to select the best solution, in the greatest detail, for his particular requirements. For flange machining, for instance, there is the VL 2 P two-spindle vertical turning machine with pendular technology, on which the tool turret swings from workspindle to workspindle in a pendular movement. While one workpiece is loaded, the one is machined. This considerably reduces idle time. ▶ EMAG Gruppen-Vertriebs- und Service GmbHTel: +49(0)7162/17-267, E-mail: [email protected] www.emag.com
Electrolyte Cleaning Unit
To support the electrochemical machining (ECM) process, Kennametal Extrude Hone has designed an electrolyte cleaning unit called Hydrom. The newest product is an add-on to electrochemical machines. It delivers constant electrolyte quality to ensure constant
gap for better quality and superior process stability. By combining Hydrom with a chamber filter press (CFP) users can reduce disposal costs on filter cake by up to 10 per cent. Further, CFP cleaning time can be reduced by up to 6x, and the cathode tool life is extended.▶ Kennametal India Ltd Tel: +91 8043281203, E-mail: [email protected] www.kennametal.com/extrudehone
Product Development SoftwareThanks to EPLAN’s Data Portal software, time-consuming product development steps, like device tagging, wire numbering, and machine design standardization, including archiving and re-using recurrent content, get simplified and accelerated. The advantage of this software is that it generates error-free terminal diagrams and BOMs, which saves considerable time. Additionally, fluid schematics have been integrated into the overall project, which eliminates errors with device naming and missed components.▶ Rittal India Pvt Ltd- EPLAN Division Tel: 080-41515497, E-mail: [email protected] www.eplan.in
SMI Series of Worm Gear Units
Nord Drivesystems offer a new range of SMI worm gear units in a robust, one-piece Unicase housing in five sizes with a maximum torque of 427 Nm. New, larger output bearings allow users to choose increased shaft diameters than the previously available series. In addition, the large bearings ensure a much extended service life. The aluminum permanent mold casting process was optimized for the SMI series, resulting in an especially smooth surface that prevents dirt build-up. ▶ Nord Drivesystems Pvt Ltd Tel: 09765490890, E-mail: [email protected] www.nord.com
Precision Mill/Trim System
MAG’s new modular precision mill/trim (PMT) system is a 5-axis gantry machine tool for high-speed multi-processing of large non-ferrous components, such as composite structures, aluminum skins and fabrications, molds, patterns, and post-cure cutouts in foam
and sandwich structures. In addition to machining, the PMT is designed to use various special heads, such as waterjet, sawing and other finishing tools, including a system for precision control of countersink depth. The PMT is a multi-purpose platform for fast, accurate large-part finishing processes.▶ MAG India Industrial Automation Systems Pvt LtdTel: +91 80 4067 7000, E-mail: [email protected] www.mag-ias.in

IN N OVAT IO N S & SO LUT IONS
MODERN MANUFACTURING INDIA - MAR 2013 73
Laser TrackerThe FARO Laser Tracker Vantage is a true laser tracker that combines disruptive new features and a supremely portable design. The device has been designed in a way that it captures more measurements with fewer device moves, and shorter routines. Dramatic reductions in size and weight make the device so portable that it can simply be carried on board an airplane. Additionally it has enhancements like SmartFind, MultiView and Integrated Wi-Fi expedite measurement routines for unprecedented speed and efficiency. The SmartFind system responds to simple gestures from the operator and allows the Vantage to quickly find the desired target whenever its beam is lost or broken.▶ FARO Business Technologies India (P) LtdTel: 1800 102 8456, +91 11 4646 5656, E-mail: [email protected] www.faroasia.com/in
Reconditioning of Machine ToolRollon Slideway from Rollon Bearings is actively used for the reconditioning of machine tool guideways, jibs, wedges, rotary tables etc. The advantages of reconditioning with Rollon Slideway go beyond obtaining improved working properties. The original centers can be maintained unchanged and the necessity for bedding in is eliminated. In addition, Rollon Slideway keeps friction at optimum performance levels and makes wear negligible on both sliding surfaces. It also causes friction to remain more constant under varying workloads and feed rates than with flat or V-ways riding on full contact oil film.▶ Rollon Bearings Pvt LtdTel: +91 80 22266928, E-mail: [email protected] www.rollonbearings.com
Precision Grinding Application
The 2-axes CNC, compact cylindrical internal grinding machine from Ace Micromatic is ideally suited for precision grinding application of small bores, taper bore, face, stepped bore and small cam. The machine features box structure cast iron bed for high
stability and good damping characteristics. Additionally, it is also equipped with precision antifriction work head with spindle locking arrangement for easy change of work holding devices. Furthermore, the machine can be equipped with various types of work holding devices such as hydraulic chuck, universal gear jaw chuck, diaphragm chuck, angular opening face clamping chuck, magnetic chuck, manual chuck etc. as per applications requirement.▶ Micromatic Machine Tools Pvt Ltd Tel: +91 80 40200505, E-mail: [email protected] www.acemicromatic.net
Torque Limiting ClutchesMayr Power Transmission has developed new torque limiting clutches, which are suitable for speed values of up to 16,000 revolutions per minute. With the type series EAS-HSC and EAS-HSE, Mayr’s new clutches are tailored for the extreme demands of test stand technology. Both construction series are based on tried and tested design principles.In the EAS-HSC, the torque in normal operation is transferred via balls, which engage simultaneously into the grooves of the hub and the output flange. Mayr uses cup springs with falling characteristic curve in their torque limiting clutches. ▶ National Engineering Company (NENCO) Tel: +91/2027474529, E-mail: [email protected] www.mayr.com/de
Producing High Quality Cores
The new Disa Core 20 FP is designed for foundries wanting to increase their competitive edge with a flexible and fast production of high-quality cores. The benefits of the product include, flexible production suitable for multi, vertical or horizontal parted core boxes and fast production due to a state-of-the-art control system. Additionally, the machine eases tooling and features a compact design that requires no pit is, freely accessible, easy to clean, has a special shooting system and it requires minimal maintenance and much more.▶ Disa India Ltd Tel: 080-40201400, E-mail: [email protected] www.noricangroup.com
Metrology Digital Readout
The EL500, a Metrology Digital Readout (DRO) device from Electronica Mechatronic Systems is equipped with advanced features. The device is available in 2 or 3 axes configurations as per the requirement. Also, it features
optional fiber optic edge-detection, which brings ease in operations. The product can work in operating temperature ranging from 00C to 450C. Overall, it is first-fit or replacement DRO for a range of metrology applications including vision stages, shadow graphs etc.▶ Electronica Mechatronic Systems (I) Pvt LtdTel: 0091 (020) 2422 4440, E-mail: [email protected] www.electronicaems.com

INNOVAT IONS & SOLU T I ONS
74 MODERN MANUFACTURING INDIA - MAR 2013
Turning Workpieces Efficiently
Lean Selection Grinder
Laser Beam Machine
High-precision 180CCN lathes from Schaublin Machines are equipped with numerical control by Fanuc. The machine features R-T or R-TM versions for turning with a turret, with 8 stationary tools and also A2-5 or A2-6 spindle nose for Schaublin collets B32 / B45. This machine is used for turning medium-sized and large workpieces. This lathe has been designed to produce prototypes and work pieces in small to medium-sized lots. It is ideal for hard turning.▶ Schaublin Machines SA Tel: +41 32 491 67 00, E-mail: [email protected] www.smsa.ch
Junker’s lean selection grinder is a user-friendly machine that offers minimal process times and maximum availability. This machine is capable of grinding cams and bearings with extreme flexibility using the orbital grinding method. Moreover, it can also perform rough and finish grinding in a single clamping set-up, which saves time and increases accuracy. The machine combines precision, speed and flexibility. Another advantage of the lean selection grinder is its low maintenance feature.▶ Erwin JUNKER Maschinenfabrik GmbH Tel: 020 260 538 96, E-mail: [email protected] www.junker.in
The PSM 400 BladeWelder from Schunk Laser Technology is a special laser beam machine for demanding materials. It can be used for crack-free, fast and cost effective processing even on high-temperature nickel or
cobalt base alloys. With a maximum pulse power of 8 kW, the Lasag laser achieves a pulse energy of 110 J. Freely scalable pulse formation and modulation enable adaptation of the laser parameters to specific characteristics of the materials. The pulse duration can be extended to a very impressive value of 200 ms. An adaptive closed-loop controller ensures precise and stable operation of the lamp-pumped solid state laser. To prevent damage to the fibers by a reflected laser beam when used on highly reflective materials, the BladeWelder is equipped with high-performance fibers that absorb such reflections.▶ Schunk Intec India Pvt Ltd Tel: 080-40538999, E-mail: [email protected] www.schunk.com
Helical Profile Grinding Machine
With its 420mm maximum diameter grinding capability, the new Zenith 400 helical profile grinding machine from Precision Technologies Group company, Holroyd Precision Ltd, brings considerable benefits to screw compressor rotor manufacturers. Offering high stock removal rates and aggressive semi-finishing capability, the Zenith 400 can reduce overall machining requirements and provide production rates and accuracies that are tailored to user requirements.▶ PTG LtdTel: +44 (0) 1706 526 590, E-mail: [email protected] www.holroyd.com
CNC Universal Cylindrical Grinding
The S31, a compact CNC universal cylindrical grinding machine from Studer is especially designed for mid-size pieces. The machine is capable of grinding externally or internally in one clamping. It is made for grinding of workpieces in individual as well as small and large series production operations. S31 can ideally be used in electro motor shafts, pump gears, all forms of plastic injection forms, location pins and naturally all manner of tool holding fixtures e.g. HSK. The machine is further equipped with c-axis (round axis of the workhead spindle) and the software module StuderFormHSM (StuderGRIND) and therefore specialized for the machining of curves and polygons.▶ Körber Schleifring GmbHTel: +91 80 222 727 81, E-mail: [email protected] www.schleifring.in
Spindle Tilting HeadUcam’s spindle tilting head is a unique solution for 5-axis machine tool builders wherein the spindle can be tilted in the range of ±100°. The high clamping torque and driving torque of this product enables the machine to work at higher capacity. Using this tilting head, the spindle can be positioned to very precise angle as required for the application. For through
coolant applications an inbuilt rotary union can be used. 5-axis machine can be configured using the spindle tilting head in combination with a standard vertical or horizontal mounted rotary table.▶ UCAM Pvt LtdTel: +91 80 40744777, E-mail: [email protected] www.ucamind.com


BLO CK YO UR D IARY
76 MODERN MANUFACTURING INDIA - MAR 2013
EVENT CALENDAR
Event Name Contact Date & Venue
KONMAK Tel. +90-332-3452930 +(90)-(212)-8671100www.biztradeshows.com/trade-events/konmak
4 – 7 April 2013Tuyap Trade Centre, Konya, Turkey
Metalworking Belarus
Ms Marta Tarasevich Tel. +375-17-2269940 www.biztradeshows.com/trade -events/metalworking-belarus
9 – 12 April 2013 Beleexpo, Minsk, Belarus
BLECH INDIA [email protected]. +91 124 452 4207www.blechindia.com
17 – 20 April 2013BEC Mumbai, India
CIMT 2013 Tel. [email protected]
22 – 27 April 2013China Int. Exhibition Centre, Beijing, China
IMEX India Nikhil BehlTel. +91 22 2839 0502www.imexonline.com
3 – 5 May 2013Chennai Trade Centre, India
Sheet Metal Asia 2013
Sukanya [email protected]
16 – 19 May 2013BITEC, Bangkok, Thailand
MTT EXPO 2013 Tel. (62) 21 - 7818 [email protected]
22 – 25 May 2013JIExpo Kemayoran, Indonesia
IMTOS 2013 Tel. +91 - 79 - 26469725 [email protected] www.imtos.com
4 – 7 July 2013 Pragati Maidan, New Delhi, India
Modern Machine Shop 2013
Tel. +91 - 80 - 6624 6600 [email protected] www.mmsinfo.in
22 – 25 Aug 2013 Pragati Maidan, New Delhi, India
Modern Machine Shop 2013
Tel. +91 - 80 - 6624 6600 [email protected] www.mmsinfo.in
25 – 28 Sept 2013 Bombay Exhibition Centre, Mumbai, India
Modern Machine Shop 2013
Tel. +91 - 80 - 6624 6600 [email protected] www.mmsinfo.in
25 – 28 Oct 2013 Chennai Trade Center, Chennai, India
To suggest an event, please send details to [email protected]
October 9-11, 2013
BLOCK YOUR DATES


IMPR INT ADVERT ISERS ‘ IN DEX
78 MODERN MANUFACTURING INDIA - MAR 2013
IMPRINT
IndiaPUBLISHER Managing Director/Publisher: Paresh I. Navani Tel. +91 (0)22 25644469, [email protected]
EDITORIAL STAFFEditor: Soumi Mitra Tel. +91 (0)22 25644469, [email protected] Editor: Indira Rao Tel. +91 (0)22 25644469, [email protected] Editor: Swati Deshpande Tel. +91 (0)22 25644469, [email protected], Creative & Production: Shanmugam Pillai Tel. +91 (0)22 25644469, [email protected]
SALES & MARKETINGGeneral Manager - Sales & Events: Ashok Chand ThakurTel.+91(0)2225644469, Mob.+919819944543,[email protected] Managers: Preeti Mishra Tel.+91(0)2225644469, Mob.+91 9820488203, [email protected] Mishra Tel.+91(0)2225644469, Mob.+91 9833076669, [email protected] Services, Technical: Shanmugam Pillai Tel. +91 (0)22 25644469, [email protected]
ADMINISTRATIONOffice Manager: Kruti Bharadva Tel. +91 (0)22 25644469, [email protected] Officer: Ekta Jagasia Tel. +91 (0)22 25644469, [email protected] Services: Kanchan Gaikwad Tel. +91 (0)22 25644469, [email protected]
Editorial & Admin. Office: Vogel Business Media India Pvt Ltd 32, New Unique Industrial Estate, Dr. R. P. Road, Opp. Jawahar Talkies, Mulund (W), Mumbai - 400080, INDIA Tel. +91 (0)22 25644469 www.process-india.inPublishing frequency: 6 times per year
Printing: Oscar Offset Pvt. Ltd, Navi Mumbai, IndiaManuscripts: No liability is accepted for unsolicited manuscripts. They will be returned only if accompanied by sufficient return postage
Headquarters GermanyEDITORIAL STAFFEditor-in-Chief: Ken Fouhy [email protected]: Eric Culp (ETMM) [email protected] & MARKETINGHead of Sales: Winfried Burkard [email protected] Manager: Simone Schmid [email protected]
CO-OPERATION PARTNERS:INDIAN MACHINE TOOLS MANUFACTURERS’ ASSOCIATION (IMTMA), BENGALURU
Director General: V AnbuSenior Director: Balasubramanian [email protected]
GARDNER BUSINESS MEDIA, CINCINNATI, USAPublisher: Travis J. EganChief Editor: Mark Albert [email protected]
PUBLISHERProprietorship and Personally liable partner: Vogel Business Medien Verwaltungs-GmbH, interests held: Max-Planck-Str 7/9, 97082 Wuerzburg, Germany limited partner: Vogel Medien GmbH & Co. KG, Max-Planck-Str 7/9, 97082 Wuerzburg, GermanyCEO Vogel Media Group: Stefan RühlingGroup Editorial-Director/Publisher: Ken FouhySources of supply: Orders can be placed directly with the publisher or with any book store. No claims for the supply of back copies or reimbursement of subscription fees can be entertained for nondelivery of the magazine for reasons beyond the publisher’s control. Cancellation is possible after the minimum subscription period of one year, giving two months notice to the end of a quarter Bank Germany: HypoVereinsbank, Wuerzburg, Germany (BLZ 790 200 76), Kto.-Nr. 326 212 032, IBAN:DE 65 7902 0076 0326 2120 32, SWIFT: HYVEDEMM455.Place of fulfilment and jurisdiction: Wuerzburg, Germany. The editors assume only press law responsibility for contributions bearing the name or signature of the author. Copyright: Vogel Business Media India Pvt. Ltd. subsidiary of Vogel Business Media GmbH & Co KG. All rights reserved. Reprints, digital processing of all kinds and reproduction only by written permis-sion of the publisher. Photocopies of published items are permitted for in-house purposes if each copy is authorized with a revenue stamp of the applicable tariff rate available from the Verwertungsgesellschaft Wort, Abt. Wissenschaft, in D-80336 Munich, Goethestr. 49. ***Any veiws, comments expressed are the sole responsibility of the respective authors, Modern Manufacturing India and Vogel Business Media India and/or Germany and their co-operation partners do not undertake any responsibility, implied or otherwise. Any actions, legal or otherwise, OR causing any form of harm (physical or otherwise) made by permanent, temporary and honarary staff will be their sole responsibility! The Editor (Soumi Mitra) is responsible for this publication as per provision of the PRB Act 1867
DISCLAIMEREvery effort has been taken to avoid errors or omissions in this magazine. In spite of this, errors may creep in. Any mistake, error or discrepancy noted may be brought to our notice immediately. It is notified that neither the publisher, the editor or the seller will be responsible in respect of anything and the consequence of anything done or omitted to be done by any person in reliance upon the content herein. This desclaimer applies to all, whether subscriber to the magazine or not. For binding mistakes, misprints, missing pages, etc, the publisher’s liability is limited to replacement within one month of purchase. © All rights are reserved. No part of this magazine may be reproduced or copied in any form or by any means without the prior written permission of the publisher. All disputes are subject to the exclusive jurisdiction of compentent courts and forums in Wuerzburg, Germany only. While care is taken prior to acceptance of advertising copy, it is not possible to verify its contents. Vogel Business Media India Pvt. Ltd. cannot be held responsible for such contents, nor for any loss or damages incurred as a result of transactions with companies, associations or individuals advertising in its newspapers or publications. We therefore recommend that readers make necessary inquiries before sending any monies or entering into any agreements with advertisers or otherwise acting on an advertisement in any manner whatsoever.
ADVERTISERS’ INDEX
CG TECH www.cgtech.com ..................................... 11
EFD INDUCTION www.efd-induction.com .......................... 47
EMUGE INDIA PVT LTD www.emugeindia.com ............................. 19
FRANCIS KLEIN www.francisklein.in ................................. 27
GREENLEAF CORP www.wexper.com .................................... 79
GROB INDIA www.grobgroup.com ................................. 2
HAAS AUTOMATION www.haascnc.com..................................... 5
IMTMA www.imtma.in ............................. 71, 75, 77
KORLOY INDIA TOOLING www.korloy.com ........................................ 3
MASTERCAM www.mastercam.com ................................ 9
MAZAK INDIA www.mazakindia.in ................................... 7
METROL CORPORATION INDIA www.metrolindia.com ............................. 45
PRESSTRADE www.presstrade.com ............................... 15
SPINDEL www.metrolindia.com ............................. 43
TAEGUTEC www.taegutec-india.com ........................ 80
Partnered by:
MAIN FEATURE
Lightweight and
Ready to Take Off
FORGING
Forging Ahead Amidst
Challenges
INSIGHT - SW 2013
Designing Without
Limits
The official magazine of Indian Machine Tool Manufacturers‘ Association
DR BALDEV RAJ
President, Indian National
Academy of Engineering:
”For manufacturing to be
competitive and consistent
in quality, robotics is not an
option but a necessity”
Lightweight and
Ready to Take Off
Print • Digital • Events • Services
Volume 1 · No. 2 · March 2013 Knowledge for YOU!
SUBSCRIBE NOW!