CENTRALIZATORUL cheltuielilor pe categorii de lucrari, obiect
Upload
khangminh22Category
view
0download
0
The 6th International Symposium on
ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
Braila – ROMANIA, September 6 - 9, 2011
Celebrating 55 years of CEPROHART activity
Organized by PULP AND PAPER RESEARCH AND DEVELOPMENT INSTITUTE – CEPROHART BRAILA
TECHNICAL ASSOCIATION FOR ROMANIAN PULP AND PAPER I NDUSTRY (ATICHR)
With the support of:
MINISTRY OF EDUCATION, RESEARCH, YOUTH AND SPORT Na tional Authority for Scientific Research
Bucharest - ROMANIA
Sponsors: S.C. VRANCART S.A. Adjud
S.C. PETROCART S.A Piatra Neamț
SC CEPROHART SA

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
2
Published by: PULP AND PAPER RESEARCH AND DEVELOPMENT INSTITUTE, SC CEPROHART SA, Al.I.Cuza Blvd. No.3, Brăila, 810019, Romania, 0239 619 741 Editors: Petronela Nechita, Phd, CSII Corina Romaniuc Important: The authors are fully responsible for any statements made in this publication, and the editors can assume responsibility only for possible technical errors occuring in the course of the publishing process.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
3
CONTENTS
1. ROMANIAN PULP, PAPER AND CORRUGATED BOARD INDUSTRY. CURRENT STATE AND PERSPECTIVES Constantin Chiriac, Petronela Nechita, Dan Buteică, Boris Andronic.....................................
7
2. ADVANCED SORTING OF RECOVERED PAPER – A KEY SOLUTION TO IMPROVE ENVIRONMENTAL CREDENTIALS OF PAPER RECYCLING Elena Bobu, Alina Iosip, Cristian Banarie................................................................................
14
3. NEW PULPING AND COARSE SCREENING CONCEPT FOR OCC RAW MATERIALS WITH HIGH REJECT CONTENT Tero Jussila……………………………………………………………………………………
15
4. ENERGY SAVINGS IN PAPER MACHINE VACUUM SYSTEM HOW TO UTILIZE MODERN PROCESS AND VARIABLE SPEED DRIVE TECHNOLOGY Jussi Lahtinen, Juha Karvinen……………………………………………………………….
16
5. DEWATERING EQUIPMENTS IN WET-END Shaun Macklin…………………………………………………………………………………
25
6. COMPANY PRESENTATION: FLOWTEC PARTNER ON THE FIELD OF PULP AND PAPER INDUSTRY Roman Weiss…………………………………………………………………………………..
31
7. RESEARCH AIMED AT OBTAINING HIGH YIELD PULPS IN THE PRESENCE OF SOME ADDITIVES Gheorghe Duţuc , Dan Gavrilescu……………………………………………………………
33
8. OPPORTUNITIES FOR A SUSTAINABLE DEVELOPMENT OF THE WOOD BIOMASS SECTOR Mihaela Begea, Sevastita Vraciu, Corina Berkesy……………………………………………
41
9. NEW PERSPECTIVES ON THE HYDROLYTIC CONVERSION OF VEGETAL MATERIALS Adina Elena Pânzariu, Teodor Măluţan……………………………………………………
46
10. RESEARCH REGARDING THE MANUFACTURING OF THE FOOD-PACKAGING PAPER WITH BARRIER PROPERTIES Daniela Manea, Cătălina Mihaela Talaşman, Argentina Radu, Dan Gavrilescu, Mariana Ionescu, Gabriel Mustăţea, Giuseppe Spadaro.......................................................................
52
11. STUDIES REGARDING THE INFLUENCE OF SOME ENDOGENOUS FACTORS ON PAPER AGEING Petronela Nechita, Maricica Burlacu, Nicoleta Melniciuc.......................................................
59
12. POSSIBILITIES OF BIO REFINING OF SOME SECONDARY PRODUCTS RESULTED FROM BAST FIBERS PROCESSING Iulian-Andrei Gîlcă, Adrian-Cătălin Puiţel, Valentin I. Popa……………………………......
70

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
4
13. SR EN 16001:2009 – A NEW CHALLENGE FOR ORGANIZATIONS Elena Constantin........................................................................................................................
75
14. EFFECTS OF RECYCLING ON RHEOLOGICAL PROPERTIES OF PAPERS FROM SECONDARY FIBRES Florin Ciolacu…………………………………………………………………………………
79
15. GENERAL ASPECTS CONCERNING THE TENSILE STRENGTH USING „ZERO-SPAN” TEST Violeta Negreanu, Maria Cantea, Vasile Negreanu, Anca Axinte, Adriana Gabriela Banu….
89
16. CHITOSAN DERIVATIVES FOR SURFACE PAPER COATING Raluca Nicu, Elena Bobu……………………………………………………………………...
90
17. USE OF FERROMAGNETIC MICROWIRE AS INFORMATION CARRIER V.S Larin, L.I Chicu, Valentin Midoni ....................................................................................
96
18. ELEMENTS OF PAPER SECURING PHILOSOPHY AND SECURITY TECHNIQUES FOR VALUE DOCUMENTS Constantin Stanciu.....................................................................................................................
97
19. THE MODERNISATION OF THE S.C. CEPROHART S.A. RD AND MICROPRODUCTION INFRASTRUCTURE TO ENSURE THE EXTENSION AND DIVERSIFICATION OF PRODUCTION AND RESEARCH IN THE SPECIAL PAPER PRODUCT AREA Dan Buteica, Petronela Nechita, Boris Andronic, Ionel Gavrila, Gicu Cazan, Constantin Secara,..........................................................................................................................................
101
20. GLASS-COATED MICROWIRES FOR MODERN APPLICATIONS M. M. Codescu, W. Kappel, E. Patroi, E. Manta, R. Erdei........................................................
110
21. RESEARCH ON DEVELOPMENT OF METALLIC MICROMARKERS MANUFACTURING TECHNOLOGIES Diana Paius, Mihaela Pelteacu, Mona Mihailescu...................................................................
111
22. TECHNIQUES FOR IDENTIFICATION AND CONTROL OF SECURITY ELEMENTS, DEVELOPED AND IMPLEMENTED BY THE RESEARCH AND EXPERTISE LABORATORY OF NATIONAL PRINTING HOUSE Iulian Avram, Ramona Tudor....................................................................................................
112
23. THE TRANSFER OF SECURITZ MICROWIRES PAPER TECHNOLOGY TO THE CEPROHART PAPER MACHINE Constantin Constantin, Ion Zăpodeanu, Dan Buteică, Ionel Gavrilă, Maricica Burlacu.......................................................................................................................................
113
24. ELEMENTS AND METHODS TO SECURE DOCUMENT DESIGNED PAPER AND PRODUCTS WITH HIGH LEVEL OF PROTECTION Maricica Burlacu, Ion Zăpodeanu, Dan Buteică, Petronela Nechita, Daniela Manea, Catalina Talaşman, Constantin Constantin....................................................
122

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
5
25. TECHNIQUE FOR PAPER SECURING: NEW MEC. NEW SECUR 20 Traian Nanu...............................................................................................................................
130
26. ON STACKING STRENGTH OF CORRUGATED BOARD BOXES Dan Gavrilescu, Ana Toth..........................................................................................................
132
27. SURFACE SIZING AND COATING OF LINER AND CARDBOARD Per Emilsson, Fangl Friederich.................................................................................................
133
28. REALEASE PAPER: CAN PHOSPHATE ESTERS BE AN ALTERNATIVE TO SILICONE? Dan Beloşinschi, Bruno Chabot and François Brouillette........................................................
145
29. SYNTHESIS OF CHITOSAN DERIVATIVES FOR TARGET APPLICATIONS IN PAPERMAKING Mihail Lupei, Elena Bobu..........................................................................................................
154
30. ALKALINE PULPING AND OXYGEN DELIGNIFICATION OF RAPESEED FIBERS TO LOW KAPPA NUMBER Bogdan Marian Tofănică, Adrian Catalin Puitel, Dan Gavrilescu...........................................
155
31. DIRECT USE OF GAS TURBINE EXHAUST GAS Mihai Gustiuc, Sorin Ionescu.....................................................................................................
164
32. WATERMARKING. A ROLE IN SECURITY IN THE 21ST CENTURY Stuart Robertson.........................................................................................................................
168
33. THE IDENTIFYING OF THE PAPER AND BOARD FIBROUS COMPOSITION BY USING COLOUR REACTION Argentina Radu, Daniela Manea, Cătălina Mihaela Talaşman, Dan Buteică..........................
173
34. PIGMENTS FOR VALUE PAPERS SECURING Constantin Stanciu, Ion Zăpodeanu, Geta Cârâc, Rodica Dinică.......................................
179
35. RESEARCH AIMED AT IMPLEMENTING NEW SYSTEMS FOR PRINTING VALUE DOCUMENTS USING NANOPARTICLE SECURITY ELEMENTS Constantin Constantin, Dan Buteica, Vlad Socoliuc.................................................................
184
36. COMPARATIVE ASPECTS ON THE USE OF SECURITY PAPER OR PLASTICS (POLYCARBONATE) FOR TRAVEL DOCUMENTS (OR OTHER VALUE DOCUMENTS) Valentin Moroiu, Cosmin Staicu................................................................................................
190
37. INCINERATION OF COMBUSTIBLE WASTE RESULTING FROM TECHNOLOGICAL PROCESSES WITHIN VRANCART SA ADJUD Vasile Matcasu, Mihai Marcel Botez.........................................................................................
191
38. BLEACHING OF WOOD PULP AND NATURAL FIBERS USING POM Gheorghe Dutuc, Alexandru Botar, Paula Maria Crăciun, Adina Maria Bodescu, Dan Gavrilescu, Grigore Craciun.....................................................................................................
202

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
6
39. A CHANCE FOR ARCHIVE FUTURE: DISINFESTATIONS BY IONIZATION RADIATION TREATMENT – PHYSICAL – MECHANICAL TESTS ON THE MATERIALS FROM THE TREATED ARCHIVES Cătălina Mihaela Talaşman, Daniela Manea, Argentina Radu, Maricica Burlacu..................
208
40. ASPECTS REGARDING COMPLIANCE OF IMPROVED BARRIER PAPERS WITH FOOD SAFETY AND ENVIRONMENT REQUIREMENTS Mariana Ionescu, Gabriel Mustăţea, Valentin Ionescu, Giuseppe Spadaro,Daniela Manea, Catalina Mihaela Talaşman, Argentina Radu, Maricica Burlacu.............................................
215
41. THE ANALYSIS OF THE POTENTIAL IMPACT ON THE ENVIRONMENT OF PRODUCTS AND PROCESSES THROUGH LIFE CYCLE ASSESSMENT Mihaela Daniela Dumitran, Dan Gavrilescu.............................................................................
221
42. ENVIRONMENTAL ISSUES RELATED TO INCINERATION OF WASTE RESULTING FROM TECHNOLOGICAL PROCESSES AT VRANCART ADJUD Vasile Matcaşu, Mihai Marcel Botez.........................................................................................
230
43. CURRENT STATE AND FUTURE ACTIONS OF THE PROJECT: ORGANIZATIONAL AID AND TRAINING PROGRAMS FOR PERSONNEL EMPLOYED IN THE PULP, PAPER AND BOARD SECTOR IN ORDER TO ADAPT TO DYNAMICS OF THE DOMESTIC AND FOREIGN MARKET Petronela Nechita, Marina Merticaru, Adrian Nechita.............................................................
237
44. GOOD PRACTICES AND TRENDS OF ORGANIZATION LABOUR AT EUROPEAN LEVEL Steluţa Nisipeanu, Maria Haiducu, Maria Rus..........................................................................
238

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
7
STADIUL ACTUAL ŞI PERSPECTIVELE INDUSTRIEI ROMÂNE ŞTI DE
CELULOZ Ă, HÂRTIE ŞI CARTON ONDULAT
ROMANIAN PULP, PAPER AND CORRUGATED BOARD INDUSTRY. CURRENT STATE AND PERSPECTIVES
Constantin Chiriac1, Petronela Nechita2, Dan Buteică2, Boris Andronic2
1Patronatul Industriei de Celuloză şi Hârtie din România-ROMPAP
2Institutul de Cercetare şi Proiectare pentru Celuloză şi Hârtie – SC CEPROHART SA Brăila, România Rezumat În lucrare este prezentată situaţia actuală a industriei de celuloză, hârtie şi carton ondulat din România, cu referire concretă la: producţia, importul şi exportul de sortimente papetare în ultimii 5 ani; structura producţiei şi consumul de hârtii şi cartoane, producţia de carton ondulat şi ambalaje din carton ondulat, consumul şi producţia de materiale fibroase. De asemenea, sunt prezentate perspectivele acestei industrii din punct de vedere al producţiei de sortimente papetare şi materiale fibroase şi al investiţiilor. Abstract The paper presents the current state of the Romanian industry of pulp, paper and corrugated board, with specific reference to the production, import and export of paper and board grades during the last 5 years, the structure of production and consumption of papers and paperboards, corrugated board production and packaging from corrugated boards, consumption and production of fibrous materials. The future of this industry in terms of production of main paper grades and fibrous materials and investments are presented , also. I. INTRODUCERE
În ultimii 20 ani industria de celuloză, hartie şi carton ondulat a suportat restructurări importante. Astfel: au fost închise capacităţile de producţie depăşite fizic şi moral din toate societăţile comerciale; au fost închise complet unele societăţi comerciale; au fost înfiinţate platforme industriale noi; s-a schimbat radical structura sortimentelor de producţie precum şi structura materiilor prime folosite la toate societăţile comerciale. Sunt prezentate în continuare câteva aspecte definitorii pentru prezentul şi viitorul sectorului românesc de celuloză, hartie şi carton ondulat.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
8
II. ASPECTE PRIVIND STADIUL ACTUAL AL INDUSTRIEI RO MÂNE ŞTI DE CELULOZ Ă, HÂRTIE ŞI CARTON ONDULAT 1. Evoluţia pieţei sectorului, în perioada 2005-2010
Tabelul 1. Evoluţia producţiei principalelor sortimente papetare în ultimii 5 ani mii tone
TOTAL HÂRTII ŞI CARTOANE 2005 2006 2007 2008 2009 2010
- PRODUCŢIA 371 390 450 362 286 311 - IMPORT 514 571 714 580 562 621 - EXPORT 155 159 240 133 109 154 - CONSUM TOTAL 730 807 924 809 739 778 - CONSUM, PER CAPITA (Kg) 34 38 43 38 35 36 - GRAD DE ACOPERIRE CONSUM DIN PRODUCŢIA INTERNĂ (%)
30 29 23 28 24 20
2. Structura producţiei şi consumului de hârtii şi cartoane pentru anii 2009 şi 2010 Tabelul 2. Structura producţiei principalelor sortimente papetare mii tone
Producţia Export Import Consum 2009 2010 2009 2010 2009 2010 2009 2010
Total, din care : 286 311 109 154 562 621 739 778 -hârtie de ziar 27 6 2 2 68 74 93 78 -hârtii scris-tipar 0 0 0 0 112 115 112 115 -hârtie de ambalaj 24 7 15 6 22 30 31 31 -hârtii igienice 98 121 28 44 34 40 104 117 -hârtii şi cartoane pt.carton ondulat
132 171 19 31 94 103 207 243
-alte hârtii şi cartoane 5 6 45 71 232 259 192 194 Analizând datele prezentate se remarcă următoarele aspecte:
• Incepând cu anul 2008, România nu mai produce hârtie scris-tipar, întreaga cantitate din acest sortiment fiind importată;
• S-a dezvoltat producţia de hârtii igienico-sanitare prin punerea în funcţiune de noi capacităţi;
• Hârtiile pentru carton ondulat se fabrică numai din maculatură; • Incepând cu anul 2010, s-au oprit temporar fabricaţiile de hârtie de ziar şi de ambalaj
rezistent; • Incepând cu anul 2010 a fost reluată creşterea consumului de hârtie pe cap de
locuitor, atât datorită creşterii producţiei la hârtiile pentru carton ondulat şi la hârtiile igienico-sanitare, cât şi datorită creşterii importului;
• Odată cu oprirea capacităţilor de producţie din ultimii doi ani, a scăzut corespunzător gradul de acoperire a consumului din producţia internă.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
9
3. Productia de carton ondulat pentru ambalaje
0
50
100
150
200
250
2004 2005 2006 2007 2008 2009 2010 2011
mii,
tone
Producţia de carton ondulat
Producţia de confecţii din carton ondulat
7,007,508,008,509,009,50
10,0010,5011,00
2004 2005 2006 2007 2008 2009 2010 2011
Kg
Fig. 1 Evoluţia producţiei de carton ondulat în perioada 2004 - 2011
Fig. 2 Evoluţia consumului de carton ondulat (per capita) în perioada 2004 - 2011
Se observă din reprezentările grafice din figura 1 şi 2 că, cu exceptia anului de criză 2009, producţia de carton ondulat şi confecţii din carton ondulat au înregistrat o creştere constantă. Prin urmare, anul 2010 este anul cu cea mai mare producţie de carton ondulat din istoria fabricării cartonului ondulat în România. În mod corespunzător, a crescut şi consumul de carton ondulat pe cap de locuitor. 4. Consumul de materiale fibroase pentru realizarea producţiei de hârtii şi cartoane
Tabelul 3. Piaţa de materiale fibroase primare şi consumul de lemn mii tone 2005 2006 2007 2008 2009 2010
Producţia de materiale fibroase primare din care; -celuloză -semiceluloză -pastă mecanică
161
103 31 27
149
89 29 31
173
119 41 13
73
56 17 0
0 0 0 0
0 0 0 0
Importul de celuloză 15 16 30 31 71 76 Exportul de celuloză 15 2 9 4 0 0 Consumul de lemn, mii m3
din care; -lemn de răşinoase -lemn de foioase
821
596 221
727
527 210
842
572 270
397
347 50
0 0 0
0 0 0
Evoluţia acestor rezultate este cauzată de faptul că începând cu anul 2008, s-a oprit definitiv singurul producător de semiceluloză din ţară, iar începând cu anul 2009, s-a oprit temporar şi ultimul producator de celuloză din România. Acest lucru a condus la creşterea cantităţii de celuloză adusă din import. (tabelul 3)

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
10
Tabelul 4. Evoluţia consumului de materiale fibroase mii tone
2005 2006 2007 2008 2009 2010 Producţia de hârtii şi
cartoane 371 390 450 362 286 311
Total materiale fibroase primare din care; -celuloză -semiceluloză -pastă mecanică
157
99 31 27
161
102 28 31
191
137 41 13
91
74 17 0
65
65 0 0
67
67 0 0
Total maculatură brută 248 263 302 331 270 283 Total material fibros 405 424 493 422 335 350 Oprirea capacităţilor de producţie la hârtie, prezentată anterior, şi influenţa regresului general din anul 2009 au redus drastic atât consumul de materiale fibroase primare cât şi pe cel de maculatură. Se constată reluarea creşterii producţiei şi a consumului, începând cu anul 2010. (tabelul 4 şi 5)
Tabelul 5. Evoluţia producţiei de hârtie şi carton în corelaţie cu cu consumul de maculatură mii tone
2005 2006 2007 2008 2009 2010
Producţia de hârtii şi cartoane 371 390 450 362 286 311 Consumul de hârtii şi cartoane 730 807 924 711 649 697 Consumul de maculatură- Total 248 263 302 331 270 283 Consumul de maculatură din ţară 240 258 295 324 267 281 Export de maculatura 5 13 14 9 58 73 Maculatura colectata- Total 245 271 309 333 325 354 Rata de colectare, % 34 34 34 47 50 51 Rata de utilizare, % 67 67 67 91 94 91
Analizând datele prezentate în tabelul 5 se remarcă următoarele aspecte:
• Reluarea creşterii producţiei şi consumului de hârtii şi cartoane, începând cu anul 2010;
• Rata de colectare a maculaturii în România a crescut constant. • Surplusul de maculatură colectată şi neintrodusă în consumul intern în anii 2009 şi
2010 s-a exportat, cererea pentru exportul de maculatură fiind în continuă creştere. • Incepând cu anul 2008, pentru sortimentele de hârtii rămase în fabricaţie (hârtii
pentru carton ondulat şi hârtii igienico-sanitare), rata de utilizare a maculaturii a depăşit constant 90%.
• Se estimează că transpunerea în legislaţia româneasca, începând cu anul 2012, a Directivei Europene 98/2008 privind generalizarea colectării selective la sursă a deşeurilor şi scoaterea maculaturii din categoria deşeurilor, va conduce la creşterea gradului de colectare, la asigurarea consumului intern şi la creşterea exportului de maculatură.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
11
III. ASPECTE PRIVIND PERSPECTIVELE SECTORULUI ROMÂN ESC DE CELULOZ Ă, HÂRTIE ŞI CARTON ONDULAT
Date privind capacităţile de producţie în funcţiune pentru perioada următoare, pornind de la cele existente în anul 2010 şi modificate în baza programelor de investiţii sunt prezentate în tabelul 6.
Tabelul 6. Capacitatea de producţie a materialelor fibroase şi a principalelor sortimente de hârtie şi carton prognozată pentru următorii 3 ani mii tone
2011 2012 2013 1. Materiale fibroase primare 70 70 70 din care; -celuloza sulfat 70 70 70 -semiceluloza - - - 2. Hârtii şi cartoane 565 589 644 -din care; -hârtie de ziar 100 100 100 -hârtii de ambalaj 40 40 60 -hârtii pt.carton ondulat 296 320 340 -hârtii igienice 125 125 140 -hârtii şi cartoane tehnice 4 4 4 3. Carton ondulat 400 400 400
Productia prognozata, în funcţie de posibilităţile de desfacere pe piaţa internă sau externă, este prezentată în tabelul 7. Tabelul 7. Producţia prognozată la principalele sortimente papetare pentru următorii 3 ani
mii tone 2011 2012 2013 1. Materiale fibroase primare - - - din care; -celuloza sulfat - - - -semiceluloza - - - 2. Hârtii şi cartoane 324 428 484 -din care; -hârtie de ziar - 20 40 -hârtii de ambalaj - 30 40 -hârtii pt.carton ondulat 200 250 270 -hârtii igienice 120 124 130 -hârtii şi cartoane tehnice 4 4 4 3. Carton ondulat 240 250 270
Gradul de utilizare a capacităţilor de producţie pentru principalele materiale fibroase şi sortimente de hârtii şi cartoane este prezentat în figura 3.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
12
0
10
20
30
40
50
60
70
80
2011 2011 2012 2012 2013 2013 2014
Gra
d de
util
izar
e, %
Materiale f ibroase Hârtii şi cartoane Carton ondulat
Fig. 3 Gradul de utilizare a principalelor capacităţi de producţie
Consumul prognozat de hârtii şi cartoane pentru perioada următoare este prezentat în tabelul 8.
Tabelul 8 Estimarea evoluţiei consumului principalelor sortimente papetare mii tone
TOTAL HÂRTII ŞI CARTOANE 2011 2012 2013
-PRODUCŢIA 324 428 484 -IMPORT 590 630 650 -EXPORT 85 130 180 -CONSUM 829 928 954 -CONSUM PER CAPITA, KG 39 43 44 -GRAD DE ACOPERIRE DIN PRODUCŢIA INTERNĂ, %
29 32 32
Pentru cartonul ondulat datele privind evoluţia consumului şi producţiei pentru următorii trei ani sunt prezentate în tabelul 9.
Tabelul 9 Prognoza producţiei şi consumului de carton ondulat mii tone
TOTAL CARTON ONDULAT 2011 2012 2013
-PRODUCŢIA 240 250 270 -IMPORT 33 35 38 -EXPORT 30 32 35 -CONSUM 243 253 273 -CONSUM PER CAPITA, KG 11,3 12,0 13,0 -GRAD DE ACOPERIRE DIN PRODUCŢIA INTERNĂ, %
86 86 86

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
13
IV. CONCLUZII Datele prezentate cu privire la stadiul actual şi evoluţia producţiei şi consumului de materiale fibroase şi hârtii şi cartoane precum şi la nivelul investiţional în sectorul românesc de celuloză, hârtie şi carton ondulat conduc la următoatele concluzii:
• In următorii 2 ani nu se prevede reluarea producţiei de celuloză. • Creşterea consumului de hârtii şi cartoane se va realiza atât prin creşterea producţiei
interne cât şi prin creşterea importului, ceea ce va conduce la o apropiere de consumul mediu pe cap de locuitor la nivel european.
• Se estimeaza reluarea, în această perioadă, a producţiei interne de hârtie de ziar şi a hârtiei de ambalaj rezistent.
• O creştere constantă şi sigură o vor avea producţia şi consumul de carton ondulat şi ambalaje din carton ondulat.
V. BIBLIOGRAFIE
1. Date statistice privind industria românească de celuloză, hârtie şi carton ondulat, publicate de ROMPAP şi SC CEPROHART SA Brăila în Buletinele de Informaţii Tehnice lunare şi anuale din anii: 2006, 2007, 2008, 2009, 2010 2. Date furnizate trimestrial de Institutul Naţional de Statistică

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
14
ADVANCED SORTING OF RECOVERED PAPER – A KEY SOLUTIO N
TO IMPROVE ENVIRONMENTAL CREDENTIALS OF PAPER RECYCLING
Elena Bobu1, Alina Iosip1, Cristian Banarie2
1“Gheorghe Asachi” Technical University of Iasi, Romania 2SC VRANCART SA Adjud, Romania
In Europe, recovered paper (RP) is an important secondary raw material in paper industry, representing 51.5% of total fibre raw material used in year 2010 (CEPI Key Statistics 2010). At global level, an increase of RP demand for papermaking and an increasing competition on its utilisation for non-papermaking purposes are noticed. An obvious impact of these trends is RP quality deteriorating as result of increasing household collection. RP quality is mainly defined by the content of unwanted materials (non-paper and paper and board detrimental to production). Low quality of the RP supplied to paper mill impacts negatively the sustainability of paper recycling by increasing raw material and energy consumptions and all emissions. SORT IT*project was thinking to develop a new sorting technology to provide both increased recovering yield and improved quality of graphic and packaging papers sorted out from household collection. Developed techniques - two sensor systems with one NIR (Helios 2.3) and two VIS cameras per “Unisort SORT IT”, pneumatic ejection and robots - have been installed in a complete new automatic sorting plant placed in Austria, which is now performing reliably on a daily basis. This presentation describes briefly the techniques developed within the SORT IT project and the most relevant results obtained by the trials carried out at industrial sorting plant. Environmental performance of new developed sorting process is analysed in comparison with the current situation by applying the principles of Life Cycle Assessment (LCA). Comparative LCA study is concerning the production of recycled packaging paper from 100% recycled pulp, simulating different sorting levels of recovered paper. The results show that further increasing in the collection and utilization of recovered paper have to consider more sophisticated sorting and quality control systems in order to maintain environmental benefits of paper and board recycling. Key words: recovered paper, household collection, NIR sensors, LCA *) SORT IT – Recvered Paper Sorting with Innovative Technologies, project funded by FP7 Prrogramme, Theme Environment (www.sortit.eu)

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
15
NEW PULPING AND COARSE SCREENING CONCEPT FOR OCC RAW MATERIALS WITH HIGH REJECT CONTENT
Tero Jussila1
1TamPulping Oy, Tampere, Finland
Abstract
TamPulping was established in March 2006 by very experienced pulp and paper technology professionals. We develop and deliver stock preparation solutions for paper and board mills. Today we have more than 40 references for broke handling, short circulation, recycled fiber and virgin fiber lines.
New pulping and coarse screening concept is based on patented solutions, which are two-phase pulping process and two-layer rotor with intermediate dilution. Pulping and coarse screening process has only five equipments: primary pulper, secondary pulper, heavy reject clarifier, washing reject drum and filtrate screen.
Coarse screening is integrated into the pulping process by using as small as 3 mm holes or slots in pulper screen plates, which makes it possible to run process without separate coarse screens. Pulping process can take care of raw material with high reject content, because secondary pulper has long retention time with atmospheric operation and continuous reject flow from secondary pulper to reject drum.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
16
ENERGY SAVINGS IN PAPER MACHINE VACUUM SYSTEM HOW TO UTILIZE MODERN PROCESS AND VARIABLE SPEED DR IVE
TECHNOLOGY
Mr. Jussi Lahtinen1, Mr. Juha Karvinen1
1Runtech Systems Oy, Finland
Abstract Energy price is soaring beyond all expectations. On the other hand, new technologies are emerging to tackle this challenge. But how much energy can be saved without putting paper production in risk? In paper industry, we are used – for a good reason – to be rather conservative in applying new inventions. Savings in one cost factors tend to be marginal in relation to overall cost and income. Any disturbance in production, however, will cost a lot in lost profits. The rising price of energy is putting a pressure on paper production. Besides the pulp production, paper machine lines consume significant amount of energy, when the production volumes are high and the unit processes are heavy users of energy. Out of these pumping cost and paper machine drives are the heavy users. New technologies in process design, pumping principle and variable speed electric drives can cut the pumping energy bill dramatically. Vacuum pump choice and mode of operation has a significant impact on energy consumption. High power is used to produce the vacuums needed in drainage and web handling, i.e. for suction boxes and suction rolls. Further on, these vacuum elements often represent big portion of the friction increasing machine drive loads. Dimensioning the system can be a tricky task, because so many variables are involved, and many of them (such as raw material, water, water temperatures) are often beyond the control – at least beyond economical control – of the machine personnel. By utilizing energy efficient pumping principle and controllable technology, this obstacle can be overcome. Benchmarking brings you on the map But how much is much? We tend to rely on old standards and accumulated experiences of paper machine suppliers. But are these really the right ways to approach the problem? The dimensioning levels are based on the worst case scenario and represent the maximum levels of each position. Running the machine with these levels and then using valve control is like driving a car with full gas and controlling the speed with brakes. The answer for this search of reasonable level is benchmarking. There are a high number of producers making comparable paper grade using the same kind of technology as you are. There are rather limited amount of choices in technology. Doing comparisons between different PMs, the potential can be estimated. This helps in focusing the efforts in the most profitable rebuilds. In figure below, the specific power consumption (kWh/ton) of the vacuum system power of about 30 magazine paper machines shown, as a function of the machine size (ton/hour). The size has little impact. While the speed increases the tonnage, it also puts higher vacuum requirement to be able to handle the web and water. But more interesting is the rather big variation: some run

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
17
their machines with 60kWh/ton, some need over 120kWh/ton. For 30 ton/h machine as an example, this difference in capacity need represents about 1 MEUR cost annually. And often, there are other costs involved with the higher capacity than just the energy: more water, more maintenance, only to mention.
Figure 1. Specific consumption of vacuum systems, magazine paper grades
Mapping the system dynamics Recognizing the high consumption is the first step, but the real task comes when choosing the right way to reduce it. You may know the overall overcapacity, but deciding the actions for each vacuum position and each vacuum pump requires some deeper thinking – and clear facts as solid ground for this thinking. Reliable measuring technology combined with experience helps in this. As dewatering is a key phenomenon in the PM wet end, measuring it at least in key positions is essential for any vacuum optimization task. In figure 2, the dewatering of nip and uhle box of a pickup felt can be seen. This test was conducted to find out the optimal vacuum usage. As it can be seen, lower vacuum results in lower uhle box dewatering. But the total dewatering is higher, due to better nip impulse and capillary effect. Moreover, the behavior is varying significantly by the age of the felt, and by the type of the felt. Measurements bring facts and knowledge to the art of paper making. Utilizing them efficiently, one can:
- find the optimal vacuum levels - select the best performing felts and fabrics - schedule the fabric changes and cleaning shutdowns optimally - locate the causes for process disturbances quickly - find the bottlenecks in doctoring and water handling

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
18
Figure 2. Felt dewatering values in relation to uhle box vacuum level
System controllability The first big steps in this adjusting the vacuums down can be done by reconnecting the piping and shutting down obsolete pumps. After that, the system controllability comes into the picture. The good old technology meets its shortages here. Water ring pumps often have rather limited control range, between the collapse of the water ring and the overload due to frictions in rotating the water. Old type multistage blowers cannot be operated with variable speed, due to mechanical resonances and/or only one or two large aggregates serving the whole PM. Fixed speed large aggregate means that vacuum control must be done with valves or guide vanes that significantly reduce the energy efficiency. Combining the good things of the two old systems – power efficiency of turbo blowers and versatility of water ring pump systems – together with variable speed electric drive technology brings the energy efficiency to new level. All this comes without giving up the system reliability of multi-pump system. With traditional water ring pumps there is typically piping arrangement that allows backup connection system is functional even when one of the water ring pumps is out of service. Or there is even a spare pump available to maximize the system availability. The same kind of arrangement is possible with a multiple turbo system such as Ecopump. The above mentioned as background, a system consisting of 3-6 variable speed turbo blowers is radically more energy efficient than the traditional alternatives. The power consumption can be brought down by 30...60% depending whether the old system is based on turbo or water ring technology.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
19
The equipment to enable such a turbo consists of: - High speed AC motor capable to operate from zero to 500kW/10000rpm range - Frequency converter configured to this rpm range - One or two turbo impellers directly mounted on the high speed motor shaft - High performance water and drop separation system
Figure 3. Ecopump Turbo unit
The system consists typically of 3-6 turbo blowers, which is configured like typical water ring pump system, which offers good system control and backup possibilities which makes this kind reliable and easy to operate. Turbo principle gives initially highest possible efficiency. On top of this, the speed control makes the savings from capacity control available. From investment point of view, the controllable high speed offers good savings, too. Because of the high speed, the size of equipment is limited – which is reduces the floor space needed. Further on, the mass is low – and does not require heavy fundaments. Good balanced equipment does not vibrate much. But any vibrations are on high frequency, which makes the dampening with simple measures more efficient. Vacuum control is mostly done with the variable speed. This reduces the number of large (and often automatic) valves. Only the individual suction positions of, for example, wire suction boxes require control valves. When moving large amounts of air, making noise is unavoidable. But since the noise is of high frequency (around 2000Hz), it is rather easy to dampen, which reduces the cost of silencing and makes the system environmentally friendly. All these together: the total investment cost is lower than with traditional techniques.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
20
Variable speed drives are nowadays standard technology in the mills. Utilizing them in vacuum system is a natural step in improving energy efficiency. With this solution specially developed to economical pumping performance, this great potential can be utilized. Vacuum surveys and system optimization A good way to proceed in this energy and water saving investment planning is a procedure consisting of three steps:
1) Light survey 2) Full process survey and project plan 3) System rebuild
Light survey The work goes as follows. A system expert visits the mill for one day. During this day he collects the basic data on the system: production tonnage, grade etc on one hand, power consumption on the other hand. With this data, the benchmark numbers can be calculated. This step can easily be done by the mill personnel, but sometimes the data is not readily available or it is not reliable. If this first round suggests that there is good potential for improvement, the further steps are to be taken. Full survey To verify the findings in the light survey, a full study is then made. This means measuring each and every variable in vacuum system function onsite, with calibrated equipment. Quite often, the gauges and sensors that are installed at the machine, are not giving exactly right values. They may be good enough for daily operation, but not good enough to reveal leaks and throttling, for example. Based on this measurement data, the real efficiency of the system is then calculated. The ratio thermodynamic power or the air removed from the suction position is compared to the electric power consumed at pumps. It is quite common for the water ring pump systems that some vacuum positions work with only 10% energy efficiency. Any efficiency level over 30% can be considered good result for this kind of pumps. For a turbo system, over 50% efficiency should be reached to be considered normal or good. However, a lot of power is often wasted in throttling, because a multistage turbo aggregate can’t be adjusted to the capacity actually needed. By eliminating excessive leaks and throttling, and reconnecting the piping more optimally, significant savings can often reached. The saving can be realized by simply shutting down excess pumps after reconnecting – or by changing the rotation speed, which requires investing in new gear set. For multistage turbo system, this optimization is often complicated, because shutting down one of the two (or alike) turbo aggregates represent such a big portion of total capacity. Changing some or all of the pumps to speed controlled turbo provides good savings. This applies especially to low vacuum (<40kPa) positions, because here moving the air takes relatively little power vs. the power needed to rotate the water ring. Another good potential for saving are the variable vacuum (felt uhle boxes) positions. Sometimes the suction roll positions give good payback, too, even though here the water ring pumps are at its best.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
21
Rebuild The survey report comes with a project plan. It provides:
- Schematic description on the modification suggested - Layout plan - Calculations on the energy savings - Materials list (BOM) - Cost estimate
The rebuild itself is backed with engineering support, installation supervision and commissioning. Further on, the new system will be optimized after new running patterns are established. In the following cases, there are some examples from real life. Reference Cases Tens of systems are already in use. The longest operating experience is already over 7 years at Laminating Papers Kotka PM1 – and the mill people are quite happy with the system. It produces the vacuum needed, is easy to adapt to process changes and does not cause any trouble – but the power cons is 40% less than with the earlier water ring pump system. Stora Enso Oulu PM6 Here the existing pumps were reconnected by utilizing dewatering measurements to determine the actual need for vacuum capacity. Out of 11 large water ring pumps, 3 were shut down. The power saving was about 1000kW – practically without investment. Some minor piping modifications were required, though. The equipment and required (the Ecoflow System was there already) was:
- Some piping modifications and valves only The results:
- Power consumption was cut by 1 200 kW - Seal Water consumption was cut by 480 000m3/a

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
22
Stora Enso Kaukopää PM8 Here, a system consisting of two multistage blowers was rebuilt to run one multistage turbo and one variable speed turbo. The saving realized was 900kW and at the same time the system reliability was significantly improved, when the multistage turbo unit shut down was left as spare unit. (This backup was considered necessary, due to severe problems with the old multistage blowers.) The equipment and required was:
- EP 500 Turbo with electric drive - Modification of the existing water separator 1 ea - 7 valves (5 automatic, 2 manual) - Drain pump - Some piping modifications
The results:
- Power consumption was cut by 900kW - Water separation was improved, now does not cause problems anymore - Backup capacity available

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
23
M-Real Tako Here, a rather old system consisting of 5 water ring pumps, consuming 700kW electric power, was rebuilt by replacing 4 of them with one Ecopump Turbo. The old pump serving couch roll was kept, because the vacuum level of this position was significantly different from those other positions. The equipment and required was:
- EP 315 Turbo with electric drive - Water separators 2ea - 7 valves (5 automatic, 2 manual) - Drain pump - Some piping modifications
The results:
- Power consumption was cut by 50% the reduction being 350kW - Seal Water consumption was cut by 80%, the reduction being 280000m3/a

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
24

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
25
DEWATERING EQUIPMENTS IN WET-END
Shaun Macklin1
1Groupe Laperrière & Verreault Inc., Austria
FOURDRINIER MACHINE FIRST PRINCIPLES It is important to note that the dwell time on most Fourdrinier’s is a second or a fraction of a second. Time should be taken to insure that the equipment that is running under a forming fabric is set up correctly. A well designed fabric can only do so much. The dewatering of a sheet on a fourdrinier machine takes place in five distinct phases:- PHASE 1 PHASE 2 PHASE 3 PHASE 4 PHASE 5 ENTRY FORMATION DRAINAGE & TRANSITION HIGH DIFFERENTIAL CONTROLLED DRAINAGE SHEET CONSOLIDATION LOW VACUUM ZONE PRESSURE FORMING AND TURBULENCE VACUFOILS & BOARD TWINCOMPARTMENT SUCTION BOXES UNITS HYDROFOILS HYDROFOILS
PHASE 1- ENTRY PHASE The headbox should be capable of delivering a uniform stock jet with well dispersed fibres. The jet should be projected onto the fabric at as small an angle as possible to minimise disturbance to the dilute fibre suspension. The objectives in the area between the forming board and the sheet set point are to maintain or generate turbulence to achieve good formation, to smooth variations coming from the headbox, to remove water at a controlled rate without sealing the sheet and obtain good retention.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
26
Pressure forming occurs when the jet lands with a high vertical velocity on the fabric. The breast roll acts as a large table roll and a high vacuum results at the outgoing nip which will pull fibres water and fines through the fabric and set any imperfections from the headbox into the sheet. A forming board is used to :-
• Provide support for the fabric at the point where the jet lands. • Prevent too rapid drainage in the first few centimetres of travel causing sheet sealing. • Change the velocity of the jet.
Many of the sheet characteristics are governed by what happens in the first few centimetres on the wetend. It is recommended that 80/90% of the slice jet should land on the first forming blade with 10/20% being doctored off down the leading edge. This doctoring action splits the jet and helps remove vertical velocity. The forming board should be set level and with all blades in contact with the fabric. If the leading blade is set significantly below the fabric (0.4 – 0.5mm) a film of water will be carried into the nip between the blade and the fabric and severe worming will result. The blade will not be scrubbed by the fabric and a build up of fines, fibres and filler can result in streaks. It is also important to have all the blades on the forming board unit matched to the same height. Different blade heights will have the same effect as tilting the unit. Clearance between the breast roll and the underside must be uniform across the full width and the centre line of the breast roll must lie parallel to the slice lip. The bottom slice lip must be true, with no vertical or horizontal variations and the nose of the forming blade must be parallel to both the centre line of the breast roll and the lice lip. Unless all these relationships are set carefully the jet will not impact on the fabric in the correct manner and non – uniformities in the fibre mat will result which cannot be removed further down the table. Forming Board Unit
PHASE 2 – FORMATION In the formation stages, control of water removal is critical. Excessively high or low water removal rates can cause trouble and increase twosidedness. Gentle drainage with carefully controlled turbulence is required to achieve good formation, smooth variations coming from the headbox and keep the fibre matt open. Excessive turbulence tends to flood the sheet and loosen

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
27
the fines, fibres and fillers which are then drawn through the fabric, this is known as sheet sealing. The key to good formation :-
• Achieve a uniform suspension of fibre at the slice. • Use the lowest practicable headbox consistency. • Create the correct amount of turbulence at each dewatering point.
Up to the point where the sheet is set (where the fibres no longer have sufficient free space to flocculate) the most important consideration is turbulence. Some drainage will occur, if only through gravity, but the emphasis is on keeping the stock active and not pulling water out. To do this it is recommended that the blade used in this area are of relatively low angles 0.5/1.0/1.5/2.0 degrees to achieve good amplitude on the stock movement and a pitch to give at least 50Hz and more if possible. If stock jump problems are encountered the amplitude needs to be reduced by removing intermediate blades or reducing blade angles. High Turbulence Forming Board & Hydrofoil Unit
Micro-turbulence Effects

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
28
Micro-turbulence -vs.- Flocculation Effects
EFFECT OF BLADE PITCHING ON A FOURDRINIER TABLE
PHASE – 3 DRAINAGE Once the sheet has set, the process of maximum drainage can begin. It is generally accepted that foil blades are capable of removing water to maximum consistency of 3 to 3%. Once the consistency rises above this point the vacuum pulse generated by the blade is too weak to pull any water from the sheet and some vacuum assistance has to be provided. Vacufoils (low vacuum units up to 500mm water gauge). These units operate most efficiently when the vacuum is from an independent suction source rather than from the flatbox vacuum header. Greater control stability in the low-vacuum range and less power consumption also result. Blade angles can range from 0 up to 2 degrees on a vacufoil (dependent upon grade).
Stock Activity giving Z-direction Force to the stock
Floc Size Reduces
Flocculation Preventing drainage
Fibres and fines Migrate to fabric
Easier to drain
... . ... ...
.
.
.
. ... .
.. .. ..
..
..
...
..
..
Lack of stock activity
THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
29
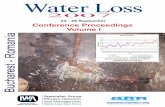
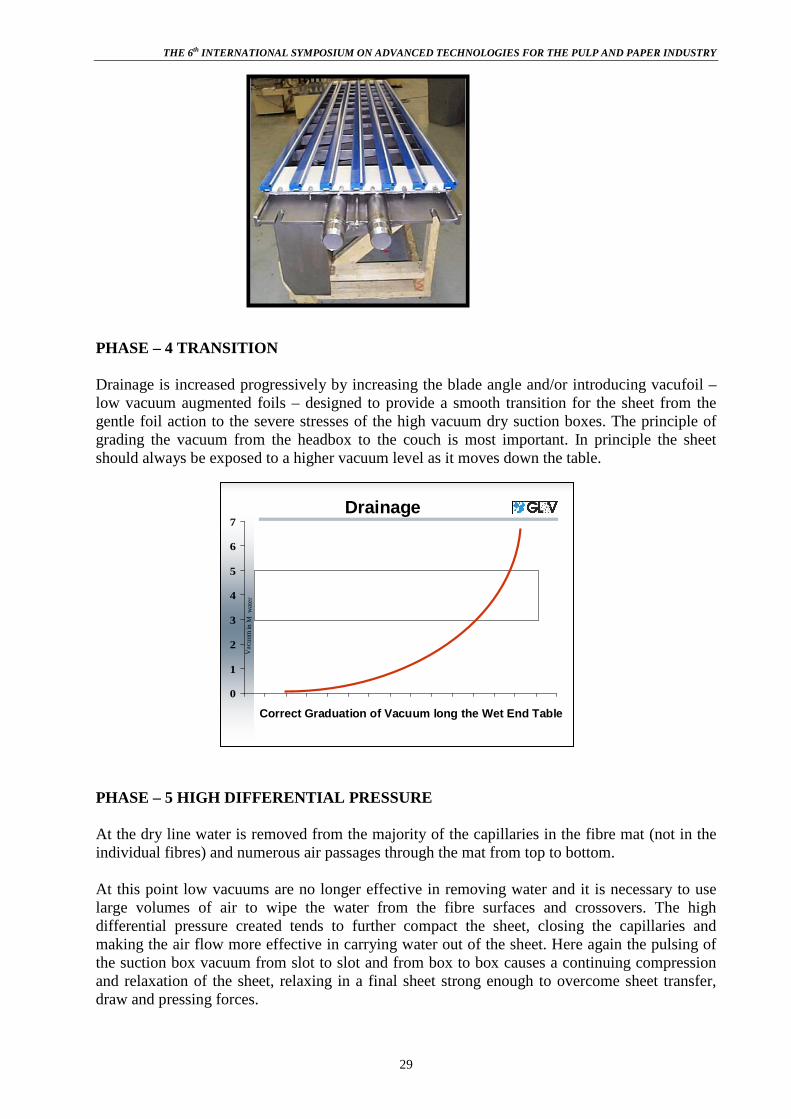
PHASE – 4 TRANSITION Drainage is increased progressively by increasing the blade angle and/or introducing vacufoil – low vacuum augmented foils – designed to provide a smooth transition for the sheet from the gentle foil action to the severe stresses of the high vacuum dry suction boxes. The principle of grading the vacuum from the headbox to the couch is most important. In principle the sheet should always be exposed to a higher vacuum level as it moves down the table. PHASE – 5 HIGH DIFFERENTIAL PRESSURE At the dry line water is removed from the majority of the capillaries in the fibre mat (not in the individual fibres) and numerous air passages through the mat from top to bottom. At this point low vacuums are no longer effective in removing water and it is necessary to use large volumes of air to wipe the water from the fibre surfaces and crossovers. The high differential pressure created tends to further compact the sheet, closing the capillaries and making the air flow more effective in carrying water out of the sheet. Here again the pulsing of the suction box vacuum from slot to slot and from box to box causes a continuing compression and relaxation of the sheet, relaxing in a final sheet strong enough to overcome sheet transfer, draw and pressing forces.
0
1
2
3
4
5
6
7
Correct Graduation of Vacuum long the Wet End Table
Vac
uum
i n M
wa t
e r
Drainage

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
30
After the sheet leaves the low vacuum units there is still a considerable amount of water in it (4 – 5% consistency). In order to reduce this water further higher vacuums have to be applied. If these vacuum levels were applied to a conventional foil design the fabric and the sheet would be sucked down into the unit disturbing the formed sheet, causing high drag and giving severe wear problems. Gradually increasing vacuum is applied to pull the remaining free water from the sheet and between the fibres. The units in this area are usually spaced close together to avoid the sheet being rewetted by water drawn through to the fabric side. The modern trend is to use multi – compartment suction box which different vacuum levels can be applied. Since there are no gaps between the compartments rewetting of the sheet is reduced.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
31
COMPANY PRESENTATION:
FLOWTEC PARTNER ON THE FIELD OF PULP AND PAPER INDUSTRY
Roman Weiss1
1Flowtec Industrietechnik GmbH, Austria Abstract Know-How and Expertise based on years of experience We are the general agents and partners of leading international manufacturers and specialists in the fields of industry valves and pulp & paper technology. We have already been offering our international customers an extensive product range for many years. Our objective is to provide one-stop solutions. Service – the best customer care Working together with our manufacturers, we offer you advice and assistance from the planning phase up to product selection and start-up and training in your company. Reliable and short delivery times The satisfaction and needs of our customers come first. That is why reliable delivery is one of our highest priorities. We deliver select products in the area of valves in 1 WORKING DAY within Austria! You can thus save on your storage costs – we have your goods in stock for you! Together with our manufacturers, our focus in the paper and pulp area is on absolutely reliable delivery. You can thus maintain your schedules with us as a partner. You can implement your projects efficiently and on time with Flowtec! Extensive product range Our supply programme covers established products from reputed international manufacturers. It goes without saying that all our suppliers are ISO certified. In the area of fittings, the extensive programme offers the most suitable fitting for any application. In the paper and pulp area the product range covers investment, replacements and wear and tear components from pulp and paper production up to slitter winders. P&P Machinery Our product range covers investment, replacement and wear and tear components from pulp and paper production to slitter winders. We work with reputed and leading manufacturers in the paper and pulp industry. Our expertise is based on many years of experience, in-depth know how as well as the possibility to offer you solution oriented concepts at a good price-service ratio.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
32
Try our services and accept us as a strong partner at your side.
P&P Valves Further we cover industrial valves made by internationally leading manufacturers. We offer an advice you the right valves selection and will assist you as engineering partner from planning to product selection and start-up.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
33
RESEARCH AIMED AT OBTAINING HIGH YIELD PULPS IN TH E
PRESENCE OF SOME ADDITIVES
Gheorghe Duţuc1, Dan Gavrilescu2
1SC SOMES SA of Dej, Romania 2Gheorghe Asachi” Technical University of Iasi, Romania
Abstract Pulp as the main raw material for papermaking, even renewable is harder to find, therefore is more actual the issue of reducing raw material consumption during the cooking process. One solution is increasing cooking yield. Among the technological parameters optimization, cooking additives usage, it seems to be more and more actual, through experienced researchers. Anthraquinone and tensile agents are the most common cooking additives, but using them together return more effects during cooking process because their synergetic activity. Thus the payback duration is to the half when using both additives together, compared to their singular usage.
Keywords: softwood chips, high yield pulp, anthraquinone, tensile agent, synergistic effect I. INTRODUCTION Pulp, classification and properties Pulp is the basic raw material for papermaking, which is also used with other fiber pulps: mechanical pulp, semi-chemical pulp and waste paper pulp. In the vegetable raw material (wood and annual plants), cellulose fibers are joined by lignin. Fibers can be separated either by lignin dissolution due to chemical treatment or by breaking the tissue in the interfibrilar space under the action of a mechanical treatment. Depending on the nature of the treatment, classification of fibrous pulps is shown in Table 1.
Table 1. Fibrous pulp classification
The nature of treatment to obtain pulps Pulp yield,
% Pulp name
Mechanic 94-97 Mechanical pulp Steaming and pulping (refiner) 85-90 Thermo-mechanical pulp Steaming, chemical treatment and refiner 60-80 Half chemical pulp Chemical 40-60 Chemical pulp
Mechanical pulp used to obtain newspaper and other types of writing paper, printing medium and low quality. Some varieties can be used to bleach and obtain papers for toilet. Semi-chemical pulp is used to produce the corrugated paper layers used in the corrugated board structure, because of its high resistance to flattening. For the pulp used in the manufacture of paper the interest is yield, lignin content, strength and optical properties. There is a wide range of pulp, according to raw materials, production process, and delignification conditions. Pulps are classified by average length of fibers in long fiber (made from softwood) and short fiber (made

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
34
from hardwood and annual plants). Pulps are also classified according to the yield value and lignin content, as shown in Table 2.
Table 2. Pulp classification
Pulp type Yield, % Lignin content, % Strong 48-50 4-8 Medium 46-48 2,5-3,5 Normal pulp Soft 44-46 1,5-2,0
High yield pulp 50-60 8-12 Fiber properties depend on the raw material (wood or annual plants) and process conditions. There are big differences between mechanical pulp and chemical pulp regarding properties, energy consumption and environmental impact.
Table 3. General characteristics of fibrous pulps
Fibrous pulp Indicators Mechanical
Thermo mechanical
Half chemical
Sulphate pulp
Yield 97 95 70 45 Traction index, Nm/g 30 40 80 120 The coefficient of light dispersion, m2/kg
70 60 50 30
Electrical energy consumption, kWh/t
1800 2200 1000 700
Chemical oxygen consumption, Kg/t
10 20 100 200
The data presented in Table 3 show that mechanical pulp is characterized by high yield and high values of the light dispersion coefficient due to the presence of lignin in large quantities. Consequently, they are used in that paper-making which requires a low price and high durability is not required. It is the case of newspaper, which, besides the low cost, high opacity is required under low grammage. The main disadvantage of mechanical pulp is the high energy consumption. Pulps are characterized by low yields, but high strength properties, making them suitable for high quality paper making. Environmental impact is more important for the manufacture of chemical pulp, as compared to mechanical. Sulphate pulp is characterized by lower efficiency compared with sulphite pulp but has superior strength properties. Sulphate pulp is harder to bleach, with greater chemical consumption and a more complicated technology, but has higher strength characteristics and the process is energy independent. This is why current researches, seeking ways to increase efficiency without reducing cooking physical and mechanical characteristics of pulp obtained. Overview on sulphate delignification phases
The way of lignin dissolution and of carbohydrates reveals three distinct phases for sulphate cooking: initial, mass and residual delignification affecting each wood component as summarized in Figure 11.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
35
Figure 1. Delignification phases and wood components reactions respectively
- Initial phase: the initial stage is characterized by loss of carbohydrate fractions loss more
pronounced in hardwood than in softwood2. Start deacetilation reactions and physical dissolution of hemicelluloses as well as the peeling reactions. Cellulose degradation by peeling reaction is negligible in terms of yield loss. Phenolic units of lignin, with α-O-4 ether bonds are broken early in the initial phase.
- Mass delignification phase: Start the core delignification and are starting important divisions of both types of bonds, β-O-4 ether phenolic and nonphenolic. About 70% of the lignin is removed. Carbohydrate reactions are characterized by secondary peelings (such as alkaline cleavage of glycoside linkages), but also by stopping the reactions that are favored by high temperatures. Methanol is released from the 4-O-methilglucuronic bonds of the side acid chains and of hexenuronic units are formed in this phase.
- Residual phase: residual phase starts at a delignification level of approximately 90%. Delignification speed drops significantly due to fewer reactive lignin units remaining. It is believed that the chemical nature of lignin prevents other degradation reactions. A slow delignification is accompanied by rapid degradation of carbohydrates, causing a sharp loss of carbohydrates and increased degradation of cellulose.
Reduced selectivity in the final phase of sulphate cooking is the limiting factor for both unacceptable yield loss as well as molecular degradation of cellulose. Consequently, to obtain high yields, cooking should be stopped before reaching the residual phase. Additives for cooking We have tested several additives to increase the efficiency of sulphate cooking sodium based. A list of these additives is as follows: - Amines (R-NH2) - Polyphosphates (Na2Sx+1) - sodium bohr hydride (NaBH4) - Anthraquinone (AQ) - Surface tension agent (variable formula) Amines Using cooking amines as additives was studied first by Peterson and Wise3, 4 in 1936. According to the Kubes and Bolker5 nor MEA, or EDA, nor other amino functions can be used alone as delignification agents even in higher dosages (e.g. 80% of absolutely dry wood), rather showed that the effect would be to alter the nature and delignification degree in the presence of strong alkali. Of the two compounds (MEA and EDA), EDA has a higher beneficial effect in terms of higher degree of delignification than MEA. The authors also showed that the presence of amines in cooking alkaline liquor (sulphate) tends to protect against degradation and dissolution of polysaccharides. In particular it was found that cellulose is especially protected.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
36
Polysulphide Polysulphides were initially used since the 1940s and appear again in the mid of 80s. In the past 10 years have an incredible amount of articles published on this aplication6, 7, 8-14. Even so, were some attempts at industrial scale with polysulphides in the 60s and 70s and despite the economic attractiveness, could not achieve a wider application due to lack of appropriate regeneration methods10. Anthraquinone Anthraquinone (AQ) and its derivatives were investigated as additives for cooking since 1970. Only anthraquinone and sodium salt 1,4-dihydro-9 ,10-dihydroxy anthracene (DDA or SAQ) were used as additives for industrial cooking. Some other derivatives are even better than anthraquinone15, but cheap production technologies must be considered. Mode of AQ action Some authors9,16-18 have assumed that when anthraquinone is added in a sulphate cooking process (e.g. sulphate or Natron), there are two important phenomena: an increase in the degree of delignification and carbohydrate protection against peeling by oxidation of reducing end groups, which results in a considerably higher yield pulp (Figure 2).
Carbohydrates - CHOCarbohydrate end groups
Oxidation final groupCarbohydrates gain in yield
Carbohydrates - COOH(Stabilization of the final groups)
O
O
AQ
AHQ2-
O-
-O
HOOCH3
+-O-lignin(lignin - final
group)
HOOCH3
O-lignin
(Lignin - final group) Figure 2. The proposed anthraquinone action mechanism as redox catalyst
Surface tension agents Better understanding of this topic suggests the definition of surfactant, dispersant and emulsifier. The term "surfactant" or "surface active agent" refers to a general description of any molecules with "activity" or that alter the properties of the liquid-gas interfaces, liquid-liquid and liquid-solid interface by reducing interface tension. "The dispersing agent" is more specific and refers only to molecules that can stabilize the dispersion of small solid particles in a liquid. Surface tension agent chosen is C9H21O15N3P5Na7 - sodium salt of 2-ethylene 2-amino 5-phosphoric acid (DTPMP). This surfactant is stable under of pH, temperature and pressure conditions. It is presented in aqueous solution, with C = 25%, molecular weight and density of 1.38 g/cm3 727. The molecular structure is shown in Figure 3.
NaO
ONa
O
P CH2
N-(CH2)2N-(CH2)2NONa
NaO P CH2
O
ONa
HO
P CH2
O
ONa
ONa
O
PH2C
ONa
ONaPCH2
O
Figure 3. Molecular structure of DTPMP

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
37
II. RESEARCH ON COOKING WITH ADDITIVES It will compare the influence of a medium containing anthraquinone and an average of surfactant addition on the cooking process and on the pulp characteristics19. At the same time it will choose those cooking parameters necessary to obtain of high yield pulp, namely high temperature, low cooking time and relatively high dosages of active alkali (table 4). Cooking results are presented in table 5.
Table 4. The parameters of the comparative cooking tests with anthraquinone and surface tensile agent
Parameter F8-8 Surf F1-3AQImpregnation time, h 1 h 1 hCooking time, h 1.5 h 1.5 hImpregnation temperature, °C 115 °C 115 °CCooking temperature, °C 170 °C 170 °CLiquid-solid ratio 3 : 1 3 : 1Active alkali dosage, % 20 % 20 %DTPMP or AQ dosage, % 1% 0.3 %
The yield of screening pulp (table 5), obtained in cooking’s with the addition of anthraquinone (62.4%) is higher than the yield cooking with the addition of surfactant (50.5%). The amount of screening reject is lower in cooking’s with AQ addition (13.5%) than when cooking with surfactant addition (14.8%). Pulp characteristics are fully achieved higher in cooking with the addition of anthraquinone than in those with DTPMP adding’s. Table 5 shows the influence of anthraquinone more pronounced than the surfactant used (sodium salt of 2-ethylene 2-amino 5-phosphoric acid).
Table 5. The results of comparing cooking’s AQ – DTPMP
Parameter F8-8Surf F1-3AQηtotal, % 60.7 % 69.30 %ηscreening pulp, % 50.5 % 62.40 %Screening reject, % 14.8 % 13.5 %Kappa number 51.4 60.3Long fiber % 74.4 % 85.80 %Short fiber, % 7.8 % 12.60 %Fines, % 17.8 % 1.60 %Tensile strength, kN / m 7 KN/m 9.60 KN/mBreaking length, km 9.3 km 10.80 kmBurst strength, kPa 346.0 KPa 745 kPaBurst index, kPa · m² / g 4.5 kPa·m²/g 7.8 kPa·m²/gResistance to tearing, MN 800.0 mN 785 mNTear index, mN · m² / g 10.3 mN·m²/g 10.9 mN·m²/gSolids in LN,% 20.7 % 17.1 %
Cooking with mixed added of AQ and DTPMP Should be noted that the surfactant reduces surface tension at the liquid-solid interface thereby increasing both the speed of diffusion of active compounds in the wood core wood and speed of diffusion of reaction products out. Anthraquinone, on the other hand the effects of replacing the sodium sulphide and protect the pulp fibers in delignification reactions and thus increase the physical-mechanical pulp characteristics obtained with a higher yield. Consequently, the two agents are complementary in the cooking process, there may be even a synergistic action of them, so were made and two cooking with mixed added, 1% tensile surface agent and 0.2% anthraquinone to wood absolute dry. Cooking parameters used in both cooking are presented in table 6.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
38
Table 6. The cooking parameters with AQ and DTPMP adding
Parameter F10AQ-SURF F10-1AQ-SURFImpregnation time, h 1 h 1 hCooking time, h 1.0 h 1.0 hImpregnation temperature, °C 115 °C 115 °CCooking temperature, °C 170 °C 160 °CLiquid - solid ratio 3 : 1 3 : 1Active alkali dosage, % 18 % 20 %Surface tension agent, % 0.2 % 0.2 %AQ dosage, % 1 % 1 %
First cooking took place with the addition of 18% active alkali and cooking temperature of 170°C and in the second cooking it reduced cooking temperature at 160 °C, but addition of active alkali increasing to 20%. Both cooking times were performed in only 1 hour. The results of the two cooking are summarized in table 7.
Table 7. Cooking with additives mixed dosages (AQ – DTPMP) results
Parameter F10AQ-SURF F10-1AQ-SURFηtotal,% 73.1 % 70.3 %ηscreening pulp,% 64.3 % 62.4 %Screening reject, % 10.6 % 9.3 %Kappa number 52.6 58.3Long fiber, % 85.60 % 82.30 %Short fiber, % 12.60 % 17.70 %Fines, % 1.80 % 0.00 %Tensile strength, kN / m 9.80 KN/m 9.30 KN/mBreaking length, km 10.50 km 9.80 kmBurst strength, kPa 781 kPa 779 kPaBurst index, kPa · m² / g 8.2 kPa·m²/g 8.0 kPa·m²/gResistance to tearing, MN 810 mN 793 mNTear index, mN · m² / g 9.9 mN·m²/g 8.8 mN·m²/gSolids in BL,% 21.6 % 23.8 %
Analyzing the results combined to boil adding AQ-SURF in Table 7 we see that in both cases cooking yields are high (73.1% and 70.3%), as well as the yield in sorted pulp. The screening reject maintained at about 10%, reasonable for producing high yield pulp. The pulp characteristics obtained are relatively high and high dry matter content of the black liquor indicates a relatively high removal of lignin from spruce chips. We can say that the two additives used in cooking have synergetic action helping the advanced delignification and pulp protection, while high-yield pulp obtained. Cost-benefit analysis Cost-benefit analysis aims to determine the extent to which the additions of additives and their mixtures bringing economies in the industrial implementation. In this respect it will calculate the production costs of celluloses obtained without and with additives, and mixtures thereof. These costs will be compared and will determine how long the payback time for each case is.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
39
Table 8. Cost-benefit calculation by comparing costs and payback
Without additives 0,2% AQ 1% SURF 0,2% AQ - 1% SURF
Production cost (unbleached softwood pulp) 408.9 €/t 375.6 €/t 393.4 €/t 330.9 €/t0 €/t 33 €/t 16 €/t 78 €/t
0 €/month 183,524 €/month 85,492 €/month 428,859 €/monthPayback time - 1.6 months 3.5 months 0.9 monthsMonthly production 5,500 to/monthAQ dosage investment cost 300,000 €DTPMP dosage investement cost 300,000 €Mixer investment cost 200,000 €
Economy
2.6 months
As shown in table 8, the economy achieved with the addition of only 0.2% anthraquinone (33 €/t) is double than the economy made by the addition of five times more surfactant (16 €/t). It is also clearly observed the synergistic effect of both additive dosage, the duration of the payback is (0.9 months), less than half the average payback period for the determination of each individual additive (2.6 months). III. CONCLUSIONS A small addition of anthraquinone (0.1%), allows the user to reduce the boiling temperature at least with 5 °C. Pulp characteristics achieved register notable increases (LR from 8.4 km to 9.2 km). Sorted pulp yield is higher with the addition of anthraquinone cooking, than cooking with added surfactant. The amount of refuse sorting is lower than with AQ added surfactant additives. Pulp characteristics obtained are all higher with the addition of anthraquinone than cooking with the addition of surfactant. These indicate a stronger influence of anthraquinones than the surfactant used. The two additives used together in cooking (AQ and DTPMP) have a synergistic action of advanced chips delignification and cellulose protecting, while high-yield pulp are obtained. The synergistic effect of two additives used return savings of 400,000 euros monthly at a production of 5500 tons pulp / month. IV. ACKNOWLEDGEMENTS This work was carried out in the Technology laboratory of Chemical Engineering and Environmental Protection Faculty in University "Gheorghe Asachi" of Iasi. The analyses of cooking products obtained were carried out in laboratories of SC SOMES SA Dej. Many thanks on that path, to the Faculty leadership and especially to Prof. Dr. Eng Dan Gavrilescu for support in carrying out of this research. V. REFERENCES 1. Handbook of Pulp. Edited by Herbert Sixta, Copyright © 2006 WILEY-VCH Verlag GmbH
&Co. KGaA, Weinheim, ISBN: 3-527-30999-3, p211-212 2. Masura, V., Alkaline degradation of spruce and beech wood. Wood Sci. Technol., 1982; 16:
155–164. 3. BLAIN, T.J., "Low-Sulfidity Pulping With Anthraquinone", Tappi 62(6): 53-55 (1979). 4. PETERSON, F.C. and WISE, L.E., U.S. Patent 2,192,202 (1936).

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
40
5. PETERSON, F.C. and WISE, L.E., U.S. Patent 2,218,419 (1936). 6. SHRINATH, S.A. and BOWEN, I.J., "An Overview of AOX Regulations and Reduction
Strategies", Tappi Pulping Conference Proceedings, 1-15, Atlanta, Nov. 14-18, (1993). 7. JIANG, J.E., "Extended Delignification of Southern Pine with Polysulfide and
Anthraquinone", Tappi Pulping Conference proceedings, 313-321, Atlanta, Nov. 14-18, (1993).
8. ANDREWS, E.K., "RDH Kraft Pulping to Extend Delignification, Decrease Effluent, and Improve Productivity and Pulp Properties", Tappi 72(11): 55-61 (1989).
9. PEKKALA, O., "Prolonged Kraft Cooking Modified by Anthraquinone and Polysulfide", Paperi ja Puu 68(5): 385-400 (1986).
10. BLAIN, T.J. "Anthraquinone Pulping: Fifteen Years After", Tappi Pulping Conference Proceedings, 1005-1014, Boston, Nov. 1-5, (1992).
11. MALKOV, Y., "A Polysulfide Liquor Regeneration Process With the Use of an MT Catalyst", Paperi ja Puu 72(10): 961-966 (1990).
12. GREEN, R.P. and SMITH, G.C., "The Use of Quinone Additives in Kraft and Poplysulfide Pulping", Tappi Pulping Conference Proceedings, 79-84, Houston, Oct. 24-26, (1983).
13. YAMAGUCHI, A., "Operating Experiences With the Moxy Process and Quinoid Compounds", Tappi Pulping Conference Proceedings, 544-548, Houston, Oct. 24-26, (1983).
14. PEKKALA, O., "On the Extended Delignification Using Polysulfide or Anthraquinone in Kraft Pulping", Paperi ja Puu 64(11): 735-744 (1982).
15. RAO, A.R.K., VARADHAN, R., RAO, N.R.M. and MURTHY, N.V.S.R., "Polysulfide Pulping of Bamboo", Tappi 61(5): 81-83 (1978).
16. KORHONEN, H. and HILJANEN, S., "Enocell's New Pulp Started Up", Paperi ja Puu 75(5): 286-(1993)
17. GOYAL, G.C., POWERS, J. and CRONLUND, M., "Anthraquinone - A Simple Approach for Extended Delignification in Conventional Kraft Pulping", Tappi Pulping Conference Proceedings, vol. 3, 1047-1053, Boston, Nov. 1-5, (1992).
18. NOMURA, Y., Japan Tappi 34(1): 50 (1974). 19. Masura, V., Alkaline degradation of spruce and beech wood. Wood Sci. Technol., 1982; 16:
155–164.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
41
OPPORTUNITIES FOR A SUSTAINABLE DEVELOPMENT OF THE
WOOD BIOMASS SECTOR
Mihaela Begea1, Sevastita Vraciu1, Corina Berkesy1
1ICPE Bistriţa SA, Bistriţa, Romania
Abstract Pathway to succeeding 2020 target to produce 20% of the energy from renewable sources depends on SMEs and potential investors that need a clear vision regarding the future of renewable energy sector. Apart from reduction of administration burden and stable support schemes, awareness raising activities and introduction of innovative business models will increase the number of successful projects in the field of production of energy from renewable sources. The paper presents the solutions proposed by the consortium of BiomassTradeCenter2 project in order to support the development of common European biomass market and development of strong bio-based industry and energy supply trough market orientated actions for target groups along biomass production chains. Mobilising more wood is a general effort, which requires the cooperation of all relevant actors – forest services, forest owner groups, forest industry, energy producers, market actors and decisions makers.
I. INTRODUCTION
In spite all the significant work done at the policy level related to wood biomass mobilization on European level, as well as at the national level, there are still challenges to be addressed for a successful wood biomass mobilization. Potential biomass is regionally distributed over Romania. Fuelwood and wood waste is mostly found in the Carpathians and Subcarpathians, while agricultural waste is available in the South Plain and Moldavia, and biogas in the South and Western plains. In the Renewable Energy Resource Assessment for Romania, the European Bank for Reconstruction and Development (EBRD) estimates the South Plain region most promising for the utilization of agricultural waste, and the Carpathian and Subcarpathian mountains as most promising for the development of district-heating plants from firewood and wood waste in a range of 1-6 MWth [1].
The most important challenges in the field of biomass utilization are the burdensome administration procedures, the lack of appropriate information and expert support for potential investors in the field of biomass production, the unsecure supply of biomass produce at the local and regional level, and low awareness of the energy users regarding the benefits of the use of energy from renewable sources.
The idea of BiomassTradeCenters2 project - Development of biomass trade and logistics centres for sustainable mobilisation of local wood biomass resources (IEE/10/115/SI2.591387) -was to improve the professional organization of wood fuels supply along wood biomass production chain from private forests and connecting stakeholders from the supply and demand sides.
The project will further develop the idea of its predecessor, the BiomassTradeCenters project. The main lesson learned from this project is that apart from a concept of trade and logistics centres, quality assurance and quality control (QA/QC) are decisive for a greater consumption of energy from biomass on the market. Given this, it also aims to implement biomass quality standards in biomass business, which will encourage the consumption and boost the biomass market.
The project addresses stakeholders along firewood and chips supply chain at regional scale and promote new biomass trade and logistics centres trough market oriented activities like

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
42
workshops, match-making events, study tours to show cases, catalogue of regional wood producers and feasibility studies. Important new issues that will be addresses are quality assurance standards, sustainability criteria and their implementation in practice.
The project targets especially those that may find their business opportunity in wood biomass production, e.g. small forest owners and those already involved in biomass production, to further explore their market opportunities, e.g. move from mere biomass products to the organised distribution within the framework of trade centres or find their opportunity in energy contracting sector. Our target groups are fundamental subjects in order to mobilise wood biomass potentials, to bring quality biomass to the market and to balance supply and demand sides.
The BiomassTradeCenters2 project was to encourage quality in biomass use by building a simplified quality assurance and quality control (QA/QC) system for small wood biomass business and to create a proposal for labelling wood biomass to create awareness of the quality and efficiency of a local or regional biomass pathway (sustainability). In this respect, the project objective is to create a network of wood biomass laboratories that will help biomass producers and users to check wood biomass quality. In this respect an overview on needed steps for establishment of new biomass laboratories and first ideas about standard operation procedures for wood biomass quality measurements based on EU CEN technical specifications will be performed.
Finally, project partnership aims to elaborate an integrated solution for the whole chain in the biomass production – from biomass production, logistics and distribution of biomass products to energy contracting and ensuring quality control. II. TECHNOLOGICAL IMPLICATIONS
At present, the forest as a resource is not yet fully exploited. The growing enthusiasm for biomass must be combined with a determination to ensure that in future the forests continue to be cultivated in a sustainable manner and that wood as a raw material is used efficiently. Standards and regulations should continue to safeguard the quality standards of biomass products on the European level and the quality requirements are essential for ensuring that wood as an energy resource is used as efficiently as possible. Romania is covered by 40% of agricultural land and 27% of forest and has great biomass potential, which is estimated at 88.000 GWh per year. In 2004, for example, about 43% of the biomass potential in the country was exploited and the entirety of that biomass potential went to the production of heat. Heat generated from wood biomass was approximately 54% and heat generated by agricultural biomass was about 46% [1].
The data from the Romanian Forestry Service ROMSILVA in 2010 are the following: • the area managed - 3.69 million ha of forests, of which:
- 3.26 million ha – public property; - 0.43 million ha – private property.
• the potential for exploitation for forest of public property is 10.8 mil. m³; • the volume for exploitation – 9.3 mil. m³; • the percentage of firewood is 38%; • the percentage of small wood (branches etc.) is 6.4% .
Firewood and agricultural waste account for about 80% of the total waste. About 66% of the firewood and wood waste is located in the Carpathians and Sub-Carpathians, and about 58% of agricultural waste is located in the South Plain, West Plain, and Moldavia. Approximately 63700 square km of Romania is covered by forests, which is approximately 27% of the total land. The exploitable potential of the Romanian forests is estimated at 20000 cubic meters [2].

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
43
Large amounts of small-sized wood is obtained in wood industry, but utilization of this wood for energy purposes is insufficient due to difficulties related to gathering, processing and transportation. Studies show that these wood wastes are economically viable resources. Plant debris and residues from wood processing could provide over 60% of alternative energy produced in Romania. Biomass energy potential, estimated at 7.6 million tons / year or 318000 TJ / year, representing about 19% of the total consumption of primary sources in Romania. [3] Currently, biomass is used only for heating purposes, direct burning for cooking and hot water preparation. About 95% of the biomass currently used is firewood and agricultural waste, the rest is wood waste from industrial processes. The average installed capacity in sawmills is 3.3 MWth [1]. The use of biomass energy in Romania is presented below [4]: - the entire amount was used to produce heat; - 54% comes from biomass and 46% comes from agricultural waste; - 89% with traditional combustion technologies in more than 14 million individual household stoves and ovens and 11% in relatively modern equipment; - more than 550 industrial boilers and steam hot water with capacities between 0.7 to 7 MW (45 MW total); - 7 urban locations for the production of woody biomass-based heat (38.9 MW); - the possible development of biomass use at 140 PJ (3.35 million toe / year) at present to 112 PJ (2.675 million toe / year) in 2020. As regards the Romanian legislation, the national authority in charge to implement the legislative package „Energy - climate change” is the Ministry of Economy, Trade and Business. The main tasks of this body are the following: - to develop the strategy for recovery and promotion of renewable energy; - to develop the national action plan in the field of renewable energy in the form established by the European Commission.
The main Romanian legislation as regards the renewable energy sources are the following: - the Governmental decision 1884/2005 regarding the promotion of biofuels and other renewable fuels for transport (amended and supplemented); - the Law 220/2008 regarding the system for promotion of energy production from renewable energy sources, as amended by Law No. 139 / July 7, 2010.
At European level, European standards for solid fuels are managed by Technical Committee CEN / TC 335, established in 2001. There are already developed or are at various stages of voting for standard projects and documents for all forms of solid fuel use in Europe, including wood chips, pellets and briquettes, logs, sawdust and straw bales. The standards developed describe the properties of fuel and moisture content, ash content, calorific value, size distribution, bulk density, mechanical strength of pellets and briquettes made of wood, carbon, hydrogen and nitrogen, sulphur and chlorine, etc. [3]
In Romania, within the Standards Association of Romania (ASRO) works the Technical Committee TC 360 Characterization of waste and sludge. In July 2010 the European Standard EN 14 961 - Solid biofuels. Fuel specifications and classes, first part - General requirements, was approved. The following parts, which are currently being planned by the committee, will be most likely published at the end of this year and shall refer to wood pellets for use non-industrial (Part 2), wood briquettes for non-industrial use (Part 3), non-industrial use of wood chips (part 4), firewood for non-industrial use (Part 5), materials other than wood pellets for non-industrial use (Part 6). [3]
At present the Romanian producers of briquettes and pellets certify products qualitatively using German standards DIN 51731 (Testing of solid fuels - wood and bark compacted in its natural state - Pellets and briquettes - Requirements and test specifications) and DIN plus (Wood pellets used for small heating systems) or Austrian standard ŐNORM M 7135 (Densified wood

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
44
and bark compacted in its natural state - Pellets and briquettes - Requirements and test specifications).
In meantime, the requirements for approval of Romanian certification bodies will be settled and the sustainability criteria and origin of biofuels and bioliquids will be designate during the third quarter of this year. In this respect, the referential Directive (CE) 28/2009 and the series of drafts of standard prEN 16214 (1-4) are translated, namely: • EN 16214-1 - Sustainably produced biomass for energy applications — Principles, criteria,
indicators and verifiers for biofuels and bioliquids — Part 1: Terminology; • EN 16214-2 - Sustainably produced biomass for energy applications — Principles, criteria,
indicators and verifiers for biofuels and bioliquids — Part 2: Conformity assessment including chain of custody and mass balance;
• EN 16214-3 - Sustainably produced biomass for energy applications — Principles, criteria, indicators and verifiers for biofuels and bioliquids — Part 3: Biodiversity and environmental aspects;
• EN 16214-4 - Sustainably produced biomass for energy applications. Principles, criteria, indicators and verifiers for biofuels and bioliquids. Calculation of the GHG emission balance associated with sustainable biofuels and bioliquids using a lifecycle approach.
The main goal of BiomassTradeCenters2 project in this direction is to prepare a system that will help to guarantee the solid biofuel quality through the whole supply chain, from the origin to the delivery of the solid biofuel and provide adequate confidence. With a proper quality assurance procedure and specification of origin and source (i.e. kind of biofuel) in the whole production chain, it is possible to reduce or eliminate the parameters that need analyzing. The EU CEN standards to be considered are the following: A. Regarding specifications and classes of the wood fuels a. EN 14961-1:2010, Solid biofuels – Fuel specification and classes – Part 1: General
requirements; b. EN 14961-2:2011, Solid biofuels – Fuel specification and classes – Part 2: Wood pellets for
non-industrial use; c. EN 14961-3:2011, Solid biofuels – Fuel specification and classes – Part 3: Wood briquettes
for non-industrial use; d. EN 14961-4:2011, Solid biofuels – Fuel specification and classes – Part 4: Wood chips for
non-industrial use; e. EN 14961-5:2011, Solid biofuels – Fuel specification and classes – Part 5: Firewood for non-
industrial use. A. Regarding the fuels quality assurance:
a. prEN 15234-1, Solid biofuels – Fuel quality assurance – Part 1: General requirements; b. prEN 15234-2, Solid biofuels – Fuel quality assurance – Part 2: Wood pellets for non-
industrial use; c. prEN 15234-3, Solid biofuels – Fuel quality assurance – Part 3: Wood briquettes for non-
industrial use; d. prEN 15234-4, Solid biofuels – Fuel quality assurance – Part 4: Wood chips for non-
industrial use; e. prEN 15234-5, Solid biofuels – Fuel quality assurance – Part 5: Firewood for non-industrial
use; f. CEN/TR 15569:2009 - Solid biofuels - A guide for a quality assurance system.
Regarding the analysis on carbon foot prints, the calculations of CO2 storage in wood fuels and estimation of emissions will be based on internationally agreed methodologies (e.g. PAS 2050, IPCC Good practice guidelines), and knowledge from the national project “The importance of forest based production chain for mitigation and adaptation to climate change” will be used.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
45
Wood heating system manufactures, particularly those who produce small to medium scale devices, need that the wood fuels available on the market meet the quality standards to which the heating appliances developed have been tested and certified. III. CONCLUSIONS AND FUTURE PROSPECTS The main motivation for starting the BiomassTradeCenters2 project was the predicted future impact that promotion of new business opportunities in the field of wood biomass can have on the production and use of energy from renewable sources. Apart from the concept of trade and logistics centres, quality assurance and quality control (QA/QC) are decisive for a greater consumption of energy from biomass on the market. Given this, it is important to implement biomass quality standards in biomass business, which will encourage the consumption and boost the biomass market. This will be also supported by the creation of a network of wood biomass laboratories that will help biomass producers and users to check wood biomass quality. In the framework of the BiomassTradeCenters2 project a certification system will be established and promoted throughout European countries. By supporting establishment of new biomass trade centres – companies, established by (small) forest owners for distribution of their own biomass products, the use of locally and regionally produced biomass will be encouraged. Additionally, more studies of alternative sources of wood biomass like forest residues, short rotation plantations, and small diameter wood from thinning operations should be carried out. IV. ACKNOWLEDGEMENTS This paper presents the results of the project BiomassTradeCentre2 “Development of biomass trade and logistics centres for sustainable mobilisation of local wood biomass resources” (Contract IEE/10/115/SI2.591387). The project is co-funded by the EU in the framework of Intelligent Energy – Europe Programme. V. REFERENCES 1. European Bank for Reconstruction and Development (EBRD) Renewable Development
Initiative – Romania country profile. Available online at: http://ebrdrenewables.com/sites/renew/countries/Romania/default.aspx.
2. Intelligent Energy Europe - Report on the Perspectives to the Development of the Biomass Potential. Accelerated Penetration of Small-Scale Biomass and Solar Technologies, 2005.
3. Iorga, Diana (2010). Solid biofuels. Review Standardizarea, March 2011, 34. 4. Solovastru, Valerian (2010). Biomass for 2nd and 3rd generations. Guidelines on certification
and standardization of biomass. The 3rd International Conference Bioenergy in Romania, RENEXPO, Bucharest 24 November 2010. Available online at: www.renexpo-bucharest.com.
5. Directive 2009/28/EC of the European Parliament and of the Council of 23 April 2009 on the promotion of the use of energy from renewable sources and amending and subsequently repealing Directives 2001/77/EC and 2003/30/EC.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
46
NEW PERSPECTIVES ON THE HYDROLYTIC CONVERSION OF
VEGETAL MATERIALS
Adina Elena Pânzariu1, Th. Măluţan1
1„Gheorghe Asachi” Technical University of Iaşi, Faculty of Chemical Engineering and
Environmental Protection, Iasi, Romania
Abstract This paper presents the results obtained from the hydrolysis of the vegetal materials with hot water under pressure. The effects of the hydrolysis of biomass were analysed in the laboratory, within the temperature range of 150-230°C and high pressure (400 atm). The efficiency of the hydrolytic treatment was estimated through the yields in sugars and the severity of the hydrolysis. Thus, hydrolysates were analyzed regarding the sugars content through the High Performance Liquid Chromatography technique (HPLC) using a Supelcogel C 611 column and demineralized water as mobile phase, as well as through UV-VIS Spectroscopy and fluorescence. The advantage of the pre-treatment with hot water under pressure is that it does not use any mineral catalyst which makes the process more attractive from the economical and ecological point of view. I.INTRODUCTION Due to the complexity of the chemical structure of biomass, the yields in the reducing substances depend on the origin of the raw vegetal material and on the applied hydrolysis technologies. From the complex valorisation of the biomass point of view, the following directions stand out: - Thermolysis (combustion, pyrolysis, gasification, liquefaction); - Chemical decomposition (hydrolytic treatments); - Biochemical degradation (fermentation treatments).
CL - cellolignin
Fig. 1. The complex valorization of biomass The hydrolytic treatments of the biomass The distinct treatments of the hydrolysis of pentosans and hexosans are achieved in complete immersion conditions of the chips in liquid where it is associated both the hydrolysis process of the polysaccharides and the sugar extraction process from the material [1]. In the conversion processes of the polysaccharides into sugars during the hydrolysis reaction, due to the acid pH and high temperature, several dehydration reactions of the monoses obtained occurs to the furfural (F) and hydroxymethylfurfural (OMF), in progress simultaneously with their decomposition. These conversions take place as a result of the successive reactions of

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
47
fragmentation, dissolution and hydrolysis of the polyssacharides from the vegetal tissue. Due to the existance within the wood of the two fractions of fast (PUH) and slow (PGH) polyssacharides hydrolyzed, both the pentosans and the hexosans will be dissolved, with positive effects on the concentration in reducing substances but with negative effects on the yield concerning the furfural and the hydroxymethylfurfural [2]. Figure 2 shows a possible of integral hydrolysis of the biomass.
Biom a ss (w o od w aste , a g ricu l tura l residue s)
P R E-H YDR O LYSI S T = 16 5 – 175
O C
H IDR O LYSI S T = 2 10 – 23 0
O C
dem ineral iz ed wa ter
or a cid ca ta ly sis
(H 2S O 4)
fu rfu ra l
su gars (over 9 0 % xy lose)
ce lo lignin
sug ars ( ove r 9 0 % glucos e)
l ignin hydr o ly sis
e than o l
ye as t dro jd iifura je re
Fig. 2. The main products which can be obtained from the integral hydrolysis of plant materials By treating the vegetal materials with hot water under pressure, slightly improved yields can be achieved in pentoses and reduced amounts of by-product. The thermal regime is achieved at range of temperatures 150-230°C from several seconds up to one hour depending on the work’s temperature [3]. It seems that through this treatment there was no significant impact on the cellulose and the lignin with advantages in the subsequent valorisation of the cellolignin. Due to the weak acid pH the issues connected with corrosion are reduced which triggers a diminished operating cost. The advantage of these methods lies in the use of the water as a hydrolysis agent, lessened substance in the by-products of the sugars thus lowering the costs of hydrolysis reagent recovery, more ecological techniques [4]. II. EXPERIMENTAL PART The raw material used was beech sawdust with the following chemical composition: ethanol-benzene extractives = 2,43 %; cellulose = 45,94 %; lignin = 26,56 %; PUH = 36,28 %; PGH = 36,06 %. The cellulose, lignin, PUH and PGH contents were determined according to the classic methods of analysis (the cellulose through the nitro-alcoholic method, the lignin through the Klason-Komarov method) [5]. All the experiments were carried out in an apparatus which consists of a column reactor type with dimensions 4.6 x 150 mm, design in the our laboratory. For each pre-treatment process were used 5-6 grammes of sawdust and hot demineralized water. The reactor was heated at temperatures of 140°C, 150°C or 190°C from the room temperature for 10-90 minutes. By means of a HPLC pump, demineralized water was added achieving a constant flow of 0.2 mL/min, after having risen the temperature to 140°C, 150°C respectively. The hydrolysis of pentosans was carried out within 100 minutes, timed after having reached the running temperature (140-150°C). Then, the reactor was cooled at room temperature through a cooling coil for about 30 min. The hydrolysates was analyzed in order to establish the content of the reducing substances and the separated fractions (UV-VIS spectroscopy, fluorescence, HPLC). After that, the temperature was risen up to 180°C, 190°C respectively and the flow at 2 mL/min. The hydrolysis of hexosans was achieved under these conditions for 10 minutes. The flowthrough hydrolysis was achieved after the temperature had been risen to 140°C, the hydrolysates being collected at 140°C, 160°C and 180°C. The hydrolysates obtained from the

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
48
experiments were subjected to a second hydrolysis with H2SO4 4% for 60 min at 121°C. The samples were then neutralized with CaCO3 in order to remove the inhibitor chemical compounds which resulted after the pre-treatment (furfural, hydroxymethylfurfural, acid residue), then centrifugation, filtered and analyzed [4,6,7]. The hydrolysates were analyzed using the same methods mentioned above. The concentration of the reducing substances (RS) The total reducing substances were analyzed using the method with dinitrosalicylic acid (DNS), measuring the absorbance at 540 nm with the UV-VIS JascoV 550 Spectrophotometer. The pH measurements The pH of each sample was measured with a pH-meter (8000 model, VWR Sci), immediately after cooling at room temperature, the samples were neutralized with CaCO3 at a pH ranging between 5-6 [8]. UV-VIS spectroscopy The UV-VIS spectra were recorded on a JASCO 550 spectrophotometer, using quartz cells for liquids with a volume of 1 mL, absorption region 200÷800 nm, scan speed 200 nm/min and 1 nm resolution. Spectra processing was carried out on a special Spectra Manager Program series. Fluorescence spectroscopy The fluorescence emissions of the hydrolysates were registered on a luminiscence spectrometer Perking Elmer LS 50B, using cuvettes with a liquid volume of 1 mL, at wavelengts excitation of 350 nm, the absorbtions being evaluated in the 400÷600 nm region. Spectra processing was performed with a specialized FLWinLab series program. High performance liquid chromatography (HPLC) of hydrolysates The analysis of the hydrolysates was achieved on a HPLC column Supelcogel C611, (300 x 7.8 mm) and it was used demineralized water as a mobile phase. The HPLC system consists of a Varian 9010 pump, Waters 717 autosampler, HPLC column oven, programmable UV–VIS Waters 486 detector connected with a RI (refractive index) Shimadzu RID-10A detector and a personal computer for the data aquisition. The chromatograms obtained were processed in OriginLab 7,5 for Windows. Working conditions: demineralized water, solvent flow 0,5mL/min, λ=190 nm, 60OC column temperature, 35 minutes elution time. III. RESULTS AND DISCUSSION UV-Vis Spectroscopy and fluorescence In table 1 are presents optical data of the hydrolysates from batch and flowthrough experiments.
Table 1 Optical characteristics of the hydrolysates obtained under continuous and
discontinuous hydrolitic processes Experiment
code Treatment �emission
(the fluorescence)
Abs., UV-VIS
140_HPP 140° C - hydrolysis of pentosans in batch
mode under pressure (400 atm) 431 278
180_HHP 180° C - hydrolysis of hexosans in batch
mode under pressure (400 atm) 455 284
150_HPFP 150° C - hydrolysis of pentosans in
discontinuous mode 430 280
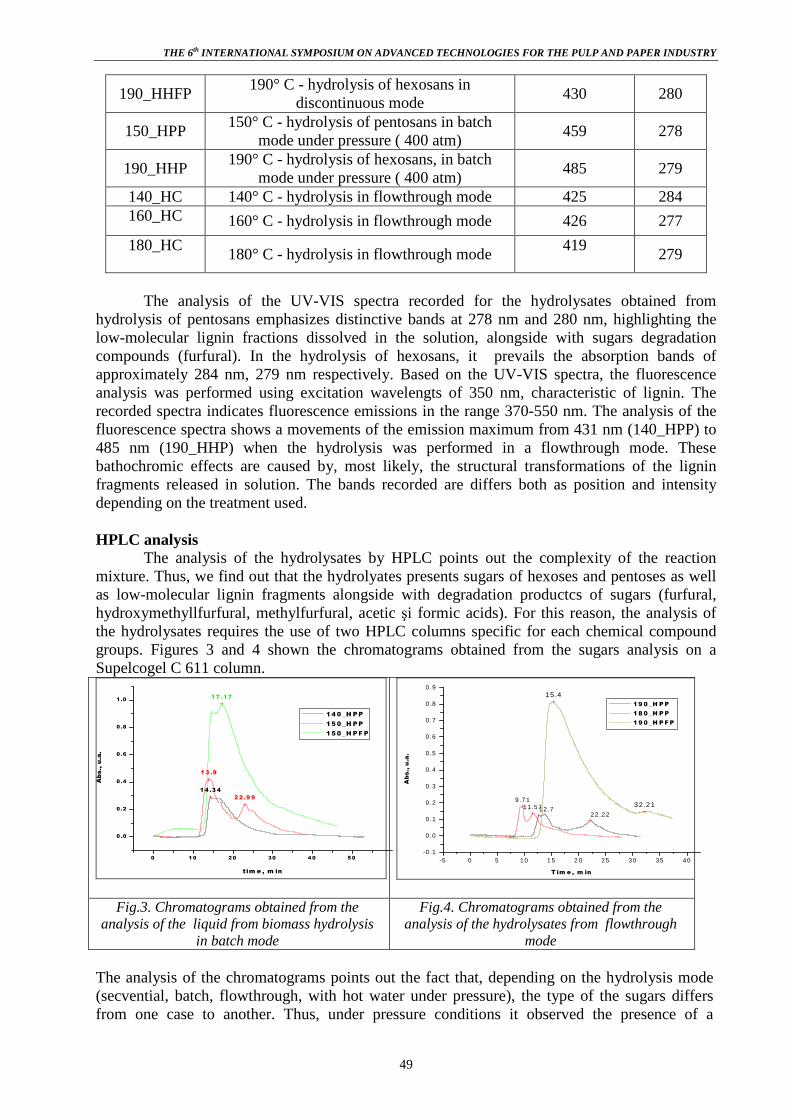
THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
49
190_HHFP 190° C - hydrolysis of hexosans in
discontinuous mode 430 280
150_HPP 150° C - hydrolysis of pentosans in batch
mode under pressure ( 400 atm) 459 278
190_HHP 190° C - hydrolysis of hexosans, in batch
mode under pressure ( 400 atm) 485 279
140_HC 140° C - hydrolysis in flowthrough mode 425 284 160_HC 160° C - hydrolysis in flowthrough mode 426 277
180_HC 180° C - hydrolysis in flowthrough mode
419
279
The analysis of the UV-VIS spectra recorded for the hydrolysates obtained from
hydrolysis of pentosans emphasizes distinctive bands at 278 nm and 280 nm, highlighting the low-molecular lignin fractions dissolved in the solution, alongside with sugars degradation compounds (furfural). In the hydrolysis of hexosans, it prevails the absorption bands of approximately 284 nm, 279 nm respectively. Based on the UV-VIS spectra, the fluorescence analysis was performed using excitation wavelengts of 350 nm, characteristic of lignin. The recorded spectra indicates fluorescence emissions in the range 370-550 nm. The analysis of the fluorescence spectra shows a movements of the emission maximum from 431 nm (140_HPP) to 485 nm (190_HHP) when the hydrolysis was performed in a flowthrough mode. These bathochromic effects are caused by, most likely, the structural transformations of the lignin fragments released in solution. The bands recorded are differs both as position and intensity depending on the treatment used. HPLC analysis
The analysis of the hydrolysates by HPLC points out the complexity of the reaction mixture. Thus, we find out that the hydrolyates presents sugars of hexoses and pentoses as well as low-molecular lignin fragments alongside with degradation productcs of sugars (furfural, hydroxymethyllfurfural, methylfurfural, acetic şi formic acids). For this reason, the analysis of the hydrolysates requires the use of two HPLC columns specific for each chemical compound groups. Figures 3 and 4 shown the chromatograms obtained from the sugars analysis on a Supelcogel C 611 column.
0 1 0 2 0 30 4 0 5 0
0.0
0 .2
0 .4
0 .6
0 .8
1 .0
1 4 .3 4
1 3 .9
2 2 .9 9
1 7 .1 7
Ab
s.,
u.a
.
t im e , m in
1 4 0 _H P P
1 5 0 _H P P
1 5 0 _H P F P
-5 0 5 1 0 1 5 2 0 2 5 3 0 3 5 4 0-0 .1
0 .0
0 .1
0 .2
0 .3
0 .4
0 .5
0 .6
0 .7
0 .8
0 .9
1 2 .72 2 .2 2
9 .7 11 1 .5 7
15 .4
32 .21
Abs., u
.a.
T im e , m in
1 9 0 _H P P
1 8 0 _H P P
1 9 0 _H P F P
Fig.3. Chromatograms obtained from the
analysis of the liquid from biomass hydrolysis in batch mode
Fig.4. Chromatograms obtained from the analysis of the hydrolysates from flowthrough
mode The analysis of the chromatograms points out the fact that, depending on the hydrolysis mode (secvential, batch, flowthrough, with hot water under pressure), the type of the sugars differs from one case to another. Thus, under pressure conditions it observed the presence of a

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
50
significant amount of glucose. In the case of the hydrolysis in an flowthrough mode, during the first stages was obtained the pentoses (arabinose, xylose) and afterwards mostly glucose. The pH values It became obvious that once the temperature increased, the pH’s value decreases both in an discontinuous mode and in an continuous mode one, which can be explained with the increase in the acidity of the reaction medium. Exp.cod
140-_HPP
180_HHP
150_HPFP
190_HHFP
150_HPP
190_HHP
180_HP
140_HC
160_HC
180_HC
PH 4.95 3.60 4.48 3.66 4.65 3.60 3.51 3.99 3.14 3.2 Reducing substances content
When rising the temperature from 140°C, 150°C in an batch mode under pressure (400 atm) the yields increase approximately 5 times and when it is not used hot water under pressure, the increase in the yields is only 4 times. In the hydrolysis of hexosans case the most convenient hydrolitic regime seems to be the one in one step (180_HP) in flowthrough mode when the best yields are reached.
0
50
100
150
200
250
300
350
400
450
RS
,mg
140_HPP
180_HHP
150_HPFP
190_HHFP
150_HPP
190_HHP
180_HP
140_HC
160_HC
180_HC
Experiment code
0
1
2
3
4
5y
ield
, %
140_HPP
180_HHP
150_HPFP
190_HHFP
150_HPP
190_HHP
180_HP
140_HC
160_HC
180_HC
Experiment code
Fig. 5. The reducing substances amounts and yields from batch and flowthrough modes, comparatively The chemical composition of the cellolignins
Regarding to the chemical composition of the cellolignins it stands out an alteration more or less significant of the fast and slow hydrolyzed polysaccharides depending on the hydrolysis mode applied and a constant composition in lignin which indicates a chemical fastness of the lignin polymer as opposed to the hydrolytic procesess applied. The cellulose content from the residue is approximately constant when using a moderate conditions of hydrolysis (H150_190_PP).
0
10
20
30
40
50
60
70
80
90
% Yield % C % L % PUH % PGH
140_180_PP
140_160_180_CONT.
150_190_FP
150_190_PP
180_PP
Fig. 6. Comparison of the chemical composition of cellolignins obtained in flowthrough and batch mode

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
51
IV. CONCLUSIONS • It was studied the treatment of the hydrolysis using as catalyst the demineralized water
under various time, temperature and pressure conditions. • Although the increases of the yields in the reducing substances are not spectacular in
presence of demineralized water, however the subsequent valorisation of the cellolignins presents indubitable advantages due to the polyssacharides protection during the first stage of pre-hydrolysis.
• For the integral valorisation of biomass, it is recommended the use of the hydrolysis in two
steps: pre-hydrolysis with hot demineralized water under pressure followed by the hydrolysis of cellolignin.
V. ACKNOWEDGEMENTS This paper was realised with the support of POSDRU CUANTUMDOC “DOCTORAL STUDIES FOR EUROPEAN PERFORMANCES IN RESEARCH AND INOVATION” ID79407 project funded by the European Social Found and Romanian Government. VI. REFERENCES [1] Rozmarin Gh., Popa V.I., Tehnologia proceselor hidrolitice şi fermentative, Ed. Univ. Teh.“Gh. Asachi” Iaşi, (1994). [2] Malutan Th., Valorificarea complexă a biomasei, Ed. Performantica, Iasi, (2008). [3] Balat M., Production of bioethanol from lignocellulosic materials via the biochemical pathway: A review, Energy Conversion and Management, 52, 858-875, (2011). [4] Díaz M. J., Cara C., Ruiz E., Romero I., Moya M., Castro E., Hydrothermal pre-treatment of rapeseed straw, Bioresource Technology, 101, 2428-2435, (2010). [5] Rozmarin Gh., Popa V.I., Grovu-Ivănoiu M., Doniga E., Chimia compuşilor macromoleculari şi chimia lemnului. Metode de analiză, Tipografia I. P. Iaşi, (1984). [6] Ingrama T., Rogalinski T., Bockemühlb V., Antranikianb G., Brunnera G., Semi-continuous liquid hot water pretreatment of rye straw, J. of Supercritical Fluids, 48, 238-246, (2009). [7] Carvalheiro F., Duarte L. C., Gírio F. M, Hemicellulose biorefineries: a review on biomass pretreatments, Journal of Scientific & Industrial Research, 67, 849-864, (2008). [8] Liu C., Wyman C. E., The Effect of Flow Rate of Compressed Hot Water on Xylan, Lignin, and Total Mass Removal from Corn Stover, Ind. Eng. Chem. Res., 42, 5409-5416, (2003).

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
52
RESEARCH REGARDING THE MANUFACTURING OF THE FOOD-
PACKAGING PAPER WITH BARRIER PROPERTIES
Daniela Manea1, Cătălina Mihaela Talașman1, Argentina Radu1, Dan Gavrilescu2, Mariana Ionescu3, Gabriel Mustățea3, Giuseppe Spadaro3
1Pulp and Paper Research and Development Institute, CEPROHART SA, Brăila, Romania
2 “Gheorghe Asachi” Technical University Iasi, Romania 3National Institute of R&D for Food Bioresources – IBA Bucharest, Romania
Abstract The new packaging materials from cellulosic fibers for oily and grease foodstuffs represent an important segment of the packaging materials market and it must to integrate into the system of food quality assurance, from food packaging up to the consumer. The paper presents some information regarding: a) main characteristics that induce the food-packaging quality of paper; b) laboratory paper fabrication flow; c) qualitative and quantitative analysis of contaminants, especially of the heavy and transitional metals salts (Hg, Pb, Cd, Cr, Fe); d) innocuity issue of the obtained paper in contact with food. I. INTRODUCTION Packaging materials for foodstuffs must have good barrier properties to protect the contents from exterior influences such as oxygen, light, water and water vapour, oil, grease, etc, and do not contain potentially toxic compounds that can migrate into food. Activities carried had the following objectives: 1. Study of phenomena taking place in the fibrous material chemical and mechanical processing and evaluation of the mass and surface impermeabilization treatments 2. Setting the correlation between absorbability, specific surface of recovered fibrous material and the operating principle as regards the impermeabilization additive 3. Elaboration of working recipes for the base paper and mass/surface treatment recipes for impermeabilization and setting of process parameters – preliminary tests 4. Analysis and characterization of papers obtained and evaluation of their conformity with food security requirements II. EXPERIMENTAL PROGRAM AND ACHIEVED RESULTS 1. Fibre swelling - At a simple water immersion, without any mechanical treatment, the volumetric swelling degree of hardwood pulp was 38% and for softwood pulp, 32%. - Regardless the pulp grade, the swelling degree rises slowly when the pH increases and registers a maximum pH of 9.3. - Presence of electrolytes in water changes the swelling capacity of cellulosic fibres in the following order: Ca2+ < Mg2+ < Na+. 2. Pulp refining - pulp refining has been carried out in holender: 1.5 – 2% consistency; lever arm load - approx. 54 N; cylinder rotation frequency - approx. 8.3 s-1 - freenesses : 30°SR, 40°SR, 50°SR

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
53
- main refining effects on fibers are : a) dimensional modifications, b) external fibrilation and increase of external specific area respectively, c) internal fibrilation, that results in the modification of elasticity and plasticity of cellulosic fibres and compactibility, respectively. 3. Elaboration of the base paper recipes and mass/surface treatment recipes for impermeabilization and setting of process parameters – preliminary tests In order to produce a barrier paper 2 directions have been approached and aimed to:
a. Identify and set some recipes for producing some barrier papers by implementing some mass impermeabilization treatments.
b. Identify and set some recipes for producing some base papers and applying surface treatments to provide barrier properties to the paper.
a. Recipes for producing some barrier papers by applying some mass impermeabilization
treatments
No Recipe 1 S5-2% S5-3% S5-4% 50 % hardwood pulp 40°SR
50 % softwood pulp 40°SR Kymene - 2% Fluorochemical agent -2%
50 % hardwood pulp 40°SR 50 % softwood pulp 40°SR Kymene - 2% Fluorochemical agent – 3%
50 % hardwood pulp 40°SR 50 % softwood pulp 40°SR Kymene - 2% Fluorochemical agent – 4%
2 S6-2% S6-3% S6-4% 50 % hardwood pulp 40°SR
50 % softwood pulp 40°SR Kymene - 2% CaCO3 – 20% Fluorochemical agent – 2%
50 % hardwood pulp 40°SR 50 % softwood pulp 40°SR Kymene - 2% CaCO3 – 20% Fluorochemical agent– 3%
50 % hardwood pulp 40°SR 50 % softwod pulp 40°SR Kymene - 2% CaCO3 – 20% Fluorochemical agent – 4%
3 S7-2% S7-3% S7-4% 50 % hardwood pulp 40°SR
50 % softwood pulp 40°SR Kymene - 2% Zeolite – 20% Fluorochemical agent – 2%
50 % hardwood pulp 40°SR 50 % softwood pulp 40°SR Kymene - 2% Zeolithe – 20% Fluorochemical agent – 3%
50 % hardwood pulp 40°SR 50 % softwood pulp 40°SR Kymene - 2% Zeolite – 20% Fluorochemical agent – 4%
For the preliminary tests a cationic fluorochemical aid has been used, soluble in hard water and that does not require a retention aid. Analysing the results obtained the following conclusions can be drawn: - Mechanical and capillary-hygroscopic strength properties are influenced by a series of
factors such as: type of fibre, freeness, content of filler and nature of filler, sizing system etc.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
54
6100
6400
6700
7000
7300
7600
7900
2 3 4Impermeabilization agent charge, %
Bre
akin
g le
ngth
, m
0
50
100
150
200
250
Bur
st s
teng
th, k
Pa
no filler
CaCO3
Zeolit
Influence of mass impermeabilization treatment on mechanical strength properties
breaking length burst strength
- The impermeabilization aid also plays the role of a sizing aid, fact proved by reduction of water absorption at the same time with increasing the charge of this component. This reduction is more marked in case of the paper produced filler free and the paper produced using zeolite as a filler. Most likely, interfibre penetration reduces its intensity, as a result of blocking the interfibre capillary flow by zeolite and reducing the fibres swelling potential by absorbing a higher quantity of impermeabilization aid on their surface (combined with reducing the high dimension pores and the high swelling potential of fibres refined more intensely)
20
30
40
50
60
70
0 2 4 6
Impermeabilization agent charge, %
Cob
b6
0, g
/m2
no filler
CaCO3Zeolit
0
10
20
30
40
50
60
0 2 4 6
Impermeabilization agent charge, %
Air
perm
eabi
lity,
s
no fillerCaCO3Zeolit
Influence of filler on water absorbability and air transit strength
- The impermeability degree is influenced by the quantity of polymer adsorbed for a uniform
fibre coating. The presence of filler results in an increase of specific paper area influencing the consumption of cationic aid for the same performance level. In order to get values of the KIT test higher than 6, the impermeabilization aid consumption increases as follows: no filler < Zeolite < CaCO3. It should be mentioned that in order to produce a paper with KIT 6 – 7, suitable for pastry packaging, 20% zeolite can be used as a filler (for a 3 – 4% charge of mass impermeabilization aid), that means a cellulosic fibrous material saving.
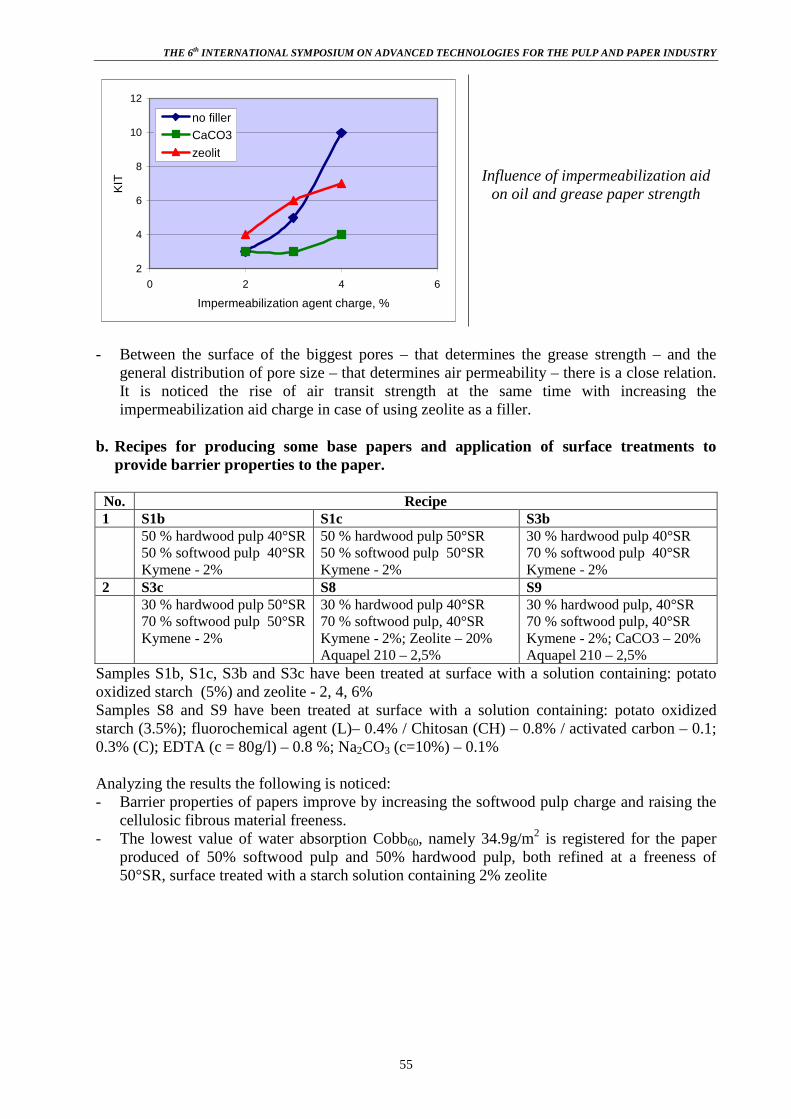
THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
55
2
4
6
8
10
12
0 2 4 6
Impermeabilization agent charge, %
KIT
no filler
CaCO3
zeolit
Influence of impermeabilization aid
on oil and grease paper strength
- Between the surface of the biggest pores – that determines the grease strength – and the
general distribution of pore size – that determines air permeability – there is a close relation. It is noticed the rise of air transit strength at the same time with increasing the impermeabilization aid charge in case of using zeolite as a filler.
b. Recipes for producing some base papers and application of surface treatments to
provide barrier properties to the paper. No. Recipe 1 S1b S1c S3b 50 % hardwood pulp 40°SR
50 % softwood pulp 40°SR Kymene - 2%
50 % hardwood pulp 50°SR 50 % softwood pulp 50°SR Kymene - 2%
30 % hardwood pulp 40°SR 70 % softwood pulp 40°SR Kymene - 2%
2 S3c S8 S9 30 % hardwood pulp 50°SR
70 % softwood pulp 50°SR Kymene - 2%
30 % hardwood pulp 40°SR 70 % softwood pulp, 40°SR Kymene - 2%; Zeolite – 20% Aquapel 210 – 2,5%
30 % hardwood pulp, 40°SR 70 % softwood pulp, 40°SR Kymene - 2%; CaCO3 – 20% Aquapel 210 – 2,5%
Samples S1b, S1c, S3b and S3c have been treated at surface with a solution containing: potato oxidized starch (5%) and zeolite - 2, 4, 6% Samples S8 and S9 have been treated at surface with a solution containing: potato oxidized starch (3.5%); fluorochemical agent (L)– 0.4% / Chitosan (CH) – 0.8% / activated carbon – 0.1; 0.3% (C); EDTA (c = 80g/l) – 0.8 %; Na2CO3 (c=10%) – 0.1% Analyzing the results the following is noticed: - Barrier properties of papers improve by increasing the softwood pulp charge and raising the
cellulosic fibrous material freeness. - The lowest value of water absorption Cobb60, namely 34.9g/m2 is registered for the paper
produced of 50% softwood pulp and 50% hardwood pulp, both refined at a freeness of 50°SR, surface treated with a starch solution containing 2% zeolite

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
56
30
35
40
45
50
55
60
65
70
0 1 2 3 4 5 6 7Zeolit charge, %
Cob
b60,
g/m
2
50/50 H/S pulp, 40°SR/40°SR
50/50 H/S pulp, 50°SR/50°SR
30/70 H/S pulp, 40°SR/40°SR
30/70 H/S pulp, 50°SR/50°SR
Influence of zeolite treatment on paper strength to water
penetration
- Paper barrier properties improve by applying surface treatments. The lowest values of water
absorbtion is registered in case of recipes with zeolite and surface treatment with Chitosan 0.8%, in case of recipes with calcium carbonate and fluorochemical agent surface treatment, respectively.
- Impermeability degree, measured by the KIT value, as regards the zeolite treated papers has values higher than 9.
0
10
20
30
40
50
60
blank L0,4 C0,1 C0,3 CH0,8
Surface treatment
Cob
b60,
g/m
2
S8
S9
a)
020406080
100120140160180
blank L0,4 C0,1 C0,3 CH0,8
Suface treatment
Air
perm
eabi
lity,
s S8
S9
b)
0
3
6
9
12
blank L0,4 C0,1 C0,3 CH0,8
Surface treatment
KIT
S8
S9
c)
Influence of surface treatments on capillary-hygroscopic characteristics
a) Cobb water absorption; b) Gurley air permeability, s ;
c) Impermeabilization degree KIT
- In case of non-sized papers, filler free, by applying surface treatments with solutions
containing various zeolite charges (4%, 6%) reduces the paper air permeability significantly, obtaining values higher than 4000 s. Permeability also diminishes in case of sized papers and with a content of filler, by applying surface treatments with fluorochemical agent, Chitosan and active carbon. The highest values are registered for papers containing CaCO3 and surface

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
57
treated with a solution containing 0.3% active carbon, 0.4% fluorochemical agent, respectively.
- If the base paper is sized, enough impermeabilization aid is not absorbed in the fibre mass and as a result the impermeability degree expressed by the KIT value is much lower than in case of unsized paper. A KIT of 6 has been obtained in case of a base unsized paper, a KIT of 3 respectively in case of papers produced with a sizing aid charge of 2.5%.
- Base characteristics - a paper very refined or sized, diminishes the treatment performance as it prevents the impermeabilization aid penetration in paper mass. In line with the impermeabilization degree required to be obtained, the Cobb absorption of base paper is adjusted. This paper is to be surface treated.
- Paper surface treatment with impermeabilization polymers has the advantage to be more economic than paper mass treatment, as it is carried out with much lower impermeabilization aid consumptions.
4. Permeability to water vapour Barrier properties in terms of water vapour permeability were determined by specific analyses, in conformity with SR EN ISO 15106-1: 2005 – Determination of water vapour transmission rate. Part 1: The method with humidity detector. The range of humidity in measure chamber: 5%– 50% RH. The range of temperature: 5 – 70°C. The device measures the time necessary for increasing of humidity into the top chamber since a predefined minimum value up to predefined maximum value. The measured time is compared with the time registered in the calibration process of the standard film with known permeability and the result is expressed as water vapour transmission rate in g/m2/24h. Test cycle is repeated until results variation achieved a defined repeatability level, indicating that the sample attained equilibrium. The results of water vapour permeability test at 38°C, are presented in the following table:
No Sample P (38 ºC) (g/m2·day·atm)
PC* (38 ºC) (g·mm/m2·day·atm)
Thickness (µm)
1. S1a 210,62 23,17 110 2. S1b 220,62 13,24 60 3. S1c 220,90 15,46 70 4. S2a 210,62 21,06 100 5. S2b 238,34 19,07 80 6. S2c 251,58 17,61 70 7. S3a 232,28 20,91 90 8. S3b 251,58 17,61 70 9. S3c 238,34 14,30 60 10. S4a 226,42 24,91 110 11. S4b 232,28 13,94 60 12. S4c 238,34 19,07 80 13. S1bz2 220,90 17,67 80 14. S1cz2 251,58 25,16 100 15. S3bz2 251,58 27,67 110 16. S3cz2 251,58 22,64 90
*Permeability index (PC) is reported at the tested film thickness in mm

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
58
In the series of samples S1 – S4 not recorded important differences between water vapour permeability values at 38°C; the lowest value was obtained for “a” samples. In the series S1bZ2 and S3bZ2 is not also observed the significant differences between water vapour permeability values at 38°C; the lowest value was obtained for S1bZ2 sample. REFERENCES 1. Rossi L.: National legislations and Council of Europe’s Resolutions on Food Contact Materials, Workshop on Food Contact Material legislation in the EU, Bangkok, Thailand, 1st November 2007; 2. Coles R., McDowell D., Kirwan M.J. - Food packaging technology, CRC Press, 2003, p. 81; 3. Barnes K.A., Sinclair C.R., Whatsoin D.H., Chemical Migration in Food Contact Materials, CRC Press, 2007, p. 333; 4. x x x Commission Regulation (EC) No 2023/2006 of 22 December 2006 on good manufacturing practice for materials and articles intended to come into contact with food, Official Journal of the European Union

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
59
STUDIES REGARDING THE INFLUENCE OF SOME ENDOGENOUS
FACTORS ON PAPER AGEING
Petronela Nechita1, Maricica Burlacu1, Nicoleta Melniciuc2
1Pulp and Paper Research and Development Institute – CEPROHART SA Brăila, Romania 2Alexandru Ioan Cuza University of Iaşi, Romania
Abstract
The problem of documents restoration has a high importance for conservation and preservation of cultural heritage. Durability of organic media documents especially of those based on cellulose structures is a complex area, the inherent paper instability leading to very serious effects from a historical and documentary perspective, regarding the book collections and documents, manuscripts or printed. The objective of this paper was to investigate the effect of endogenous factors (fillers, sizing, surface treatments of paper using various additives) on paper ageing in different conditions. The experiments were accomplished on laboratory samples, for paper ageing evaluation being used the following methods: dry heat treatment at 105°C (24, 48 and 72 hours) according with SR ISO 5630 – 1 and treatment on sulphur dioxide vapors (10 mg/m3) for 24, 48, 72 and 96 hours. The obtained results have revealed that: the papers neutral-alkaline sized present the better stability on pollutants used in the experimental programme; using the polyamidamineepichlorhidryne resin as retention agent in paper composition has a slight effect on increasing of paper stability subjected on heat treatments; the surface treatment of paper with different additives has a protective effect against the action of polluting factors, the coating layer structure preventing the diffusion of polluted gases into paper structure, both by closing of surface pores and acidity neutralizing reactions. Based on registered results can be concluded that these treatments can be used in the consolidation and restoration of documents based on cellulose fibres.
I. INTRODUCTION
Any grade of paper is subjected to the natural ageing process, but the degradation degree have large variations, depending on the causes and influences that determine this phenomenon. In addition to the cellulose fibres ageing, during development of this process act positively and negatively some factors that can be divided into two main groups: endogenous or internal factors that are determined mainly by the raw materials type, additives and manufacturing conditions, and exogenous or external factors that are determined by outside influences of paper. [1] The paper is inevitably subject to a degradation process, the important being its development speed. To increase of papers life is well known the influence factors, both internal and external, in order to take the measures to limit their negative action. [2]

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
60
II. EXPERIMENTAL
The experimental program carried out aimed to evaluate the effect of fillers, sizing agents and surface treatments with various additives on paper durability. Tests have been carried out on paper samples with different compositions obtained in laboratory. [3]
Materials and methods used Paper samples with different charges of filler and sizing agent have been obtained as hand sheets with a basis weight of 80 g/m2, on the Rapid Kothen sheet former according to the provisions of STAS 6095/3:1990. For surface treatments the hand sheets obtained as above have been surface treated with solutions of oxidized starch, carboxymethylcellulose, polyvinyl alcohol and chitosan.
- papers with different charges of filler
Composition RF0 RF5 RF10 RF15 RF 20
Bleached softwood kraft pulp (28 – 30°SR)
70 70 70 70 70
Bleached hardwood kraft pulp (32 – 34°SR)
30 30 30 30 30
Retention agent, Kymene 611, p.c.
1,5 1,5 1,5 1,5 1,5
Filler, CaCO3(GCC) 0 5 10 15 20
- papers with different charge of sizing agent
Composition Reference RFAq5 RFAq10 RFAq15 RFAq 20
Bleached hardwood kraft pulp (28 – 30°SR)
70 70 70 70 70
Bleached softwood kraft pulp (32 – 34°SR)
30 30 30 30 30
Retention agent, Kymene 611, p.c.
1,5 1,5 1,5 1,5 1,5
Filler, CaCO3(GCC) 15 15 15 15 15
Sizing agent, Aquapel 610 D (alkyl dimer ketene)
0 0,5 1,0 1,5 2,0

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
61
- surface treated papers with different additives
Sample
Bleached softwood kraft pulp
(28 – 30°SR)
Bleached hardwood kraft pulp
(32 – 34°SR)
Retention aid, Kymene 611
Filler, ground CaCO3
Sizing aid, Aquapel 610 D
(alkyl dimer ketene)
Base paper RF 70 30 - - - Base paper RFAq15
70 30 1,5 15 1,5
RFAM Surface treatment with sol.6% of oxidized starch (2 – 4 g/m2) RFCMC Surface treatment with carboxymethylcellulose CMC (Blanose 7M1)
Sol. 10% (2 – 4 g/m2) RFPVA Surface treatment with polyvinyl alcohol, Sol. 10% (2 – 4 g/m2) RFCh Surface treatment with chitosan , sol.6% (2 – 4 g/m2)
Methods of degradation
For paper samples obtained in laboratory the following treatments have been applied:
- dry heat treatment at 105°C (24, 48, 72 hours), according to SR ISO 5630 – 1, Paper and board – Part 1: Dry heat treatment at 105°C Before and after each series of treatments the physical-mechanical and chemical characteristics of tested paper samples have been evaluated, as follows:
- Tensile strength /breaking length according to SR ISO 1924-2:1996 - Double folding strength according to SR ISO 5626:1996 - maintaining in sulphur dioxide atmosphere (10 mg/m3) for 72 and 96 hours
Before and after each series of treatments physical-mechanical and chemical characteristics of the tested paper samples, as follows:
- Tensile strength/breaking length, according to SR ISO 1924-2:1996 - Double folding strength according to SR ISO 5626:1996 - Water absorption, Cobb60, according to SR EN 20535:1996

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
62
III. RESULTS AND DISCUSSIONS 1. Papers with different charges of filler
0
20
40
60
80
100
120
140
0 5 10 15 20 25
Filler charge, %
Age
ing
resi
stan
ce,
% (
72 h
at 1
05°C
)
Breaking length
Double folding strength
Tensile strength
Fig. 1 Ageing resistance (72 h at105°C) of paper samples obtained as hand sheets versus GCC charge
As is presented in figure 1, can be observed the positive effect of addition of GCC on the paper durability. After keeping of 72 hours at 105°C, some characteristics of mechanical strength (tensile strength and breaking length) have greater values than reference sample (RF 20). This behaviour may be due to the presence in the samples paper composition of polyamidamineepichlorhidryne resin which have cross linking effect on this temperature (105°C). This behaviour leads to paper „maturation” and to obtain better strength properties. Regarding the influence of filler charge on paper durability under pollutants gases action, in figure 2 a) and b) is presented a comparison between the results obtained after treatments of paper samples under sulphur dioxide atmosphere and after heat treatments.
0
20
40
60
80
100
120
140
0 5 10 15 20 25
Filler charge, %
Age
ing
resi
stan
ce, %
Dry heat treatment (72 h at 105°C) SO2 treatment, 72 h
0
20
40
60
80
100
0 5 10 15 20 25
Filler charge, %
Age
ing
resi
stan
ce, %
Dry heat treatment (72 h at 105°C)
SO2 treatment, 72 h
a) b)
Fig. 2 The evolution of ageing resistance of paper samples under different conditions versus filler charge: a) Breaking length, b) Double folding strength

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
63
Can be observed from these graphics, on the one hand the action of pollutant gases on paper degradation is more pronounced that the heat treatment, on the other hand the presence of fillers in paper samples composition gives it the better stability under attack of exogenous factors.
8,5
8,6
8,7
8,8
8,9
9
9,1
9,2
pH, (
heat
aqu
eous
ext
ract
)
5 10 15 20
Filler charge, %
Initial After 72 h of SO2 treatment
Fig. 3 The pH evolution of paper samples subjected on pollutant gases attack versus filler charge
Analyzing the evolution of pH can be observed that the sulfur dioxide treatment is without significant reduction in pH value, maintaining its value in the range of 8.8 – 9.14. This behavior leads to the conclusion that the paper containing filler base on GCC has a better stability under the influence of environmental factors. 2. Papers with different charge of sizing agent It is noticed that the dry heat treatment has the most pronounced effect on the double folding strength, that registered the highest decrease at 48 h maintaining at 105°C, regardless of sizing agent charge. (figure 4)
0
100
200
300
400
500
600
700
800
900
1000
0 0,5 1 1,5 2 2,5
Sizing agent charge %
Num
ber o
f dou
ble
fold
ing
Initial Dry heat treatment (48 h at 105°C)
Fig.4 The evolution of double folding strength versus sizing agent charges of paper samples subjected on dry heat treatment

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
64
Analyzing the overall influence of sizing agent addition on the paper samples durability, can be seen that used sizing system (neutral – slightly alkaline) offers a good stability of papers under the action of degradation factors. Using the polyamidamineepichlorhidryne resin in paper samples composition, (Kymene 611), resulted in the higher stability of papers subjected to accelerated ageing. This behaviour can be explained (as above mentioned) by that the resin takes the destructive action of heat treatment, having a protective role. Figures 5 and 6 present the results of pH and water absorption characteristics of paper samples exposed to sulphur dioxide treatment for 24, 48 and 72 hours.
0
20
40
60
80
100
120
0 20 40 60 80
SO2 treatment, hours
Wat
er a
bsor
btio
n, C
obb6
0, g
/m2
0,5% sizing agent 1,0 sizing agent 1,5% sizing agent
Fig.5 The influence of SO2 treatment on the sizing degree of paper
8,4
8,6
8,8
9
9,2
9,4
9,6
0 20 40 60 80
SO2 treatment, hours
pH v
alue
0,5% sizing agent
1,0 sizing agent
1,5% sizing agent
Fig.6 pH evolution of paper samples subjected on SO2 treatment
Generally, the paper samples subjected to different treatments of accelerated ageing, register a decrease of sizing degree and pH. Besides the nature of pollutants, these phenomena are influenced by the pH of papermaking process. In our case, the paper samples were obtained under neutral alkaline pH, making them more stable under pollutants action, as shown in figures 5 and 6.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
65
Regarding the influence of sizing agent addition on the mechanical strength of paper samples subjected on SO2 treatment, is illustrated in figure 7 that the breaking length of tested paper samples is not greatly affected after 72 hours of treatment with SO2. The addition of 0,5% and 1,0% of sizing agent, has as result a slight increase of this parameter. This fact is due to the presence of polyamidamineepichlorhidryne resin in paper samples composition.
7000
7500
8000
8500
9000
9500
Bre
akin
g le
ngth
, m
0 24 48 72
SO2 treatment, hours
0,5% sizing agent 1,0 sizing agent 1,5% sizing agent
Fig.7 Breaking length evolution versus sizing agent addition and duration of SO2 treatment
0
20
40
60
80
100
120
140
160
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6
Sizing agent addition, %
Deg
rada
tion
stre
ngth
, %
Dry heat treatment
SO2 treatment
Fig. 8 The influence of ageing treatment on the paper degradation (double folding strength)
Analyzing the influence of different ageing treatments on paper samples with different levels of sizing, it appears that the treatment with SO2 has a more pronounced influence on the paper degradation (Figure 8).

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
66
3. Surface treated papers with different additives
Accelerated ageing by dry heat treatment
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Bre
akin
g le
ngth
, m
RF RFAq15 RFCh RFCMC RFAM RFPVA
before treatment After 72 hours of treatment
Fig. 9 Influence of heat process on breaking length of paper samples surface treated with various additives
0
200
400
600
800
1000
1200
Num
ber
of d
oubl
e fo
ldin
gs
RF RFAq15 RFCh RFCMC RFAM RFPVA
before treatment After 72 hours of treatment
Fig. 10 Influence of heat process on double folding of paper samples surface treated with various additives
Analyzing the results presented in figures 9 and10, it is noticed that paper surface treatments provide a slight improvement of durability as the strength characteristics of samples subject to accelerated ageing treatments by dry heating register higher values than treatment free samples. Can be emphasized that the surface treatments of paper with CMC and chitosan additives are efficient for improving of paper stability on heating processes (especially in case of number folding preservation). But, it is important to underline that properties of the initial base paper – paper sized in neutral-alkaline medium, containing calcium carbonate as a filler and alkyl-dimer-ketene as a sizing aid - provided a higher ageing strength, a better efficiency of surface treatments, respectively.[4]
Accelerated ageing by SO2
pollution Sulphur dioxide is an acid gas that is transformed on water vapors and time in H2SO4 – the strong acid that has negative effects on archive documents.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
67
The surface treated samples and references were subjected on sulphur dioxide atmosphere for 72, and 96 of hours.
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Bre
akin
g le
ngth
, m
RF RFAq15 RFCh RFCMC RFAM RFPVA
before treatment After 72 hours of treatment
Fig.11 Influence of sulphur dioxide treatment on breaking length of paper samples surface
treated with various additives
0
100
200
300
400
500
600
700
800
900
1000
Num
ber
of d
oubl
e fo
ldin
gs
RF RFAq15 RFCh RFCMC RFAM RFPVA
before treatment After 72 hours of treatment
Fig.12 Influence of sulphur dioxide treatment on double folding of paper samples surface treated with various additives
It is noticed that, sulphur dioxide atmosphere ageing less affected the mechanical strength properties of surface treated paper samples. If the ageing resistance of references is about 90 - 93%, for all the samples surface treated, the ageing resistance is 98 ÷ 120%. (figure 11 and figure 12). The results suggest that the surface treatments have a protective effect versus pollutant action of sulphur dioxide vapors. Therefore the coating layer structure is affected by acidity (the water absorption is increased – figure13), the coating layer preventing the vapors diffusion in the sheet structure, both by closing the surface pores in the first stage and by the neutralization reactions of acidity.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
68
0
20
40
60
80
100
120
140
Wat
er a
bsor
btio
n, C
obb
inde
x, g
/sqm
RFAq15 RFAM RFCMC RFPVA RFCh
before treatment
after 96 hours of treatment
Fig.13 Development of sizing degree concerning paper samples surface treated with various additives in line with the time of maintaining in sulphur dioxide atmosphere
IV. CONCLUSIONS
• Paper durability is influenced directly by the technological parameters of manufacturing process (fibrous material, pH, additives etc.)
• The neutral/alkaline sized papers (that contain GCC as filler and AKD as sizing agent) have a better stability under the action of pollutants that were studied within the experimental program;
• Use of polyamidamineepichlorhidryne resin as retention agent have a slight effect of increasing the paper stability under dry heat treatment.
• Paper ageing processes have been lead to decreasing of strength characteristics of references samples (without surface treatments- RF and RFAq15 samples) and moderate changes of these characteristics in case of surface treated samples; an efficient surface treatment for paper ageing is surface treatment with chitosan (natural polymer, biodegradable, bioactive and biocompatible);
• Paper surface treatments with various additives have a protective effect in relation to the action of pollutant factors, the coating layer structure preventing the diffusion of pollutant gas vapors in the sheet structure, both in closing the surface pores in the first stage, and through the neutralization reactions of acidity;

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
69
V. AKNOWLEDGEMENTS We are grateful to Romanian Ministry of Education – National Scientific Research Agency, for financial support of project “ RESEARCH STRATEGIES CONCERNING THE ASSESSMENT OF THE STATE OF CONSERVATION AND THE IMPELEMNTATION OF NEW MATERIALS AND TECHNIQUES IN THE RESTORATION AND CONSERVATION PROCESS OF ANCIENT BOOKS AND DOCUMENTS ENSURING THE CULTURAL HERITAGE PERENNIALITY AT COMMUNITARIAN LEVEL – PAPREST” Financing Program: PNCDI2 – Partnership within priority domains . VI. REFERENCES [1] Dessauer, G. - Das Papier, 32 (10A) : V32-V38 (1978) [2] Poppel, E., Ciobanu, D. - Celuloză şi Hârtie, 31 (3) : 46-49 (1982) [3] Nechita P., - Report of PapRest - Research project (contract no.9277/2008) – stage 3/2010, p. 22- 25. [4] Ardelean E., Asandei, D., Tanase M., Bobu E., - Study on some resizing and consolidation methods of old papers support – European Journal of Science and Theology, vol.3, no.3, (2007), p.53-61

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
70
POSSIBILITIES OF BIOREFINING OF SOME SECONDARY PROD UCTS
RESULTED FROM BAST FIBERS PROCESSING
Iulian-Andrei Gîlcă1, Adrian-Cătălin Puiţel1, Valentin I. Popa1
1“Gheorghe Asachi” Technical University Iasi, Romania
Abstract It is well known that byproducts resulted from bast fiber (flax, hemp, jute) processing are used in energy production. Taking into account their chemical composition bast fiber processing waste could be processed step by step (biorefining) to recover some components. The paper presents some preliminary results obtained in glycerol organosolv fractionation of hemp processing waste. Glycerol is also a byproduct of biodiesel production from vegetable oil. By using this treatment it is possible to recover cellulosic fiber and lignin. The obtained pulp was analyzed to determine the delignification degree and the papermaking potential. The lignin, which is susceptible for hydroxymethylation and epoxidation to obtain nanoparticles, was recovered from the residual pulping liquor and subjected to analytic and spectral characterization. I. INTRODUCTION Alkaline kraft pulping is the dominant chemical pulping process today, accounting for more than 80% of pulp production, but it has some serious shortcomings consisting in air, water pollution and high investment costs (Murinnen, 2000). Lower environmental impact, possibility of lignin and sugar recovery, easier solvent recovery and possibility of using a wide variety of organic solvents are considered advantages of organosolv pulping processes over conventional ones (Saberikhan et. al, 2010; Wang et al, 2010). During hemp and flax processing about 70-80% of the initial raw material is removed as waste woody core (shives). The hemp woody core waste is generally used as fuel, building material manufacturing (gypsum and cement fiber board), animal bedding in agriculture, composting or landfilling (Dutta et al, 2008). Pulp and paper industry utilizes wood as pulping raw material. The interest towards using alternative fiber sources has increased as the paper demand is continuously increasing its production (Dandg et al, 2006). The secondary product of pulping industry is the lignin contained by the black liquor. The black liquor is usually concentrated and burned in the recovery boiler for energy and chemical recovery. However, more and more applications are employed for the black liquor recovered lignin (Anvar et al, 2010). At present, hemp woody core is not used by the pulp and industry because of the following inconvenients: − Difficulty of delignification as consequence of higher wood or bast fiber lignin content in
cell wall;

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
71
− Unbleached pulp obtained from flax and hemp by using conventional pulping processes (soda and Kraft) have lower yields and higher Kappa numbers than pulps obtained from hardwood pulping;
− Fibers obtained from hemp and flax woody core are two by three times shorter than fiber obtained from wood;
− Pulp trend to have lower papermaking properties; − Chemical recovery is difficult due to high silica content; All these factors contribute to a lower usage of the conventional pulping methods for hemp woody core pulping. Some of these mentioned difficulties might be overcome if non-conventional pulping processes such as organosolv are applied. The aim of this work was to investigate the possibilities of integrating the hemp woody core (fibrous waste material) into the production of non wood pulp and lignin recovery by using glycerol organosolv pulping method, according to the biorefinery concepts. Using the organosolv processes for delignification of hemp woody core is environmentally friendly because the residual liquor may be easily recycled after lignin recovery. The recovered lignin may be used as raw material in synthesis as well as for biocide systems based on lignin nanoparticles (Gîlcă et al, 2011). II. EXPERIMENTAL The hemp woody core (30-60 mm) have been introduced into an autoclave type reactor together with the glycerol and alkali. Heating to the desired cooking temperature took place in 60 minutes. The established cooking time at the temperature of 170°C was 120 minutes at a liquid to solid ratio of 6:1. Alkali charge was varied in order to establish the effect of this parameter on the delignification process. Kappa number of pulps was determined according to standard ISO 302:2004. A rapid glycerol recovery control method is performed by measuring the viscosity of glycerol solution and establishing its concentration by the dependence on the viscosity. An interesting aspect would be the exact influence of dissolved on the viscosity of the recovered glycerol solution. Beatability was studied by beating the pulp in Yokro mill at different numbers of revolutions per minute. After beating paper hand sheets were obtained by using a Rapid Koethen laboratory sheet former. Lignin was separated by precipitation to pH 4, using hydrochloric acid (5%) (Lyn, 1992).
The obtained lignins were vacuum dried at 40ºC and after were further characterized by UV-VIS spectroscopy - a Jasco V550 UV-VIS spectrometer was used. FTIR spectroscopy was performed by using KBr technique on Digilab Scimitar FTS2000 at 64 scans at a resolution of 4 cm-1. III. RESULTS AND DISCUSSION The yield, rejects and kappa number (which is an indication of the residual lignin in the obtained pulp) values – are presented in table 1.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
72
Table 1. Values of kappa number, yield and rejects as a function of alkali charge
Alkali charge, % , Na2O on o.d.
material
Kappa number
Yield % Rejects,%
6.87 61 56.0 19.6 13.75 44 40.0 1.37 20.63 24 37.0 0
16.21 (NaOH si Na2S) 56 51.0 14.4
The experimental data on yield, rejects and kappa number show the possibility of obtaining good results on glycerol pulping by using less or similar alkali charges that those used in conventional Kraft pulping. The delignification degree increases with the increase in the alkali charge. The mechanical characteristics of the obtained pulps are comparable with those of wood pulps.
0
20
40
60
80
100
0 5 10 15 20 25 30
Refining time, minutes
Ref
inin
g de
gre,
o S
R
Hemp gly cerol pulp (A.A. 6.87%)
Hemp gly cerol pulp (A.A. 13.75%)
Hemp gly cerol pulp (A.A. 20.63%)
0
20
40
60
80
100
0 20 40 60 80
Refining degree, oSR
Ten
sile
inde
x (
kNm
/Kg)
Hemp glycerol pulp(A.A. 6.87%)
Hemp glycerol pulp(A.A. 13.75%)
Hemp glycerol pulp(A.A. 20.63%)
Hemp kraft, 16% Na2O
Figure 1. a) Evolution of refining degree as a function of time b) Evolution of tensile index as
function of refining degree Figure 1 shows a rapid evolution of refining degree during refining. Good mechanical properties can be achieved at a refining degree between 35…40 °SR. It is well known that the paper properties depend on an optimal refining degree. Refining rate is also important due to energy consumption problems. Refining rates is comparable to that of hardwood pulp, but somehow with higher values (Stoica et al, 2010).
300 400 500 6000.0
0.5
1.0
1.5
2.0
Abs
orba
nce,
A.U
.
Wavelenght λ, nm
Lignin from organosolv pulping (AA 20.63 %)
Lignin from Kraft pulping
Figure 2. UV-VIS diferential ionization spectra for glycerol hemp woody core lignin and kraft
hemp woody core lignin

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
73
UV-VIS spectra of lignin samples obtained by different pulping liquors consist of a maximum at 250 nm, shoulders at 290 and 295 nm and 355 nm. In general, kraft lignins exhibit higher absorbances due to the presence of stilbene, α-carbonyl and other conjugated groups formed during the pulping process (Lyn, 1992). The same characteristics seem to be present in glycerol lignin spectra but with a slight shift to 290 nm of the secondary absorption band.
hemp kraft normalised.TXT
4000 3500 3000 2500 2000 1500 1000 500Wavenumber (cm-1)
0.5
1.0
1.5
Arb
itrar
y
3450
.64
2939
.51
2845
2360
.87
2341
.58
1716
.64
1635
.63
1517
.97
1458
.18
1425
.39
1267
.23
1219
.01
1116
.78
1043
.49
617.
22
Figure 3. Hemp woody core kraft lignin FTIR spectra glycerol lignin.TXT
4000 3500 3000 2500 2000 1500 1000 500Wavenumber (cm-1)
0.5
1.0
Arb
itrar
y
3429
.43
2937
.58
2848
.85
1645
.28
1616
.34
1514
.12
1462
.04
1425
.39
1373
.31 12
19.0
111
16.7
810
37.7
920.
0482
1.67
592.
15
Figure 4. Hemp woody core glycerol lignin FTIR spectra
Kraft hemp woody core lignin and glycerol lignin FT-IR spectra show multiple peaks: at 3405 cm-1 hidroxyl group stretch, 1714 C=O stretch in unconjugated ketones, carbonyls and in ester groups (frequently of carbohydrate orgin); conjugated aldehydes and carboxylic acids absorb around and below 1700cm-1; 1635 cm-1 C=O stretch in conjugated p-subst, aryl ketones; 1517 cm-1 aromatic skeletal vibration in lignin; 1458 cm-1 C-H deformations; 1425 cm-1 aromatic

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
74
skeletal vibrations; 1373 cm-1 aliphatic C-H strech in CH3; 1267 G ring along with C=O strech; 1116 aromatic C-H in plane deformation.
IV. CONCLUSIONS
The current work shows the possibility of obtaining papermaking pulp by using both conventional pulping process and glycerol alkaline. Increasing alkali charge in glycerol pulping process leads to pulps with lower kappa number but also lowers the yield. The obtained pulps have good mechanical characteristics and are easy to refine. Refining to suitable degree takes place in short time, by thus using less energy. The obtained lignin was subjected to preliminary analysis by UV-VIS and FTIR spectroscopy. Spent liquor recovered lignin is a further subject for study toward suitable valorization by hydroxymethylation and other modification methods. V. REFERENCES
D. Dutta, J.S. Upadhyayaa, C.H. Tyagi a, A. Kumarb, M. Lala, Studies on Ipomea carnea
and Cannabis sativa as an alternative pulp blend for softwood, An optimization of kraft delignification process, 2008, Industrial Crops and Products, 2 8, 128–136;
V. Dang, K. L. Nguyen, Characterisation of the eterogeneous alkaline pulping kinetics of hemp woody core, 2006, Bioresource Technology, 97, 1353–1359.
A. U. Buranov, G. Mazza, Lignin in straw of herbaceous crops, Industrial crops and products, 2008, 2 8, 237–259.
K. Wang, Feng Xu and R. Sun, Molecular characteristics of kraft-AQ pulping lignin fractionated by sequential organic solvent extraction, 2010, Int. J. Mol. Sci., 11, 2988-3001. S. Y. Lyn, Characterisation in solution: spectroscopic methods ultraviolet spectrophotometry, 1992, Methods in Lignin Chemistry, Springer-Verlag, Berlin. 75-80.
E. Saberikhah, J. Mohammadi Rovshandeh* and P. Rezayati-Charani, Organosolv pulping of wheat straw by glycerol, 2011, Cellulose Chemistry and Technology, 45 (1), 67-75,.
M. Muurinen, Organosolv pulping – A review and distillation study related to peroxyacid pulping, 2000, Publishing house Oulu Yliopisto, Oulu, 70-71.
I. A. Gilca, A. M.Capraru, S. G. and V. I. Popa, Agents for wood bioprotection based on natural aromatic compounds and their complexes with copper and zinc, 2011, Cellulose Chemistry and Technology, 45 (3-4), 227-231.
D.E. Stoica, B.M. Tofanica, D. Gavrilescu, Consideration of refining of nonwoods pulps, 2010, Celuloză şi Hârtie, 51, 6-7.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
75
SR EN 16001:2009 – A NEW CHALLENGE FOR ORGANIZATIONS
Elena Constantin
Senior Auditor Environmental Management Systems, Energy Management Systems Auditor
TÜV Rheinland Romania Abstract Energy management, fully implemented in an organization, with quality management, environment, occupational health and safety and other systems, completes the total quality management of the organization. The main objectives of energy management are to ensure optimal and efficient consumption of energy to maximize profits by minimizing energy costs. Thus represents a new way to increase competitiveness on the market organization. Implementation of energy management system in accordance with standard requirements of SR EN 16001:2009 can be a challenge for all organizations, but will be on hand to organizations that have already implemented an environmental management system, due to the similarity of the two standards. INTRODUCTION Lisbon Strategy - European Strategy for sustainable development included the current priorities:
� Climate changes � The fight against global warming � Biodiversity conservation � Reducing health problems caused by pollution � More responsible use of natural resources
EU energy policy and environmental policy take into account the fact that reducing the environmental impact of energy production and use can lead to energy savings and promoting energy efficiency and increasing the share of clean energy production and use. EU objectives and targets for energy-climate - 2020 are:
• strategic objective of European energy policy - reducing emissions of greenhouse gases (GHG) emissions by 20% compared to 2005.
• related objectives: - increasing the share of renewable energy sources (RES) in total primary energy mix to 20% - reduction of final consumption by increasing energy efficiency by 20% - increasing the share of biofuels in transport to 10% (biofuels, electricity or hydrogen).
The objectives are known as so-called packet 20-20-20. Romania's energy strategy for 2007-2020 is in line with Directive 2006/32/EC on energy efficiency to end users, which reduces the final energy consumption by at least 9% over a period of nine years (2008-2016) compared to the average consumption over the past five years for which data are available (2001-2005). National potential for saving energy, respectively, to reduce energy losses, is estimated at 27-35% of primary energy resources (expressed as a percentage of consumption) as:
• industry 20 - 25%, • buildings 40 – 50%, • transport 35 – 40%
What is SR EN 16 001:2009 ?

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
76
SR EN 16001:2009 - energy management systems. Requirements and User's Guide is a guide in establishing processes necessary for improvement of energy efficiency. Standard addresses any organization wishing to develop and implement a policy to energy and energy objectives, taking into account information and legal requirements relating to significant energy aspects. Environmental Management System / / Energy Management System The two management systems have similarities and differences. The main similarities:
– PDCA approach – Defining the requirements of reference standards – Steps to implement similar
Differences between systems: – There are not standard adopted by ISO – Focus on energy-using sectors and opportunities for substantial improvement in
performance indicators – Use of energy consumption measured
PDCA approach
Steps to implement energy management system are:
• Initial analysis to identify energy-using sectors and opportunities for improvement - significant energy aspects
• Setting objectives, how to define and implement the system - depending on the economic power of the organization
• Defining and documenting the fulfillment of standard requirements • Continuous improvement of energy performance and energy efficiency, reduces costs
and carbon dioxide emissions. Initial analysis of energy issues concern:
Energy Policy
Planning
Implementation and operation
Verification
Non-conformity. Corrective and preventive actions
Internal Audit
Management review
P
D
C A
Conformity assessment
Monitoring and measurement

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
77
• Consumption of energy from present and past, and energy factors - from measurements and other evidence
• Estimation of future energy consumption • Trends in energy consumptions • Opportunities to improve energy efficiency.
Objectives, targets and programs - Indicators relevant to energy: • Energy efficiency - the ratio between the results of an organization, goods or services and
energy used for this effect • Energy intensity - energy consumption to gross domestic product / GDP (tonnes
conventional fuel / $ or kW / $) Relevant environmental indicators:
• Emissions into the environment - air, water, soil, waste …. • Consumption of resources - energy, raw materials …..
Common Indicator: Emissions of greenhouse gases. Measures to improve energy efficiency, examples: - for heat - steam:
• Reducing the amount of total dissolved solids in boiler water boiler that enables operation without stopping due to deposits, and therefore reduce energy losses
• Optimizing vent valves operation - reduces losses. • Optimization of distribution systems and insulation of steam / condensate return. • Recovery and recycling condensate has the effect of reducing the loss of energy, water
consumption and the amount of added chemicals used. - for electricity:
• increasing the power factor corresponding to local consumption of electricity supplier and techniques for power factor correction
• Replace motors with energy efficient motors • equipment operation with a corresponding energy consumption (motor efficiency) • provision of appropriate size cables with consumption • transformers operation to load min. 40-50% • large energy-consuming equipment location as close to power source.
Examples of BAT measures for paper industry
Energy efficiency technologies
Energy type and quantity needed
% Energy saving and the amount
Notifications
High consistency pulp Electricity for pumps and rotors, 60 kWh/t
33%, 20 kWh/t Optimizing the rotor design
Refining of pulp Electricity to drive motors, 100-500 kWh/t
20%, 80 kWh/t It depends on the sort of paper produced
Formation at high consistency
Electricity, 200 kWh/t 20%, 40 kWh/t Applies to papers with wastepaper
Optimization of vacuum
Electricity 25%
Recovery of hot air exhausted from the paper machine dryers
Heat 10% Use heat exchangers air-air or air - water
Use fans to air, with direct burning of gas
Heat 40% Mainly used in tissue paper machine hood

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
78
CONCLUSIONS All industrial companies can save energy by applying good management principles and the same techniques they use for quality, environmental or occupational health and safety. These management practices include full responsibility for energy management. Reducing energy consumption is not only financial savings but also reduce environmental pollution. The commitment of top management is the precondition for successfull energy efficiency management. It is difficult to determine accurately the costs and economic benefits brought by the implementation of energy management system, but we must not forget that the net savings contribute directly to increased profit organization. REFERENCES - SR EN 16001:2009 – Energy management systems. Requirements and User. - BAT Guidance Note on Best Available Techniques for the Production of Paper Pulp, Paper and Board – April 2010, ENVIRONMENTAL PROTECTION AGENCY - PO Box 3000, Johnstown Castle Estate, Co. Wexford, Ireland - Modern energy management principles – 2005, Authors: dr. ing. Stefan GADOLA, C.E.M., ing. Vasile GRASIN, C.E.M., physicist Georgeta PÃDUREANU, C.E.M., ing. Florin Mircea POP, C.E.M. – EnergoBit, prof. dr. ing. Florin Radu POP, conf. dr. ing. Dorin BEU - Technical University of Cluj-Napoca - Reference Document on Best Available Techniques for Energy Efficiency – February 2009, from European Commision

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
79
EFFECTS OF RECYCLING ON RHEOLOGICAL PROPERTIES OF PAPERS FROM SECONDARY FIBRES
Florin Ciolacu1
1"Gheorghe Asachi" Technical University of Iasi, Romania
I. INTRODUCTION Recovered paper has now become an indispensable raw material whereas almost 50% of fibrous raw material is the secondary fibres recuperate from recycling recovered paper. However, certain factors do have a limiting influence on the possibility of an extended use of recovered paper, such as the quality of the recovered paper, the poor sorting activities, the price for recovered paper, the acceptance/demand of recovered paper-containing products by the consumers, the recyclability of the paper products, etc. (Miranda, Bobu, Grossman, Stawicki, & Blanco, 2010). The introduction of the recycled fibres into the paper-stock composition reflects on the quality of the paper and on the paper machine runability. These effects are explained by the profound changes registered by fibres during papermaking processes, finishing and converting, whereas the storage, use and recycling. These changes can be described in different ways using terms such as:
• cornification (loss of ability of fibres to swell in water) • semi-reversible closure of pores in cell walls, • reduction of specific surface
• decreasing of conformability and flexibility of the fibres • breaks or other damage to the fibres.
By recycling the average length of fibres is reduced, especially since the increased number of recycling. Decrease in average length can reach 30-40% of initial value in the case of the fourth or fifth recycling and is one of the most important causes of reduced strength properties of paper. For example, breaking length of paper from recycled fibres can be up to 50% lower than virgin fibres, at the same paper and board manufacturing conditions on the machine. To explain the reduction in bound capacity of cellulose fibres that have undergone repeated dryings and wettings, Jayme introduces the expression "cornification" in 1944 and quantify the phenomenon as percentage of water retention value decreased (WRV) of pulp determined by centrifugation after as shown in equation (1)
Cornification = (WRV0-WRV1) * 100 / WRV0 (1)
WRV0 is the water retention value of fibres from virgin pulp, WRV1 water retention value of recycled pulp after drying and re-obtain of cellulose fibre suspension by slushing. Cornification decreases flexibility and plasticity of the fibres and capacity of fibres swelling in water, with direct effect on the bonding capacity of them. As a result, recycled fibres form fibrous networks weaker and the main properties of resistance are reduced.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
80
The rheology attempts to model the behaviour of paper under complex stresses in different processes (printing, converting, etc.) are known and enjoyed a certain measure of success. Unfortunately, the desire to obtain more accurate behaviour of the paper led to mechanistic models too complex and cumbersome for current use. Moreover, the changes suffered by the raw materials for papermaking have revived research in the field of rheology paper. This paper mainly focuses on the investigating of the rheological characteristics evolution of the paper of secondary fibres during the recycling process. The correlations between rheological characteristics of secondary fibres and strength properties of paper are established and paper behaviour is modelled using a classic model with four parameters (double Maxwell) by tensile relaxation experiments. II. EXPERIMENTAL PART Materials, methods and experimental program A Northern Bleached Softwood Kraft Pulp (RM-8495 - The Procter & Gamble Company USA) was used as a fibrous raw material in this experimental study. The pulp has been refined in a Valley-Hollander beater (ISO 5264-1:1979) up to required degree of beating. The stock consistency and the beating degree evaluation were performed according to the standards (ISO4119:1995) and (ISO5267-1:1999) Laboratory sheets (2.4 g) were made on the Rapid Köthen Laboratory Sheet former (ISO 5269-2:2004) from refined pulp in first cycle (or from slushed pulp for next cycles of recycling experiment). After each cycle of paper production simulated in laboratory, ten hand-sheets of those previously obtained were kept and were used to evaluate various characteristics, and the rest were slushed on a laboratory disintegrator (ISO5263-1:2004) being paper stock for the next manufacturing cycle (Figure 1). The sheets for trials were conditioned for 24 hours (23°C, 50% relative humidity) (ISO 187:1990) and subject to the following measurements of the paper characteristics: grammage (ISO536:1995), thickness and density (ISO534:2005); tensile strength and elongation at break (ISO1924-2:2008 or TAPPI T 494); In each cycle of production the cornification of fibres has been assessed trough water retention values measurements (WRV). WRV is an indicator of fibre swelling capacity and water retention. The test was done by placing a layer of cellulose fibres (obtained by dewatering on a screen) in a centrifuge tube, which has a base of glass filter (frit). Centrifugation for 10 minutes with an acceleration of 3000g removes water from the fibres surface and lumen. Water remaining in the fibres layer is considered to be retained in the small pores of the cell wall of fibres. VRW is equal to mass ratio of water remaining in the sample after centrifugation and absolutely dry fibres mass. Sheets obtained in each cycle were tested for both common features as well as the specific results of relaxation experiments.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
81
Northern Bleached
Softwood Kraft Pulp
(RM-8495)
Disintegration
30 min
Valley Hollander
Beating
Valley Hollander
c=1.67%
Paper stock with
different beating
degree
Recovered paper
stock evaluation
SR, WRV
Handsheets forming
on Rapid Köthen
laboratory former
(5cycles)
Disintegration into
PTA disintegrator
10 min, 3000 rpm
c=1.2% Handsheets
characterisation and
stress relaxation tests
Figure1. Experimental program Relaxation tests Tests of stress relaxation were performed on paper strips (15 mm width and 100 mm effective length) on a tensile machine (Zwick/Roell-Germany and testXpert® software) equipped with a load sensor of 500N able of recording variations in the sample stress with an accuracy of 1.10-
5N. Tension sample was made up to a deformation of the viscous-elastic field that was previously identified tensile tests. These values were placed between 0.6 and 1.1%. After reaching the preset strain the moving head of the tensile machine was block and simultaneously start measuring and recording stress relaxation in the sample investigated. Relaxation test duration was kept constant for all experiments amounted to 300 seconds. III. RESULTS AND DISCUSSION Experimental program involved a first stage of characterization of the initial fibrous material. Water retention capacity (WRV: water retention value) is a measure of physical and chemical transformations and specially of internal fibrillating. Evolution of water retention indicates the development of an internal fibrillating process throughout beating (Figure 2).
75
100
125
150
175
200
225
15 25 35 45 55
Beating degree, SR
WR
V, %
Figure 2 Influence of beating degree on fibres
water retention value WRV
0
20
40
60
80
100
120
140
15 25 35 45 55
Beating degree, SR
Ten
sile
stre
ngth
inde
x, N
m/g
Figure 3 Influence of degree of beating on the
tensile index of virgin fibres

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
82
Good bonding abilities of fibres are proved by good indicators of tensile strength whose evolution is dependent on physical and chemical processes that occurs during beating.
500
550
600
650
700
750
800
850
900
15 25 35 45 55
Beating degree, SR
Den
sity
, kg/
m3
Figure 4 Evolution of paper density with beating
increasing
50
55
60
65
70
75
80
85
15 25 35 45 55
Beating degree, SR
Opa
city
, %
Figure 5 Influence of the beating degree on
paper opacity
Paper density - high flexibility argument virgin fibres Higher levels of hand-sheets density obtained from the virgin cellulose pulp with varying degrees of beating indicates a high flexibility of fibres able of leading to more compact structures with the degree of beating is higher Opacity - term structure compactness Important decrease in opacity by beating is the second argument that calls for fibres collapsing during beating and decrease of passage number between the optical media with different refractive index The effect of recycling on the WRV of fibres By recycling the water retention capacity of the fibers is reduced substantially, the largest decrease being achieved in the first cycle of manufacture (Figure 6). The graphic representation of cornification versus degree of beating from figure 7 shows a much higher tendency of cornification of the paper-stock advanced refined.
100
120
140
160
180
200
0 1 2 3 4 5 6
Number of cycles
WR
V, %
17 SR
21 SR
29 SR
38 SR
46 SR
Figure 6 The effect of number of cycles on the
ability of the swelling and water retention capacity (expressed by WRV)
0
4
8
12
16
20
17 21 29 38 46
Beating degree, SR
Cor
nific
atio
n, %
Figure 7 Effect of beating degree on the
cornification during first cycle

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
83
Effect of beating degree on the loss of tensile strength Influence of the degree of beating on the loss of tensile strength of paper from fibres that have gone through five cycles of manufacturing highlights a reduction of papermaking potential of secondary fibres by increasing recycling. However the loss of strength adding effect of fibres cornification with losses of fine material through the wire laboratory former
0
5
10
15
20
25
30
17 21 29 38 46
Beating degree, SR
Rel
ativ
e de
crea
ses
of te
nsile
st
reng
th, %
Figure 8 Influence of the beating degree on the loss of tensile strength of paper from fibres that have gone through five cycles of manufacturing
Figure 9 Influence of recycling on the tensile strength of paper from secondary fibres (lab
–simulated of five cycles)
Effects of recycling on behaviour to tensile of paper obtained from secondary fibres Highlighting the effects of recycling on the tensile strength of papers made from secondary fibres that have come one or more cycles of manufacturing is carried out by the experimental data represented in the graph in Figure 9. As expected the most significant loss of strength occurred at the first recycling (data exemplify behaviour of papers of secondary fibres with a high initial beating degree of 26 °SR). As the number of cycles increases, the breaking strain decreases but not as much as the value of tensile strength (Figure 10).
Figure10 Influence of recycling on the
breaking strain of paper from secondary fibres
Figure 11 Influence of the number of cycles on the TEA value obtained for paper of secondary
fibres
An image more detailed concerning influence of the recycling on the behaviour of papers of secondary fibres to tensile tests it is obtained by the study of evolution energy that is absorbed to break (TEA), aspect releases by the data from Figure 11. With the increasing number of cycles completed, secondary fibers lead to structures characterized by lower values of energy

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
84
absorbed in breaking action. It is noted that the biggest loss recorded after the first cycle of manufacture. Modelling relaxation of stress for papers made from secondary fibres that have covered more manufacturing cycles Figure 12 presents the curves of load-elongation recorded for paper from secondary fibres that covered one to five cycles of production. Recording of these curves allowed not only tensile behavior study but was also a necessary step for the establishing of the visco-elastic domain of elongations imposed into relaxing stress test for each sample. Relaxation curves recorded in tensile experiments of papers from secondary fibres that have undergone a number of different manufacturing cycles are plotted in Figure 13
Figure 12 Load-elongation curves for papers made from secondary fibres that have undergone one to five cycles of
manufacturing
Figure 13 Relaxation curves recorded in tensile experiments of papers from secondary fibres that have undergone a number of different manufacturing cycles
Determination of rheological parameters using tensile relaxation curve and mechanical model double Maxwell "MM" Starting from the relaxation curves modeling the paper behaviour based on equations of a model double Maxwell was done going through the following steps. The equation of relaxation for the double Maxwell body can be written as:
σ εη η
( ) exp expt EE
t EE
tMMMM
MMMM
MM
MM= −
+ −
0 11
12
2
2
(2)
respectively, identifying the components of stress:
σ(t) = σ1(t) + σ2(t) (3) where: ε0 = constant strain imposed σ1 si σ2 = tensile components acting on each element

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
85
Figure 14 Theoretical stress relaxation curve of double Maxwell model Theoretically, double Maxwell model the relaxation of the stress reaches zero after an indefinitely long time (Figure 13). Practically, however, stress is close to zero within a defined time. Most times, the two elements Maxwell of the model different relax. If both branches simultaneously relax, double Maxwell model is reduced to a model with only two parameters (Maxwell model). Looking to relaxation equation of the model "MM" we find a time when stress in one of the branches reached almost to zero, while the second branch stress relax slowly after an exponential equation. To determine rheological parameters of the double Maxwell model should perform the following sequence (Fulmanski, Stera, 1986): a) Plot the function ln σ(t) = f(t) (Figure 15) b) By extrapolating the linear part of the curve lnσ(t) the point of intersection with σ axe lead to the value of ln (ε0E1
MM) c) Knowing the angle γ1 between linear function and the abscissa are determined first time for relaxation
tt
E Er elMM
MM
MM
MM10 1
1
1
=−
=l n l nε σ
η (4)
d) Knowing the constant strain value at which the relaxation test was performed the parameters E1
MM si η1MM are easily calculated
Figure 15 Plotting of the function ln σ(t)=f(t)
Figure 16 Function ln[σ(t)-σ1(t)] = f(t) In case when the "MM" presents a second relaxing time trel 2
MM will proceed as follows:
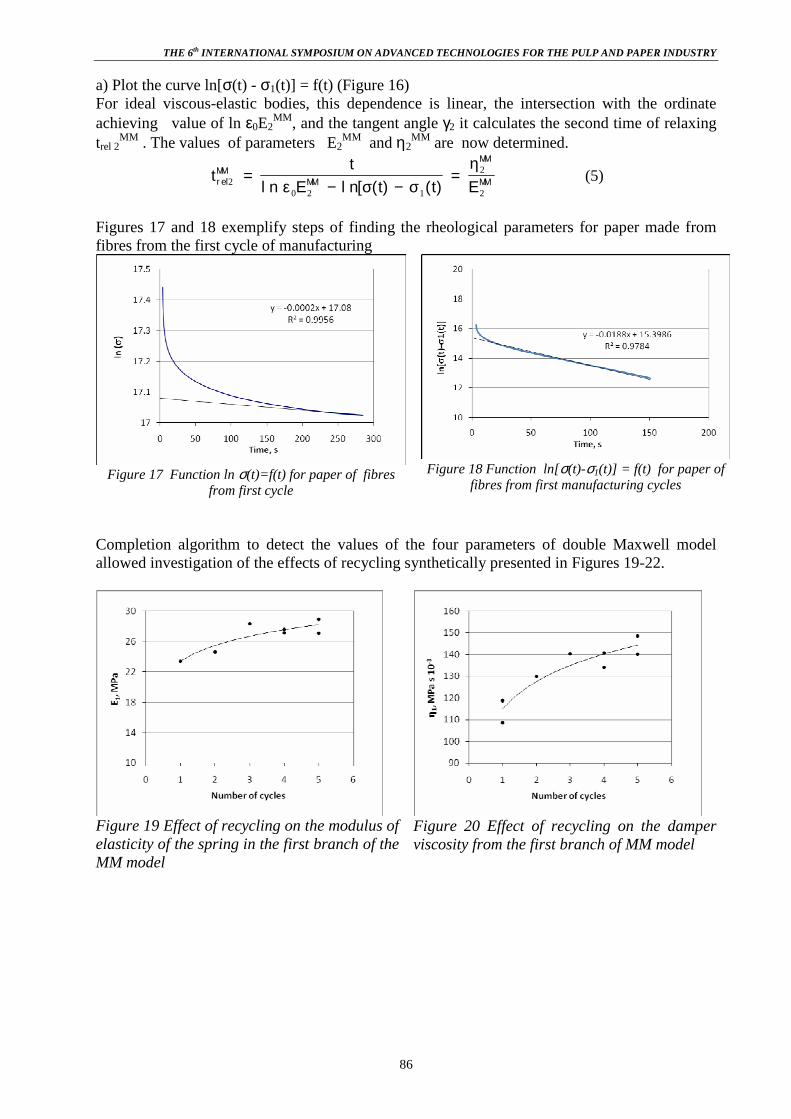
THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
86
a) Plot the curve ln[σ(t) - σ1(t)] = f(t) (Figure 16) For ideal viscous-elastic bodies, this dependence is linear, the intersection with the ordinate achieving value of ln ε0E2
MM, and the tangent angle γ2 it calculates the second time of relaxing trel 2
MM . The values of parameters E2MM and η2
MM are now determined.
tt
E t t Er elMM
MM
MM
MM20 2 1
2
2
=− −
=l n l n[ ( ) ( )ε σ σ
η (5)
Figures 17 and 18 exemplify steps of finding the rheological parameters for paper made from fibres from the first cycle of manufacturing
Figure 17 Function ln σ(t)=f(t) for paper of fibres
from first cycle
Figure 18 Function ln[σ(t)-σ1(t)] = f(t) for paper of
fibres from first manufacturing cycles
Completion algorithm to detect the values of the four parameters of double Maxwell model allowed investigation of the effects of recycling synthetically presented in Figures 19-22.
Figure 19 Effect of recycling on the modulus of elasticity of the spring in the first branch of the MM model
Figure 20 Effect of recycling on the damper viscosity from the first branch of MM model

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
87
Figure 21 Effect of recycling on the spring modulus of the second branch of the MM model
Figure 22 Recycling effect on the damper viscosity of the second branch of the MM model
The increasing of the number of cycles of secondary fibres used as raw material in paper manufacturing caused variations of double Maxwell model parameter values as follows: - First relaxation time increases from 4600 to 5150 s accompanied by increases both the modulus value of E1 and the damper viscosity η1 - The second relaxation time t rel 2 decreases from 53.2 to 46.1 s with simultaneously reductions in modulus E2 and damper viscosity η2 Since there is a high similarity between the evolution of rheological characteristics E2 η2 and the tensile strength of paper we are entitled to say that a branch of the MM model with a large relaxation time (4000-5000s) models the effect of fibres of the fibrous paper network on the paper strength (as the constituent elements of the network) and second branch with a relaxation time of 100 times smaller models the effect of bonds between fibres. Increase recycling leads to lower internal fibrillation and cell wall stiffening (proved by decreasing of WRV) is perfectly captured by increasing the values of parameters in first branch, while lower bonding capacity by re-joining of the fibrils to the cell wall and reducing number of bonds is described by lowering of values of parameters from second branch. IV. CONCLUSIONS Using secondary fibres in papermaking requires knowledge of how recycling affects the paper properties. Generally, one can say that recycling causes: a major reduction in tensile strength. The first recycling determines the most important change of all the properties whether virgin fibres has been dried or not. By increasing the number of recycling more than four, most physical properties of paper are stabilized. The main cause of the phenomena above is made up of fibbers reduced the bonding capacity by recycling. Intrinsic resistance of the fibres loss, although it was seen by some researchers, is less important. Reduced bonding capacity of recycled fibres is recognized and is determined by irreversible cornification of the fibres. The investigating of the rheological characteristics evolution of the paper from secondary fibres during the recycling process demonstrates the possibilities of modelling paper behaviour in tensile relaxation experiments using a classic model with four parameters (double Maxwell) with a good adequacy. Moreover, the each branch of the double Maxwell model was assigned to a component which affect paper strength - fibres and bonding ability.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
88
V. REFERENCES ISO 187:1990 Paper, board and pulps -- Standard atmosphere for conditioning and testing and procedure for monitoring the atmosphere and conditioning of samples.
ISO 1924-2:2008 Paper and board - Determination of tensile properties - Part 2: Constant rate of elongation method (20 mm/min).
ISO 4119:1995 Pulps - Determination of stock concentration.
ISO 5263-1:2004 Pulps - Laboratory wet disintegration - Part 1: Disintegration of chemical pulps.
ISO 5264-1:1979 Pulps - Laboratory beating - Part 1: Valley beater method.
ISO 5267-1:1999 Pulps - Determination of drainability - Part 1: Schopper-Riegler method.
ISO 5269-2:2004 Pulps - Preparation of laboratory sheets for physical testing - Part 2: Rapid-Köthen method.
ISO 534:2005 Paper and board -- Determination of thickness, density and specific volume.
ISO 536:1995 Paper and board - Determination of grammage.
Alava, M. and Niskanen, K. (2006), The physics of paper, Rep. Prog. Phys. 69, 669–723
Fulmanski,Z., Stera,S.(1986) “The method of finding of rheological parameters of compressed paper piles based on creep and relaxation function” Przeglad papier,42(4):125-129
Lehti S T, Ketoja J A and Niskanen K J (2003) Measurement of paper rheology at varied moisture contents Int. Paper Physics Conf. (PAPTAC 2003) (Victoria BC Canada 7–11 September 2003) pp 57–60
Miranda, R., Bobu, E., Grossman, H., Stawicki, B., & Blanco, A. (2010). Factors influencing a higher use of recovered paper in the European paper industry. Cellulose chemestry and Technology , 419-430.
NiskanenKJ (1993) Strength and fracture of paper Tenth Fundamental Research Symp. (Oxford, UK, September)pp 641–725
Roylance, David (2001); "Engineering Viscoelasticity", Department of Materials Science and Engineering, Massachusetts Institute of Technology Cambridge, MA 02139, p14-15
Szewczyk W., Marynowski K., Głowacki K.; 2008“Experimental Identification of the Rheological Model of Paper”. Przegląd Papierniczy, 64, nr 3, pp.157- 160.
Szewczyk W., Determination of the Elasticity Range of Paper Fibres & Textiles in Eastern Europe 2010, Vol. 18, No. 1 (78) pp. 98-103.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
89
GENERAL ASPECTS CONCERNING THE TENSILE STRENGTH USI NG
„ZERO-SPAN” TEST
Violeta Negreanu 1, Maria Cantea1, Vasile Negreanu1, Anca Axinte1
Adriana Gabriela Banu2
2-Pulp and Paper Research and Development Institute - Ceprohart SA/ Suceava Branch
/Romania 2SC AMBRO SA Suceava
Abstract The aim of this paper is to evaluate the wastepaper stock compared with pulp stock, using „zero-span” test, to monitor the fiber degradation from the recycling process, to identify the potential limit of the stock. The „zero-span” test, used initially to virgin pulp with known performance was developed in our experiments on wastepaper stock, aiming at how to reduce the strength characteristics, according with number of passes, to obtain criteria that can be used to foresee the paper properties obtained from this wastepaper stock.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
90
CHITOSAN DERIVATIVES FOR SURFACE PAPER COATING
Raluca Nicu1, Elena Bobu1
1Chemical Engineering and Environmental Protection Department, “Gheorghe Asachi”
Technical University of Iasi
Abstract As a result of increasing environmental concerns, there is an extensive research effort on using renewable resources to create sustainable, biodegradable coating systems. The application of chitosan as a coating on paper sheets could be an alternative to commercial systems that often use synthetic polymers as coatings. Chitosan is a linear polysaccharide derived from chitin, a major component of crustacean and insect shells. The advantages of chitosan are its biodegradability, antimicrobial activity, recyclability, and its compatibility with paper matrices. Generally, bio based coatings films containing natural polymers, like chitosan, is typically hydrophilic and has limited liquid water and water vapor barrier properties. In order to change the hydrophilic character of chitosan films and also to increase chitosan solubility in water over a wide pH range, which is important for its application as antimicrobial agent, one strategy is to synthesize and apply, as coating agents, water chitosan derivatives, such as alkyl-, carboxymethyl-, hydroxyalkyl-, quaternary- or cianoethyl-chitosan derivatives. Chemical modification of chitosan is of prime interest because the modification would keep the original physicochemical and biochemical properties of chitosan and, in addition, would bring new properties depending on the nature of the group introduced.
Key words: surface sizing, paper coating, biopolymer, chitosan, barrier properties I. INTRODUCTION The paper, which consists of a porous cellulose network, is often surface treated for various decorative or functional reasons, such as improving printability, brightness and opacity, but also to improve its barrier properties to liquids, water vapors, oxygen, oil or aromas. The treatment of the paper surface in order to control its surface properties has been thoroughly explored. Two general approaches for the treatment of the paper surface are usually considered: surface sizing, the most frequently used processes for applying an aqueous coating to a paper substrate, and coating process which uses a different type of chemical formulation, including a pigment, a binder, a co-binder and a dispersant. Surface sizing usually is performed by the application of an aqueous suspension of a polymer (e.g., cationic starch) alone or combined with a synthetic polymer, such as poly (styrene-co-acrylate) or poly (styrene-co-maleic anhydride). In surface sizing, the solid content of the coating is limited and is typically lower than 10% to 15%1, the main advantage over internal sizing being the excellent retention of the polymer solution, providing 'instant' hydrophobation of paper surface. The main role of surface sizing is to promote surface properties, e.g. strengthen the surface and bind particles, such as fibres and fillers, to the surface, but also to control some relevant paper surface properties such as porosity, roughness, and surface energy, in order to promote an adequate interaction with inks and to improve the final printing quality.2, 3 For surface sizing

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
91
mostly polymeric sizing agents are used.4 The surface sizes or hydrophobing agents can be divided conveniently into the following categories: alkyl ketene dimmer, rosin-based products, and synthetic polymeric materials. Of these the synthetic polymeric materials are the most important in modern surface sizing. They have been developed specifically for application at the surface and are able to produce novel properties in the sheet. Coating process, unlike surface sizing, use a different type of chemical formulation, including a pigment (with kaolin, calcium carbonate, titanium dioxide, aluminium oxide, and silica being the most common ones used), a binder (mostly polyvinyl alcohol or latexes such as styrene butadiene), a co-binder (e.g., carboxymethylcellulose), a thickener (e.g., carboxymethyl cellulose) and a dispersant (a cationic polymer additive). The selection of the pigment and adhesive combinations is responsible to a very great extent for the resulting characteristics of the finished paper.5 Typically between 5g/m2 and 30g/m2 of coating are applied, the upper limit only being used in board coating. Coating paper or board increases the homogeneity of the surface and considerably improves its optical characteristics such as gloss, smoothness, brightness and opacity. Compared with the open, porous structure of a natural paper, coated papers show a much more homogeneous and closed surface, leading to more uniform ink receptivity and better ink holdout than uncoated papers.6 II. PAPER BARRIER PROPERTIES The barrier properties are important because during processing and use, paper and cardboard comes in contact with different fluids which can penetrate the surface through various mechanisms and at different speeds. In some cases it is desirable for fluids to penetrate the structure of the paper with some controlled speed, which is a complex function of fluid and paper properties, and contact time. For some areas, the use of paper and paperboard, such as the packaging, required a wide range of barrier properties, depending on the nature of packaging material, storage conditions and transport. Packaging papers must provide barrier properties to water, gas, fats or flavors, depending on the composition and properties of products that comes into contact.7
Water barrier properties are required for packaging papers that came into contact, temporarily or permanently, with aqueous liquids. Depending on the contact time, the barrier properties is achieved by different methods: temporary barrier properties can be achieved by mass application of waterproof resins (synthetic polymers) or surface-treatment with polymer dispersions, emulsions or waxes with hydrophobization capacity (paraffin); permanent barrier properties are obtained by surface paper coating with one or more layers of different materials, applied by extrusion and/or lamination: polyvinylidene chloride (PVdc), polyethylene (PE), metalized polyethylene terephthalate (PET), polypropylene (PP), PET coated with silicone oxide.
Fat barrier properties are required when the packaging product contains oil or fat to be held within the container, because any loss of ingredients will be reflected in a lower quality product. To obtain the barrier properties, greaseproof paper for packaging can be covered with aluminium foil, polyvinylidene chloride (PVdc). Polyethylene (PE), polypropylene (PP) and ionomer resins (Surlyn®) provide excellent barrier properties of fat.
Gas barrier properties are important to protect sensitive products from contamination, from atmospheric oxygen that trigger oxidative degradation processes or to protect products that are affected by the loss of flavor. To obtain gas barrier properties one can be used aluminum foil, ethylene vinyl alcohol (EVOH), polyvinylidene chloride (PVdc), PET aluminum metalized, PET coated with silicone oxide or wax coatings.8

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
92
III. CHITOSAN AND CHITOSAN DERIVATIVES FOR SURFACE COATINGS Currently, many synthetic chemical additives are used in paper manufacture to improve or enhance the strength and printability of paper or to develop barrier properties to water, gases, fats or aromas. This is done by treating surface with different coating formulations that is mainly based on synthetic polymers: acrylic polymers, vinyl acrylic or styrene acrylic copolymers, vinyl acetate homopolymers, dispersants, rheology modifiers.9 The main disadvantages of these treatments are loss of recycling potential, reducing the capacity of composting and biodegradation, limitation of packaging use in contact with foods, non-renewable raw materials consumption. Many of these problems may be overcome by replacing synthetic materials with biopolymers from renewable resources, 10 that are biodegradable, non-toxic and environmentally more benign than their synthetic counterparts, so there is a trend in papermaking to use these materials where possible. In the last few decades, science and technology has started to move in the direction of renewable raw materials that are environmentally friendly and sustainable. Biopolymers, such as cellulose, chitin, chitosan and starch have been assessed, not only as sustainable resources, but also as attractive materials with interesting properties and functionalities.11 Also, in papermaking, naturally renewable biopolymers have been the focus of much research in recent years, because of their potential as biodegradable films and coatings for food packaging. Biopolymer-based packaging materials originated from naturally renewable resources offer favorable environmental advantages of recyclability and reutilization compared to conventional petroleum-based synthetic polymers. Biopolymer films and coatings may also serve as gas and solute barriers and complement other types of packaging by minimizing food quality deterioration and extending the shelf life of foods.12 Chitosan can be considered an alternative for replacing of some synthetic polymers, being a biopolymer obtained from renewable resources (shells of certain crustaceans) and meeting a number of important characteristics that make this polymer advantageous for numerous applications: it has a defined chemical structure; it can be chemically and enzymatically modified; it is physically and biologically functional; it is biodegradable and biocompatible with many organs, tissues, and cells; it can be processed into several products including flakes, fine powders, beads, membranes, sponges, cottons, fibers, and gels. Consequently, chitosan has found considerable application in various industrial areas. In paper industry, chitosan can be considered an alternative to commercial systems, that often use synthetic polymers as coatings, for the development of barrier properties, because have a number of important properties appropriate for applications in this field: is a cationic bio-polymer, has the ability to form films, has antimicrobial properties, it is biodegradable and non toxic. The combination of chitosan with paper is not new. The incorporation of chitosan in paper and paperboard, as a papermaking additive or as a surface coating, has been previously investigated and showed the aptitude of chitosan to form strong thin films that could be successfully applied onto paper surfaces, thus improving the performance of the coated paper, in terms of final properties. It has been used as an additive in papermaking and for surface treatments to improve the properties of paper. Chitosan coatings (0–30 g/m2) adhere well to paper surface and reduce the oxygen permeability. Also, incorporation of chitosan in the stock solution of the papermaking process results in a better paper consistency and provides good mechanical and gas barrier properties.13 Cellulosic fibers and chitosan are a very compatible fiber-binder system. Due to their chemical similarity, they readily form hydrogen bond to one another. The hydroxyl groups of chitosan have the potential to form hydrogen bonds with weakly polar areas of fiber surfaces, therefore contributing to paper strength development, if the fibers come sufficiently close in order to meet

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
93
the required geometry conditions. Therefore, the film-forming potential of chitosan not only facilitates the formation of van der Waals forces between the fibers, but also provides suitable conditions for hydrogen bonds to occur.14
Chitosan derivatives for paper coating However, chitosan poor solubility in aqueous water, at pH above 6.5, and in most of common-used organic solvents, and also hydrophilic character of its films limits its utilizations in coating formula. Despite some improvement of paper properties, association of paper and chitosan was not yet suitable to food application because of water sensitivity, inherent to a majority of polysaccharides. Many works attempted to decrease water and moisture sensitivity of polysaccharides and one solution can be chemical modification of polysaccharides themselves. Chemical modifications of chitosan are increasingly studied, having the potential of providing derivatives with new applications. These derivatives differ depending on specific reactions which involve the –NH2 groups at the C-2 position or nonspecific reactions of –OH groups at the C-3 and C-6 positions (especially esterification and etherification).15 The chemical modification refers to: O-hydroxyalkylation, carried out to obtain readily water-soluble chitosan; reductive N-alkylation, allowed the enhancement of chitosan chelating properties with metal ions; O- and N-carboxyalkylations, allowed the synthesis of anionic chitosan; tosylation and N-phthaloylation used as protective methods to carry out further modifications of chitosan; acetylation and acylations, occurred primarily on amino groups and carried out to modify hydrophilic/hydrophilic balance of chitosan, to make it soluble in organic solvents, to enhance its affinity with nonpolar compounds in separation technologies, or to engineer drug delivery systems.16 Another chemical route to improve the water solubility of chitosan, without changing its cationic character, is the introduction of an enough number of permanent positive charges in its chains. This can be done by preparing quaternary chitosan salts, via the covalent addition of a substituent containing a quaternary ammonium group or by the quaternization of the amino groups already present in chitosan. The latter route has been studied by a number of authors mainly by carrying out the methylation of the amino sites of chitosan.17 In papermaking, water-soluble chitosan derivatives have been used as retention and drainage aid agents in wet-end systems because of their strong interaction with cellulosic substrates or mineral fillers. Nevertheless, their use as coating agents is still poorly explored. 11, 18 Some studies 18 evaluated the barrier properties against moisture and the liquid water sensitivity of chitosan coated papers. They showed that the chitosan coating led to a significant decrease of the paper moisture transfer, but the surface hydrophilicity remained high. Other studies have shown that a biodegradable laminate consisting of chitosan-cellulose and poly-caprolactone can be used in modified atmosphere packaging of fresh products. However, many problems still have to be solved before chitosan can be of commercial interest, replacing e.g. poly (ethylene-co-vinyl alcohol). Processing of chitosan is a relatively unexplored field, compared to the more conventional materials and the majority of the applications are still in a developing stage.19 Some researchers20 explored the ability of bilayer chitosan-coated paper as fat barrier. The chitosan layer could act as a lipid trap coating to decrease fat transfer if the pH of the chitosan film-forming solution was adjusted to 5.5 to 6 prior to coating. In an attempt to decrease both treatment cost and fat transfer, chitosan was associated with various polymers. Incorporation of sodium alginate considerably increased the fat barrier of coated papers. Another work 21 reported that chitosan-coated greaseproof papers exhibited excellent grease resistance within the coat weight range of 2.4 to 5.2 g/m2. Due to the large amount of hydrogen bonds, biopolymer films of chitosan are hydrophilic, which makes them excellent barriers to non-polar substances, such as oxygen and some aroma compounds. Also, in some studies,21,22 paper was coated with chitosan

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
94
or chitosan/carnauba wax to obtain a packaging material with good barrier properties towards oxygen, nitrogen, carbon dioxide and air.23
Regarding the same barrier properties of paper, it was also made a comparative study on the effects of chitosan and three alkyl-chitosan derivatives with different alkyl chain lengths, obtained by alkylation reaction with different aldehydes with 8, 10 and 12 carbon atoms. The coating formulations were made using both polymer solutions as single material for paper coating, and polymer solutions combined with calcium carbonate particles. The results show that alkyl-chitosan has the ability to form films, to reduce the water absorption capacity and air permeability of paper surface, mainly due to the closure of surface pores, and partly to the presence of hydrophobic alkyl chains. The hydrophobic effect is more evident in the case of alkyl-derivative with the highest substitution degree and longest alkyl chains. The presence of the calcium carbonate particles in coating formulas increases the paper surface hydrophobicity by various degrees, according to the composition of polymer/CaCO3 formulas.24
Quaternary-chitosan derivatives are known as having a special antimicrobial activity, which is recommended as a material used to treat the paper surface. Solubility in water is also real advantages over unmodified chitosan. The utilization of quaternary-chitosan derivatives in papermaking has show a huge increase in dry strength index of paper, especially breaking length and burst resistance. These effects can be attributed to coagulation ability of quaternary-chitosan, leading to synergistic interactions that may lead to optimizing the papermaking process.25, 26
IV. CONCLUSIONS Chitosan has emerged as a novel type of bio-functional material due to its versatile biological activity, excellent biocompatibility and complete biodegradability in combination with low toxicity. Chitosan has good adhesion onto cellulose fibres and could be used as an environmentally friendly coating material. Chemical modification of chitosan to generate new functional materials is of prime interest because the modification would not change the fundamental skeleton of chitosan, would keep its original physicochemical and biochemical properties and finally would bring new properties depending on the nature of the group introduced. Chitosan and its derivatives have great potential in a wide range of applications, thanks to a unique combination of specific properties: biocompatibility to living tissues, non toxicity, antifungal and antimicrobial activity, coagulation capacity, high capacity of reaction, selectivity. The results obtained so far recommend chitosan and its derivatives as excellent additives for paper coating, which can substitute other synthetic additives currently applied in the surface treatment of paper. The use of chitosan derivatives (e.g. carboxymethyl chitosan, alkyl chitosan or quaternized chitosan) in the papermaking is a new direction that could lead to a new class of chemical additives – multifunctional bio-additives.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
95
V. ACKNOWLEDGEMENTS This paper was supported by the project PERFORM-ERA "Postdoctoral Performance for Integration in the European Research Area" (ID-57649), financed by the European Social Found and the Romanian Government. VI. REFERENCES
1 Vartiainen, J., Motion, R., Kulonen, H., Rättö M., Skyttä, E., Ahvenainen, R., Journal of Applied Polymer Science (2004) 94, 986–93 2 Ferreira, P.J., Gamelas, J.A., Moutinho, I.M., Ferreira, A.G., Gömez, N., Molleda, C., Figueiredo, M.M., Industrial & Engineering Chemistry Research (2009) 48(8), 3867–3872 3 Saraiva, M.S., Gamelas, J.A.F., Mendes de Sousa, A.P., Reis, B.M., Amaral, J.L., Ferreira, P.J., Materials (2010) 3, 201-215 4 Schmidt - Thuemmes, J., Schwarzenbach, E., Lee, D.I., Polymer Dispersions and Their Industrial Applications, Edited by Dieter Urban and Koichi Takamura, Applications in the Paper Industry, Wiley- VCH, Weinheim, 2002 5 Deshpande, M.S., Journal of Engineering Research and Studies (2011) 2(2), 17-21 6 Chemistry and Technology of Emulsion Polymerization, edited by A. van Herk, Copyright © 2005 Blackwell Publishing Ltd 7 Vaia, R.A., The AMPTIAC Newsletter (2002) 6(1), 17-24 8 Larsson, M., Vidal, D., Engstrom, G., Zou, X., Tappi Journal (2007) 6(8), 16-22 9 Fadat, G., Engstrom, G., Rigdahl, M., Rheologica Acta 27 (3), 289-297 10 Chan, M.A., Krochta, J.M., Tappi Journal (2001) 84, 57 11 Fernandes, S.C.M., Freire, C.S.R., Silvestre, A.J.D., Neto, C.P., Gandini, A., Berglund, L.A., Salmén, L., Carbohydrate Polymers (2010) 81, 394–401 12 Lepoutre, P., Rigdahl, M., Journal of Material Scince 24 (8), 2971-2974 13 Reis, A.B., Yoshida, C.M.P., Reis, A.P.C., Franco, T.T., Polymer International (2011) 60, 963–969 14 Ashori, A., Harun, J., Raverty, W.D., Zin, W.Md., Nor, M., Iranian Polymer Journal (2005) 14(9), 807-814 15 Badawy, M.E.I., Rabea, E.I., International Journal of Carbohydrate Chemistry, Vol. 2011, Art. ID 460381, pg. 29 16 Bordenave, N., Grelier, S., Coma, V., Biomacromolecules (2010) 11(1), 88–96 17 Curti, E., Campana-Filho, S.P., Journal of Macromolecular Science, Part A: Pure and Applied Chemistry (2006) 43, 555–572 18 Xua, T., Xina, M., Li, M., Huang, H., Zhou, S., Carbohydrate Polymers (2010) 81, 931–936 19 Olabarrieta, I., Strategies to imptove the aging and mechanical properties of chitosan, whey and wheat gluten protein films, Dissertation, 2005 20 Ham-Pichavant, F., Sèbe, G., Pardon, P, Coma, V., Carbohydrate Polymers (2005) 61: 259-272 21 Kjellgren, H., Gällstedt, M., Engström, G., Järnström, L., Carbohydrate Polymer (2006) 65, 453-461 22 Despond, S., Espuche, N., Cartier, N., Domard, A., Journal of Applied Polymer Science (2005) 98, 704 23 Khwaldia, K., Journal of Food Biochemistry (2010) 34, 998–1013 24 Nicu, R., Alupei, M., Peptu, C.A., Bobu, E., Alkylated chitosan – nanostructurated calcium carbonate formula for developing barrier properties of paper surface, Proceedings of The 10th International Conference on Colloids and Surfaces Chemistry, Galati, Romania, June 9-11, 2011 25 Ardelean, E., PhD Thesis, 2009 26 Avadi, M.R, Sadeghi, A.M.M., Tahzib, A., Bayati, Kh., Pouladzadeh, M., Zohuriaan-Mehr, M.J., Rafiee-Tehrani, M., European Polymer Journal (2004) 40, 1355–1361

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
96
USE OF FERROMAGNETIC MICRO-WIRE AS INFORMATION
CARRIER
V.S.1 Larin, L.I Chicu1, Valentin Midoni2
1 ”Microfir Tehnologii Industriale’’ srl, Chișinău, Republica Moldova 2S.C. MEDAPTEH S.R.L.,Bacău, Romania
Abstract In the paper are reviewed researches about using the glass-covered micro-wires as information carriers so it can be used as a protection against forgery of various objects (valuable papers, bank cards, plastic or cardboard boxes, etc.). Bi-stable micro-wires The magnetic bi-stability – the microwires property to have two orientations of spontaneous magnetization, either axial or circular, along the axis or crossing over the metallic core. Other orientations of magnetization are not convenient in energy terms, and are not stable without a magnetic field. The re-magnetization of bi-stable microwires in a variable magnetic field is usually achieved with a single Barghausen leap, during which is registered an electro-magnetic impulse. Bi-stable micro-wires with different chemical compositions and diameters of the metal core have different values of the re-magnetization (the coercive force). The range of the coercive force values is from 10 to 500 A / m. The simplest markup is a micro-wire segment with a length of 3 to 50 mm. Such a marker has only one bit of information, "yes" or "no", if there is no marker. The equipment necessary for such a marker is adjusted to the maximum amplitude of the harmonic frequency. The bi-stable microfibres Fourier decomposition of the spectrum has a narrow range, allowing us to avoid foreign signals that fall in the field detector. The device consists of a magnetic part, composed of the magnetizing coil and reading coil. Magnetizing coil is supplied with variable low frequency current, which creates a variable magnetic field between poles. The magnetic field re-magnetize the micro-wire with the frequency of the external field, and in the moment of the re-magnetization the micro-wire induces the re-magnetization pulses. The re-magnetization pulses induce EMF impulses in the measuring coil, and after filtering reach the amplifier. After amplification the signal is transmitted to identification and display. One of the positive features in the micro-wire marking is the resistance against the environment and magnetic fields. Marking is resistant to aggressive environment, and variable and continue fields. Multi-bit marks can be composed of parallel arranged micro-fibers, with different values of Hc. In such markers typically is used a micro-wire as a landmark, with a minimum value of Hc. Multi-bit ”geometrically “ markers are based on the micro-wires location in a certain place, and (or) under certain angles. The reading equipment for such markings must find the coordinated of the micro-wire and (or) the orientation angle. From the available data we have, after researching, the micro-wires are certainly detectable at an angle greater than 2 °.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
97
ELEMENTE DE FILOZOFIA SECURIZ ĂRII ŞI TEHNICII DE
SECURIZARE A DOCUMENTELOR DE VALOARE
ELEMENTS OF PAPER SECURING PHILOSOPHY AND SECURITY TECHNIQUES FOR VALUE DOCUMENTS
Constantin Stanciu,1
1Universitatea „Dunărea de Jos”Galaţi „Falsurile ne deranjează numai dacă le descoperim”
Rezumat Lucrarea prezintă o serie din regulile care stau la baza filozofiei de protecţie a documentelor de valoare precum şi principalele elemente de securizare utilizate. Abstract The paper presents a set of rules that underlying the value documents protection as well as the main used security elements. I. INTRODUCERE
Documentele de valoare există sub diverse forme şi au un rol important economic, personal şi social. Toate documentele de valoare sunt expuse la trei riscuri majore: uzura (şi murdărirea), care constituie un risc normal şi inevitabil, falsificările şi contrafacerile [1].
Actualmente există o tendinţă accentuată pentru falsificarea şi contrafacerea diferitelor documente de valoare.Pentru studierea şi prevenirea falsificărilor, S.U.A. a creat o bancă de falsuri, care conţine 22400 bancnote false. România este invadată de o gamă tot mai largă de produse falsificate şi contrafăcute, care după unele estimări ajung la 60% din totalul produselor comercializate ilegal pe această piaţă, clasându-se prin aceasta pe locul 17 în topul mondial al consumului de produse contrafăcute.
Conform şefului Biroului de Poliţie Judiciară a Landului Bavaria, Eduard Liedgens, în prezent în lume circulă peste şase miliarde de euro, iar lunar în Europa sunt confiscate 40.000 bancnote false. Cele mai multe contrafaceri sunt executate în Italia.
Scopul unei falsificări constă în modificarea conţinutului unui document de valoare (de exemplu: valoarea sa, date personale, semnătura) [2]. Astfel, există bancnote autentice ale căror indicaţii originale de valoare minimă (1 dolar sau 2 dolari), au fost suprimate şi înlocuite cu cifre mult mai importante (10, 20 sau 100 dolari). Aceste modificări pot fi produse în diferite moduri:
- prin procedee mecanice (ştergere cu gume de diverse durităţi, răzuire etc.) - procedee chimice (albire, spălare) - prin decuparea cifrelor ce indică valoarea şi înlocuirea lor cu cifre mult mai mari
provenite de la o altă bancnotă - prin lipirea peste cifrele existente a unor bucăţi de hârtie foarte subţiri pe care au fost
desenate acele cifre. Piaţa mondială a falsurilor este apreciată la 150 milioane euro. Spre deosebire de
falsificare, unde pentru realizarea falsului se foloseşte o bancnotă autentică, contrafacerea

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
98
presupune realizarea unui bilet de bancă total nou, care nu are legătura cu emitentul înscris pe bancnotă falsă (Stanciu 2003, Zăpodeanu 2008).
Contrafacerile cele mai periculoase şi mai dificil de detectat sunt cele realizate prin procedeul de reproducere foto – mecanice (copiatorul color reprezintă o cale nouă suplimentară de contrafacere). Contrafacerea este o activitate complexă, care nu este la îndemâna oricui , necesitând mijloace tehnice sofisticate, adecvate, foarte scumpe, precum şi amenajarea unui loc special în care să se desfăşoare activitatea. Contrafacerea vizează întotdeauna bancnote cu putere mare de circulaţie. În limba tehnico – criminalistic „falsificarea” poate fi considerată un fals parţial, pe când „contrafacerea” este un fals total. Toate documentele de valoare au un element comun, conceptul de securitate. II. ELEMENTE DE FILOZOFIA SECURIZ ĂRII DOCUMENTELOR DE VALOARE
În gama documentelor (hârtiilor) de valoare intră biletele de bancă (bancnotele), cecurile, obligaţiile, acţiunile, biletele de loterie şi diverse tichete, iar în gama hârtiilor securizate intră paşapoartele, legitimaţiile de toate felurile, vizele, hârtiile oficiale, etc.
Hârtiile de valoare şi securizate sunt hârtii de calitate superioară, fabricate în mediu alcalin, cu rezistenţă la îmbătrânire foarte mare (conform DIN 6738 fac parte clasa de calitate LDK 24-85).
Pentru protejarea documentelor de valoare, hârtia poate avea un rol important de protecţie împotriva riscului de falsificare prin intervenţii mecanice şi chimice.
Pentru fiecare tip de documente care necesită protecţie trebuie stabilită o strategie de alegere şi de utilizare eficientă a elementelor de securizare [3].
În funcţie de nivelul la care se permite autentificarea documentelor de valoare, elementele de securitate se împart în mai multe categorii:
- deschise, sau vizibile cu ochiul liber, fără ajutorul nici unui instrument sau echipament de verificare – tip D.
- semideschise, sau vizibile numai cu ajutorul unor instrumente simple (lupe, lămpi U.V., detector de cerneală magnetică, etc.)
- închise, sau ascunse care sunt cunoscute numai de către emitenţi şi detectate numai cu ajutorul unor echipamente special – tip A.
Nu este suficent să se facă documente nefalsificabile. Este necesar să se prevadă şi diverse nivele de verificare şi educare a marelui public în vederea recunoaşterii falsurilor.
Un element al filozofiei de securizare constă în mărirea numărului de elemente speciale de securizare pentru descurajarea falsificatorilor (Fig. 1).
Fig. 1 Conceptul total de securizare a documentelor de valoare
Pragul de securitate cel mai greu de trecut şi cel mai important este reprezentat de
condiţiile prealabile referitoare la Know – How-ul profesional, tehnologia disponibilă, timpul şi banii. În principiu, chiar şi integrarea celor mai bune şi complexe trăsături de securitate este inutilă dacă acestea nu sunt cunoscute şi nu pot fi recunoscute de către utilizatori. În completarea conceptului de securitate, Bruno K. Hofstetter, director la fabrica de hârtie Sihl Zurich, Landquart Elveţia, arată ca design optim al documentelor de valoare şi de securitate, realizat pe baza unor tehnologii de securitate de înalt nivel şi pe Know – How expert, va decide în ceea ce
Tip D Tip SD Tip A
HÂRTIA

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
99
priveşte valoarea de protecţie a elementelor de securitate ce sunt incluse în desenul documentului, în mod special la nivelul utilizatorilor. O protecţie optimă poate fi asigurată printr-o combinaţie corepsunzătoare a variatelor grupe de măsuri şi caracteristici de securitate.
În prezent, metodele de protecţie a documentelor de valoare contra falsificărilor sunt deosebit de variate şi complexe. Metodele de protecţie urmăresc două aspecte
- Protecţia hârtiei - Protecţia documentelor obţinute din hartia respectivă prin utilizarea unor
cerneluri şi metode speciale de tipărire Dintre regulile care stau la baza filozofiei de protecţie a documentelor de valoare remarcăm:
- Folosirea unor materii prime (hârtia şi cerneala) rare şi greu de obţinut - Conceperea si fabricarea documentelor de valoare astfel încât să fie mai
rezistente la uzură şi murdărire - Folosirea unor metode de producţie mai putin cunoscute şi neobişnuite care
necesită investiţii mari în vederea obţinerii utilajelor de producţie esenţiale şi a unor tehnologii înalte.
III. TEHNICI DE SECURIZARE ŞI ELEMENTE DE SECURIZARE A DOCUMENTELOR DE VALOARE
Tehnicile de securizare sunt diverse şi constau din introducerea elementelor de securizare la suprafaţă în masa hârtiei suport sau în stratul de cretare al hârtiei. Dintre elementele de securitate integrate în hârtie remarcăm:
1. Compoziţia hârtiei (100% bumbac, 100 % celuloză) 2. Hârtia pe bază de 100% celuloză este utilizată atunci când există cerinţe de securitate de
nivel scăzut şi în special în cazurile în care se cer rezistenţe ridicate la uzură şi sfâşiere. 3. Absenţa fluorescenţei 4. Culoarea 5. Gramajul (hârtia cu gramajul de 80 g/m2 trebuie să fie evitată deoarece aceasta este
calitatea de hârtie cea mai frecvent utilizată de către birouri) 6. Filigranul 7. Filigranul este unul dintre cele mai vechi mijloace de securizare cunoscut în calitate de
”variabila uzuală”, filigramul fiind trăsătura de securitate percepută de cei mai mulţi dintre utilizatori oferă o protecţie excelentă împotriva falsificării realizate cu ajutorul copiatorului color (fig. 2).
8. Filigranul poate fi protejat suplimentar împotriva încercărilor de falsificare, de exemplu prin combinarea acestuia cu fire de securitate [4].
9. Fibrele de securitate [5]. 10. Planchetele 11. Firele de securitate 12. TALS substanţe care introduce în masa hârtiei provoacă o schimbare uşor de recunoscut
a culorii în momentul în care are loc o încercare de falsificare chimică. 13. Pentru securizarea documentelor de valoare se pot folosi aşa numitele caracteristici de
urmărire (de trasare). Prin integrarea unor trăsături specific ”de urmărire” (de exemplu: pământurile rare, lantanidele, etc.) în masa hârtiei devine posibilă testarea automată pentru verificarea autenticităţii.
14. Pigmenţii de securizare 15. Pigmenţii cunoscuţi ca „hi-litess” sunt similari cu fibrele şi simbolurile utilizate, dar sunt
mai distinctivi sub radiaţie U.V. 16. Un nivel ridicat de securizare poate fi realizat utilizând serii de culori fluorescente [6].

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
100
IV. CONCLUZII
Conceptele şi metodele de securitate de bază sunt realizate pe substratul de hârtie, care este elementul cel mai greu de falsificat datorită reţetei sale de fabricaţie, accesibilităţii redus a publicului la materiile prime şi auxiliare necesare fabricării hârtiei, precum şi complexităţii deosebite a instalaţiilot de fabricaţie.
Hârtia destinată unui document de valoare trebuie mai întâi adaptată scopului final, cerinţele tehnice şi de protecţie nu sunt similare la hârtia pentru bancnote, hârtia pentru cecuri sau hârtia pentru paşapoarte, deoarece destinaţiile acestor hârtii nu sunt similare.
Documentele de valoare, trebuie să conţină cât mai multe elemente de securizare, pentru a descuraja falsificarea. V. BIBLIOGRAFIE 1. Stanciu, C: Hârtiile de valoare – fabricaţie, utilizare şi protecţie impotriva falsificărilor şi contrafacerilor, Ed. Ceprohart, Brăila, 2003. 2. Lechiffre, V: Papiers de securite la contrefacon en filigrame, La Papeterie, Nr 0211/212, Aout/Septembre, 1997, 32 – 36 3. Stanciu, C: Protecţia hârtiei. Reguli care stau la baza filozofiei de protecţie a hârtiilor de valoare, Celuloză şi Hârtie, 2000, 49, (1), 15 – 32 4. Zapodeanu, I., Radu, A., Radu, M., Gavrilă, I., Stanciu, C.,: Filigramul – element de garanţie pentru autenticitatea documentelor de valoare, Celuloză şi Hârtie, 57, (2), 2008, 13-22 5. Pugna, I., Marina, P., Zapondeanu, I., Stanciu, C., Avram, N., Brabu, I., Vechiu, S., RO 113893 -28.07.2000, Process for manufacturing paper designed for printing securitz marking for papers 6. Dinică, R., Furdui, B., Cârâc, G., Stanciu, C., Fluorescent n-heterocycles via one – pot tandem reactions, Chemistry journal of Moldova. General, Industrial, and Ecological Chemistry, 2009, 4, (2), 82 - 85

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
101
THE MODERNISATION OF THE S.C. CEPROHART S.A. RD AND
MICROPRODUCTION INFRASTRUCTURE TO ENSURE THE EXTENSION AND DIVERSIFICATION OF PRODUCTION AND
RESEARCH IN THE SPECIAL PAPER PRODUCT AREA
Dan Buteica1, Petronela Nechita1, Boris Andronic1, Ionel Gavrila1, Gicu Cazan1, Constantin Secara1
1Pulp and Paper Research and Development Institute, S.C. CEPROHART S.A. Braila, Romania Abstract SC CEPROHART decided to capitalize the opportunity to modernize and develop its research and development infrastructure through structural funds made available by the POS CCE operational program. The CEPROHART specialists have developed a feasibility study and a project to modernize its reasearch and development infrastructure. In the first part of the paper are perform the objecties of the project starting from a critical analysis of the existing situation. The pilot manufacturating for special paper modernization will be made by replacing outdating equipment of the pilot paper machine, and by the complet existing infrastructure with equipment for gauge and control fabrication parameters and andowment for protect environmental and climate conditions appropriate to carry working research. For modernization the R&D CEPROHART infrastructure, the project foresees the purchase of laboratory equipment for off-line controlof special paper fabrication and to develop innovative technologies and high performance products in special paper. In the last part are present the stages and the main financial and economic data of the project. I. INTRODUCTION
On a national scheme, the low financing level in research activities –development and innovation- has taken its toll on the present state of the RDI infrastructure which is now absolute from an technical-scientific point of view and, subsequently, on the research performance. The low technical level and lack of funding led to both a weak stimulation in enterprises accessing RDI activities and to a reduced involvement of research personnel in competitive consortiums in order to implement certain international research projects as well as actions regarding technological transfer.
In this context, SC CEPROHART SA has made considerable efforts in preserving, maintaining and capitalization of the research – development infrastructure potential it had ate the end of the 1980s, which, in those times was a good one. SC CEPROHART has decided to capitalize on the opportunity of modernization and development of the research – development infrastructure through accessing structural funds available through the POS CCE operational program. The SC CEPROHART specialists have conducted a feasibility study and a modernization project for their own research – development infrastructure for which they have submitted a financing request on the 2nd priority axis – „COMPETITIVITY THROUGH RESEARCH, TECHNOLOGICAL DEVELOPMENT AND INOVATION” intervention domain D.2.3. „Enterprise access to research – development and innovation activities”. The finance request was approved, the Grant contract with the National Authority for Scientific Research being signed in July. 2. The general goal of the project is to increase the level of innovation and competitivity of SC CEPROHART SA on both the Romanian and international business markets in order to develop new directions for applied research and to diversify the special and innovative paper range.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
102
3. Specific objectives: • To modernize the special and innovative paper pilot machine and the RD
laboratories for quality characteristics control, according to the European standards and trends;
• To diversify the special paper products range and to open new research directions in the following fields: paper securing, the securing of smart cellulose fiber wrappings and of the technical papers with application in top business areas;
• To intensify collaboration relations with similar institutions from Europe and to access international projects of complex and multidisciplinary RD;
• To develop and validate new technologies for special paper products with application in top business areas;
• To diversify the qualitative RD personnel structure and to create new employment opportunities for young people and specialists with high qualifications in the special paper assortments area;
4. Description of the present installation
Paper machine reel width: 1500 mm Paper machine speed: 40 – 100 m/min • Open head box with two perforate rolls • Classic fourdinier wire fitted with shaker. The dehydration elements present on the view
table are : – Forming board; – 6 table rolls with baffles – 10 table rolls; – 7 suction boxes; – dandy roll; – Gautsch roll.
• The press area consists of: – press I bi-nip, with vacuum on each nip; – press II Venta-nip – press III offset.
• The drying part is made from: – Group I - 4 drying cylinders; – drying Group II - 4 drying cylinders; – surface treating press;
• 2 pre drying cylinders after surface treatment; • drying Group III - 4 drying cylinders; • machine calendar with 4 rolls and 3 nips; • Pope-type reel. • The driving of the machine is done with the help of alternative power engine with a
variable number of rpm. 5. Critique analysis of the present situation Concerning the paper quality
− Variations of the paper weight in the machine direction and cross direction − Variations in the paper web width in the machine direction and cross direction − Variations in paper web humidity − High consumption of electricity − Low/medium level of paper web smoothness (Beck smoothness : 40 sec maximum); − Medium printability characteristics (picking resistance: maximum 16-18 Denison)

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
103
Regarding the current state of the production equipment The paper stock screening plant has a reduced purge efficiency. The open type headbox and the two homogeneity rolls do not allow for control and efficient adjusting for the weight uniformity The forming on the sieve table does not assure for the realization of a uniform weight profile or a uniform structure.The vacuum pumps have high power consumption due to the advanced degree of moral and physical wear. The present calendar does not allow for the obtaining of high level of smoothness/glazing paper (Beck smoothness: 40 sec maximum). The machine driving system is worn away and has a high power consumption level. The additive dozing system is outdated and has little reliability.
Pulp beating
Dosage
DILUTION
STORAGE
Centricleaner treatment purification
Final screening (pressurized screen)
PAPER MACHINE - dewatering - drying - reeling
Paper winding
Stock recovery - conical saveall (settling)
Rejected stock
Cellulose
Auxiliary Machine broke
Step III rejection
ove
rflo
w
Used water sewage
CLEAR WATER
Pulp defibering
Confections
THE PILOT INSTALLATION FOR SPECIAL PAPER PRODUCTION
- diagram of the main operations of paper production -

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
104
The lack of endowment for special securing paper technologies (the insertion of a continuum security wire into the paper web structure).
6. The modernization of the research – development infrastructure of CEPROHART
6.1.The modernization of the special paper pilot paper machine
The modernization of the special paper pilot paper machine will be carried through: � Replacing the technically outdated equipment of the pilot paper machine as well as � Adding to the current infrastructure of :
� Measurement and control equipment for adjusting the special paper fabrication
parameters. � Ensuring environmental safety and proper air conditioning for the deployment of
the research work
In order to modernize the special paper pilot machine we have considered the following key data: Products range :
• security ppaers 70 -160 g/sm • technical paper 35 – 180 g/sm • woodfree printing board 140 – 250 g/sm
Machine capacity : 8 – 10 t/day
- Machine medium work speed : 100 m/min - Reel work width : 1500 mm
Raw materials and auxiliaries:
- Fibrous raw material: softwood and hardwood cellulose; - Marking fibers (visible in natural light, visible only in UV spectrum, visible in both
natural sun light and in UV spectrum); - Ferromagnetic micro wire; - Security wire - Fluorescent pigments; - Color reaction compounds; - Other security elements of micro and nano dimensions in the paper mass - Auxiliary materials: surface treating agents, sizing, waterproofing and retention
materials; - Dyes; - Filling materials: limestone, perlites, diatomaceous earth;
- Colloidal silica. In technological flux order, the following modernization work done with state of the art equipment has been planned:
� The replacement of the purification and final paper paste sorting installation with a modern installation which is to assure quality paper paste which is necessary for the obtaining of superior paper assortments; for the final paper paste sorting a new pressurized screen, equipped with a sizing screen which has holes and a special geometry palette rotor which ensures the reduction of the pressure pulsations which appear on the feeding flux of the paper machine headbox;

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
105
� The replacement of the current open headbox with a new closed headbox which is to
realize a uniform paper weight profile on cross direction and a better paper web structure; � The endowment of the pilot paper machine with a continuum security wire insertion
equipment in it’s wet part in the paper web structure � A rise in the pilot paper machine drying capacity after the surface treatment press,
through fitting the post drying part with 2 existing drying cylinders; the outfitting involves relocating the existing cooling cylinder on the existing paper machine foundation; increasing the drying capacity after the treating press is necessary in order to ensure a moderate level of paper drying after surface treatment at a processing capacity of 8t/day, especially for special types of paper; at present, the paper surface treatment capacity is limited by the drying capacity, and the drying process is forced which is reflected on the quality of the paper by lowering its quality level;
� The replacement of the existing machine calender with a Hardcalender in order to ensure the special paper necessary quality characteristics, which are then processed on printing and confections installations; the two characteristics which are adjusted at a Hardcalender are the thickness and the smoothness, and the equipment is designed to increase secured offset paper smoothness up to a Beck smoothness of 100s.
� The replacement of the existing vacuum installation which has a high level of both physical and moral wear with a new vacuum installation which is to assure the necessary vacuum at optimal parameters highly lower levels of power consumption.
� The replacement of the pilot paper machine driving with a new sectional type of driving which varies in alternative power, with frequency converters for: the machine wire, the wet presses part, the pre drying part, the treatment press, the post drying part, a cooling cylinder, calender and a reel;
� The modernization of the winder driving, by fitting highly power efficient triphased asynchronous motors, fed by numerical frequency converters with flux vectorial control.
� The mounting of a water cleaning module (which works by the method of floatation with dissolved air - DAF) for the water used in the process, which will be used to clean water with fiber from the production process bearing the following effects:
- A decrease in cellulose fiber losses; - An increase in the level of water recycling; - A decrease in the fresh water consumption level; - The attenuation of the impact on the environment; - A decrease in production costs.
� The introduction of the work parameters measurement and control system (DCS)
� The introduction of the paper quality measurement and control system– QCS for weight, humidity and thickness.
� Purification of sewage station, consisting of a type module of sewage water purification. � Additive automatic preparation and proportioning installation for 3 components
6.2. The modernization of the research – development laboratories
The project for the modernization of the RD infrastructure of CEPROHART envisages the acquisition of laboratory equipment for the off-line control of the special paper assortments which are proposed as part of the project. The acquisition of laboratory equipment will allow for the development of high performance innovative products and technologies in fields such as:
•••• Security papers •••• Intelligent Packaging based on cellulose fibres

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
106
•••• Technical boards and paper with hy-tech properties and application in top industrial fields.
In order to achieve the scientifically objectives of the project the following laboratory equipment will be purchased: � An apparatus for controlling the surface porosity and roughness characteristics (Bendsten) � An apparatus for determining the paper and board printing characteristics (IGT) � An apparatus for evaluating the electrostatic charge of the paper and board surfaces � UV lamps for identifying certain security elements � Laboratory pilot calender � A laboratory unit for the surface treatment of paper and board 7. The stages of the investment realization
During the course of the project the project management is assured by the project team members who will carry on the following main categories of activities:
� Logistical-administrative; � Financial and bookkeeping ; � The organization of the gear, equipment and services acquisition public procedure; � The reception of the gear, equipment and the verification of their quality in
accordance to the signed contracts; � The coordination of the construction, fitting and installation work; � The organization and overseeing of their functioning; � The continuous monitoring of the project activities development; � The programmed evaluation of the project stage; � The forwarding of the results to the contracting authority; � Promoting the project/making it visible.
The project will take 18 months to complete starting from the signing of the financing contract, and it started on the 1st of January 2011 The work plan for the implementation of the project and project activities are grouped as it follows: Stage I – preparation, planning and organization of the project (the investment)
• Signing the Financing Contract. The financing contract is signed between the Ministry of Education, Research and Youth, as a Meadeating Organism (MO) in the name of ANCS as Management Authority (MA) for the POS – CCE Priority Axis 2 program – Competitivity through research – development and innovation on the one side, and the Solicitant on the other.
• Publicity and informing activities at the start of the project, in accordance to the CE Rules no.1083/2006, no. 1080/ 2006, no.1828/2006.
• The organization and planning of the project administration which will take care of the project management team which will ensure the technical snf financial coordination of the project.
Stage II– Equipment, work and services acquisition • Updating the project necessary equipment offers; • The undergoing of the acquisition procedure following the national legislation on
public acquisitions; • Contracting and supplying the equipment.
Stage III – Implementing the project The implementation of the project is set to start immediately after signing the AM-POS-CCE Contract (July 2011) and it will involve:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
107
- The elaboration of execution projects and of the technical documentation for notices and accords The execution documentation will be elaborated based on the technical documentation received from the gear, equipment and services suppliers which will obtain the contract. - The execution of the goods, work and services contracts Within these activities which are executed based on the execution documentation, the following work will be conducted :
- The mounting of the technological equipment - The mounting of auxiliary conduits and installations
- Mechanical and running in tests Engineering testing and the running in will be achieved according to the instructions specified in plants and equipment supplier’s contracts. - The reception and the putting into function At the putting into function tests the realization of the guaranteed performance standards by the installations and equipment suppliers will be monitored (capacity, functional parameters, the functioning of the safety and adjustment devices)

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
108
GANTT GRAFFIC – PROJECT MANAGEMENT
YEAR 2011 2012
MONTH 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 PROJECT ACTIVITIES
Project management
1. Acquiring of the project
2. Project launch, Acquisition procedure application
3. Acquisition (gear, equipment, work şi services)
4. The monitoring of the investment implementation (human resources, gear and installation reception and fitting, putting into function tests and contract handling)
5. The elaboration of work Reports (beginning reports, progress reports, final report)
RI
PRa1
PRa2
RPR1
RP3
RPR2
RP4
RPa5
RF
6. Documentation elaboration (progress reports, payment documents) for reimbursement of expenses
PRc
RR1
RR
2
RR3
7. The procurement notices and accords
8. Participation at the monitoring visit
9. Publishing the project

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
109
FR - Final Report PR – Pre financing Request RR – Reimbursement Request PRa – Progress Report RPR- Reimbursement Progress Report Financial analysis The premises by which the calculations were done were the following:
a. The financial analysis was done using EURO currency. b. The reference period used within the financial analysis is the one specific to the industrial
sector which is the period of the last 10 years that includes the period of the undergoing of the
investment.
c. The used rate of update is the one recommended by the European Committee for the
temporal interval of 2007-2013, which is of de 5%. d. The value of the investment (no VAT included) is of 2.940.200 euro. The financing sources used are the ones presented in the following table:
Specification Without VAT With VAT
Total investment 2.940.200 euro 3.279.543 euro
- irredeemable investment –Grant value 1.714.360 euro 1.714.360 euro
- solicitant contribution – from which 1.225.840 euro 1.565.183 euro
� own sources 4.960 euro 4.960 euro
� drawn sources – long term credit 1.220.880 euro 1.560.223 euro The investment realisation period is of 18 months (1st and 2nd years of the analysis period). The performance indicators obtained within the financial analysis have positive and over rated
values, values that demonstrate the viability of the investment, which is:
Financial analysis performance indicators
- Actual Financial Net Value AFNV/C 1.539.491 euro
- Internal Rate of Financial Rentability IRFR/C 15%
- Cost/Beneffit report 1,141
- Time of investment redemption from legaly
constituted sources
5,5 years

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
110
GLASS-COATED MICROWIRES FOR MODERN APPLICATIONS
M. M. Codescu1, W. Kappel1, E. Patroi1, E. Manta1, R. Erdei1
R&D National Institute for Electrical Engineering ICPE-CA Bucharest, Romania
Abstract
The glass-coated microwires exhibit excellent magnetic properties that make them very suitable to be used as sensing elements in devices for technological applications. Some applications are based on the magnetostrictive character of Fe-based wires, some on the ferromagnetic behaviour. Microwires is formed from a metallic core in a cylindrical shape, surrounded by a layer of isolator from glass, the diameter of the metal core can be from 1 to 50 µm and the thickness of the glass coating is from 1 to 20 µm. The length of a micro wire can bee 2 - 3 km. Being so fine, the microwires are totally flexible. The area of microwires applications is very large therefore, we mention just some: magnetic sensors with microwires, electromagnetic shielding, products and documents authentication, brand protection, and access control, under floor heating systems installed directly under all types of floor covering, conductors - microcables for telecommunication, miniature high-voltage transformers. This paper present the results concerning the preparation, characterization and potential applications of glass-coated microwires, the cores being based on the ternary system Fe-B-Si or on copper (see the next figure).
Different spools with microwires from copper and Fe-B-Si

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
111
RESEARCH ON DEVELOPMENT OF METALLIC MICROMARKERS
MANUFACTURING TECHNOLOGIES
Diana Paius1, Mihaela Pelteacu1, Mona Mihailescu1
1Optoelectronica -2001, Bucharest, Romania
Abstract Micromarkers are metallic objects with sizes between 200-800 micrometers, they are carrying personalized optical diffractive information. Micromarkers can be incorporated in products or packaging , providing a good tradability and forgery protection for the products containing them. The main advantages of micromarkers are that they can’t be detected with normal visual inspection and can’t be counterfeited. They can be easily detected and inspected with a magnifying device. This article describes our researches to develop ready to market and efficient manufacturing technologies for metallic micromarkers

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
112
TECHNIQUES FOR IDENTIFICATION AND CONTROL OF SECURI TY ELEMENTS, DEVELOPED AND IMPLEMENTED BY THE RESEARCH AND EXPERTISE LABORATORY OF NATIONAL PRINTING HOUS E
Iulian Avram1, Ramona Tudor1 1National Printing House, Bucharest, Romania
Abstract The Expertise and Research Laboratory of the National Company “Imprimeria Nationala S.A. has implemented and maintains a Quality Management System according to SR EN ISO / IEC 17.025:2005, thus ensuring the quality of analysis, tests, surveys, at the highest professional level, carried out both on the secured raw materials, and on specific finished products. In the paper are shown methods and techniques used in the three compartments of the laboratory: Expertise Compartment:
1. methods of identification, verification and establishing the compliance of special raw materials; 2. technical laboratory expertises carried out on stamps and revenue stamps used for the marking of alcohol and tobacco products;
Physical, mechanical and optical tests Compartment:
1. specific methods and equipments used to establish the quality parameters of paper and cardboard;
Research Compartment:
1. specific methods and equipments for durability testing, as Technical Report, version 3.2 – ICAO;

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
113
THE TRANSFER OF SECURITY MICROWIRES PAPER TECHNOLOGY TO THE CEPROHART Paper Machine
Constantin Constantin, Ion Zăpodeanu, Buteică Dan, Gavrilă Ionel, Burlacu Maricica
Pulp and Paper Research and Development Institute , SC CEPROHART SA Braila, Romania
Abstract In the first part of the paper are presented results of laboratory experiments aimed at identifying the prescrption and technological parameters for production on a pilot paper machine paper secured with offset ferromagnetic microwires. Planned objectives have been achieved by studing the factors that influence retention efficiency of microwires in the paperweb: the nature of fibrous raw material, beating degree of cellulosic material, the fiber composition of paper (cellulose ratio hardwood / softwood pulp), the retention agent adition, paper basis weight. In the last part of the workare summarized the recipe fabriation and the main parameters used on the first experimental paper fabrication. We opt in microwires dosing through a viscous suspension with the adhesive properties and with viscosity parameters to ensure good dispersion and stbility of microwires. This solution allowed to obtain a homogenous distribution of microwires in the webpaper and a good inclusion of microwires in the webpaper structure by forming cellulose fiber – adhesiv agent – microwires binding. This securing in stock paper technology, using like security element the ferromagnetic microwires limit the forgery process. The easy electronic detection by using plain devices, make such us this type of paper to be an handly instrument to fight against conterfeiting and evasion. I. INTRODUCTION
The process in which the fibrous pulp are transformed – more often then not with the help of auxiliary materials – into a paste from which you later make the paper sheet is known as preparation of the paper stock. The paste can be made form only one assortment of fibers or from a blend of fibrous semiproducts. The nature and the ratio of the semiproducts that make up the composition of the paper stock depend on their qualitative characteristics or on the properties required of the finite product. The preparation of the paper stock contains more than one main technological phases: the pulping, the individualizing and the beating of the fibrous materials, the sizing, the filling and the purification of the paste. The adequate choice of paper stock preparation technique creates the possibility of producing a large array of products from a rather small amount of fibrous material. In order to obtain feromagnetic microwire secured paper two assortments of pulp are used which are: bleached sulphate hardwood pulp and bleached sulphate softwood pulp.
The structure of the paper consists of these vegetable wooden fibers into which there are integrated auxiliary materials such as filling material, sizing material, dyes, additives. Based on the application domaine of the paper certain structural properties are incorporated into the net such as the number of fiber-fiber contacts, the number and the size of the interfiber spaces, density, surface roughness. These depend on the nature of the fibers, their level of processing, quantities and properties of the auxiliary materials as well as the used process for forming and finishing paper.
The filling material term defines any non fibrous material added into the paper web with the purpose of improving the optical properties of the paper, as well as other characteristics such as porosity, smoothness, printing capacity.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
114
The filling material retention in the paper sheet is realised mainly through filtering for the particles with large dimensions as well as through colloidal phenomena for fine particles. The necessity for filling is mainly determined by technical motifs as some technical characteristics of the paper, particulary optic indicators and printing capacity, are limited if only fibrous materials are used.
At present, the filling materials can serve at times as partial replacements of fibrous materials, thus contributing to the reduction of production costs. The feromagnetic alloy microwire cut at 7 - 10 mm dimensions also acts as a filling material in the paper composition, except for the fact that in the paste and in the paper sheet structure the microwire segments have a certain conduite which makes them differ from ordinary filling materials. Unlike these materials, the feromagnetic microwire incorporated into the paper composition in very small quantities do not semnificativly inffluence the rheological properties of the paste as well as the paper strength characteristics. The wire aspect, the diammeter, the length and density of the microwire constitute specific characteristics which makes them differ from the presently used materials for paper filling.
The microwire, as filling material retained in the paper sheet structure enhances the interfiber spaces and reduces the possibility of interfiber connections being established, which would have a negative effect on the resistance indicators of the paper.
The retention yield in the case of microwires is given firstly by the necessity to realise a certain density of microwires into the paper sheet which would assure the securing of the paper without affecting the quality and functionality charactestics of the paper.
II. EXPERIMENTAL PART
The objectives of the laboratory experiments were: identifying the optimal fabrication recipe, identifying the paper paste preparation parameters, including those of microwire dosage. The planned objectives were reached through studying the factors which influence the retention yield of the microwire in the paper sheet.
The realisation of a certain density of FM microwires into the paper web structure, as well as in the case of filling materials, depends on the interventions of some factors which, in the papermaking process have an upmost influence on the feromagnetic microwire retention. Knoledge about and limitation of these influences will allow, in the end, for the elicitation of the same density which would be enough for paper securing and won’t influence the properties of the paper. In order to find the fabrication recipe on the paper machine, we have experimented with more programmes in which the base recipe for FM microwire secured paper elicitation was added with more variables specific to each influencing factor study.
The elicitation of the FM microwire secured paper recipe is based on the followiing studied influencing factors and on the peculiarity of experimental recipes:
• The influence of the used pulp assortment (paper sheets made only from hardwood or softwood pulp, grinded at 30 0SR; FM microwire additions of 0,005, 0,007 and 0,009 g per 10 sheets of ppaer at each experiments)
• beating degree of the pulp material – 0SR ( R/F beating degrees – 30/20, 40/30, 50/40, 60/50; %ratio, R/F 60/40; FM microwires addition – 0,007 g per 10 paper sheets at each experiment)
• (F) pulp and (R) pulp ratios in the fibrous composition fo the paper (F/R% ratio: /20, 70/30. 60/40, 50/50, beating degrees F - 30 0SR. R - 45 0SR; FM microwire addition – 0,007g per 10 paper sheets at every experiments);
• Retentor quantity dosed into the fabrication prescription (R pulp – 60% beaten at 30 oSR; F pulp – 40% beaten at 20 oSR; retention agent addition % compared to the a.u. fibrous material 50 70, 90 and 110 g/sm)
• Basis weight (R pulp – 60% beaten at 30 oSR; F pulp – 40% beaten at 20 oSR; paper weight: 50 70, 90 and 110 g/sm)

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
115
The retention yield (η) is defined as initialy used microwire quantity for the paper stock preparation over the quantity retained in the paper sheet formed in the laboratory (in every experiment, the retention yield has been determined for 10 sheets of paper). III. RESULTS AND DISCUSSIONS Pulp influence
The data obtained within this programme shows that, in the case of both softwood and hardwood pulp the number of reteined microwire in the paper sheets grows along with the addition of microwires – table 1:
Table 1 The number of FM microwires retained in the paper sheets at different additions of FM
microwires FM microwire addition for 10
sheets (q – 75 g/mp), g Crt. No.
Specification 0,005 0,007 0,009
1 Number or reteined microwires in the paper sheets made from 100% softwood pulp
258 366 472
2 Number or reteined microwires in the paper sheets made from 100% hardwood pulp
239 330 424
When determining the retention yield it is seen that, along with an increase in the initial
addition of FM microwires, between the two tipes of pulp beaten to the same degree, we can see differences of up to 4-9 percentages, to lower values being recorded in the hardwood pulp. Also, based on the FM microwire addition, there can be found a slight increase in the level of softwood pulp retention yield, while a slight decrease in the level of the hardwood retention yield is observable (fig 1). For the same type of pulp, decreasing or increasing the retntion yield depending on the FM microwires addition is around 2% (in the studied interval for FM microwire addition, 0,005 – 0,009 g/ 10 sheets).
Having a normal length of about 7mm and much higher density than that of pulp fibers, the FM microwires are more easily retained by the larger fibers (by diameter and length ) of softwood pulp, than that of hardwood pulp. Also, the softwood pulp fibers of the paper sheet, being beaten at 30 °SR, already present a certain degree of fibrillation and the forming fibrous net of the paper retains the FM microwires much better. In the case of hardwood pulp fibers, due to their greatly smaller dimensions, the FM microwire retention efficiency is reduced, when filtering, them „piercing” the paper sheet fibrous net a great deal easier.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
116
81.24
85.44
79.62
87.14
79.40
87.92
78
80
82
84
86
88re
tent
ion
yile
d, %
0.005 0.007 0.009
FM microwire addition, g/10 foi
hardwood softwood
Fig. 1. How the retention yield is dependent of the nature of the fibrous material at different FM microwire additions
The beating degree of pulp material
By increasing the level of beating the fiber specific surface develops and their capacity for felting increases. Subsequently, the material quantity retained in the paper sheet through absorption and filtering should increase along with the beating degree. It must also be mentioned that paste dehidration speed on the forming wire drops as the beating advances, which also has a positive effect on the retention yield. In fig.2 the FM microwire retention yield is presented (at an addition of 0,009 g/10 paper sheets) based on the increase of the beating degree of the pulp used in creating the laboratory sheets (the degrees of softwood pulp beating – 30, 40, 50 and 60 °SR – presented in the chart correspond to those of hardwood pulp, 20, 30, 40 and 50 °SR respectivly ).
The behaviour of FM microwires is identical to that of clasical filling materials up to a certain degree of beating, after which, it starts to drop prety abruptly. The highest value was obtained in the paper sheets in which the softwood pulp had a 40°SR degree of beating, and the hardwood pulp – of 30°SR. Taking the specific characteristics of the FM microwires into account (shape, dimensions and specific weight), it is possible that, starting from a certain degree of beating, the fibrous net of the forming paper be gone through much easily thus leading to the elicitation of a dropping retention yield. The same retention yield evolution was found at other values of FM microwire addition.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
117
79.25
88.23
76.01
65.48
Column2, Column1,
60
65
70
75
80
85
90
the
rete
ntio
n yi
eld,
%
30 40 50 60
Degree of softwood pulp beating, °SR
Fig. 2. The effect of the paper stock beating on the FM microwire retention yield
FM microwire addition Data from field literature show that the retention yield, in the case of clasical materials
used in paper filling, is influenced by both the material properties (especially – particle shape and dimensions) and the quantity of filling material used to prepare the paper stock. It has a tendancy to grow, along with the growth of the material addition up to a certain value, after which it gets smaller.
The dependance of the retention yield to the FM microwire addition has been studied up to present days, separatly, only for the two types of pulp, softwood and hardwood pulp respectivly. While using a certain combination of the two, data presented in fig.3 show that the retention yield is also dependent on the FM microwire addition.
75.8678.43
80.32 80.4
86.3887.75 88.23 88.54
74.82 75.41 76.01 76.82
64.66 64.85 65.48 65.86
60
65
70
75
80
85
90
95
0.004 0.005 0.006 0.007 0.008 0.009 0.01 0.011 0.012
FM microwire addition, g/10 sheets
Ret
entio
n yi
eld,
%
30°SR
40°SR
50°SR
60°SR
Fig. 3 How the retention yield is dependent of the FM microwire addition at different beating
degrees of the fibrous material
The retention yield increases along with the rise in the level of FM microwire addition (within the 0,005÷0,011g/10 sheets domain addition ), even when the fibrous material beating degree modifies (30÷60 °SR for R pulp and 20÷50 °SR for F pulp).The growth tendency is not substantial, it being situated between 1 and 4%.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
118
The ratio of (F) and (R) pulps in the fibrous composition of paper
It is known that each grade of paper must be made with a certain fibrous composition which is to assure the necessary quality characteristics, to be the cheapest to produce and the require the simplest technology. In this manner, the fibrous composition of a paper will more often than not be made from two pulp assortments, most often, softwood and hardwood. In Table 2 is presented the the FM microwire retention yield that resulted in the case of the paper sheets of which the fibrous compositions have been obtained from F pulp and R pulp, combined in different ratios.
Table 2 The retention yield of FM microwires that are dozed into a fibrous composition made
from different ratios of F pulp and R pulp
F/R pulp ratios, % 80/20 70/30 60/40 50/50
Specification FM microwire
retention yield,% 78,38
76,28
74,00
72,48
The paper sheets, having a larger and larger content of softwood pulp(from 20% to 50%)
in their composition, the FM microwire retention yield should rise. On the other hand, the softwood pulp has a high level of beating, much higher than the one hardwood pulp has, which makes the fibrous material mix register an increasing beating degree, from about 370SR to 40 0SR. Under these circumstances, the values determined for the retention yield slowly decrease as the softwood pulp addition increases in the composition of the paper paste.
The retentor charge into the fabrication prescription
From the data presented in fig. 4 it results that the FM mcirowire retention yield depends on the quantity of retentor used to prepare the paper paste and in this case, the increase in the yield is proportional with the retentor addition. Had the retention domaine been extended to even greater retentor additions, the retention yield would probably have not seen a significant growth. In the actual production, a retentor overdosage is not recomended in order to avoid the forming of big dimensions flocs which obstruct the paper forming process
00.2
0.40.6
0.8
60.86
65.67
69.62
73.27
76.42
60
65
70
75
80
Ret
entio
n yi
eld,
%
Retention addition, %
Fig. 4 The variation of the retention yield [η] based on the retention agent addition The increase in the retention yield with the retentor addition shows that the FM
microwires within the paper paste fall, in a somewhat degree, under the behavior pattern of pulp

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
119
fibres and filling materials. This means that the FM microwire retention is conducted using both mechanisms, the mechanical retention and the colloidal absorption respectivly. Resulted data also shows that, in the global retention, the mechanical retention weighs the most. At a retentor addition of 0,0%, the retention yield already has quite a value (60,86%), even though the pulp beating degrees used in the experimental recipes are quite low (30 oSR for softwood pulp and 20 oSR for hardwood pulp).
Basis weight
Other factor that influence significant the retention yield is the basis weight of paper. With the growth of basis weight and the caliper of the filtration web, it is especting to increase the crossing resistance for the filler, in this case, of the microwires. Of a high crossing resistance, will be growt the microwires amount that is retained in the paper web, that signifed a growth of the retention yield. In fig. 5 are represented the retention yields obtained in this conditions. The microwires retention yield increase with 3 percent points with the growth from 50 to 110 g/smof the basis weight. Because it was used retention agent at the paper forming, the retention yield values include the coloidal retention too.
65.55
66.77
67.6868.53
64
65
66
67
68
69
70
40 50 60 70 80 90 100 110 120
Basis weight, g/mp
Ret
entio
n yi
eld,
%
Fig. 5 The basis weight influence on the FM microwires retention yield
PILOT PAPER MACHINE EXPERIMENTS
On base of the laboratory eperiment results, it was established the next prescription for
the FM microwire secured paper fabrication on the CEPROHART paper machine: • bleached softwood pulp rate: 30- 40%; • bleached hardwood pulp rate: 60 -70% • bleached softwood pulp beating degree: 40-42ºSR • bleached hardwood pulp beating degree: 30 - 32ºSR • filler adding: 10-12% calcium carbonate • saizing agent adding: 1,5-1,8% AKDt: • retention agent adding: 0,5% poly(amide – amine)
The paper stock preparation with the established optimal fabrication prescription was realised on the paper stock preparation plant of the CEPROHART paper machine. The main component that define this secured paper is the FM microwire. It is necesary a special atention at the microwire addition due to its aberrant caracteristics (thickness, length, magnetics properties). The microwire addition in the paper stock must realise an optimal density for a good electronic detection and a good inclusion in the paper web for keeping the printability of paper.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
120
Starting from this specific characteristics was choised the addition microwires from a viscous slurry with adhesive properties that assure a good dispersion and stability for microwires. This solution was permit a omogenous distribution of the microwires in the paper web. An other advantage of this solution is a good inclusion of the microwires in the paper web by forming bonds „cellulose fiber – adhesive – microwire” ( fig.nr. 6). From several technologic approaches was select an optimal point for microwire addition that assure a good distributon and inclusion of its in the paper web. This point was identified at the paper box in the perforate rolls zone. The paper web with microwires was pass all the paper machine zones without problems. From the paper machine reel, the paper was manufacured at the A4 size on the winder and paper guillotine.
Fig.6 The structure of the FM microwire secured paper
IV. CONCLUSIONS
• The paper with microwires manufactured on the CEPROHART paper machine keeped a good formation
• Was obtained an accepatable distribution of microwires in the paper web; the parallel orientation of the microwires in the paper web favorise the electronic detection;
• The microscopic visualization confirm a good inclusion of the microwires in the paper web
• The microwire secured paper manufactured on the pilot experiment was tested with the individual detection device and the “gate” detection device. Was obtained an accurately detection with the both kind of devices.
• The printed microwire secured samples has demonstrated the conservation for printability of the paper
• The physics characteristics of paper are not modified by the FM microwires included
Fig. 7 Individual detection device Fig. 8 Gate detection device

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
121
This securing in stock technologie for paper with FM microwires restrict the falsification process. The easy electronic detection with plain devices make from this paper an effective instrument for counterfeit produces detection and fight against evasion.
V. BIBLIOGRAPHY
1. Diaconescu V., Obrocea P., „Tehnologia celulozei şi hârtiei” , vol II – „Tehnologia hârtiei”, Ed. Tehnică, Bucureşti, 252, (1976)
2. Obrocea P., Bobu E., „Bazele fabricării hârtiei” , vol.I, Iaşi, 191, (1993) 3. Obrocea P., Bobu E., Gavrilescu D., „Tehnologia celulozei şi hârtiei” , vol. II, Iaşi, 93,
(1987) 4. * * * Reaserch project „Elemente de securizare cu microfire feromagnetice şi senzor de
câmp pentru aplicaţii în detecţia electronică de validare”, Program „Parteneriate în domenii prioritare” , PNCDI II, 2007 - 2013
5. Stanciu, C., Hârtiile de valoare – fabricaţie, utilizare şi protecţie împotriva falsificărilor şi contrafacerilor, Ed. CEPROHART, 2003
6. Stanciu, C. , Protecţia hârtiei – reguli care stau la baza filozofiei de protecţie a hârtiilor de valoare,
7. Zăpodeanu, I., Radu, A., Radu,M., Gavrilă,I., Stanciu, C., Cârâc, G., Dumitriu, P., Aniculăesei,G., Aspecte teoretice şi practice privind realizarea elementelor de securizare a hârtiilor pentru documentele de valoare,
8. * * * Reaserch project – CEPROHART Brăila, „Sistem integrat de securizare a marcajelor şi a documentelor de valoare, realizat în procesul de obţinere şi de tipărire a hârtiilor suport”

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
122
ELEMENTS AND METHODS TO SECURE DOCUMENT DESIGNED PAPER AND PRODUCTS WITH HIGH LEVELS OF PROTECTION
Maricica Burlacu1, Ion Zăpodeanu1, Dan Buteica1, Petronela Nechita1, Daniela Manea1, Talaşman Cătălina-Mihaela1, Constantin Constantin1
Pulp and Paper Research and Development Institute CEPROHART SA Brăila, Romania
Abstract This paper’s documentation is a result of the research done within the SC CEPROHART SA laboratories and it will present the achievement of certain elements and methods of securing which will give documents and products a high level of protection, thus contributing to the growth of efficiency in the war against counterfeiting and falsifying. The securing elements and methods share a defining characteristic which is “the concept of security” that consists of a diversity of securing technologies which bring a guarantee of authenticity, thus making them able of representing the value and specificity given to them by the producer. For each paper assortment there are chosen the securing elements and methods that have the highest efficiency against counterfeiting and falsifying attempts. I. INTRODUCTION
It is well known that in the last decade the counterfeiting of value documents and industrial goods has infiltrated our daily lives more and more, regardless of the society’s level of development, in the form of a complex and progressive phenomenon with many implications in the social, political, economical and legislative environments of every country. Piracy and counterfeiting are not priorities for Romania, but every year, the value of counterfeit products that find their way into the internal market is substantial and effects in a great manner the state, the companies which have original brands and, last but not least, the consumers himself. “By some annalists in the year 2009, the percentage of counterfeit commerce was of around 26%” said Gabriel Turcu, president of REACT Romania (an international anti counterfeiting organization). IGPF data states that in 2009, the value of seized counterfeit goods, in the event that the goods would have been sold at the same price as the original products, was of 26.330.552 RON (Source: Valentin Moraru in Dosare on the 15th of February 2010 – Săptămâna Financiară newspaper). In this context, SC CEPROHART SA Braila has submitted the necessary documentation for a project entitled “ Integrated system of hallmark and documents of value securing, achieved in the process of support paper obtaining and printing” , through the attaining of some assortments of secured paper which would ensure the documents and the products a high level of protection.
The secured papers made for hallmark and value documents printing are part of the special papers group and although, quantitatively speaking, have a lower share in the annual production of paperboards and papers, they do have a significant economical importance as well as a well defined distinct and social role.
The elements and the methods of securing represent, without a doubt, one of the most attractive themes of modern scientific research. These elements, which have a variety of structures and shapes, capable of developing multiple characteristics, magnetic or of other types, offer limitless application possibilities.
For every paper assortment that requires protection the proper elements and methods of securing are selected in order to confer it a high level of protection in fighting counterfeiting and falsifying attempts. These elements can be classified as such:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
123
• Elements that are open or visible to the naked eye without the help of verification instruments or equipments – type D;
• Elements that are semi-open or visible only with the help of some basic instruments (the magnifying glass, the UV lamp, the ink magnetic detector) – type SD;
• Elements that are closed or hidden and that are known only by the issuer and which can only be seen with the help of special equipment – type A The securing methods used in the production of special paper assortments are:
• The method of incorporation in the print support • The method of application on the print support • The method of design and print
The print support used at the production of the secured documents constitutes an extremely important element due to the special technologies employed in its production. The incorporation in the support done during the production process of some security elements is almost impossible to counterfeit. At the moment, in Romania, there are two main categories of print support:
• Secured paper with or without watermark; • The polymeric support of special production
Each of these two print support categories allows the employment of open, semi-open or closed security elements. The most important and the most used elements of security incorporated in the print support are the ones open or semi-open : the watermark, the security wire, the security fibers – in the case of paper, the transparent window, the embossing element and the image within the watermark respectively – in the case of polymeric support. The research programs, both designed and experimented have focused on obtaining security elements using various fibrous recipes through the process of sizing in neutral environment – weak from an alkaline perspective, on implementing security elements by dozing security ingredients in the paper mass as well as the treatment solution at the surface of the paper. II. PAPER SECURING MATERIALS AND METHODS IN THE PRO CESS OF PRODUCTION
The securing of a document begins with the material onto which it is printed: paper or paperboard. The special technologies used in obtaining secured papers include extremely important elements, almost impossible to counterfeit. The main methods of securing paper and paperboard are: 2.1 Fibrous composition – it is known that every assortment of paper must be made with a certain fibrous composition which is to assure both the quality and the security characteristics required. This means that, the most time, the fibrous composition of a type of paper will be made from two or three assortments of pulp, most times, one type of pulp made from annual plants, and one extracted from wood pitch. The fibrous composition is constituted within the security element through the percentage composition between the type of pulp as well as through the degree of pulp refining, which only the producer knows 2.2 The paper coloring – is achieved with the help of direct dye in different pastel shades. For the element of paper securing, the secured paper producer makes some unique color hints that are very hard to imitate. Also, the color hints bare the print of the paper installation, especially; it’s forming and the fat water recycling. After all these you still have each paper producer’s specificity, specificity regarding the characteristics of the used materials and the production formula of a specific paper product 2.3 Fluorescent pigments – the fluorescence is the property that some substances have which is defined by releasing radiation into the visible specter as long as these substances are exposed to UV radiation. Because of this property, the fluorescent pigments can be used to produce certain secured paper assortments. When embodied into the paper composition they become visible at

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
124
the sight of UV light which they transform into yellow radiation. Besides the fluorescent property, the pigments also posses a particle-size distribution. The retention efficiency of the pigment in the paper mass and the manner in which the fluorescent effect manifests are distinct points on the paper sheet, a relatively uniform distribution in the paper mass being noted, which is determined by the quantity of utilized pigment and its distribution. 2.4 Marked fibers – these are colored fibers with different properties as it follows:
• colored fibers visible only regular sun light • fluorescent fibers visible only with the help of UV rays • fibers visible in both sun light and UV specter
The marked fibers are incorporated in the paper paste, at different concentration levels, their density within the paper sheet being decided by the paper producer, either arbitrarily or by talking to the paper user. In the paper mass, more often than not, the fibers have a rather chaotic display (they can also be displayed as a visible band on one of the surfaces of the paper or on both surfaces). The length of the fibers can also vary, lately a fiber length of 6-8 mm and lower density levels in the paper sheet being preferred. 2.5 Composites with colored reactions. In order to verify the authenticity of certain documents as well as protecting them against chemical erasure attempts, certain substances known as named “tals” produces – securing indicators – can be added in the paper paste. Thus, when the paper comes into direct contact with one or more attack substances it determines the security indicator to react by highlighting a specific substance color that corresponds to one of the following groups:
• Bleaching agents – based on chlorine • Alkaline solutions (base) • Acid solutions (acids) • Solvents
2.6 The watermark – is the element that holds the safest security properties, and it helps by being the most helpful element in telling original from counterfeit. Also, the watermark is the element of security that can be verified by anyone, by simply putting the paper or the document in a luminous environment. The possibility of making the watermark has been studied in the same time as the functioning period of the paper watermarking installation which SC CEPROHART SA Braila owns. Based on the level of desired security and the production procedure we have:
• One tone watermark which is either closed or open • Two tone watermark • Multi tone watermark
The watermark is obtained in the area in which the paper band is formed, with the help of a dandy roll covered with a fine sieve which holds either “dents” or “prominences” within its surface or even combinations of the two. 2.7 The security wire. These materials have a variety of structures and shapes that are capable of developing multiple properties, magnetic or otherwise, and offer limitless application possibilities. They can be produced in a large array of sizes, wires (with a length of 5 to 10 mm) or bands (with a width of 0.4 to 10 mm), they can be made out of metal or metal coated plastic, and can be printed or colored in different dies. There are also wires with magnetic properties, with micro text or with thermo chrome properties. Ferromagnetic wires are composite materials made from a metallic core and a glass coating. The characteristics of these tow materials give them special properties. By incorporating the ferromagnetic micro wires into a pulp fibrous matrix we are hoping to discover a new paper securing element which will be detected and validated in an electronic manner by a field sensor. Likewise, it is intentioned that certain information be deposited in these micro wires that should bring a high level of security for the paper designed for value documents. Magnetic nanoparticles in a colloidal state are magnetic materials with colloidal structure capable of developing magnetic properties. The placement of magnetic powders in a pulp matrix

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
125
constitutes a new element of paper securing, which can be detected with the help of a field sensor validated electronically. The research in this domain has been started in a partnership with Romanian Academy the Timisoara Branch. III. REZULTS AND DISCUSIONS
Based on the positive results obtained in the laboratory, the next stage of the project is now underway, respectively, testing it at a pilot level. These experimentations have been done using the SC CEPROHART SA Braila paper machine. At first, experimental secured paper lots have been produced, weighing 70, 90, 95, 120 and 140 g/square meter, and the security system has been obtained by combining security elements already in the SC CEPROHART SA portfolio, as it will be presented:
1. The filigree – has been achieved after the mounting of the watermarking installation on the paper machine, and the mass of the forming wire has been fitted with two table rolls and three suction boxes (two in front of the dandy roll (fig. 2) and one after) fig.1. the secured paper produced by the paper machine contain two tone open and closed watermarks (fig.3 a and b) and a one tone watermark (Romanian national crest ) fig.4.
Fig. 1. The mass of the forming wire, equiped with the watermarking installation Fig.2 Dandy roll
a) b)
Fig. 3 – Two tone water mark
1 planner wire; 2 – suction boxes for consistency regulating 3 watermarked dandy roll;

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
126
Fig. 4 – „Romanian national crest” watermark
2. Colored reaction composites – the indicator or security colorant are added into the paper paste, the place for addition being chosen based on the experimented technological variant. The typical colors generated by the produces are:
• When attacked by oxidation agents (chlorine based compounds); the verification substance of the colored reaction is the sodium hypochlorite, fig. 5a;
• Colored reaction when attacked by base and acid substances; the verification substances of the colored reaction are the sodium carbonate or the sulfuric acid respectively, fig.5b.
• Colored reaction when attacked by organic solvents; the verification substances of the colored reaction are the organic solvents (trichloroethylene), fig.5c.
a) b) b) c)
Fig. 5 – Colored reactions trigerred by the attack of chlorine, base, acid, and solvent based compounds
3. Marked fibers are embodied into the paper sheet at different concentrations and have a chaotic display. Marked fiber assortments used in current secured paper production are:
• Colored fibers vizible only in direct sunlight,fig.6a; • Fluorescent fibers vizible only in a UV spectrum, fig.6b. • Fibres vizible in both sunlight and UV rays, fig.6c.
a) b) c)
Fig. 6 – Marked fibers

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
127
4. Fluorescent pigments – cand be used in the production process of paper, by direct dosage into the paper paste Besides the fluorescence property, the pigments also have a particle-size distribution dispersed uniformly throughout the entire paper mass. The retention effiecency of the pigment in the paper mass and the tha way in which the fluorescence effect manifests represent distinc points in the paper sheet. In fig.7 the particle-size distribution of the pigments used in experimental programs is shown.
Fig. 7 – Fluorescent pigments The physical-mechanical characteristics of these types of paper have been determined in The fizical-mechanical experimental laboratory at Ceprohart-which is acknowledged by the RENAR- and are prezented in table one.
Table 1 The quality characteristics of secured paper
Crt. No.
Characteristics
UM
Secured papers –comparative samples
Secured paper – experimental lots
1 Weight g/mp 87 ÷ 158 70 – 140
2 Thickness mm 0,096 ÷ 0,220 0,0085 – 0,170
3 Apparent density g/cm3 0,67 ÷ 0,94 0,70 – 0,80
4 Breaking tensile force of paper, • longitudinally
• front
N 63,9 ÷ 130,0 29,3 ÷ 70,1
70 – 115 30 - 50
5 Breaking length of paper, • longitudinally
• front
km 4,1 ÷ 8,3 2,1 ÷ 4,5
5,5 – 7,5 2,2 – 4,0
6 Bursting strength kPa 160 ÷ 372 190 - 240
7 Tearing resistance, • longitudinally
• front
mN 320 ÷ 1.080 340 ÷ 1.540
320 – 850 360 - 950
8 Number of double folding, • longitudinally
• front
-
67 ÷ 701 16 ÷ 327
50 – 280 20 - 120
9 Water absorptivity, Cobb60 , media F / S
g/mp 13,6 ÷ 39,4 16 - 30
10 Bekk smoothness, • front • back
s
8 ÷ 105 7 ÷ 93
16 – 40 14 - 35
11 Gurley porosity, • front • back
s 19 ÷ 272 18 ÷ 262
20 – 140 19 - 80
12 Opacity % - 84 - 97
13 Brightness degree, R457/D65 % 82 ÷ 84 Without fluorescent agents
80 – 85 Without fluorescent agents
14 Ash content % 3,89 ÷ 16,37 6 - 14
15 Humidity % - 5,0 – 8,0

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
128
The results of the carried analyses allow us to appreciate that the experimental produced paper is corresponding quality wise. In the future, these tests will also be confirmed by printing tests. The secured paper printing tests have been conducted in three typographic units, different in business orientation and machinery, the purpose of this being the verification of the produced paper quality, respectively, the following of the manner in which the paper behaved during printing (fig. 8 a and b). In the printing process of these documents other elements of paper securing have been introduced, weather it was on the variant, on the print support, or through the print design, as it follows: secured holographic foil, elements of customization, special types of ink, numbering, graphic elements that bring a high level of security (guilloche, borders, security funds, special raster). Along with conducting the printing tests we have made an integrated system for securing value documents and markings.
a) b)
Fig. 8 – printing tests: a) – document ,,Compensation order”; b) – document ,,Producer’s Certificate”
Based on the results from the first stage of experimenting, SC CEPROHART SA has decided to apply the results. Thus, during the year 2009, it produced and turned to profit about 110 t of secured paper, which allowed making the Production section efficient, keeping the paper machine running (the only machine of this kind to still work in the sector of pulp and paper ). For the year 2010, SC CEPROHART SA Braila has already created the contractual base needed for increasing the secured paper production to over 400 t. In perspective, the modernization of the paper production installations is sought after, which will allow for continuous improvement and diversification of the paper assortments. The goal is to insure a high percentage of the need for secure paper in Romania and also breaking through the European Union as well as beyond it. IV. CONCLUSIONS
Until the year 1991, the entire supply of secured paper for national usage contained only one security element which was the watermark (SC Letea SA Bacau produced bank notes paper that used this securing element). The results obtained in the SC CEPROHART SA research laboratories by our researchers demonstrate and offer a wide variety of securing elements that are in a continuous state of development. The different combinations that can be produced with the help of these elements offer the possibility of producing a large array of secured papers that can carry a different degree of protection suited to the destination of the document.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
129
The results of the carried analyses allow us to approximate that the experimentally produced papers are appropriate quality-wise, this approximation also being confirmed by the printing trials (important – the experimental lots were produced using the neutral environment paper sizing technology – weakly alkaline, technology which is essential in producing secured papers due to the paper aging resistance ).
The obtained results hyphen that the determined characteristics depend on the paper composition (used fibrous materials and loading material), the technology for the preparation of the paper paste and also, on the technical and constructive characteristics of the installation which was used in the production process (it is well known that each such installation is unique in the manner in which it leaves its “print” on the paper quality)
V. BIBLIOGRAPHY
1. Docan D., ARCC – Romanian Association for Counterfeit Prevention, National Workshop
,, Securities – surface characteristics and security characteristics”, Brăila (5 july 2007); 2. www.anticontrafaceri.ro; 3. Răducanu I., Counterfeit of industrial goods in the new millenium in impact with
consumers’ protection, in ,,Quality and sustainabile development in order to integrate in the European Union”, Ed. ASE, Bucharest, 193 – 198, (2002);
4. www.sfin.ro; 5. Stanciu C., Machinery and equipament for industrial and srecialty paper making. Ed.
Didactică şi Pedagogică, 10, (2005); 6. Stanciu C., Securities – production, application and protection against forgery and
counterfeit, Ed. Ceprohart, 5. (2003); 7. Stanciu C., Paper protection – basic rules of security paper protection philosophy, National
Workshop ,,Securities – surface characteristics and security characteristics”, Brăila, (5 july 2007);
8. Stana V., Printing protection solutions, National workshop ,,Securities – surface caracteristics and security caracteristics”, Brăila, (5 july 2007);
9. Zăpodeanu I., Radu A., Burlacu M., Celuloză şi Hârtie, 57,(4), 12 – 25, (2008); 10. Avram I., Verification and identification techniques of security elements developed and
implemented in the Expertise and Research Laboratory in the CNIN, National Workshop ,,Securities – surface characteristics and security characteristics”, Brăila, (5 july 2007);
11. Bobu E., Gavrilescu D., Ciolacu F., Factors that influence ink transfer to offset printing, National Workshop ,,Security – surface characteristics and security caracteristics”, Brăila, (5 july 2007);
12. www.imprimeriabnr.ro.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
130
TECHNIQUE FOR PAPER SECURING: NEW MEC. NEW SECUR 20
Traian Nanu1
1Primatehnic SRL, Bucharest, Romania
Reel to reel machine for the application of security hologram stripe and magnetic band. Studied for the anti-counterfeiting and brand protection. Application can be done on any type of paper: patented, 50% cotton, chemical, thermic paper, adhesive with silicon support for labels, watermarked, board, PVC, plastic, aluminium. Hologram applied with this system isn't removable, un-alterable and being also irreproducible, these specifications allow the product to be unique and original. Application fields are the most various: Value paper, stamps for state products, paper money, banknotes, identification documents, air, train, sea tickets, cinema, theatre, museums and stadium tickets, ticket restaurant, lottery tickets, pharmaceutical, cosmetic packing, flexible packing for alimentary packing, tags for clothing, any type of document or packing has to be protected from counterfeiting. The easy use of the machine allow a fast type of work changing, being the machine versatile also for little works. All the manoeuvres necessary for its functioning are electronically checked by a PLC to make further easy operator engagements, so production mistake is practically eliminated. This allow to use the machine also for High Security productions. Description: - unwinding unit with pneumatic brake, pneumatic expansion shaft, handily hand wheels for opening/closing, loading/unloading reel operation takes place by pistons. - pneumatic brake electronically commanded by a loading cell for paper tension. - paper path rollers, - dragging unit with pneumatic system of opening/closing for paper tension. - cylinders for paper pre-heating. - central cylinder for 1500mm development with applied pressure rollers. - compensator system for pressure rollers opening/closing and removal of the paper from cylinder. - n. 2 stripe unwinding systems complete of spool holder shaft, stripe path cylinders, compensators. -pneumatic brake system of the stripe. -hologram stripe positioning rollers (to position the stripe it is necessary to move the rollers handily in the whished position at stopped machine). -boiler for die-thermo oil heating. -rotary joints complete of flexible piping for high temperatures that join the boiler to the heated cylinders. -heated oil pump for gone/return. -centralized suction unit for waste suction consisting of central suction system, piping for waste path, double collecting sack with handily deviation system. -rewinding unit consisting of stripe cooling cylinders complete of rotary flexible joints to be connected to the cooling system, paper path cylinders, reading photocell for paper brake, compensator complete of rollers, self-centring pneumatic expansion shaft with clutch for hand wheel closing system. Loading/unloading reel operation takes place by pneumatic pistons and steel levers with central shaft for the perfect alignment. Translation wheels to have an easy movement of the unit in case of sheeter use.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
131
Technical specification: paper width: 25" reel diameter 1270mm mechanic speed: 150mt/min stripe application distance: 40mm paper weight: 80/320 gr/m2 Options: Humidifier at electric resistances. Electronic web guide system. Anti-electrostatic equipment. Couple of unwinding/distribution systems for hologram stripe.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
132
ON STACKING STRENGTH OF CORRUGATED BOARD BOXES
1Dan Gavrilescu, Ana Toth2
1“Gh. Asachi” Technical University of Iasi, Department of Pulp, Paper and Fibers,
Iasi, Romania 2 S.C. DUNAPACK RAMBOX SRL, Sfantu Gheorghe, Romania
Abstract
One of the important functions of a corrugated box is to provide crush resistance (product protection) and adequate strength for stacking in warehouses. A box can be designed by optimizing the grade of corrugated board, box design, flute direction, and inner supports. Stacking strength of a corrugated board box depends on many factors, the most important being: paperboards quality, type of corrugated board, box dimensions. Box stacking strength depends also on the method of loading boxes on pallets. Vertical columns provide the best box performance while interlocking patterns of boxes significantly reduce performance. Air humidity and temperature strongly influence the boxes stacking strength. If long-term storage of corrugated boxes in high humidity is expected, extra strength and moisture resistance is called for.
This paper aims to discuss the most important factor influencing the stacking strength of corrugated board boxes. The correlations between paperboards strength, corrugated board resistance and boxes performance are presented. An example for predicting of stacking strength of a corrugated box is also included.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
133
SURFACE SIZING AND COATING OF LINER AND CARDBOARD
Per Emilsson1, Friedrich Fangl2
1UMV Coating A,B Säffle, Sweden, 2Fangl Technologies e.U., Bad Vöslau, Austria,
Abstract UMV was founded in 1876 and became sister company with former BTG Coating Systems in 2002. The two companies were combined and got the name UMV Coating Systems in 2007. UMV Coating Systems is a supplier of coating machines since 1973 and the initial product was the Billblade coater, one of the most sold coaters in the world. TWIN ™ Sizer, HSM
UMV Coating Systems started the development of roll coating technology in the middle 1980íes, in order to make it possible to coat and surface size weak base sheets with high recycled fiber content and or low basis weights and the first TWIN™ Sizer, HSM was installed in 1991 at Papateries Bourray France to coat and surface size, low basisweights recycled printing paper.
TWIN™Sizer, HSM technology has in the meantime been sold to 75 references for different applications, surface sizing, pigmenting, and coating on various base sheets from Bible paper to board. Installed ON- and OFF line.
The basic technology behind the TWIN™Sizer, HSM is the premetering principle. It is based on the wire winding of the metering roll thus creating a volumetric metering with long service life due to the big diameter and mass of material. The cost level for the refurbishment of the wire wound roll is the cost of the wire itself which is about 1/5 compared to the corresponding costs for the conventional rod premetering principle. The large HSM premetering roll is found to be forgiving to small particles in the base paper or in the media. This has resulted in that most TWIN ™Sizer, HSM units are installed for treatment of base sheets with up to 100 % recycled fibers. The most important application being surface sizing of Liner & Fluting based on recycled fibers, where the volumetric premetering allows for uniform application of wet amounts up to 20 gsm per side, which is of interest when penetration is wanted.
The strength improvements that are achieved by starch surface sizing with TWIN Sizer, HSM can be demonstrated by an example for 180 gsm testliner.
A base sheet RCT value of 1,3 kN, would be improved by 25 % by 6 gsm total application and 35 % by 8 gsm total application. A base sheet Burst Index value of 1,5 kPa/gsm, would be improved by 25 % by 6 gsm total application and 30 % by 8 gsm total application.
The TWIN™ Sizer, HSM is based on the volumetric premetering technique, which has a working range from 8 - 20 gsm wet application, depending on choice of wire diameter. The dry pickup is controlled by the solids of the media for a chosen wire diameter.
TWIN™Sizer, Gravure
In order to get a working range that also takes care of low wet amounts, 4-8 gsm, like the Gate Roll principle as well as 8-20 gsm, then UMV Coating Systems developed the TWIN™ Sizer, Gravure, where a gravure roll is the base for the premetering.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
134
This technology gives a two dimensional coatweight control where the dry coatweight/pickup is controlled by a combination of the gravure roll speed and chosen solids level. The TWIN Sizer, Gravure can due to the possibility to apply low wet amounts run at high speed +1500 m/min minimizing fogging that otherwise is a problem by roll coating. The gravure pattern gives a uniform application due to the fine distribution of the engravings in the gravure roll. There are 80 cells/cm.
An interesting example is at Korsnäs Frövi mill where they apply reverse side treatment with the actual TWIN Sizer, Gravure applying 3 gsm coating at high solids with excellent distribution.
Pilot trials show that printing paper can be treated with 5 gsm wet amount (0,5 gsm dry at 10 % solids, 0,75 gsm dry at 15 % solids mening 4,5 gsm water to be evaporated) of starch solutions with completely stripe free distribution. TWIN™ Sizer, HSM technology
The TWIN™SIZER, HSM as such is a premetered size press and can be supplied in either upwards or down wards web run. The functionality of the TWIN™SIZER, HSM can be divided into three different functions: application, premetering and transfer. Application
The web run has impact on the application of starch/media. If the web run is upwards then the application is done into a pond that is formed between the transfer roll itself and the HSM metering roll. If the web run is downwards, then the application is done via a spray application. Premetering
The premetering is done with a wire wound roll, the HSM roll, and it is in principle volumetric, dependent on the wire diameter, but it is also partly hydrodynamic, because of the big diameter of the HSM roll (see Figure 1 and Figure 2). The level of hydrodynamic impact depends on the viscosity of the media and the speed of the web.
Figure 1.TWIN™SIZER, HSM
with upwards or downwards webrun

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
135
The hydrodynamic component of the premetering lubricates the metering zone and reduces wear of the rubber transfer roll surface.
The volumetric part of the premetering is most dominating for low viscous solutions utilized by surface sizing. The pickup and distribution is very stable in this case.
To ensure the good distribution CD/MD except for the volumetric premetering there is a skewing mechanism, see Figure 2 , installed on the premetering roll. It´s function is to give the same linear pressure all across the machine between the metering roll and the transfer. The reason for having this variable crowning is to make it possible to run with different linear pressures between the HSM and transfer roll. The linear pressure is normally run between 5-10 kN/m, dependent on application, surface sizing, pigmenting or coating. Transfer
The transfer roll hardness by TWIN™SIZER, HSM technology, can be chosen in a wide range from 20-90 P&J by the HSM premetering technique. The choice is dependent on the need for penetration of media and the need for a good film forming. Soft transfer rolls give good covering characteristics and hard transfer rolls give penetration. Surface sizing of Liner & Fluting with TWIN ™ SIZER, HSM
About fifteen years ago the paper industry started to utilize metered size presses (MSP) for surface sizing of fluting and liner. The MSP:s gives approx. 25% higher production capacity and approx. 35% less drying cost compared to the pond size press for a given number of drying cylinders. It gives also same strength development for the important parameters such as Burst, RCT, and CCT.
Based on 12 years experience from excellent performance by surface treatment of base sheets containing recycled fibers it was quite natural to enter the Liner & Fluting market with the TWIN™SIZER, HSM technology. The metering element, the HSM roll, has a big diameter compared to the metering rod of other conventional MSP:s and therefore more forgiving for recycled fibers. This result in minimal risk for streaks caused by fibers stuck in the nip between the metering element and the transfer roll.
The first TWIN™SIZER, HSM for surface sizing of Liner & Fluting was installed in Asia and has now been running since 2001. Due to the excellent performance fourteen more TWIN™SIZER, HSM units have been sold for this application. The widths of the units are 4,5-7 m and they are running at speeds 600-1200 m/min.
Figure 2. HSM premetering and skewing principle

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
136
Specific issues by corrugated Liner & Fluting
The quality/strength improvement of corrugated medium is dependent on the amount of starch that is applied. The higher amounts of starch the higher the strength improvements. The solids of the starch solution and TWIN™SIZER, HSM conditions determine the starch amount applied. The below table shows the wide range that can be controlled by the conditions/settings for the premetering.
Table 1 Starch pickup versus solids
The surface sizing of Liner & Fluting requires a relatively big wet amount in order to
apply a high starch amount for strength improvement and penetration. A high solids increases the viscosity and this result in low penetration. In order to improve the penetration it is essential to increase the temperature in order to get lower viscosity for better penetration. In many installations customers want to be able to run with premetered mode for low basis weights and with pond size press mode for high basis weights. The upper border line for premetering is in the range of 180 gsm. The wet pickup by premetering is determined by the choice of wire diameter and linear load between the HSM premtering roll and the transfer roll. The pickup level from 20 gsm total to 40 gsm total, both sides, can be applied through premetering. To go from 40 gsm total to 53 gsm total both sides needs mini-pond or pond mode. A TWIN™ Sizer, HSM in downwards webrun can be run in all three modes; premetered -, minipond- and pondmode.
Solids % Dry pickup gsm Total both sides Wet Pickup Total both sides.
12% 2,5 - 7 gsm 20 - 55 gsm
16% 3 - 8gsm 18 - 50 gsm
20% 4 - 9 gsm total 20 - 45gsm
Figure 3. Surface sizing of Liner and Fluting with TWIN ™ SIZER, HSM

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
137
Above figure show a typical lay-out for the TWIN™Sizer, HSM for surface sizing of Liner & Fluting. Particles from Base Sheet and Starch Quality passes the Premetering area
The big diameter of the premetering roll gives a low specific linear pressure between the HSM metering surface and the transfer roll. This in its turn means that loose particles that often occur in base sheets of recycled fibers, can pass the metering surface without causing streaks. It is appealing from cost perspective to utilize the lowest grade of native starch, for instance Tapioca starch. The lowest grade is not cleaned to the same extent as more expensive grades and it has particles that to a high degree originate from the shell of the Tapioca. These particles can swell and cause problems in the circulation systems. Low-grade starch needs better screening in the circulation system. Transfer - Impact on Penetration
By surface sizing of Liner & Fluting there is basically a need for penetration to achieve optimum product characteristics. Low viscosity, high linear pressure and hard rubber surface gives comparably deeper penetration. The linear pressure used, is up to 40 kN/m and the rubber hardness is, as a rule, 30 P&J by surface sizing of Liner & Fluting. Starch Conversion – Impact on Starch Stability The starch quality and the relation between solids, temperature and viscosity are important for the development of the strength improvement and the operation of the sizing unit. As seen in the table 1, it is possible to get the same pickup at different solids. The choice is based on quality and energy considerations. In other words lower solids, means lower viscosity and deeper penetration but the drying energy demand will increase. Pre-converted starches (normally oxidized) have a stable relation between temperature, solids and viscosity. The drawback is the higher costs. The other solution is to convert native starch at the mill, which means lower costs and is therefore the rule for corrugated Liner & Fluting. The converting of the native starch is basically done with two different prevailing techniques; APS and enzyme conversion. The APS is less stable, meaning that the viscosity increases rapidly by loss of temperature in the starch. The enzyme conversion gives comparatively a more stable relation between viscosity and temperature. Expected strength improvements by surface sizing of Liner & Fluting
The quality/strength improvements expected by surface sizing of Liner & Fluting was studied in pilot scale. See below graphs. The surface sizing starch utilized at the trials was a pre-converted oxidized maize starch. RCT, Ring Crush Test, improvement by surface sizing The RCT, Ring Crush Test value increases with starch amount. as can be seen in figure 4.
1
1 ,1
1 ,2
1 ,3
1 ,4
1 ,5
1 ,6
1 ,7
1 ,8
1 ,9
2
2 ,1
2 ,2
2 ,3
2 ,4
2 ,5
0 1 2 3 4 5 6 7 8 9 1 0
RCT kN
St ar ch p icku p gsm t o t al
R C T vs P ick u p
L in jär
(w e ak
b ase 1 7 0 -
1 8 0 gsm )
L in jär
(str o n g
b ase 1 7 0 -
1 8 0 gsm )
Figure 4. RCT Ring Crush Test

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
138
0
0 ,5
1
1 ,5
2
2 ,5
3
3 ,5
4
0 2 4 6 8 1 0
Burst Index kPa/gsm
S t ar ch p ick u p g sm t o t a l
B u r s t In d e x v s P ic k u p
L in jä r (w e a k
b a s e 1 7 0 -1 8 0
g sm )
L in jä r (str o n g
b a s e 1 7 0 -1 8 0
g sm )
Burst Index, improvement by surface sizing
The Burst index increases by increased starch amount as can be seen in figure 5. TWIN Sizer, Gravure, Technology TWIN-Sizer Gravure Technology in general
The TWIN Sizer, Gravure as such is a premetered size press and is supplied for either upwards or down wards web run. The TWIN™Sizer, Gravure is introduced because it has a wider range of application compared to conventional premetered size presses. It can except for the normal premetered application range also apply low wet amounts like the Gate Roll but with better coatweight/pickup control, profiles and microscale distribution.
The functionality of the TWIN Sizer, Gravure can be divided into three different functions: application, premetering and transfer. Application
The web run has impact on the application of starch/media. If the web run is downwards the application is done into a pond that is formed between the gravure roll itself and the metering blade beam. If the web run is downwards, then the application is done via INVO® Jet pplication. See figure 6 above. Premetering
The premetering is done by metering the media into the gravure roll cells with the help of a steel blade with a soft polymeric tip. The gravure roll is presented in the below figure 6,
Figure 5. Burst Index
Figure 6. TWIN™Sizer, Gravure with downwards resp.upwards webrun.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
139
The Gravure premetering is a based on the volumetric principle. The premetered volume is controlled by choice of cell size and the speed of the gravure roll in relation to the transfer roll/machine speed. (In special cases it can be of interest to utilize a hydrodynamic component, like for instance by coating with clay color at high solids in order to avoid bleeding.)
The below graphs show, the coatweight control by surface sizing. In this case the cell volume is 20 cm3/m2.
I can be concluded that it is easy to control the amount of starch by control of the gravure roll ratio to transfer roll speed. The Graphs are based on the choice of cell volume 20 cm3/m2. Bigger cellvolume give a higher range of CWT/pickup.
The Wet applied weight in the graph below shows that we have similar behavior applied wet amount versus Gravure roll speed for all solids levels; 10, 15, 20 and 25 %.
The below graph shows the relation between dry CWT/pickup of starch versus the gravure roll speed.
(The deviation from a straight line can be explained by difficulties to measure low pickup levels.)
FC63158
45
Cell
Figure 7. Gravure premetering
roll

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
140
Transfer by TWIN Sizer, Gravure
The transfer roll hardness by TWIN Sizer, Gravure technology, can be chosen in a wide range from 20-90 P&J by the Gravure premetering technique. The choice is dependent on the need for penetration of media and the need for a good film forming. Soft transfer rolls give good covering characteristics and hard transfer rolls give penetration. The indirect premeting done in the TWIN™ Sizer, Gravure,see explanation in adjacent figure 8, is beneficial, since it protects the rubber surface from wearing. The good properties of the surface is kept longer than by direct premetering like Rod or HSM. In our mill experiences we have seen 7 times prolonged time between regrinding of the rubber transfer rollsurface.
The good condition of the surface also ensures a good distribution/patternfree treatment. This is of high importance especially by low wet amounts, in the range 5-9 gsm. (If the rubber surface has markings, then this will immediately be seen in the treated paper or board.)
Figure 8. Indirect gravure premetering and transfer principle

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
141
Quality by Gravure pre-metering
Since the film consists of the small pixels (app. 80 cell/cm) developed by the gravure roll we get a uniform distribution by the premetering. This means that the redistribution in the transfer point is less critical. Therefore it is possible to reduce the wet amount and still get a good distribution. In the below graphs, we can see two interesting examples. It concerns surface sizing of wood containing paper with 0,5 gsm at 10 % and 0,8 gsm at 15 % solids.In both cases this means a water amount of 4,5 gsm. We can see a uniform coverage by this small amount of starch. The energy demand is also low. TWIN™ Sizer, Gravure for reverse side treatment of cardboard. The coverage characteristics by roll coating can be applied single sided by the TWIN™Sizer, Gravure coater. Below is one example at Korsnäs Frövi Board Mill. TWIN™ Sizer, Gravure, Korsnäs, Frövi mill
A TWIN™ Sizer,Gravure (MONO) coater was installed, October 2006, on the board machine in the Korsnäs, Frövi mill with the target to improve the surface sizing of the reverse side on coated liquid packaging board and general packaging board produced with unbleached back. Furthermore the new coater made it possible to produce a new developed general packaging board grade with a low grammage film coating on a bleached bottom side.
The reverse side coater was chosen in competition with conventional MSP´s. The decision factors were the high controllability and flexibility, necessary to meet the multipurpose needs by the project.
The experience shows that the reverse side treatment in Korsnäs Frövi mill is characterized by good coverage and uniform distribution.
Good printability results are achieved also at low coat weights. The targets set up for the new developed product and existing products are achieved.
The coater meets high operational demands with good controllability and availability. The uniform distrtibution and coverage makes it possible to apply small amount getting excellent printing results.
Figure 10. Surface sizing of woodcontaining sheet with 0,8 gsm at 15 % Solids Iodine
Figure 9. Surface sizing of woodcontaining sheet with 0,5 gsm at 10 % solids Idodine

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
142
Machine design in Korsnäs Frövi Below pictures show a foto of the TWIN ™Sizer, Gravure installed in Kornsnäs Frövi and corresponding Process explanation.
Figure 11. TWIN™Sizer,Gravurecoater(MONO)insta
lled at Korsnäs Frövi Board mill
Figure 12. Foto TWIN™Sizer,Gravurecoater(MONO)
installed at Korsnäs Frövi Board mill
Figure 13. Processexplanation TWIN™Sizer,Gravurecoater(MONO)
installed at Korsnäs Frövi Board mill

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
143
Quality by surface sizing and pigmenting at Korsnäs Frövi mill The below picture shows the starch distribution on the reverse side of the board. The applied pickup is 0,35 gsm of starch applied at 4 % solids.
Pigmenting on the reverse side of the board The TWIN™Sizer, Gravure is also utilized for pigmenting on the reverse side of the board. As can be seen a very small amount 3 gsm dry improves the Printability, Print Mottle. The naked eye can clearly see an improved WTL (White Top Mottle) on the unprinted sheet. The Improved Print mottle can be seen in the above printing images. The improvement is also explained in the below graph comparing different methods and pickup levels. By Carton Board it is essential to keep the basis weight low to geet bulk and stiffness. 3 gsm application with TWIN™Sizer, Gravure offered a good solution under these conditions. Coat weight control in Korsnäs Frövi mill The controllability of the coatweight is demonstrated in the below graph.
Figure 14. Starchdistribution
(Iodine)by 0,35 gsm applied at 4 % solids with TWIN™Sizer, Gravure at Korsnäs Frövi Board mill.
Figure 15. Printing on Uncoated reverse side Figure 16. Printing on 3gsm pigmeting applied with TWIN Sizer,Gravure (MONO on reverse
side

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
144
CONCLUSION The premetered size press is a good option for surface sizing of Liner and Fluting in modern production lines. It has less drying needs compared to the conventional pond size press and can be run at substantial higher production speeds The penetration of starch depends on the viscosity of the starch and the transfer roll hardness. The viscosity of the starch is dependent on the temperature and it is therefore important to have good control of the starch temperature, from cooking to the point of application. The Liner & Fluting mills often combine the possibility to run pond and premetered size press, in which case high basis weights are run in pond mode and low basis weights are run in premetered mode. The Gravure premetering technique has a big application range, from coating to small amounts like the Gate Roll but with better coat weight control, profiles and distribution/pattern. Gravure premetering technique is successfully operated in board mill environment. It meets the demands on; flexible applications, good printing characteristics (also at low pickups), uniform distribution and excellent control the wet and dry coatweight.
Coating grammage vs speed of the gravure roll
0
2
4
6
8
10
12
14
40 63 100
Speed of gravure roll % of web speed

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
145
RELEASE PAPER: CAN PHOSPHATE ESTERS BE AN ALTERNATI VE
TO SILICONE?
Dan Belosinschi1, Bruno Chabot1, François Brouillette1
Centre de Recherche sur les Matériaux Lignocellulosiques (CRML), Université du Québec à Trois-
Rivières (UQTR), 3351 boul. Des Forges, C.P. 500, Trois-Rivières, Québec, Canada, G9A5H7 Abstract Release paper is a special paper grade with one or both sides coated with non-sticking materials. Silicone is currently the only material used to produce release paper at the industrial level. Its remarkable properties and availability ensure product quality and sustainability of the industrial production. Meanwhile, the stability of silicone polymers raises serious environmental problems in terms of paper substrate recyclability. Research are currently undertaken to evaluate the ability of phosphate esters as a new class of compounds capable of developing non-adhesive surface properties. This paper presents initial attempts to coat the paper with phosphate esters and to assess phosphate ester / fibrous substrate and phosphate ester / adhesive interactions. The results show that this class of compounds exhibits non-adhesive properties and, coated on paper under certain conditions, can lead to a non-sticking surface. Despite the fact that there is a long way to achieve ester anchoring to the cellulose surface fibres and to control the peeling force from an adhesive tape, preliminary results are encouraging. I. INTRODUCTION Release liner. Release paper.
The release liner is a substrate carrier web material, with one or both sides coated with a non-sticking material, which provides a release effect against any type of tacky materials like adhesives. The substrate can be paper or plastic based while the release agent consists almost exclusively of silicone material. Among the main uses of these products we can find: pressure sensitive adhesives (PSA) - label stock; tapes; medical and hygiene applications; graphic arts; industrials goods - building and insulation applications. The worldwide production of release liner in 2010 was about 34 billion square meters (more than 2 million tonnes), the PSA-label stock commanding more than 50% of the market share. The paper remains the main coating substrate - 85% from global market share, compared to 15% for plastic films. The detailed situation of substrate types used in 2010 was as follows: 41% glassine/calendered Kraft papers, 17% polyolefin coated papers, 15% clay coated papers, 15% plastic films, 12% other papers [1].
FacestockAdhesive
Release coating
Backing (substrate)
DispensingRelease liner
PSA - label
Figure 1 Structure of a self-adhesive label laminate
The release paper is in fact a release liner whose backing is made of paper and since the paper dominates the market today, being also our coating substrate, we will refer to it hereafter. The mean functions of release paper, as it is suggested in Figure 1, are to protect the adhesive during transit and storage and, ultimately, easily release the PSA - label during its intended use.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
146
Release agent. Silicone chemistry and properties.
The silicone materials are the universal release agent used to produce release paper nowadays. “Silicone” refers to a general category of synthetic polymers with a siloxane main chain made of repeating silicon to oxygen bond. In addition, each silicon atom is bonded to organic groups, typically two methyl groups in which case the material is called poly(dimethylsiloxane) – PDMS (see Figure 2). The simultaneous presence of organic groups attached to an inorganic backbone gives silicones a combination of unique properties like high thermal and chemical stability (due to siloxane main chain) associated with strong hydrophobic behaviour and low surface free energy (due to methyl groups), making ideal their use as release agent [2-4]. Besides, the silicone polymers are liquid under normal conditions up to quite high polymerisation degrees and show high wettability to almost all solid surfaces which facilitate the subsequent coating process.
nCH3
SiCH3
CH3 CH3
Si CH3
CH3
O Si O
CH3
CH3 Figure 2 Chemical structure of poly(dimethylsiloxane) - PDMS
Once coated on the paper substrate, the liquid silicone film must undergo a cross linking
reaction, currently named “silicone cure chemistry” that will change the silicone state of matter, from liquid to solid. This process aims to create a network of chemical bonds between silicone polymer chains - to limit the amount of migratory free silicone to adhesive, and between silicone and functional groups present at paper surface - to anchor the silicone film to paper substrate. Usually, the silicone cure chemistry involves the use of catalysts and activation energies and the existence of a small number of reactive functional groups (e.g. silane, vinyl, hydroxyl, epoxy and acrylic) on the PDMS macromolecules coming to replace the inert methyl groups [5]. The silicone cross linking by addition, whose global reaction is presented in Figure 3, counts for more than 80% of currently available silicone cure mechanisms [6].
CH
CH2
CH3 Si
O
CH3H Si
O
+ CH2 CH2CH3 Si
O
CH3Si
O+∆t°
+ Pt catalyst
Figure 3 Silicone thermal addition cure chemistry
Cured silicone films generally have a thickness of 1-2 µm, a basis weight of 1-2 g/m2 and
exhibit anti-tack properties against a wide range of adhesive formulations. The main drawback of using silicone as release agent is that it makes difficult the further recycling of paper substrate, thus losing a significant amount of high quality fibres. Starting from this problem, our research aimed to evaluate the ability of phosphate esters as a new class of compounds capable of developing release properties, allowing the subsequent recycling of paper substrate. This paper presents initial attempts to coat the paper with phosphate esters and to assess phosphate ester / fibrous substrate and phosphate ester / adhesive interactions.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
147
II. EXPERIMENTAL Materials 1. Phosphate esters (PE): Synthesis, analysis and purification.
The phosphoric esters of organic hydroxyl compounds are amphiphilic molecules widely used as cleansing, emulsifying and antistatic agents, rust inhibiters, etc. Especially, salts of phosphate monoesters are useful for articles which are used for direct contact with human bodies, such as shampoo and cleansing agents because they have good water solubility, foaming property and cleansing power, exhibiting low toxicity and low skin irritability [7, 8]. Our research tries to highlight the surfactant nature of these compounds not in the aqueous phase as we can see above, but in solid phase by coating it on a paper surface.
Two phosphate esters were synthesized by the reaction of phosphoric anhydride and two linear fatty alcohols: 1-octanol (C8) and 1-octadecanol (C18). Stoichiometry mole ratio of the overall reaction showed in Figure 4 was as follows: fatty alcohol/P2O5/H2O = 2/1/1. The reaction conditions were chosen in order to promote the formation of phosphate monoester [7, 8]. Also, the product ratio of mono- and di-ester is closely related to the alkyl chain length of alcohols, increasing with the chain length [9]. Quantitative analysis performed after the esterification reaction showed a ratio of 80% mono- / 20% di-ester for C8 alkyl chain and 100% mono- / 0% di-ester for C18 alkyl chain.
CH3
CH2
CH2 OH
nP2O5+
n2 2
n = 6, 16
OH
O
OH
CH3
CH2
CH2 O P+ H
2O , 60 - 80 °C
6 - 8 hours
Figure 4: Phosphate esters synthesis reaction
Inevitably, the final product will consist in a mixture of phosphate esters, unreacted fatty
alcohol and phosphoric acid and other by-products. In order to isolate our product, a purification and analysis plan was developed, consisting in three successive water/solvent extractions. The purified product is a white solid compound at room temperature, composed predominantly of phosphate monoester (~100% for C18 and 90% for C8) and whose melting point depends on alkyl chain length: 60-70°C for C18 and 20-30°C for C8. 2. Low porosity paper.
All coating tests were carried out on a special paper substrate made on the CSPP (Centre Spécialisé en Pâtes et Papiers) pilot paper machine located in Trois-Rivières, Canada. This unsized calendered paper has about 85 g/m2 basis weight and is made of highly beaten softwood Kraft fibres as the main fibrous furnish component. The papermaking conditions lead to a low porosity paper, as low as 5 ml/min PPS porosity. 3. Polyvinyl alcohol (PVA).
The PVA used was 99% hydrolysed with molecular weight ranging from 85,000 to 124,000. It was solubilised in water at 10% concentration. The addition of PVA to the sheet had two main purposes:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
148
- Coating material: by creating a physical barrier at the paper surface in order to prevent the penetration of the phosphate ester in the paper structure;
- In a mixture with the phosphate ester: to control the release force vs. adhesive and anchoring force vs. paper substrate.
Methods 1. Paper coating.
The laboratory coating device was composed of a flat worktable on which the substrate to be coated was placed. The active element of coating is a Mayer rod that is inserted in two interconnected pockets driven by a motor simultaneously describing a translation movement parallel to the table. The paper sheet is fixed on the table and the coating sauce is deposited on the sheet at the end where the rod is placed. The sauce is distributed evenly at surface when the bar is driven into motion. The amount of material deposited depends on: the size and number of Mayer rods, the relative distance between the rod and surface to be coated and the coating sauce consistency. Meanwhile, rod speed or sauce viscosity parameters will significantly influence the quality of the coating like sauce surface distribution or structure penetration ability. Frequently, the coating is followed by thermal treatments aimed at evaporating the water from the coating sauce and/or consolidating the coated layer. In our case, the coating delivery system was: 10% solution concentration for PVA, 5% dispersion consistency for phosphate ester C18 and 100% solids for phosphate ester C8 (the compound is liquid at room temperature). 2. Surface free energy (SFE) measurement.
SFE characterises the thermodynamics of solid surfaces and is the first and most
important parameter which allows the evaluation of the adhesion properties of materials. Usually, the anti-tacking properties are associated to low surface free energy materials, having a major dispersive energy component. Different approaches are used to determine the energy of solid surfaces, contact angle measurements being the most common method. Starting from Young's equation several variants of this method have been developed. The latest idea presented by van Oss, Chaudhury, and Good is the SFE partition into two independent components - dispersive and polar. The authors divided also the polar component into two other subsequent components - acid and base, and propose an equation with three unknowns that links all these partitions [10]. Measuring the contact angles of three well known liquids on the same solid surface, a system of three independent linear equations is generated. The mathematical solutions of this system are in fact the SFE and its components. Contact angle measurements were made with a FTA4000 Microdrop® device manufactured by First Ten Ångstroms. The device allows deposition on solid surfaces of very small droplets (as low as picolitre volume) and can capture up to 300 images in less than 5 seconds. All droplet geometry data, including the contact angle, are then determined for each image in part with the FTA32 Video software. Ethylene glycol, formamide and water (as bipolar), and α-bromonaphthalene (as nonpolar), were used as reference liquids for SFE measurements. 3. Peel force measurement.
Peel Test measures the strength required to pull apart bonded surfaces composed of a
standard adhesive tape and a coated paper sample. This method was adapted from ASTM F88-99 [11] and is made at a 180° supported separation angle, under controlled conditions: 23°C, 50% relative humidity, 50 mm/min peel speed, 25.4 x 75 mm (width x length) size sample. The double coated adhesive tape is attached on one side to a rigid alignment plate and on the other

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
149
side to a paper sample. One couch roll - 13 kg weight, is rolled backward and forward 10 times with no supplementary pressure being applied to promote the adhesion between surfaces. This assembly is mounted into an INSTRON device model 4201 with the rigid plate tail held in one grip and the sample tail, folded at 180°, held in the opposing grip while the test is being conducted. At the end of the test, the Bluehill software is used to calculate two important parameters: the peel force - as average of the highest 5 load peaks, and the absorption energy - as integrated area at average load. Besides these measurements, each test is accompanied by a visual evaluation of the peeled surfaces to identify the mode of specimen failure. 4. Surface topography analysis.
Optical profilometry is a rapid, non-destructive, and no-contact surface metrology technique. An optical profiler is a type of microscope whose working principle is based on “white light interferometry”. In its most common application, interferometry is a versatile measurement technology for 3D imaging of surface topography with very high precision [12]. In this study, an optical profiler WYKO NT1100 (Veeco) was used to observe the changes in paper surface micro-geometry as a result of the coating process. The paper roughness is the second parameter which can be measured by the profilometer and usually comes as a further statistical interpretation of surface images. 5. Paper barrier properties.
Barrier properties of the low porosity paper substrate, coated or uncoated with phosphate
esters, thermically treated or untreated, was tested as follows [13]:
- Air permeability by PPS (Parker Print Surf) Porosity method (TAPPI T 555 om-99), - Water permeability by Cobb method (TAPPI T 441 om-98), - Grease permeability by Castor Oil method (TAPPI T 559 cm-02).
III. RESULTS AND DISCUSSIONS Surface free energy
Theoretically, the main idea is to coat the paper with mono phosphate esters and induce a
thermal reaction between the two remaining free hydroxyl groups of phosphate function with the corresponding hydroxyl groups of cellulose fibres. In this way we can make sure that the ester anchors at the paper surface, “hiding” the polar phosphate side and exposing the nonpolar alkyl chain side to a future adhesive formulation. First coating attempts were made with phosphate ester - C18. The coated paper exhibited excellent barrier properties (almost a water and greaseproof paper) and low surface free energy, as we can see in Table 1, because of the large size of the alkyl chain. However, the ester proved to be an inert product at the paper surface, easily migrating to the adhesive tape during the peel test. These results have led us to synthesize a second phosphate ester with a much shorter alkyl chain consisting of eight carbon atoms (C8). Although this product is characterized by a high SFE value which can impair the anti-tacking properties, it has at the same time important polar and base SFE components, like PVA and paper, which enhance their reaction compatibility (see Table 1).

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
150
Table 1 SFE of different materials measured by Van Oss-Chaudhury-Good method
SFE, mJ/m2
Material
Total Dispersive Polar Acid Base
Silicone 25.98 25.98 0 0 0 Phosphate ester
(C18) 17.70 16.66 1.046 0.4752 0.5755
Phosphate ester (C8)
38.35 33.73 4.625 0.4061 13.17
Polyvinyl alcohol 39.89 27.15 12.74 1.330 30.49 Low porosity paper 46.27 41.76 4.507 0.1434 35.42
Release properties
The PE (C8) is in liquid state at room temperature and during coating, successfully penetrated even a closed structure like the low porosity paper. Consequently, the coating became rather a paper impregnation process. Despite this, it was interesting to see the sample responses to repeated peel test, given that they were thermally treated for 6 hours at different temperatures (Figure 5). All coated papers with PE (C8) easily peeled off from the adhesive tape. The release force increased with the number of peel tests. This clearly shows the anti-tacking properties of PE (C8) but also its migratory behavior with repeating peel test. The results from Figure 5 show that thermal treatments bring insignificant changes to the peel force. We can conclude that even at high temperature the “PE (C8) - cellulose fibres” interactions are limited.
0
15
30
45
60
75
90
0 1 2 3 4 5 6 7 8 9 10 11
Number of cycles
Load
, cN
air 50°C 75°C 105°C
Figure 5 Influence of thermal treatments and number of peel tests on the peel force value
Two solutions were proposed to limit the PE (C8) penetration into the paper structure. The first attempt was to apply a PVA barrier layer at the paper surface before the PE coating (PVA/EP) and the second was to use a viscous mixture of PVA and PE as coating sauce (PVA+PE). The peel test results of these samples are presented in Table 2. As expected, the adhesive tape causes the sample break (tearing) for uncoated paper and PVA coated paper. The paper coated with 30%PVA+70%PE mixture sauce showed release properties for the first peel cycle but the coated layer was removed and the paper structure delaminated starting with the

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
151
second peel cycle. Small fibres picking appeared on the PE coated paper surface after a quite important number of peel cycles. The PVA/PE double layer coated paper was the only sample that is easily peeled off, the release force remained fairly constant and its surface intact after more than 20 peel test cycles. These properties are closest to those of the reference release paper - silicone coated paper.
Table 2 Peel test behaviour of coated paper samples
Paper coated with
Coat basis weight, g/m2
Average peel force, cN
Absorption energy, mJ
Number of peel cycles
Notes:
PVA 2 3095 1512 1 Sample rupture
PVA + PE (C8) 4-8 360 140 2 Sample
delaminating PE (C8) 10-12 72 31 >10 Small picking
PVA / PE (C8) 2/-- 66 15 >20 Intact surface Silicone 1 190 97 1 Intact surface
Surface topography
The topographic images (from Figures 6-8) and the corresponding roughness (Figure 9) confirm in fact the results reported for peel tests. Rough surfaces with high density of asperities, like uncoated paper or PVA and PVA+PE coated papers, promoted the adhesion by a mechanical interlock mechanism while the hydroxyl polar groups of these materials lead to an adsorption adhesion mechanism as a result of secondary intermolecular forces at the interface. Instead, the adhesive bonding is quite limited for PE and PVA/PE coated papers due to much smoother surfaces and nonpolar alkyl chain exposure at the interface. The surface topography and roughness value of PVA/PE and silicone coated papers looked very similar but these papers are quite different in terms of peel force. The silicone release paper provided some residual adhesion that keeps the adhesive “bonded” while the PVA/PE coated paper had almost “no bonds” to it.
Figure 6 Surface topography of paper (left) and paper coated with PVA+PE mixture (right)

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
152
Figure 7 Surface topography of paper coated with PVA (left) and PE-C8 (right)
Figure 8 Surface topography of paper coated with PVA/PE-C8 (left) and silicone (right)
0
0,3
0,6
0,9
1,2
1,5
1,8
Blank Paper PVA+PE (C8) PVA PE (C8) PVA/PE (C8) Silicone
Series
Rou
ghne
ss, R
a [µ
m]
Figure 9 Changes in paper surface roughness as result of the coating process
IV. CONCLUSIONS
The phosphate esters of fatty alcohols are compounds which exhibit anti-tacking properties as proven by peel tests and surface free energy measurements. The interaction of the phosphate ester layer with the paper surface is quite limited, leading often to a mass transfer when the adhesive tape is peeled off. However, it seems that anchoring occurs when esters and

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
153
coating surfaces present similarities in term of SFE (like total energy level and/or energy component distribution). Despite the fact that it is not yet possible to control the anchor and release processes as with silicone polymers, these first results are encouraging. Future studies
� Continue to evaluate the anti-tacking properties of other phosphate esters or poly (phosphate esters);
� Determine the conditions that lead to optimal ester/substrate anchoring and controlled ester/adhesive release;
� Study the interface phenomena and quantify the migratory behavior of phosphate esters. V. ACKNOWLEDGEMENTS The authors would like to thank the Natural Sciences and Engineering Research Council of Canada (NSERC) for their financial support and Centre Spécialisé en Pâtes et Papiers (CSPP), Cégep de Trois Rivières team for their technical and scientific support. VI. REFERENCES 1. Spaulding, M., What the global release-liner market will look like in 2015, The Converting
Curmudgeon, http://convertingcurmudgeon.com/2011/03/31/what-the-global-release-liner-market-will-look-like-in-2015.
2. Bondurant, S., Ernster, V., Herdman, R., Silicone Chemistry (chapter), Safety of Silicone Breast Implants (book) - 1999, http://www.nap.edu/catalog/9602.html.
3. Colas, A., Introduction / Silicones in Industrial Applications (chapter), Inorganic Polymers (book),
Nova Science Publishers - 2007. 4. Colas, A., Curtis, J., Silicones Biomaterials: History and Chemistry (p. 80-86) & Medical
Applications of Silicones (p. 697-707), Biomaterials Science: An Introduction to Materials in Medicine - Second Edition, Elsevier Academic Press - 2004.
5. Cray, S., Silicone Release Coatings for the Pressure Sensitive Adhesive Industry / Silicones in Industrial Applications (chapter), Inorganic Polymers (book), Nova Science Publishers - 2007.
6. Holwell, J., A., Global Release Liner Industry Conference 2008; Platinum Metals Review, 52 (4): 243–246, 2008.
7. Tsuyutani et al., Process for preparing phosphoric ester, United States Patent US 6,710,199 B2, March 23, 2004.
8. Kurosaki et al., Method for producing a phosphoric monoester, United States Patent 4,350,645, September 21, 1982.
9. Hadj-Bouazza, A., Brouillette, F., Synthesis of phosphate mono esters and study of their effect on the reduction of the linting propensity of paper, TAPPSA Journal, 2 : 34-37, 2010.
10. Żenkiewicz, M., Methods for the calculation of surface free energy of solids, Journal AMME, 24 (1): 137-145, 2007.
11. ASTM F88-99, Standard Test Method for Seal Strength of Flexible Barrier Material, Annual Book of ASTM Standards, 1999.
12. Optical Profilometry, http://www.mri.psu.edu/facilities/mcl/techniques/optProfilometry.asp. 13. TAPPI Test Methods: T 555 om-99, TAPPI T 441 om-98, TAPPI T 559 cm-02.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
154
SYNTHESIS OF CHITOSAN DERIVATIVES FOR TARGET
APPLICATIONS IN PAPERMAKING
Mihail Lupei1, Elena Bobu1
1“Gheorghe Asachi” Technical University of Iasi
Abstract
The use of natural biopolymers as additives in papermaking has several advantages, such as the availability from renewable resources, biocompatibility, biodegradability and non-toxicity. Chitosan (CS) is a biocompatible, biodegradable and non toxic cationic polymer but its application in papermaking is limited by very poor solubility in water. However, the presence of the amino groups and secondary and primary hydroxyl groups confer many possibilities to obtaining derivatives by introducing functional groups that can provide water soluble chitosan derivatives.
This paper describes briefly the chemical modifications of chitosan by different reactions that are aiming to confer water solubility and specific properties for papermaking applications. Following chitosan derivatives are characterized: amphiphilic chitosan for developing barrier properties at paper surface; quaternized chitosan for wet end applications; cyano-ethyl chitosan for developing anti-microbial activity. Key words: papermaking, bio-additive, chitosan, alkylation, quaternization, cyano-ethylation,

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
155
ALKALINE PULPING AND OXYGEN DELIGNIFICATION
OF RAPESEED FIBERS TO A LOW KAPPA NUMBER
Bogdan Marian Tofanica1, Adrian Catalin Puitel1, Dan Gavrilescu1
1“Gheorghe Asachi” Technical University of Iaşi, Faculty of Chemical Engineering and Environmental Protection, Department of Natural and Synthetic Polymers,
Iasi, Romania Abstract The aim of this study was to investigate the use of rapeseed (Brassica napus) stalks as a source of cellulosic fibers with low lignin content by means of alkaline pulping followed by oxygen delignification. Chemical pulping was carried out by sulphate and soda-anthraquinone method under varying conditions. Time to achieve maximum temperature (60 minutes), maximum temperature (170°C), reaction time at maximum temperature (60 minutes), solid-to-liquid ratio (1:5) were kept constant in all experiments. The influence of active alkali (18, 20 and 22% sodium hydroxide on oven-dried stalks) on pulp yield, screening reject, lignin residual content and intrinsic viscosity was studied. Results indicated that alkali charge was an important parameter on yield and kappa number of the pulps. Addition of 0.1% anthraquinone (on oven-dried stalks) to the alkaline liquor as an additive in soda pulping determines a significant reduction of kappa number. The total pulp yields and kappa number was decreased with increasing the alkali charge ratio. It was found that kappa number values in soda-anthraquinone pulp samples were lower than sulphate pulps at similar pulping condition. The residual lignin left in the pulp was subsequently removed in a bleaching stage, with oxygen treatment in a pressurized vessel at elevated temperature and in an alkaline environment. Results showed that rapeseed pulps were delignified to a low Kappa number without significant loss in viscosity. It is concluded that the rapeseed stalk have the potential for being used for obtaining cellulosic pulp. Keywords: cellulose, nonwood, rapeseed stalks, pulp. I. INTRODUCTION
Nonwood fibers have an extended history as raw materials used in production of paper, long before the wood began being utilized in papermaking (Sixta, 2006a). Today, the production of nonwood in worldwide pulp production is around 20 million tonnes (figure 1), but analyzing forecasts and trends in recent years, it is expected to grow at least until it reaches maximum production capacity reached in the 90's of 25 million tones. Analyzing the share of nonwood in world pulp production (figure 1) it can be stated that the utilization increases continuously in the last ten years. Overall, the ratio changed from 6% in the 60’s to 11% in the last decade (Faostat, 2011).
Rapeseed (figure 2), known scientifically as Brassica napus L., a bright yellow flowering member of the Brassicaceae family, is a very important and widely cultivated arable crop throughout the world for the production of animal feed, vegetable oil for human consumption and production of biodiesel for powering motor vehicles (Tofanica and Gavrilescu, 2010). Rapeseed, also known as canola, has achieved worldwide commodity status, being cultivated extensively in Europe, Asia and North America due to the policies to encourage the production and use of bio-fuels (European Commission, 2010).

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
156
Figure 1. Share and production of nonwood pulp in total world production (FaoStat, 2011)
Biomass productivity of winter oilseed rape is the product of the growth rate and the
duration of the vegetative period (Diepenbrock, 2000). Winter rapeseed total biological yield ranges from 10 to 20 metric tons of dry forage/ha. The harvest index of rapeseed, the proportion of seed dry matter to total biomass (seeds and stalks), varies between approximately 0.28 and 0.50. Thus, seeds represent 28–50% of total biomass and the remaining crop residues, especially stalks represent 20-72% of total biomass (Rathke at al., 2006). In European Union, an economic seed yield of winter oilseed rape is situated in the range of 3 and 4 tons per hectare and corresponds to 3 to 10 tons of stalks.
The seed is the valuable, harvested component of the crop (figure 3), while the stalks remain on the field and serve in the crop rotation to increase the humus content in the soil, but also for incorporation, immobilization and bio-transformation of available nitrogen and sulphur to stable organic forms in nutrient-poor soils (Bhupinderpal-Singha et al., 2006).. The stalks status as a solid waste in many instances means that they could be a cheap raw material. It can be processed to obtain fibers, chemicals and energy via various chemical conversion processes, into a lignocellulosic feedstock biorefinery (Tofanica and Gavrilescu, 2010).
Figure 2. Brassica napus Figure 3. Rapeseed stalks remain on the field after seed
harvesting The results of morphological study showed that rape stalks contained short fibers with
similar morphological properties to the common nonwood and hardwood fibers (Tofanica et al., 2011a). The mean fiber length, 1.2 mm, is similar with those for other nonwood fibers such as esparto grass and common reed, and hardwood species such as eucalyptus and common beech. A

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
157
maximum dimension fiber length was found 1.99 mm and minimum fiber length was found 0.71 mm. Rapeseed fibers width ranges between 9.10 µm and 19.60 µm, with an average value of 13.1 µm. Cell wall thickness ranges from 1.77 to 3.08 µm, with 2.25 µm average. Maximum lumen diameter was found as 13.44 µm and minimum was found as 4.34 µm. Fiber length and width, cell wall thickness and lumen diameter of fibers from rapeseed stalks, a fiber little-known in the pulp and paper industry, are very similar with those from hardwoods and can replace wood fibers in a variety of composites, paper and paperboard products.
Chemical composition analysis’ results showed the lignin content was comparable to other nonwood and hardwood papermaking fiber resources (Tofanica et al., 2011a). Rapeseed’s holocellulose content rages between 70-75% (cellulose 38-42%), lignin content between 17-21% and ash content of 2-5%. The chemical composition of rapeseed is comparable with chemical composition of cereal straws. The amount of cellulose influences the properties of fibers, economics of fiber production and the utility of the fibers for various applications.
The main chemical pulping methods applied to nonwood raw materials, adapted from processes for the delignification of wood raw materials, are as follows (Leponiemi, 2008):
- Sulphate (Kraft) process - uses a mixture of sodium hydroxide and sodium sulphide as main active chemical agents to dissolve the lignin;
- Soda-anthraquinone (Soda-AQ) process - uses sodium hydroxide as cooking chemical and anthraquinone as a catalyst for delignification. Addition of anthraquinone in pulping accelerate the delignification reactions, blocks peeling reactions by oxidizing polysaccharide end groups and increases the screened yield of pulp.
In chemical alkaline pulping, an oxygen delignification stage after pulping enhances the effectiveness of the pulping stage. The oxygen delignification process reduces the amount of alkaline charge in the first pulping stage and reduces the need for bleaching chemicals in further bleaching sequences, without affecting pulp yield as negatively as other methods of extended delignification (Bajpai, 2005; Suess, 2010).
The oxygen stage decreases formation of adsorbable organic halogens (expressed as AOX) in pulp and paper mill effluents when chlorine-based chemicals are used in subsequent bleaching of the pulp. In addition, regarding emission levels associated with the use of other bleaching chemicals used, oxygen delignification decreases biological oxygen demand (BOD5 or
7), chemical oxygen demand (COD) and colour of the wastewaters. However, oxygen has lower selectivity at lignin removal than chlorine or other chemical
pulp bleaching agents. Therefore, oxygen delignification is used to decrease kappa number of the pulp to low values only by 40-50%, because an attempt at greater reduction in kappa values is expected to lead to degradation of carbohydrates in the pulp and loss of pulp quality.
This investigation offered valuable information for using rapeseed stalks in pulping and bleaching processes by the use of kraft and sulphur-free pulping and environmentally friendly bleaching. In addition, the obtained data will contribute on reducing the high amounts of reagents used in pulping and bleaching stages, and to increase the quality and properties of the final paper products.
The research focuses on the characterization and evaluation of these agricultural residue products as raw materials for pulping and papermaking industry. The cellulosic fibers obtained from these raw materials by kraft and soda/anthraquinone pulping (soda-AQ), followed by a bleaching stage, with oxygen treatment, were characterized by pulp yield, kappa number and viscosity.
This knowledge will lead to a better utilization of these lingocellulosic raw materials and to the developing of interest for these nonwood fibers. Rapeseed stalks as agricultural residues, may have potential in the future as raw materials for fiber production for different paper products.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
158
II. EXPERIMENTAL Materials The rapeseed stalks, free of leaves and roots, were collected after seed harvest from Vaslui County, Romania. The stalks were air dried and stored in a dry location. For pulping, the stems were manually cut into pieces of about 3-5 cm in length. All results were reported on oven-dry weight basis. Methods Pulping. Kraft and Soda- anthraquinone pulping was performed in a laboratory rotating batch reactor with a total volume of 10 L, equipped with electric heating and automatic temperature control. 300 g of rapeseed stalks (on dry basis) and corresponding pulping liquor (parameters as seen in table 1) were used, so that pulping was performed with the desired active alkali charge. The following experimental conditions were applied in soda-AQ pulping: - Alkali charge was 18, 20 and 22% as NaOH, based on oven-dry weight of stalks; - Ratio of rapeseed stalk to cooking liquor was 1:5 (water was added); - After 100ºC, heating rate was realized to reach the cooking temperature in 60 minutes; - Cooking temperature was 170°C; - Cooking time was 60 minutes at maximum temperature; - Anthraquinone in 0.1% charge (on o.d. stalks) was used in all soda-AQ processes. The cooking parameters were selected in order that pulp lignin content being below the fiber liberation point. The corresponding H-factor (Sixta, 2006b) for current cooking profile at 170°C and 60 minutes was 1038.
Table 1.Composition of pulping liquors used for delignification
Kraft pulping Soda-AQ pulping
Compounds Concentration (g NaOH /L) Compounds Concentration
(g NaOH /L)
NaOH 107.2 NaOH 100 Na2S 30.4 Na2S - Na2CO3 20 Na2CO3 - Total alkali 157.6 Total alkali 100 Active alkali 137.6 Active alkali 100 Effective alkali 114.7 Effective alkali100 Sulfidity 22.1% Sulfidity 0%
After digestion, the brown stock was washed thoroughly with water until no color in the
resulting water was observed and the alkali residue removed. Then, pulp was screened on a vibratory screen with 0.25 mm slots. The total yield was determined as percentage of dry matter obtained after pulping based on oven-dried raw materials. The fiber yield was the screened fraction, while the unscreened portion was the rejected yield. Kappa number, determined according to TAPPI Test Method T236 - Kappa Number of Pulp, analyzed the screened pulp for degree of delignification. The limiting (intrinsic) viscosity of selected pulps was measured according to ISO standard 5351:2010 Pulps – Determination of limiting viscosity number in cupri-ethylenediamine (CED) solution.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
159
Oxygen delignification. Pulps were further delignified, in the same reactor, using a oxygen delignification stage at elevated temperature in an alkaline environment. 100 g of pulp samples were mixed with 1% magnesium sulphate (on o.d. pulp), 3% sodium hydroxide (on o.d. pulp) and then adjusted to 3% consistency using distilled water. In all bleaching experiments, reactor was pressurized with oxygen at 0.5 MPa and heated at 100°C for 60 min. At the end of reaction, the reactor was cooled and the oxygen pressure was released.
After oxygen delignification, the liquor was separated from the pulp and was thoroughly washed with water until completely removing alkali residue remained in the pulp. The kappa number and viscosity of the oxygen-delignified pulps were determined according to the same standard test methods as used for the cooked pulps. All experiments were replicated to obtain reproducible data. III. RESULTS AND DISCUSSION
The pulping and bleaching potential of rapeseed stalks were investigated in this study. Pulping conditions and pulp yields obtained in kraft and soda-AQ pulping are given in table 2.
Depending on pulping conditions, both cooking experiments lead to similar yields (38-39%) with very low amount of screened rejects. As previously reported in alkaline pulping (Tofanica and Gavrilescu, 2011), results have shown that in all processes the delignification rate increase by increasing the alkali charge, delignification being extended as proven from the low kappa number of the cellulose fibers obtained (illustrated in figure 3 and 4). This finding could be explained by the advance of delignification, which reduces the total yield, because of the dissolution of lignin in pulping liquor, and on the degradation and solubilization of other components from plant tissue - especially the hemicelluloses. The total pulping yields for kraft and soda-AQ pulps were similar to those obtained earlier from this nonwood raw material under the similar conditions (Tofanica et al., 2010; Tofanica et al., 2011b).
Table 2. Pulping conditions and pulp characteristics in Kraft and Soda-AQ experiments
Pulp sample Alkali charge, %
Temperature, °C
Fibers yield, %
Rejected, %
Total yield, %
A-6 18 170 39.0 0.7 39.7 A-9 20 170 38.9 0.0 38.9 Kraft A-12 22 170 38.2 0.0 38.2 B-6 18 170 38.4 0.5 38.9 B-9 20 170 38.6 0.0 38.6 Soda-AQ B-12 22 170 38.5 0.0 38.5
Delignification conditions showed clear differences in kappa number and viscosity values (table 3) of rapeseed pulps. These values decrease with the increasing alkali charge from 18-22% with every additional alkali charge. In general, a lower alkali charge lead to a higher kappa number and pulp viscosity. It was observed that an increase in alkali charge at a constant 2% alkali charge rate, results in a clear reduction in kappa number, while in intrinsic viscosity differences were minor.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
160
Table 3. Oxygen delignification of Kraft and Soda-AQ pulps from rapeseed stalks
Yield Kappa number Intrinsic viscosity, mL/g Pulp sample Bleaching, % Overall, % Before After Drop, % Before After Drop, %
A-6-O 94.8 37.6 72 48 33 830 822 1 A-9-O 96.0 37.3 46 26 43 802 770 4 Kraft A-12-O 98.6 37.7 39 22 44 786 764 3 B-6-O 93.9 36.5 58 35 40 812 804 1 B-9-O 97.0 37.4 35 20 43 768 737 4
Soda-AQ
B-12-O 98.1 37.8 28 14 50 753 732 3
The pulp bleachability was assessed in a simple oxygen delignification stage, chosen in all sequences due to its simplicity in use, efficiency and selectivity as a chlorine-free agent, but also to its successful use in bleaching of nonwood pulps. Bleaching and overall yields, kappa numbers and intrinsic viscosities of pulps after oxygen stage are summarized in table 3.
Bleachability was found to be influenced by the alkali charge of the initial pulp, with the lower lignin content pulp being more responsive to oxygen delignification conditions. These results demonstrate that reactivity of the lignin in the pulp towards bleaching increases as the extent of delignification is increased.
Figures 3 and 4 show the effect of alkali charge on yield and kappa number of the kraft and soda-AQ pulps after pulping and after oxygen stage. In addition, for both the kraft and soda-AQ pulps, viscosity values seemed to correlate well with alkali charge addition.
Viscosity values were low and did not show too much difference between the samples. However, viscosity decreased steadily with an increased delignification rate as alkaline charges were employed. As indicated, kraft pulps suffered a 1-4% decrease in viscosity units, whereas soda-AQ pulps showed a similar decrease. As shown in figure 5, the conditions that favored greater kappa reduction also caused additional damage to carbohydrates, accompanied with a reduction in the pulp viscosity.
Depending on initial pulp, bleaching yields varies between 93-98%, what represents about 36-38% compared to the initial mass of rapeseed stalks. The rate of delignification, expressed as kappa number of the pulps, shows differences between kraft and soda-AQ pulps. The pulps from kraft process presents a drop of 33-43% in terms of kappa number, while the soda-AQ pulps show an enhanced reducing of kappa number at levels of 40-50%. On the other hand, the pulps had no differences in terms of intrinsic viscosity regardless of type of delignification, decreases observed being 1-4%.
Figure 3. Effect of alkali charge on total yield of kraft and soda-AQ pulps after pulping and
oxygen delignification.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
161
Figure 4. Effect of alkali charge on kappa number of kraft and soda-AQ pulps after pulping and
oxygen delignification.
The oxygen delignification stage caused the kappa number of the pulp to drop 14-24 units over the conditions used in these experiments (figure 6). The kappa number diminish was greater at kraft pulps, but cause percentage drop in kappa number similar to soda-AQ pulps.
Considering the overall yield, the pulping done with Soda-AQ resulted in better yield after cooking, but after oxygen delignification the overall yield were similar when calculated gravimetric. On the other hand, as overall selectivity is considered, the pulps with higher alkali charge and with subsequent oxygen delignification was more selective towards lignin removal by taking into account dissolution of lignin.
Figure 5. Effect of alkali charge on kappa number of kraft and soda-AQ pulps after
pulping and oxygen delignification.
Figure 6. Oxygen delignification effect on kappa number of kraft and soda-AQ pulps
(decrease in units of kappa number).
Besides delignification, oxygen bleaching was aimed to increase pulp brightness. Although the highest brightness could be obtained by applying the most severe delignification conditions, mild to moderate conditions are preferable in order to prevent the viscosity of the corresponding pulp decreases to an unacceptable level. IV. CONCLUSIONS The kraft and soda-AQ pulps from rapeseed stalks can be bleached to kappa number values bellow 30, by a short oxygen bleaching sequence, maintaining satisfactory yield levels and without affecting pulp viscosity. The soda-AQ pulps showed the highest bleachability in terms of kappa number values, while the kraft pulps had a better bleachability in terms of intrinsic viscosity values.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
162
Both alkaline processes led to satisfactory pulped and bleached yields. Compared to kraft pulps, soda-AQ delignification is more effective resulting in pulps with considerably lower kappa number. Regarding bleaching it was demonstrated that rapeseed alkaline pulps could be bleached easily in a short oxygen delignification sequence. Despite the high kappa number after pulping, an oxygen stage is very efficient in reducing the degree of delignification. Reactions in alkaline medium during oxygen bleaching of rapeseed pulps led to partial removal of lignin - resulting in pulps with considerably lower kappa number, and to moderate carbohydrate degradation - providing good yields and low intrinsic viscosity losses of bleached pulps. Oxygen delignification as the first stage bleaching sequence has shown its ability to reduce the lignin content of high kappa number rapeseed pulps with minor reduction in yield and viscosity. An oxygen delignification stage appear to be beneficial for further bleaching sequences. For a better utilization of rapeseed stalks as a fiber source, the application of alkaline pulping and one oxygen delignification stage provide an alternative for obtaining a small kappa number pulp with good intrinsic viscosity values. V. ACKNOWLEDGEMENTS This paper was realized with the support of BRAIN “Doctoral scholarships as an investment in intelligence” project, financed by the European Social Found and Romanian Government. VI. REFERENCES
*** - ISO standard 5351:2010 Pulps – Determination of limiting viscosity number in cupri-ethylenediamine (CED) solution.
*** - TAPPI Test Method T236 - Kappa Number of Pulp.
Bajpai P., (2005), Environmentally Benign Approaches for Pulp Bleaching, Elsevier, Amsterdam.
Bhupinderpal-Singha, Rengela Z., Bowden J.W., (2006) Carbon, nitrogen and sulphur cycling following incorporation of canola residue of different sizes into a nutrient-poor sandy soil, Soil Biology & Biochemistry, 38, 32-42.
Diepenbrock W., (2000), Yield analysis of winter oilseed rape (Brassica napus L.): a review, Field Crops Research, 67, 35-49.
European Commission, Agricultural statistics - Main results - 2008-09, Office for Official Publications of the European Communities, Luxembourg, 2010.
FAOSTAT Statistics database - Food and Agriculture Organization of the United Nations, available online at http://faostat.fao.org, accessed on 1 May 2011.
Leponiemi, A., (2008), Non-wood pulping possibilities - a challenge for the chemical pulping industry, APPITA Journal, 61 (3), 235-243.
Rathke G.W., Behrens T., Diepenbrock W., (2006), Integrated nitrogen management strategies to improve seed yield, oil content and nitrogen efficiency of winter oilseed rape (Brassica napus L.): A review, Agriculture, Ecosystems & Environment, 117, 80–108.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
163
Sixta H., (2006a), Introduction, in Handbook of Pulp, Sixta H. (ed.), Wiley-VCH, Weinheim.
Sixta H., (2006b), Kraft Pulping Kinetics, in Handbook of Pulp, Sixta H. (ed.), Wiley-VCH, Weinheim.
Suess H.U., (2010), Pulp Bleaching Today, Walter de Gruyter, Berlin.
Tofanica B.M., Cappelletto E., Gavrilescu D., Mueller K., (2011a), Properties of Rapeseed (Brassica napus) Stalks Fibers. Manuscript submitted for publication in Journal of Natural Fibers.
Tofanica B.M., Gavrilescu D., (2010), Rapeseed – A Valuable Renewable Bioresource. Manuscript submitted for publication in Cellulose Chemistry and Technology.
Tofanica B.M., Gavrilescu D., (2011), Alkaline Pulping of Rapeseed (Brassica napus) Stalks in Sulfate and Soda-AQ Processes, Bulletin of the Polytechnic Institute of Iasi, Section Chemistry and Chemical Engineering, 57 (2), 51-58.
Tofanica B.M., Puitel A.C., Gavrilescu D., (2010), Method of Producing Cellulosic Fibers from Agricultural Residues, Catalogue of the European Exhibition of Creativity and Innovation - EUROINVENT 2010, 7-9 May 2010, Tehnopress, Iasi, Romania, p.122.
Tofanica B.M., Puitel A.C., Gavrilescu D., (2011b), Environmentally friendly pulping and bleaching of agricultural residues, Catalogue of the European Exhibition of Creativity and Innovation - EUROINVENT 2011, 12-13 May 2011, Tehnopress, Iasi, Romania, p. 149.
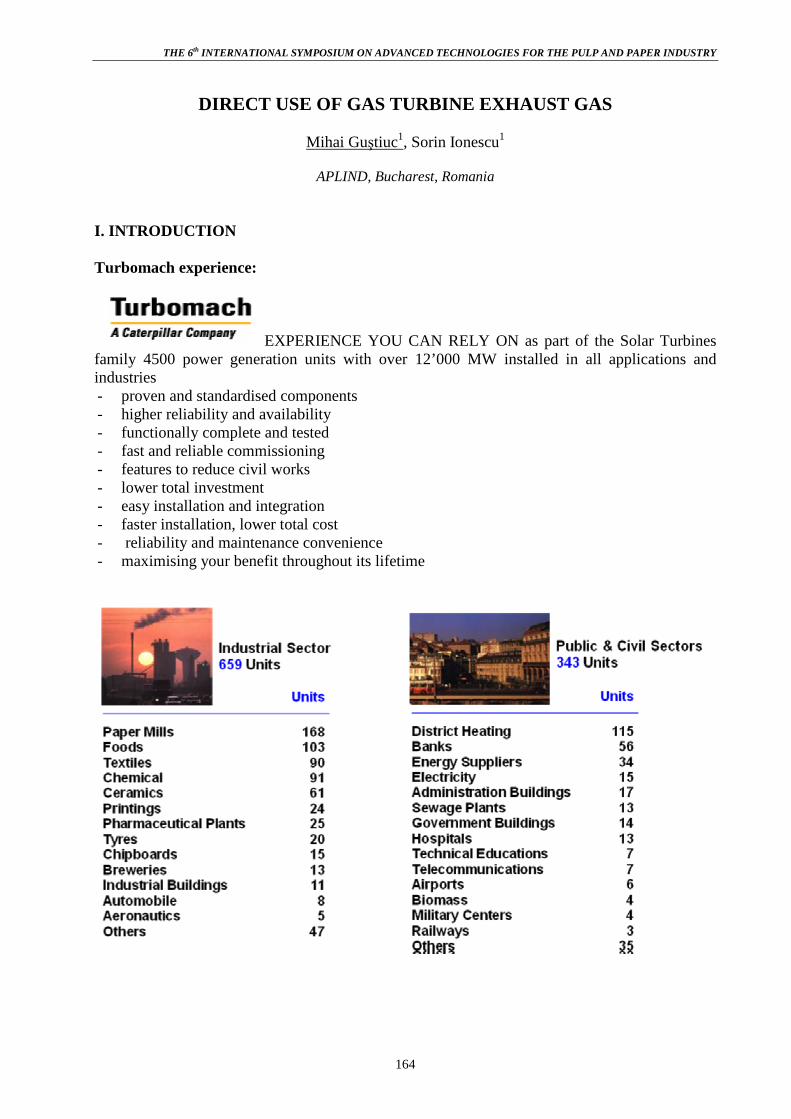
THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
164
DIRECT USE OF GAS TURBINE EXHAUST GAS
Mihai Guştiuc1, Sorin Ionescu1
APLIND, Bucharest, Romania
I. INTRODUCTION Turbomach experience:
EXPERIENCE YOU CAN RELY ON as part of the Solar Turbines
family 4500 power generation units with over 12’000 MW installed in all applications and industries - proven and standardised components - higher reliability and availability - functionally complete and tested - fast and reliable commissioning - features to reduce civil works - lower total investment - easy installation and integration - faster installation, lower total cost - reliability and maintenance convenience - maximising your benefit throughout its lifetime

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
165
Aplind Presentation:
Main focus - Cogeneration for DH and industrial applications - Waste water treatment - Incineration of industrial and domestic waste - Biogas plants - Special equipment for industry Core activities - Projects development - Basic engineering - Financing solutions - Equipment delivery - Technical assistance - After sales services Aplind is Turbomach Representative in Romania
Arpechim, Pitesti, RomaniaArpechim, Pitesti, RomaniaArpechim, Pitesti, RomaniaArpechim, Pitesti, Romania
OltchimOltchimOltchimOltchim, , , , ValceaValceaValceaValcea, Romania, Romania, Romania, Romania CHP Bacau, Bacau, RomaniaCHP Bacau, Bacau, RomaniaCHP Bacau, Bacau, RomaniaCHP Bacau, Bacau, Romania
Chimcomplex Borzesti, RomaniaChimcomplex Borzesti, RomaniaChimcomplex Borzesti, RomaniaChimcomplex Borzesti, Romania
Dangerous liquid waste
incinerator
Capacity: 3700 kg/h
Commissioned : 2007
Thermal oxidation
incinerator for gas and
liquid wastes.
Capacity: gas - 81 800 kg/h
liquid – 4500 kg/h
Commissioned : 2004
CHP plant with
TURBOMACH gas
turbine.
Outputs: 15 MWe
25 MWt
Commissioned : 2007
CHP plant with
TURBOMACH gas
turbine.
Outputs: 7,5 MWe
26 t/h, steam 13 bar
Under comissioning

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
166
II. PROCCES DESCRIPTION Direct Drying - Tissue Mill
III. CONCLUSION AND ADVANTAGES FOR TISSUE INDUSTRY Why to go for Cogeneration in Tissue Industry - Advantages: • Simultaneous and independent generation of power and heat adequate to the Customer needs • Significant increase of the Power Plant efficiency • High Power Plant operation flexibility covering all Yankee Hood operation modes • High reliability & availability of the Power Plant • Possibility to sell electricity to the grid to earn revenue

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
167
• More precise temperature regulation at Yankee Hood • Emission reduction and possibility to apply for certificates, grant • The entitlement for carbon credits which can be traded to earn revenue. Why to go for Cogeneration in Tissue Industry - Conclusions: • When power and heat are required simultaneously in a certain ratio Cogeneration is by fare the preferred solution for: – Tissue Industry – Pulp & Paper Industry • Cogeneration reduces total energy costs • The Yankee Hood can be operated by Cogeneration in different modes: – 100% of Gas Turbine exhaust gas goes trough YH with/without recalculation to WHRSG – Part (0-100%) of Gas Turbine exhaust gas goes to YH, the rest to WHRSG – Cogeneration Plant can operate independent to YH • With high heat requirements and flexible operation at Paper mill WHRSG can be supplementary fired with alternative fuels IV. REFERENCES
Hayat Kagit, Turkey
Papelera de Almaroz, Spain

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
168
WATERMARKING. A ROLE IN SECURITY IN THE 21 ST CENTURY
Stuart Robertson1
Woollard & Henry Ltd. Aberdeen, Scotland, UK.
Abstract This paper outlines the origins of Watermarking, the methods of production and applications throughout the evolution of this process and its role as a fundamental security feature in today’s marketplace. I. INTRODUCTION
A Watermark in a sheet of paper is not a new invention. It is not an old invention; it is a very old invention.
In Europe it is believed that Watermarks in paper started at Cartiere Miliani Mill in the Italian town of Fabriano circ.1276. At that time all paper was handmade in a wooden framed mould with a metal mesh and the image, made out of wire and placed on the mesh, created a thinner area in the paper which showed up as a light line when the paper was held up to the light.
These Watermarks would have originally been used to differentiate the product of
individual master papermakers and a papermaker could be prohibited from using the mark of a different papermaker. As papermaking grew throughout Europe, Paper Mills too would have individual identifying watermarks. The origins of an anti-fraud system.
During the Seventeenth and Eighteenth Centuries, British papermakers used certain symbols to designate the paper's intended size. Marks such as the foolscap, hand, post and pott came into use and over a period of time papermakers began to use these marks to denote particular sized papers. "Royal" sized papers (19x24 inches) were marked with the symbol of a crown. "Post" sized papers (15¼x19 inches) were marked with the image of a horn. "Pott" sized papers (12½x15 inches) were marked with the image of a chalice for examples.
This capability found its way into Government papers and Banknotes and in 1773 the Parliament of England passed a Law in which it was decreed that the death penalty would be levied on anyone found guilty of copying or imitating the watermarks used in the bank-notes of the British Isles. So from the very simple idea of displacing paper fibres, it grew to become a cornerstone of the security of a Nation’s currency.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
169
The next major step in the history of watermarks came in the late Eighteenth and early Nineteenth Centuries with the introduction of finer mesh brass screens. The finer mesh allowed more detail to be captured when a shape was pressed into it.
An Englishman by the name of William Henry Smith is often credited with having created the first light & shade watermark in 1848. By pressing a shape into the wire mesh screen of the paper mould the wire mesh screen contained a relief surface rather than a flat one, the resulting impression of the paper would take on the relief itself and the deepest areas would accumulate more pulp fibers than the thinnest ones.
Those first light & shade watermarks were created by carving a relief sculpture into a plate of wax. The papermakers discovered that short fibered pulp produced the best results with a light & shade watermark
Mechanisation
With intricate and complicated Watermarks now established, the art of papermaking also developed from Handmade to a more mechanized production. The Fourdrinier paper machine was patented on 24 July 1806 by Henry Fourdrinier. It comprised of a moving wire on a table where the paper stock was poured out onto. The original Fourdrinier paper machine was housed in the Two Waters Paper Mill in Hertfordshire, England.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
170
In 1809 John Dickinson received a patent for the cylinder paper machine. The difference between this new type of paper machine and the Fourdrinier lay in the way in which the paper was formed. A cylinder, covered with a woven wire fabric, was half immersed in the pulp vat. Inside the cylinder a vacuum was installed so that it would drawn the pulp to the surface of the fabric which covered the cylinder.
All three of these paper manufacturing methods, Handmade, Fourdrinier and Cylinder Mould, are still in use today.
Handmade is in the preserve of artists specializing in small, high quality paper where the runs are measured in the number of sheets.
The Cylinder Mould Vat machine method is commonly used for Banknote production and other high value security documents like Passports and ID papers. The machine speeds range from 25mpm up to 130mpm on the most modern machines. Watermarks are put into the cover of the roll, usually around 1.2m diameter, and are in contact with the forming paper for approximately 80% of the circumference of the roll.
Fourdrinier paper making is the most widely used form of paper manufacture with grades from card and board to writing papers and security papers. Machine speeds of 100mpm to 1000mpm are possible and as such offer a commercial advantage over the other methods. A watermark is formed in the paper on a cylinder called a Dandy Roll. This roll runs on top of the forming table where the paper is still around 98% water, and only makes contact for a brief moment. Watermarks, both line and shadow marks are possible and everything from branded paper, cheque papers and high security papers can be made on Fourdrinier machines.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
171
Watermarking Market
The different styles of Watermarking and different production methods makes this available to the mass market for many applications. Technologies exist to provide a watermarked paper in small enough quantities to be an attractive feature to small businesses looking for Brand awareness, security or prestige. The accurate positioning of watermarks in a sheet of paper can realise a Designers inspirations. Watermark density can be altered to suit a Cheque or Voucher sized paper and designs can be made to fit small sheets like Tax and Excise labels. Textures can be introduced and prominence in the sheet altered. The variations are numerous and assistance and advice is available to achieve the desired result from Branding to Banknote. Branded watermarks; Where a Paper Mill or Company have their own branded paper sold to all markets in different layouts, sheet sizes and colours. Conqueror by Antalis is the market leader. Usually cut to specific sheet sizes, RA2, SRA2 and A4, also envelopes, mostly with a registered electrotype watermark offered as a Wove or Laid paper. Grammage range from 60gsm² to 140gsm². Sales and Marketing teams required to establish the Brand and sell worldwide, targeting paper Merchants and Printers. Branded paper in Europe is in decline as less stationary paper is used. Asian markets still use this. Private Watermarks; where a business has their own company logo or identification in an A4 sheet for prestige and security. The quantities can range from 250Kg to several tonnes. A wide range of options of layouts and styles of watermark can be required. Requirement to cut to register or supply paper in reels or webs is common. Sales and marketing teams targeting paper Merchants and Printers or direct selling to this large market sector. Motor manufacturers, Insurance Companies, Legal and Accountancy firms and Media groups are the type and size of business that require this. Security Watermarks; where a watermark is a fundamental security feature. Usually single or multi-toned shadow marks of a specific design either registered as in a passport or certificate or in an all over formation to suit any sheet size like a cheque or bonded paper. This type of paper may also require extra security features such as coloured fibres and planchettes or chemical sensitivity, even metallic threads. Grades such as CBS1 specification or paper with UV dull properties may be required. The requirement for manufacturers or Merchants to offer secure storage for equipment and paper stock, and the possibility for third party inspections and audits are usual procedures. Sales and Marketing teams required to sell worldwide, targeting Paper Merchants, Security Printers, Banks and Government Agencies. Unique Security:
A watermark is part of a papers structure and therefore cannot be replicated at a later date. It adds value to a paper, offering a level of security that any printed process cannot and as such remains as a fundamental security feature demanded by all Treasury’s and Banks.
Even in today’s computer led High-Tec solutions, which require constant evolution to stay ahead of the fraudsters and hackers, leaving earlier versions still in circulation vulnerable, paper based security documentation still has an important place. UV light, magnetic readers, computer chips, barcode scanners, sensitised inks, and many others, all have a place in the ever more complicated suite of defences required in today’s world. Reliant on energy and in dread of a successful computer virus, the Hi-Tec options are exposed to a power cut or a clever bedroom computer geek.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
172
But watermark identification requires no sophisticated software or equipment to verify authenticity. The most remote border outpost can easily check a watermark to verify a passport. The most inexperienced of bank tellers can verify a banknote. No sophisticated technology or equipment is required, just the simple act of holding the paper up to the light is all it takes. CONCLUSION
The simplest of solutions often turns out to be the easiest to use, the most enduring and one of the best. This is why in the 21st century, a 900 year old technology is still very relevant.
Woollard & Henry Ltd. has been producing Dandy Rolls and watermarks for over
130years and are now the largest manufacturer in the world. We have an International reputation for quality, expertise and experience that is unmatched. As such we are uniquely placed to offer an overview of the Security Watermarking market and offer advice on any requirement.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
173
THE IDENTIFYING OF THE PAPER AND BOARD FIBRUOUS
COMPOSITION BY USING COLOR REACTIONS
Argentina Radu1, Daniela Manea1, Cătălina – Mihaela Talaşman1, Dan Buteica1
Pulp and Paper Research and Development Institute, CEPROHART SA Brăila, Romania
I. INTRODUCTION
The fibrous composition of paper is characteristic to any paper assortment. It’s determination represents the identifying of the fibrous components of the paper, board and pulp trials, taking into account the origin of the fibers as well as the method of production. The analysis of the fibrous composition can be either qualitative or quantitative.
The qualitative microscopically analysis of the fiber semi products and of the finite products from the pulp and paper industry helps identifying the fibrous composition with the help color reactions and also by identifying the nature of the fibrous material with the help of its morphological characteristics.
The quantitative microscopically analysis helps to determine the anatomic elements’ dimensions of the mass ratio for different semi products. II. TEHNICS FOR IDENTIFCATION THE FIBROUS COMPOSITI ON OF PAPER The weight factor using
To determine the anatomical dimensions a ocular micrometer (with a 50 division micrometric scale) and an objective micrometer(with a 100 division micrometric scale) can be used. The linear mass of a fiber (c), represents the medium mass (dried) per length unit for a particular type if fiber, generally expressed by mg/m. The weight factor (f) is expressed as proportion between the linear mass of a fiber of a particular type and the linear mass of a reference fiber. Generally, the reference fiber is the cotton fiber. The weight factor was fixed at a value of 1,00 and the linear mass of a fiber was determined as being 0,180 mg/m for the cotton fiber The weight factor for a type of fiber can result from its linear mass by using the following equation:
c f = where : f = weight factor 0,180 c = fiber linear mass expressed in mg/m
The weight factor varies based on the type of fiber and the manner in which the pulp was
fabricated; a weight factor must be determined for every fiber type present in the analyzed material. In the event that such a determination is impossible, the standard values indicated in table 1 can be used

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
174
Table 1 Weight factors
FIBRE ORIGIN WEIGHT FACTORS Cotton fibers 1,0 White softwood chemical pulp 0,9 Softwood dissolving pulp 0,85 Softwood semichemical bisulfate Cellulose 1,4 Sawdust wood pulp 1,3 Thermo-mechanic pulp 1,7 Softwood chemical mechanic pulp 2,0 Hardwood chemical pulp (birch, poplar, beech) 0,5 Hardwood chemical pulp (maple, willow) 0,4 Hardwood semi chemical pulp – birch 0,9 Hardwood mechanical pulp 0,9 Cotton waste 1,25 Straw pulp for board 0,6 Bleached straw pulp 0,35 Bamboo pulp 0,55 Flax pulp 0,8
The microscopically determination of the fibrous composition
The mass proportion of the different fibrous semi products of the finite product is determined as it follows: the microscopically compound is viewed on fields that lay on four or five transversal tapes, always starting from one of the corners of the compound; after that the elements that belong to each type of fibrous semi product (differenced in the compound through color) are counted and added separately to the visual fields. Following this, the lengths of all the elements that belong to a certain type of fibrous semi product from all the fields are put together; then we multiply the results value with the value of a single division of the ocular micrometer with which the measuring took place(value expressed in millimeters) thus obtaining the value of the length expressed in millimeters for the elements in certain fibrous paste. To express the mass proportion, you then multiply this value with the weight factor of the fibrous paste. The results obtained in these calculations are then expressed as mass percentages for the different fibrous semi products, referred to the total composition of the trial. Determining the fibrous composition is done using a microscope to see a small quantity of representative fibers from the test specimen analysed after it having been colored with coloring reactives: - qualitatively, based on the obtained colorations and the fiber morphological characteristics; - quantitatively, by counting the crossing points of the different fiber types with the counting line and the conversion of the obtained data into mass percentages with the help of appropriate weight factors. The main steps in determining the fibrous composition of paper and board: 1. the preparation of the trial, which differs based on the paper category to which they belong; 2. the coloring and the preparation of the support fin plate. The method used to color and prepare the fin plates differs based on the used reactive. The adequate reactive is picked with the help of the coloring guide, and the fiber color is done either on the blade or in a test tube.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
175
Coloring using the Herzberg reactive
The Hertzberg reactive is a mixture of zinc, iodine solution and water. This reactive is tested on cotton fibers which, after being colored with the Hertzberg reactive must turn dark-red. A bluefish shade shows us that the solution is too concentrated and that it must be diluted with a very little water.
The fibers of a chemical pulp must acquire a violet-blue color. A shade of red will show us that there is too little zinc chloride in the compound, mistake that can easily be fixed by adding a few crystals of zinc chloride. The coloring of the fibers takes place by adding two or three drops of Herzberg dye over the fibrous compound previously prepared. The colored support blade is put on the microscope plate, after which the fibers are counted and identified, suiting the colors the f
Table 2 Colors obtained using the Herzberg reactive Fiber or pulp type Color Chemical pulp (wood, straw, alfa) Blue ,violet-blue Mechanical pulp (wood, straw, jute) Yellow Rag pulp (cotton, flax, hemp) dark red Semi chemical and mechanical-chemical pulp
Faded blue, faded yellow, mottled blue and yellow
Regenerated pulp fibers (rayon) Dark blue-violet Cellulose acetate fibers Yellow Synthetic fibers Ranging from colorless to dark ochre
The microscopically aspect of cotton pulp fibers, softwood pulp fibers, hardwood pulp
fibers, coated board with 3 layers -front layer – F, middle layer – m and back layer – S-(all these were colored with Herzberg reactive) was studied.
Fig.1 The microscopic aspect of cotton pulp fibers colored with Herzberg reactive in
bordo-red
Fig.2 The microscopic aspect of hardwood bleached kraft pulp colored with the
Herzberg reactive

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
176
Fig.3 The microscopic aspect of softwood bleached kraft pulp
Fig.4 The microscopic aspect of the front layer fibers
Fig.5 The microscopic aspect of board middle layer fibers
Fig.6 The microscopic aspect of board back layer fibers
Graff „C” reactive coloring
The application domain of the Graff „C” reactive is a well developed one, it allows for
the most complete discrimination of a fibrous material. Still, it is based on a very fine discrimination of dyes and of the intensity of the resulted colors. Practically, the mane uses of the Graff „C” reactive are: a) the discrimination between the chemical, semi chemical and mechanical types of cellulose b) the discrimination between the softwood sulfate pulp and the white sulfite pulp. Generally, the difference in tinge is enough to allow for the counting of the fibers. c) the discrimination between hardwood sulfate pulp and white hardwood sulfite pulp. The difference in tinge is more evident in the case of non bleached types of pulp. d) the discrimination between the softwood pulp and the hardwood pulp with the exception of chemical transformation pulp. Wythe the sulfate types of pulp, the difference in tinge is enough; in the case of by sulfite types of pulp, the difference is less obvious yet still obvious enough in most cases to allow for the counting of the fibers. e) the discrimination between straws and alpha in the case of bleached softwood types of pulp. The difference in color is obvious.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
177
The Graff „C” reactive is a mixture of aluminum chloride solution, calcium chloride solution, zinc chloride solution and iodine solution. With the reactive prepared as such, the analyzed fibers have been colored with two – three drops of the Graf „C” reactive after which they have been microscopically analyzed thus identifying the fibers the the colors they have taken after having applied the reactive (as depicted in table no. 2).
Table 2 Colors obtained using the Graff „C”reactive
TYPES OF CELLULOSE COLORE
Softwood chemical pulp Unbleached sulfate Bleached sulfate Chemical transformation sulfate Unbleached bisulfate Bleached by sulfite Chemical transformation bysulfite
Shades of yellow and brown Grey light blue or light grey Brown vermillion Shades of yellow Light brown Light brown or light red
Hardwood chemical pulp Unbleached sulfate Bleached sulfate Chemical transformation sulfate Unbleached by sulfite Bleached by sulfite Chemical transformation by sulfite
Dark grey – light blue- blue Dark blue Blue vermillion Grayish yellow Light – blue or bluish grey Light brown
Semi chemical pulp made from softwood Unbleached hardwood Bleached hardwood
Lively yellow Different shades of green Dark blue
Mechanical cellulose Lively yellow Unbleached straw and alfa chemical pulp Bleached
Greenish blue Light-blue grey, violet blue
Cotton cellulose Bordo(dark red) or brick-colored Fig.7 The microscopic aspect of cotton paste
fibers
The presence of the cotton fibers can be recognized from the flat, long, twisted and with no other accompanying elements fiber aspect.
Fig.8 The microscopic aspect of hardwood bleached sulfate pulp fibers – they tend to
get shades of blue and light-blue

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
178
Fig.9 The microscopic aspect of softwod
bleached sulfate cellulose fibers
Fig.10 The microscopic aspect of front layer fibers(coated layer)
Hardwood bleached sulfate chemical cellulose
Fig.11 The microscopic aspect of board middle layer fibers
Mechanical pulp
Fig.12 - The microscopic aspect of board back layer fibers
Sulfate chemical cellulose
III. CONCLUSIONS
To conclude, the microscopically analysis of the fibrous composition of paper done with the help of color reactions represent an identification method for a paper product. Thus, the fibrous composition examination can also be used in the case of support paper for valuable documents of bank notes which are suspected of being fraudulent. The cotton, the silk and the textile fibers are frequently used to produce valuable document support paper. Aside from these pastes, filling materials will also be identified in the paper composition, which will insure the role of the component fiber, bleaches, special oils are other securing elements binding agent. The morphological analysis of the suspicious documents and bank notes is done with the naked eye first, then by using a microscope. To establish the composition of the fibrous material from which the paper is made, which acts as the trial support, test portions are prepared in the shape of fibrous suspensions and are treated with color reactive (Graff C reactive, Herzberg reactive) and analyzed under a microscope.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
179
PIGMENŢI PENTRU SECURIZAREA DOCUMENTELOR DE VALOARE
PIGMENTS FOR VALUE PAPERS SECURING
Constantin Stanciu 1, Ion Zăpodeanu,2 Geta Cârâc1, Rodica Dinică1
1Universitatea “Dunărea de Jos” Galaţi, România
2Institutul de Cercetare Proiectare pentru Celuloză şi Hârtie , S.C. CEPROHART S.A. Brăila, România
Abstract Among the security elements that are commonly used in papermaking it is emphasized the securing pigments. The paper is a review of pigments for paper securing in terms of the composition, properties and using methods. I. INTRODUCERE
Prin noţiunea generică de ”hârtii de valoare”, se înţelege o gamă de hârtii speciale, cum ar fi :
- hârtii de securitate pentru paşapoarte, documente de identitate, legitimaţii, hârtii oficiale, benzi de închidere etc.
- hârtii de valoare care cuprind biletele de bancă, cecurile, obligaţiile, acţiunile, biletele de loterie şi tichetele. [1]
În cazul documentelor de valoare, hârtia nu este doar material suport, ea contribuie la
autentificare şi/sau identificare (protecţie contra falsificărilor şi contrafacerilor). Hârtia are o contribuţie importantă în lupta împotriva falsificărilor şi contrafacerilor prin elemente de securizare ( protecţie), pe care le conţine. Tendinţa crescândă de falsificare şi de contrafacere a documentelor de valoare conduce la proceduri susţinute pentru conceperea şi utilizarea unor noi elemente de securizare.
Pe plan mondial se apreciază că 45 de milioane de dolari sunt falsificaţi. În 2009, au fost cu 30% mai multe falsuri de lei, decât în 2008, iar cifrele din 2010 sunt în uşoară creştere, faţă de cele de acum un an: aproape 3000 de bancnote româneşti falsificate. Bancnota preferată de falsificatorii români este cea de 100 lei (6000 bancnote falsificate în ultimii doi ani). Există o filozofie de optimizare a elementelor de protecţie pentru documentele de valoare.
Mijloacele de protecţie sunt de o mare diversitate cum ar fi: - mijloace de protecţie vizibile (filigram,fir de protecţie, etc.) - mijloace de protecţie abia vizibile sau semi- secrete (fibre colorate, planşete, fir
microtipărit) - mijloace de protecţie secrete (fibre şi planşete fluorescente, fire magnetice fluorescente,
reactivi chimici) Prin intermediul elementelor de protecţie (reactivii chimici încorporaţi în pastă de hârtie),
hârtia contribuie efeicient la protecţia împotriva falsificării. Prima utilizare a pigmenţilor fluorescenţi a fost în „hârtie albă fluorescentă pentru confecţionarea valorilor poştale”.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
180
La 1 aprilie 1965, a aparut o serie de mărci poştale speciale tipărite pe această hârtie cu ocazia „Expoziţiei Internaţionale a Mijloacelor de Transport din Munchen”. În figura 1 se prezintă această marcă poştală în valoare de 40 pfeningi.
Fig 1. Marca de 40 pfeningi emisă cu ocazia „Expoziţei Internaţionale a Mijloacelor cu Transport – Munchen, 1965.
La data de 22 mai 1978, poşta germană a emis o marcă poştală specială, intitulată
“Vânătorul de şobolani din Hameln”, care a utilizat pentru prima oară produsul firmei SANDOZ- Cartax DP lichid (fig.2 ). Incluziunile fluorescente care fac parte din gama elementelor de securizare secrete sunt tot mai utilizate în fabricaţia hârtiilor de valoare.[2] Din acaeastă gamă fac parte fibrele, planchetul şi pigmenţii fluorescenţi, cunoscuţi sub denumirea de Hi- Lites. II. PIGMEN ŢII LUMINISCEN ŢI
Tipul de luminiscenţă utilizat pentru documentele de valoare este fotoluminiscenţa, care constă în emiterea de lumină de către pigmenţii luminiscenţi, care sunt iluminaţi cu radiaţii de diverse lungimi de undă. Fotoluminiscenţa se clasifică uzual în fluorescenţă şi fosforescenţă în funcţie de durata de emitere a radiaţiei.[3] Pigmenţii sunt “fluorescenţi” când timpul de emisie cu lumini este foarte scurt, de ordinul nanosecundelor (compuşii cu înaltă fluorescenţă cu un timp de emisie de 1-100 nanosecunde şi sunt “fosforescenţi” când timpul de emisie este mai mare de ordinul milisecundelor.
Fig. 2. Marca poştală cu 50 pleningi “Vânătorul de şobolani din Hameln”, care a utilizat pentru prima oară produsu firmei Cartax DP lichid (1978 )

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
181
Pigmenţii luminiscenţi sunt substanţe colorate care în cazul hârtiei adera pe suprafaţa fibrelor celulozice şi au caracteristicile genetice redate în tabelul 1.
Tabelul 1 Caracteristicile generice ale pigmenţilor luminiscenţi
Caracteristici Valori Domeniul de activitate 190 - 550 mm Timpul de emisie 0,1 - 50 sec Stabilitate termică Peste 3000C Concentraţia minimă de substanţe luminiscente
0,05%
Dimensiuni 1 – 60 microni, de preferinţă 2 - 40µµµµ
Substanţele luminiscente sunt insolubile în apă şi dispersabile în mediile organice. Pentru documentele de valoare se preferă substanţele fluorescente. În general nu există o tratare unitară a problemei pigmenţilor luminiscenţi şi mai ales comportării acestora în fabricaţia hârtiei.
Figura 3, redă o schemă originală de clasificare şi utilizare a pigmenţilor luminiscenţi în fabricaţia hârtiilor de valoare.
Fig. 3. Clasificarea şi utilizarea pigmenţilor luminiscenţi în fabricaţia hârtiilor de valoare
Din gama lumineforilor fac parte oxizii, (oxizii metalici şi oxizii metalici hidrataţi), sulfurile şi halogenuruile. Din gama oxizilor, remarcăm FeO, FeO3, SnO2, SiO2, ZrO2, Cr2O3, FeSO4, SbO3, Al2O3, B2O3, ZnO, CuO, NiO, precum şi compuşii unor metale rare (lantanide), cum ar fi: lanthanum, cerium, praseodymium, neodynium, samarium, gadalinum, thallium, holmium, erbium, ytterbium, lutentium etc.
Din clasa luminoforilor pe bază de halogenuri fac parte halogenurile metalelor alcaline (Na, K, Rb,Cs), activate cu Ag+, Cu+, Au+, Ti+, Ca+, In+, Ce+,Sn+, Pb2+ şi halogenurile de cupru şi argint.
Luminoforii din clasa sulfurilor sunt compuşi cristalini ai elementelor din grupele II b –VI a. Aceşti luminofori cristalizează în sistemul cubic sau hexagonal al sulfurii de zinc, fapt pentru care sunt cunoscuti şi sub numele de luminofori de tip sulfură de zinc (ZnS).
Această clasă de luminofori cuprinde sulfurile, seleniurile, şi sulfo-seleniurile, elementelor din grupa II b (Zn, Cd, Hg). Pigmenţii organici, reprezintă o gamă foarte diversă de
PIGMENŢI LUMINISCENŢI
Pigmenţi anorganici Pigmenţi organici
Oxizi Sulfuri halogenuri
Alte elemente de securizare
INTRODUCERE ÎN PASTA DE HÂRTIE

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
182
luminofori. Astfel pigmenţii fluorescenţi pe bază de aryl-ureido, benzoxazinone sau fluorescenţă galbenă în domeniul 560- 585 nm. [5]
Lungimea de undă (nm)
Fig. 4 Spectrul de fluorescenţă a pigmentului Lumilux green SN – F2 Figura 4 prezintă specru de fluorescenţă a pigmentului LUMILUX [6].
O alta posibilitate de diversitate a pigmenţilor fluorescenţi o reprezintă utilizarea pigmenţilor magnetici fluorescenţi, identificabili atât prin conductivitate electrică cât prin fluorescenţă. Pentru luminofori esenţiale sunt dimensiunile particulelor, excitarea şi emisia (UV, vizibil, IR) şi intensitatea emisiei. Utilizarea în compoziţia hârtiei presupune şi alte cerinţe specifice fabricării hârtiei cum ar fi:
- nu trebuie să afecteze caracteristicile optice după stimulare fizică (lumină, caldură, presiune) sau chimică
- compatibilitatea cu aditivi din compoziţia hârtiei - metoxiei
III. CONCLUZII Pigmenţii de securizare actualmente reprezintă o alternativă viabilă pentru securizarea documentelor de valoare. O noua abordare de perspectivă o reprezintă obţinerea unor compuşi organici N-heterocicliei cu proprietăţi luminiscente electroactive (indolizine fluorescente) şi evaluarea proprietăţilor fotofizice. Compuşii de înaltă fluorescenţă sunt compuşii care au un timp de emisii de 10-6 secunde şi sunt excitaţi în domeniul UV (254 – 365 nm). Dintre metodele preventive moderne remarcăm două mari categorii:
A. Metode preventive generale care constau în popularitatea consecventă a caracteristicilor de securizare în scopul cunoaşterii acestora de către toată populaţia.
B. Măsuri preventive speciale cum ar fi examinarea cu radiaţii ultraviolete şi examinarea microscopică.
Inte
nsita
tea
rela
tivă

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
183
IV. BIBLIOGRAFIE
1. Stanciu, C.: Hârtiile de valoare – fabricaţie, utilizare şi protecţia împotriva falsificărilor şi contrafacerilor, Ed. Ceprohart, Brăila 2003
2. Pugna, I., Marina, P., Zapodeanu,I., Stanciu,C.,Avram,N., Barbu, I.,Vechiu, S., RO 115893-28.07.2000, Process for manufacturing papaer designea for printing securitz marking for papers.
3. Marcovici, O., Hegedus,Y.,Popovici Ed., Aniculaese M., Substanţe luminiscente, Ed. Tehnică, Bucureşti, 1985
4. Gorduza, V.m., Tabarasanu,C., Athanasiu, M.C., Pop, C., Gorduza, E.V. Tabarasanu,C.,- Coloranţi organici. Aplicaţii neconvenţionale, Ed. Uni-Press, C-68, Bucureşti, 2000
5. RIEDEL de Haen, Germany, Profile Luminux- Luminiscent Pigment.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
184
CERCETAREA ŞI IMPLEMENTAREA UNOR NOI SISTEME DE
SECURIZARE A HÂRTIEI DESTINAT Ă TIPĂRIRII DOCUMENTELOR DE VALOARE FOLOSIND ELEMENTE DE SECURIZARE
NANOPARTICULE
RESEARCH AIMED AT IMPLEMENTING NEW SYSTEMS FOR PRINTING VALUE DOCUMENTS, USING NANOPARTICLE SECURI TY
ELEMENTS
Constantin Constantin1, Dan Buteică1, Vlad Socoliuc2
1Institutul de Cercetare şi Proiectare pentru Celuloză şi Hârtie, CEPROHART SA Brăila, România 2ACADEMIA ROMÂNĂ, Filiala Timişoara
Abstract
Paper for printing valuable documents requires the constantly use of more and more complex security features that must be a step ahead of the techniques used for counterfeiting or falsification. This paper aims to obtain secure papers using the nanoparticles of colloids with magnetic properties, mass embedded. Research carried out has shown that the magnetic nanoparticles of colloid can be successfully used without any effect to physical and mechanical properties of the paper. Nanoparticles have chemical resistance, resistance to high temperatures and have small dimensions; due to these properties are impossible to imitate/ counterfeit. A good retention yield, an uniform distribution on the surface of paper and the use of small amounts of nanoparticles make possible an economic use of the nanoparticles. In future, the authenticity of the papers secured with nanoparticles will be able to be checked simultaneously in two ways: magnetic detection and optical detection. I. INTRODUCERE
Hârtiile destinate tipăririi documentelor de valoare fac parte din categoria hârtiilor
speciale. Deşi cantitativ au o pondere redusă în producţia mondială de hârtii şi cartoane, acestea au o importanţă economică deosebită şi un anumit rol personal şi social bine definit.
Cel mai mare risc la care sunt expuse documentele de valoare îl reprezintă riscul contrafacerii şi falsificării. Se falsifică documentele de valoare fixă (bancnote, cecuri, documente de proprietate etc.), documente cu valoare negociabilă (cecuri bancare, etc.) şi documente sociale personale (acte de identitate, paşapoarte, diplome de studii etc.).
Hârtiile de valoare sunt hârtii de calitate superioară având caracteristici fizico-mecanice - rezistenţă mecanică ridicată, comportare foarte bună la tipărire (pe aceste hârtii se pot imprima desene de mare fineţe, în mai multe culori, pentru evitarea falsificării) şi rezistenţă deosebită în circulaţie. În afară de aceste caracteristici hârtia destinată tipării actelor de valoare trebuie să conţină o serie de elemente de securitate care să o facă greu de falsificat.
Pentru ca securitatea documentelor să fie cu un pas înaintea tehnicilor, în evoluţie, folosite de către cei care se ocupă de contrafaceri şi falsificări, se impune ca şi sistemul de elemente să fie mereu dinamizat cu noi elemente de securitate, cât mai complexe. Pe de altă parte, fiecare document se realizează pe un anumit sortiment de hârtie securizată, ceea ce înseamnă că tipărirea unui număr mai mare de documente impune automat şi diversificarea grupei de hârtii securizate.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
185
Elementele care pot fi utilizate pentru securizarea hârtiilor pot fi: microparticule (nanoparticule) complexe în următoarele variante: • Pigmenţi organici sau minerali fluorescenţi • Pigmenţi sub formă de pulberi magnetice fluorescente sau coloizi magnetici • Microparticule inteligente de tip MHC – microparticule metalizate holografice codate
Astfel, pigmenţii - microparticule de natură minerală sau organică asigură prin compatibilitatea lor şi randamentul de retenţie în compoziţia hârtiei funcţia de element de securizare. Detecţia acestor microparticule este dată prin culoarea pe care o prezintă în domeniul vizibil şi de prezentarea fenomenului de fluorescenţă în prezenţa radiaţiilor UV.
O altă grupă nouă de microparticule, care pot fi introduse în structura hârtiei se referă la pulberile magnetice fluorescente sau coloizi magnetici. Spre deosebire de prima categorie de microparticule, pulberile magnetice fluorescente mai vin în plus cu o proprietate care poate fi ”speculată” în procesul de securizare a hârtiei şi anume – proprietăţile magnetice ale acestora, care pot fi validate electronic cu ajutorul unui echipament de detecţie, specializat în acest sens.
Următoarea grupă de microparticule este reprezentată de elementele cele mai complexe care pot fi folosite la securizarea hârtiei – microparticule inteligente de tip MHC (metalice holografice codate). Aceste elemente metalice holografice au dimensiunile cuprinse între 50 nm şi 1 mm şi se amplasează pe una dintre suprafeţele hârtiei. Conţin un substrat cu o structură de difracţie în relief – o imagine holografică, iar printr-o deschidere a elementului metalic (decuparea suportului metalic) se inscripţionează un cod alfanumeric de autentificare. Elementele de codare a microparticulei inteligente pot fi identificate cu ajutorul unei lupe sau a unui microscop.
Pornind de la aceste date, lucrarea şi-a propus să extindă gama de hârtii securizate folosind ca elemente de securizare nanoparticule din coloizi cu proprietăţi magnetice.
Noua tehnologie de securizare va avea particularităţi specifice fiecărui tip de microparticulă care va intra în componenţa hârtiei (în masă sau la suprafaţa hârtiei).
În acest fel, cercetarea va oferi producătorului de hârtii şi implicit tipografiilor autorizate în domeniul realizării documentelor de valoare, o varietate mai mare de elemente de securitate bazate pe realizarea unor combinaţii diverse între indicatorii de securizare sau oferirea întregului sistem. Aceasta deschide posibilitatea obţinerii unor soluţii particularizate şi unice pentru fiecare document. Pe baza acestor caracteristici, se poate asigura trasabilitatea produsului pentru fiecare lot, plecând de la producătorul de hârtie, tipografia care a realizat documentul şi beneficiarul final al acestuia.
II. PARTEA EXPERIMENTAL Ă
Pentru securizarea hârtiei au fost folosite nanoparticule magnetice de magnetită din
coloid cu proprietăţi magnetice. Nanoparticulele folosite la securizarea hârtiei au fost obţinute pe baza unor tehnologii minuţios elaborate de colaboratori.
Caracterul inovativ al acestor elemente de securitate este dat de unicitatea folosirii lor la nivel naţional, în structura hârtiei, lărgind astfel aria de utilizare al nanoparticulelor.
Introducerea nanoparticulelor în compoziţia hârtiei s-a realizat în masă, prin tehnici speciale de reţinere pe fibră sau în lumenul fibrei celulozice. Astfel se asigură o reţinere avansată a acestora în structura hârtiei, obţinându-se un efect bun de securizare a hârtiei. Experimentările au avut ca obiective:
- înglobarea în structura fibroasă a hârtiei a nanoparticulelor magnetice de magnetită din coloid,
- influenţa lor asupra caracteristicior fizico – mecanice şi de tipărire a hârtiei. S-au folosit diferite reţete de materiale fibroase la diferite grade de măcinare, stabilindu-
se compoziţia optimă a foilor de hârtie. Pentru experimentări s-au folosit ca materiale fibroase: - celuloză sulfat albită fibră scurtă în proporţie de 70% şi

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
186
- celuloză sulfat albită fibră lungă în proporţie de 30%. Celulozele au fost măcinate în holendrul Valley la un grad de măcinare de 42ºSR pentru
celuloză sulfat albită fibră scurtă şi, respectiv, la un grad de măcinare de 45 ºSR, pentru celuloză sulfat albită fibră lungă. S-au realizat 4 seturi de probe cu diferite adaosuri procentuale de coloid cu proprietăţi magnetice. Concentraţia coloidului în nanoparticule magnetice de magnetită a fost de 1,5%. Măsurarea volumului de coloid necesar pentru fiecare probă s-a făcut cu o icrobiuretă electronică automată. Suspensia astfel obţinută s-a deshidratat pe aparatul Rapid Kothen, iar foile formate s-au uscat la temperatura de 93ºC, timp de 6 min.
III. REZULTATE ŞI DISCUŢII Analiza proprietăţilor fizico-mecanice ale foilor de hârtie
Probele de hârtie au avut următoarele adaosuri de coloid : P0 – 0% coloid, P1- 1% coloid,
P2 – 5% coloid, P3 – 10% coloid, P4 – 25% coloid. Probele de hârtie obţinute cu diferite adaosuri de coloid au fost condiţionate şi analizate fizico – mecanic în Laboratorul de încercări fizico-mecanice al S.C. CEPROHART S.A., acreditat RENAR. Rezultatele obţinute sunt prezentate în tabelul următor:
Proba de hârtie cu diferite adaosuri de coloid Nr.crt. Caracteristica determinată, UM P0 P1 P2 P3 P4
1. Gramaj, g/m² 69,7 70,5 71,3 72,7 71,1 2. Grosime, mm. 0,098 0,098 0,101 0,101 0,100 3. Densitate, g/cm³ 0,71 0,72 0,71 0,72 0,71 4. Lungime de rupere, m. 6.293 7.030 6.940 7.007 6.769 5. Porozitate Gurley, F/S 115/115 129/125 138/126 128/123 125/124 6. Grad de alb, % 56,32 39,55 33,58 27,99 21,07
Din rezultatele obţinute la determinările fizico – mecanice ale probelor de hârtie analizate
putem observa următoarele : • Adaosul de coloid nu influenţează semnificativ caracteristicile fizico – mecanice ale hârtiei
idiferent de adaosul de coloid folosit, putem însă observa o uşoară îmbunătaţire a caracteristicii – lugimii de rupere, ce evidenţiază legaturi slabe între coloid şi matricea celulozică.
• Pe suprafaţa activă a celulozei coloidul este uşor adsorbit, fenomen evidenţiat la dozarea coloidului în suspensia de celuloză la formarea probelor.
• În suspensia celuloză - coloid nu s-au folosit retentori sau floculanţi. • Retenţia coloidului în probele de hârtie analizate este foarte bună, analiza colorimetrică a
apelor rezultate la deshidratarea suspensiilor formate din amestecuri de celuloză şi coloid, a evidenţiat acest lucru.
• Gradul de alb este influenţat semnificativ deoarece culoarea coloidului este brună, cu mărirea adaosului valoarea gradului de alb se micşorează.
Variaţia gradului de alb al foilor obţinute funcţie de adaosul de coloid a fost analizată la
spectofotometru cu absorbţie în IR apropiat. Rezultatele obţinute sunt prezentate în figura următoare. Valoarea absorbţiei luminii în spectrul IR apropiat creşte odată cu creşterea concentraţiei nanoparticulelor adsorbite în hârtie. Pentru limitarea acestei influenţe s-a stabilit utilizarea unui adaos mai mic de coloid sub 1%, care nu a influenţat propretăţile de securizare ale hârtiei.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
187
Fig.1. Curbele de absorbţie a luminii în spectrul IR apropiat
Analiza proprietăţilor magnetice ale foilor de hârtie Caracterizarea magnetică a probelor de hârtie cu adaos de nanoparticule magnetice de
magnetită a fost realizată în Centrul de Cercetări Tehnice Fundamentale şi Avansate - Laboratorul de Lichide Magnetice din cadrul Academiei Române – Filiala Timişoara. Magnetizaţia masică a probelor a fost măsurată prin metoda probei vibrate (Vibrating Sample Magnetometry - VSM) cu un magnetometru VSM 880 (DMS/ADE Techn., USA) la temperatura camerei (~25 ºC).
In figura următoare sunt prezentate curbele de magnetizaţie masică (emu/ghartie) funcţie de câmpul magnetic aplicat (A/m) pentru cele 5 probe de hârtie. Probele de hârtie cu nanoparticule de magnetită (P1 – P4) prezintă o magnetizaţie de saturaţie crescătoare, corespunzător cu procentul de coloid magnetic adăugat. Proba P0, fără coloid, prezintă magnetizare. Curba de histereză a magnetizării indică prezenţa unui material feromagnetic în structura hârtiei, provenind din conţinutul de fier al celulozelor folosite, s-a estimat o cantitate de 68 micrograme Fe la 1 gram hartie. Proba P1, cu cel mai mic procent de coloid adaugat (1%), prezintă o magnetizaţie de saturaţie semnificativ mai mare decat proba P0. În urma rezultatelor obţinute se poate realiza o tehnică de detecţie precum şi a unui instrument portabil, la nivelul de sensibilitate cerut pentru a detecta semnale sub 0,1 emu/g, corespunzător unor adaosuri de coloid sub 1%.
Lungimea de undă, λ, nm
Val
oar
ea a
bso
rbţiei

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
188
0 2 0 0 0 0 0 4 0 0 0 0 0 6 0 0 0 0 0 8 0 0 0 0 0 1 0 0 0 0 0 0
0 .0
0 .1
0 .2
0 .3
0 .4
0 .5
0 .6
0 .7
M [e
mu/
g]
H [A / m ]
P 0 , 0 % C o l .M a g . , MS
= 0 . 0 2 2 3 9 e m u /g P 1 , 1 % C o l .M a g . , M
S= 0 . 1 1 7 1 7 e m u /g
P 2 , 5 % C o l .M a g . , MS
= 0 . 1 8 4 6 6 e m u /g P 3 , 1 0 % C o l .M a g . , M
S= 0 . 3 0 6 9 1 e m u /g
P 4 , 2 5 % C o l .M a g . , MS
= 0 . 6 5 4 0 7 e m u /g
Analiza microscopică a foilor de hârtie
Analiza microscopică a foilor de hârtie pentru cele 4 probe analizate au arătat o
distribuţie uniformă a nanoparticulelor în structura fibroasă a hârtiei, după cum se poate observa în imaginile de mai jos.
P1 P2 P3 P4
Fig. 3. Structura hârtiilor – imagini la microscop
IV. CONCLUZII
• Experimentările au demonstrat că nanoparticulele magnetice de magnetită pot fi utilizate ca elemente de securizare a hârtiilor speciale destinate tipării documentelor de valoare.
• Nanoparticulele nu afectează proprietăţile fizico-mecanice ale hârtiei indiferent de adaosul de coloid folosit.
• Influenţa negativă asupa gradului de alb poate fi diminuată prin reducerea adaosului de coloid fără a afecta proprietăţile de securizare. Curbele de măsurare a magnetismului evidenţiază acest lucru.
• Datorită dimensiunilor nanoparticulelor pot fi utilizate cantităţi mici pentru securizarea hârtiei.
• Randamentul de retenţie bun şi distribuţia uniformă pe suprafaţa de hârtie, fac posibilă utilizarea economică a nanoparticulelor.
• S-a ales dozarea nanoparticulelor din coloid care favorizează formarea de legături chimico-coloidale - nanoparticule – fibre celulozice, comparativ cu nanoparticulele din pulberi la care înglobarea nanoparticulelor se face doar prin legături fizice.
• Prin faptul că nanoparticulele au rezistenţă chimică, rezistenţă la temperaturi ridicate şi dimensiuni mici sunt imposibil de a fi imitate/contrafăcute.
Fig. 2. Curbele de magnetizaţie masică

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
189
• Securizarea hârtiei folosind nanoparticule asigură trasabilitatea produsului, permite identificarea legală şi în cazul documentelor arse.
• Supleţea acestei tehnologii este dată de precizie, fiabilitate, productivitate foarte înaltă şi nu în ultimul rând de posibilitatea ridicată de a conduce automatizat procesele de producţie.
• Pentru mărirea randamentului de retenţie sunt necesare grade de măcinare mai ridicate ale materiilor prime fibroase utilizate, care conduc la mărirea consumurilor energetice.
Această cercetare contribuie la diversificarea sortimentelor de hârtii speciale, grupa de vârf a produselor papetare, prin realizarea unui nou element de securizare a hârtiilor destinate obţinerii documentelor de valoare a căror autenticitate se poate verifica în viitor concomitent prin două metode: detecţie magnetică şi detecţie optică - cu ajutorul radiaţiilor UV. V. BIBLIOGRAFIE
1. Diaconescu V., Obrocea P., „Tehnologia celulozei şi hârtiei” , vol II – „Tehnologia hârtiei” , Ed. Tehnică, Bucureşti, 252, (1976)
2. Obrocea P., Bobu E., „Bazele fabricării hârtiei” , vol.I, Iaşi, 191, (1993) 3. Obrocea P., Bobu E., Gavrilescu D., „Tehnologia celulozei şi hârtiei” , vol. II, Iaşi, 93,
(1987) 4. Stanciu, C., Hârtiile de valoare – fabricaţie, utilizare şi protecţie împotriva falsificărilor şi contrafacerilor, Ed. CEPROHART, 2003
5. Stanciu, C. , Protecţia hârtiei – reguli care stau la baza filozofiei de protecţie a hârtiilor de valoare
6. Zăpodeanu, I., Radu, A., Radu,M., Gavrilă,I., Stanciu, C., Cârâc, G., Dumitriu, P., Aniculăesei,G., Aspecte teoretice şi practice privind realizarea elementelor de securizare a hârtiilor pentru documentele de valoare.
7. L.Vékás – Nanoparticule şi nanofluide magnetice - Academia Română - Filiala Timişoara Laboratorul de Lichide Magnetice şi Centrul Naţional pentru Ingineria Sistemelor cu Fluide Complexe – Universitatea Politehnică Timişoara

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
190
COMPARATIVE ASPECTS ON THE USE OF SECURITY PAPER OR PLASTICS (POLYCARBONATE) FOR TRAVEL DOCUMENTS (OR
OTHER VALUE DOCUMENTS)
Valentin Moroiu1, Cosmin Staicu1
1National Printing House, Bucharest, Romania
Abstract
Travel documents and other valuable papers have been subject over time to multiple attempts of falsification. For this reason, in their production were made continuous changes to ensure a higher level of security. Among the security materials used, has always been a constant: the security paper. However, in recent years, together with the emergence of biometrics, other plastics are beginning to be used as support. The paper is focused on the presentation of the pros and cons use of the polycarbonate (plastics or similar) to the detriment of security paper.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
191
COINCINERAREA DESEURILOR COMBUSTIBILE REZULTATE DIN
PROCESELE TEHNOLOGICE DE LA VRANCART ADJUD
INCINERATION OF COMBUSTIBLE WASTE RESULTING FROM TECHNOLOGICAL PROCESSES WITHIN VRANCART SA ADJUD
Vasile Matcasu1, Mihai Marcel Botez1
1SC VRANCART SA Adjud, Romania
Incepand cu anul 2005 S.C. Vrancart S.A. Adjud a initiat o politica coerenta de gestionare a deseurilor generate de societate, in special, a celor rezultate din procesele de productie. O atentie deosebita s-a acordat deseurilor potential combustibile deoarece aceasta categorie are o pondere foarte mare, peste 90% din totalul deseurilor generate de Vrancart. Incepand cu anul 2007 principalele categorii de deseuri rezultate din procesele de productie au fost cantarite, analizate din punct de vedere al compozitiei, umiditatii etc. 1. Principalele categorii de deseuri combustibile din Vrancart : 1.1. Namolul ; 1.2. Deseurile solide de la prepararea pastei de maculatura ; 1.3. Rag-urile de la hidrapulpere; 1.4. Deseurile rezultate din activitatea de ambalare a produselor finite si de la colectarea maculaturii in centrele proprii. 1.1. Namolul
Namolul rezulta in instalatia de epurare a apelor uzate a societatii, la decantoarele
suspensionale si la treapta biologica. Namolul biologic in exces, reprezinta 2,8% din totalul namolului rezultat in statia de epurare. In luna martie 2011 la masina de hartie pentru carton ondulat K25, a fost pusa in functiune o statie de limpezire prin flotatie a apelor rezultate din proces, unde rezulta un namol de flotatie cu consistenta de 2,5 – 3%. Acesta este pompat la statia de deshidratare a namolului si depozitat separat. Namolul din epurare se obtine la baza decantoarelor suspensionale si a celor secundare ( namolul biologic) si este pompat la statia de deshidratare a namolului la o consistenta de 8 – 10%. Aici este depozitat in doua rezervoare cu volumul de 1000 m3 fiecare, de unde este pompat la presa cu site si deshidratat pana la o uscaciune de peste 40%. Tratarea namolului in vederea deshidratarii este o operatiune delicata si depinde de foarte multi factori:
• tipul de maculatura folosita in obtinerea materialului fibros necesar fabricatiei sortului de hartie;
• aditivii functionali si de proces folositi in procesul de fabricatie a hartiilor; • coagulantul folosit in instalatia de epurare; • coagulantul si floculantul folosite in instalatia de limpezire prin flotatie.
Cantitatile de namol si generarile specifice sunt cuprinse in tabelele urmatoare:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
192
Tab. 1.1.1. Generare de namol la Fabrica de hartie igienica (Hig)
Nr. Crt.
Articol Anul
Namolul generat to a.u./an
Hartie produsa to/an
Generare specifica kg namol a.u./to
hartie 1 2007 3801,8 20.250 187,7 2 2008 2645,1 19.533 135,4 3 2009 2624,5 22.661 115,8 4 2010 2604,0 21.767 119,7
Tab. 1.1.2. Generare de namol la Fabrica de hartie pentru carton ondulat (K25)
Nr. Crt.
Articol Anul
Namolul generat to a.u./an
Hartie produsa to/an
Generare specifica kg namol a.u./to
hartie 1 2007 1389,8 29.100 47,4 2 2008 645,2 35.606 18,1 3 2009 691,9 38.374 18,08 4 2010 1474,3 49.912 29,5
1.2. Deseurile solide de la prepararea pastei de maculatura
Deseurile solide rezultate din procesele de destramare a maculaturii si epurare a pastei de maculatura le-am clasificat in doua mari categorii :
• deseuri solide combustibile formate din: plasticuri, fragmente de maculatura nedestramata, pachete de fibra neindividualizata, hartie hidrorezistenta etc.
• deseuri solide necombustibile formate din : fragmente metalice, fragmente de lemn, fragmenete de sticla, nisip etc.
Cantitatile de deseuri solide rezultate in procesele de fabricatie sunt cuprinse in tabelele urmatoare:
Tab. 1.2.1. Generare de deseuri solide la Fabrica de hartie igienica
Nr. Crt.
Articol Anul
Solide generate to a.u./an
Hartie produsa to/an
Generare specifica kg solide a.u./to
hartie 1 2007 533,1 20.250 26,3 2 2008 466,6 19.533 23,8 3 2009 1170,8 22.661 51,6 4 2010 703,9 21.767 32,3
Tab. 1.2.2. Generare de deseuri solide la Fabrica de hartie pentru carton ondulat, K25
Nr. Crt.
Articol Anul
Solide generate to a.u./an
Hartie produsa to/an
Generare specifica kg solide a.u./to
hartie 1 2007 949,6 29.100 32,6 2 2008 979,9 35.606 27,5 3 2009 1091,1 38.374 28,4 4 2010 2199,9 49.912 44,1

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
193
1.3. Rag-urile de la hidrapulpere
In procesul de destramare a maculaturii o cantitate importanta de plasticuri, textile precum si sarma cu care sunt legati balotii de maculatura este eliminata din hidrapulper prin intermediul utilajului denumit ragger. Rag-ul se prezinta sub forma unei corzi cu diametrul de aproximativ 30 cm, cu formare continua, care este sectionat in scopul coincinerarii acestuia la cazanul de ars deseuri CAD. Arderea se realizeaza separat de namol si deseurile solide si este avantajoasa din punct de vedere energetic. Din proces rezulta deseu de sarma care este valorificat la unitatile specializate. In anul 2010 s-au ars la CAD 431,8 to rag-uri din care au rezultat 71,2 to deseu de sarma, care s-a valorificat. 1.4. Plasticuri rezultate din activitatea de ambalare a produselor finite si de la colectarea maculaturii in centrele proprii
In procesul de ambalare, infoliere si legare a paletilor cu produse finite rezulta resturi de banda din polipropilena, folie de polietilena, pungi din polietilena deteriorate etc. Deasemenea, din procesul de colectare a maculaturii prin centrele proprii de colectare rezulta cantitati insemnate de deseuri de plastic sau lemn mai ales in cazul maculaturii colectate de la supermarket-uri. Deseul de polietilena transparenta si curata este valorificat mai avantajos la societati specializate in reciclarea plasticului iar restul se poate coincinera in mod ecologic la CAD in conditii extrem de avantajoase din punct de vedere energetic. Mentionam ca plasticurile sunt caracterizate de puteri calorifice mari, peste 6000 Kcal/kg dar trebuie evitata arderea celor care contin clor si fluor in molecula (in special PVC- ul in scopul preintampinarii formarii HCL, HF, dioxine si furani in gazele de ardere).
2. Compozitia, umiditatea si puterea calorifica a principalelor deseuri combustibile.
2.1. Compozitia, umiditatea si puterea calorifica a namolului supus arderii Apele uzate rezultate din procesele tehnologice sunt prelucrate in statia de epurare a societatii iar namolul rezultat provine de la ambele masini astfel ca, pana in present, nu s-a analizat separat compozitia si proprietatile acestuia.
Incepand cu anul 2006 se efectueaza anual analiza stratului de namol depus in halda de deseuri lichide.
Probele de material din halda s-au recoltat ca profil 0 – 40 cm, fiecare proba fiind proba medie a trei recoltari individuale la 15 m distanta intre ele. Profilele I-IV sunt recoltate la 8 m fata de dig, iar profilul V la 20 m. Se recolteaza si o proba de suprafata la 5 cm. Rezultatele analizelor sunt ilustrate in tabelul urmator:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
194
Tab . 2.1.1.Compozitia chimica a namolului din halda de namol si reziduuri SC Vrancart SA Adjud
Parametru UM Valori obtinute Valori
curente BREF
5 cm Profil I
Profil II
Profil III
Profil IV
Profil V
Continut s.u. % 65,5 30,5 31,6 29,5 30,4 27,5 29,4 – 52,7 Plumb mg/kg
s.u. 41 56 13 38 56 38 10 - 210
Cadmiu mg/kg s.u.
5 3,5 5,3 0,64 0,12 0,06 0,01 – 0,98
Crom (Cr6+) mg/kg s.u.
12,4 0,9 1,26 9,8 18,2 11,4 8,8 – 0,93 Crtotal
Fier (total) mg/kg s.u.
184,4 264 156 98 243 284 -
Zinc mg/kg s.u.
533 563 712 289 621 536 34,2 – 1320
Nichel mg/kg s.u.
8,1 3,4 15,2 0,84 16,8 5,6 10 – 31,3
Fenol mg/kg s.u.
25 26 26 18 54 38 -
Cianuri mg/kg s.u.
abs. abs. abs. abs. abs. abs. -
Sulfati mg/kg s.u.
2116 4164 1498 1344 759 3945 -
Sulfuri mg/kg s.u.
abs. 1,1 0,45 0,37 0,55 0,76 -
Nitrati mg/kg s.u.
48,4 56,8 51,5 63,2 46,4 73,7 -
Mercur mg/kg s.u.
nedecelabil 0,1 – 0,89
Valorile obtinute pot fi comparate cu valorile curente de la fabricile europene similare (care produc hartie din fibra reciclata), specificate in BREF/2000 – documentul de referinta BAT- P.P.I. Pentru activitatea de coincinerare a namolului mai importante sunt analizele privind umiditatile, continutul de cenusa, compozitia elementara si mai ales puterea calorifica inferioara, cea care are importanta practica in procesul de ardere. Anual s-au efectuat analizele necesare la diferite laboratoare specializate si in continuare, prezentam Raportul de incercare Nr 397/PA din 18.06.2010 efectuat de catre Institutul National de Cercetare-Dezvoltare pentru Ecologia Industriala (ECOIND) care este ilustrativ pentru compozitia si parametrii namolului obtinut incepand cu anul 2006. Se observa ca la o uscaciune de 50% puterea calorifica inferioara este modesta, de numai 666kcal/kg. Valoarea energetica a unui astfel de combustibil este foarte mica, practic nula.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
195
RAPORT DE ÎNCERCARE Nr. 397/PA din 18.06.2010
Client: SC VRANCART SA; Str. Ecaterina Teodoroiu nr. 17; Orasul Adjud, jud. Vrancea Comanda: 27/03.06.2010 Data primirii probei: 07.06.2010 Perioada executarii incercarilor: 07.06 - 17.06.2010 Date de identificare a probei: Namol tehnologic Data prelevarii: - Incercari executate: umiditate de imbibatie; umiditate higroscopica; umiditate totala; cenusa,
carbon, hidrogen, azot, sulf, putere calorifica superioara si inferioara Modul de prelevare si conservare a probelor: Proba a fost prelevata de client Rezultatele inceracrilor sunt prezentate in tabelul urmator:
Nr. crt.
Incercare executata
U.M.
Valori determinate
Metoda de analiza
1 Umiditate de imbibatie (Wii) % 47,68 SR 5264 -1995
2 Umiditate higroscopica (Whi) % 2,34 SR 5264 -1995
3 Umiditate totala (Wti) % 50,02 SR 5264 -1995
4 Cenusa (Ai) % 22,20 ISO 1171:1997 5 Carbon (Ci) % 10,07 6 Hidrogen (Hi) % 1,27 7 Azot (Ni) % 0,19 8 Sulf (St
i) % 0,05
ASTM D 5373 -08 ISO 351:1996
9 Putere calorifica superioara (Qisup) kcal/kg 1034
10 Putere calorifica inferioara (Qiinf) kcal/kg 666
ISO1928:2009 PIS 34
Rezultatele prezentate în Raportul de Incercare se referă numai la probele supuse încercării. Observaţii :–Recalcularea rezultatelor in raport cu diferite stari (i) s-a efectuat in conf. cu STAS 398/92 Executant: Departamentul Control Poluare, Laboratorul Poluare Aer 2.2. Compozitia umiditatea si puterea calorifica a deseurilor solide de la prepararea pastei de maculatura Asa cum aminteam la cap.1.2, deseurile solide le-am impartit in doua mari categorii:
• deseuri solide combustibile care sunt coincinerate si fac obiectul prezentei teme; • deseurile solide necombustibile, care au alta abordare.
Procentul de deseuri solide necombustibile rezultate din pasta variaza in limite largi, functie de tipul de maculatura folosita in proces. Valorile medii rezultate la cele doua masini sunt:
• 2,7% necombustibile + 97,3% combustibile la MHig; • 2,9% necombustibile + 97,1% combustibile la masina K25.
Mentionam ca nu am luat in calcul deseurile solide rezultate la epuratorii de inalta consistenta, care sunt in totalitate necombustibile. S-a analizat in schimb, in mod minutios, componenta deseurilor solide combustibile rezultate la cele doua masini. S-au obtinut urmatoarele rezultate:
• Masina de hartie igienica; - plasticuri : 81,7%; - material fibros: 18,3%.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
196
• Masina de hartie pentru carton ondulat, K25: - plasticuri: 28,1%; - material fibros : 71,9%.
Procentul de material fibros prevazut in deseurile solide este influentat de mai multi factori: • Procentul de hartii hidrorezistente sau greu destramabile din maculatura; • Performantele echipamentelor de destramare a maculaturi (hidrapulperul si
satelitii acestuia); • Performantele echipamentelor de separare a plasticurilor de fibra.
Functie de compozitia in plasticuri si material fibros rezulta puterea calorifica superioara a deseurilor solide. Deseul solid introdus la coincinerare a fost supus analizelor privind umiditatile, cenusa, compozitia elementara si puterea calorifica. Rezultatele sunt cuprinse in Raportul de incercare Nr.398/PA din 18.06.2010 efectuat de catre Institutul National de Cercetare-Dezvoltare pentru Ecologia Industriala (Ecoind)- Bucuresti. Se observa ca la o umiditate totala de 35.82% (uscaciune=64.18) puterea calorifica inferioara este de 4666 kcal/kg in conditiile in care cenusa este aproape neglijabila (2.54%). Aceasta putere calorifica face din deseul solid stors, uscat in prealabil si apoi supus coincinerarii un combustibil valoros din punct de vedere energetic, situandu-se la nivelul puterii calorifice medii a huilei din Romania.
RAPORT DE ÎNCERCARE
Nr. 398/PA din 18.06.2010
Client: SC VRANCART SA; Str. Ecaterina Teodoroiu nr. 17; Orasul Adjud, jud. Vrancea Comanda: 27/03.06.2010 Data primirii probei: 07.06.2010 Perioada executarii incercarilor: 07.06 - 17.06.2010 Date de identificare a probei: Deseuri de plastic Data prelevarii: - Incercari executate: umiditate de imbibatie; umiditate higroscopica; umiditate totala; cenusa,
carbon, hidrogen, azot, sulf, putere calorifica superioara si inferioara Modul de prelevare si conservare a probelor: Proba a fost prelevata de client Rezultatele incercarilor sunt prezentate in tabelul urmator:
Nr. crt.
Incercare executata
U.M.
Valori determinate
Metoda de analiza
1 Umiditate de imbibatie (Wii) % 33,33 SR 5264 -1995
2 Umiditate higroscopica (Whi) % 1,49 SR 5264 -1995
3 Umiditate totala (Wti) % 35,82 SR 5264 -1995
4 Cenusa (Ai) % 2,54 ISO 1171:1997 5 Carbon (Ci) % 49,82 6 Hidrogen (Hi) % 7,79 7 Azot (Ni) % 0,19 8 Sulf (St
i) % 0,07
ASTM D 5373 -08 ISO 351:1996
9 Putere calorifica superioara (Qisup) kcal/kg 5302
10 Putere calorifica inferioara (Qii) kcal/kg 4666
ISO1928:2009 PIS 34
Rezultatele prezentate în Raportul de Incercare se referă numai la probele supuse încercării. Observaţii :–Recalcularea rezultatelor in raport cu diferite stari (i) s-a efectuat in conf. cu STAS 398/92 Executant: Departamentul Control Poluare, Laboratorul Poluare Ae

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
197
Precizari calcule Umiditatea de îmbibaţie (Wî
i) constă în uscarea probei la temperatura camerei pana la masa constanta. Continutul de umiditate de imbibatie se exprimă în % masice. Umiditatea de îmbibaţie se calculează cu formula:
Wîi = 10021 ⋅−
m
mm [%]
în care: m = masa probei luată pentru determinare, în grame; m1 = masa tăvii cu proba înainte de uscare, în grame; m2 = masa tăvii cu proba după uscare, în grame.
Umiditatea higroscopica (Wh) consta in uscarea probei la temperatura de 105oC intr-o etuva de laborator pana la masa constanta. Continutul de umiditate higroscopica se exprimă în % masice. a) Umiditatea higroscopică la starea pentru analiza se calculează cu formula:
Wha = 10054 ⋅
−m
mm [%]
în care: Wha = umiditatea higroscopica la analiza, in %
m = masa probei luată în lucru, în grame; m4 = masa fiolei cu probă luată în lucru, înainte de uscarea în etuvă, în grame; m5 = masa fiolei luată în lucru, după uscarea în etuvă,în grame.
b) Valoarea calculata la starea iniţiala a umidităţii higroscopice se efectueaza cu formula:
Whi = Wh
a 100
100 iiW−
[%]
în care: Whi = umiditatea higroscopică a combustibilului, din proba initială, in %
Wha = umiditatea higroscopică a combustibilului uscat la aer, la analiza, in %
Wii = umiditatea de îmbibaţie a combustibilului, din proba initiala, in %
Umiditatea totala (Wt
i) constă în însumarea rezultatelor umiditatii de imbibatie ((W îi) si a
umiditatii higroscopice (W ih) recalculata la starea initala. Continutul de umiditate totala se
exprimă în % masice. Umiditatea totală se calculează cu formula:
Wti = Wî
i + Whi [%]
în care: Wt
i = umiditatea totală a probei iniţiale , exprimată în % Wî
i = umiditatea de îmbibaţie a probei iniţiale, în % Wh
i = umiditatea higroscopică a probei iniţiale, în % Rezultatul pentru determinarea umidităţii totale se calculează cu două zecimale. Determinarea cenuşii (A) consta in calcinarea probei intru-un cuptor de calcinare la temperatura de 815±10oC pana la masa constanta. Continutul de cenusa se exprimă în %.
Conţinutul de cenuşă al probei analizate se calculează cu formula:
Aa = 10012
13 ⋅−−
mm
mm [%]
unde: m1 - masa capsulei cu capac/nacela, în g; m2 - masa capsulei cu capac/nacela şi probă, în g; m3 - masa capsulei cu capac/nacela şi cenuşă, in g
Valoarea calculata la starea iniţiala a cenusii se efectueaza cu formula:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
198
A i = Aa 100
100 iiW−
[%]
Puterea calorifica superioara (Qs) consta in arderea unei cantitati din proba, în atmosfera de oxigen, in bomba calorimetrica. Puterea calorifică superioară este calculată în funcţie de creşterea temperaturii apei în vasul calorimetric şi capacitatea calorică efectivă medie a aparatului. Se ţine seama de căldura difuzată de firul de aprindere, de corecţii termochimice şi, dacă au loc, de pierderile de căldură prin transmisie de la calorimetru la mantaua de apă. Metoda stabileste determinarea puterii calorifice superioare la volum constant a unei probe intr-o bomba calorimetrica statica. Puterea calorifca superioara se exprima in cal/g, Kcal/kg. Se realizeaza corectia de sarma si sulf. Rezulta puterea calorifica superioara cu corectii.
Puterea calorifica inferioara (Qi) se obtine prin calcul functie de umiditatea totala (Wti)
si continutul de hidrogen din proba supusa determinarii conform formulei: Qi
inf = Qi
sup – γ(8,94Hi + Wi
t) in kcal/kg ; KJ/kg
unde: γ = 5,86, la exprimarea rezultatelor analizei in kcal/kg; ( se ront. la 6) γ = 24,62,la exprimarea rezultatelor analizei in KJ/kg 8,94-cantitatea de apa in grame, corespunzatoare la 1 g hidrogen (se ront. la 9) 23 - caldura latenta de vaporizare a apei la temperatura de 25oC si volum constant pentru 1% umiditate; 206- produsul dintre caldura latenta de vaporizare a apei (23) si coeficientul 8,94 de transformare a hidrogenului in apa Determinarea continutului de oxigen la starea initiala se face prin calcul, utilizand
urmatoarea relatie de calcul: Oi = 100 – (Wi
t + Ai+ Ci+ Hi+ Si+ Ni) (%)
Wit = umiditatea totală a probei iniţiale , exprimată în %
A i =continutul de cenusa la starea initala, exprimată în % Ci = continutul de carbon la starea initala, exprimată în % Hi = continutul de hidrogen la starea initala, exprimată în % Si = continutul de sulf la starea initala, exprimată în %
Ni = continutul de azot la starea initala, exprimată în % Pentru recalcularea rezultatelor la starea initala, se aplica formula corespuzatoare (vezi Wh
i , Ai ) 3. Variatia puterii calorifice a deseurilor functie de umiditate 3.1. Considerente teoretice si practice privind puterile calorifice ale combustibilor solizi Puterea calorifica a unui combustibil solid reprezinta cantitatea de caldura degajata prin arderea completa a unitatii de masa a solidului analizat in urmatoarele conditii:
• temperatura reactantilor si a produselor de ardere este de 250C; • produsele de ardere ale carbonului si sulfului sunt prezente sub forma de bioxid de
carbon si respectiv, bioxid de sulf in stare gazoasa; • oxidarea azotului nu are loc.
Daca vaporii de apa din gazele de ardere sunt la 250C in stare lichida, atunci puterea calorifica este superioara si se noteaza cu Qs. Prin condensare se cedeaza in exterior, putand fi astfel folosita util, caldura de vaporizare a cantitatii de apa rezultata dintr-un kg de combustibil solid. Daca vaporii de apa la 250C sunt considerati in stare gazoasa, puterea calorifica este inferioara si se noteaza Qi. Puterea calorifica inferioara prezinta mai mult interes practic deoarece gazele de
THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
199
ardere sunt evacuate din generatoarele de abur la o temperatura suficient de mare, situatie in care condensarea vaporilor de apa sa nu aiba loc (la temperaturi peste temperatura punctului de roua, t > 1200C). Din definitiile precedente rezulta ca diferenta dintre puterile calorifica superioara si inferioara este egala cu cantitatea de caldura necesara vaporizarii apei rezultata din arderea unui kg de combustibil solid sau lichid. Pe cale experimentala, puterea calorifica se determina prin arderea completa in bomba calorimetrica (calorimetrul Berthelot-Mahler), in atmosfera de oxigen, la presiunea de 3 Mpa a unei cantitati cunoscute de combustibil solid. Metoda pe cale indirecta (prin calcul) se poate folosi cand se cunoaste analiza elementara a combustibilului. Ea este inexacta, deoarece combustibilul complex (fibra celulozica, polietilena etc.) nu este o insumare mecanica de elemente carburante si ca urmare efectul termic global nu este egal cu suma efectelor termice partiale, ale elementelor carburante. De aceea pentru calculul puterii calorifice, cand se cunoaste analiza elementara se folosesc formule semiempirice (cea mai folosita este formula Mendeleev):
Qii = 339Ci + 1029,1 Hi + 109 ( Sc
i – Oi) – 25 Wti , Kj /kg
Unde: Qi
i – puterea calorifica inferioara la starea initiala , Kj/kg Ci , Hi, Sc
i , Oi – carbonul, hidrogenul, sulful combustibil raportate la starea initiala ,% Wt
i - umiditatea totala raportata la starea initiala , % C. Neaga, Tratat de Generatoare de abur, Vol. 1, pag . 6 3.2. Variatia puterilor calorifice la variatia continutului de umiditate si de cenusa Componentele cu un grad inalt de instabilitate ale analizei combustibilului solid sunt umiditatea si cenusa. De aceea, gasirea unor expresii analitice care sa permita calculul rapid al puterilor calorifice cand fiecare din aceste componente sau ambele variaza este de certa importanta practica. Cenusa variaza si in cazul namolului si in cazul deseurilor solide in limite foarte mici si de aceea nu are importanta practica aceasta dependenta. In schimb, foarte importanta este dependenta puterii calorifice de umiditate, in cazul fiecarui deseu. Daca se cunoaste o pereche de valori umiditate totala, putere calorifica inferioara in starea 1, Qi
i
1, Wti 1 se poate calcula puterea calorifica inferioara in starea 2 Qi
i 2 la umiditatea totala din aceasta stare Wt
i 2 dupa legea de variatie a puterii calorifice inferioare cu continutul de umiditate : ( Constatin C. Neaga, Tratat de Generatoare de abur, Vol. 1, pag . 67)
Qii 2 = ( 100- Wt
i 2 /100- Wti 1)( Qi
i 1 + Wti 1) – 25,1 Wt
i 2
Dependenta este liniara. Am calculat variatia puterii calorifice inferioare cu umiditatea in cazul namolului si in cazul deseurilor solide, folosind perechile de valori determinate in laboratorul Ecoind:
Tab. 3.2.1. Variatia puterii calorifice a namolului cu umiditatea
Uscaciune
% Umiditate
% Caldura Kcal/kg
Uscaciune %
Umiditate %
Caldura Kcal/kg
40 60 30.8 66 34 1682.32 41 59 94.32 67 33 1745.84 42 58 157.84 68 32 1809.36 43 57 221.36 69 31 1872.88 44 56 284.88 70 30 1936.4 45 55 348.4 71 29 1999.92 46 54 411.92 72 28 2063.44 47 53 475.44 73 27 2126.96

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
200
48 52 538.96 74 26 2190.48 49 51 602.48 75 25 2254 50 50 666 76 24 2317.52 51 49 729.52 77 23 2381.04 52 48 793.04 78 22 2444.56 53 47 856.56 79 21 2508.08 54 46 920.08 80 20 2571.6 55 45 983.6 81 19 2635.12 56 44 1047.12 82 18 2698.64 57 43 1110.64 83 17 2762.16 58 42 1174.16 84 16 2825.68 59 41 1237.68 85 15 2889.2 60 40 1301.2 86 14 2952.72 61 39 1364.72 87 13 3016.24 62 38 1428.24 88 12 3079.76 63 37 1491.76 89 11 3143.28 64 36 1555.28 90 10 3206.8 65 35 1618.8
Tab. 3.2.2. Variatia puterii calorifice a deseurilor solide cu umiditatea
Uscaciune
% Umiditate
% Caldura Kcal/kg
Uscaciune %
Umiditate %
Caldura Kcal/kg
20 80 -274.6 56 44 3749.12 21 79 -162.83 57 43 3860.89 22 78 -51.06 58 42 3972.66 23 77 60.71 59 41 4084.43 24 76 172.48 60 40 4196.2 25 75 284.25 61 39 4307.97 26 74 396.02 62 38 4419.74 27 73 507.79 63 37 4531.51 28 72 619.56 64 36 4643.28 29 71 731.33 65 35 4755.05 30 70 843.1 66 34 4866.82 31 69 954.87 67 33 4978.59 32 68 1066.64 68 32 5090.36 33 67 1178.41 69 31 5202.13 34 66 1290.18 70 30 5313.9 35 65 1401.95 71 29 5425.67 36 64 1513.72 72 28 5537.44 37 63 1625.49 73 27 5649.21 38 62 1737.26 74 26 5760.98 39 61 1849.03 75 25 5872.75 40 60 1960.8 76 24 5984.52 41 59 2072.57 77 23 6096.29 42 58 2184.34 78 22 6208.06 43 57 2296.11 79 21 6319.83 44 56 2407.88 80 20 6431.6 45 55 2519.65 81 19 6543.37 46 54 2631.42 82 18 6655.14 47 53 2743.19 83 17 6766.91 48 52 2854.96 84 16 6878.68 49 51 2966.73 85 15 6990.45 50 50 3078.5 86 14 7102.22 51 49 3190.27 87 13 7213.99 52 48 3302.04 88 12 7325.76 53 47 3413.81 89 11 7437.53 54 46 3525.58 90 10 7549.3 55 45 3637.35

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
201
4. Eficienta energetica a coincinerarii deseurilor Varianta coincinerarii deseurilor rezultate din procesul de fabricare a hartiilor este avantajoasa chiar daca efectul energetic al coincinerarii acestora este nul in comparatie cu variantele alternative care presupun depozitarea intr-un depozit conform sau coincinerarea la o fabrica de ciment. Este evident ca si in cazul coincinerarii se urmareste obtinerea unui optim energetic astfel incat sa se realizeze doua deziderate:
- coincinerarea intregii cantitati de deseuri rezultate din procesele de fabricatie; - un cost cat mai mic al gigacaloriei, rezultata din economia de gaz datorata aportului
termic al deseurilor. Optimizarea procesului de coincinerare a deseurilor se bazeaza pe observatiile, constatarile si concluziile rezultate din activitatile de deshidratare, presare si apoi ardere a acestora incepute in anul 2007 :
• namolul se deshidrateaza in presa cu site pana la o valoare de 37 –43% s.u., functie de compozitia acestuia;
• uscaciunea namolului in finalul presei cu surub variaza in limite destul de largi 47-57% s.u., functie de compozitia lui. Namolul provenit de la instalatia de limpezire prin flotatie a apelor de la masina de hartie K25, mai ales atunci cand contine si amidon cationic in suspensie de la tratarea in masa a hartiei, este deosebit de dificil de stors in presa cu surub, procentul de apa eliminat fiind foarte mic. Mai usor se stoarce in presa cu surub namolul provenit din apele uzate de la Mhig care are un continut mai mare de materiale de umplere si mai mic de fibra;
• Procesul de stoarcere a namolului este energofag (motor de 90 kW) iar cheltuielile legate de materialele consumabile ( site) si mententanta sunt mari;
• Deseurile solide rezulate la masina de hartie K25 cu o uscaciune de cca. 20% si un continut de 80% de material fibros sunt mai dificil de stors in presa de plasticuri fata de deseurile solide rezultate la masina de hartie igienica, deseuri care au o uscaciune medie de 40% si un continut de material fibros de maxim 20%.Uscaciunea deseurilor solide dupa presa de plasticuri se situeaza in intervalul 50- 60% s.u.;
• Debitul de deseuri care poate fi preluat de gratar si ars complet pana la finele acestuia(astfel incat nearsele sa fie sub 2%) este in stransa legatura cu umiditatea acestora. Cu cat umiditatea este mai mica puterea calorifica inferioara creste conform datelor din Tab. 3.2.1. si Tab. 3.2.2. iar cantitatea de deseuri care poate fi arsa creste si creste in acelasi timp si cantitatea de energie termica produsa prin arderea acestora;
• Procesul de uscare a deseurilor in uscatoare este rentabil pana la uscaiunea de 80% a acestora. Peste aceasta valoare a uscaciunii, procesul de uscare devine nerentabil iar utilajele de uscare excesiv de mari, mai ales in cazul namolului;
• Analizand generarile totale de deseuri din 2010 se constata ca namolul reprezinta 58,4% din total deseuri iar solidele 41,6%. Facand media ponderata a puterilor calorifice la o uscaciune de 80% se obtine Qi amestec = 4176 Kcal/kg, iar la 75% Qi amestec = 3759 Kcal/kg;
• In conditiile in care masina de hartie K25 isi mareste productia de la 50.000 to in 2010 la 70.000 to in 2012 raportul intre namol si solide va deveni: 55,2% namol si 44,8% solide. Puterile calorifice inferioare vor fi in acest caz: Qi amestec 80% = 4300 Kcal/kg , Qi amestec 75% = 3875 Kcal/kg;
• In practica, un combustibil solid cu puterea calorifica inferioara mai mare de 3000 Kcal/kg isi autointretine arderea astfel incat nu va mai fi nevoie de aportul arzatoarelor cu gaz natural din focar, ci doar, o flacara de veghe;
• In conditiile in care uscatorul de deseuri functioneaza la 70% din capacitate, deseurile asigura obtinerea 6,65 to/h abur cu presiunea de 6 bari la un randament global de 75%, adica asigura 37% din capacitatea nominala a cazanului (18 to/h) restul fiind asigurat de arzatoarele secundare de gaz natural.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
202
BLEACHING OF WOOD PULP AND NATURAL FIBERS USING POM
Gheorghe Dutuc1, Alexandru Botar2, Paula Maria Crăciun3, Adina Maria Bodescu4, Dan Gavrilescu5, Grigore Craciun1
1Somes SA Dej, Romania, 2Jialex SRL Cluj, Romania, 3University of Agricultural Sciences and Veterinary Medicine, Cluj, Romania, 4Aurel Vlaicu University Arad, Romania, 5Gheorghe Asachi
Technical University Iasi Abstract Although polyoxometalates have been studied extensively, however, were not sufficiently tested as catalysts in the pulp bleaching processes. The idea of using them came because of their ability to react selectively with lignin and to regenerate with oxygen from different sources, but not at the last and thanks to stability in the range of pH and temperature fields. As can be seen from the experimental results shown in this material, while traditional methods have failed bleaching pulp grades no more than maximum of 65% brightness, using new generations of polyoxometalates gave better results, becoming a brightness up to 85% in just two steps. Simple method of bleaching under atmospheric conditions and average temperatures of up to 70 °C, as well as advanced and selective degradation of lignin, make polyoxometalates a new class of agents with a huge potential in green technology for pulp bleaching. 1. INTRODUCTION
The oxidation of organic substrates by aqueous hydrogen peroxide is very attractive for a synthetic and industrial viewpoint since this reagent is relatively inexpensive, of low equivalent weight, environmentally clean and easy to handle. The help of metal catalysts are often required and a considerable effort has been devoted to the search for new efficient metal derivatives suited to the purpose [1-6].
Soluble transition metal-based catalysts such as molybdenum and tungsten have been developed for the oxidation with an aqueous H2O2. Great effort has been devoted to searching for efficient catalysts that can active but not decompose H2O2.
Polyoxo – and polyperoxo – metalates are currently of considerable interest as catalysts for a variety of organic oxidations with the environmentally acceptable H2O2 as co – oxidant. Dioxo complexes of group 6 transition elements have been know long time ago, the chemistry of peroxo compounds of the transition elements was thoroughly reviewed [7-8]
Mo (VI) and W (VI) form an enormous variety of polyoxoanions (isopoly and heteropoly species). Addition of H2O2 to aqueous solution of Mo (IV) and W (IV) anions generally leads to the formation of the simple monomeric or dimeric complexes. If the concentration of H2O2 is keep fairly low, polynuclear peroxo complexes can be isolated.
The chemistry of transition metal peroxo – complexes has received special attention due to their importance in a variety of industrial, pharmacological and biological studies. They are widely used in stoichiometric as well as catalytic oxidation in organic, biochemistry and have been applied also in bleaching process [9-16].
Polyoxometalates (POMs) were originally proposed as activating agents for oxygen delignification of wood pulp and have been vividly investigate since [17-26]. The starting point in POM bleaching research was originally to produce a biomimetic way of lignin decomposition. The activity of POMs is based on the idea that they react selectively with phenolic lignin structures in cellulose fiber and that they can often be regenerated with O2. Moreover, POMs are

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
203
remarkable stable at wide pH and temperature ranges. Although, POMs have been widely investigated, they have not been applied in the wood pulp industry; this is most probably due to inefficiency and/or complexity of the processes presented. The selective bleaching of wood pulp in conjunction with paper manufacture, one of the largest industries worlds – wide, has been associated with significant environmental impact. The industry has moved away from traditional Cl2 based delignification process because of the potential environmental impact of chloroaromatic by – products. The most attractive alternatives to Cl2 based technology are O2 and H2O2, both with respect to environment and economy [27]. Oxygen delignification can be considered as an intermediate step between kraft pulping and bleaching since up to about 50% of the residual lignin in kraft pulp can be removed by this stage. Extending a conventional O2 delignification stage beyond it’s currently limits would decrease bleach chemical demand with serious environmental benefits and significant increases on return on investment. Oxygen, while effective at depolymerizing and solubilizing lignin, is not sufficiently selective to fully delignifying kraft pulps without extensive cellulose degradation [28-30]. If its oxidative capacity could be adequately, oxygen, the least expensive alternative to chlorine, would be a very attractive choice. One way to control the reactivity of O2 is by using transition – metal based oxidants reversible to mediate in the transfer of electron from lignin to oxygen. Ozone, while very effective at removing lignin, reacts rapidly with cellulose that high process selectivity is difficult to achieve on an industrial scale [31]. II. POLYOXOMETALATES
Polyoxometalates are a large and rapidly growing class of inexpensive, minimally or non
– toxic complex compounds whose molecular properties are extensively modifiable through either raditional or thermodynamic (one – pot) synthetic. They are comprised of early – transition metals, usually in their d electronic configuration (e.g. Mo(VI), W(VI), V(V), Nb(V),..) bridged by oxygen. The principal building blocks of POMs are MO4 polyhedra or MO6 octahedra that are linked by one, two or occasionally three oxygen atoms. There are two classes of POMs: the isopolyanions, which contain only the d metal cations and oxide anions and heteropolyanions, which contain one or more d or p heteroatom cations, X (n+), in addition to the metal cations and oxide anions.
All the physicochemical properties of POMs that impact their applications in catalysis, material science, biology and medicine, including but not limited to redox potentials, acidities, polarities, solubillities, sizes, shapes and charges, can be readily and systematically altered. This versatility follows directly from the element compositions and structures of the POMs, from the easy by which these can be modified.
POMs are readily accessible synthetically because most of the p -, d – and f – block elements can function as the central “heteroatom”, X (n+), in the general formula XM12O40
(8-n)-, Xn+ is located at the center of the tetrehedron inside the Keggen structure), Many of d -, f – block metals can be substitute for one or more of the main metals, M, in the structure to give “mixed addenda anions”.
The process cycle delignification starts with the reaction of fully oxidized POM complexes under anaerobic conditions. At this stage, the POMs are reduced and oxidized lignin fragments are dissolved in the bleaching liquor. After the bleaching, the reduced POM liquor can be reoxidized in a separate stage using O2. During the regeneration of the POM complexes, the dissolved lignin fragments are converted to CO2 and H2O.
Pulp + POMox → Bleached pulp + POMred POMred + O2 + 4H(+) → POMox + 2 H2O.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
204
The second generation of POMs has been developed. The first generation of POMs was able to operate only at acidic pH; the second generation of POMs is stable at pH level neutral. In this respect, the hydrolysis of cellulose is significantly reduced. Polyoxometalate Na6SiW10V2O40 was effective in reducing the kappa number of unbleached kraft pulp from about 30 to below 10 with limited losses in viscosity. The third generation of POMs operates under aerobic conditions. In this respect, the possibility of oxygen ding wood pulp is mixture of organic solvents with water in a single stage [28-30]. The oxidation of lignin under an oxygen atmosphere occurs via its reaction with POM while at the same stage the re – oxidation of a reduced form of POM by O2 takes place. The presence of such a redox cycle could conceivably offer good process efficiency. 2.1 Peroxo – polyoxometalates.
Peroxo – polyoxometalates (POMs) are a special class of POMs, which are widely used as catalysts in different process. A major use is in the catalytic epoxidation of olefins, alcohols, epoxides, sulfides, [31-36].
The delignification of kraft pulp with H2O2 catalyzed by transition metals was proposed and patented [37]. An acidic peroxide delignification stage was show to be improved by the addition of transition metals selected from the group of W, Mo, Cr, Os and Se. Transition metal oxides under acidic conditions reacted with peroxide to form transition metal peroxo – complexes which are stronger oxidants than peroxide itself.
The ability of molybdate metal oxides to catalyze the acidic peroxide delignification of kraft pulp was confirmed. The catalytic effect of molybdate was attributed to its ability to form under acidic conditions reactive diperoxo complexes with H2O2 [38-40]. Under acidic conditions silicomolybdenic acid activate peroxide bleaching, such anion, under optimal conditions are anticipated to be selective delignifying agent [41, 42]. Unfortunately, silicomolybdenic acids do not react with H2O2 to form peroxo – silicomolybdenic acid [4, 8]. We try to develop new family of catalysts based on peroxo – polyoxometalates for selective oxidation of lignin from wood pulp and especially natural fibers (hemp, flax and nettle). III. EXPERIMENTAL
3.1. Materials and methods
Na2MoO4. 2H2O, NaWO4. 2H2O, WO3, MoO3, NaOH and 30% H2O2 were used without future purification. POMs and PPOMs : K5H4PMo6V6O40×10H2O, Na2H3PMo10V2O40, K2(MoO(O2)2(C2O4)). 2H2O, K2(W2O3(O2)4(H2O)2)×2H2O, Na2(Mo2O3(O2)4(H2O)2)×2H2O and (NH4)8(Mo10O22(O2)12)×16H2O were prepared according to known or little improved preparation [4, 40, 42-46]. The compounds were characterized by elemental analysis, thermogravimetry, FTIR and Raman spectroscopy, UV – VIS and Raman spectra. The bleaching of Eucalyptus pulp and hemp pulp were performed in two stages: - Stage 1: in a plastic bag 100 gr. Pulp was suspended in 950 ml. water solution containing
0.01 gr. peroxo – catalysts, 1.5 – 2.0 gr. H2O2, the suspension was heated 2 hrs. at 90 °C in a thermostat water bath without stirring. The suspension was cooled at room temperature, the pulp was filtered off, washed with small portions of water and the filtrate which contains catalysts was keeping for the regeneration of catalysts. For the mixed addenda catalysts, the concentration of the catalyst in aqueous solution was 0.05 M.
- Stage 2: in a plastic bag, the pulp from stage 1 was suspended in 1 l. 0.1 N NaOH aqueous solution which contain 1.5 gr. H2O2 and 4 gr. Na2SiO3. The plastic bag with mixture was heated 1 hr. at 80 °C in thermostat water bath. After cooling at room temperature, the pulp was filtered off, washed with water at pH = 5-6 and dry at room temperature. The bleaching of natural fibers (flax, hemp) with POMs and PPOMs were performed in two stages:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
205
- Stage 1: in a plastic bag, 100 gr. natural fiber was suspended in an aqueous solution [1.2 l.] which contains 0.1 gr. peroxo – catalyst, 2 – 3 gr. H2O2, the plastic bag was heated 21 hr. at 90 °C in a thermostat water bath. After cooled at room temperature, the natural fiber was filtered off, washed with small portions of water and the filtrate contain catalyst was reactivated and reused again.
- Stage 2: in a plastic bag, the natural fiber from stage 1 was suspended in 1.2 liter 0.1 N NaOH aqueous solution contains 2.0 – 2.5 gr. H2O2 and 4 gr. Na2SiO3. The plastic bag was heated 1 hr. at 80 °C in a thermostat water bath. After cooling at room temperature, the natural fiber was filtered off, washed with water till pH = 6.0 and dry in the air at room temperature.
3.2 Experimental results The experimental results are presented in tables 1 – 3.
Table. 1 Bleaching of eucalyptus pulp
Fig. 1 Left: bleached hardwood using POM-E-POM; Right: unbleached initial hardwood.
Table. 2 Bleaching of hemp pulp
Fig. 1 Left: unbleached hemp; Middle: bleached
hemp (using POM catalysts); Right: bleached hemp following alkali extraction.
Table. 3 Bleaching of natural fibers
Fig. 1 Left: unbleached flax; Middle:
bleached flax (using POM catalysts); Right: bleached flax following alkali extraction.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
206
IV. RESULTS AND DISCUSSION
Peroxometalates activated hydrogen peroxide, they can be considered as efficient and selective catalysts for oxidation of lignin from wood pulp and natural fibers. The mechanism of selective oxidation reaction of lignin is quite different than of polyoxometalats with Keggin structures.
The peroxotransition-metal complexes / hydrogen peroxide system efficiently generate molecular oxygen at room temperature. This catalytic system was need for the first time in our research team for the bleaching of hemp pulp and natural fibers with good experimental results.
There is a possibility to achieve brightness over 80% for the pulp from wood and from hemp using peroxometalates of Mo (VI) and of W (VI) as catalysts at a level of specific consumption of 1 kg / to BDT. This can be achieved in 2 stages without a significant decrease of bleached pulp viscosity.
In the bleaching process of hemp and flax natural fibers using catalysts from Mo (VI) and W (VI) peroxometalates class, the achieving brightness over 80% depends a lot of the presence of the mechanical impurities (sand, soil) within the unbleached fibers. Therefore it is necessary the pretreatment of the unbleached fibers before of the bleached process.
The peroxometalates of Mo (VI) and of W (VI) presents in the filtrate of the first stage of unbleached pulp treatment, together with the dissolved lignin fragments can be easily regenerated by H2O2 treatment at a temperature of 70 – 80 °C. The lignin fragments are finally oxidized at CO2 and H2O.
In the process of bleaching of pulp and natural fibers were used peroxometalates isolated in solid phase, respectively peroxometalates directly synthesized in aqueous solution.
Because of the economic reasons, in the pilot pulp and natural fibers bleaching trials (samples of 20-30 kg of natural fibers was used) were used peroxometalates directly synthesized in aqueous solutions. V. ACKNOWLEDGEMENTS
This work was carried out in the laboratories of SC SOMES SA Dej. The polyoxomethalates
was obtained by Prof. Dr. Eng. Alexandru Botar, to whom we address many thanks. We also give our greetings to the members of Natural and Syntetics Polimers catedra of the
Faculty of Chemical Engineering and Environmental Protection of Iasi and especially to Prof. Dr. Eng. Dan Gavrilescu for the active support.
Many thanks to SC CEPROHART SA Braila for the best collaboration on the subject of the present work. VI. BIBLIOGRAPHY 1. Scheldon R.A. In: New Development in Selective oxidation; Conti G., Trifiro F., Eds.:
Elsvier, Amsterdam 1990 2. Lane B.S. and Burgess K., Chem. Rev. 2003, 103, 2457-2474 3. Tamini B. and Yeganeh H., React. Funct. Polym., 2002, 50, 101-106. 4. Pope M.T., Heteropoly and Isopoly Oxometalates; Springer Verlag; New york, 1983. 5. Pope M.T. and Muller A., Eds. Polyoxometalates; From Platonic Solids to Anti-Retroviral
Activity; Kluwer; Dortrecht, 1994 6. Hill C.L. and Prosser – McCartha A., Coord. Chem. Rev 2000, 143, 407-455. 7. Conner J.A. and Ebsworth E.A.V., Adr. Inorg. Radiochem., 1964, 6, 278-281 8. Dickmann M.H. and Pope M.T., Chem. Rev. 1994, 94, 569-584 9. Bailay A.J., Griffith W.P. and Parkin B.C., J. Chem. Soc. Dalton Trans. 1995, 1833-1837 10. Sato K., Aoki M and Noyori R. Science, 1998, 281, 1646-1647 11. Jogensen K.A., Chem. Rev. 1989, 98, 431-458

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
207
12. Burton C.A. and Gillitt D. N., J. Phys. Org. Chem. 2002, 15, 29-35 13. Deubel D.V., Sundermeyer J. and Frenking G., J. Am. Chem. Soc. 2000, 122, 10.101-
10.108 14. Thompson K.M. and Griffith W. P., J. Chem. Soc. Faraday Trans., 1996, 92, 5235-5240 15. Taube F., Hashimote M., Anderson J. and Petterson L., J. Chem. Soc., Dalton Trans., 2002,
1002-1008 16. Taube F., Andersson J. and Petterson J., Polyoxometalates: From Topology to Industrial
Applications, Eds. M.T. Pope and A. Muller, Kluwer Academic Publisher, 2001, p.161-174.
17. Winstock I.A., Atalla R.H., Reiner R.S., Moen M.A., Hammel K.E., New J. Chem., 1996, 20, 269-275
18. Weinstock I.A., Atalla R. H., Reiner R.S., Moen M.A., Hammel K.E., Houtmann C.J., Hill C.L., Harrup M.K., J. Mol. Catal. A. Chem., 1997, 116, 59-84
19. Sonnen D.M., Reiner R.S., Atalla R.H., Weinstock I.A., Ind. Eng. Chem. Res, 1997, 36, 4136
20. Evtugnin D.V., Pascal Neto C., Holzforsch., 1997, 51, 313-318 21. Weinstock I.A., Atalla R.H, Reiner R.S., Houtman C. J., Hill C.L., Holzforschung 1998,
52, 304-310 22. Weinstock I.A., Barbuzzi E.M.G., Wemple M.W., Cowan J.J., Reiner R.S., Sonnen D.M.,
Heinz R.A., Bond J. S., Hill C.L., Nature (London, U.K.) 2001, 414, 191-195 23. Gaspar A., Evtugnin D.V., Pascoal Neto C., Ind. Eng. Chem. Res., 2004, 43, 7754-7761 24. Gamlas J.A.F., Pontes A.S.N., Evtugnin D.V., Xavier A.M.R.B., Esculas A.P., Biochem.
Eng. J., 2007, 33, 141-147 25. M. Suchy, Argyropoulos, TAPPI J., 2002, 1, 1-18 26. Gamelas J., Tavares A., Evtugnin D.V., Xavier A., J. Mol. Catal. B. Enzym., 2005, 33, 57-
64 27. Atalla R.H., Weinstock I.A., Reiner R.S., Houtman C.J., Sullivan C. G., Hill C.L., Wemple
M., Cowan J., Tappi Pulp Bleaching Conference Proceedings, 1998, 455-460. 28. Evtugnin D.V., Pascoal Neto C., Holzforschung 1997, 51, 338-343 29. Evtugnin D.V., Pascoal Neto C., Pedrosa de Jesus J.D., J. Pulp Pap. Sci., 1998, 24, 133-139 30. Evtugnin D.V., Pascoal Neto C., Maruqez V.M., Furtado F.P., Tappi Pulp Bleaching
Conference Proceedings, 1998, 493-498 31. Jorgensen K.A., Chem. Rev., 1998, 89, 431-458 32. Noygru R., Aoki M., Sato K., Chem. Commun., 2003, 1977-1086 33. Adam W., Alsters P.L., Neumann R., Saha—Moller C.R., Sloboda-Rozner D., Zhang R., J.
Org. Chem., 2003, 68, 1721-1728 34. Arcoria A., Ballisteri F.P., Tomaselli G.A., J. Mol. Catal., 1984, 24, 189-196. 35. Wang X.Y., Shi H.C., Xu S.Y., J. Mol. Catal. A. Chem., 2003, 206, 213-223 36. mashewari P.U., De hoog P., Hage R., Gamez P., Reedijk J., Adv. Synth. Catal., 2005, 347,
1759-1764 37. Eckert R.C., Canadian Patent 1.129.161/1982. 38. Bertolini O., Bragante L., Di Furia F., modena C., Can J. Chem., 1986, 64, 1189-1195 39. Kubelka V., Francis R.C., Dence C.W., J Pulp Pap. Sci 1992, 18, J108-114 40. Jäkärä J., Patola J., Martikainen S., Process International, Non Chlorine Bleaching
Conference, Amelia island, Florida-USA, March 5-9, 1995, Section 14-2. 41. Jäkärä J., Patola J., Paren A., International Patent WO95/35406 (1995) 42. Stomberg R. Acta Chem Scand. 1970, 24, 2024-2036 43. Stomberg R., Acta Chem. Scand., 1968, 22, 1076-1079 44. Persdotter I., Trysberg L., Stomberg R., Acta Chem. Scand, 1986, A40, 83-90. 45. Smith D.P., Pope M.T., inorg. Chem., 1973, 12, 331-334 46. Stobbe Kremers A.W., Dielis R. B., makkee M., Scholten J.J.F., J. Catal., 1995, 154, 175-
186

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
208
A CHANCE FOR ARCHIVE FUTURE: DISINFESTATIONS BY
IONIZATION RADIATION TREATMENT - PHYSICO – MECHANIC AL TESTS ON THE MATERIALS FROM THE TREATED ARCHIVES
Catalina Mihaela Talasman1, Daniela Manea1, Argentina Radu1, Maricica Burlacu1
Pulp and Paper Research and Development Institute, Research Department, SC CEPROHART SA,
Braila, Romania
Abstract Within the experimental programme were irradiated paper grades naturally aged at different radiation doses. The paper were analysed in order to asses the effect of the Gamma radiations on the physico - mechanical properties that influence the papers’ durability. Were realized determinations of the main characteristics that defines the papers’ durability: breaking length SR EN ISO 1924- 2:2009, opacity ISO 2471:2008, sizing STAS 4748:1985, whiteness ISO 2470-1:2009, smoothness SR ISO 5627:1995, bursting strength SR EN ISO 2758:2004, tearing resistance SR EN 21974:97 Cobb size test SR EN 20535:96, folding endurance SR ISO 5626:96. I. INTRODUCTION
The elucidation of the degradation mechanism for several organic and mineral materials
within the composition and structure of national patrimony objects with the explanation of the phenomena that take place between the systems involved in the destruction process and their elimination or diminishing represents a fundamental problem of the conservation – restoration activity. The most certain mean to estimate paper durability is natural ageing obtained by long term preservation. But this method implies a long period of time for observations and evaluation. On this account in order to determine the paper capacity to resist to this process we use artificial methods of accelerated ageing.
Assessment of paper resistance to the ageing process, assumes that modifications due to ageing, are to be characterized through determination of some properties, generally strength properties (furnish, grammage, tearing strength, folding endurance, aqueous extract pH, alkali reserve etc) A paper resistant to ageing after a period of time still present’s minimum values of those properties that allow the paper to be used in accordance with its initial purpose Pulp and paper ageing was studied mainly in the last 100 years. The aim of this study was to identify the degradation mechanism but also to elaborate methods to stop and slow down this process in order to protect the world’s cultural heritage. Most of the researches in this field were correlated with the elaboration of new conservation methods. They also lead to the development and application of new analytical instruments. Project’s main objective is to study the influence of different doses of Gamma radiations used in order to disinfest the archives on the physico mechanical properties of different paper grades/1/. Within the irradiation process with Gamma radiations the archives will be disinfested without a major effect on the physico mechanical properties of the documents on paper support subjected to this process. II. EXPERIMENTAL
Within the experimental programme SC CEPROHART SA Braila tested the following paper grades/2/:
• import copy paper manufactured in July 2009 HXI 1 (0 ÷ 200 kGy);

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
209
• import copy paper manufactured in November 2009 HXI 2 (0 ÷ 25 kGy); • CEPROHART copy paper manufactured in November 2009 HXCPH (0 ÷ 25 kGy); • naturally aged paper (RSR Official Monitor / 01.08.1968) (0 ÷ 13,7±0,8 kGy); • Whatman paper manufactured in 2010 ICHR (0 ÷ 13,7±0,8 kGy); • Business copy paper 80 g/m2 manufactured in 2010 (0 ÷ 13,7±0,8 kGy).
The determinations were performed within CEPROHART physico – mechanical laboratory certified according to ISO 17025 by RENAR. III. RESULTS AND DISCUSSIONS
The evolution of the main characteristics for the import copy paper HXI 1 irradiated at Gamma radiation doses of 0 ÷ 200 kGy are illustrated within the following graph
Breaking load evolution N, L/T at various radiation doses
0
10
20
30
40
50
60
70
80
90
100
0 6,25 12,5 25 50 100 200Gamma radiation dose [kGy]
Bre
akin
g lo
ad [N
]
XEROX papersample HXI1
Breaking length evolution m. L/T at various radiati on doses
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
0 6,25 12,5 25 50 100 200
Gamma radiation dose[kGy]
Bre
akin
g le
ngth
, [m
]
XEROX papersample HXI1
Evolution of folding endurance no. L/T at various r adiation doses
0
10
20
30
40
50
60
70
0 6,25 12,5 25 50 100 200
Gamma radiation dose [kGy]
Fol
ding
end
uran
ce [n
o]
XEROX papersample HXI1
Evolution of CIE % whiteness at various radiation d oses
75
80
85
90
95
100
105
110
0 6,25 12,5 25 50 100 200
Gamma radiation dose[kGy]
Whi
tene
ss C
IE [%
]
XEROX papersample HXI1
Evolution of tearing resistance mN at various radia tion doses
100
125
150
175
200
225
250
275
300
325
350
375
400
0 6,25 12,5 25 50 100 200
Gamma radiation dose[kGy]
Tea
ring
res
ista
nce
[mN
] XEROX papersample HXI1
Evolution of bursting strength kPa at various radia tion doses
80
90
100
110
120
130
140
150
160
170
180
190
200
0 6,25 12,5 25 50 100 200
Gamma radiation dose[kGy]
Bur
stin
g st
reng
th [k
Pa]
XEROXpapersample HXI1

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
210
The evolution of the main characteristics for the import copy paper HXI 2 and
CEPROHART copy paper manufactured HXCPH irradiated at Gamma radiation doses of 0 ÷ 25 kGy are illustrated within the following graphs:
The evolution of the main characteristics for Whatman paper manufactured in 2010
ICHR and Business copy paper XEROX 80 g/m2 manufactured in 2010 irradiated at Gamma radiation doses of 0 ÷ 13,7±0,8 kGy are illustrated within the following graphs:
Evolution of folding endurance no. L/T at various r adiation doses
0
10
20
30
40
50
60
70
80
90
0 6 12,5 25
Gamma radiation dose[kGy]
Fol
ding
end
uran
ce [n
o]
XEROX CEPROHARTpaper HXCPH
XEROX paper HXI 2
Evolution of whiteness % at various radiation dose s
80
85
90
95
100
105
110
115
120
0 6 12,5 25
G a mma ra dia tion dose , kG y
Whi
tene
ss [%
]
XEROX paper HXI 2
XEROX CEPROHARTpaper HXCPH
Evolution of whiteness % at various radiation dose s
80
85
90
95
100
105
110
115
120
0 6 12,5 25
G a mma ra dia tion dose , kG y
Whi
tene
ss [%
]
XEROX paper HXI 2
XEROX CEPROHARTpaper HXCPH
Evolution of bursting strength kPa at various radia tion doses
100
110
120
130
140
150
160
170
0 6 12,5 25
Gamma radiation dose [kGy]
Bur
stin
g st
reng
th [k
Pa]
XEROX paper HXI 2
XEROX CEPROHARTpaper HXCPH
Opacity evolution, % at various radiation doses
80
82
84
86
88
90
92
94
96
98
100
0 1,7 4,2 5,9 9,9 13,7
Gamma radiation dose [kGy]
Opa
city
.[%
]
XE R OX paper
IC HR paper
Whiteness evolution, % at various radiation doses
80
83
86
89
92
95
98
101
104
107
0 1,7 4,2 5,9 9,9 13,7
Gamma radiation dose [kGy]
Whi
tene
ss [%
]
XE R OX paper
IC HR paper

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
211
IV. RESULTS, DISCUSSIONS AND CONCLUSIONS
From the analysis of the determined characteristics for each paper grade performed within CEPROHART physico – mechanical laboratory certified according to ISO 17025 by RENAR, we could conclude that: Import copy paper HXI 1 � The radiation doses of 200 kGy leads to major decreases of the breaking load, breaking length, bursting strength and tearing resistance. The value of the folding endurance collapses affecting irreversibly the physico-mechanical characteristics of the irradiated paper; � The radiation doses of 200 kGy affects less the optical characteristics of the irradiated paper � The radiation doses of 25 kGy affects less the physico-mechanical characteristics of the irradiated paper with an exception: the folding endurance that diminishes with 60% comparatively with the initial value � The radiation doses of 200 kGy do not affects in a significant proportion the optical characteristics of the irradiated paper � The radiation doses of 12,5 kGy have minor effects on the physico-mechanical characteristics of the irradiated paper with an exception: the folding endurance that diminishes with 47,5% comparatively with the initial value; � The radiation doses of 12,5 kGy have negligible effects on the optical characteristics of the irradiated paper. The whiteness diminishes only with 4,2% comparatively with the initial value and document’s readability is not affected;
Cobb 60 size test evolution g/m2 at various radiation dose s
20
40
60
80
100
120
140
160
0 1,7 4,2 5,9 9,9 13,7
Gamma radiation dose[kGy]
Cob
b60
siz
e te
st [g
/m2 ]
XE R OX paper
IC HR paper
Folding endurance evolution, no at various radiatio n doses
0
10
20
30
40
50
60
0 1,7 4,2 5,9 9,9 13,7
Gamma radiation dose[kGy]
Fol
ding
end
uran
ce [n
o] XE R OX paper
IC HR paper
Tearing resistance evolution, mN at various radiati on doses
200
250
300
350
400
450
500
550
600
650
0 1,7 4,2 5,9 9,9 13,7
Gamma radiation dose[kGy]
Tea
ring
res
ista
nce
[mN
]
XE R OX paper
IC HR paper
Bursting strength evolution kPa, at various radiati on doses
0
20
40
60
80
100
120
140
160
180
200
0 1,7 4,2 5,9 9,9 13,7
Gamma radiation dose[kGy]
Bur
stin
g st
reng
th [k
Pa]
XE R OX paper
IC HR paper

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
212
� The radiation doses of 6,25 kGy have minor effects on the physico-mechanical characteristics of the irradiated paper, even negligible for the bursting strength and tearing resistance. The influence on the folding endurance remains significant (44%); � The radiation doses of 6,25 kGy have negligible effects on the optical characteristics of the irradiated paper. The whiteness diminishes only with 3.13% comparatively with the initial value and document’s readability is not affected; � In the further tests will be correlated the radiation doses with the contamination degree of the documents in order to mitigate the negative effect on the initial values of the paper’s physico-mechanical characteristics. Import copy paper HXI 2 � The most affected are the physico-mechanical characteristics of the paper irradiated with Gamma radiations � The doses of 25 kGy comparatively with higher doses of gamma radiation are less destructive. The breaking length, breaking load, tearing resistance, bursting strength decrease significantly (10,1 ÷ 23,9 %) and the folding endurance decrease drastically (62,5% in comparison with the initial value). � The doses of 25 kGy Gamma radiations affects in a small measure the optical characteristics of the irradiated paper (whiteness decrease with 4,6%) � The effects of the 12,5 kGy Gamma radiations doses are negligible on the optical characteristics (whiteness decrease only with 2.7%) � The doses of 6,25 kGy Gamma radiations have a diminished effect on the physico-mechanical characteristics of the papers. The bursting strength decrease only with 1.4% and the tearing resistance with 3.6%, but the influence on the folding endurance is significant (34%). � The effects of the 6,25 kGy Gamma radiations doses are negligible on the optical characteristics (whiteness decrease only with 1,76%) � In the further test we will correlate the radiation doses with the contamination degree of the documents in order to mitigate the negative effect on the initial values of the paper’s physico-mechanical characteristics. CEPROHART copy paper HXCPH � The most affected are the physico-mechanical characteristics of the papers irradiated with Gamma radiations � The doses of 25 kGy comparatively with higher doses of gamma radiation are less destructive. The breaking length, breaking load, tearing resistance, bursting strength decrease significantly (11,3 ÷ 22,9 %) and the folding endurance decrease significantly with 33.3% in comparison with the initial value. � The dose of 25 kGy Gamma radiations affects in a very small degree the optical characteristics of the irradiated paper (whiteness decrease with 5.5%) � The doses of 12,5 kGy have significant effects only on the folding endurance (the decrease is of 23.8% comparatively with the initial value) while the tearing resistance decrease with 20.5% � The effects of the 12,5 kGy Gamma radiations doses are negligible on the optical characteristics (whiteness decrease only with 4.7 %). The whiteness of the CEPROHART paper decrease more because comprise a higher percent of cellulose fibres � The Gamma radiation doses have a small effect on the physico-mechanical characteristics even negligible for the bursting strength (1,4%), but with a significant influence on the folding endurance (a decrease with 19%). � The effects of the 6,25 kGy Gamma radiations doses are negligible on the optical characteristics

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
213
� In the further tests we will correlate the radiation doses with the contamination degree of the documents in order to mitigate the negative effect on the initial values of the paper’s physico-mechanical characteristics. Business copy paper 80 g/m² XEROX paper � The radiation doses had either a positive effect on the breaking length with a small increase of the value ( only at 1,7 kGy and 4,2 kGy) either a small decrease of the value at other radiation doses used within the experiments � At all the used radiation doses the opacity decreased comparatively with the initial value (5,52÷5,95%) � The most affected characteristics by the ageing and irradiation processes are the mechanical characteristics and not the optical ones � The whiteness decreasing for all the radiation doses is a minor phenomenon (1,5 ÷ 5,8 %) and could be controlled taking into account the contamination degree of the documents � The bursting resistance decrease constantly in the range 6,6 ÷ 14,9% reasonable to assure a good durability � At all used radiation doses the Cobb size test increased gradually in a range of 5,7 ÷ 15,35% illustrating a negative influence � The decrease of the folding endurance is situated in a wide range of values respectively 3,7 ÷ 51,9% allowing us to analyze carefully the used radiation dose and to correlate it with the contamination degree and the composition of the document Whatman ICHR paper � The used radiation doses had a positive effect on the breaking length leading to increases within the range 2,4÷11,5% � At all the used radiation doses the opacity increased comparatively with the initial value within the range 0,04÷2,9% confirming us the different behavior of the cotton cellulosic fibers comparatively with the paper complex � The phenomenon of whiteness decreasing is registered for all the used radiation doses but is minor (0,5 ÷ 6,2 %) and could be controlled taking into account the contamination degree of the documents � The tearing resistance increase for all the radiation doses (7,7÷ 30,4%) and could be a positive signal for the behavior of the papers with cotton cellulose fibers in composition irradiated with Gamma radiations � The evolution of the Cobb size test was random the values registering an increase at some radiation doses and a decrease for others. The increases and decreases of the initial value could not be correlated with the radiation doses without a replica of the experiments in order to verify their consistency � The values of the folding endurance are situated in a small range allowing us to conclude that the radiation effect is not harmful on cotton cellulose fibres. We could run some tests radiation doses > 13,7 kGy in order to simulate the utilization of Gamma radiation for documents with high contamination degree. � We will run some experiments at higher radiation doses trying to simulate the effect of the radiations on paper support documents with a superior contamination degree In the future, in order to have a complete image of the phenomenon, we must run some additional test consisting of:
� analyze and establish the optimal doses of radiations that must be used in order to disinfest the documents on paper support and, in the same time, preserving their physico-mechanical properties;
� a preliminary assessment of the homogeneity of the physico-mechanical properties of the irradiated documents aiming to make a relevant interpretation of the obtained results;

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
214
� a correlation between the papers’ composition, the document’s age, the contamination degree, the sizing technique, the storage conditions, the values of the physico-mechanical characteristics of the documents prior the irradiation process at the selected Gamma radiation doses
� irradiations performed on artificially aged documents in different humidity, temperature or other exogenous factors conditions in order to realize a complete data base that could be used as guide for further decontamination processes performed on infested archives.
V. REFERENCES 1. Constantin Stanciu, Cătălina Mihaela Talaşman, Argentina Radu, Daniela Manea, Maricica
Burlacu – D 2005/2 „Preliminary tests regarding the endogenous and exogenous factors that induce book and documents degradation” – SC CEPROHART SA 2009
2. Cătălina Mihaela Talaşman, Argentina Radu, Daniela Manea, Maricica Burlacu – D 2005/3 physico-mechanical tests on the materials from the treated archives” – SC CEPROHART SA 2010

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
215
ASPECTS REGARDING COMPLIANCE OF IMPROVED BARRIER
PAPERS WITH FOOD SAFETY AND ENVIRONMENT REQUIREMENT S
Mariana Ionescu1, Gabriel Mustăţea1, Valentin Ionescu1, Giuseppe Spadaro1, Daniela Manea2, Catalina Talasman2, Argentina Radu2, Maricica Burlacu2
1National Institute of R&D for Food Bioresources – IBA Bucharest, Romania
2Pulp and Paper Research and Development Institute, Ceprohart SA Braila, Romania
ABSTRACT New types of packages containing cellulose fibers used for food with fat and oil content were analyzed and characterized to assess their compliance with food safety requirements: Regulation (EC) No 1935/2004 and GD No. 1197/2002 with subsequent changes. Methods of analysis for global migration in fat medium (olive oil or alternative testing simulants: isooctane and 95% ethanol) followed standards of analysis for materials intended for food contact. Presence and transfer of substances from paper and board, causing strong smell (off-flavor), depend on the fibers composition, added chemical compounds, type of contact (dry, wet, fatty foods) and contact conditions (time and temperature). Thus, several methods, some of them standardized were applied: organoleptic testing of different paper varieties and the specific migration of heavy metals (Pb, Cd, and Cr). To assess compliance with environmental requirements: GD no. 621/2005 and Directive 94/62/EC the content of heavy metals (Pb, Cd, Cr, Hg) and ash (EN 13431:2005) were analyzed. I. INTRODUCTION
New types of primary cellulosic fiber packages for food containing oil land fats are an important area of the packaging market; they must be integrated into the food quality assurance system from its packaging to its entry into consumption. Therefore, analyzing and assessing their compliance with food safety requirements as well as environmental requirements become absolutely necessary.
Paper and board used for food contact should not release substances used as processing aids, which have potential toxicity on food; they also must be microbiologically suitable, taking into account the final use of the material.
Currently, there is no global or regional legislation on paper and board used for food contact. In fact, many countries including Romania don’t have their own specific legislation for paper and board used for food contact. Therefore, many of these countries adapt their regulations with those of other countries, such as FDA American Regulations and BgVV German Regulations. FDA regulations are more general than the German BgVV regulations which are listed more like European References.
CoE ResAp Resolution (2002) version 3, regarding paper and board says that “using chemical or toxicological screening tests for possible unknown toxic substances must be assessed and recommended in the future”. Analysis methods to be applied are set either in CoE ResAp Resolution (2002) or in standards of analysis for paper and board intended for food contact.
Basic rules necessary for testing the migration, including simulants, were recently changed, as specified by EC Regulation No.10/2011 on plastics. EU official methods states the use of food simulants typically of all types of food and temperatures that relate to use conditions:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
216
10% ethanol solution (A), 3% acetic acid solution (B), 20% ethanol solution (C), 50% ethanol solution (D1), olive oil (D2) and MMPO (modified poly-phenylene-oxide) (E).
However, testing alternatives for olive oil have been studied since 1980 because of difficulties related to the use of olive oil. The strongest testing simulants include isooctane and 95% ethanol solution. In 1997 was published the Commission Directive 97/48/EC which introduced volatile simulants mentioned above and MMPO (modified poly-phenylene-oxide) as an alternative to fatty food simulants. Alternative used simulants were 94% ethanol solution and isooctane. The migration tests at high temperatures should be made only using MMPO as test stimulant and using the contact temperature provided in the EC Regulation no.10/2011. Testing must take into account the possible degradation products formed at high temperatures. There are currently testing standardized methods of overall migration using Tenax (MMPO) and olive oil, but only for plastic materials. However, currently, Tenax is not commercially available. II. MATERIALS AND METHODS
New types of paper have been analyzed and characterized to assess their compliance with general rules: Regulation (EC) no. 1935/2004 and G.D. no.1197/2002 and ulterior changes, regarding materials and articles intended for food contact, and to assess their compliance with environmental requirements: G.D. no.621/2005 and Directive 94/62/EC.
Materials used for obtaining papers with barrier properties by applying mass waterproofing treatments and surface treatments:
� Waterproofing fluorescent agents; � Chitosan � Zeolite � Charcoal
Testing methodology used in the laboratory includes: � Analysis of overall migration from food packages in: olive oil and isooctane; � Organoleptic testing of paper materials inertia; � Analysis of heavy metals content.
III. RESULTS AND EXPERIMENTS 1. Overall migration tests in olive oil
Test conditions for analyzed materials followed the standard SR EN 1186-2/2003:
Materials and articles in contact with foodstuffs - Plastics - Part 2: Test methods for overall migration into olive oil by total immersion. Principle method Overall migration from a material sample is determined as the loss of mass per unit area intended to come into contact with food. Test conditions are chosen depending on use conditions, according to SR EN 1186-1:2002. Samples with known mass are immersed in olive oil during 24 hours exposure time at 40 Celsius degrees, then withdraw from the olive oil, dried by blotting in order to remove the oil adhering to the sides and then re-weigh. Generally, samples retain olive oil by absorption, oil being extracted with an extraction solvent. Migration in olive oil is calculated by subtracting the mass of oil retained by the sample weight after the extraction of olive oil then decreases the mass of the initial sample mass. Overall migration is expressed in lost mg per dm2 surface of the sample intended to come into contact with food. Calculate with the following formula:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
217
( )[ ]
S
mmmM cba 1000⋅−−= , where:
M overall migration in olive oil of the sample intended to come into contact with food, (mg/dm2 surface); ma initial sample mass before contact with olive oil (grams); mb sample mass after olive oil contact (grams); mc absorbed olive oil mass (grams); S sample area (dm2).
Table 1 – Results of overall migration in olive oil
No.
Sample name
ma
mb
mc
M
(mg/dm2) 1. SS11aa 0.2908 0.5034 0.2241 11,5 2. SS11bb 0.2942 0.3950 0.1112 10,4 3. SS11cc 0.2841 0.3758 0.0966 4.9 4. SS22aa 0.2528 0.4374 0.1877 3.1 5. SS22bb 0.2701 0.3708 0.1084 7.7 6. SS22cc 0.2898 0.3870 0.1101 12,9 7. SS33aa 0.2468 0.4021 0.1662 10,9 8. SS33bb 0.2577 0.3411 0.0840 0.6 9. SS33cc 0.2501 0.3264 0.0850 8.7 10. SS44aa 0.2622 0.4313 0.1695 0.4 11. SS44bb 0.2540 0.3460 0.0924 0.4 12. SS44cc 0.2888 0.3813 0.0939 1.4 13. SS11bbzz22 0.3114 0.3950 0.0927 9.1 14. SS11cczz22 0.2906 0.3629 0.0843 12,0 15. SS33bbzz22 0.3138 0.3977 0.0846 0.7 16. SS33cczz22 0.3006 0.3697 0.0703 1.2 Samples (surface of 50 cm2) were immersed in olive oil (extraction ratio 2:1) and maintained for 24 hours at de 400 C
2. Overall migration test in fatty food simulants by rapid extraction into isooctane
Test conditions for analyzed materials followed the standard SR EN 1186-15/2003: Materials and articles in contact with foodstuffs - Plastics - Part 15: Alternative test methods to migration into fatty food simulants by rapid extraction into isooctane and/or 95 % ethanol. Principle method
To simulate real conditions from practice, the extraction ratio (sample surface reported to extraction liquid volume) was estimated at 2:1 (cm2: cm3). Samples with known weight were immersed in isooctane for 24 hours at 40 ⁰C. In parallel were also performed control samples (simulants in which have not been immersed samples). All extractions were carried out under the same conditions. Released substances mass from the sample into simulant, was gravimetrically determined by evaporation of the stimulant and weighing the residue. Results were expressed as mg/dm2 or mg/kg (ppm).

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
218
Calculation: M = (m - m1) / V *1000, where:
M = overall migration (mg/L);
m = mass released by sample (mg); m1 = mass released by control sample (mg); V = extraction liquid volume evaporated (mL).
Results of overall migration are expressed in mg/dm2.
Table 2 – Results of overall migration in isooctane
No.
Sample
Overall migration (mg/dm2)
1. SS11aa 1,0 2. SS11bb 1,16 3. SS11cc 0,83 4. SS22aa 0,75 5. SS22bb 1,0 6. SS22cc 1,16 7. SS33aa 1,66 8. SS33bb 0,92 9. SS33cc 1,25 10. SS44aa 0,92 11. SS44bb 1,16 12. SS44cc 1,33 13. SS11bbzz22 0,83 14. SS11cczz22 0,66 15. SS33bbzz22 1,83 16. SS33cczz22 1,50
Overall migration limit imposed by current regulations, respectively G.D. no.1197/2002 for approving the Norms regarding materials and objects intended to come into contact with food, is 10 mg/dm2 or 60 ppm (mg of released compounds/ kg of food); analytical tolerance is +3 mg/dm2.
The values of overall migration into olive oil stand at a higher level in the S1, S2, S3 and S1bz series. The lowest values are observed for samples S3b, S4a, S4b, S3bz and s3cz.
The values of overall migration into isooctane are not significantly different, all values obtained being at a level lower than 2.0 mg/dm2.
Most values of overall migration into olive oil are higher than those obtained into isooctane. These can be explained by the high capacity of petroleum ether extraction (Soxlet extractor).
In conclusion, overall migration values into fatty simulants, for all paper samples analyzed are below the limit of 10 mg/dm2 (+ 3 mg/dm2 analytical tolerance). 3. Organoleptic testing of paper samples
Test conditions for analyzed materials followed the standard SR EN 1230-1/2010 Paper
and board intended to come into contact with foodstuffs. Sensory analysis. Part 1: Odor.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
219
Principle method Samples of tested material are preserved in glass jars for 20 up to 24 hours at room temperature (23 °C ± 2 °C), in the dark. Odor of the air is estimated by a panel of selected evaluators. Odor intensity is assessed on a scale of 0 to 4. Organoleptic tests didn’t show any odor modifications for all tested paper samples. 4. Analyzing the compliance of the papers with environmental requirements
Determination of lead, cadmium, mercury and total chromium content from final products included:
� Mineralization of the paper sample in the microwave oven (65% HNO3 and H2O2);
� Analysis of the metals by atomic absorption spectrometry. For the analysis of lead, cadmium and total chromium was used an atomic absorption spectrometer with graphite furnace “AAnalyst 600”. For the analysis of mercury was used an atomic absorption spectrometer equipped with a cold vapors generation MSH system. The results of heavy metals content (lead, cadmium, total chromium and mercury) and also the ash content are shown in Table 3.
Table 3 – Results of heavy metals content analysis and ash content
Heavy metals content
Pb Cd Cr (total) Hg
No. Sample
mg/dm2 ppm mg/dm2 ppm mg/dm2 ppm mg/dm2 ppm
Ash content
(%)
1. S1a 0.0007 0.979 0.3•10-5 0.004 <LOD * <LOD* <LOD * <LOD* 0.413 2. S1b 0.0021 2.840 1.58•10-5 0.021 0.0018 2.469 <LOD * <LOD* 0.530 3. S1c 0.0029 3.850 0.9•10-5 0.012 0.0048 6.377 0.67•10-5 0.009 0.854 4. S2a 0.0013 1.764 5.25•10-6 0.007 6.68•10-5 0.089 <LOD * <LOD* 0.459 5. S2b 0.0023 3.039 6.6•10-5 0.088 0.0014 1.883 0.45•10-5 0.006 0.753 6. S2c 0.0020 2.667 3.75•10-6 0.005 <LOD * <LOD* 1.06•10-4 0.142 0.752 7. S3a 0.0011 1.508 7.5•10-7 0.001 <LOD * <LOD* <LOD * <LOD* 0.346 8. S3b 0.0018 2.503 1.5•10-5 0.020 0.0011 1.483 6.22•10-5 0.083 0.705 9. S3c 0.0030 4.205 4.05•10-5 0.054 0.0032 4.239 3.37•10-5 0.045 1.330 10. S4a 0.0022 2.923 4.5•10-6 0.006 0.0004 0.606 2.4•10-5 0.032 0.452 11. S4b 0.0048 6.434 2.25•10-6 0.003 0.0036 4.887 2.7•10-5 0.037 0.717 12. S4c 0.0037 4.972 <LOD * <LOD* 0.0029 3.924 1.25•10-4 0.167 0.647 13. S1bz2 0.0021 2.737 0.6•10-5 0.008 0.0031 4.203 6.07•10-5 0.081 1.820 14. S1cz2 0.0041 5.531 1.9•10-4 0.256 0.0061 8.116 7.8•10-5 0.105 1.758 15. S3bz2 0.0016 2.201 8.25•10-6 0.011 0.0027 3.676 2.77•10-5 0.037 2.502 16. S3cz2 0.0013 1.806 0.9•10-5 0.012 0.0012 1.610 1.29•10-4 0.172 1.765
*LOD – Detection limit for: Cd – 0.2 ppb; Cr – 1.3 ppb; Hg – 4.0 ppb
Evaluation of the results can be made referring to:
• SR CR 13695-1: 2002 Standard, Annex D3; for the maximum content of the 4 heavy metals in the final product the standard specify the following limits: Pb < 50 ppm; Cd < 0.4 ppm ; Cr (total) <10 ppm ; Hg< 0.5 ppm;
• G.D. no. 621/2005 and Directive 94/62/CE with amendments; the sum of the 4 heavy metals content is 100ppm.
Ash content was analyzed following SR ISO 1171:1994 (calcinations 1 hour at 525 ⁰C). Very small values showed in Table 3 indicate that organic materials content is higher than 50 %, which means a good energy recovery potential according to SR EN 13431:2005.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
220
Also, heavy metals content can be reported to the QM values (Table 4) established in CoE Res AP (2002) 1 - TD 2. QM is relevant to the restriction for food contact approval from EFSA, BfR XXXVI Recommendation and FDA.
IV. CONCLUSIONS
� Given the destination of greaseproof papers was analyzed the overall migration into fatty food simulants and was observed for all samples that overall migration is bellow the limit of 10 mg/dm2 (+ 3 mg/dm2 analytical tolerance), according to G.D. no. 1197/2002.
� According to CoE Res AP (2002) 1- TD 2, the content of the 3 heavy metals are bellow QM limits, excepting lead (3 values slightly exceed the limit of 0.003 mg/dm2).
� The values of heavy metals content and ash content of analyzed paper samples satisfy the requirements of these regulations, ensuring a high level of environment protection
V. ACKNOWLEDGEMENTS The financial support of " Partnerships in priority areas" Program 4, by means of project no. 52-169/ 2008 for achieving this contribution is gratefully acknowledged. VI. REFERENCES [1] Birgit A.. Migration of substances from paper and board food packaging materials. Academic dissertation. Helsinki. 2001. [2] *** Alternatives to manufacture packaging for compliance with European requirements. Final Report. 2006. [3] *** Paper and Board Food Contact Materials. TemaNord 2008:515 © Nordic Council of Ministers. Copenhagen. 2008. [4] *** Technical document No. 2 Testing conditions and methods of analysis for paper and board intended to come into contact with foodstuffs. 9.3.2001 available in www-form: URL:http://www.coe.fr/soc-sp/sante/pack/pres.htm
Figure 1 Lead content
Figure 2 Cadmium content Figure 2 Mercury content
Table 4 – Restriction limits (QM) for Cd, Pb and Hg
Metal Restriction limit in paper
and board (mg/dm2) Cadmium (Cd) Lead (Pb) Mercury (Hg)
0.002 0.003 0.002

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
221
THE ANALYSIS OF THE POTENTIAL IMPACT ON THE
ENVIRONMENT OF PRODUCTS AND PROCESSES THROUGH LIFE CYCLE ASSESSMENT
Mihaela - Daniela Dumitran1, Dan Buteica1, Dan Gavrilescu2
1Pulp and Paper Research and Development Institute, CEPROHART SA Brăila, Romania, 2Gheorghe Asachi Technical University, Iaşi, Romania
Abstract In the first part, this paper presents the analysis of the potential impact on the environment of products and processes through life cycle assessment, using general notions defining the LCA concept and the phases of a LCA study, defining the purpose and the application domain, the inventory analysis, the impact assessment, the obtained data interpretation and the direct applications of LCA respectively. In the second part of this paper you will find a case study regarding the analysis and evaluation of the potential impacts on the environment by the the tissue paper production technology using LCA techniques, and also conclusions obtained by comparing the obtained results with the BREF/ BAT/ PPI environment impact reference limit value. I. INTRODUCTION
The life cycle assessment contains aspects regarding the environment quality in the decision making process concerning the production ways. An increase in the level of awareness on the importance of the environmental protection and the possible impacts associated with the produced and consumed products has led to a rise in the interest for the development of a better understanding of these impacts and also their contraction. The LCA is an interpretation and evaluation technique for the input, the output, the environmental aspects and potential environmental impacts associated with product-system on its life cycle duration, form the acquisition of raw materials to the production stages, marketing activities, usage and post-usage [1].
The LCA concept has its beginnings in the initiatives of the European Society for Toxicology, Environment and Chemistry (ESTEC), which has initiated a series of activities of which the goal is to establish a technical life cycle evaluation frame. The results of these activities represent the foundation of the 1994 issued life cycle assessment standards, The IOS – the International Organization for Standardization [2]. II. PRESENTATION OF THE SR EN IOS 14040 STANDARD
SR EN IOS 14040 (2002), environment management, -Life cycle assessment- Principle and work frame is the first LCA series standard; it contains the principles and wok frame as well as some methodological requirements for consulting LCA studies. According to IOS 14040, LCA is a technique developed in order to assess environmental aspects as well as potential impacts associated with a product, process or service by going through the following stages [2,3]:
- the realization of an inventory for relevant input elements (it consists from the total of the raw materials, materials or energy used in an elementary process) and output elements (it

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
222
consists from all the elements or data resulted from the execution of a simple task or of a lot of tests) of a produced system;
- the assessment of potential environmental impacts associated with those specific inputs and outputs
- the interpretation of the results from the inventory analysis as well as the analysis of the impact assessment phases related to the studied objectives. LCA can contribute to [1]:
- the identification of the improvement opportunities for the environmental aspects generated by products at different points in their life cycle;
- the taking of the necessary decisions in the field of industry, in governmental and nongovernmental institutions (for example – strategic planning, priority fixing, designing or redesigning of products or processes)
- the selection of the environmental performance relevant indicators, including those of measurement techniques;
- marketing (for example environmental statements, eco-tagging scheme or the environmental statement for each product).
LCA is one of the environmental management techniques (for example, risk assessment,
environmental performance assessment, environmental auditing and environmental impact assessment) and may not be the most fitted in every situation. LCA in particular does mot deal with the economical or social aspects of a product.
LCA totally identifies the used resources as well as the generated waste in al environmental compartments (air, water and ground) during the full life cycle of a product or service, at present being the only instrument applied for the assessment of products and processes under the aspect of environmental impact [4]. III. THE STAGES OF A LCA STUDY
A product-system is defined as an ensemble of interco related process units (from a materialistic an energetic point of view) which perform one or more defined functions [1].
Figure 3.1. Life Cycle Assessment (LCA) study phases
Definition of the aim
and application area
Inventory analysis
Impact assessment
Results interpretation
Immediate application: - improvement and
development of the product
- strategic planning - public policies
accomplishment - marketing - etc.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
223
Figure 3.2. Elements of Life Cycle Assessment phases, according to SR EN ISO 14042/2002 The stages of a life cycle, highlighted in the life cycle assessment Scheme in figure 3.1, containing the following : A. defining the purposes of the life cycle assessment studies and of the application domain – it
defines the key elements of the study: system, purpose, application domain definition, main theories which define the borders of the system (which can be conceptual, geographical and temporal) as well as the quality of used data. The application domain is defined by the functional unit: product or service unit of which’s impact on the environment will be assessed or compared, expressed in terms of product quantity [5,6];
B. life cycle inventory analysis (ICV) – technical process of data calculation and collection, of system inputs and output quantification as defined in the application domain. The inputs and outputs can include the usage of resources in air, water and ground exhaust. This data constitutes the input for life cycle impact assessment [7];
C. life cycle impact assessment – process of identification and description of the potential environmental effects done by the system within the study [8]. This process means associating the inventory data with specific environmental data and the attempt of understanding their impacts;
D. interpretation of the data which resulted form the assessment study – the results are presented in a synthetic manner, here being presented the critical sources of impact and the solution for reducing them. In order to verify the coherence of the hypothesis and the data quality all the stages of the LCA process are applied. All the necessary inputs, the emission from many stages as well as the life cycle operations are considered borders within the system;
E. direct application for LCA. According to SR EN ISO 14040/2002 the LCA applications go outside the domain of Life Cycle Assessment, it being a environmental management instrument used for [9]:
- presenting a full picture of the interactions with the surrounding environment; - identifying the major environment impact as well as the life cycle stages which contribute to
these effects; - taking decisions in the industry field as well as in governmental and nongovernmental
organizations;
Impact category selection,
indicators and patterns
Assignation of the inventory results, classification
Class indicators account, description
Normalization
Grouping
Weighting
Quality data
analysis
Obligatory issues
Optional issues

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
224
- selecting relevant environmental performance indicators including indicators for the measurement techniques.
Advantages of the application of LCA [10]: - LCA is a comparison instrument, it can be used to compare the general scores related to the
environment in spite of the products or processes differences; - LCA is a broad instrument, it being practically a process of accounting through the usage of
which all the necessary inputs and the emission for a given system are first listed and then totaled
IV. CASE STUDY. THE ANALYSIS AND ASSESSMENT OF THE POTENTIAL IMPACTS OF THE TISSUE PAPER FABRICATION TECHNOLOGY THROUGH LCA TECHNIQUES ON THE ENVIRONMENT 4.1. Life cycle inventory assessment (ICV) I. Defining and graphically presenting product-systems The analysis unit as a nonintegrated unit in paper fabrication which carries the following main activities [11]: A. Paper fabrication for corrugated board B. Tissue paper fabrication These activities fall under the incidence of the IPPC 96/61/EC Directive, which has been added to the national legislation through OUG 34/2002, approved through Bill 645/2002. The two main activities are carried by the following commune auxiliary installations [11]: C. Power installations for the production of technological steam which are CET power boilers D. Used water purification installations E. Final solid waste storage For this case study it will be analyzed and assessed the potential impacts on the environment of the tissue paper fabrication technology, using LCA techniques. In fig 4.1 you will find a graphical presentation of the IPPC installation limit, which produced and sells the tissue paper, also what the system-product limit is from the perspective of the LCA analysis. The system-product limit is considered to be the marketing of the product by the users.
Fig. 4.1. The system-product limit
Raw material
- wastepaper
Aids material - dye - Yankee additive
- Retention aids
Utilities - water - electric energy
- thermal energy
Fuels - Diesel oil
- gasoline
Water emission - TSS - CCOCr
- CBO5
Air emission - CO - SO2 - NOx
- COV
Noise
Waste solids - watwpaper
- sludges
Final product - tissue paper
Raw material / additives supply
Internal transportation
Energy production
Production process
Final solid waste storage
1
2
3
4
Use

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
225
The main paper clients are the fabricators of tissue paper confections. After its usage this assortment of paper can be collected as scrap paper which is recycled into lower resistance types of paper such has toilet paper etc.. In the year 2009 the analyzed unit realized the following level of production for tissue paper [12]:
Crt. no.
Assortment name Produced in 2009, in tones
1. Tissue paper 22 664,93
II. Description of the product-system From the LCA perspective. The tissue paper product-system contains the following elements [11]: a) Process units
� The acquisition of raw materials, auxiliary materials and fuel by the economical agent using own means of transportation (transport by mobile means, which is common to the corrugated board paper product-system )
� The production of thermal energy by burning natural gases in CET � The tissue paper fabrication including the preparation of the wastepaper stock � The purification of the waste water from the physical-chemical and biological treatment
installation b) Elementary input flows into the system are: ⇒ Raw materials:
• Raw paper and magazines scrap paper, assortments I, II, III ⇒ Auxiliary materials:
• Dyes • Spraying agent the Yankee cylinder • Retention agent
⇒ utilities: • water • power • thermal energy
⇒ internal means of transportation fuel c) Elementary output flows from the product-system are:
⇒ emissions in water: • Suspensions • COD • BOD • Purified sewage water
⇒ Air polluting emissions (resulted from burning natural gases in CET) • CO • COV • SO2 • NOX
⇒ Solid waste: • Scrap paper sorting waste • Primary sludge from the physical – chemical purification stage
d) Finite product: tissue paper

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
226
the functional unit specific to paper is the entirely dry paper tone, Bdt, although in the case of water and fiber balance sheets the effective humidity of the paper is take into consideration (6 – 8%) III. identifying and quantifying the data categories of the Life Cycle Inventory – ICV In order to quantify the ICV data categories, the following were taken into account: • 2009 realized level of production • Total and specific consumption realizations for 2009 • 2009 measurements of emission in air and in water • Emission factors for some water pollution indicators Collected data from the company recordings, from measurements or calculations and estimations are presented in tables 4.1, 4.2 and 4.3 in which all tje input and output data is being centrilized, expressed in both annual quantities (t,kg/year) as well as in specific ammounts, like the other auxiliary and comon process units [12, 13].
Tissue paper production = 22664,93 t
Table 4.1 Crt. No.
Denomination of ICV data categories Total quantity UIM/year
Specific amounts UIM/Bdt
0 1 2 3 I INPUTS 1. Raw materials
• Total raw scrap paper
29635,289 t
1,382 t/Bdt 2. Auxiliary materials
• dyes • spraying agent the Yankee cylinder • Retentor
42,533 t 23,4 t 5,5 t
1,87 kg/Bdt 1,03 kg/Bdt 0,24 kg/Bdt
3. Utilities • water • power • thermic energy
621580,686 m3
21218215,6 Kwh 34001,69 Gcal
27,42 m3/Bdt
936,169 Kwh/Bdt 1,5 Gcal/Bdt
II OUTPUTS 1. Emissions in water (Siret exhaust – after the biological
stage) • purified water flow • TSS • COD • BOD
552848 m3 1029,882 t 192,41 t 76,36 t
24,39 m3/Bdt 48,44 kg/Bdt 8,49 kg/Bdt 3,37 kg/Bdt
2. Emissions in air (from CET) • CO • SOX • NOX • COV
37,87 t 4,82 t 24,28 t 0,833 t
1,67 kg/Bdt 0,21 kg/Bdt 1,07 kg/Bdt 0,036 kg/Bdt
3. Solid waste • Scrap paper sorting waste • Sludge from purification
1833,6 t 3985,9 t
80,9 kg/Bdt 175,8 kg/Bdt
IV. Account between inputs and outputs Input and output accounts for tissue paper fabrication is presented in table 4.4 Table 4.4
INPUTS OUTPUTS - scrap paper - chemical additives
29635,289 t 71,433 t
• paper • TSS • COD • Rejected stock • sludge
22664,93 t 1029,882 t
192,41 t 1833,6 t 3985,9 t
TOTAL 29706,722 t 29706,722 t

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
227
Raw material and auxiliary material losses assignment between the finite product and the environmental factors (water and sludge) from the mechanical purification is presented in table 4.5. Table 4.5
In the finite product În the water Solid waste Raw materials/ auxiliary materials % t % t % t
Scrap paper dye Retention agent
76 90 100
22577,11 38,28 5,5
0,1 10 0
29,63 4,25
0
23,9 0 0
7082,83 0 0
The power and thermal energy consumption for the production of tissue paper is:
Power consumption 21218215,6 Kwh thermal energy consumption 34001,69 Gcal
4.2. the tissue paper associated environment impact an the comparison with the reference limit values of the environmental indicators according to BREF/ BAT/ PPI, or projected I. the environmental global performance assessment on process units and in the lump a) emissions in water
Hârtie tissue Indicators U.M. %
- waste water Debit - TSS - COD - BOD
552848 m3 1029,882 t 192,41 t 76,36 t
100 100 100 100
c) solid waste Tissue paper Indicators t %
Scrap paper rejected stock 1833,6 100 Primary and biological sludge purification
3985,9 100
b) emissions in the air Mobile means of transportation
Power production Indicators
T % t % Dust SO2 NOX CO CO2 COV SOX
1,267 t 2,862 t 11,9 t
29,958 t 1029,56 t
0 0
100 100
32,89 44,17 100 0 0
0 0
24,28 37,87
0 0,833 4,82
0 0
67,11 55,83
0 100 100
It is mentioned that from all the other process units there have not been any significant quantities of water polluting emissions, which is the reason for their being ignored. From the presented data it is clear that the biggest impact on the air for the main indicators is possessed by the following process units: - powders : internal transportation - SO2 : internal transportation - NOX : thermal energy generation - CO : thermal energy generation - CO2 : internal transportation - COV : thermal energy generation - SOX : thermal energy generation

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
228
II. The environmental profile of tissue paper compared to the BREF /BAT /PPI reference limit value levels for the environmental indicators a) Natural resources consumption
Crt. No.
Indicator U.M. Specific consumption
2009
BAT associated
consumption
1. Waste paper
t/Bdt 1,382 1,25
2. Water m3/Bdt 27,42 25
b) Power usage
Nr. crt.
Indicator U.M. Specific consumption
2009
BAT associated
consumption 1. Power Kwh/
Bdt 936,169 1055
2. Thermal energy
Gcal/ Bdt
1,5 4,6
c) Emissions in the environment • Emissions in the water (after biological
puriffication) Crt. No
Indicator U.M. Specific consumption
2009
BAT associated
consumption 1. TSS Kg/ Bdt 48,44 0,4 2. COD Kg/ Bdt 8,49 4 3. BOD Kg/ Bdt 3,37 0,4 4. Apă m3/ Bdt 24,39 25
• Emission in the air – from thermic energy and internal transportation generation
Level Crt. No.
Indicator U.M. level 2009 BAT
associated advanced
1. CO2 Kg/ Bdt - - - 2. NOX Kg/ Bdt 1,07 0,2 0,2 3. Dusts Kg/ Bdt - 0,01 0,01 4. SO2 Kg/ Bdt - 0,03 0,03 5. CO Kg/ Bdt - - -
• Solid waste Crt. No
Indicator U.M. Level2009 BAT associated
level
1. Scrap paper rejected stock
Kg/ Adt 80,9
2. Purification sludge
Kg/ Adt 175,3
50 - 100
V. CONCLUSIONS • It record light overtaking, compared with the associated use of BAT in term of consumption
of some naturals resources, like the consumption of waste paper with a difference of 0.132 t/Adt and the water consumption with a difference of 2,42 m3/Adt ;
• It record the lowest values, respectively, fit the levels associated with BAT in terms for the electricity and for thermal energy too.
• Larger values can be seen compared to the BAT associated level of employment in some emissions, which are:
• Emissions in the water (after biological purification) – overflows at all indicators can be seen (TSS, COD, BOD, )
• Emissions in the air from thermal energy and internal transportation generation – important overflows in NOX emissions can be seen
• Solid waste – important overflows in purification sludge emissions are registered The result of this analysis is the basis for the organization compliance program that it must prepares in view of to reduce the environmental impact of its products and technological processes.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
229
VI. BIBLIOGRAPHY 1. SR EN ISO 14040 (2002), Management de mediu – Evaluarea ciclului de viaţă – Principii şi cadru de lucru 2. Hudo de Haes şi Heijung S., (2007), LCA for energy analysis and management, Applied Energy, 84, 817-827 3. Soneman G., Castells F., Schuhmacher M., (2004), Integreted Life cycle and Risk assessment for Industrial Process. Lewis Publisher, Florida, USA 4. Dias A. C., Arroja L., Capela I., (2007), Life cycle assessment of printing and writting paper in Portugal. The International Journal of LCA, 12(7), 521-528 5. Villanueva A., Wenyel H., Strömberg K., Viisimaa M., (2004), Review of existing LCA studies on the recycling and disposal of paper and cardboard. p.90 6. Munoz I., Rieradevall J., Domenech X., (2005), Definicion de la unidad funccional e implicaciones en el ACV. Analisis del cicló de vida aspectos metodologicos y casos practices. Editura Universitaria Politecnica de Valencia 7. SR EN ISO 14041 (2000), Management de mediu – Evaluarea ciclului de viaţă – Definirea scopului, domeniului de aplicare şi analiza de inventar 8. SR EN ISO 14042 (2002), Management de mediu – Evaluarea ciclului de viaţă – Evaluarea impactului ciclului de viaţă 9. Azapagic A. (2002), Life Cycle Assessment: a tool for identification of more sustainable products and processes. In: Clark J, Marcquarrie D., handbook of green chemistry and technology. Blackwell Science. Chapter 5, p. 62-85 10. Hindle P., Oude N. T., Osterlof P., De Smet B., (2006), Promoting the Use of Life Cycle Assessment in Product and Service Dsign and in Public Policy, Review of European Community & International Environmental Law, 4(2), p. 155-163 11. SC Vrancart Adjud, Regulament de fabricatie, 2008 12. SC Vrancart Adjud, Situaţii 2009. Fabrica de hârtie igienică 13. Vase Roxana, Fabricarea hârtiei tissue din materie primă reciclată, Review, S.C VRANCART S.A Adjud 14. Dumitran Mihaela-Daniela, Dan Gavrilescu, Consideraţii privind evaluarea ciclului de viaţă al hârtiei (LCA) .Celuloza şi hâtie, vol.59, nr. 4/2010, p.40

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
230
ENVIRONMENTAL ISSUES RELATED TO INCINERATION OF WAS TE RESULTING FROM TECHNOLOGICAL PROCESSES AT VRANCART
ADJUD
ASPECTE ECOLOGICE LEGATE DE COINCINERAREA DESEURILOR DE PRODUCTIE DE LA VRANCART ADJUD
Vasile Matcasu1, Mihai Marcel Botez1
1SC VRANCART SA Adjud, Romania
ASPECTE GENERALE
S.C. Vrancart S.A. Adjud a realizat in premiera nationala o instalatie de coincinerare a deseurilor rezultate in procesele de fabricatie. Proiectul denumit “ Implementarea de tehnologii conform BAT, prin realizarea unei instalatii pentru eliminarea deseurilor nepericuloase de la S.C. Vrancart S.A. Adjud” a fost realizat cu sprijinul Administratiei Fondului pentru Mediu, care a finantat 40% din cheltuielile eligibile din cadrul acestui proiect. Proiectul de finantare a fost realizat de Ceprohart Braila si multumim pe acesta cale acestor doua institutii pentru sprijinul acordat. Proiectul tehnic a fost intocmit de catre S.C. ERG S.R.L. Cluj – Napoca si Vrancart Adjud, iar de la punerea in functiune, din 2008 pana in prezent, a fost imbunatatit in mod continuu de specialistii din Vrancart. Cazanul de ars deseuri (CAD) cum este denumit pe scurt ansamblul de instalatii produce aburul necesar masinii de hartie pentru carton ondulat, K25 avand parametrii: 18 to/h, abur saturat, p= 6 bari. Se deosebeste fundamental de un incinerator clasic, care are ca scop principal incinerarea in conditii ecologice a unor deseuri, indiferent de energia termica obtinuta in timpul activitatii de incinerare. In acest caz energia termica obtinuta este un produs secundar. C.A.D. asigura aburul necesar functionarii masinii de hartie K25 cu toate exigentele dictate de aceasta: debit de abur variabil, preluari bruste, micsorari bruste de debit… etc si in acelasi timp coincinereaza in mod ecologic si deseurile de fabricatie. Tehnologia de ardere pe gratar, desi nu este printre cele mai performante tehnologii de ardere a deseurilor ( cum ar fi arderea in strat fluidizat de nisip), asigura in schimb o mare versatilitate focarului deoarece se pot arde toate categoriile de deseuri rezultate in Vrancart: namol, solide, rag-uri chiar deseuri de plastic si lemn tocate. In Mantova, Italia exista o societate ( pe care am vizitat-o) in care se produce hartie tissue din maculatura si care a achizitionat o instalatie de ardere a namolului rezultat din procesele de fabricatie. Instalatia este de fabricatie SUA si arde doar namolul, folosind tehnologia in pat fluidizat. Produce energie electrica pe care statul italian o plateste la de trei ori pretul pietei. Folosirea potentialul energetic al deseurilor este o preocupare de prin ordin a UE si trebuie sa fie si a factorilor de mediu din Romania. In BAT, Industria de celuloza si hartie, Cap. 6, pag. 346 se precizeaza: “ in multe State Membre depozitarea deseurilor cu un continut ridicat de substante organice este descurajata de guverne si, probabil in viitorul apropiat va fi interzisa. Directiva EU asupra haldelor de deseuri va sustine acest obiectiv de reducere a cantitatilor de deseuri( municipale) biodegradabile trimise la halda. Prin urmare, este necesar sa fie extinse caile alternative de eliminare si operatiunile de pretratare ncesare pentru cantitati mai mari de namol. Multe materiale organice sunt arse pentru recuperarea de energie. Arderea reduce volumul deseurilor, iar continutul materialelor

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
231
anorganice ramase ca cenusa este in mod normal transportat catre o halda. De asemenea, cenusa este utilizata ca materie prima in industria cimentului.” 1. Emisii rezultate din coincinerarea deseurilor de fabricatie de la Vrancart In momentul cand Vrancart a initiat procedura de obtinere a Acordului de Mediu pentru a demara proiectul, organismele abilitate pe linie de mediu din judet si zona, respectiv APM Vrancea si ARPM Galati s-au confruntat in premiera cu problematica coincinerarii deseurilor nepericuloase. In cele din urma colaborarea Vrancart-ului cu organismele de mediu responsabile s-a dovedit a fi fructuoasa, ARPM Galati a eliberat Acordul de Mediu pentru derularea proiectului si, apoi Autorizatia Integrata de Mediu, care reglementeaza si emisiile de la CAD. Din dorinta de a conduce procesul de coincinerare a deseurilor nepericuloase rezulate in procesul de productie in parametrii stabiliti de legislatia in vigoare pe linie de mediu privitoare la emisiile din acest domeniu, Vrancart a achizitionat o aparatura care monitorizeaza continuu emisiile de la cos. Sunt analizate, afisate si inregistrate continuu urmatoarele concentratii in gazele de ardere de la cos:
• Concentratia de NOx exprimata in mg/Nmc; • Concentratia de SOx exprimata in mg/Nmc; • Concentratia de CO exprimata in mg/Nmc; • Concentratia de pulberi exprimata in mg/Nmc • Concentratia in O2 exprimata in %; • Concentratia de vapori de H2O exprimata in %.
Mai sunt masurati urmatorii parametrii: • Presiunea diferentiala; • Presiunea absoluta exprimata in mbari; • Temperatura 0C.
Toate aceste marimi sunt necesare pentru a calcula debitul instantaneu de gaze la cos si a efectua corectia la Nmc/h.
Softul cu care este dotata aparatura de monitorizare calculeaza concentratia compensata la un oxigen de referinta de 4,52% O2 si o afiseaza continuu pentru urmatorii parametri:
• SOx; • NOx; • CO; • Pulberi
Conform Autorizatiei Integrate de Mediu, care reglementeaza functionarea Vrancart Adjud la CAD este necesara monitorizarea concentratiei emisiei la urmatorii poluanti:
• Concentratiile poluantilor : SOx, NOx, CO, pulberi, exprimate in mg/Nmc si compensata la un oxigen de referinta de 4,52%. Frecventa monitorizarii: continuu;
• Concentratiiile poluantilor: HCl, Hf, TOC, dioxine si furani la un oxigen de referinta de 4,52 % O2.Frecventa monitorizarii: semestrial;
• Concentratia de metale grele prezente in gazele de la cos: As, Cd, Pb, Ni, Cr, Mn, Sb, Cu, V, Co, Tl, Hg. Frecventa monitorizarii: semestrial;
• Concentratia de metale grele prezente in cenusa rezultata la gratar, multicicloane si filtru cu saci: As, Cd, Pb, Ni, Cr, Mn, Sb, Cu, V, Co, Tl, Hg.
Valorile medii ale poluantilor care se monitorizeaza continuu sunt cuprinse in tabelul
urmator :

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
232
Tab .1.1. Concentratiile poluantilor care se monitorizeaza continuu la CAD
Nr. Crt.
Poluant UM Valorile masurate/ determinate
Oxigen de referinta %
1 NOx mg/Nmc 50-132 4,52 2 SOx mg/Nmc 18-92 4,52 3 CO mg/Nmc 17-32 4,52 4 Pulberi mg/Nmc 7-18 4,52
2. Concentratiile maxime admise ale poluantilor din emisiile de la cosul CAD
Conform Autorizatiei Integrate de Mediu valorile maxime admise ale concentratiei poluantilor, precum si valorile oxigenului de referinta sunt cuprinse in tabelul urmator :
Tab. 2.1. Concentratiile admise ale poluantilor de la CAD
Sursa/Echipament de poluare
Poluant VLE coincinerare [mg/m³]
O2 pentru referinta 4,52 la O2 = 4,52 %
Pulberi totale 42,42 la O2 = 4,52 %
TOC 42,42 la O2 = 4,52 %
HCl 26,21 la O2 = 4,52 %
HF 4,24 la O2 = 4,52 %
SO2 698,33 la O2 = 4,52 %
NO2 400,00 la O2 = 4,52 %
CO 212,08 la O2 = 4,52 %
Cd si compusii lui exprimati ca si Cd
Tl si compusii lui exprimati ca Tl
0,05 la O2 = 6 %
Hg si compusii lui exprimati ca Hg 0,05 la O2 = 6 %
Sb si compusii lui exprimati ca Sb 0,50 la O2 = 6 %
As si compusii lui exprimati ca As
Pb si compusii lui exprimati ca Pb
Cr si compusii lui exprimati ca Cr
Co si compusii lui exprimati ca Co
Cu si compusii lui exprimati ca Cu
Mn si compusii lui exprimati ca Mn
Ni si compusii lui exprimati ca Ni
V si compusii lui exprimati ca V
∑ = 0,05 la O2 6 %
Gazele de ardere cazan de coincinerare;
Dioxine si furani 0,10 la O2 = 6 %
Limitele impuse de organismele de mediu pentru emisiile de la cosul CAD respecta performantele impuse de legislatia europeana. Este de discutat insa valoarea oxigenului de referinta aprobat. Valoarea aprobata pentru oxigenul de referinta de 4,52% vol. O2 este prea mica chiar pentru un combustibil solid obisnuit, cum ar fi carbunele energetic( la care valoarea oxigenului de referinta este de 6-7% vol) cu atat mai mult pentru un combustibil cum este deseul de fabricatie de la prelucrarea maculaturii.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
233
In BAT, Industria de Celuloza si Hartie la cap. 5.2.2.7., pag. 252 se trateaza emisiile in aer de la incinerarea namolurilor si refuzurilor provenite de la fabrici de hartie din Germania, care folosesc ca materie prima maculatura. Sunt precizate intr-un tabel valorile masurate la aceiasi poluanti ca in cazul CAD (SOx, NOx, CO, pulberi, HCl, HF, TOC, metale grele, dioxine si furani), valorile limita conform legislatiei din Gemania si se face precizarea ca “ toate valorile se refera la concentratiile standard ( 0C si 1013 mbari) si la un continut de oxigen de 11% vol”. Dealtfel si in Romania fabricile de ciment care coincinereaza diverse categorii de deseuri au oxigenul de referinta aporbat la valoarea de 11% vol. Pentru a analiza cum influenteaza oxigenul de referinta valorile masurate ale concentratiilor diversilor poluanti precizam mai jos formula de calcul a concentratiei compensate:
.[%]21
.[%]21
][
3,101
[%]100
100
15,273
][15,273
2
2
2
0
, masO
refO
kPaPOH
CtEE mrn −
−××
−×+×=
unde: En,r – emisiile raportate in conditii normale de temperatura si presiune, efluent uscat si oxigen de referinta specific industriei cimentului; Em – emisiile determinate prin masuratori; t – temperatura efluentilor la locul de masurare; H2O% - continutul de vapori saturati de apa in efluentii evacuati; 101,3 KPa – presiunea in conditii normale; P – presiunea efluentilor evacuati la locul de masurare – KPa; O2 mas. – concentratia de oxigen in efluentii evacuati la locul de masurare.
Analizand ultimul termen al ecuatiei de compensare, care priveste oxigenul compensat, la un oxigen masurat de 12% vol se observa ca:
• La O2 de referinta de 4,52% En,r = 1,83 Em; • La O2 de referinta de 11% En,r = 1,11 Em.
In practica se functioneaza cu un oxigen mare, de 12-13% pentru a facilita arderea completa a deseurilor si a reduce la maxim procentul de nearse din cenusa, aspect deosebit de important in cazul in care se utilizeaza cenusa in industria materialelor de constructie.
Coeficientul de exces de aer este : λ = 1 + ( O2 / (21 - O2)) , unde: λ – coeficientul de execs de aer, adimensional O2 – oxigenul masurat % vol Pentru un oxigen de 11% rezulta excesul de aer de 2,1. La acest exces se creaza conditiile
pentru o ardere completa a deseurilor astfel incat concentratia in CO sa fie sub limita maxima admisa iar cenusa sa nu contina un procent mare de nearse. Cresterea excesului de aer conduce la scaderea randamentului cazanului si intr-o oarecare masura si a cresterii concentratiei in oxizi de azot.
3. Emisiile de HCl, HF, TOC, dioxine, furani si metale grele Vrancart a analizat concentratiile poluantilor din emisiile de la cosul CAD incepand cu anul 2008. Pentru metale grele, dioxine si furani analizele s-au efectuat semestrial iar pentru HCl, HF si TOC trimestrial in primii doi ani de monitorizare. Deoarece nu s-au inregistrat depasiri ale valorilor limita ale acestor poluanti, in prezent se efectueaza monitorizare semestriala si pentru acestia.
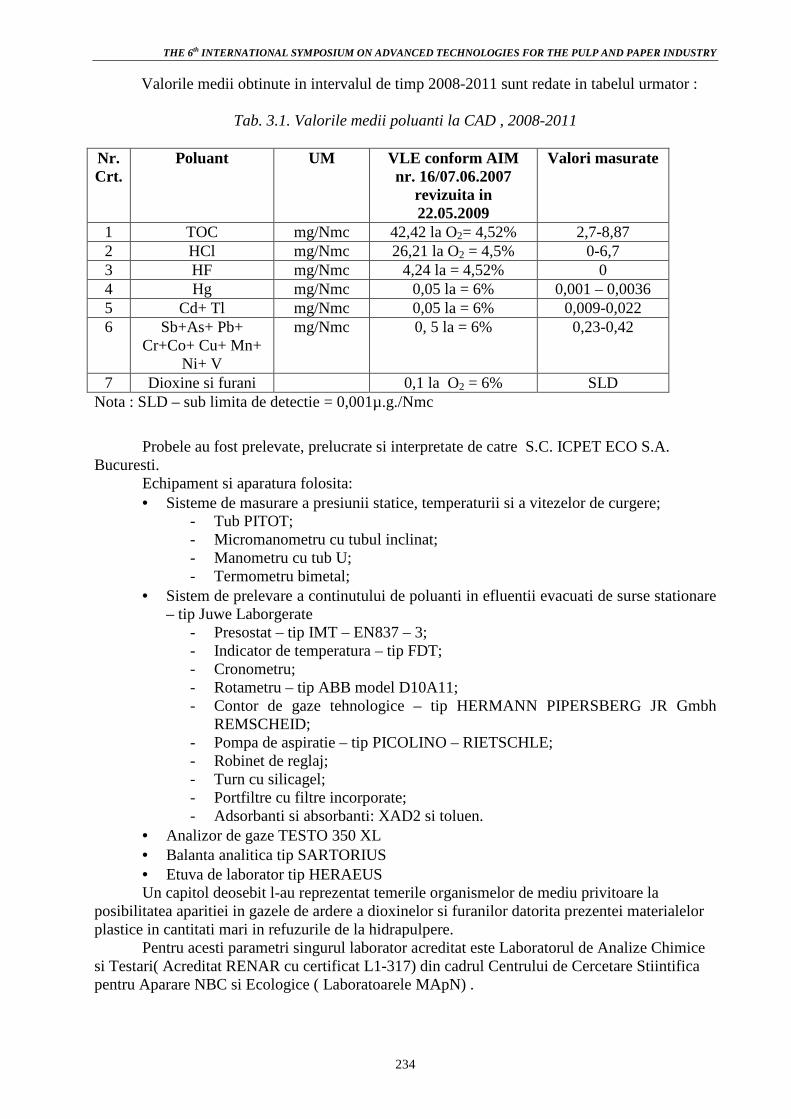
THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
234
Valorile medii obtinute in intervalul de timp 2008-2011 sunt redate in tabelul urmator :
Tab. 3.1. Valorile medii poluanti la CAD , 2008-2011 Nr. Crt.
Poluant UM VLE conform AIM nr. 16/07.06.2007
revizuita in 22.05.2009
Valori masurate
1 TOC mg/Nmc 42,42 la O2= 4,52% 2,7-8,87 2 HCl mg/Nmc 26,21 la O2 = 4,5% 0-6,7 3 HF mg/Nmc 4,24 la = 4,52% 0 4 Hg mg/Nmc 0,05 la = 6% 0,001 – 0,0036 5 Cd+ Tl mg/Nmc 0,05 la = 6% 0,009-0,022 6 Sb+As+ Pb+
Cr+Co+ Cu+ Mn+ Ni+ V
mg/Nmc 0, 5 la = 6% 0,23-0,42
7 Dioxine si furani 0,1 la O2 = 6% SLD Nota : SLD – sub limita de detectie = 0,001µ.g./Nmc
Probele au fost prelevate, prelucrate si interpretate de catre S.C. ICPET ECO S.A. Bucuresti.
Echipament si aparatura folosita: • Sisteme de masurare a presiunii statice, temperaturii si a vitezelor de curgere;
- Tub PITOT; - Micromanometru cu tubul inclinat; - Manometru cu tub U; - Termometru bimetal;
• Sistem de prelevare a continutului de poluanti in efluentii evacuati de surse stationare – tip Juwe Laborgerate
- Presostat – tip IMT – EN837 – 3; - Indicator de temperatura – tip FDT; - Cronometru; - Rotametru – tip ABB model D10A11; - Contor de gaze tehnologice – tip HERMANN PIPERSBERG JR Gmbh
REMSCHEID; - Pompa de aspiratie – tip PICOLINO – RIETSCHLE; - Robinet de reglaj; - Turn cu silicagel; - Portfiltre cu filtre incorporate; - Adsorbanti si absorbanti: XAD2 si toluen.
• Analizor de gaze TESTO 350 XL • Balanta analitica tip SARTORIUS • Etuva de laborator tip HERAEUS Un capitol deosebit l-au reprezentat temerile organismelor de mediu privitoare la
posibilitatea aparitiei in gazele de ardere a dioxinelor si furanilor datorita prezentei materialelor plastice in cantitati mari in refuzurile de la hidrapulpere.
Pentru acesti parametri singurul laborator acreditat este Laboratorul de Analize Chimice si Testari( Acreditat RENAR cu certificat L1-317) din cadrul Centrului de Cercetare Stiintifica pentru Aparare NBC si Ecologice ( Laboratoarele MApN) .

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
235
Dioxinele si furanii verificati sunt:
Compusi chimici pentru identificare Factor de toxicitate TEQ 2,3,7,8 tetraclorodibenzodioxina TCDD 1 1,2,3,7,8 pentaclorodibenzodioxina PeCDD 0,5 1,2,3,4,7,8 hexaclorodibenzodioxina HxCDD 0,1 1,2,3,6,7,8 hexaclorodibenzodioxina HxCDD 0,1 1,2,3,7,8,9 hexaclorodibenzodioxina HxCDD 0,1 1,2,3,4,6,7,8 hexaclorodibenzodioxina HpCDD 0,01 Octaclorodibenzofuran OCDD 0,001 2,3,7,8 tetraclorodibenzofuran TCDF 0,1 2,3,4,7,8 pentaclorodibenzofuran PeCDF 0,5 1,2,3,4,7,8 pentaclorodibenzofuran PeCDF 0,05 1,2,3,4,7,8 hexaclorodibenzofuran HxCDF 0,1 1,2,3,6,7,8 hexaclorodibenzofuran HxCDF 0,1 1,2,3,7,8,9 hexaclorodibenzofuran HxCDF 0,1 2,3,4,6,7,8 hexaclorodibenzofuran HxCDF 0,1 1,2,3,4,6,7,8 heptaclorordibenzofuran HpCDF 0,01 1,2,3,4,6,7,8,9 heptaclorordibenzofuran HpCDF 0,01 Octaclorodibenzofuran OCDF 0,001 Se observa ca toate dioxinele si furanii verificati contin, fara exceptie, cel putin patru atomi de clor in molecula. Singurul plastic uzual ce contine clor in molecula este policlorura de vinil (PVC –ul), dar acest plastic este foarte rar prezent in deseurile solide de la hidrapulpere. Plasticurile prezente frecvent si in cantitati mari in deseurile solide sunt: polietilena, PET-urile si polipropilena. Posibilitatea aparitiei dioxinele si furanilor este cu mult micsorata si pentru faptul ca gazele de ardere din focar ( unde ard deseurile), trec prin tuburile de flacara unde functioneaza arzatoarele secundare si temperatura se ridica la 1100-12000C. Incepand cu anul 2008 si pana in prezent in nici un buletin de analiza nu s-a semnalat prezenta vreunei dioxine sau furan, toate, fara exceptie fiind sub limita de detectie. 4. Metode de reducere a emisiilor ale poluantilor Cea mai usoara si putin costisitoare metoda de reducere a emisiilor este reglarea excesului de aer prin urmarirea continua a oxigenului la analizorul de gaze.
• Concentratia de CO marita indica o ardere insuficienta in focar. Se mareste aportul de aer sub gratar;
• Concentratia marita de SOx indica faptul ca namolul care se arde a stationat prea mult in turnul de stocare si s-a initiat procesul de fermentatie anaeroba, proces care este insotit de degajare de SO2, CH4 si H2 . Se iau masuri in zona gospodariei de namol;
• Concentratia marita de NOx indica o ardere oxidativa ( oxigen in exces) la arzatoarele cu gaz natural prin dereglarea raportului gaz- aer. Pentru corectie se actioneaza asupra regulatoarelor proportionale aer-gaz modificandu-se acest raport. Se mai practica injectarea de amoniac sau uree in camera focara. Nu este cazul la Vrancart;
• Concentratia marita de pulberi indica deteriorarea unuia sau mai multor saci de la filtrul cu saci si functionarea defectuoasa a acestuia. Se iau masuri de remediere in zona filtrului cu saci;
• Concentratia marita de TOC( carbon organic total) indica o ardere insuficienta in focar si se corecteaza prin marirea debitului de aer sub gratar si deasupra acestuia;

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
236
• Concentratiile marite de metale grele sunt in stransa legatura cu concentratia de pulberi la cos. Daca se mentine concentratia pulberilor la cos la o valoare mai mica de 10 mg/Nmc nu se depasesc valorile pentru metale grele. Acest lucru se realizeaza printr-o exploatare atenta a filtrului cu saci. O masura alternativa este schimbarea sacilor existenti cu saci confectionati dintr-o panza cu porozitate mai mica. In ultima instanta se prtactica spalarea gazelor in scrubere de spalare, metoda prin care se elimina si poluantii SOx, HCl si HF. Nu este cazul la Vrancart.;
• Concentratiile marite de HCl, HF, dioxine si furani indica prezenta PVC-ului printre plasticurile din deseurile solide. Cea mai simpla metoda consta in monitorizarea atenta a maculaturii receptionate, identificarea furnizorilor care livreaza PVC in maculatura si notificarea acestora in acest sens. In cazul in care concentratiile marite a acestor poluanti persista se pot lua urmatoarele masuri de reducere:
• Pentru HCl si HF spalarea gazelor in scrubere de spalare sau injectia de CaCO3 fin divizat. La Vrancart nu este necesar si datorita faptului ca principalul component al cenusii zburatoare este CaCO3 ( in analiza oxidica a acenusii CaO este prezent intr-un procent mediu de 45%);
• Pentru dioxine si furani se efectueaza injectia in curentul de gaze a unui amestec de zeolit si carbune activ. 5. Costuri legate de managementul emisiilor de la coincinerarea deseurilor Costurile legate de managementul emisiilor se pot imparti in mai multe categorii:
• Cheltuieli investitionale. Analizorul de gaze achizitionat de Vrancart este unul performant, dar si costurile legate de achizitionarea lui au fost mari: 125.000 Euro;
• Costuri legate de intretinerea curenta a analizorului de gaze: diverse consumabile, butelii cu gaze SOx, NOx si CO la concentratii etalon, mentenanta la firme specializate si acreditate, verificari si recertificari metrologice la Institutul National de Metrologie;
• Costuri legate de efectuarea semestriala a analizelor cu o firma acreditata conform cerintelor din Autorizatia Integrata de Mediu;
• Posibile costuri legate de injectia diverselor substante amintite mai sus in cazul in care nu se reuseste micsorarea concentratiei noxelor de la cos prin alte metode. Nu a fost cazul pana acum la Vrancart. Chiar in conditiile in care se inregistreaza aceste costuri activitatea de coincinerare a
deseurilor este o activitate profitabila pentru Vrancart Adjud. Aceasta activitate este in conformitate cu cerintele UE pe linie de depozitare a deseurilor si conform tendintelor actuale din UE, in viitorul apropiat se va interzice depozitarea in halde chiar a deseurilor muncipale biodegradabile.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
237
ORGANIZATIONAL AID AND TRAINING PROGRAMS FOR PERSON NEL
EMPLOYED IN THE PULP, PAPER AND BOARD SECTOR IN ORD ER TO ADAPT TO DYNAMICS OF THE DOMESTIC AND FOREIGN MARKET
POSDRU/81/3.2/S/53449
Petronela Nechita1, Marina Merticaru1, Adrian Nechita1
Pulp and Paper Research and Development Institute , CEPROHART SA Brăila, Romania Sectoral Operational Program for Human Resources Development 2007 - 2013 P.A. 3: ”Increase of adaptability of workers and enterprises” M.I.F. 3.2: ”Training and aid for enterprises and employees to promote adaptability” General objective Development of an efficient institutional and methodological frame to improve the training level and health and safety conditions on the job of employees and employers in the Romanian pulp, paper and board sector, in order to increase their adaptability, mobility and flexibility to a continually changeable economic environment. Specific/operational objectives : 1. Improvement of knowledge and professional competences for a number of 750 employees of which
400 women in 6 development regions of Romania for participation to 22 training modules in 4 reference fields: new technologies and technological processes; environmental protection and sustainable development; organizational processes, technical and technological innovation; information and communication technology;
2. Encouragement of employees’ adaptability to technological and organizational innovations through the development of some innovative patterns for labour flexible organization and an organizational culture based on an efficient communication system for their use;
3. Increase of responsibility degree of managers and information/awareness of a number of 288 employees, through participation in 4 pilot exercises concerning application of new labour organization patterns and concepts and 6 workshops and information campaigns developed in 6 development regions in Romania;
4. Development of institutional sustainability for the creation and endowment with equipment, human resources and working methodologies of a continual training centre for the personnel employed in the pulp, paper, board and corrugated board sector.
Target group: 1038 employees in the pulp and paper sector Period of implementation : 02.12.2010-30.11.2013 Beneficiary: S.C.Ceprohart S.A., Al.I.Cuza Blvd.no.3, Brăila, Tel: 0239 619 741, Fax: 0239 680 280 Partners:”Gheorghe Asachi” Technical University of Iaşi, „Alexandru Darabont”Labour Protection Research and Development National Institute Bucharest, Patronizing Federation of Pulp and Paper Industry in Romania - ROMPAP-Bucharest
ROMPAP
SC CEPROHART SA
Project cofinanced from European Social Fund through Sectoral Operational Program for Human Resources Development 2007-2013

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
238
GOOD PRACTICES AND TRENDS OF ORGANIZATION LABOUR AT
EUROPEAN LEVEL
Steluta Nisipeanu1, Maria Haiducu1, Maria Rus1
1 The National Research and Development Institute on Occupational Safety “Alexandru Darabont” (INCDPM) Bucharest – Romania
Abstract As society evolves under the influence of new technologies and changing economic and social conditions, jobs, work practices and production processes change as well. These new situations involve new (emerging) risks of accidents and professional illness, as well as new challenges which, in turn, require certain policy, technical and administrative approaches, that are providing a level of safety and health at work. To adapt to this situation, the EU has established over time a number of Community strategies for social policy agenda. A variety of forms of work organization from European Union affect the quality of debate and European policy initiatives on employment and labor market, including improving quality and productivity and strengthening social cohesion and integration. At the European level appropriate policies have been developed in order to stimulate the development of forms of work organization to promote improved performance, with due regard to health and safety and cultivating at the same time a sustainable social equality with respect to access to jobs, career development and influence on work. I. INTRODUCTION
As society evolves under the influence of new technologies and changing economic and social conditions, employment, work practices and production processes are constantly changing as well. These new situations involve new risks (emerging) of accidents and professional illness, as well as new challenges which, in turn, require certain policy, technical and administrative approaches providing a level of safety and health at work. To adapt to this situation, the EU has established over time a number of EU strategies for social policy agenda.
Thus, the strategy for the period 2002-2006 aimed at both a global approach to wellbeing at work, taking into account changes in the world of work and new risks, especially of a psychosocial nature, the strategy is aimed at improving the quality of work and safe and healthy work environment as one of its key components and building a structure of risk prevention, on combining a variety of political instruments - legislation, social dialogue, progressive measures and good practices, corporate social responsibility and economic incentives - and on building partnerships between all actors on the scene of health and safety at work.
The results of the implementation of the strategy 2002 - 2006 were evident. They managed to reduce fatal accidents by 17% during 2002-2004 and accidents leading to absence from work for three or more days by 20%. However, it is found that results vary from country to country and within the same country vary according to sectors, companies and categories of workers.
During 2007 - 2012 the EU launched a new strategy in health and safety at work, which contains guidelines established by the previous strategy. The strategy for the period 2007 - 2012 aims at ongoing, sustainable and consistent reduction of work accidents and occupational diseases. In this respect, the Commission established a series of actions at European and National levels, aiming firstly to create a modern and efficient regulatory framework.

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
239
In this respect it is aimed to improve and simplify the existing legislation (Framework Directive for health and safety, and specific guidelines derived from it) and to enhance its implementation, using non-binding instruments such as exchange of good practices, awareness campaigns and better training and education. II. Good practices at European level
In the industry of pulp, paper and cardboard, one of the oldest and largest industries, the number of workers is high, which results in the fact that risks of accidents at work are much higher, especially if we take into account that the employment occupational hazards can be generated by all four components of work: worker, means of production, working environment and the task.
The most common risks due to the use of work equipment in this sector are crushing risks resulting from the fall, rolling, sliding of heavy loads, they can be injured by the work equipment due to the improper use of their equipment , or because of the use without the protective devices.
At European level there are major concerns for reducing accidents in the industry of pulp, paper and cardboard.
According to statistics in the UK sector of pulp, paper and cardboard a fatal accident rate was recorded, and one of cases with temporary disability, close to the construction industry.
The main cause of these accidents continue to be the slip, trips and falls from height or from the same level, handling the weights, carrying them, but also the low security of specific work equipment of the sector of pulp, paper and cardboard.
To reduce this type of events generated by this kind of risks, The Institute for Occupational Safe and Healthy (IOSH) with CPI have developed a manual of best practice regarding health and safety at work in the industry of pulp, paper and cardboard.
In addition to these risks, in this manual of best practices are addressed existing chemical risks when working with hazardous chemicals, substances that can develop allergies over time or even cancer.
In 2003 with the help of the European Confederation of Paper Industries (CEPI) has launched health and safety campaign whose slogan was at work (which has the final goal) "Zero accidents". Following this campaign, employers and employees in the European Paper Industry with the help of the European Commission have developed good practices that are available to stakeholders as a source of inspiration.
CEPI has been a partner of the European Agency for Safety and Health at Work in the campaign "Healthy Workplaces, good for you, good for business." Federal OSHA for Paper Mills Industry Group provides a range of information to stakeholders with regard to the most commonly used standards in pulp and paper, and information on how these standards can be applied.
In its turn, Federal OSHA for Paper Mills Industry Group provides some helpful information to identify risks at work, and some examples of possible solutions to reduce them. This information covers: - specific risks - physical risks - more exactly the noise generated by paper makers - mechanical risks - risks arising from lack of work equipment guards, or their presence in poor conditions - chemical risk - risks arising from toxic, polluting emissions of work equipment from manufacturing process in pulp, paper and cardboard and the pollutant releases to the environment.
PIABIAC (the Paper and Board Industry Advisory Committee) with HSE (Health and Safety Executive) UK developed a manual of solutions regarding the safe production of paper. Divided into five sections, the manual covers general risks that exist in a company producing pulp, paper and board, the risks associated with guards from the work equipment of the

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
240
production system, risks of "wet" area of the paper machine, and the "pressing and drying section" of the paper machine. This manual provides paper manufacturers in the United Kingdom information on how to use safety standards of the machines (for distances of security, guards, safe access to the machine, emergency stop, the electrical equipment of machines, hydraulic, pneumatic system , etc.) so that paper production should operate safely and in accordance with law. During 2008-2011, PABIAC in partnership with HSE and CPI (The Confederation of Paper Industries) has launched a strategy to reduce diseases and work accidents in pulp, paper and cardboard industry. In this time, PABIAC follows: - to make known those good ideas that will ensure a better management of safety and health - to adopt good practice to support the transition from poor performance to better performance, and the good performance to excellent performance of enterprise - support actions of the partners in the field, in the sense of progress - providing information on relevant legislation in the field, good practices in order to consult regarding the proposal of new legislative regulations. III. Tendency regarding the work organization
In the most comprehensive sense, organization of work is to design, choose and enforce - in a specific structure - a series of methods and forms of activity aimed at turning in the most efficient material and human potential, with other words, obtaining the results of a value as high as possible with lowest investment of materials, energy and time, and achieve optimal conditions for the affirmation of the creative forces of man, for the full development of his personality.
In the process of production work organization seeks maximum efficiency. To achieve efficient work organization an efficient organization of production is needed. The two activities, work organization and the organization of production are related by the very presence of the human factor.
Over time, forms of work organization have been and remained in continual change, depending on the nature of every social order, the degree of force development and labour relations.
In the new economy, traditional work organization may not respond to new changes in enterprises where the human factor is the key.
The traditional organization of work is based on the following aspects: - workstation, meaning that the worker had to adjust work rules imposed. In this respect,
the responsibilities, objectives and purpose of the job were described in great detail and the worker must be limited to meet job requirements.
- hierarchical structure, meaning that one who was able to give orders was always right and others were not allowed to express their ideas, especially when they were different from the person in charge. The only way to promotion, to have another class, to earn more money was to climb the chain of command on workstations higher, and that is because the person in the process value is not what s/he is but the job they occupy.
It is obvious that rigorous and continuous application of this scheme led in time to servility, routine, lack of creativity, favoured hardening, lack of mobility, it was almost impossible to obtain a professional career.
New forms of work organization have been the first time because of the technical and commercial imperatives, with smaller and flexible production units, customer-oriented need. For smaller production units to work properly, it was necessary to train workers who were forced to work in a different, stimulated, turned on professional excellence way, with initiative and participation.
At the same time technical progress requires a change of attitude of the workers so the company should work properly. In new forms of work organization the following can be observed:

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
241
- the tendency of using information technology, which makes it possible to simplify all processes, reduce costs, working time, providing improved quality of information and coordination. This may have multiple uses, which is why the qualification of workers' skills is necessary, so that they could make the best opportunity available. -Trend of decentralization. The control of the entire production process and decision-making responsibilities are exercised by the individual at their level. Information, decision-making power, knowledge and the remuneration are done at the lowest level. - Trend teamwork. This is not new, but could become new if the team becomes fixed elements of the operational structure of the enterprise. The new work teams are integrated by few people that are characterized by high training level, are autonomous, have a better view on the whole, both for the process which is done from the beginning to the end and for global production system and the place it occupies in this system. - Tendency for workers to be trained for new jobs and for new specializations. This way you can organize new systems with safer and more productive of work. By developing their skills, workers can perform multiple tasks at work that contribute greatly to the organization of work stations by rotation and could thus replace absent workers without the need to seek additional workers. In the new forms of work organization - workers are consulted on how time can be improved. - workers are involved in planning daily tasks - workers discuss in group possible problems that may arise during labor. - workers are consulted when changes in production are envisaged or when improvements are needed to ensure that work is much safer, easier, more efficient - workers are rewarded for the contribution they make to improve productivity or health and safety conditions at work - workers are informed of the results of their activities that take place during work -workers are trained to assume responsibility, -workers are provided with the necessary means to improve results during the work process Given all these, we can observe that new forms of work organization must not only refer to the form but must be made changes of content, so it must change radically the traditional principles of organization and management of manufacturing processes. This process is complex and must be held in several directions and for a long term. This includes new content, it involves introducing or redesigning the existing occupational categories. Increasing the culture, training of workers in today's society requires changes to alter the form and content of work organization. If you take into account the psychological and social needs of individuals, and if the work is designed in accordance with the requirements of these needs we can see the difference between the person and the machine. This differentiation is what makes the difference between new forms of work organization and the traditional ones. IV. REFERENCES 1. Kompier MAJ, New systems of work organization and workers’ health. Scand J Work Environ Health 2006 2. Boisseau, P., Geze JL, Libert, B. Sadi-Haddad F., Les nouvelles formes d’organisation du travail. Quelles flexibilites?, 2000 3. Lorenz E, Lundvall B. A, Valeyre A, The Organization of Work and Innovative Performance: a comparison of the EU-15, Universite of Nice, 2007 4.NIOSH, The Changing Organization of Work and the Safety and Health of Working People, 2002

THE 6th INTERNATIONAL SYMPOSIUM ON ADVANCED TECHNOLOGIES FOR THE PULP AND PAPER INDUSTRY
242
CEPROHART
Copyright © 2022 FDOKUMEN