VD6-May phay CNC
81
Mục Lục I.PHÂN TÍCH NHIỆM VỤ THIẾT KẾ________________________________________________2 II. PHÁT BIỂU BÀI TOÁN THIẾT KẾ_______________________________________________6 III. LẬP KẾ HOẠCH THIẾT KẾ SẢN PHẨM_________________________________________7 IV. XÁC ĐỊNH YÊU CẦU KHÁCH HÀNG__________________________________________10 V -XÁC ĐỊNH CÁC YÊU CẦU KỸ THUẬT CỦA BÀI TOÁN THIẾT KẾ______________14 VI. ĐƯA RA Ý TƯỞNG CHO BÀI TOÁN THIẾT KẾ SẢN PHẨM__________________19 6.1. Phân tích chức năng để làm rõ vấn đề______________19 6.1.1. Tìm ra chức năng chung hoàn chỉnh_____________19 6.1.2 Phân tích chức năng con________________________20 6.1.3 Sắp xếp các chức năng con______________________20 6.2 Đưa ra ý tưởng cho bài toán thiết kế_______________21 6.2.1 Tham khảo các thiết kế liên quan_______________21 6.2.2 Triển khai ý tưởng cho từng chức năng:_________22 6.2.3 Phối hợp các ý tưởng:__________________________22 VII. ĐÁNH GIÁ Ý TƯỞNG, CHỌN PHƯƠNG PHÁP THIẾT KẾ___________________23 VIII. THIẾT KẾ HỆ THỐNG CHO SẢN PHẨM_____________________________________25 IX. THIẾT KẾ CHI TIẾT SẢN PHẨM_______________________________________________28 IX.1. Bàn máy 3 trục___________________________________28 IX.2. Giới thiệu phần cứng điều khiển__________________35 IX.2.1. Bộ nguồn NI PS-15____________________________35 IX.2.2. Card PCI-7344_______________________________36 IX.2.3. Bộ UMI-7774 [10] ________________________________39 IX.2.4. Driver P70530 [11] ______________________________42 IX.2.5. Động cơ bước_________________________________47 1
Transcript of VD6-May phay CNC

Mục LụcI.PHÂN TÍCH NHIỆM VỤ THIẾT KẾ________________________________________________2
II. PHÁT BIỂU BÀI TOÁN THIẾT KẾ_______________________________________________6
III. LẬP KẾ HOẠCH THIẾT KẾ SẢN PHẨM_________________________________________7
IV. XÁC ĐỊNH YÊU CẦU KHÁCH HÀNG__________________________________________10
V -XÁC ĐỊNH CÁC YÊU CẦU KỸ THUẬT CỦA BÀI TOÁN THIẾT KẾ______________14
VI. ĐƯA RA Ý TƯỞNG CHO BÀI TOÁN THIẾT KẾ SẢN PHẨM__________________19
6.1. Phân tích chức năng để làm rõ vấn đề______________19
6.1.1. Tìm ra chức năng chung hoàn chỉnh_____________196.1.2 Phân tích chức năng con________________________206.1.3 Sắp xếp các chức năng con______________________20
6.2 Đưa ra ý tưởng cho bài toán thiết kế_______________21
6.2.1 Tham khảo các thiết kế liên quan_______________216.2.2 Triển khai ý tưởng cho từng chức năng:_________226.2.3 Phối hợp các ý tưởng:__________________________22
VII. ĐÁNH GIÁ Ý TƯỞNG, CHỌN PHƯƠNG PHÁP THIẾT KẾ___________________23
VIII. THIẾT KẾ HỆ THỐNG CHO SẢN PHẨM_____________________________________25
IX. THIẾT KẾ CHI TIẾT SẢN PHẨM_______________________________________________28
IX.1. Bàn máy 3 trục___________________________________28
IX.2. Giới thiệu phần cứng điều khiển__________________35
IX.2.1. Bộ nguồn NI PS-15____________________________35IX.2.2. Card PCI-7344_______________________________36IX.2.3. Bộ UMI-7774[10]________________________________39IX.2.4. Driver P70530[11]______________________________42IX.2.5. Động cơ bước_________________________________47
1

IX.2.6. Encoder[17]____________________________________53IX.2.7 Công tắc hành trình___________________________54
X. ĐÁNH GIÁ SẢN PHẨM_________________________________________________________56
KẾT LUẬN_________________________________________________________________________59
I.PHÂN TÍCH NHIỆM VỤ THIẾT KẾ
Để có thể thực hiện đề tài một cách hoàn thiện và thuận
tiện cho việc thiết kế, nhóm chúng tôi đã tiến hành làm
bảng liệt kê tự nhận thức để đánh giá một cách tốt nhất
vai trò của từng cá nhân trong một đội ngũ làm việc.
Thành viên 1: Đào Trọng Hiệp
-Tính cách: Vui vẻ, hòa đồng, có tính kỉ luật tốt, luôn
giải quyết mọi vấn đề theo chiều hướng hòa nhã hòa bình.
-Sở thích: Thích tìm hiểu thiên nhiên, đam mê truyện
tranh kiếm hiệp và bóng đá.
-Ưu điểm: Có khả năng tiếp thu những kiến thức mới, kiên
trì trong công việc, giúp nhóm thiết kế có bầu không khí
vui vẻ thoải mái. Có kiến thức về lĩnh vực tự động hóa và
vật liệu.
-Nhược điểm: Tâm lý không ổn định, hay lo lắng, kiến thức
về cơ khí và điện tử còn chưa tốt, không ganh đua, không
mạnh mẽ
Bảng tự liệt kê tự nhận thức và đánh giá vai trò
a b c d e f g h1 1 1 4 2 1 0 1 02 1 1 0 1 2 1 2 2
2

3 1 2 1 2 1 1 2 04 0 1 1 1 2 1 2 25 2 2 1 1 1 1 1 16 1 2 2 2 0 1 1 17 1 2 2 0 1 1 1 2
Bảng kết luận
CW CC SH PL R
I
ME TW CF
1 g 1 d 2 f 0 c 4 a 1 h 0 b 1 e 12 a 1 b 1 e 2 g 2 c 0 d 1 f 1 h 23 h 0 a 1 c 1 d 2 f 1 g 2 e 1 b 24 d 1 h 2 b 1 e 2 g 2 c 1 a 0 f 15 b 2 f 1 d 1 h 1 e 1 a 2 c 1 g 16 f 1 c 2 g 1 a 1 h 1 e 0 b 2 d 27 e 1 g 1 a 1 f 1 d 0 b 2 h 2 e 2Tổn
g
7 10 7 13 6 8 8 11
Theo bảng điểm cho cácvai trò thì thành viên Hiệp phù hợp
cho các vai là người điều phối (CC), người phát kiến
(PL), người kết thúc (CF).
3

Thành viên 2: Nguyễn Quí Lâm
-Tính cách: Điềm tĩnh, sâu sắc, hay giúp đỡ mọi người,
sống chan hòa vui vẻ
-Sở thích: Thích nghiên cứu về điện tử và những ứng dụng
của điện tử trong cuộc sống hằng ngày
-Ưu điểm: Có kiến thức tốt về điện tử, có khả năng làm
mạch điện tử, tỉ mỉ trong công việc, sống kỉ luật có tổ
chức
-Nhược điểm: Dễ bị lay động, hay lo lắng, dễ nản chí khi
gặp khó khăn
Bảng tự liệt kê tự nhận thức và đánh giá vai trò
a b c d e f g h1 2 1 0 1 1 0 3 22 1 0 0 1 1 3 3 13 2 1 1 1 2 1 1 14 0 0 3 2 0 3 0 25 2 2 1 0 0 1 2 26 0 2 2 2 1 1 2 07 1 1 3 0 0 2 2 1Bảng kết luận:
CW CC SH PL R
I
ME TW CF
4

1 g 3 d 1 f 0 c 0 a 2 h 2 b 1 e 12 a 1 b 0 e 2 g 3 c 0 d 1 f 3 h 13 h 1 a 2 c 2 d 1 f 1 g 1 e 2 b 14 d 2 h 2 b 0 e 0 g 0 c 3 a 0 f 35 b 2 f 1 d 0 h 2 e 0 a 2 c 1 g 26 f 1 c 2 g 2 a 0 h 0 e 1 b 2 d 27 e 0 g 2 a 2 f 2 d 0 b 1 h 1 e 0Tổn
g
10 9 8 9 3 11 10 10
Theo bảng điểm cho cácvai trò thì thành viên Lâm phù hợp
cho các vai là người lập kế hoạch (SH), người đánh giá
(ME)
Thành viên 3: Văn Ngọc Đức
-Tính cách: Vui vẻ, hòa đồng tuy nhiên hơi bảo thủ, lời
nói còn thiếu suy nghĩ
-Sở thích: Thích bóng đá , đam mê tốc độ cũng như thích
tìm hiểu về các loại xe máy, ô tô. Thích nghiên cứu về
các loại động cơ và cơ cấu truyền động
-Ưu điểm:Dễ tính, thực tế, không nao núng,luôn tỉ mỉ khi
làm việc, vâng lời và có ý thức chấp hành tốt. Có kiến
thức tốt về thiết kế và chế tạo cơ khí
5
-Nhược điểm: Khả năng giao tiếp và sáng tạo chưa có, đôi
khi hay bảo thủ
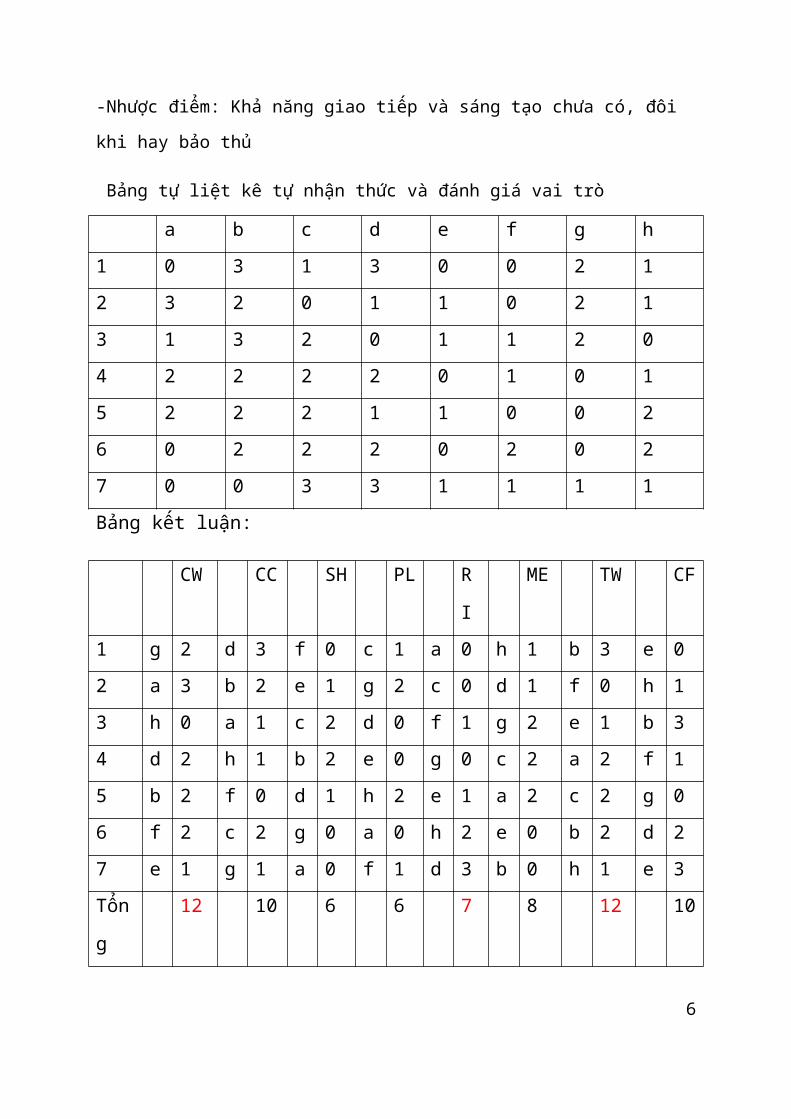
Bảng tự liệt kê tự nhận thức và đánh giá vai trò
a b c d e f g h1 0 3 1 3 0 0 2 12 3 2 0 1 1 0 2 13 1 3 2 0 1 1 2 04 2 2 2 2 0 1 0 15 2 2 2 1 1 0 0 26 0 2 2 2 0 2 0 27 0 0 3 3 1 1 1 1Bảng kết luận:
CW CC SH PL R
I
ME TW CF
1 g 2 d 3 f 0 c 1 a 0 h 1 b 3 e 02 a 3 b 2 e 1 g 2 c 0 d 1 f 0 h 13 h 0 a 1 c 2 d 0 f 1 g 2 e 1 b 34 d 2 h 1 b 2 e 0 g 0 c 2 a 2 f 15 b 2 f 0 d 1 h 2 e 1 a 2 c 2 g 06 f 2 c 2 g 0 a 0 h 2 e 0 b 2 d 27 e 1 g 1 a 0 f 1 d 3 b 0 h 1 e 3Tổn
g
12 10 6 6 7 8 12 10
6

Theo bảng điểm cho các vai trò thì thành viên Đức phù hợp
cho các vai là người làm việc (CW), người chăm sóc nhóm
(TW), người điều phối (CC)
CW CC SH PL RI ME TW CF
Hiệp 7 10 7 13 6 8 8 11
Lâm 10 9 8 9 3 11 10 10
Đức 12 10 6 6 7 8 12 10
Kết luận:
Hiệp: Người phát kiến(PL), người điều phối (CC), người
kết thúc (CF)
Lâm: Người đánh giá (ME), người lập kế hoạch (SH)
Đức: Người làm việc (CW), người chăm sóc nhóm (TW), người
khám phá (RI)
II. PHÁT BIỂU BÀI TOÁN THIẾT KẾ
1. Mô tả tóm lược sản phẩm: tạo mẫu nhanh, gia công trên bề
mặt gỗ hoặc mica mà không cần tốn quá nhiều chi phí
2. Mục đích thương mại chính của sản phẩm:
-Tạo ra các sản phẩm quà tặng theo yêu cầu của khách hàng
một cách nhanh chóng, ít tốn kém
-Ít gây ô nhiễm môi trường
-Tiết kiệm thời gian, nhân công và tiền bạc7

-Có thể sử dụng mô hình trong việc giảng dạy tại các
trường đại học, cao đẳng và trung cấp dạy nghề
3. Thị trường mục tiêu:
-Tất cả các doanh nghiệp trong việc gia công trên bề mặt
gỗ và mêka, các doanh nghiệp thiết kế quà tặng và đồ chơi
bằng gỗ và mica
-Các trường đại học kĩ thuật, cao đẳng, trung cấp và dạy
nghề
4. Giả thiết và những ràng buộc
-Chi phí sản xuất và giá thành < 80.000.000VND
-Chế tạo được sản phẩm có kích thước ổn định
-Sản phẩm hoạt động tốt, không có phế phẩm
-Kết cấu đẹp mắt, dễ dàng sử dụng
-Đảm bảo an toàn lao động và vệ sinh công nghiệp
5. Những khách hàng của sản phẩm
Ngày nay máy CNC 3 trục được sử dụng rất nhiều trong các
nhà máy công nghiệp, tuy nhiên tại các trường đại học kĩ
thuật, cao đẳng và trung cấp dạy nghề việc đầu tư cho 1
máy CNC là rất tốn kém, hi vọng sản phẩm của nhóm ra đời
sẽ đáp ứng nhu cầu trên.
8

III. LẬP KẾ HOẠCH THIẾT KẾ SẢN PHẨM
Thời gian thực hiện tiểu luận kéo dài 15 tuần, nhóm gồm 3
thành viên cùng thực hiện nhiều mảng công việc khác nhau,
nhưng có sự thống nhất với nhau. Cụ thể như sau:
Bước 1: Xác định nhiệm vụ ban đầu
Nhiệm vụ 1: Xác định nhu cầu khách hàng.
Nhiệm vụ 2: Lập kế hoạch thiết kế và phát triển
sản phẩm.
Nhiệm vụ 3: Phân tích nhiệm vụ thiết kế.
Nhiệm vụ 4: Xác định yêu cầu kỹ thuật.
Nhiệm vụ 5: Đưa ra ý tưởng thiết kế.
Nhiệm vụ 6: Đánh giá ý tưởng và chọn phương án
thiết kế.
Nhiệm vụ 7: Thiết kế hệ thống cho sản phẩm
Nhiêm cụ 8: Thiết kế chi tiết sản phẩm
Nhiệm vụ 9: Đánh giá sản phẩm
Nhiệm vụ 10: Lập hồ sơ thiết kế sản phẩm
Bước 2: Phát biểu mục tiêu và nội dung thực hiện cho
mỗi nhiệm vụ
- Nhiệm vụ 1: Tìm hiểu các máy hiện đang có trên thị
trường, gặp gỡ khách hàng, thực hiện thăm dò nhu cầu
khách hàng tại 1 nhà máy và 5 kĩ sư đang sử dụng máy và
10 kĩ sư đang có nhu cầu sử dụng máy.
9

- Nhiệm vụ 2: Xác định các công việc phải thực hiện,
nguồn nhân lực, đưa ra lịch trình thiết kế.
- Nhiệm vụ 3: Phân tích những nhu cầu khách hàng thu
thập được thành những yêu cầu rõ ràng, cụ thể và cô
đọng, sẵn sàng cho việc biên dịch sang các thông số kỹ
thuật có thể đo lường được.
- Nhiệm vụ 4: Sử dụng phương pháp QFD và ngôi nhà
chất lượng để xác định yêu cầu kỹ thuật từ những yêu cầu
của khách hàng và khả năng cạnh tranh của sản phẩm
trên thị trường.
- Nhiệm vụ 5: Phân tích các chức năng thành các chức
năng con, cốt lõi, tham khảo các thiết kế liên quan,
đưa ra ý tưởng cho từng chức năng con và tổng hợp thành
các ý tưởng chung cho sản phẩm thiết kế.
- Nhiệm vụ 6: Sử dụng ma trận quyết định để lựa chọn
một ý tưởng thiết kế.
- Nhiệm vụ 7: Xây dựng sơ đồ nguyên lý và sơ đồ động
cho máy, bố trí hình học thô cho sản phẩm, thiết kế
kiểu dáng cho sản phẩm
- Nhiệm vụ 8: Thực hiện tính toán thiết kế chi tiết,
lên bản vẽ tổng thể, lắp và chi tiết.
- Nhiệm vụ 9: Đánh giá khả năng làm việc, khả năng
chế tạo của sản phẩm, đánh giá các chỉ tiêu ưu nhược
điểm của sản phẩm.
- Nhiệm vụ 10: Lập hồ sơ thiết kế sản phẩm.
10

Bước 3: Ước tính số nhân công, thời gian và các nguồn
lực khác cần thiết để hoàn thành nhiệm vụ
- Nhiệm vụ 1: Xác định nhu cầu khách hàng.
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 1 tuần.
- Nhiệm vụ 2: Lập kế hoạch thiết kế và phát triển sản
phẩm.
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 1 tuần.
- Nhiệm vụ 3: Phân tích nhiệm vụ thiết kế.
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 1 tuần.
- Nhiệm vụ 4: Xác định yêu cầu kỹ thuật.
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức +Thời gian: 1 tuần.
- Nhiệm vụ 5: Đưa ra ý tưởng thiết kế.
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 1 tuần.
- Nhiệm vụ 6: Đánh giá ý tưởng và chọn phương án
thiết kế.
11

+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 1 tuần.
- Nhiệm vụ 7: Thiết kế hệ thống cho sản phẩm
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 2 tuần.
- Nhiêm cụ 8: Thiết kế chi tiết sản phẩm
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 3 tuần.
- Nhiệm vụ 9: Đánh giá sản phẩm
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức
+Thời gian: 2 tuần.
- Nhiệm vụ 10: Lập hồ sơ thiết kế sản phẩm
+ Nhân lực: Đào Trọng Hiệp, Nguyễn Quí Lâm, Văn
Ngọc Đức +Thời gian: 2 tuần.
Bước 4: Sắp xếp trình tự công việc
12

Bước 5: Ước tính chi phí thiết kế sản phẩm
Biểu đồ nhân công cho thấy kế hoạch thực hiện
thiết kế sản phẩm là 11 tuần. Nếu mức lương trung bình
cho mỗi thành viên trong 1 tháng là 400 USD. 1 ngày công
là 20 USD (làm 5 ngày/tuần), 1 tuần 100 USD, vậy chi phí
thiết kế là 7500 USD (chưa kể chi phí cho thiết bị,
phương tiện).
IV. XÁC ĐỊNH YÊU CẦU KHÁCH HÀNG
Bước 1: Xác định các thông tin cần thiết
-Chi phí sản xuất và giá thành < 80.000.000VND
-Chế tạo được sản phẩm có kích thước ổn định 13
-Sản phẩm hoạt động tốt, không có phế phẩm
-Kết cấu đẹp mắt, dễ dàng sử dụng
-Đảm bảo an toàn lao động và vệ sinh công nghiệp
Bước 2: Xác định các phương pháp thu thập thông tin
- Sử dụng phương pháp thăm dò khảo sát đối tượng:
Nhà thiết kế/sản xuất máy CNC: hỏi 15 người.
Nhà nhà phân phối máy móc, thiết bị công nghiệp:
hỏi 10 người.
Người vận hành máy trong các nhà máy: hỏi 30
người.
Các trường đại học, cao đẳng có nhu cầu: hỏi 20
người.
- Dùng các nhóm chuyên trách: lựa chọn một số khách
hàng tiềm năng (khoảng từ 5 đến 10) và mời họ tham dự một
buổi giới thiệu sản phẩm mới nhằm tìm ra những đặc tính
mong muốn chưa có trên sản phẩm thông qua việc ghi nhận
những ý kiến đóng góp của khách hàng.
Bước 3: Xác định nội dung các câu hỏi
Các câu hỏi tập trung vào sản phẩm thiết kế là máy
CNC, bao gồm các nội dung chính sau:
-Về giá thành: câu 2, 3
-Về độ chính xác, ổn định: câu 6,7
-Về kết cấu, khả năng sử dụng: câu 1, 4
14

-Về an toàn: câu 5
Bước 4: Thiết kế câu hỏi
STT CÂU HỎI TRẢ LỜI1 Mức độ thường xuyên sử
dụng máy CNC của nhà
máy?
Hằng ngày
Hằng tuần
Hằng tháng
Rất ít khi dùng2 Theo bạn, yêu cầu kỹ
thuật nào là quan
trọng nhất với máy
CNC?
Độ tin cậy, tính chính
xác
Chi phí hoạt động
Độ an toàn
Tốc độ, phạm vi hoạt
động3 Khi chọn mua máy CNC
cho nhà máy bạn sẽ
quan tâm điều gì đầu
tiên?
Vốn đầu tư
Yêu cầu cài đặt
Công suất
Bảo trì4 Thông số nào của máy
CNC hiện có trên thị
trường chưa thỏa mãn
được yêu cầu của bạn?
Khả năng vận hành
Mức tiêu hao năng lượng
Độ bền, độ tin cậy
Giá thành5 Trong quá trình sử
dụng các loại máy CNC,
bạn quan tâm điều gì?
Thao tác đơn giản
Độ tin cậy, chính xác
Dễ dàng vệ sinh, bảo
dưỡng
15

Che chắn tốt, đảm bảo an
toàn6 Độ phức tạp chi tiết
gia công?
Đơn giản
Bình thường
Phức tạp
Cực kì phức tạp7 Kích thước chi tiết
gia công?
Nhỏ
Trung bình
Lớn
Cực kì lớn
Bước 5: Sắp xếp các câu hỏi
1. Các câu hỏi thăm dò đối tượng là nhà sản xuất, phân phối, công nhân
vận hành máy, cán bộ giảng dạy,…
-Về giá thành: câu 2, 3
-Về độ chính xác, ổn định: câu 6,7
-Về kết cấu, khả năng sử dụng: câu 1, 4
-Về an toàn: câu 5
2. Các câu hỏi dành cho nhóm chuyên trách
- Sau khi quan sát, vận hành thử sản phẩm thiết kế là
máy CNC, bạn có nhận xét gì về những ưu và nhược điểm của
thiết bị?
16

- Bạn hãy mô tả một máy CNC phải như thế nào mới đáp
ứng được yêu cầu của bạn?
- Những đối tượng khách hàng nào sẽ dành sự quan tâm
đến sản phẩm này nhiều nhất?
Bước 6: Thu thập thông tin
Tổng hợp lại những câu trả lời được khách hàng chọn
nhiều nhất:
Câu 1) Độ tin cậy, tính chính xác
Câu 2) Yêu cầu cài đặt.
Câu 3) Khả năng vận hành.
Câu 4) Thao tác đơn giản
Câu 5) Hằng ngày
Câu 6) Phức tạp.
Câu 7) Trung bình.
Bước 7: Rút gọn thông tin
Đưa bước 6 và 7 vào bảng dưới:
STT Nhu cầu khách hàng thu thập được Rút gọn dữ liệu1 Yêu cầu quan trọng nhất đối với
máy CNC là độ tin cậy, tính
chính xác cao, bên cạnh đó cũng
phải đảm bảo an toàn.
Độ tin cậy, tính
chính xác
2 Khi chọn mua máy CNC cho nhà máy
tôi quan tâm đến yêu cầu cài đặt
máy đầu tiên: lắp ráp, cấu hình
hệ thống phải đơn giản, dễ dàng.
Yêu cầu cài đặt
17

3 Thông số của các máy CNC hiện có
trên thị trường mà tôi cảm thấy
chưa thỏa mãn nhu cầu là vận
hành còn khá là phức tạp
Khả năng vận hành
4 Trong quá trình sử dụng máy CNC,
tôi quan tâm đến thao tác phải
đơn giản, dễ dàng học, học nhanh
(công nhân có thể học nhanh
chóng)
Thao tác đơn giản
5 Chúng tôi sử dụng máy CNC hàng
ngày
Hằng ngày
6 Chúng tôi thường xuyên gia công
những chi tiết có độ phức tạp
cao, có lúc phải gia công những
chi tiết rất phức tạp
Phức tạp
7 Kích thước chi tiết chúng tôi
gia công thường là kích cỡ trung
bình
Trung bình.
.
1. Về mục đích sử dụng
Mục đích chủ yếu của khách hàng khi sử dụng máy CNC là
có độ tin cậy, tính chính xác cao.
2. Về tính năng
18

Máy có khả năng vận hành đơn giản, hoạt động hàng
ngày, gia công chi tiết kích thước trung bình, độ phức
tạp cao.
3. Về độ bền, độ tin cậy
Đảm bảo độ tin cậy của máy, bảo trì dễ dàng trong quá
trình sản xuất.
Qua kết quả thăm dò và khảo sát, nhóm rút ra được các yêu cầu của
khách hàng như sau:
- Độ tin cậy, tính chính xác cao, bên cạnh đó cũng
phải đảm bảo an toàn.
- Lắp ráp, cấu hình hệ thống phải đơn giản, dễ dàng..
- Khả năng vận hành, thao tác đơn giản, dễ dàng.
- Khả năng gia công chi tiết phức tạp
…
V -XÁC ĐỊNH CÁC YÊU CẦU KỸ THUẬT CỦA BÀI TOÁN THIẾT KẾ
Bước 1 : Xác định khách hàng
Thị trường mục tiêu của sản phẩm là tất cả các nhà
máy gia công cơ khí chính xác, các trường đại học, cao
đẳng…
Bước 2 : Xác định yêu cầu của khách hàng
Qua kết quả thăm dò và khảo sát các đối tượng, nhóm
rút ra được các yêu cầu của khách hàng như sau:
19

- Lắp ráp, cài đặt dễ dàng.
- Độ tin cậy cao.
- Thao tác đơn giản, dễ dàng.
- Khả năng gia công chi tiết phức tạp
Bước 3 : Xác định mức độ quan trọng của các mối liên
quan
Gửi cho khách hàng một danh sách các yêu cầu trên và
đề nghị họ sắp xếp lại và đánh số theo thứ tự, cái nào họ
cảm thấy quan trọng nhất thì đánh số 1, họ có thể bỏ qua
những yêu cầu mà họ cho là không quan trọng. Từ danh sách
phản hồi của khách hàng, ta đưa ra một số hệ số tầm quan
trọng như sau:
Yêu cầu của khách hàngHệ số tầm quan
trọng
Lắp ráp, cài đặt dễ dàng 1
Độ tin cậy cao 1.5
Thao tác đơn giản, dễ dàng 1
Khả năng gia công chi tiết phức tạp 1.5
Hệ số tầm quan trọng cho ta khái niệm cần đầu tư bao
nhiêu thời gian, nhân lực và tiền bạc cho công việc để
đáp ứng cho mỗi nhu cầu của khách hàng.
Bước 4 : Xác định và đánh giá mức độ cạnh tranh
Mỗi sản phẩm cạnh tranh được so sánh với những nhu cầu
của khách hàng theo 5 mức sau:
20

- Mức 1: thiết kế hoàn toàn không đáp ứng nhu cầu.
- Mức 2: thiết kế đáp ứng chút ít nhu cầu.
- Mức 3: thiết kế đáp ứng nhu cầu về một số mặt.
- Mức 4: thiết kế hầu như đáp ứng nhu cầu.
- Mức 5: thiết kế hoàn toàn đáp ứng nhu cầu.
Đối với các sản phẩm hiện có trên thị trường:
- Lắp ráp, cài đặt: hầu như các sản phẩm hiện có
trên thị trường đều có hướng dẫn cụ thể về lắp
ráp và cài đặt rất chi tiết, dễ hiểu. Mức 4.
- Độ tin cậy: với công nghệ phát triển vượt bậc như
hiện nay, các máy phay CNC làm việc rất chính
xác, ít hư hỏng. Mức 5
- Thao tác: các hãng hiện nay hỗ trợ rất nhiều cho
người sử dụng các công cụ để có thể vận hành máy
1 cách thuận tiện, tuy nhiên vẫn còn một số hạn
chế. Mức 4
- Khả năng gia công: các máy phay CNC hiện nay có
thể gia công hầu hết các chi tiết từ đơn giản đến
phức tạp. Mức 4
Yêu cầu của khách hàng
Mức độ
yêu
cầu
Các sản
phẩm trên
thị trường
Chỉ
tiêu
thiết
kế
Lắp ráp, cài đặt dễ dàng 5 4 5
21

Độ tin cậy cao 5 5 5
Thao tác đơn giản, dễ dàng 4 4 5
Khả năng gia công chi tiết
phức tạp4 4 5
Bước 5 : Đưa ra các thông số kỹ thuật
Biên dịch các yêu cầu của khách hàng thành các thông
số kỹ thuật của thiết bị (bảng bên dưới).
Bước 6 : Mối quan hệ giữa yêu cầu của khách hàng và các
thông số kỹ thuật
Được đánh giá theo các mức sau:
9 = có quan hệ chặt chẽ.
3 = có quan hệ vừa phải.
1 = có quan hệ kém.
Ô trống = hoàn toàn không có quan hệ nào cả.
Yêu cầu của khách hàng Thông số kỹ thuật Quan
hệ
Lắp ráp, cài đặt dễ dàng
Vận tốc 3 trục
Quãng đường di chuyển tối đa
của 3 trục
Trọng lượng khung
Điện áp sử dụng cho bộ nguồn
1
3
9
1
Độ tin cậy cao Công suất động cơ
Bề rộng đai
3
3
22
Hệ số an toàn
Độ cứng vững của khung
9
3
Thao tác đơn giản, dễ
dàng
Điện áp sử dụng cho động cơ
bước
Số lượng động cơ sử dụng
Tải trọng
3
3
1
Khả năng gia công chi
tiết phức tạp
Độ phân giải của động cơ bước
Độ phân giải encoder
Hệ số an toàn
Tải trọng
Điện áp sử dụng cho bộ nguồn
9
3
1
9
1
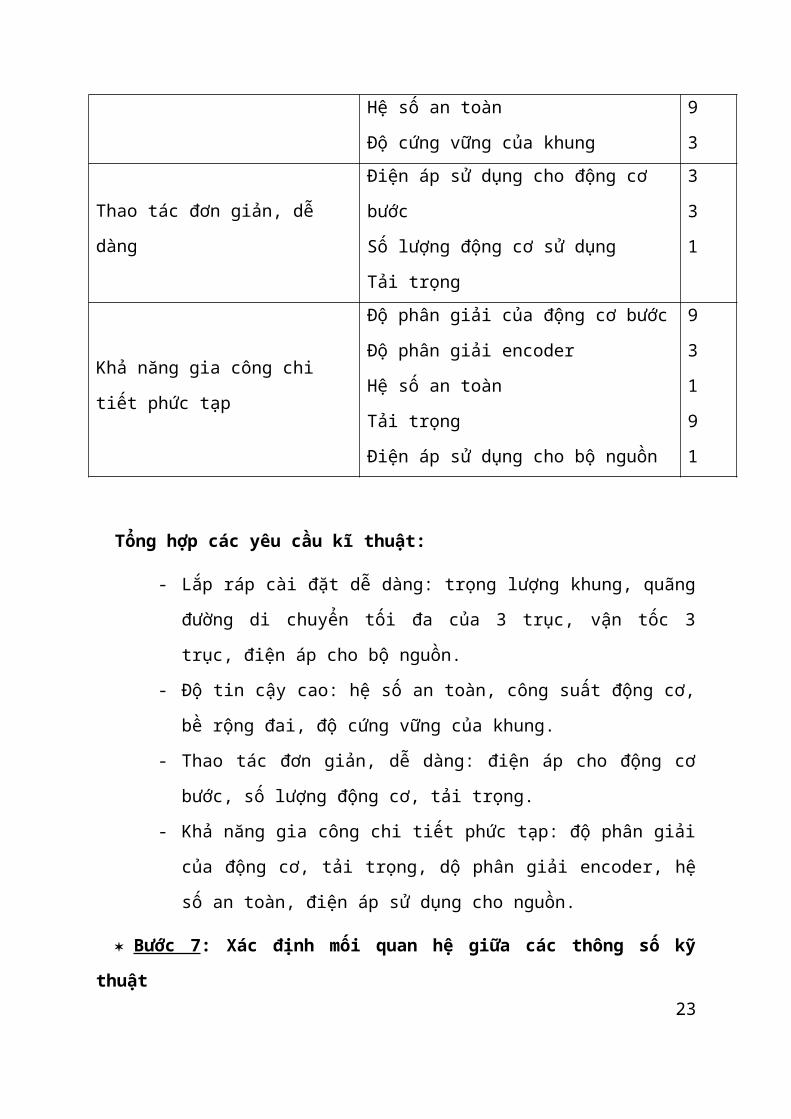
Tổng hợp các yêu cầu kĩ thuật:
- Lắp ráp cài đặt dễ dàng: trọng lượng khung, quãng
đường di chuyển tối đa của 3 trục, vận tốc 3
trục, điện áp cho bộ nguồn.
- Độ tin cậy cao: hệ số an toàn, công suất động cơ,
bề rộng đai, độ cứng vững của khung.
- Thao tác đơn giản, dễ dàng: điện áp cho động cơ
bước, số lượng động cơ, tải trọng.
- Khả năng gia công chi tiết phức tạp: độ phân giải
của động cơ, tải trọng, dộ phân giải encoder, hệ
số an toàn, điện áp sử dụng cho nguồn.
Bước 7 : Xác định mối quan hệ giữa các thông số kỹ
thuật23

Được đánh giá theo các mức sau:
9 = có quan hệ chặt chẽ.
3 = có quan hệ vừa phải.
1 = có quan hệ kém.
Ô trống = hoàn toàn không có quan hệ nào cả.
Bước 8 : Thiết lập giá trị giới hạn của các thông số
kỹ thuật
- Công suất động cơ: 15W
24

Biến đổi năng lượng
Biến đổi năng lượng
Cắt đượcCắt được không?
Chi tiếtChi tiết
Công suất động cơ Công suất động cơ
- Vận tốc 3 trục: 5mm/s
- Quãng đường 3 trục: 100mm
- Trọng lượng khung: 35kg
- Bề rộng đai: 5mm
- Hệ số an toàn: 99%
- Độ cứng khung: 50HRC
- Điện áp cho động cơ: 5VDC
- Số lượng động cơ: 3 cái
- Độ phân giải động cơ: 50.000 xung/vòng
- Độ phân giải encoder: 20MHz
VI. ĐƯA RA Ý TƯỞNG CHO BÀI TOÁN THIẾT KẾ SẢN PHẨM
6.1. Phân tích chức năng để làm rõ vấn đề
6.1.1. Tìm ra chức năng chung hoàn chỉnhYêu cầu chung của máy phay CNC là đảm bảo độ cứng
cao, chống mài mòn, và không biến dạng. Trục vít me bi
với hệ thống bôi trơn tự động, trục vít me bi độ chính
xác cao được gắn với sức hỗ trợ của cặp bù-loong, đảm bảo
định vị chính xác cao và độ bền cao. Hệ thống này cung
cấp dầu cho các trục vít me bi và vòng bi để đảm bảo một
tuổi thọ phục vụ lâu hơn, có tính năng cắt tốt, sự chuyền
động hiệu quả và ở tốc độ thấp vẫn cho moment xoắn mạnh
mẽ.
25Phay kimloại, hợpkim thànhhình dạngcụ thể

6.1.2 Phân tích chức năng conTừ chức năng chung đã đưa ra, ta phân tích thành
những chức năng nhỏ hơn, góp phần thực hiện chức năng
chung đã định.
6.1.3 Sắp xếp các chức năng conSắp xếp các chức năng hình thành từ bước trước theo
trật tự logic để hoàn thiện chức năng chung đã định.
26
Phay vật liệu
Chuẩn bị phôi Thay dao
Truyền động
Chạm cảm biến
Gá đặt
Truyền động Chịu tải
Phay
Truyền động
Biến đổi năng lượng
Tháo chi tiết
Phay kimloại, hợpkim thànhhình dạngcụ thể

6.2 Đưa ra ý tưởng cho bài toán thiết kế
6.2.1 Tham khảo các thiết kế liên quanSản phẩm Thông số kỹ thuật
MC-2150P
Chuẩn bị phôi và gá đặt: thủ công
- Table: 2200x900 (mm)
- Maximun loading: 2500Kg
- Travel: X/Y/Z axis:
2150/900/900 (mm)
- Spindle to Column Ways:
952 mm
- Spindle to Table Top: 155-
1055 mm
- Table to Floor: 875 mm
27
Biến đổi năng
ChitiếthoànGá
ĐặtThaydao
PhayChuẩnbị
Tháochi
Phay chính
Phôi
Bộ phậndẫn
Bộtruyền
Thay dao: ổ dao xoay tròn
Phay: hệ truyền động vitme đai ốc
Tháo chi tiết: thủ công
- Speed: 4000 RPM
- Motor: 11 KW
- Axis Motors: X/Y/Z: 5/5/5
KW
- Cutting Feedrate: 1-8000
mm/min
- Machine Net Weight: 21000
Kg
- Power Required: 35 KVA
- Pneumatic Required: 7
Kg/Cm2
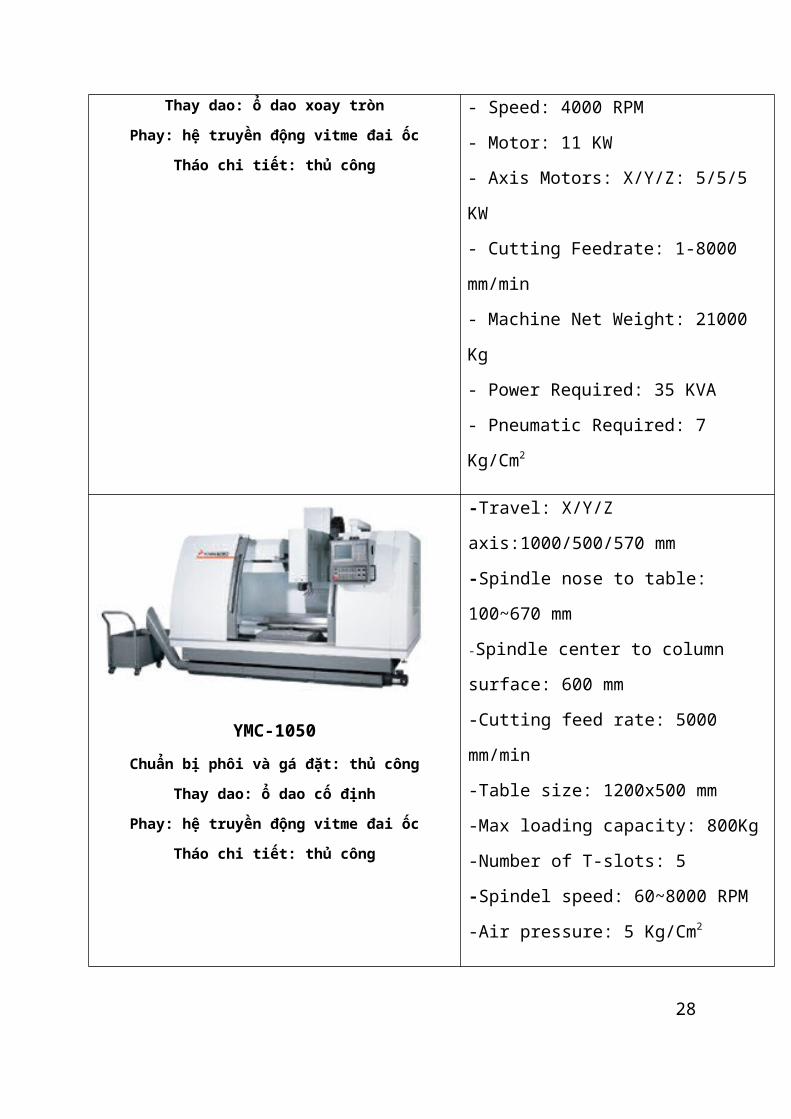
YMC-1050Chuẩn bị phôi và gá đặt: thủ công
Thay dao: ổ dao cố định
Phay: hệ truyền động vitme đai ốc
Tháo chi tiết: thủ công
-Travel: X/Y/Z
axis:1000/500/570 mm
-Spindle nose to table:
100~670 mm
-Spindle center to column
surface: 600 mm
-Cutting feed rate: 5000
mm/min
-Table size: 1200x500 mm
-Max loading capacity: 800Kg
-Number of T-slots: 5
-Spindel speed: 60~8000 RPM
-Air pressure: 5 Kg/Cm2
28

-Spindle motor: 10 Hp
-Machine weight: 5000 Kg
VMC-1700SChuẩn bị phôi và gá đặt: thủ công
Thay dao: ổ dao xoay tròn
Phay: hệ truyền động vitme đai ốc
Tháo chi tiết: thủ công
-Table Size: 1300x700 mm
-Travel Range:
X/Y/Z:1140/710/610 mm
-Max Table Load: 1000 Kg
-T-slots: 5
-Spindle Speed: 40~8000 RPM
-Main Motor: 11 kW
-Feed Rate: 10000 mm/min
-Axis Servo Motors: 3.5 kW
-Air Requirement: 6Kg/Cm2
-Voltage: 220 V, 3 Ph, 50/60
Hz
-Power Requirement: 30 KVA
-Coolant Tank Capacity: 200
L
-Machine Weight: 8500 Kg
-Machine Height: 3000 mm
-Floor Space: 3250x3080 mm
6.2.2 Triển khai ý tưởng cho từng chức năng:
STT Chức năng Ý tưởng 1 Ý tưởng 2 Ý tưởng 3
01 Truyền động Vitme đai Vitme đai Đai29

ốc ốc
02 Cảm biến (thay dao) Quang Điện dung Quang
03 Biến đổi năng lượng Động cơ
bước
Động cơ AC Động cơ
bước
04 Chịu tải (gá đặt) Thép Thép Thép
05 Chuẩn bị phôi + Tháo
chi tiết
Thủ công Thủ công Thủ công
6.2.3 Phối hợp các ý tưởng:Ý tưởng 1: Máy phay CNC 3 trục dùng động cơ bước tạo
chuyển động, thông qua hệ truyền động vitme - đai ốc,
dùng cảm biến điện dung ở ổ thay dao, định vị giới hạn di
chuyển của bàn máy, khung được làm bằng thép.
Ý tưởng 2: Máy phay CNC 3 trục dùng động cơ AC tạo chuyển
động, thông qua hệ truyền động vitme - đai ốc, dùng cảm
30

biến điện trở ở ổ thay dao, định vị giới hạn di chuyển
của bàn máy. khung được làm bằng thép.
Ý tưởng 3: Máy phay CNC 3 trục dùng động cơ bước tạo
chuyển động, thông qua hệ truyền động đai, dùng cảm biến
quang ở ổ thay dao, định vị giới hạn di chuyển của bàn
máy. khung được làm bằng thép.
VII. ĐÁNH GIÁ Ý TƯỞNG, CHỌN PHƯƠNG PHÁP THIẾT KẾ
Bước 1 & 2 : chuẩn bị ma trận lựa chọn (lập bảng bên
dưới)
- Các ý tưởng được liệt kê theo hàng ngang đầu tiên
của ma trận lựa chọn.
- Các tiêu chí lựa chọn được xếp dọc theo cột bên trái
của ma trận. Các tiêu chí này được đưa ra dựa trên kết
quả khảo sát nhu cầu khách hàng trong phần III hoặc dựa
trên những yêu cầu của nhà sản xuất, ví dụ như: năng
suất, tính đa năng của máy…
31
- Chọn một trong số những ý tưởng trên làm chuẩn. Ý
tưởng được chọn làm chuẩn có thể là một trong số những
trường hợp sau:
+ Một sản phẩm thiết kế đúng theo tiêu chuẩn công
nghiệp.
+ Một ý tưởng mà tất cả thành viên trong nhóm đều
quen thuộc.
+ Một sản phẩm hiện có trên thị trường.
+ Một sản phẩm hiện đại, công nghệ cao…
Bước 3 : Cho điểm số
Các ý tưởng được so sánh với ý tưởng chuẩn theo các
tiêu chí lựa chọn và được cho điểm vào ô tương ứng theo
các mức sau:
+ Tốt hơn: +
+ Tương đương: 0
+ Kém hơn: –
Ý tưởng 1: với thiết kế của ý tưởng số 1, sản phẩm đáp
ứng tốt yêu cầu lắp ráp, cài đặt dễ dàng, độ tin cậy
cao do sử dụng bộ truyền vitme đai ốc, gia công chi
tiết phức tạp dễ dàng nhờ sử dụng động cơ bước, tốc độ
cao nhờ cảm biến quang, khuyết điểm là giá thành khá
cao.
Ý tưởng 2: với thiết kế của ý tưởng số 2, sản phẩm đáp
ứng tốt về độ tin cậy do sử dụng bộ truyền vitme đai
32

ốc, khuyết điểm là gia công chi tiết phức tạp khá khó
khăn do động cơ AC điều khiển phức tạp.
Ý tưởng 3: với thiết kế của ý tưởng số 3, sản phẩm
thao tác dễ dàng, đơn giản, có giá thành hạ do dùng bộ
truyền đai, tốc độ cao nhờ cảm biến quang, tuy nhiên
việc lắp ráp, cài đặt bộ truyền đai cũng tương đối
phức tạp hơn.
Bước 4 : Tính điểm, xếp hạng các ý tưởng
Sau khi đánh giá ý tưởng theo các mức trên, nhóm thiết
kế tính tổng số các điểm +, –, 0 và điểm tổng cộng của
từng ý tưởng. Xếp hạng các ý tưởng theo kết quả của điểm
tổng cộng.
Ma trận quyết định cho bài toán thiết kế máy phay CNC 3
trục:
Tiêu chuẩn Trọng sốÝ tưởng
1 2 3
Lắp ráp, cài đặt dễ
dàng9 + S -
Độ tin cậy cao 10 + + S
Thao tác đơn giản, dễ
dàng9 S S +
Khả năng gia công chi 10 + - S33

tiết phức tạp
Giá thành 7 - S +
Tốc độ 9 + S +
Tổng điểm + 4 1 3
Tổng điểm - 1 1 1
Tổng điểm toàn bộ 3 0 2
Tính theo tỉ trọng 31 0 16
Các phương án đều tạo ra được các chuyển động cần thiết
cho máy.
Kết luận: Ta thấy trong 3 ý tưởng ở trên, thì ý tưởng 1
là phù hợp nhất với yêu cầu kỹ thuật của máy là có khả
năng gia công chi tiết phức tạp, độ tin cậy cao, tốc độ
cao, thao tác đơn giản dễ dàng.
Ý tưởng 1 có điểm cao nhất. Chọn phương án 1 để thiết kế
là phù hợp nhất.
VIII. Thiết kế hệ thống cho sản phẩm
Bước 1 : Lập sơ đồ nguyên lý hoạt động của máy
34

Bước 2 : Nhóm các yếu tố trong lược đồ
Bước 3 : Thiết lập bố trí hình học thô
35
Phay vật liệu
Chuẩn bị phôi
Thay dao
vitme-đai ốc
cảm biến quang
Gá đặt
vitme-đai ốc
khung thép
Phay
vitme-đai ốc
động cơ
bước
Tháo chi tiết
Phay vật liệu
Chuẩn bị phôi
Thay dao
vitme-đai ốc
cảm biến quang
Gá đặt
vitme-đai ốc
khung thép
Phay
vitme-đai ốc
động cơ
bước
Tháo chi tiết

Z
Y
X
36

IX. Thiết kế chi tiết sản phẩm
IX.1. Bàn máy 3 trục
a. Đơn trục
i. Giới thiệu chung
Động cơ được dùng để điều khiển đơn trục là
động cơ bước (stepper motor) có tín hiệu phản
hồi (encoder). Sự cần thiết của mô hình điều
khiển 1 động cơ riêng biệt là cơ sở cho điều
khiển đa trục về sau. Việc ứng dụng các thuật
toán để điều khiển động cơ là cần thiết.
Ví dụ: sử dụng các thuật toán PID, Fuzzy
logic, … trong điều khiển vị trí của động cơ.
37
Bộ điều khiển
Bàn máy
DC
DC
DC
Dao
DC

ii. Mô hình đơn trục
Trong mô hình thí nghiệm đa trục (3 trục), ta
tận dụng trục đứng của bàn máy (trục Z) để xây
dựng môđun 1: kiểm tra vi bước (đơn trục). Mô
hình gồm có:
+ Động cơ bước: từ 200 bước/vòng (full-step)
đến chế độ vi bước (50000 bước/vòng) có phản
hồi (encoder).
+ Trục Z: Vít me truyền động cho đầu đứng của
bàn máy.
+ Động cơ truyền động qua vít me bằng bánh
răng và đai răng.
Chi tiết về hình vẽ mô hình đơn trục được đề
cập ở phần trục Z của mô hình đa trục.
b. Đa trục
i. Giới thiệu
Mô hình điều khiển đa trục được phát triển
từ mô hình điều khiển đơn trục. Tất cả các
thuật toán thực hiện được ở đơn trục thì cũng
có thể áp dụng được ở đa trục. Nhưng việc áp
dụng các thuật toán này trên mô hình đa trục
cũng có nhiều sai khác: Tất cả các động cơ
hoạt động trên hệ thống đa trục phải đồng bộ
với nhau.
38

ii. Mô hình
+ Mô hình thí nghiệm 3 trục:
Z
Y
X
Hình IX.1 Hình vẽ bàn máy 3 trục.
+ Kích thước bàn máy (tính theo mm):
Dài x Rộng x Cao: 500 x 700 x 400
+ Khối lượng: 28 Kg
+ Vùng làm việc của bàn máy (tính theo
mm) :
Trục X x Trục Y x Trục Z: 100 x 97 x 97
+ Theo phương ngang và dọc:
39

Hình IX.2. Trục X và Y của bàn máy
Bảng IX.1 Bảng chú thích trục X và Y của bàn
máy
Vị
trí
Chú thích
1 Bàn máy2 Vít me (trục Y)3 Các công tắc hành trình giới hạn
chạy lùi (trục Y)4 Các công tắc hành trình giới hạn
chạy tiến (trục Y)5 Vít me (trục X)6 Trục dẫn hướng (trục X)7 Các encoder8 Các động cơ
40

9 Trục dẫn hướng (trục Y)10 Công tắc hành trình giới hạn chạy
lùi (trục X)
Hai trục X và Y lần lượt nằm ngang và dọc
được dẫn động bằng vít me bi. Trục của mỗi
động cơ được nối với vít me thông qua nối trục
bằng nhựa. Bàn trượt được dẫn hướng bằng 2
trục dẫn hướng song song và cách nhau 53mm.
Khi động cơ quay đúng 1 vòng thì bàn máy sẽ di
chuyển đúng 1mm.
+ Theo phương đứng:
Hình IX.3 Trục Z của bàn máy 3 trục
Bảng IX.3 Bảng chú thích trục Z 41
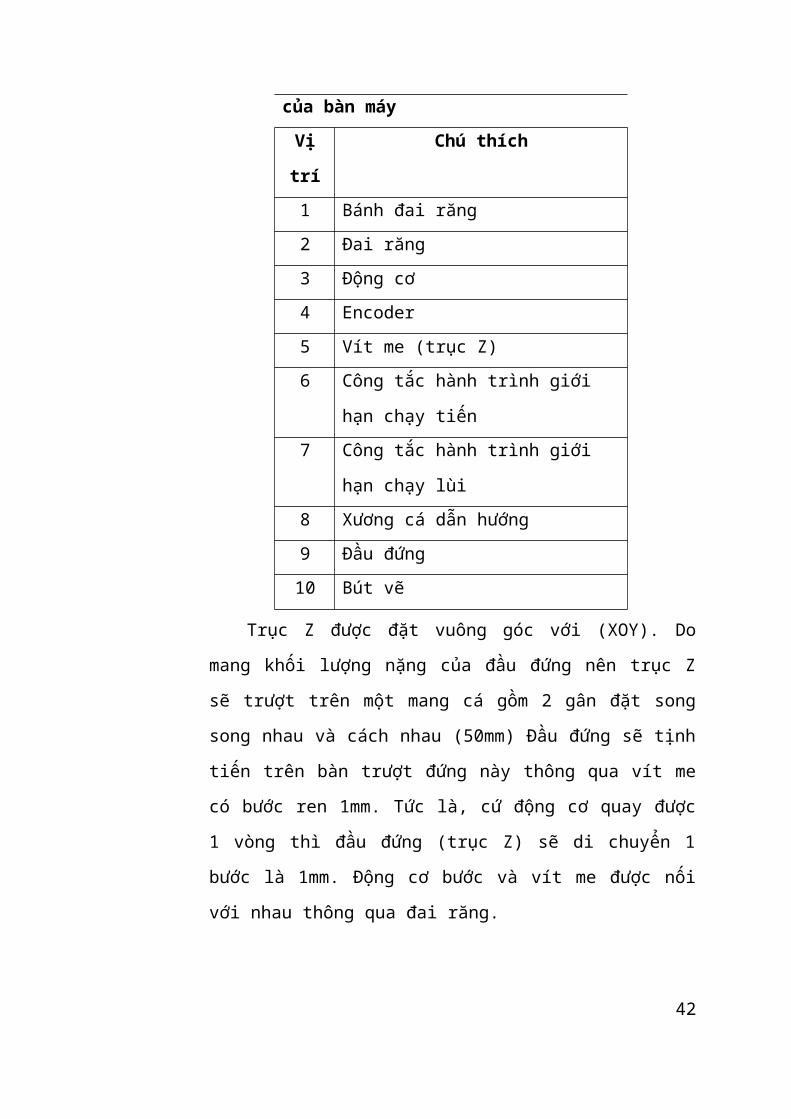
của bàn máyVị
trí
Chú thích
1 Bánh đai răng2 Đai răng3 Động cơ4 Encoder5 Vít me (trục Z)6 Công tắc hành trình giới
hạn chạy tiến 7 Công tắc hành trình giới
hạn chạy lùi8 Xương cá dẫn hướng9 Đầu đứng10 Bút vẽ
Trục Z được đặt vuông góc với (XOY). Do
mang khối lượng nặng của đầu đứng nên trục Z
sẽ trượt trên một mang cá gồm 2 gân đặt song
song nhau và cách nhau (50mm) Đầu đứng sẽ tịnh
tiến trên bàn trượt đứng này thông qua vít me
có bước ren 1mm. Tức là, cứ động cơ quay được
1 vòng thì đầu đứng (trục Z) sẽ di chuyển 1
bước là 1mm. Động cơ bước và vít me được nối
với nhau thông qua đai răng.
42

c. Vít me[6]
i. Tổng quát
Có nhiều cách để tạo chuyển động tịnh tiến cho
bàn máy như: vít me – đai ốc, động cơ tuyến tính
hay bánh răng và thanh răng. Tùy vào mỗi ứng
dụng mà người ta chọn 1 cơ cấu phù hợp với mục
đích sử dụng.
Ví dụ: điều khiển chuyển động ngang với loại
tải nhỏ và không cần độ chính xác cao, thì ta sử
dụng bánh răng và thanh răng hay vít me thường.
Nếu muốn điều khiển vị trí chính xác, người ta
sử dụng vít me bi. Vít me loại thường khi sử
dụng trong một thời gian dài gây ra mài mòn ở
chỗ tiếp xúc (do ma sát giữa vít me và đai ốc là
ma sát trượt, làm kích thước vít me sai đi. Lúc
đó mọi chuyển động đều bị sai số do vít me bị
mòn.
Hình IX.6 Vít me thường Hình IX.7 Vít me bi
Do đó muốn giảm bớt sự mài mòn giữa vít me và
đai ốc. Ta biến ma sát giữa vít me và đai ốc, từ43

ma sát trượt thành ma sát lăn. Để tạo ra ma sát
lăn người ta thiết kế vít me và đai ốc: vít me
và đai ốc không ăn khớp nhau mà có một khoảng hở
hợp lý, đặt vào giữa vít me-đai ốc những viên bi
cầu có kích thước phù hợp để khử đi độ rơ của 2
chi tiết đó. Khi vít me quay, ma sát lăn được
tạo ra nhờ sự lăn của những viên bi với vít me-
đai ốc.
Hình IX.8 Vít me bi
ii. Ren vít
+ Tương ứng với vít me-đai ốc thường.
+ Kích thước tiêu chuẩn: Ren ISO hệ mét 60o
+ Chiều sâu: D= Bước ren (mm) x 0.6134
+ Bán kính chân ren: R= Bước ren x 0.1443
44Hình IX.9 Mặt cắt dọc của vít me

+ Ren vít me là 1(mm) thì:
Chiều sâu ren D=0.6134 (mm)
Bán kính chân ren R=0.1443 (mm)
+ Đường kính ngoài vít me: Dngoài=10 (mm)
iii. Đai ốc
Tương tự như ren vít, đáy ren cũng có thể
được làm tròn với biên dạng cực đại có bán
kính:
+ Bán kính chân ren R=0.1443 x bước
+ Ren ISO hệ mét 60o có kích thước đường
kính đai ốc tối thiểu:
Dlỗ= D1 - ( bước ren x 1.0825)
Trong đó: Dlỗ: Đường kính của đai ốc
D1: Đường kính danh định của vít
me.
+ Chiều sâu của đai ốc: Chiều sâu của ren
đai ốc tính từ mặt lỗ lớn hơn so với giá trị
tính theo công thức đường kính đỉnh của ren vít
trừ đi 2 lần chiều sâu của ren vít tương ứng,
do đó chiều sâu ren đai ốc cơ bản nhỏ hơn chiều45

sâu ren vít tương ứng, và chỉ có tính hướng
dẫn. Chiều sâu ren đai ốc thực có thể lớn hơn
hoặc nhỏ hơn so với tính toán.
Ren ISO hệ mét 60o, chiều sâu ren đai ốc
tính theo mm:
D= bước (mm) x 0.5418
iv. Phân loại vít me
+ Vít me thường
+ Vít me răng vuông
+ Vít me răng tam giác
+ Vít me răng hình thang
+ Vít me bi
v. Ưu và nhược điểm của các loại vít me
Bảng IX.3 Bảng ưu-nhược điểm của các loại vít me
Loại vít me Ưu điểm Nhược điểmVít me có biên
dạng ren hình
tam giác (60o).
Chỉ cần moment
nhỏ để di
chuyển được bàn
máy.
Dễ bị mài mòn
trong quá
trình sử
dụng. Dẫn đến
bị rơ gây ra
sai số.
Vít me có biên
dạng ren hình
Thích hợp với
những loại tải
Mất một lực
lớn hơn nhiều
46

thang (vuông). nặng như: Bàn
máy tiện cỡ
lớn, cực lớn.
Trong quá trình
sử dụng bị mài
mòn không đáng
kể do biên dạng
hình thang
(vuông).
so với vít me
biên dạng ren
tam giác để
đẩy (di
chuyển) bàn
máy đi.
IX.2. Giới thiệu phần cứng điều khiển
IX.2.1. Bộ nguồn NI PS-15
a. Giới thiệu bộ nguồn NI PS-15
NI PS-15 (National
Instruments Power Supply) là
bộ nguồn của hãng National
Instruments và có những đặc
điểm[7]:
+ Kích thước nhỏ gọn
+ Đạt hiệu suất đến 90.2%
+ Dải chịu nhiệt rộng (-25
đến 60oC)
+ Nguồn vào AC 100-120/
Hình IX.10 Nguồn
NI PS-15
47

200-240V
b. Giao diện mặt trước bộ nguồn[7]
1.Đầu nối ngõ ra
(DC24V- 5A)
2.Đầu chỉnh dải điện
áp ngõ ra
3.DC OK LED
4.Đầu nối cấp nguồn
vào
Hình IX.11 Mặt trước bộ nguồn
NI PS-15
IX.2.2. Card PCI-7344
a. Giới thiệu card PCI-7344[8]
Bộ điều khiển 7344 là sự
kết hợp giữa bộ điều khiển
động cơ servo và bộ điều
khiển động cơ bước cho máy
tính có khe cắm PCI. Với
PCI-7344, ta hoàn toàn có
thể lập trình điều khiển
chuyển động cho tối đa 4
Hình IX.12 Card PCI-7344[9]
48

trục độc lập hoặc kết hợp
để chuyển động tới một tọa
độ điểm nào đó. Bộ điều khiển tính toán biên dạng của các đoạn
quỹ đạo dựa trên các giá trị thông số được lập
trình. Và sử dụng thông số vị trí đích, tốc độ yêu
cầu cực đại và gia tốc để ra quyết định nó sẽ
truyền các đoạn chuyển động cơ bản, bao gồm: tăng
tốc, vận tốc hằng và giảm tốc... trong bao lâu.
Đối với việc điều khiển động cơ bước, PCI-7344
có thể được dùng cho việc điều khiển các dạng
chuyển động từ đơn giản (điểm đến điểm, đường
thẳng…) đến dạng quỹ đạo phức tạp bất kỳ nào (dạng
cung, dạng biên được định nghĩa bằng tập hợp điểm
hay trích từ tệp .DXF). Các trục có thể hoạt động
ở chế độ vòng kín hoặc vòng hở, sử dụng encoder có
2 pha lệch nhau 90o để hồi tiếp vị trí, tốc độ và
cung cấp ngõ ra bước/chiều hay cùng chiều kim đồng
hồ/ngược chiều kim đồng hồ để điều khiển động cơ.
b. Đặc điểm kĩ thuật[8]
Các thông số kỹ thuật sau đây đặc trưng ở nhiệt
độ 25oC (nếu không có thêm ghi chú nào khác).
Động cơ bướcDải tốc độ cập nhật ...... 62.5 đến 500μs/mẫuTốc độ cập nhật cao 62.5μs/1 trục
49

nhất......................Tốc độ cập nhật cao
nhất .....................
500μs/4 trục
Độ chính xác vị tríĐộng cơ bước vòng hở...... 1 full, half hay
microstepEncoder hồi tiếp.......... ±1 xung
Thông số quỹ đạoDải vị trí................ ±231 bướcKhoảng dịch chuyển đương
đối lớn nhất.............. ±231 bước
Dải tốc độ................ 1 đến 4000000 bước/s
10-5 đến 106 vòng/phútDải tăng tốc và giảm tốc.. 4000 đến 128000000
bước/s2
10-1 đến 108 vòng/s2
Dải sai số tiếp
(Following error range)... 0 đến 32767 bước
Ngõ ra điều khiển (động cơ bước)Mức xung cao nhất......... 4MHz (full, half và
microstep)Độ rộng xung nhỏ nhất..... 120ns tại 4MHzCác chế độ ngõ ra điều
khiển.....................
+ Bước và chiều
50

+ Theo chiều kim và
ngược chiều kim đồng
hồDải điện áp............... 0 đến 5VĐiện áp ngõ ra mức thấp...<0.6 tại dòng 64mA
(sink)Điện áp ngõ ra mức cao....Cực góp, tích hợp
điện trở kéo (3.3KΩ)
lên 5VChiều phân cực............ Có thể lập trình
được, tác động mức
thấp (active-low)
hoặc mức cao (active-
high)
Motion I/ONgõ vào Encoder........... Quadrature,
Incremental hoặc
single-endedTốc độ đếm cao nhất....... 20MHzĐộ rộng xung nhỏ nhất..... Có thể lập trình
được, phụ thuộc vào
cấu hình bộ lọc sốDải điện áp............... 0 đến 12V
Điện áp vào mức thấp......0.8VĐiện áp vào mức cao.......2V
51

Ngõ vào của các công tác giới hạn, công tắc điểm
gốcSố lượng ngõ vào......... 12 (mỗi trục 3 ngõ
vào)Khoảng điện áp........... 0 đến 12VĐiện áp vào mức thấp......0.8VĐiện áp vào mức cao.......2V
Chiều phân cực............ Có thể lập trình
được, tác động mức
thấp (active-low)
hoặc mức cao (active-
high)Độ rộng xung nhỏ nhất..... 1ms
IX.2.3. Bộ UMI-7774[10]
a. Giới thiệu bộ UMI-7774
UMI-7774 là bộ khuếch đại kết nối độc lập
được sử dụng cùng với bộ điều khiển chuyển động
dòng 73xx của hãng National Instruments, cho
phép điều khiển độc lập hoặc cùng lúc tối đa
bốn trục. UMI 7774 là lý tưởng cho các ứng dụng
trong công nghiệp và phòng thí nghiệm, nó có
thể kết nối với các bộ điều khiển động cơ bước,
động cơ servo, thiết bị phản hồi của hãng thứ 3
52

cũng như các ngõ vào/ra số.
Hình IX.13 Bộ UMI-7774
Bộ khuếch đại nhận lệnh từ bộ điều khiển
chuyển động ở dạng tín hiệu điện áp tương tự
với dòng nhỏ và chuyển nó thành tín hiệu có
dòng lớn để điều khiển động cơ. Để điều khiển
động cơ bước, bộ khuếch đại phải cung cấp chính
xác dòng điện đỉnh, dòng liên tục và điện áp để
điều khiển động cơ.
b. Đặc điểm kĩ thuật
Các thông số kỹ thuật sau đây đặc trưng ở
nhiệt độ từ 0 đến 55oC (nếu không có thêm ghi chú
nào khác).
EncoderNgõ vào............... Loại Quadrature /
IncrementalNgưỡng vi sai ngõ vào ±0.3V, tương thích RS-422Điện trở cuối ........ 120 Ω
53

Dải giá trị điện thế
ngõ vào ..............
0 đến 5.5 VDC
Tần số vuông pha cực
đại ..................
20MHz
Đặc tính nguồn cấpDải ngõ vào điện áp .. 24V±10%, 0.2 AmpsNguồn cách ly ........ 5-30VDC, 1.74 Amps
Công tắc giới hạn, công tắc điểm gốcLoại.................. Cách ly quang, sinking
dòng.Dải ngõ vào điệp áp... 0 đến 30V
Điệp áp ‘ON’: 3.5 đến 30V
Điện áp ‘OFF’: 0 đến 2VDòng điện kích........ 3mA đến 14mAMức xung lớn nhất..... 100KHzXung nhỏ nhất có thể
phát hiện được........ 10μs
Bảo vệ phân cực ngược. Có, -30V
Step/DirectionLoại.................. TTLOutput Voltage Range.. Vol = 0.4 V ≤ Voh = 2.4 V
(với dòng là 16 mA)Mức xung lớn nhất..... 8MHzXung nhỏ nhất có thể 125 ns
54

phát ra...............Bảo vệ ngắn mạch...... Không
c. Các khối chức năng
Hình IX.14 Giao diện mặt trước bộ UMI 7774
+ CONTROLLER: Khối kết nối với tín hiệu điều
khiển chuyển động và ngõ vào ra số.
+ POWER: Khối cấp nguồn cho bộ UMI-7774
Bảng IX.5 Ý nghĩa LED tín hiệu trên khối cấp nguồn
UMI 7774
Kết nối Tín hiệu
Chân V và C được kết
nối đầy đủ vào nguồn
24VDC
Đèn V
sáng
Chân Viso và Ciso được
kết nối vào cùng nguồn
24V hoặc nguồn rời 5-
30VDC.
Đèn Viso
sáng
55

+ GLOBAL STOP: Khối dừng toàn cục. Cho phép cấm
hoặc vô hiệu hóa các tín hiệu ngõ vào.
+ ANALOG INPUT: Khối ngõ vào tương tự. UMI-7774
cung cấp 4 kênh ngõ vào tương tự.
+ TRIGGER/BREAKPOINT: Khối kích khởi và ngắt.
+ DIGITAL I/O: Khối ngõ vào/ra số. Giúp thu thập
hoặc điều khiển các tín hiệu số.
+ AXIS 1, AXIS 2, AXIS 3, AXIS 4: Khối cho phép
kết nối với thiết bị phản hồi từ động cơ
(encoder) và với bộ điều khiển động cơ đồng thời
cho phép vô hiệu hóa việc điều khiển một cách
riêng lẻ hoặc toàn bộ các trục.
Bảng IX.6 Ý nghĩa đèn tín hiệu trên các khối Axis 1-4
trên
UMI 7774
Tín hiệu LED Nguyên nhân
Disabled sángTín hiệu Enable bị dừng kích
hoạt vì bất kì lý do gì
Fault và
Disabled sáng
Nếu tín hiệu Fault ngõ vào là
tích cực
FWD, HOME, REV
sáng tương ứng.
Khi chạm các công tắc giới
hạn
Lưu ý: Việc cấu hình trên
phần cứng (đối với các công
56

tắc) không cấu hình các công
tắc cụ thể (FWD, HOME, REV)
mà phải cấu hình bằng phần
mềm trong max.
IX.2.4. Driver P70530[11]
a. Giới thiệu driver P70530
NI P70530 là bộ điều khiển
đơn trục động cơ bước mang lại
hiệu quả tối đa cho việc điều
khiển chuyển động chính xác với
chế độ vi bước và bộ lọc phản
cộng hưởng cho những ứng dụng
cần chuyển động mịn.
P70530 có thể được chỉnh
tăng độ chính xác nhanh chóng
bằng việc kết hợp với NI Motion
Assistant, phần mềm LabVIEW, bộ
điều khiển chuyển động và động
cơ bước được kết nối.
Hình IX.15
Driver P70530
b. Đặc điểm kỹ thuật
Đặc tính điệnDòng xuất cao nhất (ở
0-40oC).................
5ARMS
Công suất cực đại trung 350W tại 72V57

bình tại 5A............
240W tại 48V
120W tại 24VMức tiêu thụ công suất
tại 3.5A...............
Cực đại 9W (dòng
5ARMS/một pha động cơ)Dải độ tự cảm của động
cơ.....................
2-15mH
Chiều dài cáp kết nối
động cơ cực đại .......
20m
Nguồn cấp.............. 20-75 VDC, dòng trung
bình 5ANgưỡng điện áp báo sự
cố dưới................
18 VDC
Ngưỡng điện áp báo sự
cố trên................
91 VDC
Dòng đỉnh.............. 15AĐộ rộng xung kích...... 4msCầu chì (đề nghị)...... Cầu trì tác dụng trễ 5ANguồn cấp trong 5V..... 50mA
Đặc tính ngõ vào bước, chiều quay. Dải dòng và áp của xung
bước ngõ vào...........
3V – 6V, 16mA tại 5V
Dải dòng và áp của
chiều ngõ vào..........
3V – 6V, 16mA tại 5V
Dải dòng và áp của tín 3V – 6V, 3-6mA tại 5V
58

hiệu ngõ vào...........Thời gian ON/OFF xung
bước nhỏ nhất..........
800 ns
Tần số xung bước ngõ
vào cực đại............
2MHz
Thời gian thiết lập
chiều nhỏ nhất.........
50μs
Ngõ vào/ra với mục đích
chungDải điện áp ngõ vào.... 4-6 VDCDải dòng điện vào...... 1mA tại 5 VDC
5.3mA tại 24 VDCĐiện áp xuất ra cao
nhất...................
30 VDC
Dòng xuất cao nhất..... 5mAThời gian đáp ứng...... <=250μs
c. Quy định về cấu hình trên driver bằng công tắc
59
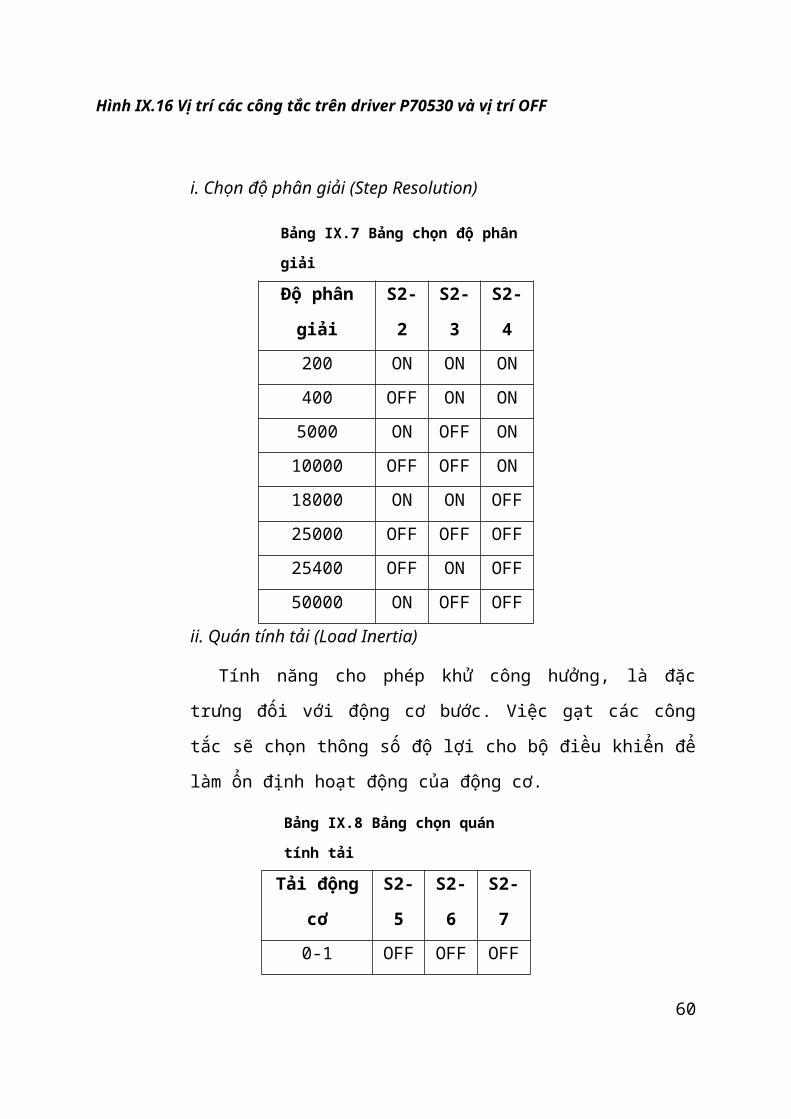
Hình IX.16 Vị trí các công tắc trên driver P70530 và vị trí OFF
i. Chọn độ phân giải (Step Resolution)
Bảng IX.7 Bảng chọn độ phân
giải
Độ phân
giải
S2-
2
S2-
3
S2-
4200 ON ON ON400 OFF ON ON5000 ON OFF ON10000 OFF OFF ON18000 ON ON OFF25000 OFF OFF OFF25400 OFF ON OFF50000 ON OFF OFF
ii. Quán tính tải (Load Inertia)
Tính năng cho phép khử công hưởng, là đặc
trưng đối với động cơ bước. Việc gạt các công
tắc sẽ chọn thông số độ lợi cho bộ điều khiển để
làm ổn định hoạt động của động cơ.
Bảng IX.8 Bảng chọn quán
tính tải
Tải động
cơ
S2-
5
S2-
6
S2-
70-1 OFF OFF OFF
60

1-1.5 ON OFF OFF1.5-2.5 OFF ON OFF2.5-5.0 ON ON OFF5.0-7.0 OFF OFF ON7.0-12.0 ON OFF ON12.0-20.0 OFF ON ON20.0-32.0 ON ON ON
iii. Làm mịn động (Dynamic Smoothing)
Là bộ lọc được áp dụng trên chuỗi lệnh để làm
giảm rung động, giảm vọt lố, giảm kích thước của
cộng hưởng cơ khí trong hệ thống.
Bảng IX.9 Bảng chọn chế độ
làm mịn
Chế độ làm
mịn
S2-
8
S2-
9Nhỏ OFF OFF
Vừa phải ON OFFMạnh OFF ON
Linh hoạt ON ON
iv. Giảm dòng (Current Reduction)
Giảm nóng cho driver và động cơ bằng cách gọi
chế độ giảm dòng chờ sẵn thông qua vị trí gạt
S2-10. Khi được bật, chế độ giảm dòng sẽ cắt
61
giảm dòng ở động cơ đến 75% (đối với giá trị
lệnh) sau khi xung cuối điều khiển được phát ra
hay chuyển động kết thúc.
Bảng IX.10 Bảng chọn chế độ giảm
dòng
Chế độ giảm
dòngS2-10
ON =
TẮT
v. Chế độ đa bước (Multi-step)
Tương tự như chế độ làm mịn động nhưng chế độ
đa bước sử dụng bộ lọc linh hoạt hơn. Nó được
dùng khi ở chế độ Full/Half Step để làm mịn
những bước lớn thành một chuỗi liên tục những vi
bước.
Bảng IX.11 Bảng chọn chế độ đa
bước
Chế độ đa
bướcS2-11
ON =
BẬT
vi. Chế độ phát hiện động cơ ngừng chạy khi không có encoder
(Encoderless Stall Detection)
Đây là một thiết kế đáng chú ý của P70530. Nó
có thể cảm nhận được vị trí trục động cơ mọi
lúc. Nó giám sát lệnh vị trí và so sánh nó với
vị trí thực. Với bất kỳ động cơ bước 2 pha nào,62

khi vị trí trục và lệnh điều khiển lớn hơn 2
bước đủ (Full step) thì driver sẽ phát hiện được
và báo Fault trên driver (đèn đỏ) và cả bộ UMI
7774.
Bảng IX.12 Bảng chọn chế độ phát hiện ngưng chạy
Chế độ phát hiện động cơ
ngưng chạy
S2-
12ON=TẮT
IX.2.5. Động cơ bước
a. Giới thiệu động cơ bước
i. Giới thiệu chung[12]
Động cơ bước là loại động cơ điện không chổi
than, chia 1 vòng tròn thành những bước bằng
nhau, có những đặc điểm sau :
+ Quay được theo cả 2 hướng
+ Độ chính xác của góc gia tăng thay đổi
+ Sự lặp lại của chuyển động chính xác hoặc
biên dạng vận tốc
+ Có moment giữ khi đứng yên
+ Có khả năng điều khiển bằng tín hiệu số
Là loại động cơ điện có nguyên lý khác biệt
với đa số các loại động cơ điện thông thường.
Thực chất chúng là một động cơ đồng bộ dùng để
biến đổi các tín hiệu rời rạc dưới dạng xung điện
kế tiếp nhau thành các chuyển động góc quay.63

Một động cơ bước có thể di chuyển
góc chính xác nhờ sự điều khiển xác bằng xung số
từ mạch điều khiển số. Động cơ bước được sản xuất
nhiều loại: 12, 24, 72, 144, 180, và 200
bước/vòng tương ứng với 30, 15.5, 2.5, 2, và
1.8 độ mỗi bước.
ii. Các chế độ hoạt động[12]
+ Full step
+ Half step
+ Micro-step
Động cơ bước không quay theo cơ chế thông
thường, chúng quay theo từng bước nên có độ
chính xác rất cao về mặt điều khiển học. Chúng
làm việc nhờ các bộ chuyển mạch điện tử đưa các
tín hiệu điều khiển vào stato theo thứ tự và một
tần số nhất định (tốc độ không đổi) hay tần số
thay đổi (tốc độ thay đổi). Tổng số góc quay của
rôto tương ứng với số lần chuyển mạch, cũng như
chiều quay và tốc độ quay của rôto phụ thuộc vào
thứ tự chuyển đổi và tần số chuyển đổi.
iii. Phân loại và cấu tạo[13]
+ Phân loại : Có 2 loại chính là Đơn cực
(Unipolar) và lưỡng cực (bipolar). Ngoài ra,
còn có loại đa cực (Mutipolar).
64

+ Cấu tạo: Gồm có Rotor và Stator
- Rotor: thường thấy là loại nam châm vĩnh
cữu, ngoài ra còn có loại biến từ trở.Thường
được xẻ rãnh để tăng số bước của động cơ trong
một vòng chuyển động của rotor.
- Stator: Được ghép từ nhiều lá sắt kỹ thuật.
Trên đó quấn nhiều vòng dây.
iv. Nguyên tắc hoạt động của động cơ lưỡng cực (Bipolar)[14]
Để đơn giản hóa, ta chỉ xét có 2 cặp cực.
(Thực tế số cặp cực thường nhiều hơn: 4, 6, 8,
…) Để tạo ra chuyển động quay của Roto, ta cấp
dòng cho từng cuộn dây theo một thứ tự nhất
định. Ngoài ra, các cực của nam châm điện được
xác định bằng cách cấp dòng theo chiều nhất
định.
Ví dụ: Bảng IX.13 Mô tả nguyên tắc hoạt động ở
chế độ Full step.
Bảng IX.13 Bảng nguyên tắc hoạt động của
động cơ lưỡng cực
65

Hình IX.17 Dòng IA’A
A’ nối với V+ và A với
Gnd Dòng điện từ A’
đến A. Dòng điện cảm
ứng sinh ra từ trường
trong lõi sắt non,
biến lõi sắt thành nam
châm điện, hút nam
châm. Rotor quay như
Hình IX.17.
Hình IX.18 Dòng IB’B
Sau đó, cấp dòng cho
cuộn B. B’ nối với
V+ và B với Gnd Dòng
điện từ B’ đến B.
Rotor quay được 90o
(Full step)
Hình IX.19 Dòng IAA’
Đảo cực của A và A’. A
Hình IX.20 Dòng IBB’
Tương tự như vậy.
66

nối với V+ và A’ với
Gnd Dòng điện từ A’
đến A. Rotor quay được
180o so với ban đầu
Rotor quay được 270o
so với ban đầu.
+ Các chế độ hoạt động:
Bảng IX.14 Biểu đồ xung các chế độ hoạt động
Full
stepHình IX.21 Biểu đồ xung ở chế độ hoạt
động Full step
Half
step
Hình IX.22. Biểu đồ xung ở chế độ hoạt
động Half step
Hi-
torq
ueHình IX.23 Biểu đồ xung ở chế độ hoạt
động Hi-torque
67

v. Vi bước( Micro-step)
Trong thực tế, để điều khiển những chuyển động
nhỏ (chuyển động chính xác đến micromet), việc
sử dụng chế độ toàn bước hay nửa bước là không
khả thi. Bởi vậy hầu hết các ứng dụng ngày nay
sử dụng động cơ bước đều hoạt động ở chế độ vi
bước (micro-stepping)
Vi bước ở đây là ta chia toàn bước (full step)
thành nhiều bước nhỏ. Khi đó, số bước trên 1
vòng sẽ được tăng lên theo cấp số nhân.
Số bước = số bước (full step) x số bước
(trong 1 bước nhỏ).
Ví dụ: 1 động cơ (full step=200 bước/vòng)
hoạt động ở chế độ vi bước với số bước nhỏ trong
1 bước là 16 thì số bước trên 1 vòng sẽ là
200x16=3200 bước/vòng.
Biểu đồ dòng[15]:
68

Hình IX.24 Biểu đồ dòng điện đặt trong 2 cuộn
dây A và B
ở chế độ Micro-step.
Chế độ vi bước hoạt động được là nhờ việc
kích cùng lúc 2 cuộn dây, nhưng khác với các
chế động thông thường là: Độ lớn của dòng sẽ
thay đổi theo quy luật hình Sin (hay cos). Tùy
vào góc kích. Do dó mạch điện điều khiển chế độ
vi bước bao giờ cũng phức tạp hơn mạch điều
khiển các chế độ thông thường.
Giả sử chế độ vi bước ở đây là (x8) thì ta
chia ¼ đường tròn ở góc phần tư thứ nhất ra làm
8 phần bằng nhau. Khi đó mỗi một vị trí trên ¼
đường tròn này tương ứng với 1 bước nhỏ trong
chế độ hoạt động. Việc kích đồng thời 2 cuộn
dây A+ và B+ và giá trị dòng diện của nó sẽ thể
hiện trong bảng sau:
IB = cos() ; IA = sin()
Bảng IX.15 Bảng giá trị dòng điện trong
2 cuộn dây ở chế độ Micro-step (chia 8)
0 π16
π8
3π16
π4
5π16
3π8
7π16
π2
IB 10.9
8
0.9
2
0.8
3
0.7
1
0.5
6
0.3
8
0.1
90
IA 0 0.1 0.2 0.5 0.7 0.8 0.9 0.9 1
69

9 7 6 1 3 2
Hình IX.25 Biểu đồ hình Sin của dòng điện trên
2 pha (A và B)[15]
vi. Thông số động cơ
Hình IX.26 Phần stator
của động cơ bước
- Phân loại: Lưỡng
cực (Bipolar)
- Số cặp cực: 4
(cặp cực)
- Số khe trên
stator: 50
- Số khe trên
Rotor: 48
- Full stepper: 200
bước/vòng
360o/50 (khe)/4(cặp
cực)= 1.8o
70

(1 xung -> 1.8o)
- Half step: 400
bước/vòng
- High torque: 200
bước/vòng
Hình IX.27 Stato và
Rotor của động cơ bước.
1 Stator (có xẻ rảnh
bên trong)
2 Cuộn dây (4 cặp cực)
3 Rotor (Có xẻ rãnh
trên bề mặt của trục)
b. Động cơ trong mô hình thí nghiệm[16]
Động cơ bước của hãng
National Instruments cung cấp
moment xoắn lớn, độ chính xác
cao và dễ kết nối đến driver.
Ta có thể nhanh chóng phát
triển những hệ thống điều
khiển chính xác sử dụng động
cơ bước của hãng kết hợp với
NI Motion Assistant, LabVIEW,
bộ điều khiển chuyển động và
Hình IX.28 Động cơ
bước NEMA 23
71

driver phù hợp. * Đặc điểm kỹ thuật
Trong đồ án, nhóm chúng em sử dụng động cơ
bước lưỡng cực NEMA 23 với các thông số như
sau:
+ Loại độ cơ: Lưỡng cực 1.8o
+ Số lượng đầu dây ra: 4.
+ Rotor: 50 cặp cực.
+ Stator: 4 cặp cực.
+ Full step: 1.8o, 200 bước/ 1 vòng.
+ Sai số góc quay: ±3%
+ Dòng cấp: 2.7 A
+ Trở kháng: 0.85Ω
IX.2.6. Encoder[17]
a. Giới thiệu Encoder
Encoder của hãng
National Instruments cung
cấp độ chính xác phản hồi
cao và dễ dàng gắn vào
động cơ NEMA 23.
Trong đồ án, nhóm
chúng em sử dụng Encoder
có mã 15T-01SA-1000-
N5RHV-F00-CE.
Hình IX.29 Encoder
72

b. Đặc điểm kỹ thuật
Độ phân giải......... 1000 xung/vòngĐiện áp vào.......... 5V ± 10%Dòng điện vào........ Tối đa 100mA khi không
tải.Các kênh............. A, B và Index.Độ chính xác......... Trong khoảng 0.017 độ cơ
học hoặc 1 phút trên vòng
tròn từ vị trí thực
IX.2.7 Công tắc hành trình
a.Tổng quát
Công tắc giới hạn (hay công tắc hành trình) là một
trong những cảm biến quan trọng trong hầu hết các máy
có chuyển động tịnh tiến. Công tắc giới hạn có nhiệm
vụ phản hồi vị trí của bàn máy:
đang ở đầu, ở cuối hay ở giữa của
hành trình khi công tắc bị tác
dụng.
b. Phân loại và cấu tạo
i. Phân loại: Có 2 loại chính: Công tắc cơ học và
cảm biến (quang, từ…)
73

Trong đồ án, nhóm chúng em sử dụng cảm biến
quang EE-SX674A – Omron (loại NPN) có thông số như
sau:
+ Tấn số đáp ứng 1 KHz Hình IX.30 Cảm biến
+ Nguồn cấp: 0-24 VDC EE-SX674A – Omron
ii. Cấu tạo cảm biến EE-SX674A – Omron:
+ Đầu vào: Gồm 2 led: 1 led phát quang và 1
led thu tín hiệu.
+ Xử lý: Cấu tạo gồm 1 mạch điện tử tích hợp
các linh kiện điện tử: Điện trở, Diode,
Transistor, led hiển thị,… nhận tín hiệu từ đầu
vào và xuất tín hiệu điều khiển ở đầu ra.
Hình IX.31 Cấu tạo mạch cảm biến EE-SX674A
+ Đầu ra: Tín hiệu đầu ra là tín hiệu số 0V/
Vcc tương ứng với:
Vcc: Chưa bị kích
0V: Bị kích
74

c. Nguyên tắc hoạt động:
Ở trạng thái bình thường: Led phát trong cảm biến
sẽ phát ra tín hiệu và led thu sẽ nhận được tín hiệu
đó. và cảm biến trả về ở đầu ra là Vcc.
Khi có vật cản đi ngang qua cảm biến, nó sẽ che
không cho bức xạ đến với led thu. và đầu ra của cảm
biến là 0V.
d. Sơ đồ kết nối:
Vị trí chân 1-4 được đánh tuần tự từ trái sang phải
Chân 1
Hình IX.32 Chú thích các chân trên cảm biến EE-SX674A
Vì mạch cho các công tắc giới hạn trong bộ UMI-
7774 là loại sinking dòng (cảm biến PNP) hoặc công
tắc chuyển để kết nối với thiết bị. Nên ta sử dụng
Relay để làm công tắc chuyển mạch.
75

Hình IX.33 Mạch kết nối với Rờle
Ngõ ra (out) của Relay được kết nối vào cáp
DB25M như sau:
Bảng IX.16 Kết nối giữa cảm biến và các dây
trên cáp DB25MChân
trên
cảm
biến
Tín hiệu
cần nối
Màu tương
ứng
trên cáp
DB25MVcc 5V Cam
OUTPUT
Forward
LimitTrắng
Reverse
LimitXanh nhạt
X. ĐÁNH GIÁ SẢN PHẨM
Thiết bị có khả năng phay tốt. Hoạt động tốt ở trong nhà. Có khả năng bảo vệ vật liệu dưới tác hại của môi trường
10.1 Các nhân tố ảnh hưởng tới khả năng làm việc của sản phẩm - Sai số chế tạo:
Kích thước: phần vỏ máy có dung sai cho phép, các bề mặt lắp ráp, vitme đai ốc cần chế tạo chính xác.
Vật liệu: gang, thép, nhôm..
76

Chế tạo và lắp ráp.
- Sự lão hóa, hư hỏng, tác động và thay đổi:
Động cơ , bộ truyền đai, ổ lăn, vitme đai ốc gặptrục trặc.
Phôi đưa vào quá tải của máy.
- Những điều kiện của môi trường bên ngoài:
Nhiệt độ, độ ẩm xưởng.
10.2. Mô hình hóa các yếu tố ảnh hưởng đến khả năng làm việc của sản phẩm
- Xác định tín hiệu đầu vào, các thông số điều khiển, phạm vi giới hạn và các thông số ảnh hưởng
- Hiểu rõ các khả năng của mô hình phân tích
- Hiểu rõ khả năng của mô hình vật lý
- Lựa chọn phương pháp mô hình hóa thích hợp
- Thực hiện quá trình phân tích hay thí nghiệm
- Thẩm định kết quả.
10.3. Đánh giá chi phí
Chi phí
gián t
iếp Giảm giá
Lợi nhuận:15 triệu Giá bán:80 triệu
Chi phí bán hàng:5 triệu
Chi phítoàn bộ:65 triệu
Tổng phí:8 triệu Chi phícố định:15triệu
Chi phí chế tạo:60triệuCh
i ph
í
Chi phí công cụ:7 triệu
Chi phí lao động:5 triệu
Chi phíthay
77

Giá niêm yết
trựctiếp
đổi:45 triệu
Chi phí mua chi tiết:15 triệuChi phí vật liệu:25 triệu
10.4. Đánh giá thiết kế để có thể chế tạo:
- Ước tính chi phí chế tạo: 60 triệu
- Giảm chi phí thành phần:
- Với thân máy làm bằng phương pháp đúc - Chân đỡ dạng thanh lắp ghép nhằm giảm tối đa chi
phí mua vật liệu - Các mối lắp ghép sử dụng các loại ốc tiêu chuẩn,
có sẵn trên thị trường - Giảm chi phí lắp ráp: mối lắp dễ thao tác
- Giảm chi phí hỗ trợ sản xuất: Số lượng chi tiết ít, đồng nhất, tiêu chuẩn dễ thống kê, quản lý
- Xem xét các tác động thiết kế cho chế tạo: Các chi tiếtdễ tháo lắp, thay thế, độc lập. Bộ đai hay ốc hư dễ thay thế do đã được chuẩn hóa .
10.5. Các nhân tố ảnh hưởng tới khả năng làm việc của sản phẩm
- Hệ thống dễ lắp ráp nên dễ bảo trì.
78

- Bộ khung làm bằng kim loại cơ tính tốt.
- Các chi tiết lắp ráp đã được chuần hóa nên dễ sữa chữa bảo trì.
10.6. Đánh giá thiết kế để lắp ráp:
- Lắp ráp bán tự động: kết hợp lắp ráp bằng rô bốt và bằng tay bổ sung cho nhau để đạt hiệu quả sản xuất cao nhất.
- Với những bộ phận cần siết chặt với lực lớn nên dùng robot để đạt chất lượng cao
- Đơn giản hóa các bề mặt lắp ráp, thiết kế phần lắp ráp thuận tiện, nhanh chóng, hiệu quả cao để giảm tối đa thờigian, chi phí và hư hỏng.
10.7. Đánh giá khả năng hỏng hóc:
- Chức năng chịu ảnh hưởng: Bộ truyền vitme đai ốc bị hỏng, quá tải sẽ không thể di chuyển được bàn máy hoặc nghiêm trọng hơn là làm bề bàn máy.
- Động cơ trục trặc: sẽ làm dao phay không chính xác dẫn đến việc sai kích thước sản phẩm, làm hư sản phẩm.
- Trục vitme rỉ sét: tăng độ ma sát, hao phí điện năng, mất thời gian.
10.8 Đánh giá khả năng làm việc so với yêu cầu kỹ thuật:
- Lắp ráp, cài đặt dễ dàng: đáp ứng tốt yêu cầu kĩ thuật,
có thể tháo lắp, cài đặt 1 cách nhanh chóng.
- Độ tin cậy cao: làm việc với độ chính xác cao, ít hỏng
hóc.
79

- Thao tác đơn giản, dễ dàng: thân thiện với người dùng,
giao diện thuận tiện cho người mới sử dụng.
- Khả năng gia công chi tiết phức tạp: với 3 trục, máy có
khả năng gia công những chi tiết phức tạp.
KẾT LUẬN
1. Mặt làm được: Sản phẩm đáp ứng tốt các yêu cầu kỹ thuật đã đề ra, so với các sản phẩm trên thị trường thì giá cả ko quá cao.
2. Mặt chưa làm được: Hình thức sản phẩm không bắt mắt, các chi tiết còn khá thô.
3. Phương hướng phát triển: Hoàn thiện hệ thống điều khiển, thiết kế bộ khung đẹp mắt, an toàn.
80

TÀI LIỆU THAM KHẢO
1. Nguyễn Thanh Nam, Giáo trình Phương pháp thiết kế kỹ thuật, NXB ĐHQG-HCM (PPTKKT).
2. The national institute of research and development inmechatronics and measurement technique, Robotics and DataAcquisitions.3. National Instruments Corporation, NI ELVISTelecommunication Education Resource Page, April 09, 20094. National Instruments Corporation, Motion Control NationalInstruments Universal Motion Interface (UMI)-7774/7772 User Manual, USA,2003.5. National Instruments Corporation, P7000 Series Stepper Drives,National Instruments, Hungary, 2009.6. National Instruments Corporation, Measurement & AutomationExplorer Help, National Instruments, 2011.7. National Instruments Corporation, Fundamental of MotionControl, October 20, 2011.
81